replacement of bentonite in hematite ore pelletization using a combination of sodium lignosulphonate...
TRANSCRIPT

RESEARCH PAPER
Replacement of bentonite in hematite orepelletisation using a combination of sodiumlignosulphonate and copper smelting slag
A. Ammasi and J. Pal*
Bentonite is the most common binder used in iron ore pelletisation owing to its good bonding
properties in green and dry pellets at both ambient and elevated temperatures. However, due to
its high alumina and silica content, it increases the slag volume and energy consumption in
downstream processes. Organic binders may be used to replace bentonite; however, they fail to
provide strength at a high temperature (700–9008C) due to poor thermal stability during pellet
induration. In the present study, an organic binder Na lignosulphonate (NLS) has been used along
with copper smelting slag (Cu-SS). FeO in Cu-SS provides diffusion bonding at high temperature
and maintains the strength of pellets even after evaporation/burning of NLS. It also enhances
recrystallisation bonding at relatively lower temperature to provide good strength. The study has
been carried out with hematite ore and varying amounts of NLS and Cu-SS. Copper smelting slag
(1.0%) addition with 0.5%NLS has been found to be optimum to provide very good green
properties and ,300 kg/pellet cold crushing strength (CCS) at 12508C induration temperature.
However, hematite pellets of similar basicity with 0.5% bentonite requires higher induration
temperature (13008C) to achieve a similar CCS. The developed pellet also shows better reduci-
bility (80%), similar reduction degradation index (18%) and swelling index (10%) to the usual
bentonite pellet. Thus, the induration temperature of hematite pellet has been lowered by 508C
using a combination of NLS and Cu-SS eliminating bentonite completely, which can provide a
considerable energy and cost saving.
Keywords: Na lignosulphonate, Copper smelting slag, Hematite pellet, Replacement of bentonite, Energy saving
IntroductionUse of a suitable binder is one of the key operatingfactors in pelletisation that controls the green pellets aswell as indurated pellet properties. Over the last severaldecades, bentonite has been commonly used as a binderfor iron ore pellet making. It has proved its suitabilitydue to its excellent binding properties in green as well asdry pellet throughout the temperature range of oper-ation, abundant availability, easy handling, low toxicity,inexpensiveness, etc. However, due to high silica andalumina content in bentonite, the gangue (SiO2 andAl2O3) content of iron ore pellet proportionally increa-ses with the addition of bentonite. This increasinggangue increases the slag volume in the blast furnaceresulting in increasing energy consumption anddecreasing productivity and leads to an increase in theunit cost of steel production.
There is a continuous endeavour to replace bentonitewith any other suitable inorganic or organic binders to
alleviate the above problems. Several investigators usedother inorganic binders to replace bentonite. Zhuravlevet al.1 found that active lime or slaked lime acted as abinder as well as flux. They reported that strengthproperties, such as impact and abrasive index, deterio-rated. Kawatra2 found that high carbon fly ash could beused as industrial binders for pelletisation. Low gradebentonite after activation with Na2CO3 was used3 andfound encouraging results. Pellet with only 0.5 wt-%Na2SiO3 as a binder dosage showed good performancein bonding producing strong, dry and indurated pellets.4
However, inorganic binders, generally contain highalumina and silica, which are not favourable for down-stream process of ironmaking.
Bitumen, a byproduct of mineral oil processing wasfound to improve the green and dry compressivestrength of pellets.5,6 Sastry et al.7 reported a cellulosederived organic binder, ‘Peridur’, as an effective binderfor pelletisation of iron ore. Urvashi et al.4 also foundgood properties of iron ore pellets using 0.1% Peridur.Shivaramakrishna et al.8 reported that starch basedbinder could be used without any treatment to makecold bonded ore–coal pellet for use in DR productionbut did not mention its use for blast furnace quality
CSIR-National Metallurgical Laboratory, Jamshedpur 831007, India
*Corresponding author, email [email protected]
� 2015 Institute of Materials, Minerals and MiningPublished by Maney on behalf of the InstituteReceived 04 March 2015; accepted 20 May 2015DOI 10.1179/1743281215Y.0000000033 Ironmaking and Steelmaking 2015 VOL 00 NO 0 1

pellet making. Polyacrylamide wetted by water mol-ecules formed long molecular chains and providedstrength in pellet. However, when the pellets were heatedto 105uC, the organic binder burnt out or evaporatedresulting in a highly porous pellet.9 Organic binders,namely starch, dextrin and alginate, were found toprovide good green drop number and dry compressivestrength, but they failed to improve the strength in aregion of high temperature because these additives wereburnt off before commencing recrystallisation due towhich widespread application in production of firedpellet has not been found.10
The organic binders, hemicellulose,Na lignosulphonate(NLS) and lactose monohydrate were also able to providegood green as well as strong indurated pellets. Only 0.5%lignosulphonate has been found to be sufficient in devel-oping required strength.11 Urvashi et al.4 also used NLS,an extract from paper mill waste, and compared it with aseries of organic binders in magnetite concentrate pellets.The use of lignosulphonate salt had also been examinedunder the scheme of novel binder development (US patentno. 4 659 374), and an encouraging result had beenobserved.12
From the above, it is evident that organic binders mayhave a potential use in iron ore pellet making. Organicbinder does not contain any significant alumina andsilica; however, it is not used widely because of problems,namely, evaporation or burning during drying andinduration of pellet resulting in excessive porosity andloss in binding property atmedium and high temperature.In order to avoid the silica and alumina load in a pellet,a suitable technique to use an organic binder in place ofbentonite needs to be developed. As NLS is producedfrom paper mill waste and its requirement in pellet is verylow to get good strength and not so costly, it may bemoresuitable to use than other organic binders.
During drying and induration in the strand, thetemperature of green pellets gradually increases. Organicbinders gradually evaporate and completely disappear atabout 600–700uC. Accordingly, the organic binder losesits strength, and pellets become less compact/weak.At this temperature, any alternative bonding would behelpful to retain pellet strength. Copper smelting slag(Cu-SS) has been used for this purpose as it contains aconsiderable amount of iron oxides (mainly FeO). FeOand Fe2O3 present in Cu-SS oxidise in induration at-mosphere and provide a diffusion bond above 500uCthat maintains the strength of the pellet during drying inspite of the evaporation of NLS. It can also enhance therecrystallisation of hematite at a higher temperature andincreases the strength of the pellet. Generally, a hematitepellet needs a high induration temperature (w1300uC)because of its poor diffusion and recrystallisationbonding and absence of exothermic heat of oxidationunlike a magnetite pellet. The use of Cu-SS may help thehematite pellet in diffusion and recrystallisation bondingto strengthen at much lower temperature than thenormal induration temperature.
ExperimentalIron ore fines used in the present study was Noamundihematite ore. Copper smelting slag was fromM/s AdityaBirla Scientific Services. The chemical compositions aregiven in Table 1. The high magnetite content of copper
slag is due to its oxidation during storing in natural at-mosphere. Commercial grade NLS was used in thepresent study and contains 25.65 wt-%C, 4.0 wt-%H and55% lignosulphonate.
PelletisationNoamundi hematite iron ores were ground to fines in adry condition. The size fractions and Blaine fineness areshown in Table 2. The prepared fines were mixed withCu-SS and limestone powder of below 150 mm size andNLS as binder using a rotary cone mixer. Green ballswere prepared from the mix using a disc pelletiser in 2 kgbatch. The requisite quantity of water was added duringdisc rolling of the fines for nucleation and growth ofpellets. An 8–15 mm size of green pellets was main-tained. Initially, green balls were produced with varyingamounts of NLS from 0.3 to 1.0% and a fixed amount ofCu-SS (1%) and the required quantity of limestoneto maintain the basicity (CaO/SiO2 ratio) at 0.30 tooptimise the NLS requirement as a binder. Further, thepellet with varying copper slags in the range of 0.5–3% ata fixed amount of NLS (0.5%) maintaining constantbasicity of 0.3 was prepared to optimise the Cu-SSadditive. The pellets were also prepared with 0.5% ben-tonite without copper slag for comparison. After prep-aration, the green pellets were subjected tocharacterisation. The percentage of the different ma-terials added with iron ore for the pellet mix to makedifferent pellets along with their codes are shown inTable 3.
Characterisation of pelletsA drop test of each sample of green pellet was performedby repeatedly dropping the green pellet samples of10–11 mm size on a 10 mm thick steel plate from theconventional height of 0.45 m. The number of dropsaccepted by the pellet before breaking is termed as greendrop strength number. Compressive strength, i.e. thebreaking load for a green pellet, was measured in greencondition and termed as green compressive strength.Similarly, dry compressive strength (the breaking loadon an individual pellet of 10–11 mm diameter) wasmeasured after drying the green pellet in an air oven at110uC for 4 h retention. These strength measurements ingreen or dry conditions were repeated for at least 20 nos.of pellets in each case, and the average values werereported.
The induration of pellets (0.1–1.8 kg per batch) wascarried out in an electrically heated chamber furnace atvarying temperatures in the range of 1200–1300uC usinginconel/mullite crucible for 15 min of retention. Theindurated pellets were subjected to characterisation asfollows.
Cold crushing strength (CCS) was measured using auniversal testing machine as per standard (IS-8625-1986). The average value of reproduced test data for 15–20 pellets was reported as CCS in each condition.
Reducibility index (RI) and reduction degradationindex (RDI) of pellets were tested as per Japanesestandards, JIS: M 8713: [2000] and JIS: M 8720 [2001]respectively. Swelling index is the percentage volumechange of pellets before reduction and after reduction.For the swelling index measurement, the pellets werereduced as per standard, JIS: M 8713: [2000]. Thevolume change of pellets before reduction and after
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
2 Ironmaking and Steelmaking 2015 VOL 00 NO 0

reduction was measured by a mercury volume meter.Apparent porosity was measured as per standard, IS1528, part-VIII-1974, using a kerosene medium.
The indurated pellet samples were ground to powderof below150 mm size and subjected to scan at the speedof 2u min21 from 10 to 90u. Phases were identified andanalysed using respective Joint Committee on PowderDiffraction Standards files. The microstructures of pel-lets were observed under an optical microscope atdifferent spots of the polished surface.
Results and discussion
Effect of NLS on pellet propertiesIt is required to ascertain the green pellet’s strengthproperties to avoid the breaking of pellets duringtransportation, drying and induration. The minimumrequirements of green compressive strength, dry com-pressive strength and drop strength in industry are 1.0,2.24 kg/pellet and 6 numbers respectively. The A groups(A1–A4) of pellets are made with varying NLS andconstant amount of Cu-SS. The green pellet character-istics are shown in Table 4. It is depicted from the figure
that both green compressive strength and dry compres-sive strength are excellent and well above the industriallyacceptable level even for 0.3 wt-%NLS. This is due to thegood adhesive bond formation in the presence of NLS.Dry compressive strength has increasing trend withincrease in NLS. Not much variation has been found ingreen compressive strength within the range of study.However, it shows the highest value at 0.5 wt-%NLS,and beyond that, a little deterioration has been found.This is possibly due to the formation of an excessiveamount of liquid film surroundings of the hematiteparticles. Drop numbers also increases with an increasein NLS, and a significant improvement has beenfound when it is increased from 0.3 to 0.5 wt-%. With0.3 wt-%NLS, the drop number is just at par with theacceptable limit. Thus, 0.5 wt-%NLS may be consideredas the optimum percentage in hematite pellet as itshows the highest green compressive strength and dropnumbers along with excellent dry compressive strength.
Effect of NLS on strength properties of indurated pellet
Cold crushing strength of the indurated pellet ofdifferent NLS contents versus temperature is plotted in
Table 1 Chemical compositions of materials for pellet mix (wt-%, dry basis)
Materials Fet Fe2O3 Fe3O4 FeO SiO2 Al2O3 MgO CaO Cu LOI
Hematite ore 64.86 92.12 ... 0.57 1.4 2.44 ... 0.08 ... 3.3Copper slag 50.53 23.96 43.24 24.6 3.03 1.55 1.35 0.72 ...Bentonite 1.71 3.4 ... 1.92 60 18.1 0.25 0.94 ... ...Limestone 1.5 1.5 ... 50.0 42.5
Table 3 Mix composition and codes of different types of pellets made (batch of 2.0 kg hematite ore fines)
Addition with iron ore fines
Pellet codes NLS/wt-% Cu slag/wt-% Limestone/wt-% Bentonite/wt-% Basicity (CaO/SiO2 ratio)
A1 0.3 1.0 0.83 0.0 0.3A2 0.5 1.0 0.83 0.0 0.3A3 0.7 1.0 0.83 0.0 0.3A4 1.0 1.0 0.83 0.0 0.3B1 0.5 0.5 0.81 0.0 0.3B2 0.5 1.5 0.9 0.0 0.3B3 0.5 2.0 0.92 0.0 0.3B4 0.5 3.0 0.98 0.0 0.3C 0.5 0.0 0.8 0.0 0.3E 0.0 0.0 0.9 0.5 0.3
Table 2 Size fractions of hematite ore fines
Size fractions (BIS mesh)/wt-%
272 2100 2150 2200 2240Size fraction Blaine fineness/cm2 g21 þ72 þ100 þ150 þ200 þ240 þ350 2350
Hematite ore 2145 10.8 10 7 6.5 5.4 4.1 55.8
Table 4 Green and dry properties of pellet with varying NLS contents
Pellet codes A1 A2 A3 A4
NLS/wt-% 0.3 0.5 0.7 1.0Average drop numbers 6.4 12.4 12.2 19.4Green compressive strength/kg/pellet 1.88 2.06 1.48 1.46Dry compressive strength/kg/pellet 3.79 8.19 8.01 9.51
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
Ironmaking and Steelmaking 2015 VOL 00 NO 0 3

Fig. 1. For 0.3 and 0.5 wt-%NLS, the CCS increaseswith an increase in induration temperature. Beyond0.5 wt-%, CCS first increases with an increase intemperature; however, a peak was found at 1250uC bothfor 0.7 and 1.0 wt-%NLS. The reason for this peak is notclearly understood from the present study. Figure 1 alsoshows that variation in strength at any particular tem-perature for various NLS containing pellet is not veryhigh (points are very close), i.e. NLS does not have anysignificant effect on CCS. This is because NLS, being anorganic binder, evaporates or burns at high temperature.Thermogravimetric analysis (TGA) of NLS powder ininert atmosphere (Fig. 2) shows that *50% of the ma-terial evaporates at *400uC and 52% at 1200uC. Fur-ther, TGA in air atmosphere (Fig. 2) shows around 75%weight loss by heating at 1200uC. The residue presentmay be due to the inorganic impurities with NLS.Although, the evaporation and burning rate of NLSinside the pellet would be slower than the above, *50%evaporation is expected (based on the TGA result)during the course of drying. A significant part of theremaining 50% will burn out in the presence of oxygen inthe induration furnace/strand, which is evident from theTGA of NLS in the presence of air (Fig. 2). The X-raydiffraction (XRD) patterns of 0.5 and 1.0 wt-%NLSadded pellet are shown in Fig. 3 and show mainly the
hematite phase with a very low amount of calcium alu-minosilicate (CaAl2Si2O8) phase. No NLS componentshave been found. Thus, NLS does not exist after heatingat high temperature and has no effect on the CCS of thepellet. Ball et al.10 also reported that organic binderssuch as starch, dextrin and alginate failed to provide thestrength during induration because these additives wereburnt off before commencing recrystallisation. Roordaet al.13 used Peridur of 0.1, 0.2 and 0.4 wt-% in iron orepellet and found poor shock resistance with higherpercentages during induration. However, some otherinvestigators have developed pellets with other organicbinders such as modified humic acid,14 lactose mono-hydrate or hemicellulose4 and found good strength, butthey have not reported on the effect of varying percen-tage of those organic binders. In the present study, theuse of Cu-SS in pellet improves the CCS in the pellet tomake it suitable, which will be discussed in a subsequentsection. However, the effect of varying percentages ofNLS on the CCS of the indurated pellet is not apparentin the present study.
The compressive strengths of the different NLS addedpellets were also tested after heating at a relatively lowertemperature, as shown in Table 5. This shows thatstrength deteriorates up to 600uC, but improved at900uC due to the presence of Cu-SS, which enhances
1 Effect of induration temperature on CCS of pellet with NLS
2 Thermogravimetric analysis of NLS
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
4 Ironmaking and Steelmaking 2015 VOL 00 NO 0

diffusion bonding. This will be discussed in a subsequentsection. At each temperature, a higher strength has beenfound in higher NLS containing pellets.
The XRD patterns of NLS added pellet (Fig. 3) showssilicate slag phases, but there is no existence of NLScomponents. The microstructures of NLS added pellets(Fig. 4) also show the slag phases in between thehematite grains. The silicate slag phases, along withdiffusion bonding, provide a high CCS only at 1250uC.At 1250uC (Fig. 1), the CCS for all these pellets is abovethe industrially acceptable limit (250 kg/pellet). There-fore, the pellets indurated at 1250uC were selected for thecharacterisation study.
Effect of NLS on physicochemical properties of induratedpellet
Effect of RI, swelling index and RDI on NLS contentare shown in Fig. 5. Very good RI in all the pellets hasbeen found, but not much improvement in reducibility
with increase in NLS percentage. This is becauseapparent porosity (Fig. 6) of the pellet is almost constantwith the NLS content within the range of study.
Owing to the transformation of hexagonal hematite tocubic magnetite during reduction in the temperaturerange of 500–650uC, 24% of volume expansion occurs.This creates internal stress and forms cracks and frac-tures that weaken the pellet. The RDI of NLS decreaseswith an increase in NLS percentage up to 0.7%; thenbeyond this, it abruptly increases as shown in Fig. 5. Thedefinite cause of this increase or decrease in RDI is notknown. However, the RDI is very low with 0.7%NLS,and it is within the acceptable limit (v20%) for0.5%NLS. Therefore, 0.5 wt-%NLS use in pellet doesnot create any problems in pellet from the RDI point ofview. Since 1%NLS shows excessive RDI, a very highpercentage is not recommended.
The swelling index of the NLS added pellet has beenfound to be more or less constant between 8 and 10% in
a 0.5 wt-%NLS þ 1.0 wt-%Cu-SS; b 1.0 wt-%NLS þ 1.0 wt-%Cu-SS3 X-ray diffraction patterns of varying NLS added pellets
4 Microstructures of 0.5 and 1.0 wt-%NLS added pellets
Table 5 Effect of NLS on cold compressive strength of pellet after heating at lower temperature
Compressive strength/kg/pellet
Pellet code wt-% NLS 3508C 6008C 9008C
A1 0.3 2 0.7 15.8A2 0.5 2.3 1.38 19.1
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
Ironmaking and Steelmaking 2015 VOL 00 NO 0 5

the experimental range as shown in Fig. 5. This indicatesthat NLS has no significant effect on the swellingproperties. Generally, the presence of alkali cationscauses catastrophic swelling in reducing atmosphere at ahigh temperature (900–1100uC). In mass balance calcu-lations, it has been found that 0.5 wt-% of NLS providesonly 0.024% additional Na input, so it may not be det-rimental, and no adverse effect of NLS on the swellingindex has been observed in the experimental range.
Effect of copper smelting slag on pellet prop-ertiesFrom the above, it is envisaged that the green propertiesof pellet significantly improved up to 0.5 wt-%NLS, anda further increase does not show any advantage. At thislevel of NLS, RI and RDI are satisfactory. The swellingindex also does not deteriorate and is well within theacceptable limit. Therefore, the effect of copper smeltingslag on pellet properties has been studied with constantNLS of 0.5 wt-% (pellet gr. B1–B4 and A2).
The effect of Cu-SS on green compressive strengthand dry compressive strength is shown in Table 6. It isevident that green compressive strength is constant inthe range of 0.5–3.0 wt-% copper slag in pellet.
Although, the figure shows that dry compressivestrength is higher in 1.5 wt-% copper slag, for the otherpellets, this appears nearly constant. Table 6 also indi-cates a constant drop numbers for all pellets containingvarying copper slags. Thus, the copper slag has hardlyany effect on green pellet properties within the range ofthe study.
Effect of Cu-SS on strength properties of indurated pellet
The CCS of copper slag containing pellet (for all levelsof Cu-SS content) increases with an increase in indura-tion temperature as shown in Fig. 7. The pellets show theCCS above the acceptable limit (w250 kg/pellet) beyond1250uC. In general, a hematite pellet requires *1325uCinduration temperature;15 however, only 1250uC canprovide the high CCS. This may be attributed to the factthat FeO as fayalite and Fe3O4 present in copper slagsare oxidised at the induration condition and enhancesthe diffusion bonding in pellet and recrystallisation ofhematite grains. Conforming to Lepp,16 the oxidation offayalite helps in diffusion bond formation and enhancesrecrystallisation of secondary hematite grains during theinduration of the pellet
Fe2SiO4 þ 0:5O2 ¼ Fe2O3 þ SiO2;
DG0T ¼ 2257780þ 115:56T
ð1Þ
2Fe3O4 þ 0:5O2 ¼ 3Fe2O3;
DG0T ¼ 2250225þ 141T
ð2Þ
2FeOþ 0:5O2 ¼ Fe2O3;
DG0T ¼ 2292195þ 130T
ð3Þ
Free energy changes (DG 0) (J) for all the above oxi-dation reactions are shown.17 These show that the valueof free energy of the above reactions are 2ve in theoperating temperature range of 25–12008C, i.e. thereactions are thermodynamically feasible at all tem-peratures during the heating of pellets. The weight gainin TGA of Cu-SS (Fig. 8) at the range of 400–10008Calso shows the oxidation of FeO and Fe3O4. Thus, thethermodynamic data as well as TGA experiments indi-cate that the oxidation of FeO and Fe3O4 in Cu-SShappens even at very low temperature, which enhancesdiffusion bonding. This freshly produced secondaryhematite is more active in recrystallisation than theoriginal hematite grains18,19 that act as nuclei forrecrystallisation and enhances the process resulting ingood CCS at relatively lower temperature. Moreover,
6 Apparent porosity of pellet versus NLS content
5 Effect of NLS on physicochemical properties of pellet
Table 6 Green and dry properties of pellet with varyingcopper slag contents
Pellet codes B1 B2 B3 B4
wt-%Cu-SS 0.5 1.5 2.0 3.0Average drop numbers 8 9 7 8Green compressive strength/kg/pellet 1.5 2.0 1.5 1.25Dry compressive strength/kg/pellet 5 8.1 5.2 5.25
7 Effect of induration temperature on CCS for different
Cu-SS contents of pellet
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
6 Ironmaking and Steelmaking 2015 VOL 00 NO 0

the oxidation reaction, itself, is exothermic. On enthalpycalculation through ‘Factsage6.4’, it has been found thatCu-SS can produce 24 kJ g21 heat on complete oxi-dation. As the Cu-SS content is very low (1.0%), a smallamount of heat generation (0.24 kJ g21 of pellet mix) ispossible so it can also contribute in the bond formation.
The chemical analysis of pellets after induration isshown in Table 7. FeO (0.43 wt-%) has been found inindurated pellet (code: A2), and it has a slight differencefrom the pellet without Cu-SS. The total FeO content inthe pellet before induration was calculated based on theFeO content of iron ore and copper slag and found to be1.1%. It is envisaged that the majority of FeO in pellet is
oxidised during heating at the lower temperature range(700–10508C). However, the XRD pattern in Fig. 9shows only the Fe2O3 and CaAl2Si2O8 and Ca3Al2Si3O12
phases, but no FeO has been found. The copper contentof Cu-SS is 0.72% (Table 1). Only 1% copper slag hasbeen used in the pellets. As per mass balance calculation,,0.007% additional input in the pellet is possible due toCu-SS addition. Chemical analysis of 1%Cu-SS addedindurated pellet (Table 7) also shows only 0.017% totalCu. This minor level is not expected to be harmful inblast furnace operations.
The microstructure under an optical microscope(Fig. 10b and c) shows scattering of some magnetite
8 Thermogravimetric analysis of copper smelting slag in air atmosphere
Table 7 Chemical analysis (wt-%) of pellet with 1%Cu-SS 1 0.5%NLS and bentonite added pellet
Pellet Fetotal FeO CaO SiO2 Al2O3 Cu S Na2O
1%Cu-SS þ 0.5%NLS (code: A2) 65.7 0.43 0.75 2.00 1.14 0.017 0.007 0.490.5% Bentonite (code: E) 65.22 0.31 0.81 1.98 1.15 0.011 0.006 0.32
a 3 wt-%Cu-SS þ 0.5 wt-%NLS; b 0.5%Cu-SS þ 0.5 wt-%NLS9 X-ray diffraction patterns of pellets with varying Cu-SS
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
Ironmaking and Steelmaking 2015 VOL 00 NO 0 7
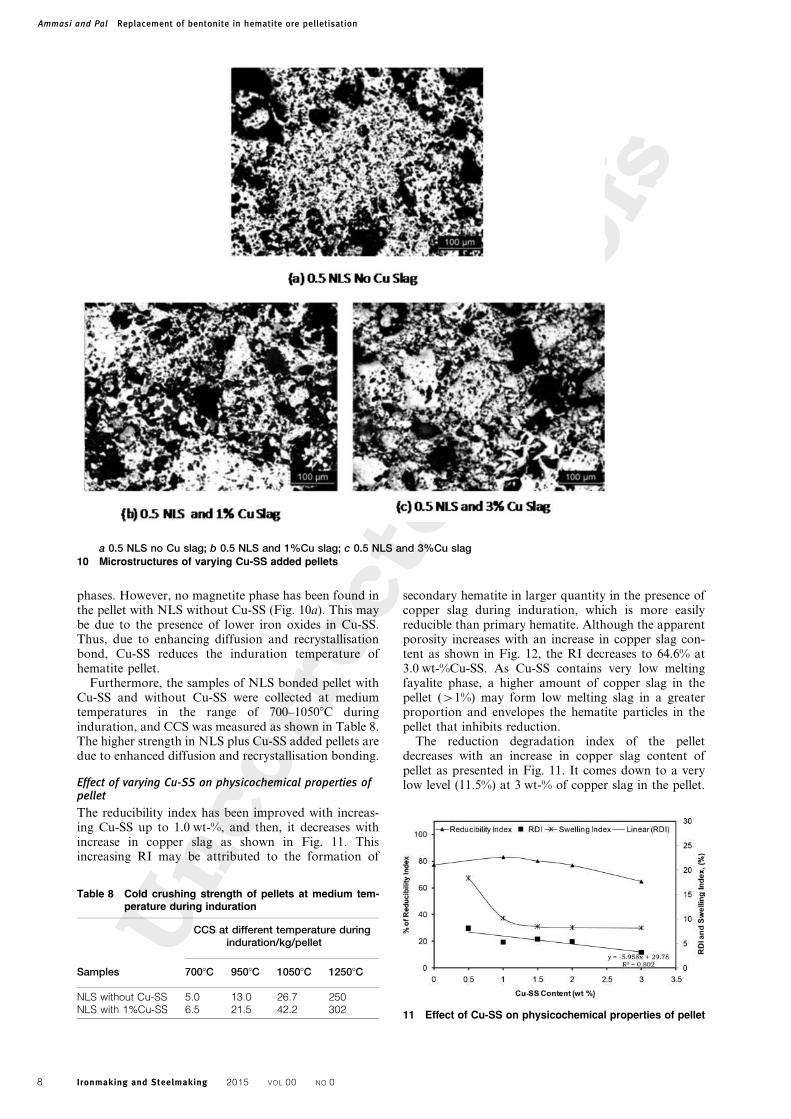
phases. However, no magnetite phase has been found inthe pellet with NLS without Cu-SS (Fig. 10a). This maybe due to the presence of lower iron oxides in Cu-SS.Thus, due to enhancing diffusion and recrystallisationbond, Cu-SS reduces the induration temperature ofhematite pellet.
Furthermore, the samples of NLS bonded pellet withCu-SS and without Cu-SS were collected at mediumtemperatures in the range of 700–10508C duringinduration, and CCS was measured as shown in Table 8.The higher strength in NLS plus Cu-SS added pellets aredue to enhanced diffusion and recrystallisation bonding.
Effect of varying Cu-SS on physicochemical properties ofpellet
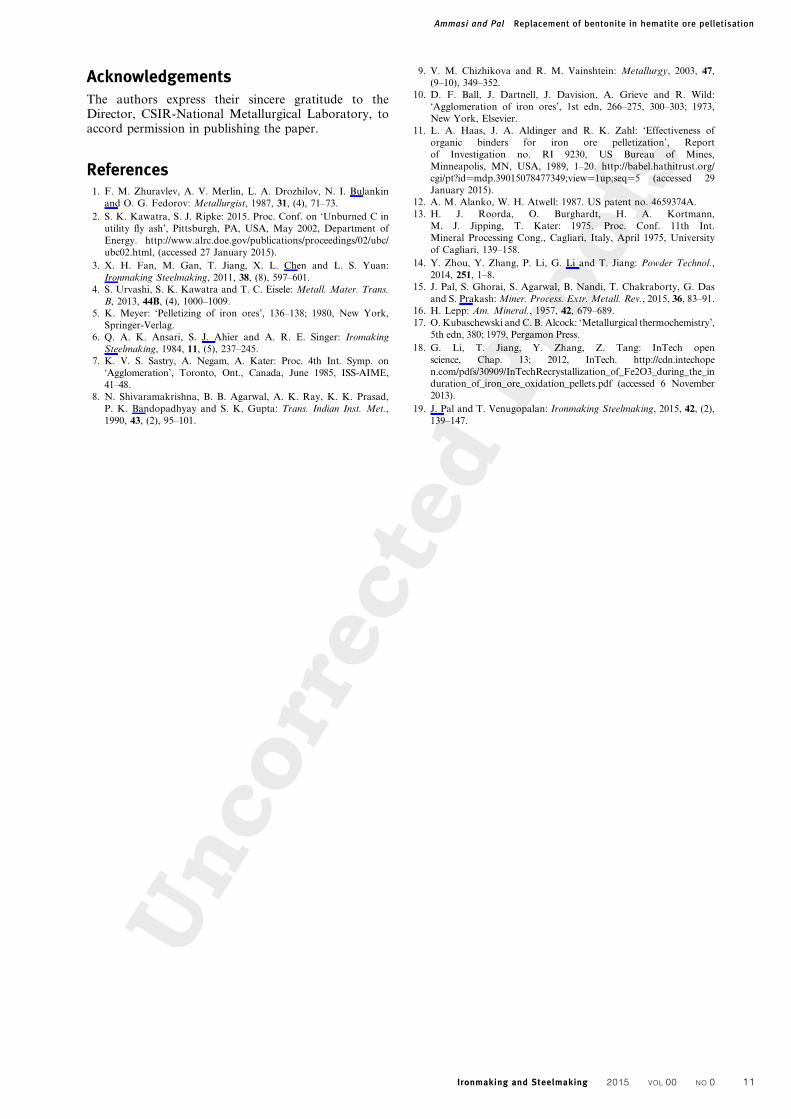
The reducibility index has been improved with increas-ing Cu-SS up to 1.0 wt-%, and then, it decreases withincrease in copper slag as shown in Fig. 11. Thisincreasing RI may be attributed to the formation of
secondary hematite in larger quantity in the presence ofcopper slag during induration, which is more easilyreducible than primary hematite. Although the apparentporosity increases with an increase in copper slag con-tent as shown in Fig. 12, the RI decreases to 64.6% at3.0 wt-%Cu-SS. As Cu-SS contains very low meltingfayalite phase, a higher amount of copper slag in thepellet (w1%) may form low melting slag in a greaterproportion and envelopes the hematite particles in thepellet that inhibits reduction.
The reduction degradation index of the pelletdecreases with an increase in copper slag content ofpellet as presented in Fig. 11. It comes down to a verylow level (11.5%) at 3 wt-% of copper slag in the pellet.
a 0.5 NLS no Cu slag; b 0.5 NLS and 1%Cu slag; c 0.5 NLS and 3%Cu slag10 Microstructures of varying Cu-SS added pellets
11 Effect of Cu-SS on physicochemical properties of pellet
Table 8 Cold crushing strength of pellets at medium tem-perature during induration
CCS at different temperature duringinduration/kg/pellet
Samples 7008C 9508C 10508C 12508C
NLS without Cu-SS 5.0 13.0 26.7 250NLS with 1%Cu-SS 6.5 21.5 42.2 302
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
8 Ironmaking and Steelmaking 2015 VOL 00 NO 0

This may be due to the formation of the magnetite phase(Fig. 10c) in the presence of Cu-SS that is more stable at500–650uC temperature range.
The swelling index sharply decreases with an increasein copper slag in the pellet up to 1%, and then, it isalmost constant after 2% (Fig. 11). The decrease inswelling may be due to the good slag bond formation,which is homogeneously distributed between the hema-tite grains. Moreover, the FeO in copper slag enhancesthe recrystallisation bonding that is very stable at thehigh temperature during reduction and inhibit theexpansion due to internal stress during reduction.
From the above, it is envisaged that with only 1 wt-%Cu-SS, good CCS (w250 kg/pellet), highest RI, very lowRDI (v20%) and swelling index (11%) are achieved,which are favourable for blast furnace operation.
Comparison between developed pellet andconventional bentonite added pelletThe green and dry pellet properties of the developedpellets and bentonite bonded pellets are shown in theTable 9. The green properties of NLS plus Cu-SS addedpellet is superior to the bentonite added pellet. Thecomparative CCS of three different pellets with varying
temperatures is shown in Fig. 13. It is envisaged from thefigure that strength properties of 0.5 wt-% bentoniteadded pellet and NLS added pellet are more or lesssimilar at the varying induration temperature. However,when Cu-SS has been added with NLS, much higherCCS has been found (300 kg/pellet) only at 1250uCinduration temperature. Above this, the rate in increaseis very slow. On the other hand, the equivalent CCS(300 kg) for both NLS pellet without Cu-SS and ben-tonite added pellet are found at much higher indurationtemperature (1300uC). Thus, the induration temperaturerequirement could be decreased by 50uC for the additionof copper slag. This is due to the oxidation of FeO andFe3O4 in copper slag enhancing recrystallisation anddiffusion bond as discussed in earlier sections.
The bentonite added pellet and NLS added pellet shownearly similar reducibility as shown in Table 10. This isbecause both bentonite and NLS may not have any sig-nificant role in reducibility. However, 1.0 wt-%Cu-SSaddition in the NLS pellet shows a good improvement inRI, though the apparent porosity is slightly lower thanthe bentonite pellet. This may be due to the improvementin diffusion bonding and recrystallisation resulting in anincreasing amount of secondary hematite in the pellet.
12 Apparent porosity of pellet versus Cu-SS content
13 Comparison of CCS for three different indurated pellets
Table 9 Comparison of green and dry properties of three different pellets
Green and dry properties 0.5% Bentonite 0.5%NLS 0.5%NLS þ 1.0%Cu-SS
Green compressive strength/kg/pellet 1.34 1.79 2.06Dry compressive strength/kg/pellet 6.53 4.55 8.19Average drop numbers 10 11.0 12.4
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
Ironmaking and Steelmaking 2015 VOL 00 NO 0 9

The RDI of NLS pellet is very high (27%); however, itdecreases to 18% with the addition of 1 wt-% copper slag,which is similar to the bentonite added pellets. This RDIvalue iswithin the acceptable limit.A similar trendhasbeenfound in the swelling index. This high RDI and swelling in0.5 wt-%NLSpelletmaybe attributed to the lower strengthdue to the evaporation/burning of NLS at the mediumtemperature range (600–900uC) during induration wherethe contribution of NLS bonding is negligible, and thepellet loses its compactness.When 1.0 wt-%Cu-SS is addedwith NLS pellet, the diffusion bonding starts at that tem-perature range, and it helps to keep the pellet strong duringheating in the induration furnace.
The apparent porosity (Table 10) of 0.5 wt-%NLS þ 1 wt-% copper slag pellet is slightly lower thanthe bentonite pellet. The optical microstructures of thesetwo pellets are shown in Fig. 14. The pore area in themicrograph of 0.5 wt-%NLS þ 1.0 wt-% copper slagpellet appears less than the bentonite added pellet thatconfirms coherency with apparent porosity measure-ment. However, in both the pellets, apparent porosity issufficiently high to meet the requirement.
Thus, the NLS provides sufficient cold bonding to thepellet, but NLS has no role in the CCS of the induratedpellets. Although only NLS bonded pellet increases theRDI to a higher level than the bentonite bonded pellet,the addition of 1.0 wt-%Cu-SS with 0.5 wt-%NLS in thepellet reduces the RDI and swelling index to the lowerlevel equivalent to the bentonite pellet of identicalbasicity. Moreover, 1.0 wt-%Cu-SS with 0.5 wt-%NLSincreases the CCS to 300 kg/pellet at only 1250uC andshows excellent RI of 82% (more than the bentonitepellet). The induration temperature requirement for thiscombination (1% copper slag þ 0.5%NLS) is 50uC lowerthan the usual bentonite pellet to achieve a similar CCS,which indicates a considerable reduction in energy con-sumption and cost saving.
Conclusions1. Na lignosulphonate in pellet shows better green
compressive strength and dry compressive strengththan 0.5 wt-% bentonite in pellet. The 0.5 wt-%of NLS may be considered as the optimum percen-tage as it provides excellent green and dry strength.However, it evaporates/burns at high temperature.
2. Cold crushing strength increases monotonically withan increase in induration temperature of NLS addedpellet. However, the CCS is nearly constant with anincrease in NLS addition as it does not exist in indu-rated pellet due to its burning and evaporation. How-ever, the use of Cu-SS in pellet provides sufficientstrength.
3. FeO and Fe3O4 in copper slag oxidise in theinduration atmosphere and enhance diffusion andrecrystallisation bonds even at a low temperature(500–800uC) during heating and help to maintainpellet compactness, i.e. NLS provides bonding at alower temperature, and copper slag provides bond-ing at a higher temperature during heating ininduration strand.
4. Using only 1.0 wt-% copper slag and 0.5 wt-%NLS,good CCS (300 kg/pellet) at only 1250uC indurationtemperature, highest RI (82.5%), very low RDI (18%)and low swelling index (11%) are achieved, which arefavourable for blast furnace operation. However, foran equivalent CCS (300 kg/pellet), bentonite bondedpellets need 1300uC induration temperature.
5. The present work developed a process of pellet prep-aration using NLS and copper smelting slag, elim-inating the need for bentonite binder. The CCS andreducibility of pellet is better than the bentonitebonded pellet, and the other properties are also com-parable.The induration temperaturehasbeen loweredby 50uC so it may provide a considerable reduction inenergy consumption and, hence, cost saving.
Table 10 Comparison of three different pellets indurated at 12508C
Pellet properties 0.5% Bentonite 0.5%NLS 0.5%NLS þ 1.0%Cu-SS
RI/% 77.06 75.93 82.9RDI/% 18.5 27.17 17.97Swelling index/% 9.09 13.09 10.11Apparent porosity/% 23.84 20.61 21.5
14 Optical microstructure of bentonite added pellet and NLS 1 Cu-SS added pellet
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
10 Ironmaking and Steelmaking 2015 VOL 00 NO 0
AcknowledgementsThe authors express their sincere gratitude to theDirector, CSIR-National Metallurgical Laboratory, toaccord permission in publishing the paper.
References1. F. M. Zhuravlev, A. V. Merlin, L. A. Drozhilov, N. I. Bulankin
and O. G. Fedorov: Metallurgist, 1987, 31, (4), 71–73.
2. S. K. Kawatra, S. J. Ripke: 2015. Proc. Conf. on ‘Unburned C in
utility fly ash’, Pittsburgh, PA, USA, May 2002, Department of
Energy. http://www.alrc.doe.gov/publications/proceedings/02/ubc/
ubc02.html, (accessed 27 January 2015).
3. X. H. Fan, M. Gan, T. Jiang, X. L. Chen and L. S. Yuan:
Ironmaking Steelmaking, 2011, 38, (8), 597–601.
4. S. Urvashi, S. K. Kawatra and T. C. Eisele: Metall. Mater. Trans.
B, 2013, 44B, (4), 1000–1009.
5. K. Meyer: ‘Pelletizing of iron ores’, 136–138; 1980, New York,
Springer-Verlag.
6. Q. A. K. Ansari, S. J. Ahier and A. R. E. Singer: Iromaking
Steelmaking, 1984, 11, (5), 237–245.
7. K. V. S. Sastry, A. Negam, A. Kater: Proc. 4th Int. Symp. on
‘Agglomeration’, Toronto, Ont., Canada, June 1985, ISS-AIME,
41–48.
8. N. Shivaramakrishna, B. B. Agarwal, A. K. Ray, K. K. Prasad,
P. K. Bandopadhyay and S. K. Gupta: Trans. Indian Inst. Met.,
1990, 43, (2), 95–101.
9. V. M. Chizhikova and R. M. Vainshtein: Metallurgy, 2003, 47,
(9–10), 349–352.
10. D. F. Ball, J. Dartnell, J. Davision, A. Grieve and R. Wild:
‘Agglomeration of iron ores’, 1st edn, 266–275, 300–303; 1973,
New York, Elsevier.
11. L. A. Haas, J. A. Aldinger and R. K. Zahl: ‘Effectiveness of
organic binders for iron ore pelletization’, Report
of Investigation no. RI 9230, US Bureau of Mines,
Minneapolis, MN, USA, 1989, 1–20. http://babel.hathitrust.org/
cgi/pt?id¼mdp.39015078477349;view¼1up;seq¼5 (accessed 29
January 2015).
12. A. M. Alanko, W. H. Atwell: 1987. US patent no. 4659374A.
13. H. J. Roorda, O. Burghardt, H. A. Kortmann,
M. J. Jipping, T. Kater: 1975. Proc. Conf. 11th Int.
Mineral Processing Cong., Cagliari, Italy, April 1975, University
of Cagliari, 139–158.
14. Y. Zhou, Y. Zhang, P. Li, G. Li and T. Jiang: Powder Technol.,
2014, 251, 1–8.
15. J. Pal, S. Ghorai, S. Agarwal, B. Nandi, T. Chakraborty, G. Das
and S. Prakash:Miner. Process. Extr. Metall. Rev., 2015, 36, 83–91.
16. H. Lepp: Am. Mineral., 1957, 42, 679–689.
17. O.Kubaschewski and C. B. Alcock: ‘Metallurgical thermochemistry’,
5th edn, 380; 1979, Pergamon Press.
18. G. Li, T. Jiang, Y. Zhang, Z. Tang: InTech open
science, Chap. 13; 2012, InTech. http://cdn.intechope
n.com/pdfs/30909/InTechRecrystallization_of_Fe2O3_during_the_in
duration_of_iron_ore_oxidation_pellets.pdf (accessed 6 November
2013).
19. J. Pal and T. Venugopalan: Ironmaking Steelmaking, 2015, 42, (2),
139–147.
Ammasi and Pal Replacement of bentonite in hematite ore pelletisation
Ironmaking and Steelmaking 2015 VOL 00 NO 0 11