recent advancements of replacing existing aniline production process with environmentally friendly...
TRANSCRIPT
This article was downloaded by: [University of Delhi]On: 19 August 2013, At: 08:43Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Critical Reviews in EnvironmentalScience and TechnologyPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/best20
Recent Advancements of ReplacingExisting Aniline Production ProcessWith Environmentally Friendly One-PotProcess: An OverviewBasudeb Saha a , Sudipta De a & Saikat Dutta aa Laboratory of Catalysis, Department of Chemistry, North Campus,University of Delhi, Delhi, IndiaAccepted author version posted online: 20 Oct 2011.Publishedonline: 17 Dec 2012.
To cite this article: Basudeb Saha , Sudipta De & Saikat Dutta (2013) Recent Advancements ofReplacing Existing Aniline Production Process With Environmentally Friendly One-Pot Process:An Overview, Critical Reviews in Environmental Science and Technology, 43:1, 84-120, DOI:10.1080/10643389.2011.604252
To link to this article: http://dx.doi.org/10.1080/10643389.2011.604252
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoever orhowsoever caused arising directly or indirectly in connection with, in relation to or arisingout of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &

Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Critical Reviews in Environmental Science and Technology, 43:84–120, 2013Copyright © Taylor & Francis Group, LLCISSN: 1064-3389 print / 1547-6537 onlineDOI: 10.1080/10643389.2011.604252
Recent Advancements of Replacing ExistingAniline Production Process With
Environmentally Friendly One-Pot Process:An Overview
BASUDEB SAHA, SUDIPTA DE, and SAIKAT DUTTALaboratory of Catalysis, Department of Chemistry, North Campus, University of Delhi,
Delhi, India
The review is devoted exclusively to the catalyst development and en-gineering approaches for the one-pot transformation of benzene toaniline. The authors begin with a brief description of the present in-dustrial methods of aniline production and its potential drawbacksregarding the economics and environmental issues. This compre-hensive review has been categorized into several sections based onthe nature of the catalysts, catalysts preparations and character-izations, their performance and optimizations for aniline yieldsand selectivity, nature of the aminating agents, and nature of theoxidative agents. Special emphasis has been given to the M/MOcataloreactants, metal redox catalysts, and mesoporous crystallinematerials.
KEY WORDS: aniline, cataloreactant, heterogeneous catalysis,homogeneous catalysis, metal catalysts, one-pot amination
INTRODUCTION
Aniline is an important commodity chemical with global annual produc-tion of about 10 billion pounds, and widely used as a starting material forpolyurethane, rubber processing chemicals, herbicides, and dyes and pig-ments applications.1 For example, aniline is a key raw material for methyle-nediphenyl diamine (MDA)/polymeric methylenediphenyl diisocyante
Address correspondence to Basudeb Saha, Laboratory of Catalysis, Department of Chem-istry, North Campus, University of Delhi, Delhi 110007, India. E-mail: [email protected]
84
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

Replacing Existing Aniline Production Process 85
(PMDI). Almost 80% of aniline consumption in the United States is usedfrom the production of PMDI as an intermediate product that is in turn usedin the manufacture of a wide variety of commercial polyurethane products.Aniline is also an important starting material to produce rubber processingchemicals, dyes and pigments, specialty fibers, pesticides, and a variety ofchemicals including pharmaceuticals.2 Survey of the worldwide aniline pro-duction scenario gives an estimate about its competitiveness, not only aboutits market, but also a variety of available technologies. PMDI production ac-counted for 73% of world aniline consumption, and the driving force behindworld growth in aniline demand since 1982. As a result, consumption ofnitrobenzene/aniline/PMDI largely follows the patterns of the leading worldeconomies and depends heavily on construction/remodeling activity andautomotive production.
World capacity for aniline grew at an average annual rate of 8.4% dur-ing the period between 2003 and 2006. Rapid demand growth in all re-gions during 2003–2006, particularly in Asia (11.3% per year) and Europe(7.8% per year) was balanced with moderate growth in the United States(3.6% per year).3 Global Industry Analysts, Inc. estimated that global anilinemarket is projected to reach 6.2 million tons by the year 2015, led by theincreasing demand from various end-user markets. In particular, the risingdemand of PMDI, the main ingredient in polyurethane products, is expectedto fuel consumption of aniline.4 Despite growth in aniline demand, therehas been relatively limited process technology improvement. Therefore, aneffort to develop more economic and environmentally friendly technologiesfor aniline production has been initiated by major aniline manufacturers andresearchers around the world.
Present manufacturing practice of aniline involves a three-step processtechnology: (a) production of nitric acid, (b) nitration of benzene withHNO3/H2SO4 mixture, and (c) hydrogenation of nitrobenzene with metalcatalysts (Raney Ni or Pt/Pd on carbon).1 Although this indirect method ofaniline production has long been practiced but it has several drawbacks in-cluding corrosiveness, environmental issues, and feedstock and capital costconcerns.3 Moreover, the present process is energy intensive, and generatesa large amount of acid waste and phenolic by-products. This poses seriousenvironmental problems and against the greening trends of global chemicalmanufacturing practice.5
In recent years, significant effort has been given to develop one-potprocess technology for aniline production. The driving factors for one-potreaction are to simplify process technology, reduce environmental footprint,and reduce capital cost for future plant builds. If one consider the possi-ble downstream of chemical processing technologies, the one-pot conver-sion of benzene to aniline is very important. The oxidation of C-H bondsand the formation of C−N bonds are widely used synthetic reactions tofunctionalize hydrocarbons to nitrogen containing pharmaceuticals and
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

86 B. Saha et al.
bioactive molecules.6–8 The metal catalyzed reactions for the amination ofhydrocarbon is one of the most desirable methods for large-scale productionof aromatic amines. Although several researchers around the world are ac-tively working in developing efficient catalysts to drive benzene amination toaniline via one-pot reaction, but the advancement of this process technologyhas not been critically reviewed in any open journal. Therefore, the presentarticle is written to emphasize recent advancements in one-pot aniline pro-duction technology in view of environmental and economic aspects, and tosuggest rational path forwards for future research in this area.
SCOPE
The present review demonstrates an overview of the catalyst developmentfor one-step transformation of benzene to aniline. This article is constructedin such a way that the readers can receive an account of a range of catalyticsystems that have displayed catalytic activity for aniline production. Someof these catalysts are tested in pilot plants and patented. We began witha brief description of the present industrial methods of aniline productionand its potential drawbacks in view of economics and environmental issues.We critically review and present the available journal and patent articles ofthis subject, particularly from the last decade, in several sections based onthe nature of the catalysts, catalysts preparations and characterizations, theirperformance in yield and selectivity, optimizations, nature of the aminatingagents, and nature of the oxidative agents. Special emphasis is given tothe one-step amination of benzene to aniline using M/MO cataloreactants,metal redox catalysts, metal catalysts on mesoporous crystalline materials,and amination via in situ hydroxylamine generation. Relative advantages anddisadvantages of the homogeneous and heterogeneous catalysts are criticallyanalyzed with a special emphasis of the vanadium and nickel catalysts onmetal oxide supports. The mechanistic investigations are also discussed.The mechanistic investigations have emphasized the nature of the activesite for a number of metal oxide catalytic systems. The possibility of use ofnanocatalysts for the production of aniline is evaluated with certain examplesfor producing haloaniline from aromatics. Unsolved and open questionsabout various metal catalysts are also addressed. This article will help readersto connect with the need of emerging methods and environmentally friendlytechnologies for large-scale chemical production.
PRESENT ANILINE PRODUCTION PROCESS
Present commercial methods for aniline production employ multistepreaction approaches using nitrobenzene, phenol, or chlorobenzene as theintermediate precursor. Although these multistep methods (Scheme 1) were
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 87
Nitrobenzene Hydrogenation
NO2
+ 3H2
NH2
+ 2 H2O
Phenol Amination
OH
+ NH3
NH2
+ H2O
(ΔHR = -5.44 kJ/mol)
(ΔHR = -8 kJ/mol)
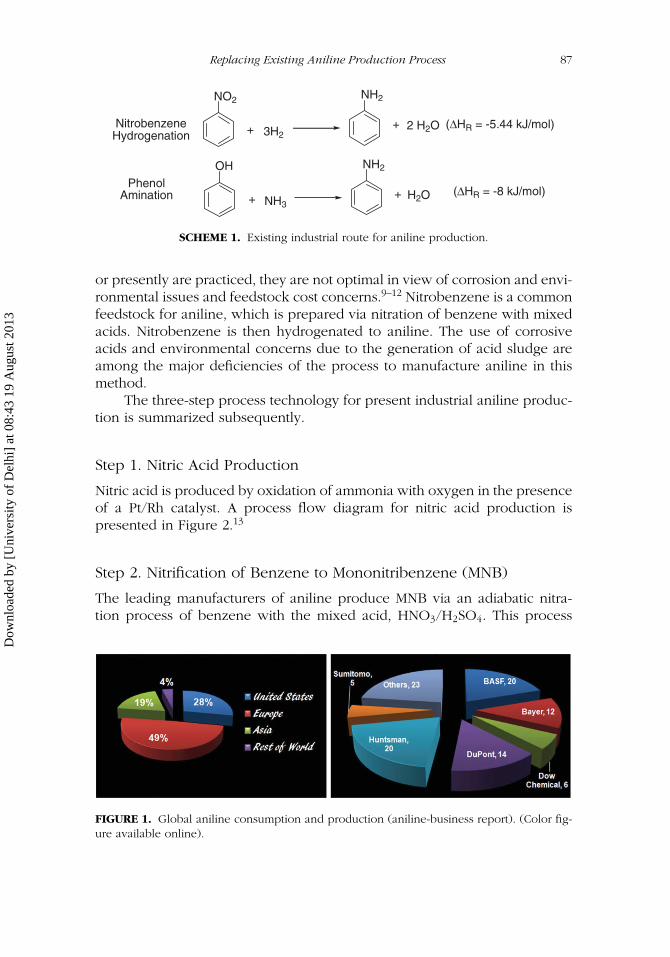
SCHEME 1. Existing industrial route for aniline production.
or presently are practiced, they are not optimal in view of corrosion and envi-ronmental issues and feedstock cost concerns.9–12 Nitrobenzene is a commonfeedstock for aniline, which is prepared via nitration of benzene with mixedacids. Nitrobenzene is then hydrogenated to aniline. The use of corrosiveacids and environmental concerns due to the generation of acid sludge areamong the major deficiencies of the process to manufacture aniline in thismethod.
The three-step process technology for present industrial aniline produc-tion is summarized subsequently.
Step 1. Nitric Acid Production
Nitric acid is produced by oxidation of ammonia with oxygen in the presenceof a Pt/Rh catalyst. A process flow diagram for nitric acid production ispresented in Figure 2.13
Step 2. Nitrification of Benzene to Mononitribenzene (MNB)
The leading manufacturers of aniline produce MNB via an adiabatic nitra-tion process of benzene with the mixed acid, HNO3/H2SO4. This process
FIGURE 1. Global aniline consumption and production (aniline-business report). (Color fig-ure available online).
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

88 B. Saha et al.
Catalytic
Combustion
NH3
AirOxidation
(NO2)
Air
Absorption
Water
Nitric Acid
Tail gas
FIGURE 2. Block flow diagram for present nitric acid production technology.
takes place at a temperature range of 90–140C. Both acids (65% HNO3 and68–71% H2SO4) are mixed at 95 C using a static mixer. The acid mixtureis then mixed with a 7–8% molar excess of benzene. The acid/benzenemixture enters a plug-flow reactor equipped with mixing plates to ensureredispersion of the coalescing organic phase in the bulk acid. The reactiontemperature increases with increasing benzene conversion and reaches amaximum of about 130–140C at the end of the reaction. Crude MNB is thenseparated from the acid phase in settler. In this conventional process, heatof nitration is used to reconcentrate sulfuric acid in a vacuum evaporator.
Step 3. Hydrogenation of MNB to Aniline
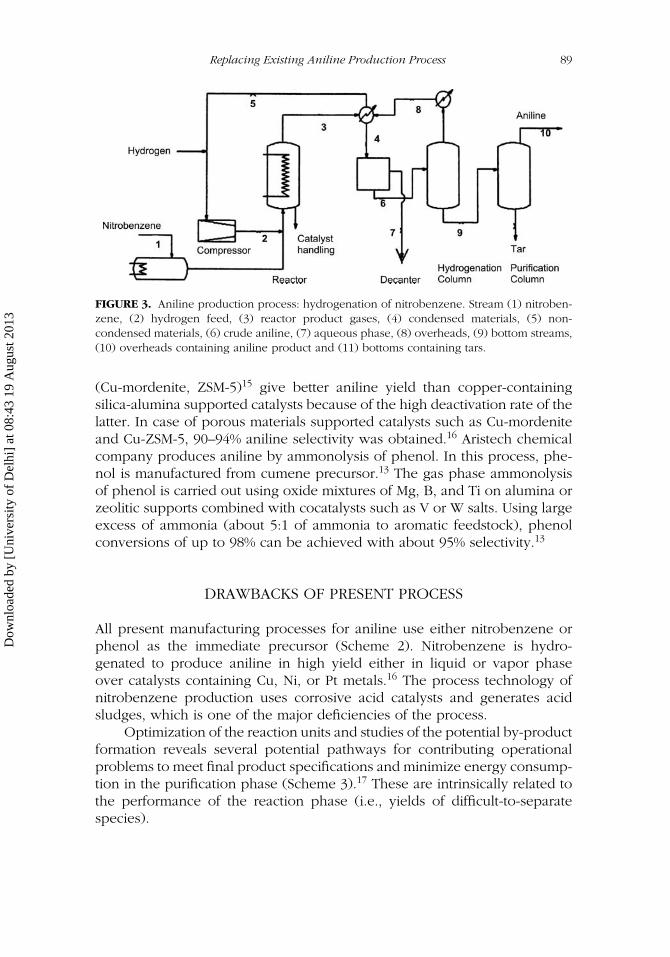
The liquid-phase hydrogenation of nitrobenzene to aniline takes place us-ing commercial catalysts, Pt(0.5%)/Pd(4.5%)/Fe(5%)-carbon. Nitrobenzene,hydrogen, and catalyst slurry are fed individually into the bottom of a tubu-lar reactor. At the end of reaction, the vapor stream containing aniline iscondensed in heat exchangers. The organic phase is dried and the cyclo-hexanone is converted into a Schiff base and then the aniline is collectedby distillation. The liquid stream from the reactor, which contains aniline,catalyst residue, and high boiling point impurities, is allowed to settle ina degasser and sent to a thickening process. The re-concentrated catalyststream is recycled to the reactor together with some make-up catalyst. How-ever, dilution of sulfuric acid caused by water produced from the nitrationstep is an inhibiting factor of nitration reaction. Disposal of this large quan-tity of dilute acid poses environmental problems. Therefore, the dilute acidis reconcentrated and recycled. This process makes the nitration step en-ergy intensive. The treatment of vent NOx gas and phenolic waste water areadded cost factors. DuPont has claimed a low cost process for producinganiline using similar three-step process technology.14 The flow-diagram ofDuPont’s hydrogenation technology is shown in Figure 3.14
The nucleophilic substitution of chlorobenzene with ammonia is anotherroute to produce aniline, which was investigated over various copper-exchanged catalysts at vapor-phase.15 In this process, benzene and dipheny-lamine were formed as side products. Reportedly, Cu-impregnated zeolites
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 89
FIGURE 3. Aniline production process: hydrogenation of nitrobenzene. Stream (1) nitroben-zene, (2) hydrogen feed, (3) reactor product gases, (4) condensed materials, (5) non-condensed materials, (6) crude aniline, (7) aqueous phase, (8) overheads, (9) bottom streams,(10) overheads containing aniline product and (11) bottoms containing tars.
(Cu-mordenite, ZSM-5)15 give better aniline yield than copper-containingsilica-alumina supported catalysts because of the high deactivation rate of thelatter. In case of porous materials supported catalysts such as Cu-mordeniteand Cu-ZSM-5, 90–94% aniline selectivity was obtained.16 Aristech chemicalcompany produces aniline by ammonolysis of phenol. In this process, phe-nol is manufactured from cumene precursor.13 The gas phase ammonolysisof phenol is carried out using oxide mixtures of Mg, B, and Ti on alumina orzeolitic supports combined with cocatalysts such as V or W salts. Using largeexcess of ammonia (about 5:1 of ammonia to aromatic feedstock), phenolconversions of up to 98% can be achieved with about 95% selectivity.13
DRAWBACKS OF PRESENT PROCESS
All present manufacturing processes for aniline use either nitrobenzene orphenol as the immediate precursor (Scheme 2). Nitrobenzene is hydro-genated to produce aniline in high yield either in liquid or vapor phaseover catalysts containing Cu, Ni, or Pt metals.16 The process technology ofnitrobenzene production uses corrosive acid catalysts and generates acidsludges, which is one of the major deficiencies of the process.
Optimization of the reaction units and studies of the potential by-productformation reveals several potential pathways for contributing operationalproblems to meet final product specifications and minimize energy consump-tion in the purification phase (Scheme 3).17 These are intrinsically related tothe performance of the reaction phase (i.e., yields of difficult-to-separatespecies).
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
90 B. Saha et al.
+ HNO3
[H2SO4]NO2 + H2O
[cat]+ 3H2
NH2 + 2 H2O
OH + NH3
[cat]NH2 + H2O
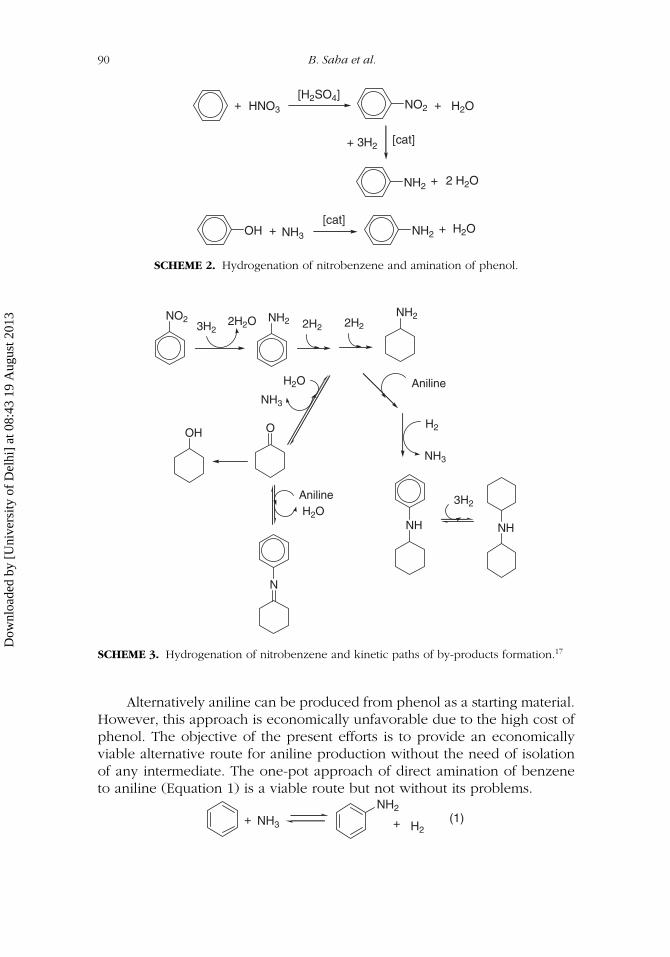
SCHEME 2. Hydrogenation of nitrobenzene and amination of phenol.
NO2 NH23H22H2O 2H2 2H2
NH2
H2O
NH3
OOH
AnilineH2O
N
Aniline
H2
NH3
NH
3H2
NH
SCHEME 3. Hydrogenation of nitrobenzene and kinetic paths of by-products formation.17
Alternatively aniline can be produced from phenol as a starting material.However, this approach is economically unfavorable due to the high cost ofphenol. The objective of the present efforts is to provide an economicallyviable alternative route for aniline production without the need of isolationof any intermediate. The one-pot approach of direct amination of benzeneto aniline (Equation 1) is a viable route but not without its problems.
+ NH3
NH2
+ H2(1)
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

Replacing Existing Aniline Production Process 91
The reaction between benzene and ammonia (NH3; Equation 1) is ther-modynamically unfavorable. One of the limiting factors of this reaction is theformation of hydrogen gas (H2). The longer residence time of ammonia athigher temperature favors the decomposition of ammonia. The formed H2
shifts the equilibrium of aniline to the side of benzene. One possible wayto drive the equilibrium toward the forward direction is to remove H2 usinghydrogen-scavenger or hydrogen-sink, such as an oxidative agent (Equation2).
+ 1/2O2 + NH3+NH2 H2O ΔG25
O = -42kcal/mol (2)
SINGLE-STEP ROUTE FOR ANILINE PRODUCTION
Single-step production of aniline via direct amination of benzene, whichsignificantly improves the atomic efficiency, has been an attractive and chal-lenging target from green chemistry aspect. The development of effectivecatalysts and optimal conditions using gaseous ammonia as aminating agentand molecular oxygen as the oxidizing agent has been the major thrust.However, these methods generally suffer from the harsh reaction conditionsrequirement (high temperature and pressure) and relatively low aniline yieldand selectivity.18 Unless otherwise mentioned, selectivity is defined as theconversion of the reactant to the desired product divided by the overallconversion of the reactant. In 1917, Wibaut reported the direct amination ofbenzene with ammonia using a nickel/iron catalyst in a temperature range of550–600C under atmospheric pressure.16 In 1958, a process was describedin the presence of a platinum catalyst at 1000C under the presence of oxy-gen in order to shift the reaction equilibrium.19 Another method involveda catalyst that consists of Group VI-B metal (e.g., molybdenum) togetherwith a promoter consisting of an easily reducible metal oxide such as theoxides of copper(II), iron(III), nickel, silver, or gold.3 DuPont developed anickel/nickel oxide catalyst which worked as a dehydrogenation agent.20 Inthis case, NiO is reduced by the coproduct hydrogen, converting it to metal-lic form thus losing its activity. The cataloreactant may either be regeneratedintermittently or continuously using oxygen or air.
Amination of Benzene Using Ammonia and Hydrogen Peroxide
Hydrogen peroxide has demonstrated to be a suitable oxidizing agent for thedirect amination of benzene on a mixed metal/metal-oxide catalysts undermild conditions (low temperature, atmospheric pressure) for a number of
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
92 B. Saha et al.
cases with modest yields. The reaction between benzene and aqueous am-monia with Ni-Zr-Ce/Al2O3 catalyst in the presence of H2O2 at about 50Cand atmospheric pressure reported higher selectivity of aniline than that ofa reaction between phenol and ammonia.21 This indeed provides a newgreener chemical route for the production of aniline with atom efficiency.Similarly, V.-Ni/Al2O3,22 Ni-Zr-Ce/Al2O3,23 Mo-Ni/Al2O3, and Mn-Ni/Al2O3
24
were employed as catalysts in the presence of hydrogen peroxide as oxidiz-ing agent, which gave modest, yields of aniline under mild conditions.
Oxidative Amination of Benzene by Dioxygen as Terminal Oxidant
A number of catalytic processes with continuous oxygen feed and noblemetal catalysts have been reported for benzene amination to aniline. Forexample, Becker and Holderich reported a method of preparation of anilineby the reaction of benzene and ammonia in the presence of molecular oxy-gen or carbon monoxide in a plug-flow or continuous stirred-tank reactorusing a catalyst containing a group VIII metal.24 Axon et al. have reportedthe direct benzene amination with catalysts comprising of transition met-als, lanthanides, and actinides using molecular oxygen as oxidizing agents.25
Durante et al. studied the direct oxidative amination of benzene using a sup-ported catalyst comprising a transition metal and a mono- or binucleatingligand.18 Nevertheless, none of these direct routes of aniline synthesis wereused commercially, primarily because these approaches suffered from rela-tively low benzene conversion and/or relatively low selectivity for aniline.
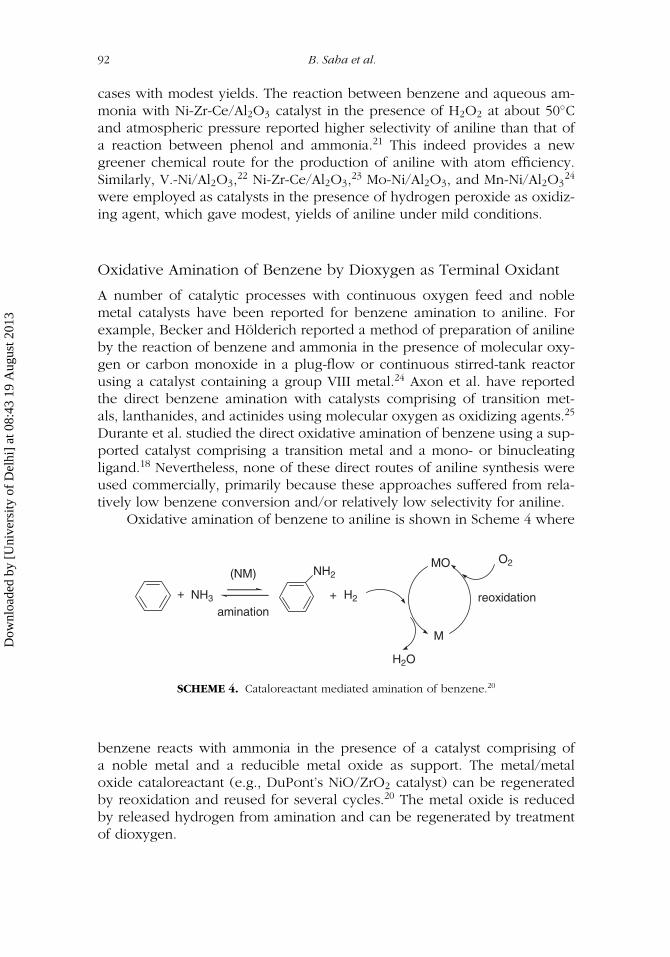
Oxidative amination of benzene to aniline is shown in Scheme 4 where
+ NH3
(NM)
amination
NH2
+ H2
M
MO
H2O
O2
reoxidation
SCHEME 4. Cataloreactant mediated amination of benzene.20
benzene reacts with ammonia in the presence of a catalyst comprising ofa noble metal and a reducible metal oxide as support. The metal/metaloxide cataloreactant (e.g., DuPont’s NiO/ZrO2 catalyst) can be regeneratedby reoxidation and reused for several cycles.20 The metal oxide is reducedby released hydrogen from amination and can be regenerated by treatmentof dioxygen.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 93
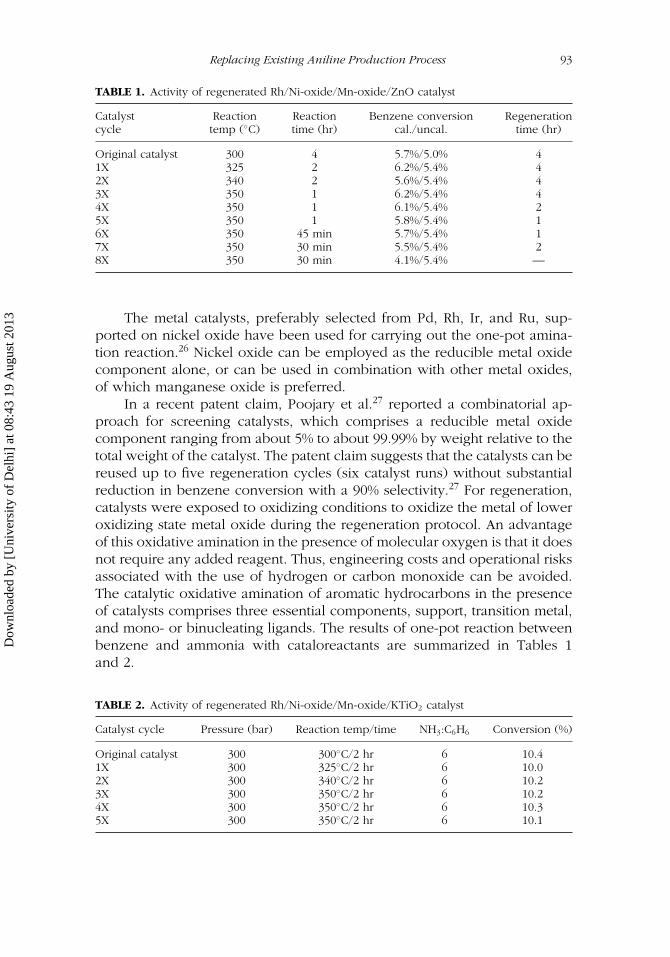
TABLE 1. Activity of regenerated Rh/Ni-oxide/Mn-oxide/ZnO catalyst
Catalyst Reaction Reaction Benzene conversion Regenerationcycle temp (C) time (hr) cal./uncal. time (hr)
Original catalyst 300 4 5.7%/5.0% 41X 325 2 6.2%/5.4% 42X 340 2 5.6%/5.4% 43X 350 1 6.2%/5.4% 44X 350 1 6.1%/5.4% 25X 350 1 5.8%/5.4% 16X 350 45 min 5.7%/5.4% 17X 350 30 min 5.5%/5.4% 28X 350 30 min 4.1%/5.4% —
The metal catalysts, preferably selected from Pd, Rh, Ir, and Ru, sup-ported on nickel oxide have been used for carrying out the one-pot amina-tion reaction.26 Nickel oxide can be employed as the reducible metal oxidecomponent alone, or can be used in combination with other metal oxides,of which manganese oxide is preferred.
In a recent patent claim, Poojary et al.27 reported a combinatorial ap-proach for screening catalysts, which comprises a reducible metal oxidecomponent ranging from about 5% to about 99.99% by weight relative to thetotal weight of the catalyst. The patent claim suggests that the catalysts can bereused up to five regeneration cycles (six catalyst runs) without substantialreduction in benzene conversion with a 90% selectivity.27 For regeneration,catalysts were exposed to oxidizing conditions to oxidize the metal of loweroxidizing state metal oxide during the regeneration protocol. An advantageof this oxidative amination in the presence of molecular oxygen is that it doesnot require any added reagent. Thus, engineering costs and operational risksassociated with the use of hydrogen or carbon monoxide can be avoided.The catalytic oxidative amination of aromatic hydrocarbons in the presenceof catalysts comprises three essential components, support, transition metal,and mono- or binucleating ligands. The results of one-pot reaction betweenbenzene and ammonia with cataloreactants are summarized in Tables 1and 2.
TABLE 2. Activity of regenerated Rh/Ni-oxide/Mn-oxide/KTiO2 catalyst
Catalyst cycle Pressure (bar) Reaction temp/time NH3:C6H6 Conversion (%)
Original catalyst 300 300C/2 hr 6 10.41X 300 325C/2 hr 6 10.02X 300 340C/2 hr 6 10.23X 300 350C/2 hr 6 10.24X 300 350C/2 hr 6 10.35X 300 350C/2 hr 6 10.1
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

94 B. Saha et al.
AMINATION OF BENZENE WITH MO/MO2 CATALOREACTANTS
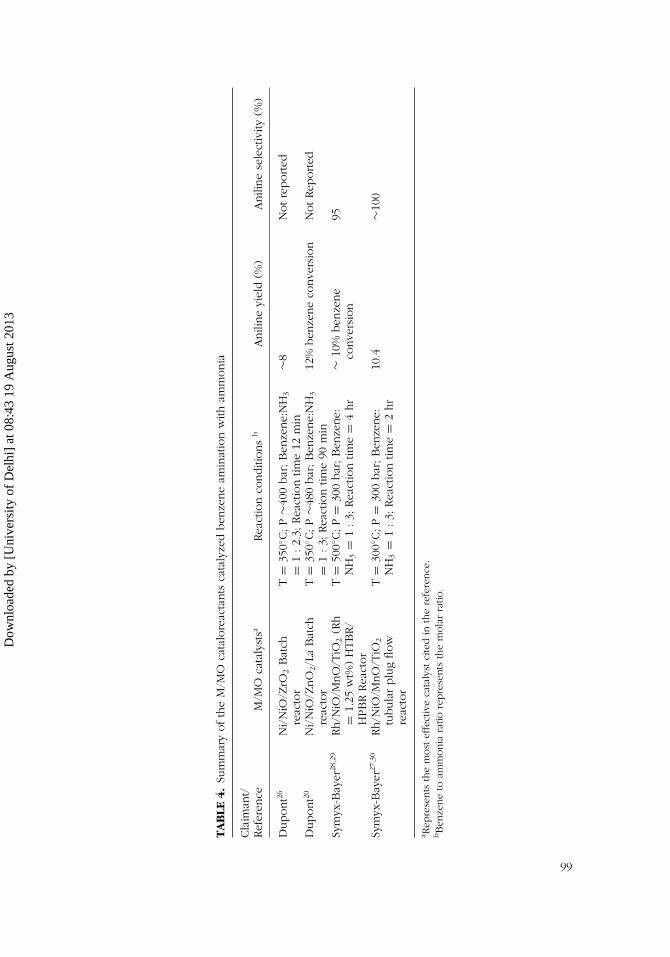
In this process, reducible metal oxide, which acts as a catalyst as well as areactant, is called a cataloreactant. DuPont developed the most successfulcataloreactant catalysts containing NiO and ZrO2 along with their respectivemetals or different metal combinations.26–29 Schmerling et al. described a sim-ilar process with molybdenum, tungsten or chromium metal catalysts sup-ported reducible metal oxide.2 The most significant development in this areais the discovery of an efficient cataloreactant system based on nickel/nickeloxide.28–30 In this case, a Ni/NiO/ZrO2 cataloreactant at high pressure (∼300bar) and high temperature (∼300C) gave a benzene conversion of about13% for a reaction time of about 4 hr in batch reactors.31 Mechanistically,nickel activates the C–H bond of benzene and N–H bond of ammonia thatinitiates the reaction between benzene and ammonia leading to aniline. NiOacts as an oxidant since it extracts the released hydrogen from the aminationto produce water thereby driving the equilibrium towards aniline formation.Zirconium oxide acts both as a promoter and as a dispersant for nickelcenters.
In a combinatorial approach by Hagemeyer et al., a high-throughputsynthesis and screening methods have been developed for the direct ami-nation of benzene to aniline using solid cataloreactants as oxidants.28 In thiscombinatorial approach, hundreds of catalysts were prepared in multiwellbatch reactors and screened for catalytic activity using modified thin-layerchromatography (TLC) detection as a primary screen and fast serial gas chro-matography detection as a secondary screen.28
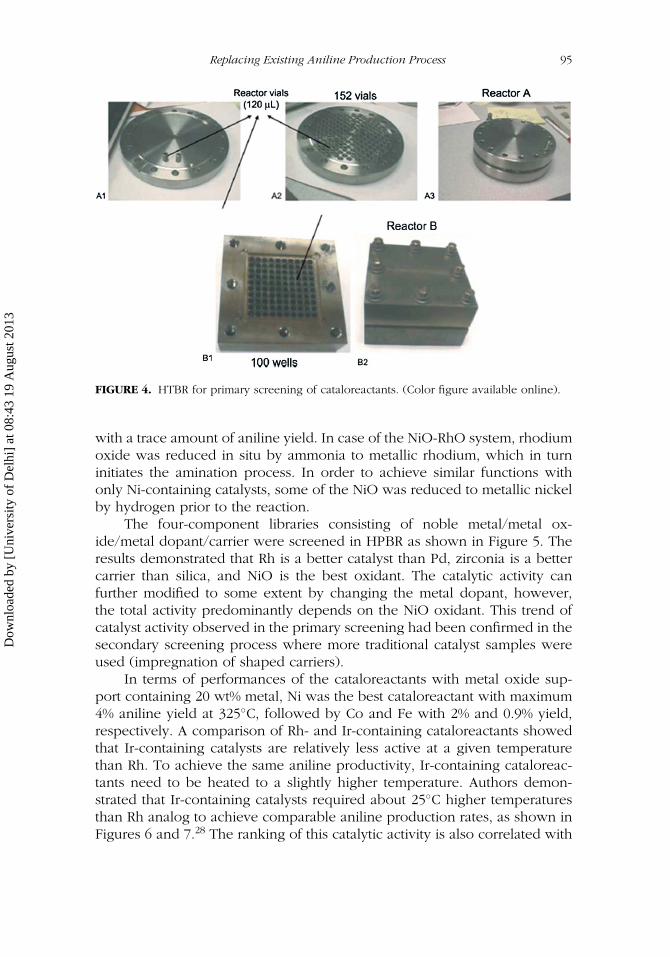
Novel cataloreactant systems consisting primarily of a noble metal and areducible metal oxide have been discovered. Rh, Ir, Pd, and Ru were foundto be competent noble metal dopants. Ni and Co oxides were found to beactive and selective oxidants in this process. Ni is the most active oxidant,but required Mn dopant as a stabilizer to improve the regenerability. Thebest performing cataloreactants are the combination of Rh or Ir as noblemetals and NiO as oxidant, and ZrO2 or K-TiO2 as carrier. The most activecataloreactant, Rh/Ni–Mn/K-TiO2 resulted to about 10% benzene conversionwith > 95% selectivity to aniline at 300C and 300 bar. Moreover, thesecataloreactants can be regenerated repeatedly without a substantial loss ofperformance by reoxidation in air. In the reported process, high-throughputbatch reactor (HTBR) and high-pressure batch rector (HPBR) with a largenumbers of wells in a metal block were utilized as shown in Figure 4.28
In this study, a large number of catalyst libraries consisting of binary,ternary, and quaternary compositions were synthesized and screened in theHTBR. This screening included oxidants (reducible metal oxides), noblemetals, carriers, and dopants as catalysts. The metal oxide library consisted ofNiO and rhodium oxide supported on a ZrO2-Nb2O5-Ta2O5 displayed a goodaniline yield, whereas the rhodium oxide libraries showed poor performance
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 95
FIGURE 4. HTBR for primary screening of cataloreactants. (Color figure available online).
with a trace amount of aniline yield. In case of the NiO-RhO system, rhodiumoxide was reduced in situ by ammonia to metallic rhodium, which in turninitiates the amination process. In order to achieve similar functions withonly Ni-containing catalysts, some of the NiO was reduced to metallic nickelby hydrogen prior to the reaction.
The four-component libraries consisting of noble metal/metal ox-ide/metal dopant/carrier were screened in HPBR as shown in Figure 5. Theresults demonstrated that Rh is a better catalyst than Pd, zirconia is a bettercarrier than silica, and NiO is the best oxidant. The catalytic activity canfurther modified to some extent by changing the metal dopant, however,the total activity predominantly depends on the NiO oxidant. This trend ofcatalyst activity observed in the primary screening had been confirmed in thesecondary screening process where more traditional catalyst samples wereused (impregnation of shaped carriers).
In terms of performances of the cataloreactants with metal oxide sup-port containing 20 wt% metal, Ni was the best cataloreactant with maximum4% aniline yield at 325C, followed by Co and Fe with 2% and 0.9% yield,respectively. A comparison of Rh- and Ir-containing cataloreactants showedthat Ir-containing catalysts are relatively less active at a given temperaturethan Rh. To achieve the same aniline productivity, Ir-containing cataloreac-tants need to be heated to a slightly higher temperature. Authors demon-strated that Ir-containing catalysts required about 25C higher temperaturesthan Rh analog to achieve comparable aniline production rates, as shown inFigures 6 and 7.28 The ranking of this catalytic activity is also correlated with
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
96 B. Saha et al.
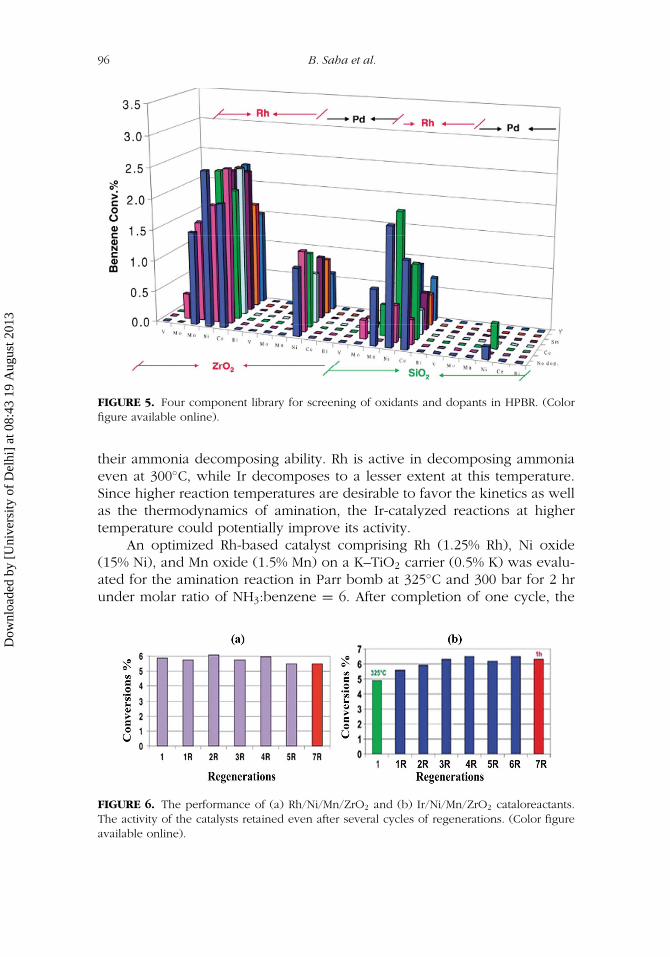
FIGURE 5. Four component library for screening of oxidants and dopants in HPBR. (Colorfigure available online).
their ammonia decomposing ability. Rh is active in decomposing ammoniaeven at 300C, while Ir decomposes to a lesser extent at this temperature.Since higher reaction temperatures are desirable to favor the kinetics as wellas the thermodynamics of amination, the Ir-catalyzed reactions at highertemperature could potentially improve its activity.
An optimized Rh-based catalyst comprising Rh (1.25% Rh), Ni oxide(15% Ni), and Mn oxide (1.5% Mn) on a K–TiO2 carrier (0.5% K) was evalu-ated for the amination reaction in Parr bomb at 325C and 300 bar for 2 hrunder molar ratio of NH3:benzene = 6. After completion of one cycle, the
FIGURE 6. The performance of (a) Rh/Ni/Mn/ZrO2 and (b) Ir/Ni/Mn/ZrO2 cataloreactants.The activity of the catalysts retained even after several cycles of regenerations. (Color figureavailable online).
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 97
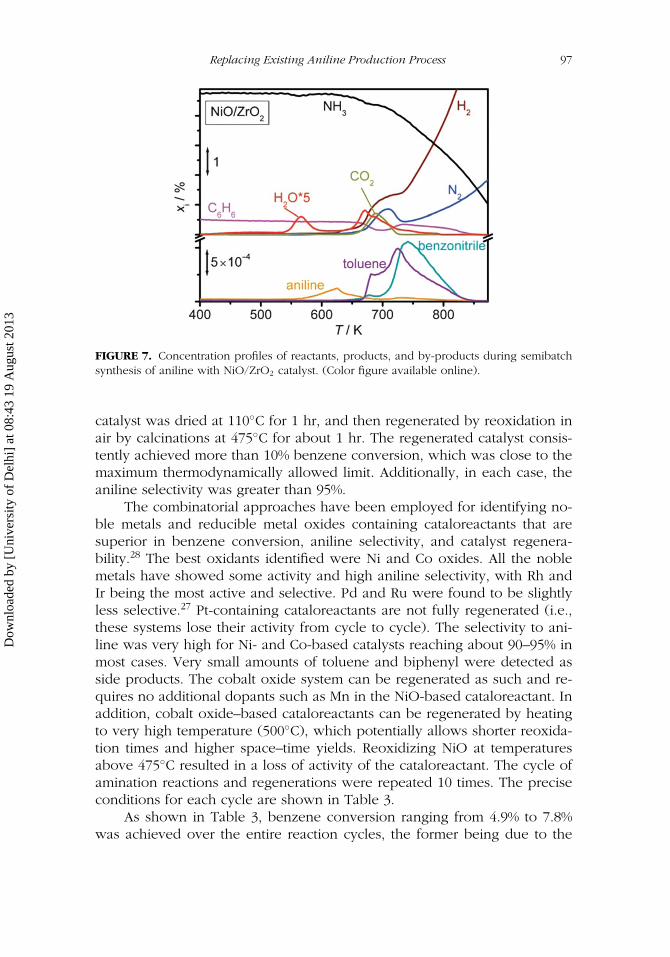
FIGURE 7. Concentration profiles of reactants, products, and by-products during semibatchsynthesis of aniline with NiO/ZrO2 catalyst. (Color figure available online).
catalyst was dried at 110C for 1 hr, and then regenerated by reoxidation inair by calcinations at 475C for about 1 hr. The regenerated catalyst consis-tently achieved more than 10% benzene conversion, which was close to themaximum thermodynamically allowed limit. Additionally, in each case, theaniline selectivity was greater than 95%.
The combinatorial approaches have been employed for identifying no-ble metals and reducible metal oxides containing cataloreactants that aresuperior in benzene conversion, aniline selectivity, and catalyst regenera-bility.28 The best oxidants identified were Ni and Co oxides. All the noblemetals have showed some activity and high aniline selectivity, with Rh andIr being the most active and selective. Pd and Ru were found to be slightlyless selective.27 Pt-containing cataloreactants are not fully regenerated (i.e.,these systems lose their activity from cycle to cycle). The selectivity to ani-line was very high for Ni- and Co-based catalysts reaching about 90–95% inmost cases. Very small amounts of toluene and biphenyl were detected asside products. The cobalt oxide system can be regenerated as such and re-quires no additional dopants such as Mn in the NiO-based cataloreactant. Inaddition, cobalt oxide–based cataloreactants can be regenerated by heatingto very high temperature (500C), which potentially allows shorter reoxida-tion times and higher space–time yields. Reoxidizing NiO at temperaturesabove 475C resulted in a loss of activity of the cataloreactant. The cycle ofamination reactions and regenerations were repeated 10 times. The preciseconditions for each cycle are shown in Table 3.
As shown in Table 3, benzene conversion ranging from 4.9% to 7.8%was achieved over the entire reaction cycles, the former being due to the
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
98 B. Saha et al.
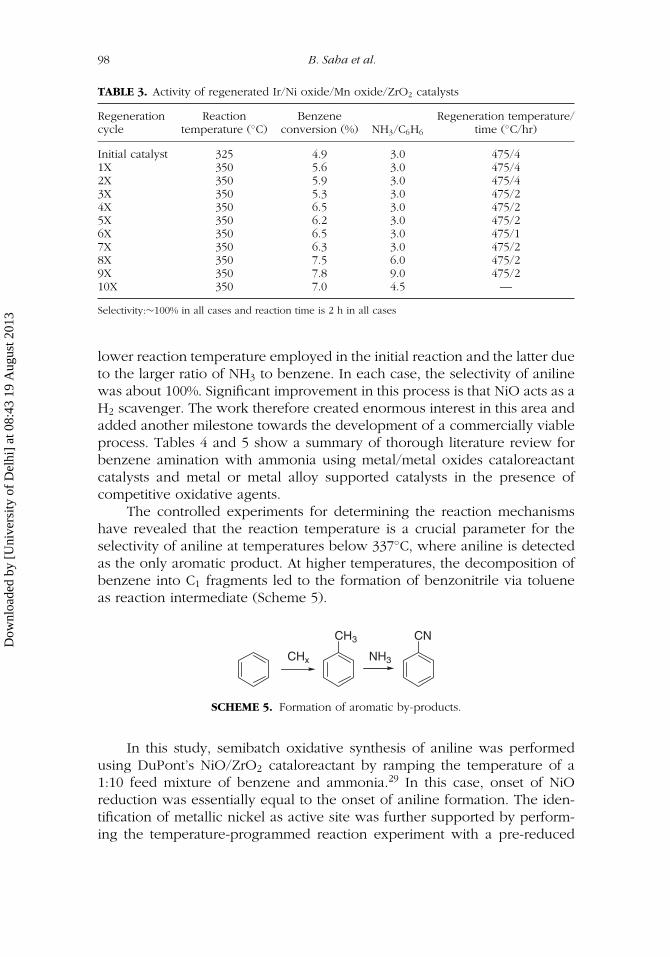
TABLE 3. Activity of regenerated Ir/Ni oxide/Mn oxide/ZrO2 catalysts
Regeneration Reaction Benzene Regeneration temperature/cycle temperature (C) conversion (%) NH3/C6H6 time (C/hr)
Initial catalyst 325 4.9 3.0 475/41X 350 5.6 3.0 475/42X 350 5.9 3.0 475/43X 350 5.3 3.0 475/24X 350 6.5 3.0 475/25X 350 6.2 3.0 475/26X 350 6.5 3.0 475/17X 350 6.3 3.0 475/28X 350 7.5 6.0 475/29X 350 7.8 9.0 475/210X 350 7.0 4.5 —
Selectivity:∼100% in all cases and reaction time is 2 h in all cases
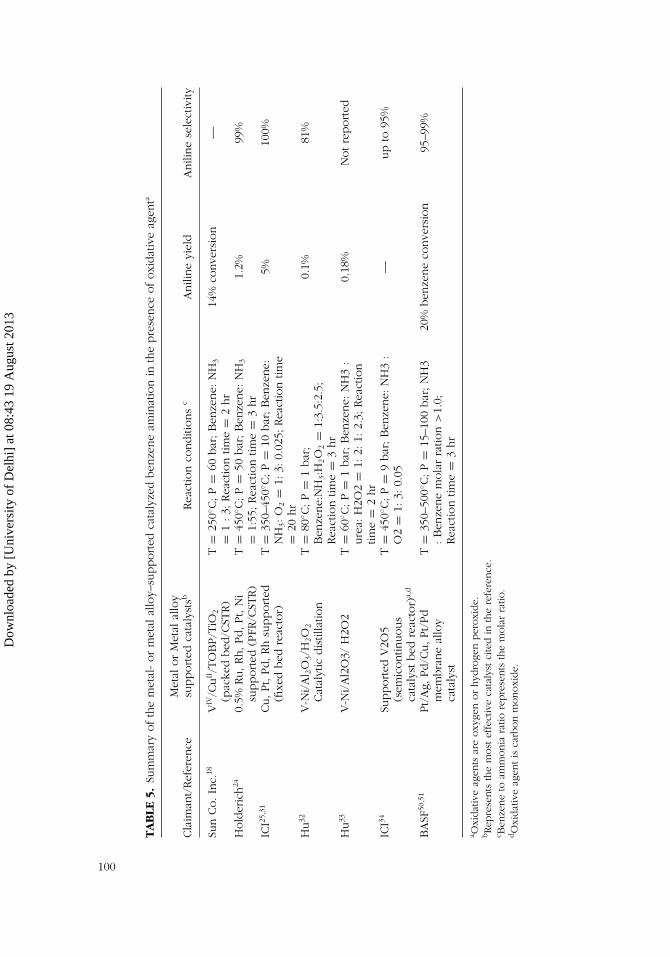
lower reaction temperature employed in the initial reaction and the latter dueto the larger ratio of NH3 to benzene. In each case, the selectivity of anilinewas about 100%. Significant improvement in this process is that NiO acts as aH2 scavenger. The work therefore created enormous interest in this area andadded another milestone towards the development of a commercially viableprocess. Tables 4 and 5 show a summary of thorough literature review forbenzene amination with ammonia using metal/metal oxides cataloreactantcatalysts and metal or metal alloy supported catalysts in the presence ofcompetitive oxidative agents.
The controlled experiments for determining the reaction mechanismshave revealed that the reaction temperature is a crucial parameter for theselectivity of aniline at temperatures below 337C, where aniline is detectedas the only aromatic product. At higher temperatures, the decomposition ofbenzene into C1 fragments led to the formation of benzonitrile via tolueneas reaction intermediate (Scheme 5).
CHx
CH3 CN
NH3
SCHEME 5. Formation of aromatic by-products.
In this study, semibatch oxidative synthesis of aniline was performedusing DuPont’s NiO/ZrO2 cataloreactant by ramping the temperature of a1:10 feed mixture of benzene and ammonia.29 In this case, onset of NiOreduction was essentially equal to the onset of aniline formation. The iden-tification of metallic nickel as active site was further supported by perform-ing the temperature-programmed reaction experiment with a pre-reduced
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
TA
BLE
4.
Sum
mar
yofth
eM
/MO
cata
lore
acta
nts
cata
lyze
dben
zene
amin
atio
nw
itham
monia
Cla
iman
t/Ref
eren
ceM
/MO
cata
lyst
saRea
ctio
nco
nditi
ons
bA
nili
ne
yiel
d(%
)A
nili
ne
sele
ctiv
ity(%
)
Dupont26
Ni/
NiO
/ZrO
2B
atch
reac
tor
T=
350 C
;P
∼400
bar
;B
enze
ne:
NH
3
=1
:2.
3;Rea
ctio
ntim
e12
min
∼8N
otre
ported
Dupont20
Ni/
NiO
/ZnO
2/L
aB
atch
reac
tor
T=
350 C
;P
∼480
bar
;B
enze
ne:
NH
3
=1
:3;
Rea
ctio
ntim
e90
min
12%
ben
zene
conve
rsio
nN
otRep
orted
Sym
yx-B
ayer
28,2
9Rh/N
iO/M
nO
/TiO
2(R
h=
1.25
wt%
)H
TB
R/
HPB
RRea
ctor
T=
500 C
;P
=30
0bar
;B
enze
ne:
NH
3=
1:3;
Rea
ctio
ntim
e=
4hr
∼10
%ben
zene
conve
rsio
n95
Sym
yx-B
ayer
27,3
0Rh/N
iO/M
nO
/TiO
2
tubula
rplu
gflow
reac
tor
T=
300 C
;P
=30
0bar
;B
enze
ne:
NH
3=
1:3;
Rea
ctio
ntim
e=
2hr
10.4
∼100
a Rep
rese
nts
the
most
effe
ctiv
eca
taly
stci
ted
inth
ere
fere
nce
.bBen
zene
toam
monia
ratio
repre
sents
the
mola
rra
tio.
99
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
TA
BLE
5.
Sum
mar
yofth
em
etal
-or
met
alal
loy–
supported
cata
lyze
dben
zene
amin
atio
nin
the
pre
sence
ofoxi
dat
ive
agen
ta
Met
alor
Met
alal
loy
Cla
iman
t/Ref
eren
cesu
pported
cata
lyst
sbRea
ctio
nco
nditi
ons
cA
nili
ne
yiel
dA
nili
ne
sele
ctiv
ity
Sun
Co.In
c.18
VIV/C
uII/T
OB
P/T
iO2
(pac
ked
bed
/CST
R)
T=
250 C
;P
=60
bar
;B
enze
ne:
NH
3
=1
:3;
Rea
ctio
ntim
e=
2hr
14%
conve
rsio
n—
Hold
eric
h24
0.5%
Ru,Rh,Pd,Pt,
Ni
supported
(PFR
/CST
R)
T=
450 C
;P
=50
bar
;B
enze
ne:
NH
3
=1:
55;Rea
ctio
ntim
e=
3hr
1.2%
99%
ICI25
,31
Cu,Pt,
Pd,Rh
supported
(fixe
dbed
reac
tor)
T=
350–
450 C
;P
=10
bar
;B
enze
ne:
NH
3:O
2=
1:3:
0.02
5;Rea
ctio
ntim
e=
20hr
5%10
0%
Hu
32V
-Ni/
Al 2
O3/H
2O
2
Cat
alyt
icdis
tilla
tion
T=
80 C
;P
=1
bar
;Ben
zene:
NH
3:H
2O
2=
1:3.
5:2.
5;Rea
ctio
ntim
e=
3hr
0.1%
81%
Hu
33V
-Ni/
Al2
O3/
H2O
2T
=60
C;P
=1
bar
;B
enze
ne:
NH
3:
ure
a:H
2O2
=1:
2:1:
2.3;
Rea
ctio
ntim
e=
2hr
0.18
%N
otre
ported
ICI34
Supported
V2O
5(s
emic
ontin
uous
cata
lyst
bed
reac
tor)
a,d
T=
450 C
;P
=9
bar
;B
enze
ne:
NH
3:
O2
=1:
3:0.
05—
up
to95
%
BA
SF50
,51
Pt/
Ag,
Pd/C
u,Pt/
Pd
mem
bra
ne
allo
yca
taly
st
T=
350–
500 C
;P
=15
–100
bar
;N
H3
:B
enze
ne
mola
rra
tion
>1.
0;Rea
ctio
ntim
e=
3hr
20%
ben
zene
conve
rsio
n95
–99%
a Oxi
dat
ive
agen
tsar
eoxy
gen
or
hyd
roge
nper
oxi
de.
bRep
rese
nts
the
most
effe
ctiv
eca
taly
stci
ted
inth
ere
fere
nce
.c B
enze
ne
toam
monia
ratio
repre
sents
the
mola
rra
tio.
dO
xidat
ive
agen
tis
carb
on
monoxi
de.
100
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 101
Ni/ZrO2 catalyst, and by analyzing DRIFT spectra of adsorbed CO as a func-tion of the reduction temperature. The thermal stability of NHx species upto 327C was studied by temperature-programmed desorption experiments.A Langmuir-Hinshelwood mechanism was suggested based on the surfacereaction between adsorbed benzene and ammonia-derived NHx species onmetallic Ni surface sites. The high aniline selectivity at lower temperatureswas ascribed to the high coverage of NHx species, which prevented thedecomposition of the aromatic hydrocarbons.29
As shown in Figure 7, the NiO/ZrO2 cataloreactant mediated aminationreaction resulted to maximum aniline yield at 352C, followed by a decreasein rate of aniline formation at higher temperature. The decrease in rate ofaniline formation at higher temperature could be due to the equilibrium shiftby ammonia-decomposed N2 gas. The higher rate of H2 and N2 formationat higher temperature indicated catalytic decomposition of ammonia withnickel catalyst.35
The temperature-programmed desorption pattern revealed that N2 des-orption is the rate-limiting step of ammonia decomposition. The metallicnickel surface was essentially fully covered with ammonia-derived NHx
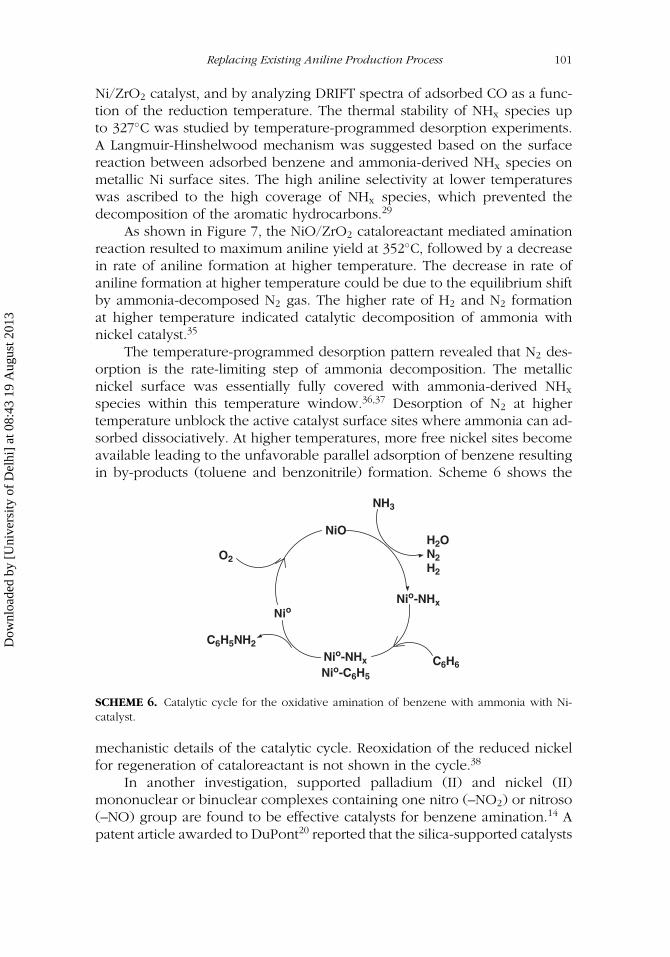
species within this temperature window.36,37 Desorption of N2 at highertemperature unblock the active catalyst surface sites where ammonia can ad-sorbed dissociatively. At higher temperatures, more free nickel sites becomeavailable leading to the unfavorable parallel adsorption of benzene resultingin by-products (toluene and benzonitrile) formation. Scheme 6 shows the
NiO
Nio
Nio-NHx
O2
C6H5NH2
Nio-C6H5
Nio-NHx
C6H6
NH3
H2ON2H2
SCHEME 6. Catalytic cycle for the oxidative amination of benzene with ammonia with Ni-catalyst.
mechanistic details of the catalytic cycle. Reoxidation of the reduced nickelfor regeneration of cataloreactant is not shown in the cycle.38
In another investigation, supported palladium (II) and nickel (II)mononuclear or binuclear complexes containing one nitro (–NO2) or nitroso(–NO) group are found to be effective catalysts for benzene amination.14 Apatent article awarded to DuPont20 reported that the silica-supported catalysts
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

102 B. Saha et al.
containing an electron-donating amido ligand and nitro or nitroso groups arebeneficial. The patent article claims the following essential features of thecatalysts for the oxidative amination reactions: (a) A support system capa-ble of dispersing metal complexes; (b) at least one transition metal ion (ormixture of several metal ions) chosen from group consisting of vanadium,niobium, copper, palladium, nickel and silver and combinations; and (c) anorganic promoter that may or may not be a ligand to the metal ions.20
AMINATION OF BENZENE USING HYDROXYLAMINE
In contract to a poor yield of anline via amination of benzene with am-monia, summarized in Tables 4 and 5, the benzene amination with hy-droxylamine salts39,40 exhibits higher aniline yield with both homogeneousand heterogeneous catalysts. The amination of benzene with hydroxylaminesalts (NH2OH.HCl or NH2OH.H2SO4) in the presence of supported or un-supported metal catalysts were carried out under mild reaction conditions (1atm pressure and 80–90C).
Amination of Benzene Using Hydroxylamine Salts
The one-pot amination reactions of benzene using hydroxylamine have beenstudied by many researchers in the recent years. Kuznetsova et al. studiedthis reaction with several supported and unsupported metal catalysts.40 Themetal oxides of vanadium(V) and molybdenum(VI) exhibited higher yield ofaniline using hydroxylamine sulfate [(NH2OH)2.H2SO4] as aminating agent.All reactions were carried out in a thermostated glass reactor for 5 hr un-der the conditions of 10 mmol benzene, 10 mmol (NH2OH)2.H2SO4), and15 ml of solvent at 90C. Among several combinations of homogeneousand heterogeneous catalysts reported in the paper, 6.5% V2O5/TiO2 and 1%Pd/15%MoO3/SiO2 were most active with 47 mol% and 56 mol% yield ofaniline, respectively. These two catalyst systems also demonstrated minimaldecomposition of hydroxylamine to nitrous oxide. The turnover number andstability of the heterogeneous catalysts were not specified. Among homoge-neous catalysts, NaVO3 was most active with 33 mol% of aniline yield. Theturnover number of the NaVO3catalyst was 10.
Zhu et al. reported direct amination of benzene to aniline with hydrox-ylamine hydrochloride in the presence of transition metal redox catalysts.40
The authors reported higher yield of aniline (64%, selectivity > 85%) withNaVO3 catalyst in the presence of air. A thermostated two-necked round-bottom flask was used to test the laboratory-scale experiments at atmosphericpressure. The maximum yield of aniline was realized under the conditionsof < 0.03 mmol NaVO3, 1:1 molar ratio of benzene to NH2OH, pH 0.2, andat 80C after 4 hr of reaction. The yield of aniline was proportional to the
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

Replacing Existing Aniline Production Process 103
TABLE 6. Summary for the benzene amination with hydroxylamine salts
Aniline AnilineReference Catalystsa Reaction conditions b yield selectivity
Kuznetsova et al.391% Pd/15% MoO3/SiO2 T = 90C; P = 1 bar; Benzene:NH2OH.H2SO4 = 1:1;Reaction time = 5 hr;Solvent: 2:1 (v/v)CH3COOH: H2SO4.
50% 70%
Zhu et al.40 NaVO3/O2 T = 80C; P = 1 bar; Benzene:NH2OH.HCl = 1:1; Reactiontime = 3.5 hr; 90%CH3COOH in H2O.
64% 85%
aRepresents the most effective catalyst cited in the reference.bBenzene to hydroxylamine ratio represents the molar ratio.
acidity of the solution. The turnover number of the catalyst under 1:1 molarratio of benzene to NH2OH was 48. Higher turnover number was noted forthe reaction starting with higher hydroxylamine concentrations. A summaryof benzene amination with hydroxylamine is tabulated in Table 6.
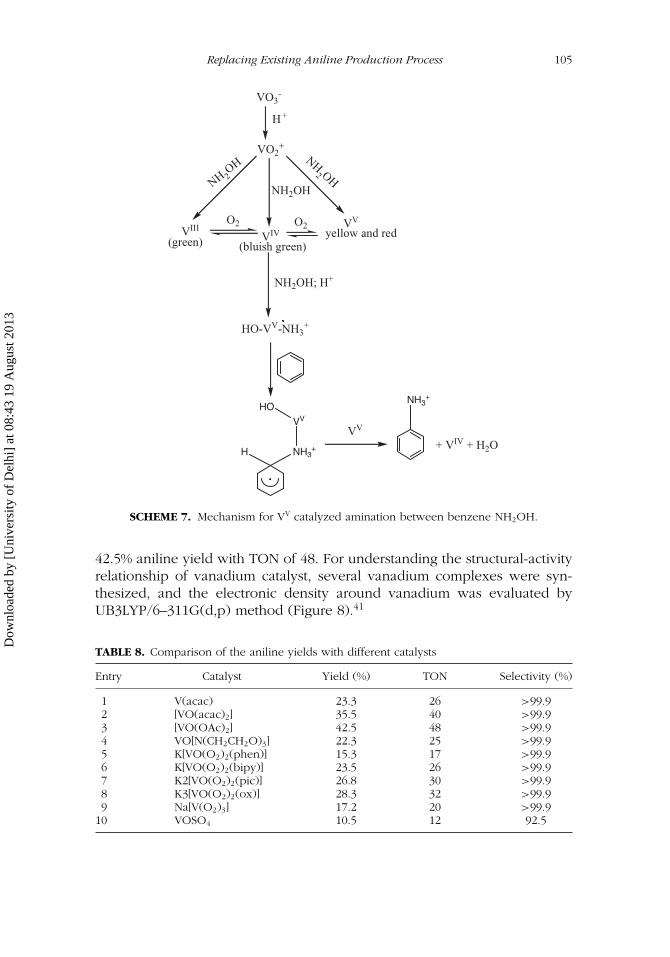
Zhu et al. performed controlled experiments for studying the mecha-nism of the VV catalyzed amination reaction and concluded that the reactionis initiated by an interaction of VO2
+ species with NH2OH to form a lower va-lent VIV species.40 The lower valent VIV is a stronger reducing species, whichreduces the −NH2 group of NH2OH to an amino-vanadium complex (HO-VVNH3
•+). The -NH3•+( = NH2
•) group of amino-vanadium complex is thenreadily undergoes the nucleophilic attack to the benzene ring to produceprotonated aminocyclohexyldienyl radical intermediate. The subsequent ox-idation of the aminocyclohexyldinyl intermediate with VV species producesaniline. A schematic flow diagram of this mechanism is shown in Scheme 7.
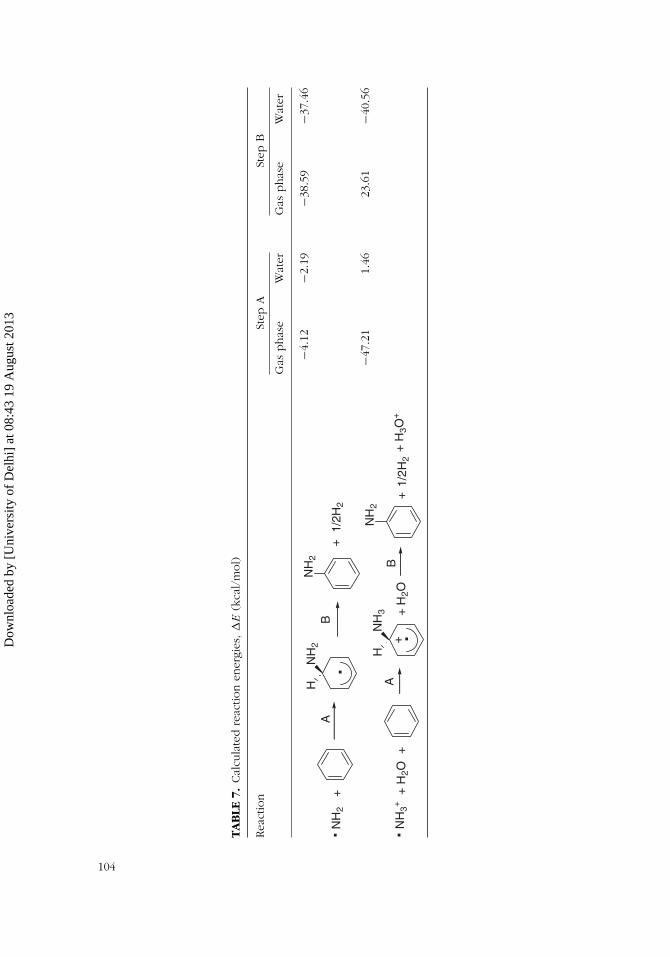
Kuznetsova et al. also proposed the similar mechanism for the benzeneamination with hydroxylamine.39 Additionally, these authors have performedab initio quantum mechanics calculations for determining the reaction en-ergies for both nucleophilic attack of NH2
• to benzene (Step A in Table 7)and subsequent oxidation of cyclohexyldinyl radical intermediate with VV
species (Step B in Table 7). The calculated energies (E) for steps A and Bare –2.19 and –37.46 kcal/mol, respectively.
The vanadium complex displayed unique characteristics in many cat-alytic reactions and therefore, design and synthesis of new vanadium cata-lysts for one-pot amination of benzene using an amine source has been anattractive target. Un-supported NaVO3 and supported V2O5 materials havebeen demonstrated to be effective catalysts in benzene amination reaction.The catalytic effectiveness of several other vanadium complexes were testedand their performance in aniline yield and selectivity is tabulated in Table 8.41
[VO(OAc)2] catalyst is most effective in this series of catalysts and achieved
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
TA
BLE
7.
Cal
cula
ted
reac
tion
ener
gies
,
E(k
cal/
mol)
Rea
ctio
nSt
epA
Step
B
Gas
phas
eW
ater
Gas
phas
eW
ater
NH
2.
+A
.NH
2H
BN
H2
+1/
2H2
−4.1
2−2
.19
−38.
59−3
7.46
NH
3+.
+ H
2O+
A.+
NH
3H
+ H
2OB
NH
2
+1/
2H2
+ H
3O+
−47.
211.
4623
.61
−40.
56
104
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 105
VO3-
VO2+
H +
NH 2OH
NH2 OH
NH2OH
VIIIVIV
VV
HO-VV-NH3+
(green) (bluish green)yellow and red
H NH3+
VV
HONH3
+
O2O2
NH2OH; H+
VV
+ VIV + H2O
SCHEME 7. Mechanism for VV catalyzed amination between benzene NH2OH.
42.5% aniline yield with TON of 48. For understanding the structural-activityrelationship of vanadium catalyst, several vanadium complexes were syn-thesized, and the electronic density around vanadium was evaluated byUB3LYP/6–311G(d,p) method (Figure 8).41
TABLE 8. Comparison of the aniline yields with different catalysts
Entry Catalyst Yield (%) TON Selectivity (%)
1 V(acac) 23.3 26 >99.92 [VO(acac)2] 35.5 40 >99.93 [VO(OAc)2] 42.5 48 >99.94 VO[N(CH2CH2O)3] 22.3 25 >99.95 K[VO(O2)2(phen)] 15.3 17 >99.96 K[VO(O2)2(bipy)] 23.5 26 >99.97 K2[VO(O2)2(pic)] 26.8 30 >99.98 K3[VO(O2)2(ox)] 28.3 32 >99.99 Na[V(O2)3] 17.2 20 >99.9
10 VOSO4 10.5 12 92.5
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
106 B. Saha et al.
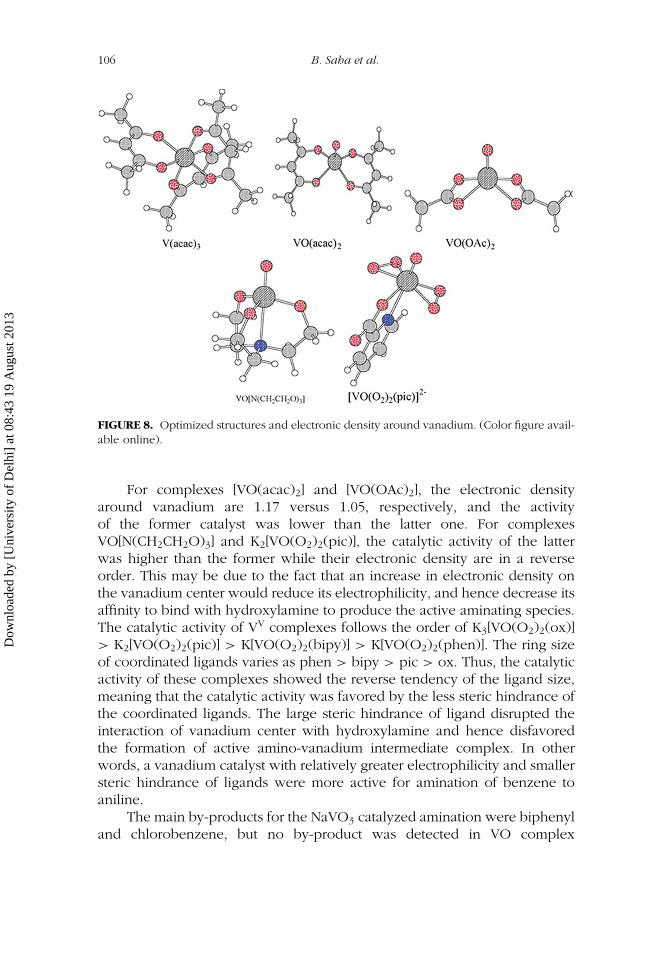
FIGURE 8. Optimized structures and electronic density around vanadium. (Color figure avail-able online).
For complexes [VO(acac)2] and [VO(OAc)2], the electronic densityaround vanadium are 1.17 versus 1.05, respectively, and the activityof the former catalyst was lower than the latter one. For complexesVO[N(CH2CH2O)3] and K2[VO(O2)2(pic)], the catalytic activity of the latterwas higher than the former while their electronic density are in a reverseorder. This may be due to the fact that an increase in electronic density onthe vanadium center would reduce its electrophilicity, and hence decrease itsaffinity to bind with hydroxylamine to produce the active aminating species.The catalytic activity of VV complexes follows the order of K3[VO(O2)2(ox)]> K2[VO(O2)2(pic)] > K[VO(O2)2(bipy)] > K[VO(O2)2(phen)]. The ring sizeof coordinated ligands varies as phen > bipy > pic > ox. Thus, the catalyticactivity of these complexes showed the reverse tendency of the ligand size,meaning that the catalytic activity was favored by the less steric hindrance ofthe coordinated ligands. The large steric hindrance of ligand disrupted theinteraction of vanadium center with hydroxylamine and hence disfavoredthe formation of active amino-vanadium intermediate complex. In otherwords, a vanadium catalyst with relatively greater electrophilicity and smallersteric hindrance of ligands were more active for amination of benzene toaniline.
The main by-products for the NaVO3 catalyzed amination were biphenyland chlorobenzene, but no by-product was detected in VO complex
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 107
catalyzed amination reactions. This may be due to the high steric effect of thecoordinated heteroligands in VO complexes and therefore, the correspond-ing amino-cyclohexadienyl-vanadium radical intermediate blocks further in-teraction with benzene. Furthermore, the N,O- or O,O-containing ligandsmight improve the stability of the amino-cyclohexadienyl-vanadium radicalintermediate due to their electron-donating ability.
Amination Using In Situ Hydroxylamine
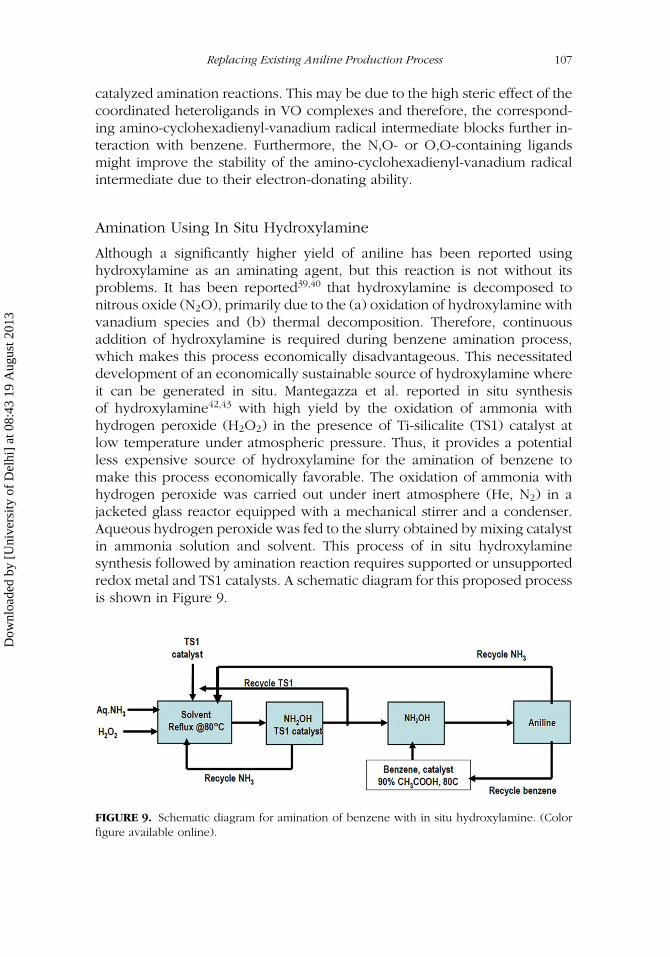
Although a significantly higher yield of aniline has been reported usinghydroxylamine as an aminating agent, but this reaction is not without itsproblems. It has been reported39,40 that hydroxylamine is decomposed tonitrous oxide (N2O), primarily due to the (a) oxidation of hydroxylamine withvanadium species and (b) thermal decomposition. Therefore, continuousaddition of hydroxylamine is required during benzene amination process,which makes this process economically disadvantageous. This necessitateddevelopment of an economically sustainable source of hydroxylamine whereit can be generated in situ. Mantegazza et al. reported in situ synthesisof hydroxylamine42,43 with high yield by the oxidation of ammonia withhydrogen peroxide (H2O2) in the presence of Ti-silicalite (TS1) catalyst atlow temperature under atmospheric pressure. Thus, it provides a potentialless expensive source of hydroxylamine for the amination of benzene tomake this process economically favorable. The oxidation of ammonia withhydrogen peroxide was carried out under inert atmosphere (He, N2) in ajacketed glass reactor equipped with a mechanical stirrer and a condenser.Aqueous hydrogen peroxide was fed to the slurry obtained by mixing catalystin ammonia solution and solvent. This process of in situ hydroxylaminesynthesis followed by amination reaction requires supported or unsupportedredox metal and TS1 catalysts. A schematic diagram for this proposed processis shown in Figure 9.
FIGURE 9. Schematic diagram for amination of benzene with in situ hydroxylamine. (Colorfigure available online).
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
108 B. Saha et al.
Amination of Benzene by Supported/Immobilized Catalysts
There have been limited attempts for the single-step amination of benzeneusing mesoporous crystalline materials such as MCM-41 and Mn-MCM-41(MCM = mesoporous crystalline material) at variable Si/Mn ratios. In a recentreport, Parida et al. reported excellent activity of Mn-MCM-41 (Si/Mn = 20)catalyst with 68.5% benzene conversion and 100% aniline selectivity.44
Mn-MCM-41
AcOH (70 vol.%)NH2OH, 70 ºC, 2h
NH2
SCHEME 8. One-pot benzene amination reaction with Mn-MCM-41 mesoporous catalyst.
The authors interpreted that the catalytic properties of transition metal-functionalized MCM-41 materials depend on the structure, location, and na-ture of the incorporated metal. Table 9 compares benzene conversion andselectivity of aniline formation with MCM-41 and Mn-loaded catalysts. Thisresult shows that benzene conversion increased from 30% to 68.5% witha decrease in Si/Mn ratio from 100 to 20. Further increase in manganeseloading, resulted a decrease in the percentage of conversion.
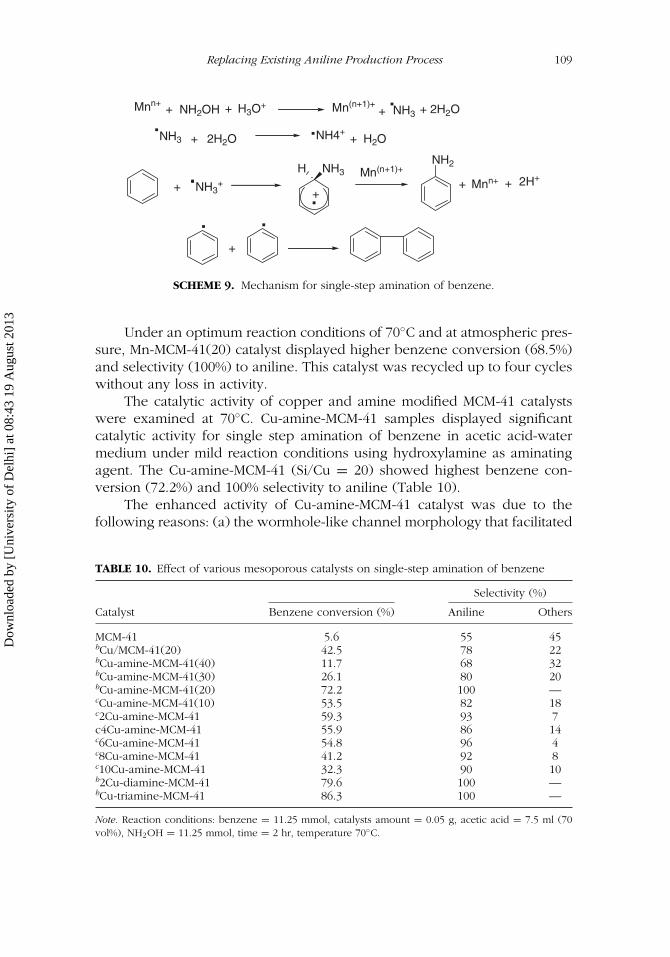
A free-radical mechanism has been proposed for the manganese-loaded MCM-41 catalyzed amination of benzene to aniline as proposedby Kuznetsova et al.39 The catalyst interacts with hydroxylamine in acidicmedium and generates protonated amino (·NH3
+) radical by reduction ofhydroxylamine. The protonated amino radical is then reacts with benzeneto give protonated aminocyclohexadienyl intermediates. Finally aminocyclo-hexadienyl intermediate is oxidized by catalyst to give aniline. The rapiddecomposition of benzene generates benzene radicals, which is then self-condensed to form biphenyls as side products as shown in Scheme 9.
TABLE 9. Catalytic amination over manganese loaded MCM-41
Selectivity (%) NH2OH
Sample code C6H6 Conv (%) Aniline Biphenyl Consumption (%) Selectivity (%)
MCM-41 8.5 64 36 40 13.75Mn-MCM-41(100) 27.5 88 12 61.3 39.46Mn-MCM-41(60) 39.8 91.9 8.1 67.6 55.26Mn-MCM-41(40) 51.4 95 5 71.2 68.55Mn-MCM-4(20) 68.5 100 - 78.5 87.2Mn-MCM-41(10) 41.5 88 12 62.2 58.6
Note. Temperature = 70C, benzene = 11.25 mmol (1 ml), catalyst amount = 0.05 g, acetic acid = 7.5 ml(70 vol%), time = 2 hr, NH2OH = 11.25 mmol.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 109
Mnn++ NH2OH + H3O+ Mn(n+1)+
+ + 2H2O
+ 2H2O NH4+H+ 2O
+
. .
.NH3
+.
NH3
NH3
. .
.
+
NH2
+ +Mnn+ 2H+H NH3
.+Mn(n+1)+
SCHEME 9. Mechanism for single-step amination of benzene.
Under an optimum reaction conditions of 70C and at atmospheric pres-sure, Mn-MCM-41(20) catalyst displayed higher benzene conversion (68.5%)and selectivity (100%) to aniline. This catalyst was recycled up to four cycleswithout any loss in activity.
The catalytic activity of copper and amine modified MCM-41 catalystswere examined at 70C. Cu-amine-MCM-41 samples displayed significantcatalytic activity for single step amination of benzene in acetic acid-watermedium under mild reaction conditions using hydroxylamine as aminatingagent. The Cu-amine-MCM-41 (Si/Cu = 20) showed highest benzene con-version (72.2%) and 100% selectivity to aniline (Table 10).
The enhanced activity of Cu-amine-MCM-41 catalyst was due to thefollowing reasons: (a) the wormhole-like channel morphology that facilitated
TABLE 10. Effect of various mesoporous catalysts on single-step amination of benzene
Selectivity (%)
Catalyst Benzene conversion (%) Aniline Others
MCM-41 5.6 55 45bCu/MCM-41(20) 42.5 78 22bCu-amine-MCM-41(40) 11.7 68 32bCu-amine-MCM-41(30) 26.1 80 20bCu-amine-MCM-41(20) 72.2 100 —cCu-amine-MCM-41(10) 53.5 82 18c2Cu-amine-MCM-41 59.3 93 7c4Cu-amine-MCM-41 55.9 86 14c6Cu-amine-MCM-41 54.8 96 4c8Cu-amine-MCM-41 41.2 92 8c10Cu-amine-MCM-41 32.3 90 10b2Cu-diamine-MCM-41 79.6 100 —bCu-triamine-MCM-41 86.3 100 —
Note. Reaction conditions: benzene = 11.25 mmol, catalysts amount = 0.05 g, acetic acid = 7.5 ml (70vol%), NH2OH = 11.25 mmol, time = 2 hr, temperature 70C.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

110 B. Saha et al.
an enhanced access for benzene molecules to the active copper sites, (b)the better hydrophobicity relations between the NH2OH and catalyst, and(c) the absence of CuO clusters made all the active copper sites available forthe substrate molecules.
The mechanism of Cu-amine-MCM-41 catalyzed amination reaction wasproposed to be similar to that of Mn-MCM-41 catalyzed reaction. It wasproposed that the catalyst interacts with hydroxylamine in acidic medium andgenerates protonated amino (•NH3
+) radical by reduction of hydroxylamine.The protonated amino radical then reacts with benzene to give protonatedamino-cyclohexadienyl intermediates. Finally the unstable intermediate isoxidized by catalyst to give aniline (Scheme 10).
NH2OH + Cu+2/amine-MCM-41 NH2O. + H+ + Cu+1/amine-MCM-41
NH2OH + Cu+1/amine-MCM-41 NH2.
OH + Cu+2/amine-MCM-41+
NH2.
+ H+ (from medium) NH3+.
HNH4
++ .H NH3
+.
NH2
+ 2H+
·
SCHEME 10. Schematic presentation of mechanism for amination of benzene with meso-porous materials.
Catalytic Distillation
Independent but closely related studies revealed a very interesting devel-opment of the catalytic systems using catalytic distillations technology. Huused catalytic distillation method for studying one-pot amination reaction ofbenzene with aqueous ammonia and hydrogen peroxide over a V-Ni/Al2O3
catalyst.32 The reactor design was the most appealing in this article, whichcould separate the product from the feedstock and catalyst as the reactionprogressed. One gram of solid catalyst was packed with glass beads at themiddle of a glass reactor column. The top of the column was equipped withaqueous ammonia and hydrogen peroxide solutions. A reboiler, equippedwith heating controller, was placed at the bottom of the column. Benzenewas stored in the reboiler. Before the reaction start, the reboiler was heatedto 80C. Aqueous ammonia and hydrogen peroxide were fed to the column.The amination reaction took place at the catalyst zone. The effects of sev-eral parameters, including the packing manners of the catalytic column, thefeed ratio, the distillation temperature, and the reaction time were studied inthe catalytic distillation process.33 The catalytic distillation process preventedthe catalyst from being crushed. Thus, the efficiency and the recycling of thecatalyst have claimed to be enhanced.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

Replacing Existing Aniline Production Process 111
APPLICATION OF NANOCATALYSTS IN ANILINE PRODUCTION
Though nanoparticulate materials have been used as catalyst for the one-potconversion of benzene to aniline process but the results are limited to in-dustrial records. The approach of employing magnetically separable, carbon-supported nanocatalysts has been reported for the manufacture of aniline viaa hydrogenation of nitrobenzene.45 The idea behind this approach was toimprove catalytic activity. The material of less than 1 μm particle size expe-riences no significant attrition and therefore, the activity and the stability ofsolid catalyst suspended in a liquid phase can benefit greatly. In this regard,Tsang et al. described the functions of a new class of magnetically separa-ble catalyst carriers, consisting of carbon-encapsulated nanomagnets.45 Thesemagnetic nanocatalysts are shown to be twice as active for the hydrogenationof nitrobenzene as the commercial catalyst. The higher catalytic activity wasattributed to the Pd metal deposited on carbon-coated nanomagnets andto the better Pd dispersion on the nanosized carbon particles (colloidallydiapered in the solvent) than on the micrometer-sized commercial catalystpowder. Table 11 shows the activity of Pd coated nanomaterials in terms ofinitial rates for hydrogenation of nitrobenzene.
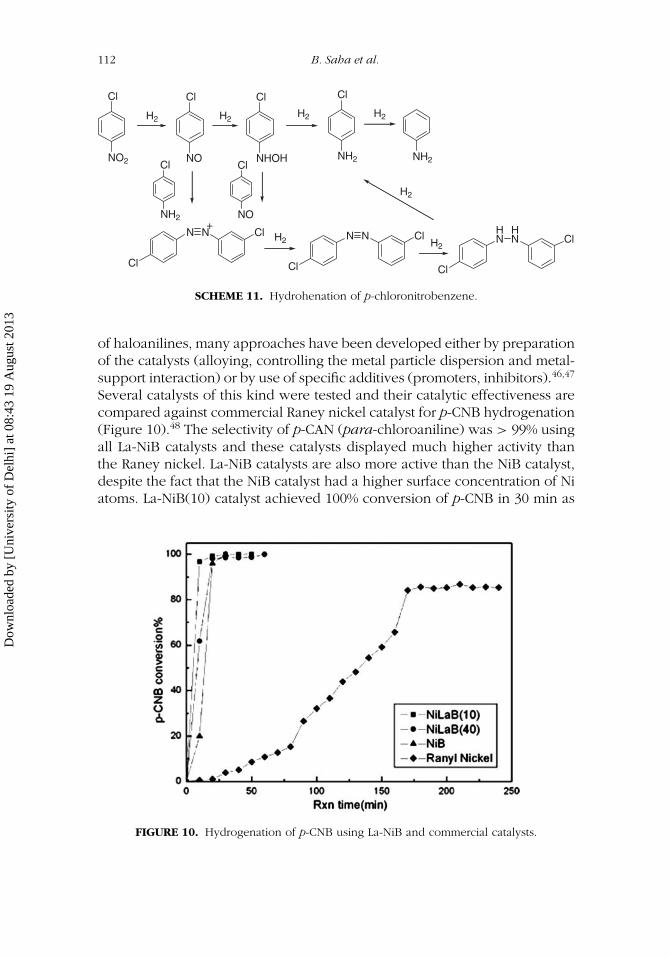
The carbon surface can be functionalized with different types of stan-dard catalysts (metal clusters, homogeneous catalysts, enzymes). Hence thesenanocomposite catalysts are an important new development in using solidcatalysts for the production of aniline from nitrobenzene in liquid-phase. Aro-matic haloamines are important intermediates in the chemistry of herbicides,dyes, drugs, and pesticides. It seems to be a best choice by selective hydro-genation of aromatic halonitro compounds to the corresponding haloamine;however, the process was difficult because of extensive dehalogenation.The hydrogenation of halonitroaromatics to the corresponding haloanilinesover precious metals has been studied recently.45 The reaction scheme forhydrogenation of p-chloronitrobenzene (p-CNB) is shown in Scheme 11.
Depending on the halogen and its position relative to nitro group inthe aromatic system, dehalogenation can vary from negligible to 100%.In this process, it was desirable to achieve selective hydrogenation to p-chloroaniline (p-CAN) without dehalogenation, and its selectivity was de-pendent on the catalyst and the reaction conditions. To achieve high yields
TABLE 11. Initial rates of nitrobenzene hydrogenation using Pd-coated nanoparticulatematerials
Catalyst Initial ratea Mass of catalyst, mg
5% Pd/C (with Fe-Ni magnetic core) 1.529 325% Pd/C (Johnson Matthey powder catalyst) 0.835 50
aμmol of nitrobenzene converted into aniline per second.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
112 B. Saha et al.
Cl
NO2
H2
Cl
NO
H2
Cl
NHOH
H2
Cl
NH2
H2
NH2Cl
NH2
Cl
NO
Cl
N N Cl+
H2
Cl
N N Cl
Cl
HN
HN ClH2
H2
SCHEME 11. Hydrohenation of p-chloronitrobenzene.
of haloanilines, many approaches have been developed either by preparationof the catalysts (alloying, controlling the metal particle dispersion and metal-support interaction) or by use of specific additives (promoters, inhibitors).46,47
Several catalysts of this kind were tested and their catalytic effectiveness arecompared against commercial Raney nickel catalyst for p-CNB hydrogenation(Figure 10).48 The selectivity of p-CAN (para-chloroaniline) was > 99% usingall La-NiB catalysts and these catalysts displayed much higher activity thanthe Raney nickel. La-NiB catalysts are also more active than the NiB catalyst,despite the fact that the NiB catalyst had a higher surface concentration of Niatoms. La-NiB(10) catalyst achieved 100% conversion of p-CNB in 30 min as
FIGURE 10. Hydrogenation of p-CNB using La-NiB and commercial catalysts.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

Replacing Existing Aniline Production Process 113
TABLE 12. Activities of the NiB and La-NiB catalystsa
Activity
Catalyst sample × 105 mol (gNi)−1s−1 × 106 mol (m2-cat)−1s−1
La-NiB(40) 3.30 1.00La-NiB(10) 5.16 1.20NiB 1.07 0.53
aReaction conditions: T = 120C; reaction solvent = methanol.
compared to 80% conversion by Raney nickel catalyst in 170 min. The resultsin Figure 10 also shows that the activity of the La-NiB catalysts decreasedwith an increase in lanthanum loading meaning that excess lanthanum load-ing deactivated the catalyst. The kinetic trace reveals the first-order reactionwith respect to p-CNB concentrations. The rate constants are tabulated inTable 12, which indicates a decrease in order of La-NiB(10) → La-NiB(40)→ NiB.
The differences in the catalytic activity have been attributed to the dif-ferences in the surface area and the electronic density of the nickel. One canassume that the specific activity per surface area of the catalyst is propor-tional to its turn over number, also known as the quasi-turnover frequency.The quasi-turnover frequency values of the catalysts also decreased in thesame order (i.e., La-NiB(10) → La-NiB(40) → NiB). This confirmed that thecatalytic activity was affected by the electronic structure of the nickel metal.The higher activity of La-NiB than that of NiB can be attributed to the elec-tronic effect of lanthanum donating electrons to Ni, thereby weakening theNi-H bond strength and activating the H atoms. It was further reported thatthe reaction at 120C was faster than that at 70C by twofold. The activationenergy was calculated to be ∼33.5 kcal/mol.
The La-NiB catalysts were characterized by transmission electron mi-croscopy as being nanoscale (10–20 nm) particles and by X-ray diffractionas having an amorphous structure. The catalyst showed slight differencesin particle size, relative to unpromoted NiB, and the morphology did notchange significantly. The La-NiB catalyst had a higher activity for the hy-drogenation of p-CNB, compared to the unpromoted NiB and Raney nickelcatalyst. However, excess amounts of lanthanum caused a decrease in theactivity. The effect of a lanthanum promoter can be attributed to the elec-tronic modification of nickel by lanthanum. The selectivity for p-CAN were> 99% with both La-NiB catalysts.50
In another study, Liu et al. prepared a series of Ni–B catalysts by mix-ing nickel acetate in 50% ethanol/water or methanol/water solution.50 Thecatalyst prepared with vigorous stirring at 25C under N2 stream yielded thesmallest particles and resulted in the highest activity. The reaction conditionalso has pronounced effect on the hydrogenation activity.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

114 B. Saha et al.
REACTOR DESIGN AND ENHANCING YIELD
One of the limiting factors in one-pot synthesis of aniline with ammonia isthe formation of hydrogen gas (H2). The longer residence time of ammoniaat higher temperature favors the decomposition of ammonia. The formed H2
shifts the equilibrium of aniline to the side of benzene. BASF has patentedthe direct route of benzene to aniline using hydrogen-permeable metal al-loy membrane catalysts supported on mesoporous or ceramic materials.50
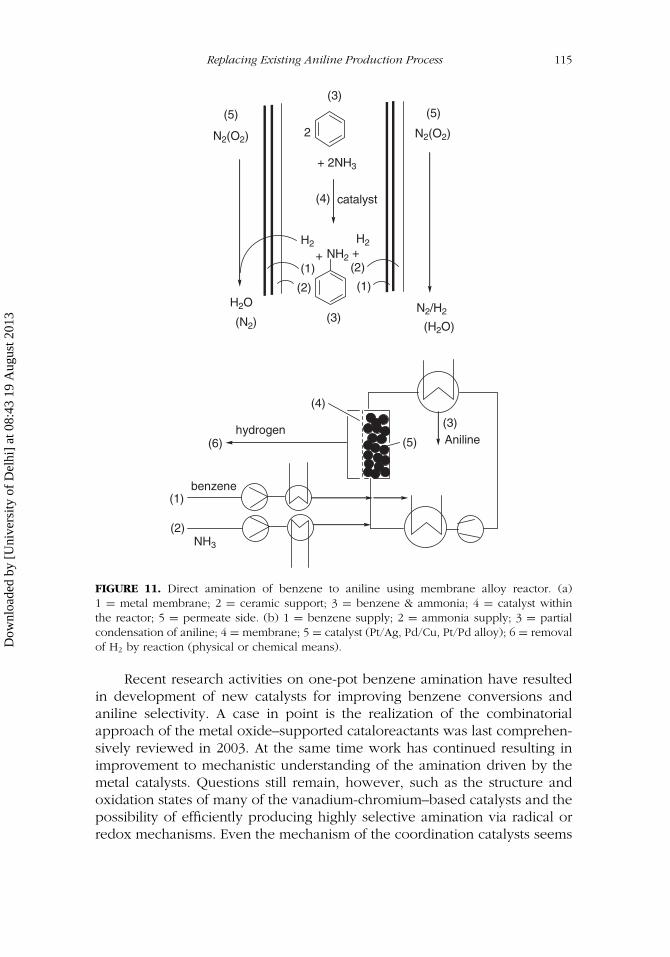
The membrane was prepared from several combinations of metal alloys,preferably Pt/Ag, Pd/Cu, or Pt/Pd alloys. The membrane alloy catalysts,preferably hydrogen selective membranes having hydrogen permeability ca-pability from the reactor, significantly improved aniline yield. Maximum 20%conversion of benzene with > 95% selectivity of aniline was reported underthe reaction conditions of 350–500C, 15–100 bar, and ammonia to benzenemolar ratio of 1.0. Utilization of this membrane in the aniline productionprocess allows aniline to be produced without deactivation over prolongedperiods. Figure 11 demonstrates the schematic diagram of such reactor withmembrane alloys wall.
Diffusion of hydrogen from the reactor is preferably driven by the con-centration gradient between the reaction systems. Physical removal of hy-drogen from the reaction mixture through hydrogen selective permeablemembrane wall was carried out by gas flow or creating reduced pressure atpermeable side.50 Authors have also claimed the chemical removal of hydro-gen gas from the reactor side where removed hydrogen was reacted withoxygen at the permeable side.51
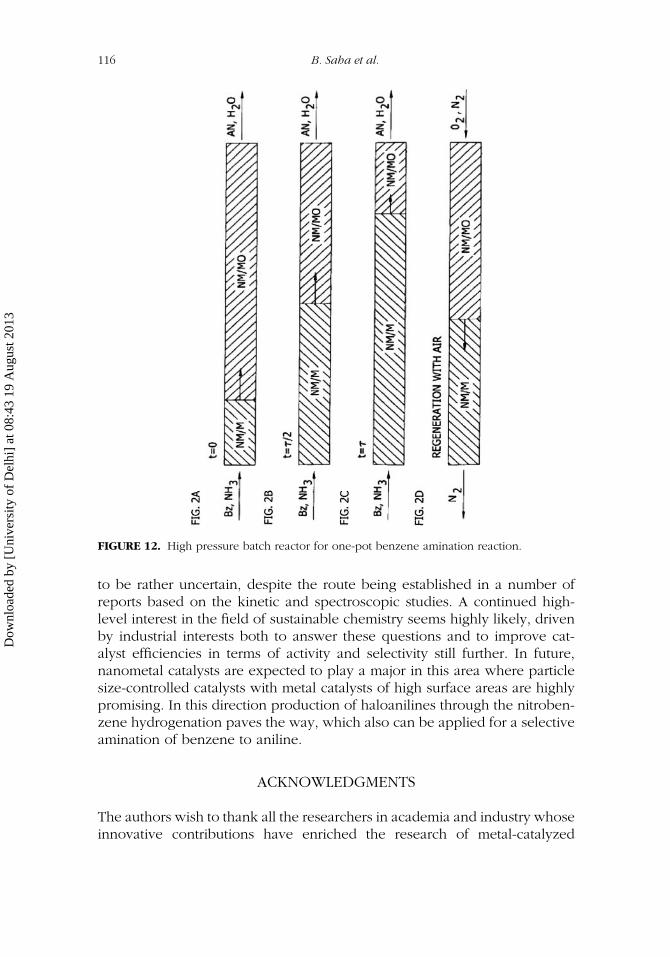
In the process of development of various types of reactors in order toenhance aniline yields, batch, and flow both types of reactors were designedand employed for one-pot benzene amination. In a patent claim, Poojaryet al. described the beneficial effect of high-pressure batch reactor with acontinuous-flow fixed catalyst bed or a fluidized catalyst bed reactor.31 Thedesign of this type of reactor is shown in Figure 12.50,51
CONCLUDING REMARKS
The last decade and in particular the last five years has certainly witnessedan increase in research activity in the field of development of environmen-tally friendly one-pot catalytic routes for the production of commodity, basicand specialty chemicals. The present activity of one-pot reaction for ani-line production via efficient and environmentally friendly technologies hasbeen driven by high aniline demand and incremental process improvements.While three-step route of aniline production via nitrobenzene is practiced inindustry, the production of aniline via one-pot reaction is still in its infancyto be applied commercially.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 115
(5)
2
+ 2NH3
(3)
(4) catalyst
NH2
H2
+H2
+(1)
(2)
(2)
(1)
N2(O2)N2(O2)
(5)
H2O
(N2)N2/H2
(H2O)(3)
(3)Aniline(5)
(4)
(6)hydrogen
benzene(1)
(2)NH3
FIGURE 11. Direct amination of benzene to aniline using membrane alloy reactor. (a)1 = metal membrane; 2 = ceramic support; 3 = benzene & ammonia; 4 = catalyst withinthe reactor; 5 = permeate side. (b) 1 = benzene supply; 2 = ammonia supply; 3 = partialcondensation of aniline; 4 = membrane; 5 = catalyst (Pt/Ag, Pd/Cu, Pt/Pd alloy); 6 = removalof H2 by reaction (physical or chemical means).
Recent research activities on one-pot benzene amination have resultedin development of new catalysts for improving benzene conversions andaniline selectivity. A case in point is the realization of the combinatorialapproach of the metal oxide–supported cataloreactants was last comprehen-sively reviewed in 2003. At the same time work has continued resulting inimprovement to mechanistic understanding of the amination driven by themetal catalysts. Questions still remain, however, such as the structure andoxidation states of many of the vanadium-chromium–based catalysts and thepossibility of efficiently producing highly selective amination via radical orredox mechanisms. Even the mechanism of the coordination catalysts seems
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
116 B. Saha et al.
FIGURE 12. High pressure batch reactor for one-pot benzene amination reaction.
to be rather uncertain, despite the route being established in a number ofreports based on the kinetic and spectroscopic studies. A continued high-level interest in the field of sustainable chemistry seems highly likely, drivenby industrial interests both to answer these questions and to improve cat-alyst efficiencies in terms of activity and selectivity still further. In future,nanometal catalysts are expected to play a major in this area where particlesize-controlled catalysts with metal catalysts of high surface areas are highlypromising. In this direction production of haloanilines through the nitroben-zene hydrogenation paves the way, which also can be applied for a selectiveamination of benzene to aniline.
ACKNOWLEDGMENTS
The authors wish to thank all the researchers in academia and industry whoseinnovative contributions have enriched the research of metal-catalyzed
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

Replacing Existing Aniline Production Process 117
one-pot conversion of benzene to aniline. Dr. Saha thanks the UniversityGrant Commission, Government of India for funding this project. Dr. Duttathanks UGC for DS Kothari Postdoctoral Research Grant.
REFERENCES
[1] Nexant ChemSystems. (2003). PERP report: Nitrobenzene/aniline. White Plains,NY: Nexant ChemSystems.
[2] Schmerling, L. (1960). Preparation of aromatic amines. U.S. Patent 2,948,755.Washington, DC: U.S. Patent and Trademark Office.
[3] Wiley. (2006). Ullmann’s encyclopedia of industrial chemistry (7th ed.). NewYork, NY: Wiley.
[4] Global Industry Analysts. (2010). Aniline: A global strategy business report. Re-trieved from http://www.strategyr.com/Aniline Market Report.asp
[5] Thomas, B.R., and William, T. (1999). Homogeneous catalysis: Toward greenerchemistry. Science 284, 1477.
[6] Godula, K.., and Sames, D. (2006). C-H bond fictionalization in complex organicsynthesis. Science 312, 67.
[7] Davies, H.M.L., and Manning, J. R. (2008). Catalytic, C.-H functionalization bymetal carbenoid and nitrenoid insertion. Nature 451, 417.
[8] Labinger, J.A., and Bercaw, J. E. (2002). Understanding and exploiting C-H bondactivation. Nature 417, 507.
[9] Othmer, K., Jacqueline, I., and Kroschwit, Z. (Eds.). (1991). Encyclopedia ofchemical technology (Vol. 2, 4th ed.). New York, NY: Wiley.
[10] Weissermel, K., and Arpe, H.-J. (1997). Industrial organic chemistry (3rd ed.).Weinheim, Germany: VC.
[11] Gans, M. (1976). Which route to aniline. Hydrocarbon Proc. 55, 145–150.[12] Burgers, M.H.W., and Vanbekkum, H. (1994). Vapor-phase substitution of
chlorobenzene with ammonia, catalyzed by copper exchanged zeolites. J. Catal.148, 68–75.
[13] Thiemann, M., Scheibler, E., and Weigand, K. W. (2005). Nitric acid, nitrousacid, and nitrogen oxides. Weinheim, Germany: Wiley-VCH.
[14] Kent, J.A. (2003). Riegel’s Handbook of Industrial Chemistry (10th Ed.). NewYork, NY: Plenum Publishers, p. 1228.
[15] Burgers, M. H. W., Kaijen, A. S., and Vanbekkum, H. (1995). Copper-mordenitecatalyzed nucleophilic aromatic substitution reactions. Stud. Surface Sci. Catal.94, 381–388.
[16] Wibaut, J. P. (1917). Zur Bildung von Anilinaus Ammoniak und Benzolbeiho-hen Temperaturen und beiAnwesenheit von Kontaktsubstanzen [The formationof aniline from ammonia and benzene at high temperature and contact sub-stances.]. Berichte 50, 541–546.
[17] Relvas, J. (2007). PhD thesis, IST-Universidade Tecnica de Lisboa.[18] Durante, V. A., Wijesekera, T. P., and Karmakar, S. (1999). Oxidative amination
of benzene to aniline using molecular oxygen as the terminal oxidant. U.S.Patent 5,861,536 . Washington, DC: U.S. Patent and Trademark Office.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

118 B. Saha et al.
[19] Thomas, C. L. (1958). Preparation of aromatic amines. Canadian Patent553,988.
[20] Del Pesco, T. W. (1977). Synthesis of aromatic amines by reaction of aromaticcompounds with ammonia. U.S. Patent 4,031,106 . Washington, DC: U.S. Patentand Trademark Office.
[21] Chen, T., Fu, Z.-J., Zhu, L.-F., Hu, C.-W., and Tian, X. (2003). Direct synthesisof aniline by oxido-amination of benzene with H2O2 and aqueous ammonia onNi-Zr-Ce/Al2O3 catalyst. Huaxue Xuebao 61, 1701–1703.
[22] Xia, Y. S., Zhu, L. F., Li, G. Y., and Hu, C.-W. (2005). Direct oxidative-aminationof benzene to aniline over nickel-vanadium catalysts. Acta. Phys. Chim. Sinica21, 1337–1343.
[23] Hu, C. W., Zhu, L. F., and Xia, Y. S. (2006). Preparation method of the catalystfor the one-step oxy-aminaion of benzene to aniline. Chinese Patent ZL 2 004100 216 360.
[24] Becker, J., and Holderich, W. F. (1998). Amination of benzene in the presenceof ammonia using a group VIII metal supported on a carrier as catalyst. Catal.Lett. 54, 125–128.
[25] Axon, A. A., Jackson, S. D., and Claes, P. R.-R. (2001). Process for the productionof aromatic amines. U.S. Patent 6,204,411. Washington, DC: U.S. Patent andTrademark Office.
[26] Squire, E. N. (1975). Synthesis of aromatic amines by reaction of aromaticcompounds with ammonia. U.S. Patent 3929889. Washington, DC: U.S. Patentand Trademark Office.
[27] Poojary, D. M., Borade, R., Hangmeyer, A., Zhou, X.-P., Dube, C. E., Nothels, U.,Armbrust, R., Rasp, C., and Lowe, D. M. (2005). Amination of aromatic hydro-carbons and heterocyclic analog thereof. U.S. Patent 6,933,409 B1. Washington,DC: U.S. Patent and Trademark Office.
[28] Hagemeyer, A., Borade, R., Desrosiers, P., Guan, S., Lowe, D. M., Poojary, D.M., Turner, H., Weinberg, H., Zhou, X., Armburst, R., Fengler, G., and Notheis,U. (2002). Application of combinatorial catalysts for the amination of benzeneto aniline. Appl. Catal. A 227, 43.
[29] Desrosiers, P., Guan, S., Hagemeyer, A., Lowe, D. M., Lungmair, C., Poojary, D.M., Turner, H., Weinberg, H., Zhou, X., Armbrust, R., Fengler, G., and Notheis,U. (2003). Application of combinatorial catalysis for the direct amination ofbenzene to aniline. Catal. Today 81, 319–328.
[30] Poojary, D., Borade, R., and Hagemeyer, A. (2000). Amination of aromatichydrocarbons and heterocyclic analog thereof. Patent WO00/69804. USA.
[31] Axon, A. A., and Jackson, S. D. (1999). Process for the production of aromaticamines, Patent WO 99/10311. Great Britian.
[32] Hu, C. W., Zhu, L. F., and Xia, Y. (2007). Direct amination of benzene toaniline by aqueous ammonia and hydrogen peroxide over V-Ni/Al2O3catalystwith catalytic distillation. Ind. Eng. Chem. Res. 46, 3443–3445.
[33] Xia, Y., Zhu, L., Li, G., and Hu, C. (2005). Nickel-vanadium catalyst by the directoxidation of benzene amination of aniline. Wuli Huaxue Xuebao 21, 1337.
[34] Stitt, H. E., and Jackson, S. D. (2000). Amine production. PatentWO02000009473 A1. Great Britian.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3
Replacing Existing Aniline Production Process 119
[35] Hoffmann, N., and Muhler, M. (2005). On the mechanism of the oxidativeamination of benzene with ammonia to aniline over NiO/ZrO2 as cataloreactant.Catal. Lett. 103, 155–159.
[36] Baiker, A., and Monti, D. (1983). Interaction of ammonia with metallic copper,nickel and cobalt catalysts studied by temperature programmed desorption. Ber.Bunsen. Physi. Chem. 87, 602–605.
[37] Choudhary, T. V., Sivadinarayana, C., and Goodman, D.W. (2001). Catalytic am-monia decomposition: COx-free hydrogen production for fuel cell applications.Catal. Lett. 72, 197.
[38] Hoffmann,N., Loffler, E., Breuer, N. A., and Muhler, M. (2008). On the nature ofthe active site for the oxidative amination of benzene to aniline over NiO/ZrO2
as cataloreactant. ChemSusChem 1, 393–396.[39] Kuznetsova, N. I., Kuznetsova, L. I., Detusheva, L. G., Likholobov, V. A., Pez,
G. P., and Cheng, H. (2000). Amination of benzene and toluene with hydroxy-lamine in the presence of transition metal redox catalysts. J. Mol. Catal. A 161,1–9.
[40] Zhu, L. F., Guo, B., Tang, D. Y., Hu, X. K., Li, G. Y., and Hu, C. W. (2007).Sodium metavanadate catalyzed one-step amination of benzene to aniline withhydroxylamine. J. Catal. 245, 446–455.
[41] Fu, Y.-F., Zhu, L.-F., Liu,Q. Y., Guo, B., Hu, X.-F., and Hu, C.-W. (2009). Directamination of benzene to aniline with several typical vanadium complexes. Chi.Chem. Lett. 20, 238–240.
[42] Mantegazza, M.A., Padovan, M., Petrini, G., and Roffia, P. (1993). Manufactureof hydroxylamine by catalytic oxidation of ammonia. European Patent 522,634A1.
[43] Mantegazza, M. A., Leofanti, G., Petrini, G., Padovan, M., Zecchina, A., andBordiga, S. (1994). Selective oxidation of ammonia to hydroxylamine with hy-drogen peroxide on titanium based catalysts. Stud. Surf. Sci. Catal. 541, 541–550.
[44] Parida, K. M., Das, S. S., and Singha, S. (2008). Structural properties and catalyticactivity of Mn-MCM-41 mesoporous molecular sieves for single-step aminationof benzene to aniline. Appl. Catal. A 351, 59–67.
[45] Tsang, S.-C., Caps, V., Paraskevas, I., Chadwick, D., and Thompson, D. (2004).Magnetically separable, carbon-supported nanocatalysts for the manufacture offine chemicals. Angew. Chem. Int. Ed. 43, 5645–5649.
[46] Coq, B., Tijani, A., and Figueras, F. (1992). Influence of alloying platinum forthe hydrogenation of p-chloronitrobenzene over PtM/Al2O3 catalysts with M =Sn, Pb, Ge, Al, Zn. J. Mol. Catal. 71, 317–333.
[47] Coq, B., Tijani, A., and Figueras, F. (1991). Particle size effect on the kineticsof p-chloronitrobenzene hydrogenation over platinum/alumina catalysts. J. Mol.Catal. 68, 331.
[48] Liu, Y.-C., and Chen, Y.-W. (2006). Hydrogenation of p-chloronitrobenzeneon lanthanum-promoted NiB nanometal catalysts. Ind. Eng. Chem. Res. 45,2973–2980.
[49] Liu, Y.-C., Huang, C.-Y., and Chen, Y.-W. (2006). Hydrogenation of p-chloronitrobenzene on Ni–B nanometal catalysts. J. Nanopart. Res. 8, 223.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3

120 B. Saha et al.
[50] Laar, F. V., Schwab, E., Voss, H., Anders, J.-T., Crone, S., and Mackenroth, W.(2009). Direct hydrocarbon amination. U.S. Patent 203,941 A1. Washington,DC: U.S. Patent and Trademark Office.
[51] van Laar, F., Schwab, E., Anders, J.-T., Crone, S., Hoelemann, K., Mackenroth,W., and Kubanek, P. (2010). Direct amination of hydrocarbons. U.S. Patent7,741,522 B2. Washington, DC: U.S. Patent and Trademark Office.
Dow
nloa
ded
by [
Uni
vers
ity o
f D
elhi
] at
08:
43 1
9 A
ugus
t 201
3