metalworking news march 2014.pdf
TRANSCRIPT



METALWORKING NEWS v 13. 1 March 2014 1
METALWORKING NEWS
Editor’s Comment
Viewpoint
Industry News
Smart thinking leads to simple solutions; Milestone for Air Products; Tribute to Warwick James; Böhler Uddeholm Africa; Car sector; Denel’s new seeker 400 UAV; Auto Industrial Brake & Chassis; SolidWorks 2014 seminar; Artisan programme; Automotive supplier park; South Africa’s thriving car industry?; SEIFSA; Samsung Machine Tools; World Car of the Year; Toyota invests R1 billion; Machine tools to be showcased; BHP Billiton, Catalytic converter; First Cut; Voestalpine
Shopfront Focus
Warren’s Way; Growth through the new and old; Mac Brothers; A tale of two worlds under one roof
Better Production
Revolutionary NOVO™ Solution
International News
Toyota; Gleason; 3D printed bicycle frame; Maserati’s Centennial; 3DP technology; Ford; Trumpf; Haas; E-Learning program; EuroBLECH 2014; Fair Friend Group; Accelrys; Aluminium alloys; Autodesk; Siemens to acquire Tesis PLMware
Product Review
New Kitagawa; Sandvik CoroCut QD; Doosan DNM 200 5AX; NuAir Rhino air compressor; EPN-F solid endmills; CNC operator panel made; FeatureCAM; Feeler; Reducing heat input; Safan electronic press brakes; TaeguTec; Okuma; Hurco to launch nine new machines; Heidenhain; Walter Xtra•tec® insert drill; Abrasive technology; Studer S11; Wele MG and MG-U
246
46
70
72
88

2 METALWORKING NEWS v 13. 1 March 2014
It all starts at home
Volume 13 Number 1March 2014
Editor Bruce Crawford
Online Editor Damon Crawford
Editorial BoardProfessor Dimitri Dimitrov, Global Competitiveness Centre in Engineering, Department of Industrial Engineering, University of Stellenbosch
Dr Willie Du Preez, Competence Area Manager: Metals & Metals ProcessesCSIR Materials Science & Manufacturing
Production Manager Wendy Crawford
ReproductionJericho Graphic Design
Advertising Bruce Crawford / Wendy CrawfordTel: + 27 11 463 0489Cell: + 27 83 628 7654E-mail: [email protected]: www.metalworkingnews.co.za
Printed By Paarl Media
METALWORKING NEWS is published by:BA Crawford Specialised Publications (Pty) LtdPO Box 69 299, Bryanston, South Africa, 2021
41 Arklow Road, Bryanston, South Africa, 2021Tel: + 27 11 463 0489E-mail: [email protected]: www.crawfordpublications.co.za
SubscriptionsAnnual – Local: R140.00 (incl VAT) International: on application
ISSN 1682-8909
CopyrightAll rights reserved. No editorial matter published in Metalworking News may be reproduced in any form or language without written permission of the publishers. While every effort is made to ensure accurate reproduction the editor, authors, publishers and their employees or agents shall not be responsible or in any way liable for any errors, omissions or inaccuracies in the publication whether arising from negligence or otherwise or for any consequences arising therefrom. The inclusion or exclusion of any product does not mean that the publisher or editorial board advocates or rejects its use either generally or in any particular field or fields.
I read the other day that a new law requires the US Department of Defence - a major consumer of flags for everything from ships to bases to
burials - only fly flags wholly sourced from home shores.
The US flag is the ultimate symbol of chest-thumping American patriotic pride. I have seen this myself when visiting companies in the US. The US flag is everywhere you go. In one case all the employees on the manufacturing floor had the symbol sewn into their uniforms.
Now the United States flag must be “100 percent made in the USA” - at least where the Pentagon is concerned.
“My recently signed law makes sure every flag bought by the US Department of Defence is 100 percent Made in America, with American products,” said Congressman Mike Thompson.
I was surprised to learn, as I am sure you are, that although US flags were already made by US companies, their material - such as fabric and ink - previously could have come from abroad. Well the Congressman has put some halt to this, and it has nothing to with the fact that his district is home to a manufacturer of flags.
Despite this I agree with the Congressman. A patriotic symbol or national assets such as minerals and natural resources should not be allowed to be exploited, whether it be our icon Nelson Mandela, our gold and the many other large quantities of raw materials that we mine, or our recycling waste, amongst others.
I understand that as an emerging country there are many scenarios to consider and we cannot be expected to be self-sufficient. However not adding value to resources or allowing imports to replace product that can easily be made locally and create employment, is not good policy. How many of us let out cries of frustration when we realise another product we have just purchased has the ‘Made in China’ words on it?
A buzzword that is taking on more significance internationally is reshoring – bringing back manufacturing jobs. There is a big drive in the mature markets to help companies understand total cost of ownership by assisting them to more accurately assess their total cost of offshoring, and shift collective thinking away from assuming that offshoring is cheaper.
Recent headlines have shown how the Australian automotive industry has been dealt a huge blow with the OEMs deciding to pull out. Reading between the lines it is quite evident that the OEMs have assessed the situation and costs, led by demanding Unions, have forced them to reshore. We have a situation locally where the catalytic converter industry is in stress (Magneti Marelli South Africa is closing its doors), an industry that has taken years to build up and be recognised and become a major income earner for the country. Total catalytic converter exports from South Africa dropped from R19.6 billion in 2011 (almost 50% of all component exports) to R16.3 billion in 2012.
Coupled with the platinum mining strikes this is not good for the country as I believe there are companies, as we speak, working on an alternative ‘new age’ material to replace platinum as it is becoming an expensive commodity.
The message is simple. Lets get our house in order at home.
EdITOR’S cOMMENT


4 METALWORKING NEWS v 13. 1 March 2014
The integration of an automation system facilitates higher productivity as well as streamlined management of equipment and workpieces by utilizing machines
effectively and keeping distances short. Small-batch manufacturers are driven by one key issue: how to decouple the work tasks of operating personnel from machine operation times? Decoupling a machine’s setup and operation from the cycle time required for machining a workpiece offers major potential for increasing utilization and reducing unit costs in the long term.
Long setup times, especially for small batches, considerably reduce productivity; it is especially costly if the employee needs more time to set up than the machine needs for machining. It is here that automation systems come into play.
Complex, linear automation solutions are not suitable for every company: there is no space or the capital investment is simply too high. But smaller installations can move into high-efficiency production with one or two machines — delivering utilization of more than 90%.
Adding a compact automation solution can make investing in an additional machine completely unnecessary in certain cases. This solution is clearly more effective than marginal increases in productivity that could result, for example, from optimizing CNC programs or the tools of machines that are manually fed or partly automated. One or two machining centers can be docked to the system.
For batch size 1 and above, a compact workpiece handling solution unleashes considerable efficiency potential. The operator can use the machine’s running time to perform other production tasks; setup costs thus don’t enter into the machine costs/hour equation. Such a system is designed for workpiece weights of up to 800 kg or 1,500 kg and dimensions up to 1,300 mm. The formula is simple: Optimum machine utilization and reduced staffing requirements result in decreased unit costs — up to 20%. So as a rule, the investment pays for itself in less than two years. Moreover, the system improves delivery capability and facilitates rapid, flexible responses to changes in customer demand.
A cost-effective entry-level solution for users with very
small batch sizes (batch size 1 and above) or small batch manufacturers with 20–30 employees, or tool and diemakers, who manufacture individual components with very long running and setup times, as well as very substantial cutting capacity, can benefit from a cost-effective entry-level solution.
Such a solution can also be designed to integrate existing machinery, accommodating older machines at relatively low cost. Liebherr tests this in advance, based on the existing production and machine layout. There are usually several small mechanical adjustments needed to establish accessibility. Machining parameters like CNC programs and tool data remain in the normal machine environment and are linked in an uncomplicated way to the RLS via a Profibus interface.
There is a positive relationship between basic investment and storage volume. Given its compact dimensions and high storage density, a compact circular storage solution is also suitable for end users, who can’t accommodate a linear system. Up to 24 storage locations on a minimal footprint
ensure sufficient work-in-progress to bypass an entire third shift.
The important factor of future reliability is therefore added to the flexibility of the basic design — an issue where similar systems on the market have their limitations. Components must be pre-configured to integrate any number of machine contours. If needed, the users can add storage modules to permit the docking of a second machine in various positions — depending on which location space is available.
The design of the system will permit the user to access the automation engineering easily. An integrated setup station is located directly next to the operating side of the machine; the short distances resulting from it create space and reduce stress for the operator.
Software, which also facilitates integrated job planning, should be modular, open and intuitive to use with a drag-and-drop via the graphic user interface, and Production Control Software (PCS) should be suitable for use by a broad range of machine manufacturers. NC control of workpiece machining and tool management still functions using the usual control system directly at the machining center.
VIEW POINT
High-efficiency production in the smallest spaces
This is the viewpoint of Kevin Heise, Vice President of Liebherr Automation Systems. This article was first published in the Manufacturing Engineering.
The design of the system will permit the user to access the automation engineering easily. An integrated setup station is located directly
next to the operating side of the machine; the short distances resulting from it create space and reduce stress for the operator


6 METALWORKING NEWS v 13. 1 March 2014
INduSTRy NEWS
This month’s cover features Multitrade Distributors, a company that provides machining and production tooling requirements for the metalworking industry. In the cover
story they describe the Mitsubishi Materials’ MVX - high performance indexable insert drill.
MVX - high performance indexable insert drillSmart thinking has led to simple solutions for some old
problems associated with indexable insert drilling. Difficulties such as chip clogging on deep holes, dissimilar rates of wear on inner and outer inserts due to differing peripheral speeds, plus flexing and wear of the drill body itself have all been resolved with a new and innovative design.
Different grades for inner and outer insertsThe outer insert in this type of drill naturally runs at a
higher speed than the inner, thereby leading to higher levels of wear. Consequently the inner insert needs to have a higher level of stability and resistance to fracturing at lower speeds. This anomaly has been negated by using a CVD coated outer
insert that has higher abrasion resistance, in tandem with a PVD coated inner insert that can cope better with fracturing forces and resistance to welding. This combination means improved reliability and fewer changes of insert for increased levels of productivity.
Interchangeable inserts with 4 cutting edgesThe SOMX type inserts are interchangeable from inner
to outer position, have 4 cutting edges and a unique wavy chipbreaker design for improved chip control. The peripheral edge also has a wiper type geometry for excellent hole wall accuracy and surface finishes. The inserts are also positioned in such a way that when cutting, they are both
equally in contact with the workpiece, thereby reducing drill body flex to provide a more consistent performance.
Insert grades for steels, stainless steels and cast ironA new CVD coated grade MC1020, is suitable for placing
on the outer cutting edge. It displays high wear and plastic deformation resistance, allowing it to be effective when used for machining steels and stainless steels.
For cast iron drilling, a different CVD grade, MC5020 is used for the outer insert. Excellent abrasion and thermal cracking resistance makes it ideal for cast and nodular cast irons.
The inner insert uses a VP15TF grade, with a PVD coating based on the famous
Smart thinking leads to simple solutions
cover story
Optimisation of the cutting ratio A and B spreads the cutting load evenly and helps prevent deformation of the tool body
and reduce vibration
Outer CVD coated insert Inner PVD coated insert
With Mitsubishi Materials as Multitrade’s central area of activity, they are able to supply machine shops with the three
main styles of metal cutting modes namely turning, milling and drilling in various geometries and sizes
Interchangeable inserts with 4 cutting edges to up to 6 x D

Miracle type. VP15TF has a broad spectrum of desirable properties such as a micro grain substrate for strength and an excellent resistance to chip welding. These all round properties also allow it to be used as a replacement of the outer insert when conditions become unsuitable for a CVD coated insert.
Tool bodyThe tool body is designed with through coolant holes and
an optimum sweep of the flutes that provides extra metal thickness behind the direction of the principal cutting force. This controls tool body deflection and helps to achieve reliable deep hole drilling up to 6 x D. Additionally the body surface is heat treated to prevent wear from chip evacuation. The sizes available are Ø17mm-Ø33mm and in L/D=2, 3, 4, 5 and up to L/D=6.
Multitrade DistributorsThe company provides machining / production tooling
requirements for the metalworking industry and are agents for international manufacturers Mitsubishi Materials cutting tools.
Nowadays Multitrade also markets ARNO Alu inserts for aluminium machining, SSANGYONG Ceramic inserts, NT Tool Corp machining centre holders and D'Andrea facing and boring heads, modular and mono-block toolholder and boring systems. Multitrade Distributors also distributes the KOMET GROUP range of modular tooling systems and metal cutting tools.
With Mitsubishi Materials as Multitrade’s central area of activity, they are able to supply machine shops with the three main styles of metal cutting modes namely turning, milling and drilling in various geometries and sizes.
With a staff compliment of 35, today Multitrade operates on a principle of servicing clients with the right product at the right price in the shortest possible time. Shipments used to have a lead time of six weeks but now three shipments arrive from the Mitsubishi Materials warehouse in Singapore every week. Branches have also been opened in Durban, Port Elizabeth and Cape Town.
The company celebrated its 30th anniversary last year.For further information contact Multitrade Distributors
on TEL: 011 453 8034 or visit www.multicarb.com

8 METALWORKING NEWS v 13. 1 March 2014
Air Products’ new air separation plant in the Coega Industrial Development Zone (IDZ) has moved another step closer to its opening target with the arrival in
February of a key piece of equipment that will tower over the Coega IDZ and form the heart of the R300 million plant.
At 32 metres high – roughly the height of a nine-storey building – the cylindrical steel cold box will add a distinctive landmark to the Coega landscape once it is lifted into position with multiple heavy-duty cranes.
“Air Products remains firmly on schedule for completion of the plant in the third quarter, followed by commissioning and the flowing of gas in the fourth quarter of 2014,” said Air Products General Manager On-sites Robert Richardson.
He said the cold box was the “heart of the plant” and was probably the most distinctive feature of every cryogenic air separation plant.
The cold box’s arrival on site, transported by a self-propelled modular transporter from the Port of Ngqura, signalled the successful completion of a complex chain of behind-the-scenes processes in engineering, design, procurement, manufacturing and logistics.
“Together with the arrival of other high-tech components from America and Europe, this means the construction of the plant now moves from the major civil and building works stage into the mechanical phase of the installation,” said Richardson.
The cold box houses and insulates the cryogenic equipment for the refrigeration and distillation of atmospheric air into liquid oxygen and nitrogen.
Several heavy-duty cranes will lift and fit the cold box into its final position on a massive concrete foundation, Richardson said.
He said the concrete foundation, together with lay down areas and support trestles where the cold box will rest horizontally for inspection and preparation prior to lifting, were constructed well in advance to allow time for the concrete to cure.
After inspection for possible shipping damage and quality control, the cold box will be fitted with valves and safety equipment, and ladders and platforms will be welded into place along with the application of corporate branding.
Air Products’ engineering team has conducted a rigging study and developed a lifting plan to determine the placement of the lay down areas, the cold box’s position in the lay down areas, as well as the number and size of the cranes, and health and safety issues.
The Coega Development Corporation (CDC) said the arrival of the cold box was not only a milestone for Air Products but also for Coega, adding that it would become a new Coega IDZ icon for Eastern Cape businesses using industrial and speciality gases.
Air Products managing director Mike Hellyar said the company took a strategic decision to build the new air separation unit in order to provide its Eastern Cape customers with improved security of supply, against the background of positive economic and industrial growth in the province, particularly in the Coega IDZ. “The location of a plant in the Eastern Cape reduces the need for expensive and risky cross-country trucking of products from Gauteng,” said Hellyar.
“Market analysis conducted by Air Products showed high demand for industrial gas across the province’s automotive sector, as well as the agro-processing, food and beverage, and renewable energy sectors. In addition to servicing existing customers and traditional users of industrial and speciality gases, Air Products has identified strong potential to stimulate demand and move into new markets,” Hellyar added.
The construction phase of the plant has created approximately 120 jobs and Air Products has directed the majority of the project investment into the Eastern Cape by engaging local consultants and contractors in the design, engineering and construction of the facility.
Major component arrival marks milestone for Air Products
development at Coega


10 METALWORKING NEWS v 13. 1 March 2014
Born in Carolina, Mpumalanga, 86 years ago, the founder of Allied Machinery Equipment Warwick James was one of five children. With a father as station master, the
James family spent most of Warwick's earlier years posted to one or other country outpost. In fact, his high school years were spent at the Free State border town of Ficksburg, where he matriculated. This was a period of his life about which he spoke with much nostalgia.
A short term followed at university, when the young James turned his back on subjects academic and headed for the tough training ground of the machine tool industry.
"Probably the best decision I have made in my life", reminisced Warwick at the time when asked about the abrupt ending of his university career. "For it was then that I served my apprenticeship the hard way".
A twelve year training period followed with firms such as Drury Wickman, Koppel Engineering, Reunert and Lenz, B Elliot & Co.
"In retrospect, I am deeply grateful to these firms and to all the individuals I came into contact with during this period,” Warwick reminisced.
Warwick James' entrepreneurial prowess may never have surfaced had it not been for the fact that B. Elliot and Co, a British machine tool accessories and small tool company decided to reduce its presence in South Africa to agency status, in 1960. This enabled James, then 32, to acquire the agency and to "go it alone". The first office and store was in Discovery and was called Selecta Engineering.
Warwick then established Allied Machinery Equipment at Johannesburg's Fordsburg's dip, where he shared offices with the then machine tool company, P. Bruniau & Co.
Assisted by his wife Yvonne, he set about selling the Elliot range of bench grinders, metal shears, boring heads and machine vices. Around this time he also acquired a sports shop in Roodepoort, his home town. Always a keen sportsman, Warwick continued active sport until his forties.
In 1964, he realised however, that running two totally diverse businesses was not on, so he disposed of the sports business to concentrate on the field he knew best — machine tools. Two years later, the decision was vindicated, and the machine tool agency had grown to such an extent that the leasing of 400 m² premises in Bata Building, Fordsburg, was justified - space which was to be augmented not much later by the 2nd and 3rd floor of the same building.
By this time, Allied had acquired the Italian agency, Felisatti, in South Africa. It was their bench grinders, sharpening machines, portable electrical tools and cut-off machines, which truly put Allied firmly on its feet.
“We won a defence force order for 22 Felisatti drill sharpening machines and the late Norman Gilbert of Koppel Gilbert bought 40 machines for stock and then doubled his order," Warwick recalled at the time.
The company never looked back and before long was representing more than 60 overseas companies. The largest agency at the time was Pratt Burnerd, the British lathe chuck manufacturer.
Until the mid-seventies, Allied concentrated on the accessory field and boasted the most comprehensive range of
items to meet the needs of the industry. Warwick then found that there was a gap in the market to provide merchants with a range of small machines which would complement their own products. A close examination of overseas markets proved that Taiwan had much to offer. Allied thus became a pioneer in developing this market.
The Allied catalogue, which was the brainchild of Warwick, was widely called for by the trade and the last publication accounted for over 20 000 copies, many bearing the merchant's own symbol and logo.
Warwick built up the business on the basis that no borrowings should be made. "My initial capital was a month's salary and for years I never borrowed a cent."
In 1980, realising the company was on the threshold of rapid growth and that the country was entering a growth phase, James took a decision to build up his management team. Dennis Rutter and Hugh Hopkins joined him as partners when they purchased shares in the company.
The company was one of the founding members of the Machine Tool Merchants Association of South Africa and both Warwick and Dennis would serve as Chairman of the Association.
In the 1980’s Warwick and his business partners established the Amhold Group and they acquired B Putziger, Green & Sons and Forest Engineering. Later, Allied Machinery merged with B Putziger to form Allied Putziger and Forest / Green & Sons merged with Holmach to form Forest and Holmach. In 1998 Tool and Equipment merged with Allied Putziger to form Toolquip and Allied.
Warwick retired to Somerset West in the Cape Province. He was married to Yvonne for 60 years and they were blessed with five children, 10 grandchildren and five great grandchildren.
Warwick sadly passed away on the 28th January 2014. Our sincere condolences to his wife Yvonne, family and friends.
Dennis Rutter – long-time friend and business partner – pays tribute to Warwick James
“I first met Warwick nearly 60 years ago when I was still at high school and he was actively involved in the Rand Leases hockey club. Together with his brother Les they built Rand Leases hockey club into the second largest in what was then known as Transvaal province.
His success in administration and fund raising was legendary and this was later to benefit the local Lions club, where Warwick received a top international award for service.
While studying at university I began preparing the accounts for the businesses that he had started, namely a sports shop and Allied Machinery. This started a very close and rewarding relationship. From the outside I witnessed the machine tool business growing rapidly and after a few years of discussions, I joined Warwick as a partner. A few years later Hugh Hopkins, a colleague of mine from auditing days, also joined the partnership.
Another of Warwick's strengths was his ability to see
A tribute to Warwick James

METALWORKING NEWS v 13. 1 March 2014 11
opportunities and he was to pioneer the importation of small machine tools and accessories from Taiwan. Many in the industry saw this as a "stupid" move but it was after this venture that the business skyrocketed. Today Taiwan is a leading machine tool supplier to all four corners of the globe.
During those early days of importing from Taiwan much had to be done to improve quality standards and by working closely with our agent in Taiwan, John Huan, suppliers were quick to learn and cooperate. In this regard I must say that John Huan was invaluable and became a great friend of Warwick and all at Allied.
Even today I meet retired members of the machine tool industry who speak of Warwick's (and as a result Allied's) integrity and what a pleasure it was doing business with him. In the same vein, Warwick was loved by his staff as a great employer.
I remember, in the early days when I was doing the books on a part time basis, that Warwick paid bonuses to his staff (seven if I remember correctly) more than six times during the year, as new sales records were set.
Warwick will be sorely missed by all who knew him and his farewell at the Warwick wine estate (no association but very appropriate) was a wonderful send off for someone who was a generous lover of a good party.”
A message from Danie Delport, Managing Director of Toolquip and Allied
“We have learnt with sadness, of the passing of Warwick James, the founder of Allied Machinery Equipment.
Warwick can be classed as a doyen of the Industry and he was instrumental in shaping the Machine Tool Industry in South Africa, along with people like Bobby Skok, Burkhard Herrmann, Tubby Berkeley and others.
Over the years Warwick served as Chairman of the Machine Tool Merchants
Association of South Africa. He pioneered Taiwanese Machine Tools in the South African market and was instrumental in building the Amhold Group in the 1980’s, which included Allied Machinery Equipment, B Putziger, Green and Sons and Forest Engineering.
Warwick was a kind gentleman who always cared about the wellbeing of others. He was involved with a number of charities and community projects during his lifetime. He struggled with his health for many years but never gave up.
Our thoughts are with his family and loved ones in these difficult times.”

12 METALWORKING NEWS v 13. 1 March 2014
Mould making shops, in many ways, are representative of the breadth of metalworking skills and operations. In most cases, they have one chance to get the job
right and must work their magic under increasingly tough time constraints.
A typical mould shop deals with milling, drilling, jig boring, turning, grinding, EDM and heat treating to name a few of the operations required to manufacture cores and cavities. Each job that comes through the shop is different, requiring constant analysis of the shop’s capabilities with little or no benchmark from which to evaluate.
Another problem mould shops are facing today is the confusing proliferation of CAD/CAM software types, all of which don’t function as a cohesive whole. There could be up to as many as 10 different types of software in one shop alone. With so many different software languages running at the same time, it is no wonder that shops must deal daily with increased
production lag time along with troubleshooting and a flawed final product. If engineers could gather the basic tools needed to build a successful, profitable part in a fraction of the time, most — if not all — of the inherent software problems infiltrating today’s shop floor could be solved.
Package solution - mould sets now offered through MitcoNotwithstanding the above one way of increasing the
workflow through the shop is ordering in mould sets. A common mould set has many benefits, especially when the production volumes are lower and change-overs are frequent. With the use of a common mould set, capital investment is reduced since only the core and cavity sets need to be manufactured or purchased, rather than complete plastic injection moulds for each piece part.
“Focusing your work on your company’s core business and leaving the pre-production steps to us makes it possible to untie
capital in production units, thus giving your people opportunity to focus on your company’s critical success factors,” said Böhler Uddeholm Africa Managing Director Helmut Ulrich.
“Bohler Uddeholm Africa has a history in South Africa which is synonymous with providing the highest quality of tool steels to customers who demand excellence. It is with this thought that the company offers "a package solution" of steel, heat treatment, plasma nitriding and pre-machining for squaring and blocking, giving the customer complete accountability.”
“We have therefore been relieving them [the customers] of the costly and time consuming processes that also normally occupies the time of a tool maker and delays the
use of equipment.”“Through our market research we found that on the mould
making side some local companies were opting for cheap Chinese deals whereas they should be supporting the local industry. However, we believe that there is no support from China and they have to deal long distance.”
“Our answer to this is the strengthening of our service capacity. We want to be fast and reliable and at the same time make our customers – the mould and die making shops – more competitive. These investigations found that the local market was in need of “off the shelf” mould sets and components such as pins and bushes.”
“We have the machining capacity, the materials and international technology. Production began midway through last year, at Mitco, our Vereeniging facility, and we are now able to offer a range of standard sizes ex-stock. Special sizes are available on request.”
“We are not competing with our customers. We are offering them a service which will make them more efficient.”
“The local tool making industry will now be able to come to us and get a complete product from cut to size, pre-machined tool steels in all shapes and sizes, as well as mould sets and then they can put it on their machine and start milling or machining the tools, which is what they are supposed to be doing.”
For further details contact Böhler Uddeholm Africa on TEL: 011 571 2300 or visit www.bohler-uddeholm.co.za
“We want to be fast and reliable and at the same time make our customers – the mould and die making shops – more competitive.
These investigations found that the local market was in need of “off the shelf” mould sets and components such as pins and bushes.”
Böhler Uddeholm Africa now offers mould sets through Mitco – a real local brand


14 METALWORKING NEWS v 13. 1 March 2014
Had it not been for a late change of heart by planners, it could have been South Africa announcing the death of
one of its key industries.Japanese manufacturer Toyota said it would
stop making cars and engines in Australia by the end of 2017. Ford and General Motors, the only other global vehicle companies still in Australia, have already announced plans to shut manufacturing operations there.
Their decision will leave South Africa as one of only three significant southern hemisphere vehicle manufacturing bases, alongside Brazil and Argentina. Australia is already an important export market for South Africa’s car industry.
Though high costs and a strong currency are cited as the main reasons for the Australian industry's collapse, industrial policy also played its part.
In the 1990s, when South Africa was seeking a post-apartheid automotive policy to reduce protection and increase competitiveness, it turned for advice to Australia, which was re-evaluating its own industry. Australia’s Button Plan — named after trade and industry minister John Button — implemented a process of dramatic transformation, primarily through the rapid reduction of import duties.
Australian officials advising South Africa on the motor industry development programme, which governed the industry here from 1995 to 2012, advocated a similarly fierce policy. But instead of dropping duties to 5% and 10%, South African officials stepped back and decided on a slow, steady duty reduction programme that stopped at 25%.
Had they not, it is likely South Africa's motor industry would be in the same predicament as Australia, from where Nissan and Mitsubishi both disinvested a few years ago.
Toyota Australia president Max Yasuda said management did all that could be done to transform the business. "But the
reality is that there are too many factors beyond our control that make it unviable to build cars in Australia."
About 2,500 jobs would be affected when the plant stopped building cars in 2017, the company said.
Toyota’s exit from Australia after more than half a century there is a setback to Prime Minister Tony Abbott’s government, which is seeking to manage a slowdown in the $1.5-trillion economy as a decade-long mining investment boom slows.
"This is obviously devastating news for everyone involved with Toyota," Mr Abbot said.
Union leaders were more vocal in their criticism of the government’s handling of the car industry’s woes. "The loss of the automotive manufacturing industry in Australia will have far-reaching consequences," said Australia Council of Trade Unions Secretary David Oliver.
"They’ve (the government) done absolutely nothing to keep Toyota in this country."
A total $21 billion would be wiped from the economy and some regions would go into recession.
Industry Minister Ian Macfarlane said Toyota had not asked for any financial assistance or other forms of aid from the government. "Toyota has made no requests to us other than express their frustration with the difficulty they were having with the industrial-relations process."
Australia’s vehicle industry includes about 150 companies working in sectors from components to tooling, design and engineering, with more than 45,000 people employed directly in the car and parts-making sectors, according to state data.
Vehicle production in Australia has about halved in the past decade to just above 200,000 in 2012 from more than 400,000 in 2004. Sales of locally made vehicles have suffered in recent years as a stronger Australian dollar makes imported cars more competitive.
Car sector ignores Australian advice and escapes its fateNews of the imminent demise of Australia’s motor industry should bring a wry smile to the faces of South African policy-makers.

METALWORKING NEWS v 13. 1 March 2014 15
Australian government and Toyota at loggerheadsThe Australian government and Toyota were at loggerheads
over why the auto giant was halting car manufacturing in the country, with the Japanese corporation rejecting Canberra's claims.
Toyota cited high production costs, a strong local dollar and a small domestic market as reasons for stopping car manufacturing in 2017, killing off Australia's 66-year-old auto manufacturing industry with Holden and Ford having already made the same decision.
But conservative Treasurer Joe Hockey was quoted as saying that, in a private conversation with Toyota Australia president Max Yasuda in December, he was told workplace conditions at the company's Melbourne plant was the key reason.
The claim was made in the Australian Financial Review, with Hockey later confirming the story.
"The fact is they were very concerned about the conditions that existed at Toyota in Australia," Treasurer Joe Hockey said, adding that this included "militancy" at the Australian Manufacturing Workers' Union (AMWU).
He cited the example of the Australian plant closing for 21 days over Christmas with Toyota unable to supply its biggest market, the Middle East.
Hockey claimed that when Toyota asked workers to instead have a 10-day shutdown, the union intervened and took the automaker to court.
But Toyota had a different version of events, directly contradicting the treasurer.
"Toyota Australia has never blamed the union for its decision to close its manufacturing operations by the end of
2017, neither publicly or in private discussions with any stakeholders," the company said in a statement.
The Australian Manufacturing Workers Union called the Toyota statement a "blow to the government's credibility," while Labour opposition leader Bill Shorten blasted Hockey's "pathetic attacks on these workers."
Unions fear Toyota's departure will see 50,000 jobs lost along the supply chain, mostly in components manufacturing and transport, and Labour has blamed the government for not doing enough to prevent Toyota from walking away.
The decision to halt manufacturing follows Mitsubishi (IW 1000/219) shuttering plants five years ago, Ford (IW 500/8) halting production in 2016 and General Motors (IW 500/5) announcing in December that its Holden offshoot would cease making cars locally in 2017.
An Australian internet reader’s comment on this story Everyone should believe the union. They would never take
a militant anti-company stance. It is a fact that the lazy union workers went to court to preserve a full 21 day shutdown which we all know is unheard of even in UAW-infested America. Now these 50,000 proud Union ex-workers can sit around the pub across the street from their closed plants and slap each other on the back, downing Foster after Foster while celebrating how they beat the company and their evil management!!! How they didn’t give in one bit to keep their outrageous paid three week shutdown. Yup, they sure showed that "evil" company and its "rich" managers. Of course Toyota will publicly distance itself from the truth they told in private. God forbid they offend the one group trying to drag them down. That said hurrah for Toyota for showing the union who is still in charge.

16 METALWORKING NEWS v 13. 1 March 2014
Denel’s Seeker 400 unmanned aircraft system successfully completed its first round of flight tests after a three year development process.
Tsepo Monaheng, the CEO of Denel Dynamics says he is confident that production of the Seeker 400 for clients will start in the second half of the year. “This is a remarkable achievement for Denel and again confirms our global leadership position in the design and manufacturing of UAVS.”
The tests done at the Alkantpan range in the Northern Cape focused on performance parameters. A second round of tests, due to be conducted in March, will determine the craft’s production readiness.
The Seeker 400 can be used for a wide range of military and civilian missions, including disaster response and maritime surveillance. It can stay up in the air for 16 hours at altitudes of up to 18 000 ft. At typical operating altitudes of between 4 500 and 9 000 ft it is invisible to a person on the ground and is effectively inaudible at altitudes higher than 1 000 metres above ground.
The Seeker 400 aircraft has a cruising speed of 150km/h and can carry a payload of 100kg. It has a wingspan of 10 metres and is launched from conventional airfields.
Mr Monaheng says the Seeker 400 has the ability to
simultaneously carry two different payloads such as an electro-optical payload and synthetic aperture radar and a completely digital video system. These payloads can be changed over in the field, allowing the Seeker to be tailored for different tactical situations.
The 250km line-of-sight range can be doubled through the deployment of a tactical ground station. This enables the Seeker 400 to relay data to ground stations and field commanders over extended distances.
Mr Monaheng says the Seeker 400 is a highlight in South Africa’s development of a local UAV which started in the mid-1980s. Its forerunner, the Seeker 2, has been deployed in operational service by international clients, including in Afghanistan.
The Seeker was also the first UAV in the world cleared for operations in controlled airspace when it was deployed to monitor potential hotspots during South Africa’s first democratic elections in 1994.
The Seeker 2 has undergone further developments by Denel Dynamics, and has since been rebranded as the Seeker 200, and is offered to clients who require medium endurance and dual payload capability offered by the latest version.
For further details visit www.denel.co.za
Successful tests prepare way for
production of Denel’s new seeker 400 UAV

METALWORKING NEWS v 13. 1 March 2014 17
The deal includes four ZF plants in Johannesburg including two foundries, a forge and a machining plant.
It has been announced that ZF Friedrichshafen AG is selling Auto Industrial Brake & Chassis Holding Johannesburg (AIBC), its South African subsidiary. Investor Trinitas will acquire the plants. The contracting parties have agreed not to disclose the purchase price.
The subsidiary AIBC contains a forge and two foundries, among other things, and produces
components for the automotive industry, including brake disks. The four plants, which employee roughly 900 staff generated a
sales figure of EUR 71 million in 2012.ZF signed a joint venture contract for the
AIBC company in 1999, thus entering the South African components market. In 2006, ZF had taken over the entire company which operated as a local supplier to ZF's Car Chassis Technology division.
Recently, ZF has strategically realigned its business and sold the subsidiary whose activities are centered outside of ZF's core business and which worked autonomously in the global ZF production network. The sale is dependent on the approval by the South African competition commission authorities.
ZF is a leader in driveline and chassis technology with 121 production companies in 26 countries. In 2012, the Group achieved a sales figure of about EUR 17.4 billion with approximately 75 000 employees. In order to continue to be successful with innovative products, ZF annually invests about five percent of its sales (2012: EUR 861 million) in research and development. ZF is one of the ten largest automotive suppliers worldwide.
ZF sells South African subsidiary Auto Industrial Brake & Chassis
A view of Auto Industrial Brake & Chassis plant in Spartan
Machined brake discs manufactured
at Auto Industrial Brake & Chassis



20 METALWORKING NEWS v 13. 1 March 2014
Despite the economic woes of the last couple of years Secant Engineering has been investing in its future as well as increasing
capacity and capabilities to cope with demand. For many contract or job shops, the
difference between extinction and survival lies in the flexibility of process that yields good parts. But nowadays a job shop has to maximize flexibility in terms of services offered.
Over the years Secant Engineering, based in Springs, Gauteng, has endeavoured to become a fully-fledged general engineering shop. The services that the company now offers include CNC machining, laser cutting, CNC bending, fabrication, cutting, welding and finishing solutions to its clients, having started off as a company that just offered CNC turning and milling operations.
“Meeting customer demand for both quality components and consistent, on-time delivery is essential for any shop’s competitiveness. However, having to subcontract work that can’t be done in-house can add weeks or months to delivery times and compromise quality standards,” explained Colin Kirby Smith, the elder of the two brothers that run the family business today.
This was the issue faced by Secant Engineering for some years before the company took a major decision that would shape its future. First up the company migrated to being a fully-fledged CNC shop as well as adding drilling and tapping to their capabilities.
However the company still had its hands tied when it came to fabrication work and the other disciplines in metalworking that clients were expecting of them. Driven by the frustration
over lack of control, mounting customer demand and pursuant of the goal of becoming a complete general engineering shop, in 2006 Secant Engineering made its first venture into the fabricating arena.
First to arrive was a Bystronic 4.4 kW laser cutter with a bed size that could accommodate sheets up to 3000 x 1500 mm. At the same time two Durma pressbrakes, one with 100 ton capacity and the other with 200 ton capacity, were purchased to support the laser work. This added bending capabilities to the company offerings and was the first step towards the company becoming a full fabrication service centre.
The first Bystronic was followed shortly by another 4.4 kW Bystar, but this time with a bigger bed size of 4000 x 2500 mm.
Realising they were lacking on the bending side Secant added an extra pressbrake to the shopfloor. This time they decided on an Amada RG-100 with 110 ton capacity with a bending length of 3045 mm.
Before long a third Bystronic laser - a Bystar 3015 equipped with 6kW resonator – was purchased. This allowed the company to cut thicker materials and also opened up new markets, particularly in aluminium.
By this time the bending department was not keeping up with the cutting division so the company added an Amada HDS 220 ton 4 metre servo drive pressbrake.
In between, Secant Engineering also formed a welding department, and housed in a separate building is a paint bay that provides the surface finishing to the completed components / fabrications. An Everising H-260 horizontal bandsaw, a BySpeed 3015 laser cutting machine and an
Secant Engineering adds plasma, oxy-fuel cutting and robotic
welding to services offered
Expand, don’t contract. It seems counterintuitive, but great companies expand during slowdowns; they don’t pull back.
Last year Secant Engineering purchased a Messer MultiTherm 4000 CNC Hi-Definition plasma cutting machine. The Messer MultiTherm incorporates the
patented “True-Hole” cutting technology, which significantly improves the quality of cut holes in terms of roundness and reduced taper
The Messer MultiTherm comes fitted with Hypertherm’s 400-A HyPerformance Plasma HPR400XD plasma-arc metal-cutting system. This unit can pierce up to 50 mm and edge start up to 80 mm on mild steel. Longer consumable lifetime is obtained from the new XD system


22 METALWORKING NEWS v 13. 1 March 2014
Amada HDS-1303NT press brake that has a 3110 mm bed with 143-ton capacity was also purchased.
The CNC machining department benefitted with the addition of two Victor Fortune VCenter-102 machining centres and a VCenter-130 machining centre.
Design departmentOrders of smaller lot sizes and the demand for shorter lead
times led the company to pay attention to its quoting and design departments both for the forming and fabrication side. This department uses SolidWorks, MasterCAM and Amada software.
Metal plate processingThe one area where the company did not have any
significant experience was in plate processing. Now the family-owned business has added plate processing to the array of services that it offers clients. Last year the company purchased a Messer MultiTherm 4000 CNC Hi-Definition plasma cutting machine as well as an oxy-fuel cutting machine fitted with a Burny Phantom controller.
The Messer MultiTherm comes fitted with Hypertherm’s
400-A HyPerformance Plasma HPR400XD plasma-arc metal-cutting system. This unit can pierce up to 50 mm and edge start up to 80 mm on mild steel. Longer consumable lifetime is obtained from the new XD system.
The Messer MultiTherm incorporates the patented “True-Hole” cutting technology, which significantly improves the quality of cut holes in terms of roundness and reduced taper.
The plasma marking function reduces post processing production times. All identification and line marking can be done on the parts before they are cut and removed from the bed.
The Messer Global Control CNC system has enabled Secant Engineering to quickly achieve full production with minimal time
needed for training, while the on-line Internet service function enables remote and quick diagnosis of any faults, resulting in the minimum amount of production downtime being lost.
The Messer MultiTherm 4000 cuts up to 80 millimetres mild steel thick plates and 75 mm stainless steel and aluminium. A maximum size plate of 3 x 12 metres can be handled.
The Messer MultiTherm 4000 with a 3 x 12 metre working area is a multifaceted gantry cutting machine which can be adapted individually to every area of application, for example
Secant Engineering have added a Bystronic Byvention 3015 laser cutting system
to their laser department in the last 18 months. They now have five Bystronic laser systems
on their shopfloor
The oxy-gas cutting machine that Secant Engineering purchased is fitted with the Burny Phantom control that has a completely integrated package featuring a PC-based numeric control, 2 or 3 axis drive amplifiers and a comprehensive operators console
Secant Engineering has also purchased a Yaskawa Motoman 20 D-6, which means it has an extended
reach, and it comes with a HSB 5000 positioner
Also just arrived on the floor, again to increase throughput, are two Durma press brakes. Installed this year was a Durma AD-S 30135 Synchro CNC hydraulic press brake, which has a 135 ton pressure
and maximum bending length of 3050 mm. Installed last year by the company was a Durma E 40400 press brake, which has a
400 ton bending force and four metre bending length

with multiple torch oxyfuel cutting, plasma systems, marking or a combination of all processes. What is more, the MultiTherm® can be upgraded at any time to another cutting operation so that it is a flexible system with a sure future.
The oxy-gas cutting machine fitted with the Burny Phantom control has a completely integrated package featuring a PC-based numeric control, 2 or 3 axis drive amplifiers and a comprehensive operators console. The operators console contains functions for up to six oxy fuel stations and two plasma stations along with markers and auxiliary functions. The Phantom also features integrated 2 or 3-axis AC or DC drives and uses Windows® XP Embedded.
“We purchased these two machines because of the pressing demand and the new markets that we wanted to get into. It is as simple as that,” said Graham Kirby Smith the younger brother of the two-man management team.
Secant Engineering constructed a purpose built 2000 m² under roof building for the two new machines. “We had run out of space in our existing buildings but more importantly we wanted to have the plasma and oxyfuel cutting operations separated from the remaining operations so that there is no contamination. It also gives us enough space to expand operations in this department when the need arises,” explained Graham.
Motoman robotic welding“Having moved into plate processing the very nature of the
process dictates that we would encounter more welding work. Although we are mainly cutting to size and processing specific components at this stage, we have been engaged to do a project where there is repetitive welding of the same components. Robot welding, in the true sense of the words, completely automates a welding process by both performing the weld and handling the part. The robot may weld a pre-programmed position, be guided by machine vision, or by a combination of the two methods. However, the many benefits of robotic welding have proven to make it a technology that helps manufacturers increase accuracy, repeatability, and throughput and this is exactly what we are using the Motoman for,” explained Colin.
“Ours is a relatively small system, it is a Yaskawa Motoman 20 D-6, which means it has an extended reach, and it comes with a HSB 5000 positioner. We have manufactured some jigs and there is one staff member that operates the department. He just churns it out for us but the time he saves on the welding is amazing. Who knows how we could progress in this department?” said Colin.
New Durma press brakesAlso just arrived on the floor, again to increase throughput,
are two Durma press brakes. Installed this year was a Durma AD-S 30135 Synchro CNC
hydraulic press brake, which has a 135 ton pressure and maximum bending length of 3050 mm. Installed last year by the company was a Durma E 40400 press brake, which has a 400 ton bending force and four metre bending length.
When I first visited this company in 2009 it had a CNC machining division and a couple of laser cutting machines and press brakes housed in two separate buildings. Fabrication, welding and painting use to take place outside in what looked like chaotic yet organized chaos. The company has subsequently invested more money in capital equipment and buildings during the past three years than ever before. It is now a company that can compete with the best. Both brothers continue to be hands on in running the business, and judging by their characters they will continue to do so in the future.
For further details contact Secant Engineering on TEL: 011 818 3640 or visit www.secanteng.co.za

24 METALWORKING NEWS v 13. 1 March 2014
Mecad Systems, the South African resellers of SolidWorks, held a series of seminars around
the country in February to introduce users to the new features of SolidWorks 2014.
The SolidWorks 2014 events rolled out with great feedback from users saying this version sees the most common requests being added. Almost all of the new features (below) incorporated are from user requests and feedback.
Conic FilletsSolidWorks users got the Conic
sketch entities in 2013 and used them in lofts, sweeps and boundaries for creating complex blends. SolidWorks 2014 introduced Conic Fillets, which simplifies to the extreme the process of creating and modifying Conic Surfaces. You can use either the Rho value or the minimum radius of curvature. This new tool will make millions of industrial designers very happy. Even the rest of the mechanical designers could use Conic Fillets for creating previously hard to model blends in seconds.
Style SplinesOne more reason for the industrial designers to celebrate,
they now have Bezier Splines! They are much easier to dimension than the old B-splines and provide super smooth curvature throughout.
Assembly curve and sketch driven patternThis is self-explanatory. More powerful part features that
have been promoted to assembly level. This will allow complex patterns to be completed in a breeze.
New types of Mates: Slot Mates and Spherical and Curvilinear Mates
This got one of the bigger reactions at the launch. With
two clicks you can full mate bolts etc. into slots, and even mate two slots with each other.
Quick mateThis new feature really got the crowd smiling, When
selecting the two faces to mate a pop up appears with the recommended mate (i.e. concentric when two circular faces are selected). This means three clicks and the parts are mated and you can continue working.
New ability for defining the section view scope in assemblies and multi body parts
Now you can define what bodies or components to be cut in the model environment by the Section View. There is even a “graphics only” option that could save minutes in large assemblies.
Sheet metal enhancementsThis area of SolidWorks saw some great enhancements.
SolidWorks 2014 seminar
Jonathan Morland of Mecad with Chris Fouche, Jeremy Kavallieratos and Ricardo dos Santos,
all of Geneva AD Display Systems
Robert Pereira (2nd left) from Mecad, with Riaan Botha, Werner Fritz, Kobus Badenhorst and
Koos Booysens, all from GLPS
Emma Whitehead of Dassault Systèmes, David Falkingham of DS SolidWorks and Freek van der Berg of Mecad

METALWORKING NEWS v 13. 1 March 2014 25
The loft tool now has a new bent control to add to the formed option where the loft shape is bent in 3D and has individual controls on each bend controlling how many bends or what angle to bend at.
Corner relief control was also added. This tool re-defines what it means to create reliefs. Directly in 3D on the model you are able to define the precise relief type you require.
The overall speed of SolidWorks 2014 is enhanced with support for multiple processors in certain areas of the software like opening files, drawing creation and simulation.
The pictures below show some of the attendees at the Gauteng seminar.
For more information contact the local agents Mecad on TEL: 086 111 2236 or visit www.mecad.co.za
The SolidWorks 2014 events rolled out
with great feedback from users saying this version sees the most
common requests being added Jaco van der Berg of Mecad, Bennie Buys of
Axis Mechanical Design, Duane le Roux of Mecad and Wilhelm van Rooyen of Axis Mechanical Design
Dewald Cornelessen, Dean Venter, Fritz Rhode and Jason Smith, all of AquaPlan

26 METALWORKING NEWS v 13. 1 March 2014
The Department of Higher Education and Training (DHET) has launched its Decade of the Artisan campaign at the Ekurhuleni East technical and vocational education and
training (TVET) college in Kwa Thema, near Springs.The programme, which sought to promote artisanship as a
career of choice to South Africa’s youth, formed part of a concrete plan to implement the post-school education and training White Paper that had been released on January 16, DHET Deputy Minister Mduduzi Manana said.
Speaking at the launch he said, through this programme, the DHET aimed to churn out 30 000 artisans a year as prescribed by the National Development Plan (NDP).
Manana also highlighted the importance of the programme in ensuring that South Africa could develop the necessary artisans to successfully implement the country’s Strategic Infrastructure Projects, which included the building of roads, schools, universities, harbours, power stations and other social and economic infrastructure.
“Through the Decade of the Artisan we can address the great injustice of importing all our skills,” he said.
DHET national artisan development acting chief director Dr Florus Prinsloo explained that the department had set itself the target of increasing the yearly number of artisans produced by 1 000 a year.
“Currently, we are producing 12 000 artisans a year and, therefore, we will aim to increase [this number] to 13 000 during the 2014/15 financial year, 14 000 the year after and so forth,” he explained.
As part of the campaign, interactive community events would be held every three months at different engineering campuses of TVET colleges, with more than 41 such events to be held over a ten-year period.
Manana also said, through this programme, the DHET aimed to make TVET colleges fashionable, which was why the country’s new TVET campuses were “state of the art”.
The DHET would also be outlining the prospects related to becoming an artisan, such as that “with artisanship employment is almost guaranteed”, he said.
Manana also stated that it would be important to reconnect
local industry with the TVET colleges. “However, to accomplish such a relinking of employers and workplaces to the TVET college system requires that Setas, [sector education training authorities], in particular, start to seriously facilitate partnerships between employers in their sectors and relevant TVET colleges,” he said.
Manana added that, to assist in the transfer of valuable employer-based artisan workplace data from the Setas to the TVET college system, the DHET had set up the National Artisan Development Support Centre (NADSC), which was also launched.
“[The centre] has been fully operational for some time now, [but the] Decade of the Artisan programme gives us the opportunity to move this resource into the mainstream of artisan development,” he said.
Manana further noted that, as the DHET implemented the programme, two other key areas of artisan development would also have to be accelerated in tandem with the public TVET college system.
The first was the issue of partnerships between public colleges and private training providers, including the capacity within large companies, while the second focus area comprised simplifying and streamlining the quality assurance of national artisan development processes.
Decade of the artisan programme launched30 000 artisans a year targeted.
The KwaZulu-Natal provincial government is considering establishing an automotive supplier park to boost the auto manufacturing sector in the province.
The provincial government is exploring the possibility of establishing an Automotive Supplier Park a few kilometres from Toyota’s plant, at the back of the proposed dug-out port in the old Durban International Airport," said Kwazulu-Natal Premier Senzo Mchunu.
The old airport, south of Durban, was decommissioned in May 2010 after the opening of King Shaka International Airport. In 2012 Transnet paid about R1.8 billion to Airport Company SA to buy the site, intending to develop a terminal that would accommodate 16 container berths, five automotive berths and
four liquid bulk berths.The government believes the dug-out port will boost the
provincial economy and create jobs. It is estimated that the port would cost in the region of R100 billion and create 20,000 direct and 47,000 indirect jobs during construction.
Mchunu said the province remained upbeat despite statistics by the National Association of Automobile Manufacturers of SA showing a decline in new vehicle sales.
Total new vehicle sales for January 2014, at 53,025 units, meant a drop of 3,874 vehicles, or 6.8%, compared to sales in January last year. South Africa’s automotive industry employs about 36,000 people and contributes 7.3% to gross domestic product.
KwaZulu-Natal mulls automotive supplier park


28 METALWORKING NEWS v 13. 1 March 2014
South Africa’s thriving car industry ambition ‘set to crash’
The South African motor industry’s vision of building 1.2 million vehicles a year by 2020 is almost certainly unachievable, stated Rick Hanna, the head of global
consultancy PwC’s automotive division, according to an article by David Furlonger of the Business Day.
Just 14 months into the government’s 2013-20 automotive production and development programme (APDP), industry officials say production is already 30% off the pace.
Mr Hanna said, for the target to be reached, at least one global manufacturer would have to spend at least $1 billion on a new car plant. "Your problem is that you are competing for investment with faster-growing regions like China and India."
South Africa also struggles with an unstable labour environment, low volumes and a volatile currency. "If I was
an overseas investor, I would probably put my new factory in China," Mr Hanna said.
Though the 1.2 million target is not written into the APDP, it was set by former trade and industry minister Mandisi Mpahlwa.
Volkswagen SA MD David Powels said failure to meet it would not "undermine the integrity or concept of the APDP". But that was not a unanimous view.
Some critics say that if production continues to lag almost one-third behind target, it will raise questions about the validity of an industry policy that contributes greatly to South Africa’s trade deficit. Further, it has done little to increase automotive employment since 1995 when the APDP’s predecessor, the motor industry development programme (MIDP), was initiated.
University of Cape Town economics professor David Kaplan said entrenching the MIDP’s minimum 25% import duty on built- up cars for the life of the APDP would not help the industry achieve one of its long-term goals, which was to "stand on its own two feet".
The APDP offers duty rebates to vehicle manufacturers building at least 50,000 vehicles annually, and also returns up to 30% of investments by vehicle and components companies.
Prof Kaplan said the motor industry received a dispropor-tionate share of South Africa’s manufacturing incentives. "It’s time taxpayers asked what they have got in return for subsidising wealthy multinationals’ South African investments."
To be fair to the industry, Mr Mpahlwa’s 1.2 million target was set before the 2007-09 global economic meltdown in which international vehicle sales collapsed. One of the local industry’s main export targets is the European Union, whose new-car market is still below pre-crash levels.
The local market is forecast to show minimal growth over the next couple of years, in response to rising interest rates, higher fuel prices, and weakening consumer confidence.
Toyota SA president Johan van Zyl emphasised the need to be realistic. "Both locally and as regards exports, we can only do what the market permits," he said.
"Long-term market forecasts are always dangerous. To forecast accurately, you must forecast often."
Many industry officials remain positive. Despite Mr Hanna’s doubts, they said it was not impossible for the industry to make up some of the assembly deficit.
Nico Vermeulen, director of the National Association of Automobile Manufacturers of South Africa (Naamsa), said plans for a multibrand assembly plant in East London or the Coega industrial zone near Port Elizabeth were "moving beyond the concept stage". Magna Steyr, an Austrian company that builds vehicles for other companies, is understood to be in advanced discussions with a number of Asian manufacturers.
Mr Hanna said he expected at least one Chinese company to invest in South Africa as its main African production base "over the course of the next few years".
Mr van Zyl, who is also Naamsa president, said government and industry officials might consider whether the APDP needed revision to attract more investment.
Garth Strachan, the Department of Trade and Industry’s acting deputy director-general responsible for industrial development, confirmed that the APDP was already being reviewed. Former industry executive Roger Pitot, who has experience in the vehicles and components manufacturing industries, has been hired to oversee the process.
Mr Hanna said a vast shift in economic power to emerging nations would dominate the next three decades.
As part of its growth strategy, the Steel and Engineering Industries Federation of South Africa (SEIFSA) has approved amendments to its Memorandum of
Incorporation to broaden its reach beyond the borders of South Africa and to restructure itself in accordance with the Companies Act of 2008.
The Federation, which has focused on advancing the interests of employers in the metals and engineering sector in South Africa since its formation in 1943, is now called the Steel and Engineering Industries Federation of Southern Africa, and led by a Chief Executive Officer answerable to a Board of Directors.
The Federation’s acronym remains SEIFSA and its new focus is the Southern African Development Community. This move follows the expansion of a growing number of South African companies, among them SEIFSA members, beyond the borders of South Africa. The Federation will now be able to assist South African companies outside the country’s borders and companies in countries in the region will be able to join either relevant Associations affiliated to SEIFSA or the Federation itself as associate members.
“This is a very important development in the organization’s history. It means that SEIFSA will now be able to participate in discussions on economic developments in Southern Africa and to represent its members elsewhere in the region, as and when a need arises. We will now also be able to offer our various professional services to all who need them in the region,” said SEIFSA CEO (formerly Executive Director) Kaizer Nyatsumba.
The SEIFSA Board (formerly called Executive Committee) will now serve a two-year term, instead of the previous one year, with fifty percent of Non-Executive Directors elected at its Annual General Meeting. SEIFSA President Ufikile Khumalo chairs the Board, assisted by Vice-Presidents Henk Duys, Leon Viljoen and Hannes van der Walt, with the latter elected onto the Board in February.
Khumalo is the Executive Chairman of Scaw Metals, Duys is the Executive Chairman of Duys Engineering Group, Viljoen is the CEO of ABB South Africa and van der Walt is the new CEO of Macsteel Services Centres.
For further details visit www.seifsa.co.za
SEIFSA gears itself for regional growth


30 METALWORKING NEWS v 13. 1 March 2014
Founded in 1988, South Korean company Samsung Machine Tools Engineering Company has been
manufacturing a range of CNC turning centers, vertical machining centers and tapping centers, as well as a range of CNC machines for Japanese builders, for over 25 years.
In May 2010, Samsung Machine Tools South Africa was appointed the nationwide distributor for Samsung Machine Tools, offering the versatile product line to the local metal cutting industry.
“It took us two years of negotiations to be appointed the agents. Samsung Machine Tools Engineering Company is a company within a large South Korean diversified manufacturing group and they don’t hand out distribution agreements easily. I first saw the machines on display at an exhibition in South Korea and decided that the product line will meet today's intense requirements of the metal cutting industry in South Africa at an affordable price,” said Louis Struwig, MD of Samsung Machine Tools South Africa.
“At the time the company was on a worldwide expansion program, which was calculated and considered. In fact they had only started exhibiting on the international stage about three years prior to our appointment. However today they are exporting to Europe, Turkey, Japan, the US, the UK and China with their equipment on the floors of many world-class manufacturing companies in the automobile, aerospace, semiconductor, die and mould and robot industries,” continued Struwig.
South Africa“It takes time to break into a market that already has
established suppliers. However I do believe that through hard work and the fact that we can offer quality machines and
back-up service we have made a real impression. We are about to start our fifth year of trading and already we have just over 100 machines in the market place.”
“The mix of machines installed, comprising various sizes, is made up of 60% CNC lathes and the remainder in milling/machining centres. About 80% of these machines have been supplied with a Nikken rotary table, the other company that we represent.”
“Our customer base is also very interesting in that we have had about 30% repeat orders and we have supplied some blue-chip companies. These include Transnet, Denel, Eskom, Sasol and BAE Systems. The rest is made up of small to large general engineering shops and this proves that our products are being accepted universally across the market place.”
Service“We all know as suppliers that you are only as good as
your service back-up and ability to supply spares timeously. We reached an agreement with Elkana CNC Services that they would be our preferred service and installation team, a year ago. Emmel Kambouris, who has been servicing and installing machine tools for over 25 years, heads up Elkana and he is supported by three other service engineers. This gives us peace of mind that there will always be someone available to service the machines that we have installed, countrywide.”
“We carry in the region of R2 million worth of spares at our facility in Aeroport, Spartan, Gauteng. This comprises mainly the popular types but if a client needs a special we can import it relatively quickly.”
New Sales Manager“Anther development within the company is that we have
just appointed a new Sales Manager – Nicky de Klerk. Nicky spent 20 years with the Dorbyl Group in their machine shop environment and when he left them he was their Production and Technical Manager. He then spent five years at one of the leading tooling suppliers as their Technical Manager. All this experience of working on and with CNC machines gives him an
Samsung Machine Tools committed to moving forward

METALWORKING NEWS v 13. 1 March 2014 31
edge in dealing with clients.”
Other developments“We have upgraded our website so that it is now very user
friendly with all the information a buyer needs on the site.”“We now stock a range of lathes and milling machines so
where possible, if we have the right size machine in stock, we can supply ex-stock.”
New $100 million Samsung Machine Tools factory in South Korea opened
“Towards the end of last year Emmel and I had the privilege of attending the opening of the new Samsung Machine Tools factory in Gimhae city, South Korea and it was impressive to say the least.”
“It was completed in August and it’s double the size of their old facility, now taking up 32,839 m² across four floors. The larger factory size means that not only will production of their current range increase but it’s set to expand to include more high end machines.”
“The factory is in an interesting development called the Golden Root Complex. It’s a ground-breaking “green” initiative – the first of its kind in Korea, combining commercial factory space with an eco-friendly environment. It’s got a prime location with excellent distribution links which of course will mean the process from machine order to build all the way through to delivery will be seamless.”
“The new factory is absolutely perfect for Samsung as everything can be done on site – from research and development to the manufacture and distribution of the
entire range. The factory opening was quite an event with dealers from the US, China, Turkey, Italy, Germany, UK and of course ourselves”
“Samsung have got a whole host of new machines ready to launch including new multi-axis lathes like the PL45 Y axis, horizontal
machining centres similar to the new LCV 500 that was on the stand at
EMO 2013, big bore options like the PL80 and the new FTV 630 five axis machine.”
“There is a stand next door to the new facility which the company hopes to start developing soon. This shows a commitment to the industry and we are happy to be associated with such a progressive company.”
For further details contact Samsung Machine Tools South Africa on TEL: 011 392 1949 or visit www.smt-sa.co.za

32 METALWORKING NEWS v 13. 1 March 2014
The finalists for the 2014 World Car of the Year (WCOTY) awards have been announced, along with a brand new category.
Now in its 10th year, and with 12 finalists, the 2014 WCOTY awards will see four German, three US, three Japanese and two French brands battle it out for the top prize.
With the likes of Audi, BMW, Cadillac, Citroen, Ford, Infiniti, Jeep, Lexus, Mazda, Peugeot and Skoda all earning nominations, Volkswagen – the winner of four of the past five WCOTYs (2009 Golf, 2010 Polo, 2012 Up!, 2013 Golf) – is out of contention.
Decided by a jury of 69 international automotive journalists from Asia, Europe, and North America, along with 10 additional experts, this year’s awards feature a luxury car category for the very first time.
Created to acknowledge higher-priced premium models that sell in more limited numbers around the world, the luxury list includes marques such as Bentley, Maserati, Mercedes-Benz, Porsche, Range Rover and Rolls-Royce.
The prize-giving ceremony for the 2014 World Car of the Year competition is to be held at the New York International Auto Show on 17 April 2014.
Winners of the 2014 World Car of the Year, World Luxury Car, World Performance Car, World Green Car and World Car Design of the Year will all be declared at this time.
Judged by a panel of journalists from around the world, the 'of the year' award covers five categories: overall Car of the Year, the enthusiast-focused Performance Car,
the high-rolling Luxury Car, the future-focused Green Car and, finally, Car Design.
Prior to the ceremony in New York, the top three finalists in all award categories will be announced at the Geneva International Motor Show on 4 March 2014.
But first, a jury of sixty-nine international motoring journalists selected the following finalists in the World Car of the Year, World Luxury Car and World Performance Car categories by secret ballot, based on their experience with each candidate as part of their professional work.
World Car of the Year finalists named
Decided by a jury of 69 international automotive journalists from Asia, Europe, and North America,
along with 10 additional experts, this year’s awards feature a luxury car category for the very first time

The 2014 World Car of the Year will be selected from the following finalists:
Audi A3BMW 4 SeriesBMW i3Cadillac CTSCitroen C4 PicassoFord Fusion / MondeoInfiniti Q50Jeep CherokeeLexus ISMazda3Peugeot 308Skoda Octavia
• World Luxury Car of the Year candidates
Bentley Flying SpurBMW X5Cadillac ELRCadillac EscaladeMaserati GhibliMaserati QuattroporteMercedes-Benz S-ClassPorsche MacanRange Rover SportRolls-Royce Wraith
• World Performance Car of the Year candidates
Alfa Romeo 4CAudi RS 6 AvantBMW M6 Gran CoupeChevrolet Corvette StingrayFerrari 458 SpecialeFord Fiesta STLamborghini Aventador LP700-4 RoadsterMercedes-Benz A / CLA 45 AMGPorsche 911 GT3Porsche 911 TurboVolkswagen Golf GTI
• World Green Car of the Year candidates
Audi A3 Sportback e-tronBMW i3Honda Accord HybridMitsubishi Outlander PHEVVolkswagen XL1
• World Car Design of the Year candidates
BMW i3Cadillac CTSCitroen C4 PicassoMazda3Lexus ISMercedes-Benz C-ClassVolkswagen XL
METALWORKING NEWS v 13. 1 March 2014 33

34 METALWORKING NEWS v 13. 1 March 2014
Toyota South Africa Motors (TSAM) has started local volume production of the new Toyota Corolla – the 11th
generation of the world’s best-selling car.To mark the occasion an opening
ceremony was held at its Prospecton manufacturing facility that was attended by the Premier of KwaZulu-Natal, Edward Senzo Mchunu, the mayor of the Ethekwini, James Nxumalo and representatives of Toyota Motor Corporation, TSAM, labour unions and staff.
“This celebration is the culmination of several years of planning and preparation and over R1 billion of direct investment in the production capabilities of the Prospecton manufacturing facility,” said Dr Johan van Zyl, President and CEO of Toyota South Africa Motors.
He explained that the R1 billion investment is the second to be announced in the current phase of capital expansion that started with the R363 million new Parts Distribution Centre in Gauteng in 2012. This phase follows an R8 billion investment programme that was completed in 2008 and that saw Toyota’s local production capacity increase to 220 000 units.
“It is hard to believe that a mere two generations of the Corolla ago we were a manufacturing operation with South Africa as our sole market. Today the Corolla, a good example of leading edge technology, is manufactured in high volumes for both the local and the export markets,” says Van Zyl.
The success of Toyota and the automotive industry’s transformation from local manufacturing and assembly operations to globally-focussed manufacturing facilities is due to the successful implementation of the government’s Motor Industry Development Programme, which was designed to
encourage high volume local manufacturing and export programmes.
The environment created by the MIDP, and subsequently the challenges posed by the new Automotive Production and Development Programme (APDP) allows vehicle manufacturing facilities to invest in long term projects that have long investment horizons.
“The decision to invest in the production of the new Toyota Corolla is one taken well in advance of the start of production and one that considers the future economic prospects of South Africa and that of major Corolla export markets. We believe that despite the current economic slowdown and currency pressures the South African built Corolla will prove to be a good long term investment,” says Dr Van Zyl.
Despite the opportunities offered by the production and export of the Corolla, many challenges remain:
“The seven week long production disruption in the last quarter of 2013 damaged our reputation as a trustworthy and stable supplier of vehicles. We will have to work hard to find a mutually beneficial solution with our labour partners to stabilise production for both the local and export market,” says Dr Van Zyl.
The new Corolla is a brand new vehicle that offers a new level of technology and refinement for Toyota in the C segment.
Toyota invests R1 billion in Prospecton manufacturing facility
New model to be built in left and right hand drive variants for local and export markets.


36 METALWORKING NEWS v 13. 1 March 2014
The show is expected to have a remarkable display of new and emerging technologies that will continue to revolutionise the manufacturing world. These innovations,
coupled with traditional equipment, offer solutions to all manufacturers who seek increased productivity and lower cost.
Some of the metalworking related exhibitors that took part in the previous exhibition and are expected to exhibit again included Amada, CML Machine Tools, Craft Machine Tools, Duncan Macdonald, Durma SA, Escape Gauges, F & H Machine Tools, First Cut, Flexilube, French Engineering Works, G B Machine Tool Services, Haas Factory Outlet, Harp Machine Tools, Heli Engineering, Hi-Tech Machine Tools, Hurco South Africa, Iscar, M-Tool, Machine Tool Promotions, Mafema Sales Services, Magnum, Marking Engineering, Micron Technologies, P B S Machine Tools, Pilot Tools, Redman Engineering Supplies, Reichmans Capital, Retecon Machine Tools, Samsung Machine Tools, Stillam, TaeguTec South Africa, Talmac, Toolquip & Allied, Traceability Solutions, Victor Fortune, WD Hearn Machine Tools and Walker Machine Tools.
Electra Mining Africa returns
Electra Mining Africa returns to Nasrec, Johannesburg in September 2014. Exhibitors from the 2012 show didn’t hesitate to book early. “By the close of business on the last day of Electra Mining Africa 2012, around thirty percent of exhibitors had already booked space for the 2014 exhibition,” says Gary Corin, Managing Director of Specialised Exhibitions Montgomery. “Floor space has ontinued to be snapped up fast and stands inside the halls and across the outside precincts have either been sold or have been reserved.”
Electra Mining Africa is ranked as the second largest mining show in the world and offers both exhibitors and visitors the opportunity to make valuable business connections and a forum for discussing the latest developments, technologies, trends, products and services in the mining, construction, industrial and power generation industries.
Over 860 exhibitors were on show in 2012 occupying the six exhibition halls and vast outside precinct areas at the
Expo Centre, Nasrec. Exhibition floor space totaled 37,169 m² and this is expected to increase in 2014 as additional marquees will be erected to accommodate the demand.
2012 visitor numbers increased over the 2010 show by almost 10%, with 38,104 visitors attending across the five days. Pre-registered visitors counted for 44.6% of the total visitor count, compared to pre-registration in 2010 of 39.8%.
In addition to the thousands of local visitors, many international visitors also converged at the event. 60% of international delegates travelled from Africa, there was a strong contingent from Europe, whilst others travelled from Asia Pacific, USA, Canada, South America, India and the Middle East.
Electra Mining Africa 2014 will be the twenty-first show spanning a period of forty-two years. Corin says that the show has a “proud heritage” and its further development and expansion will offer visitors and exhibitors from across Africa and beyond a positive interactive experience.
“In 2014, visitors can expect to see many leading-edge South African companies in the packed halls and outside precincts, as well as high-profile international exhibitors from countries such as Canada, USA, the United Kingdom, France, Germany,
Austria, Italy, Switzerland, Sweden, Russia, Turkey, India China and Botswana,” says Corin. “We are expecting high attendance at the 2014 show and believe that it will be a successful and enjoyable event for all participants.”
Electra Mining Africa, Elenex Africa, Transport Expo and the Machine Tools Showcase will take place at the Expo Centre, Nasrec, Johannesburg, from 15-19 September 2014.
Electra Mining Africa is organised by Specialised Exhibitions Montgomery, a member of the prestigious Montgomery Group and a member of the Exhibition Association of Southern Africa (EXSA). Electra Mining has accreditation from UFI, which is the Global Association of the Exhibition Industry. This means that the event is audited according to strict standards.
For further information contact Specialised Exhibitions on TEL: 011 835 1565 or email [email protected] or [email protected] or visit www.electramining.co.za
Machine tools to be showcased alongside Electra Mining Africa 2014Machine Tools Showcase takes place once every four years and it gives an opportunity to metalworking equipment, tooling and related equipment suppliers and manufacturers to showcase their machines, products and services. The show takes place at the Expo Centre, NASREC, Johannesburg, from 15 – 19 September 2014.


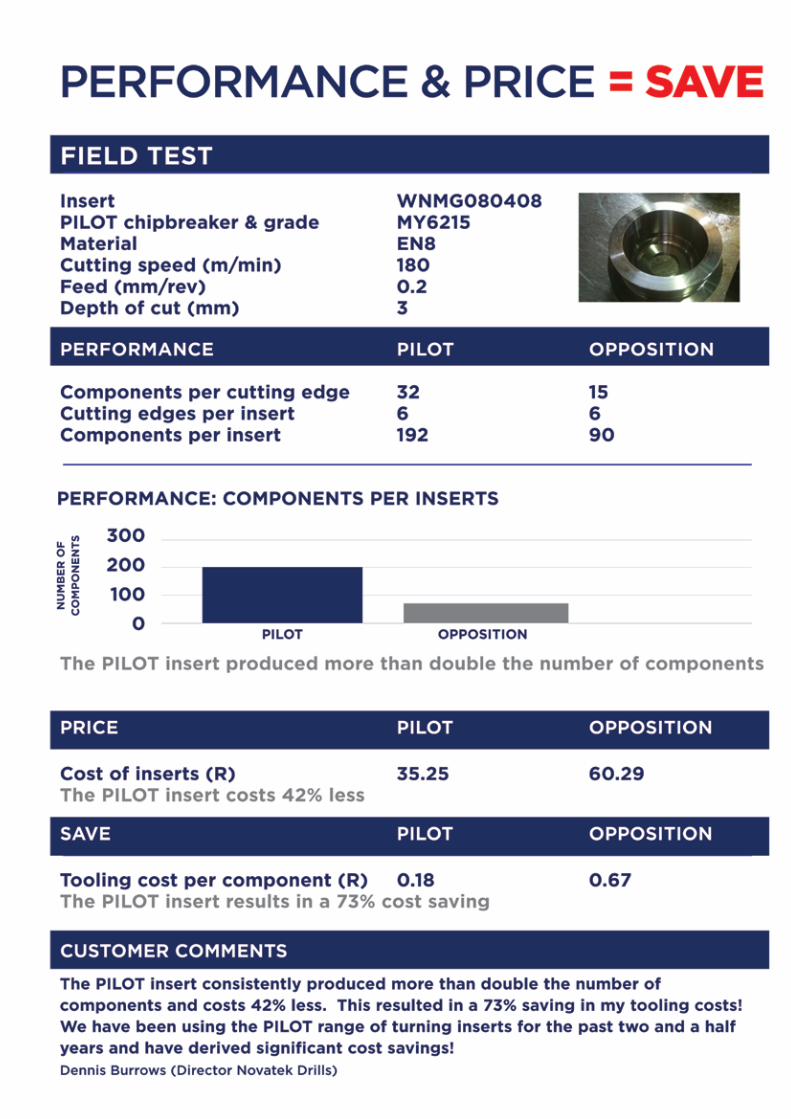

40 METALWORKING NEWS v 13. 1 March 2014
Ongoing discussion between Hulamin and the diversified mining major BHP Billiton over the future of slab supply to the aluminium company have resulted in BHP Billiton
committing to the continued supply of rolling slab to Hulamin until December 31.
Supply of aluminium from Richards BayHulamin sources melting ingot from BHP Billiton's Hillside
smelter in Richards Bay. This metal is combined with process scrap to produce rolling slab and extrusion billet in Pietermaritzburg. Approximately two thirds of Hulamin's rolling slab and one third of its extrusion billet requirement are produced in this way. The balance of Hulamin's rolling slab requirement is sourced from the casthouse at BHP Billiton's Bayside smelter, also in Richards Bay, and the majority of extrusion billet is imported.
Bayside is about two kilometres from Hillside. Hulamin gets rolling slab from Bayside and they get melting from Hillside.
R300 million recycling investmentMeanwhile Hulamin has announced a R300 million invest-
ment in additional scrap separation, processing and recycling equipment, with start-up planned in mid-2015, in a bid to wean the company off its partial dependency on rolling slab from BHP Billiton’s Bayside smelter, in Richards Bay, KwaZulu-Natal.
All aluminium beverage cans in Southern AfricaIn November 2012 Hulamin concluded a commitment with
Nampak for the supply of 28 000 tons of aluminium can body stock from 2013 to 2015. Hulamin successfully commenced qualification of its can body stock products in the fourth quarter of 2013.
Used beverage cansThe conversion of the local and regional beverage can
market to the all-aluminium can has created an opportunity for a major step forward in the recycling of packaging materials in South Africa. The recycling of used beverage cans will contribute to job and wealth creation in scrap collection and distribution, and will have environmental benefits from reduced littering and an improved national carbon footprint.
Aluminium used beverage cans are particularly well suited to recycling into new can body stock. To this end, Hulamin is Investing R300 million in additional scrap separation, processing and recycling equipment, with a planned start up in mid-2015. This investment will allow Hulamin to secure competitively priced aluminium inputs and increase its slab production capacity in Pietermaritzburg.
Aluminium production at BHP Billiton’s Bayside smelter expected to end
Aluminium production at BHP Billiton’s Bayside smelter in Richards Bay is expected to come to an end in the next few months, according to local newspaper reports. The sad but inevitable news was communicated to employees and stakeholders at a briefing at the Hillside smelter recently.
With the company being ‘in the red’ for the past 18 months, the announcement came as no surprise but was still met with shock, concern, tears and anxiety by the majority of staff.
Addressing stakeholders, Asset President at BHP Billiton Aluminium SA Lucas Msimanga said the decision was essential to ensure the future sustainability of the Hillside smelter instead of continuing to run a struggling ‘end of life’ business.
In September 2012, BHP Billiton announced the review of its Bayside aluminium facility in Richards Bay as the operation had been under significant and ongoing financial pressure. As part of that process, BHP Billiton began a formal consultative process with employees on a proposal to cease smelting activities and associated services at Bayside.
“Our aim is to minimise the impact of any changes on employees and the local downstream industry,” said a company statement. “BHP Billiton has been in ongoing discussions with its stakeholders to discuss the challenges faced by the
business, explore options for the Bayside operation and ensure a sustainable aluminium business can operate in Richards Bay.”
Cast houseTo support the ongoing supply to the local customers, the cast
house within the Bayside operation will continue to operate with supply from the neighbouring Hillside smelter while further options are assessed for its future. Decommissioning and rehabilitation of the remainder of the Bayside site, if undertaken, would provide an additional source of employment for the duration of the project.
“As we work through the consultation process, the health, safety and wellbeing of our people will remain a priority,” said BHP Billiton South Africa Vice President Communications and Stakeholder Relations, Lulu Letlape.
“We are focused on mitigating the impact of potential job losses while ensuring the existence of a sustainable aluminium business in Richard’s Bay.”
The decision to stop aluminium production at Bayside will in turn release approximately 160 megawatts of power back to Eskom’s electricity grid at no compensation to the company. Bayside, which employs approximately 500 employees, is the only producer of value-added primary aluminium products in Southern Africa that is used for the local market.
BHP Billiton commits to Hulamin supply
JSE-listed aluminium products manufacturer Hulamin has announced a R300 million investment in additional scrap separation, processing and recycling equipment,
with start-up planned in mid-2015.
“As we work through the consultation process, the health, safety and wellbeing of our people will remain a priority,” said BHP Billiton South Africa Vice President
Communications and Stakeholder Relations, Lulu Letlape


42 METALWORKING NEWS v 13. 1 March 2014
Catalytic converterindustry in stress
Magneti Marelli South Africa is closing its doors.
The Gauteng-based catalytic converter manufacturer Magneti Marelli was due to halt production at the end of February, and shut down finally at the end
of April, according to local reports. The company employed 92 people.
GM Claudio Di Martina told Engineering News Online that the company is “not competitive enough to receive any more export contracts from Europe”.
He says Magneti Marelli South Africa found itself unable to compete under government’s new Automotive Production and
Development Programme (APDP), implemented in 2013. The APDP replaced the Motor Industry Development Programme (MIDP).
“The new rebate system had disadvantages for us, and for the rest of the catalytic converter industry too, I believe.”
Di Martina says it is largely vehicle manufacturers that benefit from the APDP, and not the component industry.
“I couldn’t even cover my export transport costs.”
Di Martina adds that South Africa’s logistics and transport costs are “some of the highest in the world”.
He notes that last year’s seven-week strike in the automotive industry also made “Europeans nervous about the stability of the South African economy”.
“The exchange rate is favourable for exports,” he adds, “but not for material imports”.
The rand has weakened sharply against the major currencies over the last six months.
Catalytic converter industry “dying” - Naacam
Total catalytic converter exports from South Africa dropped from R19.6 billion in 2011 (almost 50% of all component exports) to R16.3 billion in 2012. Catalytic converters remained South Africa’s number one component export in 2012. In 2008, at its peak, the local industry earned R24.3 billion. It employs around 5 200 people.
A catalytic converter is a device incorporated into a vehicle’s exhaust system, containing a catalyst for
converting pollutant gases into less harmful ones. It makes use of platinum-group metals (PGMs).
South Africa has about 75% of the world’s PGM reserves, and is the world’s largest producer of platinum, with Russia second.
Despite these riches, the local catalytic converter industry is dying, says National Association of Automotive Component and Allied Manufacturers (Naacam) executive director Robert Houdet.
“The APDP cannot ensure its sustainability. We need to take it out of the APDP and go to the Department of Mineral Resources (DMR) to try and set up a programme for catalytic converter manufacturers, where they can benefit from the fact that they beneficiate PGMs.”
Former Naacam executive director Roger Pitot said in 2012 that the benefits offered to local component manufacturers would be lower under the APDP than under the MIDP, noting that some global vehicle manufacturers had not renewed their contracts for the supply of catalytic converters from South Africa.An example of a catalytic converter
“The APDP cannot ensure its sustainability. We need to take it out of the APDP and go to the Department of Mineral Resources (DMR) to try and
set up a programme for catalytic converter manufacturers, where they can benefit from the fact that they beneficiate PGMs.”

METALWORKING NEWS v 13. 1 March 2014 43
First Cut has announced that they have joined forces with Müller Opladen to act as their sales and service agents in South Africa. Müller Opladen offers innovative and reliable
CNC-controlled 3D pipe profile cutting machines and automated welding equipment.
At the plant in Opladen, Germany, Müller Opladen manufactures 3D profile cutting machines for round pipes, square and rectangular pipes and beams, as well as mechanised welding systems for the toughest requirements in the metalworking industry. The product range includes pipe profile cutting machines, turntables, motorized roller beds, columns and booms, and longitudinal and circumferential seam welding fixtures. Additionally, it develops and markets machine profiling software.
Müller Opladen markets its products under RB and Corobs brand names.
The company has strategic alliances with
Thyssenkrupp, Germanischer Lloyd AG, and Interfer Rohrunion GmbH. MULler Opladen GmbH, formerly known
as J. u. W. Müller GmbH, was founded in 1918 and is headquartered in Leverkusen-Opladen, Germany.
First Cut is now a well known distributor of international capital equipment and supports a range of machinery from entry level bandsaw and circular saw machines, state-of-the-art laser cutting machines, and CNC controlled drilling and cutting lines to support the general engineering and structural steel sectors.
Some of the international manufacturers that First Cut represents in South Africa include Bystronic, Voortman, Everising and CMM, all experts in their relative fields.
First Cut have recently been appointed the agents for Litz Hitech Machines, a Taiwanese manufacturer of machining centres, lathes/turning centres, drilling and tapping equipment which are now part of their portfolio.
For more information contact First Cut (Pty) Ltd on TEL: 011 614 1112, email: [email protected] or visit the website www.firstcut.co.za
First Cut appointed agents for metal cutting and welding machine manufacturer Müller Opladen

The plant for high-quality automotive components is the latest step in the Group's comprehensive globalisation strategy in the
automotive sector. Voestalpine is currently investing significantly more than EUR 100 million in the facilities in South Africa as well as additional plants in China, the USA, Romania, and Germany. The Group has also recently set a record research budget of EUR 140 million in order to further extend its global technological leadership.
The new Voestalpine Stamptec South Africa plant marks the opening of another international Metal Forming Division site, located close to the production sites of renowned automotive manufacturers. During its starting phase, 30 employees at the new site will generate around EUR 10 million in revenue each year. The product portfolio includes highly complex body-in-white parts such as press-hardened cross members and aluminium components for vehicle doors.
“By using new materials and forming processing we have succeeded in producing components which are absolutely unique in the global marketplace. With our strong focus on innovation we are continuing to drive forward developments in processing, and this provides the basis for our long-term globalisation strategy,” said Wolfgang Eder, Chairman of the Management Board of Voestalpine AG says in a statement.
“With this next step in our expansion, in South Africa, we are again fulfilling our customers' increasing demand for local presence. Our goal is to be able to serve our main customers worldwide, especially in the premium segment, with the high
quality standards to which they are accustomed,” said Herbert Eibensteiner, Management Board member at Voestalpine AG and head of the Metal Forming Division.
Another, significantly larger, production site for high-strength body-in-white parts will open in Cartersville, Georgia (USA) in two months, marking the next step in the Metal Forming Division's globalization strategy for the automotive sector. The US plant will have 220 employees and will be the new central basis for Voestalpine’s automotive activities in North America.
In order to secure the success of investments in technologically-demanding product sectors and to expand global t echnological leadership in defined product segments, the Voestalpine Group is increasing its budget for research and development for the BY 2014/15 to a record level of over EUR 140 million. Consequently, Voestalpine remains the most research-intensive industrial enterprise in Austria. In the past ten years alone, R&D expenditure has risen annually by around 11 percent. As a result, since 2003 annual expenditure for R&D has almost tripled, from EUR 48 million to EUR 140 million.
“Research, development and innovation enjoy highest priority at the Voestalpine Group. We invest in each of these key areas on an ongoing basis, because we can only secure our future as an international player in the most demanding product segments through specialization paired with technological and quality leadership,” said Wolfgang Eder, Voestalpine CEO.
Voestalpine continues its expansion with a new plant in South AfricaThe Voestalpine Group is continuing its internationalisation strategy with the opening of its new Metal Forming Division site in East London, South Africa.
44 METALWORKING NEWS v 13. 1 March 2014


46 METALWORKING NEWS v 13. 1 March 2014
“In order to survive in today’s competitive marketplace, general engineering
workshops must find ways to cut costs and increase productivity - all without sacrificing quality. People don’t like to accept second best at all. You have to exceed the customer’s expectations, or they’re going to go somewhere else,” said Warren Petersen, Managing Director of Warren’s Way Engineering.
“There aren’t many options for companies our size. If you’re going to stay busy, and continue to meet the customer’s needs, you have to invest in new technology and equipment. It’s like continuing your education. For small companies, the future depends on modernisation.”
“And this is what we have done over the years. Investing in a CNC machine tool shouldn’t require nerves of steel. But, for owners of small to medium sized machine shops with a need for high-productivity CNC machining, that’s exactly what used to be the case. High purchase cost and complexity were usually enough to put off those with anything less than a cast-iron composure.”
However, the heart of every successful business — particularly any growing business — is its leadership. Often, the clear leader is the owner or entrepreneur who founded the company. This is the case with Warren Petersen - a larger than life character who has learnt from the bottom up and regards
his father, Cliff Petersen, as his mentor and will always respect him for that.
“At the age of seven I started visiting my Dad’s machine shop during school holidays and was put to work sweeping the floors, to earn my pocket money. I even recall being mistakenly left behind one day and all I was worried about was getting paid for the extra time I had put in, and that was at 20 cents an hour.”
“From sweeping the floors I was assigned other tasks in the machine shop as I got older. I knew I was no academic and at school I got my N3, which all led to me qualifying as a fitter and turner at the age of 21.”
“That year I also took a big decision in my life. Both my grandfather and father were qualified artisans and had started their own businesses so I wanted to follow in their footsteps. Fortunately my father stood suretyship for me on my first machine – a Takisawa TC 3 NC lathe – and I have not looked back. My father was also a partner in the business until 2005.”
“The first few years were tough in that I did not want to let anybody down, least of all myself. I turned one of the offices into bedroom and often used to sleep at the factory so that I was able to set the machines for the night shift, and along with two other operators we made sure we got the work out, which mainly consisted of hydraulic cylinder components that just required turning operations.”
“Warren Pretorius, who is a school friend, is my right hand man and the company’s Technical Director. He joined me in my second year of business and has been with the company for nearly 20 years.”
“From the beginning we both believed that the single best way to ensure long-term success in business is to enable your people to be successful themselves.
ShOPfRONT fOcuS
Machines are only part of the story at Warren’s Way
The latest acquisition by Warren’s Way is a Haas UMC-750 universal machining centre, for 3+2 and
simultaneous 5-axis machining
Productivity and flexibility are key reasons why this company standardised on Haas machining centres and Takisawa lathes.
The management team of Warren Pretorius, Elani Smith with Fiona and Warren Petersen
A selection of the smaller components that
Warren’s Way Engineering has manufactured for clients


48 METALWORKING NEWS v 13. 1 March 2014
How can I help someone on my team grow? Generally, I’ve found there are four needs that, if met to some degree, will help a person realise their potential: help them feel needed, help them feel important, help them recognise they are contributing to something important, and help them advance professionally and personally.”
First machining centre “Although this is an important philosophy in the business
the machines are a vital tool in the equation. We acquired our second Takisawa CNC lathe in our second year of business and have subsequently acquired a further eight, the last of them being installed in August last year.”
“CNC turning has been the mainstay of the business and will continue to be so going forward. In 1995 we realised that if we wanted to grow the business we would need to offer more and different machining operations, and this is when we purchased our first machining centre, an Okuma CNC VR40 vertical machining centre.”
“In 2002 we purchased our first Haas VF3 Vertical CNC machining centre, and shortly thereafter Haas CNC toolroom mill with a 4th axis.”
Standardising on one machine manufacturer
“As we had done with our turning department, which has live tooling capabilities, by standardising on the Takisawa CNC lathes we also made the decision to standardise on Haas machining centres going forward.”
“The rational behind this is simple and twofold. We did not want a mixture of machines supplied by a number of different manufacturers on the floor because one, it would mean dealing with a number of different suppliers and secondly, and more importantly, the programming on the same make of machine would eliminate many variables between the different manufacturer’s machines, which you only learn about once you have them on the floor.”
“Working with data in varying formats and machines with various specifications can be a challenge to operators, but by standardising on one manufacturer it helps them better optimise productivity and our profitability. Of course an added advantage is that the operators can easily be moved from machine to machine without having to go through a learning curve.”
“Standardising on the Takisawa lathes is historical but if you want to know why we chose Haas when we needed another machining centre, then service, back-up and reasonable pricing are as significant as reliability for adopting that brand.”
Introducing the Haas UMC-750 universal 5-axis machining centre
“We now have 10 Haas machines on our shopfloor. These include six vertical machining centres with a work envelope from 1016 x 508 x 635mm to 1270 x 660 x 635mm, all with fully
intergrated 4th axis capabilities and three Haas EC-1600 horizontal machining centres each with built in 4th axis rotary tables allowing for simultaneous 4-axis milling.”
“What is interesting with these machines is that the
One of the three Haas EC 1600 horizontal machining centres, all of them having fully integrated 4th-axis capabilities
A gear box that is machined on six sides in two operations on the Haas EC 1600 horizontal machining centre
Warren’s Way Engineering now have 10 Haas machines on their shopfloor. These include six vertical machining centres with a work envelope from 1016 x 508 x 635mm to 1270 x 660 x 635mm, all with fully intergrated 4th axis capabilities and three Haas EC-1600 horizontal machining centres each with built in 4th axis rotary tables allowing for simultaneous 4-axis milling
Rather than have a mix of machines on the shopfloor Warren’s Way Engineering has standardized on one supplier. The lathe department has a range of Takisawa CNC lathes supplied by F&H Machine Tools. Chuck sizes range from 6” to 15”, the length between centres 350mm up to 1000mm and all have live tooling

specifications are generally bigger than we need for the type of machining that we are currently carrying out for our clients. It is something that my father taught me. Rather have a bigger machine because it is a lot easier to put a small component on a bigger machine than a big component on a small machine. And because we have the bigger size machines we can actively canvass for this type of machining.”
The latest acquisition by Warren’s Way is a Haas UMC-750 universal machining centre, for 3+2 and simultaneous 5-axis machining.
“The flexible 5-axis machining centre, which was only installed by Haas in March 2014 and is the first one to be installed in South Africa by them, offers reduced set-up times and increased accuracy for multi-sided and complex parts. It comes with travels of 762 x 508 x 508mm and an integrated dual-axis trunnion table. The machine is equipped with an inline direct-drive, low-heat 40-taper spindle and comes standard with a 40+1 tool side-mount tool changer. The trunnion can position parts to nearly any angle for 5-sided (3+2) machining, or provide simultaneous 5-axis motion for contouring and complex machining. The machine provides +35 and -110 degrees of tilt and 360 degrees of rotation for excellent tool clearance and large part capacity.”
Reducing set-up time and machining time“Warren (Pretorius) and myself went to visit the Haas
Automation facility in Oxnard, California, USA two years ago and we were introduced to the UMC-750, which at that stage was still in a protype and testing phase.”
“We have always adopted measures to keep the company viable and competitive, hence most of the machines have 4th axis capabilities and now we have invested in our first 5th axis machine. Included in our efforts in this area are special jig manufacture, compressed air clamping and the Haas Visual Quick Code Probing System, which includes both a high-resolution spindle probe and a contact tool setting probe.
“Reducing setup time is essential to reducing lead times, batch sizes and work-in-process levels. The company has worked hard to adopt quick change-over procedures in its machining operations. What sets this effort apart is that the company has exercised extraordinary discipline and persistence in this pursuit, striving to maintain a sense of urgency despite the lack of a glaring emergency. The results have been impressive.”
“Reducing set-up time and machining time is a constant challenge but ultimately a must for any machine shop.”
“The UMC-750 fitted our requirements and the culture of the company so it did not take us long to make the decision to purchase one.”
Warren’s Way Engineering has developed its own pneumatic clamping system for the jigs when machining

50 METALWORKING NEWS v 13. 1 March 2014
Warren’s Way Engineering, established in 1994, have specialised in finished precision components. Customers operate in varying fields in idustry. This includes mining, electrical, transport and general engineering. The components machined are too numerous to mention but some to highlight include chain components, pump components, gearbox components, bushes, bearing housings, drive shafts, electrical motor components, air tool components and mining spares, for a variety of underground machinery.
The components vary in size and weight and although they are restricted to the size of their machines, they can be assisted by associated family companies that are located in the same complex as Warren’s Way.
The company machines most materials and machines from solid or castings. Castings are supplied by the client or the OEM company they deal with.
Warren’s Way can now also proudly announce their recent achievement of obtaining ISO 9001 rating for their manufacturing facility, which was awarded to them in February 2014. They are also a Level 6 BBBEE verified company.
The company, based in Wade-ville, Gauteng, has grown from leasing
a 500 m² factory in the current complex to becoming landlords and now occupying 2000 m². The associated family companies that are located in the same complex include Cliff’s Way Aerospace and Engineering, Try Bar Engineering and Delmas Drum and Engineering. Although Warren’s Way has its own inspection and quality capabilties more complex measuring can be carried out at these companies, which have 3D measuring capabilties.
Warren’s Way does not do any designing but does use high-end machining software such as
Warren’s Way Engineering has installed the Iscar automated tool
dispensing (ATD) system, MATRIX, and standardized on Iscar tooling
A continuous coal cutting T drum that has been roughed and milled
by the company
Aluminium components that Warren’s Way Engineering has finished machined
All CNC machines have their own Renishaw probe

The company has two vertical boring machines
EdgeCam and is about to purchase the Vericut simulation software as well as a 5-axis maching software.
“Like our machines we have also standardised on our tooling supplier. We use Iscar tooling for this requirement.”
Wisdom in maturity“Although we are a relatively young company – this is our
20th anniversary year – and Warren and I are in our early forties, growing with our customers and keeping up to date with technology has always been our motto. We also realise that, although machines are important in our endeavours, it is the people that work here and how we treat them that make it successful. We have matured over the years and will continue to do so,” concluded Petersen.
For further details contact Warren’s Way Engineering on TEL: 011 827 1921 or Warren Petersen on 082 606 0280 or visit www.warrensway.com
Warren’s Way can now also proudly announce their recent
achievement of obtaining ISO 9001 rating for their manufacturing
facility, which was awarded to them in February 2014. They are also a Level 6 BBBEE verified company

52 METALWORKING NEWS v 13. 1 March 2014
Nine out of ten business owners of privately run companies really don’t know or understand what they have done to be
successful, and in most cases, they have not developed a succession plan for the business. Through shear hard work and dedication to the business it has generally grown and become a prominent entity. Continuing his legacy is far from the owners mind. All he is concerned about is getting the work out, not letting his clients down and the taxes he has to pay.
Unfortunately ill health of the ‘champion’ can be disastrous and leave the business and, the family involved, in a precarious position with financial implications. On the other hand if a younger family member gets involved with the business, new ideas and concepts that will challenge conventional thinking could provide the business with a new edge and lead it into a growth phase.
“Dad first started working for Simmer Engineering when he was 23. The company was founded by Haralambos Mandilas 40 years ago, who is still very much involved in the business, even though he is 73 years old now. Mandilas, of Greek descent, is a master artisan and a mentor to many of us that are employed here,” said John van der Merwe, who has the same name as his father.
“Mandilas and Dad came to an arrangement in 1998 whereby he acquired the company from Mandilas, who was more interested in working on the shopfloor and getting his hands dirty than trying to run the business as well,” said John junior.
“The arrangement has worked very well for both parties with the business growing from a small company that originally occupied a 250 m² facility and is now housed in four different units that total 4 000 m² under roof.”
“Sadly Dad took ill two years ago and was forced into early retirement. This set the company back but with Mandilas still
very much involved it meant that the company did not lose focus and continued operating.”
“However it did mean that someone would have to take over at the helm. Fortunately I had just obtained my Mechanical Engineering degree from North West University (Potchefstroom Campus). As a result I was thrown in at the deep end – that was two years ago when I was only 21.”
“I did not have any practical experience working as an adult but from a young age every opportunity I had I would be at the company. So my introduction to the company was relatively smooth because I knew most of the staff and I had a good idea of the various manufacturing processes.
The time spent previously at the company was not wasted because I used to love to try and make things and work on the machines. Nevertheless it was an unfortunate way to become fully involved with the business and I knew I had to be positive and not let Dad down.”
“I knew how hard he had worked over the years and how much the business meant to him. That spurred me on to continue his legacy and assume a leadership role at the shop.”
Growth through the new and oldSimmer Engineering, a family-owned business, develops into an integrated
fabrication and machine shop.
John van der Merwe Senior
The new Victor Vcenter 165 vertical machining centre that Simmer Engineering has purchased from Victor Fortune South Africa has a 1,650 mm X-axis travel,
850 mm Y-axis and 900 mm on the Z-axis. In addition this machine has heavy-duty spindle roller bearings, a 2 speed gearbox for high torque machining and 3 axis
box guideway construction. It is also equipped with a 4th axis which has opened up new machining avenues for Simmer Engineering
Alex Carswell, Alan Joseph, Haralambos Mandilas and John van der Merwe Junior


54 METALWORKING NEWS v 13. 1 March 2014
New ideasFully aware that a young upstart could be disruptive to a
business that had been running very successfully, John Junior was however determined to make the company more efficient and to maximise productivity and profitability.
“Within a few months of joining I knew changes would have to be implemented that could make us far more efficient, just by improving our methods and workflow.”
“Improving your business with technology takes a different form for everyone, and there is no one thing that will magically solve your issues overnight. Each of us has to find our own solution for our own circumstances. The one thing that does apply to all of us is that if we fall too far behind the technology curve, we will be out of business. As difficult as it is to keep a business running effectively these days, I suspect that there is a greater burden for large organisations and the individuals who are responsible for them, especially with the sce-narios that take place in South Africa today.”
“With a current staff compliment of 77, which will increase by 10 percent in the near future, it has been a relatively simple task in getting everyone to adapt to new ideas and methods as they realise it is beneficial to everybody.”
“The majority of the staff have been with Simmer Engineering for a number of years and there is a good mix between experience and youth, which helps in transferring skills. We have also implemented training programmes that will upskill many of the younger staff.”
Working smarter, not harder or even faster“Continuous improvement is more than just a buzzword
in the company. It has become a critical strategy. I do not expect miracles to happen overnight but as long as the concept and desire to keep improving stems from the belief that a company must advance is embraced by
everybody, then management is happy.”“The biggest task was to analyse all systems
and make sure they truly support the needs of the company. All systems should be challenged to ensure their continued existence is justified. Often, they become unwieldy, and their original purpose is unclear to many. A periodic review of all active systems, whether they are paperwork, computer, communication, or document-control related, will help determine whether they are helping or hurting a company.”
“I regard Simmer Engineering as a light to medium precision general engineering company. We offer a variety of specialised services, but the emphasis is on machining castings and from solid, with a sizeable amount of frequently repeating work.”
“Up to 9500 components, which includes covers, shafts, shaft sleeves, lantern rings, stuffing boxes, seal rings, glands, neck rings, impellers, expellers and other pump components in a variety of materials, can pass through the shop in a month.”
“The challenge is monitoring this amount of components that flows through the shop. As a result, we have had to implement more effective job scheduling and tracking but with flexibility embedded.”
“In addition to streamlining scheduling we can now capture the true costs of jobs more accurately, rather than
The company sources its own castings from Knights Sales, Concorde, Forbes Brothers, Lusafrica,
Kimberley Engineering Works and Dujva Foundry
Simmer Engineering operates a Kanban production strategy enabling them to deliver popular high running items within 48 hours.
To achieve this they keep fully machined components in stock. “We know it costs us money but we would rather have the 96% on
time delivery record as well as satisfy our client’s needs.”
The Victor Vturn-45 CNC lathe has a 2200 mm Z-axis travel, which is ideal for
Simmer Engineering’s shaft work
The new Victor Vturn-36, the smaller of the two CNC lathes that Simmer Engineering has
purchased has a 1255 mm Z-axis travel and at the moment it is churning out aluminium sleeves


56 METALWORKING NEWS v 13. 1 March 2014
going by gut feeling. You soon find out which jobs are money makers and those that are unprofitable.”
New machines“But our biggest focus has been on the processes that
add value, such as machining or assembling products, and reducing waste. There are a few ways that have helped us to make significant improvements so that we are now down to a scrap rate of about 200 components per million and a 96% on time delivery schedule.”
“One has been to introduce new machines and the other is to reduce setup and running times, which has seen a 15% improvement. To accomplish this we now use the Mastercam machining programme.”
“The setup operation is a critical step in any cutting or forming operation. On one hand, the workpiece must be set up accurately to achieve the correct dimensions, but on the other hand, it needs to be efficient to maximise productivity. Setup errors are one of the main causes of producing out-of-tolerance parts. At the same time, the economic impact of the setup operation is significant because it involves both direct labour and machine time.”
“We still have a number of conventional machines on the floor performing specific operations such as peeling and pre-machining of the shafts. We will continue to operate in this way because this type of operation does not require a CNC machine, especially if you take into account the economics of buying a new machine.”
“We have had a CNC machining cell for a number of years. It comprises four Mazak Nexus lathes and a Goodway lathe and they perform various operations on the smaller component
side. We are limited to turning operations and of course they are relatively small sized machines.”
“Then we have a Victor 2-axis CNC lathe model TNS 5, which I believe was first launched by Victor in 1988. We acquired it in 1997 and it is still working to its maximum today.”
“We realised that if we wanted to expand the business and improve productivity and quality we would have to invest in some of the latest CNC machines available. In the last six months we have purchased a Victor Vcenter-165 machining centre, a Victor Vturn-45 CNC lathe and a Victor Vturn-36 CNC lathe.”
“This is first time that we have ventured into the machining centre arena and along with the two new Victor CNC lathes, besides the higher productivity they have opened up new areas of machining for us. We are now able to machine larger castings, shafts and from solid.”
“The Victor Vcenter 165 has a 1,650 mm X-axis travel, 850 mm Y-axis and 900 mm on the Z-axis. In addition this machine has heavy duty spindle roller bearings, a 2 speed gearbox for high torque machining and three axis box guideway construction. It is also equipped with a 4th-axis which opens up even more avenues for us.”
“The larger size lathe – the Victor Vturn-45 – has a 2200 mm Z-axis travel, which is ideal for our shaft work. The Victor Vturn-36 has a 1255 mm Z-axis travel and at the moment it is churning out aluminium sleeves for us.”
“The improvements in this department – they are set up in their own dedicated building – have been tremendous. They have been so good that we are now exploring the option of acquiring two more vertical machining centres and a horizontal machining centre.”
“An example of our improvement is a high chrome application that used to take us three days which now only takes us half a day. The new machines, coupled with using the correct tooling, machining software and tooling systems, has allowed us to make these dramatic improvements.”
“Other machines that we have purchased are a conventional boring mill and two new grinding machines. In total we now have 61 machines.”
Metal coating“The protective coating of machined components,
assemblies and fabrications in order to enhance their functional properties has been a service that we have offered for some time. We offer both ceramic and stelite coating applications”
“Most ceramic coatings are electrically nonconductive (making them excellent insulators), have a significantly higher level of abrasion resistance than most metals, and are capable of maintaining their integrity under severely elevated temperatures.”
The first CNC machine that Simmer Engineering purchased was a Victor TNS-5 CNC lathe
in 1997
Simmer Engineering has a Kheung Point U7 CNC unversal
milling machine supplied by Machine Tool Promotions on the shopfloor
Simmer Engineering has had a CNC machining cell for a number of years. It comprises four Mazak Nexus lathes and a Goodway lathe and they perform various operations on the smaller component side
Simmer Engineering still have a number of conventional machines on the floor performing specific operations such
as peeling and pre-machining of shafts

“Stelite coating involves the application of wear and corrosion resistant alloys to components manufactured from soft, wear-susceptible base metals. These coatings significantly increase resistance to the principal forms of wear, encountered in extreme industrial environments, namely high temperature, corrosion and abrasion.”
Fabrication and castings“Although we do not have any major fabrication equipment because
we are not in the business of fabricating high volume runs of components, fabrication and assembly has grown into a sizeable portion of the business. This is accomplished by outsourcing the plate or laser components that we need and then we weld and fabricate. This department has its dedicated facility as well. The less contamination between the departments the better.”
“We must be one of the few companies around that sources our own castings. Usually a client will supply and a shop will perform the machining operations. What it means is that we are virtually able to offer a same day service to our clients. We operate a Kanban production strategy. Enabling us to deliver popular high running items within 48 hours. To achieve this we keep, fully machined components, in stock. We know it costs us money but we would rather have the 96% on time delivery record as well as satisfy our client’s needs.”
Accreditation“The staff have all bought into these concepts and ideas that have
been introduced. What is more important though is that it has placed the business into a space where we can now achieve the various quality and control accreditations.”
“In April this year we hope to be awarded with ISO 18001 and by August we are going to have ISO 9001 in place.”
“Going forward we strive to understand and meet the demands of our
METALWORKING NEWS v 13. 1 March 2014 57
Metal coating of components is a service that Simmer Engineering offers
Components that have been either ceramic or stelite coated
clients so that we can offer them the best service possible”
For further details contact Simmer Engineering on TEL: 011 865 3403

58 METALWORKING NEWS v 13. 1 March 2014
Mac Brothers Catering Equipment, one of the largest independently-owned
catering equipment manufacturers in South Africa, has recently been awarded a contract to supply equipment and services for the roll-out of Burger King in South Africa.
Mac Brothers was established in 2002 and has grown to become one of Africa’s leading catering equipment suppliers. This is no surprise when you walk around the facility and see the state of the art technology the establishment has on offer.
The fabrication factory and head office is based in Cape Town, with branches in Johannesburg, Durban and Harare. Mac Brothers manufactures and supplies a range of stainless steel catering equipment and refrigeration equipment to clients within the hospitality industry including, but not limited to, restaurants, hotels, golf and wine estates, canteens, prisons and hospitals. Mac Brothers also has an extensive dealer network throughout Africa, including Namibia, Mozambique, Tanzania, Kenya, Zambia, Botswana, Congo, Nigeria, Lesotho, Swaziland, Ghana, Uganda and Mauritius.
The company has supply agreements with catering equipment manufacturers around the world and imports a range of complimentary equipment from the UK, Germany, Italy and the USA.
Equipment made locally includes food warming and display equipment, racks, shelves, stands, trolleys, sinks, tables, wall cladding and grease traps and industrial bulk catering equipment.
An electric range includes flat top griddles, deep fat fryers and pasta cookers. The gas equipment range includes table model radiant gas grills, radiant gas grills, boiling tables, flat top griddles, woks and salamanders.
The refrigeration division of the company’s range includes under bar fridges, swing door and double sliding door coolers,
wall chillers, deli cases, upright freezers, under counter bottle chillers and freezers, polar wells, salad valleys and ice bins.
Imported equipment includes refrigeration units, slicers, dishwashers, combi steamers and baking ovens, ice machines and ice makers, commercial garbage disposers, instant boiling water dispensers, compact fat fryers, commercial pizza ovens, atomising grill systems, commercial ovens, cleaning and sanitising systems and oil management systems.
When visiting Mac Brothers the first thing that is important to realise is that not only is the company focused on leading the way in implementing the latest technology in its range of products and the manufacture of them, but more importantly the company is 100% dedicated to it’s people.
The standard of machinery on the Mac Brothers factory floor is at a level equal to any international competitor. Equally Mac Brothers is producing equipment that is of a standard that can compete anywhere in the world.
The facility is run like absolute clock work and each and every piece of stainless steel is moulded to perfection, polished, turned, checked and rechecked to ensure that the end user is receiving nothing but the very best product.
For example, there is a team of engineers running extensive programs to collaborate the three state-of-the-art Italian Salvagnini sheet metal processing equipment, which laser cut, mould and bend every piece of stainless steel. The design team, who work with the design engineers using 3D engineering programs, do 3D animated renderings for clients to showcase the end results of their sustainable kitchens before they are even built.
Mac Brothers were one of the first in the industry in South Africa to pioneer the use of 3D architectural design software such as Revit and 3D Max. The team of designers liaise with clients from conceptualisation through to final building plans, focusing on creating an efficient, sustainable and productive working environment that is world class. Mac Brothers offers the 3D animated renderings for presentation purposes, which enables the client to “view” their completed kitchen even
Mac Brothers conquers Burger King
Mac Brothers manufactures and supplies a range of stainless steel catering equipment and refrigeration equipment to clients within the hospitality industry
Five years ago Mac Brothers’ manufacturing processes took a giant leap forward when the company purchased a Salvagnini P4
panel bender, supplied by Potgieter Industrial Machinery

METALWORKING NEWS v 13. 1 March 2014 59
before the first brick is laid. Mac Brothers has a Project Management Division that is
actively involved in overseeing every kitchen fit-out process, including consultation with other specialists for plumbing, electrical, ventilation and gas services.
The latest production equipment allows the company to employ the latest stainless steel fabrication techniques available from Europe for the manufacture of their products. On the design aspect for manufacturing and assembly the company is using the latest 3D product design CAD/CAM software from SolidWorks.
Fast-forward of stainless steel fabrication
Five years ago Mac Brothers’ manufacturing processes took a giant leap forward when the company purchased a Salvagnini P4 panel bender.
The company has subsequently introduced a Salvagnini L3 fiber laser and more recently a Salvagnini E3 electric press-brake. All of the machines have been supplied by Potgieter Industrial Machinery.
“Panel benders and folding technologies have evolved to handle more parts and various lot sizes. When fabricators think about automated bending, a robot tied to a press brake usually comes to mind. So do high volumes. But press brakes aren’t the only automation option, and high volumes aren’t always a prerequisite. Automated panel bending and folding systems hold one side of the blank while bending the flange up or down. Systems serve various environments, according to sources,
The gas equipment range that Mac Brothers manufactures includes table model radiant gas grills, radiant gas grills, boiling
tables, flat top griddles, woks and salamanders
The immaculate fabrication shopfloor

60 METALWORKING NEWS v 13. 1 March 2014
including batch or kitted production, high or low volume, high or low part mix, and so on,” said Erald Smith, Mac Brothers’ Factory Design and Development Manager.
“New iterations of the technology overcome previous limitations. For instance, manual folding systems, like their brake counterparts, could fold in only one direction. Today some automated folding systems offer single beams that articulate, altering their pivot point and moving around previously bent flanges to fold in positive and negative directions.
Part geometry has also thrown up some hurdles. Press brakes can handle extremely complex, small parts that both panel bending and folding systems historically couldn’t touch. But new technology can indeed bend small parts automatically using hold-down tooling borrowed from folding and panel bending, and introducing a way to handle the part without articulated-arm robots, which can have difficulty grasping small workpieces.”
“Limitations remain though. Systems can bend flange heights only so tall. Single-beam folding and most panel benders specialise in bending thin stock. But within those constraints, established and emerging technology may help
remove those all-too-familiar bottlenecks in the bending area.”“The Salvagnini P4 is capable of producing metal panels
using a complete and automatic machining cycle that is both programmable and flexible. The P4 panel forming system was created to make up or down bends, be they single or multiple, radiussed or flattened, on all sides of the panel in rapid sequence and with no operator intervention.”
“The P4’s patented universal bending tool provides the flexibility to enable all types of bends and radii. The P4 sheet manipulator ensures accuracy with the integrated rotator turning the blank to the proper angle for bending by the universal bending tool.”
“The machine can perform positive and negative bends, and form complicated and contoured shapes. It has a table size of 2.5 by 1.5m and is capable of bending mild steel up to 3 mm and stainless steel up to 1.5 mm.
“In our case increased demand coupled with the introduction of new products to our range necessitated a machine with flexibility. Additionally most of the equipment that we manufac-ture for the food, beverage and catering industries is in
the public eye and aesthetically it needs to be ‘pleasing on the eye’. This makes the P4 ideal for our situation.”
Salvagnini L3 fiber laser“The P4 is a hungry machine and needs to be fed. It is used
solely for our own consumption. With the increase in panel bending requirements we needed an increase in cut-to-size material and the Salvagnini L3 fiber laser fitted the bill.”
“The machine was introduced into the production line in 2013 and has been working virtually 24 hours a day six days a week. It certainly keeps the material flowing to the P4, which in turn keeps churning out the components.”
“The Salvagnini L3 fiber laser cuts up to 2mm thick stainless steel. The type of equipment that we manufacture I do not see us in the need for thicker material to be cut. Besides the P4 can only bend up to 3.0 mm thick mild steel and 1.5mm thick stainless steel.”
Mac Brothers hires over 220 people all of whom are up-skilled and invested in and although the factory facility is regularly upgraded and re-evaluated, the team at Mac Brothers make it their mission to ensure that this becomes a positive attribute in the up skilling process of their staff and not a job-loss scenario. The result of this is happy staff
The Salvagnini L3 fibre laser supplied by Potgieter Industrial Machinery
Mac Brothers manufactures and supplies a range of stainless steel catering equipment and refrigeration equipment to clients within the hospitality industry including, but not limited to, restaurants, hotels, golf and wine estates, canteens, prisons and hospitals. Mac Brothers also has an extensive dealer network throughout Africa, including Namibia, Mozambique, Tanzania, Kenya, Zambia, Botswana, Congo, Nigeria, Lesotho, Swaziland, Ghana, Uganda and Mauritius
The latest investment in the capital equipment department at Mac Brothers
is the installation of the Salvagnini B3 KinEtic press brake, which arrived on the
shopfloor in January 2014
Equipment made locally includes food warming and display equipment, racks, shelves, stands, trolleys, sinks, tables, wall cladding and grease traps and industrial bulk catering equipment. An electric range includes flat top griddles, deep fat fryers and pasta cookers


62 METALWORKING NEWS v 13. 1 March 2014
The arrival of the Salvagnini B3 KinEtic press brake
The latest investment in the capital equipment department at Mac Brothers is the installation of the Salvagnini B3 KinEtic press brake, which arrived on the shopfloor in January 2014.
“Our existing press brakes don’t have all those lovely things like the speed and power levels similar to those of a hydraulic press brake while delivering the accuracy of an electric press brake and maintaining the consumption of a hybrid system (‘green’ efficiency), all managed by the proprietary SiX CNC controller.”
“The B3 was purchased because of production demand and we needed a bigger machine. The B3 has 4250mm bending width, which we specifically need for canopy production components, a 220 ton bending force and a 600mm throat.”
The Salvagnini L3 Fibre Optic Laser, the P4 Panel Bender and the B3 press brake are all linked together with a SigmaNest nesting program for optimal ‘green’ efficiency and perfect quality end product.
Mac Brothers’ world-class equipment has been featured at many culinary events, competitions and demonstration arenas including those of the South African Chefs Association (SACA) where it has recently been elevated to Patron of the SACA.
StaffMac Brothers hires over 220 people all of whom are
up-skilled and invested in and although the factory facility is regularly upgraded and re-evaluated, the team at Mac Brothers make it their mission to ensure that this becomes a positive
attribute in the up skilling process of their staff and not a job-loss scenario. The result of this is happy staff.
The company is also involved in a pilot phase of the Western Cape Artisan Development Programme, which was launched at the Mac Brothers facility in Epping towards the end of last year.
Conquering Burger KingMac Brothers recent accomplishments among other things,
also includes the sponsorship of the last two seasons of MasterChef South Africa.
The company has also tied up the exclusive agency to manufacture all equipment locally for the Burger King franchise stores, which started opening in South Africa towards the end of last year, and other Burger Kings worldwide.
“This certainly is a feather in our cap to be associated with such a well known brand. We are one of only three compa-nies worldwide and we will be responsible for supplying them with with the full equipment range and service thereafter. It is projected that they (Burger King) will open over 200 stores in South Africa over the next 5 years,” said Derek McMahon, Managing Director of Mac Brothers.
“It is also possible that Burger King will also use South Africa as a platform to expand it’s growth into other African countries, and we relish the prospect of expanding our ability to export our products north of the border”.
Burger King South Africa has recently signed a deal with Sasol that will see an undisclosed number of its sites incorporate a Burger King outlet into it’s already successful forecourt convenience stores.
“From small beginnings in a factory in Woodstock we have come a long way. It is our vision to become the leader in innovative product design and service excellence to the food service industry in Southern Africa, in turn making our clients successful. This we can achieve through our commitment to technical expertise in the manufacturing of stainless steel kitchen, cooking and refrigeration equipment as well as our range of leading local and imported brands.”
“Our commitment is to supply a ‘One Stop Shop Service’ to our clients from manufacturing to commissioning and after-sales service nationally and internationally,” concluded Derek McMahon.
For further details contact Mac Brothers on TEL: 021 505 4128 or visit www.macbrothers.co.za
Another view of the fabrication shopfloor
Mac Brothers has a Project Management Division that is actively involved in overseeing every kitchen fit-out process, including consultation with other specialists for plumbing, electrical, ventilation and gas services. The latest production equipment allows the company to employ the latest stainless steel fabrication techniques available from Europe for the manufacture of their products. On the design aspect for manufacturing and assembly the company is using the latest 3D product design CAD/CAM software from SolidWorks


64 METALWORKING NEWS v 13. 1 March 2014
The company, which has roots in mould and die making, offers CNC punching, bending and guillotining, welding and assembly as well as the original toolroom machining
for customers. With its recent purchase of a Hurco VM20 vertical machining center Ingmar are now able to offer more than fabrication related services.
Sometimes it pays for metal fabricators to think outside the box or, the enclosure to be precise. The production of telecommunications related boxes and similar enclosures are the bread-and-butter jobs for numerous fabricators. They cut the blank, bend it into a box, and weld it up so efficiently that some of the workers probably can do the job blindfolded.
But what about the components outside the box? Most fabricators aren’t involved in that. A few, meanwhile, have jumped into the telecommunications and electronics assembly market, where they pull the parts together and assemble the final box before it’s shipped to the customer. And a select few actually make some of the components that accompany the enclosure or boxes.
A little historyIngmar Engineering, based in Randburg, Gauteng has
been in business for more than 40 years. The company derives its name from the first names of the wives (Inge and Martlga) of the original founders Theo and Isaac (an ex partner). Theo and Inge are now retired but still hold a minority shareholding in the business.
Ingmar Engineering supplied a number of components and fixtures for the recently opened The Springbok Experience Rugby Museum at the V&A Waterfront in Cape Town
Partners Glen Jones and Errol Liebenberg
A tale of two worlds under one roofIngmar Engineering stands out even more than other fabrication shops
in an industry where one metal fabricating shop is rarely an exact copy of another.


66 METALWORKING NEWS v 13. 1 March 2014
Theo (75) arrived in South Africa at the age of 24 after qualifying as a tool and diemaker in Germany. At the time the South African industry needed skilled artisans like Theo and he took the opportunity to emigrate under a government sponsored scheme.
After bouncing around in industry for several years Theo took the decision to open up his own company in 1974. The business initially concentrated on tool and diemaking and furthered itself to incorporate many different aspects of manufacturing.
Some of the equipment purchased in the early history of the company is still functional in the tool and die area but is now being used more for general engineering activities. This includes a 1971 Mori Seiki conventional lathe, a 1981 Deckel FP 3 milling machine and a Maho universal milling machine purchased in 1984.
“They built those machines to last. They are still in almost perfect condition even though they have been through many hours of work. We work them virtually everyday,” said Glen Jones, who is now a partner and Managing Director of the business.
Glen joined the company in 2002 as design draftsman having trained as an industrial designer. “In those days the company was still very much an ‘old school’ company. Theo had learnt his trade using a drawing board for drawing up plans. He still uses one today because I sought
his advice on a project recently and he came back with meticulously drawn up plans with all the detail.”
“We have subsequently migrated to SolidWorks for design and other proprietary software for nesting and punching functions.”
“Although it is recorded in the asset register that the company first purchased a Trumpf punching machine in 1982 and subsequently another one in 1988, it was only at the beginning of the century that the focus of the company started to change from tool and diemaking to fabrication of sheetmetal when a Trumpf Trumatic 2000R CNC punching machine was purchased,” explained Glen.
“It was also the company’s first venture into CNC equipment.”
“My arrival at the company brought fresh ideas but I still had to learn the hard way under Theo’s leadership. I do not regret it and both Errol Liebenberg, who is a partner in the business like myself, regard Theo as our mentor.”
“Theo started to relinquish the reigns a bit when both Errol, who has been with the company since 1984, and I were offered shares in the business in 2005, and then in 2007 when the two of us could purchase a majority shareholding onceTheo had decided to retire.”
Different but the sameEven though the business is not your typical metal
fabricating operation, Ingmar does share a lot of similarities with its peers, like focusing on the basics – quality and flexibility.
“The company has never really had to advertise. Customers keep coming back and often refer other
The Trumpf Trumatic 2000R CNC punching machine supplied by Retecon Machine Tools
The Boschert punching machine used for processing copper flat bars
Just arrived on the floor is a new Hurco VM20i vertical machining centre equipped with the WinMAX control. The machine has
traverses of X-axis – 1010mm, Y-axis – 508mm and Z-axis – 508mm and is equipped with a 4th axis and through spindle coolant
Components that have been machined on the new Hurco VM20i vertical machining centre

METALWORKING NEWS v 13. 1 March 2014 67
companies to us. For that type of word-of-mouth promotion to work, the company has to be committed to producing quality parts.”
“For some clients we do production runs from small batches to hundreds. We do not compete in a markets of mass production,but we are able to gear up for specific customer requirements. I believe it is our ability to come up with creative solutions for clients and be able to provide a turnkey finished product for our customers that keeps them coming back.”
“I cite the example where we had to provide an enclosure for a battery pack and the order would vary between 100 and 150 of these battery packs a month. The battery pack entailed fabricating 24 different components, all fabricated in our shop.”
“Another example is we have now had a number of contracts given to us by a local company that is involved in designing very visual audio, video, lighting, special effects and interactive installations. They have now relied on us to supply all the fabrication and fixturing components that make up their displays.”
“This is very nontraditional fabrication work but extremely rewarding when the dynamic finished installation is there for all to see and you realise you have been part of the creation.”
Telecommunications and electronics industry“I must admit that, like many other fabrication companies,
we do rely on the telecommunications and electronics industries for a large slice of our business. This includes all the major cellphone companies and even Telkom. We do not deal directly with them – our clients do that.”
“But we don’t just offer them a box or an enclosure. As far as possible we will give them the complete product. If it entails that we get involved in the design aspect then we will. We will add value wherever possible even if we have to outsource operations like laser cutting and coating.”
The Amada two metre wide, 80 ton press brake

68 METALWORKING NEWS v 13. 1 March 2014
“As indicated before we are not limited to these industries to make up our client portfolio. Currently we are involved in manufacturing the fixtures and fittings for the LED lights that are being incorporated into all the Prasa passenger rail cars.”
“We have made enclosures of all shapes and sizes, mounting brackets, medical cabinets, crimping dies, battery stands, distributor boards and rectifier chassis.”
“With our involvement in these industries we are now
quite experienced in providing the buzzbar components for the clients. This is what I mean by adding value.”
EquipmentBesides the Trumpf punching machine Ingmar Engineering
have an Elga guillotine which will cut up to 2400mm wide and blank to close tolerances, an Amada two metre wide, 80 ton press brake, a three metre long Adira bending press, a Boschert punching machine for processing copper flat bars and a Haeger riveting machine.
Just arrived on the floor is a new Hurco VM20i vertical machining centre equipped with the WinMAX control. The machine has traverses of X-axis – 1010mm, Y-axis – 508mm and Z-axis – 508mm and is equipped with a 4th axis and through spindle coolant.
“We have specifically purchased this machine because of the time it was taking for certain machining operations in our toolroom department. We used to take two and half days to machine 20 of one type of component and now we do 120 of the same component in half a day. We are also aiming to get to the point where we can do the setup for a component and machine it to completion.”
In total the company has 19 staff and operates from a 1500 m² facility, we are proudly South African and currently hold a certified level 2 BEE certificate!
“We are not a contract manufacturer although we do have regular clients and components and products to
manufacture. We do not manufacture any of our own proprietary products but we do love to become involved in those challenging opportunities from design to prototyping to finished product including all the fixtures and fittings.”
“We have an old-school approach, courtesy of Theo, but we work well in the “new” era of doing business. Maybe that’s the type of out-of-the-box thinking that
keeps the customers coming back to Ingmar.”For further details contact Glen Jones of Ingmar
Engineering on TEL: 011 793 1255 or visit www.ingmar.co.za
The welding department
Ingmar Engineering doesn’t just offer clients a box or an enclosure. As far as possible they will give them the complete product
Some of the equipment purchased in the early history of the company is still functional in the tool and die area but is now being used more for general engineering activities. This includes a 1971 Mori Seiki conventional lathe, a 1981 Deckel FP 3 milling machine and a Maho universal milling machine purchased in 1984
A range of buzzbar components that the company has manufactured


70 METALWORKING NEWS v 13. 1 March 2014
Tool selection, tool configuration, and the best applicable tooling advice based on the customer's part and process requirements are all at the touch of a few mouse clicks
in Kennametal's revolutionary NOVO™ CAD models, complete assembly lists, automated job report functionality and much more all promise new levels of process planning efficiency.
Here, a model of an HTS Drill Assembly is shown with all associated inserts, adaptors, and spare parts. NOVO™ accomplishes in minutes what formerly took hours and yields an optimised solution every time.
In a revolutionary development designed to address the critical need for improved productivity and process knowledge for manufacturing companies, Kennametal is launching NOVO™, a new set of digital tools that promises far-reaching improvements in manufacturing efficiencies.
"This is a huge leap beyond simply providing a digital version of the tool and its physical properties," says John Jacko, VP & Chief Marketing Officer at Kennametal. "With NOVO™'s embedded intelligence in application engineering and process planning, Kennametal and our partners are opening the path to a completely connected digital art-to-part-to-profit process. NOVO™ is a big step in bringing such a vision to reality."
Experience powering productivityOnline catalogues and tool selectors have become common
options for manufacturers looking for the latest tool solutions for their production process. NOVO™ goes far beyond the concept of the online catalogue by integrating the application engineering and production experience of Kennametal's 75-year history.
When identifying tools needed to machine the component pictured above, NOVO™ provides the user with one comprehensive report listing all necessary tools, and detailed dimensional data and application parameters for each tool. The result empowers users by providing the right solutions specifically tailored to their operations.
"This is the true integration of our knowledge with our customers'," says Francois Gau, Vice President, Strategic
Marketing and New Business Development. "Simply put, NOVO™ is a process enabler - a true digital assistant with data-rich machining strategies that starts working from the moment you receive a parts drawing. With a refined and intuitive tool advisor, tool selector, and tool configurator, everything down the line gets more efficient - from parts quoting through programming, presetting, and production. The result is the absolute assurance you have the right tool to do the job."
NOVO™ is process knowledge delivered via the Machining Cloud™. It stands alongside such web-available solutions as MTConnect™ for data gathering and ISO 13399 for standardizing tool data.
In each comprehensive report, NOVO™ provides all associated data for each tool assembly, including detailed
dimensional data and the application parameters to machine the component.
NOVO™ solves many challenges for process planners, manufacturing engineers, and those who want the most efficient
bETTER PROducTION
Revolutionary NOVO™ Solution integrates collective machining knowledge and experience
to dramatically change the way that work gets done
Access to Kennametal's digital intelligence opens path to completely connect digital art-to part-to profit process.

METALWORKING NEWS v 13. 1 March 2014 71
machining strategies based on the features of their parts. Customers are able to access NOVO™ via a PC application and tablet solutions coming later. With the click of a button, the user will have access to all of the knowledge from more than 50,000 branded Kennametal products to achieve a more productive solution in a fraction of the time spent searching catalogues.
"NOVO™ works like a process planner," explains Thomas Long, head of the newly formed Virtual Machining RDE department at Kennametal. "It works from the feature back to the machining strategy and then finds the best tools for each strategy. In addition, each project is tied to application data gleaned from Kennametal's experts and decades of experience. Search for a specific Kennametal part and you also get models and all associated inserts, adaptors, and spare parts. Not only does it accomplish in minutes what formerly took hours, it yields an optimized solution, backed by Kennametal expertise, every time."
More than a catalogue, NOVO™ brings users into a community, enabling collaboration. All jobs are stored on the Machining Cloud and can be easily shared with fellow NOVO users.
Addressing the skills gapFacing ever-increasing demands
for productivity and efficiency, manufacturing technology providers have responded with computer-driven machine tools, digital-based computer-aided design and manufacturing software (CAD/CAM), and significant advances in tooling. Yet one major barrier threatens this scenario: a significantly widening skills gap as older workers retire and new workers fail to engage in manufacturing careers.
"To effectively bridge the skills gap for our customers, we have developed this innovative platform to distribute the collected knowledge of Kennametal," says Gau. "More than a catalogue,
NOVO™ brings users into a community, harnessing all ongoing expertise, and providing fast access to best-in-class process knowledge. The result empowers users by providing the right solutions specifically tailored to their operations. It solves problems instead of managing data."
Only the beginningThe vision for NOVO™ is to be integrated with major CAD/CAM
packages and machine tool CNC controls, so designers or programmers will have instant access to Kennametal knowledge at the touch of a button without having to leave their function.

72 METALWORKING NEWS v 13. 1 March 2014
INTERNATIONAL NEWS
Toyota sold a record 9.98 million vehicles last year, it said recently, outpacing rivals General Motors and Volkswagen to maintain its title of world's biggest
automaker.The Japanese auto giant's highest-ever annual sales
volume came thanks to a weaker yen as well as strong US and China sales, signaling it had recovered from a series of damaging safety recalls and Japan's 2011 quake-tsunami disaster.
The figures beat GM, which said it sold 9.71 million cars last year, while Germany's Volkswagen logged annual sales of 9.5 million.
Toyota broke GM's decades-long reign as world's top automaker in 2008 but lost the crown three years later as the quake-tsunami hammered production and disrupted the supply chains of Japanese automakers.
However, in 2012 it once again overtook its Detroit rival, which sells the Chevrolet and luxury Cadillac brands. GM's strong results come after it emerged from bankruptcy and a government bailout during the 2008 global economic crisis.
Toyota, maker of the Camry sedan and Prius hybrid, also said it expects this year to become the first automaker to break the 10 million vehicle sales barrier. That growth would be driven by overseas demand - Toyota expects volume at home to slip 5% this year as consumer demand takes a hit from an April sales tax hike.
Toyota better at balanceToyota has outmaneuvered other automakers with a
"comprehensive edge" in product lineup, sales network and cost structure, said SMBC Nikko Securities auto analyst Shotaro Noguchi.
"They have maintained that balance well, compared to its
rivals," he said. "Toyota should have reached the 10 million mark sooner if they had not faced major negative factors like the impact of the quake disaster and flooding in Thailand."
But he warned that the auto giant should not get complacent, adding: "If they only pay attention to production and sales figures, they could lose their competitive edge and wind up in trouble."
China, emerging markets driving salesThe sales figures cap off an impressive comeback for
Toyota, which took a heavy blow from a series of mass recalls affecting millions of cars that damaged its once-stellar reputation for quality and safety and led to US congressional hearings in 2010.
The firm has said it expects a net profit of 1.67 trillion yen ($16.02 billion) in the fiscal year to March thanks to a sharply weaker yen and improving sales in North America.
Toyota has ramped up its drive to tap emerging markets while key US demand has also been on the upswing, helping the firm book ever-increasing profits with its half-year earnings surging 82.5%.
Japanese industry has benefited from the big-spending and easy-money policies of Prime Minister Shinzo Abe, with huge monetary easing measures from the premier's hand-picked team at the Bank of Japan helping push down the currency.
The weaker currency boosts Japanese manufacturers' bottom line by making them more competitive overseas and inflating repatriated overseas profits.
The latest sales also signal improving demand in China after Japanese automakers were hammered in 2012 by a damaging consumer boycott in the world's biggest vehicle market that was sparked by a territorial spat between
Tokyo and Beijing.Toyota has also announced plans to develop
components for hybrid vehicles with two Chinese automakers, in an unprecedented technology-sharing deal aimed at increasing green car sales in the fast-growing market.
The move marked a shift away from Japanese carmakers' traditional reluctance over such deals for fear of losing their competitive edge.
Previously, Toyota would make key components such as batteries and motors in high-cost Japan and then ship them to joint ventures overseas. But that drove up the price of models such as its Prius, which has seen sluggish sales in China.
China's pollution problem has stoked big demand for environmentally friendly cars, such as electric and fuel-cell vehicles, while officials have promised stricter emissions standards to deal with the mushrooming public-health issue.
Carmaker's highest-ever annual sales volume came thanks to a weaker yen and strong US and China sales.
Toyota retains title of biggest automaker, eyes 10 million vehicle sales

METALWORKING NEWS v 13. 1 March 2014 73
Gleason Corporation has announced the signing of a definitive agreement to acquire IMS Koepfer Cutting Tools GmbH of Eisenbach, Germany from IMS Gear
GmbH and Koepfer Verzahnungsmaschinen GmbH. IMS Koepfer Cutting Tools is a producer of high-quality gear cutting tools and related products and services. The company which has approximately 70 employees will be renamed Gleason Cutting Tools GmbH and continue to operate at its current location in Eisenbach, Germany, with its existing management team. IMS Koepfer Cutting Tools has a small subsidiary in Taicang, China which is included in the acquisition. The transaction is subject to merger control clearance in Germany. It is expected to be completed by year-end.
Commenting on the acquisition, John J. Perrotti, President and Chief Executive Officer of Gleason Corporation, said, “IMS Koepfer Cutting Tools is recognized as a leader in technology, quality and delivery lead times for gear cutting tools. Their established presence in the European market and strength in the design and manufacture of carbide hobs provides us great opportunities to expand our product reach to both local and global customers in industries including medical, power tools,
automotive and gear job shops. We will use our extensive global sales and marketing organisation to further expand sales for their products”.
IMS Gear GmbH, celebrating its 150th anniversary this year, is a global leader in gear and transmission technology with manufacturing plants in Germany, the United States, Mexico and China.
Koepfer Verzahnungsmaschinen GmbH is a subsidiary of EMAG Holding GmbH, Germany, a global leader in machine tool production and production systems.
Gleason has manufacturing operations in the United States, Germany, Switzerland, India, China and Japan, and has sales and service offices throughout North and South America, Europe and in the Asia-Pacific region.
For further details contact Forrest Engineering on TEL: 011 397 4050
Gleason completes acquisition of IMS Koepfer Cutting Tools GMBH

74 METALWORKING NEWS v 13. 1 March 2014
Renishaw, the UK's only manufacturer of a metal-based additive manufacturing machine that prints metal parts, has collaborated with a leading British bicycle design and
manufacturing company to create the world's first 3D printed metal bike frame. Empire Cycles designed the mountain bike to take advantage of Renishaw's additive manufacturing technology, allowing them to create a titanium frame that would be both strong and light using topological optimisation - the new frame is some 33% lighter than the original.
The frame has been additively manufactured in titanium alloy in sections and bonded together.
From the Greek word for place, “topo”, topological optimisation software is the term given to programs that are used to determine the “logical place” for material – normally using iterative steps and finite element analysis. Material is removed from areas of low stress until a design optimised for load bearing is evolved. The resulting model is both light (due to the low volume) and strong.
By working together, Renishaw and Empire Cycles optimised the bicycle design for additive manufacture, eliminating many of the downward facing surfaces that would otherwise have needed wasteful support structures. The historical challenge in manufacturing these shapes can now be overcome with additive manufacturing, enabling physical 3D models to be realised.
How strong is it?Titanium alloys have a high Ultimate Tensile Strength (UTS)
of more than 900 MPa when processed using additive manufacturing and near perfect densities of greater than 99.7% are achieved; this is better than casting and, as any porosity is both small and spherical, it has little effect on strength.
The project's aim is to produce a fully functioning bicycle, so the seat post bracket was tested using the mountain bike standard EN 14766; it withstood 50 000 cycles of 1 200 N. Testing continued to 6 times the standard without failure.
Testing of the completed bicycle frame will continue, both in the laboratory using Bureau Veritas UK, and on the mountainside using portable sensors in partnership with Swansea University.
How light is it?Titanium alloys are more dense than aluminium alloys, with
relative densities of around 4 g/cm3 and 3 g/cm3 respectively. Therefore, the only way to make a titanium alloy version of a part lighter than its aluminium alloy counterpart is to significantly alter the design to remove any material not
contributing to the overall strength of the part.The original aluminium alloy seat post bracket is 360g and
the hollow titanium version is 200g, a weight saving of 44%.This is just the first iteration; with further analysis and
testing it could be reduced further. The original bike frame weighs in at 2100g. Redesigned
to make use of additive manufacturing, the weight drops to 1400g, a 33% weight saving.
There are lighter carbon fibre bikes available, but Chris Williams, Managing Director at Empire Cycles, has researched this already and says, “The durability of carbon fibre can't compare to a metal bike, they are great for road bikes, but when you start chucking yourself down a mountain you risk damaging the frame. I over-engineer my bikes to ensure there are no warranty claims”.
How was the project managed?Chris had already produced a full size 3D printed replica
of his current bike before he approached Renishaw, so had a good idea of what he wanted to achieve.
Renishaw originally agreed to optimise and manufacture the seat post bracket only, but after this proved successful, decided the whole frame was a practical goal. Chris updated his design with guidance from Renishaw's applications team on what would build well, and the frame was sectioned so that it would fully utilise the AM250's 300 mm build height.
The key benefit for Empire Cycles is the performance advantages that this construction method bestows. The design has all of the advantages of a pressed steel ‘monocoque' con-struction used in motorbikes and cars, without the investment in tooling that would be prohibitive for a small manufacturer.
The potential performance has not been completely explored yet, but Empire Cycles hope to continue to develop the project. As no tooling is required, continual design improvements can be made easily; and as the component cost is based on volume and not complexity, some very light parts will be possible at minimal costs.
Research into bonding methods resulted in Mouldlife providing the adhesive, and technical specialists 3M providing test facilities. Empire Cycles will develop this further in partnership to look at iterative improvements in bonding methods, such as specific surface finishes.
The wheels, drive train and components required to finish the bike were provided by Hope Technology Ltd.
For further details visit www.renishaw.com
First metal 3D printed bicycle frame manufactured by Renishaw
Complete bike with 3D printed titanium alloy frame and seat post bracket
Empire MX-6 Evo bike with original cast aluminium frame
The entire bike frame was arranged in sections with the seat post
bracket on one build plate and fabricated in one go


76 METALWORKING NEWS v 13. 1 March 2014
December 2013 saw Maserati officially enter the 100th year of its history. It does so in a period of unprecedented health and unparalleled growth.
More than 23,000 orders worldwide to date are propelling Maserati into a new dimension. Today Maserati is amongst the fastest growing brands in the United States and a concrete reality in nearly 70 markets in the world, starting with China, Maserati’s second largest commercial reality on the planet.
A company 100 years young, Maserati showcased at the Los Angeles Auto Show its new brand look and marketing communication campaign. Both are inspired by “The Opposite of Ordinary” concept, a testament to the company’s first 100 years and a guideline for the next 100. For, as the whole history of Maserati proves, while some automobiles are inspired by basic geometry, Maseratis are simply inspired.
It is with great pride that Maserati introduces the Centennial Logo. Maserati’s world famous Trident was inspired from the sculptures of Italy itself. So it seemed fitting to sculpt a new image to represent the company’s first 100 years of passion in car-making. The Maserati Centennial Logo is more medallion than graphic. It lives as a forged symbol of their racing heritage. But even more importantly, it resembles nothing found among other luxury brands. And so it serves as a constant reminder of the company’s core belief. That in everything Maserati builds for the next 100 years, to always be — The Absolute Opposite of Ordinary.
Maserati was founded in Bologna, Italy, on December 1, 1914 and officially started operation on December 14, 1914.
The nucleus of the company was then represented by Alfieri Maserati and two of his brothers, Ettore and Ernesto. They all had an interest in mechanics and a love for speed. Though engaged in all matters technical and commercial of their new enterprise, they all at one point sat behind the steering wheel of their racing cars in the golden days of motor racing. A fourth brother, Bindo, joined the company when Alfieri died in 1932. A fifth brother, Mario, is credited with designing the famed Maserati logo, drawing inspiration from the Neptune fountain in downtown Bologna.
Maserati produced its first car in 1926 – a race car named Tipo 26. It debuted with a victory in the 1926 Targa Florio, the first of an endless string of wins which include two editions of the Indianapolis 500, 9 wins in Formula One and the 1957 F1 World Championship. In 1947 Maserati stunned the world with its first passenger car, the A6 grand tourer. And in 1963, with the first generation Quattroporte, Maserati gave the automotive market a car that simply wasn’t there – the world’s first sports luxury sedan.
In terms of product range, the Centennial could not have come at a better time, with models such as the brand-new Quattroporte and Ghibli drawing inspiration from a long tradition of successful automobiles which have each redefined Italian sports cars in terms of style and performance, comfort and elegance – and are now taking the world by storm.
Maserati is planning a long series of activities to celebrate its first 100 years as events will be organized in all major Maserati markets in the world. The zenith of the year-long activity will be the official Maserati gathering in Modena from
A year-long celebration has begun to mark Maserati’s Centennial, a century of success lived to the full in the spirit of “The Absolute Opposite of Ordinary.”
A year-long celebration for Maserati’s Centennial has begun

METALWORKING NEWS v 13. 1 March 2014 77
September 19 through September 21, 2014. An estimated 250 Maserati models will convene in Modena from all over the world. The three-day program will include drives on scenic Italian roads tied to Maserati’s history and multiple sessions on racetrack. A full and detailed program of the event will be released at a later date.
In the second half of 2014, Modena will play host to an extraordinary exhibition of some of the most evocative models in Maserati’s history. The Museo Casa Enzo Ferrari will show a special display of Maserati’s many iconic models, both passenger cars and race cars, all brought together because they hold special significance in the history of Maserati.
The first tangible sign of the celebration for Maserati’s 100 years is the official Centennial book, to be released the first week of December and formally presented at the Maserati HQ showroom in Modena on Friday, December 6. “Maserati – A Century of History” has been written by four highly qualified authors and chronicles the Maserati century along three main themes: company history, model range, motor sports.
A dedicated Maserati Centennial website - www.maserati100.com – will keep Maserati friends, fans, clients and collectors informed of all the activities planned to celebrate the 100th anniversary.
As Maserati's Centennial celebrations get underway, the special section to mark the occasion makes its debut on www.maserati.com. The section provides exhaustive details on the legendary Maserati marque, from its establishment in 1914 to the present day while #Maserati100 is the official hashtag through which anyone can keep track of all the Centennial news, events and content. The new section will allow visitors to learn about Maserati's history through a captivating voyage that takes in unforgettable cars, famous names, a timeline of the most important events, the biggest projects, the innovations and the many achievements in the world of racing.
And it doesn't end there: on the 13-month long journey from December 2013 to December 2014, Maserati100.com will be frequently updated with new content, events, downloadable material and a section where users can upload content related to events taking place around the world to mark Maserati's Centennial. All people will need to do to receive the updates and relive Maserati's history is sign up for the monthly newsletter.
The Maserati Centennial year will officially end on Sunday, December 14, 2014, with a dedicated event.
For further details visit www.maserati.com
A company 100 years young, Maserati showcased at the Los Angeles Auto Show its new brand look and marketing communication campaign.
Both are inspired by “The Opposite of Ordinary” concept, a testament to the company’s first 100 years and a guideline for the next 100

78 METALWORKING NEWS v 13. 1 March 2014
Haas expands parts, service and resources online
New sites speed customer access to spares, insights, information.
Haas Automation has CNC machines installed in shops and manufacturing plants worldwide and that base is supported by 170 factory outlets in over 60 countries,
with delivery services, on-site consigned inventories, and trained service technicians.
Now, the California-based machine tool builder is making a ‘virtual’ expansion to that service and spare parts network. With the launch of HaasParts.com, Haas CNC machine owners can also shop online for OEM Haas parts, and access maintenance and repair procedures, best practices, manuals and documentation, system diagrams, and more information channels via the online Haas Resource Center.
At HaasParts.com, customers enter the serial number of a particular machine to search for parts they may need. Or, they can enter the Haas part number directly. Once they’ve identified the needed part (or parts), they can be added to a parts list and the order can be placed.
Orders are sent directly to the customer’s local Haas Factory Outlet, which will contact the buyer to finalise payment and delivery.
Customers may access the website from www.HaasCNC.com, or directly at www.HaasParts.com.
The online Haas Resource Center is a single source for essential information about the care and maintenance of Haas CNC machines. Customers will find extensive details that will help them keep machines running opti-mally. Content is available according to several categories: Routine Maintenance, How To – Best Practices, Manuals & Documentation, Repairs & Service, and Drawings & Diagrams.
The information in the Haas Resource Center is presented in a straightforward, easy-to-understand format, and new content will be added regularly. In addition, the content on the site can be translated automatically into over 40 languages.
The Haas Resource Center is accessible from the home page at www.HaasCNC.com.
For more information about Haas Automation and Haas products contact the local agent Haas Factory Outlet on TEL: 011 974 2301, or visit www.haassa.com
Sandvik Coromant offers an interactive Metal Cutting Technology (MCT) e-learning program developed by the Sandvik Coromant Academy. The 75-course curriculum
is designed for engineers, programmers, operators and students, and uses video, animation, narration and other media to convey information. The program explains metalcutting fundamentals and specifically focuses on internal and external turning, parting and grooving, milling, drilling, and more. Participants will learn how to plan the best metalcutting process for a component, choose the right cutting tool for the job and more, while working at their own pace.
The Metal Cutting Technology E-learning program now covers the whole content of the MCT training handbook with over 360 pages. When you register you will have access to the content in the navigator.
Most training activities at Sandvik Coromant are located at any of their 25 Productivity Centers worldwide. Therefore it is natural that all E-learning of MCT is hosted and conducted from a Productivity Center, in this case it is completely virtual.
In order to run this E-learning program, you need to
register and login. If you would
like to test your knowledge before or after the training, you can go through the interactive
knowledge test comprised of 50 questions dealing with the fundamentals of metal cutting.
The program is available at metalcuttingknowledge.com through the Sandvik Coromant Academy portal.
For further details contact Sandvik Coromant on TEL: 0860 101 008 or Mary-Ann Germishuys on TEL: 011 570 9615 or email: [email protected] or visit www.sandvik.com
Sandvik Coromant offers E-Learning programThe online program allows participants to work at their own pace.


80 METALWORKING NEWS v 13. 1 March 2014
Ford reduces water and oil use in plants globally with expansion of near-dry machining technology
Ford continues to expand the use of near-dry machining, also known as Minimum Quantity Lubrication or MQL, which considerably reduces water and oil use, and
improves plant air quality by eliminating the airborne mist produced by traditional wet machining. Ford now has six plants in North America, Asia Pacific and Europe that have implemented the MQL process.
Near-dry machining, also known as Minimum Quantity Lubrication or MQL, is a process that lubricates cutting tools with a fine spray of oil exactly when and where it is needed. In comparison, conventional wet machining floods the part with metalworking fluids, requiring large amounts of fluid to cool and lubricate the tools used to make engines and transmissions.
For a typical production line, MQL can save more than one million litres of water per year, or enough to fill 5,600 average-sized bathtubs. Cologne Engine Plant in Germany decreased water use per engine by 50 percent from 2011 to 2012 by switching to the MQL process.
“Reducing the environmental footprint of our plants is a critical part of Ford’s overall sustainability commitment,” said Andrew Hobbs, director of Ford’s environmental quality office. “Expanding new processes such as MQL across our global network of facilities allows us to have an even greater impact.”
MQL also reduces the amount of oil needed to machine an
engine or transmission 80 percent or more, to approximately 100 milliliters – or about half the size of an average drinking glass. Without the need for a coolant system across most engine production lines, MQL also helps to reduce energy use. While conventional wet machining produces an airborne mist, MQL eliminates that mist, improving air quality in the plant.
Plants that have switched to the MQL process include Changan Ford Engine Plant (China), Craiova Engine Plant (Romania), Cologne Engine Plant (Germany), Livonia Transmission Plant (Michigan), Port Elizabeth (South Africa), Romeo Engine Plant (Michigan) and Van Dyke Transmission Plant (Michigan).
“MQL technology will also be incorporated into future engine and transmission plants, underscoring our commitment to advanced manufacturing processes that reduce water and resource requirements,” said Bill Russo, director of manufacturing for Ford powertrain operations.
Ford continues to work toward cutting water use 30 percent per vehicle by 2015. Between 2000 and 2012, Ford reduced global water use by 62 percent – about 10 billion gallons. More details on Ford’s green initiatives can be found in the 14th annual Sustainability Report. The report addresses Ford’s overall financial health, the fuel economy of Ford vehicles, safety-related achievements and other sustainability issues.
A panoramic view of some of the machines in the crankshaft line at the Ford plant in Port Elizabeth where MQL technology is deployed
Sheet metalworking machine and laser expert Trumpf has completed the purchase of Italian firm Codatto, a manufacturer of panel bending machines.
"With this acquisition, we are once again expanding our product range by adding an important bending technology. It will appeal to new groups of customers and will offer new options to existing clients," said Dr Mathias Kammüller, head of the Trumpf Machine Tool Division. "Thanks to integrating these machines into our bending product group, and supported by Trumpf's good international renown, we are expecting this new subsidiary to experience a marked increase in
returns in the next few years." Codatto is located in the small northern Italian town of
Lonigo, not far from Vicenza. It employs a staff of 40 and in the 2012 business year reported sales of about €5 million.
Its panel bending machines complement Trumpf press brakes, offering advantages when dealing with larg-
er panels, leaving virtually no blemishes on the material. In this technology, the panel is clamped down by the presser foot and the edge hangs over by a bit. This area is then raised to the desired angle with a swinging motion.
For further details contact Retecon Machine Tools on TEL: 011 976 8600 or visit www.retecon.co.za
Trumpf buys Italian panel bending machine maker Codatto


82 METALWORKING NEWS v 13. 1 March 2014
The next EuroBLECH, the world’s leading sheet metal working technology exhibition, will take place from 21 – 25 October 2014 at the Hannover Exhibition Grounds
in Germany. With just over a year to go the organisers have started to hype the pre publicity including the introduction of a new website.
The exhibition will again occupy eight halls at the Hanover Exhibition Grounds – halls 11, 12, 13, 14, 15, 16, 17 and 27.
EuroBLECH 2014 covers the entire sheet metal working technology chain: Sheet metal, semi-finished and finished products, handling, separation, forming, flexible sheet metal working, tube/section working, processing of hybrid structures, joining/welding, surface technology, tool technology, machine elements, process control and quality assurance, CAD/CAM applications, factory equipment, environment protection, recycling and R&D.
EuroBLECH reveals its new logoAs part of the marketing campaign for EuroBLECH 2014
the organisers, Mack Brooks Exhibitions, have presented the exhibition with a fresh, new design. The advertising campaign features a new exhibition logo which takes centre stage. It has
a bold presence, a sharp, cutting edge and of course a sheet metal appearance.
“Since 1980, for over thirty years, we have been using the ‘Blech’ and later the ‘EuroBLECH’ logo written in the style of bent sheet metal. The sheet metal working industry has since developed into a high-tech industry sector for cutting-edge technology, doing business on a global scale. EuroBLECH has continuously reflected the technological advancements. It was time to also adapt the logo to a new era of sheet metal working technology. In order to guarantee brand recognition we kept EuroBLECH’s distinctive purple colour,” says Nicola Hamann, Exhibition Director EuroBLECH, on behalf of the organisers.
For further details on the exhibition visit www.euroblech.com/english/
Trade Fair Travel and Metalworking News tour to EuroBLECHTrade Fair Travel, a specialist travel agency for trade fairs
internationally and in particular Germany, have put together a very reasonable tour package to visit this exhibition.
The tour includes return airfare Johannesburg/Hannover, airport taxes, airport/hotel transfer, accommodation, full breakfast daily and medical and travel insurance.
For a booking form contact Trade Fair Travel on TEL: 031 916 1414, Fax: 031 916 5674, or email [email protected] or visit www.tradefairtours.com.
Trade Fair Travel is also able to offer you individual packages, tailored to your requirements. For more information contact Peter Stephenson on the number above. Booking forms can also be downloaded from the website.
In the second half of 2013 the Fair Friend Group (FFG) acquired MAG's Industrial Equipment business, comprising the five brands Hüller Hille, Hessapp, Modul, VDF Boehringer
and Witzig & Frank. This sale effectively ends MAG’s involvement in the CNC machine tool business, a step that had been widely rumored for several months prior to the sale last March of MAG Americas holdings (Giddings & Lewis, Cincinnati, and Forest-Liné) to the Fives Group, a French holding company.
The Italian machine tool manufacturers Jobs, Sigma, Sachman and Rambaudi are also in the FFG portfolio.
By November FFG made another acquisition, that of DMC of South Korea. FFG had in 2012 acquired a 50% stake in DMC and this latest acquisition of the re-maining 50% shareholding makes the Taiwan-based Fair Friend Group one of South Korea's top-three machine-tool manufacturers.
Headquartered in Busan, South Korea, DMC was established in 1944 and is one of South Korea's oldest manufacturers of machine tools. DMC is one of the biggest shareholders of Samsung Machine Tools Corp., a listed machine-tool firm in South Korea. DMC specialises in the production of lathes, machining centers and tapping centers.
Ikegai Corporation acquisitionNow FFG has announced the acquisition of Ikegai
Corporation, a Japanese company that has been in business since 1889, whose products include a range from CNC lathes, horizontal boring milling machines, machining centers, special purpose machines, injection moulding machines to marine engines.
These new FFG members include six century-old brands, and FFG is now also able to supply products such as automotive turnkey production lines and gear-making production stations. FFG owns production bases in China, Germany, Italy, Japan, Taiwan, Korea, and the US.
Fair Friend Group includes the Taiwanese manufacturers Feeler, Leadwell and Ecoca.
More acquisitions made by Fair Friend Group
EuroBLECH 2014 • 21 – 25 October 2014 at the Hannover Exhibition Grounds in Germany


84 METALWORKING NEWS v 13. 1 March 2014
French developer of 3D design software, agreed to buy US competitor for about $750 million.
Dassault Systèmes acquires Accelrys
Dassault Systèmes, the 3DExperience Company and a world leader in 3D design software, 3D Digital Mock Up and Product Lifecycle Management (PLM) solutions and
Accelrys, Inc., a leading provider of scientific innovation lifecycle management software for chemistry, biology and materials, have announced the signing of a definitive merger agreement for Dassault Systèmes to acquire San Diego-based Accelrys, Inc. Under the terms and conditions of the merger agreement, Dassault Systèmes will make an all cash tender offer for all of the outstanding shares of Accelrys common stock at a price of $12.50 per share, without interest, representing a fully diluted equity value for Accelrys of approximately $750 million. Dassault Systèmes intends to acquire any shares of Accelrys not tendered into the tender offer, via a merger that will be effected as soon as possible after the closing of the tender offer.
Combining with Accelrys will enrich the molecular chemistry capabilities from discovery to manufacturing and regulatory requirements of Dassault Systèmes’ formulation-based industry offerings such as life sciences, consumer packaged goods, high tech and energy, as well as
advanced manufacturing industries.“The World demands a new paradigm for sustainability
where chemistry, materials and biology meet. This is what the virtual universes enabled by Dassault Systèmes are delivering, capable of harmonizing products, nature and life, from imagination to industry solution experience,” said Bernard Charlès, President and CEO, Dassault Systèmes.
“This merger represents a unique opportunity to accelerate Accelrys’ journey by leveraging Dassault Systèmes’ PLM environment and 30 years of unmatched discipline in executing for improved industrial performance,” said Max Carnecchia, President and CEO of Accelrys. “With our passionate and talented teams, Accelrys is convinced that joining Dassault Systèmes will deliver transformational value to our customers by combining science-based innovation with product lifecycle management.”
Accelrys’ list of 2,000 customers includes many of the Fortune 500 companies, with major industry players in pharma/biotech, consumer packaged goods and chemical including Sanofi, Pfizer, GSK, AstraZeneca, Du Pont, Shell, BASF, P&G, Unilever and L’Oréal.
Ford is hoping to redefine the way pickup trucks are built with the 2015 F-150. Introduced at the North American International Auto Show in Detroit in January, the
new truck will weigh up to 700 pounds less than its predecessor thanks to high-strength, military-grade, aluminium alloys currently already in use in the aerospace, commercial transportation and energy industries. The vehicle’s frame uses high-strength steel rated up to 70,000 psi. The amount of high-strength steel in the frame has increased from the 23% used in 2014 and earlier models to 77%. Eight through-welded crossmembers provide help increasing frame stiffness.
Ford resorted to the “diet plan” as a means of meeting upcoming fuel and emissions regulations.
Another lightweighting step was taken in what will be the F-150’s newest engine, a 2.7L EcoBoost V6. (EcoBoost is Ford-speak for the use of twin turbochargers to make a small engine produce the power of a larger unit while still offering the fuel-economy benefits of the smaller displacement unit.) The new V6, according to Ford, is the first gasoline engine to have a cylinder block made with compacted
graphite iron (CGI). CGI has previously been limited to use in diesel engine blocks. The new engine’s composite CGI/aluminium block, Ford said, saves weight while providing strength where it’s needed most for durability.
Ford hopes to revolutionise pickup manufacturing with aluminium alloys


86 METALWORKING NEWS v 13. 1 March 2014
Autodesk completes acquisition of Delcam
Autodesk, Inc. completed its acquisition of Delcam, one of the world’s leading suppliers of advanced computer-aided manufacturing (CAM) software
in February. Delcam will operate as a wholly-owned, independently-operated subsidiary of Autodesk, with no significant changes planned for Delcam’s business.
Autodesk, Inc. markets 3D design, engineering and entertainment software. Customers across the manufacturing, architecture, building, construction, and media and entertainment industries – including the last 18 Academy Award winners for Best Visual Effects – use Autodesk software to design, visualize and simulate their ideas. From design professionals, engineers and architects in all of the Fortune 100 companies to digital artists, students and hobbyists – Autodesk software is helping people unlock their creativity and solve important challenges. Autodesk has more than 7,300 employees worldwide and is headquartered in San Rafael, California.
Headquartered in Birmingham, UK, Delcam’s range of design, manufacturing and inspection software provides automated CADCAM solutions for a variety of industries, ranging from aerospace and automotive to toys and sports equipment. The company has more than 30 offices worldwide and approximately 700 employees.
“Autodesk brings to Delcam increased financial strength, unparalleled expertise in design, and a long history of making technology accessible to broad audiences. Through sharing our technology and expertise, this transaction will transform industries and improve how the world is designed and made,” said Delcam’s Chief Executive, Clive Martell. “By maintaining the basic structure of Delcam’s business, Autodesk is reflecting its trust in, and respect for, Delcam’s solutions,
leadership and organisation. We are excited to come together and further the vision, development and implementation of technology for digital manufacturing.”
“The acquisition of Delcam is an important step in Autodesk’s continued expansion into manufacturing and fabrication and beyond our roots in design. Together with Delcam, we look forward to accelerating the development of a more comprehensive Digital Prototyping solution and delivering a better manufacturing experience,” said Buzz Kross, senior vice president for Design, Lifecycle and Simulation products. “We welcome the Delcam employees, customers, partners and community to Autodesk.”
Carl Bass, President and Chief Executive Officer of Autodesk (centre) with (left to right) Glenn McMinn, President, Delcam North America;
Clive Martell, Chief Executive, Delcam; Steve Hobbs, Development Director, Delcam; and Bart Simpson, Commercial Director, Delcam
Siemens has entered into an agreement to acquire Tesis PLMware, a recognised leader in the integration of product lifecycle management (PLM) software with other
enterprise applications. The acquisition will further enhance Siemens' industry software portfolio. Tesis PLMware helps customers improve IT costs and efficiency by providing a proven solution for the integration of Siemens' Teamcenter® software with the world's leading ERP systems and other enterprise applications such as MES, CRM and SCM. Tesis PLMware will, after closing, be assigned to Siemens PLM Software, a business unit of the Siemens Industry Automation Division. The agreement includes the acquisition of Munich based Tesis PLMware GmbH and its US business. Terms of the acquisition will not be disclosed.
Enterprise software
integration, particularly PLM/ERP interoperability, is critical to achieving the seamless and efficient flow of information exchange companies require to keep costs in control and remain competitive. With the acquisition of Tesis PLMware, an important partner of Siemens PLM Software since 1992, Siemens is helping ensure that its customers will continue to
seamlessly assimilate the Teamcenter PLM portfolio into their global product development and manufacturing environments.
Tesis PLMware, a member of the Tesis group, was founded in 1988 as a consultancy and software company that helps medium and large manufacturing companies worldwide create integrated PLM landscapes and highly efficient product development processes.
For further details contact Esteq on TEL: 012 809 9500
Siemens to acquire Tesis PLMware


88 METALWORKING NEWS v 13. 1 March 2014
At just 99mm deep, the body of the new Kitagawa CK160 rotary table has a smaller footprint than any other model on the
market, according to Kitagawa.The ultra-compact fourth axis is suited to
mounting on the table of a BT30 taper machining centre and provides manufacturers with a larger machining envelope on any size of machine.
The thin profile also makes the NC table ideal for use with an opposing trunnion for securing and rotating a workpiece between centres in limited working areas. It may be orientated in the horizontal or vertical plane.
The CK160 is offered with a built-in rotary joint, in which case it is designated CKR160, both versions being 99mm deep. A conventional table would typically measure half as much again from the faceplate to the back. The rotary joint, which has seven ports for pneumatic and hydraulic supplies (but not coolant), allows the unit to operate on the C-axis of a 4-axis machining centre.
Specifications of the product include a 114mm diameter table, 65mm through hole (on the CK160), 140mm centre height, 340Nm pneumatic clamping and 41.6rpm maximum rotational speed. Indexing accuracy is 20 arc seconds with four arc seconds repeatability. Workpieces up to 160kg may be supported with the table mounted horizontally, or 80kg if it is vertical.
RK200 rotary table'Unbelievably quick' is how Kitagawa describes the RK200
rotary table – the second new product. The NC unit indexes through 90° in 0.31 seconds and achieves a maximum speed of 100rpm.
A maintenance free roller gear cam reducer, rather than traditional gear sets, decreases the motor rpm to the table's rotational speed. This improves positioning accuracy, load capacity and efficiency while reducing heat generation, even under continuous operation.
RK200 has a 114mm diameter table with a centre height of 150mm, 70mm diameter through hole, 240 and 108Nm instantaneous and continuous holding torques respectively, and a maximum table load of 60kg.
For more information contact Feedback Systems on TEL: 011 708 0510
CoroCut QD, a reliable system from Sandvik Coromant for deep grooves and parting off with long overhangs, expands the offer of inserts and durable tools with over
and under coolant. The system is supported with plug and play adaptors for easy handling and efficient coolant supply.
For bar feed manufacturers, process security in terms of good chip control and long reliable tool life is the key to an efficient production. To meet these needs CoroCut QD combines strong tools and inserts with rigid clamping and
efficient coolant supply.
Chip control and easy coolant connection
An important aspect for long tool life and few machine stoppages is good chip control. This is achieved by combining over- and under coolant on all tools which keeps the temperature down at the cutting edge for less tool wear and a more stable performance, while at the same time providing for efficient chip evacuation.
Add to the support from plug and play adaptors for easy coolant connection and a rigid yet user-friendly clamping mechanism for easy insert changes, and you get CoroCut QD. A system that not only ensures process security, but also easy handling for real machining efficiency.
Durable toolsAt the cutting edge, the cutting forces are high. To withstand
this, the tool material has high fatigue resistance and the tool tip seat features a back stop so the insert stays in its position preventing the seat wearing down when the insert is indexed. Also the inserts themselves are developed with good coating adhesion and high edge-line security, for long tool life in every parting off operation.
For further details contact Sandvik Coromant on TEL: 0860 101 008 or Mary-Ann Germishuys on TEL: 011 570 9615 or email: [email protected] or visit www.sandvik.com
Sandvik CoroCut QD – Secure and efficient parting off with plug and play coolant
PROducT REVIEW
New Kitagawa CK160 rotary tableSecond new product RK200 rotary table launched.


90 METALWORKING NEWS v 13. 1 March 2014
The new, compact DNM 200 5AX, first exhibited by Doosan at EMO in September 2013 is the third Doosan 5-axis model
launched in the last three years.The DNM 200 5AX is a flexible and
functional 5-axis machine designed for full simultaneous 5-axis or 4 + 1 machining and its versatility means it can be used for high-accuracy machining, heavy metal removal and fine finishing operations.
The machine has a rigid C-frame construction and exhibits excellent vibration and heat dissipation characteristics. Although the machine has a relatively small footprint it has a 200 mm diameter table capable of handling work-pieces up to 60kg in weight.
The DNM 200 5AX can be supplied with a choice of Fanuc or Heidenhain control and is equipped with a powerful oil-cooled 18.5kW 12,000rpm direct-drive spindle capable of producing 118Nm of torque. Direct drive technology delivers fast acceleration/deceleration rates enabling customers to take advantage of the machine’s high-speed capabilities and perform machining operations such as rapid rigid tapping, efficiently and with ease.
The machine’s high-speed characteristics are exploited by the integration of a 200 block look ahead / 1g capacity data server for high speed contouring.
The DNM 200 5AX also features the dual contact 'Big Plus' face and taper configuration for increased rigidity and improved machining accuracy.
Axis travels on the machine are 400 mm x 435 mm x 500 mm
in X, Y and Z respectively with corresponding traverse rates of 36 m/min (X), 36 m/min (Y) and 30 m/min (Z). The machine's 5-axis capability is delivered by its A- axis (+30/-120 degrees of movement)
and a C- axis (360 degrees of movement achieved in 0.001 increments).
The A axis (tilt) has hydraulic clamping for optimum machining capability when the table is tilted over. The tilt axis uses the latest cross roller bearing technology for increased rigidity and reduced heat generation. Rapid rates in the machine's A-axis and C-axis are 20rpm and 30rpm respectively.
The DNM 200 5AX is equipped with a 30 position bi-directional ATC (BT 40), and the machine's tool change time (T-T-T) is 1.3 seconds. Other standard features on the machine include automatic tool measurement (TS27R), a spindle head cooling system for improved thermal stability and coolant through spindle capability (20bar).
The machine also includes Doosan’s Thermal Compensation Function to reduce the effects of thermal growth - a critical feature on a 5 axis machine that helps to maintain accuracy.
For further details contact Puma Machine Tools on TEL: 011 976 8600 or visit www.pumamachinetools.co.za
Doosan DNM 200 5AX 5-axis multi-axis milling machine
With the recent formation of the Compressor Division, Toolquip & Allied wanted a good quality reciprocating compressor to suit their industrial based clients. After
extensive research and a trip to Europe, they believe they have found the perfect supplier of quality compressors.
NuAir offers a large 250kW power system direct driven screw air compressor, which can provide a high performance solution for the most demanding applications. The compressor is built using the highest quality components, which results in an extremely durable, quiet and energy efficient air compressor that is built to last.
The air-oil heat exchangers in the compressor guarantee low operating temperatures even in severe working conditions. The large coolers coupled with thermostatically controlled electro-fans ensure lower compressed air outlet temperatures, eliminating the risk of condensate formation in the lubricant. This provides the best protection against damage to the compressor’s internal components, which ensures a much longer service life to the entire compressor.
Toolquip & Allied has named this compressor The Rhino. This name has been chosen specifically for the South African
market to represent the compressors size, colour and reliability in harsh environments.
“We want to supply a good quality compressor to the industry that is vital to the economic future of this country but also with the view to giving back on the name of the compressor. As such, they are in negotiations to donate to a Stop Rhino Poaching organisation,” said Trevor Volker, Manager at Toolquip & Allied.
Toolquip & Allied is now the national distributor for the Italian manufacturer NuAir’s compressor brand. At Toolquip & Allied, they have a massive commitment to supplying quality products and after sales service to their clients. They have nine dedicated branches around South Africa with knowledgeable and experienced technicians, ready to help with any compressor related problems.
For more information contact Trevor Volker at Toolquip & Allied on TEL: 011 370 2727 or visit www.toolqip.co.za
Toolquip & Allied launch NuAir Rhino air compressor


92 METALWORKING NEWS v 13. 1 March 2014
The Sinumerik black line panels OP 015 black and OP 019 black from the Siemens Drive Technologies Division are a new generation of operator panels for the Sinumerik
840D sl CNC system and offer new options for machine operation. Both operator panels feature a modern multi-touch screen, ensuring even easier operator control, monitoring and programming of high-end milling, turning, grinding and laser machines. The inductive sensor technology enables rapid interaction with the user interface even when the operator is wearing gloves. Similarly, it prevents incorrect entries, for example caused by the heel of the operator‘s hand.
The 19-inch display of the OP 019 black can show all the entries made in widescreen format at a glance. The OP 015 black also features an alphanumerical keypad on the right that can be operated via touch control. This feature means that the 15-inch display is not restricted by the superimposed keypad during data entry, which ensures clear and efficient operation. Both black line panels also have an integrated glass
panel on the front side and are designed with IP65 (OP 019 black) and IP66 (OP 015 black) degrees of protection. Both panels are therefore resistant to liquids and dust and can be operated even under harsh industrial conditions.
An integrated key lock helps safeguard against operating errors. The operator panel can provide a basic machine display, with three or four channels showing up to 13 axes.
In combination with the Sinumerik 840D sl control, for use on high-end milling, turning, grinding, and laser cutting machine
tools, the black line panels can be used as an operating and programming station for composite machining in the aerospace industry, parts machining in power generation and healthcare applications as well as in tool and mould making, rotary indexing ma-chines and in shopfloor manufacturing.
For further details contact Rowan Dickason, Head of Motion Control at Siemens South Africa. TEL: 011 652 3652, [email protected] or www.siemens.co.za
CNC operator panel made for advanced machine tool applicationsSiemens presents new Sinumerik operator panels for high-end CNC applications.
The increased popularity of composites in aerospace applications
creates new challenges for shops that are used to cutting metal. One of these substances, Carbon Fiber-Reinforced Plastic (CFRP), can be especially difficult to machine.
These materials are extremely abrasive and difficult to machine, as a result of the different physical properties of the materials used in the layers that make these composites hard, tough and strong. Due to the harsh cutting environment, tool life can be very short when machining CFRP composites. As the exact formula of what these composites are made from is not known, it can be difficult to design appropriate tools. Much of Iscar’s R&D resources are spent on solving the problem of machining these complex materials.
When machining composites such as CFRP – there is no chip to speak of. Instead, the material removal mechanism might be better described as shattering. The impact of the cutting edge fractures the hard carbon fibres, instead of shearing material away.
This process causes the cutting edge considerable abrasion that can lead to rapid wear. In composite machining, as well as any cutting tool application, tool geometry drives cutting performance. However, in composites, tool material also becomes a driver of performance. Unless the edge material can
withstand the abrasion well enough to hold its geometry and stay sharp, the tool can wear so rapidly that the geometry can change rapidly as well.
In order to successfully machine CFRP, Iscar offers hard, sharp solid-carbide tools made from grade IC02 which can be supplied on request with long-lasting diamond coating (IC2018).
The fixture for machining a composite part can be a considerable engineering investment. Clean cutting without fraying, delamination or otherwise separation of the layers, requires the part to be firmly secured against vibration.
EPN-F Endmill Features: • Fine pitch - 10 and 12 flute endmills • Unique flute profile provides good surface finish • In most cases, eliminates CFRP fibre breakout • Reduces delamination • Decreases cutting forces • Available in diameters 3-12 mm • Available in IC02 uncoated or diamond coated - on request
CFRP has become the industry standard widely used in the aerospace and aviation industries and also for advanced mechanical parts, and can be used in a large variety of relevant applications.
For further details contact Iscar South Africa on TEL: 011 997 2700 or visit www.iscar.com
EPN-F solid endmills for machining CFRP and honeycomb parts


94 METALWORKING NEWS v 13. 1 March 2014
Delcam has released the 2014 R2 version of its FeatureCAM feature-based CAM, which provides support for milling and drilling with right-angle heads,
and one-stop programming of multiple roughing operations. Other enhancements in this release include better control of Z-level roughing, and improvements to Wire EDM and chamfering.
FeatureCAM was the world’s first feature-based programming software when it was launched in 1995. Constant development since then has ensured that the system has retained its leadership in programming speed and ease of use, while an increased range of strategies has been added to provide more efficient toolpaths giving greater productivity on a wider range of machines.
Right-angle heads allow internal pockets to be milled and internal holes to be drilled that would be inaccessible, and so impossible to produce, using a conventional head. They are now available as an option on an increasing range of machines, including a wide variety of mill-turn equipment.
FeatureCAM 2014 R2 is the first release that has the ability to program and simulate both milling and drilling with right-angle heads. These new strategies will allow users to take full advantage of the flexibility of machines with this option.
A growing range of high-speed and high-efficiency area clearance strategies have been included in FeatureCAM in recent years, including Delcam’s unique Vortex strategy that was added in the initial 2014 release. Vortex gives significant time savings by taking deeper cuts with solid-carbide tooling. It allows the full flute length to be used as the cutting surface so increasing material removal rates and also maintains a controlled engagement angle for the complete operation to extend the cutter’s life and to protect the machine tool.
In FeatureCAM 2014 R2, multiple tools, for example,
20 mm, 0 mm and 5 mm end mills, can be selected for roughing and rest-roughing using these strategies, and the complete machining sequence calculated in one operation. A stock model is created automatically after each tool is applied, which is then used as the basis for the program created with the next smaller cutter. This regular updating of the stock model ensures that programs for the later tools are only created in areas where material still remains, so minimising air moves and optimising overall machining efficiency.
Rough machining has also been improved with a new option to set the direction in which Z-level roughing toolpaths are offset. A simple button allows the user to select whether the part should be machined from the outside inwards or from the inside towards the outside. An automatic option can also be chosen where FeatureCAM will decide the offset direction, depending on whether a core or a cavity shape is being machined.
For parts needing wire EDM, the model is often supplied only with a curve showing the shape to be cut rather than a fully-defined feature. FeatureCAM can now project the curve through the stock and also measure the thickness of the feature. The allows the cutting conditions, including feeds, speeds and power levels, to be set at the most suitable values for the EDM equipment.
The cutter compensation used by FeatureCAM can now be specified on an operation level so removing the need to create duplicate features in order to set different values. The most common case where this will be needed is when different cutter compensation is required for the finish pass and for any subsequent chamfering operation.
For further information contact local agents PBS Machine Tools on TEL: 011 914 3360 or visit www.pbsmt.co.za or go to www.delcam.tv/fc2014
FeatureCAM supports right-angle heads and multiple roughing tools

METALWORKING NEWS v 13. 1 March 2014 95
With the launch of Feeler’s advanced TC 20 alpha drilling and tapping centre, Craft Machine Tools can offer a machine that competes directly with
market-leading brands on performance, but at around half the price.
The machine is ideal for fast, light machining of aluminium and steel castings and diecastings. Developed to meet the exacting productivity demands of Asian manufacturers of consumer goods such as smart phones, tablets and digital cameras, the machine also benefits from the economies of scale that come from developing a machine for such a vast market.
The emphasis throughout is on fast response and acceleration/deceleration for maximum throughput combined with advanced Siemens control to give high speed, high accuracy milling, drilling and tapping.
The TC 20 alpha has a 20,000rpm direct drive 7.2kW spindle, an upgraded 21 tool magazine and a capacity of up to 510 mm in X. Key productivity features include rapid spindle acceleration and tool change times, 1.2g axis accelerations and axis travel speeds of 50 m/minute. The machine also offers a 3,000rpm minimum spindle speed for rigid tapping.
The table size is 600 mm by 400 mm, with a maximum table load of 250kg and a working envelope of 510 mm (X) by 400 mm (Y) by 300 mm (Z). The machine’s footprint is just 1,600 mm by 2,265 mm.
For further details contact Craft Machine Tools on TEL: 011 845 2030 or visit www.craftmachinetools.co.za
TC 20 alpha drilling and tapping centre - Feeler

96 METALWORKING NEWS v 13. 1 March 2014
Every tried and tested welding and soldering method offers advantages in its specific field of application. For microMIG, this
is especially the case with sheet thicknesses between 0.5 and 1.5 mm: well controllable reduced heat input, good gap bridging, minimum distortion and virtually spatter-free results. And there is even another advantage over other so-called "cold", meaning heat-reduced arc-welding processes since these features are all achieved using low-cost standard equipment of SKS Welding Systems. The user simply changes the torch; even the standard wear parts such as the contact tip and gas nozzle remain identical.
When welding thin sheets, the optimal heat input is just as low as it is required to achieve a metallurgically intimate connection or the required degree of penetration. This applies in the same way for brazed joints or for the welding of thin sheets with thicker materials such as castings. With microMIG, SKS Welding Systems has developed a process that leads to the desired result without using expensive special equipment. Eberspächer Exhaust Technology, a leading manufacturer of exhaust systems, is successfully using this technology. "The microMIG welding solution convinces us when joining our lightweight exhaust systems in daily industrial practice. With the formerly used MAG process, the distortion was up by thirty-five to fifty
percent. As we only change the torch system, investment is kept in very manageable limits," said Roman Lauer, Head of Joining Technology for Eberspächer, summarizing their practical experience.
The technology is based on a patent of the developer of digital welding technology, Volker Leipold, dating back to 1997. The Frontpull 7 torch for robots with external cable dress contains this patented, electronically controlled motor. The other components of the welding system are the same as
those of a weld package for electric arc welding. This also means that users can continue to use either their existing equipment by changing the torch or, if they additionally desire a microMIG system, opt for a low-cost standard system that allows retooling, thus using it for other welding processes that are better suited for joints involving thicker materials.
microMIG uses a pulsed wire feeding technology. Compared to other methods with pulsed wire feeding, microMIG is characterized by a significant difference: instead
of using higher frequencies of the wire pulse microMIG achieves higher deposition rates at lower frequencies. The higher the desired deposition rate, the longer are the pulse sequences. The lower pulsed motion of the wire results in a lower load of the wearing parts in the torch system including the drives. Another feature with positive effects is provided by the choice of parameters. Instead of having the option to only control the pulse rate, users of microMIG can additionally adjust the pulse delay, the base current, the wire
feeding speed, and the wire retraction time. The resulting benefits include a longer service life, better quality of the weld seams, better looking weld seams, low component distortion and less rework effort.
For further details contact Yaskawa Southern Africa on TEL: 011 608 3182 or visit www.yaskawa.za.com
Reducing heat input the smart waymicroMIG: cost-effective technology for joining thin sheets.
When welding thin sheets, the optimal heat input is just aslow as it is required to achieve a metallurgically intimate connection
or the required degree of penetration


98 METALWORKING NEWS v 13. 1 March 2014
Advances in electric brake technology, featuring belt and pulley systems in place of hydraulics, have expanded machine capacities, boosted
accuracy by eliminating crowning, and doubled cycle speed.
New, faster technologies like the fibre laser are doubling the number of parts that can be cut per hour. That's great for production, right? Maybe. It depends on whether or not the downstream processes can keep up. What about those pallets of WIP sitting in front of the press brake?
A half dozen years ago eliminating that bending bottleneck probably would have meant adding another piece of hydraulic equipment to the shop floor along with a dedicated operator. Today shop owners have an option that just might eliminate bending wait time, improve accuracy, reduce equipment maintenance, and save on ratcheting-up power costs. That option is going electric.
The E-Brake from Safan produces pressing force by the use of synchronized electric motors through belts and pulleys to the beam, eliminating the need for hydraulics. The absence of hydraulics means there are no seals or pressure valves that need to be replaced, resulting in less downtime and lower maintenance costs, the manufacturer states. Also, this press brake uses less energy than hydraulic machines because the motors operate only when the beam is actually moving.
This pulley-block system pulls the top beam of the press into the die and applies the pressing force evenly along
the length of the machine. When rolling the belt up, the driving motor pulls the beam downward into the die. The return springs, strained during the bending procedure, return the beam to its initial position.
Pressing tonnages are available from 35 to 300, and bed lengths are available between 1,250 and 4,100 mm.
Depending on size and power requirements, the number of pulleys varies. The largest machine has four pulley-block arrangements each with their own drive and nine pairs of rolls. With this machine a 100 mm wide belt is used. The belts are 3 mm thick, wire-strengthened material coated with polyurethane.
In 98% of cases, a crowning table is not required for elec-tronic press brakes. With much shorter cycle times, up to 50% lower energy use, lower maintenance costs, longer life span, optimum programmability, Touch Screen control and a high degree of environmental friendliness, the Safan E-Brake sets new standards of economy, ergonomics, efficiency and ecology. Wherever the machine has been installed, it has always reduced the cost per unit of product and increased efficiency.
For further details contact CML Machine Tools on TEL: 011 397 3650 or visit www.cmlmachines.co.za
TaeguTec’s new deep hole drill
TaeguTec recently expanded on its highly successful head changeable DrillRush line with a 12xD drill that produces deep holes accurately, repeatedly and economically.
The DrillRush 12xD drill range for deeper hole drilling and the body’s polished flutes offers smooth chip evacuation without damaging the surface finish.
The strong delivery of coolant through its twisted body channels enables a widened gullet design and keeps the drill
and workpiece material cool at all times while minimizing cycle times when drilling diameters
from 12 mm to 22.9 mm.The DrillRush 12xD’s offers accurate
performance due to the good run-out made
possible due to tight manufacturing tolerances.
Other important
factors that are now resolved with the introduction and expansion of TaeguTec’s DrillRush 12xD body are repeatability, smooth surface finish and the high productivity for deep hole drilling applications which is now achieved without the need for pecking cycles.
To promote machining convenience in hole making applications, the new 12xD body can be accentuated with TaeguTec’s recently released chamfering rings which drill and chamfer in a single operation in order to minimize cycle times as well as inventory and tooling cost for improved cost effectiveness.
To add value by enabling stable machining and longer tool life, TaeguTec chamfering rings use two TT9080 specially treated, multi-layered, physical vapour deposition coated CRNG inserts on either side which can machine any type of alloy.
TaeguTec also supplies special plugs with an internal thread for coolant connections used on lathes that can be pressed into the cavity on the back end of the shank.
For more information contact TaeguTec SA on TEL: 011 362 1500 or visit www.taegutec.com
Safan electronic press brakesSafanDarley’s 100 percent electric brakes are available from 20 to 300 tons and bed lengths are available between 1,250 and 4,100 mm.

METALWORKING NEWS v 13. 1 March 2014 99
A new, 5-axis, vertical-spindle machining centre with a working volume of 925 x 1050 x 600 mm, designated MU-6300V, has been introduced by Okuma.
The Japanese machine is designed to accept large workpieces up to 830mm diameter, 550 mm in height and weighing 600kg. It is ideal for multi-sided machining of complex parts in one hit. Rapid traverse at 50m/minute in the orthogonal axes minimises non-cutting times and promotes high productivity.
A rigid double column structure supports a +90/-120° trunnion table which provides two rotary CNC axes. Twin roller gear cam drives on the trunnion (A-axis) and a direct drive motor for the 630mm diameter rotary table (C-axis) deliver smooth movements for high quality machining.
The centre of gravity of the trunnion table and therefore the workpiece is low, enabling both heavy-duty cutting and high-speed finishing. An -L variant of the machine can be supplied that includes the ability to turn components on the table at up to 800rpm. The MU-6300V is built on Okuma’s Thermo-Friendly
Concept structure, which minimises heat generation during machining and compensates for thermal deformation.
Either a BT40 (HSK-A63) or a BT50 (HSK-A100) taper can be specified, respective maximum speeds of the 11kW spindle motor being 10,000 and 6,000rpm. More powerful and faster spindle options are available: 22kW/15,000rpm or 26kW/12,000rpm. Tool magazine capacity is 32 pockets, or optionally 48.
The OSP-P300M control, which provides fully interpolative 5-axis machining, is easy to use and has built-in collision
avoidance. Geometric error measurement and correction with the 5-axis Auto Tuning System further raises the accuracy of machined components.
The footprint of the machine is less than 5 m x 3 m. An automatic pallet changer and extra tool storage can be added at the back to enable automation or inclusion in a flexible manufacturing system.
For more information contact Forest Engineering on TEL 011 397 4050 or visit www.fhmt.co.za
5-axis, vertical-spindle machining centre MU-6300V introduced by Okuma

100 METALWORKING NEWS v 13. 1 March 2014
MACH 2014 (Birmingham NEC, 7-11 April) is the first national machine tool exhibition in the UK since Hurco
redesigned its entire range of machining centres and lathes. As a result, every model on Stand 5628, Hall 5 will be new. The company will demonstrate six machining centres and two CNC lathes sporting the latest logo and livery, plus a representative model from its agency range of high speed machining centres manufactured by Roeders. All machines will be under power and cutting metal.
Hurco's VM machining centre range, with more than 1,000 in operation throughout the UK, will be represented by the compact VM10i and VM20i. They are the third generation of models first introduced in 2002, but with longer travels, faster rapids and 10,000 rpm spindles. Ultimotion high speed profiling software is a standard feature.
Representing the higher power, high capacity VMX range will be a VMX30Ui 5-axis trunnion machine and a VMX24HSi, the latest high speed machine with 18,000 rpm/HSK63A/35 kW spindle.
At the other end of the size scale, a DCX22i dual column machining centre will occupy a large area on one corner of the stand. With 2.2 by 1.7 by 0.75 m travels and 6 tons table load capacity, it is said to suit machining of the biggest and most awkwardly shaped components. The fully enclosed machine also has the advantage of a 40-station automatic toolchanger.
Completing Hurco's prismatic machining line-up at MACH 2014 will the VMX42SRTi with a swivelling B-axis and a horizontal rotary C-axis built flush into the table. According to Hurco, this 5-axis configuration is becoming increasingly popular due to the ease with which it can be switched between 5-axis and 3-axis work without losing capacity. The machine is equipped as standard with 20 bar coolant through the spindle.
The 14-model Hurco lathe range will be represented by a TMM10i with 18 kW spindle and 250 mm chuck, plus milling
capability on all of its 12 VDI 40 axial tools. There will also be a TM6i, a compact, 2-axis CNC lathe with 42 mm bar capacity.
Hurco will also show a Roeders RXP500 machining centre with linear motors on all axes giving 40 m/min feed rate and acceleration in excess of 2 g.
All of the latest Hurco machines incorporate Version 9 WinMax software. Five years after the first integration of the Windows operating system as part of the proprietary control, a number of developments and performance improvements have been made. For instance, Version 9 includes Ultimotion software with up to 10,000 blocks variable look-ahead. This is now a standard feature on Hurco machines and is said to offer up to 30% faster cycle times and improved surface finish.
Another new software enhancement is the addition of Ultimonitor web-based networking to allow remote surveillance and diagnostics. Lights-out operation can be monitored via the internet, giving real-time visibility of the control screens and live video via a webcam.
Furthermore, the control hardware has seen improvements to reduce the number of electrical connections, enhance reliability and at the same time simplify service operations in the field. The new Mini-ITX platform boasts a 2 GHz dual-core Intel processor, 2 GB of RAM and a 64 GB solid state hard drive. This is fitted to all Hurco machines, as are the latest Yaskawa Sigma V drives and high intensity LED lighting.
For more information contact Hurco South Africa on TEL: 011 849 5600 or visit www.hurco.co.za
Heidenhain’s Dynamic Efficiency and Dynamic Precision are said to offer innovative control system functionality for faster, more stable and more predictable
machining. Around 20-25% improvement in heavy machining metal removal rates and higher levels of surface finish and accuracy are also achievable, says Heidenhain.
According to the company, Dynamic Efficiency functionality combines effective control routines with intelligent machining strategies while also exploiting the machine's full potential and simultaneously limiting mechanical loads. It achieves this by integrating certain TNC control system functionality that includes: adaptive feed control – to optimise feed rates depending on machining conditions; active chatter control – to reduce chatter and thus permit higher feed rates; and trochoidal milling – which accelerates the roughing of slots and pockets.
Heidenhain's complementary Dynamic Precision functionality is designed to combat machining errors caused by dynamic machine movement. It is said to improve machining accuracy through a combination of 'crosstalk' compensation, active vibration damping and load motion, and position- adaptive control.
Dynamic Precision functionality effectively measures any errors (at the tool centre point) and compensates for them simultaneously via: CTC – compensation of acceleration-dependent position errors; AVD – active vibration compensation; PAC – position-dependent adaptation of control parameters; LAC – load-dependent adaptation; and MAC – motion-dependent adaption.
For more information contact Mafema Sales Services on TEL: 011 314 4416 or visit www.heidenhainsa.co.za
Heidenhain TNC developments boost machining rates and accuracy
Hurco to launchnine new machines


102 METALWORKING NEWS v 13. 1 March 2014
The main factors for boosting productivity in machining tend to concern the tool itself, but tool handling is also important. Walter AG takes on board both of these
approaches with its new Xtra▪tec® insert drills with Walter Capto™ clamping.
Drills with indexable inserts are talented all-rounders and can be used for cutting a variety of materials ranging from steel and cast iron through to stainless and difficult-to-cut materials. Chain drilling, sloping or convex surfaces? No problem! Walter has enhanced its Xtra▪tec® insert drill family: It now has
modular shanks with Walter Capto™ clamping and indexable inserts with Tiger•tec Silver®. The advantages for the user are, on the one hand, faster tool changing and, on the other, higher transmission of force via the polygonal Walter Capto™ interface.
"The high-performance Tiger•tec Silver® cutting tool material improves the performance of the new drill," explains Manvinder Singh Saini, Product
Manager for indexable drills at Walter AG in Tübingen. "The indexable inserts have four genuine cutting edges,
enable high cutting parameters and help reduce the number of additional operations necessary. The ground indexable inserts are also fitted with a wiper edge, which means that they ensure excellent hole surface finish."
High process reliability is ensured by the positive locking of the indexable inserts with TorxPlus screws.
An overview of the Walter Xtra▪tec® insert drill, now with Walter Capto™ clamping:
• Drilling depth to 3 x Dc• Diameter range from 16 mm to 45 mm• Optimised chip clearance for reliable chip
evacuation• Hard-nickel plated surface of the tool body provides
protection against corrosion and wear• Cylindrical collar for straightforward measurement
of the tool diameter• Indexable inserts available in three different geometries
and four different grades.
For further details contact Spectra Carbide Tooling Technology on TEL: 0860 23 23 23 or email [email protected] or visit www.spectra-sa.co.za or follow them on Twitter @Spectra_Carbide
Walter Xtra•tec® insert drill, now with Walter Capto™ clamping
Having manufactured in South Africa for decades and with the world becoming easier to trade across it’s continents, it was time to introduce the many technical advancements
of abrasive products to South Africa directly from the numerous Norton manufacturing plants from around the world. An intense effort is currently being made to migrate customers over to the new products and the results so far have seen an increase in product life and productivity for customers.
An entirely new abrasives platform, Norton Vitrium3 features a patent-pending bond technology developed by the Saint-Gobain Abrasives R&D team. This bond features an exclusive chemistry that promotes grain adhesion, resulting in improved product versatility across a wide range of applications. Substantial performance improvements with Norton Vitrium3 are now attainable
in all Norton abrasive grains, from proprietary Norton Quantum ceramic alumina to conventional aluminium oxide.
Norton Vitrium3 has three major features and benefits over standard vitrified bonds:
• A stronger bond construction allows superior form and corner holding for improved part quality and higher tolerances, reduced dressing time and wear, as well as the ability to meet the higher wheel speeds demanded of today’s equipment.
• An improved holding power using less bond-to-abrasive ratio. This allows increased exposure of the abrasive grains for an improved cut rate and significantly less burn, while reducing power consumption and grinding forces on the part.
• An increased porosity improves coolant flow and chip clearance to eliminate burn or other part damage, especially on today’s tough-to-grind materials, such as high nickel alloys, tool steels and chrome.
For further details contact Saint-Gobain Abrasives on TEL: 011 961 2000 or visit www.saint-gobain.co.za
Norton Saint-Gobain Abrasives bring their latest abrasive technology products to South AfricaNorton Abrasives has developed the Norton Vitrium3 bonded abrasives products, engineered for maximum performance and cost savings in precision grinding.


104 METALWORKING NEWS v 13. 1 March 2014
The Studer S11 cylindrical grinding machine is the youngest S11 and the smallest machine in the company's portfolio and is tailor-made for workpieces up to 200 mm
in length.Anyone who still uses a Studer S36 and produces parts up
to a maximum length of 200 mm can now use two Studer S11s on the same floor space as that required for an S36, the company says. And one S11 alone has a 15 percent higher productivity than the Studer S36.
This comparison emphasizes the direction things are taking in cylindrical grinding: More productivity combined with a compact design.
Workpieces up to 200 mm long, with diameters of 50 mm and weighing up to 3 kg can be machined on the production cylindrical grinding machine with a maximum floor space of
1.8 m2. The center height is 125 mm. The manufacturer has integrated a 500 mm diameter grinding wheel, which can also be rotary dressed, into this small machine. These 500 mm grinding wheel diameters are essential when it comes to high productivity. The motor grinding spindle, which is water-cooled and fitted with high-precision roller bearings, can achieve a good removal rate at 4.5 kW, the company says. The wheelhead can be set at 0 degrees or at 20 degrees.
The basis of the Swiss precision grinding machine is a Granitan machine bed. With high precision linear guides, the X and Z axes are executed in a cross-slide design. The S11 has a stroke of 210 mm in both the X and the Z direction. It reaches speeds between 0.001/1000 and 30,000 mm/min and the axes have a resolution of 0.00001 mm.
For further details contact Retecon Machine Tools on TEL: 011 976 8600 or visit www.retecon.co.za
Studer S11 production cylindrical grinding machine for micro components
The range of Wele MG and MG-U (universal) high capacity, moving gantry multi-purpose machining centres have a working volume up to 20,000 mm in X, 5,000 mm
in Y and a Z-axis of 1,400 mm. Tables are up to 16,000 mm by 4,800 mm and are well able to accept loads up to 2,500kg/m² of area.
Available through EDM Shop, the two largest variants of MG and MG-U, designated 1650, have a high rigidity build standard with a shipping weight of some 148 tons. While the MG has an automatic multi-head exchange capability, able to store up to five units on the machine, the MG-U incorporates an AC tilting head giving full 5-axis simultaneous operation.
Key in the machine’s heritage is its development through Wele Mechatronic that forms a strategic alliance company within the JTEK Group, a subgroup within car maker Toyota. JTEK also owns the high specification machine, cell and system builders Mitsui Seiki and Toyoda Machine Tool.
The standard BT50 spindle is 35kW with 740Nm of torque available through a two-stage gearbox giving 10 to 6,000rpm. There are further speed options of 4,000 or 8,000rpm or a direct drive Fanuc built 23kW unit having a maximum speed
of 10,000rpm. Each slideway is equipped with
ultra-heavy precision roller linear guideways and the use of twin synchronised servo motor drives on the X-axis incorporate a Wele patented backlash elimination system. Linear scales ensure positioning accuracy of ±0.025 mm over the full travel with a repeatability of ±0.010 mm. Rapid traverse rates in X are 10m/minute and 12m/minute in Y and Z.
Control options are Fanuc 18iM or Heidenhain iTNC 530 with fourth axis preparation and CNC rotary table options. Key as a setting aid over such a large machining volume is the choice of a swing type or hanging style operator panel with the addition of a portable 3-axis remote unit with handwheel. The tool magazine has 32 pockets as standard taking tools up to 215 mm diameter by 400 mm long.
For more information contact EDM Shop on TEL: 011 762 5231 or visit www.edmshop.co.za
Wele MG and MG-U (universal) high capacity, moving gantry multi-purpose machining centres

