mitsubishi cnc
TRANSCRIPT
MITSUBISHI CNC
三菱數值控制裝置
64/65/66
異警/參數說明書
BNP-B2201B (TW)
台灣三菱電機股份有限公司
前 言
本說明書是使用MELDAS 64/65/66 裝置所需的警示/參數指南。
本說明書是設想您的機器具備 MELDAS 64/65/66 裝置全部功能而擬訂的,但在 NC裝置上,
不一定附加有全部任選機能。因此,在進行操作之前,務請先參考機器製造廠提供的規格說明書,
確認您的機器具有的功能。
關於閱讀本說明書的注意事項
(1) 本說明書從NC角度闡述一般參數。
有關各工作機械的說明,請參閱機器製造廠出版的說明書。如果有關“限制事項”和允許條件
“,本說明書與機器製造廠說明書有矛盾時,則以機器製造廠說明書為準。
(2) 本說明書力求包括盡可能多的內容,甚至包括專門操作的敘述。本說明書中沒有涉及的操作應被
認為是不可能進行的。
注意
如果本說明書中關於“限制事項”和“允許條件”的說明與機器製造商的操作指南中的說明有
衝突,則以後者的說明為準。
本說明書中未加說明的操作應當認為是不可能的。
本說明書是假定您的機器是配備了全部選項的操作機能的情形來編寫的。在著手操作機器前,請
參考機器製造商所提供的規格,確認您的機器可使用的機能。
在某些型號的NC系統中,畫面上所出現的圖像可能會有不同,這樣機器的操作方式也就不同或
者某些機能就不能實現。
! !
!
!
!
!
!
!
注 意
1. 關於產品和操作說明書的注意事項
如果本說明書中關于“限制”和“允許條件”的說明與機器製造商的操作指南中的說明有
衝突,則以後 者為準。
本說明書中未加說明的操作應當認為是不可能的。
本說明書是按假定您的機器是配備了全部選項的操作機能的情形來編寫的。在著手操作機器
前,請參考 機器製造商所提供的規格,確認您的機器可使用的機能。
在某些型號的NC系統中,畫面上所出現的圖像可能會有不同,這樣機器的操作方式也就不
同或者某些機能就不能實現。
!
!
關於安全的注意事項
在安裝、操作、設定程式、維修和檢查之前請仔細閱讀機器製造商的規格說明、本使用說明書、
有關的操作說明書和其他的輔助文件。只有在您完全理解了這一系統,您自己熟悉了安全操作步驟
以後才能操作NC機器。
本使用說明中把警示性的項目分為三個層次︰危險、異警和注意。
不適當的操作可能立即會危及操作者的生命,或使操作者受到嚴重的傷害。
不適當的操作可能立即會危及操作者的生命,或使操作者受到嚴重的傷害。
不適當的操作可能會傷害操作者,或損害他們的財產。
即使是以「注意」所標識的項目,在某些情況下也可能會引起嚴重的問題。所有這三種警示性
的符號包括很重要的一些因素,因此需要絕對認真地注意這些有關警示的注意事項。
危 險
本說明書沒有提供說明。
!
危 險 !
異 警 !
注 意 !
異 警
本說明書也沒有提供說明。
!
目 錄
I. 異警說明
1. 異警表..............................................................................................................................................................1-1
1.1 操作異警....................................................................................................................................................1-1
1.2 停止碼.........................................................................................................................................................1-6
1.3 伺服異警..................................................................................................................................................1-11
1.4 主軸異警..................................................................................................................................................1-20
1.5 MCP異警..................................................................................................................................................1-24
1.6 系統異警..................................................................................................................................................1-26
1.7 絕對位置檢測系統異警.......................................................................................................................1-30
1.8 緊急停止期間訊息................................................................................................................................1-33
1.9 輔助軸異警..............................................................................................................................................1-35
1.10 電腦連線錯誤.........................................................................................................................................1-41
2. CRT設定顯示單元上的操作訊息.............................................................................................................2-1
2.1 操作錯誤....................................................................................................................................................2-1
2.2 操作訊息..................................................................................................................................................2-10
2.2.1 有關呼叫和運轉.........................................................................................................................2-10
2.2.2 有關MDI/編輯.............................................................................................................................2-11
2.2.3 有關資料輸入/輸出...................................................................................................................2-12
2.2.4 有關S類比輸出調整................................................................................................................2-14
2.2.5 輔助軸的相關訊息....................................................................................................................2-14
2.2.6 其他...............................................................................................................................................2-15
3 程式異警..........................................................................................................................................................3-1
II 參數說明
1. 畫面結構..........................................................................................................................................................1-1
1.1 畫面變換圖................................................................................................................................................1-1
2. 加工參數..........................................................................................................................................................2-1
2.1 加工參數....................................................................................................................................................2-1
2.2 控制參數....................................................................................................................................................2-5
2.3 軸參數.........................................................................................................................................................2-6
2.4 禁區資料....................................................................................................................................................2-7
3. 輸出入用參數.................................................................................................................................................3-1
3.1 輸出入基本參數.......................................................................................................................................3-1
3.2 輸出入裝置參數.......................................................................................................................................3-2
3.3 電腦連線參數...........................................................................................................................................3-4
4. 準備參數..........................................................................................................................................................4-1
5. 基本規格參數.................................................................................................................................................5-1
6. 軸規格參數.....................................................................................................................................................6-1
6.1 軸規格參數................................................................................................................................................6-1
6.2 原點復歸參數...........................................................................................................................................6-7
6.3 絕對位置參數.........................................................................................................................................6-10
6.4 軸規格參數2...........................................................................................................................................6-12
7. 伺服參數..........................................................................................................................................................7-1
7.1 伺服參數 (SVJ2).......................................................................................................................................7-1
7.2 伺服參數 (V1/V2)..................................................................................................................................7-18
7.3 MDS-C1-V1伺服驅動器簡介...............................................................................................................7-60
7.4 附加說明..................................................................................................................................................7-63
8. 主軸參數..........................................................................................................................................................8-1
8.1 主軸NC參數............................................................................................................................................8-1
8.2 主軸參數 (SPJ2).......................................................................................................................................8-4
8.3 主軸參數 (SP).........................................................................................................................................8-25
8.4 補充說明 (SP).........................................................................................................................................8-51
9. 機械誤差補正.................................................................................................................................................9-1
9.1 機能概要....................................................................................................................................................9-1
9.2 補正資料的設定方式..............................................................................................................................9-4
9.3 基準軸為直線軸的設定例.....................................................................................................................9-5
9.4 基準軸為回轉軸時..................................................................................................................................9-7
10. PLC常數........................................................................................................................................................10-1
10.1 PLC定時器..............................................................................................................................................10-1
10.2 PLC計數器..............................................................................................................................................10-1
10.3 PLC常數...................................................................................................................................................10-2
10.4 選擇PLC位元.........................................................................................................................................10-2
11. 巨程式一覽表...............................................................................................................................................11-1
12. 位置開關........................................................................................................................................................12-1
12.1 機能...........................................................................................................................................................12-1
12.2 取消位置開關.........................................................................................................................................12-3
13. 輔助軸參數...................................................................................................................................................13-1
I. 異 警 說 明
1-1
1. 異警表
1.1 操作異警
(在畫面上用黑體字顯示異警訊息)
M01 操作錯誤 在操作期間由於操作員的不正確操作引起的異警以及機械故障的異
警都會被顯示。
錯誤號碼 錯誤說明 對策
0001 DOG OVERRUN(擋塊超越極限)
當執行原點復歸時,原點擋塊檢測極限開
關不停止在擋塊上而是越過擋塊。
‧增加原點擋塊長度。
‧減小參考點復歸速度。
0002 Z-AX NO CRSS(Z相無通過)
電源接通後在首次參考點復歸期間有一
軸沒有通過Z相信號。
‧在參考點的反方向將檢出器移動一轉或更
多,然後重新作參考點復歸。
0003 INVALID RET(無效復歸)
當手動復歸參考點時,復歸方向與用軸選
擇鍵選擇的軸運動方向不一致。
‧軸選擇鍵的+或-方向的選擇不正確,這
個錯誤可用以正確方向進給軸的方法解
決。
0004 EXT INTRLK(外部互鎖)
外部互鎖機能有效(輸入信號為
“OFF”),且有一軸進入互鎖狀態。
‧當互鎖機能有效時,在重新開始運行前應
將互鎖機能釋放。
‧檢查機械側的PLC動作。
‧ 檢查互鎖信號線是否有破損。
0005 INTRL INTRLK(內部互鎖)
進入內部互鎖狀態,絕對位置檢出器的軸
已被移動。
對於手動/自動同時有效的軸,指令是從
自動模式所發出的。
‧伺服OFF機能有效,請解除伺服OFF機
能。
‧可能被移動的軸已經被指令移動,因此完
成正確操作。
‧與手動跳躍接通方向相一致的指令已經動
作,因此完成正確操作。
‧在手動/自動同時模式期間,在自動模式
指令的軸成為手動操作軸。關閉動作軸的
手動/自動有效之信號。
‧再次接通電源,並完成絕對位置初期化。
1. 異警表 1.1 操作異警
1-2
錯誤號碼 錯誤說明 對策
0006 H/W STRK END(超過硬體行程極限)
過行程極限機能有效(輸入信號為“OFF”
時),且其中有一軸處於超過行程極限的狀
態。
‧利用過行程極限解除開關,將異警一時解
除.然後用手動模式將機械往反方向慢
移動,直到離開硬體極限位置。
‧ 檢查行程結束信號線是否破損。
‧檢查極限開關是否有故障。
0007 S/W STRK END(超過軟體行程極限)
記憶式行程極限I, II, II B, 或IB機能有效。
‧ 當機械在行程終點時用手動將它移開。
‧如記憶式行程極限參數設定不正確,則
進行修正。
0008 有超過夾頭/尾座禁區保護行程的軸向.
夾頭/尾座禁區保護機能有效後軸向停止,
軸進入行程終端狀態。
‧用重置開關將異警重置,然後朝相反方
向移動機械。
0009 參考點復歸號碼不正確
在第1參考點復歸未完成之前又執行第2參
考點原點復歸。
‧執行第1參考點復歸結束後,再進行第2
參考點復歸。
0020 參考點複歸不正確 座標值尚未建立之前,執行復歸至參考點。
‧執行參考點復歸。
0024 在絕對位置檢測異警期間不能進行原點復歸
在絕對位置檢測異警輸入了原點復歸信號。 ‧重置絕對位置檢測異警,然後完成絕對
原點復歸。
0025 在原點初期化期間不能進行原點復歸
在絕對位置檢測系統原點初期化期間輸入
了原點復歸信號。
‧關閉總電源,再完成原點初期化,然後
執行原點復歸。
0051 同期誤差太大
同期控制時,主動軸和從動軸的同期誤差超
出容許值。
‧ 選擇校正模式,把其中一個軸朝減小誤
差方向移動。
‧ 增大容許值或設定為0(即核對無效)。
0101 NOT OP MODE
(沒有操作模式)
‧ 檢查輸入模式信號線是否有破損。
‧ 檢查模式選擇開關是否有故障。
‧檢查PLC程式。
0102 OVERRIDE ZERO(進給速率調整為零)
在機械操作盤上的切削進給速度百分率調
整開關設定為零。
‧ 將開關設定為不是零以便使故障解除。
‧如果開關已設定為非零值,則檢查信號
線是否短路。
‧檢查PLC程式。
1. 異警表 1.1 操作異警
1-3
錯誤號碼 錯誤說明 對策
0103 EX SPD ZRO(外部進給速度為零)
在機械操作盤上的手動進給速度開關被
設定為零,而該時機械處於手動模式或自
動模式的空跑模式(超馳模式)。
‧ 將機械操作面板上的“手動進給速度”
開關設定為非零值以使異警解除。
‧如果開關已設定為零值,檢查信號線是
否短路。
‧檢查PLC程式。
0104 F1 SPD ZRO(F1數位進給速度為零)
當F1數位進給指令開始執行時F1位數進
給速度設定為零。
‧在基本參數畫面(#1185~#1189)上設定 F1
數位進給速度正確的數值。
0105 SPINDLE STP(主軸停止)
在同期進給指令期間主軸速度為0。
‧ 使主軸旋轉。
‧ 如果不切削工件,開始空跑。
‧ 檢查主軸編碼器電纜是否破損。
‧ 檢查主軸編碼器連接器是否已連接。
‧檢查主軸編碼器脈波信號是否正常。
0106 HNDL FD NOW(手輪進給軸號碼不正確)
手輪進給指定的軸在規格中找不到或未
選擇手輪進給之軸向。
‧ 檢查手輪進給軸選擇信號線是否破損。
‧ 檢查PLC程式。
‧檢查在規格中列出的軸號。
0107 SPDL RPM EXS(主軸速度超過)
在螺紋切削指令期間主軸速度超過了軸
的箝制速度。
‧降低主軸速度的指令。
0108 無效的固定點模式進給軸號
固定點模式進給指定的軸在規格中找不
到或非法的固定點模式進給速度。
‧檢查固定點模式進給軸選擇信號線以及
固定點模式進給速度線是否破損斷線。
‧檢查固定點模式進給規格。
0109 BLK ST INTLK(單節啟動互鎖)
已輸入鎖住單節啟動的互鎖信號。
‧檢查PLC程式。
0110 CTBL ST INTLK(切削單節啟動互鎖)
切削單節開始鎖住的內部互鎖信號輸入。
‧檢查PLC程式。
0112 程式核對模式
在程式核對期間或用程式核對模式下,按
自動啟動按鈕。
‧按重置按鈕取消程式核對模式。
1. 異警表 1.1 操作異警

1-4
錯誤號碼 錯誤說明 對策
0115 RESETTING(重置)
在重置或紙帶倒帶期間按了自動啟動按
鈕。
‧當倒帶時,應等待倒帶結束,或為倒帶
停止按重置按鈕,然後再按啟動按鈕。
‧在重置期間,等待重置結束,然後按自
動啟動按鈕。
0117 PLAYBACK NOT POSSIBLE
(教導重現不能動作)
在編輯期間或是全頁(大文字)方式(9英
寸)時開啟了教導重現開關。
‧在編輯期間,按輸入鍵或前頁鍵取消此
機能,然後再接通教導重現開關。
‧設定編輯畫面(9英寸)為半頁(小文字)
方式,然後再接通教導重現開關。
0120 同期校正模式為“ON”
非手輪模式下按同期校正模式開關。
‧ 選擇手輪進給或手動進給模式。
‧ 關閉校正模式開關。
0121 無同期控制選擇
同期控制系統(暫存器 R435)設定為無
同期控制選擇。
‧暫存器R435設為零。
0124 斜軸Z補正有效時,對X軸和Z軸不可能
同時發出指令
如果 Z軸補正有效時作寸動操作和手動
原點復歸,對X軸和Z軸同時發指令,
則可假定︰補正請求和指令是各自相反
方向上的Z軸輸出。結果是X軸和Z軸
均停轉以保護機械。
‧ 取消X軸和Z軸的啟動模式。(無論手
動還是自動模式,同時發指令均可用)。
‧ 取消Z軸補正或一次僅對一軸發指令。
0160 過行程檢查範圍外側沒有設定最大速度。 ‧ 設定過行程檢查範圍外側的最大速度(基
本參數#2021out-f )。
‧ 變更過行程檢查範圍。
1005 在G114.* 中,G114.* 已經執行過 ‧ 請用G113取消。
‧ 請用主軸同期取消信號 (Y2E8:SPSYC)
取消。
(在畫面上用黑體字顯示訊息)
1. 異警表 1.1 操作異警
1. 異警表 1.1 操作異警
1-5
M90 可設定參數 在操作期間由於操作員的不正確操作引起的異警以及機械故障的異
警都會被顯示。
錯誤號碼 錯誤說明 對策
- 參數設定鎖定一時解除狀態
參數設定鎖定被解除。可設定參數但無法執
行自動運轉的狀態。
解除使用參數設定保護機能。
請參考機械廠發行的說明書或聯絡三菱人
員。
1-6
1.2 停止碼
這些碼表示一種狀態,由於某些原因該狀態引起控制器停止。(在畫面上用黑體字顯示異警訊息)
T01 自動啟動不可 它表示一種狀態,該時如企圖從停止狀態啟動它,自動操作不能啟
動。
錯誤號碼 錯誤說明 對策
0101 AX IN MOTION(軸在移動中)
當一個軸正在運動時不可能自動啟動。
‧在全部軸停止後再執行自動啟動。
0102 READY OFF
當NC未準備好時不能自動啟動。
‧別的異警產生。作詳細檢查並採取因
應對策。
0103 RESET ON
當重置信號已輸入時不可能自動啟動。
‧ 關閉 重置輸入信號。
‧檢查重置開關是否因為故障不在正常
位置上。
‧檢查PLC程式。
0104 A-OP STP SGL(自動操作停止信號“ON”)
在機械操作盤上的FEED HOLD(進給暫停)
開關為“ON”(有效)。
‧ 檢查FEED HOLD開關是否為B接點。
‧ 檢查暫停信號線是否斷裂。
‧檢查PLC程式。
0105 H/W STRK END(超過硬體行程極限的軸向)
當有一個軸處於超過硬體行程極限時不可
能自動啟動。
‧利用過行程極限解除開關,將異警一時解
除.然後用手動模式將機械往反方向慢
移動,直到離開硬體極限位置。
‧ 檢查行程終點信號線是否斷裂。
‧檢查行程終點極限開關是否有故障。
0106 S/W STRK END(超過軟體行程極限的軸向)
有一個軸處於超過記憶式行程極限時不可
能自動啟動。
‧ 用手動模式移動軸向。
‧如果軸不在終點,則詳細檢查行程極
限參數。
0107 NO OP MODE(沒有操作模式)
操作模式開關沒有選擇到自動操作模式,因
此無法執行自動啟動。
‧ 選擇自動操作模式。
‧檢查自動操作模式(記憶體、紙帶、
MDI)信號線是否有破損斷裂。
1. 異警表 1.2 停止碼
1-7
錯誤號碼 錯誤說明 對策
0108 OP MODE DUPL(操作模式重復) ‧檢查模式選擇信號線(記憶體、紙帶、
MDI)是否有短路。
‧ 檢查開關是否有故障。
‧檢查PLC程式。
0109 OP MODE SHFT(操作模式改變)
由一種自動操作模式改為另一種自動操作
模式。
‧復歸到原來的自動操作模式,並開始自
動啟動。
0110 執行紙帶呼叫
在執行紙帶呼叫時不能自動啟動。
‧在完成紙帶呼叫之後開始自動啟動。
0113 溫度異警
因為發生溫度異警 (Z53 TEMP FAULT) 不
能自動啟動。
‧ NC控制器溫度超過規定溫度。
採取適當的措施來冷卻控制器。
(冷卻風扇是否動作、週遭溫度是否過
高等)
0138 絕對位置檢測異警期間禁止啟動
在絕對位置檢測異警期間輸入了啟動信號。
‧重置絕對位置檢測異警,然後輸入啟動
信號。
0139 在原點初期化期間禁止啟動
在初期化絕對位置檢出器的原點期間輸入
了啟動信號。
‧在輸入啟動信號之前完成原點初始化。
0190 不可自動啟動
因 為 處 於 參 數 可 設 定 狀 態 ( M90
PARAMETER SET MODE ),無法自動啟動。
‧ 請參考機械廠發行的說明書。
‧ 聯絡三菱人員。
0191 不可自動啟動
於程式檔案刪除/寫入中被自動啟動。
‧請在檔案刪除/寫入完成後再自動啟
動。
1. 異警表 1.2 停止碼
1-8
T02 FEED HOLT 由於自動操作的條件進入了進給暫停狀態。
錯誤號碼 錯誤說明 對策
0201 H/W STRK END
(有超過硬體行程極限的軸向)
軸處於行程終點。
‧ 手動移動軸離開行程終點極限開關位置。
‧加工程式必須確認。
0202 S/W STRK END
(有超過軟體行程極限的軸向)
軸處於行程終點。
‧ 手動移動軸離開軟體極限位置。
‧加工程式必須確認。
0203 RESET SGNL ON(重置信號接通)
重置信號被輸入。
‧ 程式執行位置已經復歸到程式的開始位
置。
從加工程式開頭重新執行自動操作。
0204 AUTO OP STOP(自動操作停止)
FEED HOLD開關為“ON”。
‧重新按“CYCLE START”開關重新開始自
動操作。
0205 AUTO MD CHNG(自動模式改變)
在自動操作期間從一種操作模式改到
另一種模式。
‧ 復歸到原先自動操作模式,並按
“CYCLE START”開關重新開始自動操
作。
0206 加速減速時間常數太大
加速減速時間常數太大,(這個問題與
系統異警Z59同時發生)。
‧增大 #1206 G1bF參數設定值。
‧ 減小 #1207 G1btL參數設定值。
‧ 降低切削速度。
0215 絕對位置檢測異警停止
發生絕對位置檢測異警。
‧重置絕對位置檢測異警。
1. 異警表 1.2 停止碼

1-9
1-10
T03 BLOCK STOP 它表示在執行一個單節之後自動操作停止。
錯誤號碼 錯誤說明 對策
0301 SNGL BLK ON(單節接通)
操作盤上的SINGLE BLOCK開關接通。
‧將CYCLE START開關轉到ON位置可
以重新開始自動操作。
0302 使用者巨程式停止
在使用者巨程式中發出單節停止指令。
‧將CYCLE START開關轉到ON位置可
以重新開始自動操作。
0303 模式改變
自動模式改為另一種自動模式。
‧ 回到原先自動操作模式,將CYCLE
S TART開關轉到ON位置重新開始自
動操作。
0304 MDI已完成
完成MDI的最後一個單節。
‧重新設定MDI模式並將CYCLE START
開關轉到ON重新開始MDI操作。
0305 單節切削啟動互鎖
鎖住單節切削啟動的互鎖信號被輸入。
‧檢查PLC程式。
0306 單節切削啟動互鎖
鎖住單節切削啟動的互鎖信號被輸入。
‧檢查PLC程式。
0310 在程式操作期間斜Z軸的補正變更
是否在程式操作期間使斜Z軸的補正有效。
‧循環啟動開關(CYCLE START)接通
後,可以重新啟動自動操作。
1. 異警表 1.2 停止碼
1-11
T10 等待完成
(FINISH WAIT)
它表示當在自動操作沒有發生異警時的操作狀態,而且看來任何事
情都未發生。
錯誤號碼 說 明
1. 異警表 1.2 停止碼
異警號碼在下表所列每個等候模式完畢時顯示。模式取消則顯示消失。
異 警 號
門 開
暫 停
0
1 ×
8 ×
9 × ×
異 警 號
等 待 主 軸 定 向 的 完 畢
等 待 切 削 速 度 減 小
等 待 快 速 橫 動 減 速
等 待 M S T B 完 畢
0
1 ×
2 ×
3 × ×
4 ×
5 × ×
6 × ×
7 × × ×
8 ×
9 × ×
A × ×
B × × ×
C × ×
D × × ×
E × × ×
F × × × ×
0 0 H H
00 --
註︰門開異警︰此模式因門互鎖機能的使用後而有
效。
1-12
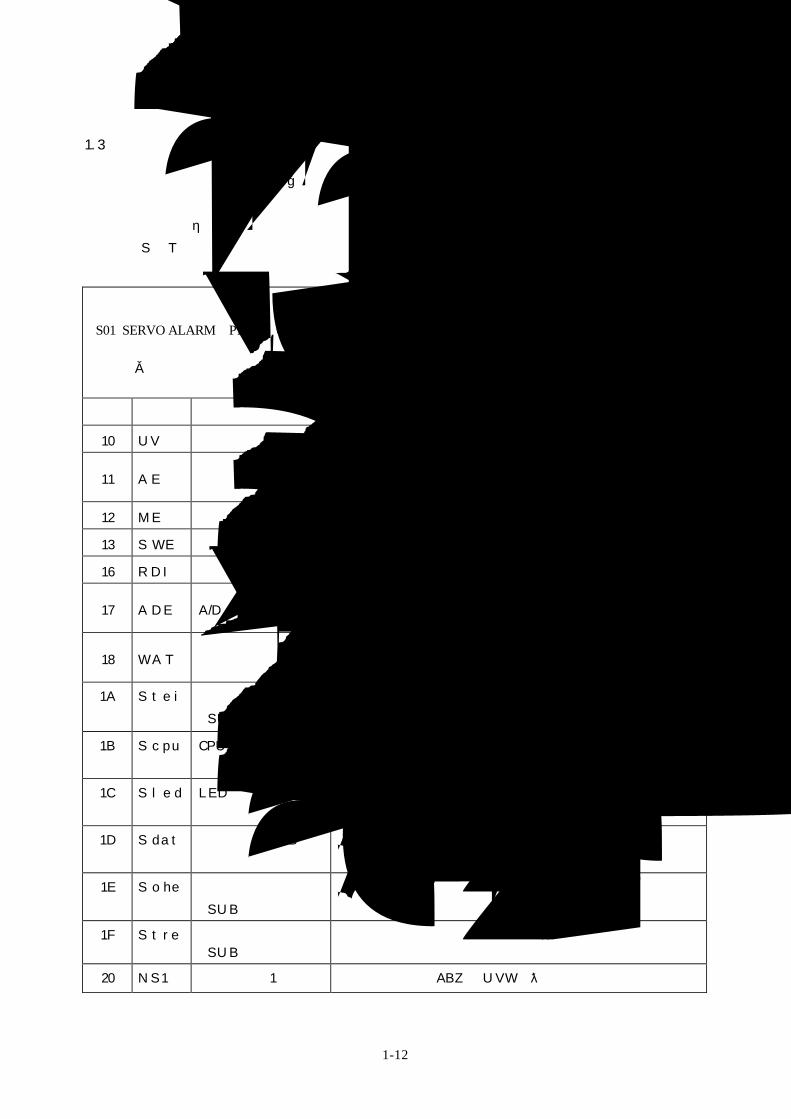
1.3 伺服異警
這些異警說明伺服系統如伺服驅動放大器、馬達和檢出器的異常。
異警信息、異警號碼和軸名稱將顯示在異警訊息上。發生異警的軸號和異警號碼也將顯示在伺服監視
畫面上。發生多個異警時,在伺服監視畫面上將對各軸顯示最大2個訊息,請確認。
如果S或T作為軸名稱顯示在警示訊息畫面上,錯誤是為主軸異警。參考“主軸異警”部分。
(在畫面上以黑體字顯示訊息)
(異警號碼) (軸名)
異警號碼和對應軸名被顯示。 如果軸名稱是S或T,參閱“主軸警示”部分。
顯示 縮寫名 名 稱 含 義
10 UV 電壓過低 PN總線電壓降至200V或200V以下。
11 A E 軸選擇異常 當使用雙軸一體的放大器,雙軸的旋轉開關均設定同一個軸
號。否則,開關就是設定於不正確位置。
12 M E 記憶體異常 在驅動器通信期間,記憶體或IC/FBIC的誤差在自檢時發生。
13 S W E 軟體處理異常 軟體處理未在規定時間內結束。(S/W操作順序或定時誤差)
16 R D I 極性位置檢測異常1 極性位置檢測而產生於U, V, W相的誤差。
17 A D E A/D變換器異常 在驅動器通信期間,自檢發生A/D轉換器電流檢測誤差。
A/D轉換器檢測有異常值。
18 W A T 檢出器最初通訊異常 當電源接通時絕對位置資料不能用串列資料適當地發送。
檢出器的最初通訊不能實行。
1A S t e i 串列檢出器通訊異常
(SUB)
機械端(閉回路)檢出器使用OHA25K-ET的系統中不能實現與
檢出器的最初通訊。
1B S c p u CPU誤差(SUB) 在與機械端(閉回路)連接的高速串列檢出器中,產生
EEPROM中數據的誤差。
1C S l e d LED異常(SUB) 在與機械端(閉回路)連接的高速串列檢出器中,檢測到劣
化的LED信號。
1D S d a t 資料誤差(SUB) 在與機械端(閉回路)連接的高速串列檢出器中,產生一轉
內的位置誤差。
1E S o h e 串列檢出器熱誤差
(SUB)
在與機械端(閉回路)連接的高速串列檢出器中,該檢出器
內部的溫度檢知回路發生動作。
1F S t r e 串列檢出器通訊異常(SUB)
在與機械端連接的高速串列檢出器中,檢出器通訊停止。
20 N S 1 無信號檢測1 馬達端檢出器在ABZ或UVW相中檢測到信號異常。
S01 SERVO ALARM︰PR 00 - -- 異警狀態可由除去異警起因而重置,然後OFF電源並再接通。
1. 異警表 1.3 伺服異警
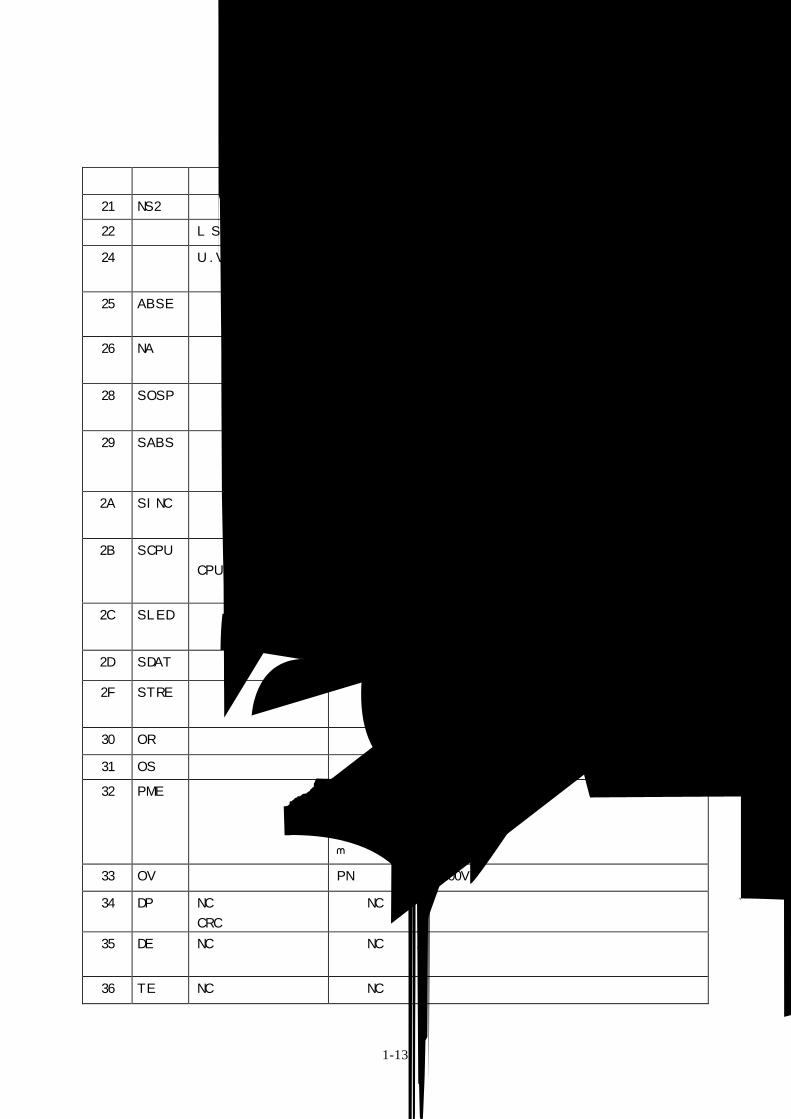
1-13
顯示 縮寫名 名 稱 含 義
21 NS2 無信號檢測2 閉回路系統ABZ相內檢測到異常。
22 L S I異常 L S I操作異常
24 U.V.W對地短路 檢測到馬達的電纜線對地短路異常。(只在準備完畢狀態檢測)
25 ABSE 絕對位置資料丟失 在檢出器內絕對位置資料丟失。(絕對位置檢出器備用電壓下 降導致絕對位置不能校正)。
26 NA 未使用軸異常 電源模組異常,發生在軸旋轉開關設定F時。 (僅在兩軸驅動器才會發生異警)
28 SOSP 絕對位置過速度
在NC電源投入後初期化期間,絕對位置線性尺速度超過 45mm/sec。(從線性尺輸出異警)
29 SABS 絕對位置 檢測回路異常
在絕對位置線性尺或放大器側的回路發生異警。(從線性尺輸 出異警)
2A SINC 相對位置 檢測回路異常
絕對位置線性尺速度已超過規格中最大移動速度。 (從線性尺輸出異警)
2B SCPU 檢出器 CPU異常
檢出器內部電路異常。 在馬達端的高速串列檢出器內,EEPROM儲存的資料發生錯 誤。(從線性尺輸出異警)
2C SLED 檢出器LED 異常
檢出器中檢測到劣化的LED信號。
2D SDAT 檢出器資料異常 檢測到檢出器位置資料錯誤。
2F STRE 檢出器 通訊異常
檢出器通訊停止或接收資料異常。
30 OR 回生過熱 回生剎車電阻中檢測出過熱異警。
31 OS 過速度 超過馬達允許速度的速度被檢測出。
32 PME 電源模組異常 (過電流)
電源模組過電流保護器起作用。 放大器中的IPM異常。 下述因素可以考慮。 ¬ 過電流, 過熱,® 控制電源電壓降低等。
33 OV 過電壓 PN總線電壓超過400V。
34 DP NC通訊 CRC異常
來自NC的通訊資料發生錯誤。
35 DE NC通訊 資料異常
來自NC的移動指令異常過大。
36 TE NC通訊 來自NC的通訊停止。
1. 異警表 1.3 伺服異警
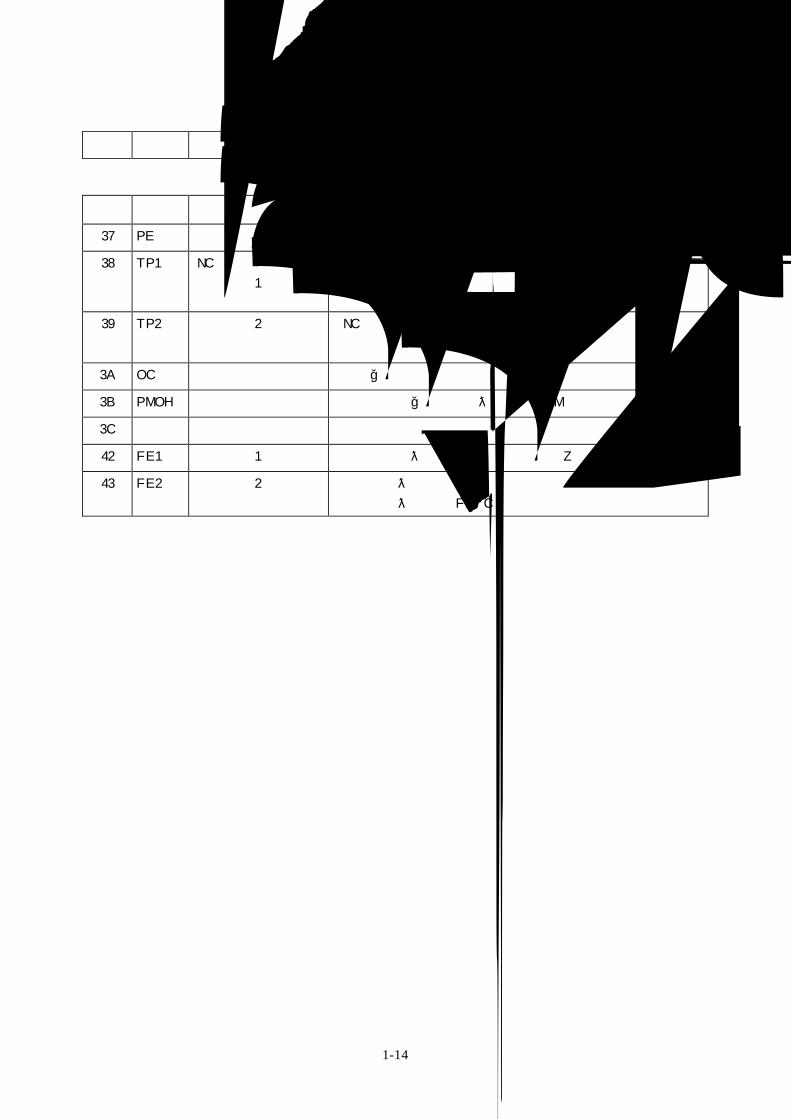
1-14
傳送故障
顯示 縮寫名 名 稱 含 義
37 PE 初期參數異常 NC電源接通的初期化期間,控制器發送的伺服參數不正確。
38 TP1 NC通訊 協定異常1 (格式)
NC通訊中格式異常。(格式出錯)
39 TP2 協定異常2 (資訊)
NC通訊中軸情報資料出錯。(資訊出錯)
3A OC 過電流 馬達驅動電流太大。
3B PMOH 電源模組過熱 檢測出伺服驅動主回路中所用的IPM過熱。
3C 回生電路異常 檢測到回生晶體或回生電阻的異常。
42 FE1 回饋異常1 位置檢出器中發生的回饋脈波跳動或Z相異常。
43 FE2 回饋異常2 在閉回路中馬達端和機械端之間回饋量有很大的不同。而在半閉回路中檢測到FB IC誤差過大。
1.. 異警表 1.3 伺服異警
1-15
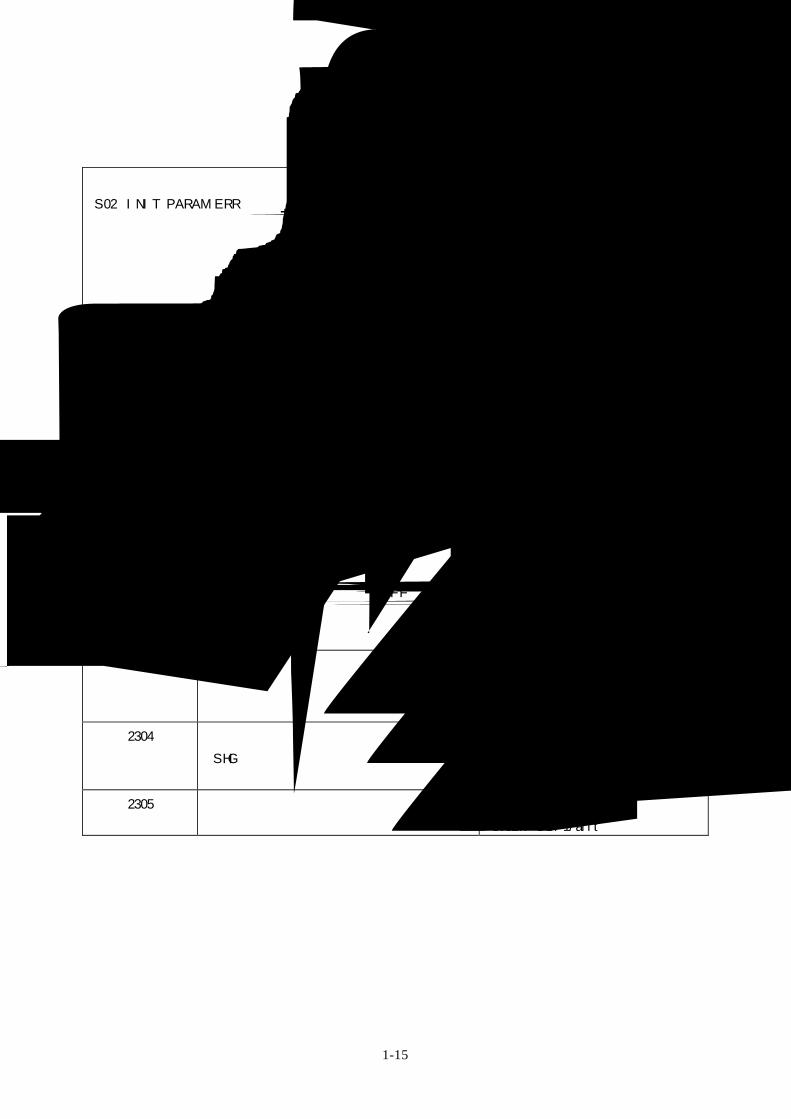
(參數名) (軸名)
S02 INIT PARAM ERR 當電源接通時參數從控制器側傳送到伺服
放大器側發生錯誤。
如果軸名稱是S或T,參閱“主軸異警部
分”。
發生異警的參數號和軸名被顯示。
參數號碼 說 明 對 策
2201
∼
2264
伺服參數設定資料無效。 檢查有關參數的說明並改正。
2301 以下機能中用的常數數目太大:
‧電子齒輪機構
‧位置回路增益
‧速度回饋變換
檢查全部有關參數的規定正確無誤。
2302 高速串列增量檢出器
在OSE104和OSE105連接期間,絕對位置檢
出參數置 “ON”。
設定絕對位置檢測參數於 “OFF”。
為了檢測絕對位置,用絕對位置檢出器替換
增量方式檢出器。
檢查全部有關參數的規定正確無誤。
伺服無選擇餘地。
sv017,: SPEC, sv025: MTYP
2303 無此伺服選擇功能。
閉回路(包括導螺桿端檢出器)或雙式回饋控
制機能是選擇功能與參數設定不符。
檢查全部有關參數的規定正確無誤。
sv025: MTYP/pen
sv017: SPEC/dfbx
2304 無此伺服選擇功能。。
SHG控制機能是選擇機能。
檢查全部有關參數的規定正確無誤。
sv057: SHGC
sv058: SHGCsp
2305 無此伺服選擇功能。。
適應型濾波器機能是選擇機能。
檢查全部有關參數的規定正確無誤。
sv027: SSF1/aflt
1. 異警表 1.3 伺服異警
- -- --
1-16
(異警名) (軸名)
S03 SERVO ALARM︰NR 當伺服系統故障時顯示。
排除異警起因並按「RESET」鍵可重置
異警狀態。
如果軸名稱是S或T,參閱“主軸異警部
分”。
顯示異警號碼和軸名。
顯示 縮寫名 名 稱 含 義
46 OHM MTR OVERHEAT
(馬達過熱)
馬達過熱開關跳脫。
4F 瞬時中斷 檢測到瞬時電源中斷50ms或50ms以上。
50 OL1 過負載1 施加過大負載超出規定時間
可從馬達電流計算伺服馬達或伺服驅動器的負載水準。此負載
水準已達到過負載檢測水準 (SV022:OLL) 和過負載時間常數
(SV023:OLT) 規定的過負載水準。
51 OL2 過負載2 施加過大負載超出規定時間
超過驅動器容量95% 以上的指令電流持續1秒或1秒以上。
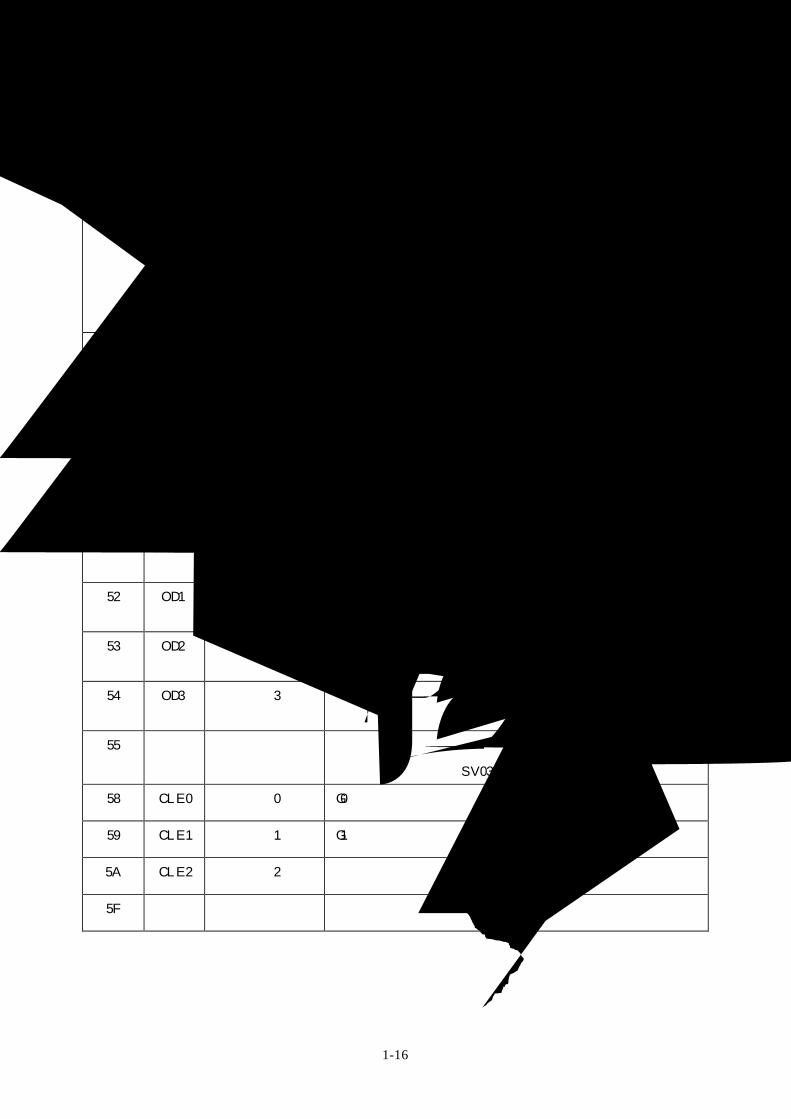
52 OD1 誤差過大1 當伺服接通時,理想位置與實際位置之差已超過參數設定值
SV023:OD1或SV053:OD3。
53 OD2 誤差過大 2 當伺服接通時,理想位置與實際位置之差已超過參數設定值
SV026:OD2。
54 OD3 誤差過大3 當檢測到誤差過大或異警1,就沒有馬達電流流動。當電源電
纜鬆動或脫開,或者PN總線上未加電壓時發生此異警。
55 外部非常停止異
常
外部非常停止輸入後,即使經過30秒仍沒有開關遮斷指令。
請確認輸入非常停止SV036的外部非常停止選擇設定。
58 CLE0 衝突檢出0 G0持續(快速進給)模式中檢測到衝突或系統1異常。
59 CLE1 衝突檢出1 G1持續(切削速度)模式中檢測到衝突或系統1異常。
5A CLE2 衝突檢出2 檢測到衝突或系統2異常。
5F 觸點熔化 外部接觸開關已熔接。
00 - --
1. 異警表 1.3 伺服異警
1-17
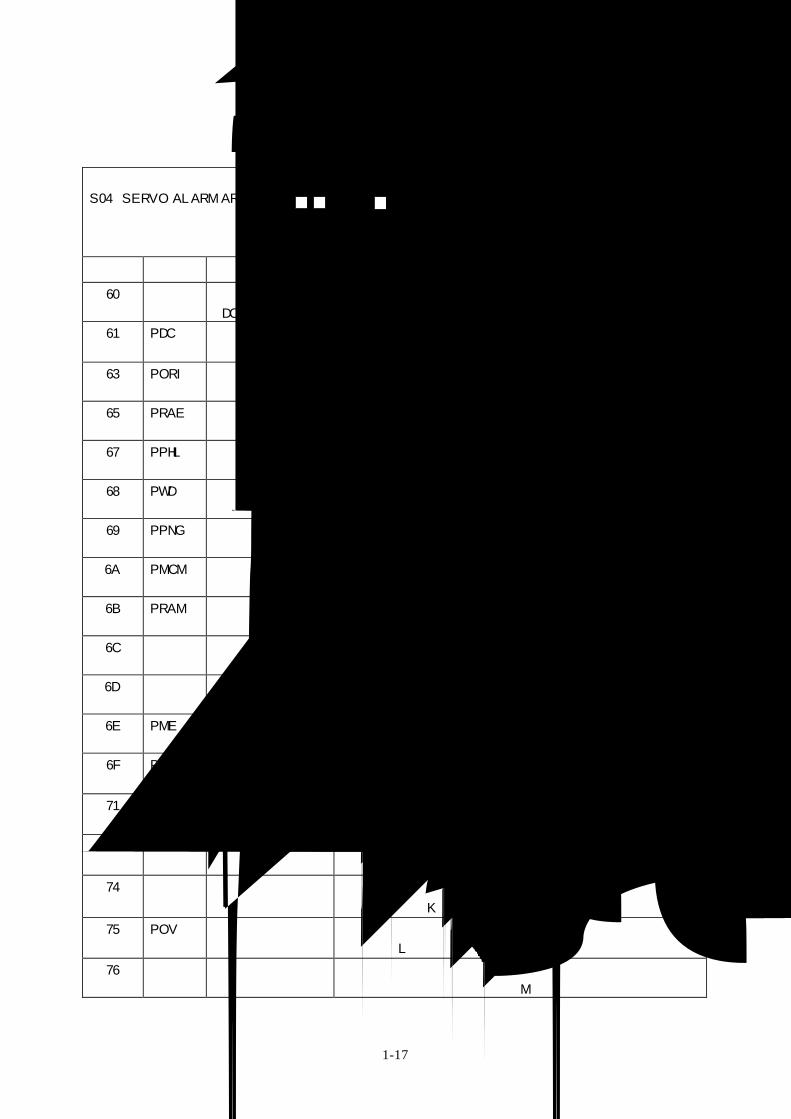
(異警號碼) (軸名) S04 SERVO ALARM︰AR 排除異警起因並再次接通驅動部分電源可 重置異警狀態。
如軸名是S或 T,參閱“主軸異警”部分。
顯示 縮寫名 名 稱 含 義
60 電源瞬時中斷 (DC 24V)
電源供應器(DC 24V)瞬時中斷。(電源供應器為0V)
61 PDC 電源供應器回生過 電流
在電源供應器單元側發生“回生過電流”異警。(在電源供應器單元為“1”)
63 PORI 電源供應器輔助回 生異常
在電源供應器單元側發生“輔助回生異常”異警。(在電源供應器單元為“3”)
65 PRAE 電源供應器內部繼電器異常
在電源供應器單元側發生“內部繼電器無法ON之異常”。(在電源供應器單元為“5”)
67 PPHL 電源供應器欠相檢 測異常
在電源供應器單元側發生“欠相檢測異警”。(在電源供應器單元為“7”)
68 PWD 電源供應器監控回路檢測異常
在電源供應器單元側發生“監控回路”異警。(在電源供應器單元為“8”)
69 PPNG 電源供應器接地檢 測異常
在電源供應器單元側發生“馬達接地”檢測異常。(在電源供應器單元為“9”)。詳細請參閱電源供應器異警說明。
6A PMCM 電源供應器外部接 觸器檢測異常
在電源供應器單元側發生“外部接觸器短路”檢測異警。(在電源供應器單元為“A”異警顯示)
6B PRAM 電源供應器內部繼電器損壞檢測
在電源供應器單元側發生“內部繼電器損壞”檢測。(在電源供應器單元為“b”異警顯示)
6C 電源供應器主回路 異常
在電源供應器單元側發生“主回路異常”檢測。(在電源供應器單元為“c”異警顯示)
6D 電源供應器參數值 異常
在電源供應器單元側發生“參數值異常”檢測。(在電源供應器單元為“d”異警顯示)
6E PME 電源供應器記憶體異 常
在電源供應器單元側發生“記憶體異常”檢測。(在電源供應器單元為“E”異警顯示)
6F PADE 電源供應器A/D轉換器異常
在電源供應器單元側發生“A/D轉換器異常”檢測。(在電源供應器單元為“F”異警顯示)
71 PINL 電源供應器瞬時停 電檢測
在電源供應器單元側發生“瞬時停電檢測”。(在電源供應器單元為“H”)
73 電源供應器回生過負荷
在電源供應器單元側發生“回生過負荷”。(在電源供應器單元為“J”)
74 電源供應器回生 電阻器過熱
在電源供應器單元側發生“回生電阻器過熱”。(在電源供
應器單元為“K”)
75 POV 電源供應器過電壓 在電源供應器單元側發生“過電壓”異警。(在電源供應器單元為“L”)
76 電源供應器外部緊急
在電源供應器單元側發生“外部緊急停止設定異常”異警。(在電源供應器單元為“M”)
1. 異警表 1.3 伺服異警
00
1-18
停止設定異常
1-19
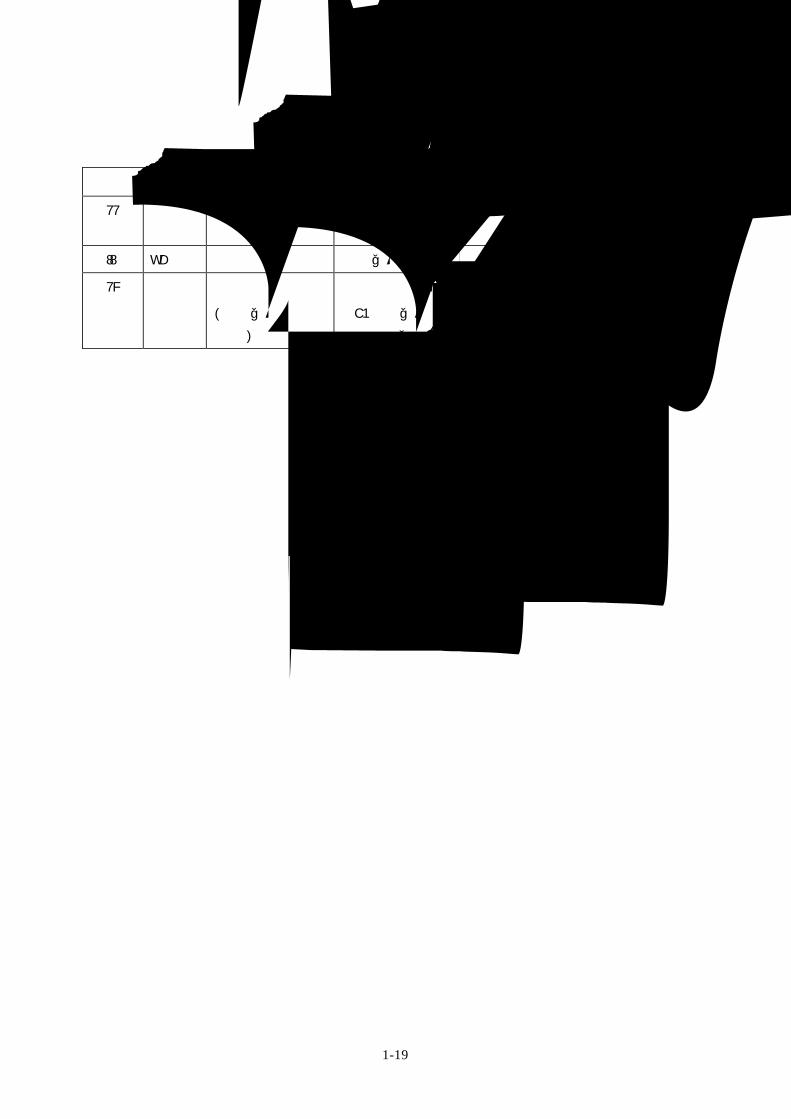
顯示 縮寫名 名 稱 含 義
77 電源模組或PC板過
熱
在電源供應器單元側發生“電源模組或PC板過熱”異警。
(在電源供應器單元為“n”)
88 WD 監控回路異常 伺服驅動器軟體處理未在規定時間內結束。
7F 請關掉電源重開
( 伺服驅動器更新判
斷 )
‧第一次開電時,NC要判斷伺服驅動器型態。
‧C1系列驅動器更換標準模式和高增益模式時NC要重新判
斷伺服驅動器型態。
1. 異警表 1.3 伺服異警
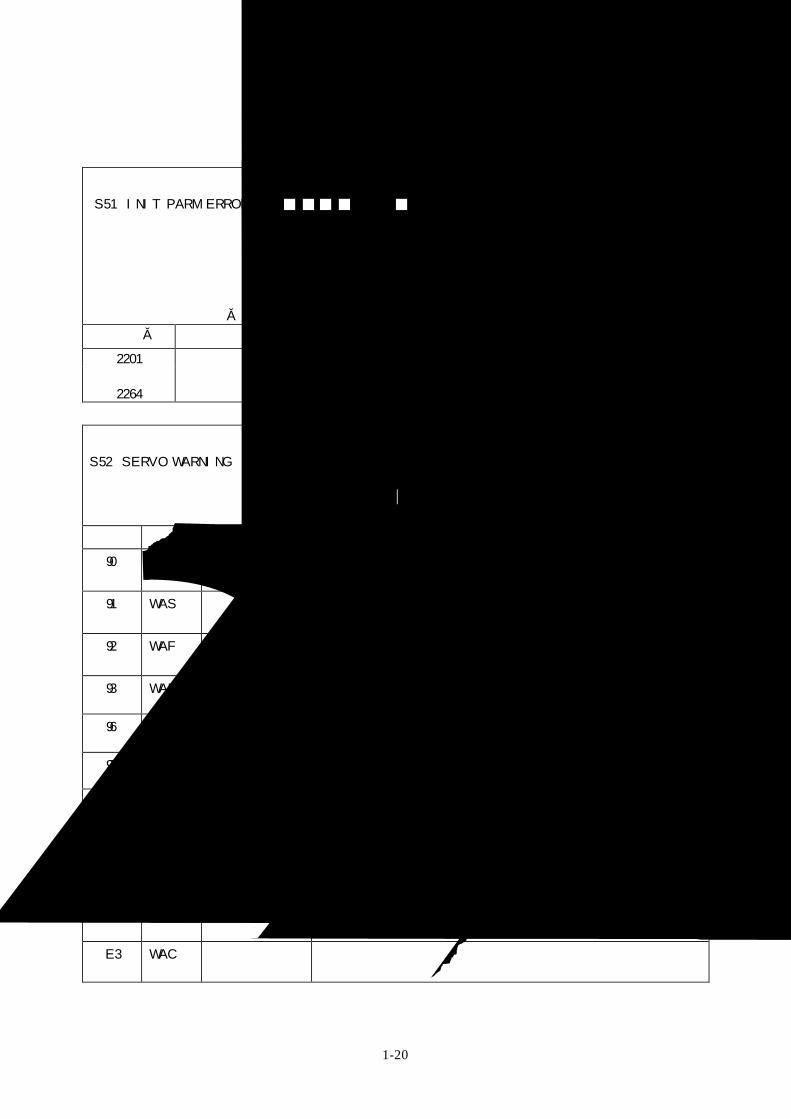
1-20
(參數號碼) (軸名)
S51 INIT PARM ERROR 確認參數,設定正確值以防止異常。非法
參數忽略而非法參數設定前的值將保
留。(伺服OFF將不發生)
如果軸名稱是S或T,參閱“主軸異警”
部分。
顯示發生異警的參數號碼和軸名。 參數號碼 說 明 對策
2201 ∼ 2264
伺服參數設定資料為非法。 參考S52 SERVO WARNING No 。
(異警號碼) (軸名)
S52 SERVO WARNING 顯示伺服異警
如果軸名稱是S或T,參閱“主軸異警”
部分。
顯示 縮寫名 名 稱 含 義
90 WST 低速串列格式的
初期通訊異常
絕對位置式光學尺的初始通訊不能實行。
91 WAS 低速串列格式的
通訊異常
絕對位置檢出器的檢測通訊異常。
92 WAF 低速串列格式的
協定異常
來自絕對值檢出器的檢測資料異常。
93 WAM 絕對位置變動異常
當電源接通時,絕對位置資料變動。因此,絕對值計數器不能設定。
96 WPE MP型光學尺回授異常
在馬達端檢出器與絕對位置檢出器 MP尺度之間有過大的回饋量差別。
97 MPO MP 型光學尺補正異常
在電源初始化期間,MP尺度絕對位置檢出器中將讀取的補正資料異常。
9E Wan 檢出器的回轉計 數錯誤
檢出器回轉計數器異常。回轉計數器於OSE104/OSA104 / OSE105/OSA105/OSE104-ET/OSA104-ET/OSE105-ET/OSA105-ET 異常。絕對位置不能校正。
9F WAB 電池電壓不足 供給絕對值檢出器的電池電壓不足。
E0 WOR 過回生警告 檢測出已達到回生異警值的 80%的值。(如繼續操作就可能產生回生異警。)
E1 WOL 過負載警告 檢測到過負載 1異警的 80%的值。它不異警因此伺服不切斷。但如繼續運行,可能發生過負載1(AL 50)異警。
E3 WAC 絕對位置計數器 警告
絕對位置和相對位置資料之間有誤差。
1. 異警表 1.3 伺服異警
E4
00 - --
顯示異警號和軸名。
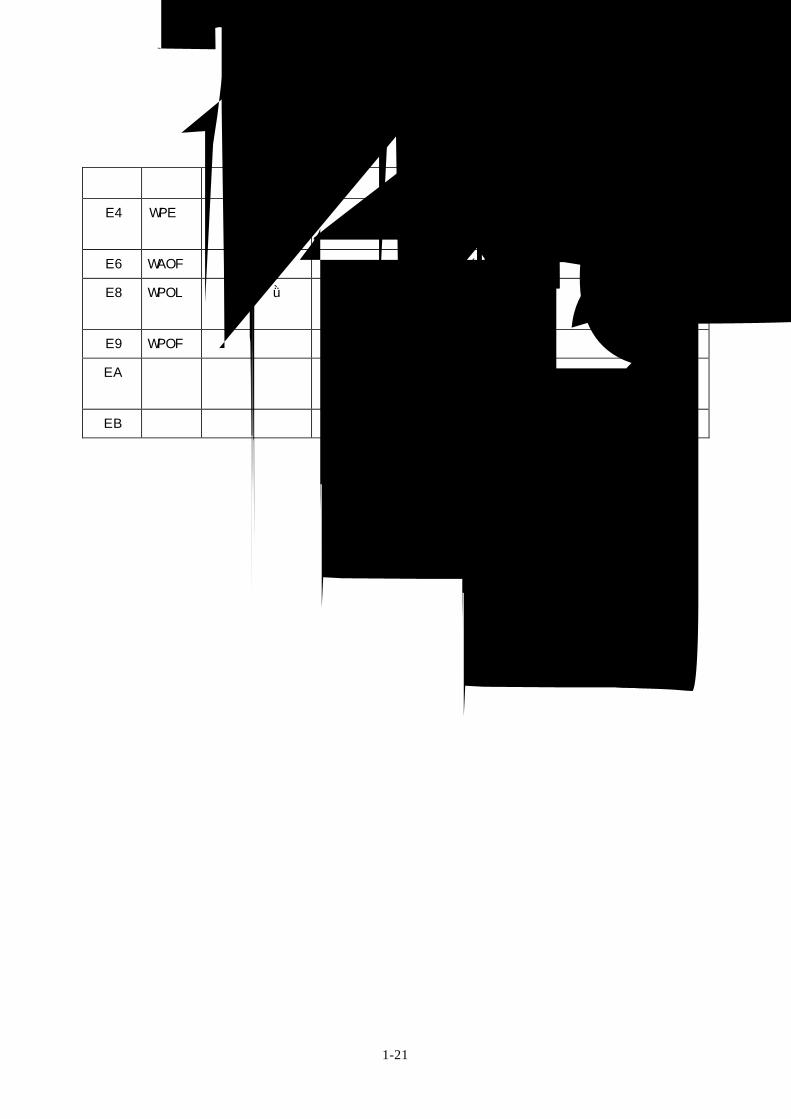
1-21
顯示 縮寫名 名 稱 含 義
E4 WPE 參數異常異警 一個超出設定範圍的參數被設定。非法參數將被忽略,而非法
參數設定前的值被保留。
E6 WAOF 伺服軸取出中 下了伺服軸取出指令。 (狀態表示)
E8 WPOL 輔助回生循環過
高
電源供應器中的輔助回生循環過高(來自電源供應器的異警
“o”)
E9 WPOF 瞬時停止異警 發生電源瞬時中斷25到50ms。(來自電源供應器的異警 “p”)
EA 外部緊急停止輸
入
由於接到 NC來的停止信號,電源進入緊急停止狀態。(來自
電源供應器的異警 “q”)
EB 過高回生警告 由電源供應器產生過高回生異警。(來自電源供應器的異警 “r”)
1. 異警表 1.3 伺服異警
1-22
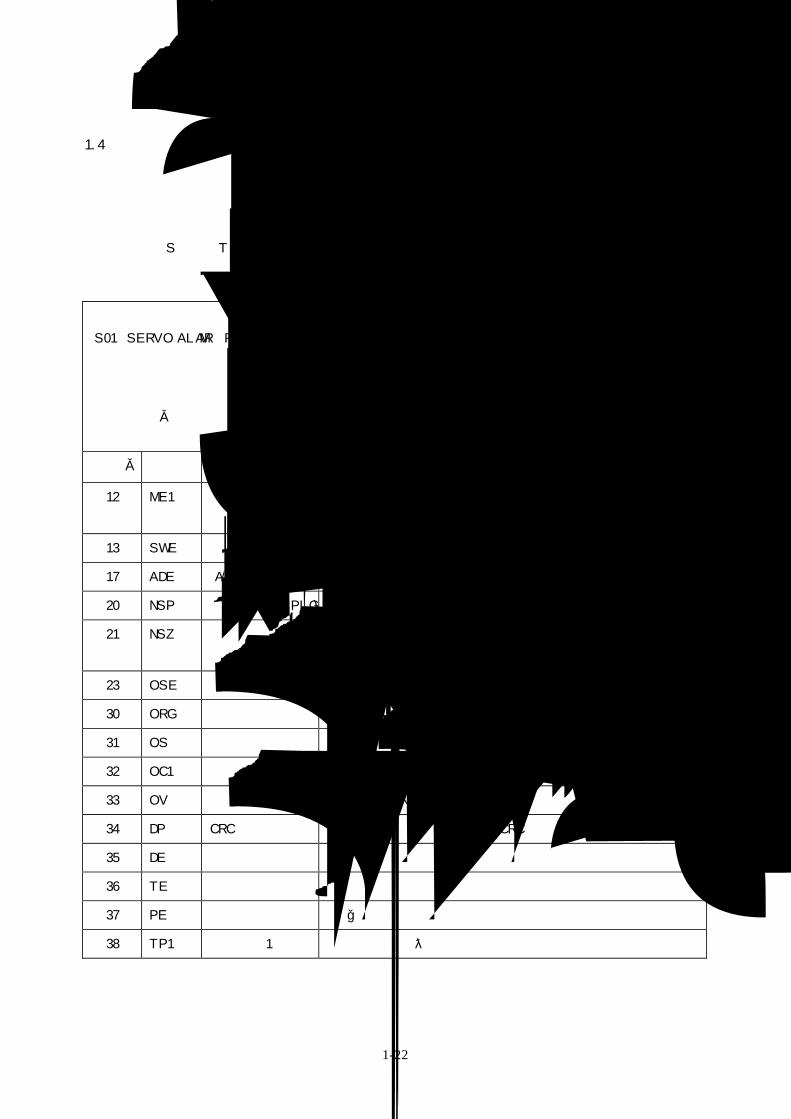
1.4 主軸異警
這些異警說明主軸系統如主軸放大器、馬達和編碼器有故障。
異警訊息、異警號及軸名稱 “S”(第1軸)或 “T”(第2軸)將顯示在異警訊息畫面上。如果發生
幾個異警,最後產生的異警號碼及其他異警號碼將顯示在主軸監視畫面上以供確認。
如顯示 “S”和 “T”以外的軸名稱,就是伺服異警。參考“伺服異警”部分。
(在畫面上以黑體字顯示訊息)
(異警號碼) (軸名)
S01 SERVO ALARM︰PR 異警狀態可用排除異警起因來重置,且
需將控制器電源斷開再接通一次。
如果顯示不同於 “S”和 “T”的軸名稱,參 考“伺服異警”部分。
顯示號碼 縮寫名 名 稱 含 義
12 ME1 記憶體異常1 主軸驅動器控制卡內部發生ROM核對和錯誤或RAM核對錯
誤。
13 SWE 軟體處理異常 內部軟體處理未在指定時間內結束。
17 ADE A/D轉換器異常 在初期化期間電流檢測用A/D變換器沒有正常地起作用。
20 NSP 回授無信號 (PLG) 信號未從PLG輸入或輸入不正常信號。
21 NSZ 回授無信號
(主軸編碼器)
信號未從主軸編碼器輸入(用於定位、C軸)或輸入不正常信
號。
23 OSE 速度誤差過大 在規定時間內指令速度和馬達速度誤差值持續超過規定值。
30 ORG 回生過熱 在回生電阻中檢測到溫度過高異警。
31 OS 過速度 馬達速度超過設定的最高速度115%。
32 OC1 過電流 流過主軸驅動器主電路的電流超過了規定值。
33 OV 過電壓 驅動器中PN總線電壓超過400V。
34 DP CRC異常 來自控制器的通訊資料發生CRC錯誤。
35 DE 資料錯誤 在位置控制時來自控制器的移動指令資料異常過大。
36 TE 傳送錯誤 來自控制器的周期性資料傳送停止。
37 PE 參數錯誤 在驅動器初期化時來自控制器的伺服參數為非法。
38 TP1 協定錯誤1 同控制器通訊中協定錯誤。(格式錯誤)
00 - --
1. 異警表 1.4 主軸異警
顯示異警號碼和軸名稱。
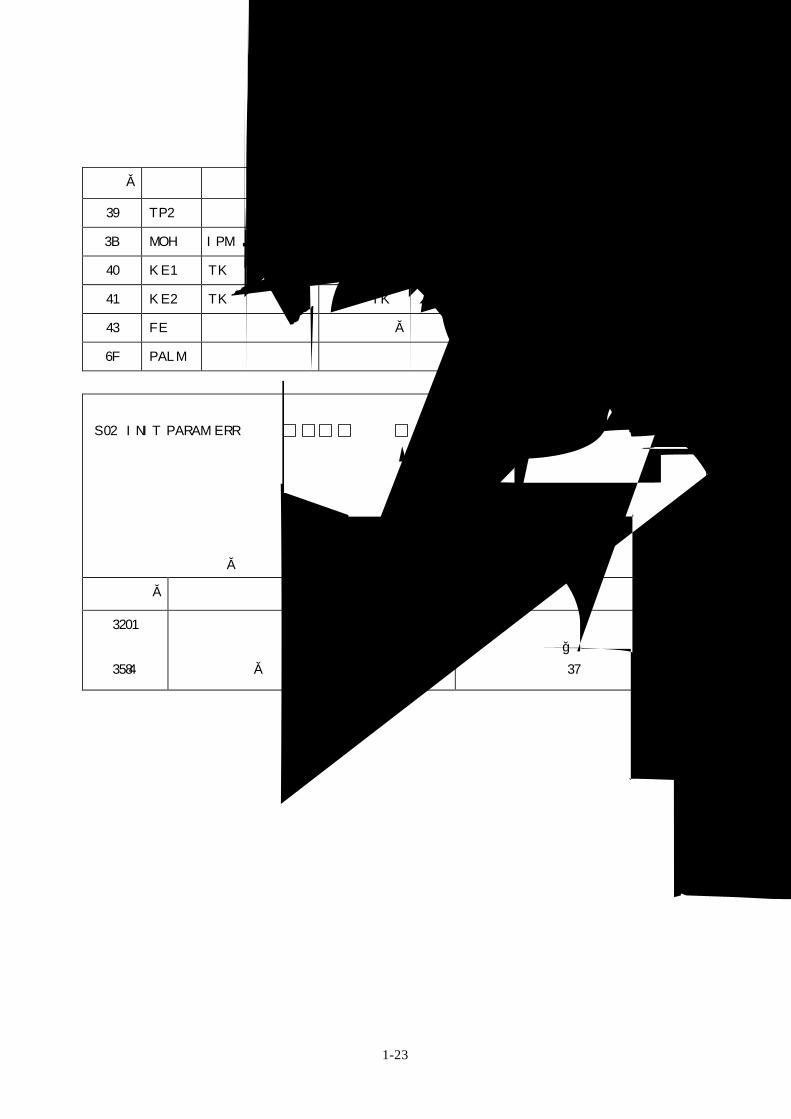
1-23
顯示號碼 縮寫名 名 稱 含 義
39 TP2 協定錯誤2 與控制器通訊中協定異常。(資訊錯誤)
3B MOH IPM晶體模組過熱 檢測出驅動器主回路的IPM晶體過熱。
40 KE1 TK單元切換異常 在使用TK單元時,改變信號的步驟錯誤。
41 KE2 TK單元通訊異常 在使用TK單元時,用TK單元通訊發生錯誤。
43 FE 回饋異常 來自主軸編碼器和馬達內藏編碼器的回饋發生飄移。
6F PALM 電源供應器異常 關於電源供應器的異警產生。
(參數名) (軸名)
S02 INIT PARAM ERR 當電源接通時參數從控制器側傳到主軸放
大器側發生故障。
排除異警起因並將控制器電源斷開並接
通一次可重置異警。
如顯示不同於“S”和“T”的軸名,參考
“伺服異警”。
顯示產生異警的參數號碼。
參數錯誤號碼 說 明 對 策
3201
∼
3584
參數異常
參數設定值不在允許範圍內。
參數錯誤號碼是發生錯誤處的主軸參數號。
‧ 對於異常顯示號的主軸參數進行確認。
請參閱《主軸驅動維護手冊》中關於
異警說明的第37項。
1. 異警表 1.4 主軸異警
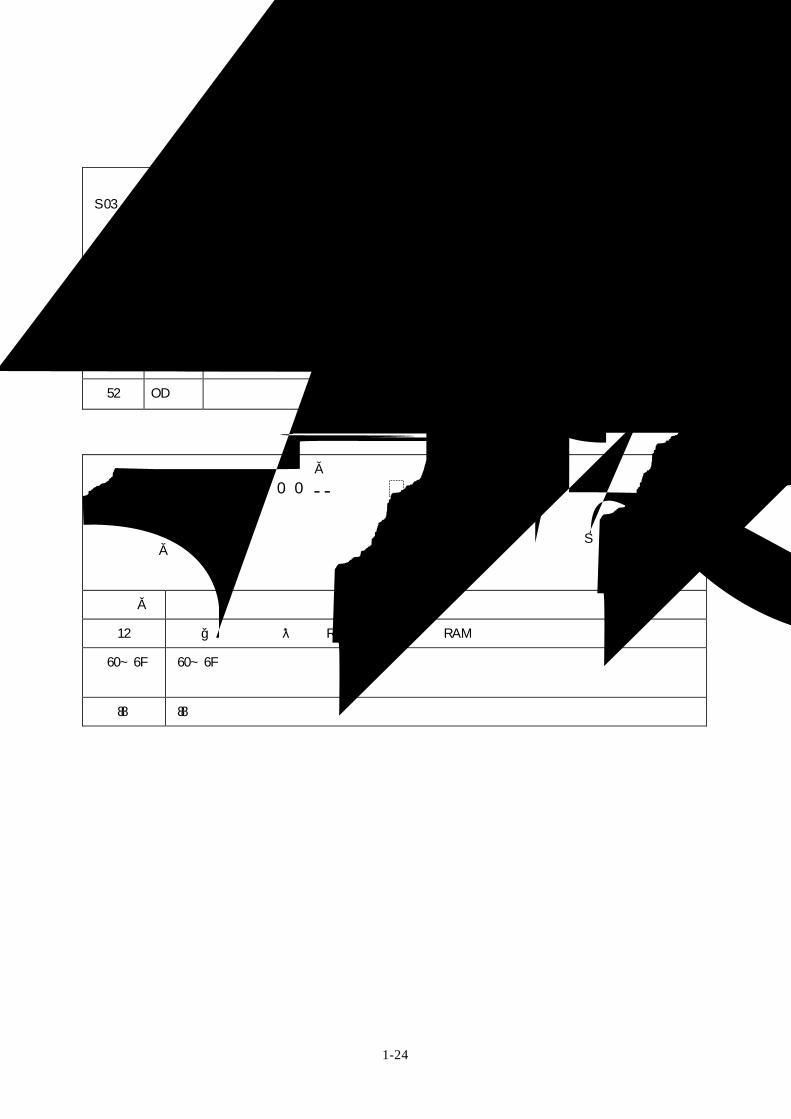
1-24
(異警號碼) (軸名)
S03 SERVO ALARM︰NR 排除異警起因,並將控制器電源OFF然後
再接通,可將異警重置。
如果顯示不同於 “S”和 “T”的軸名稱,參考“伺服異警”部分。
異警號碼 縮寫名 名 稱 說 明
46 OHM 馬達過熱 在過負載或當馬達冷卻風扇停轉時馬達過熱,且熱保護器動作。
50 OL 過負載 馬達電流過負載的時間已超過檢測時間常數。
52 OD 誤差過大 位置回路工作時位置軌跡誤差超過了規定值。
(異警號碼) (軸名)
S04 SERVO ALARM︰AR 排除異警起因,並將控制器電源OFF然
後再接通,可將異警重置。
如果顯示不同於 “S”和 “T”的軸名稱,參 考“伺服異警”部分。
異警號碼 說 明
12 主軸驅動器控制卡中發生ROM核對和錯誤或RAM核對錯誤。
60~6F 60~6F為電源供應器的異警。異警將顯示在與電源供應器連接的軸上。詳細請參照伺服異
警的說明項目。
88 88是監控回路異常異警。詳細參見“伺服異警”部分。
00 --
00 --
1. 異警表 1.4 主軸異警
顯示異警號碼和軸名稱。
顯示異警號碼和軸名稱。
1-25
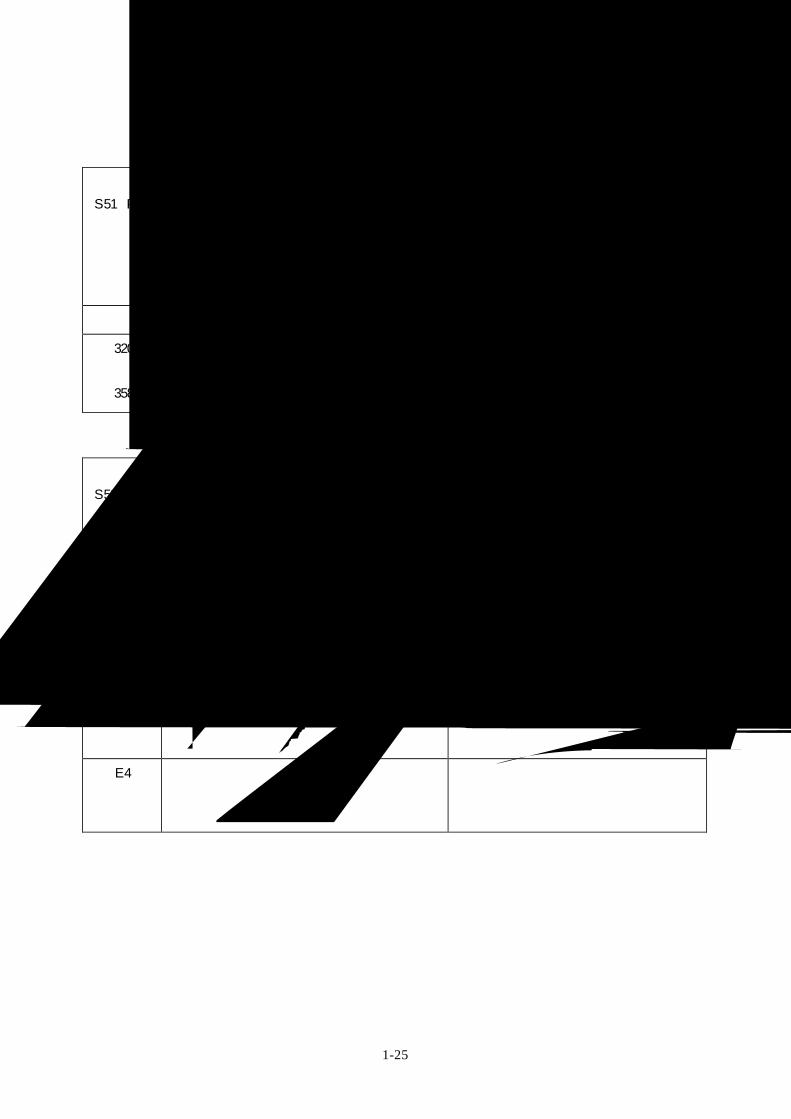
(異警號碼) (軸名)
S51 PARAMETER ERROR 如果設定的參數不在允許範圍的就顯示異警。
如果顯示不同於 “S”和 “T”的軸名稱,參 考“伺服異警”部分。
參數號碼 說 明 對 策
3201
∼
3584
參數異警
一個不在允許範圍內的參數值被設定。
異警事故號碼是發生異警處的主軸號碼。
‧ 對顯示號碼的主軸參考數進行細致的
確認。
(異警號碼) (軸名)
S52 SERVO WARNING 顯示主軸異警。
如果顯示不同於 “S”和 “T”的軸名
稱,參考“伺服異警”部分。
異警號碼 說 明 對 策
E0 過回生警告
檢測到已達過大回生異警的80%準位(繼續操
作可能引起過大回生的異警)
參考《主軸放大器維護手冊》
E1 過負載警告
馬達電流超過負載檢測80%的或時間大於檢
測時間常數。
參考《主軸放大器維護手冊》
E4 參數異常警告
超過設定範圍的參數被設定。非法參數被忽
略而非法參數設定前的值被保留。
確認主軸參數。
-- --
00 --
1. 異警表 1.4 主軸異警
顯示產生異警的參數號碼。
顯示異警號碼和軸名稱。
1-26
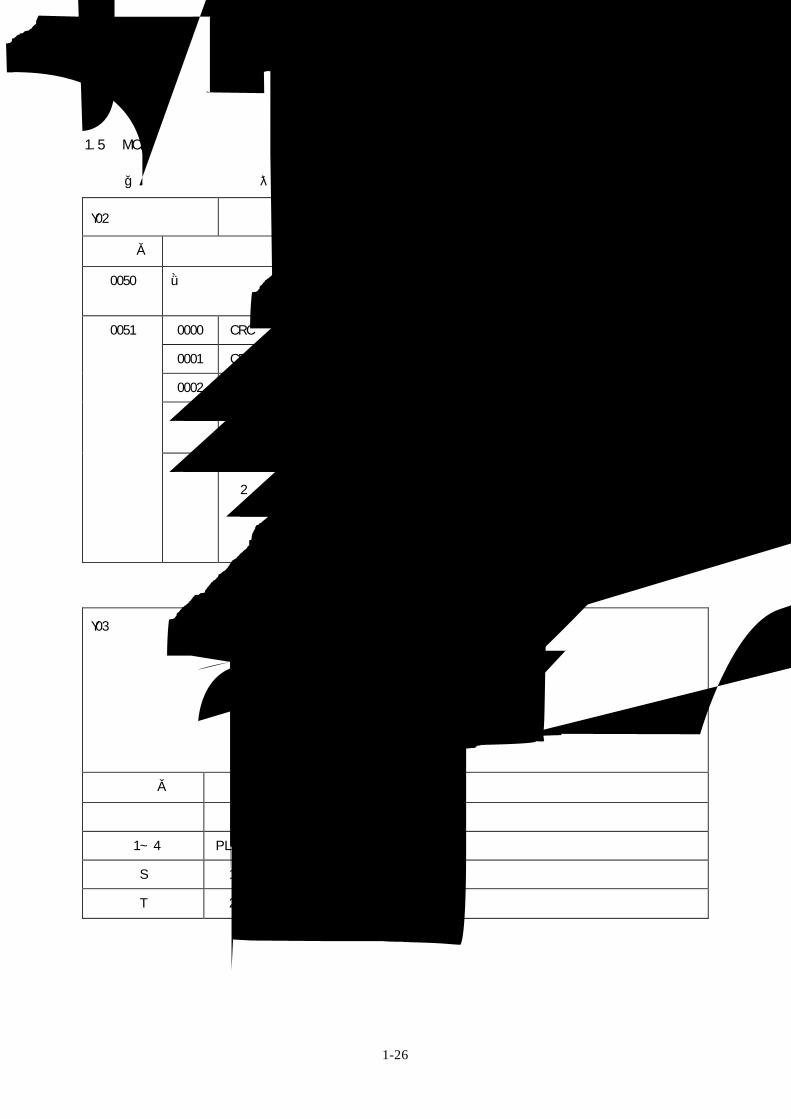
1.5 MCP異警
在驅動放大器和其他介面中發生故障。(在畫面上用黑體字顯示訊息。)
Y02 系統錯誤 電源接通後在MCP和放大器之間資料傳送異常。
錯誤號碼 說 明 對 策
0050 環境錯誤 可能是軟體或硬體方面的故障。
請與維修服務中心聯絡。
0000 CRC異常(10次/910.2msec)
0001 CRC異常(2次連續)
0002 接收定時異常(2次連續)
××03 資料標誌 (ID) 異常(2次連續)
××︰軸號
0051
××04 接收格式號碼異常。
(2次連續)
××︰軸號
在控制器和放大器之間發生通訊錯誤
‧採取抗干擾措施。
‧檢查控制器與放大器之間,以及各放
大器之間的通訊電纜連接器是否插
好。
‧檢查控制器與放大器之間,以及各放
大器之間的通訊電纜連接器是否脫
開。
‧驅動放大器可能故障。注意每各驅動
放大器7段顯示器的狀況,並向服務
中心聯絡。
Y03 放大器未安裝
放大器未正確連接
檢查放大器安裝狀態。
‧ 檢查電纜線端部。
‧ 檢查電纜是否破損。
‧ 檢查連接器是否插好。
放大器輸入電源未輸入。
放大器軸號開關為不正確。
錯誤號碼 內 容
英文字母(軸名) 伺服軸放大器未安裝
1~4 PLC軸放大器未安裝
S 第1主軸放大器未安裝
T 第2主軸放大器未安裝
1. 異警表 1.5 MCP異警
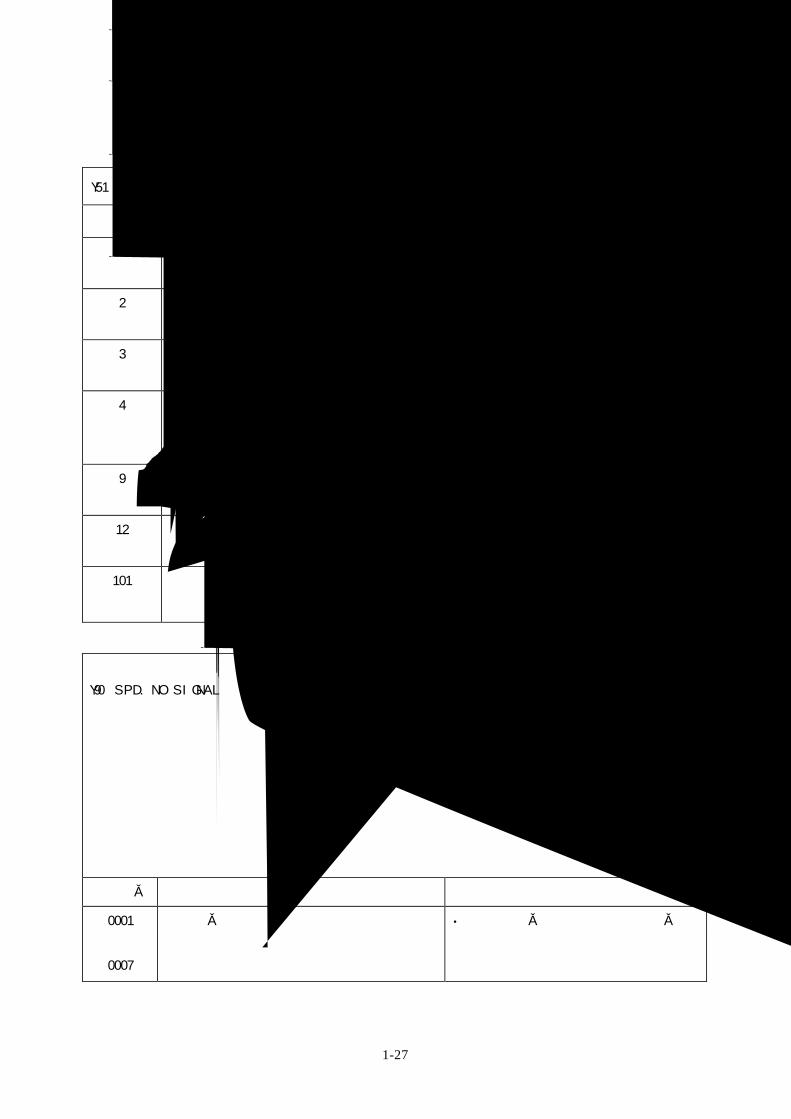
1-27
Y51 PARAMETER ERROR 在控制軸操作期間參數發生錯誤的異警。
異警號碼 說 明 對 策
1 LN FEEDABNL(直線進給異常)
時間常數未設定或設定超過設定範圍。
檢查軸規格參數
#2004 G0tL。
2 CT FEED ABNL(切削進給異常)
時間常數未設定或超過設定範圍。
檢查軸規格參數
#2007 G1tL。
3 DLYF-F ABNL(指數加減速之快速進給異常)
時間常數未設定或超過設定範圍。
檢查軸規格參數
#2005 G0tl。
4 DLT CUTG ABNL(指數加減速之切削進給異
常)
時間常數未設定超過設定範圍。
檢查軸規格參數
#2008 G1tl。
9 柵格間距錯誤 檢查軸規格參數
#2029 grspc。
12 同期攻牙循環加/減速錯誤。
時間常數未設定或超過設定範圍。
檢查主軸參數 #3017 stapt1
至 #3020 stapt4。
101 旋轉軸變速比過大(絕對位置檢測) 檢查 [#2201 PC1]
和 [#2202 PC2]。
(異警號) (異警號)
Y90 SPD. NO SIGNAL
錯誤號碼 說 明 對 策
0001
∼
0007
主軸編碼器信號錯誤。
當發生這種故障時,傳送到伺服放大器和主軸
放大器的資料傳送停止。
• 檢查主軸編碼器的回饋電纜線和編碼器。
イァトオクケ Z ャロカク B ャロカク A ャロカク
1 ×
2 ×
3 × ×
4 ×
5 × ×
6 × ×
7 × × ×
第 2主軸
0 0
第 1主軸
1. 異警表 1.5 MCP異警
1-28
1.6 系統異警
如果系統因系統錯誤而停止時,暫存器將顯示下列訊息。
訊息 說 明 對 策
Parity error RAM異常。
Bus error 存取一個不存在的記憶區
Zero divide 企圖用0去除以某數,軟體處理不能正確進
行。
Watch dog error 軟體處理不能正確運行。
Illegal exception 由一個未列在表上的非法軟體機能引起的
異警。
Address error 一個無效記憶區被存取。
Illegal Instruction
Stack overflow 軟體處理不能正確進行。
‧記下顯示的暫存器並與服務
中
心聯系。
Z31 DataServer 錯誤訊息 ££££
警告號碼
異警號碼 內 容
0001 插槽開啟錯誤 (soket)
0002 插槽結合錯誤 (blind)
0003 連接等待行列作成錯誤 (listen)
0004 連接要求接受錯誤 (accept)
0005 資料通信錯誤 (插槽錯誤)
0006 資料通信錯誤 (資料不完整或被切斷)
0007 資料通信錯誤 (插槽錯誤)
0008 資料通信錯誤 (資料不完整或被切斷)
000A 插槽關閉錯誤 (close)
(註) 當警告號碼0001,0002,0003,000A被表示時,請修正設定參數再投入電源 (OFF→ON)。
1. 異警表 1.6 系統異警
1-29
在畫面上用黑體字顯示訊息。
訊息 說 明 對 策
Z51 ROM Write error
當參數被不正確寫入ROM中時產生。 ‧如果同樣的異警由同樣的操作發出,原因是H/W故障。
Z52 Battery drop
插入NC控制裝置的電池的電壓已下降(電 池用來儲存內部資料)。
‧ 更換NC控制裝置用電池。 ‧ 對電池處理之後,檢查加工程式。
Z53 Overheat
控制器或操作板溫度超過規定值 (註1)
‧ 需要冷卻措施。
切斷控制器電源,或用冷卻器降
低溫度等。
Z55 RIO Communication stop
控制器與遙控輸入/輸出裝置間的通訊出錯。 ‧電纜中斷 ‧輸入/輸出裝置故障 ‧到遙控輸入/輸出裝置的供電故障
(註2)
‧檢查并更換電纜。 ‧ 更換遙控輸入/輸出裝置。 ‧ 檢查電源(是否供電、有電壓)。
Z90 加速和減速時間 常數太大
加速和減速時間常數太大。 (此異警在 “T02自動運轉停止0206”的同 時發出)
‧增大 #1206 G1bF參數的規定值。 ‧減小 #1207 G1btL參數的規定值。 ‧降低切削速度。
注意
當電池發出低壓異警時,在更換電池以前應把加工程式、刀具資料和參數保存在輸入/輸出裝置中(例
如:個人電腦⋯⋯⋯⋯.)。
。I 請不要在通電中做電池交換。
。I 請不要將電池短路、充電、過熱、焚燒或分解。
。I 交換後的電池,請各自以規定的方法廢棄。
1. 異警表 1.6 系統異警
! !
1-30
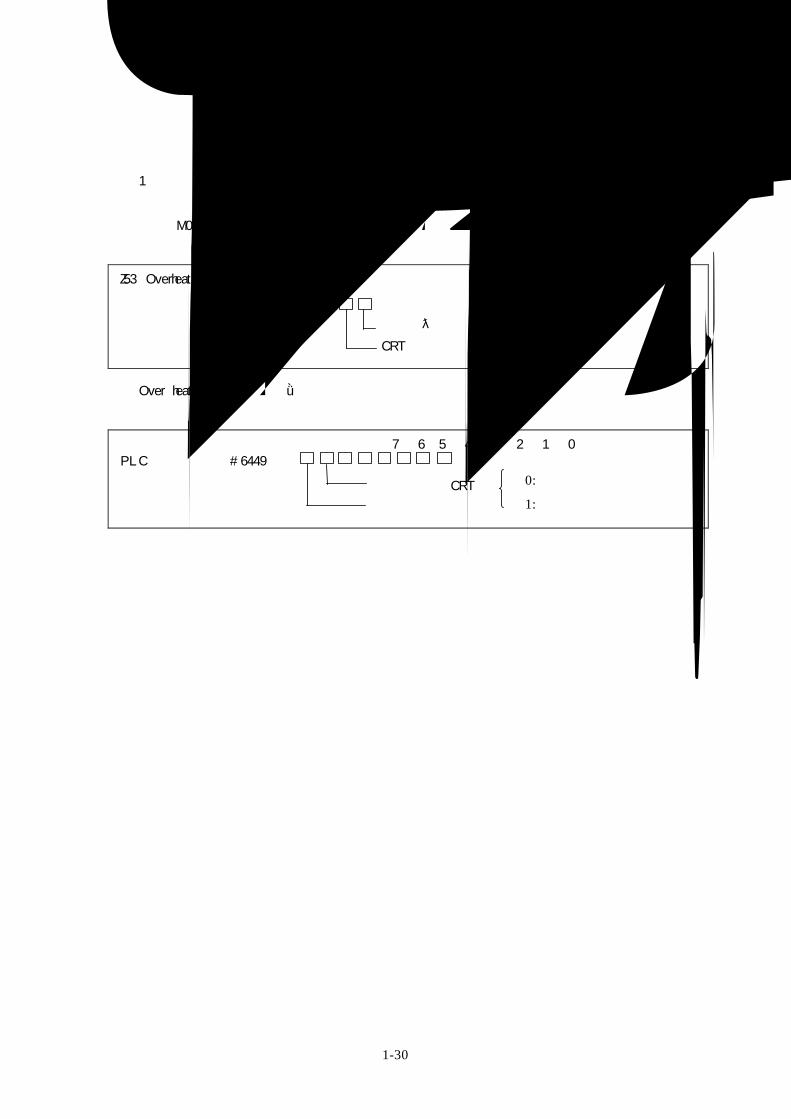
(註1)溫度異警
當檢查到過熱異警時如果顯示,則過熱信號將同時輸出。如果機械在自動運轉中,工作將連續,
但在用M02/M30重置或停止之後,不可能重新啟動。(在單節停止或進給保持之後,啟動將是可
能的。)當溫度降到規定溫度以下時異警將重置,以及過熱信號將切斷。
Z53 Overheat 0 0 0
16進制位顯示
控制器中溫度高
CRT設定顯示單元中溫度高。
當“Over heat”異警發生時,環境溫度必須降低,但如果加工必須繼續,可以由切斷下述參數使異警
無效。
7 6 5 4 3 2 1 0 PLC 參數位元選擇 #6449
CRT設定顯示單元
控制器
0: 檢測無效
1: 檢測有效
1. 異警表 1.6 系統異警
1-31
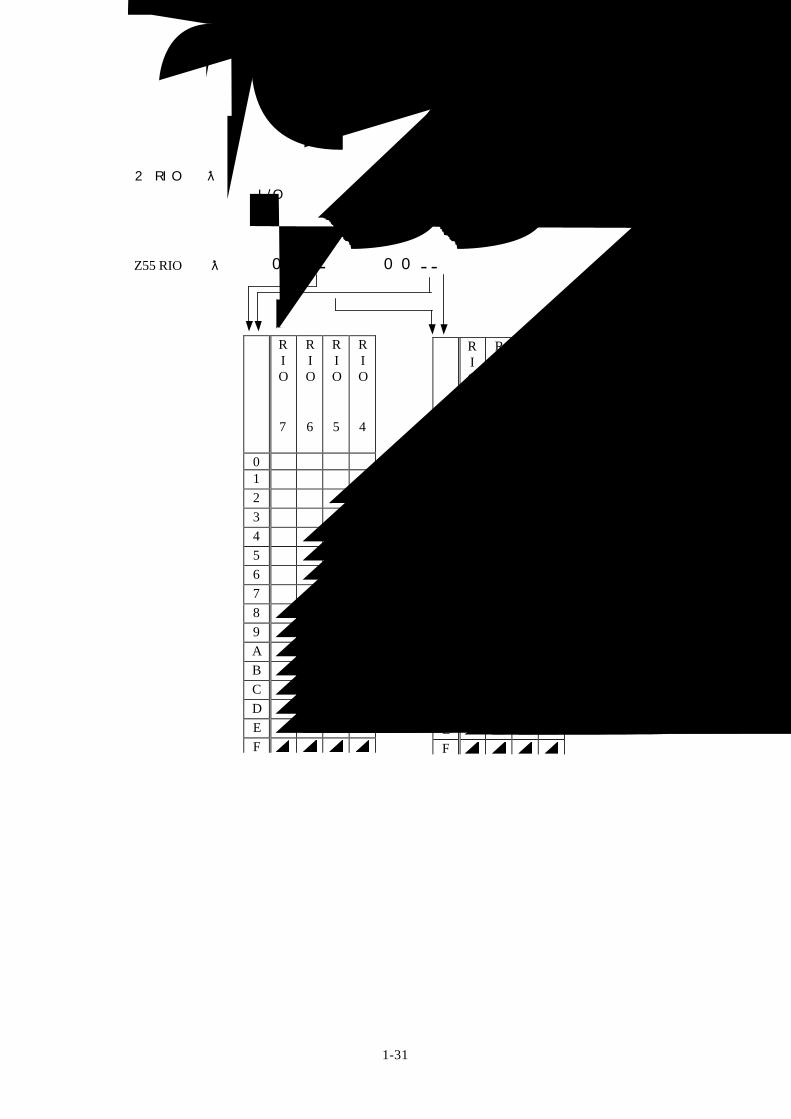
(註2)RIO通訊中斷 如果控制裝置與遙控I/O裝置之間的通訊破壞,則顯示異警號和遙控I/O裝置號。
1. 異警表 1.6 系統異警
00 --
(操作板側連接) (控制裝置側連接)
Z55 RIO通訊中斷 00 --
異 警 號
R I O 第 3 站
R I O 第 2 站
R I O 第 1 站
R I O 第 0 站
0 1 × 2 × 3 × × 4 × 5 × × 6 × × 7 × × × 8 × 9 × × A × × B × × × C × × D × × × E × × × F × × × ×
異 警 號
R I O 第 7 站
R I O 第 6 站
R I O 第 5 站
R I O 第 4 站
0 1 × 2 × 3 × × 4 × 5 × × 6 × × 7 × × × 8 × 9 × × A × × B × × × C × × D × × × E × × × F × × × ×
十六進制顯示
1-30
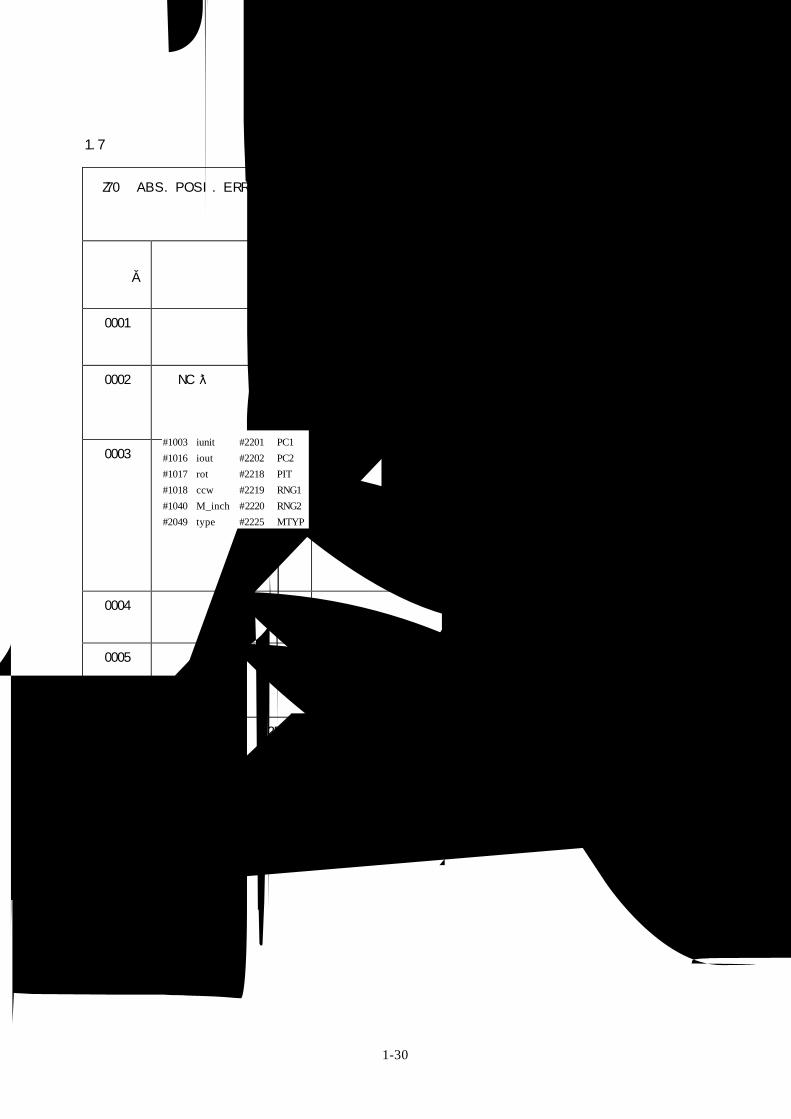
1.7 絕對位置檢測系統異警
Z70 ABS. POSI. ERR
(錯誤號碼.) (軸 名)
如果在絕對位置檢測系統中丟失了絕對位置
資
料,將顯示出錯。
錯誤號碼 說 明 對 策 原點初始化
電源OFF
時異警重
置
伺服異
警號碼
0001 原點初期化未完成。
或者主軸解除。
完成原點初期化。 要求 - -
0002 在NC中記憶的絕對位
置參考點資料被破壞。
輸入參數。如參考點資料
不能恢複,完成原點初期
化。
(要求) - -
0003 用於檢測絕對位置的
參數被改變。
正確設定參數,再次接通
電源並完成原點初期化。
要求 - -
0004 原點初期化完成位置
與柵格點位置不一致。
再做原點初期化。 要求 - -
0005 在上述 0002異警號的
狀態中,可用參數輸入
使之回複正常。
再開電源後,可使之運轉
正常。
不要求 - -
0101 在伺服異警顯示 25號
後再一次投入電源。
再做一次原點初期化。 要求 - (25)
0106 在伺服異警顯示 E3號
後再一次投入電源。
再做一次原點初期化。 要求 - (E3)
註:為解除“Z70絕對位置錯誤”異警,當建立絕對位置時輸入參數資料輸出並再次投入電源。
然而對於旋轉軸,輸入參數資料不能解除異警。
1. 異警表 1.7 絕對位置檢測系統異警
#1003 iunit #2201 PC1
#1016 iout #2202 PC2
#1017 rot #2218 PIT
#1018 ccw #2219 RNG1
#1040 M_inch #2220 RNG2
#2049 type #2225 MTYP
1-31
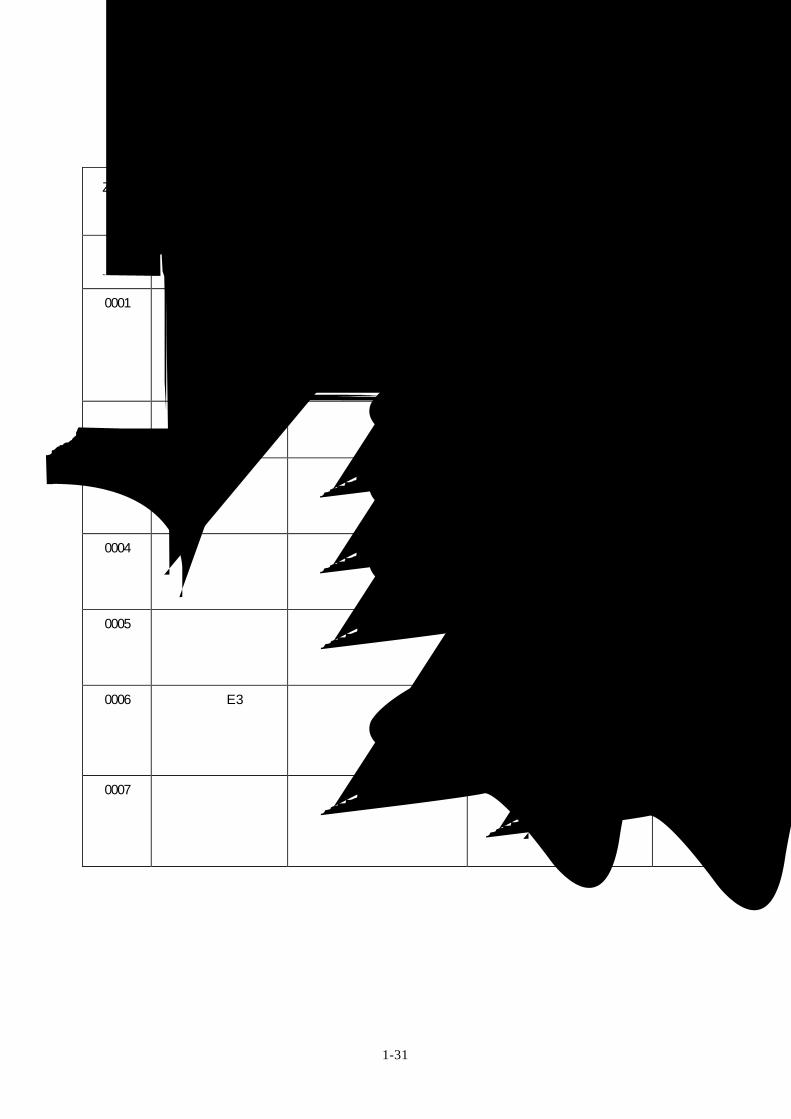
Z71 DETECTOR ERROR
(錯誤號碼) (軸名)
對絕對位置檢測系統如發現檢出器故障,將
顯
示本異警。
錯誤號碼 說 明 對 策 原點初期化 電源OFF時異
警重置
伺服異
警號碼
0001 絕對位置檢出器
備份電壓不夠。
對 電 池 充 電 或 更 換 電
池,檢查電纜連接以及檢
查檢出器。再投入電源並
完成(原點)初期化。
要求 —
( 電 源 再
投 入 後 顯
示
Z70-0101。)
25
0003 在操作期間不可
能用絕對位置檢
出器通訊。
檢查和更換電纜、PCB或
檢出器。再次投入電源並
完成原點初期化。
(要求)
僅 當 更 換
檢出器時。
重置 91
0004 當設定絕對位置
時,絕對位置資料
跳動。
檢查和更換電纜、PCB或
檢出器,再次投入電源並
完成原點初期化。
(要求)
僅 當 更 換
檢出器時。
重置 93
0005 來自絕對位置檢
出器的序列資料
出錯。
檢查和更換電纜、PCB或
檢出器,再次投入電源並
完成原點初期化。
(要求)
僅 當 更 換
檢出器時。
重置 92
0006 伺服異警 E3絕對
位置計數異警
操作可執行,直到電源斷
開以前。
(要求)
電 源 再 投
入。
重置
(電源再投
入後顯示,
Z70-0106。)
E3
0007 帶絕對位置檢出
器的初期通訊不
能進行。
檢查和更換電纜、PCB或
檢出器,再次投入電源並
完成原點初期化。
(要求)
僅當更換
檢出器時。
重置 18
1. 異警表 1.7 絕對位置檢測系統異警
1-32
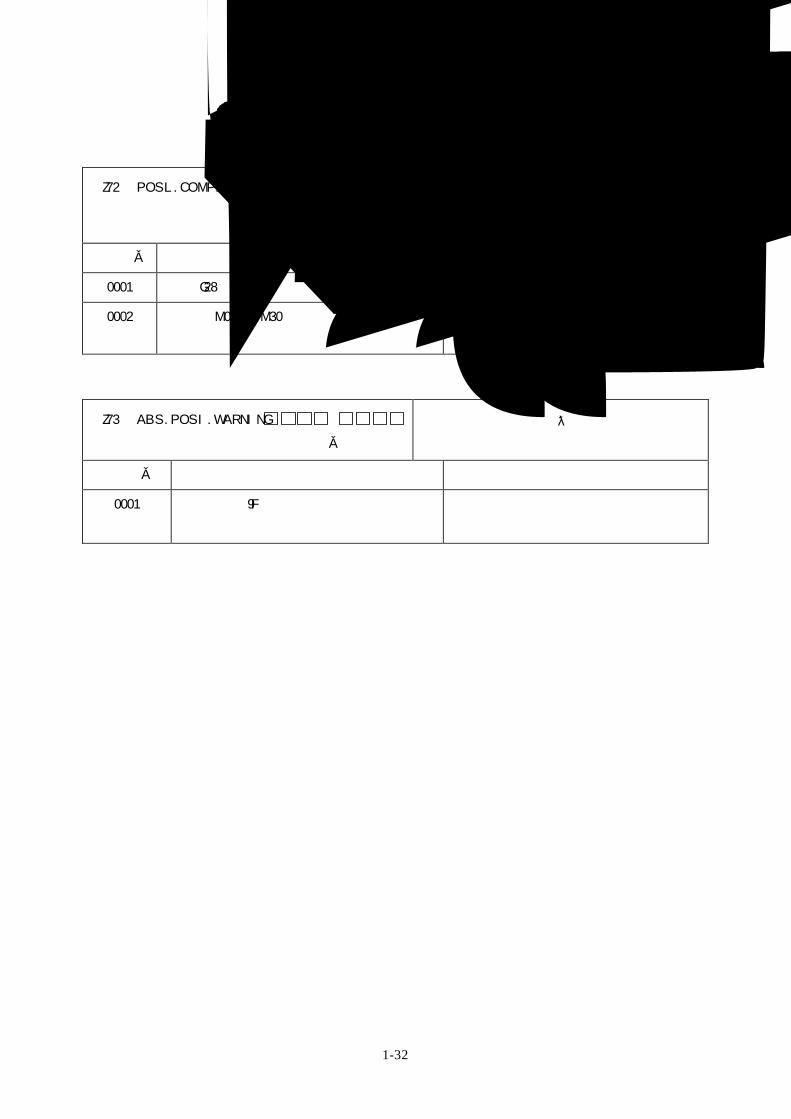
Z72 POSL.COMP.ERR
(異警號碼) (軸名)
當檢出器的絕對位置和絕對位置系統中控制
器
座標值比較時如果檢測出錯誤則顯示異警。
異警號碼 說 明 對 策
0001 執行G28或G30期間確認位置時發現出錯。
0002 在執行M02或 M30期間確認位置時發現出
錯。
將絕對位置畫面上 #2052「absg28」或
#2053「absm02」設定為大於比較出錯區
中之設定值。
Z73 ABS.POSI.WARNING
(異警號碼) (軸名)
在絕對位置檢測系統中顯示異警。
異警號碼 說 明 對 策
0001 伺服異警9F
電池電壓下降
電池電壓降低或電纜破損。
不需要絕對位置初期化。
1. 異警表 1.7 絕對位置檢測系統異警
1-33
1.8 緊急停止期間訊息
錯誤號碼 說 明 對 策
PLC 在順序處理時使用者 PLC進入緊急停止狀態。
‧調查並排除引起使用者PLC緊急停止的原因。
EXIN 緊急停止輸入信號有效(開路) ‧ 取消緊急停止輸入信號。 ‧檢查接線,看連線是否破損。
SRV 引起緊急停止的伺服系統中發生異警。 ‧調查並排除伺服異警的起因。
STOP 使用者PLC(階梯圖順序)不能運行。 ‧檢查控制器前面板上部的旋轉開關NC SYS是否設定為1。
‧檢查PLC的編輯一覽表儲存畫面(面板機能)“4 RUN/SP”(運轉/停止)設定是否正確。
SPIN 主軸放大器未準備好。 主軸放大器處於未準備好的狀態。
‧ 排除其他緊急停止的原因。 ‧檢查主軸放大器中緊急停止信號和準備好的信號輸入。
PC_H 高速PC處理異常。 ‧ 檢查順序程式。 (為暫時停止監視高速 PC處理,基本參數中#1219 aux03第1位元設定為1。禁用監視機能僅作為暫時性措施。)
PARA 門開II固定裝置的設定非法。 ‧正 確 規 定 #1155 D00R_m和 #1156 D00R_s參數。(當門開II固定裝置不用時,設定#1155 D00R_m和#1156 D00R_s為100。)
如果 FROM/TO指令在 500ms內未執行,就產生緊急停止。
‧每500ms試著一次或多次執行FROM或TO指令。 測定沒有中斷請求自MELSEC發出的時間,並把結果存入R暫存器。 R1880︰電流通過時時間計數器 R1881︰電源通過之後的最大過時
時間計數器 R1882︰系統起動後的最大過時時
間計數器(後備)
MELSEC保持在錯誤和重置狀態。 ‧檢查MELEC狀態。
緩衝器內MELSEC特定代碼區的內容已被破壞。 ‧檢查MELSEC狀態。
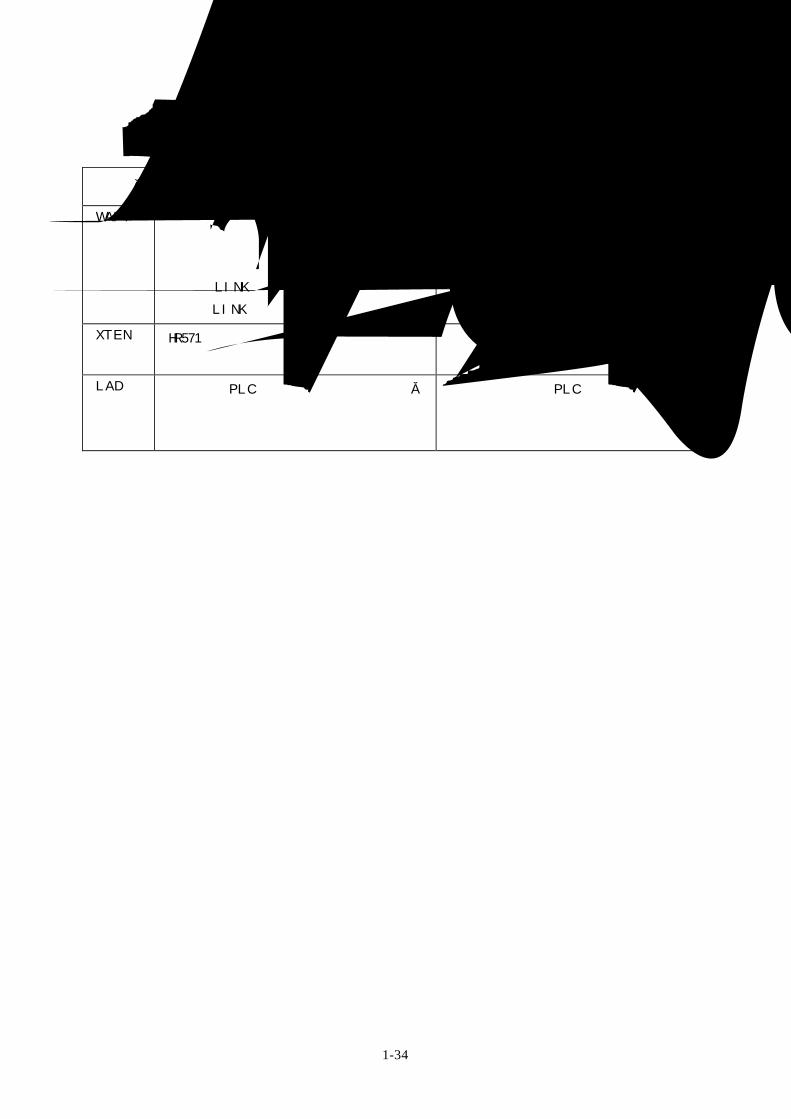
LINK
PLC串聯連接通訊已停止。 註︰當WAIT輸入PLC串聯鏈路,在通訊停止前僅準備序列已建立。所以,假定基本規格參數或串聯連接參數 #1902和 #1903是不正確的,或者 #1909設定時間太短。
‧檢查HR571卡的連線和外部序列傳輸是否正常。
‧在診斷畫面,檢查鏈路通訊的錯誤。 ‧檢查基本規格參數的串聯鏈路參數的設定。
1. 異警表 1.8 緊急停止期間信息
1-34
錯誤號碼 說 明 對 策
WAIT 主台沒有發送準備序列。或者接收到的準
備序列內容與參數內容不相一致,以致通
常序列不能起動。
註︰當LINK也進入PLC串聯連接,參考
“LINK”部分的“說明”。
‧檢查HR571卡旋轉開關和連線,以及
外部序列傳輸是否正常。
‧檢查診斷畫面尋找鏈路通訊錯誤。
XTEN HR571卡操作不正常或旋轉開式設置不正
確。
‧檢查HR571卡旋轉開關,如果需要就
更換HR571卡。
LAD 使用者的PLC(階梯形順序)有非法代碼。 ‧檢查使用者的PLC(階梯形順序),
看看它有否使用非法的裝置號或常
數。
1. 異警表 1.8 緊急停止期間信息
1-35
1.9 輔助軸異警
表示例
S01 輔助軸伺服異常 ££££ £
軸號碼 1∼4
異警情報 ( 以MR-J2-CT 異警情報為標準 )
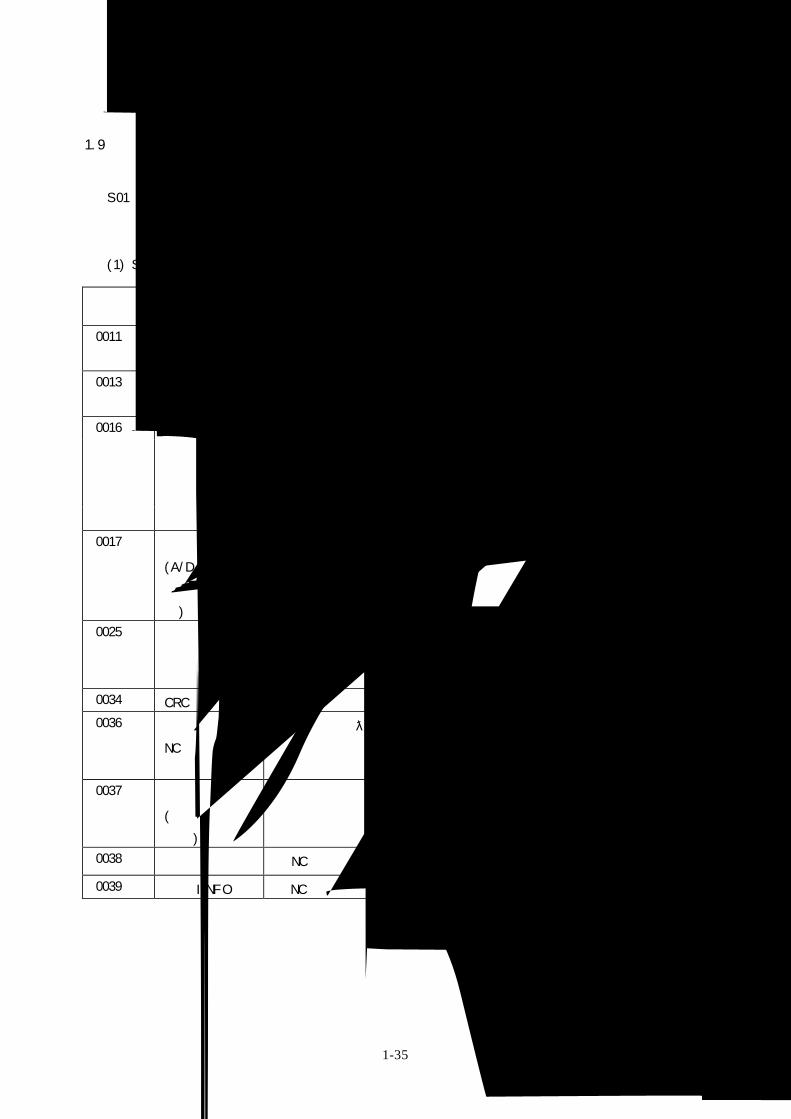
(1) S01輔助軸伺服異常
異警情報 說 明 對 策
0011 基板異常 驅動器內部的印刷電路板
發生異常。
‧請更換伺服驅動器。
0013 S/W 處理超過
時間、時脈異常
驅動器內部的基準時脈發
生異常。
‧請更換伺服驅動器。
馬達型式不同。 ‧請搭配正確的驅動器、馬達。
檢出器初期通信發生異
常。
‧請正確連接。
‧請交換馬達。
‧請交換信號線或修理。
0016 馬達型式、
檢出器型式異
常
檢出器CPU異常。 ‧請交換馬達 (檢出器)。 0017 基板異常
(A/D變換初期
異
常)
驅動器內部的A/D變換發
生
異常。
‧請更換伺服驅動器。
0025 絕對值位置消
失
檢出器內部的絕對位置資
料有異常。
‧發生異警狀態2∼3分繼續開啟電源,請
再開啟電源。
‧交換電池,請再執行絕對值初期設定。 0034 CRC 錯誤 和NC的通信發生異常。 ‧請實施雜訊對策。 0036 超過時間、
NC電源低下
和NC的通信中斷。 ‧請正確連接。
‧請將NC電源開啟。
‧請交換驅動器或NC。 0037 參數異常
(回生阻抗型式
異常)
參數的設定值異常。 ‧請設定正確參數。
0038 通信架構錯誤 和NC的通信發生異常。 ‧請實施雜訊對策。
0039 通信INFO錯誤 從NC送來未定義的資料。 ‧請變更對應的NC的版本。
1. 異警表 1.9 輔助軸異警
1-36
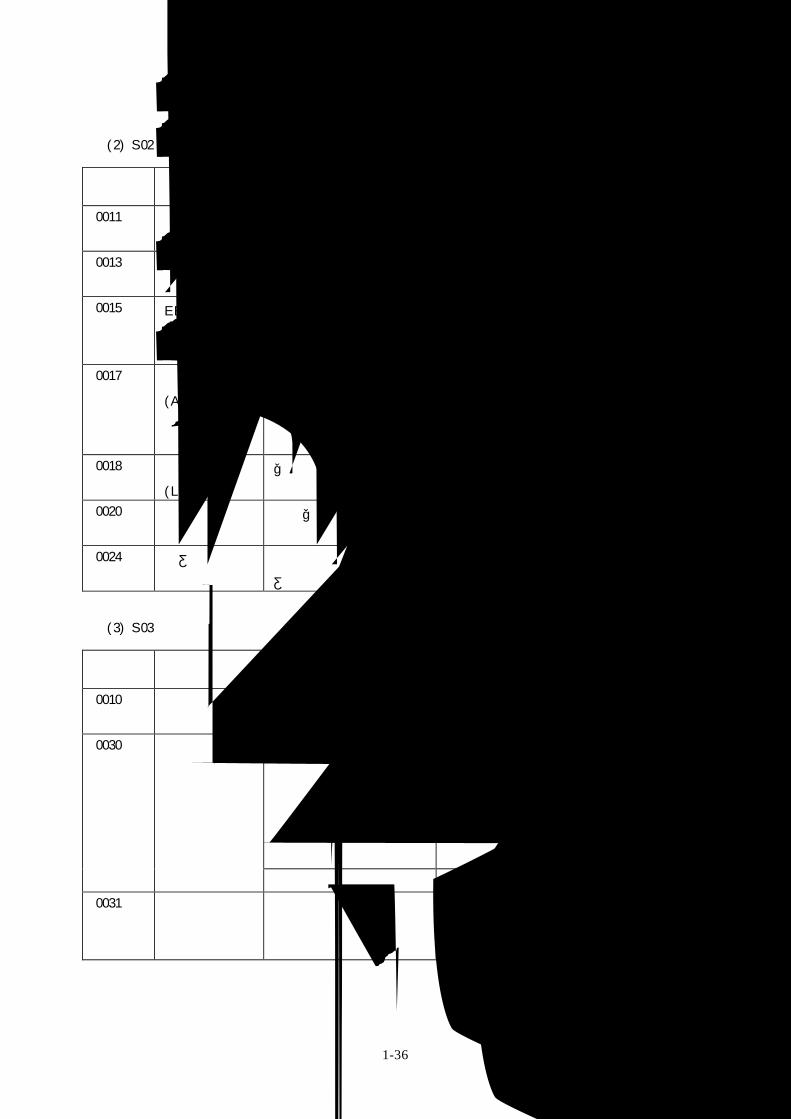
(2) S02輔助軸伺服異常
異警情報 說 明 對 策
0011 基板異常 驅動器內部的印刷電路板
發生異常。
‧請更換伺服驅動器。
0013 S/W 處理超過
時間、時脈異常
驅動器內部的基準時脈發
生異常。
‧請更換伺服驅動器。
0015 EEROM異常 寫入驅動器內部的
EEROM
發生異常。
‧請更換伺服驅動器。
0017 基板異常
(A/D變換初期
異
常)
驅動器內部的A/D變換發
生
異常。
‧請更換伺服驅動器。
0018 基板異常
(LSI異常)
驅動器內部的LSI發生異
常。
‧請更換伺服驅動器。
0020 檢出器異常 伺服驅動器和檢出器間的
通信發生異常。
‧請正確連接。
‧請交換信號線或修理。 0024 地絡檢知 電源開啟時檢知輸出的地
絡。
‧請修復地絡部分。
‧請交換信號線或馬達。
(3) S03輔助軸伺服異常
異警情報 說 明 對 策
0010 電壓不足 電源電壓在160以下。 ‧請檢視電源。
‧請更換伺服驅動器。
內部回生阻抗或外部回生
選擇的回生電力超過。
‧請正確設定參數 #002。
‧請正確連接。
‧請降低位置移動的頻度。
‧請變更容量較大回生選擇。
‧請減少負荷。
‧請檢視電源。
0030 回生異常
回生電晶體異常。 ‧請更換伺服驅動器。 0031 過速度 超過馬達瞬間容許回轉速
度。
‧請延長加減速時間常數。
‧請檢視齒輪比。
‧請更換檢出器。
1. 異警表 1.9 輔助軸異警
1-37
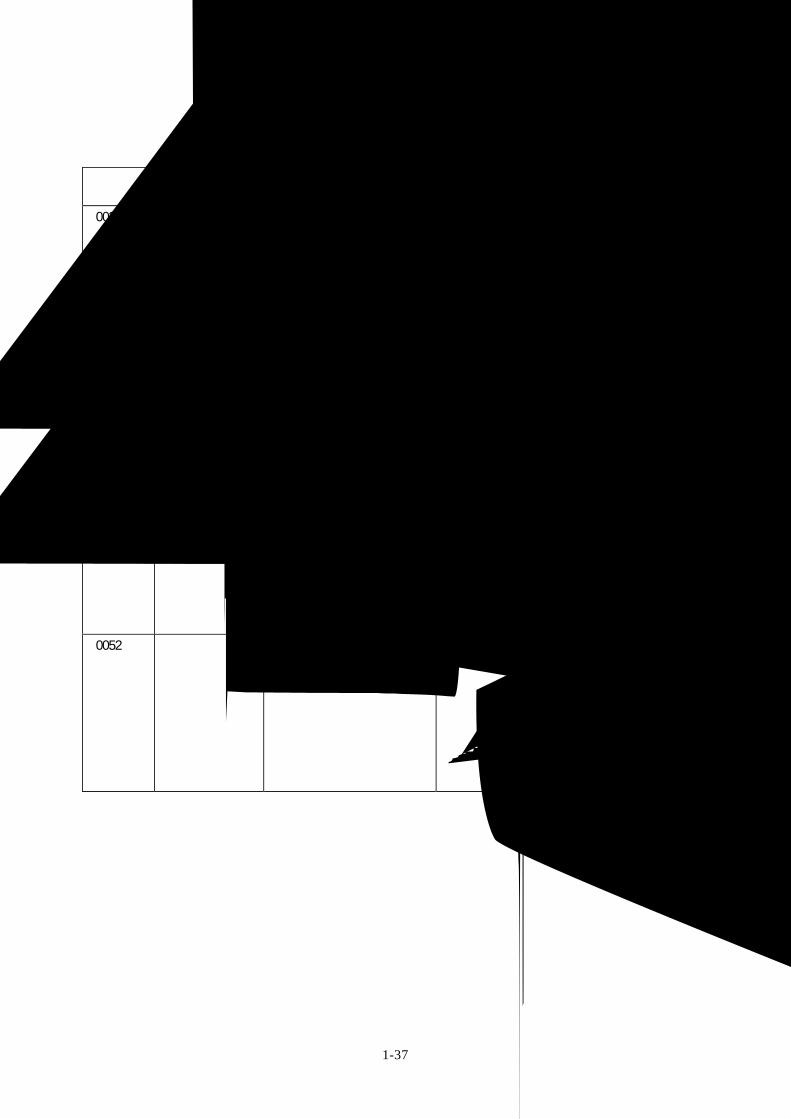
異警情報 說 明 對 策
0032 過電流 超過伺服驅動器的容許電
流。
‧請修正配線。
‧請更換伺服驅動器。
‧請實施雜訊對策。 0033 過電壓 伺服驅動器的轉換器電壓
在400V以上。
‧請正確配線。
‧請更換伺服驅動器。
‧內部回生阻抗時,請更換驅動器。
‧外部回生選擇時,請更換回生選擇。 0046 馬達過熱 馬達持續過熱的狀態運
轉。
‧請減少負荷。
‧請檢視運轉模式。 0050 過負荷1 伺服驅動器或伺服馬達的
過負荷保護機能動作。
‧請減少負荷。
‧請檢視運轉模式。
‧請更換輸出較大的馬達、驅動器。
‧請變更自動調整的應答性設定。
‧請正確連接。
‧請更換伺服驅動器。 0051 過負荷2 機械的衝突或重負荷等數
秒間最大電流輸出。
‧請檢視運轉模式。
‧請變更自動調整的應答性設定。
‧請正確連接。
‧請更換伺服驅動器。 0052 誤差過大 超過誤差過大檢知設定值
所發生位置偏差。
‧請延長加減速時間常數。
‧請提高轉矩設定值。
‧請檢視電源設備容量。
‧請檢視運轉模式。
‧請交換馬達。
‧請正確連接。
‧請修理、交換信號線。
1. 異警表 1.9 輔助軸異警
1-38
(4) S52輔助軸伺服警告
異警情報 說 明 對 策
0092 電池電壓不足 絕對位置檢出用電池電壓
低下。
‧請確實安裝電池。
‧請交換電池、執行絕對位置初期設定。 00E0 過回生警告 回生電力有可能超過內藏
回生阻抗或外部回生選擇
的容許範圍。
‧請降低位置移動的頻度。
‧請更換較大的回生選擇。
‧請減少負荷。 00E1 過負荷警告 有可能發生過負荷1異警 ‧請參考S03 0050 的項目。 00E3 絕對位置計數
警
告。
絕對位置檢出器的內部資
料有意常。
‧請實施雜訊對策。
‧請更換伺服馬達。
00E9 主回路 在主回路電源關閉的狀態
下輸入伺服開啟信號。
接觸不良。
‧請將主回路電源開啟。
(5) Z70輔助軸位置不正
異警情報 內 容 原 因 對 策 0001 原點初期設定
未
完。
絕對位置系統尚未實施原
點 (基準點) 初期設定。
‧請實施原點 (基準點) 初期設定。
0002 絕對位置基準
資
料消失。
驅動器內部的絕對位置基
準座標資料消失。
‧請實施原點 (基準點) 初期設定。
0003 絕對位置系統
關
連參數異常。
絕對位置系統關連參數被
變更或消失。
‧正確設定參數後,請實施原點 (基準點)
初期設定。
(6) Z71輔助軸電壓低下
異警情報 內 容 原 因 對 策 0001 絕對位置檢出
器
資料消失。
因電池電壓過低,檢出器
內
的資料消失。
電池電壓過低。
檢出器信號線斷線、鬆
動。
‧電池、檢出器信號線確認後,請實施原
點 (基準點) 初期設定。
1. 異警表 1.9 輔助軸異警
1-39
1-40
(7) Z73輔助軸系統警告
異警情報 內 容 原 因 對 策 0001 絕對位置記憶
用
電池電壓過低
警
告。
電池電壓過低。
檢出器信號線斷線、鬆
動。
‧請確認電池、檢出器信號線。不必實施
原點 初期設定。
0003 絕對位置計數
警
告。
檢出器內的絕對位置計數
異常。
‧請更換檢出器。
(8) M00輔助軸OP錯誤
異警情報 內 容 原 因 對 策 0001 近點檔塊長度
不
足。
執行檔塊式參考點時,原
點
復歸速度過快或檔塊長度
太短。
‧請降低原點復歸速度或加長檔塊長度。
0003 參考點復歸方
向
不對。
執行參考點復歸時,軸往
非
指定方向移動。
‧請讓軸往正確的方向移動。
0004 外部互鎖。 軸互鎖機能有效。 ‧請解除互鎖信號。 0005 內部互鎖。 因伺服關閉機能而產生互
鎖狀態。
‧請解除伺服關閉。
0007 軟體極限。 軟體極限開啟。 ‧請確認軟體極限設定和機械位置。 0024 絕對位置異警
中
不可參考點復
歸
絕對位置異警中執行參考
點復歸。
‧請執行絕對位置基準點初期設定後再確
定
絕對位置座標。
0025 絕對位置初期
設
定中不可參考
點
復歸。
絕對位置初期設定中執行
參考點復歸。
‧請執行絕對位置基準點初期設定後再確
定
絕對位置座標。
(9) M01輔助軸OP錯誤
異警情報 內 容 原 因 對 策
1. 異警表 1.9 輔助軸異警
1-41
0001 無運轉模式 無運轉模式指定或軸移動
中變更運轉模式。
‧請正確指定運轉模式。
0003 移動速度零 動作參數的移動設定為零
,或速度切換 (OVERRIDE)
時,切換速度為零。
‧請設定移動速度或速度切換值為零以外
的值。
0060 配置號碼指定
不
正確,無法啟動
指定配置號碼超出索引除
數。
‧請指定正確的配置號碼。
1-42
異警情報 內 容 原 因 對 策 0061 參考點復歸未
完
成,無法啟動。
在增量值系統執行參考點
復歸前用自動/手動啟
動。
‧請執行參考點復歸。
0062 絕對位置基準
點
初期設定中,無
法啟動。
絕對位置基準點初期設定
中啟動信號被輸入。
‧請完成絕對值位置基準點初期設定。
0063 絕對位置異警
中
,無法啟動。
絕對位置異警中啟動信號
被輸入。
‧請先執行絕對值位置基準點初期設定,
再確定絕對位置座標。
0064 任意位置決定
中
,無法手動運轉
任意位置決定中用手動模
式啟動。
‧請先關閉任意位置決定模式再切換至手
動運轉模式。
0065 算出不相等配
置
號碼不正確,無
法啟動。
在不相等除數時,指令配
置
號碼超過8。
‧請確認指令配置號碼。
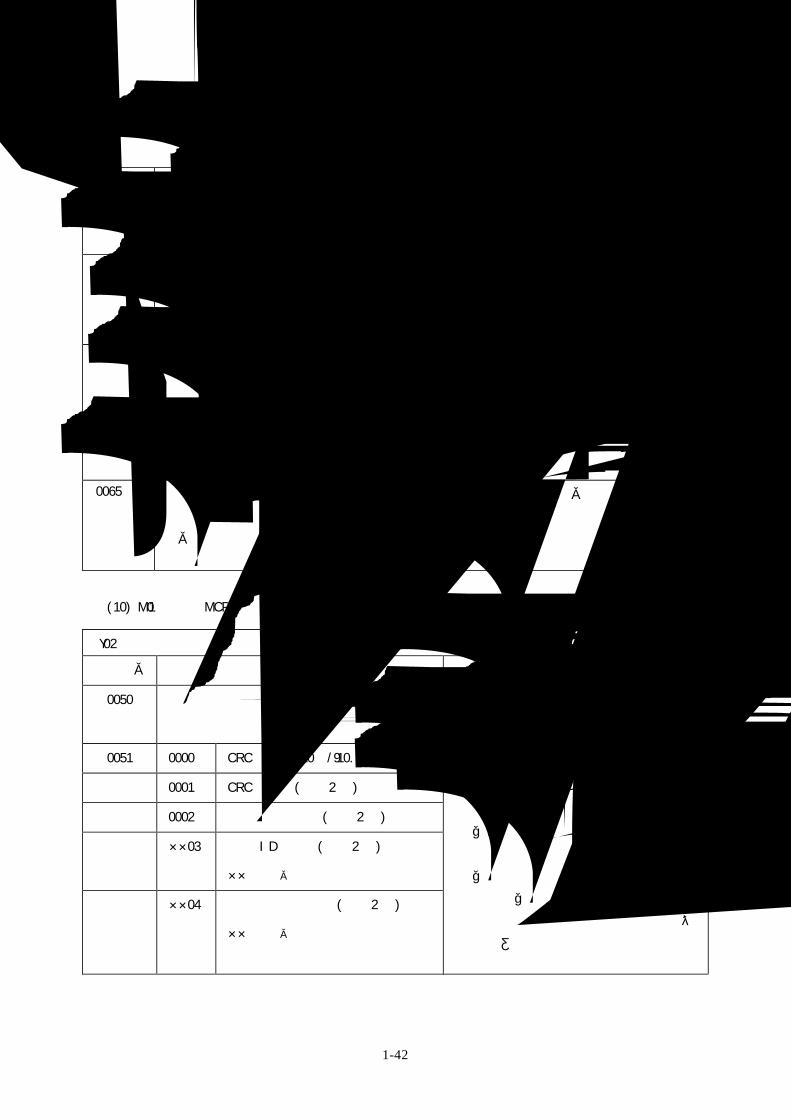
(10) M01輔助軸MCP異警
Y02 輔助軸系統異常 電源開啟後,MCP和輔助軸驅動器間的資料傳送異常。
異警號碼 說 明 對 策
0050 背景錯誤 可能軟體或硬體的故障。
請聯絡服務中心。
0051 0000 CRC錯誤 (10回/910.2ms)
0001 CRC錯誤 (連續2回)
0002 通信時間錯誤 (連續2回)
ÏÏ03 資料ID 錯誤 (連續2回)
ÏÏ:軸號碼
ÏÏ04 通信結構數錯誤 (連續2回)
ÏÏ:軸號碼
控制器和驅動器間的通信異常。
‧請實施雜訊對策。
‧請確認控制器和驅動器及驅動器和
驅動器間信號線插座的連接。
‧請確認控制器和驅動器及驅動器和
驅動器間信號線有無斷線。
‧有可能驅動器故障,將七段顯示器所
顯示的全部內容紀錄下來和服務中
心聯絡。
1. 異警表 1.9 輔助軸異警
1-43
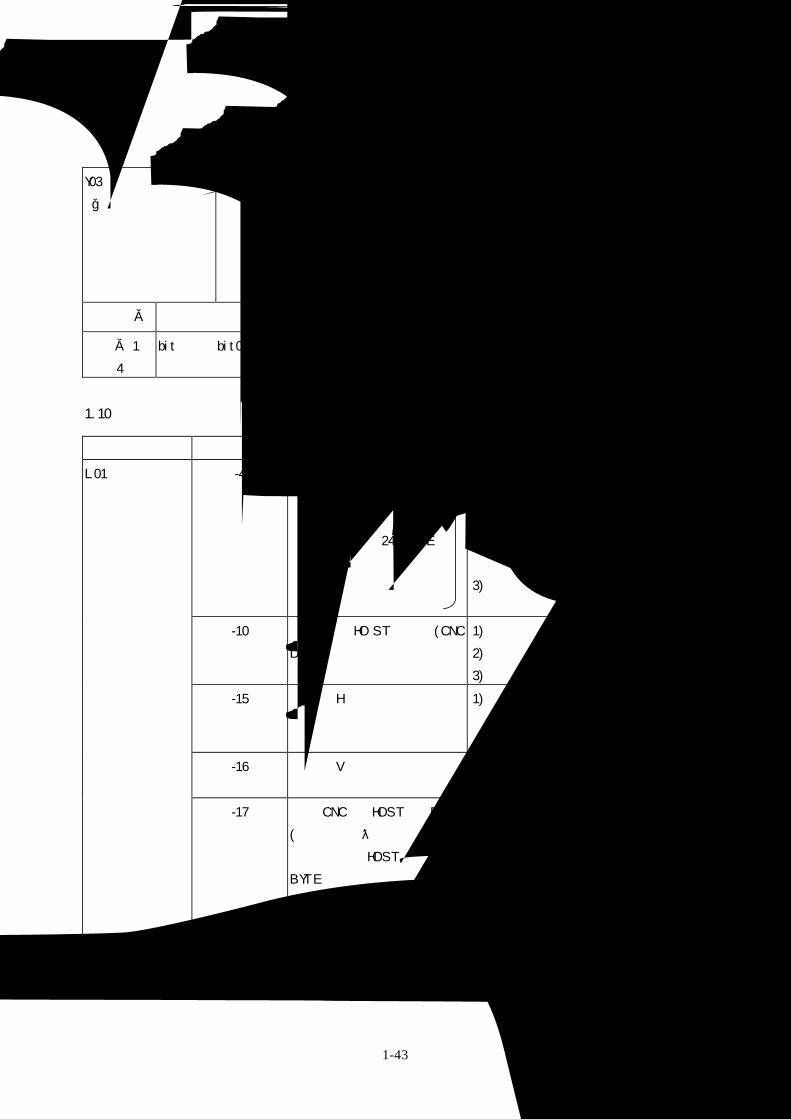
Y03輔助軸未實裝
驅動器未正確連接
請檢查輔助軸驅動器的實裝狀態。
‧請先確認信號線配線。
‧請確認信號線有無斷線。
‧請確認連接的插座。
未輸入輔助軸驅動器的電源。
輔助軸驅動器的軸號碼開關不正確。
異警號碼 說 明
軸號碼1∼
4
bit對應(bit0:一軸數、bit1:二軸數、bit2:三軸數、bit3:四軸數)
1.10 電腦連線錯誤
錯誤訊息 錯誤表示號碼 說 明 對 策
-4 通信等待時間超過
CNC側接收緩衝區有
248BYTE。
當CNC用248 BYTE
接收時,輸出入裝置
的參數等待時間值設
定太大。
1) 將輸出入裝置參數的等待時間延
長。
2) 從CNC 對應的DC1 (資料要求) ,
HOST 是否有在傳送,請檢視HOST
的通信軟體 。
3) 請確認開始碼是否否設定為0。
-10 主電腦(HOST)錯誤(CNC
DR) 信號無開啟。
1) 請確認信號線是否從連接器脫落。
2) 請確認信號線是否斷線。
3) 請確認HOST 電源是否開啟。
-15 因同位H 通信結束。 1) 資料傳送是否為 ISO碼,請檢視
HOST的通信軟體。
-16 因同位V 異警通信結束。 1) 請檢視CNC傳送資料。
L01電腦連線錯
誤
-17 即使 CNC在 HOST以 DC3
(資料傳送中斷要求) 傳
送,因為從 HOST接收 10
BYTE 以上的資料,因此通
信結束。
CNC在 HOST資料傳送
中,從 HOST接收10 BYTE
以上的資料。
1) HOST用DC3接收10 BYTE 以內資
料,看資料是否會中斷,請檢視
S/W。
2) HOST在接收加工程式中,是否往
CNC傳送指令、程式開頭等資料,
請檢視HOST的通信軟體。
1. 異警表 1.10 電腦連線錯誤
2-1
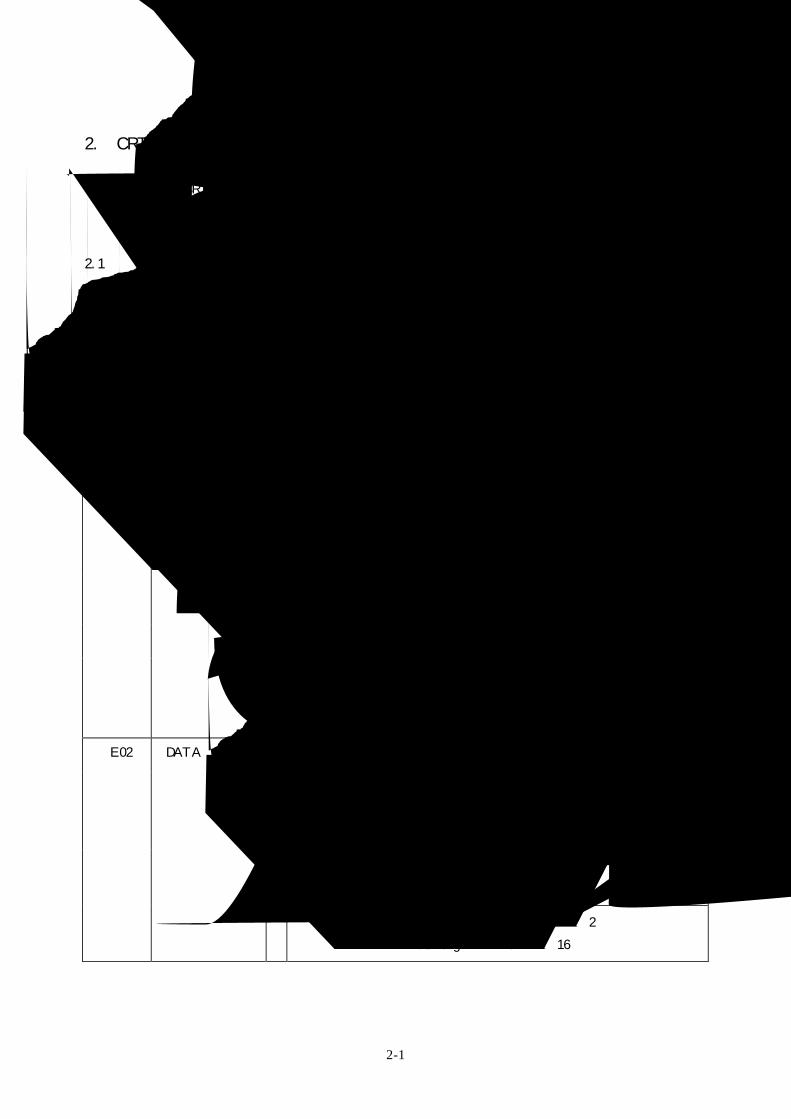
2. CRT設定顯示單元上的操作訊息
如果在任一CRT設定顯示單元畫面上發生設定操作錯誤,那麼錯誤號 EOO和出錯的詳細訊息說
明將顯示在上述資料設定部上方的行中。
2.1 操作錯誤
∆︰有必要重新設定進行修改的訊息 5︰刪除出錯條件後,有必要修改的訊息
(在畫面上顯示的訊息是用黑體字)
錯誤號碼 錯誤訊息 內 容
‧設定資料不正確。當僅可設定數字時卻設定了英文字母等。
‧資料輸入卻沒有設定號碼 (#)。
(字編輯)
‧沒有設定檢索資料,卻按了菜單鍵「↓」或「↑」。
‧即使編輯緩存(器)沒有存儲資料,仍按菜單鍵“REPLACE”。
‧下列字元之一作為檢索資料和編輯緩存的首字元輸入︰「0」~
「9」,「‧」, 「 」(空格),「+」,「-」,「=」,「*」,
「[」,和「] 」。
‧採用增量檢測系統時,參數(#0絕對位置設定)在絕對位置設
定畫面上設定。
‧對於標準參數設定或格式化執行期間輸入資料不是“Y”或“N”。
E01 SETTING
ERROR
(設定錯誤)
∆
‧給#1043 Lang規定「4」~「10」的值。
‧即使不存在語言資料,也要力求輸出和比較。檢查欲輸出的語
言資料號碼。
‧設定資料超過了設定範圍。
‧當輸入紙帶上刀具補正資料時補正資料超過了範圍,因此單節
不能被輸入。在顯示輸入畫面期間再按INPUT鍵, 輸入將從下
一個單節繼續。
‧測定工件座標補正時,按 CALC鍵得出的計算結果超出規定範
圍,正確規定供計算用的刀長及磨耗資料。
E02 DATA OVER
(資料範圍超過)
∆
‧沒有任選餘地時,給 #1043 lang規定「2」或「2」以上。或者就
加添任選,給 #1043 lang規定「16」或「16」以上。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
2-2
錯誤號碼 錯誤訊息 內 容
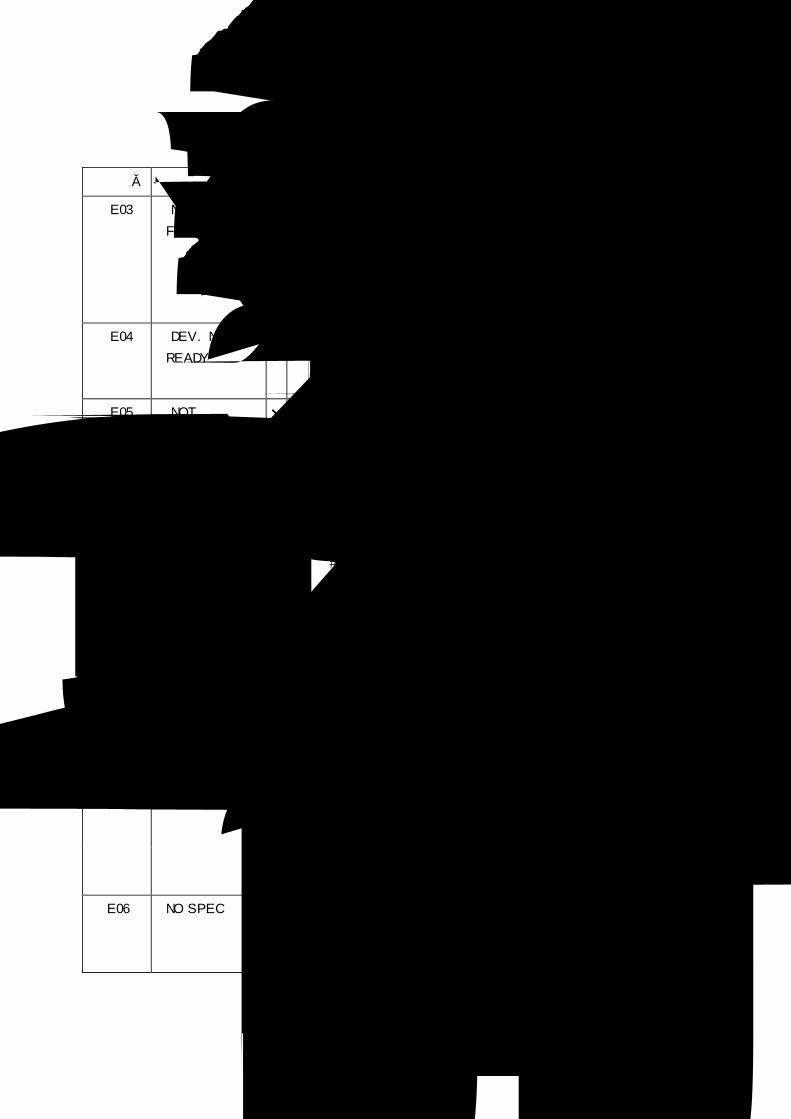
E03 NO. NOT
FOUND
(無此號碼)
∆ ‧ 對應的設定號碼NO. (#) 沒有找到。這種錯誤發生在當設定和輸
入了畫面上找不到的設定號或為共變數設定和輸入在規格中找
不到變數號碼的情況。
‧手動測定刀具長時,規定一個不存在的刀具磨耗補正號碼,並
接入感測器。正確規定補正號R暫存器。
E04 DEV. NOT
READY
(裝置未準備完成)
r ‧輸入/輸出單元電源沒有接通。
‧電纜沒有連接。
‧傳送速度設定不一致。
‧當程式有效時 PLC計時器不能從畫面上設定。(當機械參數位
元選擇 #6449第1位元設定為1時。)
‧當程式有效時 PLC計時器不能從畫面上設定。(當機械參數位
元選擇#6449第0位元設定為1時。)
‧刀具登錄資料設定被禁止。(當特殊繼電器E71由PLC設定有效時。
‧從刀具壽命管理畫面設定被禁止。
‧當 #0“絕對位置設定”無效時,絕對位置設定畫面的 #1“參
考點”和 #2“原點”不能設定。
‧在 #1001 SYS-ON, #1002 axisno中設定的全部軸是不正確的。因此
全部軸數的設定為4。
‧#1037 cmdtyp不在設定範圍之內。
‧按INPUT實現程式呼叫,這是在字編輯畫面背景編輯狀態下。
‧當顯示運行中程式(PDISP信號︰ON)時,在字編輯畫面上操
作菜單鍵(更換和插入)。
‧菜單設定MDI資料於MDI設定鎖住狀態(MDI設定鎖住參數規
定為0,非MDI模式有效)。
‧輸入顯示選擇狀態的語言資料。輸入資料前改變顯示選擇狀態
一次。(#1043 lang)
E05 NOT
ACCEPTABLE
(設定不可狀態)
r
‧當手動指令值保護(#1228 aux12/位7)機能有效時,第1監視畫
面由手動指令操作執行(M , S和T鍵)。
E06 NO SPEC
(無此規格)
r ‧不在規格中的機能菜單鍵被按。
‧設定了規格中沒有的參數。
‧未添加作任選的語言被選擇(#10431ang)。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
2-3
錯誤號碼 錯誤訊息 內 容
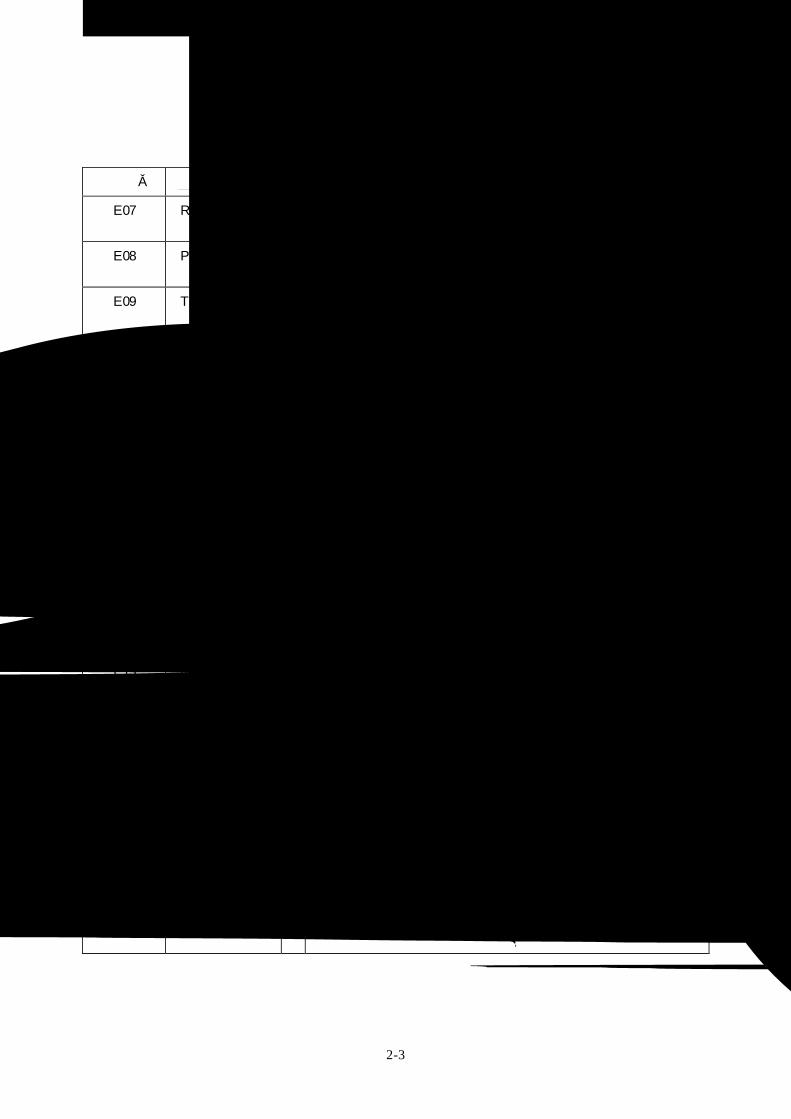
E07 RESET END
(重置結束)
∆ ‧輸入/輸出操作由於重置等(包括緊急停止)被強制停止。
E08 PHYSICAL ERR
(實際錯誤)
r ‧輸入/輸出參數設定或輸入/輸出裝置側設定不正確。
E09 TIME OUT
(時間超過)
r ‧輸入/輸出裝置參數“TIME-OUT TIME”設定太短。
‧在加工程式中沒有EOB碼。
E10 MEMORY OVER
(記憶容量超過)
r ‧程式不能寫,因為超過記憶體容量。此錯誤發生在當 MDI畫
面上MDI資料設定超過 500字元,或當記憶 MDI在編輯畫面
上編輯或編輯程式,在資料輸入/輸出畫面上輸入,程式複制,
等等。
E11 PROG NO.
DUPLI
(程式號碼重複)
∆ ‧當在記憶體中登錄加工程式時,發現該程式號碼與在記憶體
中已有的程式號碼相同。參閱程式一覽表尋找尚未使用的程
式號碼,重置該程式號碼。
這種錯誤發生在MDI畫面進行MDI登錄或在編輯畫面建立程
式時。
E12 FILE ENTRY
OVER
(檔案登錄超過)
r ‧當在記憶體中登錄加工程式時,規格確定的程式數已被超過,
不能登錄。
這種錯誤發生在MDI畫面進行MDI登錄,在編輯畫面建立程
式,在資料輸入/輸出畫面輸入資料,以及複制程式時。
E13 NB NOT FOUND
(無該NB)
∆ ‧指定順序號碼的單節或指定單節號碼的單節在指定程式中不
存在。
E14 PROG NOT
FOUND
(無該程式)
∆ ‧指定的程式在記憶體中沒有找到。
‧在圖形檢查時用紙帶記憶呼叫沒有找到對應程式號碼。
E15 EDIT LOCK B
(編輯鎖住B)
r ‧對加工程式B和C企圖進行被禁止的操作(編輯、輸入/輸出、
緩衝器修正等)。
E16 EDIT LOCK C
(編輯鎖住C)
r ‧對加工程式C企圖進行被禁止的操作(編輯、輸入/輸出、緩
衝器修正等)。
E17 PARITY H
(同位H警示)
r ‧在資料輸入等期間檢測出水平同位H錯誤。
檢查紙帶或輸入裝置。如果紙帶由於油等弄臟,就可能發生
這種出錯。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
2-4
錯誤號碼 錯誤訊息 內 容
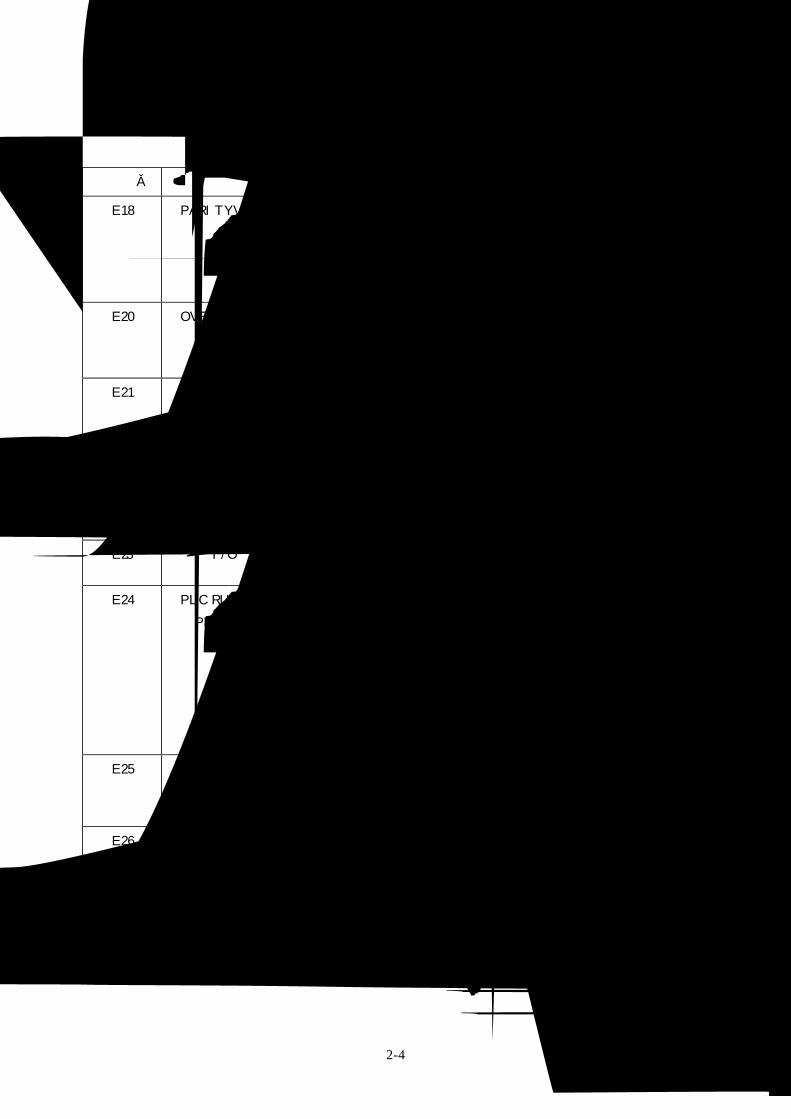
E18 PARITY V
(同位V警示)
r ‧在資料輸入期間檢測出垂直同位錯誤。檢查紙帶看單節的
有效資訊部分的字元數是否是奇數。
‧也應檢查裝置的連接狀態(電纜佈線、抗噪音措施等)。
‧或請確認機器的連接狀況(電纜線配線、雜訊對策)。
E20 OVER RUN ERR
(超額運轉錯誤)
r ‧使用DC碼等控制方法,對於輸入/輸出操作是不正確的。
‧檢查輸入/輸出裝置參數的設定,以及輸入/輸出裝置側的
設定,必要時重新設定。
E21 PROGRAM
RUNNING
(程式運轉中)
r ‧在操作期間企圖刪除加工程式。
‧在運行期間企圖呼叫。
‧在運行期間企圖改變參數等資料。
‧在運行期間企圖開始圖形檢查。
E22 CODE CHANGE
ERR
(碼變換錯誤)
r ‧紙帶上有非法碼。
E23 沒有I/O卡 r ‧要執行輸入出機能時資料輸入出用的PC板(IOP)沒有實
裝。在PC板實裝的狀態,再次執行。
E24 PLC RUN
(PLC RUN中)
r ‧當PLC未停止時企圖進行資料輸入/輸出或進行資料比較。
‧當PLC未停止時企圖進行類比輸出調整。
‧試圖在PLC執行期間輸入或輸出語言資料。
(措施)
‧停止PLC。
‧置控制裝置旋轉開關於1。
‧設定面板一覽表畫面將RUN/STOP設定為1。
E25 DATA MEMORY
ERR
(資料記憶錯誤)
r ‧當在紙帶上輸入刀具補正資料時,指定了一種超過規格範
圍的補正類型,而且該單節不能輸入。如在輸入畫面再按
一次輸入鍵,則將從下一程式開始連續輸入。
E26 NO
CHARACTERS
(沒有該文字列)
∆ ‧當在編輯畫面用資料進行呼叫時,從畫面顯示的單節直到程式結束都找不到指定的文字串。再次按輸入鍵,呼叫將
從程式開頭開始。
E35 COMPARE ERROR
(比較錯誤)
r ‧在紙帶和記憶體資料進行比較時發現了不一致。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
2-5
錯誤號碼 錯誤訊息 內 容
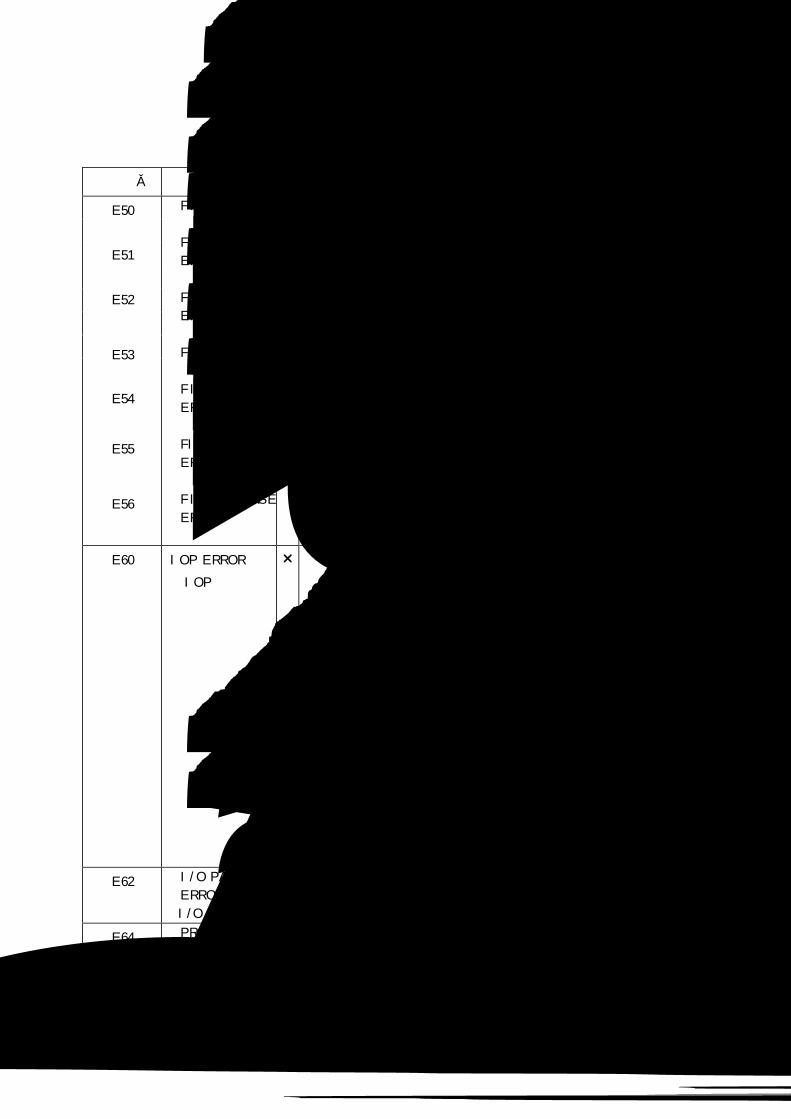
E50
E51
E52
E53
E54
E55
E56
FILE ERROR (檔案錯誤) FILE OPEN ERROR
(檔案開啟錯誤) FILE CLOSE ERROR
(檔案關閉錯誤) FILE SEEK ERR
(檔案找尋錯誤) FILE READ ERROR
(檔案讀出錯誤) FILE DELETE ERR
(檔案消除錯誤) FILE INSERT ERR
(檔案插入錯誤)
r ‧如果它們中有一個產生錯誤,則不能繼續編輯或輸入/輸出操作。
請與服務中心聯絡。對於E50,在訊息結束處將顯示分類號。
最好將此分類號告訴服務中心。
E60 IOP ERROR
(IOP 錯誤
)
r 在E60訊息後顯示分類號。
參考()部分,並排除問題。
‧位長的設定不正確。(波特率、停止位和字元長)
檢查I/O裝置參數的設定或檢查輸出入裝置的設定並再次設定。
‧檢查已連接裝置的狀況(電纜佈線和抗噪音措施)。
E62 I/O PARAM ERROR
(I/O參數錯誤)
∆ ‧為輸入/輸出參數所設定的“EIA碼”資料是無效碼。
‧無效碼是當作EIA標準碼和偶數孔碼來用的。
E64 PROGRAM NO. ERR
(程式號碼錯誤)
∆ ‧在程式複制時發現在記憶體中有與指定的程式號碼相同的號。 ‧在紙帶輸入時,加工單節的第1個字元是程式號地址“O”或
“L”。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
E60 I OP ERROR – 4 (E09過時時間結束)
E60 I OP ERROR – 5 (E08實際錯誤)
E60 I OP ERROR – 7 (E07重置結束)
E60 I OP ERROR –1
0
(E04單元電源關斷)
E60 I OP ERROR –1
5
(E17同位 H錯誤)
E60 I OP ERROR –1
6
(E18同位 V錯誤)
2-6
錯誤號碼 錯誤訊息 內 容
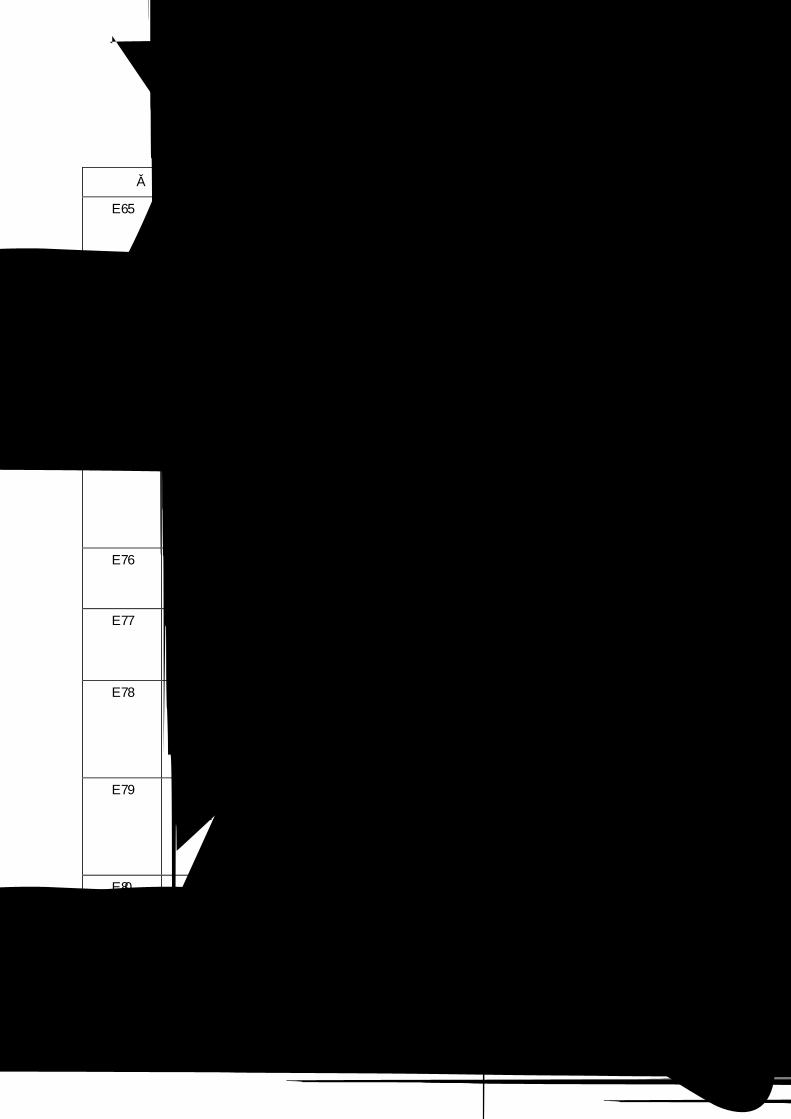
E65 PROG NO. DUPLI
(程式號碼重複)
∆ ‧在紙帶輸入期間,在記憶體中發現有與指定程式相同的號碼。
E66 NO PROG NUMBER
(沒有程式號碼)
∆ ‧在紙帶輸入期間,在紙帶上沒有找到程式號碼,而且在畫面的資料設定部沒有指定程式號碼。設定程式號碼,並再次輸入。
E69 PROGRAM CHECKING
(程式檢查中)
r ‧在程式檢查(連續或單步)期間,企圖進行呼叫(操作呼叫)。在程式檢查完了之後再進行呼叫,或在重置程式呼叫之後再進行。
E70 TOOL NO. DUPLI
(刀具號碼重複)
∆ ‧在刀具壽命管理畫面上已經登錄的刀具號碼現在又重新登錄。
E71 TOOL ENTRY OVER
(刀具登錄超過)
r ‧在刀具壽命管理畫面上企圖暫存超過最大可登錄的刀具數的資料。
‧當在紙帶上輸入刀具補正資料時一個超過規定範圍的補償號碼被指定,而且該單節不能輸入。如果在輸入畫面再次按輸入鍵,則輸入從下一個單節開始被連續輸入。
E76 OFFSET NO. ERROR
(補正號碼錯誤)
r ‧用於工件座標係補正資料測量的補正號碼是無效的。從刀具選擇開始重新啟動。(正確指定包含補正號的R暫存器)
E77 AXR INCOMPLETE
(軸未完成原點復歸)
r ‧對於被測量軸沒有完成原點復歸。(軸復歸至原點)
E78 AX UNMATCH
(TLM)
(非刀長量測軸)
r ‧在二個或更多軸移動期間,使感測器接通並進行刀具測量。不接近感測器,一次測量一軸。
E79 NO REF-RTN
(TLM)
(刀長量測軸未復歸至原點)
r ‧對於沒有完成擋塊型參考點復歸的軸,感測器接通並進行刀長測量。(測量軸復歸至原點)
E80 程式先頭找尋未完
∆ ‧程式再開型式 2的再開找尋前,沒有找尋程式的先頭。首先用非持續的型式找尋程式的先頭,然後再用型式 2找尋再開單節。
E81 程式錯誤 r ‧在程式開頭,用型式1或型式2,指定的單節在找尋中檢出程式錯誤。因也有顯示P0000的程式錯誤,故請遵照此項處理。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤

2-7

2-8
錯誤號碼 錯誤訊息 內 容
E82 再開找尋錯誤 ∆ ‧在程式再開,型式1或型式2找尋完後,再一次型式1或型式2的找尋。
在此情況要繼續程式再開的操作(用手動或自動回復再開的位置),可以從第一次找尋的單節再開。
找尋完後要修正時,用重置取消前次的找尋,然後再次找尋。
E83 次數超過 ∆ ‧在程式再開,指定的單節有存在,但不能找尋指定的次數。請調查指定單節的出現次數。
E84 CAN’T IN/OUT
(輸入出執行不可)
r ‧在參數設定狀態鎖定中輸入參數。
請參考機械廠發行的說明書。
‧在高速程式伺服機能,參數「#1925 EtherNet」的設定值為「0」。
E86 INPUT DATA
ERR
(輸入資料不正)
r ‧當輸入刀具補正資料時,資料格式不正確,因此單節不能輸
入。
‧如在輸入畫面再次按輸入鍵,則輸入將從下一單節開始繼續
進行。
‧參數輸入時,資料格式不正確。
E87 NOT EDIT PROG.
(PBK)
(固定循環程式無
法被編輯(PBK))
r ‧對固定循環副程式進行教導重現編輯。不可能對固定循環副
程式進行教導重現編輯。
E88 CAN’T ADD
BLOCK (PBK)
(無法插入(PBK))
r ‧除了用教導重現編輯單節在加工程式顯示段的左側顯示結
束(EOB) 之外不能執行教導重現編輯,按游標鍵 R,顯示整個單節至結束。然後輸入資料。
E91 MODE ERROR
(PBK)
(模式不正(PBK))
r ‧ 當“PLAYBACKVG 90”OFF時G90被設定。
‧當“PLAYBACKVG 90”接通時G91被設定。
E165 AUX RUNNING
(輔助軸運轉
中)
r ‧ 在輔助軸顯示畫面,輔助軸運轉中輸入功能鍵/菜單鍵/
上頁鍵/下頁鍵以外的按鍵。
E190 FOREGROUND
EDITING
(前景編輯中)
r ‧試圖對處於前景呼叫狀態的程式進行背景呼叫。(字元編
輯)
E191 NOT COM. r ‧在TAPE模式執行運轉搜尋。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
2-9
SEARCH
(不可運轉呼
叫)
2-10
錯誤號碼 錯誤訊息 內 容
E200 AUTOMATIC
ADJUSTMENT
ERROR
(自動調整錯
誤)
r ‧ 硬體狀態不能正確地讀入,因此不可能自動調整。
‧ 檢查遙控I/O裝置。
‧ 發生Z55RIO通訊錯誤。
‧ 手動調整。
‧ 輸入/輸出裝置故障(更換此裝置)。
E201 ADJUSTMENT
UNIT
(無調整單元)
r ‧沒有安裝類比輸出裝置。
‧確認遙控I/O單元。
‧ 準備一個帶有類比輸出的裝置。
‧ 檢查連接(電源線和信號線)。
‧輸入/輸出裝置故障(更換裝置)。
E301 CONNECT
ERROR
(連接錯誤)
r ‧於乙太網路通信插槽連接失敗。HOST位址不正確或 HOST
號碼不正確時,請正確設定。
E302 LOGIN ERROR
(登入錯誤)
r ‧於乙太網路通信登入時失敗。請確認使用者名稱、密碼。
E303 TIME OUT
(超過時間)
r ‧於乙太網路通信傳送檔案時,超過等待時間。
E311 DOWNLOAD ERR
(下載錯誤)
r ‧於乙太網路通信時,從HOST讀檔失敗。
E312 UPLOAD ERR
(上載錯誤)
r ‧於乙太網路通信時,檔案寫入HOST失敗。
E313 NO FILE
(無指定檔案)
r ‧於乙太網路通信HOST的接收操作(HOST→IC),在HOST
端找不到指定的檔案。
‧於乙太網路通信HOST的傳送操作(IC→HOST),在IC卡
找不到指定的檔案。
E314 FILE DUPLICATE
(檔案重複)
r ‧於乙太網路通信操作 HOST的接收(HOST→IC),想要登
錄的檔案名稱已經存在IC 卡內。
‧於乙太網路通信操作 HOST的傳送(IC→HOST),想要登
錄的檔案名稱已經存在HOST內。
E315 FILE WRITE ERR
(檔案寫入錯
誤)
r ‧於乙太網路通信,IC卡的寫入失敗。
E316 FILE READ ERR
(檔案讀取錯
誤)
r ‧於乙太網路通信,IC卡的輸出失敗。
E317 MEMORY OVER r ‧IC CARD的記憶容量空間用完。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤

2-11
(記憶容量空間用完) ‧NC的記憶容量空間用完。
2-12
錯誤號碼 錯誤訊息 內 容
E318 OVER FLOW ERR
(路徑內檔案太
多)
r ‧HOST路徑的檔案數太多。
E319 DIRECTORY ERR
(路徑錯誤)
r ‧路徑的指定失敗。
2. CRT設定顯示單元上的操作訊息 2.1 操作錯誤
2-13
2.2 操作訊息
下面的訊息表示設定和顯示功能的狀態,以及不能操作運行的錯誤。它們大多用來表示正常操
作,並 用於指導緊跟著的操作。它們不用數字進行分類。
2.2.1 有關呼叫和運轉
訊 息 訊息詳述
SEARCH EXECUTION
(呼叫中)
‧正常地執行呼叫。
SEARCH COMPLETE
(呼叫結束)
‧正常地完成呼叫。
2. CRT設定顯示單元上的操作訊息 2.2 操作訊息
2-14
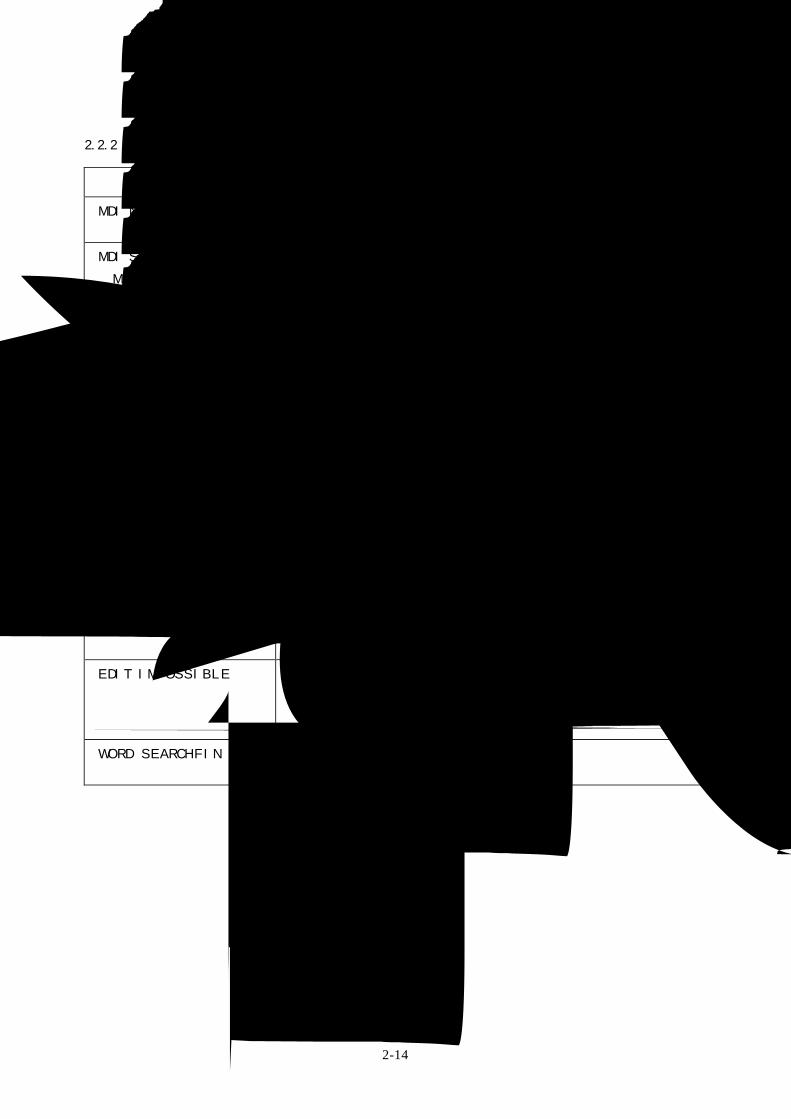
2.2.2 有關MDI/編輯
訊 息 訊息詳述
MDI NO SETTING
(無MDI設定)
‧僅顯示MDI資料(不執行)。
MDI SETTING COMPLETE
(MDI設定結束)
‧完成MDI資料設定(現在可執行)。
MDI ENTRY COMPLETE
(MDI登錄結束)
‧MDI資料用指定的程式號碼存入記憶體中。
MDI RUNNING
(MDI運轉中)
‧用MDI程式運行NC,且MDI資料不能修改。
PUSH KEY SEARCH/PROG
(請做呼叫/作成)
‧在畫面上呼叫了一個沒有程式被編輯的狀態。為了編輯,按
SEARCH(呼叫)或PROGRAM(程式)編輯鍵。
EDITING
(編輯中)
‧在畫面上對程式內容進行詳細編輯。按INPUT(輸入)將資料寫
入記憶體中。
PROGRAM RUNNING
(程式運轉中)
‧欲編輯的是記憶體當前正在運行加工程式,因此不能被編輯。
DELETE?(Y/N)
(要消除嗎?(Y/N))
‧等待輸入是否刪除程式的字編輯狀態(當選擇後台呼叫菜單時)。
BACK GROUND EDITING
(背景編輯中)
‧背景編輯模式。
EDIT POSSIBLE
(可編輯)
‧在前景編輯模式可以做編輯。
EDIT IMPOSSIBLE
(不可編輯)
‧不可在前景編輯模式做編輯。
‧在前景編輯模式中、固定循環模式中(單節停止時)等等
,也會變成此狀態。
WORD SEARCH FIN
(搜尋結束)
‧搜尋到與搜尋資料相同的文字。
2. CRT設定顯示單元上的操作訊息 2.2 操作訊息
2-15
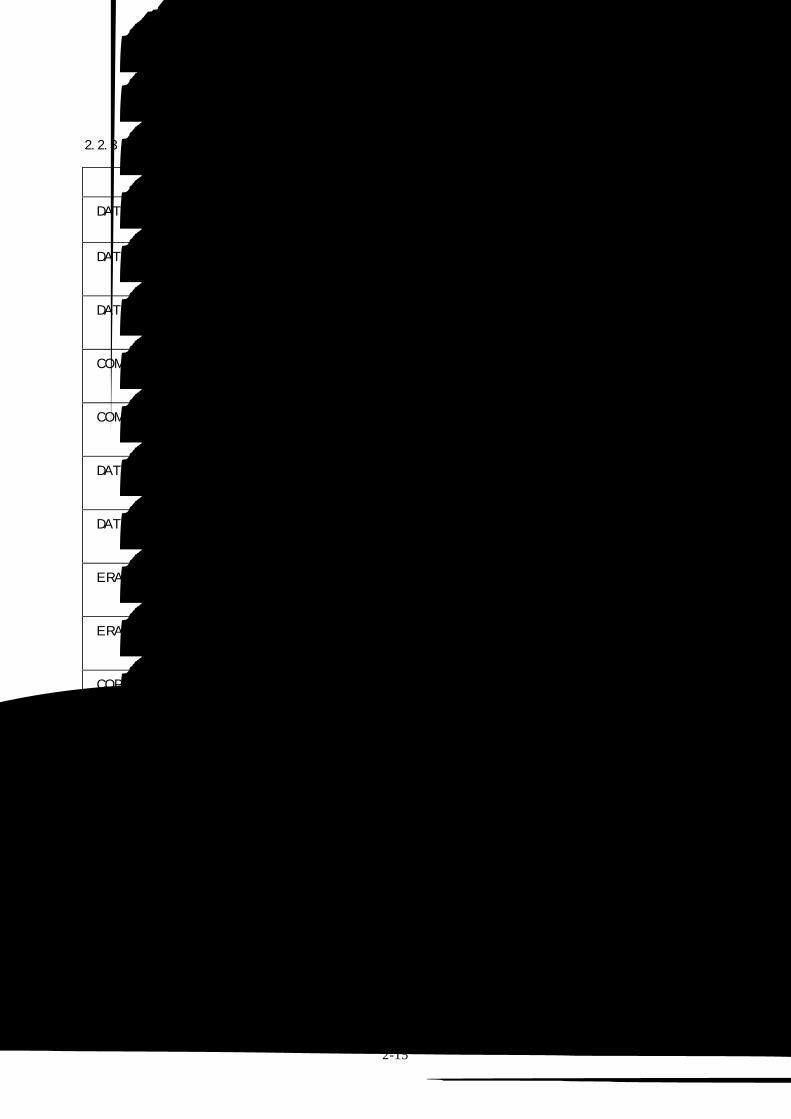
2.2.3 有關資料輸入/輸出
訊 息 訊息詳述
DATA IN EXECUTION
(資料輸入進行中)
‧資料從紙帶讀入且無異常。
DATA WRITE IN PROGRESS
(資料寫入記憶體中)
‧資料已正常輸入,輸入的資料正被寫入ROM。
DATA IN COMPLETE
(資料輸入結束)
‧資料被儲存且無異常。
COMPARE EXECUTION
(比較進行中)
‧執行比較且無異常。
COMPARE COMPLETE
(比較結束)
‧比較完成,且無異常。
DATA OUT EXECUTION
(資料輸出進行中)
‧資料正在輸出且無異常。
DATA OUT COMPLETE
(資料輸出結束)
‧資料已完成輸出,且無異常。
ERASE EXECUTION
(消去進行中)
‧資料正在被刪除,且無異常。
ERASE COMPLETE
(消去結束)
‧資料已被刪除,且無異常。
COPY EXECUTION
(複製進行中)
‧加工程式正在複製而無異常。
COPY COMPLETE
(複製結束)
‧加工程式已完成複製,且無異常。
CONDENSE EXECUTION
(整列進行中)
‧加工程式正在被整列,且無異常。
CONDENSE COMPLETE
(整列結束)
‧加工程式已被整列,且無異常。
MERGE EXECUTION
(合併進行中)
‧加工程式正在被合併,且無異常。
MERGE COMPLETE
(合併結束)
‧加工程式已被合併,且無異常。
2. CRT設定顯示單元上的操作訊息 2.2 操作訊息

2-16
訊 息 訊息詳述
NO. CHANGE EXECUTION
(編號變更進行中)
‧加工程式號碼正在被改變,且無異常。
NO. CHANGE COMPLETE
(編號變更結束)
‧加工程式號碼已被改變,且無異常。
2. CRT設定顯示單元上的操作訊息 2.2 操作訊息
2-17
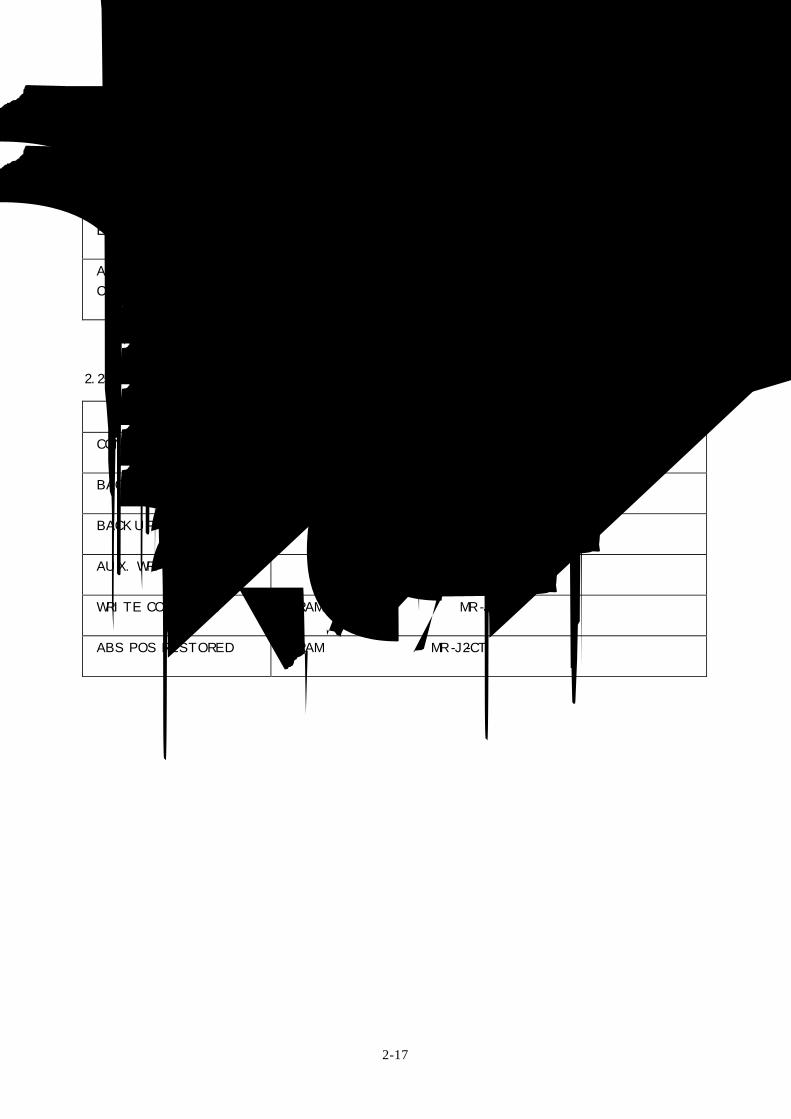
2.2.4 有關S類比輸出調整
訊 息 訊息詳述
AUTOMATIC ADJUSTMENT EXECUTION (自動調整執行中)
‧類比輸出調整正在被執行,且未出錯。
AUTOMATIC ADJUSTMENT COMPLETE (自動調整結束)
‧類比輸出調整已完成,且未出錯。
2.2.5 輔助軸的相關訊息
訊 息 訊息詳述
CONTINUE Y/N (確認Y/N)
‧請按”Y”,”N”決定是否要執行操作。
BACKUP EXECUTION (執行備份)
‧執行輔助軸參數的SRAM備份。
BACKUP COMPLETE (備份完成)
‧輔助軸參數的SRAM備份完畢。
AUX. WRITE EXEC. (輔助軸參數寫入記憶體)
‧執行SRAM內的輔助軸參數寫入MR-J2-CT。
WRITE COMPLETE (輔助軸參數寫入完成)
‧SRAM內的輔助軸參數寫入MR-J2-CT完成。。
ABS POS RESTORED (絕對位置復原)
‧SRAM內的絕對位置往MR-J2-CT復原。
2. CRT設定顯示單元上的操作訊息 2.2 操作訊息
2-18
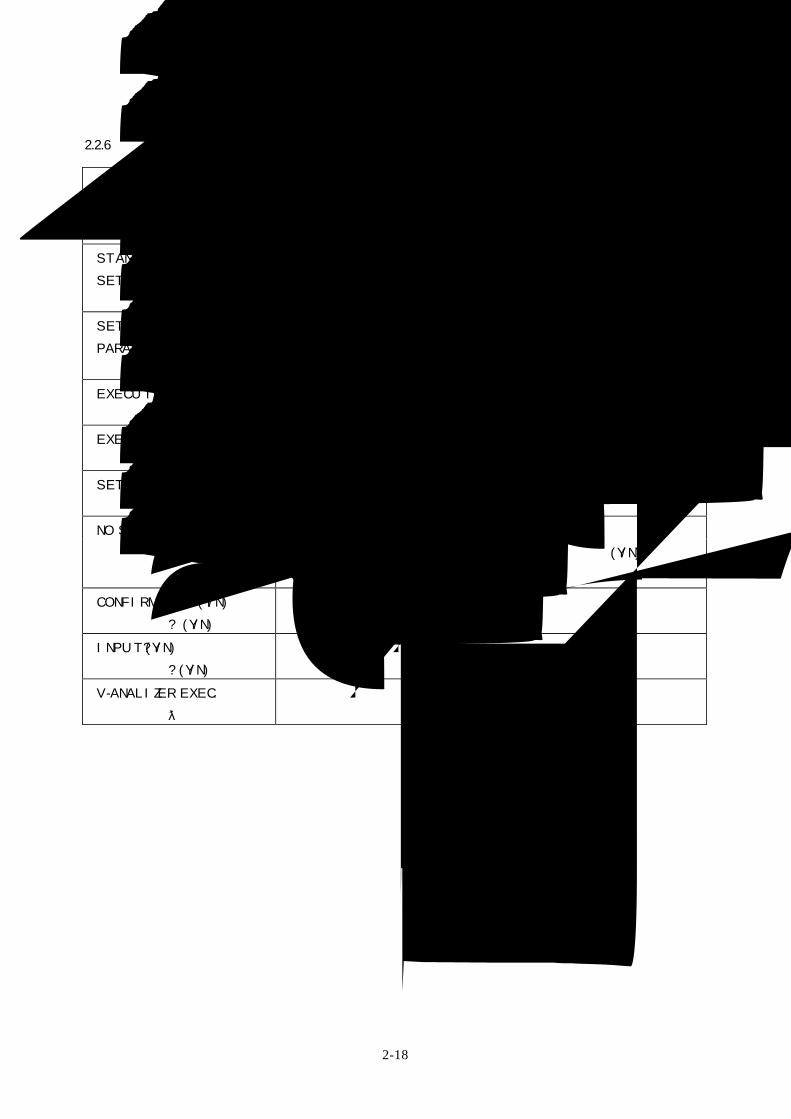
2.2.6 其它
訊 息 訊息詳述
DATA PROTECT
(資料保護)
‧資料保護鍵有效,且各種資料不能設定或消除等。
STANDARD PARAMETER
SETTING?(Y/N)
(標準參數設定?(Y/N) )
‧等待標準參數設定 (Y/N) 鍵輸入。
SETTING STANDARD
PARAMETERS
(標準參數設定中)
‧標準參數正在設定。
EXECUTE FORMAT? (Y/N)
(執行格式化? (Y/N))
‧等待執行格式 (Y/N) 鍵輸入。
EXECUTING FORMAT
(格式化執行中)
‧格式化正在被執行。
SETUP COMPLETE
(設定完成)
‧已經完成簡單設定。
NO SETUP
(未設定)
‧未執行簡單設定就完成。
(對於“標準參數”設定 (Y/N)? 或“執行格式”(Y/N)? 的問
題設定了“N”時)
CONFIRM OPE? (Y/N)
(要執行嗎? (Y/N))
‧對於消除操作時間或異警履歷進行確認。
INPUT? (Y/N)
(要輸入嗎? (Y/N))
‧手動工具長測量時,工具長資料輸入等待狀態。
V-ANALIZER EXEC.
(波形表示中)
‧波形表示時,波形表示資料輸出中。
2. CRT設定顯示單元上的操作訊息 2.2 操作訊息
3 -1
3. 程式異警
(在畫面上顯示的訊息為黑體字。)
自動運轉中所發生之異警,主要為加工程式作成錯誤及未配合 NC規格之程式所造成之程式異警。
錯誤編號 內 容 對 策
P 10 軸數超過
同一單節所指令之軸址數比規格多。
‧異警單節之指令分割為2個。
‧規格之確認。
P 11 軸名稱設定錯誤
程式指令之軸址名與參數設定之軸址名
不符。
‧修正程式之軸名稱。
P 20 分割錯誤
指令單位作不能整除之軸指令。
‧檢查程式。
P 30 同位H
紙帶上 1字元之孔數 EIA碼為偶數 ISO
碼為奇數。
‧紙帶之確認。
‧打孔機及讀帶機之確認。
P 31 同位V
紙帶上1單節之字元數為奇數。
‧紙帶上之1單節之字元數,做成偶數。
‧參數之同位V選擇要OFF。
P 32 位址錯誤
使用規格所無之位址。
‧程式之位址要作確認修正。
‧規格之確認。
P 33 格式錯誤
程式上之指令格式不正確。
‧檢查程式。
P 34 G碼錯誤
指令規格所無之G碼。
‧確認和修正程式之G碼地址。
P 35 指令值超過
超過各位址之設定範圍。
‧檢查程式。
P 36 程式末端錯誤
紙帶及記憶運轉中“EOR”讀入。
‧程式之最後輸入M02及M30。
‧副程式之最後輸入M99。
3. 程式異警
3 -2
錯誤編號 內 容 對 策
P 37 標記和N號規定為0
程式號和順序號已規定為0。
‧程式編號指定在1~99999999的範圍內。
‧順序編號指定在1~99999的範圍內。
P 39 無此規格
規定非特定G碼。
‧確認規格
P 40 先讀單節中錯誤
刀具徑補正執行中,先讀單節發生異
警,故干涉檢查無法執行。
‧修正程式
P 60 補間長度超過
指令移動距離太大(超過231)。
‧檢查軸位址指令的範圍。
P 62 無F指令
沒有切削進給指令。
‧電源通的默認移動持續有效指令為
G01。這會造成如果程式發出移動指
令,機械沒有G01指令也會移動,結果
出現異警。用F指令指定進給速度。
‧螺紋導程指令F指令指定。
P 65 無高速模式3 ‧請確認高速模式3的規格。
P 70 圓弧錯誤
圓弧的起點、終點及圓弧中心有錯誤。
‧確認程式上的起點、終點及圓弧中心指
定的位址數值。
‧確認位址數值的正、負方向。
P 71 圓弧中心
R指定圓弧補間時,圓弧的中心無法求出。
‧確認程式上的各位址數值。
P 72 無螺旋切削規格
規格中雖無,而使用指令。
‧確認螺旋切削規格。
‧圓補間指令發出軸3指令。如果沒有螺
旋切削規格,線性軸移至下個單節。
P 90 無螺紋切削規格
無螺紋切削規格而使用螺紋切削指令。
‧確認規格。
3. 程式異警
3 -3
錯誤編號 內 容 對 策
P 93 螺紋節距錯誤
螺紋切削指令時,螺紋節距不正確。
‧螺紋切削指令的螺紋節距指令要正確設
定。
P111 座標旋轉平面選擇
平面選擇指令 (G17, G18, G19) 時有座標
旋轉指令 (G68)。
‧在發平面選擇指令之前,發G68和G69
(座標旋轉指令取消)。
P112 刀具徑補正和平面選擇
‧刀具徑補正 (G41, G42) 指令時或刀尖
補正 (G41, G42, G46) 時,使用平面選
擇指令 (G17, G18, G19) 。
‧刀尖半徑指令完了後,無 G40後的軸
移動指令及補正程式亦未被取消時,
做平面選擇指令。
‧刀具徑補正或刀尖補正完了後(G40取
消指令後的軸移動指令),才可使用平
面選擇指令。
P113 平面選取錯誤
圓弧指令軸不在選取的平面上。
‧將圓弧指令軸正確地更正在選取的平面
上。
P122 無自動轉角速率調整
無自動轉角速率調整 (G62) 規格而使用
此指令 。
‧確認規格。
‧從程式刪除G62指令。
P130 第2補助機能位址錯誤
程式中規定的第2輔助功能位址並不與
參數中的一致。
‧檢查並校正程式中的第2輔助機能地址。
P131 無周速一定
無周速一定指令 (G96) 規格而使用此指
令。
‧確認規格。
‧由周速一定指令 (G96) 變更為速度指令
(G97)。
P132 主軸速度S=0
主軸速度指令未指定。
‧修正程式。
P133 控制軸號碼錯誤
指定周速一定控制軸不正確。
‧確認指定周速一定控制軸的參數。
3. 程式異警
3 -4
錯誤編號 內 容 對 策
P150 無刀具徑補正規格
‧即使沒有刀具直徑修改規格,也發刀
具直徑修改指令 (G41) 和 (G42)。
‧即使沒有刀徑修改規格,也發刀徑修
改指令 (G41, G42, G46)。
‧確認刀具徑補正規格。
P151 圓弧模式中補正
在圓弧模式 (G02, G03) 中使用補正
(G40, G41, G42, G43, G44, G46) 指令。
‧在補正指令單節或取消單節,以直線指
令 (G01) 或快速進給指令 (G00) (持續
模式為直線補間)。
P152 無交點
刀具徑補正指令 (G41或G42) 及刀具徑
補正指令 (G41, G42, G46) 執行時,在干
涉單節處理,跳躍一單節時不能求出交
點。
‧修正程式。
P153 干涉錯誤
刀具指令補正 (G41, G42) 及刀徑補正指
令 (G41, G42, G46) 執行時發生干涉錯
誤。
‧修改程式。
P155 固定循環錯誤
在刀具補正碼中作固定循環指令之指
令。
‧固定循環指令進行時成為徑補正模式,
作徑補正取消 (G40) 指令。
P156 補正方向不定
G46刀徑補正開始時,有補正方向未定
之移動向量。
‧變更決定補正方向之移動向量。
‧更換刀尖點編號不同之刀具。
P157 補正方向反轉
G46刀徑補正中,補正方向反轉。
‧變更為補正方向可反轉之 G指令 (G00,
G28, G30, G33, G53) 。
‧更換為刀尖點編號不同之刀具。
‧參數之G46反轉錯誤回避要作為ON。
P158 不正刀尖點
在G46刀徑補正有刀尖點不正(1∼8以
外)。
‧變更為正確之刀尖點編號。
3. 程式異警
3 -5
錯誤編號 內 容 對 策
P170 無該補正編號
補正 (G41, G42, G43, G46) 指令時,無補
正編號 (T00, D00, H00) 之指令,或補正
編號比規格之組數更大時。
‧在補正指令單節附加補正編號之命令。
‧補正編號組數要確認,在補正組數以內
修正補正編號之指令。
P172 G10 L編號錯誤
G10指令時L地址之指令不正確。
‧G10指令之地址L之編號要確認,以正
確編號指令之。
P173 G10補正編號錯誤
G10指令時,作補正編號之指令為規格
之組數以外之補正編號之指令。
‧補正組數確認後,地址P之指定修正為
組數以內之指令。
P177 壽命計數中
已用資料計數信號 ON中,執行 G10刀
具壽命登錄指令。
‧已用資料計數ON中,不可進行資料登
錄。請將資料計數OFF。
P178 壽命登錄超過
登錄組數、登錄刀具組總數,或每組數
超過規格範圍。
‧登錄數目修正。
各最大登錄數如下所示:
P179 組號非法
‧當用G10登記刀具壽命管理資料時,
組號要求有複製。
‧未登記的組號在T99指令中被指定。
‧M碼指令必須作為單個指令,但如同
另一個M碼指令一樣,共存在同一單
節。
‧設定在同一組內的M碼指令存在於同
一單節。
‧當組內資料作為組單位登記時,組號無
法要求有複製。
‧修正到正確的組號。
P180 無鑽孔循環
無固定循環 (G72~G89) 規格而使用循
環指令。
‧規格要確認。
‧修正程式。
3. 程式異警
ィtイホ 1 ィtイホ 2 ィtイホ
組數 80 40/40
刀具數 80 40/40
每組 16

3 -6
錯誤編號 內 容 處 置
P181 無功牙S指令
有效牙孔固定循環指令時,主軸的轉速
指令未指定。
‧有效牙固定循環G84, G74 (G84, G88) 指
令時,要指定主軸轉速指令 (S)。
P182 同期攻牙不正
與主軸單元無法結合。
‧與主軸組件之結合要確認。
‧主軸編碼器之有無要確認。
P183 無螺距/螺紋數
攻牙固定循環指令之攻牙循環時,無螺
距或螺紋數之指令。
‧以F或E指令指定螺距、螺紋數。
P184 螺距/螺紋數不正
攻牙固定循環指令之攻牙循環時,螺距
或螺紋數之指令錯誤。
‧每英寸螺距或螺紋數要確認。
P190 無車削循環
無車削循環之規格作車削循環指令之指
定。
‧規格要確認。
‧車削循環之指令要刪除。
P191 斜度長不正
車削循環指令時,斜度長之指令錯誤。
‧車削循環指令中,半徑設定值務必比軸
之移動量小。
P192 倒角不正
螺紋切削循環中之倒角不正。
‧設定不能超出循環之倒角量。
P200 無MRC循環規格
無複合固定循環I之規格而作複合固定
循環I指令 (G70~G73) 之指定。
‧規格要確認。
P201 MRC程式錯誤
‧當用多重固定循環I指令呼叫時,副程
式至少包含以下指令中的一個︰
‧參考點複歸指令 (G27, G28, G30)、螺紋
切削 (G33)、固定循環跳躍機能 (G31)
‧多重固定循環I中,加工形狀程式第1
個移動單節包含圓弧指令。
‧由以複合形固定循環I (G70~G73) 所呼
出之副程式中將如下之G碼刪除:
G27, G28, G30, G31, G33,固定循環之G
碼。
‧從加工形狀程式第1個移動單節去除
G02, G03指令。
3. 程式異警
3 -7
錯誤編號 內 容 對 策
P202 MRC單節超過
複合形固定循環I之形狀程式之單節數
超過50單節。
‧以複合形固定循環I (G70~G73) 所呼出之
形狀程式之單節數降低至50單節以下。
P203 MRC形狀錯誤
複合形固定循環I (G70~G73) 之形狀程
式不是能夠正確切削之形狀。
‧重新檢查複合形固定循環I (G70~G73) 之
形狀程式。
P204 指令格式循環指令錯誤
複合形固定循環I (G70~G76) 之指令值
不正確。
‧重新檢查複合形固定環 (G70~G76) 之指
令值。
P210 無路徑循環規格
作複合形固定循環II (G74~G76) 之規格
所無之指令。
‧確認規格。
P220 無特別固定循環
無特別固定循環的規格。
‧確認規格。
P221 特別固定孔數零
在特別固定循環孔數指定為0。
‧修正程式。
P222 G36角度間隔錯誤
在G36角度間隔為0。
‧修正程式。
P223 圓切削半徑錯誤
在G12, G13半徑值在補正量以下。
‧修正程式。
P224 無圓切削規格
無圓切削的規格。
‧確認規格。
P230 副程式嵌套超過
由副程式呼叫副程式的次數超過8次。
‧確認副程式的呼叫次數,修正為不超過
4次的程式。
P231 無順序號碼
副程式呼叫時,由副程式複歸時或在
GOTO指令時順序號碼未被設定。
‧在適當的呼叫單節指定順序號碼。
3. 程式異警
3 -8
錯誤編號 內 容 對 策
P232 無程式號碼
副程式呼叫時,副程式未被登錄。
‧副程式要登錄。
P241 無變數號碼
被指令的變數號碼大於規格的變數號
碼。
‧確認規格。
‧修正程式的變數號碼。
P242 無變數定義 =
定義變數的“=”未指令。
‧在程式的變數定義要設定“=”。
P243 變數錯誤
演算式的左邊或右邊已指定無效的變
數。
‧修正程式。
P260 無座標旋轉
即使沒有座標旋轉規格,仍發座標旋轉
指令。
‧檢查規格。
P270 無巨程式規格
無巨程式規格而使用巨程式規格的指
令。
‧確認規格。
P271 無巨程式插入
無巨程式插入處理的規格而使用巨程式
插入處理的指令。
‧確認規格。
P272 NC/巨程式語句同時
同一單節中同時使用NC語句及巨程式
語句。
‧修正程式,使 NC語句和巨程式語句分
開。
P273 巨程式層數超過
巨程式呼叫層數超過規定。
‧修正程式,為不超過巨程式呼叫規格的
次數。
P275 巨程式引數組超過
在巨程式呼叫引數型類II,引數的組數
超過。
‧修正程式。
P276 單獨呼叫取消
不在G66指令模式中,而使用G67指令。
‧修正程式。
‧G67為呼叫取消指令,因此在 G67指令
要有G66的指令。
3. 程式異警
3 -9
錯誤編號 內 容 對 策
P277 巨程式異警訊息
異警指令已在#3000。
‧參考DIAG畫面上的操作符訊息。
‧參考機器製造廠出版的使用說明書。
P280 [,] 層數超過
1單節中[,]的次數超過5重以上。
‧修正程式使“[“或”]”的次數不可超
過5重。
P281 [,] 次數不同
在一單節中“[“與”]”的次數不同。
‧修正程式使“[“與”]”次數成對。
P282 不能演算
演算式不正確。
‧修正程式使演算成為正確。
P283 除以零
除算的分母為零。
‧修正程式使除式的分母不為零。
P290 IF語句錯誤
IF [<條件式>] GOTO 語句錯誤。
‧修正程式。
P291 WHILE語句錯誤
WHILE [<條件式>] DO~END語句錯
誤。
‧修正程式。
P292 SETVN語句錯誤
變數名設定,SETVN語句錯誤。
‧修正程式。
‧SETVN語句的變數名之語句字數要在 7
字以下。
P293 DO–END多重超過
WHILE [<條件式>] DO~END語句的
DO與END的數(多層次)超過27
次。
‧修正程式使DO~END的多層次不超過27
次。
P294 DO–END不成對
DO和END不成對。
‧修正程式使DO~END成對。
P295 紙帶WHILE/GO TO
在紙帶運轉中,紙帶中有WHILE或
GOTO語句。
‧在紙帶運轉中,程式含有WHILE與GOTO
語句不能執行,請改為記憶運轉。
3. 程式異警
3 -10
錯誤編號 內 容 對 策
P296 巨程式位址不足
在巨程式中必須的位址沒有指定。
‧修正程式。
P297 無A變數
在巨程式中沒有指定位址A變數。
‧修正程式。
P298 G200–G202紙帶
在紙帶運轉或MDI運轉,指定巨程式
G200~G202的指令。
‧修正程式。
P300 變數名不正
變數名使用不正確。
‧修正程式成為正確的變數名。
P301 變數名重複
變數名重複使用。
‧修正程式變數名不要重複。
P360 無程式鏡像
無程式鏡像規格而使用鏡像指令
(G50.1, G51.1)。
‧確認規格。
P380 無倒角/倒圓角規格
無倒角/倒圓角I, II的規格而使用此指
令。
‧確認規格。
‧從程式取消倒角/倒圓角的指令。
P381 無圓弧規格
無倒角/倒圓角II 的規格而在圓弧補間
的單節中使用倒角/倒圓角的指令。
‧確認規定。
P382 無轉角移動
倒角/倒圓角的次單節不是移動指令。
‧倒角/倒圓角指令的次單節以G01指令指
定。
P383 轉角移動短
在倒角/倒圓角指令的移動距離比相應
指令中的值為短。
‧使此倒角/倒圓角短於移動距離,因為此
距離在次節小於倒角/倒圓角。
3. 程式異警

3 -11
錯誤編號 內 容 對 策
P384 轉角移動短
在倒角/倒圓角指令,次單節的移動距離
比倒角/倒圓角小。
‧使倒角/倒圓角小於移動距離,因為次單
節中此距離小於倒角/倒圓角。
P385 G0, G33中轉角
在G0, G33模式中有倒角/倒圓角的指令。
‧修正程式。
P390 無幾何機能
無幾何指令規格而使用幾何指令。
‧確認規格。
P391 無幾何規格
沒有幾何IB規格。
‧確認規格。
P392 幾何直線角差
幾何直線—直線的角度差在1度以下。
‧修正幾何角度。
P393 幾何增量值錯誤
第二幾何單節為增量值的指令。
‧第二幾何單節要為絕對值指令。
P394 無幾何直線
第二幾何單節不是直線指令。
‧使用G01指令。
P395 幾何位址不正
幾何指令的格式不對。
‧修正程式。
P396 幾何平面切換
在幾何指令處理中,有平面切換用指令。
‧幾何指令處理前作平面切換。
P397 幾何圓弧終點錯誤
在幾何IB中,圓弧的終點無法接合或交
叉下個單節的起始點。
‧再確認幾何圓弧指令後及其前後之指
令。
P398 無幾何IB功能
假如無此幾何IB規格,使用此指令。
‧確認規格。
3. 程式異警
3 -12
錯誤編號 內 容 對 策
P421 參數輸入錯誤
‧指令之參數編號,設定資料不正確。
‧參數輸入模式中,不正之G指令位址
被指令。
‧固定循環模式中或刀尖補正中作參數
輸入指令。
‧修正程式。
P430 有未復歸之軸
‧未作參考點復歸的軸執行參考點複歸
以外的指令。
‧執行手動參考點複歸。
‧軸指令使原本軸解除有效的成為無效。
P431 無2, 3, 4復歸
無2, 3, 4參考點復歸規格而使用該指令。
‧確認規格。
P434 有照合錯誤之軸
執行原點照合指令 (G27)時,有軸不回到
原點位置。
‧修正程式。
P435 G27-M組合錯誤
在G27指令與M單獨指令在同一單節中
指定。
‧在G27指令單節中不能執行M單獨指
令,故 G27指令與M單獨指令要以不同
的單節分開。
P436 G29-M組合錯誤
在G29指令單節中同時指定M單獨指
令。
‧在 G29指令單節中不能執行 M單獨指
令,故G29指令與M單獨指令要以不同
的單節分開。
P438 G54.1中不可執行G52
G54.1指令中地方座標系被指定。
‧修正程式。
P450 無夾頭禁區
無夾頭禁區規格而執行 (G22) 夾頭禁區
有效指令。
‧確認規格。
P460 紙帶輸出入錯誤
讀帶機發生異警,或是巨集式印表輸出
時印表機發生異警。
‧檢查已連接裝置的電源和電纜。
‧檢查I/O裝置的參數。
3. 程式異警

3 -13
錯誤編號 內 容 對 策
P461 一覽表輸入出錯誤
加工程式的一覽表沒有讀入。
‧在記憶模式,記憶體內貯存的程式可能
已被破壞。一次輸出全部程式和刀具資
料,並進行編排。
P600 無自動TLM
無自動刀具長測量規格而使用自動刀具
長測量指令 (G37)。
‧確認規格。
P601 無跳躍規格
沒有跳躍規格而使用跳躍指令 (G31)。
‧確認規格。
P602 多段跳躍
無多段跳躍指令規格而使用多段跳躍指
令。(G31.1, G31.2, G31.3)
‧確認規格。
P603 跳躍速度0
跳躍速度為0。
‧指定跳躍速度。
P604 刀長測量軸指令錯誤
在自動刀具長測量的單節中沒有軸的指
令或是有二軸以上的指令。
‧僅指定一軸的指令。
P605 刀長測量與T碼在同一單節
T碼與自動刀具長測量指令在同一單節中。
‧在自動刀具長測量指令單節前指定T指
令。
P606 刀長測量前無T輸入指令
自動刀具長測量前,T碼尚未指定。
‧在自動刀具長測量指令單節前指定T指
令。
P607 刀長不正信號ON
在D指令或是參數d減速區域定義的範
圍前,測定位置到達信號為ON或是到
最後信號仍未ON。
‧修正程式。
P608 徑補正中跳躍錯誤
在刀具補正指令中有跳躍的指令。
‧作徑補正取消 (G04) 指令或去除跳躍指
令。
P990 預讀計算錯誤
組合要求先讀的指令(刀徑補正、倒角/
倒圓角、幾何機能I、幾何機能IB、複合
固定循環)形成8個單節以上。
‧減少需要先讀指令的數目或消除指令。
3. 程式異警
II. 參 數 說 明
1-1
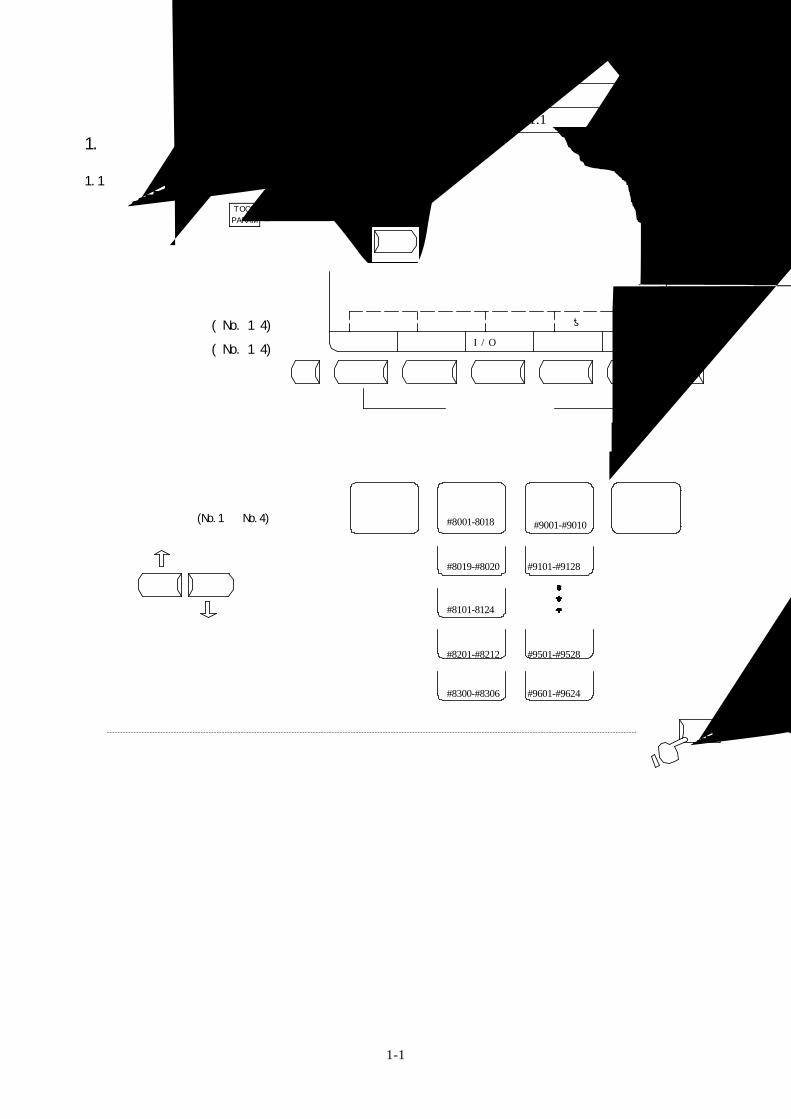
1. 畫面結構
1.1 畫面變換圖
按下機能選擇鍵 時,如下之菜單會顯示出。
電源投入時,刀具補正菜單會顯示出, 再用 鍵將參數菜單顯示出。
刀具菜單顯示 ( No. 1∼4)
參數菜單顯示 ( No. 1∼4)
準備參數菜單(No.1至 No.4)
刀具菜單顯示
TOOL PARAM
1. 畫面結構
1.1 畫面變換圖
補 正 登 錄 壽 命 菜
工 件 加 工 I / O 參數 準 備 菜 單
菜單選擇鍵
次頁鍵 前頁鍵
菜單
菜單切換
工件座標 加工參數
#8001-8018
輸出入
基本參數
#9001-#9010
準備參數
加工參數 輸出入裝置參數 #8019-#8020 #9101-#9128 控制參數
#8101-8124
軸參數 #8201-#8212 #9501-#9528 禁區參數 電腦連線參數 #8300-#8306 #9601-#9624
前 頁 次 頁
1-2
基本規格參數 軸規格參數 伺服規格參數 主軸基本 規格參數 #1001-#1024 #2001-#2012 #3001-#3036
軸規格參數 伺服調整參數 主軸規格參數 #1025-#1060 #2013-#2024 原點復歸參數 伺服參數 主軸規格參數 #1061-#1072 #2025-#2036 #2201-#2212 原點復歸參數 主軸調整參數 #1073-#1120 #2037-#2048 絕對位置參數 主軸調整參數 #1121-#1168 #2049-#2060 #2261-#2264 軸規格參數 主軸參數 #1169-#1192 #2060-#2072 #3201-#3224 #1193-#1216
#1217-#1240 #3561-#3584
#1901-#1911
菜單選擇鍵 次頁鍵 前頁鍵
工 件 加 工 I / O 參數 準 備 菜 單
補 正 登 錄 壽 命 菜 單
機械誤差 PLC 巨程式 位置開關 菜
基 本 軸 伺 服 主 軸 菜
按菜單鍵 顯示準備選擇畫面。
如果設立參數菜單開放任選項規定在此畫面內,參數能設立和顯示。
參數菜單顯示(No.1至 No.4)
刀具補正菜單顯示(No.1至 No.4)
菜單切換設立參數菜單顯示(No.1至 No.4)
菜單切換設立參數菜單顯示(No.1至 No.4)
準備參數菜單(No.1至 No.4)
準備參數菜單(No.5至 No.8)
機械誤差補正 PLC計時器 巨程式一覽表 位置開關 M巨指令 #4000-#4047 #6000-#6055 #7001-#7103 #7501-#7573
機械補正資料 G巨指令 #4101-#4184 #6056-#6103 #7201-#7313 PLC計數器 #6200-#6212
PLC常數 #5109-#5124 #6301-#6348 位選擇 #6401-#6460
#6461-#6496
1. 畫面結構
1.1 畫面變換圖
準備
菜單切換
前 頁 次 頁
前 頁 次 頁
2-1
2 加工參數
2.1 加工參數
〈工件加工數〉
# 項 目 內 容 設定範圍(單位)
8001 工件加工數 M 設定M代碼,計數重複加工的共件數。 當設定為0時,不計數
0∼99
8002 工件加工數 顯示當前加工數。設定初期值。 0∼999999
8003 工件最大值 設定最大工件加工數。 當加工數計數到最大設定值時,PLC的信號輸出。
0∼999999
〈自動刀具長測定〉
# 項 目 內 容 設定範圍(單位)
8004 計測速度 設定自動刀具長測定時的進給速度。 1∼60000 (mm/分)
8005 減速區域r 設定從測定點到開始減速的距離。 0∼99999.999 (mm)
8006 減速區域d 設定測定點的容許範圍。 如果在測定位置前d 點感測器信號接通或在d點之後,信號還沒有接通,則產生異警。
0∼99999.999 (mm)
〈自動轉角速率速度〉
# 項 目 內 容 設定範圍(單位)
8007 速率調整 設定自動轉角速率調整值。 0∼100 (%)
8008 最大角度 設定轉角最大角度,在此範圍內會自動開始減速。如果角度大於該值,則減速將不會開始。
0∼180(度)
8009 轉角前長度 設定減速在轉角的位置。 指定在轉角減速開始前的長度點。
0∼99999.999 (mm)
〈磨耗資料輸入〉
# 項 目 內 容 設定範圍(單位)
8010 絕對最大值 (L系專用)
當輸入刀具磨耗補正值時,設定為最大值。選定的值不允許超過這一設定值。
0∼99.999 (mm)
8011 增量最大值 (L系專用)
當在附加模式輸入刀具磨耗補正值時,設定為最大值。
0∼99.999 (mm)
2 加工參數
2.1 加工參數
2-2
〈固定循環〉
# 項 目 內 容 設定範圍(單位)
8012 G73 值 (M系專用)
對於G73設定復歸值(步長循環)。 0∼99999.999 (mm)
8013 G83 值 對於G83設定復歸值(鑽深孔循環)。 0∼99999.999 (mm)
8014 切量 (L系專用)
對於G76, 78設定螺紋切削量值(車製螺蚊循環)。 0∼127 (0.1螺距)
8015 角度 (L系專用)
對於G76, 78設定螺蚊切削角度(車製螺蚊循環)。 0∼89(度)
8016 G71最小切量 (L系專用)
對於G71, 72設定最後一次切削的最小切削量(粗切削循環)。
如果最後的切削量要比這一值還小,最後一次切削就不執行。
0∼99.999 (mm)
8017 切量 (L系專用)
對於G71, 72的指令切削量D設定變化量(粗切削循環)。
每次的切削量都是依據指令D加上或減去這一量所得到的值,這樣每次切削量都能改變。
0∼99.999 (mm)
8018 G84/G74復歸 (M系專用)
對於G84, G74生鐵攻牙循環設定復歸長。
(注意) 設定0為常用攻牙循環。
0∼999.999 (mm)
〈高精度控制〉
# 項 目 內 容 設定範圍(單位)
8019 精度系數 為在縮小倒圓角和弧半徑時減低控制誤差,設立補正因素。 括號內表示最大的控制誤差 (mm)。 設定值越大,理論誤差越小。然而轉角處速度下降,循環時間延長。
0∼99 (%)
8020 轉角減速角度 設立應被當作轉角看待的(外角)角度最小值。 當高精度模式中的節間角(外角)大於設定值,就定它為轉角,速度下降以削尖邊緣。
(註) 設定「0」時和設定「5」為相同的動作。
0∼10(度) 0︰同設定5 °
2 加工參數
2.1 加工參數
θ 如果設定值小於θ
速度下降以使轉角成為最
佳
2-3
〈高精度曲線〉
# 項 目 內 容 設定範圍(單位)
8025 高精度曲線有效(M系專用)
選擇高精度曲線功能是否有效。
0:精細曲線機能無效。
1:精細曲線機能有效。
0/1
8026 取消角度
(M系專用)
超越區塊間的構成角度設定值時,曲線補間暫時取消。考慮峰值速度、峰值角度,慢慢將設定值減小。
0∼180 ° 0:180 °
8027 弦誤差1
(M系專用)
對於包含變曲點的單節,指定最大弦誤差。設定用 CAM展開微小線分時的公差(通常10μm程度) 設定0.000時該單節視為直線。
μm 0.000∼100.000mm 0.1μm 0.0000∼10.0000mm
8028 弦誤差2
(M系專用)
對於不包含變曲點的單節,指定最大弦誤差。設定用 CAM展開微小線分時的公差(通常10μm程度) 設定0.000時該單節視為直線。
μm 0.000∼100.000mm 0.1μm 0.0000∼10.0000mm
8029 統合長
(M系專用)
未使用
8030 微小線分長
(M系專用)
超過1單節長度的設定值時,曲線補間暫時停止,用直線補間。依加工工件單節的直線長度設定較小值。 設定-1時不論單節長度,執行曲線補間。
-1∼127mm 0:1 mm
〈固定循環〉
# 項 目 內 容 設定範圍(單位)
8051 G71 切削 設定粗切削循環(G71,G72)的切削量。 0∼99.999 (mm)
8052 提刀 設定粗切削循環(G71,G72)切削量後的提刀量。 0∼99.999 (mm)
8053 G73 切削X 設定成形粗切削循環(G73)的X軸切削量。 0∼99.999 (mm)
8054 切削Z 設定成形粗切削循環(G73)的Z軸切削量。 0∼99.999 (mm)
8055 次數 設定成形粗切削循環(G73)的切削次數。 0∼99999 (回)
8056 G74 反攻牙 設定反攻牙循環(G74,G75)的提刀量(上切量)。 0∼99.999 (mm)
8057 G76 精糖孔 設定複合型螺紋切削循環(G76)的最終切削量。 0∼99.999 (mm)
8058 次數 對於複合型螺紋切削循環(G76),最終切削量
(G76完成量)設定分割次數。
0∼99 (回)
8059 螺紋角 對於複合型螺紋切削循環(G76),設定刀刃尖端的角度
(螺紋山角度)。
0∼99 ( °)
2 加工參數
2.1 加工參數
2-4
〈3次元工具徑補正〉
# 項 目 內 容 設定範圍(單位)
8071 3次元補正
(M系專用)
3次元工具徑補正分母定數 Vx = i?r/p, Vy = j?r/p, Vz = k?r/p 相對的p值 Vx, Vy, Vz : XYZ軸或是平行軸的向量 i, j, k : 程式指令值 r : 補正量
設定值為0時 222 kji p ++=
0∼99999.999
〈縮放倍率〉
# 項 目 內 容 設定範圍(單位)
8072 比例倍率
(M系專用)
G50,G51對應的加工程式,設定縮小、擴大的倍率。
沒有用程式指定倍率時,此功能有效。
0∼99.999999
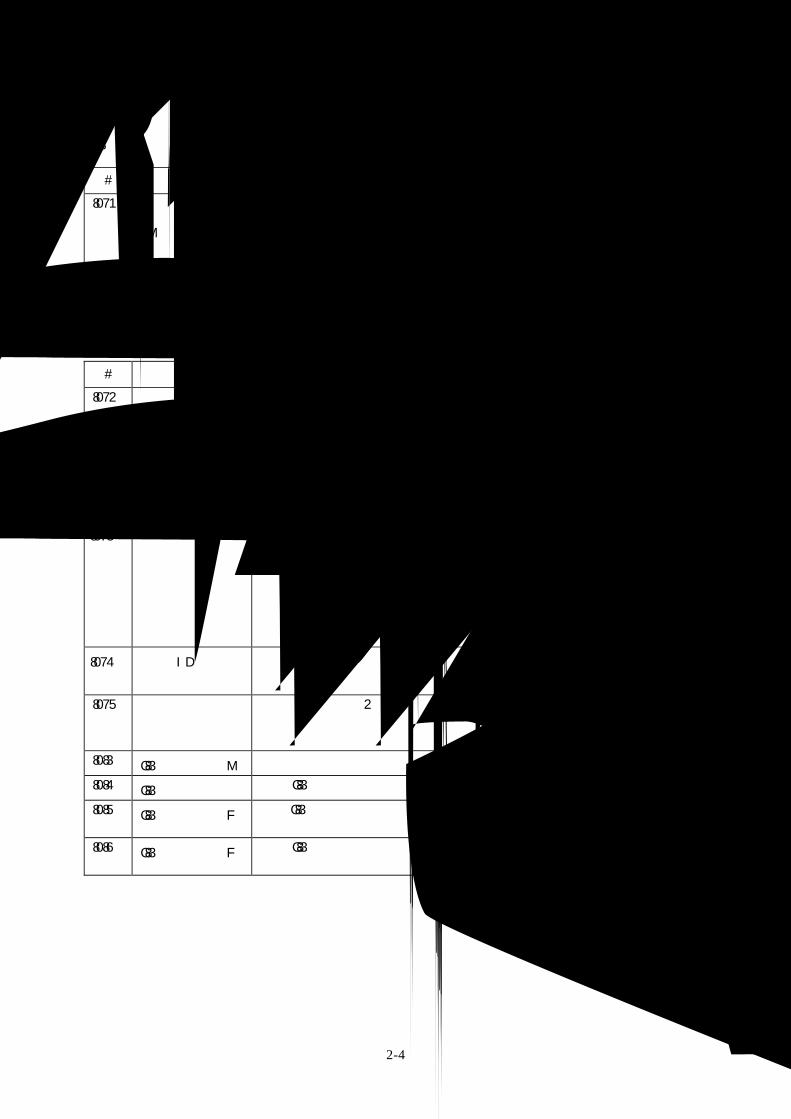
# 項 目 內 容 設定範圍(單位)
8073 刀具補償位置 刀具情報資料的刀具長補正量、刀具徑補正量、刀具
長
摩耗量、刀具徑摩耗量等刀具補償資料輸入時設定
刀具補償記憶號碼位置。
註 ) 0或設定超過刀具補正組數時,刀具補償資料無
0∼999
8074 刀具ID巨集開頭 設定刀具情報資料的使用者區域 4∼9巨指令變數寫
入時的開頭位置。
0∼999
8075 螺旋終點誤差 於指令格式型式2的螺旋補間、圓弧補間指令,被指定的終點指令和從回轉數、增減量所求的終點位置有偏移時,設定偏移時的容許誤差範圍(絕對值)。
0∼99999.999 (mm)
8083 G83小徑模式M 設定小徑深孔加工在鑽孔循環模式切換M指令碼。 1∼99999999
8084 G83小徑清理 設定G83小徑深孔加工在鑽孔循環模式的清理量。 0∼999.999 (mm)
8085 G83小徑進給F 設定G83小徑深孔加工在鑽孔循環模式中從R點往開始位置的進給速度。
0∼99999 (mm/min)
8086 G83小徑返回F 設定G83小徑深孔加工在鑽孔循環模式中從孔底的返回速度。
0∼99999 (mm/min)
2 加工參數
2.1 加工參數
2-5
2.2 控制參數 # 項 目 內 容 設定範圍(單位)
8101 巨指令單節 巨指令命令連續時對單節段的控制選擇。
0︰巨指令段繼續時不停止。
1︰單節操作期間,每一段都停止。
0/1
8102 干涉異警取消 在刀具徑補正和刀徑補正期間,刀具徑對工件的
干涉(咬)控制選擇。
0︰當判斷是干涉時,輸出異警信號,操作停止。
1︰改變路徑,避免干涉。
0/1
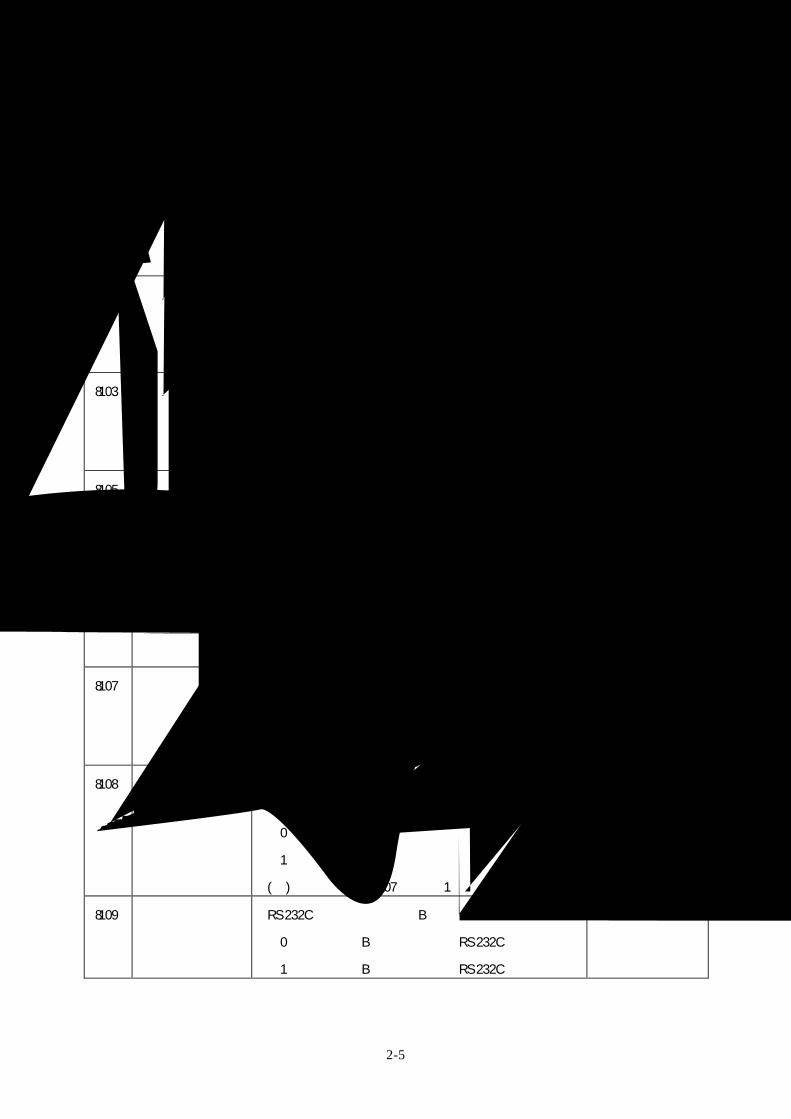
8103 干涉檢查取消 在刀具徑補正和刀徑補正期間,刀具徑對工件的
干涉(咬)控制選擇。
0︰執行干涉檢查。
1︰不執行干涉檢查。
0/1
8105 編輯鎖住B 對程式號碼8000∼9999編輯鎖定選擇。
0︰程式可編輯。
1︰上述程式禁止編輯。
0/1
8106 G46反轉異警無
效
(L系專用)
G46逆向補正控制選擇(刀徑補正)。
0︰當補正方向相反時輸出異警信號,並且操作
停止 ( G41→G42, G42→G41 )。
1︰當補正方向相反時,不發出異警信號,仍然保
持當前的補正方向。
0/1
8107 半徑誤差校正 0︰在弧切削模式,因伺服應答滯後於指令,機
械移向內側而使弧小於指令值。
1︰在弧切削模式,因伺服應答滯後於指令,機
械補償內側移動。
0/1
8108 半徑誤差補正切
換
指定圓弧半徑誤差補正要全軸執行或每軸各別執
行。
0︰執行全軸補正。
1︰執行各軸補正。
(註) 此參數在 #8107 設定”1”時有效。
0/1
8109 電腦連線 RS232C埠對應電腦連線B有效/無效的選擇。
0︰電腦連線B無效,一般的RS232C通信有效。
1︰電腦連線B有效,一般的RS232C通信無效。
0/1
2 加工參數
2.2 控制參數

2-6
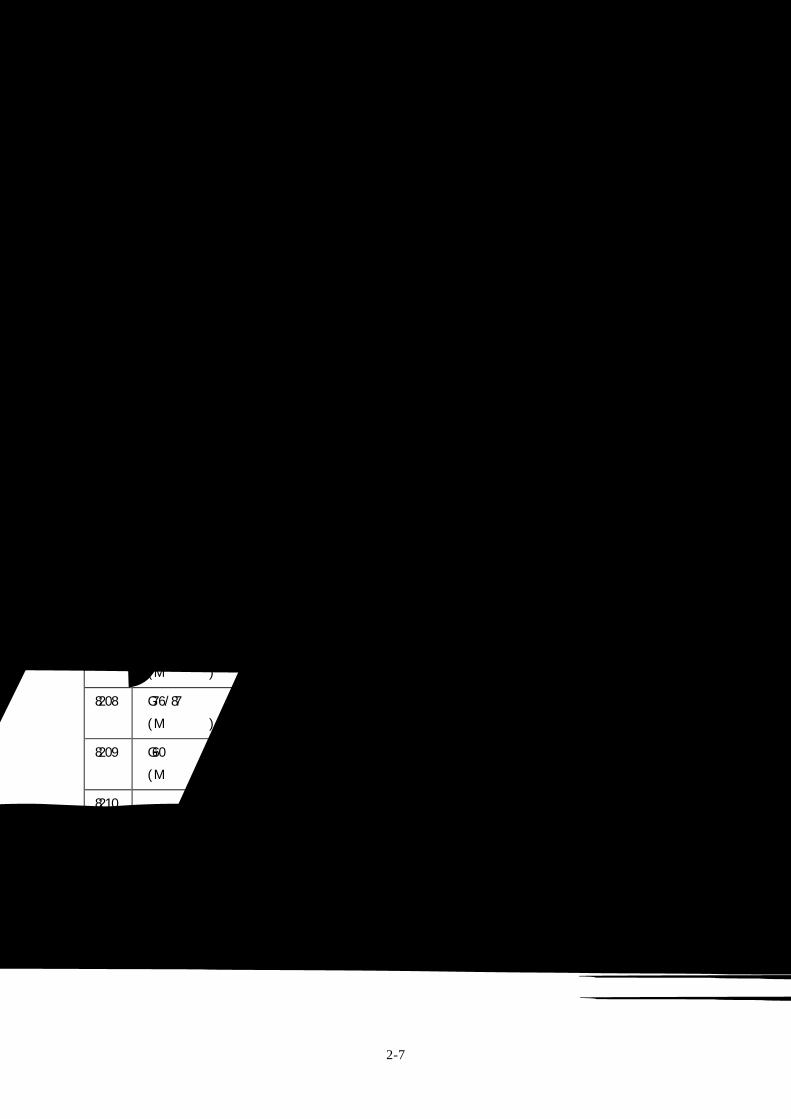
2-7
2.3 軸參數
設定各軸要求的參數。
# 項 目 內 容 設定範圍(單位)
8201 軸取出 把控制軸從控制目標中除去的機能選擇
0︰與正常控制一樣。
1︰從控制目標中除去。
0/1
8202 過行程檢查 在 #8204和 #8205中設定軟體極限機能的選擇。
0︰過行程檢查有效
1︰過行程檢查無效
0/1
8203 過行程檢查取消 當選擇簡單絕對值位置方法時(#2049 型是 9),
在電源投入後執行第一次原點復歸以後,軟體極限
無效。
0︰過行程檢查有效(依據 #8202)
1︰過行程檢查取消
0/1
8204 過行程負值 設定過行程檢查的(-)向座標。
如果符號和值與 #8205相同,過行程檢查無效。
±99999.999 (mm)
8205 過行程正值 設定過行程檢查的(+)向座標。 ±99999.999 (mm)
8206 刀具交換點 為G30. n(換刀位置復歸),設定換刀位置座標。
以基本機械座標系設定座標。
±99999.999 (mm)
8207 G76/87不偏
(M系專用)
對G76(精鏜)和G87(背鏜),選擇偏移操作。 0︰偏移有效
1︰無偏移
8208 G76/87 (-)
(M系專用)
對G76 和G87 規定偏移方向。 0︰(+) 方向偏移
1︰(–) 方向偏移
8209 G60偏移量
(M系專用)
對 G60指令(單向定位)設定最後一次定向方向
和距離。
± 99999.999 (mm)
8210 過行程檢查內側 記憶的行程極限機能被設定於 #8204和 #8205以
防止機械移向規定範圍的內側或外側。
0︰禁止外側區(選擇記憶的行程極限II)
1︰禁止內側區(選擇記憶的行程極限IIB)。
0/1
8211 參數鏡像 參數鏡像的有效/無效。(M65/M66適用)
0︰無效。
1︰有效。
0/1
2 加工參數
2.3 軸參數
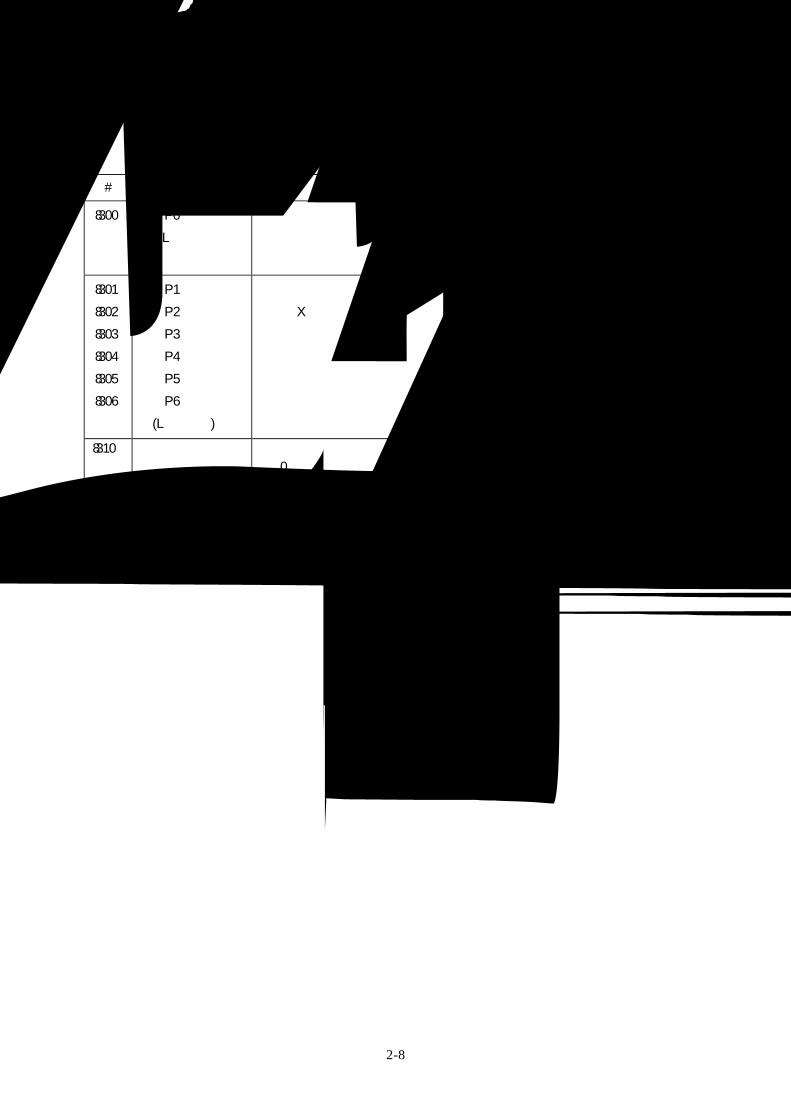
2-8
2.4 禁區資料 # 項 目 內 容 設定範圍(單位)
8300 P0
(L系專用)
設定夾頭和尾座禁區的參考X座標。
依據基本的機械座標系統,設定工件的中心座標
(半徑值)。
±99999.999 (mm)
8301
8302
8303
8304
8305
8306
P1
P2
P3
P4
P5
P6
(L系專用)
設定夾頭和尾座禁區的範圍。(半徑值)
對於X軸設定工件中心的座標值。
依據基本的機械座標系統,設定Z軸的座標值。
±99999.999 (mm)
8310 禁區有效 選擇主軸夾頭尾座禁區有效條件。 0:外部信號或程式指令(G22)指令時有效。 1:不論外部信號或程式指令,常態有效。
0/1
2 加工參數
2.4 禁區資料
3-1
3 輸出入用參數
按下菜單鍵 ,輸入/輸出參數之畫面會顯示出。
輸入/輸出用之參數,主要可分為2種,作資料之輸入、輸出與核對,紙帶運轉時必須設定。1種
為輿輸入/輸出裝置有關之參數,配合各裝置而設定傳送速度等。輸入/輸出裝置可分為 5種類型
登錄。另一種為依據輸入/輸出用途,在任何通道、任何裝置接續時所決定之輸入/輸出基本參數。
3.1 輸出入基本參數 I/O用途 # <埠號碼> # <裝置號碼><裝置名>
連接序列輸出入裝置。
根據用途指定埠編號。
每個使用設定的輸出入裝置
號。裝置編號為0至 4相對應輸
出入裝置的參數。
作為判別,還顯示在輸出入裝置
參數中設定的裝置名。
資料輸入 9001 指定加工程式、參數等資料輸入埠。 9002 指定輸入資料裝置的編號。
資料輸出 9003 指定加工程式、參數等資料輸出埠。 9004 指定輸出資料裝置的編號。
紙帶運轉 9005 指定紙帶模式運轉時的輸入埠。 9006 指定輸出資料裝置的編號。
巨程式列印 9007 指定使用者巨程式的DPRINT命令的
輸出埠。
9008 指定DPRINT裝置的編號。
PLC輸出入 9009 指定輸入/輸出各種PLC資料的埠。 9010 指定PLC輸出入裝置的編號。
遙控程式輸
入
9011 指定執行遙控程式輸入埠。 9012 指定執行遙控程式輸入裝置號
碼。
外部單元通
信
9013 指定和外部單元通信埠。 9014 指定和外部單元通信的裝置號
碼。
TOOL ID 9015 指定和TOOL ID 控制單元執行通信埠 9016 指定TOOL ID控制單元間通信的
裝置號碼。
I/O
3. 輸出入用參數 3.1 輸出入基本參數
3-2
3.2 輸出入裝置參數
裝置<0>∼<4>為止,有5種類型之輸出入裝置之參數可設定。
# 項 目 內 容 設定範圍(單位)
9101 裝置名 設定對應於裝置編號的裝置名。 為使各裝置易於判別使用,請設定簡易的名稱。
以英文字母、數字、記號為組合,設定3文字以內。
9102 傳送速度 設定串行通訊的通訊速度。 1︰9600 (bps) 2︰4800 3︰2400 4︰1200 5︰600 6︰300 7︰150
9103 停止位元 配合輸出入裝置同期通訊,設定停止位元。 1︰1 (bit) 2︰1.5 3︰2
9104 同位有效 指定在通訊期間是否把同位位元加到資料上。 0︰無同位位元 1︰有同位位元
9105 偶數同位 上述有同位時選擇奇數或偶數同位之參數。 0︰奇數同位 1︰偶數同位
9106 文字長 設定資料位元長。 0︰5 (bit) 1︰6 2︰7 3︰8
9107 結束符型式 資料讀出結束碼是可選的。 0和3 : EOR 1和2 : EOB或EOR
9108 溝通方式 指定傳送控制方式。 如果設定的值不是1∼3,則為無步驟方式。
1︰RTS/CTS方式(此方式僅限於SIO2使用)
2︰無步驟(無溝通方式)
3︰DC碼方式
9109 DC碼同位 當選擇DC碼方式時,則指定DC碼。 0︰無 DC碼同位
(DC3=13H) 1︰有 DC碼同位 (DC3=93H)
9111 DC2/DC4輸出 當輸出資料到輸出裝置時,指定DC碼的處理。 DC2 DC4 0︰無 無 1︰有 無 2︰無 有 3︰有 有
3 輸出入用參數 3.2 輸出入裝置參數
3-3
9112 CR輸出 指定在輸出時,在EOB (L/F) 碼前是否附加<CR碼>。 0︰不加 1︰加
9113 EIA 輸出 在資料輸出模式,為資料輸出選擇ISO或EIA碼。 在資料輸入模式,ISO和EIA碼自動判別。
0︰ISO碼輸出 1︰EIA碼輸出
3-4
# 項 目 內 容 設定範圍(單位)
9114 導孔數 紙帶輸出時,資料的前面及後面指定輸出導孔段長
度。
0∼999 (文字)
9115 同位V 紙帶輸入時,指定1單節內之同位V要否核對。 0︰不執行同位V
1︰執行同位V
9116 過時時間 為檢測通訊中的中斷,設定過時時間。
當設定為0時,不執行過時時間檢測。
0∼30 (秒)
9117 DR 無效 規定在資料輸入/輸出時是否檢驗DR資料。 0︰DR有效。
1︰DR無效。
9118 資料ASCII 0︰以ISO/EIA碼輸出。
(取決於 #9113,#9213,#9313,#9413或
#9513EIA輸出參數是否設立。)
1︰以ASCII碼輸出。
0/1
9119 輸入方式 指定輸入(核對)時的方式。
0︰標準輸入(處理從最初的EOB有意義的情報)
1︰輸入資料從最初的EOB開始至EOB以外的資
料輸入為止做跳躍。
0/1
9121
9122
9123
9124
9125
9126
9127
9128
EIA 碼 [
]
#
*
=
:
$
!
當以EIA碼輸出時,資料可以用EIA中不包括的選
定的特定ISO 碼來輸出。
通過規定的特定十六進制碼可以使與現有的EIA
碼不同。
0∼FF(16進制)
9201∼ 對裝置1作同樣設定。
9301∼ 對裝置2作同樣設定。
9401∼ 對裝置3作同樣設定。
9501∼ 對裝置4作同樣設定。
3. 輸出入用參數 3.2 輸出入裝置參數
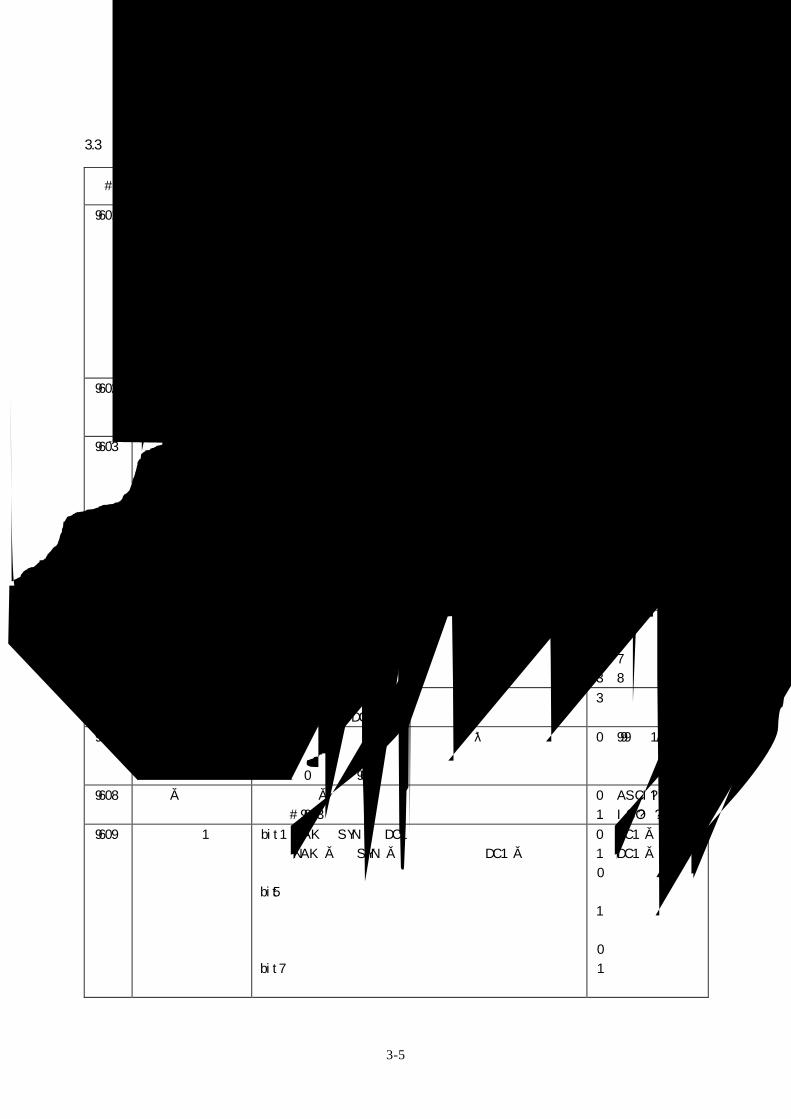
3-5
3.3 電腦連線參數
# 項 目 內 容 設定範圍(單位)
9601 傳送速度 設定資料的傳送速度。
0:19200(bps) 1: 9600 2: 4800 3: 2400 4: 1200 5: 600 6: 300 7: 110 8:38400
9602 停止位元 設定停止位元長度。 參考#9603同位有效項目。或是即使檢查也沒關係的文字組合。
1:1 2:1.5 3:2
9603 同位有效 資料位元使用其他同位元時的參數。 輸出入裝置的規格核對設定。
0:輸出入時無同位元
1:輸出入時有同位元
9604 偶數同位 設定上面記述同位元有效時的偶同位或奇同位。無同位元時此參數忽視。
0:奇數同位 1:偶數同位
9605 字元長度 設定資料的位元長度
0:5 1:6 2:7 3:8
9606 交握方式 RS-232-C傳送控制方式。 電腦連線B的DC控制方式。
3:DC控制方式
9607 等待時間 資料輸出入時,設定檢知資料傳送中斷的等待時間。 隨著傳送速度,需要改變等待時間的設定。 設定「0」約為90分。
0∼999(1/10s)
9608 資料碼 設定使用碼。 參考#9603同位有效的項目。
0:ASCII? ? ? ? 1:ISO? ? ? ?
9609 連線參數1 bit1:NAK,SYN後DC1輸出 NAK碼或SYN碼輸出後,設定DC1碼輸出的有無。
bit5:緩衝區修正功能
bit7:重置無效 設定對於電腦連線重置無效或有效。
0:DC1碼不輸出 1:DC1碼輸出 0:電腦連線時無法執行
緩衝區修正 1:電腦連線時可執行緩衝區修正
0:電腦連線的重置有效 1:電腦連線的重置無效
3. 輸出入用參數 3.3 電腦連線參數
1 字元
b1 b2 b3 b4 b5 b6 bn
起始位元 資料位元 同位位元 停止位
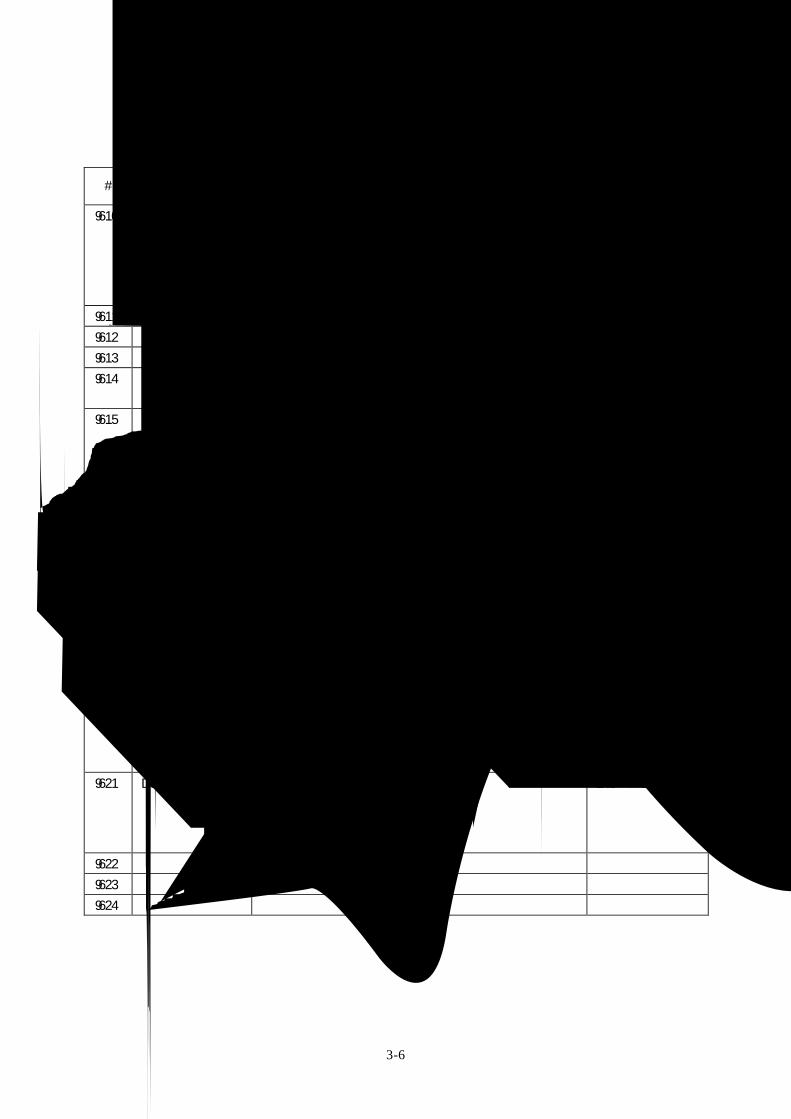
3-6
# 項 目 內 容 設定範圍(單位)
9610 連線參數2 bit2:設定同位控制碼。 附加控制碼對應的偶同位,輸出入裝置的規格核對設定。
bit3:同位V 資料輸入時,設定1個單節內的同位V檢查。
0:無同位控制碼 1:有同位控制碼 0:無效 1:有效
9611 連線參數3 未使用
9612 連線參數4 未使用
9613 連線參數5 未使用
9614 起始碼 設定檔案資料傳送的最初開始指示碼。 這是針對特定使用者所設計的,通常設定「0」。
0:DC1 1:BEL
9615 控制碼輸出 bit0:NAK輸出 電腦連線B通信錯誤發生時,選擇是否要以HOST所對應的NAK碼傳送。
bit1:SYN輸出 電腦連線B時NC重置或緊急停止時,選擇是否要以HOST所對應的SYN
bit3:DC3輸出 電腦連線B通信結束時,選擇是否要以HOST所對應的DC3碼傳送。
0:NAK碼無輸出 1:NAK碼有輸出 0:SYN碼無輸出 1:SYN碼有輸出 0:DC3碼無輸出 1:DC3碼有輸出
9616 控制碼時間間隔 未使用
9617 等待時間 未使用
9618 數據長度 未使用
9619 緩衝區大小 以緩衝區大小被設定的位元組接收資料,DC3碼輸出。 通常設定「4096」。
248∼4096(byte)
9620 運轉開始大小 在接收緩衝區接收運轉開始資料大小開始運轉。 通常設定「248」。 請設定 #9619 緩衝區大小以下的值。
248∼#9619「緩衝區大小」的設定值
9621 DC1輸出大小 接收緩衝區的資料數以DC1輸出大小設定位元組數以下時,DC1碼輸出。 通常和 #9619「緩衝區大」設定相同值。 請設定 #9619 緩衝區大小以下的值。
248∼#9619「緩衝區大小」的設定值
9622 輪循值間 未使用
9623 傳送切換時間 未使用
9624 重試次數 未使用
3. 輸出入用參數 3.3 電腦連線參數

4-1
4. 準備參數
按下菜單鍵 ,則顯示「開放準備參數」畫面。
為防止誤操作和簡易顯示,所以系統的基本參數通常隱藏在準備參數中。靠宣告開放此準備參數
畫 面,準備參數可顯示。
1) 選取準備參數
在 #( ) 中,鍵入“Y”鍵,再按“INPUT”鍵 。
基本規格參數畫面出現,正常隱蔽的準備參數菜單將顯示。
2) 當取消準備參數選取時
在 #( )中,鍵入“N”,再按“INPUT”鍵。
則準備參數菜單會消失。
註) 當電源投入時,不會顯示準備參數。
詳細請參閱「5. 基本規格參數」到「12. 位置開關」附錄中準備參數的說明。
在選擇好準備參數後務必要關斷電源。
[ 開放準備參數 ] 參數 3 是否選擇準備參數畫面 ? * YES 時 “Y” 按 ”INPUT” 鍵 * NO 時 “N” 按 “INPUT” 鍵 #( ) 工件座標 加工 I/O 參數 準 備 菜單切換
4. 準備參數
準備
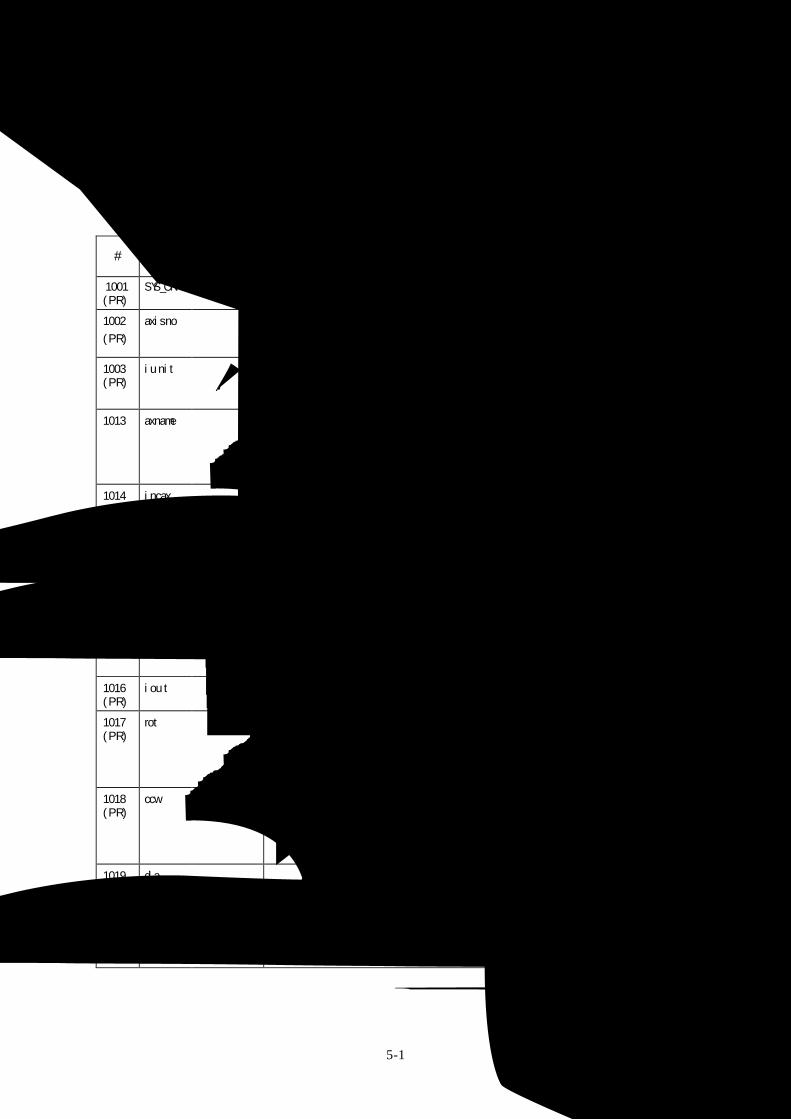
5-1
5. 基本規格參數
設定參數中有 (PR) 標示的,須關閉NC電源後,再次投入電源.其所設定的參數才會有效。
(設定參數1.1/14)
# 項 目 內 容 設定範圍(單位)
1001 (PR)
SYS_ON 系統有效設定
用 1或 0來指定第 1系統、第 2系統和 PLC軸的有無。 0︰無效 1︰有效
1002 (PR)
axisno 控制軸數 設定各系統的軸數和 PLC軸數。 指定 6為 NC系統的最大值,4為 PLC軸的最大值,且這些值總計不超過 6。
0∼6
1003 (PR)
iunit 輸入設定單位
設定每個系統和 PLC軸的輸入設定單位。 參數單位遵循此指定。
A︰10µm B︰1µm C︰0.1µm
1013 axname 軸名稱 用英文字母指定各軸的名稱地址。 可用的字母有 X, Y, Z, U, V, W, A, B, C。 在同一系統中不能指定相同的地址。 在第 1和第 2系統中可規定相同地址,PLC軸不需設定。(軸名以 1和 2顯示)
1014 incax 增量指令軸名稱
當用地址指定程式的移動速率為絕對或增量方式時,用英文字母指定增量指令軸名稱地址。本地址可使用與#1013 axname相同的名稱。指定一個地址不同於#1013 axname。 如 果 絕 對 /增 量 不 同 地 址 指 定 (#1076 Absinc=0),則不需設定本參數。
軸地址如 X, Y, Z, U, V, W, A, B和 C。
1015 (PR)
cunit 指令單位 指定程式移動量的最小單位。 Cunit︰移動指令 1的移動量 10︰0.001mm ( 1µm) 100︰0.01 mm ( 10µm) 1000︰0.1 mm (100µm) 10000︰1.0 mm 如果在移動指令中有小數點,則小數點的位置作為1mm處理。
1016 (PR)
iout 英制輸出 設定機械系統(滾珠導杆螺距,位置檢測單位)是英制系統或公制系統。
0︰公制單位系統 1︰英制單位系統
1017 (PR)
rot 旋轉軸 指定旋轉軸或直線軸。 當指定為旋轉軸時,位置顯示用 360度表示,且此軸將回到 0度。 即使是旋轉軸,如果位置顯示是連續顯示,即可作為直線軸來設定。
0︰直線軸 1︰旋轉軸
1018 (PR)
ccw 馬達旋轉方向
指定馬達旋轉方向與指令方向的關系。 0︰依順時針方向旋轉為正方向指令(從馬達軸側端看)。
1︰依反時針方向旋轉為正方向指令(從馬達軸側端看)。
0︰順時針方向旋轉 1︰反時針方向旋轉
1019 (PR)
dia 直徑指定軸
指定程式移動量為直徑尺寸或作為移動量指定。 當以直徑尺寸指令時,則指令為 10mm移動距離時,則實際移動為 5mm。 在手動脈波進給時,每 1個脈波的移動量也減半。 與長度有關的參數中,以直徑指定時,刀具長,磨耗補正量和工件座標補正量為直徑值,但其他的參數均為半徑值。
0︰以移動量指令 1︰以直徑尺寸指令
10 1µm
100 10µm
1000 100µm
10000 1mm
5. 基本規格參數
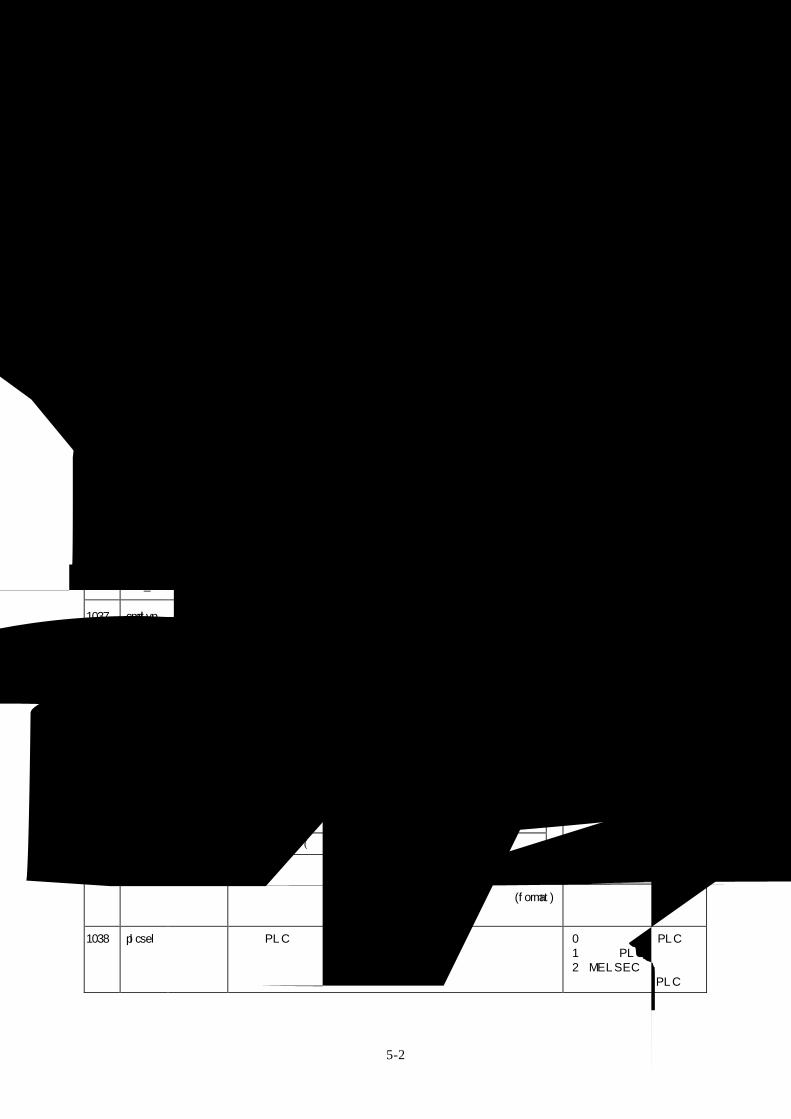
5-2
(設定參數1.2/14)
# 項 目 內 容 設定範圍(單位)
1020
(PR)
sp_ax 主軸補間
NC控制軸為主軸時設「1」。 0︰NC控制軸為伺服
1︰NC控制軸為主軸
1025 I-plane 初始平面選擇
當電源投入或重置時,指定選擇平面。 當指定 0時,1被設定(X-Y平面)。
1︰X-Y平面 (G17指令狀態) 2︰Z-X平面 (G18指令狀態) 3︰Y-Z平面 (G19指令狀態)
1026 1027 1028
base_I base_J base_K
基本軸 I 基本軸 J 基本軸 K
指定組成平面的基本軸地址。 指定設定在 1013axname中的軸地址。 假如不需指定全部三項,像僅 2軸指定,輸入為“0”,參數將是空白。 通常,當指定 X,Y和 Z與 base_I,_J,_K相對應時,將建立相應的下述平面 G17︰X-Y G18︰Z-X G19︰Y-Z
上述指定軸地址以外時,請指定希望的軸地址。
控制軸地址如 X, Y, Z
1029 aux_I 平行軸 I 如果一個軸平行 1026base_I的軸,可用此指定軸地址。 控制軸地址如 X, Y, Z
1030 aux_J 平行軸 J 如果一個軸平行 1027base_J的軸,可用此指定軸地址。 控制軸地址如 X, Y, Z
1031 aux_K 平行軸 K 如果一個軸平行 1028base_K的軸,可用此指定軸地址。 控制軸地址如 X, Y, Z
1037 cmdtyp 指令類型 指定程式 G碼系列和補正的型式。
這些規格項目,可使用或不可使用,依此參數設定值而定。根據補正資料的型式,也可改變一覽表結構。 因此,在改變本參數之後,請用#1060 SETUP初期化(format)系統。
1∼8
1038 plcsel 階梯形選擇
指定 PLC的類型。
0︰使用者慣用 PLC 1︰標準 PLC 2︰MELSEC匯流排相結合的專用 PLC
cmdtyp G スXィtヲC クノ・ソォャヲ。
1 系列 1(對於 M系) A型 (對一個補正號有一個補正量)
2 系列 2(對於 M系) B型 (對一個補正號有形狀和磨耗量)
3 系列 2(對於 L系) C型 (每一個補正號下都有形狀和磨耗兩類補正量)
4 系列 3(對於 L系) 同上
5 系列 4 (對於特定的 L) 同上
6 系列 5 (對於特定的 L) 同上
7 系列 6 (對於特定的 L) 同上
8 系列 7 (對於特定的 L) 同上
5. 基本規格參數
5-3
# 項 目 內 容 設定範圍(單位)
1039 spinno 主軸數 指定是否有主軸。 0︰沒有主軸 1︰有 1根主軸 2:有 2根主軸
1040 (PR)
M_inch 機械規格(英制)
對於位置和長度,指定參數單位系統 0︰公制系統 1︰英制系統
1041 (PR)
I_inch 初始狀態(英制)
電源投入或重置時,指定程式移動量和位置顯示單位(使用英制時,須與#1152 I-G20配合使用)。
0︰公制系統 1︰英制系統
1042 (PR)
pcinch PLC軸指令(英制)
PLC軸指定的單位系統。 0︰公制系統 1︰英制系統
1043 lang 選擇顯示語言
指定顯示語言。
0︰日文顯示 (標準) 1︰英文顯示 (標準) 2︰第 3語言顯示(註) (選擇) 3︰第 4語言顯示(註) (選擇)
11︰德文顯示 (選擇) 12︰法文顯示 (選擇) 13︰意大利文顯示 (選擇) 14︰西班牙文顯示 (選擇) 15︰中文(台灣語)顯示 (選擇)
註︰如果指定的語言沒有文字字元,畫面將顯示英文。
0∼3 11∼15
1044
(PR)
auxno 輔助軸MR-J2-CT
連接軸數
指定輔助軸 MR-J2-CT連接軸數。 0∼4
1045
(PR)
nskno 百萬轉矩馬達連接數
指定 NSK百萬轉矩馬達連接數。設定0以外的值,第二輔助機能資料以帶有符號的二進位輸出。
0∼16
(註)選擇英制和公制單位。 改變#1040 I_inch的設定值時,在重置後,長度單位會改變。 在與長度有關的參數中,下列項目不會自動改變,因此當計量單位改變時,要把設定值改變得與新計量單位相一致。
5. 基本規格參數
5-4
刀具補正量(刀具長補正量,刀具磨耗補正量和刀尖補正量)
工件座標補正
#8004 測量速度 #8013 G83復歸 #8052 提刀
#8005 減速區域 r #8016 G71 最小切削 #8053 G73切削 X
#8006 減速區域 d #8017 改變切削量 #8054 切削 Z
#8009 轉角前的長度 #8018 G84/G74復歸 #8056 G74復歸
#8010 最大值 #8027 弦誤差 1 #8057 G76最終切削量
#8011 最大附加值 #8028 弦誤差 2
加工參數
#8012 G73復歸 #8051 G71切削量
#8204 過行程負值
#8205 過行程正值
#8206 換刀
軸參數
#8209 G60移動量
禁區資料 #8300∼#8306
基本規格參數 #1084 RadErr
#8004 測量速度是10英寸/分,單位是英制。
5. 基本規格參數

5-5
# 項 目 內 容 設定範圍(單位)
1060
設定處理啟動
執行初期化系統時必要的機能 1︰按一次設定 (setup) 鍵,則如下︰
(註) 按一次 setup,則多數的設定參數將初期化,因此在執行前先
確認資料。
當電源接通時,此參數自動設定為 0。
1
#(1060) 資料 ( 1 )
顯示 ” 標準參數設定? (Y/N) “
參數初期化時 保持目前的參數 資料將依#1001-#1043的 設定值做參數的初期化
顯示 ” 執行格式化 (FORMAT)?(Y/N) ” 加工程式和刀具補正資料初期化 保持目前的加工程式和刀具補正 進行上述文件的初期化 輸入標準固定循環程式
顯示 ” 設定完成 ”
INPUT
Y N INPUT INPUT
Y INPUT N INPUT
SETUP
5. 基本規格參數
5-6
(設定參數1.3/14)
# 項 目 內 容 設定範圍(單位)
1061
(PR)
intabs 手動ABS更
新
在自動手輪插入時,決定絕對值資料要不要更新之。
此參數是當#1145I_abs為 1時才有效。
0︰絕對值不更新
(座標按插入量偏
移)
1︰絕對值更新
(用插入未發生前
的座標)
1062 T_cmp 刀具補正機
能
規定在執行 T指令時刀具長補正和磨耗補正是否有效。
0∼3
1063 mandog 手動擋塊 在電源投入後,用擋塊式做最初的參考點後復歸,並建立
座標系。當座標系確立後,指定用手動參考點復歸方式,
由此參數設定。
(絕對位置檢測時,不需此項設定)
0︰高速復歸
1︰擋塊式
1064
(PR)
svof 誤差修正 當伺服 OFF時,指定是否做誤差修正 0︰不做誤差修正
1︰執行誤差修正
1065 JOG_H 寸動應答型
式改良
設定改進型寸動應答。
0 ︰慣用規格 系統通過階梯圖形信號啟動和停止,而
與外部輸入信號無關。
1 ︰1型 系統由外部信號啟動和停止。
2 ︰2型 系統的啟動和停止通過外部信號和階
梯圖形信號的 AND操作。
3 ︰3型 當信號沿階梯上升時系統啟動,當外部
信號和階梯圖形信號下降時系統停止。
4 ︰4型 原點復歸模式 ︰系統的啟動和停止通過
階梯圖形信號,而與外
部信號無關(慣用規
格)。
非原點復歸模式 ︰系統的啟動和停止通過
外部信號和階梯圖形信
號的 AND操作。(2
型)。
0∼4
ウ]ゥwュネ 、Mィ罨ノ・ソ ソiッモクノ・ソ
0 有效 有效
1 有效 無效
2 無效 有效
3 無效 無效
5. 基本規格參數
5-7
# 項 目 內 容 設定範圍(單位)
1066 JOG_HP 選擇寸動啟
動(+)裝置
名稱
設定輸入+JOG啟動信號的裝置的號碼。
裝置的種類由#1071 JOG_D指定。
設定值的有效範圍是隨裝置的種類而不同。有效範圍以外
被設定時視為無效。
000∼13F
(16進制)
1067 JOG_HN 選擇寸動啟
動 (–) 裝
置名稱
設定輸入-JOG啟動信號的裝置的號碼。
裝置的種類由#1071 JOG_D指定。
設定值的有效範圍是隨裝置的種類而不同。有效範圍以外
被設定時視為無效。
000∼13F
(16進制)
1068
(PR)
slavno 從動軸數 指定欲同步的從動軸數。此軸號是不包含主軸和 PLC軸
的 NC號。
對主動軸 1不可能設定 2個或 2個以上的從動軸。
對一個從動軸不可能設定。
不可能設定複式系統,故主動軸與從動軸的關系不可超越
出一個系統。
0︰無從動軸數
1∼4︰
第 1至第 4軸
1069
(PR)
no_dsp 不顯示軸 設定不顯示的軸。這種選擇在計數顯示畫面(相對值畫面)
上是有效的。
0︰畫面顯示計數器
1︰不顯示軸(隱藏)
1070 axoff 軸取出 定義能作軸取出控制的軸。 0︰軸取出無效
1︰軸取出有效
1071 JOG_D ± JOG 啟動
信 號 裝 置
名
指定± JOG 啟動信號輸入裝置。
0:X裝置
1:G裝置
2:M裝置
#1066 JOG_HP,#1067 JOG_HN的參數請隨裝置指定設定。
0∼2
5. 基本規格參數
5-8
(設定參數1.4/14)
# 項 目 內 容 設定範圍(單位)
1073 I-Absm 初期絕對值 當電源投入或重置時,指定絕對值/增量值的模式。 0︰增量值指令模式(G91)
1︰絕對值指令模式(G90)
1074 I-Sync 初期同期進給
當電源投入或重置時,指定進給速度模式。 0︰非同期進給(每分鐘進給) 1︰同期進給(每轉進給)
0︰非同期進給
1︰同期進給
1075 I-G00 初期 G00 當電源投入或重置時,指定直線指令模式。 0︰直線補間(G01指令狀態) 1︰定位(G00指令狀態)
0︰直線補間
1︰定位
1076 Absinc ABS/INC地址
對於同一個軸可使用絕對值地址和增量值地址來進行絕對值/增量值指令。 0︰用 G指令來區分絕對值/增量值。 1︰用地址碼來區分絕對值/增量值。 (#1013 axname的地址為絕對指令) (#1014 incax的地址為增量指令)
0︰用 G指令來區分
1︰用地址碼來區分
1077 radius 直徑指定軸的增量指令
如果是直徑指定軸(#1019dia為 1)的增量值指令,則指定它是用直徑值或半徑值。
0︰直徑值 1︰半徑值
1078 Decpt2 小數點類型2
指定程式中沒有小數點時的位置指令單位。 0︰最小輸入指定單位(依 #1015cunit為準) 1︰1mm(或 1英寸)單位
0︰最小輸入指令單位 1︰1mm(或 1英寸)單位
1079 Fldigt 使 F1數位有效
指定執行 F指令是使用 1位數碼指令,或是使用直接數值指令。 0︰直接數值指令(在每分鐘或每轉進給期間的指令進給速度)
1︰1位數碼指令 #1185 spd_F1~#1189F5指定進給速度)
0︰直接數值指令
1︰1位數碼指令
1080 Dril_Z
(M系專用)
指定鑽孔軸 指定固定循環中的鑽孔軸。 0︰與已選定的平面直角垂直的軸為鑽孔軸。 1︰與選定平面無關,用 Z軸作為固定鑽孔軸。
0/1
1081 Gmac_P
給出G碼參數優先級數
在用 G指令呼出巨程式期間,指定 G碼優先關系 0︰在系統中使用的 G碼優先。 1︰呼出已登錄的 G碼優先。
0/1
1082 Geomet
(L系專用)
幾何機能 指定幾何機能的有效性。 當指定的地址碼用作幾何機能時,如果 A或 C用作軸地址或第二補助指令碼時,軸地址 A可以作為幾何角度指定來移動。當使用此機能時,一定要設定軸名等。
0︰無效
1︰有效
1084 RadErr 圓弧誤差 當在圓弧指令時,終點和中心座標發生偏差時,規定其容許誤差範圍。最大值為 1.000mm。
0∼1.000 (mm)
1085 G00Drn G00外部速控(空跑)
指定是否外部速控(手動設定速度代替指令進給速度),用於 G00指令。 0︰不適用 G00(依快速進給速度而移動) 1︰適用 G00(依手動設定速度而移動)
0︰不適用 G00
1︰適用 G00
5. 基本規格參數

5-9
# 項 目 內 容 設定範圍(單位)
1086 G0Intp G00非補間
指定 G00運動軌跡型式。 0︰向終點直線移動(補間型式) 1︰各軸向終點移動,依各軸的快速進給速度移動(非補間)
0/1
1087 G96_G0 由快速進給指令控制恆定周速
當使用周速一定控制機能時,指定如何控制 G00指令的周速度。 0︰在 G00移動中,計算一定的循環速度 1︰在 G00指令的程式結束點計算循環速度
0/1
1088 G30SL G30過行程檢查無效
在 G30(第 2參考點復歸)動作時,指定如何控制過行程檢
查。 0︰在 G30動作時,過行程檢查有效。 1︰在 G30動作時,過行程檢查無效。
0︰過行程檢查有效
1︰過行程檢查無效
1089 Cut_RT 旋轉軸捷徑
指定旋轉軸(#1017 rot為 1)為捷徑控制。 0︰沒有捷徑(向終點移動)。 1︰使用捷徑(使用絕對值指令時,將依移動量小於 180度的方向移動)。
0︰沒有捷徑 1︰使用捷徑
1090 Lin_RT 線性旋轉軸
指令旋轉軸超過 360度的指令。 0︰對於超過 360度的絕對值指令,將轉換為360度的餘數,再移動。 例︰指令 420度,則值將為 60度。
1︰對於超過 360度的絕對值指令,軸將依直線軸同樣方法移動。 例︰指令 420度,軸將通過 360度位置後,再移動到60度的位置。
0/1
1091 Mpoint 中間點無視
指定做 G28,G30參考點復歸時,是否經過中間點。 0︰經由程式指定中間點位置,再至參考點。 1︰不經過程式指定的中間點位置,直接移至參考點。
0/1
1092 Tchg_A 給附加軸更換刀具
指定在刀具交換位置復歸時附加軸的移動。 0︰附加軸不隨刀具交換位置復歸指令運動。 1︰當刀具交換位置復歸至標準軸之後,附加軸也復歸至換刀位置。
0/1
1093 Wmvfin 系統內等待方法
當使用 2個系統時,指定系統間等待的方法。當在等待指令﹗程式單節中有此運動指令時﹗ 0︰在執行運動指令前等待 1︰在執行運動指令後等待
0/1
1094 T1_SBK(L系專用)
為單節選擇壽命計數
當採用刀具壽命管理 II機能(車床系統)時,選擇是否為單節使用資料單位的計數。 0︰不計數資料單位。 1︰計數資料單位。
0/1
5. 基本規格參數
5-10
# 項 目 內 容 設定範圍(單位)
1095 T0tfof TF輸出 對於 T00命令,選擇怎樣處理 TF。
0︰TF是輸出。
1︰TF不輸出。 註)對 C型式和更新的型式有效。
0/1
1096 T_Ltyp
(L系專
用)
刀具壽命
管理型式
指定刀具壽命管理的型式。 1︰壽命管理Ⅰ
2︰壽命管理Ⅱ
1097 T1digt 刀具磨耗
補正號
指定在 T指令中,刀具磨耗補正號碼的位數。
0︰前 2位數是刀具號碼,後 2位數是磨耗補正號碼。
1︰前 3位數是刀具號碼,後 1位數是磨耗補正號碼。
當選用刀具壽命管理Ⅱ時,此參數固定為 0。
0/1
1098 Tlno. 刀具長補正
號
指定在 T指令中,刀具長補正號碼的位數。
0︰前 2位或前 3位是刀具號碼,
後 2位或 1位是刀具長和磨耗補正號碼。
1︰前 2位或前 3位是刀具號碼和刀具長補正號碼,後
2位或 1位是磨耗補正號碼。
0/1
1099 Treset 取消刀具磨
耗補正量
規定系統重置時如何處理刀具補正向量。
0︰系統重置時清除刀具長和磨耗補正向量。
1︰系統重置時保存刀具長和磨耗補正向量。
在補正量清除後,原補正量不再使用,軸將按下一補正操
作中的補正量進行移動。
如補正量保存後,機械仍然使用原補正量,軸將按與下一
補正操作中的差分量移動。
0︰清除補正
1︰保存補正
1100 Tmove 刀具磨耗補
正
規定執行刀具長補正和磨耗補正的期限。
0︰執行 T命令時補正。
1︰在包含有 T命令的單節中,對有關運動的指令是強
制執行補正的。
如果在同一程式單節中沒有移動指令,則補正將在
下一個帶有移動指令的程式單節中的移動指令被強
制執行後再開始執行。
2︰執行 T指令時的補正。
用同一單節中的移動指令疊加和補正刀具長偏置。
如果同一單節中沒有移動指令,則在移動指令於下
一單節中疊加後執行補正。
0∼2
1101 Tabsmv 刀具磨耗
補正法
當#1100Tmove為“1”時,指定移動指令的種類。
0︰補正與移動指令種類無關。
1︰僅在絕對值指令的移動指令時補正。
0:補正與指令型
無關
1:僅用絕對值指
令補正
1102 tlm
(L系專
用)
手動刀具
長測量系
統
指定手動刀具長測定 I的測量方法。
0︰用基準位置調整刀具。
1︰輸入測量結果。
0︰基準位置法
1︰測定值輸入
法
5. 基本規格參數
5-11
# 項 目 內 容 設定範圍(單位)
1103 T_Life 使壽命管理有效
選擇使用刀具壽命管理機能。 0︰不使用
1︰執行刀具壽
命管理控制
1104 T_Com2 刀具指令法 當 #1103 T_Life為“1”時,選取指令方式。 0︰在同組號中選取程式的刀具指令。 1︰在同刀具號碼中選取程式的刀具指令。
0/1
1105 T_sel2 刀具選擇法 當 #1103 T_Life為“1”時,指定刀具選取方式。 0︰在同組依照所用刀具的登錄順序進行選擇。 1︰在同組中和未使用刀具中,選擇所用刀具剩餘壽命最長的刀具。
0/1
1106 Tcount
(L系專用)
壽命管理計數
對於刀具壽命管理機能Ⅱ,當輸入資料(G10L3指令)時,且省略地址 N時的指定機能。
0︰指定時間輸入
1︰指定次數輸入
1107 T11fsc (L系專用)
分立壽命管理顯示畫面
設定組數顯示在壽命管理 II(車床系統)畫面上。 0︰顯示組計數 1,最大工具登錄數 16 1︰顯示組計數 2,最大工具登錄數 8 2︰顯示組計數 4,最大工具登錄數 4
0∼2
1108 TlrectM (L系專用)
壽命管理重複計數M碼
設定刀具壽命管理 II(車床系統)重複計數的 M碼。 0∼99
1109 (PR)
subs-M 使交替 M碼有效
用交替的 M碼選取巨程式中斷。 0︰交替 M碼無
效
1︰交替 M碼有
效
1110 M96-M M96交替M碼
當 #1109subs_M設定為 1時,指定一個 M碼來替換 M96。 3∼97
(但 30除外)
1111 M97-M M97交替M碼
當 #1109subs_M設定為 1時,指定一個 M碼來替換 M97。指定範圍 3至 97。
3∼97
(但 30除外)
1112 (PR)
S-TRG 使狀態觸發系統有效
對巨程式中斷信號,指定一個有效的條件。 0︰當中斷信號 (UIT) 從 OFF至接通時有效。 1︰當中斷信號 (UIT) 接通時有效。
0︰從 OFF至接
通時有效
1︰接通時有效
1113 (PR)
INT-2 使 2型插入法有效
在巨程式中斷信號 (UIT) 輸入後移動指定。 0︰不等到單節執行結束就執行中斷動作。 1︰在完成單節執行完後,再執行中斷程式。
0/1
1114 mcrint 巨集引數初期化
選擇是否用巨集呼叫清除指定引數以外的狀況。也還選擇是否用電源通和重新設定來清除局變數。 0︰用巨集呼叫刪除非指定的引數。 1︰用巨集呼叫保留非指定的引數。 2︰用巨集呼叫保留非指定的引數,並用電源通和重新設定來清除局變數。
0/1/2
5. 基本規格參數
5-12
# 項 目 內 容 設定範圍(單位)
1115 thwait 等待螺紋
切削時間
在倒角無效而切削螺紋時等待時間。 0∼99 (約 4msec)
標準設定值︰4
1116 G30SLM 過行程檢
查無效
(手動運
動)
手動運動當自第 2 ∼ 4原點復歸時過行程檢查無效。 0:過行程檢查有
效
1:過行程檢查無
效
1117 H_sens 手輪應答
開關
手輪進給時開關手輪應答模式。
0:標準手輪應答
1:高速手輪應答
0/1
1118 mirr_A
(L系專
用)
選擇相向
刀架刀具
長設定
定義是保持相向刀架的刀具值設定還是將相向刀架的刀具作
為與基準刀架的工具相同方向而設定。 0:保持相向刀架
的刀具值
1:以相向刀架的
刀具與基準
刀架的刀具
為相同方向
的值
1119 Tmiron
(L系專
用)
選擇 T指
令相向刀
架鏡像
根據 T指令選擇相向刀架鏡像有效或無效。 0:無效
1:有效
1120
(PR)
TofVal 巨變數切
換
指定巨變數(工具補正)的形狀補正量和摩耗補正量的變數號
碼是否切換。
0:不切換。(從前規格)
1:X , Z , R各別的形狀補正量和摩耗補正量的變數號碼切
換
0/1
5. 基本規格參數

5-13
(設定參數1.5/14)
# 項 目 內 容 設定範圍(單位)
1121 edlk_c 編輯鎖住 C 編輯鎖住設定有效時,這時程式號碼 9000~9999的加行程式
無法編輯。
0︰可編輯
1︰禁止編輯
1122 pglk_c 程式顯示鎖
住
程式號 9000~9999的顯示和呼叫可能被禁止。指定是否禁止
顯示和呼叫。
0︰可以顯示和呼叫。
1︰程式內容不能顯示。
2︰程式內容不能顯示且禁止呼叫。
在禁止狀態,程式內容不顯示,但程序號和順序號可顯示。
0∼2
1123 origin 原點歸零
禁止
指定是否使用原點歸零機能。 0︰使用
1︰禁止使用
1124 ofsfix 固定刀具
磨耗補正
號
指定在刀具補正畫面設定時,是否用輸入鍵自動使補正號加
1或顯示號加 1。
0︰當按輸入鍵時,# 號碼增加 1。(如同一般參數)
1︰即使按輸入鍵,# 號碼不變。
當要做順序設定時,設定 0較方便。
在調整一個補正值需要重複改變和設定時,設定 1較方便。
0/1
1125 real_f 實際進給
速度顯示
指定在監視畫面上顯示實際加工的速度。
0︰指令速度
1︰實際移動速
度
1126 PB_G90 教導重現
G90
當執行教導重現編輯時,指定教導重現的移動量是絕對值或
增量值。
0︰增量值
1︰絕對值
1127 DPRINT DPRINT調
準
指定用 DPRNT機能打印輸出時是否調整。
0︰不調準,資料依左邊對齊印出。
1︰調準最小數位並輸出。
0/1
1128 RstVC1 重置時清
除變數
當重置時,指定如何處理共變數。
0︰重置後,共變數不變。
1︰重置後,下列共變數變成“空”。
變數 100組規格時︰#100~#149為“空”。
變數 200組,300組規格時︰#100~#199為“空”。
0/1
1129 PwrVC1 電源投入
時清除變
數
電源投入時,指定如何處理共變數。
0︰電源投入時,共變數與斷電前相同狀態。
1︰電源投入時,下列共變數成為“空”。
變數 100組規格時︰#100~#149為“空”。
變數 200組,300組規格時︰#100~#199為“空”。
0/1
1130 set_t 顯示選定
的刀具號
在現在值顯示畫面上規定刀具指令值的顯示方式。
0︰顯示程式指令的 T-模式值。
1︰顯示來自 PLC的刀具號。
0/1
5. 基本規格參數
5-14
# 項 目 內 容 設定範圍(單位)
1131 (PR)
fldcc 前饋濾波器
當開始加速或減速時,參數用濾波器抑制加速變更。
以位元單位設定。
bit1: 7.1 (msec) bit2: 14.2 (msec) bit3: 28.4 (msec) bit4: 56.8 (msec)
按位指定參數,前饋濾波器,如果 1至 4位均為 0,或者 1至4位中兩位或兩位以上 是 1, 則 設 定3.5ms。
1132 CRT CRT
亮度控制
CRT顯示器的亮度調整參數。 3︰最亮(最亮狀態) –3︰最暗(最暗狀態)
在–3~3之間,調整此參數至最合適。 EL顯示器不必調整亮度。
–3∼3
1133 ofsmem 選擇如何設定刀具磨耗補正畫面
當選擇刀具磨耗補正畫面時,選擇上一次設定、儲存的號碼。 0︰當選擇畫面時,不記憶上次的刀具補正號碼。 1︰當選擇畫面切換後,回到刀補畫面時,記憶刀具磨耗補正號碼。
0/1
1134 LCDneg LCD反白表示
10.4吋單色 LCD的表示反白時設定 ” 1 ” 。 0:通常表示
1:反白表示
1135 unt_nm 單位名稱 設定單位名稱 用包括字母和數碼的 4個或少於 4個字元設定單位名稱(如:M64M),如設定 0,單位名稱不顯示。
包括字母和數碼的4個或少於 4個字元。
1138 Pnosel 隨參數號碼畫面選擇
隨參數號碼畫面選擇機能有效時設定。 0:無效
1:有效
1139 edtype 編輯型式選擇
設定編輯型式 0︰畫面編輯型式(M50或等效操作)。 1︰畫面編輯型式(選定操作模式下或自動 MDI畫面選擇和開關下進行編輯)。
2︰字元組編輯型式(選定操作模式下或自動 MDI畫面選擇和開關下進行編輯)。
3︰畫面編輯型式 (type 0 + 游標位置保留)(M64系統版本為 D版時有效)。
4︰畫面編輯型式 (type 1 + 游標位置保留)(M64系統版本為 D版時有效)。
0/1/2/3/4
1140 Mn100 M碼號 M碼的第 1個號碼相應於設定號 100~199 0∼99999999
1141 Mn200 M碼號 M碼的第 1個號碼相應於設定號 200~299 0∼99999999
1142 Mn300 M碼號 M碼的第 1個號碼相應於設定號 300~399 0∼99999999
1143 Mn400 M碼號 M碼的第 1個號碼相應於設定號 400~499 0∼99999999
1144 mdlkof MDI設定鎖住
選擇是否使可以設定非 MDI模式下的 MDI。 0︰不可設定 MDI 1︰可設定 MDI
前饋濾波器
7 6 5 4 3 2 1 0
5. 基本規格參數
5-15
# 項 目 內 容 設定範圍(單位)
1145 I_abs 手動 ABS
參數 自動手輪插入時,指定如何控制絕對值資料。
0︰如果手動 ABS開關接通,絕對值資料被更新。如
果開關無接通,則資料不被更新。
1︰當 #1061 intabs有效時,依 intabs的狀態。
0/1
1146 Sclamp 主軸轉速
箝制機能 指定如何用 G92S指令控制主軸旋轉箝制機能
0︰在 G96狀態(周速一定控制中),G92指令當作為
箝制指令控制。
在 G97狀態,G92S將作為一般 S指令控制。
1︰在同一單節中 S指令和 G92在一起,則 G92被用作
為箝制指令控制。
0/1
1147 Smin_V 主軸最小
轉速箝制
類型
指定主軸最小轉速箝制值的型式。
0︰旋轉數設定。
1︰輸出電壓系數設定。
依此來設定 #3023 smini的參數。
0︰旋轉數指定
1︰輸出電壓系數指
定
1148 I_G611 初期高精
度
電源投入和重置時指定此模式。
0:G64(切削模式) → 加工業者建議值
1:G61.1(高精度控制模式)→ 模具業者建議值
0/1
1149 cireft 圓弧減速
速度切換
指定是否於進入圓弧入口/出口時減速。
0:在圓弧入口/出口時不減速。
1:在圓弧入口/出口時減速。
0/1
1150 Fldc0 G00前饋
濾波器 快送開始加速或減速時,參數用濾波器抑制加速變更。以位
元單位設定。
bit1: 7.1(msec)
bit2:14.2(msec)
bit3:28.4(msec)
bit4:56.8(msec)
按位指定參數,前
饋濾波器,如果 1
至 4位均為 0 ,或
者 1至 4位中兩位
或兩位以上是 1 ,
則設定 3.5 ms
1151 rstint 重置初期 定義按重置鍵是否各種模式回到初期狀態。
0:重置時不初期
1:重置時初期
0/1
1152 I_G20 初期指令
單位
指定電源開啟時或重置時的英制/公制指令模式。
0:公制指令(G21指令狀態)
1:英制指令(G20指令狀態)
重置輸入時有效。
相關參數:#1226 bit6 設定,表示單位選擇。
0/1
5. 基本規格參數
7 6 5 4 3 2 1 0
G00前饋濾波器
前饋濾波器G00/G01分離
5-16
# 項 目 內 容 設定範圍(單位)
1153 FixbDc 孔底減速檢查 在鑽孔循環的孔底,選擇是否執行減速檢查或定位
寬度檢查。只限在鑽孔循環時、孔底的鑽孔指令無
法達成的循環有效。
0:不執行減速檢查或定位寬度檢查。
1:執行減速檢查。
2:執行定位寬度檢查。
0/1
1154 pdoor
(PR)
門互鎖第Ⅱ系統
別
是否設定第二系統門互鎖Ⅱ控制系統別。門互鎖Ⅱ
系統別控制時有兩系統。第一系統基本 I/O單元的
SV1(1通道),第二系統基本 I/O單元的 SV2(2通
道)連接系統構成。
SV1
SV2
AMP AMP AMP
AMP AMP AMP
連接輔助軸(MR-J2-CT)時,連接於 SV2側(主軸的
後面)第二系統的門互鎖Ⅱ有效。
0:不使用門互鎖Ⅱ系統別。
1:使用門互鎖Ⅱ系統別。
本參數設定 0時系統共通門互鎖Ⅱ用信號輸入裝置
1/2(#1155 DOOR_m、#1156 DOOR_s)有效,“1”時,
系統別門互鎖Ⅱ用信號輸入裝置 1/2(#1511
DOORPm、#1512 DOORPs)有效。
0/1
1155 DOOR_m 門互鎖 II信號輸入裝置 1
設定信號輸入的固定裝置號 (X??)
X01~XFF裝置號可以設定,裝置號 000無效。
在使用無固定裝置號門互鎖 II信號輸入時,設定裝置號 100。
相關參數:#1154 pdoor 門互鎖 II系統別
000∼100 (16進制)
1156 DOOR_s 門互鎖 II信號輸入裝置 2
設定門互鎖 II信號輸入的固門互鎖 II定裝置號 (X??)。 (設定與 #1155相同的值) 相關參數:#1154 pdoor 門互鎖 II系統別
000∼100 (16進制)
1157 F0atrn F0 自動運行 未使用 1158 F0atno F0 自動運行程
式 未使用
1166 fixpro 固定循環編輯 對於固定循環或一般程式選擇是否使用編輯、一覽表以及資料輸入出機能。 0︰可以進行一般加行程式的編輯等。 1︰可以進行固定循環程式的編輯等。
0/1
1167 e2rom 未使用
5. 基本規格參數
基本 I/O單元
第 1系統
第 2系統
5-17
# 項 目 內 容 設定範圍(單位)
1168 test 模擬測試 指定控制單元的測量模式。
測試模式不用參考點復歸。測試是在假設已經完成原
點復歸狀態下執行。它僅限用於控制單元自身的測試
操作,不能使用於與機械連接在一起。
0︰正常運轉
1︰測試模式
5. 基本規格參數
5-18
(設定參數1.6/14)
# 項 目 內 容 設定範圍(單位)
1169 system name
系統名稱 設定各系統名稱。 僅當使用 2系統時,必須設定。 當必須判別系統時,這個名稱顯示在畫面上。 英文字母與數字組合,在 4個字以內設定。
英文字母與數字組合,最多不超過 4個字
1170 M2name 第 2補助碼 當使用第 2補助指令時,設定此地址碼。用一個未在 #1013 axname或 #1014 incax中使用的 A,B或 C來設定地址。
A, B, C
1171 taprov 攻牙返回速率調整
當同期攻牙時,設定攻牙返回速率調整值。設定值為1~100,單位為%。
1∼100 (%)
1172 taprov 攻牙返回速率調整
當同期攻牙時,離開攻牙結束點時設定速率調整值。 設定範圍 1~999,單位為%。 當設定值小於 100時,當作 100%。
1∼999 (%)
1173 dwlskp G04跳躍條件 為結束 G04(暫停)指令,指定跳躍信號。
跳躍條件 0∼7
1174 skip_F G31跳躍速度 在 G31(跳躍)指令中,當程式沒有 F指令時,指定其進給速度。
1∼999999 (mm/分)
1175 1176 1177 1178 1179 1180
skipl 1f 2 2f 3 3f
G31.1 跳躍條件 跳躍速度
G31.2 跳躍條件 跳躍速度
G31.3 跳躍條件 跳躍速度
在 G31.1~G31.3(多段跳躍)指令中,當程式沒有 F指令時,指定其進給速度。 在 G31.1時指定跳躍信號 在 G31.1時跳躍進給速度 在 G31.2時指定跳躍信號 在 G31.2時跳躍進給速度 在 G31.3時指定跳躍信號 在 G31.3時跳躍進給速度
跳躍條件 0∼7
1181 G96_ax 周速一定控制 指定周速一定控制的軸。 0︰程式指定無效,通常固定在第 1軸。 1︰指定第 1軸。 2︰指定第 2軸。 3︰指定第 3軸。 4︰指定第 4軸。
對於設定不為 0時,程式指定優先。
0∼4
5. 基本規格參數
PLC介面輸入信號 設定 跳躍 3 跳躍 2 跳躍 1 0 × × × 1 × × 2 × × 3 × 4 × × 5 × 6 × 7 當信號輸入時結束。
PLC介面輸入信號 設定 跳躍 3 跳躍 2 跳躍 1 0 × × × 1 × × 2 × × 3 × 4 × × 5 × 6 × 7
跳躍進給速度 1∼999999 (mm/分)
5-19
# 項 目 內 容 設定範圍(單位)
1182 thr_F 螺紋切削速度 在螺紋切削循環中,當不用倒角時,設定螺紋切削
速度。
0︰切削進給夾持速度
1~60000mm/分︰設定速度
0∼60000 (mm/分)
1183 clmp_M 夾持用 M碼 在孔加工循環中,設定 C軸夾持 M碼。 0∼99999999
1184 clmp_D 輸出松開夾持
用 M碼後的暫
停時間
在孔加工循環中,C軸不夾持,在輸出 M碼後設
定暫停時間。
0.000∼99999.999秒
1185
1186
1187
1188
1189
spd_F1
F2
F3
F4
F5
F1數位進給速
度
F1
F2
F3
F4
F5
在 F1指令(#1079 F1為 1時)中指定 F指令進給
速度。
當使用 F1時進給速度(mm/分)
當使用 F2時進給速度(mm/分)
當使用 F3時進給速度(mm/分)
當使用 F4時進給速度(mm/分)
當使用 F5時進給速度(mm/分)
1∼60000 (mm/分)
1190
(PR)
s_xcnt
(L系專
用)
使斜軸控制有
效
0︰使斜軸控制無效。
1︰使斜軸控制有效。
0/1
1191
(PR)
s_angl
(L系專
用)
交角角度 設定斜座標 X軸與直角坐標 X軸的交角α。 ± 80.000 (deg)
1192
(PR)
s_zrmv
(L系專
用)
手動零點復歸
的 Z軸補正
選擇斜軸控制條件下,是否進行手動 X軸零點復
歸的 Z軸補正。
0︰補正 Z軸
1︰不補正 Z軸
0/1
5. 基本規格參數
5-20
(設定參數1.7/14)
# 項 目 內 容 設定範圍(單位)
1193 inpos 定位寬度檢查有效
對於定位指令指定減速確認方法。 0︰指令減速檢查 (控制單元的加/減速指令,做減速結束時,則定位完成)。
1︰到位核對 (檢測伺服放大器到達離終點一段設定距離範圍之內時,完成定位。設定距離範圍在 #2224SV024中設定。)
0︰指令減速檢查
1︰到位檢查
1194 H_acdc 手輪進給時間常數
手動進給指定的時間常數。 0︰使用 G01的時間常數 1︰時間常數為 0(步進)
0/1
1195 1196 1197 1198
Mmac Smac Tmac M2mac
用 M指令 呼叫巨程式 用 S指令 呼叫巨程式 用 T指令 呼叫巨程式 用第2補助碼 呼叫巨程式
指定用巨程式的 M, S, T指令,呼叫巨程式。 用 M指令呼出 用 S指令呼出 用 T指令呼出 用第 2補助指令呼出
0:無效
1:有效
1199 Sselect 初期化主軸控制選擇
選擇在電源接通後主軸控制的初始狀態。 0︰第一種主軸控制模式 (G43.1) 1︰第二種主軸控制模式 (G44.1)
0:G43.1
1:G44.1
1200
(PR)
G0_acc 傾斜角度常數式 G0加速減速有效
當快速進給指令發出時設定加速減速類型 0︰時間定數式加速減速(慣用式) 1︰傾斜角度常數式加速減速
0︰時間常數式加速減速
1︰交角常數式加速減速
1201
(PR)
G1_acc 傾斜角度常數式 G1加速減速有效
當切削進給指令發出時設定加速減速類型 0︰時間定數式加速減速(慣用式) 1︰傾斜角度常數式加速減速
0︰時間常數式加速減速
1︰傾斜角度常數式加速減速
1202 mirofs
(L系專用)
刀架間(相向刀架)的距離
設定切削刀具(量)(刀架之間)間的距離 0∼99999.999 (m)
1203 TmirS1
(L系專用)
用 T指令選擇,按相向刀架設定刀架
用 T指令選擇按相向刀架鏡像設定刀架,對應刀具號
1∼32。
0∼FFFFFFFF
1204 TmirS2
(L系專用)
用 T指令選擇,按相向刀架設定刀架
用 T指令選擇按相向刀架鏡像設定刀架,對應刀具號 33∼64。
0∼FFFFFFFF
1205 G0bdcc G0補間前的加速和減速選擇
0︰G00加減速模式採用補間後加減速。 1︰無論高精度模式採用與否,G00加減速模式採用補間前加減速。
0/1
1206 G1bf 最大速度 在補間前選擇加速和減速時設定切削進給速度。 1∼999999 (mm/分)
1207 G1btL 時間常數 在補間前選擇加速和減速時設定切削進給時間常數。
1∼5000 (msec)
GlbF
GlbtL 時間
速度
5. 基本規格參數
5-21
5-22
# 項 目 內 容 設定範圍(單位)
1208 RCK 弧半徑誤差
補正系數
弧半徑誤差的補正可在 –60.0至 20.0%範圍內增
減。
–60.0∼+20.0 (%)
1209 cirdcc 圓弧減速速
度
指定圓弧入口/出口進入時的減速速度。
此參數 #1149 設 1 時有效。
1∼999999
(mm/min)
1210 RstGmd 程式 G碼重置
BIT對應各G碼群的程式或H,D碼設定重置時是否要初期
化。
0:初期化 1:不初期化
M系
F E D C B A 9 8 7 6 5 4 3 2 1 0
群
組
1 3 切 削
模
式
。
群 組 1 2
工
件
座
標
系
模
式
。
群
組
1
0
固
定
循
環
復
歸
指
令
模
式
。
群
組
8
長
補
正
模
式
。
群
組
7
徑
補
正
模
式
。
群
組
6
英制/公
制
模
式
。
群
組
5
進
給
G
模
式
。
群
組
3
絕
對
/
增
量
指
令
模
式
。
群
組
2
平
面
選
擇
模
式
。
群
組
1
移
動
G
模
式
。
1F 1E 1D 1C 1B 1A 19 18 17 16 15 14 13 12 11 10
H
,D
碼。
群
組
2
0
第
2
主
軸
控
制
模
式
。
群
組
1
9
G
指
令
鏡
像
模
式
。
群
組
1
7
周
速
一
定
控
制
指
令
模
式
。
H碼為刀具長補正號碼,D碼為刀具徑補正號碼。
bit18開啟時 H碼,D碼和群組 8的 G模式保持。
bit7開啟時群組 8的 G模式和 H碼保持。
用 16進制設定
5. 基本規格參數
5-23
# 項 目 內 容 設定範圍(單位)
1210 RstGmd 程式 G碼重置
L系
F E D C B A 9 8 7 6 5 4 3 2 1 0
群
組
1
3
切
削
模
式
。
群
組
1
2
工
件
座
標
系
模
式
。
群
組
1
0
固
定
循
環
復
歸
指
令
模
式 。
群
組
7
刀
尖
R
補
正
模 式 。
群
組
6
英制/公 制 模 式
。
群
組
5
進
給 G 模 式
。
群
組
4 借 位 檢
查
模
式
。
群 組 3 絕
對
/
增
量
指
令
模
式
。
群 組
2
平
面
選
擇
模
式
。 群
組
1
移
動
G
模
式
。
1F 1E 1D 1C 1B 1A 19 18 17 16 15 14 13 12 11 10
群
組
2
0
第
2
主
軸
控
制
模
式
。
群
組
1
8
平
衡
切
削
。
群
組
1
7
周
速
一
定
控
制
指
令
模
式
。
用 16進制設定
1211 FHtyp 進給暫停型
式
設定使用進給暫停時的外部信號型式。
0:外部信號無效
1:外部信號有效(A接點)
2:外部信號有效(B接點)
0∼2
1212 FHno 進給暫停外部
信號裝置
設定進給暫停信號輸入的裝置號碼(X??)。
000∼13F(16進制)
1213 proaxy
(L系專用)
傾斜角度第1
邊
依傾斜角度所構成的三角形內,設定傾斜軸直交
座標上的長度。
±9999.999
1214 macaxx
(L系專用)
傾斜角度第2
邊
依傾斜角度所構成的三角形內,設定傾斜軸對應
基本軸的實軸長度。
±9999.999
1215 macaxy
(L系專用)
傾斜角度第3
邊
依傾斜角度所構成的三角形內,設定傾斜軸的實
軸長度。
±9999.999
1216 extdcc 外部減速水
平
使用外部減速信號有效時表示的進給速度上極限
值。
1∼999999 (mm/sec)
5. 基本規格參數
5-24
(設定參數1.8/14)
# 項 目 內 容 設定範圍(單位)
1217 aux01 未使用。
aux02 (bit3)
參數輸入輸出格式
指定參數輸入輸出格式。 0︰I型 1︰II型
0/1
aux02 (bit4)
刀具號選擇 當測量外部工件座標補正值時,指定 R暫存器,這是全自動計算用的刀具號。 0︰與#1130set_t符合。 1︰使用用戶 PLC指定的刀具號。
0/1
aux02
(bit5)
參數輸出入Ⅱ 主軸指定位址選擇。
參數輸出入裝置型式Ⅱ的主軸指定位址選擇。 0:C 1:T
輸入、核對時主軸指定位址也隨此參數設定。
(註)此參數只有在參數輸出入型式Ⅱ時
(#1218 aux02 bit3為“1”)有效。
0/1
aux02
(bit6)
設定程式輸入優先號碼。
在〔資料輸入〕畫面「#1加行程式」的輸入操作執行時,選擇輸入程式的程式號碼。 0:輸入資料有的號碼優先。
1:設定號碼優先。
0/1
1218
aux02 (bit7)
經程式重寫輸入
當“#1工件程式”進入“資料輸入”畫面,在已登錄輸入程式時選擇以下一種任選項︰ 0︰輸出錯誤訊息“E65複程式號”。 1︰經重寫輸入。
0/1
aux03 (bit1)
停止高速 PC監視機能
當高速加工時間已延長,設 1使停止系統的機能不起作用。 禁用監視機能僅作為一項臨時措施。
0/1
aux03 (bit2)
改進跳躍座標精度
0︰跳躍精度(慣用規格) 1︰改變跳躍精度(輸入跳躍信號時修正跳躍座標的位置。)
0/1
1219
aux03 (bit3)
使絕對位置比較機能有效
0︰使絕對位置比較機能無效。 1︰使絕對位置比較機能有效。
0/1
1220 aux04 (bit0) (L系專用)
工具壽命切換時機
於工具壽命管理Ⅱ,使用次數計數時點為壽命判斷基準來切換。 0:計數的使用次數超過壽命次數時,使用壽命工
具。 (使用次數>壽命次數) 1:計數的使用次數達到壽命次數時,使用壽命工
具。 (使用次數≧壽命次數)
0/1
(內定值:0)
5. 基本規格參數
5-25
aux04
(bit1) 註解內空格有效
在顧客表示器的編輯操作下,加行程式的註解記述的空格有效。 0:加行程式的註解內空格無效。
1:加行程式的註解內空格有效。
0/1 (內定值:0)
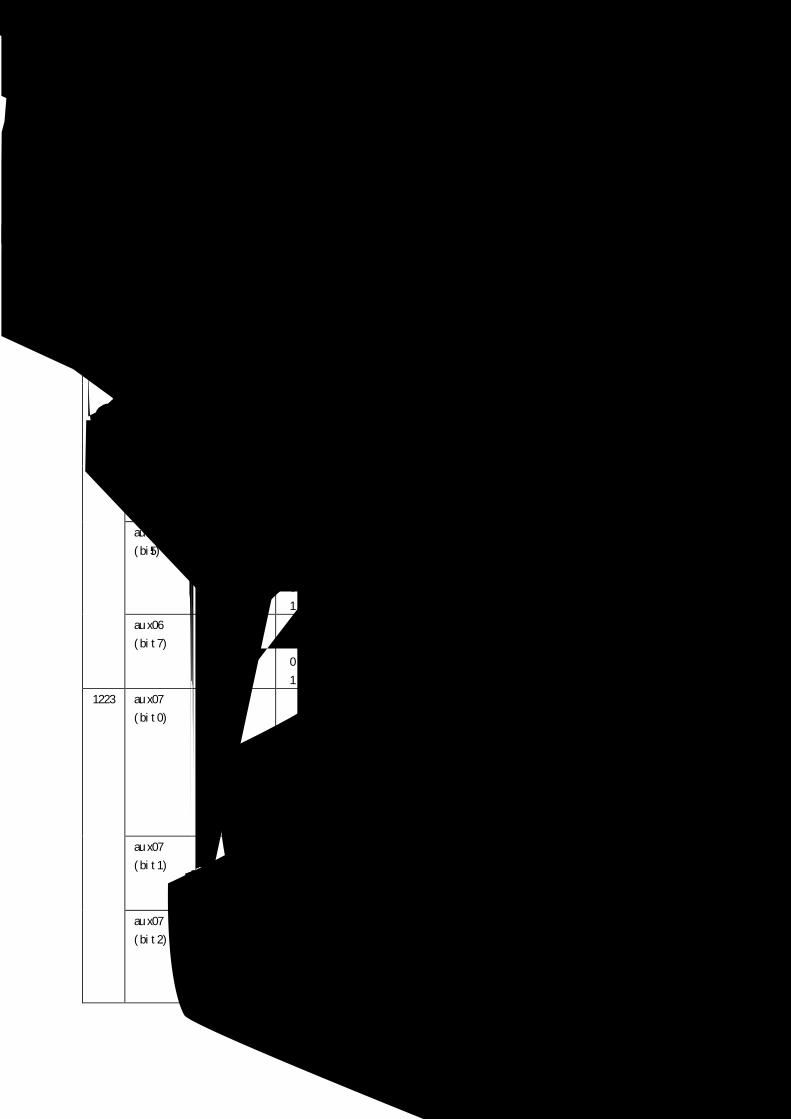
5-26
# 項 目 內 容 設定範圍(單位)
1221 aux05 未使用。
aux06
(bit0) 工具長確認
訊息有效
0:工具補正資料設定時,確認訊息不表示。
1:工具補正資料設定時,確認訊息表示。
(只有 M64 D版系列適用)
0/1
aux06
(bit1)
指定軸高度 設定值為“1”時,工具測定時基本規格參數
#1028 base_k的指定軸為測試軸,即使其他的軸移
動也不是測量的對象。
(只有 M64 D版系列適用)
0/1
aux06
(bit2) 波形表示有
?
設定波形表示機能有效/無效。
(只有 M64系統版本為 D版時適用)
0:波形表示無效。
1:波形表示有效。
0/1
aux06
(bit3) 參數設定鎖
住有效
設定參數設定機能的有效/無效。
0:無效。
1:有效。
0/1
aux06
(bit5) 複合型固定
循環指令格
式檢查選擇
在從前格式選擇時 (#1265 ext01/BIT0 “0”) ,複合
型固定循環的第一個單節省略,選擇下指令時的動
作。
0:產生「P33格式錯誤」。
1:使用參數的設定值。。
0/1
1222
aux06
(bit7) 簡易原點復
歸
設定簡易原點復歸機能有效/無效。
(只有 M64系統版本為 D版時適用)
0:無效
1:有效
0/1
aux07
(bit0)
進給傾斜一
定多段加減
速。
設定進給傾斜一定3段加減速機能有效/無效。
(只有 M64 D版系列適用)
0:無效
1:有效
相關參數:#2064 rapid2 速度2
#2065 G0tL2 時定數2
#2066 rapid3 速度3
#2067 G0tL3 時定數3
0/1
aux07
(bit1)
減速檢查改
良
設定減速改良機能(精確停止到位)有效/無效。
(只有 M64 D版系列適用)
0:無效
1:有效
0/1
1223
aux07
(bit2)
同期攻牙 R
點到位檢查
0:同期攻牙 I點→R點到位檢查無效。
1:同期攻牙 I點→R點到位檢查有效。
(只有 M64 D版系列適用)
〈註〉此參數#1223 aux07 bit3同期攻牙到位檢查改良設
“1”時有效。
0/1
5. 基本規格參數

5-27
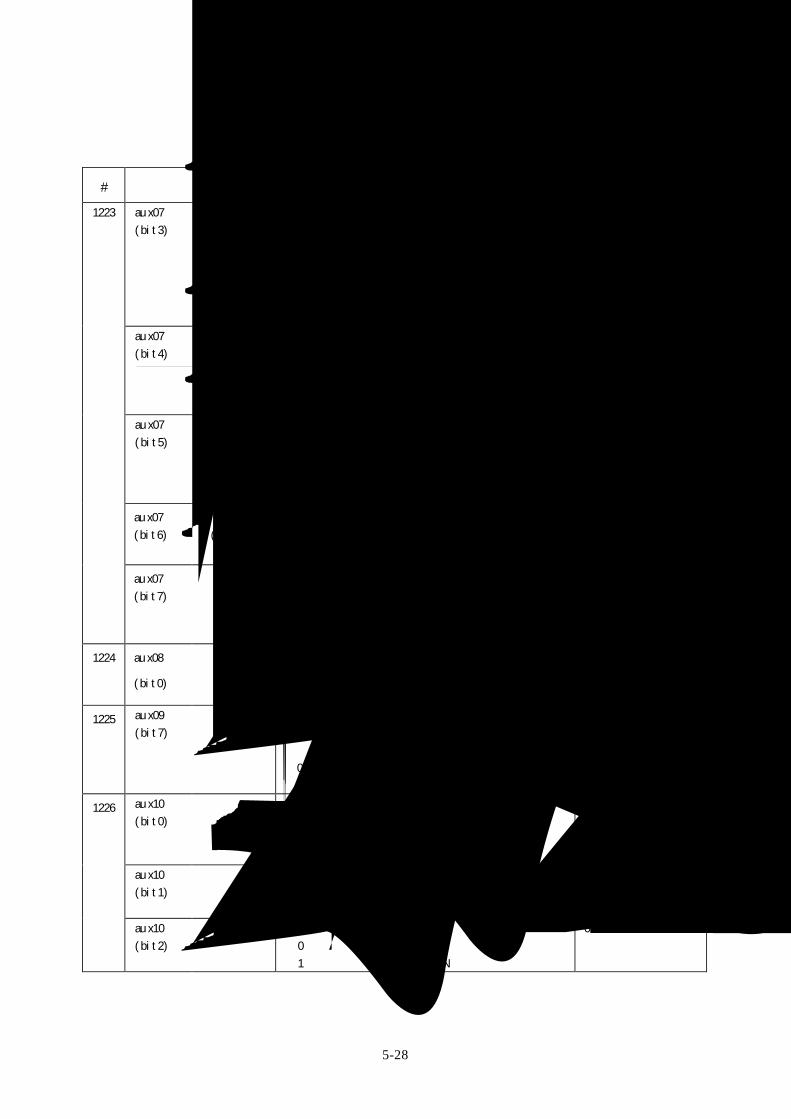
5-28
# 項 目 內 容 設定範圍(單位)
aux07 (bit3)
同期攻牙到位檢查改良
設定同期攻牙到位檢查改良機能的有效/無效。 (只有 M64 D版系列適用) 0:無效 1:有效
相關參數:#1223 bit2同期攻牙 R點到位檢查。 #1223 bit4同期攻牙孔底到位檢查。 #1223 bit5同期攻牙 R點到位檢查2。
0/1
aux07 (bit4)
同期攻牙孔底到位檢查
0:同期攻牙孔底到位檢查無效。 1:同期攻牙孔底到位檢查有效。 (只有 M64 D版系列適用)
〈註〉此參數#1223 aux07 bit3同期攻牙到位檢查改良設“1”時有效。
0/1
aux07 (bit5)
同期攻牙 R點到位檢查2
0:同期攻牙 R點到位檢查無效。 1:同期攻牙 R點到位檢查有效。 (只有 M64 D版系列適用)
〈註〉此參數#1223 aux07 bit3同期攻牙到位檢查改良設“1”時有效。
0/1
aux07 (bit6)
取消同期攻牙(, S) 返回方式
0︰當實行同期攻牙返回時保留主軸旋轉速度 (, S)。 1︰G80返回時,取消主軸旋轉速度 (, S)。
0/1
1223
aux07 (bit7)
同期攻牙方法
指定同期攻牙之方法。 0︰改良型同期攻牙(多段加速和減速,以及快速返回等等.)
1︰傳統型同期攻牙
0/1
1224 aux08
(bit0)
取樣測試模式
循圓、攻牙測試軟體測試時所使用之模式。 0︰一般模式。
1︰取樣測試模式有效。
0/1
1225 aux09 (bit7)
主軸轉速箝制切換
使用者階梯圖設定主軸轉速指令(R108)對應的主軸轉速箝制指令(G92S,Q),執行是否切換主軸轉速箝制有效或無效。 0:有效 1:無效
0/1
aux10 (bit0)
外部工件座標補償計測 、工件座標選擇
選擇外部工件座標偏移計測時,所使用工具補正資料內容。 0:工具長資料 + 刀尖摩耗資料。 1:工具長資料。
0/1
aux10 (bit1)
選擇單節跳躍型式
切換單節時中途的選擇單節跳躍有效或無效。 0:只有在單節開頭有效。 1:單節開頭或單節中途有效。
0/1
1226
aux10 (bit2)
切換單節停止
選擇單節信號有效時機。 0:自動運轉中信號如果 ON,單節結束後再停止。 1:單節結束時信號如果 ON就停止。
0/1
5. 基本規格參數
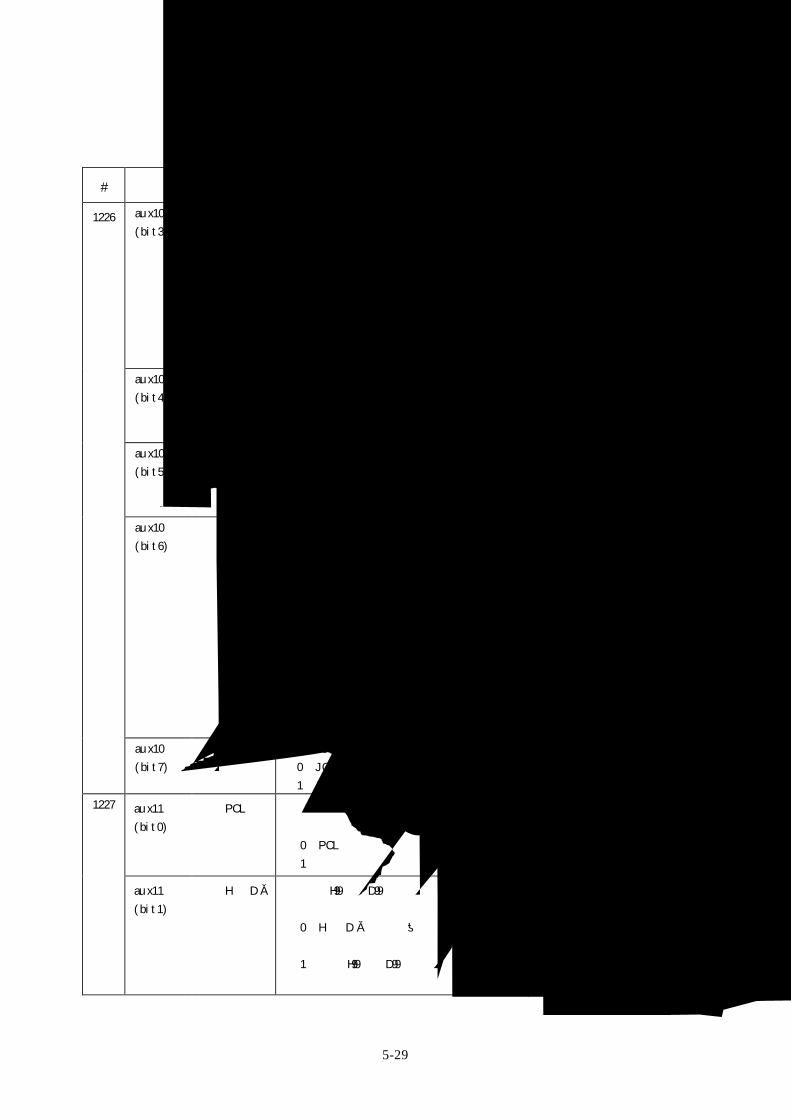
5-29
# 項 目 內 容 設定範圍(單位)
aux10
(bit3)
C軸參考點復
歸型式
切換 C軸的參考點復歸型式。
0:G28參考點復歸指令、手動參考點復歸指令啟
動來做參考復歸。
使用原點檔塊。
1:用自動模式 C軸馬達切換後,最初的 C軸指令
時,該單節執行前做參考點復歸。或 G28參考
點復歸指令、手動參考點復歸指令啟動來做參
考點復歸。
使用 Z相解碼器。
0/1
aux10
(bit4)
周速一定中S
指令
周速一定模式中的 S指令時,切換是否觸發信號輸
出。
0:周速一定模式中觸發信號不輸出。
1:周速一定模式中觸發信號輸出。
0/1
aux10
(bit5)
檔塊信號的
任意切割
原點檔塊或H/W OT的任意切割參數切換是否有效或
無效。
0:任意切割無效。(固定裝置。)
1:任意切割有效。(依參數設定的裝置。)
0/1
aux10
(bit6)
設定、表示單
位選擇
設定、表示單位或手輪進給單位,指定指令單位或內
部單位。
0:內部單位
1:指令單位
(註 1)此參數初期公制時只有(#1041 I_inch
為“0”)有效。初期英制時(#1041 I_inch
為“1”)一般指定內部單位。
(註 2)此參數設定後即有效。
(註 3)以指令單位 inch、內部單位 mm,執行
工具或工件補償資料的加算設定,有時
會發生誤差。
相關參數:#1152 I_G20初期指令單位
0/1
1226
aux10
(bit7)
切換 JOG停
止時間縮短
設定 JOG的停止時間縮短。
0:JOG的停止時間不縮短。(和以前一樣)
1:JOG的停止時間縮短。
0/1
aux11
(bit0)
選擇PCL信號
或主軸進給
速度
在已獲得的主軸進給速度禁用切削開始互鎖時,設
定此項任選。
0︰PCL信號的切削開始互鎖
1︰由獲得的主軸進給速度實施切削開始互鎖
0/1 1227
aux11
(bit1)
選擇H或D碼 當發出 H99或 D99指令時,設定此項任選使刀具壽
命管理畫面上設定的資料有效。
0︰H和 D碼使刀具壽命管理畫面上設定的資料
有效。
1︰發出 H99或 D99指令時在刀具壽命管理畫面
上設定的資料有效。
0/1
5. 基本規格參數

5-30
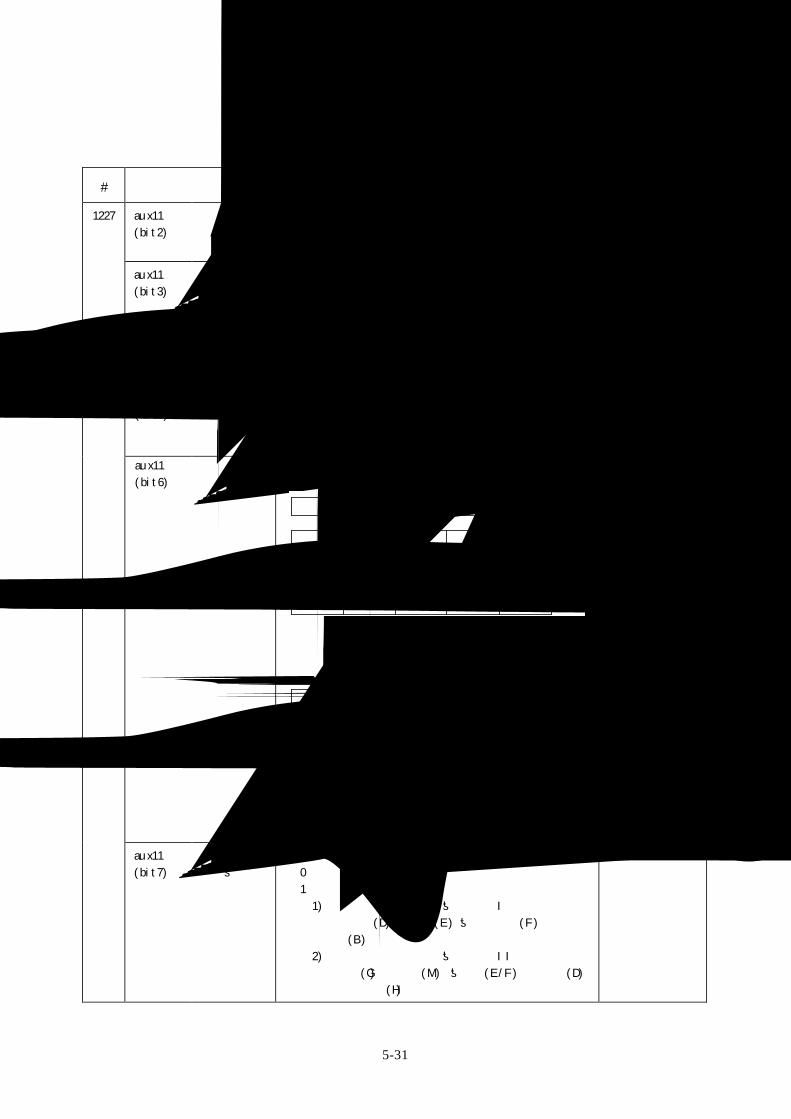
5-31
搜 尋 刪 除 置 換 插 入 菜單切換
複 製 程 式 菜單切換
運轉搜尋 B.G搜尋 B.G結束 註 解 返 回
字元↓ 字元↑ 字串↓ 字串↑ 返 回
# 項 目 內 容 設定範圍(單位)
aux11 (bit2)
抗刀具調整器震顫的措施
選擇刀具測定後卸載操作完成的條件。 0︰感測器信號已停止 500msec或 500msec以上。 1︰感測器信號停止後已經過 100μ或以上。
0/1
aux11 (bit3)
絕對座標切換(刀徑)
選擇是否顯示絕對座標計數器的邊緣位置或座標值。 0︰顯示邊緣位置 1︰顯示程式指令指定的位置
0/1
aux11 (bit4)
程式位址檢查
在加行程式執行時,選擇該程式的位址是否做簡易的檢查。 0:不檢查位址。 1:檢查位址。
0/1
aux11 (bit5)
主軸轉速箝制
選擇主軸轉速箝制指令的轉速箝制在周速一定模式中是否要執行。 0:執行時與周速一定模式無關。 1:只在周速一定中執行。
0/1
aux11 (bit6)
字元編輯菜單切換
切換字元編輯的菜單表示。 <設定值“0”時的操作菜單形式>
<設定值“1”時的操作菜單形式>
0/1
1227
aux11 (bit7)
切換欲輸入刀具壽命資料的範圍
設定欲輸入或待比較的刀具壽命資料的範圍。 0︰輸入或比較全部輸出資料。 1︰輸入或比較部分輸出資料。 1) 欲輸入或比較的刀具壽命管理 I資料 刀具號 (D)、壽命 (E)、壽命計數 (F)、輔助資料 (B)
2) 欲輸入或比較的刀具壽命管理 II資料 組號 (G)、方法 (M)、壽命 (E/F)、刀具號 (D)及補正號 (H)
0/1
5. 基本規格參數
搜 尋 刪 除 置 換 插 入 菜單切換
複 製 程 式 菜單切
運轉搜尋 B.G搜尋 B.G結束 註 解 返 回
字元↓ 字元↑ 字串↓ 字串↑ 返 回
5-32
# 項 目 內 容 設定範圍(單位)
aux12 (bit0)
切換座標值畫面
設定此任選項切換座標值畫面。 0︰80字元畫面 1︰40字元畫面
0/1
aux12 (bit1)
切換補正和參數的畫面
設定此任選項切換補正、參數畫面至參數畫面。 0︰顯示補正和參數畫面 1︰顯示參數畫面
0/1
aux12 (bit2)
資料傳輸模式的資料保護切換
設定資料傳輸模式的資料保護範圍。 0︰資料的收、送均保護 1︰只保護接收資料
0/1
aux12 (bit3)
刀刃規格 選擇是否藉形狀號或磨耗號補正刀徑 0︰藉形狀號補正 1︰藉磨耗號補正
0/1
aux12 (bit4)
選擇操作錯誤或停止碼
指定單節切削開始互鎖和切削開始互鎖作為操作錯誤和停止碼。 0︰操作錯誤 1︰停止碼
0/1
aux12 (bit5)
選擇定周速座標
選擇定周速座標。 0︰工件座標值 1︰絕對座標值
0/1
aux12 (bit6)
切換相對值顯示
0︰包括相對的座標預設量(絕對值) 1︰不包括相對的座標預設量(絕對值)
0/1
1228
aux12 (bit7)
手動數值指令保護
用以選擇保護手動值指令(M,S,T指令)。 0︰不保護手動值指令(與前相同) 1︰保護手動值指令
0/1
set01 (bit0)
副程式中斷 0︰指定巨集型用戶巨程式中斷 1︰指定副程式型用戶巨程式中斷
0/1
set01 (bit1)
精密螺紋切削 E
0︰英制螺紋切削中,地址 E規定每英寸的螺紋數。 1︰英制螺紋切削中,地址 E規定精密讀數。
0/1
set01 (bit2)
直徑補正型式 B
(M系專用)
0︰當在直徑補正期間操作起始和取消指令時,其單節不受橫切操作加工控制,而作為與指令矢量垂直方向內的補正矢量處理。
1︰當在直徑補正期間操作起始和取消指令時,指令單節及下一個單節的橫切操作加工被執行。
0/1
1229
set01
(bit3)
切削量補正 型式 B (L系專用)
0︰當刀徑和直徑補正期間操作起始和取消指令時,它們的單節不由橫切操作加工控制,而作為與指令矢量垂直方向內的補正矢量處理。
1︰當在刀徑和直徑補正期間操作起始和取消指令時,本指令單節及下一個單節的橫切操作加工被執行。
0/1
5. 基本規格參數
5-33
# 項 目 內 容 設定範圍(單位)
set01
(bit4)
初始定周速 0︰電源通以後的初始狀態是定周速控制取消模式。
1︰電源通以後的初始狀態是定周速控制模式。
0/1
set01
(bit5)
同期攻牙 0︰處理 G74和 G84攻牙循環猶如帶浮動攻牙夾頭的
攻牙循環。
1︰處理 G74和 G84攻牙循環猶如無浮動攻牙夾頭的
攻牙循環。
0/1
set01
(bit6)
開始點異警 當移動下一單節 G117時,選擇找不到操作開始點的那
項操作。
0︰單節已移動後使補助機能成為可能。
1︰當操作開始點找不到時輸出程式錯誤 (P33)。
0/1
1229
set01
(bit7)
柵格顯示
選擇
在擋塊式參考點復歸期間選擇欲顯示於伺服監視畫面
上的柵格型式。
0︰選擇擋塊 ON和零點(包括柵罩值)之間的距離
1︰選擇由擋塊 ON和零點之間距離減去柵罩值後的
值。
0/1
1230 set02 未使用
1231 set03 未使用
1232 set04
(bit0)
切換負荷監
視
在負荷監視的負荷檢出,選擇是否除去加減速時間來檢
出負荷。
0:包含加減速。 (從前)
1:不含加減速檢出。
0/1
1233 set05
(bit1)
主軸箝制選
擇
選擇主軸箝制速度指令(G92 S?)對應主軸速度改變
(OVERRIDE) 是否有效。
0:主軸速度改變無效。
1:主軸速度改變有效。
0/1
1234 set06
(bit7)
MELDASNET
無效
設定MELDASNET機能的無效/有效。
0:有效。
1:無效。
0/1
1235 set07 未使用
set08
(bit0)
回轉軸手動
進給速度單
位切換
切換回轉軸的手動進給速度單位。
0:平時為〔°/min〕。
1:依據從前的速度。
0/1 1236
set08
(bit1)
主軸速度檢
出
主軸編碼器串聯連接(#3025 enc-on:2)被選擇時,選擇
實際速度輸出(R18/19)的脈波輸入源。
0:串聯輸入。
1:編碼器輸入連接器。
0/1
5. 基本規格參數
5-34
# 項 目 內 容 設定範圍(單位)
1237
(PR)
set09
(bit0)
外部工件
補正
設定此項機能,通過偏移外部工件座標至 Z軸來使用
外部工件座標。
0︰不反轉外部工件補正信號(Z偏移)(與前面相同)
1︰反轉外部工件補正信號(Z偏移)
(註)當外部工件補正信號已反轉(Z偏移),不要測
量這些補正。然而可由刀具預調器測量外部工件
補正。
0/1
set09
(bit1)
進給速度選
擇
用特殊表示器切換進給速度。
0︰以每分鐘進給表示。
1︰依模式的狀態,切換每分鐘/每轉進給。
0/1
set09
(bit2)
T 表示選擇 用特殊表示器切換 T指令表示。(只 L系適用)
0︰表示工具號碼(去除下 2位)。
1︰包含補正方式表示。
0/1
set09
(bit3)
鑽孔表示選
擇
用特殊表示器切換鑽孔時間表示。
0︰以進給速度的表示位置來表示。
1︰以殘餘距離的表示位置來表示。
0/1
set09
(bit4)
執行中程式
表示切換
用特殊表示器切換執行中程式的表示。
0︰不依據運轉模式,表示被呼叫的狀態。
1︰運轉模式和被呼叫的程式不同時,程式不表示。
0/1
1238
(PR)
set10 未使用
1239
(PR)
set11
(bit0)
?線切換方
式
0:經由PLC執行。(Y2D7)
1:用NC內部處理執行。(Y2D7無效)
0/1
set12
(bit0)
手輪 輸入
脈波切換
選擇手輪的輸入脈波。
0:MELDAS標準手輪脈波對應。
1:手輪400脈波對應。
0/1 1240
(PR)
set12
(bit1)
巨轉矩馬達
手輪進給倍
率切換
巨轉矩馬達的手輪1脈波的倍率選擇。
0:手輪1脈波的倍率隨手輪倍率信號(Y2C0、Y2C1)
為指定的2倍。
1:手輪1脈波的倍率隨手輪倍率信號(Y2C0、Y2C1)
指定相同。
0/1
5. 基本規格參數
5-35
(設定參數1.9/14)
# 項 目 內 容 設定範圍(單位)
1265 (PR)
ext01 (bit0)
指令格式切換
執行指令的格式切換。 0:從前格式。 1:FS15格式。
0/1
1266 (PR)
ext02
未使用
1267 (PR)
ext03 (bit0)
G碼轉換 G碼形式轉換(用以切換成使用 F社高速高精度 G指令如G8P1,G5.1Q1,G5.1Q2,G5P10000等)。 此參數#1265 ext01 bit0指令格式切換為“1”時有效。
0/1
1268 (PR)
ext04 未使用
1269 (PR)
ext05 未使用
1270 (PR)
ext06 未使用
ext07 (bit0)
鏡像動作切換
鏡像動作切換(M65/M66適用) 0:型式1 程式鏡像、外部鏡像和參數鏡像除外。
? 增量指令往移動量的符號相反的位置移動。 1:型式2 ? 程式鏡像(G51.1)被指令指定時、外部信號、參數的其中一項ON時,鏡像動作。 增量指令往程式絕對座標鏡像對應位置移動。
0/1 (內定值:0)
ext07 (bit1)
固定循環重複次數位址指定 (M系專用)
指定固定循環的重複次數指定位址。 (M65/M66適用) 0:位址L有效 1:由位址K、位址L執行。 但是位址K、位址L同時被指定時會參考位址K的資料動作。
0/1 (內定值:0)
ext07 (bit2)
F指令單位切換
螺紋切削的讀取指令在無小數點時的指令單位切換。 (M65/M66適用) 0:型式 1(以前規格) F1 → 1mm/rev、1inch/rev
1:型式2 F1 → 0.01mm/rev、0.0001inch/rev
0/1 (內定值:0)
ext07 (bit3)
一方向位置決定 G碼群組指定 (M系專用)
指定一方向位置決定 G碼群組(M65/M66適用) 0:指定非典型 G碼(群組 00) 1:指定典型 G碼(群組 01)
相關參數:#8209 G60偏移量(一方向位置決定指令時的最終位置決定方向和距離各軸分別設定。)
0/1
1271 (PR)
ext07 (bit4)
G40單獨指令動作切換
切換 G40於單獨指令徑補正向量的取消動作。 (M65/M66適用) 0:型式 1(從前規格) 用 G40單獨指令徑補正向量取消。
1:型式 2 用 G40單獨指令徑補正向量不取消,徑補正平面的下個移動指令取消。
0/1 (內定值:0)
5. 基本規格參數
5-36
# 項 目 內 容 設定範圍(單位)
ext07 (bit5)
切削開始位置的選擇 (L系專用)
複合型固定循環切削開始位置選擇。 0:從前規格 精切削形狀由程式決定。
1:擴張規格 由循環開始點決定。
0/1 (內定值:0)
ext07 (bit6)
突出R補正的選擇 (L系專用)
選擇是否執行在粗切削循環的形狀突出R補正。 0:從前規格 在精切削形狀程式如果突出R補正有效,精切削形狀程式上使用突起補正會被視為粗切削的形狀。
1:擴張規格 於精切削形狀程式不執行突出R補正形狀視為粗切削形狀。
0/1 (內定值:0)
1271 (PR)
ext07 (bit7)
切削量指定 (L系專用)
選擇被程式指定的切削量在精切削程式的切削量大時的動作選擇。 0:從前規格 被指定切削量在精切削的切削量很大時,出現程式錯誤。
1:擴張規格 被指定切削量在精切削的切削量很大時,一次的切削執行粗切削。
0/1 (內定值:0)
ext08 (bit1)
M機能同期攻牙循環有效
以 M機能切換同期攻牙循環有效或無效。 0:不以 M機能選擇同期攻牙。 1:以 M機能選擇同期攻牙。
0/1 不必變更
ext08 (bit2)
螺旋補間切換
切換螺旋補間、圓弧補間的指令格式。 0:型式 1(從前規格) 1:型式 2(螺旋回轉數 L指定,增分指定)
0/1
ext08 (bit3)
選擇呼叫副程式
每個單節呼叫(G66.1)指令時,選擇是否即使跨越迴圈也提供引數。 0:跨越迴圈也提供引數。 1:跨越迴圈不提供引數。(從前)
0/1
ext08 (bit4)
選擇攻牙循環
選擇執行攻牙循環。 0:啄鑽攻牙循環。 1:深孔攻牙循環。
0/1
1272 (PR)
ext08 (bit5)
選擇切換深孔循環速度
深孔攻牙循環時於同期攻牙,選擇上拉動作時的速度改變 與否。 0:無?。 1:有?。
0/1
1273 (PR)
ext09 未使用
1274 (PR)
ext10 未使用
1275 (PR)
ext11 未使用
5. 基本規格參數
5-37
# 項 目 內 容 設定範圍(單位)
1276
(PR)
ext12 未使用
1277
(PR)
ext13
(bit0)
工具壽命管
理Ⅱ計數型
式 2
工具壽命管理Ⅱ裝著次數、使用次數的計數方法和時機
選擇。
0:型式 1
主軸工具在切削使用時執行加算。
1:型式 2
於一個程式中使用、裝著工具對應加算一個。加算
在重置時執行。
0/1
(內定值:0)
1278
(PR)
ext14
(bit0)
程式再開型
式選擇
選擇程式再開時的型式。
0:型式 A(從前格式)
1:型式 B(擴張)
0/1
1279
(PR)
ext15 未使用
1280
(PR)
ext16 未使用
1285
(PR)
ext21 未使用
1286
(PR)
ext22 未使用
ext23
(bit0)
工件座標表
示切換
切換工件座標表示方法。
0:工件座標資料變更後不立即更新。
1:工件座標資料變更後立即更新。
0/1
ext23
(bit4)
相對座標表
示切換
(M系)
0:考慮工具長補正,表示實際的位置。
1:不含工具長補正,表示程式上的加工位置。
(L系)
0:考慮工具形狀補正,表示實際的位置。
1:不含工具形狀補正,表示程式上的加工位置。
0/1
ext23
(bit5)
相對座標表
示切換
(M系)
0:考慮工具徑補正,表示實際的位置。
1:不含工具徑補正,表示程式上的加工位置。
(L系)
0:考慮突起R補正,表示實際的位置。
1:不含突起R補正,表示程式指令的加工位置。
0/1
1287
(PR)
ext23
(bit6)
絕對座標表示
切換
(M系)
0:考慮工具長補正,表示實際的位置。
1:不含工具長補正,表示程式上的加工位置。
(L系)
0:考慮工具形狀補正,表示實際的位置。
1:不含工具形狀補正,表示程式上的加工位置。
0/1
5. 基本規格參數
5-38
# 項 目 內 容 設定範圍(單位)
1287
(PR)
ext23
(bit7)
絕對座標表
示切換
(M系)
0:考慮工具徑補正,表示實際的位置。
1:不含工具徑補正,表示程式上的加工位置。
(L系)
0:考慮突起R補正,表示實際的位置。
1:不含突起R補正,表示程式指令的加工位置。
0/1
1288
(PR)
ext24 未使用
1289
(PR)
ext25 未使用
1290
(PR)
ext26 未使用
1293
(PR)
ext29 未使用
1294
(PR)
ext30 未使用
1295
(PR)
ext31 未使用
1296
(PR)
ext32 未使用
1297
(PR)
ext33 未使用
1298
(PR)
ext34 未使用
1299
(PR)
ext35 未使用
1300
(PR)
ext36 未使用
5. 基本規格參數
5-39
(設定參數1.10/14)
# 項 目 內 容 設定範圍(單位)
1301 nrfchk 原點附近判
定方式
原點附近信號的高速化或選擇判定方式。
0:原點附近的位置不執行高速化。(從前規格)
1:原點附近的位置判定使用指令系機械位置,高速執
行。
2:原點附近的位置判定使用檢出器回授位置,高速執
行。
0/2
1302 AutoRP 程式再開自
動復歸
0:程式再開時,第一次的啟動自動往再開位置移動。
1:由手動操作返回再開位置,執行程式再開。
0/1
1312 T_base 工具壽命管
理基準號碼
設定此參數之數值超過設定值,T碼指令執行時,從T
碼設定值引用為工具壽命管理的工具群組號碼。
用設定值以下的數值執行T碼指令時,視為通常的T
碼,不執行工具壽命管理。
設定0時T碼指令指定為一般群組號碼。
(M系工具壽命管理Ⅱ時有效)
0∼9999
1313 TapDwl 同期攻牙孔
底等待時間
指定同期攻牙孔底等待時間。
P位址被指定時,值越大時為孔底等待時間。且孔底到
位檢查執行時,在到位檢查結束後指定時間的鑽孔結束。
(M64 D版系列適用)
〈註〉此參數#1223 aux07 bit3同期攻牙到位檢查改良設定
“1”時有效。
0∼999(ms)
1314 TapInp 同期攻牙用
到位寬度
(攻牙軸)
指定同期攻牙的孔底到位檢查寬度。
(M64系統版本為 D版時適用)
〈註〉此參數#1223 aux07 bit3同期攻牙到位檢查改良設定
“1”時有效。
1∼32767
(0.5μm單位)
5. 基本規格參數
5-40
(設定參數1.11/14)
# 項 目 內 容 設定範圍(單位)
1501 polyax
(L系專用)
回轉工具軸
的控制軸號
碼
在多邊形加工(G51.1),設定使用回轉工具軸的
軸號碼。不執行多邊形加工時請設定“0”。不能設定
超過基本規格參數 #1002 axisno 的值。
此機能G碼系列為6或7時(基本規格參數
#1037 cmdtyp?的設定值為7或8)有效。
0∼控制軸數
1502 G0Ipfg G1→G0
減速檢查
0:G1→G0的移動方向反轉時,減速檢查不執行。
1:G1→G0的移動方向反轉時,執行減速檢查。
(M64 D版系列適用)
0/1
1503 G1Ipfg G1→G1
減速檢查
0:G1→G1的移動方向反轉時,減速檢查不執行。
1:G1→G1的移動方向反轉時,執行減速檢查。
(M64 D版系列適用)
0/1
1505 ckref2 第2原點復歸
檢查切換
於手動第 2原點復歸時,在指定位置的檢查選擇主軸定位
結束或第 2原點復歸互鎖信號的其中一個執行。
0:主軸定位結束
1:第2原點復歸互鎖信號
0/1
1506 F1_FM F1數位進
給速度上限
值
設定於F1數位進給速度變更時的上限值。
(M65/M66適用)
0∼60000
(mm/min)
1507 F1_K F1數位進
給速度變化
常數
於F1數位進給速度變更時,設定手輪一個刻度的速度
變化量之決定常數。
(M65/M66適用)
0∼32767
1510 DOOR_H 系統別門互
鎖Ⅱ軸停止
時間短縮切
換?
設定縮短門開啟時的軸停止時間。
0:軸停止時間和從前一樣。
1:軸停止時間縮短。
(註)經過階梯圖的門互鎖Ⅱ信號輸入時,軸停止時間
和從前一樣。
0/1
1511 DOORPm 系統別門互
鎖Ⅱ用信號
輸入裝置 1
設定系統別門互鎖Ⅱ信號輸入的固定裝置號碼(X??)。
裝置可設定範圍 X01∼XFF。
設定“000”時無效。
且設定“100”,門互鎖Ⅱ的固定裝置號碼不使用時設定。
相關參數:#1154 pdoor門互鎖Ⅱ系統別
000∼100
(16進制)
1512 DOORPs 系統別門互
鎖Ⅱ用信號
輸入裝置 2
設定系統別門互鎖Ⅱ信號輸入的固定裝置號碼(X??)。
(和 #1155設定同一值。)
相關參數:#1154 pdoor門互鎖Ⅱ系統別
000∼100
(16進制)
1513 stapM 同期攻牙選
擇用M碼
本參數的設定值依輔助機能碼選擇同期攻牙模式。M機
能可在即將攻牙前的同一單節指定。#1272 ext08 bit1 M機
能同期攻牙循環有效設定“1”時有效。
〈註〉請勿使用 M00、01、02、30、98、99
相關參數:#1272 ext08 bit1 M機能同期攻牙循環有效
0∼99999999
5. 基本規格參數
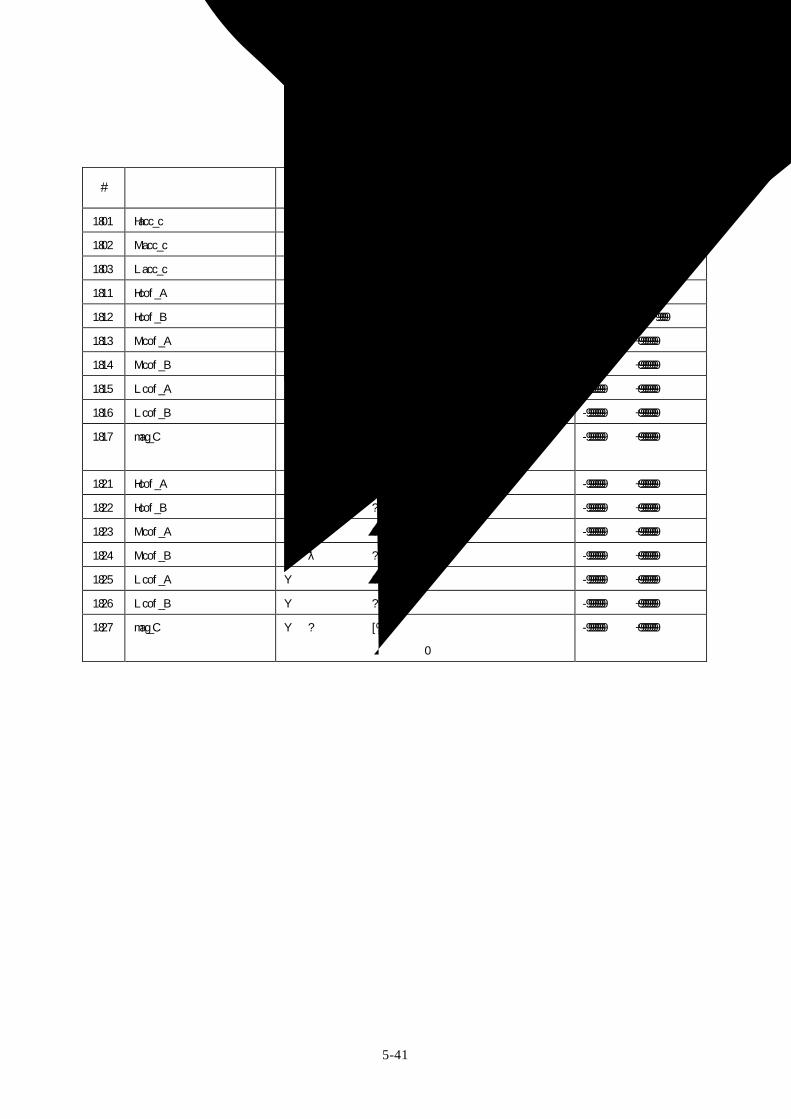
5-41
(設定參數1.12/14)
# 項 目 內 容 設定範圍(單位)
1801 Hacc_c 圓弧半徑箝制加速度 -99999999∼+99999999
1802 Macc_c 加速度判定中速 -99999999∼+99999999
1803 Lacc_c 加速度判定低速 -99999999∼+99999999
1811 Hcof_A X軸高加速度係?β -99999999∼+99999999
1812 Hcof_B X軸高加速度係?α -99999999∼+99999999
1813 Mcof_A X軸中加速度係?β -99999999∼+99999999
1814 Mcof_B X軸中加速度係?α -99999999∼+99999999
1815 Lcof_A X軸低加速度係?β -99999999∼+99999999
1816 Lcof_B X軸低加速度係?α -99999999∼+99999999
1817 mag_C X軸?更倍率θ[%]
補正變更不執行時設定”0 ”。
-99999999∼+99999999
1821 Hcof_A Y軸高加速度係?β -99999999∼+99999999
1822 Hcof_B Y軸高加速度係?α -99999999∼+99999999
1823 Mcof_A Y軸中加速度係?β -99999999∼+99999999
1824 Mcof_B Y軸中加速度係?α -99999999∼+99999999
1825 Lcof_A Y軸低加速度係?β -99999999∼+99999999
1826 Lcof_B Y軸低加速度係?α -99999999∼+99999999
1827 mag_C Y軸?更倍率θ[%]
補正變更不執行時設定”0 ”。
-99999999∼+99999999
5. 基本規格參數
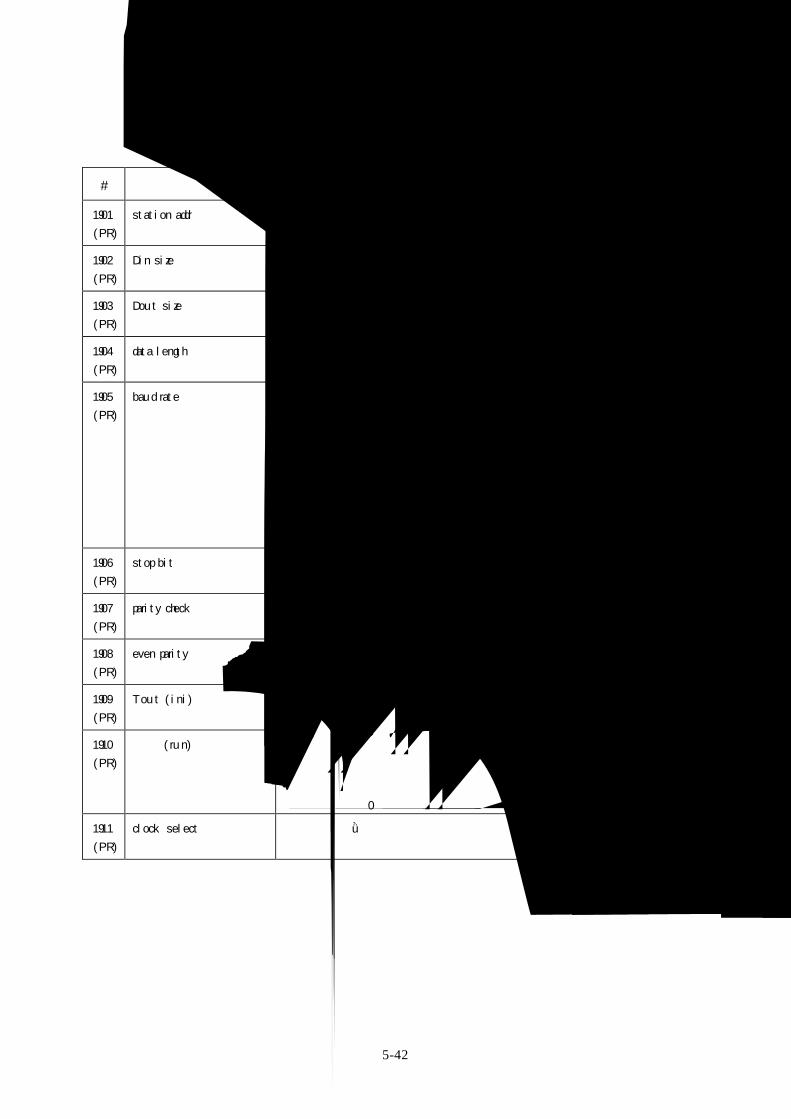
5-42
(設定參數1. 13/14)
# 項 目 內 容 設定範圍(單位)
1901
(PR)
station addr 設定站地址號(NC是為第 n個從站) 1∼7
1902
(PR)
Din size 設定欲從 PC向 NC(從主站向從站)傳送的資料字節
數(8位)。
0∼32
(位元組(8位))
1903
(PR)
Dout size 設定欲從 NC向 PC(從站向主站)傳送的字節數(8位)。 0∼32
(位元組(8位))
1904
(PR)
data length 設定字元的資料長。 0∼2︰7位
3 ︰8位
1905
(PR)
baud rate 設定資料傳送率。
傳送率視操作時鐘頻率而不同。
時脈:6MHz/10MHz
0:38400/57600
1:19200/28800
2: 9600/14400
3: 4800/ 7200
4: 2400/ 3600
5: 1200/ 1800
6: 600/ 900
(BPS)
1906
(PR)
stop bit 設定停止位元長。 0和 1︰1位
2和 3︰2位
1907
(PR)
parity check 選擇是否作同位有效。 0:無效
1:有效
1908
(PR)
even parity 選擇奇或偶位有效位。如不規定同位有效,此參數忽
略。
0︰奇數同位
1︰偶數同位
1909
(PR)
Tout (ini)
1910
(PR)
(run)
(ini) 指定從連接檢查順序結束到第 1常用順序(輸入)
結束的過時時數。
(run) 指定從 NC(從站)輸出通常順序資料到下一通常
順序資料輸入的過時時間。
如果過時時間超過,就產生緊急停止,系統等待準備
順序的啟動。
如果設定值是 0,就無過時時間,也測不到通訊停止。
0∼999(0.1秒)
1911
(PR)
clock select 選擇操作循環。 0︰6MHz
1︰10MHz
5. 基本規格參數
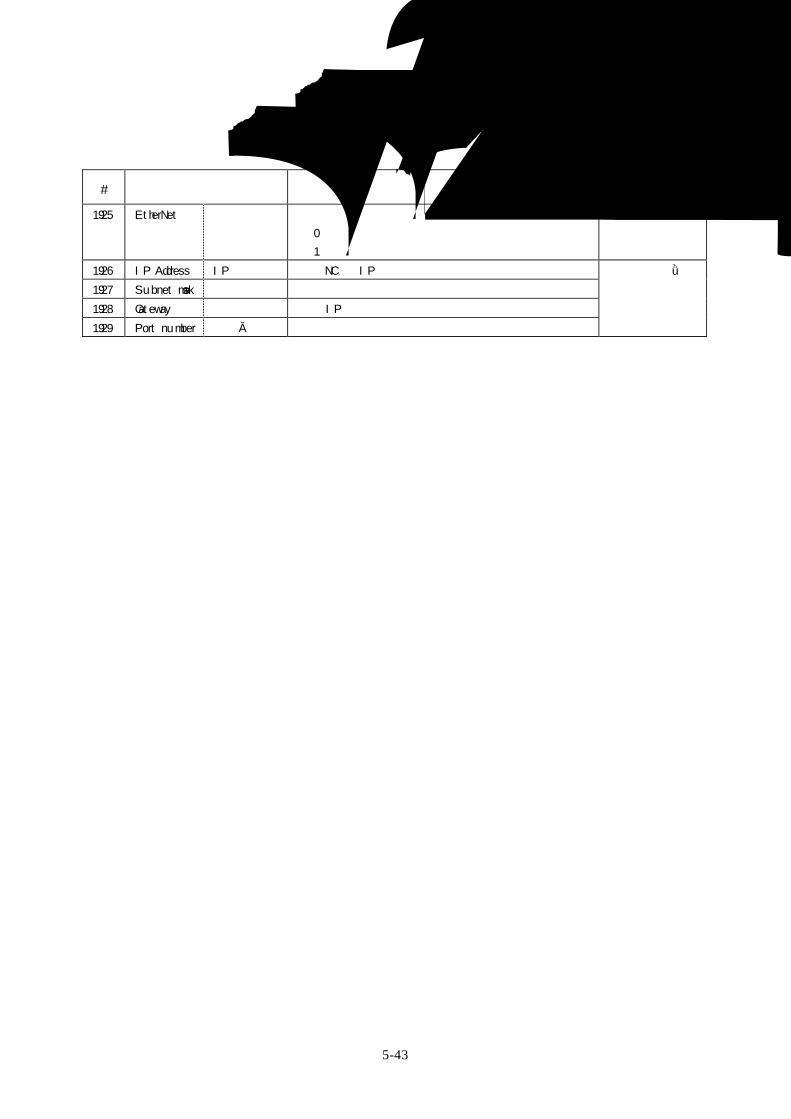
5-43
(設定參數1.14/14)
# 項 目 內 容 設定範圍(單位)
1925 EtherNet 服務開始 乙太網路通信機能啟動/停止。
0:停止
1:啟動
0/1
1926 IP Address IP位址 設定 NC的 IP位址。
1927 Subnet mask 子網路遮罩 設定子網路遮罩。
1928 Gateway 通信閘 指定 IP的通信閘位址。
1929 Port number 埠號碼
請核對連接環境
的網路規定設定。
5. 基本規格參數
6-1
6. 軸規格參數
6.1 軸規格參數
設定表內所列參數 (PR) 之後,斷開NC電源,為使參數有效,重新投入電源。
(設定參數2.1/7)
# 項 目 內 容 設定範圍(單位)
2001 rapid 快速進給 設定各軸的快速進給速度。設定的最大值請依照機械規格設定。
1∼999999 (mm/分)
2002 clamp 切削進給速度鉗住機能
定義各軸的最大切削進給速度。 假如G01進給速度超過此值,將鉗住在此一速度。
1∼999999 (mm/分)
2003
(PR)
smgst 加速減速模式
指定加速和減速模式。 (註)設0於空位︰
快速進給加速減速型式: LR︰直線加速減速 R1︰指數加速、指數減速 R3︰指數加速,直線減速 bit0~3位全部ON時:使用軟體加速和減速
切削進給加速減速型式: LC︰直線加速減速 C1︰指數加速、指數減速 C3︰指數加速,直線減速 bit0~3位全部ON時:使用軟體加速和減速
<加速減速模式組合> ( )內是切削進給參數。
不能規定快速進給和切削進給的直線加速減速。 當R1至R3中複數位元為1時,R1> R3。 (接下頁)
16進制設定
F E D C B A 9 8 7 6 5 4 3 2 1 0
OT3 OT2 OT1 C3 C1 LC R3 R1 LR
段 LR=0 (LC=0)
指令速度
指數加減速 R1=1 (C1=1)
線性至線性 LR=1 (LC=1)
段 R1–R3=0
(C1–C3=0)
指數至線性 R3=1 (C3=1)
6. 軸規格參數
6.1 軸規格參數
6-2
# 項 目 內 容 設定範圍(單位)
(續前頁) 行程終點(過行程)時之停止型式
OT1在以下條件有效(擋塊型原點復歸為有效)︰ 停止型式︰「直線減速」 加減速模式︰「指數加速‧直線減速」
型式 OT2 OT3
直線減速 0 0
位置回路段停止 1 0
速度回路段停止 0 1
位置回路段停止 1 1
0 由G0tl減速 OT1
1 由2×G0t1減速
2004 G0tL G0時間常數(直線)
設定快速加速減速的直線控制時間常數。 加速或減速模式 #2003 smgst選擇LR(直線加速或減速的快速進給或F(用軟體的加速或減速)時,時間常數有效。
1∼400 (ms)
6. 軸規格參數
6.1 軸規格參數
速度
時間
過行程信號
時間
速度
6-3
# 項 目 內 容 設定範圍(單位)
2005 G0t1 G0時間常數
(一次延
遲)
軟體加減速
的第2段時
間常數
設定快速進給的加速減速一次延遲時間常數。
加速或減速模式 #2003smgst選擇 R1(指數加速和指
數減速)或 R3(指數加速和直線減速)時,時間常
數有效。
當選擇用軟體的加速式減速時,則用第2段時間常數。
<帶指數加速和直線減速的快速進給>
1∼5000 (ms)
2006 G0t2 未使用 0
2007 GltL G1時間常數
(直線)
設定切削加速減速的直線控制時間常數。
加速或減速模式 #2003 smgst選擇LC(直線加速減速
切削進給)或F(用軟體的加速減速)時,時間常數
有效。
1∼4000 (ms)
6. 軸規格參數
6.1 軸規格參數
時間
速度
<帶主要延時的快速進給>
時間
速度
時間
速度
6-4
# 項 目 內 容 設定範圍(單位)
2008 Glt1 G1時間常數
(一次延遲)
軟體加減速
的第2段時
間常數
設定切削加速減速的一次延遲時間常數。
加速或減速模式 #2003 smgst選擇C1(指數加數指數
減數時的切削進給)或 C3(指數加速和直線減速切
削進給)時,時間常數有效。
當選擇軟體實現加速或減速時,使用第2段時間常數。
<一次延遲時間常數的快速進給>
<指數加速和直線減速快速進給>
1∼5000 (ms)
2009 Glt2 未使用 0
2010 fwd_g 前饋進給增
益
設定預補間加速減速的前饋進給增益。
設定值越大,理論控制誤差越小,然而如果產生機械
振動,設定值必須減小。(標準值為70%,SHG配合使
用時,設定值為40%)
0∼100 (%)
2011 G0back G0背隙補正 設定當快速進給模式或手動模式時,移動指令使運動
方向反向時的背隙補正量。
–9999∼9999
(指令單位/2)
2012 Glback G1背隙補正 設定當切削模式,移動指令使運動方向反向時的背隙
補正量,手輪移動亦使用Glback 。
–9999∼9999
(指令單位/2)
6. 軸規格參數
6.1 軸規格參數
時間
速度
時間
速度
6-5
(設定參數2.2/7)
# 項 目 內 容 設定範圍(單位)
2013
2014
OT–
OT+
過行程I–
過行程I+
參照基本機械座標原點設定軟體極限的區域。 當#2013和#2014也設定同樣值(不是0),此機能無效。
±99999.999(mm)
2015 tlml– TOOL PRESETTER的負方向感測器位置
使用TOOL PRESETTER時設定感測器負方向位置。 設定測量刀具長用的換刀點(參考點)離原點至測量參考點(表面)的距離。
±99999.999(mm)
2016 tlml+ TOOL PRESETTER的正方向感測器位置
使用TOOL PRESETTER時設定感測器正方向位置。 ±99999.999(mm)
2017 tap_g 攻牙時位置回路增益
設定同期攻牙循環的位置回路增益。 設定範圍為0.25~200.00 rad/sec。 以0.25為增量單位。 標準值設定為15。
0.25∼200.00 (rad/sec)
2018 no_srv 無伺服連接控制操作
(忽視Y03 放大器未連接之異警)
設定當執行測試操作(只連接NC時)沒有連接驅動放大器和馬達。 0︰指定為正常操作,伺服未連接會發生Y03異警。 1︰即使裝置沒有連接驅動系統,還是可以操作而不產生異警(Y03 Amp 未實裝之異警)。
它是用於啟動時的測試操作,通常不用。如果在正常操作期間設定為1,即使發生異警,也不會檢測出。
0/1
2019 revnum 復歸等級 設定每個軸參考點需要的復歸等級。 0︰不執行參考點復歸。 1~4︰設定參考點需要的復歸等級。
0∼4
2020 o_chkp 第2原點復歸期間,主軸定位完成檢查
設定離第2原點的距離︰檢查第2原點復歸期間主軸定位位置。 如設定值是0,上述檢查可省略。
0∼99999.999 (mm)
2021 out_f 過行程檢查範圍外側的最大速度
設定過行程檢查範圍外側的最大速度(一般設定與G0快速進給速度相同)。
0∼999999
2022 G30SLX 使過行程檢查無效(自動或手動)
設定此機能,使自動和手動操作模式下經過第2至第4原點復歸期間的過行程檢查不可能。 0︰使過行程檢查有效。 1︰使過行程檢查無效。
0/1
6. 軸規格參數
6.1 軸規格參數
可移動區
基本機械座標 (Y)
(Y)
6-6
# 項 目 內 容 設定範圍(單位)
2023 ozfmin 設定ATC下限速度
設定在自動和手動操作模式下經過第2至第4原點復歸期間過行程檢查範圍外側的最小速度。
0∼999999
2024 synerr 容許誤差 設定主要軸的同步誤差容許檢查的最大同步誤差。 當設0,誤差檢查被跳過。
0∼99999.999 (mm)
6. 軸規格參數
6.1 軸規格參數

6-7
6.2 原點復歸參數
設定表內所列參數 (PR) 之後,斷開NC電源,為使參數有效,重新接通電源。
(設定參數2.3/7)
# 項 目 內 容 設定範圍(單位)
2025 G28rap G28快速進
給速度
給設定參考點復歸指令時,檔塊式的快速進給速度。 1∼999999
(mm/min)
2026 G28crp G28接近速
度
定義在參考點復歸時,由於碰塊檢出減速後接近參考點
的速度。
1∼60000
(mm/min)
2027 G28sft 參考點偏移
量
設定參考點復歸控制時,從電器原點檢測位置到實際機
械參考點的原點偏移距離。
0∼65535
(µm)
2028 grmask 柵點掩蔽量 在於參考點復歸時,近點碰塊的OFF信號在柵點附近
時,設定電器原點之偏移量。(其作用同移動擋塊,使得
伺服監視(2)中柵格量停在柵格間距設定值得中間)
但在柵點掩蔽的有效範圍為一個柵點分的距離。
0∼65535(µm)
即使是次微米規
格,仍以µm為單
位設定。
2029 grspc 柵格量間距 設定檢出器柵格量間距。
通常,設定相當於滾珠導螺桿螺距的值。然而用光學尺
回授時,如果檢出器柵格間距不等於螺距時,就設定檢
出器柵格量間距。
如柵格量間距要小時,請取柵點間距的約數。
使用0.001mm作為最小單位設定負值。
例)設定值
1→1.000mm ( ° )
–1→0.001mm ( ° )
即使採用次微米規格,0.001mm規定為最小單位。
32767∼999
(mm)
6. 軸規格參數
6.2 原點復歸參數
柵格點偏移距離 近點檔塊

6-8
# 項 目 內 容 設定範圍(單位)
2030
(PR)
dir
(–)
參考點復歸方
向(–)
設定參考點復歸位置在近點擋塊的 (-) 方向或
(+) 方向。
<擋塊式參考點復歸>
由近點擋塊來定建立原點的方向。
0︰正方向
1︰負方向
2031 noref 無參考點的軸 指定無參考點的軸。自動操作前,不要求參考點
復歸。
0︰正常控制軸
1︰無參考點的軸
2032 nochk 參考點復歸是
否完成並不檢
查
規定即使擋塊式(或Z相脈波信號系統),參考
點復歸未完成也能執行絕對和增量指令的軸。
但僅限於旋轉軸。
0︰參考點復歸是否
完成要檢查
1︰參考點復歸是否
完成並不檢查
6. 軸規格參數
6.2 原點復歸參數
近點擋塊 正方向 負方向
6-9
(設定參數2.4/7)
# 項 目 內 容 設定範圍(單位)
2037
2038
2039
2040
G53ofs
#2_rfp
#3_rfp
#4_rfp
參考點#1~#4 從基本機械座標原點設定的第1、第2、第3和第4
參考點的位置。
±999999.999 (mm)
6. 軸規格參數
6.2 原點復歸參數
參考點
基本機械座標
參考點
參考點
參考點
6-10
6.3 絕對位置參數
(設定參數2.5/7)
# 項 目 內 容 設定範圍(單位)
2049 (PR)
type 絕對位置檢測方式
指定絕對位置原點調整方式。 0︰不是絕對位置檢測方式 1︰機械端壓碰方式(壓碰機床定位塊)。 2︰基準點調整方式(基準點標記方式)。 3︰擋塊型(調整檔塊和近接開關)。 4:參考點調整方式Ⅱ(調準微調標記) (對準基準後不柵格返回型式) 9︰簡易絕對位置(沒有絕對位置檢測,但當電源斷時,機械位置會被記錄)
僅當選擇壓碰方式時,自動初期設定有效。
0∼9
2050 absdir Z相基點 當使用基準點核對時,設定絕對位置基準點(剛好在柵格點前面)方向,該方向是從機械基準點來觀察。
0︰正方向 1︰負方向
2051 check 檢查 設定電源中斷時,移動量誤差的容許範圍。 0︰不檢查 1~99999.999mm︰如果當電源中斷時位置,和電源再投入時位置的差值大於此設定,則將輸出異警。
0∼99999.999 (mm)
2052 absg28 由G28比較的寬度
指定當執行G28或G30時進行位置比較。 比較結果設定容許範圍。 0︰不比較 1~65535(0.5um單位)︰如果從檢出器讀入值和控制器位置比較結果超過此設定值,產生異警輸出,而且機械停止。 標準值為100。
0∼65535 (0.5µm)
2053 absm02 由M02比較的寬度
指定當執行M02或M30時進行位置比較。 比較結果設定容許範圍。 0:不比較 1~65535(0.5µm單位)︰如果從檢出器讀出值和控制器位置比較結果超過此設定值,異警停止。
0∼65535 (µm)
2054 clpush 電流限制值 (%)
當使用機械端壓碰方式時為初期設定,設定電流極限值。 設定範圍為0∼100%(極限電流與額定電流比)。
0∼100 (%)
2055 pushf 壓碰衝擊速度 在壓碰方式時,設定用於自動初期化設定的進給速度。
1∼999 (mm/分)
2056 aproch 接近距離 在壓碰方式中,為自動初期設定方式,設定接近距離。 接近距離︰在使用壓碰一次後,刀具返回這距離,然後再次使用壓碰方式。 當設定為0時,在 #2037 G53 0fs中參考點座標設定用作接近起始位置。
0∼999.999 (mm)
2057 nrefp 近原點+ 設定近參考點信號輸出處的寬度。(正方向寬度) 當設定為0時,這個寬度相等於柵格寬度的設定。
0∼32.767 (mm)
6. 軸規格參數
6.3 絕對位置參數
6-11
# 項 目 內 容 設定範圍(單位)
2058 nrefn 近原點– 設定近參考點信號輸出處的寬度。(負方向寬度) 當設定為0時,這個寬度等於柵格寬度的設定。
0∼32.767 (mm)
2059 zerbas 選擇原點參數
和參考點
指定在絕對位置初期化設定期間原點座標的位
置。
0︰在壓碰方式時停止位置。當用參考點方式
時指定調準標記位置的座標。
1︰正好在壓碰前的柵格點。指定正好在調準
標記之前的柵格點座標。
0/1
6. 軸規格參數
6.3 絕對位置參數
6-12
6.4 軸規格參數2
(設定參數2.6/7)
# 項 目 內 容 設定範圍(單位)
2061 OT_1B– 過行程IB– 設定記憶式行程極限IB禁區的下限座標。 參照基本機械座標原點規定座標值。如果規定與#2062OT_IB–,一樣帶相同符號的相同值(非零),記憶的行程IB機能失效。
±99999.999 (mm)
2062 OT_1B+ 過行程IB+ 設定記憶式行程極限IB禁區上限的座標。 參照基本機械座標原點規定座標值。
±99999.999 (mm)
2063 OT_1BT 過行程 IB型式
選擇OT_IB或OT_IC,其中OT_IB+/-被用在記憶式行程極限I。 0︰過行程IB有效 1︰無效 2︰過行程IC有效
0/1/2
2064 rapid2 速度2 設定2段加減速的速度範圍。以下條件不充足時 (0 < rapid2 < rapid 且 rapid3 = 0且 0 < G0tL2 < G0tL 且 G0tL3 = 0) (M64 D版系列適用) 相關參數: #1223 aux07 bit0 快速進給傾斜一定多段加減速 #2065 G0tL2 時間常數2
0∼999999 (mm/min)
0:未設定
2065 G0tL2 時間常數2 設定2段加減速的速度範圍的時間常數。以下條件不充足時,以傾斜一定加減速動作。 (0 < rapid2 < rapid 且 rapid3 = 0 且 0 < G0tL2 < G0tL 且 G0tL3 = 0) (M64 D版系列適用) 相關參數: #1223 aux07 bit0 快速進給傾斜一定多段加減速 #2064 rapid2 速度2
1∼4000 (ms) 0:未設定
2066 rapid3 速度3 設定2段加減速、3段加減速的速度範圍。以下條件不充足時,以傾斜一定加減速動作。 (0 < rapid3 < rapid2 < rapid 且 0 < G0tL3 < G0tL2 < G0tL) (M64 D版系列適用) 相關參數: #1223 aux07 bit0 快速進給傾斜一定多段加減速 #2067 G0tL3 時間常數3
0∼999999 (mm/min)
0:未設定
6. 軸規格參數
6.4 軸規格參數 2
6-13
# 項 目 內 容 設定範圍(單位)
2067 G0tL3 時間常數3 設定2段加減速、3段加減速的速度範圍的時間常數。以下條件不充足時,以傾斜一定加減速動作。 (0 < rapid3 < rapid2 < rapid 且 0 < G0tL3 < G0tL2 < G0tL) (M64 D版系列適用) 相關參數: #1223 aux07 bit0 快速進給傾斜一定多段加減速 #2066 rapid3 速度3
1 ∼ 4000 (ms) 0:未設定
2068 G0fwdg G00前饋進給增益
設定G00補間前加減速的前饋進給增益。 設定值越大,可縮短到位檢查時的位置決定時間。 機械振動發生時,必須將設定值降低。
0∼200 (%)
2069 Rcoeff 各軸圓弧半徑誤差補正係數
各軸對應的-100%∼+100%之間,可增減圓弧半徑誤差補正量。
-100.0∼+100.0 (%)
2070 (PR)
div_RT 回轉軸分割數
設定回轉軸分割成幾等分控制。 例) 設定”36”時,一回轉為36.000 。 註)設定”0”,視為一般的回轉軸
(一回轉360.000度) ※絕對位置檢出規格時,變更此參數時因絕對位置會消失,必須再度執行初期設定。
0∼999
2071 (PR)
s_axis (L系專用)
傾斜軸選擇 傾斜軸控制執行軸或傾斜軸對應的基本軸選擇。 0:傾斜軸控制以外的軸 1:傾斜軸 2:傾斜軸對應的基本軸
(註)1或2的設定,請選擇一軸。複數軸設定時不執行傾斜軸。
0∼2
2072 rslimt 再開極限 T指令再啟動時,機械在設定值(-)側時,無法做型式3的再啟動搜尋。
±99999.999(mm)
6. 軸規格參數
6.4 軸規格參數 2
6-14
(設定參數2.7/7)
# 項 目 內 容 設定範圍(單位)
2073 zrn_dog 原點檔塊 標準規格時,原點檔塊信號分配於固定裝置。在固定裝置不同
位置時,設定原點檔塊信號分配時的輸入裝置。
※此參數 #1226 aux10/bit5 設定「1」時有效。 ※此參數有效時,請勿設定同樣裝置號碼,同樣裝置號碼存在時會緊急停止。但是,對於檔塊忽略的信號被輸入的軸不執行裝置號碼檢查。
00∼FF(HEX)
2074 H/W_OT+ H/W OT+ 標準規格時,OT(+)信號分配於固定裝置。在固定裝置不同位置時,設定OT(+)信號分配時的輸入裝置。 ※此參數 #1226 aux10/bit5 設定「1」時有效。 ※此參數有效時,請勿設定同樣裝置號碼,同樣裝置號碼存在時會緊急停止。但是,對於檔塊忽略的信號被輸入的軸不執行裝置號碼檢查。
00∼FF(HEX)
2075 H/W_OT- H/W OT- 標準規格時,OT(-)信號分配於固定裝置。在固定裝置不同位置時,設定OT(-)信號分配時的輸入裝置。 ※此參數 #1226 aux10/bit5 設定「1」時有效。 ※此參數有效時,請勿設定同樣裝置號碼,同樣裝置號碼存在時會緊急停止。但是,對於檔塊忽略的信號被輸入的軸不執行裝置號碼檢查。
00∼FF(HEX)
2076 index_x 索引表索引軸
設定索引表索引軸。 0:一般軸 1:索引表索引軸
(註)此參數只對NC軸有效,即使PLC軸被設定也無效。
0/1
2077 G0inps G0定位寬度 設定G0/G1各別定位寬度執行時的G0定位寬度(各軸)。 標準設定值為100(50μm)。0的時候為1μm。(M64 D版系列適用)
0∼32767 (0.5μm單位)
2078 G1inps G1定位寬度 設定G0/G1各別定位寬度執行時的G1定位寬度(各軸)。 標準設定值為100(50μm)。0的時候為1μm。(M64系統版本為 D版時適用)
0∼32767 (0.5μm單位)
2082 A_tax 自動程式再啟動位置復歸順序
設定自動程式再啟動時的各軸復歸順序。 0:自動程式再啟動復歸不執行的軸。 1∼6:被設定的值依較小的順序往再開的位置
復歸。
0∼6
2084 G60_ax 一方向位置決定軸
選擇以G00一方向位置決定的執行軸。 0:無效。 1:一方向位置決定軸。
(註)本參數只對NC軸有效,即使PLC軸被設定也無效。
0/1
6. 軸規格參數
6.4 軸規格參數 2

7-1
7. 伺服參數
總共有64個伺服參數。參數可在任何畫面上改變。
(註)在以後的位(元)說明中,將所有未用位元包括空位元,設為“0”。
7.1 伺服參數 (SVJ2)
表中標有PR的參數設定後,需關閉NC再次通電,參數才能生效。
# 項 目 內 容 設定範圍 (單位)
標準 設定值
2201 SV001 PC1 (PR)
馬達側齒輪比
1∼32767 機械 規格
2202 SV002 PC2 (PR)
機械側齒輪比
在馬達側和機械側設定齒輪比。 對PC1和PC2設定最小整數齒輪比。 對旋轉軸設定總的減速(加速)比。 即使齒輪比在設定範圍內,電子機構也能因過載並引發異警。
1∼32767 機械規格
2203 SV003 PGN1
位置回路增益1
設定位置回路增益。 當使用SHG控制時,根據SV004 (PGN2) 和SV057 (SHGC) 設定本參數。 單位為1。 通常此參數設定為33。
1∼200 (1/ sec)
33
2204 SV004 PGN2 位置回
路增益2 當用SHG控制時,則SV003 (PGN1)和SV057 (SHGC)合併設定。 不用時設為0。
0∼999 (1/sec)
0
2205 SV005 VGN1 速度回路增益1
設定速度回路增益。 當增大時,會改善應答性,但振動和噪音也將增大。根據馬達慣性的大小,設定本參數。當機器發生共振,將此值按20%~30%減小。此值設為共振停止時參數值的70%~80%。
1∼900 150
2206 SV006 VGN2 速度回路 增益2
設此參數為0。(未使用) -1000∼1000
0
2207 SV007 VIL 速度回路 延遲補償
設此參數為0。(未使用) 0∼32767 (0.034rad/s)
0
2208 SV008 VIA 速度回路前進補償
標準設定1364。SHG控制時標準設定為1900。 於高速切削,輪廓追從精度想向上提昇時調大設定 值,但位置回路振動時需降低設定值。 調整時,每次以100為單位執行。
1∼9999 (0.0687rad/s)
1364
2209 SV009 IQA 前進電流回路 q軸補償
1∼20480 馬達規格
2210 SV010 IDA 前進電流回路 d軸補償
1∼20480 馬達規格
2211 SV011 IQG 電流回路q軸增益
依馬達的電器特性決定。 請全部以標準參數設定。 (參考“各種馬達的標準參數設定表”)
1∼2560 馬達規格
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-2
2212 SV012 IDG 電流回路d軸增益
1∼2560 馬達規格
7-3
(SVJ2)
# 項 目 內 容
設定範圍 (單位)
標準 設定值
2213 SV013 ILMT1 電流
極限值1 標準設定為500。最大轉矩為NC用馬達驅動器最
大能力,泛用馬達以馬達規格決定。
設定靜態定格電流對應的比例(%)
0∼500(%) 500
2214 SV014 ILMT2 電流
極限值2 當需限制外部電流時。設定電流極限值(極限值
是對±兩個方向)。將其設為靜態定格電流的百
分比,標準值是500。
不用時設為0。
0∼500(%) 500
2215 SV015 FFC 加速度 前饋進給增益
標準設定值為0,SHG控制時為100。
加減速特性的改善時50∼100為單位往上調整。
0∼999(%) 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-4
(SVJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
當象限切換時,由於摩擦或背隙引起的凸起很大,設定此參數。
<LMC2 (SV041) =0> 當+→-,-→+兩指令反轉時有效。 <LMC2 (SV041) ≠0> 當-→+的指令反轉時的失位運動補正增益。 (LMC2是+→-指令反轉時的增益。) <LMC2 (SV041) =-1> 當-→+的指令反轉時的增益。 當+→-的指令反轉時的補正無效。
<指令方向+,-的定義> 機械參數(基本規格參數) 當“#1018CCW“為0時,指令方向與程式+或-方向一致。 當“#1018CCW“為1時,指令方向與程式+或-方向相反。
類型1(SSF1-位8=1)
在低速補間模式,此類補正消除凸起。 此參數設為0顯示補間增益0 (%)。 設定100產生100%補正。
0∼200(%) 0
類型2(SSF1-9位=1)
2216 SV016 LMC1 失位運動補正增益1
當類型1在高速、高精度補間時不足以補正時,使用 類型2。 以靜態定格電流百分比設定資料。 設「0」使補正無效。
為了寸動進給(約F1000),在伺服監視畫面上以電 流百分比的2倍設定。
+Y
+X
-Y
-X
D
C
B
A
X CW CCW
Y CW CCW CW CCW
A +→-
+→
-
-→+ -→
+
B +→-
-→
+
+→- -→
+
C -→+
-→
+
+→- +→
-
D -→+
+→
-
-→+ +→
-
0∼100(%) 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-5

7-6
(SVJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
伺服系統規格以位元為單位設定。 空白的位元請務必設「0」。
16進制
設定
bit 設定 0的意義 設定 1的意義
0 dmk 減速控制停止(SVJ2標準) 動態煞車停止 1 2 3 mc 接觸控制輸出無效 接觸控制輸出有效 4
5 vdir HA053N∼HA33N馬達 檢出器安裝位置標準(A,C)
HA053N∼HA33N馬達 檢出器安裝位置 90°(B,D)
6 7 abs 相對位置檢測 絕對位置檢測 8 9 10 11 12 13 14 15
2217 SV017 SPEC
(PR)
伺服系
統規格
[dmk] 緊急停止時減速停止 0︰減速並停止。 1︰動態煞車停止(Z軸落下防止)設定ON後,
再與SV032 TOF 和SV048 EMGrt (上下軸落下防止時間)調整配合。
[mc] 電磁接觸器控制輸出 0︰電磁接觸器控制不輸出。 1︰電磁觸器控制輸出。 [vdir] 檢出器安裝位置
0:HA053N∼HA33N馬達檢出器安裝位置標準
(A,C)
1:HA053N∼HA33N馬達檢出器安裝位置90 °
(B,D) [abs] 絕對位置檢測 0︰相對位置檢測/1︰絕對位置檢測
0000
2218 SV018 PIT (PR)
導螺標螺距
設定導螺桿螺距。 對旋轉軸設為「360」。
1∼32767 (mm)
機械 規格
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-7
(SVJ2)
# 項目 內容 設定範圍 (單位)
標準設定值
2219 SV019 RNG1
(PR)
位置檢測
器分辨率
以位置控制所用檢測器每轉一周的脈波數(千脈波)的4倍設定此值。 參考“各種馬達的標準參數設定表”。
<半閉回路> 以馬達每轉一周的脈波數(千脈波)的4倍設定此值。(RNG1=RNG2)
<全閉回路> 設定導螺杆每個螺距的脈波數(千脈波) 當使用MP刻度,設定值按下式算出︰
設定值 = (但,MP刻度分辨率 = )
半閉式︰ 1∼1000 (千脈波/轉)
全閉式︰ 1∼1000 (千脈波/螺距)
檢測器
2220 SV020 RNG2
(PR)
速度檢測
器分辨率
設定馬達端檢測器每轉一周的脈波數
(參考RNG1設定值)。
1∼1000
(千脈波/
轉)
檢測器
2221 SV021 OLT 過負載 時間常數
為檢測過負載1 (0L1),設定時間常數 (以1秒為單位)。 (製造廠調整用)
1∼300 (sec)
60
2222 SV022 OLL 過負載檢
測等級
以靜額定值的百分比設定過負載1 (0L1) 的電流檢測等級。 (製造廠調整用)
1∼500 (%) 150
2223 SV023 OD1 誤差寬度
1(伺服ON
時)
在伺服ON時,設定誤差寬度。 <設定式>
F 0D1=0D2= 60ÎPGN1
Î0.5(mm)
(註) 設定 ”0” 時伺服ON中的誤差過大異警檢出
不執行。
0∼32767
(mm)
機械
規格
2224 SV024 INP 定位寬度 設定定位寬度值 (µm) *請依機械要求的精度設定。
0∼32767 (μm)
50
7. 伺服參數 7.1 伺服參數 (SVJ2)
2mm 柵格間距數
導螺杆螺距 (mm) MP刻度分辨率 (µ)
設定值 理想降差
7-8
(SVJ2)
# 項 目 內 容 設定範圍(單位)
標準 設定值
2225 SV025 MTYP
(PR)
馬達型號 設定馬達型號和檢測器類型。
[PEN] 位置檢測器類型 (以下表選擇所用的檢測器類型)
[ENT] 速度檢測器類型 (從下表選擇所用的檢測器類型)
設定馬達?檢出器的型號名稱。
請參考「馬達標準參數設定一覽表」。
0000-FFFF 16進制
設定
2226 SVO26 OD2 誤差寬度2
(伺服OFF
時)
當伺服OFF時,設定誤差寬度。
(正常時與SV023 0D1相同)
0∼32767
(mm)
機械規
格
2227 SV027 SSF1 特殊伺服
機能選擇 1
用於伺服機能選擇。
(註)當NC電源投入時,第 E位自動設為1。
請勿改變。
( 接下頁 )
0000-FFFF
16進制設定
機械規
格
F E D C B A 9 8 7 6 5 4 3 2 1 0 PEN ENT MTYP
クヒクm タヒエ妤隱k タヒエ悊ケテォャ PEX ENT
相對值 OHE25K-6, OHE25K-85/ OSE104, OSE104S
0 0
絕對值 OHA25K-4, OHA25K-85/ OSA104, OSA104S
1 1
高速串聯 OSA105/OSE105,OSE253/OSA253 2 2
馬達端
檢測器
相對值 編碼器內藏在HA053/13 3 3
相對值 OHE25K-ET, OHE25K-ET/OSE104ET
4 ×
絕對值 OHA25K-ET, OHA25K-ET/OSA104ET
5 ×
高速串聯 OSA105ET/OSE105ET 6 ×
導螺桿
端檢測
器
7 ×
A, B, Z相 光、磁和MP刻度(感應傳感器) 8 ×
串聯絕對值 三丰絕對值線性刻度AT41。雙電電子FME型,FLE型
9 ×
高速串聯 三丰絕對值線性刻度AT-342 A ×
機械端
檢測器
B ×
F E D C B A 9 8 aflt zrn2 ovs2 ovs1 lmct2 lmct
1 7 6 5 4 3 2 1 0 vfct2 vfct1 upc vcnt2 vcnt1
7. 伺服參數 7.1 伺服參數 (SVJ2)
7-9
(SVJ2)
# 項目 內 容 設定範圍 (單位)
標準 設定值
( 接上頁 )
[vcnt1 , vcnt2] 速度回路延遲補正類型。
(註1) 全閉回路中防止過定位。
與SV007(VIL)組合使用。
vcnt2 vcnt1
速度回路延遲補正無 0 0
速度回路延遲補正型式
1
1 0 ←標準設定值
速度回路延遲補正型式
2
0 1
↑ 1 1 各位均 ON時與 型式 2同樣有效
[UPC] 啟動轉矩補正有效
(註1) (0:啟動轉矩補正無效
1:啟動轉矩補正有效)
這可用於MDS-B系列和上述伺服系統。
[vfnt1, vfnt2] 速度回饋補正(跳動補正)
補正輕負載時的跳動。
[lmct1, lmct2] 失位運動補正類型
根據SV016(LMC1)和SV041 (LMC2) 設定補
正增 益。
( 接下頁 )
0000-FFFF
16進制設定
機械
規格
7. 伺服參數 7.1 伺服參數 (SVJ2)
vfnt1 vfnt2 無跳動補正 0 0 跳動補正 1脈波 1 0 跳動補正 2脈波 0 1 跳動補正 3脈波 1 1
vcnt1 vcnt2
無失位運動補正 0 0
失位運動補正類型 1 1 0
失位運動補正類型 2 0 1 ↑ 1 1
←標準 設定值

7-10
(SVJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
( 接上頁 )
[ovs1 , ovs2 ] 過衝補正
根據SV031 (OVS1) 和SV042 (OVS2) 設定補償增
益。
[zrn2] 通常設定為 ” 1 ” 。
[aflt] 自適濾波器設定
0: 濾波器非自動設定。
1: 濾波器自動設定。
當機械產生振動時,共振頻率被檢測,自動設
定一台濾波器消除振動。此參數當共振頻率等
於或大於100Hz時有效。
0000-FFFF
16進制設
定
機械
規格
2228 SV028 未使用,請設為「0」。
2229 SV029 VCS 未使用,請設為「0」。
2230 SV030 IVC 電壓不感帶補正 (C3版以後對應)
標準設定100%,相對於PWM控制的理論非通電時
間,補正電壓指令值設100 %。初期值從100 %開始以
10 %為單位調整,設定太大時會產生振動或振動音。
0∼200(%) 100
2231 SV031 OVS
1
過定
位補
正增
益1
設定值越大,越可改善過定位。
正常操作,設為2~10 (%)。
(對靜額定電流的之比)
(按2%遞增設定值,直到發現過定位被抑制。)
當OVS2 (SV042) 為0,本設定值在正(+)負(–)
方向均有效。當 OVS2 (SVO42) 不為0,本設定值僅在
正(+)方向有效。
-1∼100
(%)
0
7. 伺服參數 7.1 伺服參數 (SVJ2)
vcnt1 vcnt2
無失位運動補正 0 0
失位運動補正類型 1 1 0
失位運動補正類型 2 0 1 ↑ 1 1

7-11
(OVS2是負(–)方向移動的補正增益。)
當SSF1-ovst1(第A位)為1時,此參數有效。
(SVJ2)
# 項 目 內 容 設定範圍(單位)
標準設定值
2232 SV032 TOF 轉矩補
正增益
對一有非平衡轉矩的軸設定非平衡轉矩量。如垂直
軸,此量是相對於靜額定電流的一個百分數。
當SSF1失位運動補正1,2或閉回路應答改善時,
應使用此參數。
當在I/F診斷畫面上觀察伺服監視電流負載時,在正
(+)負(–)方向實行低速寸動進給(約F200)。
如果電流負載為正,檢查最大值。
如果電流負載為負,檢查最小值。
然後正負方向值相加除以2為設定值。
–100∼
100
(%)
0
2233 SV033 SSF2 特殊伺
服機能
選擇 2
選擇特殊伺服機能。 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
afs fhz2 fhz1 nfd
* 特別無說明的位元請設定為 ” 0 ” 。 [nfd] 機械共振抑制濾波器頻率(SV038:FHz)的深度補
正由以下的參數設定。濾波器越淺控制越安定。 bit 說 明
設定機械共振抑制濾波器頻率。 只設定去除振動的份量,能使制御的安定性更好。
深 ← → 淺
設定值 0 2 4 6 8 A C E
0 ∣ 3 nfd
深度(dB) ∞ -18.1 -12.0 -8.5 -6.0 -4.1 -2.5 -1.2
[fhz] 機械共振抑制濾波器頻率2的深度補正由以下
的參數設定。
bit 不補正 2250Hz 1125Hz 750Hz
4 fhz1 0 1 0 1
5 fhz2 0 0 1 1
[afs] 適應濾波器感度補正設定以下參數。
bit 說 明
8 0 設定時為標準感度。
∣ afs 濾波器深度尚無法完全將振動除去時(大約70%以上)
11 將設定值往上調整。
0000
7-12
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-13
(SVJ2)
# 項 目 內 容 設定範圍(單位)
標準 設定值
在伺服機能選擇時使用。
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
daf2 daf1 dac2 dac1 mon
0000-FFFF
16進制設
定
bit mon MAX電流1 MAX電流2
0 電源投入後的最大電流指令值(%)
1秒間的最大電流指令值(%)
1 1秒間的最大電流指令值(%) 1秒間的最大電流FB值(%) 2 電源投入後的最大電流FB值(%) 1秒間的最大電流FB值(%) 0 3 負荷慣量比(SV059設定值) - ∣ 4 適應濾波器動作頻率(Hz) 適應濾波器動作增益(%) 3 5 PN母線電壓(V) 回生動作回數畫面(回/sec) 6 1秒間的最大推定轉矩(%) 1秒間的最大電流FB值(%) 7 1秒間的最大推定轉矩(%) 2秒間的最大外亂轉矩(%) 8∼F 設定禁止
2234 SV034 SSF3 伺服
機能3
[mon] 電流FB監視顯示 0: 電流指令監視 1: 電流FB監視
[dac1] 數/模輸出通道1夾斷設定 0: 數/模輸出通道1溢出 1: 數/模輸出通道1夾斷
[dac2] 數/模輸出通道1夾斷設定 0: 數/模輸出通道2溢出 1: 數/模輸出通道2夾斷
[daf1] 數/模輸出通道1濾波器設定 0: 使用數/模輸出通道1濾波器 1: 不使用數/模輸出通道1濾波器
[daf2] 數/模輸出通道2濾波器設定 0: 使用數/模輸出通道2濾波器 1: 不使用數/模輸出通道2濾波器
2235 SV035 SSF4 特殊
伺
服機
能
選擇
4
未使用,請設為「0」。
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-14
(SVJ2)
# 項 目 內 容 設定範圍(單位)
標準 設定值
2236 SV036 PTYP
(PR)
電源類型
設定回生電阻的型式 F E D C B A 9 8 7 6 5 4 3 2 1 0 一般設定 ”
1 ” rtyp emgx 一般設定 ”
0 ”
[emgx] 設定外部停止機能。
0:外部緊急停止無效
4:外部緊急停止有效
*0/4以外的設定禁止
〔rtyp〕 設定回生電阻的型式
0000-FFFF
16進制設
定
0000
2237 SV037 JL 負荷慣量
倍率
設定負載慣量(包括馬達自身)與馬達慣量之比(當
馬達單體時,此比率為100%)。
設定「0」時忽略不計。
JLJlJmJm
= +
0∼5000
(%)
0
2238 SV038 FHz 機械共振
抑制濾波
器頻率
當機械產生振動時,設定需被抑制的振動頻率。 ( 72 Hz 以上有效 )
此參數不用時設為0 。
0∼3000
(Hz)
0
2239 SV039 LMCD 失位運動
補正延遲
時間
失位運動突起量補正的時機不對時設定此補正延遲
時機參數。
(請依據循圓測試軟體所表現的狀態補正此值。)
0∼2000
(msec)
0
2240 SV040 LMCT 前饋進給
控制時不
感帶
僅對前饋進給控制設定有效。當設定0時,實際為
2µm。調整時以1µm逐漸增加。
0∼65535
(μm)
0
Jm :馬達慣量
Jl :機械慣量
7. 伺服參數 7.1 伺服參數 (SVJ2)
0 ? ? ?標準內藏阻抗( SVJ2-01?內藏阻抗 )
1 禁止設定
2 MR-RB032(30W)
3 MR-RB12 (100W)
4 MR-RB32 (300W)
5 MR-RB30 (300w)
6 MR-RB50 (500W)
7∼F 禁止設定

7-15
(SVJ2)
# 項目 內 容 設定範圍 (單位)
標準 設定值
2241 SV041 LMC2 失位運動補正增益2
對+→-(順時針指令方向)設定失位運動補正增益。 (僅在按方向改變補正量時使用此參數。 當設為0時,LMC1在兩個方向均有效。) 參見SV016 (LMC1) 和7.3節“附加說明”。
–1∼200 (%)
0
2242 SV042 OVS2 過衝補正增益2
對負(-)方向的移動(順時針指令方向),設定過衝補正增益。 (使用此參數按方向改變補正量。 當設0時,OVS1在兩個方向均有效。) 當SSF1-ovst1(第A位)為1時,此參數有效。
–1∼200 (%)
0
2243 SV043 OBS1 外亂觀測1
設定觀測濾波器的頻寬(觀測極)。
標準設定300,如果振動的話以50為單位降低。
0∼1000 (rad/s)
0
2244 SV044 OBS2 外亂觀測2
設定觀測濾波器增益。
標準100∼300設定,如果振動的話降低。
0∼500 (%) 0
2245 SV045 TRUB 摩擦轉矩 ( C3版以 後 對應)
衝突檢出使用時,設定摩擦轉矩。 0∼100 (定格電流%)
0
2246 SV046 未使用,請設定為「0」。 0
2247 SV047 EC 誘起電壓補正增益
標準設定值100。當電流回授峰值大於電流指令峰值時,調低補正增益。
–32768∼ 32767(%)
100
2248 SV048 EMGrt 上下軸落下防止時間
使用落下防止機能時,設定煞車動作延遲時間。設定值要大於實際動作時間。以100µm遞增調整此值,使軸不致下落。 不使用落下防止機能時,設為0。
0∼2000 (msec)
0
2249 SV049 PGN1S
P
主軸同期位置回路增益1
同期攻牙等,主軸以位置回路移動,設定讓伺服同期 時的位置回路增益。 此參數的設定依軸參數#2017 tap_g執行。
0∼200 (1/sec)
15
2250 SV050 PGN2S
P
主軸同期位置回路增益2
標準設定值為0。設定和主軸的同期控制用的位置回路增益同一值。
0∼999 (1/sec)
0
2251 SV051 DFBT 未使用,請設定為「0」。 0
2252 SV052 DFBN 未使用,請設定為「0」。 0
2253 SV053 OD3 誤差寬度3誤差
設定推碰等特殊動作時的誤差過大檢出幅。 0∼32767 (mm)
0
2254 SV054 ORE 未使用,請設定為「0」。 0
2255 SV055 EMGx 未使用,請設定為「0」。 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-16
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-17
(SVJ2)
# 項 目 內 容 設定範圍(單位)
標準 設定值
2256 SV056 EMGt 減速控制
時間常數
當使用落下防止機能時,設定自最大進給速度減速
的時間常數。通常設定與G0加減速時間常數相同。
不使用落下防止機能時,此參數設為0。
0∼2000
(msec)
0
2257 SV057 SHGC SHG控制
增益
執行SHG控制時,設定此參數。
根據SV003 (PGN1) 和SV004 (PGN2) 設定參數值。
此參數不用時,設為0。
0∼999
(1/sec)
0
2258 SV058 SHGC
SP
主軸同期
時SHG
控制增益
在主軸同期控制使用SHG時設定此參數。設定和
主軸同期控制用的位置回路增益同一值。(SHG控
制用)
此參數不用時,設為0。
0∼999
(1/sec)
0
2259 SV059 TCNV 轉矩推定
增益
(C3版以
後對應)
衝突檢出機能使用時,設定轉矩推定增益。在
MDS-B-SVJ2 馬達慣量包含負荷的慣量比為相同
值。
(=SV037:JL)
設定SV034.mon=3、SV060=0,執行加減速運轉,
於NC 診斷畫面負荷慣量比被表示。
0∼5000
(%)
0
2260 SV060 TLMT G0衝突檢
出準位
(C3版以
後對應)
衝突檢出機能使用時,設定方式1 G0進給時的衝
突檢出準位。
設定0時,全部的衝突檢出機能不動作。
0∼200
(定格電流
%)
0
2261 SV061 DA1NO D/A輸出
通道1資
料號碼
為D/A輸出機能的通道1設定輸出資料號碼。
當設為“–1”時,此軸不進行D/A輸出。
當使用智能伺服系統時,如果設為0,SV063表示
偏移量。
參見7.3節“附加說明”。
0∼102 0
2262 SV062 DA2NO D/A輸出
通道2資
料號碼
為D/A輸出機能的通道2設定輸出資料號碼。
當設為“–1”時,此軸不進行D/A輸出。
參見7.3節“附加說明”。
0∼102 0
2263 SV063 DA1MP
Y
D/A輸出
通道1輸
出倍率
為D/A輸出機能的通道1設定輸出資料倍率。
輸出倍率將是(設定值)/256。
如設為0,輸出倍率將是1倍,與設為“256”時方
式相同。
–32768
∼
32767
0
2264 SV064 DA2MP
Y
D/A輸出
通道2輸
出倍率
為數/模輸出機能的通道2設定輸出資料倍率。
輸出倍率將是(設定值)/256。
如設為0,輸出倍率將是1倍,與設為“256”時方
–32768
∼
32767
0

7-18
式相同。
參見7.3節“附加說明”。

7-19
各種馬達的標準參數設定表(SVJ2用)
(1)HC**/HC**R系列
馬達系列 (ABS/INC)
HC-E42,-E33:INC HC-A42,-A33:ABS
HCR-E42,-E33:INC HCR-A42,-A33:ABS
馬達容量記號 52 102 152 202 53 103 153 103 153 203
連接驅動器型名
(MDS-B-SVJ2-) 06 10 20 20 06 10 20 10 10 20
?參 數? 2000(r/min) 3000(r/min) 3000(r/min)
SV001 PC1 依機械規格改變。
SV002 PC2 依機械規格改變。 SV003 PGN1 33 33 33 33 33 33 33 33 33 33 SV004 PGN2 0 0 0 0 0 0 0 0 0 0 SV005 VGN1 100 100 100 150 150 150 150 15 15 15 SV006 VGN2 0 0 0 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 8192 8192 8192 4096 4096 4096 4096 8192 8192 8192 SV010 IDA 8192 8192 8192 4096 4096 4096 4096 8192 8192 8192 SV011 IQG 512 384 384 384 256 256 256 384 384 256 SV012 IDG 512 384 384 384 256 256 256 384 384 256 SV013 ILMT1 500 500 500 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV018 PIT 依機械規格改變。
SV019 RNG1 SV020 RNG2
HC-E42,-E33:100 HC-A42,-A33:25
HCR-E42,-E33:100 HCR-A42,-A33:25
SV021 OLT 60 60 60 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 150 150 150 SV023 OD1 依機械規格改變。
SV024 INP 50 50 50 50 50 50 50 50 50 50 SV025 MTYP 22B0 22B1 22B2 22B3 22C0 22C1 22C2 22E1 22E2 22E3 SV026 OD2 依機械規格改變。
SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 SV028 0 0 0 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 0 0 0 SV030 0 0 0 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 0 0 0 SV033 SSF2 0 0 0 0 0 0 0 0 0 0 SV034 SSF3 0 0 0 0 0 0 0 0 0 0 SV035 SSF4 0 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-20

7-21
馬達系列 (ABS/INC)
HC-E42,-E33:INC HC-A42,-A33:ABS
HCR-E42,-E33:INC HCR-A42,-A33:ABS
馬達容量記號 52 102 152 202 53 103 153 103 153 203
連接驅動器型名
(MDS-B-SVJ2-) 06 10 20 20 06 10 20 10 10 20
參 數 2000(r/min) 3000(r/min) 3000(r/min)
SV036 PTYP 選擇回生抵抗。
SV037 JL 0 0 0 0 0 0 0 0 0 0 SV038 FHz 0 0 0 0 0 0 0 0 0 0 SV039 0 0 0 0 0 0 0 0 0 0 SV040 LMCT 0 0 0 0 0 0 0 0 0 0 SV041 LMC2 0 0 0 0 0 0 0 0 0 0 SV042 OVS2 0 0 0 0 0 0 0 0 0 0 SV043 OBS1 0 0 0 0 0 0 0 0 0 0 SV044 OBS2 0 0 0 0 0 0 0 0 0 0 SV045 TRUB 0 0 0 0 0 0 0 0 0 0 SV046 0 0 0 0 0 0 0 0 0 0 SV047 EC1 100 100 100 100 100 100 100 100 100 100 SV048 EMGrt 0 0 0 0 0 0 0 0 0 0 SV049 PGN1S 15 15 15 15 15 15 15 15 15 15 SV050 PGN2S 0 0 0 0 0 0 0 0 0 0 SV051 DFBT 0 0 0 0 0 0 0 0 0 0 SV052 DFBN 0 0 0 0 0 0 0 0 0 0 SV053 OD3 0 0 0 0 0 0 0 0 0 0 SV054 ORE 0 0 0 0 0 0 0 0 0 0 SV055 EMGx 0 0 0 0 0 0 0 0 0 0 SV056 EMGt 0 0 0 0 0 0 0 0 0 0 SV057 SHGC 0 0 0 0 0 0 0 0 0 0 SV058 SHGCS 0 0 0 0 0 0 0 0 0 0 SV059 TCNV 0 0 0 0 0 0 0 0 0 0 SV060 TLMT 0 0 0 0 0 0 0 0 0 0 SV061 DA1N 0 0 0 0 0 0 0 0 0 0 SV062 DA2N 0 0 0 0 0 0 0 0 0 0 SV063 DA1M 0 0 0 0 0 0 0 0 0 0 SV064 DA2M 0 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-22
(2)HA**N系列
馬達系列 (ABS/INC)
HA-E42,E33:INC HA-A42,A33:ABS
馬達容量記號 40N 80N 100N 053N 13N 23N 33N 43N 83N 連接驅動器型名 (MDS-B-SVJ2-)
06 10 20 01 01 03 03 06 10
參 數 2000(r/min) 3000(r/min) SV001 PC1 依機械規格改變。
SV002 PC2 依機械規格改變。
SV003 PGN1 33 33 33 33 33 33 33 33 33 SV004 PGN2 0 0 0 0 0 0 0 0 0 SV005 VGN1 150 250 250 100 100 100 100 200 250 SV006 VGN2 0 0 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 2048 2048 2048 2048 2048 2048 2048 2048 2048 SV010 IDA 2048 2048 2048 2048 2048 2048 2048 2048 2048 SV011 IQG 512 512 512 256 256 256 256 512 512 SV012 IDG 512 512 512 256 256 256 256 512 512 SV013 ILMT1 500 500 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV018 PIT 依機械規格改變。 SV019 RNG1 SV020 RNG2
HA-E42,-E33:100 HA-A42,-A33:25
SV021 OLT 60 60 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 150 150 SV023 OD1 依機械規格改變。 SV024 INP 50 50 50 50 50 50 50 50 50 SV025 MTYP 2200 2201 2202 228C 228D 228E 228F 2280 2281 SV026 OD2 依機械規格改變。 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 4000 4000 SV028 0 0 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 0 0 SV030 0 0 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 0 0 SV033 SSF2 0 0 0 0 0 0 0 0 0 SV034 SSF3 0 0 0 0 0 0 0 0 0 SV035 SSF4 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-23
馬達系列 (ABS/INC)
HA-E42,E33:INC HA-A42,A33:ABS
馬達容量記號 40N 80N 100N 053N 13N 23N 33N 43N 83N
連接驅動器型名 (MDS-B-SVJ2-)
06 10 20 01 01 03 03 06 10
參 數 2000(r/min) 3000(r/min)
SV036 PTYP 選擇回生抵抗。
SV037 JL 0 0 0 0 0 0 0 0 0
SV038 FHz 0 0 0 0 0 0 0 0 0
SV039 0 0 0 0 0 0 0 0 0
SV040 LMCT 0 0 0 0 0 0 0 0 0
SV041 LMC2 0 0 0 0 0 0 0 0 0
SV042 OVS2 0 0 0 0 0 0 0 0 0
SV043 OBS1 0 0 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0 0 0
SV045 TRUB 0 0 0 0 0 0 0 0 0
SV046 0 0 0 0 0 0 0 0 0
SV047 EC1 100 100 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0 0 0
SV049 PGN1SP 15 15 15 15 15 15 15 15 15
SV050 PGN2SP 0 0 0 0 0 0 0 0 0
SV051 DFBT 0 0 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0 0 0
SV053 OD3 0 0 0 0 0 0 0 0 0
SV054 ORE 0 0 0 0 0 0 0 0 0
SV055 EMGx 0 0 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0 0 0
SV057 SHGC 0 0 0 0 0 0 0 0 0
SV058 SHGCSP 0 0 0 0 0 0 0 0 0
SV059 TCNV 0 0 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0 0 0
SV061 DA1NO 0 0 0 0 0 0 0 0 0
SV062 DA2NO 0 0 0 0 0 0 0 0 0
SV063 DA1MPY 0 0 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.1 伺服參數 (SVJ2)

7-18
7.2 伺服參數 (V1/V2)
(1) 標準模式(MDS-B-Vx和MDS-C1-Vx 標準模式,參數可互換)
參數表中標有 (PR) 的參數設定後,關閉NC再次通電,參數才視為有效。
伺服參數共有64個。伺服參數的設定、表示方法因為會隨CNC不同而異,請參考各CNC的使用說明書。
# 項 目 內 容 設定範圍
(單位)
2201 SV001 PC1 (PR)
在馬達側和機械側設定齒輪比。 對PC1和PC2設定最小整數齒輪比。 對旋轉軸設定總的減速(加速)比。
1∼32767
2202 SV002 PC2 (PR)
在馬達側和機械側設定齒輪比。 對PC1和PC2設定最小整數齒輪比。 對旋轉軸設定總的減速(加速)比。
1∼32767
2203 SV003 PGN1 設定位置回路增益。 單位為1,通常此參數設定為33。
1∼200 (rad/s)
2204 SV004 PGN2 (PR)
當用SHG控制時,則SV003 (PGN1)和SV057 (SHGC)合併設定。 不用時設為0。
0∼999 (rad/s)
2205 SV005 VGN1 設定速度回路增益。 標準設150,當設定值增大時,會改善應答性,但振動和噪音也將增大。根據馬達慣性的大小,設定本參數。當機器發生共振,將此值按20%~30%減小。此值設為共振停止時參數值的70%~80%。
1∼999
2206 SV006 VGN2 為了快速移動,需降低高速旋轉時的噪聲,將速度回路增益(小於VGN1)設為高速旋轉時增益(是額定速度的1.2倍)。 此參數結合SV029 (VCS) 設定,SV029是速度增益減小時的初期速度。 此參數功能不用時設為0。
-1000∼1000
2207 SV007 VIL 在閉回路中發生極限循環,或定位期間發生過定位時設定此參數。 未使用時設定為0。 相關參數:sv027:SSF1/vcnt1,vcnt2
0∼32767
2208 SV008 VIA 設定速度回路前進補償。 標準設定1364。SHG控制時標準設定為1900。 於高速切削,輪廓追從精度想向上提昇時調大設定值, 但位置回路振動時需降低設定值。 調整時,每次以100為單位執行。
1∼9999 (0.0687 rad/s)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)
V G N 1
V G N 2
0 V C S V L M T ( 馬 達 的 定 格 回 轉 數 × 1 . 2 ) ( r p m )

7-19
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2209 SV009 IQA 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼20480
2210 SV010 IDA 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼20480
2211 SV011 IQG 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼2560
2212 SV012 IDG 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼2560
2213 SV013 ILMT 設定靜態定格電流對應的比例(%)
標準設定為500。
最大轉矩為NC用馬達驅動器最大能力。(±兩個方向的極限值)
0∼999
(靜態定
格電流%)
2214 SV014 ILMTsp 特殊動作(絕對位置初期設定、推碰動作等)時,
設定靜態定格電流對應的比例(%) 。
標準設定為500。
最大轉矩為NC用馬達驅動器最大能力。(±兩個方向的極限值)
0∼999
(靜態定
格電流%)
2215 SV015 FFC 前饋進給控制的過定位量、同期控制等的相對誤差太大時設定。
未使用時設定為0,SHG控制時為100。
0∼999
(%)
當圓弧象限切換時,凸起很大時設定此參數。
(摩擦、捻力、背隙等不感帶原因所產生。)
失位運動補正必須( sv027:lmc1,lmc2 )被選擇時才有效。
-1∼200
型式1 sv027:SSF1/lmc1=1/lmc2=0
低速補間時以此型式的補正消除凸起。
設定0為補正增益為0,設定100時以100%的補正執行。
0∼200
(%)
型式2 sv027:SSF1/lmc1=0/lmc2=1
MDS系列以此型式為標準。
高速高精度補間時,型式1無法完全時使用此型式。
以靜態定格電流對應的比例(%)設定。
0∼100
(靜態定
格電流%)
2216 SV016 LMC1
依方向補正增益(型式1)、或補正量(型式2)的變化做調整時。
依指令方向、兩邊凸起量不同時,和sv041:LMC2合併使用。
指令速度從-到+方向(指令方向CW時)變化時的值以sv016:LMC1設定。
指令速度從+到-方向(指令方向CW時)變化時的值以sv041:LMC2設定。
設定-1時,該指令速度方向變化時補正動作不執行。
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-20
# 項 目 內 容 設定範圍
(單位)
2217 SV017 SPEC
(PR)
伺服規格
F E D C B A 9 8 7 6 5 4 3 2 1 0 spm mpt
3 mp abs vdir fdir spw
v seqh dfbx vdir2
bit 名稱 設定0的意義 設定1的意義 0 vdir2 速度回饋正極性 速度回饋逆極性 1 dfbx 雙回饋控制無效 雙回饋控制有效 2 seqh ready/servo ON時間‧一般模式 ready/servo ON時間‧時間縮短模式 3 spwv 通常模式 MDS-B-Vx4同期模式 4 fdir 位置回饋正極性 位置回饋逆極性 5 vdir 馬達檢測器安裝方向A, C 馬達檢測器安裝方向B, D 6 7 abs 相對位置檢出 絕對位置檢出 8 mp MP光學尺360P(2mm PITCH) MP光學尺720P(1mm PITCH) 9 mpt3
A B C spm D E F
特殊模式選擇 通常設定為0。
16進制
2218 SV018 PIT 設定導螺杆螺距,對旋轉軸設為“360”。 1∼32767
(mm)
設定以位置控制所用檢測器每轉一周的脈波數(千脈波)。 1∼9999
半閉回路時
設定馬達每轉一周的脈波數(千脈波)。sv020:RNG2也以同一值設定。
(kp/rev)
2219 SV019 RNG1
閉回路時
設定導螺桿螺距每轉一周的脈波數(千脈波)。
(kp/PIT)
2220 SV020 RNG2 設定馬達端檢測器每轉一周的脈波數(千脈波)。 1∼9999
(kp/rev)
2221 SV021 OLT 設定過負載1 (0L1)的檢測時間常數
通常設定為60。15KW驅動器使用時(HA-A15KL),上限值為3 (秒)。
1∼300
(s)
2222 SV022 OLL 以靜態定格電流對應的百分比(%)設定過負載1 (0L1) 的電流檢測等級。
通常設定為150。
1∼500
(靜態定
格電流%)
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-21
設定值 理想降差
# 項 目 內 容 設定範圍
(單位)
2223 SV023 OD1 在伺服ON時,設定誤差寬度。
設定式
sv023:OD1 = sv026:OD2 = sv053:OD3 = F / ( 60 × PGN1 ) × 0.5
F : 最大快送速度 ( mm/min )
PGN1: 位置回路增益1 ( rad/s)
設定0時,伺服ON時的誤差過大檢測不執行。
0∼32767
(mm)
2224 SV024 INP 設定定位寬度值
通常設定值為50。
0∼32767
(µm)
2225 SV025 MTYP 馬達/檢測器型式
F E D C B A 9 8 7 6 5 4 3 2 1 0
pen ent mtyp
bit 名稱 內 容 0
1
2
3
4
5
6
7
mtyp 設定馬達的型式。 (參考馬達型式一覽表)
8
9
A
B
ent 設定速度檢測器的型式。 (參考檢測器型式一覽表)
C
D
E
F
pen 設定位置檢測器的型式。 (參考檢測器型式一覽表)
16進制
2226 SV026 OD2 設定當伺服OFF時的誤差寬度,通常與SV023 0D1設定相同值。
設定0時伺服OFF時的誤差過大檢測不執行。
0∼32767
(mm)

7-22
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2227 SV027 SSF1 特殊伺服機能選擇 1
F E D C B A 9 8 7 6 5 4 3 2 1 0 aflt zrn2 afrg afse ovs2 ovs1 lmc2 lmc1 zrn3 vfct2 vfct1 upc vcnt2 vcnt1
bit 名稱 設定0的意義 設定1的意義
0 vcnt1 00:速度迴路延遲補正無效 10:速度迴路延遲補正型式2
1 vcnt2 01:速度迴路延遲補正型式1 11:預備 2 upc 起動轉矩補正無效 起動轉矩補正有效 3 4 vfct1 00:跳動補正無效 10:跳動補正2脈波 5 vfct2 01:跳動補正1脈波 11:跳動補正3脈波 6 zrn3 一般使用時的設定 特殊參考點復歸型式 7 8 lmc1 00:失位運動補正無效 10:失位運動補正型式2 9 lmc2 01:失位運動補正型式1 11:預備 A ovs 00:過定位補正無效 10:過定位補正型式2 B ovs2 01:過定位補正型式1 11:過定位補正型式3 C afse 一般使用時的設定 適應濾波器 感度提升 ※註
D afrg 一般使用時的設定 設定適應濾波器有效速度範圍
E zrn2 參考點復歸型式1 參考點復歸型式2
F aflt 適應濾波器無效 適應濾波器有效
※註afrg (bit D)設定為“1”時, afse (bit C) 也請設定為“1”。
16進制
2228 SV028 未使用,請設為「0」。
2229 SV029 VCS 快速移動等需降低高速旋轉時的噪音時,
設定速度回路增益下降開始的馬達回轉速。
速度回路增益下降的目標速度回路增益於SV006:VGN2設定。
此參數功能不用時設為0。
0∼9999
(r/min)
2230 SV030 IVC 電壓不感帶補正:使用下位8 BIT。
電流偏移 :使用上位8 BIT。(Icx)
sv040,sv045的上位8 BIT組合使用。
-32768∼
32767
2231 SV031 OVS1 亞微控制(以0.1μm為單位)、閉回路控制等在減速停止時設定過定位,
加大設定值可改善過定位。
通常以2∼10(%)程度(靜態電流對應比例)設定值為基準。
(以2%為單位增加,直到不發生過定位為止。)
過定位補正在(sv027:SSF1/ovs1,ovs2)被選擇時有效。
-1∼100
(靜態定
格電流%)
2232 SV032 TOF 對一有不平衡轉矩的軸設定不平衡轉矩量,像垂直軸。
此量是相對於靜額定電流的一個百分比。
sv027:SSF1/lmc1,lmc2或是sv027:SSF1/vcnt1,vcnt2設定時使用。
-100∼100
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-23
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2233 SV033 SSF2 特殊伺服機能選擇 2
F E D C B A 9 8 7 6 5 4 3 2 1 0 dos dis fhz2 nfd zck
bit 名稱 設定0的意義 設定1的意義 0 zck Z相檢查有效(異警42的一部份) Z相檢查無效 1 2
調整機械共振抑制濾波器的衰減量。 設定值越大機械共振抑制濾波器的效果越少,但相對於速度控制的影響也較少。
000:-∞ 010:-12dB 100:-6dB 110:-3dB 3
nfd
001:-18dB 011:-9dB 101:-4dB 111:-1dB 4 5
選擇第2機械共振抑制濾波器的中心頻率。
6 0000:無? 0010:1125Hz 0100:563Hz 0110:375Hz 7
fhz2
0001:2250Hz 0011:750Hz 0101:450Hz 0111:321Hz ? ?其他:281Hz 8 svx 9 hvx
控制模式選擇 00:通常、01:標準模式 10:高增益模式、11:高增益模式
A B
C D E F
dos 數位信號輸出選擇 0000:MP光學尺絕對位置檢測系統‧補償要求信號輸出。 0001:規定速度信號輸出
16進制
2234 SV034 SSF3 特殊伺服機能選擇 3
F E D C B A 9 8 7 6 5 4 3 2 1 0 ovsn toff os2 zeg dcd has2 has1
bit 名稱 設定0的意義 設定1的意義 0 has1 通常使用時的設定 HAS控制1有效 高加速度對應 1 has2 通常使用時的設定 HAS控制2有效 過定位對應 2 3 4 dcd 通常使用時的設定 請勿設定。 (特殊用途用) 5 zeg 通常使用時的設定 Z相逆邊緣檢測 ※註1 6 os2 通常使用時的設定 速度檢測準位切換 ※註2 7 toff 通常使用時的設定 低速系列ABS光學尺通信OFF ※註3 8 9 A B C D E F
ovsn 設定過定位補正型式3不感帶。
16進制
※註1 只於特殊參考點復歸型式選擇時有效。 ※註3 toff(bit7)為試驗用,設定為1時,無法做
絕對位置初期設定,請注意。
※註2 對象為下列馬達。 HA200,300:2400→3000 r/min HC53,103,153:3600→4200 r/min HC203,353,453: HC153R,203R:
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-24
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2235 SV035 SSF4 特殊伺服機能選擇 4
F E D C B A 9 8 7 6 5 4 3 2 1 0 clt clG1 cl2n clet cltq iup tdt
bit 名稱 設定0的意義 設定1的意義 0 1 2 3 4 5
tdt Td作成時間設定(驅動器固定) 設定時間 (µs) = (tdt+1) × 0.569 0設定時的設定時間 7kW未滿 5.69 µs 7kW以上 8.52 µs tdt<9時,視同tdt=0。
通常設定為0。
6 iup 通常使用時的設定 HC馬達1.5kw以上時設定。 7 8 cltq 9
設定衝突檢測時的減速轉矩。 00:100% 01:90% 10:80% 11:70%
A clet 通常使用時的設定 最近2秒間的推定外亂轉矩峰值在伺服診斷畫面的MPOF上表示。
B cl2n 通常使用時的設定 衝突檢測方式2無效。 C c1G1 D E
衝突檢測方式1‧設定G1模式時的衝突檢測準位。 設定0時 :方式1‧G1模式時的衝突檢測不執行。 1∼7設定時:方式1‧G0模式時的衝突檢測準位(sv060:TLMT)設定值的倍率 為方式1‧G1模式時的衝突檢測準位。
F clt 通常使用時的設定 sv059:TCNV設定值的推測值在伺服診斷畫面的MPOF表示。
16進制
2236 SV036 PTYP 電源供應器型式
F E D C B A 9 8 7 6 5 4 3 2 1 0 amp rtyp ptyp
bit 名稱 設定0的意義 設定1的意義 0 1 2 3 4 5 6 7
ptyp 設定電源供應器型式。 (請參考電源供應器型式一覽表)
8 9 A B
rtyp 電源供應器單元為電源回生型式時設定為0。 電源供應器單元為電阻回生型式時, 設定使用電阻型式。 (請參考回生電阻型式一覽表)
C D E F
amp 設定驅動器的機種號碼。 0:MDS-C1-V1/V2/SP,MDS-B-V1/V2/SP,MDS-A-V1/V2/SP 1:MDS-A-SVJ 2:MDS-A-SPJ
16進制
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-25
# 項 目 內 容 設定範圍
(單位)
2237 SV037 JL 以馬達慣量+馬達軸換算的負荷慣量對應馬達慣量的比例設定。
sv037:JL = ( Jm + Jl ) / Jm × 100 Jm:馬達慣量、Jl:馬達軸換算負荷慣量
0∼5000
(%)
2238 SV038 FHz 當機械產生振動時,設定需被抑制的振動頻率。
但設定70 Hz以上的值有效。
此參數不用時設為0 。
0∼3000
(Hz)
2239 SV039 LMCD 失位運動突起量補正的時機不對時設定此補正延遲時機參數。
以10(ms)一點點加大調整。
(請依據循圓測試軟體所表現的狀態補正此值。)
0∼2000
(ms)
2240 SV040 LMCT 設定失位運動補正的不感帶。使用下位8位元。
通常設定為0。
前饋進給控制時,失位運動補正時機不對時設定。
電流偏移:使用上位8位元。(Icy)
sv030,sv045的上位8位元組合使用。
失位運
動補正不
感帶
0∼100(µm)
※設定範
圍:
-32768∼
32767
2241 SV041 LMC2 通常設定為0。
失位運動補正的補正增益(型式1),或補正量(型式2)隨指令方向需做不
同設定值時,需和sv016:LMC1一起設定。
速度指令從-至+方向(指令方向CW時)變化時的值於sv016:LMC1設定。
速度指令從+至-方向(指令方向CW時)變化時的值於sv041:LMC2設定。
設定-1時,該指令速度方向變化時的補正動作不執行。
失位動補正在( sv027:lmc1,lmc2 )被選擇時有效。
-1∼200
(%)
(靜態定
格電流%)
2242 SV042 OVS2 過定位補正 2
設定-方向移動(指令方向CW)時的過定位補正量。
設定0時,視為和sv031:OVS1的設定值一樣。
設定-1時,-方向移動時的補正動作不執行。
過定位補正在(sv027:SSF1/ovs1)被設定時有效。
-1∼100
(靜態定
格電流%)
2243 SV043 OBS1 觀測濾波器 1
設定觀測濾波器的頻寬(觀測極)。
通常設定為100(rad)。
為使觀測濾波器機能動作,sv037:JL和sv044:OBS2合併設定。
未使用時設定為0。
0∼1000
(rad)
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-26
# 項 目 內 容 設定範圍
(單位)
2244 SV044 OBS2 觀測濾波器 2
設定觀測濾波器執行增益。
通常設定為100。
為使觀測濾波器機能動作,sv037:JL和sv043:OBS1合併設定。
未使用時設定為0。
0∼500
(%)
2245 SV045 TRUB 在衝突檢測機能使用時,設定摩擦轉矩對應的靜態定格電流比例。
使用下位8位元。
衝突檢出機能不使用時設定為0。
電流偏移 :使用上位8位元。(Ib1)
sv030,sv040的上位8位元一起組合使用。
衝突檢
測、摩擦
0∼100
(靜態定
格電流%)
※設定範
圍:
-32768∼
32767
2246 SV046 未使用,請設為「0」。
2247 SV047 EC1 誘起電壓補正
設定誘起電壓補正的執行增益。
通常設定為100。
-32768∼
32767
(%)
2248 SV048 EMGrt 落下防止機能使用時,設定煞車動作的延遲時間。
設定比實際煞車動作時間還大的值。
落下防止機能不使用時設定為0。
此機能使用時,sv055:EMGx,sv056:EMGt都必須設定。
0∼20000
(ms)
2249 SV049 PGN1sp 設定特殊動作(同期攻牙、主軸C軸補間等)時的位置回路增益。
設定通常主軸位置回路增益。
1∼200
(rad/s)
2250 SV050 PGN2sp 設定特殊動作(同期攻牙、主軸C軸補間等)時SHG控制執行時,和
sv058:SHGCsp一起設定。
未使用時設定為0。
0∼999
(rad/s)
2251 SV051 DFBT 設定雙回饋控制時間常數。
0∼9999
(ms)
2252 SV052 DFBN 設定雙回饋控制的控制不感帶。
0∼9999
(µm)
2253 SV053 OD3 特殊動作(絕對位置初期設定、推碰動作等)時,設定伺服ON時的誤
差寬度。
設定0時,特殊動作‧伺服ON時的誤差寬度檢測不執行。
0∼32767
(mm)
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2標準模式)

7-27
# 項 目 內 容 設定範圍
(單位)
2254 SV054 ORE 設定全閉回路的過走檢測寬度。
同期控制的從動軸設定時,設定主動軸/從動軸的過走檢測寬度。
設定-1時,過走檢測不執行。設定0時,以2(mm)的寬度執行過走檢測。
-1∼32767
(mm)
2255 SV055 EMGx 使用落下防止機能時,設定緊急停止的最大延遲時間。
通常設定和sv056:EMGt同一值。
落下防止機能不使用時設定為0。
0∼20000
(ms)
2256 SV056 EMGt 使用落下防止機能時,設定從最大快速移動的減速時間常數。
通常設定和CNC的G0加減速時間常數同一值。
並列驅動系統時,時間常數加上”-”號設定。
落下防止機能不使用時設定為0。
-20000∼
20000
(ms)
2257 SV057 SHGC 執行SHG時,和sv004:PGN2一起設定。
未使用時設定為0。
0∼999
(rad/s)
2258 SV058 SHGCsp 特殊動作(同期攻牙、主軸C軸補間等)時SHG控制執行時,
和sv050:PGN2sp一起設定。
未使用時設定為0。
0∼999
(rad/s)
2259 SV059 TCNV 衝突檢出機能使用時,設定推定轉矩增益。
sv035:SSF4/clt設定為1,在伺服診斷畫面MPOF上,
可顯示設定值的推測表示。
衝突檢出機能不執行時設定為0。
0∼32767
2260 SV060 TLMT 衝突檢出機能使用時,設定方式1‧G0模式時的衝突檢測準位對應的靜
態定格電流比例。
衝突檢出機能不執行時設定為0。
0∼100
(靜態定
格電流%)
2261 SV061 DA1NO 設定D/A輸出通道1的輸出資料號碼。
設定-1時,該軸的D/A輸出不執行。
-32768∼
32767
2262 SV062 DA2NO 設定D/A輸出通道2的輸出資料號碼。
設定-1時,該軸的D/A輸出不執行。
-32768∼
32767
2263 SV063 DA1MPY 設定D/A輸出通道1的輸出倍率。
輸出倍率為(設定值)/256。
設定0時,被視為設定值為256。(輸出倍率1倍)
-32768∼
32767
2264 SV064 DA2MPY 設定D/A輸出通道2的輸出倍率。
輸出倍率為(設定值)/256。
設定0時,被視為設定值為256。(輸出倍率1倍)
-32768∼
32767
(2) 高增益模式參數
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-28
伺服參數共有65個。伺服參數的設定‧表示方法因為會隨CNC不同而異,請參考各CNC的使用說明書。
# 項 目 內 容 設定範圍
(單位) 2201 SV001 PC1
(PR) 在馬達側和機械側設定齒輪比。 對PC1和PC2設定最小整數齒輪比。 對旋轉軸設定總的減速(加速)比。
1∼32767
2202 SV002 PC2 (PR)
在馬達側和機械側設定齒輪比。 對PC1和PC2設定最小整數齒輪比。 對旋轉軸設定總的減速(加速)比。
1∼32767
2203 SV003 PGN1 設定位置回路增益。 單位為1,通常此參數設定為33。
1∼200 (rad/s)
2204 SV004 PGN2 (PR)
當用SHG控制時,則SV003 (PGN1)和SV057 (SHGC)合併設定。 不用時設為0。
0∼999 (rad/s)
2205 SV005 VGN1 設定速度回路增益。 標準設150,當設定值增大時,會改善應答性,但振動和噪音也將增大。根據馬達慣性的大小,設定本參數。當機器發生共振,將此值按20%~30%減小。此值設為共振停止時參數值的70%~80%。
1∼999
2206 SV006 VGN2 為了快速移動,需降低高速旋轉時的噪聲,將速度回路增益(小於VGN1)設為高速旋轉時增益(是額定速度的1.2倍)。 此參數結合SV029 (VCS) 設定,SV029是速度增益減小時的初期速度。 此參數功能不用時設為0。
-1000∼1000
2207 SV007 VIL 在閉回路中發生極限循環,或定位期間發生過定位時設定此參數。
未使用時設定為0。
相關參數:sv027:SSF1/vcnt1,vcnt2
0∼32767
2208 SV008 VIA 設定速度回路前進補償。
標準設定1364。SHG控制時標準設定為1900。
於高速切削,輪廓追從精度想向上提昇時調大設定值,
但位置回路振動時需降低設定值。
調整時,每次以100為單位執行。
1∼9999
(0.0687
rad/s)
V G N 1
V G N 2
0 V C S V L M T ( 馬 達 的 定 格 回 轉 數 × 1 . 2 ) ( r p m )

7-29
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2209 SV009 IQA 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼20480
2210 SV010 IDA 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼20480
2211 SV011 IQG 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼2560
2212 SV012 IDG 電流回路的內部補償。
設定值依據使用的馬達而定,為固定值,請參考馬達標準參數一覽表。
1∼2560
2213 SV013 ILMT 設定靜態定格電流對應的比例(%)
標準設定為500。
最大轉矩為NC用馬達驅動器最大能力。(±兩個方向的極限值)
0∼999
(靜態定
格電流%)
2214 SV014 ILMTsp 特殊動作(絕對位置初期設定、推碰動作等)時,
設定靜態定格電流對應的比例(%) 。
標準設定為500。
最大轉矩為NC用馬達驅動器最大能力。(±兩個方向的極限值)
0∼999
(靜態定
格電流%)
2215 SV015 FFC 前饋進給控制的過定位量、同期控制等的相對誤差太大時設定。
未使用時設定為0,SHG控制時為100。
0∼999
(%)
當圓弧象限切換時,凸起很大時設定此參數。
(摩擦、捻力、背隙等不感帶原因所產生。)
失位運動補正必須( sv027:lmc1,lmc2 )被選擇時才有效。
-1∼200
型式1 sv027:SSF1/lmc1=1/lmc2=0
低速補間時以此型式的補正消除凸起。
設定0為補正增益為0,設定100時以100%的補正執行。
0∼200
(%)
型式2 sv027:SSF1/lmc1=0/lmc2=1
MDS系列以此型式為標準。
高速高精度補間時,型式1無法完全時使用此型式。
以靜態定格電流對應的比例(%)設定。
0∼100
(靜態定
格電流%)
2216 SV016 LMC1
依方向補正增益(型式1)、或補正量(型式2)的變化做調整時。
依指令方向、兩邊凸起量不同時,和sv041:LMC2合併使用。
指令速度從-到+方向(指令方向CW時)變化時的值以sv016:LMC1設定。
指令速度從+到-方向(指令方向CW時)變化時的值以sv041:LMC2設定。
設定-1時,該指令速度方向變化時補正動作不執行。
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-30
# 項 目 內 容 設定範圍
(單位)
2217 SV017 SPEC
(PR)
伺服規格
F E D C B A 9 8 7 6 5 4 3 2 1 0 spm drvall drvup mpt3 mp abs vmh vdir fdir seqh dfbx fdir2
bit 名稱 設定0的意義 設定1的意義 0 fdir2 速度回饋正極性 速度回饋逆極性 1 dfbx 雙回饋控制無效 雙回饋控制有效 2 seqh ready/servo ON時間‧一般模式 ready/servo ON時間‧時間縮短模式 3 vfb 速度回饋濾波器無效 速度回饋濾波器有效 4 fdir 位置回饋正極性 位置回饋逆極性 5 vdir 馬達檢測器安裝方向A, C 馬達檢測器安裝方向B, D 6 vmh 通常處理模式 高速處理模式 7 abs 相對位置檢出 絕對位置檢出 8 mp MP光學尺360P(2mm PITCH) MP光學尺720P(1mm PITCH) 9 mpt3 MP光學尺絕對位置檢出型式1/2選擇 MP光學尺絕對位置檢出型式3選擇 A drvup 馬達標準驅動器的組合 馬達標準驅動器相對應同一等級上或
下的容量的驅動器組合時設定 B drvall 通常設定 馬達標準驅動器和別的容量的驅動器
組合時設定 C
D
E F
spm 特殊馬達選擇 標準旋轉式馬達:0 特殊旋轉式馬達:1 請參考馬達型式一覽表
16進制
2218 SV018 PIT 設定導螺杆螺距,對旋轉軸設為“360”。 1∼32767
(mm)
設定以位置控制所用檢測器每轉一周的脈波數(千脈波)。 1∼9999
半閉回路時
設定馬達每轉一周的脈波數(千脈波)。sv020:RNG2也以同一值設定。
(kp/rev)
2219 SV019 RNG1
閉回路時
設定導螺杆螺距每轉一周的脈波數(千脈波)。
(kp/PIT)
2220 SV020 RNG2 設定馬達端檢測器每轉一周的脈波數(千脈波)。 1∼9999
(kp/rev)
2221 SV021 OLT 設定過負載1 (0L1)的檢測時間常數
通常設定為60。15KW驅動器使用時(HA-A15KL),上限值為3 (秒)。
1∼999
(s)
2222 SV022 OLL 以靜態定格電流對應的百分比(%)設定過負載1 (0L1) 的電流檢測等級。
通常設定為150。
110∼500
(靜態定
格電流%)
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-31
設定值 理想降差
# 項 目 內 容 設定範圍
(單位)
2223 SV023 OD1 在伺服ON時,設定誤差寬度。
設定式
sv023:OD1 = sv026:OD2 = sv053:OD3 = F / ( 60 × PGN1 ) × 0.5
F : 最大快送速度 ( mm/min )
PGN1: 位置回路增益1 ( rad/s)
設定0時,伺服ON時的誤差過大檢測不執行。
0∼32767
(mm)
2224 SV024 INP 設定定位寬度值
通常設定值為50。
0∼32767
(µm)
2225 SV025 MTYP 馬達/檢測器型式
F E D C B A 9 8 7 6 5 4 3 2 1 0
pen ent mtyp
bit 名稱 內 容 0
1
2
3
4
5
6
7
mtyp 設定馬達的型式。 (參考馬達型式一覽表)
8
9
A
B
ent 設定速度檢測器的型式。 (參考檢測器型式一覽表)
C
D
E
F
pen 設定位置檢測器的型式。 (參考檢測器型式一覽表)
16進制
2226 SV026 OD2 設定當伺服OFF時的誤差寬度,通常與SV023 0D1設定相同值。
設定0時伺服OFF時的誤差過大檢測不執行。
0∼32767
(mm)

7-32
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2227 SV027 SSF1 特殊伺服機能選擇 1
F E D C B A 9 8 7 6 5 4 3 2 1 0 aflt zrn2 afrg afse ovs2 ovs1 lmc2 lmc1 omr zrn3 vfct2 vfct1 upc vcnt2 vcnt1
bit 名稱 設定0的意義 設定1的意義
0 vcnt1 00:速度迴路延遲補正無效 10:速度迴路延遲補正型式2
1 vcnt2 01:速度迴路延遲補正型式1 11:預備
2 upc 起動轉矩補正無效 起動轉矩補正有效
3
4 vfct1 00:跳動補正無效 10:跳動補正2脈波
5 vfct2 01:跳動補正1脈波 11:跳動補正3脈波
6 zrn3 一般使用時的設定 特殊參考點復歸型式
7 omr 機械端補正 無效 機械端補正 有效
8 lmc1 00:失位運動補正無效 10:失位運動補正型式2
9 lmc2 01:失位運動補正型式1 11:預備
A ovs1 00:過定位補正無效 10:過定位補正型式2
B ovs2 01:過定位補正型式1 11:過定位補正型式3
C afse 適應濾波器 感度 5 適應濾波器 感度 16
D afrg 適應濾波器 方形波 100 適應濾波器 方形波 1000
E zrn2 參考點復歸型式1 參考點復歸型式2
F aflt 適應濾波器無效 適應濾波器有效
16進制
2228 SV028 未使用,請設為「0」。
2229 SV029 VCS 快速移動等需降低高速旋轉時的噪音時,
設定速度回路增益下降開始的馬達回轉速。
速度回路增益下降的目標速度回路增益於SV006:VGN2設定。
此參數功能不用時設為0。
0∼9999
(r/min)
2230 SV030 IVC 電壓不感帶補正 :使用下位8 BIT。未使用時設定為1。
電流偏移 :使用上位8 BIT。(Icx)
sv040,sv045的上位8 BIT組合使用。
-32768∼
32767
2231 SV031 OVS1 亞微控制(以0.1μm為單位)、閉回路控制等在減速停止時設定過定位,
加大設定值可改善過定位。
通常以2∼10(%)程度(靜態電流對應比例)設定值為基準。
(以2%為單位增加,直到不發生過定位為止。)
過定位補正在(sv027:SSF1/ovs1,ovs2)被選擇時有效。
-1∼100
(靜態定
格電流%)
2232 SV032 TOF 對一有不平衡轉矩的軸設定不平衡轉矩量,像垂直軸。
此量是相對於靜額定電流的一個百分比。
sv027:SSF1/lmc1,lmc2或是sv027:SSF1/vcnt1,vcnt2設定時使用。
-100∼100
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-33
# 項 目 內 容 設定範圍
(單位)
2233 SV033 SSF2 特殊伺服機能選擇 2
F E D C B A 9 8 7 6 5 4 3 2 1 0 dos dis fhz2 nfd zck
bit 名稱 設定0的意義 設定1的意義
0 zck Z相檢查有效(異警42的一部份) Z相檢查無效
1 2
調整第1機械共振抑制濾波器的衰減量。 設定值越大機械共振抑制濾波器的效果越少,但相對於速度控制的影響也較少。
000:-∞ 010:-12dB 100:-6dB 110:-3dB 3
nfd1
001:-18dB 011:-9dB 101:-4dB 111:-1dB 4 nf3 第3機械共振抑制濾波器有效。(中心頻率1125Hz固定) 5 調整第2機械共振抑制濾波器的衰減量。
設定值越大機械共振抑制濾波器的效果越少,但相對於速度控制的影響也較少。 6 000:-∞ 010:-12dB 100:-6dB 110:-3dB 7
nfd2
001:-18dB 011:-9dB 101:-4dB 111:-1dB 8 svx 9 hvx
控制模式選擇 00:通常、01:標準模式 10:高增益模式、11:高增益模式
A B
C D E F
dos 數位信號輸出選擇 0000:MP光學尺絕對位置檢測系統‧補償要求信號輸出。 0001:規定速度信號輸出
16進制
2234 SV034 SSF3 特殊伺服機能選擇 3
F E D C B A 9 8 7 6 5 4 3 2 1 0 ovsn linN toff os2 zeg dcd test mohn has2 (has1
)
bit 名稱 設定0的意義 設定1的意義 0 (has1) 通常使用時的設定 HAS控制1有效 高加速度對應
1 has2 通常使用時的設定 HAS控制2有效 過定位對應
2 mohn 通常使用時的設定 忽視MDS-B-HR的馬達溫度異常
3 test 通常使用時的設定 出貨試驗(執行異常檢測敏感度)
4 dcd 通常使用時的設定 請勿設定。 (特殊用途用)
5 zeg 通常使用時的設定 Z相逆邊緣檢測 ※註1
6 os2 通常使用時的設定 過速度檢測準位切換 ※註2
7 toff 通常使用時的設定 低速系列ABS光學尺通信OFF ※註3
8 9 A B
linN 未使用。
C D E F
ovsn 設定過定位補正型式3不感帶。
16進制
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)
※註1 只於特殊參考點復歸型式選擇時有效。 ※註2 切換過速度檢測準位,隨馬達不同而異。請參考馬達標準參數一覽表的OS1,OS2。 ※註3 toff(bit7)為試驗用,設定為1時,無法做絕對位置初期設定,請注意。

7-34
# 項 目 內 容 設定範圍
(單位)
2235 SV035 SSF4 特殊伺服機能選擇 4
F E D C B A 9 8 7 6 5 4 3 2 1 0 clt clG1 cl2n clet cltq iup tdt
bit 名稱 設定0的意義 設定1的意義 0 1 2 3 4 5
tdt Td作成時間設定(驅動器固定) 設定時間 (µs) = (tdt+1) × 0.569 0設定時的設定時間 7kW未滿 5.69 µs 7kW以上 8.52 µs tdt<9時,視同tdt=0。
通常設定為0。
6 iup 通常使用時的設定 HC馬達1.5kw以上時設定。 7 8 cltq 9
設定衝突檢測時的減速轉矩。 00:100% 01:90% 10:80% 11:70%
A clet 通常使用時的設定 最近2秒間的推定外亂轉矩峰值在伺服診斷畫面的MPOF上表示。
B cl2n 通常使用時的設定 衝突檢測方式2無效。 C c1G1 D E
衝突檢測方式1‧設定G1模式時的衝突檢測準位。 設定0時 :方式1‧G1模式時的衝突檢測不執行。 1∼7設定時:方式1‧G0模式時的衝突檢測準位(sv060:TLMT)設定值的倍率 為方式1‧G1模式時的衝突檢測準位。
F clt 通常使用時的設定 sv059:TCNV設定值的推測值在伺服診斷畫面的MPOF表示。
16進制
2236 SV036 PTYP 電源供應器型式
F E D C B A 9 8 7 6 5 4 3 2 1 0 amp rtyp ptyp
bit 名稱 設定0的意義 設定1的意義 0 1 2 3 4 5 6 7
ptyp 設定電源供應器型式。 (請參考電源供應器型式一覽表)
8 9 A B
rtyp 電源供應器單元為電源回生型式時設定為0。 電源供應器單元為電阻回生型式時, 設定使用電阻型式。 (請參考回生電阻型式一覽表)
C D E F
amp 設定驅動器的機種號碼。 0:MDS-C1-V1/V2/SP,MDS-B-V1/V2/SP,MDS-A-V1/V2/SP 1:MDS-A-SVJ 2:MDS-A-SPJ
16進制
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-35
# 項 目 內 容 設定範圍
(單位)
2237 SV037 JL 以馬達慣量+馬達軸換算的負荷慣量對應馬達慣量的比例設定。
sv037:JL = ( Jm + Jl ) / Jm × 100 Jm:馬達慣量、Jl:馬達軸換算負荷慣量
0∼5000
(%) 2238 SV038 FHz1 當機械產生振動時,設定需被抑制的振動頻率。
但設定36 Hz以上的值有效。
此參數不用時設為0 。
特別是在100Hz以下的低頻設定時,請和sv0033:SSF2/nfd1合併設定。
0∼9000
(Hz)
2239 SV039 LMCD 失位運動突起量補正的時機不對時設定此補正延遲時機參數。
以10(ms)一點點加大調整。
(請依據循圓測試軟體所表現的狀態補正此值。)
0∼2000
(ms)
2240 SV040 LMCT 設定失位運動補正的不感帶。使用下位8位元。
通常設定為0。
前饋進給控制時,失位運動補正時機不對時設定。
電流偏移:使用上位8位元。(Icy)
sv030,sv045的上位8位元組合使用。
失位運
動補正不
感帶
0∼100(µm)
※設定範
圍:
-32768∼
32767
2241 SV041 LMC2 通常設定為0。
失位運動補正的補正增益(型式1),或補正量(型式2)隨指令方向需做不
同設定值時,需和sv016:LMC1一起設定。
速度指令從-至+方向(指令方向CW時)變化時的值於sv016:LMC1設定。
速度指令從+至-方向(指令方向CW時)變化時的值於sv041:LMC2設定。
設定-1時,該指令速度方向變化時的補正動作不執行。
失位動補正在( sv027:lmc1,lmc2 )被選擇時有效。
-1∼200
(%)
(靜態定
格電流%)
2242 SV042 OVS2 過定位補正 2
設定-方向移動(指令方向CW)時的過定位補正量。
設定0時,視為和sv031:OVS1的設定值一樣。
設定-1時,-方向移動時的補正動作不執行。
過定位補正在(sv027:SSF1/ovs1)被設定時有效。
-1∼100
(靜態定
格電流%)
2243 SV043 OBS1 觀測濾波器 1
設定觀測濾波器的頻寬(觀測極)。
通常設定為100(rad)。
為使觀測濾波器機能動作,sv037:JL和sv044:OBS2合併設定。
未使用時設定為0。
0∼1000
(rad)
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-36
# 項 目 內 容 設定範圍
(單位)
2244 SV044 OBS2 觀測濾波器 2
設定觀測濾波器執行增益。
通常設定為100。
為使觀測濾波器機能動作,sv037:JL和sv043:OBS1合併設定。
未使用時設定為0。
0∼500
(%)
2245 SV045 TRUB 在衝突檢測機能使用時,設定摩擦轉矩對應的靜態定格電流比例。
使用下位8位元。
衝突檢出機能不使用時設定為0。
電流偏移 :使用上位8位元。(Ib1)
sv030,sv040的上位8位元一起組合使用。
衝突檢
測、摩擦
0∼100
(靜態定
格電流%)
※設定範
圍:
-32768∼
32767
2246 SV046 FHz2 當機械產生振動時,設定需被抑制的振動頻率。
但設定36 Hz以上的值有效。
此參數不用時設為0 。
特別是在100Hz以下的低頻設定時,請和sv033:SSF2/nfd2合併設定。
0∼9000
(Hz)
2247 SV047 EC1 誘起電壓補正
設定誘起電壓補正的執行增益。
通常設定為100。
-32768∼
32767
(%)
2248 SV048 EMGrt 落下防止機能使用時,設定煞車動作的延遲時間。
設定比實際煞車動作時間還大的值。
落下防止機能不使用時設定為0。
此機能使用時,sv055:EMGx,sv056:EMGt都必須設定。
0∼20000
(ms)
2249 SV049 PGN1sp 設定特殊動作(同期攻牙、主軸C軸補間等)時的位置回路增益。
設定通常主軸位置回路增益。
1∼200
(rad/s)
2250 SV050 PGN2sp 設定特殊動作(同期攻牙、主軸C軸補間等)時SHG控制執行時,和
sv058:SHGCsp一起設定。
未使用時設定為0。
0∼999
(rad/s)
2251 SV051 DFBT 設定雙回饋控制時間常數。
0∼9999
(ms)
2252 SV052 DFBN 設定雙回饋控制的控制不感帶。
0∼9999
(µm)
(V1/V2)
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)

7-37
# 項 目 內 容 設定範圍
(單位)
2253 SV053 OD3 特殊動作(絕對位置初期設定、推碰動作等)時,設定伺服ON時的誤
差寬度。
設定0時,特殊動作‧伺服ON時的誤差寬度檢測不執行。
0∼32767
(mm)
2254 SV054 ORE 設定全閉回路的過走檢測寬度。
同期控制的從動軸設定時,設定主動軸/從動軸的過走檢測寬度。
設定-1時,過走檢測不執行。設定0時,以2(mm)的寬度執行過走檢測。
-1∼32767
(mm)
2255 SV055 EMGx 使用落下防止機能時,設定緊急停止的最大延遲時間。
通常設定和sv056:EMGt同一值。
落下防止機能不使用時設定為0。
0∼20000
(ms)
2256 SV056 EMGt 使用落下防止機能時,設定從最大快速移動的減速時間常數。
通常設定和CNC的G0加減速時間常數同一值。
並列驅動系統時,時間常數加上”-”號設定。
落下防止機能不使用時設定為0。
-20000∼
20000
(ms)
2257 SV057 SHGC 執行SHG時,和sv004:PGN2一起設定。
未使用時設定為0。
0∼1200
(rad/s)
2258 SV058 SHGCsp 特殊動作(同期攻牙、主軸C軸補間等)時SHG控制執行時,
和sv050:PGN2sp一起設定。
未使用時設定為0。
0∼1200
(rad/s)
2259 SV059 TCNV 衝突檢出機能使用時,設定推定轉矩增益。
sv035:SSF4/clt設定為1,在伺服診斷畫面MPOF上,
可顯示設定值的推測表示。
衝突檢出機能不執行時設定為0。
-32768∼
32767
2260 SV060 TLMT 衝突檢出機能使用時,設定方式1‧G0模式時的衝突檢測準位對應的靜
態定格電流比例。
衝突檢出機能不執行時設定為0。
0∼999
(靜態定
格電流%)
2261 SV061 DA1NO 設定D/A輸出通道1的輸出資料號碼。
設定-1時,該軸的D/A輸出不執行。
-32768∼
32767
2262 SV062 DA2NO 設定D/A輸出通道2的輸出資料號碼。
設定-1時,該軸的D/A輸出不執行。
-32768∼
32767
2263 SV063 DA1MPY 設定D/A輸出通道1的輸出倍率。
輸出倍率為(設定值)/256。
設定0時,被視為設定值為256。(輸出倍率1倍)
-32768∼
32767

7-38
(V1/V2)
# 項 目 內 容 設定範圍
(單位)
2264 SV064 DA2MPY 設定D/A輸出通道2的輸出倍率。
輸出倍率為(設定值)/ 256。
設定0時,被視為設定值為256。(輸出倍率1倍)
-32768∼
32767
2265 SV065 TLC 設定機械端補正的彈簧常數。
半閉回路系統時,機械端補正量依據以下的式子計算。
未使用時設定為0。
-32768∼
32767
7. 伺服參數 7.2 伺服參數 (V1/V2高增益模式)
補正量(μm)=
指令速度F(mm/min)2 × sv065
半徑 R(mm) × 109

7-39
標準參數設定 (V1/V2用)
(1) 標準模式
HA系列: 2000 rpm馬達
參 數 HA40N HA80N HA100N HA200N HA300N HA700N HA900N 驅動器 05 10 20 35 45 70 90
SV001 PC1 - - - - - - - SV002 PC2 - - - - - - - SV003 PGN1 33 33 33 33 33 25 25 SV004 PGN2 0 0 0 0 0 0 0 SV005 VGN1 150 150 150 150 150 250 250 SV006 VGN2 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 2048 2048 2048 2048 2048 2048 2048 SV010 IDA 2048 2048 2048 2048 2048 2048 2048 SV011 IQG 512 512 256 256 256 200 200 SV012 IDG 512 512 512 512 512 256 256 SV013 ILMT1 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - SV019 RNG1 - - - - - - - SV020 RNG2 - - - - - - - SV021 OLT 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 SV025 MTYP xx00 xx01 xx02 xx03 xx04 xx05 xx06 SV026 OD2 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 SV028 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0000 0000 0000 0000 0000 0000 0000 SV035 SSF4 0000 0000 0000 0000 0000 0000 0000 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 SV038 FHz 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-40
參 數 HA40N HA80N HA100N HA200N HA300N HA700N HA900N
SV040 LMCT 0 0 0 0 0 0 0 SV041 LMC2 0 0 0 0 0 0 0 SV042 OVS2 0 0 0 0 0 0 0 SV043 OBS1 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0 SV045 TRUB 0 0 0 0 0 0 0 SV046 0 0 0 0 0 0 0 SV047 EC1 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0 SV049 PGN1SP 15 15 15 15 15 15 15 SV050 PGN2SP 0 0 0 0 0 0 0 SV051 DFBT 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0 SV053 OD3 0 0 0 0 0 0 0 SV054 ORE 0 0 0 0 0 0 0 SV055 EMGx 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0 SV057 SHGC 0 0 0 0 0 0 0 SV058 SHGCSP 0 0 0 0 0 0 0 SV059 TCNV 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0 SV061 DA1N0 0 0 0 0 0 0 0 SV062 DA2N0 0 0 0 0 0 0 0 SV063 DA1MPY 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-41
HA系列: 3000 rpm馬達(標準模式)
參 數 HA053 HA13 HA23N HA33N HA43N HA83N HA93N HA103N HA203N HA303N HA703N
驅動器 01 01 03 03 05 10 20 20 35 45 70 SV001 PC1 - - - - - - - - - - - SV002 PC2 - - - - - - - - - - - SV003 PGN1 33 33 33 33 33 33 33 33 33 33 25 SV004 PGN2 0 0 0 0 0 0 0 0 0 0 0 SV005 VGN1 70 70 100 100 150 150 150 150 150 150 250 SV006 VGN2 0 0 0 0 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 2048 2048 2048 2048 2048 2048 2048 2048 2048 2048 2048 SV010 IDA 2048 2048 2048 2048 2048 2048 2048 2048 2048 2048 2048 SV011 IQG 256 256 224 224 256 256 256 256 256 256 200 SV012 IDG 256 256 224 224 512 512 512 512 512 512 256 SV013 ILMT1 500 500 500 500 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - - - - - SV019 RNG1 10 10 - - - - - - - - - SV020 RNG2 10 10 - - - - - - - - - SV021 OLT 60 60 60 60 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 50 50 50 50 SV025 MTYP 338C 338D xx8E xx8F xx80 xx81 xx8A xx82 xx83 xx84 xx85 SV026 OD2 6 6 6 6 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 SV028 0 0 0 0 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV035 SSF4 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 0 0 0 0 SV038 FHz 0 0 0 0 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-42
參 數 HA053 HA13 HA23N HA33N HA43N HA83N HA93N HA103N HA203N HA303N HA703N
SV040 LMCT 0 0 0 0 0 0 0 0 0 0 0 SV041 LMC2 0 0 0 0 0 0 0 0 0 0 0 SV042 OVS2 0 0 0 0 0 0 0 0 0 0 0 SV043 OBS1 0 0 0 0 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0 0 0 0 0 SV045 TRUB 0 0 0 0 0 0 0 0 0 0 0 SV046 0 0 0 0 0 0 0 0 0 0 0 SV047 EC1 100 100 100 100 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0 0 0 0 0 SV049 PGN1SP 15 15 15 15 15 15 15 15 15 15 15 SV050 PGN2SP 0 0 0 0 0 0 0 0 0 0 0 SV051 DFBT 0 0 0 0 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0 0 0 0 0 SV053 OD3 0 0 0 0 0 0 0 0 0 0 0 SV054 ORE 0 0 0 0 0 0 0 0 0 0 0 SV055 EMGx 0 0 0 0 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0 0 0 0 0 SV057 SHGC 0 0 0 0 0 0 0 0 0 0 0 SV058 SHGCSP 0 0 0 0 0 0 0 0 0 0 0 SV059 TCNV 0 0 0 0 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0 0 0 0 0 SV061 DA1N0 0 0 0 0 0 0 0 0 0 0 0 SV062 DA2N0 0 0 0 0 0 0 0 0 0 0 0 SV063 DA1MPY 0 0 0 0 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-43
HC系列: 2000 rpm馬達(標準模式)
參 數 HC52 HC102 HC152 HC202 HC352 HC452 HC702 HC902
驅動器 05 10 20 20 35 45 70 90
SV001 PC1 - - - - - - - - SV002 PC2 - - - - - - - - SV003 PGN1 33 33 33 33 33 33 33 33 SV004 PGN2 0 0 0 0 0 0 0 0 SV005 VGN1 100 100 100 100 100 100 150 150 SV006 VGN2 0 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 2048 2048 2048 2048 2048 2048 2048 2048 SV010 IDA 2048 2048 2048 2048 2048 2048 2048 2048 SV011 IQG 512 512 512 256 256 256 200 200 SV012 IDG 512 512 512 512 512 512 256 256 SV013 ILMT1 500 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - - SV019 RNG1 - - - - - - - - SV020 RNG2 - - - - - - - - SV021 OLT 60 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 50 SV025 MTYP xxB0 xxB1 xxB2 xxB3 xxB4 xxB5 xxB6 xxB7 SV026 OD2 6 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 4000 SV028 0 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0003 0003 0003 0003 0003 0003 0003 0003 SV035 SSF4 0000 0000 0040 0040 0040 0040 0040 0040 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 0 SV038 FHz 0 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-44
參 數 HC52 HC102 HC152 HC202 HC352 HC452 HC702 HC902
SV040 LMCT 0 0 0 10240 10240 10240 10240 10240
SV041 LMC2 0 0 0 0 0 0 0 0
SV042 OVS2 0 0 0 0 0 0 0 0
SV043 OBS1 0 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0 0
SV045 TRUB 0 0 0 0 0 0 0 0
SV046 0 0 0 0 0 0 0 0
SV047 EC1 100 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0 0
SV049 PGN1SP 15 15 15 15 15 15 15 15
SV050 PGN2SP 0 0 0 0 0 0 0 0
SV051 DFBT 0 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0 0
SV053 OD3 0 0 0 0 0 0 0 0
SV054 ORE 0 0 0 0 0 0 0 0
SV055 EMGx 0 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0 0
SV057 SHGC 0 0 0 0 0 0 0 0
SV058 SHGCSP 0 0 0 0 0 0 0 0
SV059 TCNV 0 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0 0
SV061 DA1NO 0 0 0 0 0 0 0 0
SV062 DA2NO 0 0 0 0 0 0 0 0
SV063 DA1MPY 0 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-45
HC系列: 3000 rpm馬達(標準模式)
參 數 HC53 HC103 HC153 HC203 HC353 HC453 HC703
驅動器 05 10 20 35 45 70 90
SV001 PC1 - - - - - - - SV002 PC2 - - - - - - - SV003 PGN1 33 33 33 33 33 33 33 SV004 PGN2 0 0 0 0 0 0 0 SV005 VGN1 100 100 100 100 100 100 100 SV006 VGN2 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 2048 2048 2048 2048 2048 2048 2048 SV010 IDA 2048 2048 2048 2048 2048 2048 2048 SV011 IQG 256 256 256 256 256 256 256 SV012 IDG 512 512 512 512 512 512 512 SV013 ILMT1 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - SV019 RNG1 - - - - - - - SV020 RNG2 - - - - - - - SV021 OLT 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 SV025 MTYP xxC0 xxC1 xxC2 xxC3 xxC4 xxC5 xxC6 SV026 OD2 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 SV028 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0003 0003 0003 0003 0003 0003 0003 SV035 SSF4 0000 0000 0040 0040 0040 0040 0040 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 SV038 FHz 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-46
參 數 HC53 HC103 HC153 HC203 HC353 HC453 HC703 SV040 LMCT 0 0 0 10240 10240 10240 10240
SV041 LMC2 0 0 0 0 0 0 0
SV042 OVS2 0 0 0 0 0 0 0
SV043 OBS1 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0
SV045 TRUB 0 0 0 0 0 0 0
SV046 0 0 0 0 0 0 0
SV047 EC1 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0
SV049 PGN1SP 15 15 15 15 15 15 15
SV050 PGN2SP 0 0 0 0 0 0 0
SV051 DFBT 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0
SV053 OD3 0 0 0 0 0 0 0
SV054 ORE 0 0 0 0 0 0 0
SV055 EMGx 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0
SV057 SHGC 0 0 0 0 0 0 0
SV058 SHGCSP 0 0 0 0 0 0 0
SV059 TCNV 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0
SV061 DA1NO 0 0 0 0 0 0 0
SV062 DA2NO 0 0 0 0 0 0 0
SV063 DA1MPY 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 標準模式參數表)

7-47
(2) 高增益模式
HA系列: 2000 rpm馬達
參 數 HA40N HA80N HA100N HA200N HA300N HA700N HA900N 驅動器 05 10 20 35 45 70 90
SV001 PC1 - - - - - - - SV002 PC2 - - - - - - - SV003 PGN1 33 33 33 33 33 25 25
SV004 PGN2 0 0 0 0 0 0 0
SV005 VGN1 150 150 150 150 150 250 250
SV006 VGN2 0 0 0 0 0 0 0
SV007 VIL 0 0 0 0 0 0 0
SV008 VIA 1364 1364 1364 1364 1364 1364 1364
SV009 IQA 4096 4096 4096 4096 4096 4096 4096
SV010 IDA 4096 4096 4096 4096 4096 4096 4096 SV011 IQG 768 768 768 768 768 768 768 SV012 IDG 768 768 768 768 768 768 768 SV013 ILMT1 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - SV019 RNG1 - - - - - - - SV020 RNG2 - - - - - - - SV021 OLT 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 SV025 MTYP xx00 xx01 xx02 xx03 xx04 xx05 xx06 SV026 OD2 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 SV028 MSFT 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0000 0000 0000 0000 0000 0000 0000 SV035 SSF4 0000 0000 0000 0000 0000 0000 0000 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 SV038 FHz1 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-48
參 數 HA40N HA80N HA100N HA200N HA300N HA700N HA900N
SV040 LMCT 0 0 0 0 0 0 0 SV041 LMC2 0 0 0 0 0 0 0 SV042 OVS2 0 0 0 0 0 0 0 SV043 OBS1 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0 SV045 TRUB 0 0 0 0 0 0 0 SV046 FHz2 0 0 0 0 0 0 0 SV047 EC1 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0 SV049 PGN1SP 15 15 15 15 15 15 15 SV050 PGN2SP 0 0 0 0 0 0 0 SV051 DFBT 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0 SV053 OD3 0 0 0 0 0 0 0 SV054 ORE 0 0 0 0 0 0 0 SV055 EMGx 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0 SV057 SHGC 0 0 0 0 0 0 0 SV058 SHGCSP 0 0 0 0 0 0 0 SV059 TCNV 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0 SV061 DA1N0 0 0 0 0 0 0 0 SV062 DA2N0 0 0 0 0 0 0 0 SV063 DA1MPY 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0 SV065 TLC 0 0 0 0 0 0 0
OS1 2400 2400 2400 2400 2400 2400 2400 OS2 2400 2400 2400 3000 3000 2400 2400
OS1表示馬達過速度檢測的回轉速度(r/min)。
OS2為選擇sv034:SSF3/os2時,表示馬達過速度檢測的回轉速度(r/min)。
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-49
HA系列: 3000 rpm馬達(高增益模式)
參 數 HA053 HA13 HA23N HA33N HA43N HA83N HA93N HA103N HA203N HA303N HA703N 驅動器 01 01 03 03 05 10 20 20 35 45 70
SV001 PC1 - - - - - - - - - - - SV002 PC2 - - - - - - - - - - -
SV003 PGN1 33 33 33 33 33 33 33 33 33 33 25
SV004 PGN2 0 0 0 0 0 0 0 0 0 0 0
SV005 VGN1 70 70 100 100 150 150 150 150 150 150 250
SV006 VGN2 0 0 0 0 0 0 0 0 0 0 0
SV007 VIL 0 0 0 0 0 0 0 0 0 0 0
SV008 VIA 1364 1364 1364 1364 1364 1364 1364 1364 1364 1364 1364
SV009 IQA 4096 4096 4096 4096 4096 4096 4096 4096 4096 4096 4096
SV010 IDA 4096 4096 4096 4096 4096 4096 4096 4096 4096 4096 4096
SV011 IQG 768 768 768 768 768 768 768 768 768 768 768
SV012 IDG 768 768 768 768 768 768 768 768 768 768 768
SV013 ILMT1 500 500 500 500 500 500 500 500 500 500 500
SV014 ILMT2 500 500 500 500 500 500 500 500 500 500 500
SV015 FFC 0 0 0 0 0 0 0 0 0 0 0
SV016 LMC1 0 0 0 0 0 0 0 0 0 0 0
SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000
SV018 PIT - - - - - - - - - - -
SV019 RNG1 10 10 - - - - - - - - -
SV020 RNG2 10 10 - - - - - - - - -
SV021 OLT 60 60 60 60 60 60 60 60 60 60 60
SV022 OLL 150 150 150 150 150 150 150 150 150 150 150
SV023 OD1 6 6 6 6 6 6 6 6 6 6 6
SV024 INP 50 50 50 50 50 50 50 50 50 50 50
SV025 MTYP 338C 338D xx8E xx8F xx80 xx81 xx8A xx82 xx83 xx84 xx85
SV026 OD2 6 6 6 6 6 6 6 6 6 6 6
SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
SV028 MSFT 0 0 0 0 0 0 0 0 0 0 0
SV029 VCS 0 0 0 0 0 0 0 0 0 0 0
SV030 IVC 0 0 0 0 0 0 0 0 0 0 0
SV031 OVS1 0 0 0 0 0 0 0 0 0 0 0
SV032 TOF 0 0 0 0 0 0 0 0 0 0 0
SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000
SV034 SSF3 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000
SV035 SSF4 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000
SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000
SV037 JL 0 0 0 0 0 0 0 0 0 0 0
SV038 FHz1 0 0 0 0 0 0 0 0 0 0 0
SV039 LMCD 0 0 0 0 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-50
參 數 HA053 HA13 HA23N HA33N HA43N HA83N HA93N HA103N HA203N HA303N HA703N SV040 LMCT 0 0 0 0 0 0 0 0 0 0 0 SV041 LMC2 0 0 0 0 0 0 0 0 0 0 0 SV042 OVS2 0 0 0 0 0 0 0 0 0 0 0 SV043 OBS1 0 0 0 0 0 0 0 0 0 0 0 SV044 OBS2 0 0 0 0 0 0 0 0 0 0 0 SV045 TRUB 0 0 0 0 0 0 0 0 0 0 0 SV046 FHz2 0 0 0 0 0 0 0 0 0 0 0 SV047 EC1 100 100 100 100 100 100 100 100 100 100 100 SV048 EMGrt 0 0 0 0 0 0 0 0 0 0 0 SV049 PGN1SP 15 15 15 15 15 15 15 15 15 15 15 SV050 PGN2SP 0 0 0 0 0 0 0 0 0 0 0 SV051 DFBT 0 0 0 0 0 0 0 0 0 0 0 SV052 DFBN 0 0 0 0 0 0 0 0 0 0 0 SV053 OD3 0 0 0 0 0 0 0 0 0 0 0 SV054 ORE 0 0 0 0 0 0 0 0 0 0 0 SV055 EMGx 0 0 0 0 0 0 0 0 0 0 0 SV056 EMGt 0 0 0 0 0 0 0 0 0 0 0 SV057 SHGC 0 0 0 0 0 0 0 0 0 0 0 SV058 SHGCSP 0 0 0 0 0 0 0 0 0 0 0 SV059 TCNV 0 0 0 0 0 0 0 0 0 0 0 SV060 TLMT 0 0 0 0 0 0 0 0 0 0 0 SV061 DA1N0 0 0 0 0 0 0 0 0 0 0 0 SV062 DA2N0 0 0 0 0 0 0 0 0 0 0 0 SV063 DA1MPY 0 0 0 0 0 0 0 0 0 0 0 SV064 DA2MPY 0 0 0 0 0 0 0 0 0 0 0 SV065 TLC 0 0 0 0 0 0 0 0 0 0 0
OS1 3600 3600 3600 3600 3600 3600 3600 3600 3600 3600 3600 OS2 3600 3600 3600 3600 3600 3600 3600 3600 3600 3600 3600
OS1表示馬達過速度檢測的回轉速度(r/min)。
OS2為選擇sv034:SSF3/os2時,表示馬達過速度檢測的回轉速度(r/min)。
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-51
HC系列: 2000 rpm馬達(高增益模式)
參 數 HC52 HC102 HC152 HC202 HC352 HC452 HC702 HC902
驅動器 05 10 20 20 35 45 70 90
SV001 PC1 - - - - - - - - SV002 PC2 - - - - - - - - SV003 PGN1 47 47 47 47 47 47 47 47 SV004 PGN2 0 0 0 0 0 0 0 0 SV005 VGN1 200 200 200 200 200 200 200 200 SV006 VGN2 0 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 4096 4096 4096 4096 4096 4096 4096 4096 SV010 IDA 4096 4096 4096 4096 4096 4096 4096 4096 SV011 IQG 768 768 768 768 768 768 768 768 SV012 IDG 768 768 768 768 768 768 768 768 SV013 ILMT1 500 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - - SV019 RNG1 - - - - - - - - SV020 RNG2 - - - - - - - - SV021 OLT 60 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 50 SV025 MTYP xxB0 xxB1 xxB2 xxB3 xxB4 xxB5 xxB6 xxB7 SV026 OD2 6 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 4000 SV028 MSFT 0 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0003 0003 0003 0003 0003 0003 0003 0003 SV035 SSF4 0000 0000 0040 0040 0040 0040 0040 0000 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 0 SV038 FHz1 0 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-52
參 數 HC52 HC102 HC152 HC202 HC352 HC452 HC702 HC902 SV040 LMCT 0 0 0 10240 10240 10240 10240 10240
SV041 LMC2 0 0 0 0 0 0 0 0
SV042 OVS2 0 0 0 0 0 0 0 0
SV043 OBS1 0 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0 0
SV045 TRUB 0 0 0 0 0 0 0 0
SV046 FHz2 0 0 0 0 0 0 0 0
SV047 EC1 100 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0 0
SV049 PGN1SP 15 15 15 15 15 15 15 15
SV050 PGN2SP 0 0 0 0 0 0 0 0
SV051 DFBT 0 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0 0
SV053 OD3 0 0 0 0 0 0 0 0
SV054 ORE 0 0 0 0 0 0 0 0
SV055 EMGx 0 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0 0
SV057 SHGC 0 0 0 0 0 0 0 0
SV058 SHGCSP 0 0 0 0 0 0 0 0
SV059 TCNV 0 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0 0
SV061 DA1NO 0 0 0 0 0 0 0 0
SV062 DA2NO 0 0 0 0 0 0 0 0
SV063 DA1MPY 0 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0 0
SV065 TLC 0 0 0 0 0 0 0 0
OS1 3600 3600 3600 3000 3000 3000 3000 3000
OS2 3600 3600 3600 3000 3000 3000 3000 3000
OS1表示馬達過速度檢測的回轉速度(r/min)。
OS2為選擇sv034:SSF3/os2時,表示馬達過速度檢測的回轉速度(r/min)。
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-53
HC系列: 3000 rpm馬達(高增益模式)
參 數 HC53 HC103 HC153 HC203 HC353 HC453 HC703
驅動器 05 10 20 35 45 70 90
SV001 PC1 - - - - - - - SV002 PC2 - - - - - - - SV003 PGN1 47 47 47 47 47 47 47 SV004 PGN2 0 0 0 0 0 0 0 SV005 VGN1 200 200 200 200 200 200 200 SV006 VGN2 0 0 0 0 0 0 0 SV007 VIL 0 0 0 0 0 0 0 SV008 VIA 1364 1364 1364 1364 1364 1364 1364 SV009 IQA 4096 4096 4096 4096 4096 4096 4096 SV010 IDA 4096 4096 4096 4096 4096 4096 4096 SV011 IQG 768 768 768 768 768 768 768 SV012 IDG 768 768 768 768 768 768 768 SV013 ILMT1 500 500 500 500 500 500 500 SV014 ILMT2 500 500 500 500 500 500 500 SV015 FFC 0 0 0 0 0 0 0 SV016 LMC1 0 0 0 0 0 0 0 SV017 SPEC 0000 0000 0000 0000 0000 0000 0000 SV018 PIT - - - - - - - SV019 RNG1 - - - - - - - SV020 RNG2 - - - - - - - SV021 OLT 60 60 60 60 60 60 60 SV022 OLL 150 150 150 150 150 150 150 SV023 OD1 6 6 6 6 6 6 6 SV024 INP 50 50 50 50 50 50 50 SV025 MTYP xxC0 xxC1 xxC2 xxC3 xxC4 xxC5 xxC6 SV026 OD2 6 6 6 6 6 6 6 SV027 SSF1 4000 4000 4000 4000 4000 4000 4000 SV028 MSFT 0 0 0 0 0 0 0 SV029 VCS 0 0 0 0 0 0 0 SV030 IVC 0 0 0 0 0 0 0 SV031 OVS1 0 0 0 0 0 0 0 SV032 TOF 0 0 0 0 0 0 0 SV033 SSF2 0000 0000 0000 0000 0000 0000 0000 SV034 SSF3 0003 0003 0003 0003 0003 0003 0003 SV035 SSF4 0000 0000 0040 0040 0040 0040 0000 SV036 PTYP 0000 0000 0000 0000 0000 0000 0000 SV037 JL 0 0 0 0 0 0 0 SV038 FHz1 0 0 0 0 0 0 0 SV039 LMCD 0 0 0 0 0 0 0
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-54
參 數 HC53 HC103 HC153 HC203 HC353 HC453 HC703 SV040 LMCT 0 0 0 10240 10240 10240 10240
SV041 LMC2 0 0 0 0 0 0 0
SV042 OVS2 0 0 0 0 0 0 0
SV043 OBS1 0 0 0 0 0 0 0
SV044 OBS2 0 0 0 0 0 0 0
SV045 TRUB 0 0 0 0 0 0 0
SV046 FHz2 0 0 0 0 0 0 0
SV047 EC1 100 100 100 100 100 100 100
SV048 EMGrt 0 0 0 0 0 0 0
SV049 PGN1SP 15 15 15 15 15 15 15
SV050 PGN2SP 0 0 0 0 0 0 0
SV051 DFBT 0 0 0 0 0 0 0
SV052 DFBN 0 0 0 0 0 0 0
SV053 OD3 0 0 0 0 0 0 0
SV054 ORE 0 0 0 0 0 0 0
SV055 EMGx 0 0 0 0 0 0 0
SV056 EMGt 0 0 0 0 0 0 0
SV057 SHGC 0 0 0 0 0 0 0
SV058 SHGCSP 0 0 0 0 0 0 0
SV059 TCNV 0 0 0 0 0 0 0
SV060 TLMT 0 0 0 0 0 0 0
SV061 DA1NO 0 0 0 0 0 0 0
SV062 DA2NO 0 0 0 0 0 0 0
SV063 DA1MPY 0 0 0 0 0 0 0
SV064 DA2MPY 0 0 0 0 0 0 0
SV065 TLC 0 0 0 0 0 0 0
OS1 3600 3600 3600 3600 3600 3600 3600
OS2 4200 4200 4200 4200 4200 4200 4200
OS1表示馬達過速度檢測的回轉速度(r/min)。
OS2為選擇sv034:SSF3/os2時,表示馬達過速度檢測的回轉速度(r/min)。
7. 伺服參數 7.2 伺服參數 (V1/V2 高增益模式參數表)

7-55
(3) SV025(MTYP):mtyp依據下表設定。
F E D C B A 9 8 7 6 5 4 3 2 1 0
pen ent mtyp 馬達 系列
2000r/min 標準
2000r/min 低慣性
3000r/min 低慣性
號碼 0x 1x 2x 3x 4x 5x 6x 7x x0 HA40N HA50L HA53L x1 HA80N HA100L HA103L x2 HA100N HA200L HA203L x3 HA200N HA300L HA303L x4 HA300N HA500L HA503L x5 HA700N x6 HA900N x7 HA-A11KL x8 HA-A15KL x9 xA HA150L HA153L xB xC xD xE xF
馬達 系列
3000r/min 標準
HC
2000r/min 中慣性
HC 3000r/min 中慣性
HC
3000r/min 超低慣性
號碼 8x 9x Ax Bx Cx Dx Ex Fx x0 HA43N HC52 HC53 x1 HA83N HC102 HC103 HC103R x2 HA103N HC152 HC153 HC153R x3 HA203N HC202 HC203 HC203R x4 HA303N HC352 HC353 HC353R x5 HA703N HC452 HC453 HC503R x6 HC702 HC703 x7 HC902 x8 x9 xA HA93N xB xC HA053 xD HA13 xE HA23N xF HA33N
7. 伺服參數 7.2 伺服參數 (V1/V2 馬達型式參數表)

7-56
(4) 檢測器型式一覽表
SV025(MTYP):pen/ent依據下表設定。
F E D C B A 9 8 7 6 5 4 3 2 1 0
pen ent mtyp
號碼 檢出方式 檢測器型名 區分 備考 0 高速系列 OSE104 1 高速系列 OSA104 2 高速系列 OSE105 OSA105 HA-FH 3 ABZ+UVW(OHM無) HA053 HA13
馬達端 檢測器
ABZ OHE25K-ET 4
高速系列 OSE104-ET ABZ+低速系列 OHA25K-ET
5 高速系列 OSA104-ET
6 高速系列 OSE105-ET OSA105-ET 7
滾珠螺桿端 檢測器
8 ABZ SCALE 9 ABZ+低速系列 ABS SCALE※註1 A 高速系列 ABS SCALE※註2 B
機械端 檢測器
速度檢測器 型式(ent) 不可設定
C 高速系列 OSE104 OSE105 OSA104 OSA105 OSE104-ET OSE105-ET OSA104-ET OSA105-ET
D 高速系列 ABS SCALE※註3
E F
同期控制
! 注意 在MDS-C1系列,馬達檢測器只有串聯編碼器有對應。OHE/OHA型式的檢測器不可使用於馬達的
檢測器。
註1:ABS SCALE對應以下的絕對位置檢測光學尺。 株式會社 三豐 殿 AT41 雙葉電子工業株式會社 殿 FME型、FLE型
註2:ABS SCALE對應以下的絕對位置檢測光學尺。 株式會社 三豐 殿 AT342
註3:無法使用閉回路系統。
7. 伺服參數 7.2 伺服參數 (V1/V2 檢測器型式一覽表)

7-57
(5) 檢測系統
SV025(MTYP):檢測系統,遵循下表設定。
半閉回路系統
OHE25K OHA25K OSE104 OSA104 OSE105 OSA105 HA-FH HA053/13 HA-FE
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
馬達端 檢測器
00xx INC 11xx ABS可00xx INC 11xx ABS可22xx INC 22xx ABS可22xx ABS可 33xx INC
閉回路系統
OHE25K-ET OHA25K-ET OSE104-ET OSA104-ET OSE105-ET OSA105-ET SCALE ABS SCALE (低速系列)
ABS SCALE (高速系列)
機械端檢測器
馬達端 檢測器
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
MT YP
檢測 系統
OSE104 40xx INC 50xx ABS可 40xx INC 50xx ABS可 60xx INC 60xx
ABS可 80xx INC 90xx
ABS可 A0xx
ABS可
OSA104 41xx INC 51xx ABS可 41xx INC 51xx ABS可 61xx INC 61xx
ABS可 81xx
MP ABS可91xx
ABS可
A1xx ABS可
OSE105 42xx INC 52xx ABS可 42xx INC 52xx ABS可 62xx INC 62xx
ABS可 82xx INC 92xx
ABS可
A2xx ABS可
OSA105 42xx INC 52xx ABS可 42xx INC 52xx ABS可 62xx INC 62xx
ABS可 82xx
MP ABS可92xx
ABS可 A2xx
ABS可
HA053/13 43xx INC 53xx ABS可 43xx INC 53xx ABS可 63xx INC 63xx
ABS可 83xx INC 93xx
ABS可 A3xx
ABS可
HA-FE 43xx INC 53xx ABS可 43xx INC 53xx ABS可 63xx INC 63xx
ABS可 83xx INC 93xx
ABS可 A3xx
ABS可
同期控制半閉回路系統(只設定從動軸)
速度指令同期控制 電流指令同期控制
OSE104 OSA104 OSE105 OSA105 OSE104 OSA104 OSE105 OSA105
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
MTYP
檢測 系統
馬達端 檢測器
C0xx INC C1xx ABS可 C2xx INC C2xx ABS可 CCxx INC CCxx ABS可 CCxx INC CCxx ABS可
同期控制閉回路系統(只設定從動軸)
速度指令同期控制
OSE104-ET OSA104-ET OSE105-ET OSA105-ET ABS SCALE (高速系列)
機械端檢測器
馬達端 檢測器 MTYP 檢測系統 MTYP 檢測系統 MTYP 檢測系統 MTYP 檢測系統 MTYP 檢測系統
OSE104 D0xx INC D0xx ABS可 D0xx INC D0xx ABS可 D0xx ABS可
OSA104 D1xx INC D1xx ABS可 D1xx INC D1xx ABS可 D1xx ABS可
OSE105 D2xx INC D2xx ABS可 D2xx INC D2xx ABS可 D2xx ABS可
OSA105 D2xx INC D2xx ABS可 D2xx INC D2xx ABS可 D2xx ABS可
7. 伺服參數 7.2 伺服參數 (V1/V2 檢測系統)

7-58
(6) 電源供應器型式
SV036(PTYP):ptyp請依據下表設定。
號碼 0xkW 0x
1xkW 1x
2xkW 2x
3xkW 3x
4xkW 4x
5xkW 5x
6x 7x 0xkW 8x
0 PS未連接 CV-300 1 CV-110 CR-10 2 CV-220 CR-15 3 CR-22 4 CV-37 CR-37 5 CV-150 CV-450 CV-550 6 CV-55 CV-260 CR-55 7 CV-370 8 CV-75 CR-75 9 CV-185 CR-90 A B C D E F
(7) 回生電阻型式一覽表
SV036(PTYP):ptyp連接,依據下表設定。
號碼 回生電阻型名 電阻值(Ω) 瓦特數(W) 0 1 GZG200W260HMJ 26 80 2 GZG300W130HMJ×2 26 150 3 MR-RB30 13 300 4 MR-RB50 13 500 5 GZG200W200HMJ×3 6.7 350 6 GZG300W200HMJ×3 6.7 500 7 R-UNIT-1 30 700 8 R-UNIT-2 15 700 9 R-UNIT-3 15 2100 A B C D E F
7. 伺服參數 7.2 伺服參數 (V1/V2電源供應器/回生電阻型式)

7-59
(8) 各伺服系統的參數
相對位置檢測 絕對位置檢測
全閉回路 全閉回路 參數 半閉回路
滾珠導螺杆端檢測
刻度檢測 半閉回路
滾珠導螺杆端檢測
刻度檢測
SV017
SPEC
(16進制)
‧位5
-HA053/13
檢測器連接位置
‧位1(DUAL FB)
‧位4(極性)
‧位5-HA053/13
檢測器連接位置
‧位1(DUALFB)
‧位4(極性)
‧位5-HA053/13
檢測器連接位置
‧位8-Z相類型
‧位7 = 1 ‧位1(DUAL FB)
‧位4(極性)
‧位5-HA053/13
檢測器連接位置
‧位7 = 1
‧位1(DUAL FB)
‧位4(極性)
‧位5-HA053/13
‧位7 = 1
‧位8-Z相類型
SV019
RNG1
10(HA053/13)
OR
100(其他)
OR
1000
100
OR
1000
滾珠導螺杆螺距
刻度分辨率
100
OR
1000
100
OR
1000
滾珠導螺杆螺距
刻度分辨率
SV020
RNG2
與SV019設定
值相同
10(HA053/13)
OR
100(其他)
10(HA053/13)
OR
100(其他)
與SV019設定
值相同
10 (HA053/13)
OR
100(其他)
10 (HA053/13)
OR
100(其他)
SV025
MTYP
33XX(HA053/13) OR 00XX(其他)
43XX(HA053/13) OR 40XX(其他)
83XX(HA053/13) OR 80XX(其他)
11XX
53XX(HA053/13) OR 50XX(其他)
93XX(HA053/13) OR 90XX(其他)
NC側參數選擇 1μm和0.1μm。
然而,如果使用HA053/13,就不能選0.1μm。
7. 伺服參數 7.2 伺服參數 (V1/V2 各伺服系統參數)

7-60
7.3 MDS-C1-V1伺服驅動器簡介
一、系統對應(標準驅動器模式和高增益驅動器模式)
(1) 概要
• C1系列標準驅動器(MDS-B-V1/V2)相當的模式和高增益驅動器(MDS-B-V14/V24)相當的模式兩種
模式,可有兩種的控制模式。因此從標準模式(MDS-B-V1/V2)的替換,或從高增益驅動器
(MDS-B-V14/V24)的替換,都可以使用同一個參數來替換。
• 從標準驅動器的替換或高增益的替換的認知,以機械被設定的伺服參數的狀態自動認識。
! 注意 從標準驅動器(MDS-B-V1/V2)的替換後,往高增益驅動器(MDS-B-V14/V24) 的控制模式欲做切換
時,再次以高增益驅動器的參數做變更或伺服參數有必要再做調整。
(2) 對應軟體版本
此2系統對應軟體以A1版(BND-582W000-A1)對應。
※ 於A0版,標準驅動器模式尚無對應,只有高增益模式對應。
(3) 控制模式的切換判別
伺服驅動器要以標準驅動器對應模式起動,或以高增益驅動器對應模式起動的判別依據機械上被設
定的伺服參數SV009∼SV012、或SV033的設定值來做識別。 控制模式 高增益模式 標準模式 標準模式 高增益模式 高增益模式 SV009∼SV012
SV009=4096以上 並且、 SV010=4096以上 並且、 SV011=768以上 並且、 SV012=768以上
SV009=4096以上 SV010=4096以上 SV011=768以上 SV012=768以上 的設定條件有一個不滿足。
SV009=* SV010=* SV011=* SV012=*
SV009=* SV010=* SV011=* SV012=*
SV009=* SV010=* SV011=* SV012=*
SV033(SSF2)/bit8 0 0 1 0 1
伺服參數
SV033(SSF2)/bit9 0 0 0 1 1
(4) 高增益驅動器模式和標準驅動器模式時的伺服診斷畫面型名表示
系統是以高增益驅動器模式或標準驅動器模式動作,可於伺服診斷畫面的型名表示確認。 單元型名 標準驅動器模式時 高增益驅動器模式時
MDS-C1-V1- C1V1s C1V1- MDS-C1-V2- C1V2s C1V2- MDS-C1-V1-45S C1V1s4S C1V1-4S MDS-C1-V2-7070S C1V2s7S7S C1V2-7S7S MDS-C1-V2-3510S C1V2s3510 C1V2-3510 MDS-C1-V2-3520S C1V2s3520 C1V2-3520
! 注意
標準驅動器模式和高增益驅動器模式的實際模式切換,以 200V電源投入時執行。因此上記參數變
更後發生異警“7F”的電源再投入的要求。或是機械設置後的最初電源投入時也可能會產生 “7F”
的異警。異警“7F”發生時請再執行電源投入。在上記的伺服參數不變更的情況下,電源投入 2
回以後,異警“7F”不會發生。
7. 伺服參數 7.3 MDS-C1-V1伺服驅動器簡介

7-61
二、型名構成
伺服驅動器容量區分記號
MDS-C1-V1 -
對應馬達 記號 容量
標準2000 r/min 標準3000 r/min 低慣性2000 r/min 低慣性3000 r/min
01 0.1 kW HA053 HA13
03 0.3 kW HA23N HA33N
05 0.5 kW HC52 (HA40N)
HC53 (HA43N)
HA50NL
10 1.0 kW HC102 (HA80N)
HC103 (HA83N)
HA100NL HA53NL
(HC103R)(HC153R)
20 2.0 kW HC152,HC202 (HA100N)
HC153
HA150NL HA200NL
HA103NL HA153NL(HC203R)
35 3.5 kW HC352 (HA200N)
HC203 (HA103N)
HA300NL HA203NL (HC353R)
45 4.5 kW HC452 (HA300N)
HC353 (HA203N)
HA500NL HA303NL (HC503R)
45S 4.5 kW (有規格限制)
HC452 ※規格限制 馬達靜態定格的78%
HC353 ※規格限制 馬達靜態定格的94%
70 7.0 kW HC702 (HA700N)
HC453 (HA303N)
HA503NL
70S 7.0 kW (有規格限制)
HC702 ※規格限制 馬達靜態定格的90%
HC453 ※規格限制 馬達靜態定格的82%
90 9.0 kW HC902 (HA900N)
HC703 (HA703N)
110 11.0 kW HA-LH11K2
150 15.0 kW HA-LH15K2
V1-110/150伺服驅動器單元因為無內藏動態煞車,請安裝外加的動態煞車單元。
7. 伺服參數 7.3 MDS-C1-V1伺服驅動器簡介

7-62
三、補間軸的設定
高增益驅動器(MDS-C1-Vx系列高增益模式)和很多機種混合執行補間動作(同期攻牙等)時,需變更
高增益驅動器和執行補間軸的參數。
特別是主軸驅動器(MDS-B-SP/SPH/SPM/SPJ2)執行同期攻牙時,請務必以下記的設定執行(否則
同期攻牙的誤差很大)。
(1) 高增益驅動器(MDS-C1-Vx系列高增益模式)和補間可能的機種
B-V1/V2 B-V14/24 C1-V1/V2 B-SVJ2 B-SP/SPH/ B-SPM
B-SPJ2* B-SP4/SP4M C1-SP4/SP4M
:以一般設定無問題。 :依據下記的參數設定可對應。 :不可對應(無法取得同期精度,單獨驅動OK)。 【注意】B-SPJ2只有在NC通信週期3.5ms時能對應。
(2) MDS-B-V1/V2
名稱 略稱 參數名稱 內 容
MDS-B-V14/V2和同期模式的啟動,以下列的參數設定。 F E D C B A 9 8 7 6 5 4 3 2 1 0 spwv
bit 名稱 設定0的意義 設定1的意義 3 spwv MDS-B-V14/V24的同期模式無效 MDS-B-V14/V24的同期模式有效
SV017 SPEC 伺服規格
對應S/W版本為AD版以後。
(3) MDS-B-SP/SPH/SPM/SPJ2
名稱 略稱 參數名稱 內 容
伺服規格 F E D C B A 9 8 7 6 5 4 3 2 1 0 phos
bit 名稱 設定0的意義 設定1的意義 8 phos MDS-B-V14/V24的同期模式無效 MDS-B-V14/V24的同期模式有效
SP193 SPECT 同期攻牙時主軸規格
對應版本: MDS-B-SP → AE版 MDS-B-SPH → B4版以後 MDS-B-SPM → A0版以後 MDS-B-SPJ2 → A8版以後
! 注意 MDS-B-V14/V24 的同期模式和MDS-C1-Vx 相同。 如有C1和B系列的伺服驅動器混用時,請注意上述標準模式或高增益的模式,如果主軸和伺服處於不同的模式下,加工時將會產生極大的誤差。
7. 伺服參數 7.3 MDS-C1-V1伺服驅動器簡介

7-63
7.4 附加說明
(1) 有關失位運動和超越校正的+(增大)和–(減小)方向,參見機械 #1018CCW基本規格參數。
參數CCW=0時,程式的增大/減小方向與上述校正方向相同。
參數CCW=1時,程式的增大/減小方向與上述校正方向相反。
〈失位運動補正例〉 (在X軸方向加失位運動校正時):
當用F500-F1000進行寸動操作,NC監視器顯示20%電流值。但是如果設計值不同,在點A的校正值必
須為40%,在點C必須為50%。
如果參數CCW是0, LMC1設為50, LMC2設為40。
如果參數CCW是1, LMC1設法40, LMC2設為50。
為了在點A設40%校正值及在點C設0%校正值 (CCW=0),
LMC1設為-1, LMC2設為40。
為了在點A設0% 校正值及在點C設40%校正值,LCM1設為
40, LMC2設為-1。
(2) PC1和PC2的限制
通常,PC1和PC2值是1~30。但是如果遵守下列限制,可以設為其他值。即令此值是1~30,也必須遵
守下列限制。
當PIT, RNG1, PC1和PC2減至最低限度 (PIT),(RNG1),(PC1)和 (PC2),
a. 對半閉系統
l (PC1) * (PIT) * (1/U) ≦32767 U︰補間單位(對於補間單位0.5μm,1/U=2)
l (PC2) * (RNG1) ≦ 32767
b. 對全閉系統
l (RNG1) ≦32767
l (PIT) * (1/U) ≦32767
l (PC1) ≦32767/30
l (PC2) ≦32767/PGN1
無論a和b狀況,將PIT, RNG1, PC1和PC2設為預折算值。
註︰補間單位 U
U是NC(數控裝置)的內部單位,列在右
邊指令單位(輸入單位)表內。
ォOウ讎 クノカ。ウ讎
10μm/ 5μm 1μm/ 0.5μm
0.1μm/0.05μm
5μm 0.5μm
0.05μm
7. 伺服參數 7.4 附加說明
+ Y
+ X
- Y
- X
D
C
B
A
c c w
c w

7-64
(3) MDS-A (B)系列D/A輸出機能
〈概要〉
MDS-A(B)-V系列標準系統有D/A輸出機能。所以不需要加上常規數字伺服系統模擬監視器所需
的微機操作板。
〈硬體規格〉
‧2通道
‧8位 ±5V
‧輸出腳 CH1︰CN9-9腳
CH2︰CN9-19腳
GND︰CN9-1腳
〈參數〉
用下列參數設定每一通道的資料號和輸出倍率。
(輸出資料號)
設定要輸出到SV061和SV062的資料號。如果輸出資料號前置-1,對應通道不輸出數/模資料。
CH1 CH2 編號
輸出資料 單位 輸出資料 單位
-1
0
1
2
3
4
5
6
7
8
9
10
11
12
13
125
126
127
不選擇D/A輸出
速度回授
電流指令
電流指令
電流回授
速度回授 低位
〃 高位
位置偏移量 低位
〃 高位
位置 FΔT 低位
〃 高位
位置指令 低位
〃 高位
回授位置 低位
〃 高位
測試輸出︰鋸齒波
測試輸出︰方波
測試輸出︰0V
rpm
靜額定電流(%)
〃
〃
rpm
rpm
補間單位
補間單位
補間單位/NC通信周期
補間單位/NC通信周期
補間單位
〃
〃
〃
±5 V
〃
〃
不選擇D/A輸出
電流指令
電流指令
電流指令
電流回授
速度回授 低位
速度回授 高位
位置偏移量 低位
〃 高位
位置 FΔT 低位
〃 高位
位置指令 低位
〃 高位
回授位置 低位
〃 高位
測試輸出︰鋸齒波
測試輸出︰方波
測試輸出︰0V
靜額定電流(%)
〃
〃
〃
rpm
rpm
補間單位
補間單位
補間單位/NC通信周期
補間單位/NC通信周期
補間單位
〃
〃
〃
±5 V
〃
〃
ヲWコル 、コ ョe SV061 D/A通道 1資料號
SV062 D/A通道 2資料號
SV063 D/A通道 1輸出倍率
SV064 D/A通道 2輸出倍率
7. 伺服參數 7.4 附加說明

7-65
〈設定一輸出倍率〉
對SV063和SV064設定輸出倍率
由於數/模變換器輸入除符號位外包含7位,設定倍率參數A以使(輸入資料)×A/256W127更小。如
設一負值,輸出極性反轉。
(例1)速度回授 (MDS-A系列)
輸出單位是rpm,值2000即輸出2000rpm。
如果此參數設為256(倍率等於1),D/A輸出電壓表示成︰
2000×1×(5V/128) = 78.13V > 5V
所以超出了D/A輸出電壓 (5V)。為避免此種結果,此參數設為16(倍率︰1/16),於是D/A輸出電
壓變成︰
2000×5/ (128×16) = 4.88V < 5V
(例2)速度回授(MDS-B系列)
輸出單位是rpm,值2000即輸出2000rpm。
如果此參數設為256(倍率等於1),D/A輸出電壓表示成︰
2000×1×(2.5V/128) = 39.06V > 2.5V
所以超出了D/A輸出電壓 (5V)。為避免此種結果,此參數設為16(倍率︰1/16),於是D/A輸出電
壓變成︰
2000×2.5/ (128×16) = 2.44V < 2.5V
〈其他〉
甚至雙軸伺服驅動器也有兩個D/A輸出通道。所以把雙軸伺服驅動器的非測試軸的輸出號設為-1。
對雙軸均設定有每個通道的D/A輸出指令時,L軸資料是輸出。
如設-1為雙軸輸出號,輸出為0V。
A
256
D/A
±5 V
128分割
模擬輸出 DATA ×
A︰倍率參數
7. 伺服參數 7.4 附加說明
資料
M S 。ミ A 系列
0 。マ 1 2 「キ
「エ V
0 V
? 「エ V 。ミ 1 2 8
資料
M S 。ミ B 系列
0 。マ 1 2 「キ
「エ V
2 . 5 V
0 V 。ミ 1 2 8

7-66
(4) 智能伺服系統的D/A輸出機能
〈概要〉
智能伺服馬達的放大器包含D/A輸出各種控制資料的機能。
〈輸出規格〉
‧通道數︰1
‧輸出頻率︰888 μsec(最小)
‧輸出精度︰8位
‧輸出電壓︰0V~2.5V~5V
‧輸出腳︰
‧倍率︰±1/126~±128倍
〈輸出機能〉
‧補正調節機能
‧輸出夾斷機能
‧低通濾波器機能
〈輸出資料號〉
規定欲輸往SV061的資料項目號。
編號 輸出資料 標準輸出 輸出周期 0 0V測試輸出 補正調節 1 速度回授 2000rpm/1V 888μsec 2 電流回授 靜額定電流/0.5V 888μsec 3 速度指令 2000rpm/1v 888μsec 4 電流指令 靜額定電流/0.5V 5 V相電流 40 A/ V 888μsec 6 W相電流 40 A/ V 888μsec 7 估計擾動轉矩 靜額定電流/0.5V 888μsec 8 – 9 – 10 – 11 位置偏移量 4mm/ V 3.55 msec 12 位置偏移量 (×10)
400μmm / V 3.55 msec
13 位置偏移量 (×100)
40μmm / V 3.55 msec
14 進給速度 (FΔT)
40000(mm/min)/V 888μsec
15 進給速度 (FΔT×10)
4000(mm/min)/V 888μsec
16 – 17 – 18 – 19 q軸電流積分值 888μsec
スsクケ ソ鬣Xクニ シミキヌソ鬣X ソ鬣XゥPエチ
21 馬達負載水平 100% / 1.25 V 113.7 msec
22 放大器負載水平 100% / 1.25 V 113.7 msec 23 回生負載水平 100% / 1.25 V 910.2 msec
24 PN總線電壓 200V / V (1/200) 888μsec 25 速度積分項 – 888μsec 26 循環計數器 2.5V ~ 3.75V
(與分辨率無關) 888μsec
27 – 28 – 29 – 30 – 31 ~ 99
–
100 5V測試輸出 – – 101 測試輸出鋸齒
波 1.25 ~ 3.75V 頻率︰113.7msec
888μsec
102 方波試驗輸出 2.5~ 3.75V 頻率︰227.5msec
888μsec
103 ~
設定禁止
7. 伺服參數 7.4 附加說明

7-67
20 d軸電流積分值 888μsec

7-68
〈輸出倍率設定〉
當要求在標準輸出單位之外實現輸出時,在SV063設定輸出倍率。
(例1)SV061=5, SV063=2560
V相電流以4 A/V為單位輸往D/A輸出通道。
項目 縮寫 名稱 說 明 設定範圍
SV061 DA1NO D/A輸出通道1資
料號
設定D/A輸出機能的通道1輸出資料號。當設為
“-1”時,此軸不進行D/A輸出。
– 32768
∼32767
SV063 DA1MPY D/A輸出通道1
輸出倍率
設定D/A輸出機能的通道1輸出資料倍率。輸出倍
率變成“設定值/256”。
– 32768
∼32767
〈設定補正量〉
使用此參數實現輸出電壓零電平微調。當資料號為0時,確定的輸出倍率成為補正量。設定補正量
後,把資料號設為小於0並不使其再次複位到0。
放大器斷電時,補正量被複位(當NC電源斷電時,補正量不複位。)
項目 縮寫 名稱 說 明 設定範圍
SV061 DA1NO D/A輸出通道1資
料號設定數
設為0。 – 32768
~ 32767
SV063 DA1MPY D/A輸出通道1
偏移
當觀察輸出值時設定偏移使之成為0V。偏移可按
輸出精度單位設定。
– 10~ 10
〈箝制機能〉
當位置偏移量輸出溢出規定範圍,使用此機能。
7. 伺服參數 7.4 附加說明
時間溢出設定
位置
0
-10V
10V
時間
時間箝制設定時
D/A輸出範圍0
-10V
10V
時間

7-69
〈濾波器機能〉
使用此機能設定低通濾波器,截止頻率140Hz。
項目 縮寫 名稱 說 明
SV034 SSF3 伺服機能3 選擇伺服機能
(5) 電流極限值 馬達 型名
靜態 定格電流 A
最大 電流 A
最大 轉矩 N?m
電流 限制值 %
馬達 型名
靜態 定格電流 A
最大 電流 A
最大 轉矩 N?m
電流 限制值 %
HA40N 3.6 17 14.2 472 HC52 3.94 17 11.8 431 HA80N 6.6 28 25.5 424 HC102 7.4 28 21.6 378 HA100N 14 42 42 300 HC152 11.1 47 35.3 423 HA200N 22 57 60 260 HC202 15.4 47 41.7 305 HA300N 37 85 87 230 HC352 22.9 64 59.8 279 HA700N 49 113 120 231 HC452 40.4 85 87.5 210 HA900N 56 141 153 252 HC702 46.2 113 120 245 HA053 1.4 3.9 0.69 279 HC902 55.9 141 153 252 HA13 1.4 3.9 1.37 279 HC53 5.8 17 8.82 293 HA23N 3 8.1 2.75 270 HC103 9.8 28 16.7 286 HA33N 3 8.1 5.6 270 HC153 15.9 47 28.4 296 HA43N 5 17 10.2 340 HC203 22.4 64 40.2 286 HA83N 8.8 28 19.2 318 HC353 33.3 85 55.9 255 HA103N 19.6 57 40 291 HC453 57.3 113 79.8 197 HA203N 34.5 85 56 246 HC703 69.2 141 105 210 HA303N 55 113 80 205 HC103R 6.1 18.4 7.95 459 HA703N 68 141 105 207 HC153R 8.8 23.4 11.9 318 HA50NL 4 17 13.0 425 HC203R 14.0 37.0 15.9 300 HA100NL 8 28 20.9 350 HC353R 22.5 56.3 27.8 253 HA150NL 11.5 42 31 365 HC503R 28.0 70.0 39.8 303 HA200NL 18.2 42 32 231 HA300NL 25 57 52 228 HA500NL 44 85 72 193 HA53NL 5.8 28 14.1 482 HA103NL 11.0 42 22.5 381 HA153NL 16.2 42 22.8 259 HA203NL 21 57 37 271 HA303NL 32 85 60 265 HA503NL 54 113 78 209 HA-LH11K2 84 204 158 242 HA-LH15K2 100 260 215 260
sv013 ILMT1以500(%)設定,設定上表的最大電流(轉矩)極限。
F E D C B A 9 8 7 6 5 4 3 2 1 0 daf2 daf1 dac2 dac1 mon
ヲ キ昕]ャ0ー ョノ キ昕]ャ1ー ョノ 4 dac1 通道 1溢出 通道 1夾斷 5 dac2 通道 2溢出 通道 2夾斷 6 daf1 通道 1無濾波器 通道 1濾波 7 daf2 通道 2無濾波器 通道 2濾波
7. 伺服參數 7.4 附加說明

7-70
欲設定最大電流(轉矩)以下的極限時,請設定以靜態定格電流對應比例(%)的參數。

8-1
8. 主軸參數
項 目 內 容 章節
主軸NC參數 NC側的控制參數 8.1
主軸參數 (SPJ2) 串聯到主軸控制器上(MDS-A/B/C1-SP系列)
時,主軸側的控制參數。
8.2
主軸型伺服參數 (SP) 串聯到主軸控制器上(MDS-A/B/C1-SP系列)
時,主軸側的控制參數。
8.3
8.1 主軸NC參數
# 項 目 內 容 設定範圍(單位)
slimt 1 轉速極限 齒輪00
2 01
3 10
3001 3002 3003 3004 4 11
設定馬達於最高轉速下之主軸轉速。 (設定 S類比輸出 10V時之主軸轉速)
3005 smax 1 最高轉速 齒輪00
3006 2 01
3007 3 10
3008 4 11
設定主軸最高轉速。 設定Slimt (≧) Smax。 S指令的值和齒輪數1∼4的值依大小比較,自動輸出主軸齒輪換檔指令。
0∼99999 (rpm)
3009 ssift 1 換檔轉速 齒輪00
3010 2 01
3011 3 10
3012 4 11
設定齒輪換檔主軸轉速。 (註)設定太大的值切換齒輪時可能
會欠檔,請注意。
0∼32767 (rpm)
3013 stap 1 攻牙轉速 齒輪00
3014 2 01
3015 3 10
3016 4 11
設定攻牙循環之主軸最高轉速。
0∼99999 (rpm)
3017 stapt 1 攻牙時間常數 齒輪00
3018 2 01
3019 3 10
3020 4 11
設定在定斜度同期攻牙循環時的時間常數。(直線加減速類型)
0∼5000 (ms)
8. 主軸參數 8.1 主軸 NC參數

8-2
主軸極限轉速與主軸最高轉速的關係
主軸極限轉速與主軸攻牙常數的關係(在斜率一定的同期攻牙循環時)
# 項 目 內 容 設定範圍(單位) 3021 sori 定位轉速 設定主軸定位轉速。 0∼32767 (rpm)
3022 sgear 編碼器齒輪比 設定主軸和編碼器的齒輪比。 0︰1/1 1︰1/2 2︰1/4 3︰1/8
3023 smini 最低轉速 設定主軸最低轉速。當給與此值以下的S指令值時,主軸以此設定值的轉速轉動。
0∼32767 (rpm)
3024 sout 主軸連接 設定將連結的主軸類型。 0︰與主軸不連結 1︰總線連接 2~5︰類比輸出
0∼5
8. 主軸參數 8.1 主軸 NC參數
Smax1 slimt1 smax2 slimt2 smax(n) slimt(n) 主軸轉速 (rpm)
輸出電壓 (V)
10V
0
使用齒輪 1的極限轉速(參數設定) 使用齒輪 1的最高轉速(參數設定) 不使用的齒輪設為 0
時間 (msec)
主軸轉速 (R.P.M)
slimt(n)
S指令
執行時常數
Stapt (n)
時間 (msec)
主軸轉速 (R.P.M)
Slimt(n)
slimt2
slimt1
Stapt1
Stapt2
Stapt (n)
0

8-3
# 項 目 內 容 設定範圍(單位)
3025 enc-on 主軸編碼器 設定主軸編碼器的接線訊息。 0︰無 1︰有(主軸編碼器接線核對機能有效)。 2︰編碼器串聯。
0∼2
3026 cs_ori 定位時的卷線切換選擇
0:在定位指令時以被選擇到的卷線實施定位。 1:定位指令時L卷線固定。
0/1
3027 cs_sys 主軸同期時的卷線切換
0:主軸同期開始時,實際的主軸馬達回轉速(由指令回轉速算出)依 H/L卷線的選擇執行。(主軸同期攻牙中,不執行卷線切換。以在開始時被選擇的卷線執行。) 實際的主軸馬達回轉速以主軸參數SP020的值以下為L卷線,超過時為選擇H卷線。
1:主軸同期指令時H卷線固定。
0/1
3028 sprcmm L系攻牙循環 主軸正轉/逆轉M指令
設定主軸正轉/逆轉指令的M碼。 上3位:設定主軸正轉指令的M碼。 下3位:設定主軸逆轉指令的M碼。 (M64 D版系列適用)
0∼99999
3029 tapusel 非同期攻牙齒輪選擇
非同期攻牙指令時以被選擇的齒輪攻牙回轉數執行或最高回轉數執行。 0:以攻牙回轉數做齒輪選擇。 1:以最高回轉數做齒輪選擇。 本參數在M機能同期攻牙循環有效參數 (#1272 ext08 bit1) ON時有效。
0/1
3037 3038 3039 3040
taps21 22 23 24
同期攻牙切 換主軸速度 2
齒輪 00 01 10 11
0∼99999 (rpm)
3041 3042 3043 3044
taps21 22 23 34
同期攻牙切 換時間常數 2
齒輪 00 01 10 11
0∼5000 (msec)
3045 3046 3047 3048
taps 31 32 33 34
同期攻牙切換 時間常數3
齒輪 00 01 10 11
1∼5000 (msec)
8. 主軸參數 8.1 主軸 NC參數
設定主軸轉速,第 2段加/減速時間
常數切換。
設定時間常數達到同期攻牙切換主
軸轉速 2 ( #3037~#3040)。
設定時間常數達到同期攻牙切換主
軸最高轉速 (#3005~#3008)。

8-4
8.2 主軸參數 (SPJ2)
在設定表中帶有 (PR) 記號的任何參數後,應當把電源斷開一次。當電源再次接通時,這些參數
就有效。
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3201 SP001 PGM 磁性檢測器和馬達內藏式編碼器定位位置回路增益
當設定值增大時,定位時間縮短,伺服剛性增大。可是,相對的振動增大,且容易發生偏擺。
0∼360 ((1/10)/秒)
100
3202 SP002 PGE 編碼器定位位置回路增益
當設定值增大時,定位時間縮短,伺服剛性增大。可是,相對的振動增大,且容易發生偏擺。
0∼360 ((1/10)/秒)
100
3203 SP003 未使用,設定為“0”。 0
3204 SP004 OINP 定位到位寬度
設定定位完成信號輸出時的位置誤差範圍。
1∼2880 (1/16度)
16
3205 SP005 OSP
(PR)
定位切換速度極限值
定位時從速度回路切換到位置回路時,設定馬達的速度極限值。設定為“0”時,TSP (SP017)就成為限制值。
0∼32767 (1/分)
0
3206 SP006 CSP 定位時的減速率
當設定值增大時,定位時間縮短。可是,相對的容易發生偏擺。
1∼1000 20
3207 SP007 OPST 定位的位置偏移量
設定定位停止位置。 馬達內藏式編碼器編碼︰ 設定為360度除以4096後的值。
磁性檢測器︰ 由-5 到+5度除以1024的值,對0設定為“0”度。
0∼4095 –512∼512
0
3208 SP008 (PR) 未使用,設定為“0”。 0 0
3209 SP009 PGT 同期攻牙位置回路增益
設定同期攻牙模式中主軸位置回路增益。 1∼100 (1/秒)
15
3210 SP010 PGS 主軸同期位置回路增益
設定主軸同期模式中的主軸位置回路增益。
1∼100 (1/秒)
10
3211
∼
3216
SP011
∼
SP016
(PR) 未使用,設定為0。 0 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-5
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3217 SP017 TSP
(PR)
馬達最大速
度
設定馬達最大速度。 1∼32767
(1/分)
6000
3218 SP018 ZSP
(PR)
馬達零速度 設定零速度輸出時的馬達轉速。 1∼1000
(1/分)
50
3219 SP019 CNS1
(PR)
速度指令加
減速的時間
常數
設定馬達從“0”加速到最大速度的速度
指令之時間常數。(位置回路時無效。)
1∼32767
(10毫
秒)
30
3220 SP020 SDTS
(PR)
速度檢測設
定值
為馬達設定一個能輸出的速度檢測值。通
常,設定值為SP017 (TSP) 的10 %。
0∼32767
(1/分)
600
3221 SP021 TLM1
(PR)
轉矩限制1 對於轉矩限制信號001,設定轉矩限制率。 1∼120
(%)
10
3222 SP022 VGNP1
(PR)
速度控制下
的速度回路
增益比例項
設定速度控制模式下的速度回路比例增
益。增益增加時,響應性能改善,但振動
和噪音會加大。
0∼1000
(弧度/秒)
63
3223 SP023 VGNI1
(PR)
速度控制下
的速度回路
增益積分項
設定速度控制模式下的速度回路的積分增
益。通常,設定一個與VGNP1 (SP022) 成比
例的值。
0∼1000
(1/10弧
度/秒)
60
3224 SP024 (PR) 未使用,設為“0”。 0 0
3225 SP025 GRA1
(PR)
主軸齒輪
齒數計數1
設定相應於齒輪000的主軸齒輪的齒數。 1∼32767 1
3226 SP026 GRA2
(PR)
主軸齒輪
齒數計數2
設定相應於齒輪001的主軸齒輪的齒數。 1∼32767 1
3227 SP027 GRA3
(PR)
主軸齒輪
齒數計數3
設定相應於齒輪010的主軸齒輪的齒數。 1∼32767 1
3228 SP028 GRA4
(PR)
主軸齒輪
齒數計數4
設定相應於齒輪011的主軸齒輪的齒數。 1∼32767 1
3229 SP029 GRB1
(PR)
馬達軸齒輪
齒數計數1
設定對應於齒輪000的馬達軸齒輪的齒數。 1∼32767 1
3230 SP030 GRB2
(PR)
馬達軸齒輪
齒數計數2
設定對應於齒輪001的馬達軸齒輪的齒數。 1∼32767 1
3231 SP031 GRB3
(PR)
馬達軸齒輪
齒數計數3
設定對應於齒輪010的馬達軸齒輪的齒數。 1∼32767 1
3232 SP032 GRB4
(PR)
馬達軸齒輪
齒數計數4
設定對應於齒輪011的馬達軸齒輪的齒數。 1∼32767 1
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-6
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3233 SP033 SFNC1
(PR)
主軸機能1
以位元(BIT)對應,設定主軸機能1。 未使用,設為“0”。
16進制
設定︰
0000∼FFFF
0000
3234 SP034 SFNC2
(PR)
主軸機能2
以位元(BIT)對應,設定主軸機能2。 *bit2 / bit3 的組合
bit2 bit3
0 0 無卷線切換規格
1 0 卷線切換規格有效(標準規格)
(經由 PLC執行時)
0 1 無卷線切換規格
1 1 卷線切換規格 2有效
(CNC內部處理執行時)
16進制
設定︰
0000∼FFFF
0000
3235 SP035 SFNC3
(PR)
主軸機能
3
以位元(BIT)對應,設定主軸機能3。
16進制
設定︰
0000∼FFFF
0000
8. 主軸參數
8.2 主軸參數 (SPJ2)
0: 無效 0: 標準 1: 有效 1: 特殊
F 3 2 1 0
卷
線
切
換
機
能
*
泛
用
馬
達
機
能
馬
達
常
數
F 3 2 1 0
基本滑行方式
廣域馬達輸出
0: 無效 1: 有效

8-7
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3236 SP036 SFNC4
(PR)
主軸機能
4
以位元(BIT)對應,設定主軸機能4。
未使用,設為“0”。
16進制
設定:
0000∼FFFF
0000
3237 SP037 SFNC5
(PR)
主軸機能
5
以位元(BIT)對應,設定主軸機能5。
(註)對於bit0∼2,請勿將兩個或更多的
位元 (bit) 同時設定為“1”。
16進制
設定︰
0000∼FFFF
0000
3238 SP038 SFNC6
(PR)
主軸機能
6
以位元(BIT)對應,設定主軸機能6
註︰僅對特定異警有效。
16進制
設定︰
0000∼FFFF
0000
F 9 8 7 6 5 4 3 2 1 0
無
信號檢測類型
PLG定位
磁性探頭定位
編碼器定位
0: 始終監測 1: 僅在位置回路或定位時監測
F 9 8 7 6 5 4 3 2 1 0 開回路控制
定位啟動記錄
編碼回授串接通訊
異警時減速停止
0: 無效 1: 有效
0: 無效 1: 有效
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-8
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3239 SP039 ATYP (PR)
放大器類型
設定放大器類型。
設定每個放大器的類型或為“0”。
此參數MDS-A-SP(A2版以後),MDS-B-SP對應。
16進制
設定︰
0000∼FFFF
0000
3240 SP040 MTYP
(PR)
馬達型號 此參數當 SP034 (SFNC2) bit0設定為“0”
時才有效。
從下表的標準馬達中選擇適當的馬達參數。
(註)上述馬達的選擇僅當SP034 (SFNC2) bit4設定為“0”時才有效。
16進制
設定︰
0000∼FFFF
0000
ームシニウ]ゥw ゥjセケテォャ 0000 - 0001 SPJ-02 0002 SPJ-04 0003 SPJ-075 0004 SPJ-15 0005 SPJ-22 0006 SPJ-37 0007 SPJ-55 0008 SPJ-75
ームシニュネ ーィケFテォャ ウフ、jウtォラ ケウェコ ゥjセケ
1000 SJ-P2.2 8000rpm SPJ-37 1001 SJ-P0.2 10000 rpm SPJ-02 1002 SJ-P0.4 10000 rpm SPJ-04 1003 SJ-P0.75 10000 rpm SPJ-075 1004 SJ-P1.5 10000 rpm SPJ-15 1005 SJ-P2.2 8000 rpm SPJ-22 1006 SJ-P3.7 8000 rpm SPJ-37 1007 SJ-PF5.5-01 8000 rpm SPJ-55 1008 SJ-PF7.5-01 8000 rpm SPJ-75
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-9
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3241 SP041 PTYP
(PR)
回生電
阻類型
根據連接的回生電阻,設定下列值。
16進制
設定:
0000~FFFF
0000
3242 SP042 未使用,設為“0”。 0
4243 SP043 未使用,設為“0”。 0
PTYP ヲ^・ヘケqェ ョeカq (W)
0000H 未使用 -
2000H 未使用 -
2100H FRUA-RB04 60
2200H FRUA-RB075 80
2300H FRUA-RB15 120
2400H FRUA-RB22 155
2500H FRUA-RB37 185
2600H FRUA-RB55 340
2700H FRUA-RB75/2 680
2800H R-UNIT1 700
2900H R-UNIT2 700
2A00H R-UNIT3 2100
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-10
( SPJ2 )
# 項 目 內 容 設定範圍
(單位)
標準 設定值
3244 SP044 未使用,設定為“0”。 0
3245 SP045 (PR) 未使用,設定為“0”。 0 0
3246 SP046 CSN2 (PR)
速度指令的雙重緩衝
對於SP019 (CSN1) 中所定義的加減速的時間常數,此參數僅在加減速開始時速度指令平穩運動。這個參數減小時,運動比較平穩,但是加減速時間延長。 設定為“0”時此參數無效。
0∼1000 0
3247 SP047 SDTR (PR)
速度檢測重置值
於SP020 (SDTS) 中被設定的速度檢測設定值,設定一個重置磁滯的寬度。
0∼1000 (rpm)
30
3248 SP048 SUT (PR)
速度到達範圍
速度達到信號的輸出值,設定指令速度對應速度偏差的比例。
0∼100 (%)
15
3249 SP049 TLM2 (PR)
轉矩限制2
對於轉矩限制信號010,設定轉矩限制率。 1∼120 (%)
20
3250 SP050 TLM3 (PR)
轉矩限制3
對於轉矩限制信號011,設定轉矩限制率。 不用時設定為“10”。
1∼120 (%)
10
3251 SP051 TLM4 (PR)
轉矩限制4
(未使用)
對轉矩限制信號100,設定轉矩限制率。 1∼120
(%)
0
3252 SP052 TLM5 (PR)
轉矩限制5
(未使用)
對轉矩限制信號101,設定轉矩限制率。 1∼120 (%)
0
3253 SP053 TLM6 (PR)
轉矩限制6
(未使用)
對轉矩限制信號110,設定轉矩限制率。 1∼120 (%)
0
3254 SP054 TLM7 (PR)
轉矩限制7
(未使用)
對轉矩限制信號111,設定轉矩限制率。 1∼120 (%)
0
3255 SP055 SETM (PR)
速度偏差
過大時間
設定速度偏差過大異警輸出為止的計時器。 設定值應當比加減速的時間要長。
0∼60 (秒)
12
3256 SP056 PYVR 可變激勵 (最小值)
設定可變激勵率的最小值。 齒輪噪聲過大時要減小設定值。可是對於衝擊響應而言,則設定值大更有效。
0∼100
(%)
50
3257 SP057 STOD 過度切換速度
設定“恆定”切換為“過速”時的速度。 0∼50 (rpm)
0
3258 SP058 未使用,設定為“0”。 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-11
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3259 SP059 未使用,設定為“0”。 500
3260 SP060 未使用,設定為“0”。 500
3261 SP061 未使用,設定為“0”。 75
3262 SP062 未使用,設定為“0”。 0
3263 SP063 OLT
(PR)
過載異警檢測時間
設定馬達過載異警檢測的時間常數。 0∼ 1000(秒)
60
3264 SP064 OLL
(PR)
過載異警檢測水平
設定馬達過載異警的檢測水平。 0∼200
(%)
110
3265 SP065 VCGN1
(PR)
變速回路比例增益目標值
設定在SP017 (TSP) 被設定的馬達最高速度SP022 (VGNP1)相對的速度回路比例增益的倍率。
0∼100
(%)
100
3266 SP066 VCSN1
(PR)
變速回路比例增益變更開始速度
設定速度回路比例增益的變更開始速度。
0∼32767(1/分)
0
3267 SP067 VIGWA
(PR)
可變電流回路增益變更開始速度
設定電流回路增益的變更開始速度。 0∼32767 0
3268 SP068 VIGWB
(PR)
可變電流回路增益變更結束速度
設定電流回路增益的變更結束速度。 0∼32767 0
SP022× (SP065/100)
SP022
SP066 SP017
速度
比例增益
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-12
( SPJ2 )
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3269 SP069 VIGN
(PR)
可變電流回路增益目標值
對於SP068 (VIGWB) 中被設定的變更結束速度,設定電流回路增益(轉矩分量和激磁分量)的倍率。
此參數設定為“0”時,倍率為1。
0∼32767 0
3270 SP070 未使用,設定為“0”。 0
3271∼3275
SP071∼SP075
(PR) 固定控制常數
在系統中使用,設定為“0”。 0 0
3276 SP076 未使用,設定為“0”。 0
3277 SP077 TDSL Td時間選擇 在無特定指定時,請設為14。 14
3278∼3282
SP078∼SP082
(PR) 固定控制常數
在系統中使用。設定為“0”。 0 0
3283∼3286
SP083∼SP086
(PR) 未使用,設定為“0”。 0 0
3287 P087 DIQM
(PR)
減速時可變轉矩限制倍率的目標值
設定減速時可變轉矩限制倍率的最小值。 0∼150
(%)
75
3288 SP088 DIQN
(PR)
減速時可變轉矩限制倍率的目標值
設定減速時可變轉矩限制變更開始的速度。
0∼32767
(rpm)
3000
速度 SP067 SP068 SP017
SP069×(1/16) 倍
1倍
放大系數
8. 主軸參數
8.2 主軸參數 (SPJ2)
100%
SP087
SP088 SP017 速度
轉矩極限 與速度成反比

8-13
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3289 SP089 未使用,設定為“0” 0
3290 SP090 PLE
(PR)
速度檢測
器脈波誤
差容許值
設定速度檢測器脈波檢查機能的誤差容許
值。
0∼32767 0
3291 SP091 OFSN 未使用,設定為“0” 0
3292 SP092 OFSI 未使用,設定為“0” 0
3293 SP093 (PR) 位置檢測
器脈波誤
差容許值
設定位置檢測器脈波檢查機能誤差容許值。 0∼32767 0
3294 SP094 VGH1
(PR)
未使用,設定為“0” 0
3295 SP095 VFAV
(PR)
平均速度
回授次數
設定平均速度回授次數。 0∼4 0
3296 SP096 EGAR
(PR)
編碼器齒
輪比
主軸端與編碼器端(馬達內藏式編碼器除外)
的齒輪比設定如下:
(1) 1:1時,設定為0
(2) 1:2時,設定為1
(3) 1:4時,設定為2
(4) 1:8時,設定為3
0∼4 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-14
( SPJ2 )
# 項 目 內 容 設定範圍
(單位)
標準 設定值
3297 SP097 SPECO
(PR)
定位規格 以位元(BIT)對應,設定定位的規格。
16進制 設定: 0000∼ FFFF
0000
3298 SP098 VGOP
(PR)
定位模式中速度回路增益比例項
設定定位時速度回路增益的比例項。 增益增加時,提高應答性,但振動和噪音加大。
0∼100 (弧度/秒)
63
3299 SP099 VGOI
(PR)
定位模式中速度回路增益積分項
設定定位時速度回路的積分增益。 0∼1000 (1/10弧度
/秒)
60
3300 SP100 VGOD
(PR)
定位模式中速度回路增益的滯後超前量項
設定定位時速度回路增益滯後提前量的增益。 參數設定為“0”時,執行PI控制。
0∼1000 (1/10弧度
/秒)
15
3301 SP101 DINP
(PR)
定位超前量到位寬度
使用到位定位提前量機能時,設定到位寬度要比在SP004 (OINP) 中定義的正常到位寬度大。
1∼2880 (1/16 度)
16
F A 9 8 7 6 5 4 3 2 1 0 刀
塔 軸 算 出 有 效 。
編碼器檢測器極性
固定的定位伺服鎖定激勵
定位到位提前量
定位的旋轉方向
0: (+) 1: (-)
0: 無效 1: 有效
0: 無效 1: 有效
ィ箝モ、Gカiィ鈐ェコイユヲX ゥwヲVェコアロツ爨隕V
0 上一次的(馬達在速度控制下至今為止的旋轉方向) 1 向前轉 2 向後轉 3 (禁止的)
到位提前量( bit 2 )
0(無效) 1(有效)
0 (無效)
OINP中的到位信號寬度 = 1 控制輸出 4 / bit 4 = 1 第二個到位信號 = 0 控制輸出 4 / bit F = 0
第
二
個
位
置 1
(有效)
OINP中的到位信號寬度
=1 控制輸出 4 / bit 4 = 1 第二個到位信號 = 0 控制輸出 4 / bit F = 1
OINP中的到位信號寬度 = 1 控制輸出 4 / bit 4 = 1 第二個到位信號 = 1 控制輸出 4 / bit F=1
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-15
3302 SP102 OOD
(PR)
定位時誤差過大值
設定定位時的誤差過大寬度。 1∼32767
(1/4脈衝)
(1脈衝 =
0.088度)
32767

8-15
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3303 SP103 FTM
(PR)
定 位 完 成
斷開時間
在算出定位位置時,定位完成信號和其他
算出位置決定結束信號,設定從開啟算出
起動信號至強制關閉時間。
1∼10000
(ms)
200
3304 SP104 TLOR
(PR)
定 位 伺 服
鎖 住 轉 矩
限制值
設定定位到位輸出的轉矩限制值。如輸入
外部轉矩限制信號,此參數設定的轉矩限
制值無效。
1∼120
(%)
100
3305 SP105 IQG0
(PR)
定 位時電
流 回 路 增
益倍率1
設定定位時電流回路增益(轉矩分量)倍率。1∼1000
(%)
100
3306 SP106 IDG0
(PR)
定 位 時 電
流 回 路 增
益倍率2
設定定位時電流回路增益(勵磁分量)倍率。1∼1000
(%)
100
3307 SP107 CSP2
(PR)
定 位 模 式
下減速率2
設定定位模式下對應齒輪001的減速率。
設定為0時,與SP006 (CSP) 相同。
1∼1000 0
3308 SP108 CSP3
(PR)
定 位 模 式
下減速率3
設定定位模式下對應齒輪010的減速率。
設定為0時,與SP006 (CSP) 相同。
1∼1000 0
3309 SP109 CSP4
(PR)
定 位 模 式
下減速率4
設定定位模式下對應齒輪011的減速率。
設定為0時,與SP006 (CSP) 相同。
1∼1000 0
3310
∼
3313
SP110
∼
SP113
(PR) 不用,設為“0”。 0 0
3314 SP114 OPER
(PR)
定 位 脈 衝
錯 誤 檢 查
值
如果定位停止中脈衝錯誤值超過此設定
值,就產生異警「5C」。(但是設定為“0”
時無效)
在此參數中,設定值需滿足以下條件:
SP114設定值 > 1.5 ×SP004(定位到位寬度)
0∼32767
(360°/4096)
0
3315
∼
3318
SP115
SP118
(PR) 不用,設為“0”。 0 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-16
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3319 SP119 未使用,設定為“0”。 0
3320 SP120 未使用,設定為“0”。 0
3321 SP121 未使用,設定為“0”。 0
3322 SP122 未使用,設定為“0”。 0
3323 SP123 未使用,設定為“0”。 0
3324 SP124 未使用,設定為“0”。 0
3325 SP125 未使用,設定為“0”。 0 3326 ∼ 3328
SP126 ∼ SP128
(PR) 未使用,設定為“0”。 0
3329 SP129 未使用,設定為“0”。 0000
3330 SP130 未使用,設定為“0”。 0
3331 SP131 未使用,設定為“0”。 0
3332 SP132 未使用,設定為“0”。 0
3333 SP133 未使用,設定為“0”。 0
3334 SP134 未使用,設定為“0”。 0
3335 SP135 未使用,設定為“0”。 0
3336 SP136 未使用,設定為“0”。 0
3337 SP137 未使用,設定為“0”。 0
3338 SP138 未使用,設定為“0”。 0
3339 SP139 未使用,設定為“0” 0
3340 SP140 未使用,設定為“0”。 0
3341 SP141 未使用,設定為“0”。 0
3342 SP142 未使用,設定為“0”。 0
3343 SP143 未使用,設定為“0”。 0
3344 SP144 未使用,設定為“0”。 0
3345 SP145 未使用,設定為“0”。 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-17
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3346 SP146 未使用,設定為“0”。 0
3347 SP147 未使用,設定為“0”。 0
3348 SP148 未使用,設定為“0”。 0
3349 SP149 未使用,設定為“0”。 0
3350 SP150 未使用,設定為“0”。 0
3351 SP151 未使用,設定為“0”。 0
3352 SP152 未使用,設定為“0”。 0
3353 SP153 未使用,設定為“0”。 0
3354 SP154 未使用,設定為“0”。 0
3355 SP155 未使用,設定為“0”。 0 3356 ∼ 3358
SP156 ∼ SP158
未使用,設定為“0”。 0
3359 SP159 未使用,設定為“0”。 0
3360 SP160 未使用,設定為“0”。 0
3361 SP161 未使用,設定為“0”。 0
3362 SP162 未使用,設定為“0”。 0
3363 SP163 未使用,設定為“0”。 0
3364 SP164 未使用,設定為“0”。 0
3365 SP165 未使用,設定為“0”。 0
3366 SP166 未使用,設定為“0” 0
3367 SP167 未使用,設定為“0”。 0
3368 SP168 未使用,設定為“0”。 0
3369 SP169 未使用,設定為“0”。 0
3370 SP170 未使用,設定為“0”。 0 3371 ∼ 3376
SP171 ∼ SP176
(PR) 未使用,設定為“0”。 0 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-18
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3377 SP177 SPECS
(PR)
主軸同期規
格
以字元(bit)對應,設定主軸同期規格。 16進制
設定:
0000∼FFFF
0000
3378 SP178 VGSP
(PR)
主軸同期的
速度回路增
益比例項
設定主軸同期模式下速度回路的比例增益。 0∼1000
(弧度/秒)
63
3379 SP179 VGSI
(PR)
主軸同期的
速度回路增
益積分項
設定主軸同期模式下速度回路的積分增益。 0∼100
(1/10弧度
/秒)
60
3380 SP180 VGSD
(PR)
主軸同期的
速度回路增
益的滯後提
前量項
設定主軸同期模式下速度回路滯後提前量
的增益。
此參數設定為“0”時,執行PI控制。
0∼1000
(1/10弧度
/秒)
15
3381 SP181 VCGS
(PR)
主軸同期的
可變速度回
路比例增益
的目標值
設定主軸同期時,在SP017 (TSP) 所定義的
最大速度下,速度回路比例增益相對於
SP178 (VGSP) 的倍率。
0∼100
(%)
100
3382 SP182 VCSS
(PR)
主軸同期的
可變速度回
路比例增益
的變更開始
速度
設定主軸同期時速度回路比例增益的變更
開始速度。
0∼32767
(1/分)
0
F E D C B A 9 8 7 6 5 4 3 2 1 0
誤差過大寬度倍率
位置檢測器極性
固定的位置回路勵磁
半閉回路控制
0: 1 倍 0: (+) 1: 8 倍 1: (–) 0: 無效
1: 有效
SP178 ×(SP181/100)
SP178
SP182 SP017
速度
比例增益
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-19
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3383 SP183 SYNY 主軸同期
時的同期
一致速度
主軸同期從速度回路切換到位置回路時,
設定同期速度信號輸出之速度指令的誤差
範圍。
0∼1000
(1/分)
20
3384 SP184 (PR) 未使用,設定為“0”。 0 0
3385 SP185 SINP 主軸同期
到位寬度
主軸同期時,設定到位信號輸出時的位置
誤差範圍。
1∼2880
(1/16 度)
16
3386 SP186 SODR
(PR)
主軸同期
時誤差過
大寬度
設定主軸同期時的誤差過大寬度。 1∼32767
(1/4 脈衝)
(1脈衝
=0.088度)
32767
3387 SP187 IQGS
(PR)
主軸同期
時電流回
路增益
倍率1
設定主軸同期時的電流回路增益(轉矩分
量)的倍率。
0∼1000
(%)
100
3388 SP188 IDGS
(PR)
主軸同期
時電流回
路增益
倍率2
設定主軸同期時的電流回路增益(勵磁分
量)的倍率。
0∼1000
(%)
100
3389 SP189 未使用,設定為“0”。 0
3390 SP190 未使用,設定為“0”。 0 3391 ∼ 3392
SP191 ∼ SP192
(PR) 未使用,設定為“0”。 0 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-20
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3393
SP193 SPECT
(PR)
同期攻牙
規格
以字元(bit)對應,設定同期攻牙規格。
16進制
設定:
0000∼FFFF
0000
3394 SP194 VGTP (PR)
同期攻牙速度回路增益的比例項
設定同期攻牙模式中速度回路的比例增益。
0∼1000 (弧度/秒)
63
3395 SP195 VGT1 (PR)
同期攻牙速度回路增益的積分項
設定同期攻牙模式中速度回路的積分增益。
0∼1000(1/10弧度/秒)
60
3396 SP196 VGTD (PR)
同期攻牙速度回路增益的滯後提前量項
設定同期攻牙模式中速度回路的滯後提前量增益。 此參數設定為“0”時,執行PI控制。
0∼1000(1/10弧度/秒)
15
3397 SP197 (PR) 未使用,設定為“0”。 0 0 3398 SP198 VCGT
(PR) 同期攻牙的可變速度回路比例增益的目標值
於同期攻牙時,設定在SP017 (TSP) 被設定的馬達最高速度於SP178 (VGTP) 對應的速度回路比例增益的倍率。
0∼100 (%)
100
3399 SP199 VCST (PR)
同期攻牙的可變速度回路比例增益的變更開始速度
設定同期攻牙時速度回路比例增益的變更開始速度。
0∼32767 (1/分)
0
SP194 ×(SP198/100)
SP194
SP182 SP017
速度
比例增益
8. 主軸參數
8.2 主軸參數 (SPJ2)
F E D C B A 9 8 7 6 5 4 3 2 1 0 原點復歸方向
位置控制切換類型
誤差過大寬度倍率
同期攻牙位置補正
位置檢測器極性
固定的位置回路勵磁
半閉回路控制
0: 1 倍 0: (+) 1: 8 倍 1: (–)
0: 無效 1: 有效
0: CCW 1: CW 0: 原點復歸後 1: 減速停止後
0: 無效 1: 有效

8-21
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3400 SP200 FFC1
(PR)
同期攻牙加速度前饋進給增益(齒輪1)
對於同期攻牙時齒輪000選擇時,設定加速度前饋進給增益。 此參數在Z-軸伺服的相對位置誤差大時使用。
0∼1000
(%) 0
3401 SP201 FFC2
(PR)
同期攻牙加速度前饋進給增益(齒輪2)
對於同期攻牙時齒輪001選擇時,設定加速度前饋進給的增益。
0∼1000
(%)
0
3402 SP202 FFC3
(PR)
同期攻牙加速度前饋進給增益(齒輪3)
對於同期攻牙時齒輪010選擇時,設定加速度前饋進給的增益。
0∼1000
(%) 0
3403 SP203 FFC4
(PR)
同期攻牙加速度前饋進給增益(齒輪4)
對於同期攻牙時齒輪011選擇時,設定加速度前饋進給的增益。
0∼1000
(%) 0
3404∼
3413
SP204∼
SP213
(PR) 未使用,設定為“0”。 0 0
3414 SP214 TZRN 同期攻牙原點復歸速度
此參數在SPECT (SP193) bitE 設定為“0”時有效。 設定速度回路改變到位置回路時用的原點復歸速度。
1∼500 (1/分)
50
3415 SP215 TPDT 同期攻牙原點復歸減速點
此參數在SPECT (SP193) bitE 設定為“0”時有效。 設定從原點復歸往目標停止點減速時的減速點。 停止時,如果有搖擺的現象,將設定值減小。
1∼10000 1
3416 SP216 TPST 同期攻牙原點復歸偏移量
此參數在SPECC (SP129) bitE 設定為“0”時有效。設定同期攻牙的原點位置。
16進制設定:00000000∼FFFFFFFF (1/1000度)
H:0000
L:0000
3417 SP217 TINP 同期攻牙定位寬度
同期攻牙時,設定到位信號輸出時的位置誤差範圍。
16進制設定:0000∼FFFF (1/1000度)
03E8
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-22
3418 SP218 TODR 同期攻牙時誤差過大寬度
設定同期攻牙時的誤差過大寬度。 16進制設定:00000000∼FFFFFFFF (1/1000度)
H:0001
L:D4C0

8-23
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3419 SP219 IQGT
(PR)
同期攻牙
電流回路
增益倍率1
設定同期攻牙時電流回路增益(轉矩分量)
的倍率。
0∼1000
(%)
100
3420 SP220 IDGT
(PR)
同期攻牙
電流回路
增益倍率2
設定同期攻牙時電流回路增益(勵磁分量)
的倍率。
0∼1000
(%)
100
3421 SP221 未使用,設定為“0”。 0
3422 SP222 未使用,設定為“0”。 0
3423 ∼ 3424
SP223 ∼ SP224
未使用,設定為“0”。 0
3425 SP225 未使用,設定為“0”。 0
3426 SP226 未使用,設定為“0”。 0
3427 SP227 未使用,設定為“0”。 0
3428 SP228 未使用,設定為“0”。 0
3429 SP229 未使用,設定為“0”。 0
3430 SP230 未使用,設定為“0”。 0
3431 SP231 未使用,設定為“0”。 0
3432 SP232 未使用,設定為“0”。 0
3433 SP233 未使用,設定為“0”。 0
3434 SP234 未使用,設定為“0”。 0
3435 SP235 未使用,設定為“0”。 0
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-24
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3436 ∼ 3452
SP236 ∼ SP252
(PR) 未使用,設定為“0”。 0 0
3453 SP253 未使用,設定為“0”。 0
3454 SP254 未使用,設定為“0”。 0
3455 SP255 未使用,設定為“0”。 0
3456 SP256 未使用,設定為“0”。 0
3457
∼
3520
SP257
∼
SP320
RPM
(PR)
∼
BSD
(PR)
馬達常數
(H卷線)
這一參數僅在下列兩種條件下才有效:
在SP034 (SFNC2) bit0=1,並且
SP034 (SFNC2) bit2=0時
當使用未在SP040 (MTYP) 中說明的特
殊馬達,或使用非卷線切換型馬達時,
設定馬達常數。
在SP034 (SFNC2) bit0=1,並且
SP034 (SFNC2) bit2=1時,
設定卷線切換型馬達的H卷線側的馬
達常數。
(註)不容許用戶改變此設定。
16進制
設定:
0000∼FFFF
0000
(3494) SP294 Kt
(PR)
外亂
觀測器
轉矩常數
設定外亂觀測器用的轉矩常數。
設定值=基本速度
30分鍾額定輸出 10001026
100( )
( ) .Kw
RPM×
××
0∼7FFF
(0.01kg⋅m)
0000
(3495) SP295 GDM
(PR)
外亂
觀測器
馬達慣量
設定外亂觀測器用的馬達慣量。
設定值=GDM2 1000×
0∼7FFF
(0.01kg⋅m)
0000
8. 主軸參數
8.2 主軸參數 (SPJ2)

8-25
(SPJ2)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3521
∼
3584
SP321
∼
SP384
RPML
(PR)
∼
BSDL
(PR)
馬達常數
(L卷線)
此參數僅在下列條件下才有效︰
在SP034 (SFNC2) bit0=1,並且
SP034 (SFNC2) bit2=1時
設定卷線切換型馬達的L卷線側的馬達
常數。
(註)不容許用戶改變此設定。
16進制
設定:
0000∼FFFF
0000
(3558) SP358 Kt
(PR)
外亂觀測
器轉矩常
數2
設定外亂觀測器用的轉矩常數。
100026.1)RPM(
1000)Kw(30×
××
基本速度分鐘額定輸出
設定值=
0∼7FFF
(0.01kg⋅m)
0000
(3559) SP359 GDM
(PR)
外亂觀測
器馬達慣
量2
設定外亂測器設用的馬達慣量。
設定值=GDM2 1000×
0∼7FFF
(0.01kg⋅m)
0000
8. 主軸參數
8.2 主軸參數 (SPJ2)
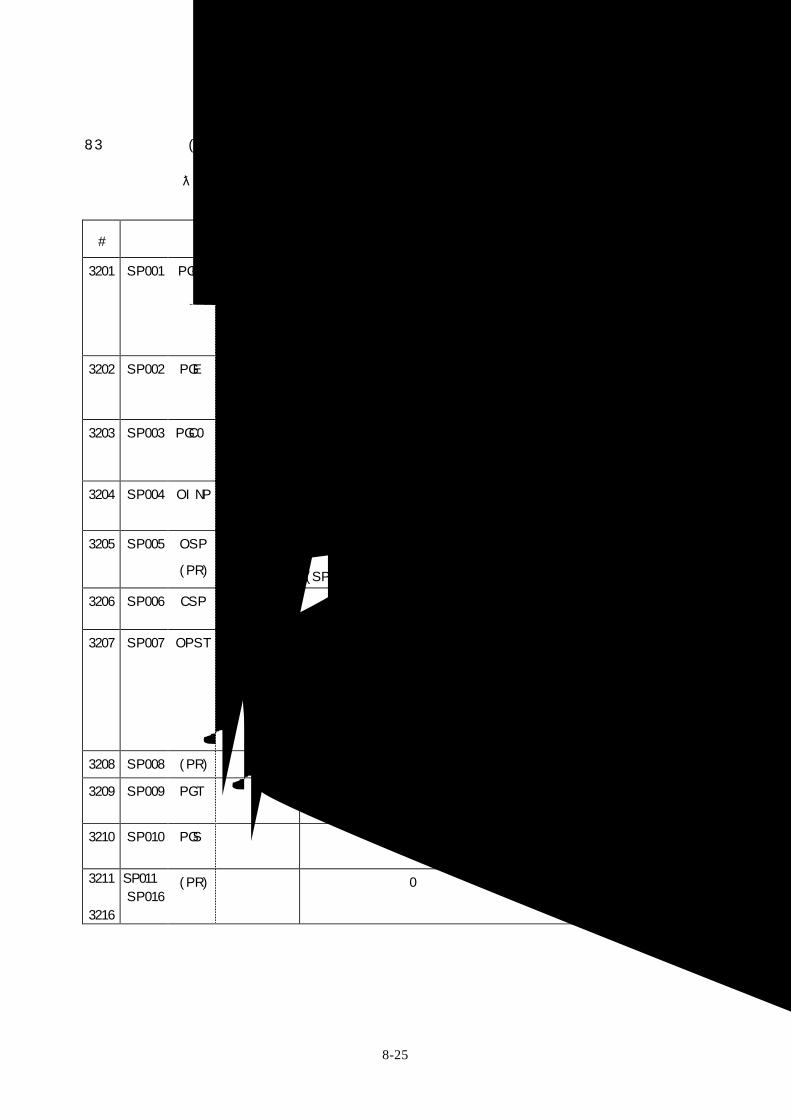
8-25
8.3 主軸參數 (SP)
在設定好表中帶有 (PR) 記號的任何參數後,應當把電源斷開一次。則當電源再次接通時,這些
參數就起作用了。
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3201 SP001 PGM 磁性感測器和馬達內置式解碼器定位模式位置回路增益
當設定值增大時,定位時間縮短,伺服剛性增大。可是,相對的振動增大,且容易發生偏擺。
0∼360 (1/10/秒)
100
3202 SP002 PGE 解碼器定位模式位置回路增益
當設定值增大時,定位時間縮短,伺服剛性增大。可是,相對的振動增大,且容易發生偏擺。
0∼360 (1/10/秒)
100
3203 SP003 PGC0 C-軸非切削位置回路增益
設定C軸非切削模式中的位置回路增益。 1∼100 (1/秒)
15
3204 SP004 OINP 定位到位寬度
設定定位完成信號輸出時的位置誤差範圍。
1∼2880
(1/16度)
16
3205 SP005 OSP
(PR)
定位切換速度極限值
定位時從速度回路切換到位置回路時,設定馬達的速度極限值。設定為“0”時,TSP (SP017)就成為限制值。
0∼32767 (1/分)
0
3206 SP006 CSP 定位時的減速率
當設定值增大時,定位時間縮短。可是,相對的容易發生偏擺。
1∼1000 20
3207 SP007 OPST 定位的位置偏移量
設定定位停止位置。 馬達內藏式編碼器編碼︰ 設定為360度除以4096後的值。
磁性檢測器︰ 由-5 到+5度除以 1024的值,對 0設定為“0”度。
0∼4095
512∼512
0
3208 SP008 (PR) 未使用,設定為“0”。 0 0
3209 SP009 PGT 同期攻牙位置回路增益
設定同期攻牙模式中主軸位置回路增益。 0∼100 (1/秒)
15
3210 SP010 PGS 主軸同期位置回路增益
設定主軸同期模式中的主軸位置回路增益。
1∼100 (1/秒)
10
3211∼ 3216
SP011∼SP016
(PR) 未使用,設定為0。 0 0
8. 主軸參數
8.3 主軸參數 (SP)
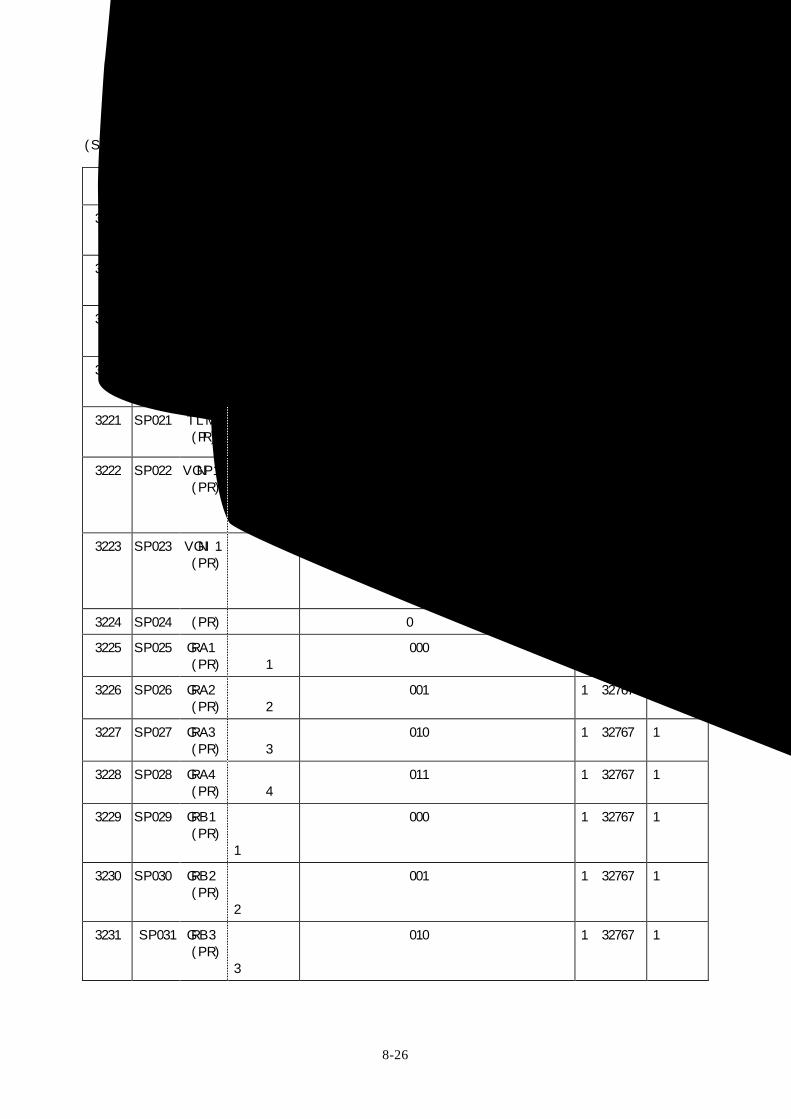
8-26
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3217 SP017 TSP (PR)
馬達最大速度
設定馬達最大速度。 1∼32767
(1/分)
6000
3218 SP018 ZSP (PR)
馬達零速度
設定零速度輸出時的馬達轉速。 0∼1000
(1/分)
50
3219 SP019 CNS1 (PR)
速度指令加減速的時間常數
設定馬達從“0”加速到最大速度的速度指令之時間常數。(位置回路時無效。)
1∼32767(10毫秒)
30
3220 SP020 SDTS (PR)
速度檢測設定值
為馬達設定一個能輸出的速度檢測值。通常,設定值SP017 (TSP) 的10%。
0∼32767
(1/分)
600
3221 SP021 TLM1 (PR)
轉矩限制1
對於轉矩限制信號001,設定轉矩限制率。 1∼120
(%)
10
3222 SP022 VGNP1(PR)
速度控制下的速度回路增益的比例項
設定速度控制模式下的速度回路的比例增益。增益增加時,響應性能改善,但振動和噪聲會加大。
0∼1000(弧度/秒)
63
3223 SP023 VGNI1 (PR)
速度控制下的速度回路增益的積分項
設定速度控制模式下的速度回路的積分增益。通常,設定一個與VGNP1 (SP022) 成比例的值。
0∼1000(1/10弧度/秒)
60
3224 SP024 (PR) 未使用,設為“0”。 0 0
3225 SP025 GRA1 (PR)
主軸齒輪齒數1
設定相應於齒輪000的主軸齒輪的齒數。 1∼32767 1
3226 SP026 GRA2 (PR)
主軸齒輪齒數2
設定相應於齒輪001的主軸齒輪的齒數。 1∼32767 1
3227 SP027 GRA3 (PR)
主軸齒輪齒數3
設定相應於齒輪010的主軸齒輪的齒數。 1∼32767 1
3228 SP028 GRA4 (PR)
主軸齒輪齒數4
設定相應於齒輪011的主軸齒輪的齒數。 1∼32767 1
3229 SP029 GRB1 (PR)
馬達轉軸齒輪齒數1
設定對應於齒輪000的馬達轉軸齒輪的齒數。
1∼32767 1
3230 SP030 GRB2 (PR)
馬達轉軸齒輪齒數2
設定對應於齒輪001的馬達轉軸齒輪的齒數。
1∼32767 1
3231 SP031 GRB3 (PR)
馬達轉軸齒輪齒數3
設定對應於齒輪010的馬達轉軸齒輪的齒數。
1∼32767 1
8. 主軸參數
8.3 主軸參數 (SP)
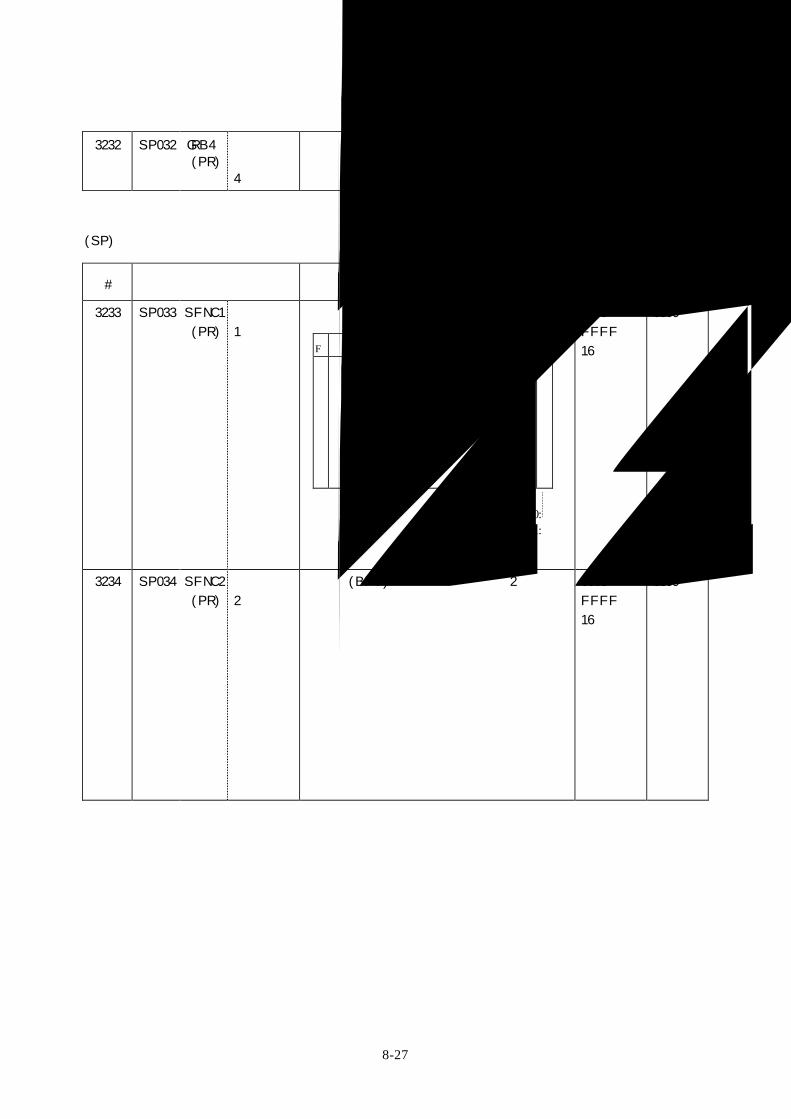
8-27
3232 SP032 GRB4 (PR)
馬達轉軸齒輪齒數4
設定對應於齒輪011的馬達轉軸齒輪的齒數。
1∼32767 1
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3233 SP033 SFNC1 (PR)
主軸機能1
以位元(BIT)對應,設定主軸機能1。
0000∼FFFF 16進制 設定
0000
3234 SP034 SFNC2 (PR)
主軸機能2
以位元(BIT)對應,設定主軸機能2。
0000∼FFFF 16進制 設定
0000
F 2 1 0
SF
|
TK卡 有 效
初期的馬達
一個放大器兩個馬達的機能
0: 無效 0: 無效 1: 有效 1: 有效
0: 主馬達 1: 副馬達
8. 主軸參數
8.3 主軸參數 (SP)
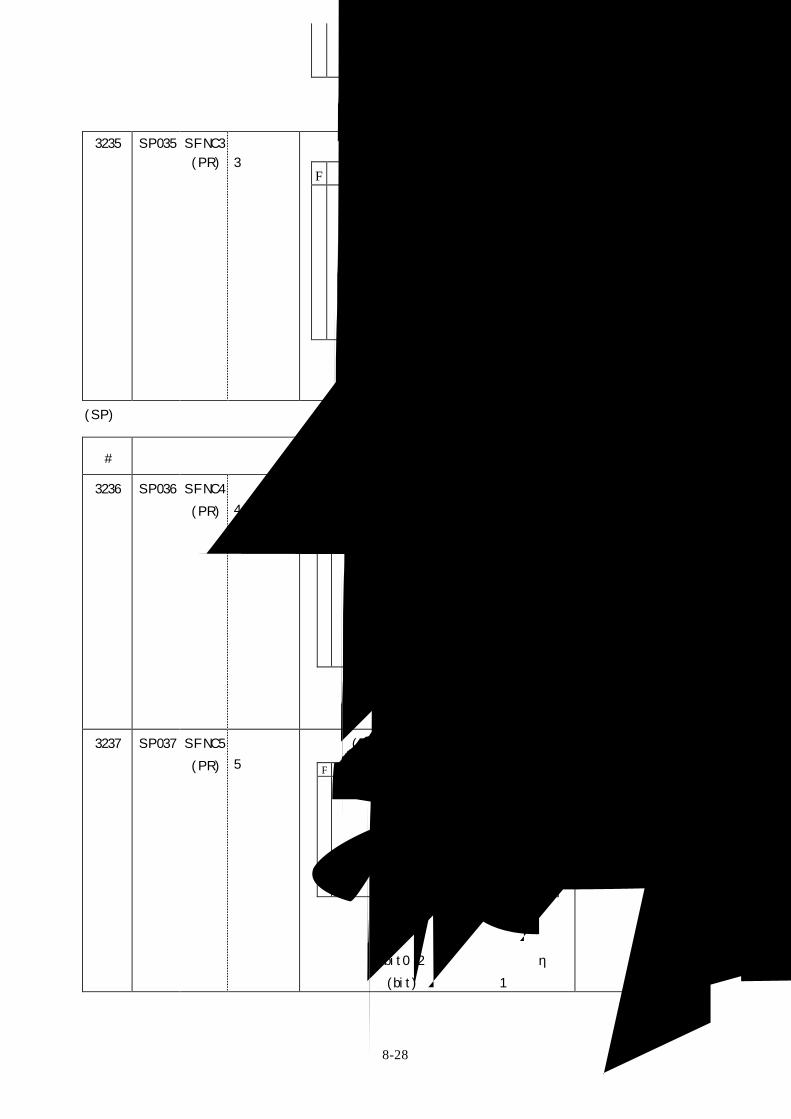
8-28
3235 SP035 SFNC3 (PR)
主軸機能3
以位元(BIT)對應,設定主軸機能3。
0000∼FFFF 16進制 設定
0000
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3236 SP036 SFNC4
(PR)
主軸機能
4
以位元(BIT)對應,設定主軸機能4。
一個放大器兩個馬達的控制
0000∼
FFFF
16進制
設定
0000
3237 SP037 SFNC5
(PR)
主軸機能
5
以位元(BIT)對應,設定主軸機能5。
(註)對於bit0∼2,請勿將兩個或更多的
位元 (bit) 同時設定為“1”。
0000∼
FFFF
16進制
設定
0000
F 9 8 7 6 5 4 3 2 1 0
負載測定儀無效
轉速測定儀無效
馬達2的ENC無效
馬達1的ENC無效
馬達2的MAG無效
馬達1的MAG無效
馬達2的PLG無效
馬達1的PLG無效
0 0: 有效 1: 無效
0: 有效 1: 無效
F 9 8 7 6 5 4 3 2 1 0
無
信號檢測類型
PLG定位
磁性感測器定位
解碼器定位
0: 始終監測 1: 僅在位置回路或定位模式時監測
機
能
機
能
0: 無效 0: 標準 1: 有效 1: 特殊
F 3 2 1 0
低速卷線基本滑行方式
高速卷線基本滑行方式
低速卷線的廣域常數輸出
高速卷線的廣域常數輸出
0: 無效 1: 有效
8. 主軸參數
8.3 主軸參數 (SP)
8-29
3238 SP038 SFNC6
(PR)
主軸機能
6
以位元(BIT)對應,設定主軸機能6。
註︰僅對特定異警有效。
0000∼
FFFF
16進制
設定
0000
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3239 SP039 ATYP (PR)
放大器類型
設定放大器類型。
設定每個放大器的類型或為“0”。
此參數對應於 MDS-A-SP(A2版以後)和MDS-B/C1-SP。
0000∼
FFFF
16進制
設定
0000
F 9 8 7 6 5 4 3 2 1 0 開回路控制
定位起動記錄
半閉回路脈衝輸出信號×2
編碼回授串接通訊
在異警時減速停止
0:無效(1倍) 1:有效(2倍)
0: 無效 1: 有效
0: 無效 1: 有效
ームシニウ]ゥw ゥjセケテォャ 0000 - 0001 SP-075 0002 SP-15 0003 SP-22 0004 SP-37 0005 SP-55 0006 SP-75 0007 SP-110 0008 SP-150 0009 SP-185 000A SP-220 000B SP-260 000C SP-300 000D CSP-370 000E CSP-370 000F SP-04
8. 主軸參數
8.3 主軸參數 (SP)
8-30
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3240 SP040 MTYP
(PR)
馬達類型 此參數當 SP034 (SFNC2) bit0設定為“0”
時才有效。
從下表的標準馬達中選擇適當的馬達參數。
0000∼
FFFF
16進制
設定
0000
ームシニュネ ーィケFテォャ ウフ、jウtォラ ケウェコ ゥjセケ
0000 0001 SJ-2.2A 10000 rpm SP-22 0002 SJ-3.7A 10000 rpm SP-37 0003 SJ-5.5A 8000 rpm SP-55 0004 SJ-7.5A 8000 rpm SP-75 0005 SJ-11A 6000 rpm SP-110 0006 SP-15A 6000 rpm SP-150 0007 SJ-18.5A 6000 rpm SP-185 0008 SJ-22A 4500 rpm SP-220 0009 SJ-26A 4500 rpm SP-260 000A SJ-30A 4500 rpm SP-300 000B 000C 000D 000E 000F 0010 0011 SJ-N0.75A 10000 rpm SP-075 0012 SJ-N1.5A 10000 rpm SP-15 0013 SJ-N2.2A 10000 rpm SP-22 0014 SJ-N3.7A 10000 rpm SP-37 0015 SJ-N5.5A 8000 rpm SP-55 0016 SJ-N7.5A 8000 rpm SP-75 0017 0018 0019 001A 001B SJ-J2.2A 10000 rpm SP-22 001C SJ-J3.7A 10000 rpm SP-37 001D SJ-J5.5A 8000 rpm SP-55 001E SJ-J7.5A 8000 rpm SP-75 001F
8. 主軸參數
8.3 主軸參數 (SP)
8-31
(註)上述馬達的選擇僅當SP034 (SFNC2) bit4設定為“0”時才有效。
8-31
(SP)
# 項 目 內 容
設定範圍
(單位)
標準 設定值
3241 SP041 PTYP (PR)
供 電 類型
對於軸與供電單元之間有信號連接的機器,設定這一參數。 對於軸與供電單元之間無信號連接的機器,此參數設定為“0”。 當PTYP設定為CR型(81∼89)時,設定RTYP。設定此參數時,請參考下表。
[PTYP] 供電類型(參考下表,選擇供電型式)
(註1)在MDS-B-CV中使用外部緊急停止時,設定值應在上面的參考設定值上再加40。 (例如) 在CV-260中使用外部緊急停止時︰ 設定值=0026+0040=0066
(註2)當所選的供電類型是CR型時,還要設定一個外部的回生電阻。
[RTYP] 外部回生電阻的類型(參考下表,選擇回生電阻類型)
0000∼FFFF 16進制 設定
0000
3242 SP042 CRNG (PR)
C-軸檢測器範圍
設定C-軸用的檢測器範圍。 此參數設定為“0”。
0∼7 0
3243 SP043 TRNG 同期攻牙,主軸
設定同期攻牙或主軸同期用的檢測器範圍。 0∼7 0
PTYP 供電類型 PTYP 供電類型 00 未連接 81 CR-10 04 CV-37 82 CR-15 06 CV-55 83 CR-22 08 CV-75 84 CR-37 11 CV-110 86 CR-55 15 CV-150 88 CR-75 19 CV-185 89 CR-90 22 CV-220 26 CV-260 30 CV-300 37 CV-370
F E D C B A 9 8 7 6 5 4 3 2 1 0
(RTYP) PTYP
RTYP ・ウ。ヲ^・ヘケqェェコテォャ ケqェュネ 。]シレゥi。^
・¥イv 。]・ヒッS。^
00 非連接型供電 - - 01 GZG200W260HMJ 26 80 02 GZG300W130HMJ*2 26 150 03 MR-RB30 13 300 04 MR-RB50 13 500 05 GZG200W200HMJ*3 6.7 350 06 GZG300W200HMJ*3 6.7 500 07 R-UNIT-1 30 700 08 R-UNIT-2 15 700 09 R-UNIT-3 15 2.1K
8. 主軸參數
8.3 主軸參數 (SP)
8-32
(PR) 牙,主軸同期檢測器範圍
此參數設定為“0”。
8-33
(SP)
# 項 目 內 容
設定範圍
(單位)
標準 設定值
3244 SP044 TRANS (PR)
NC通信
周期
設定與NC資料通信的周期。 0∼32767
標準︰0 特殊︰1028
3245 SP045 (PR) 未使用,設定為“0”。 0 0
3246 SP046 CSN2 (PR)
速度指令的雙重緩衝
對於SP019 (CSN1) 中所定義的加減速的時間常數,此參數僅在加減速開始時速度指令平穩運動。這個參數減小時,運動比較平穩,但是加減速時間延長。 設定為“0”時此參數無效。
0∼1000 0
3247 SP047 SDTR (PR)
速度檢測重置值
於SP020 (SDTS) 中被設定的速度檢測設定值,設定一個重置磁滯的寬度。
0∼100 (rpm)
30
3248 SP048 SUT
(PR)
速度到達範圍
速度達到信號的輸出值,設定指令速度對應速度偏差的比例。
0∼100 (%)
15
3249 SP049 TLM2 (PR)
轉矩限制2
對於轉矩限定信號010,設定轉矩限定率。 1∼120 (%)
20
3250 SP050 TLM3 (PR)
轉矩限制3
對於轉矩限定信號011,設定轉矩限定率。 不用時設定為“10”。
1∼120 (%)
10
3251 SP051 TLM4 (PR)
轉矩限制4(未使用)
對轉矩限制信號100,設定轉矩限制率。 1∼120
(%)
0
3252 SP052 TLM5 (PR)
轉矩限制5(未使用)
對轉矩限制信號101,設定轉矩限制率。 1∼120 (%)
0
3253 SP053 TLM6 (PR)
轉矩限制6(未使用)
對轉矩限制信號110,設定轉矩限制率。 1∼120 (%)
0
3254 SP054 TLM7 (PR)
轉矩限制7(未使用)
對轉矩限制信號111,設定轉矩限制率。 1∼120 (%)
0
3255 SP055 SETM (PR)
速度偏差過大時間
設定速度偏差過大異警輸出為止的計時器。 設定值應當比加減速的時間要長。
0∼60 (秒)
12
3256 SP056 PYVR 可變激勵 (最小值)
設定可變激勵率的最小值。 齒輪噪聲過大時要減小設定值。可是對於衝擊響應而言,則設定值大更有效。
0∼100
(%)
50
3257 SP057 (PR) 未使用,設定為“0”。 0 0
3258 SP058 HSPT (PR)
未使用,設定為“0”。 1∼32767 (1/分)
6000
8. 主軸參數
8.3 主軸參數 (SP)
8-34
(SP)
# 項 目 內 容
設定範圍
(單位)
標準 設定值
3259 SP059 MKT
(PR)
卷線切替基本切換時間
設定卷線切替時,其繼電器切換的基本遮斷時間。 當該值設定過小時,繼電器有可能會燒損。
50∼10000(毫秒)
500
3260 SP060 MKT2
(PR)
卷線切替後電流限制時間
設定卷線切替時,繼電器切換完成後的電流限制時間。
0∼10000(毫秒)
500
3261 SP061 MKIL
(PR)
電流限制值
卷線切替時,當繼電器切換完成後,僅依SP060 (MKT2) 所設定的時間內,設定動作電流限制值。
0∼120 (%)
75
3262 SP062 (PR) 未使用,設定為“0”。 0 0
3263 SP063 OLT
(PR)
過載異警檢測時間
設定馬達過載異警檢測的時間常數。 0∼1000(秒)
60
3264 SP064 OLL
(PR)
過載異警檢測水平
設定馬達過載異警的檢測水平。 0∼200 (%)
110
3265 SP065 VCGN1
(PR)
可變速度回路比例增益的目標值
設定在SP017 (TSP) 被設定的馬達最高速度SP022 (VGNP1)相對的速度回路比例增益的倍率。
0∼100 (%)
100
3266 SP066 VCSN1
(PR)
可變速度回路的比例增益的變更開始速度
設定速度回路比例增益的變更開始速度。
0∼32767(1/分)
0
3267 SP067 VIGWA
(PR)
可變電流回路增益變更開始速度
設定電流回路增益的變更開始速度。 0∼32767
0
3268 SP068 VIGWB
(PR)
可變電流回路增益變更結束速度
設定電流回路增益的變更結束速度。 0∼32767
0
SP022×(SP065/100)
SP022
SP066 SP017
速度
比例增益
8. 主軸參數
8.3 主軸參數 (SP)
8-35
(SP)
# 項 目 內 容
設定範圍
(單位)
標準 設定值
3269 SP069 VIGN
(PR) 可變電流回路增益目標值
對於SP068 (VIGWB) 中被設定的變更結束速度,設定電流回路增益(轉矩分量和激磁分量)的倍率。 此參數設定為“0”時,倍率為1。
0∼32767 0
3270 SP070 FHz
抑制機器共振的濾波頻率
在速度和位置控制中發生機械振動時,設定所要抑制的頻率。 但需設定100Hz以上的值。 不用時設定為“0”。
100∼3000
(Hz)
0
3271∼3275
SP071∼
SP075
(PR) 固定控制常數
在系統中使用。設定為“0”。 0 0
3276 SP076 FONS 機器共振抑製濾波器的動作速度。
於“SP070”機械抑制濾波器動作時,馬達停止中(例如在定位停止中)振動變大時,以此參數的速度使機械抑制濾波器動作。 設定為“0”時,全速度範圍都有效。
0∼32767
(rpm)
0
3277 SP077 TDSL Td時間選擇
在無特定指定時,請設為14。 14
3278∼3282
SP078∼
SP082
(PR) 固定控制常數
在系統中使用。設定為“0”。 0 0
3283∼3286
SP083∼
SP086
(PR) 未使用,設定為“0”。 0 0
3287 SP087 DIQM
(PR) 減速時可變轉矩限制倍率的目標值
設定減速時可變轉矩限制倍率的最小值。 0∼150
(%)
75
3288 SP088 DIQN
(PR)
減速時可變轉矩限制倍率的目標值
設定減速時可變轉矩限制變更開始的速度。
0∼32767
(rpm)
3000
SP069×(1/16)倍
1倍
SP067 SP068 SP017 速度
增益
100%
SP087
SP088 SP017 速度
轉矩限制 與速度成反比
8. 主軸參數
8.3 主軸參數 (SP)

8-36
8-37
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3289 SP089 VGHP
(PR)
未使用,設定為“0” 0∼1000 (弧度/秒)
0
3290 SP090 VGHI
(PR)
未使用,設定為“0” 0∼1000
( 1
10弧度
/秒)
0
3291 SP091 OFSN 未使用,設定為“0” –2048∼2047
0
3292 SP092 OFSI 未使用,設定為“0” –2048∼2047
0
3293 SP093 (PR) 未使用,設定為“0” 0 0
3294 SP094 VGHI
(PR)
負載表輸出濾波
設定負載表輸出的濾波時間常數。
設定為“0”時, 濾波時間設定為100毫秒。
0∼32767(2毫秒)
0
3295 SP095 (PR) 未使用,設定為“0” 0 0
3296 SP096 EGAR
(PR)
解碼器齒輪比
主軸側與解碼器側(除馬達內藏式解碼器外)的齒輪比例設定如下:
(1) 1:1時,設定為0
(2) 1:2時,設定為1
(3) 1:4時,設定為2
(4) 1:8時,設定為3
0∼4 0
8. 主軸參數
8.3 主軸參數 (SP)
8-36
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3297 SP097 SPECO
(PR)
定位規格 以位元(BIT)對應,設定定位的規格。
16進制
設定:0000∼ FFFF
0000
3298 SP098 VGOP
(PR)
定位模式中速度回路比例項
設定定位時速度回路增益的比例項。 增益增加時,提高應答性,但振動和噪音加大。
0~1000 (rad/s)
63
3299 SP099 VGOI
(PR)
定位模式中速度回路積分項
設定定位模式下速度回路的積分增益。 0~1000 (rad/s)
60
3300 SP100 VGOD
(PR)
定位模式中速度回路增量的延時超前量項
設定定位模式中速度回路放大延時提前量的增益。 參數設定為“0”時,執行PI控制。
0~1000 (1/10rad/s)
15
3301 SP101 DINP
(PR)
定位超前量的到位寬度
使用到位定位提前量機能時,設定到位寬度要比在SP004 (OINP) 中定義的正常到位寬度大。
1~2880 (1/16度)
16
ィ箝モ、Gカi
ヲコイユヲX ゥwヲコアロツ爨隕V
0 上一次的(馬達在速度控制下至今為止的旋轉方向)
1 馬達正轉 2 馬達反轉 3 (禁止)
到位的提前量( bit 2 ) 0(無效) 1(有效)
0 (無效)
OINP中到位信號寬度=1 控制輸出 4/bit4=1 第二個到位信號=0 控制輸出 4/bit F=0
第 二 個 位 置
1 (有效)
OINP中到位信號寬度=1 控制輸出 4/bit4=1 第二個到位信號=0 控制輸出 4/bit F=1
DINP中到位信號寬度=1 控制輸出 4/bit4=1 第二個到位信號=1 控制輸出 4/bit F=1
F A 9 8 7 6 5 4 3 2 1 0 第
二個位置
編碼器檢測器極性
編碼器檢測器極性
固定的定位伺服鎖定勵磁
定位於到位的提前量
定位的旋轉方向
0: (+) 1: (–)
0: 無效 1: 有效
0: 無效 1: 有效
8. 主軸參數
8.3 主軸參數 (SP)
8-37
3302 SP102 OODR
(PR)
定位時誤差過大值
設定定位時的誤差過大寬度。 1~32767 (1/4脈衝) (1脈衝 =0.088度)
32767
8-38
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3303 SP103 FTM (PR)
定位完成
斷開時間
在算出定位位置時,定位完成信號和其他算出
位置決定結束信號,設定從開啟算出起動信號
至強制關閉時間。
1∼10000 (ms)
200
3304 SP104 TLOR (PR)
定位伺服
鎖住轉矩
限制值
設定定位到位輸出的轉矩限制值。如輸入外部
轉矩限制信號,此參數設定的轉矩限制值無
效。
0∼120 (%)
100
3305 SP105 IQGO (PR)
定位的電流回路增益倍率1
對定位的電流回路增益設定倍率(轉矩分量)。
0∼1000 (%)
100
3306 SP106 IDGO (PR)
定位的電流回路增益倍率2
對定位的電流回路增益設定倍率(勵磁分量)。
0∼1000 (%)
100
3307 SP107 CSP2 (PR)
定位模式的減速率2
設定相應於齒輪001的定位模式中的減速率。 這一參數設定為“0”時,與SP006 (CSP) 相同。
0∼1000 0
3308 SP108 CSP3 (PR)
定位模式的減速率3
設定相應於齒輪001的定位模式中的減速率。 這一參數設定為“0”時,與SP006 (CSP) 相同。
0∼1000 0
3309 SP109 CSP4 (PR)
定位模式的減速率4
設定相應於齒輪001的定位模式中的減速率。 這一參數設定為“0”時,與SP006 (CSP) 相同。
0∼1000 0
3310∼3313
SP110∼SP113
(PR) 未使用,設定為“0”。 0 0
3314 SP114 OPER (PR)
定位脈衝
錯誤檢查
值
如果定位停止中脈衝錯誤值超過此設定值,就
產生異警「5C」。(但是設定為“0”時無效)
在此參數中,設定值需滿足以下條件:
SP114設定值 > 1.5 ×SP004(定位到位寬度)
0∼327673(360度 /4096)
0
3315∼3318
SP115∼SP118
(PR) 未使用,設定為“0”。 0 0
8. 主軸參數
8.3 主軸參數 (SP)
8-39
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3319 SP119 MPGH
(PR)
定位位置
增益的H
卷線補正
倍率
為H卷線設定定位位置回路增益的的補正倍
率。
H卷線定位位置回路增益
=SP001(或SP002) ×SP119/256
設定為“0”時,就與SP001或SP002相同。
0∼2560
(1/256倍)
0
3320 SP120 MPGL
(PR)
定位位置
增益的H
卷線補正
倍率
為L卷線設定定位位置回路增益的的補正倍
率。
L卷線定位位置回路增益
=SP001(或SP002) ×SP120/256
設定為“0”時,就與SP001或SP002相同。
0∼2560
(1/256倍)
0
3321 SP121 MPCSH
(PR)
定位減速
率H卷線
補正倍率
為H卷線設定定位減速率補正倍率。
H卷線定位減速率
=SP006 ×SP121/256
設定為“0”時,就與SP006相同。
0∼2560
(1/256倍)
0
3322 SP122 MPCSL
(PR)
定位減速
率L卷線
補正倍率
為L卷線設定定位減速率補正倍率。
L卷線定位減速率
=SP006 ×SP122/256
設定為“0”時,就與SP006相同。
0∼2560
(1/256倍)
0
3323 SP123 MGDO
(PR)
磁檢測器
的輸出峰
值
磁檢測器定位時的動作調整參數。
設定磁檢測器的輸出峰值。
如檢測器與勵磁元件之間的間距很小,則應增
加此參數值。如果兩者之間差距很大就減少此
參數值。
1∼10000 標準勵磁元
件︰
542
小勵磁
元件︰
500
3324 SP124 MGD1
(PR)
磁檢測器
的線性區
域寬度
磁檢測器定位時的動作調整參數。
設定磁檢測器的線性區域寬度。
如果勵磁元件安裝的距離很大,則應減少此參
數值。如果兩者之間的距離很小,就增加此參
數值。
1∼10000 標準勵磁元
件︰
768
小勵磁
元件︰
440
8. 主軸參數
8.3 主軸參數 (SP)
8-40
3325 SP125 MGD2
(PR)
磁檢測器
的切換點
磁檢測器定位時的動作調整參數。
位置回授切換至磁檢測器輸出時,設定目標停
止點的距離。
通常把這一值設定為 SP124 的 1/2。
1∼10000 標準勵磁元
件︰
384
小勵磁
元件︰
220
8-41
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3326~3328
SP126~SP128
(PR) 未使用,設定為“0”。 0 0
3329 SP129 SPECC (PR)
C 軸 規格
以位元(BIT)對應,設定C 軸規格。
16進制 設定:0000~FFFF
0000
3330 SP130 PGC1 (PR)
C軸切削時 的 第一 位 置回 路 增益
C 軸切削時,設定第一增益選擇時的位置回路增益。
1∼100 (1/秒)
15
3331 SP131 PGC2 (PR)
C軸切削時 的 第二 位 置回 路 增益
C 軸切削時,設定第二增益選擇時的位置回路增益。
1∼100 (1/秒)
15
3332 SP132 PGC3 (PR)
C軸切削時 的 第三 位 置回 路 增益
C 軸切削時,設定第三增益選擇時的位置回路增益。
1∼100 (1/秒)
15
3333 SP133 PGC4 (PR)
C軸切削時 的 制動 位 置回 路 增益
C 軸切削時,設定停止時的位置回路增益。 1∼100 (1/秒)
15
3334 SP134 VGCP0 (PR)
C軸非切削 時 速度 回 路增 益 的比例項
設定C 軸非切削模式時的速度回路比例增益。
0∼5000 (rad/s)
63
3335 SP135 VGCI0 (PR)
C軸非切削 時 速度 回 路增 益 的積分項
設定C 軸非切削模式時的速度回路積分增益。
0∼5000 (1/10rad/s)
60
F E D C B A 9 8 7 6 5 4 3 2 1 0 原點復歸方向
位置控制切換型式
C軸速度回授
編碼器檢測器極性
Z相檢測極性
Z相檢測型式
位置檢測器
固定的位置回路勵磁
0: CCW 1: CW
0: 原點復歸後 1: 減速停止後
0: CCW 1: CW
0: 固定上升 1: 固定下降 (僅當Ztyp=1時有效)
0: :標準的 1: 特殊的
0: (+) 1: (–)
0: 無效 1: 有效
8. 主軸參數
8.3 主軸參數 (SP)
8-42
3336 SP136 VGCD0 (PR)
C軸非切削 時 速度 回 路增 益 的延 時 提前量項
設定C 軸非切削模式時的速度回路延時提前增益。
此參數設定為“0”時,執行PI控制。
0∼5000 (1/10rad/s)
15
8-43
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3337 SP137 VGCP1 (PR)
C軸切削用的第一速度回路增益比例項
選擇C 軸切削的第一增益時,設定速度回路的比例項。
0∼5000 (rad/s)
63
3338 SP138 VGCI1 (PR)
C軸切削用的第一速度回路增益積分項
選擇C 軸切削的第一增益時,設定速度回路的積分項。
0∼5000 (1/10rad/s)
60
3339 SP139 VGCD1 (PR)
C軸切削用的第一速度回路增益延時提前量項
選擇C 軸切削的第一增益時,設定速度回路的延時提前量項。
此參數設定為“0”時,執行PI控制。
0∼5000 (1/10rad/s)
15
3340 SP140 VGCP2 (PR)
C軸切削用的第二速度回路增益比例項
選擇C 軸切削的第二增益時,設定速度回路的比例項。
0∼5000 (rad/s)
63
3341 SP141 VGCI2 (PR)
C軸切削用的第二速度回路增益積分項
選擇C 軸切削的第二增益時,設定速度回路的積分項。
0∼5000 (1/10rad/s)
60
3342 SP142 VGCD2 (PR)
C軸切削用的第二速度回路增益延時提前量項
選擇C 軸切削的第二增益時,設定速度回路的延時提前量項。
此參數設定為“0”時,執行PI控制。
0∼5000 (1/10rad/s)
15
3343 SP143 VGCP3 (PR)
C軸切削用的第三速度回路增益比例項
選擇C 軸切削的第三增益時,設定速度回路的比例項。
0∼5000 (rad/s)
63
3344 SP144 VGCI3 (PR)
C軸切削用的第三速度回路增益積分項
選擇C 軸切削的第三增益時,設定速度回路的積分項。
0∼5000 (1/10rad/s)
60
8. 主軸參數
8.3 主軸參數 (SP)
8-44
3345 SP145 VGCD3 (PR)
C軸切削用的第三速度回路增益延時提前量項
選擇C 軸切削的第三增益時,設定速度回路的延時提前量項。
此參數設定為“0”時,執行PI控制。
0∼5000 (1/10rad/s)
15
8-45
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3346 SP146 VGCP4 (PR)
C軸切削停止時速度回路增益比例項
設定C 軸切削停止時速度回路的比例增益。 0∼5000 (rad/s)
63
3347 SP147 VGCI4 (PR)
C軸切削停止時速度回路增益積分項
設定C 軸切削停止時速度回路的積分增益。 0∼5000 (1/10rad/s)
60
3348 SP148 VGCD4(PR)
C軸切削停止時速度回路增益延時提前量項
設定C 軸切削停止時速度回路增益的延時提前量項。 參數設定為“0”時,執行PI控制。
0∼5000 (1/10rad/s)
15
3349 SP149 CZRN C軸原點復歸速度
此參數在SP129 (SPECC) bitE 設定為“0”時有效。 設定速度回路切換到位置回路時的原點復歸速度。
1∼500
(1/分)
50
3350 SP150 CPDT C軸原點復歸減速點
此參數在SP129 (SPECC) bitE 設定為“0”時有效。 設定從C 軸原點復歸速度到目標停止點減速時的減速點。 停止時,如有擺動現象要減小設定值。
0∼10000 1
3351 SP151 CPSTL C軸原點復歸的偏移量 (低字元組)
3352 SP152 CPSTH C軸原點復歸的偏移量 (高字元組)
此參數在SP129 (SPECC) bitE 設定為“0”時有效。
設定C 軸的原點位置。
16進制
設定︰
00000000∼ FFFFFFFF (1/1000度)
H:0000 L:0000
3353 SP153 CINP C軸到位寬度
設定C 軸到位信輸出時的位置誤差範圍。 16進制
設定︰
0000∼FFFF (1/1000度)
03E8
3354 SP154 CODRL C軸超限誤差寬度 (低字元組)
設定C 軸的誤差過大寬度。 16進制
設定︰
H:0001 L:D4C0
8. 主軸參數
8.3 主軸參數 (SP)
8-46
3355 SP155 CODRH C軸超限誤差寬度 (高字元組)
00000000∼ FFFFFFFF (1/1000度)
8-47
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3356
∼
3358
SP156
∼
SP158
(PR) 未使用,設定為“0”。 0 0
3359 SP159 CPYC C軸非切
削時可
變勵磁
率
設定C 軸非切削模式下可變勵磁率的最小
值。
0∼100
(%)
50
3360 SP160 CPYX C軸切削
時可變
勵磁率
設定C 軸切削模式下可變勵磁率的最小值。 0∼100
(%)
100
3361 SP161 IQGC0
(PR)
C軸非切
削電流
回路增
益倍率1
設定C 軸非切削時電流回路增益的倍率(轉
矩分量)。
0∼1000
(%)
100
3362 SP162 IQGC0
(PR)
C軸非切
削電流
回路增
益倍率2
設定C 軸非切削時電流回路增益的倍率(勵
磁分量)。
0∼1000
(%)
100
3363 SP163 IQGC1
(PR)
C軸切削
電流回
路增益
倍率1
設定C 軸切削時電流回路增益的倍率(轉矩
分量)。
0∼1000
(%)
100
3364 SP164 IQGC1
(PR)
C軸切削
電流回
路增益
倍率2
設定C 軸切削時電流回路增益的倍率(勵磁
分量)。
0∼1000
(%)
100
3365 SP165 PG2C
(PR)
C軸位置
回路增
益2
設定對C 軸高增益控制時的第二個位置回路
增益。
此參數適用於各種C 軸控制的操作模式。
未使用時,設定為“0”。
0∼999
(1/秒)
0
8. 主軸參數
8.3 主軸參數 (SP)
8-48
3366 SP166 PG3C
(PR)
C軸位置
回路增
益3
設定對C 軸高增益控制時的第三個位置回路
增益。
此參數適用於各種C 軸控制的操作模式。
未使用時,設定為“0”。
0∼999
(1/秒)
0
8-49
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3367 SP167 PGU
(PR)
主軸保持
力提升時
位置回路
增益
設定外亂觀測器有效時的位置回路增益。 1∼100
(1/秒)
15
3368 SP168 VGUP
(PR)
主軸保持
力提升時
速度回路
增益比例
項
設定外亂觀測器有效時的速度回路增益比例
項。
0∼5000
(rad/s)
63
3369 SP169 VGUI
(PR)
主軸保持
力提升時
速度回路
增益積分
項
設定外亂觀測器有效時的速度回路增益積分
項。
0∼5000
(1/10rad/s)
60
3370 SP170 VGUD
(PR)
主軸保持
力提升時
速度回路
增益的延
時提前量
項
設定外亂觀測器有效時的速度回路增益延時
提前量項。
0∼5000
(1/10rad/s)
15
3371
∼
3376
SP171∼
SP176
(PR) 未使用,設定為“0”。 0 0
8. 主軸參數
8.3 主軸參數 (SP)
8-50
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3377 SP177 SPECS (PR)
主軸同期規格
以位元(BIT)對應,設定主軸同期規格。
16進制
設定:
0000~FFFF
0000
3378 SP178 VGSP (PR)
主軸同期時速度回路增益比例項
設定主軸同期模式下速度回路的比例增益。 0∼1000 (rad/s)
63
3379 SP179 VGSI (PR)
主軸同期時速度回路增益積分項
設定主軸同期模式下速度回路的積分增益。 0∼1000 (1/10rad/s)
60
3380 SP180 VGSD (PR)
主軸同期時速度回路增益的延時提前量項
設定主軸同期模式下速度回路延時提前量增益。 此參數設定為“0”時,執行PI控制。
0∼1000 (1/10rad/s)
15
3381 SP181 VCGS (PR)
主軸同期時可變速度回路比例增益目標值
設定主軸同期時,在SP017 (TSP) 所定義的最大速度下,速度回路比例增益相對於SP178 (VGSP) 的倍率。
0∼100 (%)
100
F E D C B A 9 8 7 6 5 4 3 2 1 0 誤
差過大寬度倍率
位置檢測器極性
固定的位置回路勵磁
補間補正
半閉回路控制
0: 1倍 1: 8倍
此參數僅當齒輪比為1:1時才有效。
0: (+) 1: (–)
0: 無效 1: 有效
8. 主軸參數
8.3 主軸參數 (SP)
8-51
3382 SP182 VCSS (PR)
主軸同期時可變速度回路比例增益的變更開始速度
設定主軸同期時速度回路比例增益的變更開始速度。
0∼32767 (1/分)
0
SP178 × (SP181/100)
SP178
SP182 SP017
速度
比例增益
8-52
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3383 SP183 SYNY 主軸同期
時的同期
一致速度
主軸同期從速度回路切換到位置回路時,設定
同期速度信號輸出之速度指令的誤差範圍。
0∼1000 (1/分)
20
3384 SP184 (PR) 未使用,設定為“0”。 0 0
3385 SP185 SINP 主軸同期
到位寬度
主軸同期時,設定到位信號輸出時的位置誤差
範圍。
1∼2880 (1/16度)
16
3386 SP186 SODR (PR)
主軸同期
時誤差過
大寬度
設定主軸同期時的誤差過大寬度。 1∼32767 (1/4脈衝) (1脈衝=0.088度)
32767
3387 SP187 IQGS (PR)
主軸同期
時電流回
路增益
倍率1
設定主軸同期時的電流回路增益(扭矩分量)
的倍率。
0∼1000 (%)
100
3388 SP188 IDGS (PR)
主軸同期
時電流回
路增益
倍率2
設定主軸同期時的電流回路增益(勵磁分量)
的倍率。
0∼1000 (%)
100
3389 SP189 PG2S (PR)
主軸同期時位置回路增益2
設定主軸同期執行高增益控制時的第二位置回路增益。
未使用時,設定為“0”。
0∼999 (1/秒)
0
3390 SP190 PG3S (PR)
主軸同期時回路增益3
設定主軸同期執行高增益控制時的第三位置回路增益。
未使用時,設定為“0”。
0∼999 (1/秒)
0
3391
∼3392
SP191
∼ SP192
(PR) 未使用,設定為“0”。 0 0
8. 主軸參數
8.3 主軸參數 (SP)
8-53
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3393 SP193 SPECT (PR)
同 期 攻牙規格
以位元(BIT)對應,設定同期攻牙規格。
16進制
設定:0000~FFFF
0000
3394 SP194 VGTP (PR)
同期攻牙速度回路增益比例項
設定同期攻牙模式中速度回路的比例增益。 0∼1000 (rad/s)
63
3395 SP195 VGT1 (PR)
同期攻牙速度回路增益積分項
設定同期攻牙模式中速度回路的積分增益。 0∼1000 (rad/s)
60
3396 SP196 VGTD (PR)
同期攻牙速度回路增益延時提前量項
設定同期攻牙模式中速度回路的延時提前量項增益。
此參數設定為“0”時,執行PI控制。
0∼1000 (rad/s)
15
3397 SP197 (PR) 未使用,設定為“0”。 0 0
3398 SP198 VCGT (PR)
同期攻牙可變數速度回路比例增益的目標值
設定主軸同期時,在SP017 (TSP) 所定義的最大速度點,速度回路比例增益相對於SP178 (VGSP)的倍率。
0∼100 (%)
100
3399 SP199 VCST (PR)
同期攻牙可變數速度回路比例增益的變更開始速度
設定同期攻牙時速度回路比例增益的變更開始速度。
0∼32767
(1/分)
0
SP194 × (SP198/100)
SP194
SP182 SP017
速度
比例增益
8. 主軸參數
8.3 主軸參數 (SP)
F E D C B A 9 8 7 6 5 4 3 2 1 0 原點復歸方向
位置控制開關類型
超限誤差寬度的倍率
同期攻牙位置補正
位置檢測極性
指令補正
固定的位置回路勵磁
補間補正
半閉回路控制
0: 原點復歸後 1: 減速制動後
0: 1倍 1: 8倍
此參數當齒輪箱變速比為1:1時才有效。
0: (+) 1: (–)
0: 無效 1: 有效
0: CCW 1: CW
0: CCW 1: CW
0: 無效 1: 有效
8-54
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3400 SP200 FFC1 (PR)
同期攻牙加速度前饋進給增益(齒輪1)
對於同期攻牙時齒輪000選擇時,設定加速度前饋進給增益。 此參數在Z-軸伺服的相對位置誤差大時使用。
0∼1000 (%) 0
3401 SP201 FFC2 (PR)
同期攻牙加速度前饋進給增益(齒輪2)
對於同期攻牙時齒輪001選擇時,設定加速度前饋進給的增益。
0∼1000 (%) 0
3402 SP202 FFC3 (PR)
同期攻牙加速度前饋進給增益(齒輪3)
對於同期攻牙時齒輪010選擇時,設定加速度前饋進給的增益。
0∼1000 (%) 0
3403 SP203 FFC4 (PR)
同期攻牙加速度前饋進給增益(齒輪4)
對於同期攻牙時齒輪011選擇時,設定加速度前饋進給的增益。
0∼1000 (%) 0
3404~ 3413
SP204~SP213
(PR) 未使用,設定為“0”。 0 0
3414 SP214 TZRN 同 期 攻牙 原 點復 歸 速度
此參數在SPECT (SP193) bitE 設定為“0”時有效。 設定速度回路改變到位置回路時用的原點復歸速度。
1∼500
(1/分)
50
3415 SP215 TPDT 同 期 攻牙 原 點復 歸 減速點
此參數在SPECT (SP193) bitE 設定為“0”時有效。 設定從原點復歸往目標停止點減速時的減速點。 停止時,如果有搖擺的現象,將設定值減小。
0∼10000 1
3416 SP216 TPST 同 期 攻牙 原 點復 歸 偏移量
此參數在SPECC (SP129) bitE 設定為“0”時有效。設定同期攻牙的原點位置。
16進制設定:00000000∼ FFFFFFFF (1/1000度)
H:0000 L:0000
3417 SP217 TINP 同期攻牙定位寬度
同期攻牙時,設定到位信號輸出時的位置誤差範圍。
16進制設定:0000∼FFFF (1/1000度)
03E8
8. 主軸參數
8.3 主軸參數 (SP)
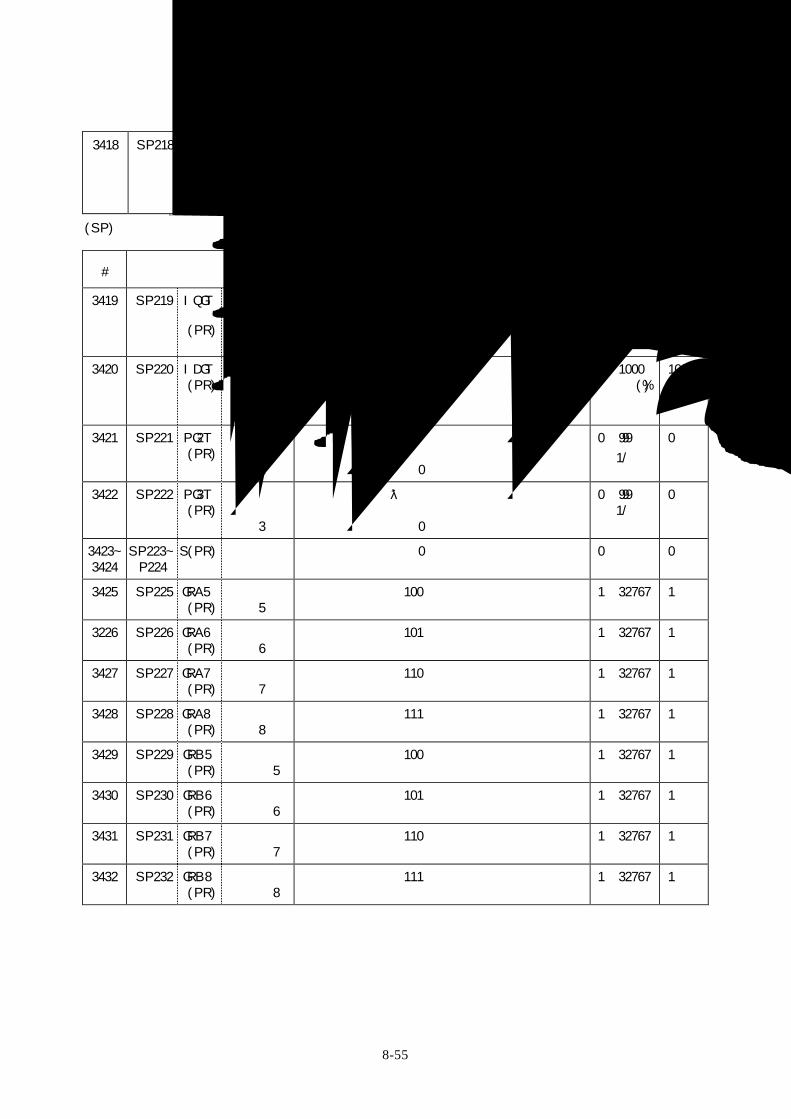
8-55
3418 SP218 TODR 同 期 攻牙 時 誤差 過 大寬度
設定同期攻牙時的誤差過大寬度。 16進制設定:00000000∼ FFFFFFFF (1/1000度)
H:0001 L:D4C0
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3419 SP219 IQGT
(PR)
同期攻牙電流回路增益倍率1
設定同期攻牙時電流回路增益(轉矩分量)的倍率。
0∼1000
(%)
100
3420 SP220 IDGT (PR)
同期攻牙電流回路增益倍率2
設定同期攻牙時電流回路增益(勵磁分量)的倍率。
0∼1000 (%)
100
3421 SP221 PG2T (PR)
同期攻牙位置回路增益2
設定同期攻牙中執行高增益控制時的第二位置回路增益。 未使用時設定為“0”。
0∼999 (1/秒)
0
3422 SP222 PG3T (PR)
主軸同期時的回路增益3
設定同期攻牙中執行高增益控制時的第三位置回路增益。 未使用時設定為“0”。
0∼999 (1/秒)
0
3423~ 3424
SP223~SP224
(PR) 未使用,設定為“0”。 0 0
3425 SP225 GRA5 (PR)
主軸齒輪齒數5
設定相應於齒輪100的主軸齒輪的齒數。 1∼32767 1
3226 SP226 GRA6 (PR)
主軸齒輪齒數6
設定相應於齒輪101的主軸齒輪的齒數。 1∼32767 1
3427 SP227 GRA7 (PR)
主軸齒輪齒數7
設定相應於齒輪110的主軸齒輪的齒數。 1∼32767 1
3428 SP228 GRA8 (PR)
主軸齒輪齒數8
設定相應於齒輪111的主軸齒輪的齒數。 1∼32767 1
3429 SP229 GRB5 (PR)
馬達軸齒輪齒數5
設定對應於齒輪100的馬達軸齒輪的齒數。 1∼32767 1
3430 SP230 GRB6 (PR)
馬達軸齒輪齒數6
設定對應於齒輪101的馬達軸齒輪的齒數。 1∼32767 1
3431 SP231 GRB7 (PR)
馬達軸齒輪齒數7
設定對應於齒輪110的馬達軸齒輪的齒數。 1∼32767 1
3432 SP232 GRB8 (PR)
馬達軸齒輪齒數8
設定對應於齒輪111的馬達軸齒輪的齒數。 1∼32767 1
8. 主軸參數
8.3 主軸參數 (SP)
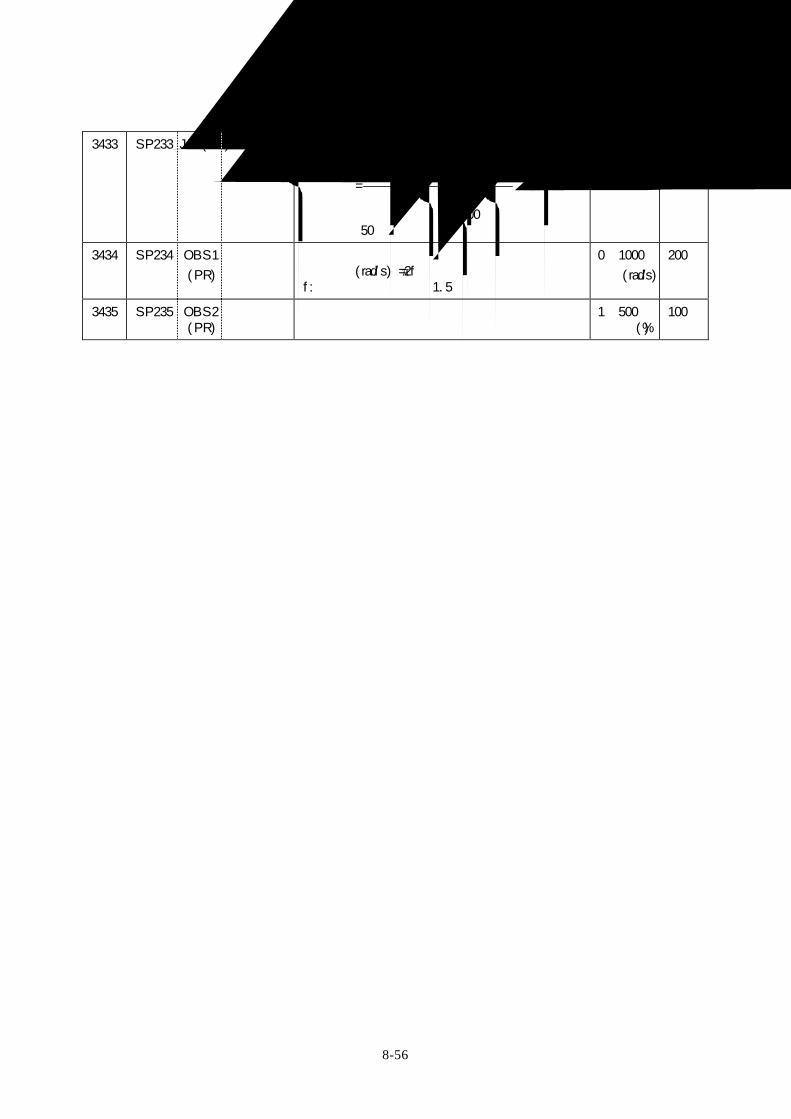
8-56
3433 SP233 JL (PR) 外亂觀測器的總慣量值倍率
設定馬達慣量+負載慣量與馬達慣量的比例。
設定值 =(馬達慣量+負載慣量)
馬達慣量×100
正常情況下,要設定為“100”或更大。設定值低於“50”時無效。
0∼5000 (%)
100
3434 SP234 OBS1 (PR)
外亂觀測器低通濾波器頻率
設定外亂觀測器有效時低通濾波器的頻率。 設定值 (rad/s) =2πf f: 大約是干擾頻率的1.5倍。
0∼1000 (rad/s)
200
3435 SP235 OBS2 (PR)
外亂觀測器增益
設定外亂觀測器的增益。 1∼500 (%)
100
8-57
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3436 ∼ 3452
SP236∼SP252
(PR) 未使用,設定為“0”。 0 0
3453 SP253 DA1NO D/A輸出通道1資料編號
對D/A輸出機能的通道1設定輸出資料號碼。 設定值為“0”時,輸出值就是轉速表讀數。 參閱“8.4 補充說明”。
0∼32767 0
3454 SP254 DA2NO D/A輸出通道2資料編號
對D/A輸出機能的通道2設定輸出資料號碼。 設定值為“0”時,輸出值就是轉速表讀數。 參閱“8.4 補充說明”。
0∼32767 0
3455 SP255 DA3NO D/A輸出通道3資料編號
對D/A輸出機能的通道1設定資料的放大倍率。 輸出倍率是(設定值)/256。 設定為“0”時,輸出放大倍率為1倍,就和設為“256”時一樣。 參閱“8.4 補充說明”。
0∼32767 (1/256倍)
0
3456 SP256 DA4NO D/A輸出通道4資料編號
對D/A輸出機能的通道2設定資料的放大倍率。 輸出倍率是(設定值)/256。 設定為“0”時,輸出放大倍率為1倍,就和設為“256”時一樣。 參閱“8.4 補充說明”。
0∼32767 (1/256倍)
0
3457
∼ 3520
SP257∼SP320
RPM (PR) ∼ BSD (PR)
馬達常數 (H卷線)
這一參數僅在下列兩種條件下才有效: 在SP034 (SFNC2) bit0=1,並且 SP034 (SFNC2) bit2=0時︰ 當使用未在SP040 (MTYP) 中說明的特殊馬達,或使用非卷線切換馬達時,設定此馬達常數。
在SP034 (SFNC2) bit0=1,並且 SP034 (SFNC2) bit2=1時,設定卷線切換型馬達的H卷線的馬達常數。
(註)不容許用戶改變此設定。
16進制
設定︰
0000∼FFFF
0000
(3494) SP294 Kt
(PR)
外亂觀
測器的
轉矩常
數
設定外亂觀測器的轉矩常數。
設定值 = (30分鐘額定輸出 (基本速度 (RPM
×100(kw)×1000))×1.026)
0∼7FFF
(0.01kg⋅m)
0000
8. 主軸參數
8.3 主軸參數 (SP)
8-58
(3495) SP295 GDM (PR)
外亂觀測器馬達慣量
對於外亂觀測器設定馬達慣量。 設定值 = GDM
2 × 1000 0∼7FFF (0.01kg⋅m)
0000
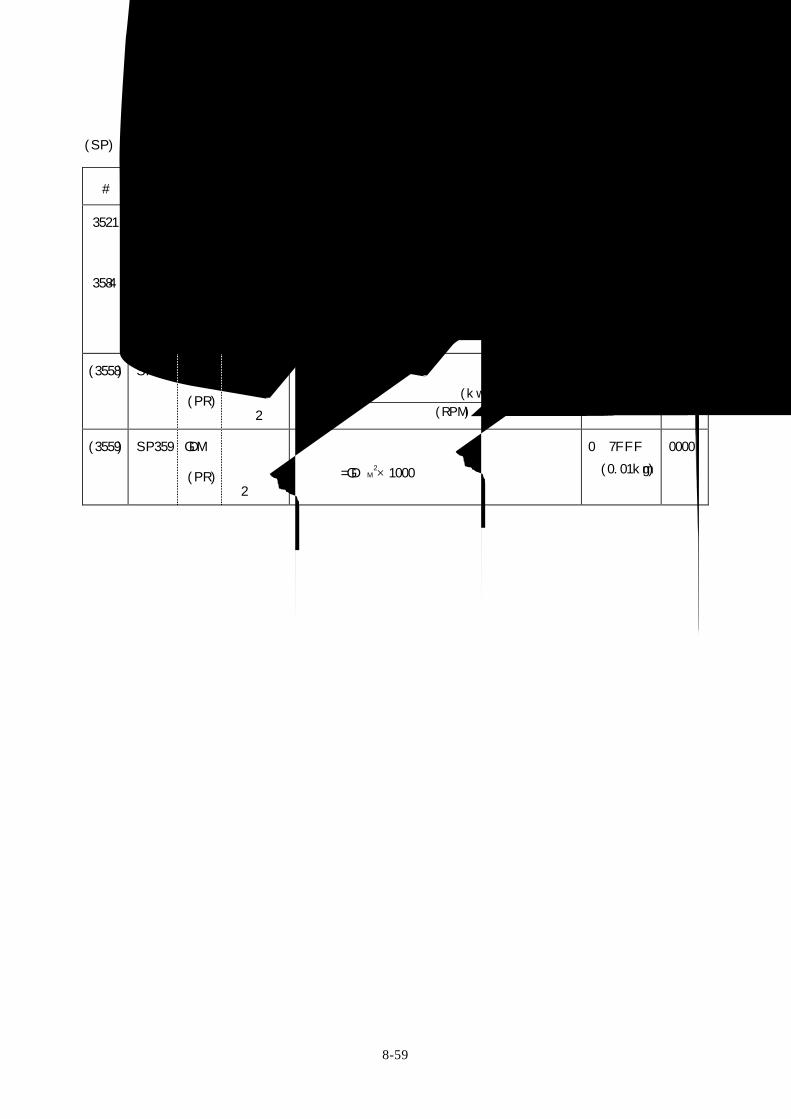
8-59
(SP)
# 項 目 內 容 設定範圍 (單位)
標準 設定值
3521
∼
3584
SP321
∼
SP384
RPML
(PR)~
BSDL
(PR)
馬達常數
(L卷線)
此參數僅在下列條件下才有效︰
在 SP034 (SFNC2) bit0=1,並且
SP034 (SFNC2) bit2=1時
設定卷線切換型馬達的L型卷線的馬達
常數。
(註)不容許用戶改變此設定。
16進制
設定︰
0000∼FFFF
0000
(3558) SP358 Kt
(PR)
外亂觀測
器的轉矩
常數2
設定外亂觀測器的轉矩常數。
設定值 =(30分鐘額定輸出 (基本速度 (RPM
×100(kw)×1000))×1.026)
0∼7FFF
(0.01kg⋅m)
0000
(3559) SP359 GDM
(PR)
外亂觀測
器馬達慣
量2
對於外亂觀測器設定馬達慣量。
設定值=GDM2× 1000
0∼7FFF
(0.01kg⋅m)
0000
8. 主軸參數
8.3 主軸參數 (SP)
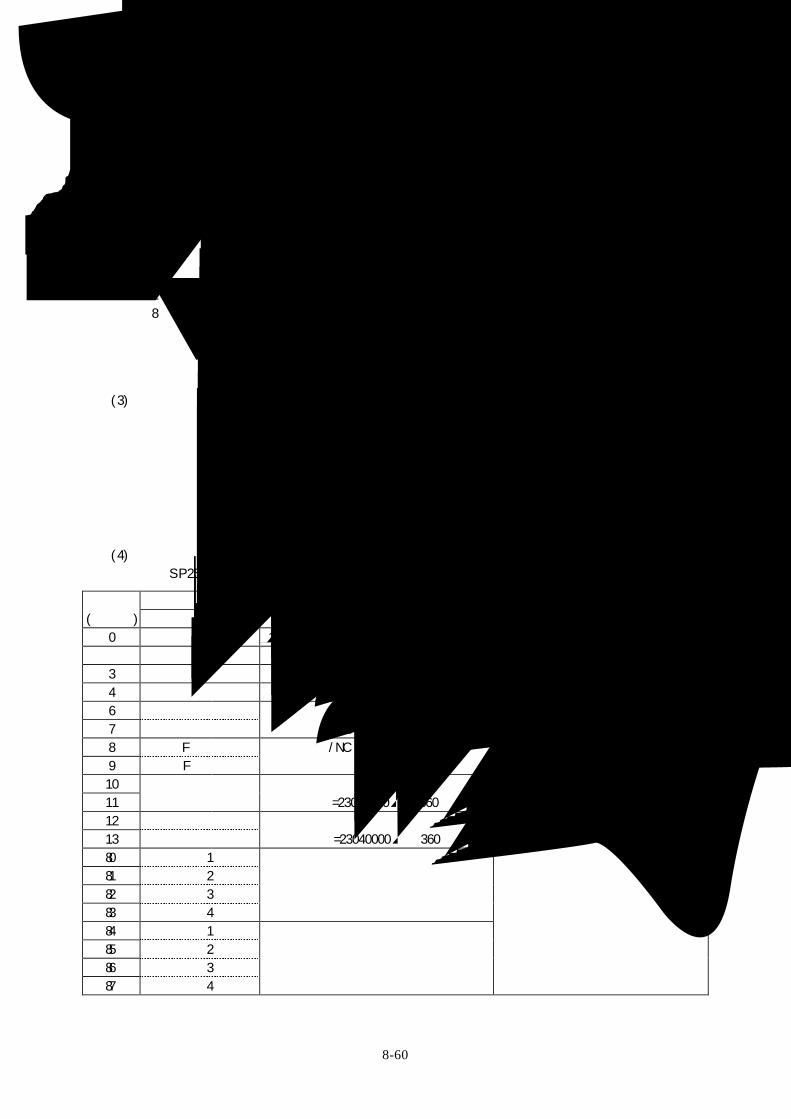
8-60
8.4 補充說明 (SP)
關於D/A輸出機能
(1) 概要 D/A輸出機能是安裝在MDS-A-SP/MDS-B-SP/MDS-C1-SP的標準系統中的。 使用D/A輸出機能,可以確認驅動單元的狀態和每個資料。
(2) 硬體規格 ‧2通道 ‧8位 0~+10V ‧輸出腳 CH1: CN9-9腳
CH2: CN9-19腳 GND: CN9-1.11腳
(3) 參數 依據下列參數,設定每個通道的資料編號和輸出倍率。
名 稱 說 明 SP253 D/A通道1的資料編號 SP254 D/A通道2的資料編號 SP255 D/A通道1的輸出倍率 SP256 D/A通道2的輸出倍率
(4) 輸出資料編號 設定SP253和SP254中輸出資料的編號。輸出資料和資料編號的對應關係如下圖所示。
通道1 通道2 編號 (設定值) 輸出資料 單 位 輸出資料 單 位 0 轉速表輸出 10V時最大速度 負載表的輸 10V時的120%的負 電流指令 實際資料=4096時,100%轉換 3 電流回授 實際資料=4096時,100%轉換 4 速度回授 實際資料(每分鐘轉數) 6 位置偏移 低位 7 位置偏移 高位
補間單位 (實際資料=23040000時,360度轉換)
8 位置F 低位 9 位置F 高位
補間單位/NC通信週期
10 位 置 指 低位 11 位 置 指 高位
補間單位 (實際資料=23040000時,360度轉換)
12 位 置 回 低位 13 位 置 回 高位
補間單位 (實際資料=23040000時,360度轉換)
80 控制輸入1 81 控制輸入2 82 控制輸入3 83 控制輸入4
字位對應
84 控制輸出1 85 控制輸出2 86 控制輸出3 87 控制輸出4
字位對應
同通道1
8. 主軸參數
8.4 補充說明 (SP)

8-61
(註)電流指令和電流回授值的%,以30分鐘定格=100%表示。
8-62
(5) 設定輸出放大倍數
在SP255和SP256中設定輸出放大倍數。
應用上述公式︰
除速度和負載的輸出以外的其他輸出資料與D/A輸出的關係如下面的圖8.4.1所示。
速度資料和負載資料與D/A輸出的關係如下面的圖8.4.2所示。
圖8.4.1 圖8.4.2
(例1)電流指令,電流回授
資料單位是,當實際資料=4096時,100%轉換。
因此,例如,在+120%電流回授時,實際資料的輸出如下式所示。
實際資料 = 4096 ×1.2 = 4915
如果參數SP255 (SP256) 設定為“256”(倍率1),從圖8.4.1所得到的D/A輸出電壓將如下
式所示,超過D/A輸出的最大電壓值。
5V+4915 ×1 ×(5V/128)=197V>10V
因此,如果參數SP255 (SP256) 設定為“6”,則D/A輸出電壓將如下式所示,資料就可以驗
証。
5V+4915 ×6 / 256 ×(5V / 128)=9.5V<10V
8. 主軸參數
8.4 補充說明 (SP)
資料值 = 實際值×SP255或SP256
256
D/A輸出電壓
+10V
+5V
0V 資料
-128 0 +127
D/A輸出電壓
+10V
+5V
0V 資料
0 +127 +255
8-63
(例2) 速度回授
資料單位是 rpm(每分鐘轉數)。
因此,假如馬達轉速達到+2000 rpm,則馬達速度的輸出值也應是“2000”。
如果參數SP255 (SP256) 設定為“256”(倍率1),從圖 8.4.1 所得到的D/A輸出電壓將如下
式所示,超過D/A輸出的最大電壓值。
5V+2000 ×1 ×(5V / 128)=83.125V>10V
因此,假如參數SP255 (SP256) 設定為“16”,則D/A輸出電壓將如下式所示,資料就可以驗
証。
5V+2000 ×16 / 256 ×(5V / 128)=9.88V<10V
(例3) 位置偏移
資料單位是 rpm(每分鐘轉數)和當實際資料=4096時,100%轉換。
因此,例如在位置偏移+0.1度時,實際值的輸出如下。
實際值=0.1 ×23040000 / 360=6400
如果參數SP255 (SP256) 設定為“256”(倍率1),從圖8.4.1所得到的D/A輸出電壓將如下
式所示,超過D/A輸出的最大電壓值。
5V+6400 ×1 ×(5V / 128)=255V>10V
因此,假如參數SP255(SP256)設定為“5”,則D/A輸出電壓將如下式所示,資料就可以驗証。
5V+2000 ×5 / 256 ×(5V / 128)=9.88V<10V
(例4) 控制輸出4L中的定位完成信號 (ORCF)。
資料單位是二進位 (bit) 對應的資料。
參考操作手冊中控制輸出4L二進制位對應資料的含義
定位完成信號 (ORCF) 對應於控制輸出4L/bit4
因此,例如當ORCF=ON時,實際資料的輸出如下所示。
bit4 對應的實際資料=24=16
如果參數SP255 (SP256) 設定為“256”(倍率1),從圖8.4.1所得到的D/A輸出電壓將如下
式所示,資料就可以驗証。
5V+16 ×1 ×(5V / 128)=5.625V<10V
註︰如果除 bit4以外的其他位是 ON,則這一位上的電流將加到上面所示的 6.25V上,ORCF
信號的實際測量值將如下式所示,這樣就驗証了電壓的變化。
(5.625V-5V)=0.625V
8. 主軸參數
8.4 補充說明 (SP)
9-1
9. 機械誤差補正
9.1 機能概要
機械誤差補正有記憶式螺距誤差補正和記憶式相對位置補正二種機能,此二種機能為單獨作用。
記憶式螺距誤差補正 由滾珠導杆的螺距誤差等導致軸進給誤差,可由參數設定補正。
如圖9.1.1所示,補正量設定在以參考點為基準的機械座標上等距離分割的各分割點上。
補正量的設定方式有絕對量方式和增分量方式,可由 #4000: Pinc選擇。
分割點n和分割點n+1之間是以二分割點的補正量,作近似直線的補正。
9. 機械誤差補正 9.1 機能概要
理想機械位置
實際機械位置
沒有補正之實際機械位置
指令機械位置
:分割點 分割點間的補正量
參考點
補正量
指令機械位置
ケマ9.1.1 クノ・ソカqゥMセmェコテt
9-2
記憶式相對位置補正 由移動台彎曲等導致直交二軸的相對位置誤差,可遵照予以設定的參數補正。
如圖9.1.2所示,補正軸方向的補正量,設定在基準軸的機械座標等分割的各分割點上。
基準軸為做相對位置補正時,直交二軸中之一軸,做相對誤差測量時,為基準的座標軸。
補正軸為和基準軸直交的座標軸,實際的補正量對應於此軸進行。
分割點n和分割點n+1之間是以二分割點的補正量,作近似直線的補正。
9. 機械誤差補正 9.1 機能概要
沒有補正的實際機械位置
補 正 軸 的 實 際 機 械 位 置
參考點
s︰分割點
基本軸的指令機械位置
指令機械位置
補正量
分割點間的補正量
ケマ9.1.2 ーサカbゥMクノ・ソカbェコテt
9-3
(設定參數5.1/14)
# 項目 內 容 設定範圍
4000 (PR)
Pinc 機械誤差補正增量法
說明是否採用遞增容量法或絕對容量法來設定機械誤差補正資料。
0︰絕對容量法 1︰遞增容量法
〈第1軸〉
# 項目 內 容 設定範圍
4001 cmpax 基本軸 指定用於機械誤差補正的基本軸地址。 1) 當螺距誤差補正時,設定要補正軸的名稱。 2) 當相對位置補正時,設定基準軸的名稱。
X, Y, Z, U, V, W, A, B或C軸地址
4002 drcax 補償軸 指定用於機械誤差補正的補正軸地址。 1) 螺距誤差補正時,設定與 #4001cmpax相同的軸 名。 2) 相對位置補正時,設定要實際補正的軸名。
X, Y, Z, U, V, W, A, B或C軸地址
4003 rdvno 在參考點位置的分割點號
設定相當於參考點位置的補正資料號。參考點是實際基準點,因此該處無補正號。設定號以1遞減。
4101∼5124
4004 mdvno 在最大負側的分割點號
設定最負側的補正資料號碼。 4101∼5124
4005 pdvno 在最大正側的分割點號
設定最正側的補正資料號碼。 4101∼5124
4006 sc 補償比例系數
設定補正量的倍率。 0∼99
4007 spcdy 分割間隔 設定基本軸分割間距。 每個補正資料將是這些間距中每一個的補正量。
1∼9999999
〈第2軸〉 〈第3軸〉 〈第4軸〉 〈第5軸〉
4011 4012 4013 4014 4015 4016 4017
4021 4022 4023 4024 4025 4026 4027
4031 4032 4033 4034 4035 4036 4037
4041 4042 4043 4044 4045 4046 4047
對各軸設定參數,對應第1軸的參數號為4001至4007。 最多可控制4個軸。但作為相對位置補正,可設定第5軸。
(設定參數5.2/14)∼(設定參數5.14/14)
# 項目 內 容 設定範圍
9. 機械誤差補正 9.1 機能概要

9-4
4101 ‧ ‧ ‧ 5124
設定各軸的補正量。
–128∼128
實際補正量由設定值乘以補正倍率而得到。
9.2 補正資料的設定方式
補正資料的設定有絕對量方式和增分量方式。
「#4000 : Pinc」 0︰絕對量方式
1︰增分量方式
(1) 絕對量方式時
如圖9.2.1所示,從參考點起到各分割點時各補正量的設定如下︰
(指令位置實際機械位置)×2「輸出單位」
例如︰
從參考點起進給到+100mm的位置時,實際上機械位置為99.990mm。
(100000-99990)×2 = 20脈衝
為+100mm位置的補正量。或是要走到–100mm的位置時,實際機械位置為–99.990mm。
(–100000-(–99990)×2 = –20脈衝
為-100mm位置的補正量。
(2) 增分量方式時
如圖9.2.2所示,機械位置從參考點往正側時,從分割點n-1進給到分割點n的分割間隔時為
補正量的設定。此時補正量為:
(分割間隔-實際移動量)×2(輸出單位)
9. 機械誤差補正
9.2 補正資料的設定方式
+99.990
+100
補正量 20脈衝 (10um) -99.990
-100
補正量 -20脈衝 (-10um)
圖 9.2.1
9-5
如圖9.2.3所示,機械位置從參考點往負側時,從分割點n+1進給到分割點n的分割間隔時,為補
正量的設定:
(分割間隔+實際移動量)×2(輸出單位)
9.3 基準軸為直線軸的設定例
(1) rdvno二側有mdvno或pdvno時
分割點號碼 #4101 #4102 #4103 #4104 #4105 #4106
指定機械位置 -300.000 -200.000 -100.000 100.000 200.000 300.000
實際機械位置 -299.999 -200.000 -100.003 100.002 200.002 299.999
增量式 2 6 –6 –4 0 6 補 正 量 絕對式 –2 0 6 –4 –4 2
設定範圍(從mdvno到pdvno)超過時的補正,以在mdvno或pdvno的補正量執行。
rdvno 4103
mdvno 4101
pdvno 4106
9. 機械誤差補正
9.3 基準軸為直線軸的設定例
n n-1 l
n+1 n l
n:分割點補正號碼 l:分割間隔
圖 9.2.2 圖 9.2.3
單位:輸出單位 範圍:-128∼127
(註) 設定單位為輸出單位,實際的補正脈衝單位會隨補正倍率而不同。
#4101
增分量方式的 補正量
#4103 #4102 #4104 #4105 #4106
2
1
-1
誤差
-2
-3
(1) (3) (-3) (-2) (0) (3)
(3) (-2) (0) (-2)
(-1) (1) 絕對量方式的 補正量
基本軸 機械座標
3
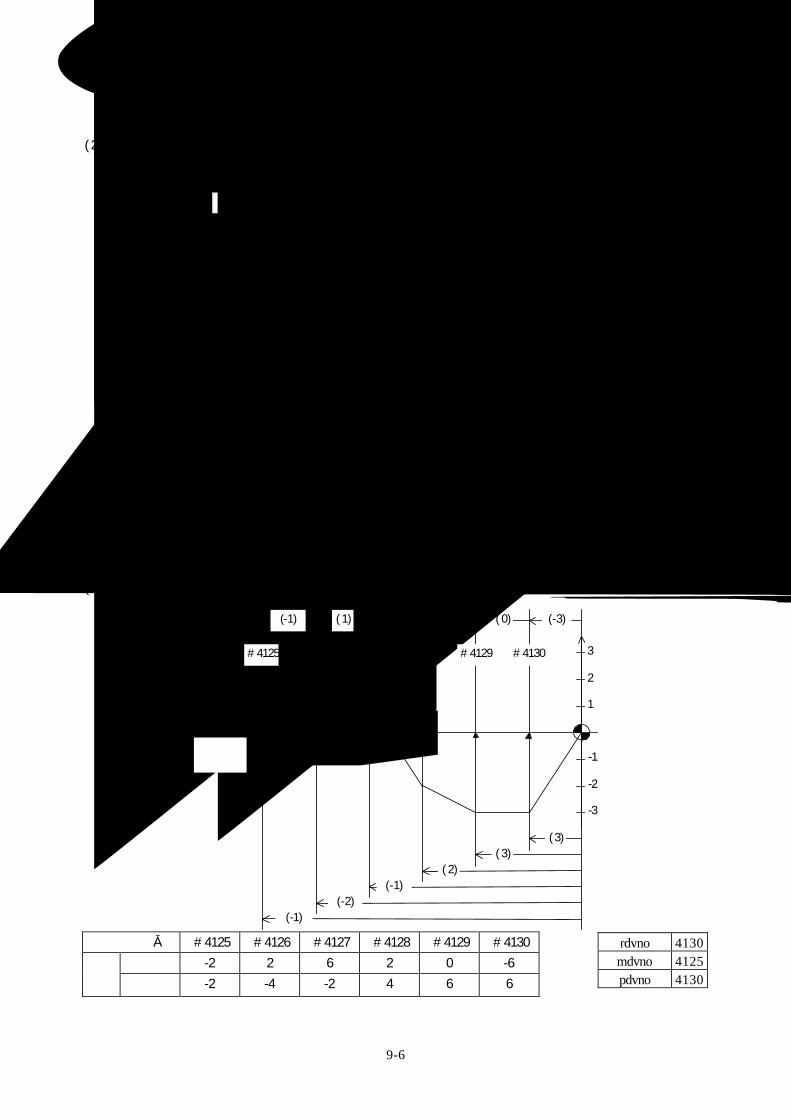
9-6
(2) 補正範圍僅在正側時
分割點號碼 #4113 #4114 #4115 #4116 #4117
增量式 -4 2 0 6 2 補 正 量 絕對式 -4 -2 -2 4 6
機械位置超過 pdvno時的補正,以在 pdvno的補正量執行。此時,如果機械位置負,無法補正。
(3) 補正範圍僅在負側時
分割點號碼 #4125 #4126 #4127 #4128 #4129 #4130
增量式 -2 2 6 2 0 -6 補 正 量 絕對式 -2 -4 -2 4 6 6
rdvno 4112 mdvno 4113 pdvno 4117
rdvno 4130 mdvno 4125 pdvno 4130
9. 機械誤差補正
9.3 基準軸為直線軸的設定例
增分量方式的 補正量
#4114 #4113 #4116 #4117
2
1
-1
誤差
-2
-3
(-2) (1) (0) (3) (1)
(-2) (-1)
(2)
絕對量方式的 補正量
基本軸 機械座標
3 #4115
(-1)
(3)
增分量方式的 補正量
#4128 #4127 #4130 #4126
2
1
-1
誤差
-2
-3
(3) (1) (0) (-3)
(3) (3)
(-1)
絕對量方式的 補正量
基本軸 機械座標
3 #4129
(2)
(-2)
(-1) (1)
#4125
(-1)
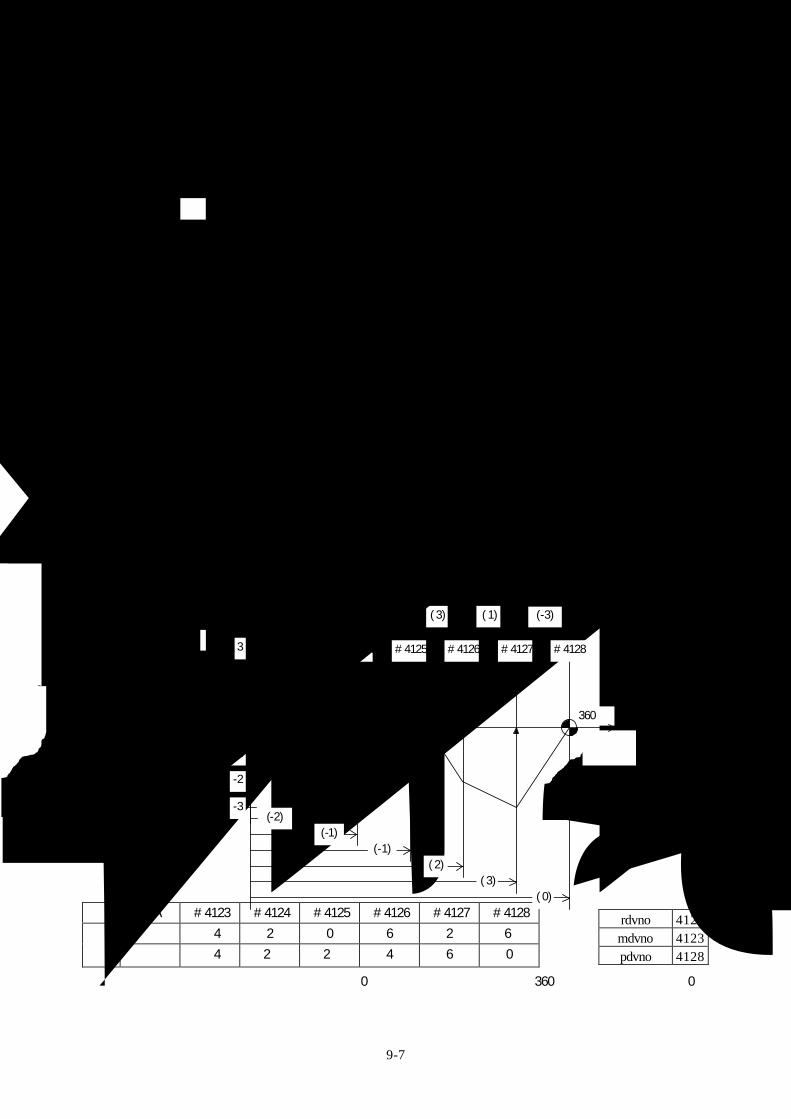
9-7
機械位置超過mdvno時的補正,以在mdvno的補正量執行。
(4) 在沒有含參考點範圍內的補正時
分割點號碼 #4135 #4136 #4137 #4138 #4139 #4140
增量式 –2 –2 6 2 補 正 量 絕對式 –2 –4 2 4
此時實行mdvno到pdvno間的補正。 機械位置在負側,沒有含參考點範圍內的補正時,設定也相同。
9.4 基準軸為回轉軸時
分割點號碼 #4123 #4124 #4125 #4126 #4127 #4128
增量式 -4 2 0 6 2 -6 補 正 量 絕對式 -4 -2 -2 4 6 0
此時依據增分量系統設定的總補正量始終是0。對於絕對值系統,端點(360度)的補正量始終是0。
9. 機械誤差補正
9.4 基準軸為回轉軸時
增分量方式的 補正量
#4136 #4135 #4138 #4139
2
1
-1
誤差
-2
-3
(1) (-1) (-1) (3)
(-1) (-2)
(2)
絕對量方式的 補正量
基本軸 機械座標
3 #4137
(1)
#4140
增分量方式的 補正量
#4124 #4123 #4126 #4127
2
1
-1
誤差
-2
-3
(-2) (1) (0) (3) (1)
(-2) (-1)
(2) 絕對量方式的 補正量
基本軸 機械座標
3 #4125
(-1)
(3)
(-3)
#4128
(0)
360度
rdvno 4134 mdvno 4136 pdvno 4140
rdvno 4122 mdvno 4123 pdvno 4128
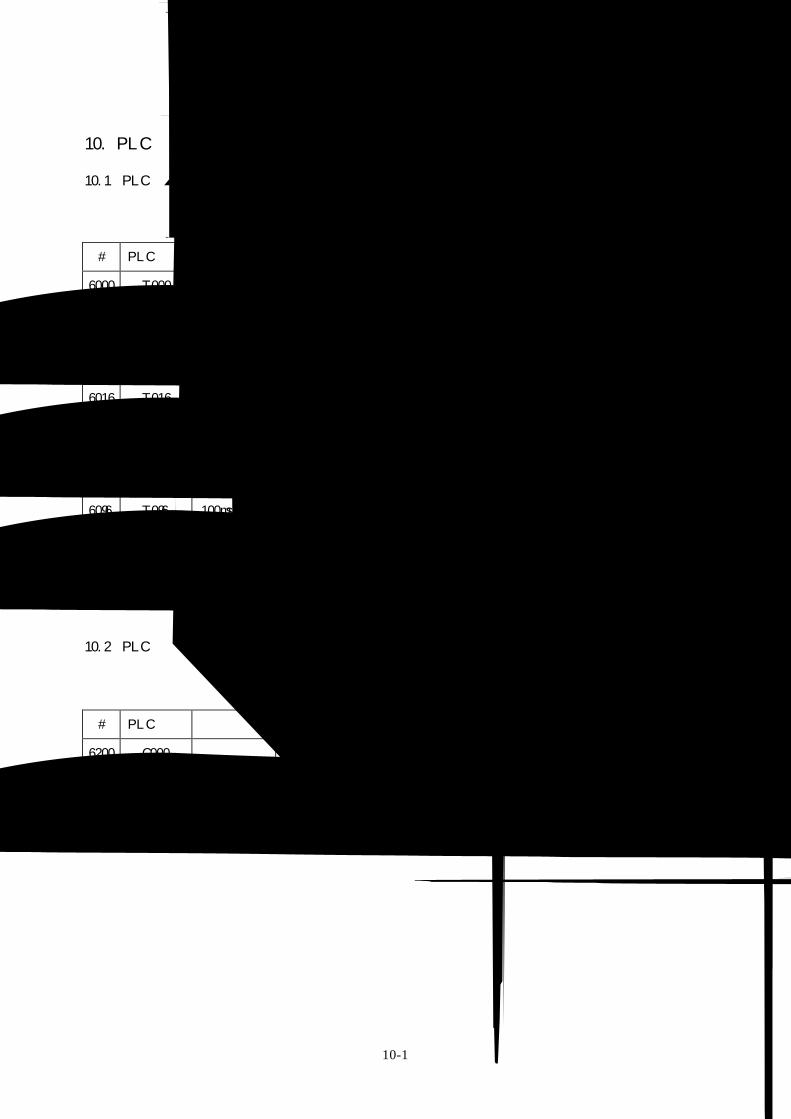
10-1
10. PLC常數
10.1 PLC定時器
(設定參數6.1/6)∼(設定參數6.2/6)
# PLC裝置 項目 內 容 設定範圍︰
6000
6015
T000
T015
10ms加法
定時器
<10ms>
PLC程式中(階梯圖),定時器時間的設定。
(註)這個設定值在後述的「位元選擇」中,
當“#6449 bit0”為“0”時有效。
0∼32767 ( × 10ms)
6016
6095
T016
T095
100ms加法
定時器
<100ms>
PLC程式中(階梯圖),定時器時間的設定。
(註)這個設定值在後述的「位元選擇」中,
當“#6449 bit0”為“0”時有效。
0∼32767 ( ×
100ms)
6096
6103
T096
T103
100ms乘法
定時器
<100msINC>
PLC程式中(階梯圖),定時器時間的設定。
(註)這個設定值在後述的「位元選擇」中,
當“#6449 bit0”為“0”時有效。
0∼32767 ( ×100ms)
10.2 PLC計數器
(設定參數6.3/6)
# PLC裝置 項目 內 容 設定範圍︰
6200
6223
C000
C023
計數器 PLC程式中(階梯圖)中,設定所用計數器時間。
(註)這個設定值在後述的「位元選擇」中,
當“#6449 bit 1”為“0”時有效。
0∼32767
10. PLC常數
10.1 PLC定時器
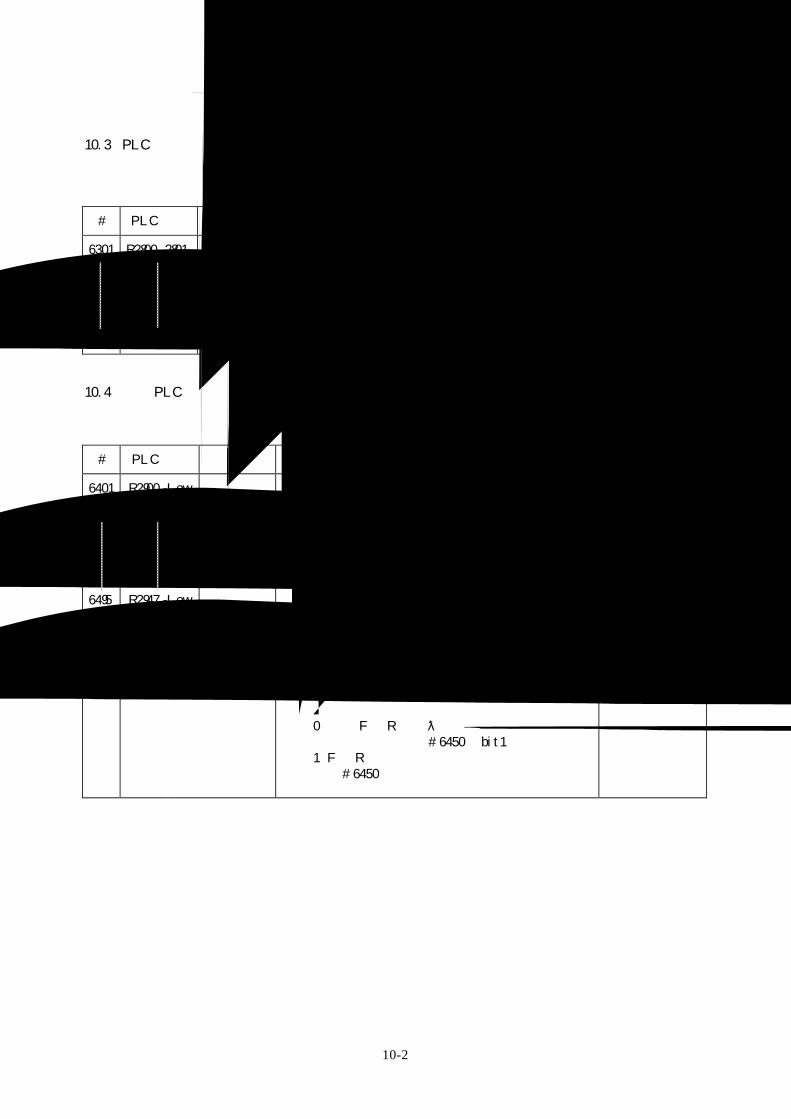
10-2
10.3 PLC常數
(設定參數6.4/6)
# PLC裝置 項目 內 容 設定範圍
6301
6348
R2800, 2801
R2894,2895
PLC常數 在PLC程式中(階梯圖),資料R暫存器設定值。
當此參數顯示時,即使資料設定在PLC側相對的
R暫存器中,畫面將不會改變。按一次不同的畫
面,然後再次選擇此畫面。
-99999999
∼99999999
10.4 選擇PLC位元
(設定參數6.5/6)∼(設定參數6.6/6)
# PLC裝置 項目 內 容 設定範圍
6401
6402
6495
6496
R2900-Low
R2900-High
R2947-Low
R2497-High
位元選擇 這是PLC程式中(階梯圖)中使用的位元參數。
即使資料設定在與PLC側相對應的R暫存器中,
當此參數被顯示時,畫面將不會改變。按一次不
同的畫面,然後再選擇此畫面。按照資料使用目
的,#6449後的一些參數可按使用目的固定。
參閱“PLC程式開發面板說明書”。
0:OFF
1:ON
# 項 目 內 容 設定範圍
6450
Bit 7 異警訊息選擇 PLC異警訊息的指令裝置選擇 F或R 的其中一個或同時使用。 0:使用F或R的其中一個。 *使用的裝置以#6450的bit1選擇。 1:F或R都可使用。 *#6450的設定忽略。
0/1
10. PLC常數
10.3 PLC常數

11-1
11. 巨程式一覽表
(設定參數7.1/2)
# 項目 內 容 設定範圍(單位)
7001 7091
〈代碼〉 用M指令呼出巨程式所用的M代碼設定。 當#1195 Mmac為1時有效。
1∼9999
7002 7092
〈型式〉 巨指令呼出型式的設定。
0∼3
7003 7093
M [01]
M [10]
〈程式號〉 設定呼出程式的號碼。
1∼99999999
當用第2補助機能呼出巨指令時設定類型和程式號。 當#1198 M2mac設定為1時,用#1170 M2name地址指令呼出巨指令。
7102 〈型式〉 與M呼出巨程式相同。
0∼3
7103
M2mac
〈程式號〉 與M呼出巨程式相同。
0∼99999999
(設定參數7.2/2)
# (代 碼) 內 容 設定範圍(單位) 7201 7291
〈代碼〉 設定當用G指令呼出巨程式時,所用的G代碼。在系統中使用的G碼不能設定。
1∼255
7202 7292
〈型式〉 與M呼出巨程式相同。
0∼3
7203 7293
G [01] G [10]
〈程式號〉 與M呼出巨程式相同。
1∼99999999
對于用S指令呼出巨指令時,設定類型和程式號。 當#1196 Smac設定為1時,有效
7302 〈型式〉 與M呼出巨程式相同。
0∼3
7303
Smac
〈程式號〉 與M呼出巨程式相同。
1∼99999999
對于用T指令呼出巨指令時,設定類型和程式號。 當#1197 Tmac設定為1時,有效
7312 〈型式〉 與M呼出巨程式相同。
0∼3
7313
Tmac
〈程式號〉 與M呼出巨程式相同。
0∼99999999
11. 巨程式一覽表
0 與 M98 P∆∆∆∆;等价呼出 1 與 G65 P∆∆∆∆;等价呼出 2 與 G66 P∆∆∆∆;等价呼出 3 與 G66.1 P∆∆∆∆;等价呼出
上述以外
與 M98 P∆∆∆∆;等价呼出
∼∼ ∼
∼
∼ ∼∼
∼
12-1
12. 位置開關
12.1 機能
這位置開關 (PSW) 使用于機械軸上,當作可選擇性的擋塊開關。首先,必須用參數來定義假想
擋塊位置的軸名稱和相對的座標值。當機械到達這假想的擋塊位置時,輸出信號到 PLC介面。
這位置開關當做一個假想的擋塊開關。
(設定參數8.1/1)
# 項 目 內 容 設定範圍(單位)
7500 Pcheck 位置開
關高速
切換
位置開關的領域判定以高速執行時設定。
0:位置開關的領域判定不以高速執行。
(和從前一樣)
1:位置開關的領域判定以高速執行。
0/1
7501
<axis> 軸名稱 說明配備有位置開關的軸的名稱。 X, Y, Z, U, V, W, A, B或C
軸位址
7502 <dog1> 假想擋
塊位置
1
7503 <dog2> 假想擋
塊位置
2
當機械進入假想擋塊位置1與假想擋塊位置2
之間,有信號輸出至PLC。
系統1裝置 X270
系統2裝置 U0F0
– 99999.999∼99999.999
(0.001mm)
7504
7514
7524
7534
7544
7554
7564
7574
<check> 領域判
定方式
選擇
於位置開關的領域判定以高速執行時,在領
域判定指令系機械位置或檢出器回饋位置的
其中一項使用時,選擇位置開關的各點。
0:位置開關的領域判定,機械位置以指令
系機
械位置執行。
1:位置開關的領域判定,機械位置以檢出
器回
授位置執行。
(註) 此參數「#7500 Pcheck」的設定值為 ”
1 ”
時有效。
0/1
PSW1到PSW8開關號及信號裝置
〈軸〉 〈擋塊1〉 〈擋塊2〉 〈第1系統裝置〉 〈第2系統裝置〉 PSW1 #7501 #7502 #7503 X270 U0F0 PSW2 #7511 #7512 #7513 X271 U0F1 PSW3 #7521 #7522 #7523 X272 U0F2 PSW4 #7531 #7532 #7533 X273 U0F3
12. 位置開關
12.1 機能
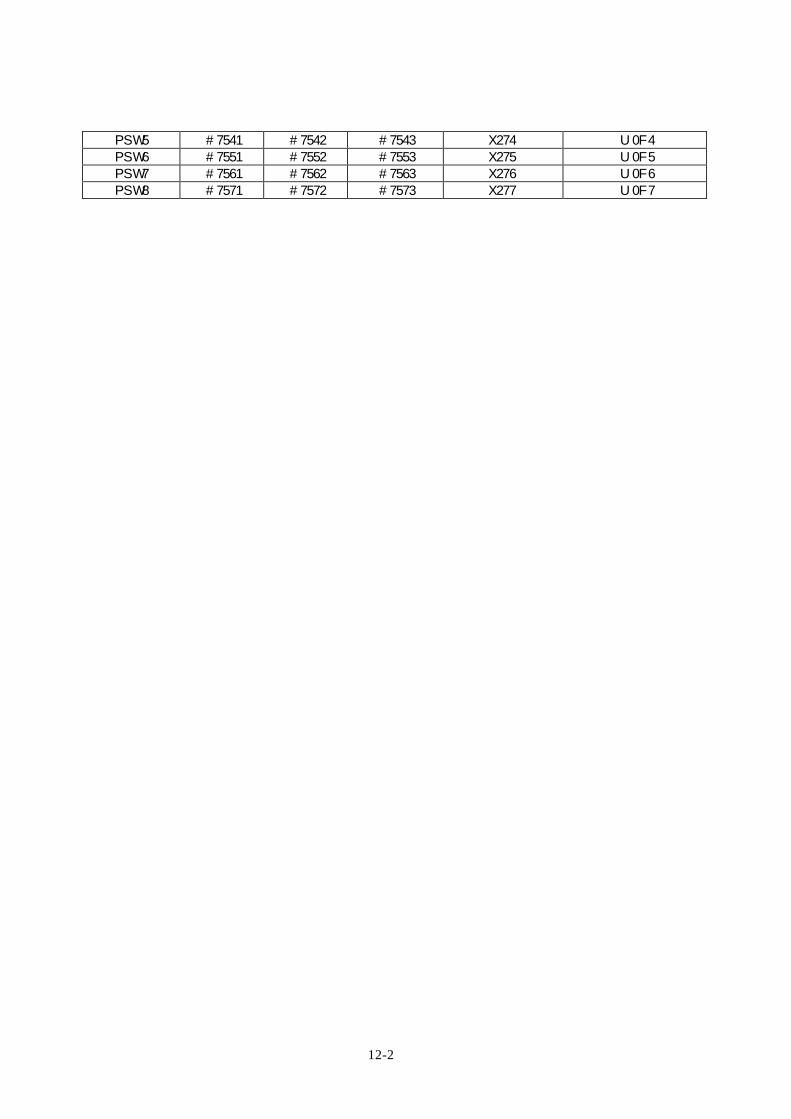
12-2
PSW5 #7541 #7542 #7543 X274 U0F4 PSW6 #7551 #7552 #7553 X275 U0F5 PSW7 #7561 #7562 #7563 X276 U0F6 PSW8 #7571 #7572 #7573 X277 U0F7
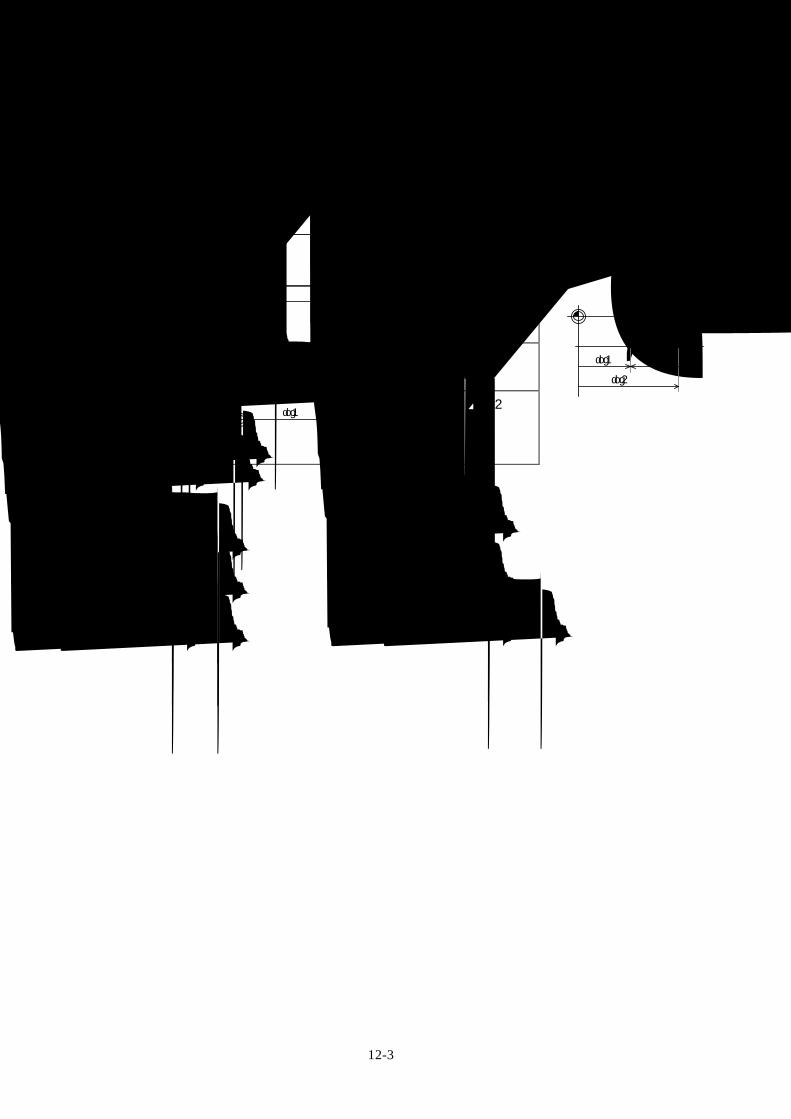
12-3
代替機械軸上擋塊開關的是用位置開關 (SWP1~SPW8) 設定的座標值。該座標值表示預先設定軸
名稱的座標軸上假想的擋塊位置。當機械到達此位置時,信號輸出到與 PLC介面相對應的裝置
上。
擋塊1,擋塊2的設定和操作例。
擋塊1,擋
塊2的設定 動 作 說 明
擋塊1<擋塊2
在擋塊1和2之間,有
一信號輸出。
擋塊1>擋塊2 在擋塊2和1之間,有
一信號輸出。
擋塊1=擋塊2 在擋塊1(擋塊2)的
位置,有一信號輸
出。
基本機械座標系原點
假想檔塊
dog1 PSW寬度
dog2
12. 位置開關
12.1 機能
dog1 dog2
dog2 dog1
dog1 = dog2
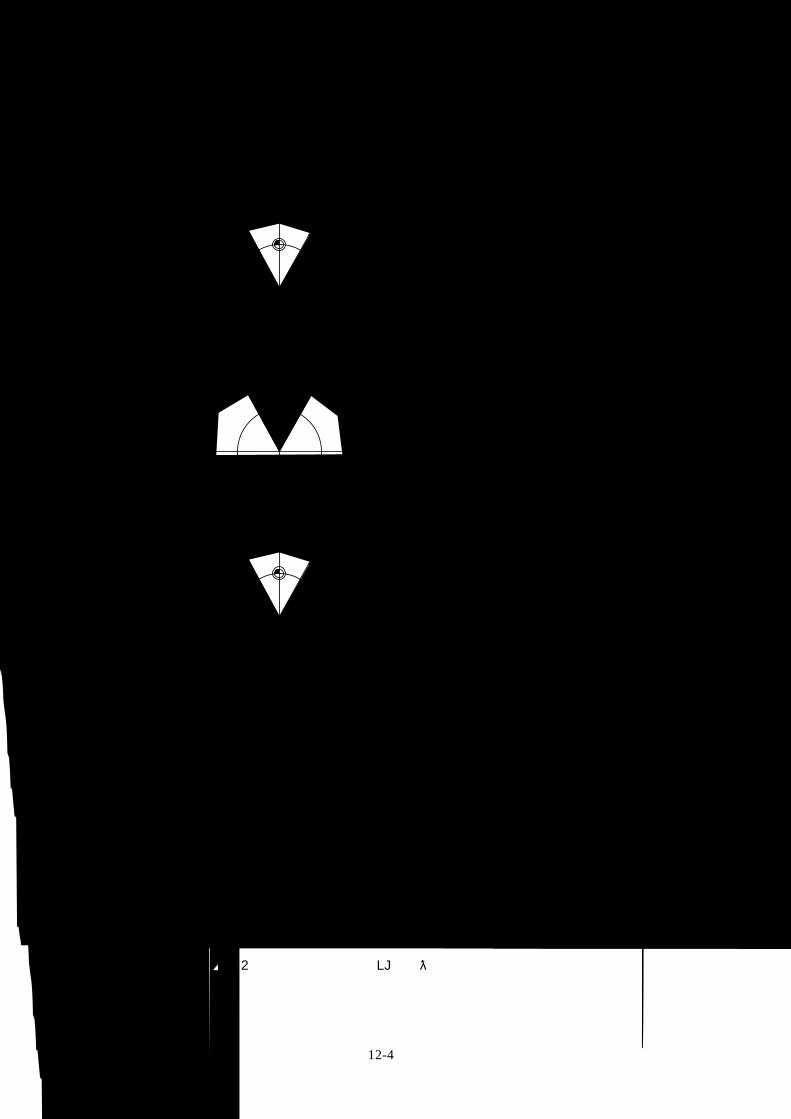
12-4
旋轉軸
設定擋塊1和2 操 作 說 明
在擋塊1和2之間,有一
信號輸出。
擋塊1<擋塊2
當擋塊1為負時,也有一
信號輸出。
擋塊1>擋塊2
在擋塊2和1之間,有一
信號輸出。
| 擋塊1-擋塊2 |
≧360
當擋塊1和2之間相差超
過 360度,有一信號輸
出。
12.2 取消位置開關
為了取消位置開關,在設定部 #( )中輸入要取消的位置開關號 ( #751), 資料()中輸入一
斜線“/”。然後按輸入鍵。這就刪除了指定位置開關的軸名稱,使位置開關無效。
(擋塊 1)和(擋塊 2)的資料規格仍存在暫存器中,要使位置開關再次有效,僅僅指定軸名稱
即可。
12. 位置開關
12.2 取消位置開關
dog2 dog1
例) dog1 = 30.000 dog2 = 330.000
dog1 dog2
例) dog1 = -30.000 dog2 = 30.000
dog1 dog2
例) dog1 = 330.000 dog2 = 30.000
dog2 dog1
例) dog1 = 30.000 dog2 = 390.000
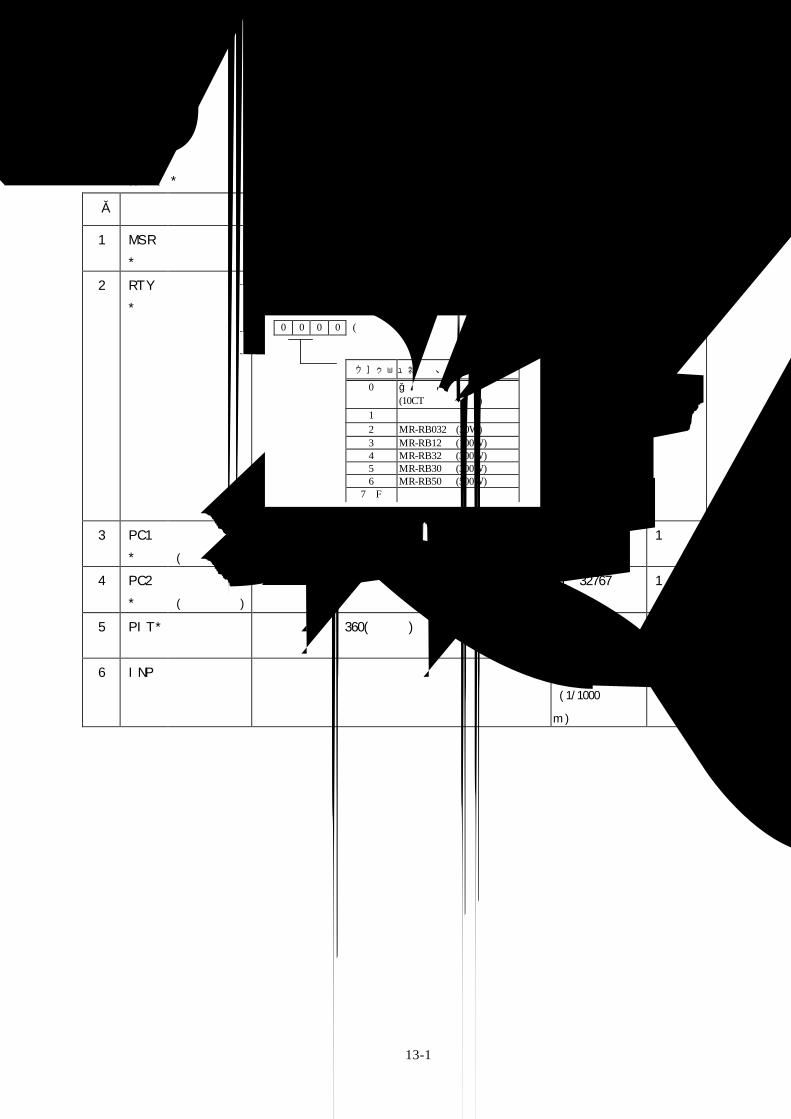
13-1
13 輔助軸參數
表中有「*」記號的參數設定後,請將電源關閉再開啟才有效。
號碼 名稱 內 容 設定範圍 初期值
1 MSR
*
馬達系列 設定馬達系列。設定初期值(0000)時,系統自動判
斷。
0000∼FFFF
(16進制)
0000
2 RTY
*
回生選擇型
式
設定回升電阻型式,請不要設定表中以外的值。
0000∼FFFF
(16進制)
0000
3 PC1
*
馬達側齒輪比
(機械回轉比)
1∼32767 1
4 PC2
*
機械側齒輪比
(馬達回轉比)
設定馬達側的齒數和機械側的齒數約分後的整數。
齒輪為複數段時,設定齒輪比的總數。
回轉軸時,設定機械一回轉所對應的馬達回轉速
度。
1∼32767 1
5 PIT* 傳送螺距 回轉軸時設定360(初期值)。
直線軸時設定傳送螺距。
1∼32767
( °或是mm )
360
6 INP 定位檢出寬
度
位置偏差量在此設定值以下時做定位寬度檢出。 1∼32767
( 1/1000°或是μ
m )
50
0 0 0 0 (初期設定值)
ウ]ゥwュネ 、コ ョe
0 驅動器標準內藏阻抗 (10CT無內藏阻抗)
1 禁止設定 2 MR-RB032 (30W) 3 MR-RB12 (100W) 4 MR-RB32 (300W) 5 MR-RB30 (300W) 6 MR-RB50 (500W)
7∼F 禁止設定
13 輔助軸參數
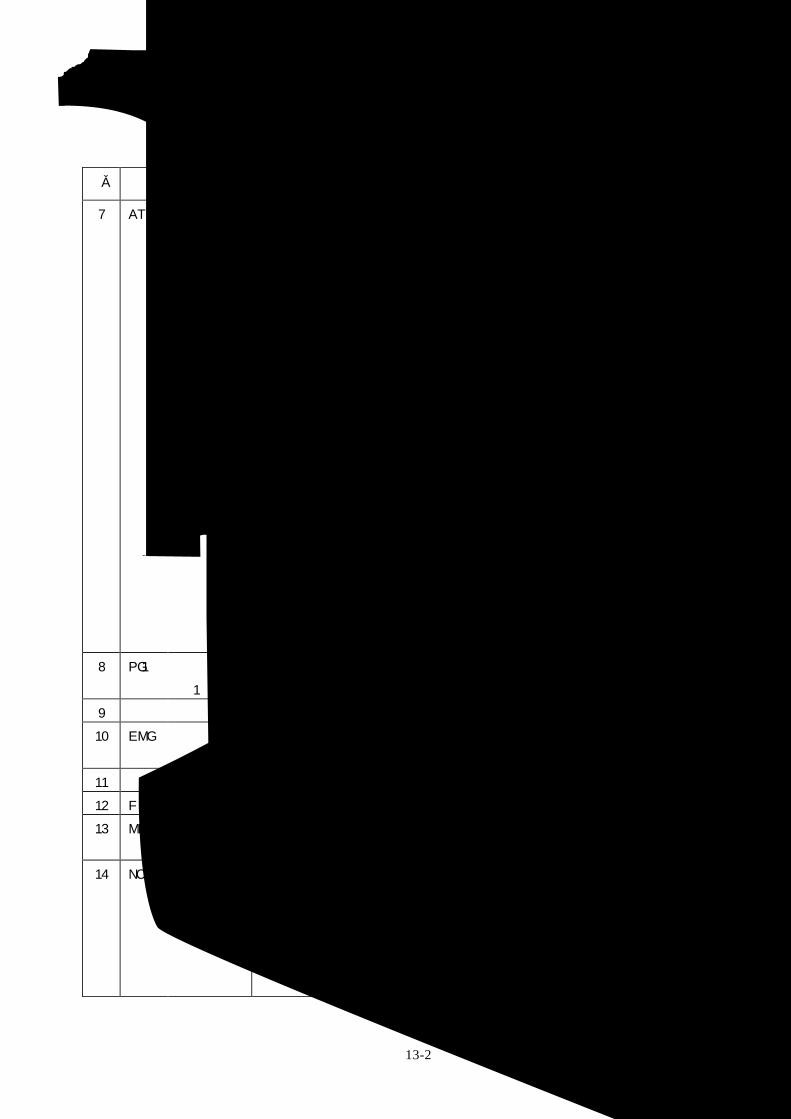
13-2
號碼 名稱 內 容 設定範圍 初期值
7 ATU 自動調整 設定自動調整。請勿設定未說明的值。
0000∼FFFF
(16進制)
0102
8 PG1 位置回路增
益1
設定典型回路的位置回路增益。 4∼1000
(1/s)
70
9 (未使用。) 0
10 EMG 減速控制時
間
設定從定速度(Aspeed1)開始的減速時間。通常
設定和進給時的加減速時間常數同樣的值。
0∼32768
(ms)
500
11 (未使用。) 0
12 FFC (未使用。) 0
13 MBR 上下軸落下
防止時間
伺服關閉指令輸入時,輸入伺服關閉的延遲時間。
100ms慢慢增加,設定至軸落下最小的值。
0∼1000(ms) 100
14 NCH 共振頻率抑
制號碼
設定抑制機械共振濾波器的頻率。
請勿設定未說明的值。
0∼9
13 輔助軸參數
設定值 0 1 2 3 4 5 6 7 頻率(Hz)
無動作 1125 563
375
282
225
188
161
0 1 0 2
設定值 內 容
1 反應慢(低剛性的負荷、容易振動的負荷)
2 標準設定值 3 4 5 反應快(高剛性的負荷、
不容易振動的負荷)
設定值 內 容
0 標準 1 摩擦大(降低位置回路的
設定。)
設定值 內 容
0 只對 PG2,VG2,VIC,GD2自動調整。
1 PG1,PG2,VG1,VG2,VIC,GD2(全增益)自動調整。(標準設定)
2 不執行自動調整。
(初期值)
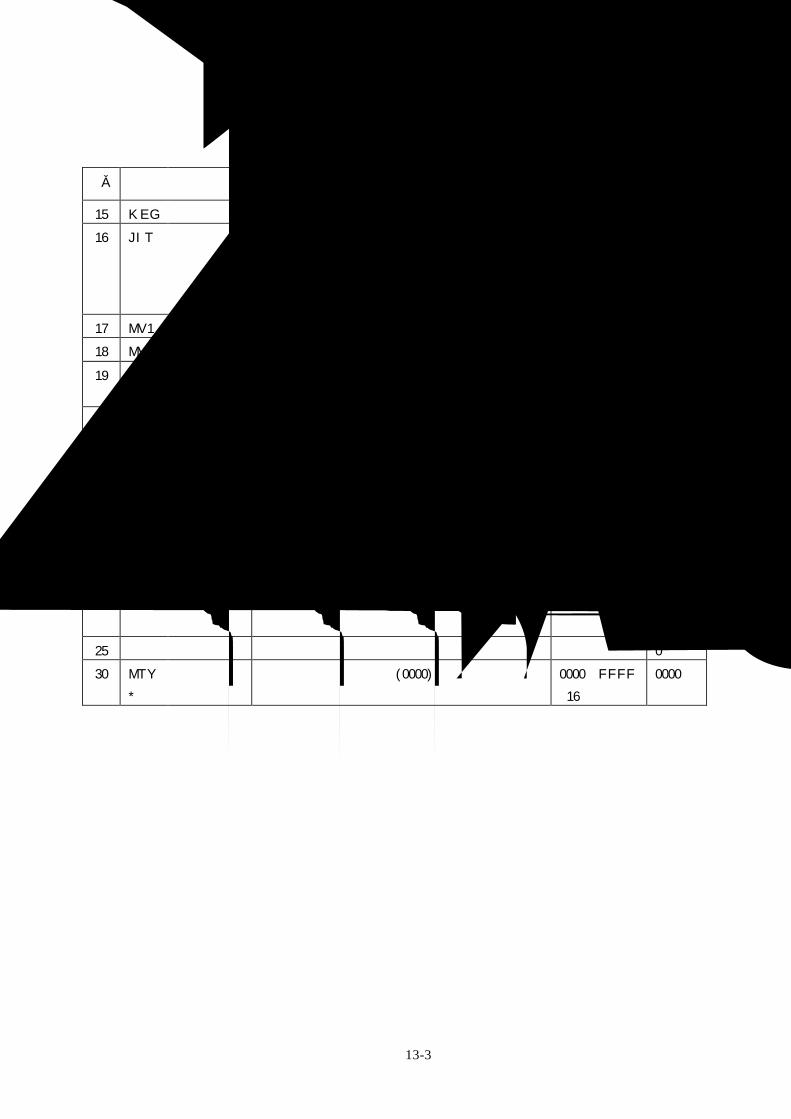
13-3
號碼 名稱 內 容 設定範圍 初期值
15 KEG (未使用) 0
16 JIT 劇跳補正 設定劇跳補正忽略脈衝數。請勿設定無說明的值。
0∼3
17 MV1 (未使用) 0
18 MV2 (未使用) 0
19 PG2 位置回路增
益2
設定實際回路的位置回路增益。
決定外亂相對應的位置應答性。
1∼500(1/s) 25
20 VG1 速度回路增
益1
設定典型的速度回路增益。
決定速度指令相對的追從性。
20∼5000
(1/s)
1200
21 VG2 速度回路增
益2
設定實際回路的速度回路增益。
決定外亂相對應的速度應答性。
20∼8000
(1/s)
600
22 VIS 速度積分補
償
決定速度的低頻域特性。 1∼1000(ms) 20
23 VDC 速度微分補
償
初期值1000時,為通常的PI控制。
每次往下20調整過切量。
0∼1000 1000
24 DG2 負荷慣量比 設定馬達慣量對應的負荷慣量比。 0.0∼50.0
(倍)
2.0
25 (未使用) 0
30 MTY
*
馬達型式 設定馬達型式。初期值(0000)設定時,系統自動判
別。
0000∼FFFF
(16進制)
0000
13 輔助軸參數
設定值 0 1 2 3
忽略脈衝數 無動作 1 2 3
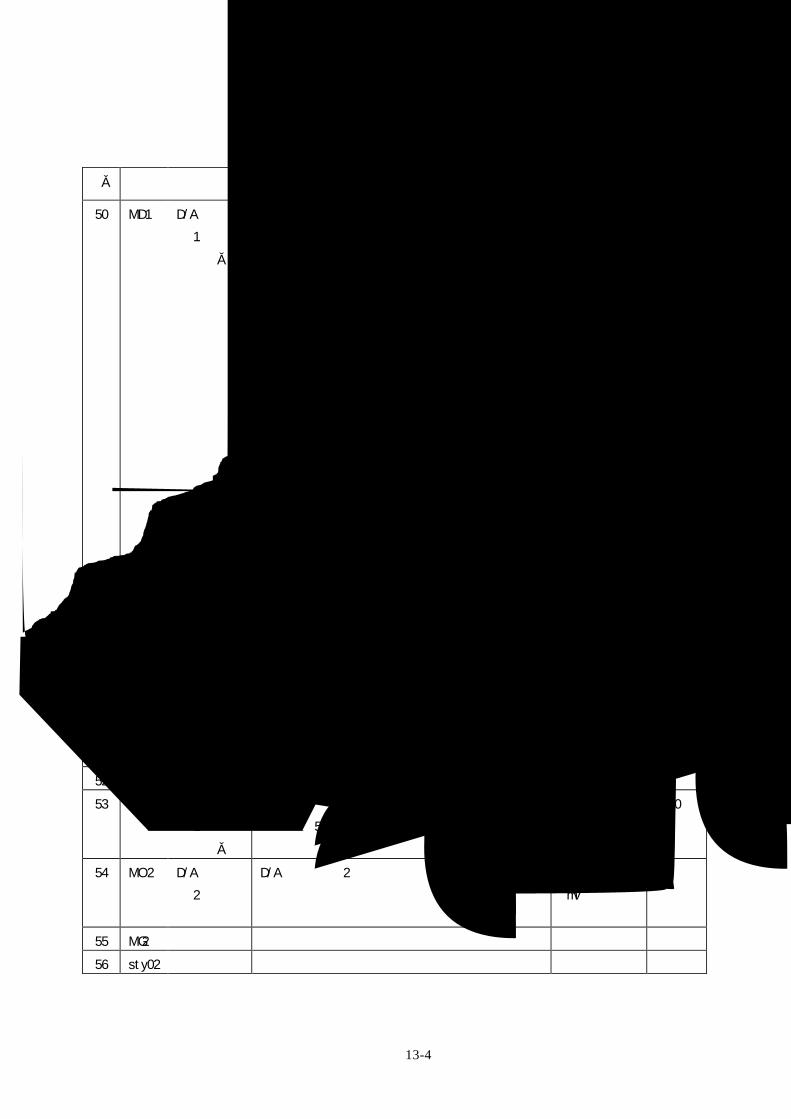
13-4
號碼 名稱 內 容 設定範圍 初期值
50 MD1 D/A輸出通
道1
資料號碼
設定D/A輸出通道1想輸出的資料號碼。
0000∼FFFF
(16進制)
0000
51 MO1 D/A輸出通
道1
輸出偏移量
D/A輸出通道1的基準位不合時設定。 -999∼999
(mV)
0
52 MG1 (未使用)
53 MD2 D/A輸出通
道2
資料號碼
設定D/A輸出通道2想輸出的資料號碼。
內容和「50 MD1」一樣。
0000∼FFFF
(16進制)
0000
54 MO2 D/A輸出通
道2
輸出偏移量
D/A輸出通道2的基準位不合時設定。 -999∼999
(mV)
0
55 MG2 (未使用)
56 sty02 (未使用)
13 輔助軸參數
0 0 0 0
號碼 內 容
0 速度回授(帶有符號) 最大回轉數=8V
1 電流回授(帶有符號) 最大電流(轉矩)=8V
2 速度回授(無符號) 最大回轉速度=8V
3 電流回授(無符號) 最大電流(轉矩)=8V
4 電流指令 最大電流(轉矩)=8V
5 指令 FΔT 100000[°/min]=10V
6 位置偏移量(1/1) 2048[pulse]=10V
7 位置偏移量 2(1/4) 8192[pulse]=10V
8 位置偏移量 3(1/16) 32768[pulse]=10V
9 位置偏移量 4(1/32) 65536[pulse]=10V
A 位置偏移量 5(1/64) 131072[pulse]=10V
。]初期值。^
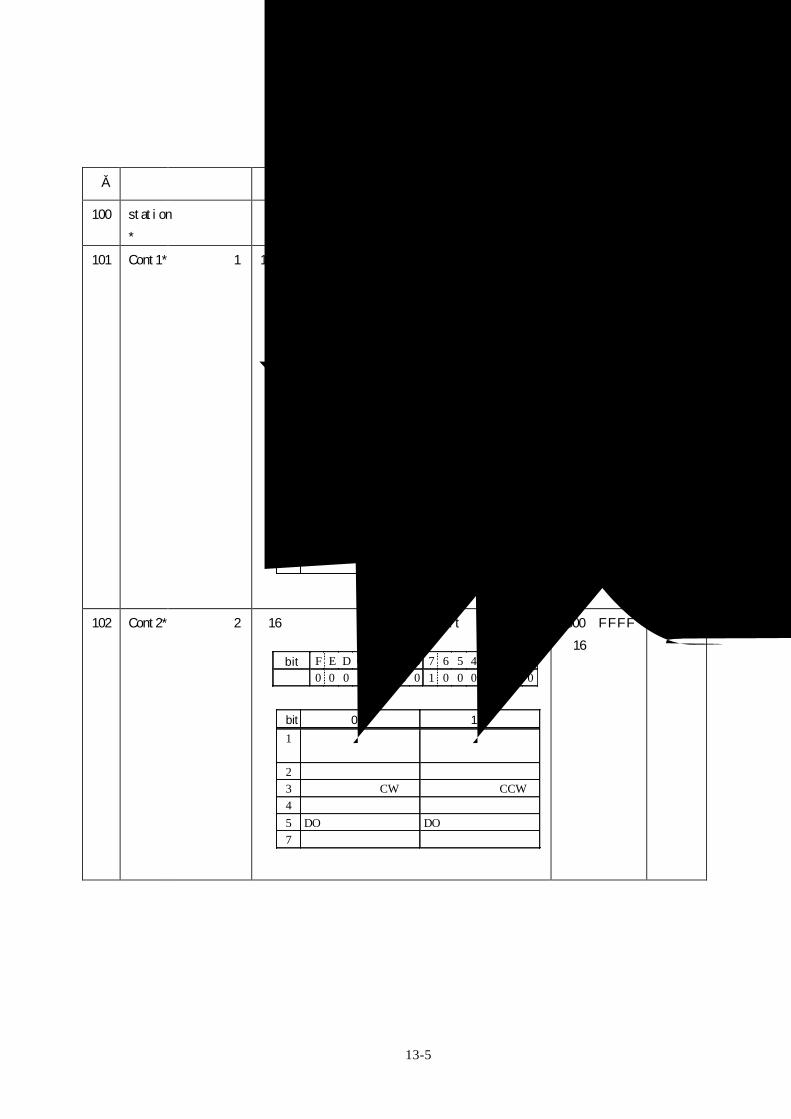
13-5
號碼 名稱 內 容 設定範圍 初期值
100 station
*
分割配置數 設定配置數。直線軸時分割數=配置數-1。 2∼360 2
101 Cont1* 控制參數1 16進制設定的參數。無說明的bit請設定初期值。
0000∼FFFF
(16進制)
0200
102 Cont2* 控制參數2 16進制設定的參數。無說明的bit請設定初期值。
0000∼FFFF
(16進制)
0086
13 輔助軸參數
bit F E D C B A 9 8 7 6 5 4 3 2 1 0 初期值 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0
bit 設定 0的意義 設定 1的意義
1 原點確定後高速原點復歸。
原點復歸動作每次都採檔塊方式。
8 參考點復歸方向+ 參考點復歸方向- 9 回轉方向以 DIR決定 回轉方向以較近方向
決定。 A 以機械基準位置為基準點
以電氣原點為基準位置
D 座標原點做成有效 電源開啟時的位置確立為原點
E 回轉方向以 DIR或較近
回轉方向為任意位置指令符號方向
F 推碰方向為位置決定方向
推碰方向為推碰量的符號方向
bit F E D C B A 9 8 7 6 5 4 3 2 1 0 初期值 0 0 0 0 0 0 0 0 1 0 0 0 0 1 1 0
bit 設定 0的意義 設定 1的意義
1 伺服關閉時無誤差修正
伺服關閉時有誤差修正
2 直線軸 回轉軸 3 配置分配方向 CW 配置分配方向 CCW 4 均等分配 不均等分配 5 DO通道標準分配 DO通道逆分配 7 增量檢出 絕對位置檢出
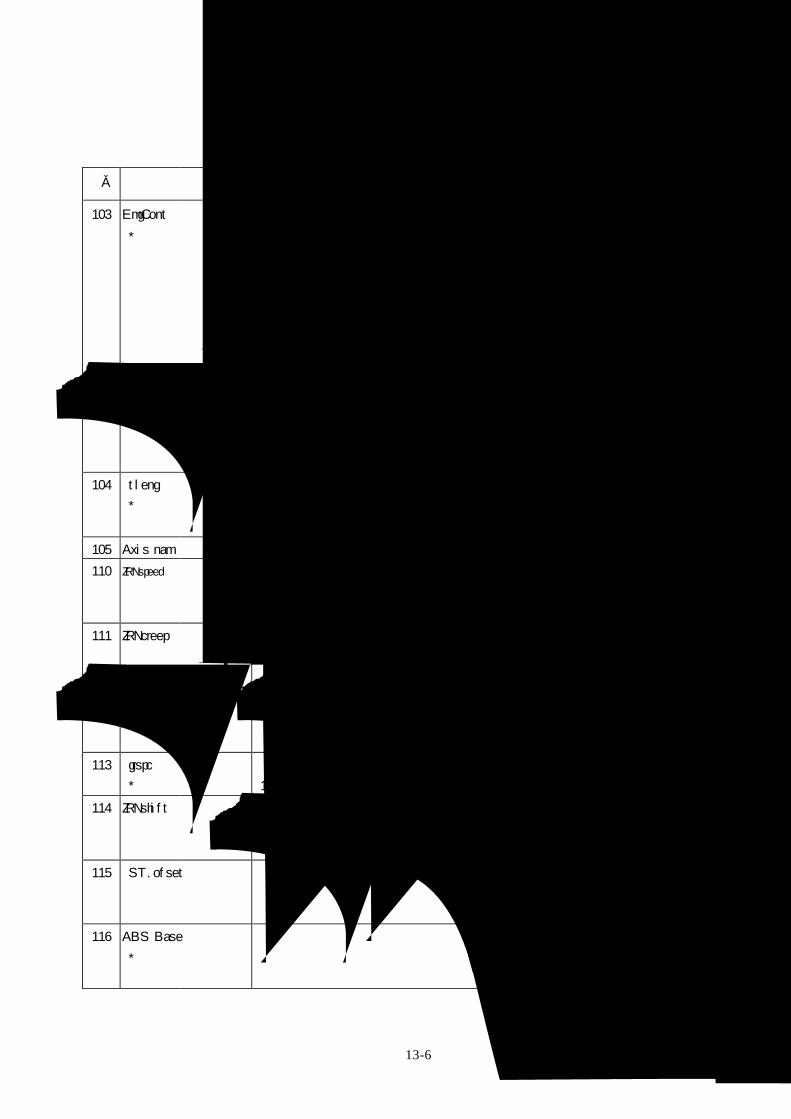
13-6
號碼 名稱 內 容 設定範圍 初期值
103 EmgCont
*
緊急停止
控制
16進制設定的參數。無說明的bit請設定初期值。
0000∼FFFF
(16進制)
0001
104 tleng
*
直線軸
直線軸移
動長
設定直線軸移動長。
不均等分配時或任意位置指令時無意義。
0.001∼
99999.999
(mm)
100.000
105 Axis nam 軸名 設定輔助軸的名稱。 '0'∼'9','A'∼'Z' (4文字)
110 ZRNspeed 參考點復
歸速度
設定參考點的傳送速度的箝制值。
雖然傳送速度是由選擇參數群的手動運轉速度決
定,用此參數設定值箝制。
1∼100000
(°/min或
mm/min)
1000
111 ZRNcreep 參考點復
歸爬行速
度
參考點復歸時的檔塊檢知後,設定往參考點的接近
速度。
1∼65535
(°/min或
mm/min)
200
112 grid mask 柵格量 設定檔塊擬似的延長量。通常以柵格間隔的1/2來
設定。
0∼65536
(1/1000°或
μm)
0
113 grspc
*
柵隔間隔 從來馬達一回轉的移動量的柵格間隔以2,4,8,
16分割。
0∼4
(1/2n 分割)
0
114 ZRNshift 參考點移
動量
在檔塊式的參考點復歸,設定從柵格上決定電氣的
原點往參考點的移動量。
0∼65536
(1/1000°或
μm)
0
115 ST.ofset 配置偏移
量
設定從參考點至配置1的距離(偏移量)。
-99999.999∼
99999.999
(°或 mm)
0.000
116 ABS Base
*
絕對位置
原點
絕對位置初期設定時,想以機械座標原點開始移動
時,設定其移動量。
-99999.999∼
99999.999
(°或 mm)
0.000
13 輔助軸參數
bit F E D C B A 9 8 7 6 5 4 3 2 1 0 初期值 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1
bit 設定 0的意義 設定 1的意義
0 外部緊急停止有效 外部緊急停止有效 (初期值)
1 緊急停止時動態煞車停止
緊急停止時減速控制停止
2 NC 匯流排緊急停止時輸入有效
NC匯流排緊急停止時輸入無效
3 NC匯流排緊急停止時輸出有效
NC匯流排緊急停止時輸出無效
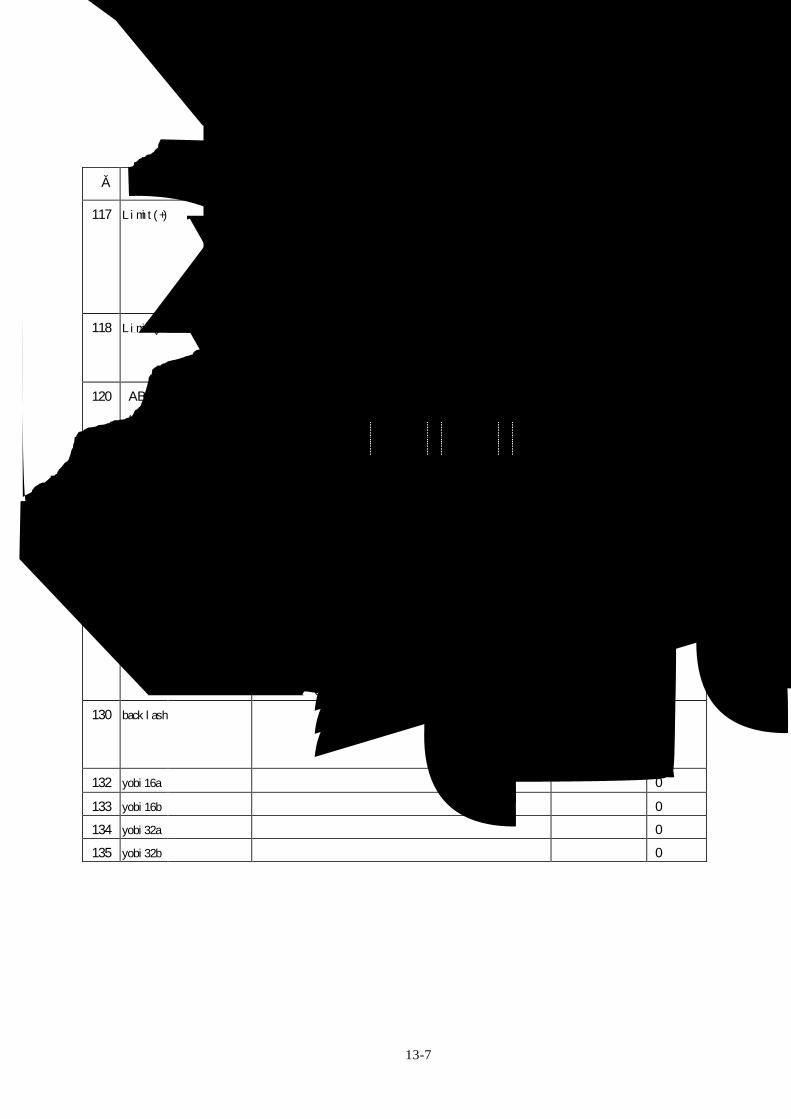
13-7
號碼 名稱 內 容 設定範圍 初期值
117 Limit(+) 軟體極限
(+)
超過此設定值,往正方向的指令不可。
機械在設定值超過的位置時,可以下往負方向的指
令。
Limit(+)和Limit(-)設定相同值時,軟體極限機能不
動作。
-99999.999∼
99999.999
(mm)
1.000
118 Limit(-) 軟體極限
(-)
超過此設定值,往負方向的指令不可。
機械在設定值超過的位置時,可以下往正方向的指
令。
-99999.999∼
99999.999
(mm)
1.000
120 ABS
type
絕對位置檢
出參數
16進制設定的參數。無說明的bit請設定初期值。
0000∼FFFF
(16進制)
0004
123 ABS
check
絕對位置電
源斷電移動
容許值
於絕對位置檢出系統中,設定電源斷電中移動機械
移動量的容許值。
超過此設定值,電源斷電中機械仍移動時,「絕對
位置電源斷電移動過量(ABS)」信號開啟。
此參數「0.000」時,移動量檢查不執行。
000∼
99999.999
(°或mm)
0.000
130 backlash 背隙補正量 設定背隙補正量。 0∼9999
(1/1000°或
μm)
0
132 yobi16a (未使用) 0
133 yobi16b (未使用) 0
134 yobi32a (未使用) 0
135 yobi32b (未使用) 0
13 輔助軸參數
bit 設定 0的意義 設定 1的意義
1 無檔塊方式初期設定 檔塊方式初期設定 2 機械推碰方式初期設定
對照基準點方式初期設定
3 電氣的原點方向+ 電氣的原點方向-
bit F E D C B A 9 8 7 6 5 4 3 2 1 0 初期值 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0
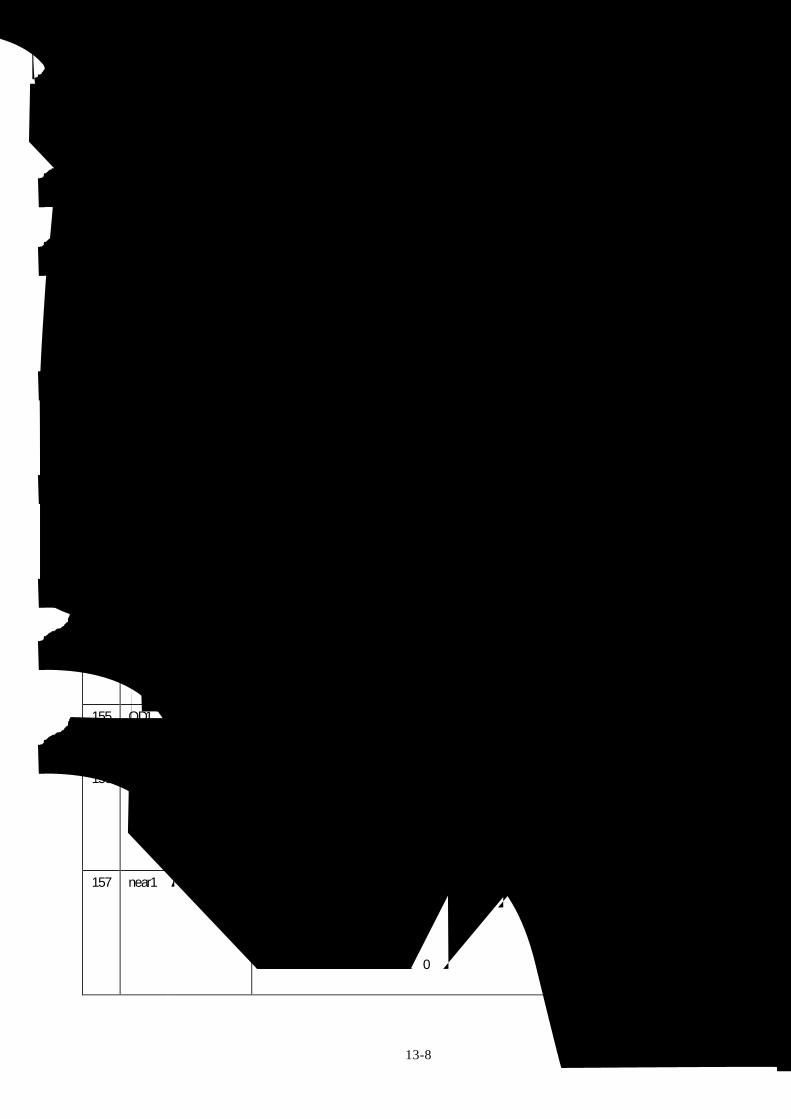
13-8
號碼 名稱 內 容 設定範圍 初期值
150 Aspeed1 動作參數群1
自動運轉速度
選擇動作參數群1時,設定自動運轉的進給速度。
此參數全部動作群的自動運轉速度、手動運轉速度
的箝制值為機能。 即使設定「158 Aspeed2」∼「174 Aspeed4」的參數,
不會下超過Aspeed1速度的指令。
1∼100000
(°/min或
mm/min)
5000
151 Mspeed1 動作參數群1
手動運轉速度
動作參數群1選擇時,設定手動運轉或慢速運轉時
的進給速度。 1∼100000
(°/min或
mm/min)
2000
152 time1.1 動作參數群1
加減速時間常數1
選擇動作參數群1時,設定動作參數群1自動運轉
速度(箝制速度)相對的的直線加減速時間。 在箝制速度以下運轉時,在上記決定的斜率做直線
加減速。
如果加減速時間常數2一起設定,執行S字加減
速,此時本參數設定直線部分的加減速時間。
1∼9999(ms) 100
153 time1.2 動作參數群1 加減速時間
常數2
S字加減速執行時設定。S字加減速時的非直線部分的合計設定時間。設定「1」時,執行直線加減
速。
或手輪進給模式時,此設定值視為加減速時間常數
做直線加減速。
1∼999(ms) 1
154 TL1 動作參數群1 轉矩限制值
動作參數群1選擇時,設定馬達輸出轉矩限制值。 初期值為被限制為馬達規格的最大轉矩,特別在轉
矩限制不必要的場合時,設定初期值。
在推碰位置決定運轉模式,變為往推碰開始座標的
位置決定執行時的轉矩限制值。
1∼500(%) 500
155 OD1 動作參數群1 誤差過大檢
出幅
動作參數群1選擇時,設定誤差過大檢出幅。 位置轉矩比此設定值還大時,檢出誤差過大異警
(S03 0052)。
0∼32767
(°或mm)
100
156 just1 動作參數群1
定位置輸出
幅
任意的配置上有表示機械位置信號為定位到達
(JST)。
自動運轉時,自動定位到達(JSTA)也以相同的條件輸出。動作參數群1選擇時,設定這些信號輸出
的容許值。此值從配置離開,這些信號關閉。
0.000∼
99999.999
(°或mm)
0.500
157 near1 動作參數群1
定位置附近
輸出幅
任意的配置位置的旁邊有表示機械位置信號為定
位置附近(NEAR)。動作參數群1選擇時,設定
此信號輸出容許值。 在一般設定比定位置輸出還廣。
運轉動作時,配置選擇為「0」時有關係的特殊指
令。
000∼99999.999
(°或mm)
1.000
13 輔助軸參數
13-9
號碼 名稱 內 容 設定範圍 初期值
158 Aspeed2
159 Mspeed2
160 time2.1
(註1)
161 time2.2
162 TL2
163 OD2
164 just2
165 near2
動作參數群2
的參數
動作參數和群1一樣。 動作參數和
群1一樣。
166 Aspeed3
167 Mspeed3
168 time3.1
(註1)
169 time3.2
170 TL3
171 OD3
172 just3
173 near3
動作參數群3
的參數
動作參數和群1一樣。 動作參數和
群1一樣。
174 Aspeed4
175 Mspeed4
176 time4.1 (註1)
177 Time4.2
178 TL4
179 OD4
180 Just4
181 Near4
動作參數群4
的參數
動作參數和群1一樣。 動作參數和
群1一樣。
190 stpos1 配置2座標值
191 Stpos2 配置3座標值
192 stpos3 配置4座標值
193 stpos4 配置5座標值
194 stpos5 配置6座標值
195 stpos6 配置7座標值
196 stpos7 配置8座標值
197 stpos8 配置9座標值
選擇不相同分配時,設定各配置的座標值。
配置1座標值固定於0.000(機械座標原點)。
-99999.999∼
99999.999
(°或是
mm)
0.000
(註一) 在「160 time2.1」,設定動作參數群1的自動運轉速度(定速度)所對應的直線加減速時間常數
「168 time3.1」,「176 time4.1」也一樣。
13 輔助軸參數
13-10
號碼 名稱 內 容 設定範圍 初期值
198 PSWcheck PSW檢出方式 16進制設定的參數。無說明的bit請設定初期值。
0000∼
FFFF
(16進制)
0000
202 202
PSW1dog1 PSW1dog2
PSW1領域設定1 PSW1領域設定2
203 204
PSW2dog1 PSW2dog2
PSW2領域設定1 PSW2領域設定2
205 206
PSW3dog1 PSW3dog2
PSW3領域設定1 PSW3領域設定2
207 208
PSW4dog1 PSW4dog2
PSW4領域設定1 PSW4領域設定2
209 210
PSW5dog1 PSW5dog2
PSW5領域設定1 PSW5領域設定2
211 212
PSW6dog1 PSW6dog2
PSW6領域設定1 PSW6領域設定2
213 214
PSW7dog1 PSW7dog2
PSW7領域設定1 PSW7領域設定2
215 216
PSW8dog1 PSW8dog2
PSW8領域設定1 PSW8領域設定2
在領域設定1和2所夾領域有機械位置時,開啟各別號碼的位置開關。 領域設定1和2設定值的大小,不影響位置開關動作。 回轉軸時,在不含0.000°的領域開啟輸出。
220 push 推碰量 設定推碰位置決定運轉時,推碰動作的觸發指令。
000∼359.999 (°或mm)
0.000
221 pusht1 推碰待機時間 設定推碰位置決定運轉時,從開始座標位置決定開始至推碰動作啟動的待機時間。
0∼9999(ms)
0
222 pusht2 推碰轉矩開放時間
設定推碰位置決定運轉時,從推碰動作結束至推碰轉矩切換的時間。
0∼9999(ms)
0
223 pusht3 定位置信號輸出延遲時間
設定推碰位置決定運轉時,從推碰動作結束至自動定位到達(JSTA)、定位到達(JST)、定位位置附近(NEAR)信號輸出的時間。
0∼9999(ms)
0
13 輔助軸參數
bit 設定 0的意義 設定 1的意義
0 1 2 3 4 5 6 7
位置開關輸出時,用指令系的機械位置判斷。
位置開關輸出時,用機械回授位置(實位置)判斷。
bit F E D C B A 9 8 7 6 5 4 3 2 1 0 初期值 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
修 訂 履 歷 表
副編號 修 訂 日 修 訂 內 容
A 1998年3月 第1版印刷
B 2000年12月 依據BNP-B2201B “MELDAS 64/65/66 異警/參數說明書” 修訂
M64參數依據BNP-B3941-214A “C4 版新增參數” 修訂
M65參數依據BNP-B3976-205A “A4 版新增參數” 修訂
依據BNP-C3000* 追加 ”MDS-C1系列仕樣說明書” 新增參數
敝公司在努力進行本說明書中記載的內容之軟體、硬體的修改,但有可能來不及與本說明書的製作
同期完成。
使用中若有不明之處,請與敝公司 NC技術支援部聯絡。
台灣三菱電機股份有限公司 FA事業部 NC技術支援部
402 台中市工業區工業16路8-1號 TEL (04) 2359-0688 (總機)
禁止轉載
未經本公司許可,嚴禁以任何形式部分或全部轉載或複製本說明書。
1997 台灣三菱電機股份有限公司
版權所有。
為了改進產品,本裝置的外觀及規格或有變更,恕不另行通知。
總代理 台灣三菱電機股份有限公司
MITSUBISHI ELECTRIC TAIWAN CO.,LTD.
台北FA技術中心 台北縣五股鄉五工二路122號3樓 TEL:(02)22993060 FAX:(02)22981909
(Taipei FA Center) 3 rd Fl.,No 122, WU KUNG 2 nd Road, WU KU Hsiang, Taipei Hsien, Taiwan, R.O.C.
台中FA技術中心 台中市工業區工業16路8-1號 TEL:(04)23590688 FAX:(04)23590689
(Taichung FA Center) No 8-1, Gong Yeh 16 th Road Taichung, Industrial Park,Taichung City, Taiwan, R.O.C.
高雄服務中心 高雄市苓雅區三多四路110號21FC室 TEL:(07)3306630 FAX:(07)3309720
(Kaohsiung Branch) 3-room 21Fl., 110,Sanduo 4 Road,Kaohsiung City, Taiwan, R.O.C.