pressurized hot water extraction of benzoic acid and phthalic anhydride from petrochemical wastes...
TRANSCRIPT
Ppc
Ha
b
a
ARRA
KPPBSEM
1
mafeciccavdemwlowdbi
0d
J. of Supercritical Fluids 54 (2010) 16–21
Contents lists available at ScienceDirect
The Journal of Supercritical Fluids
journa l homepage: www.e lsev ier .com/ locate /supf lu
ressurized hot water extraction of benzoic acid and phthalic anhydride frometrochemical wastes using a modified supercritical fluid extractor and a centralomposite design for optimization
. Kamali a, H.S. Ghaziaskarb,∗
Department of Chemical Engineering, Isfahan University of Technology, Isfahan 84156-83111, Islamic Republic of IranDepartment of Chemistry, Isfahan University of Technology, Isfahan 84156-83111, Islamic Republic of Iran
r t i c l e i n f o
rticle history:eceived 26 September 2009eceived in revised form 1 April 2010ccepted 14 April 2010
a b s t r a c t
Using the pressurized hot water extraction technique, benzoic acid and phthalic anhydride wereselectively removed from solid petrochemical wastes (called molten phthalic anhydride). A statisticalexperimental design based on “central composite design” was applied for obtaining optimized condi-tions for the semi-continuous extraction of phthalic anhydride and benzoic acid from their mixture with
eywords:ressurized hot water extractionhthalic anhydrideenzoic acidelectivity
benzoic acid, maleic acid, phthalic acid, phthalic anhydride, aldehydes, phthaldehyde, toluic acid, andsome minor impurities. Variables such as pressure (60–220 bar), temperature (60–140 ◦C), dynamic time(5–45 min), and flow rate (0.2–1 mL/min) were used.
© 2010 Elsevier B.V. All rights reserved.
xtraction yieldolten phthalic anhydride
. Introduction
Environmental pollution, as a source of increasing concern,ight be reduced by proper application of modern technology
imed at reducing pressures on the environment. It is, there-ore, essential to develop techniques and processes that arenvironmentally-friendly, effective, economical, safe, and practi-al. In addition to the supercritical carbon dioxide that is usedn many applications, water has been used as a green solvent inhemical reactions as well as in isolation and purification pro-esses [1]. At room temperature, water is polar and can be useds a solvent for many hydrophilic organic compounds. At ele-ated temperatures, however, it becomes less polar and mayissolve hydrophobic substances, making it an interesting andnvironmentally-friendly alternative to organic solvents. Becauseany compounds are degraded above the critical temperature ofater (374 ◦C), extraction applications usually take advantage of
ower temperatures where the useful physicochemical propertiesf water still exist to an adequate degree [1–3]. Pressurized hot
ater extraction (PHWE) of a wide variety of compounds fromifferent matrices can be efficient at temperatures considerablyelow the critical temperature of water. PHWE has often given sim-lar or better recoveries and efficiencies than many conventional
∗ Corresponding author. Tel.: +98 311 3913260; fax: +98 311 3912350.E-mail address: [email protected] (H.S. Ghaziaskar).
896-8446/$ – see front matter © 2010 Elsevier B.V. All rights reserved.oi:10.1016/j.supflu.2010.04.002
extraction methods (e.g., Soxhlet, accelerated solvent extraction,and supercritical fluid extraction = SFE).
The dissolving power of pressurized hot water for hydrophobicsubstances is high and its solubility can be tuned through changesin temperature and pressure [1,4]. The diffusion of pressurized hotwater is increased by the enhancement of the internal energy ofthe molecules and the Brownian motion of the dissolved molecules.Furthermore, its viscosity, dielectric constant, and surface tensionare reduced at higher temperatures compared to water at STP. Asa result, the rate of mass transfer is accelerated and the extractiontime reduced [3].
Using the PHWE method, benzoic acid (BA) and phthalic anhy-dride (PA) were selectively extracted from solid waste samplescalled molten phthalic anhydride (MPA). Table 1 shows the com-position and the production rate of the solid waste produced in theplant, Farabi Petrochemical Co. of Iran, investigated in this work[5]. More than 65 ton PA and 9.5 ton BA as waste must be recycledper year just in this plant. Recycling of BA and PA prevents not onlyenvironmental pollution but also the loss of PA as a reactant for theproduction of dioctyl phthalate. Moreover, BA may be used in someother industries.
The supercritical fluid extractor was modified to pump water
and CO2 alternately into the extraction vessel [6–8]. Using this mod-ified SFE apparatus, we developed a PHWE method as a technique torecycle PA and BA from petrochemical wastes. We used PHWE andcentral composite design (CCD) to obtain the optimum conditionsfor semi-continuous extraction. Variables such as pressure, temper-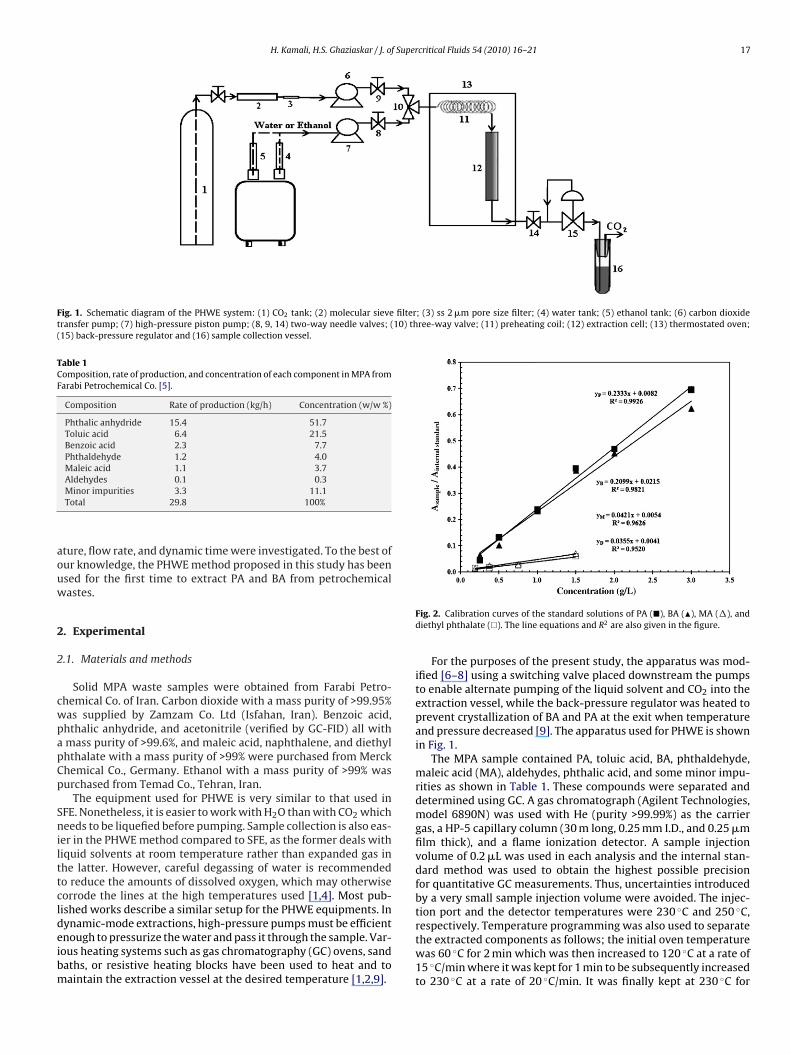
H. Kamali, H.S. Ghaziaskar / J. of Supercritical Fluids 54 (2010) 16–21 17
Fig. 1. Schematic diagram of the PHWE system: (1) CO2 tank; (2) molecular sieve filter; (3) ss 2 �m pore size filter; (4) water tank; (5) ethanol tank; (6) carbon dioxidetransfer pump; (7) high-pressure piston pump; (8, 9, 14) two-way needle valves; (10) three-way valve; (11) preheating coil; (12) extraction cell; (13) thermostated oven;(15) back-pressure regulator and (16) sample collection vessel.
Table 1Composition, rate of production, and concentration of each component in MPA fromFarabi Petrochemical Co. [5].
Composition Rate of production (kg/h) Concentration (w/w %)
Phthalic anhydride 15.4 51.7Toluic acid 6.4 21.5Benzoic acid 2.3 7.7Phthaldehyde 1.2 4.0Maleic acid 1.1 3.7Aldehydes 0.1 0.3
aouw
2
2
cwpapCp
Snilttcldeibm
Minor impurities 3.3 11.1Total 29.8 100%
ture, flow rate, and dynamic time were investigated. To the best ofur knowledge, the PHWE method proposed in this study has beensed for the first time to extract PA and BA from petrochemicalastes.
. Experimental
.1. Materials and methods
Solid MPA waste samples were obtained from Farabi Petro-hemical Co. of Iran. Carbon dioxide with a mass purity of >99.95%as supplied by Zamzam Co. Ltd (Isfahan, Iran). Benzoic acid,hthalic anhydride, and acetonitrile (verified by GC-FID) all withmass purity of >99.6%, and maleic acid, naphthalene, and diethylhthalate with a mass purity of >99% were purchased from Merckhemical Co., Germany. Ethanol with a mass purity of >99% wasurchased from Temad Co., Tehran, Iran.
The equipment used for PHWE is very similar to that used inFE. Nonetheless, it is easier to work with H2O than with CO2 whicheeds to be liquefied before pumping. Sample collection is also eas-
er in the PHWE method compared to SFE, as the former deals withiquid solvents at room temperature rather than expanded gas inhe latter. However, careful degassing of water is recommendedo reduce the amounts of dissolved oxygen, which may otherwiseorrode the lines at the high temperatures used [1,4]. Most pub-ished works describe a similar setup for the PHWE equipments. Inynamic-mode extractions, high-pressure pumps must be efficient
nough to pressurize the water and pass it through the sample. Var-ous heating systems such as gas chromatography (GC) ovens, sandaths, or resistive heating blocks have been used to heat and toaintain the extraction vessel at the desired temperature [1,2,9].Fig. 2. Calibration curves of the standard solutions of PA (�), BA (�), MA (�), anddiethyl phthalate (�). The line equations and R2 are also given in the figure.
For the purposes of the present study, the apparatus was mod-ified [6–8] using a switching valve placed downstream the pumpsto enable alternate pumping of the liquid solvent and CO2 into theextraction vessel, while the back-pressure regulator was heated toprevent crystallization of BA and PA at the exit when temperatureand pressure decreased [9]. The apparatus used for PHWE is shownin Fig. 1.
The MPA sample contained PA, toluic acid, BA, phthaldehyde,maleic acid (MA), aldehydes, phthalic acid, and some minor impu-rities as shown in Table 1. These compounds were separated anddetermined using GC. A gas chromatograph (Agilent Technologies,model 6890N) was used with He (purity >99.99%) as the carriergas, a HP-5 capillary column (30 m long, 0.25 mm I.D., and 0.25 �mfilm thick), and a flame ionization detector. A sample injectionvolume of 0.2 �L was used in each analysis and the internal stan-dard method was used to obtain the highest possible precisionfor quantitative GC measurements. Thus, uncertainties introducedby a very small sample injection volume were avoided. The injec-tion port and the detector temperatures were 230 ◦C and 250 ◦C,respectively. Temperature programming was also used to separate
the extracted components as follows; the initial oven temperaturewas 60 ◦C for 2 min which was then increased to 120 ◦C at a rate of15 ◦C/min where it was kept for 1 min to be subsequently increasedto 230 ◦C at a rate of 20 ◦C/min. It was finally kept at 230 ◦C for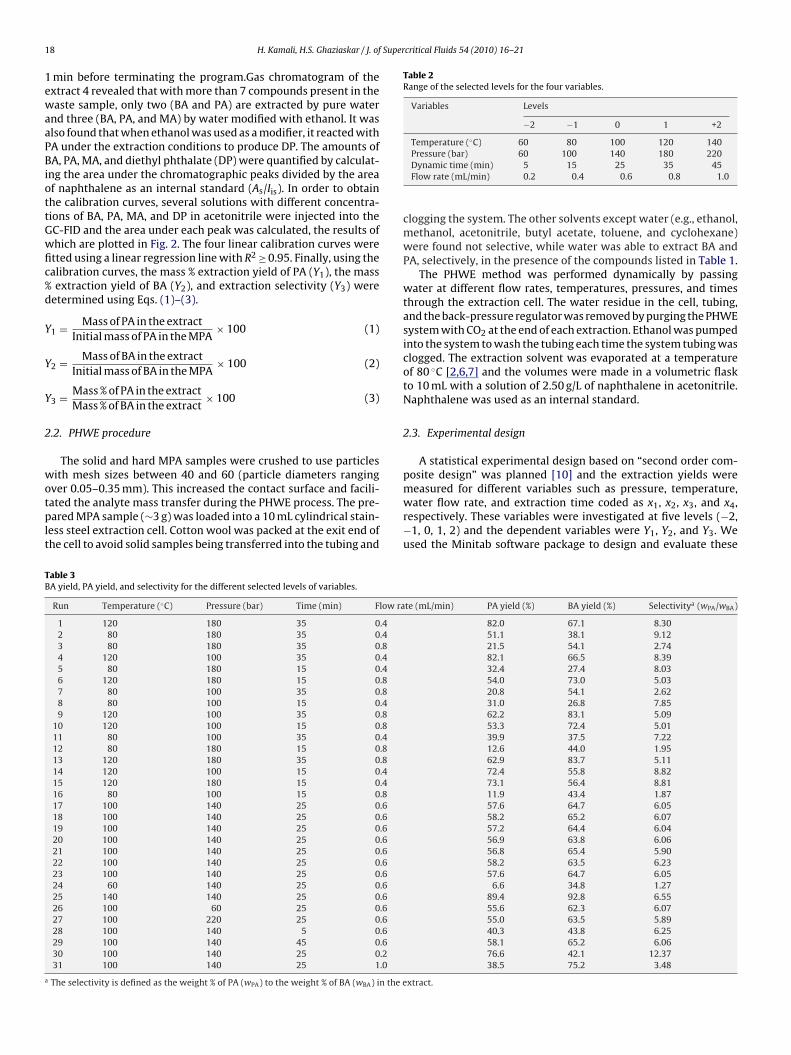
1 Supercritical Fluids 54 (2010) 16–21
1ewaaPBiottGwfic%d
Y
Y
Y
2
wotplt
Table 2Range of the selected levels for the four variables.
Variables Levels
−2 −1 0 1 +2
Temperature (◦C) 60 80 100 120 140
TB
a
8 H. Kamali, H.S. Ghaziaskar / J. of
min before terminating the program.Gas chromatogram of thextract 4 revealed that with more than 7 compounds present in theaste sample, only two (BA and PA) are extracted by pure water
nd three (BA, PA, and MA) by water modified with ethanol. It waslso found that when ethanol was used as a modifier, it reacted withA under the extraction conditions to produce DP. The amounts ofA, PA, MA, and diethyl phthalate (DP) were quantified by calculat-
ng the area under the chromatographic peaks divided by the areaf naphthalene as an internal standard (As/Iis). In order to obtainhe calibration curves, several solutions with different concentra-ions of BA, PA, MA, and DP in acetonitrile were injected into theC-FID and the area under each peak was calculated, the results ofhich are plotted in Fig. 2. The four linear calibration curves weretted using a linear regression line with R2 ≥ 0.95. Finally, using thealibration curves, the mass % extraction yield of PA (Y1), the massextraction yield of BA (Y2), and extraction selectivity (Y3) were
etermined using Eqs. (1)–(3).
1 = Mass of PA in the extractInitial mass of PA in the MPA
× 100 (1)
2 = Mass of BA in the extractInitial mass of BA in the MPA
× 100 (2)
3 = Mass % of PA in the extractMass % of BA in the extract
× 100 (3)
.2. PHWE procedure
The solid and hard MPA samples were crushed to use particlesith mesh sizes between 40 and 60 (particle diameters ranging
ver 0.05–0.35 mm). This increased the contact surface and facili-ated the analyte mass transfer during the PHWE process. The pre-ared MPA sample (∼3 g) was loaded into a 10 mL cylindrical stain-
ess steel extraction cell. Cotton wool was packed at the exit end ofhe cell to avoid solid samples being transferred into the tubing and
able 3A yield, PA yield, and selectivity for the different selected levels of variables.
Run Temperature (◦C) Pressure (bar) Time (min) Flow ra
1 120 180 35 0.42 80 180 35 0.43 80 180 35 0.84 120 100 35 0.45 80 180 15 0.46 120 180 15 0.87 80 100 35 0.88 80 100 15 0.49 120 100 35 0.8
10 120 100 15 0.811 80 100 35 0.412 80 180 15 0.813 120 180 35 0.814 120 100 15 0.415 120 180 15 0.416 80 100 15 0.817 100 140 25 0.618 100 140 25 0.619 100 140 25 0.620 100 140 25 0.621 100 140 25 0.622 100 140 25 0.623 100 140 25 0.624 60 140 25 0.625 140 140 25 0.626 100 60 25 0.627 100 220 25 0.628 100 140 5 0.629 100 140 45 0.630 100 140 25 0.231 100 140 25 1.0
The selectivity is defined as the weight % of PA (wPA) to the weight % of BA (wBA) in the e
Pressure (bar) 60 100 140 180 220Dynamic time (min) 5 15 25 35 45Flow rate (mL/min) 0.2 0.4 0.6 0.8 1.0
clogging the system. The other solvents except water (e.g., ethanol,methanol, acetonitrile, butyl acetate, toluene, and cyclohexane)were found not selective, while water was able to extract BA andPA, selectively, in the presence of the compounds listed in Table 1.
The PHWE method was performed dynamically by passingwater at different flow rates, temperatures, pressures, and timesthrough the extraction cell. The water residue in the cell, tubing,and the back-pressure regulator was removed by purging the PHWEsystem with CO2 at the end of each extraction. Ethanol was pumpedinto the system to wash the tubing each time the system tubing wasclogged. The extraction solvent was evaporated at a temperatureof 80 ◦C [2,6,7] and the volumes were made in a volumetric flaskto 10 mL with a solution of 2.50 g/L of naphthalene in acetonitrile.Naphthalene was used as an internal standard.
2.3. Experimental design
A statistical experimental design based on “second order com-posite design” was planned [10] and the extraction yields weremeasured for different variables such as pressure, temperature,
water flow rate, and extraction time coded as x1, x2, x3, and x4,respectively. These variables were investigated at five levels (−2,−1, 0, 1, 2) and the dependent variables were Y1, Y2, and Y3. Weused the Minitab software package to design and evaluate thesete (mL/min) PA yield (%) BA yield (%) Selectivitya (wPA/wBA)
82.0 67.1 8.3051.1 38.1 9.1221.5 54.1 2.7482.1 66.5 8.3932.4 27.4 8.0354.0 73.0 5.0320.8 54.1 2.6231.0 26.8 7.8562.2 83.1 5.0953.3 72.4 5.0139.9 37.5 7.2212.6 44.0 1.9562.9 83.7 5.1172.4 55.8 8.8273.1 56.4 8.8111.9 43.4 1.8757.6 64.7 6.0558.2 65.2 6.0757.2 64.4 6.0456.9 63.8 6.0656.8 65.4 5.9058.2 63.5 6.2357.6 64.7 6.05
6.6 34.8 1.2789.4 92.8 6.5555.6 62.3 6.0755.0 63.5 5.8940.3 43.8 6.2558.1 65.2 6.0676.6 42.1 12.3738.5 75.2 3.48
xtract.
f Supercritical Fluids 54 (2010) 16–21 19
fiatf
Y
wˇ
X
˛
3
3
tr1oFhTi
dv
Y
Y
Y
wdswofiyTsteTB9Ta
ascfis
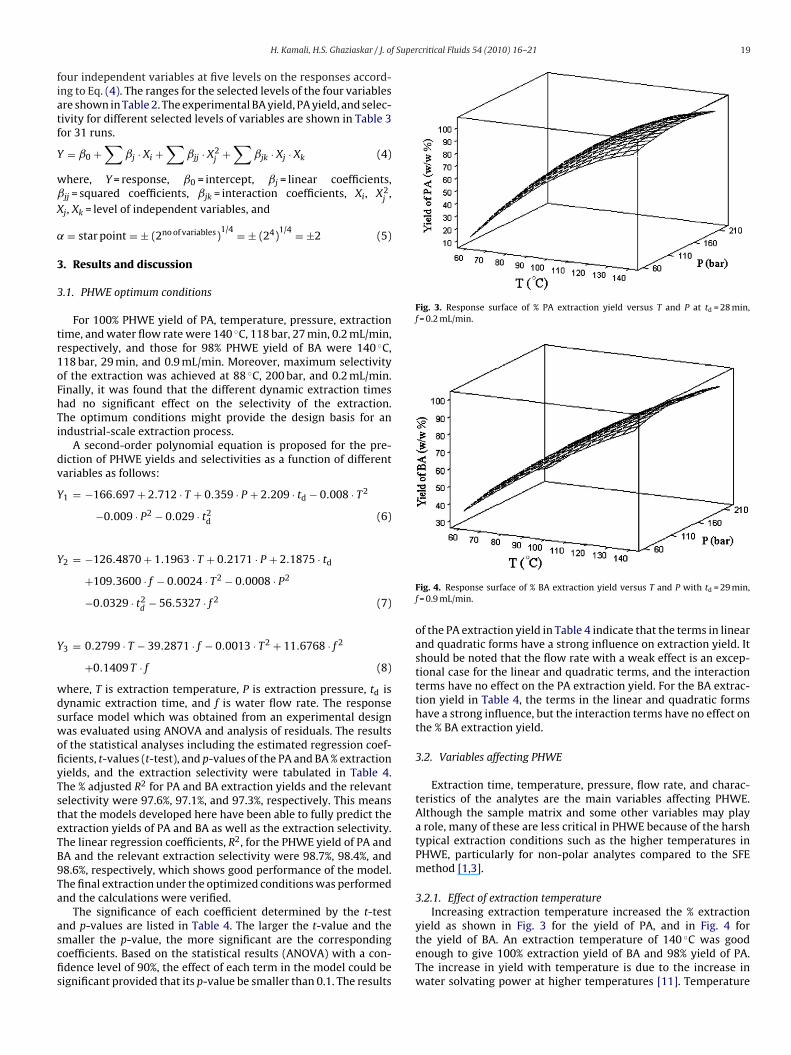
Fig. 3. Response surface of % PA extraction yield versus T and P at td = 28 min,f = 0.2 mL/min.
H. Kamali, H.S. Ghaziaskar / J. o
our independent variables at five levels on the responses accord-ng to Eq. (4). The ranges for the selected levels of the four variablesre shown in Table 2. The experimental BA yield, PA yield, and selec-ivity for different selected levels of variables are shown in Table 3or 31 runs.
= ˇ0 +∑
ˇj · Xi +∑
ˇjj · X2j +
∑ˇjk · Xj · Xk (4)
here, Y = response, ˇ0 = intercept, ˇj = linear coefficients,jj = squared coefficients, ˇjk = interaction coefficients, Xi, X2
j,
j, Xk = level of independent variables, and
= star point = ± (2no of variables)1/4 = ± (24)
1/4 = ±2 (5)
. Results and discussion
.1. PHWE optimum conditions
For 100% PHWE yield of PA, temperature, pressure, extractionime, and water flow rate were 140 ◦C, 118 bar, 27 min, 0.2 mL/min,espectively, and those for 98% PHWE yield of BA were 140 ◦C,18 bar, 29 min, and 0.9 mL/min. Moreover, maximum selectivityf the extraction was achieved at 88 ◦C, 200 bar, and 0.2 mL/min.inally, it was found that the different dynamic extraction timesad no significant effect on the selectivity of the extraction.he optimum conditions might provide the design basis for anndustrial-scale extraction process.
A second-order polynomial equation is proposed for the pre-iction of PHWE yields and selectivities as a function of differentariables as follows:
1 = −166.697 + 2.712 · T + 0.359 · P + 2.209 · td − 0.008 · T2
−0.009 · P2 − 0.029 · t2d (6)
2 = −126.4870 + 1.1963 · T + 0.2171 · P + 2.1875 · td
+109.3600 · f − 0.0024 · T2 − 0.0008 · P2
−0.0329 · t2d − 56.5327 · f 2 (7)
3 = 0.2799 · T − 39.2871 · f − 0.0013 · T2 + 11.6768 · f 2
+0.1409 T · f (8)
here, T is extraction temperature, P is extraction pressure, td isynamic extraction time, and f is water flow rate. The responseurface model which was obtained from an experimental designas evaluated using ANOVA and analysis of residuals. The results
f the statistical analyses including the estimated regression coef-cients, t-values (t-test), and p-values of the PA and BA % extractionields, and the extraction selectivity were tabulated in Table 4.he % adjusted R2 for PA and BA extraction yields and the relevantelectivity were 97.6%, 97.1%, and 97.3%, respectively. This meanshat the models developed here have been able to fully predict thextraction yields of PA and BA as well as the extraction selectivity.he linear regression coefficients, R2, for the PHWE yield of PA andA and the relevant extraction selectivity were 98.7%, 98.4%, and8.6%, respectively, which shows good performance of the model.he final extraction under the optimized conditions was performednd the calculations were verified.
The significance of each coefficient determined by the t-test
nd p-values are listed in Table 4. The larger the t-value and themaller the p-value, the more significant are the correspondingoefficients. Based on the statistical results (ANOVA) with a con-dence level of 90%, the effect of each term in the model could beignificant provided that its p-value be smaller than 0.1. The resultsFig. 4. Response surface of % BA extraction yield versus T and P with td = 29 min,f = 0.9 mL/min.
of the PA extraction yield in Table 4 indicate that the terms in linearand quadratic forms have a strong influence on extraction yield. Itshould be noted that the flow rate with a weak effect is an excep-tional case for the linear and quadratic terms, and the interactionterms have no effect on the PA extraction yield. For the BA extrac-tion yield in Table 4, the terms in the linear and quadratic formshave a strong influence, but the interaction terms have no effect onthe % BA extraction yield.
3.2. Variables affecting PHWE
Extraction time, temperature, pressure, flow rate, and charac-teristics of the analytes are the main variables affecting PHWE.Although the sample matrix and some other variables may playa role, many of these are less critical in PHWE because of the harshtypical extraction conditions such as the higher temperatures inPHWE, particularly for non-polar analytes compared to the SFEmethod [1,3].
3.2.1. Effect of extraction temperatureIncreasing extraction temperature increased the % extraction
yield as shown in Fig. 3 for the yield of PA, and in Fig. 4 forthe yield of BA. An extraction temperature of 140 ◦C was goodenough to give 100% extraction yield of BA and 98% yield of PA.The increase in yield with temperature is due to the increase inwater solvating power at higher temperatures [11]. Temperature
20 H. Kamali, H.S. Ghaziaskar / J. of Supercritical Fluids 54 (2010) 16–21
Table 4Regression coefficients, t-test, and significant p-values for the model estimated using Minitab software.
Term PA yield BA yield Selectivity
t-Value p-Value t-Value p-Value t-Value p-Value
Constant −5.202 0.000 −4.675 0.000 0.744 0.467T (◦C) 7.192 0.000 3.758 0.002 6.173 0.000P (bar) 2.113 0.051 1.514 0.150 1.228 0.237td (min) 3.444 0.003 4.038 0.001 0.007 0.995f (mL/min) −0.703 0.492 3.929 0.001 −9.910 0.000T2 (◦C)2 −5.183 0.000 −1.876 0.079 −7.260 0.000P2 (bar)2 −2.195 0.043 −2.309 0.035 −0.268 0.792t2d
(min)2 −4.675 0.000 −6.353 0.000 0.337 0.740f2 (mL/min)2 −1.281 0.219 −4.355 0.000 6.315 0.000T (◦C) × P (bar) −0.912 0.375 0.054 0.958 −1.449 0.167T (◦C) × td (min) −0.684 0.504 0.054 0.958 −1.731 0.103
2 ◦ 2 0.054 0.958 5.699 0.000−0.054 0.958 1.039 0.314−0.054 0.958 −1.111 0.283−0.054 0.958 1.348 0.197
ithiaiop[(ahdastbTapw
3
edFiivyiimot
3
3Ttdstot
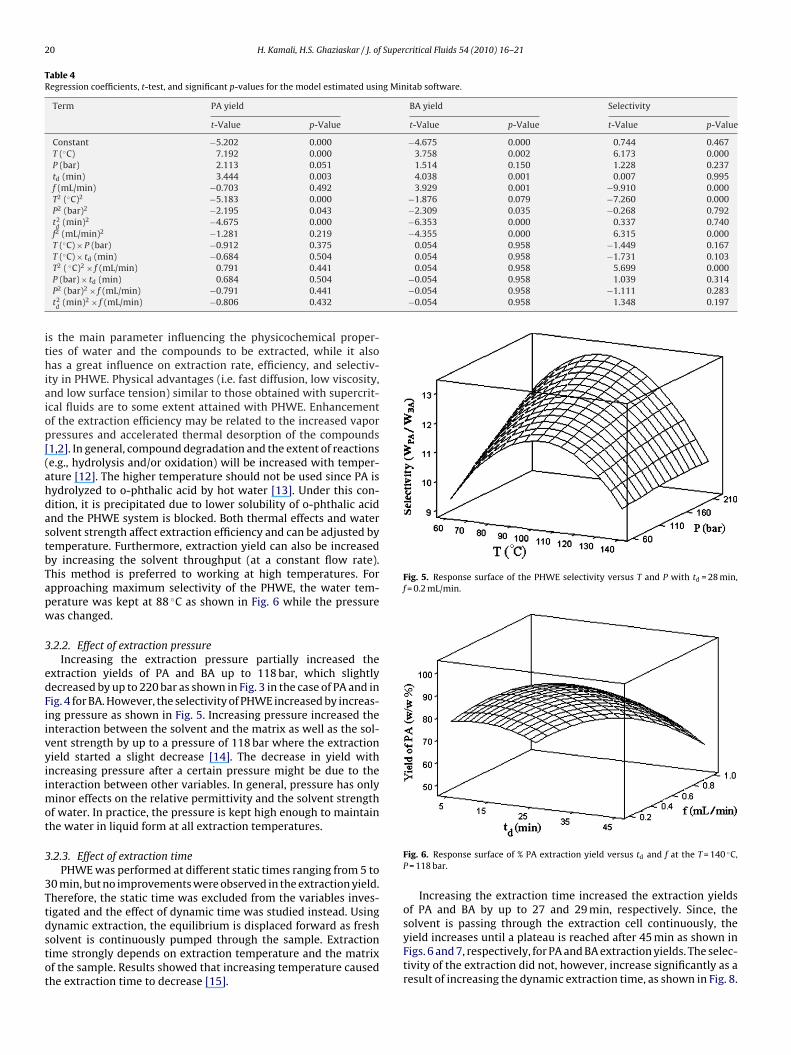
Fig. 5. Response surface of the PHWE selectivity versus T and P with td = 28 min,f = 0.2 mL/min.
T ( C) × f (mL/min) 0.791 0.441P (bar) × td (min) 0.684 0.504P2 (bar)2 × f (mL/min) −0.791 0.441t2d
(min)2 × f (mL/min) −0.806 0.432
s the main parameter influencing the physicochemical proper-ies of water and the compounds to be extracted, while it alsoas a great influence on extraction rate, efficiency, and selectiv-
ty in PHWE. Physical advantages (i.e. fast diffusion, low viscosity,nd low surface tension) similar to those obtained with supercrit-cal fluids are to some extent attained with PHWE. Enhancementf the extraction efficiency may be related to the increased vaporressures and accelerated thermal desorption of the compounds1,2]. In general, compound degradation and the extent of reactionse.g., hydrolysis and/or oxidation) will be increased with temper-ture [12]. The higher temperature should not be used since PA isydrolyzed to o-phthalic acid by hot water [13]. Under this con-ition, it is precipitated due to lower solubility of o-phthalic acidnd the PHWE system is blocked. Both thermal effects and waterolvent strength affect extraction efficiency and can be adjusted byemperature. Furthermore, extraction yield can also be increasedy increasing the solvent throughput (at a constant flow rate).his method is preferred to working at high temperatures. Forpproaching maximum selectivity of the PHWE, the water tem-erature was kept at 88 ◦C as shown in Fig. 6 while the pressureas changed.
.2.2. Effect of extraction pressureIncreasing the extraction pressure partially increased the
xtraction yields of PA and BA up to 118 bar, which slightlyecreased by up to 220 bar as shown in Fig. 3 in the case of PA and inig. 4 for BA. However, the selectivity of PHWE increased by increas-ng pressure as shown in Fig. 5. Increasing pressure increased thenteraction between the solvent and the matrix as well as the sol-ent strength by up to a pressure of 118 bar where the extractionield started a slight decrease [14]. The decrease in yield withncreasing pressure after a certain pressure might be due to thenteraction between other variables. In general, pressure has only
inor effects on the relative permittivity and the solvent strengthf water. In practice, the pressure is kept high enough to maintainhe water in liquid form at all extraction temperatures.
.2.3. Effect of extraction timePHWE was performed at different static times ranging from 5 to
0 min, but no improvements were observed in the extraction yield.herefore, the static time was excluded from the variables inves-igated and the effect of dynamic time was studied instead. Using
ynamic extraction, the equilibrium is displaced forward as fresholvent is continuously pumped through the sample. Extractionime strongly depends on extraction temperature and the matrixf the sample. Results showed that increasing temperature causedhe extraction time to decrease [15].Fig. 6. Response surface of % PA extraction yield versus td and f at the T = 140 ◦C,P = 118 bar.
Increasing the extraction time increased the extraction yieldsof PA and BA by up to 27 and 29 min, respectively. Since, the
solvent is passing through the extraction cell continuously, theyield increases until a plateau is reached after 45 min as shown inFigs. 6 and 7, respectively, for PA and BA extraction yields. The selec-tivity of the extraction did not, however, increase significantly as aresult of increasing the dynamic extraction time, as shown in Fig. 8.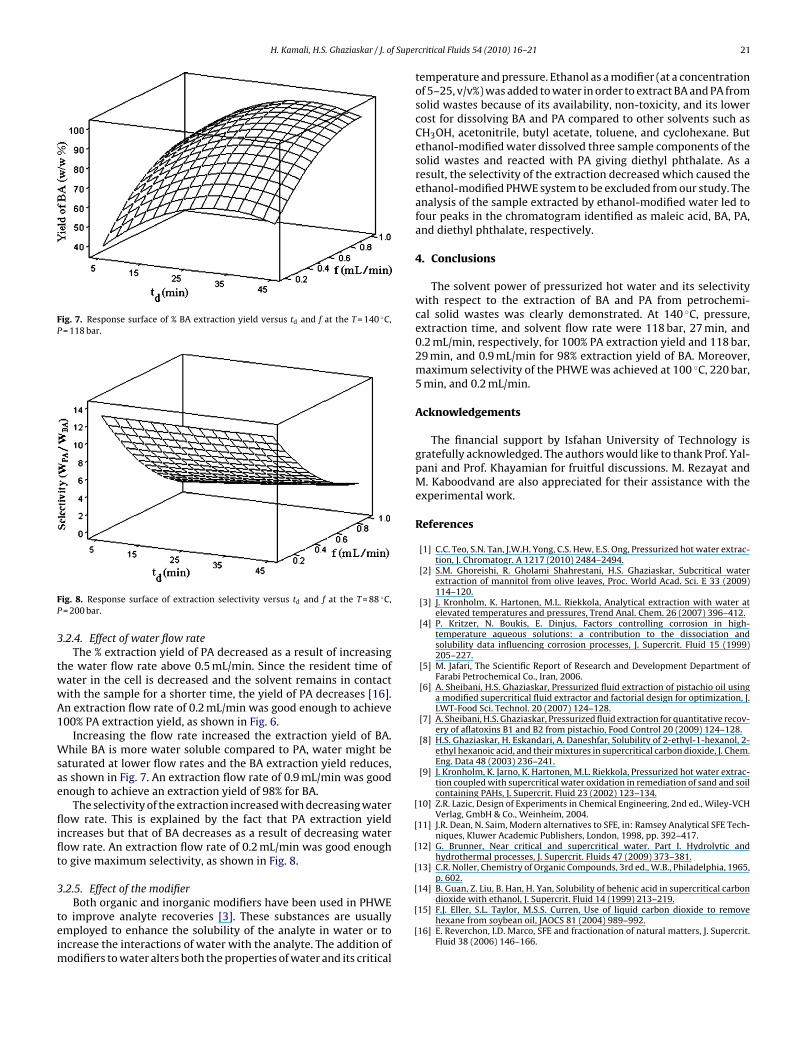
H. Kamali, H.S. Ghaziaskar / J. of Super
Fig. 7. Response surface of % BA extraction yield versus td and f at the T = 140 ◦C,P = 118 bar.
FP
3
twwA1
Wsae
fliflt
3
teim
[
[
[
[
[14] B. Guan, Z. Liu, B. Han, H. Yan, Solubility of behenic acid in supercritical carbon
ig. 8. Response surface of extraction selectivity versus td and f at the T = 88 ◦C,= 200 bar.
.2.4. Effect of water flow rateThe % extraction yield of PA decreased as a result of increasing
he water flow rate above 0.5 mL/min. Since the resident time ofater in the cell is decreased and the solvent remains in contactith the sample for a shorter time, the yield of PA decreases [16].n extraction flow rate of 0.2 mL/min was good enough to achieve00% PA extraction yield, as shown in Fig. 6.
Increasing the flow rate increased the extraction yield of BA.hile BA is more water soluble compared to PA, water might be
aturated at lower flow rates and the BA extraction yield reduces,s shown in Fig. 7. An extraction flow rate of 0.9 mL/min was goodnough to achieve an extraction yield of 98% for BA.
The selectivity of the extraction increased with decreasing waterow rate. This is explained by the fact that PA extraction yield
ncreases but that of BA decreases as a result of decreasing waterow rate. An extraction flow rate of 0.2 mL/min was good enougho give maximum selectivity, as shown in Fig. 8.
.2.5. Effect of the modifier
Both organic and inorganic modifiers have been used in PHWEo improve analyte recoveries [3]. These substances are usuallymployed to enhance the solubility of the analyte in water or toncrease the interactions of water with the analyte. The addition of
odifiers to water alters both the properties of water and its critical
[
[
critical Fluids 54 (2010) 16–21 21
temperature and pressure. Ethanol as a modifier (at a concentrationof 5–25, v/v%) was added to water in order to extract BA and PA fromsolid wastes because of its availability, non-toxicity, and its lowercost for dissolving BA and PA compared to other solvents such asCH3OH, acetonitrile, butyl acetate, toluene, and cyclohexane. Butethanol-modified water dissolved three sample components of thesolid wastes and reacted with PA giving diethyl phthalate. As aresult, the selectivity of the extraction decreased which caused theethanol-modified PHWE system to be excluded from our study. Theanalysis of the sample extracted by ethanol-modified water led tofour peaks in the chromatogram identified as maleic acid, BA, PA,and diethyl phthalate, respectively.
4. Conclusions
The solvent power of pressurized hot water and its selectivitywith respect to the extraction of BA and PA from petrochemi-cal solid wastes was clearly demonstrated. At 140 ◦C, pressure,extraction time, and solvent flow rate were 118 bar, 27 min, and0.2 mL/min, respectively, for 100% PA extraction yield and 118 bar,29 min, and 0.9 mL/min for 98% extraction yield of BA. Moreover,maximum selectivity of the PHWE was achieved at 100 ◦C, 220 bar,5 min, and 0.2 mL/min.
Acknowledgements
The financial support by Isfahan University of Technology isgratefully acknowledged. The authors would like to thank Prof. Yal-pani and Prof. Khayamian for fruitful discussions. M. Rezayat andM. Kaboodvand are also appreciated for their assistance with theexperimental work.
References
[1] C.C. Teo, S.N. Tan, J.W.H. Yong, C.S. Hew, E.S. Ong, Pressurized hot water extrac-tion, J. Chromatogr. A 1217 (2010) 2484–2494.
[2] S.M. Ghoreishi, R. Gholami Shahrestani, H.S. Ghaziaskar, Subcritical waterextraction of mannitol from olive leaves, Proc. World Acad. Sci. E 33 (2009)114–120.
[3] J. Kronholm, K. Hartonen, M.L. Riekkola, Analytical extraction with water atelevated temperatures and pressures, Trend Anal. Chem. 26 (2007) 396–412.
[4] P. Kritzer, N. Boukis, E. Dinjus, Factors controlling corrosion in high-temperature aqueous solutions: a contribution to the dissociation andsolubility data influencing corrosion processes, J. Supercrit. Fluid 15 (1999)205–227.
[5] M. Jafari, The Scientific Report of Research and Development Department ofFarabi Petrochemical Co., Iran, 2006.
[6] A. Sheibani, H.S. Ghaziaskar, Pressurized fluid extraction of pistachio oil usinga modified supercritical fluid extractor and factorial design for optimization, J.LWT-Food Sci. Technol. 20 (2007) 124–128.
[7] A. Sheibani, H.S. Ghaziaskar, Pressurized fluid extraction for quantitative recov-ery of aflatoxins B1 and B2 from pistachio, Food Control 20 (2009) 124–128.
[8] H.S. Ghaziaskar, H. Eskandari, A. Daneshfar, Solubility of 2-ethyl-1-hexanol, 2-ethyl hexanoic acid, and their mixtures in supercritical carbon dioxide, J. Chem.Eng. Data 48 (2003) 236–241.
[9] J. Kronholm, K. Jarno, K. Hartonen, M.L. Riekkola, Pressurized hot water extrac-tion coupled with supercritical water oxidation in remediation of sand and soilcontaining PAHs, J. Supercrit. Fluid 23 (2002) 123–134.
10] Z.R. Lazic, Design of Experiments in Chemical Engineering, 2nd ed., Wiley-VCHVerlag, GmbH & Co., Weinheim, 2004.
11] J.R. Dean, N. Saim, Modern alternatives to SFE, in: Ramsey Analytical SFE Tech-niques, Kluwer Academic Publishers, London, 1998, pp. 392–417.
12] G. Brunner, Near critical and supercritical water. Part I. Hydrolytic andhydrothermal processes, J. Supercrit. Fluids 47 (2009) 373–381.
13] C.R. Noller, Chemistry of Organic Compounds, 3rd ed., W.B., Philadelphia, 1965,p. 602.
dioxide with ethanol, J. Supercrit. Fluid 14 (1999) 213–219.15] F.J. Eller, S.L. Taylor, M.S.S. Curren, Use of liquid carbon dioxide to remove
hexane from soybean oil, JAOCS 81 (2004) 989–992.16] E. Reverchon, I.D. Marco, SFE and fractionation of natural matters, J. Supercrit.
Fluid 38 (2006) 146–166.