influÊncia das geometrias da ferramenta e dos
TRANSCRIPT
PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE
PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ESCOLA DE ENGENHARIA
UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
INFLUÊNCIA DAS GEOMETRIAS DA
FERRAMENTA E DOS FLUIDOS DE CORTE
NAS TENSÕES RESIDUAIS NO PROCESSO
HARD TURNING DO AÇO AISI 4340
MATEUS CAMPOS MARTINS
Agosto de 2020

2
MATEUS CAMPOS MARTINS
INFLUÊNCIA DAS GEOMETRIAS DA FERRAMENTA E DOS FLUIDOS DE CORTE NAS TENSÕES RESIDUAIS NO
PROCESSO HARD TURNING DO AÇO AISI 4340
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica da
UFF como parte dos requisitos para a obtenção
do título de Mestre em Ciências em
Engenharia Mecânica
Orientadora: Profª Maria da Penha Cindra Fonseca (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 27 DE AGOSTO DE 2020
Ficha catalográfica automática - SDC/BEEGerada com informações fornecidas pelo autor
Bibliotecário responsável: Sandra Lopes Coelho - CRB7/3389
M379i Martins, Mateus Campos Influência das geometrias da ferramenta e dos fluidos decorte nas tensões residuais no processo hard turning do açoAISI 4340 / Mateus Campos Martins ; Maria da Penha CindraFonseca, orientadora. Niterói, 2020. 137 f. : il.
Dissertação (mestrado)-Universidade Federal Fluminense,Niterói, 2020.
DOI: http://dx.doi.org/10.22409/PGMEC.2020.m.14865933727
1. Tensão Residual. 2. Usinagem. 3. Ferramenta de corte. 4.Fluido de corte. 5. Produção intelectual. I. Penha CindraFonseca, Maria da, orientadora. II. Universidade FederalFluminense. Escola de Engenharia. III. Título.
CDD -
INFLUÊNCIA DAS GEOMETRIAS DA FERRAMENTA E DOS FLUIDOS DE CORTE NAS TENSÕES RESIDUAIS NO
PROCESSO HARD TURNING DO AÇO AISI 4340
Esta Dissertação é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Profª Maria da Penha Cindra Fonseca (D.Sc.)
Universidade Federal Fluminense
(Orientadora)
Prof. Juan Manuel Pardal (D.Sc.)
Universidade Federal Fluminense
Prof. Rosemar Batista da Silva (D.Sc.)
Universidade Federal de Uberlândia

4
Aos meus pais, Lucinéa e Manoel.
5
Agradecimentos
A Jesus Cristo pelo dom da vida que me deu através do seu amor manifesto na cruz e que
me sustenta em todos os caminhos.
Aos meus amados pais Lucinéa Campos Martins e Manoel Tomás E. Martins. Quem
sempre lutaram pelo meu crescimento pessoal e profissional, me dando todas as
oportunidades de estudo e desenvolvimento em todas as circunstâncias da vida.
À querida professora Maria Cindra, quem me acompanha desde o início da minha
graduação e se tornou não só uma orientadora, mas uma mãe na vida acadêmica, profissional
e pessoal. Gratidão eterna por todo ensinamento.
À professora Tatiane Chuvas, por ter aberto as portas do LABUS do CEFET/RJ para
realização da usinagem das amostras. Ao Ítalo Tomaz por ter realizado os ensaios de dureza
no Laboratório LEMat do IFF – Cabo Frio, RJ e ao Matheus Tomaz e Danilo Monteiro por
terem contribuído na realização da usinagem das amostras.
Aos meus amigos que partilham do meu crescimento e felicidade diária na construção das
nossas vidas.
Aos demais colegas e amigos do Laboratório de Análise de Tensões da UFF pela ajuda e
contribuição com a realização deste projeto.
6
Resumo
Nos processos de fabricação por usinagem as tensões residuais advêm da combinação dos
esforços mecânicos do contato ferramenta/peça e o calor gerado no processo. Os parâmetros
de corte, bem como a geometria das ferramentas de corte empregadas, os fluidos de corte
usados e a dureza do material usinado, influenciam na obtenção de diferentes campos de
tensões residuais. O torneamento tende a gerar tensões residuais trativas, que se forem de
elevada magnitude, são deletérias à vida em serviço do componente. O presente trabalho tem
como objetivo avaliar a influência do emprego de diferentes fluidos de corte e geometrias de
ferramenta de corte nas tensões residuais, forças de corte, na integridade superficial e no
Ruído Magnético Barkhausen no torneamento convencional e hard turning do aço AISI 4340
com insertos de metal duro. A análise das tensões residuais foi realizada por difração de
raios-X, pelo método do sen². O uso da técnica de Mínima Quantidade de Lubrificante
(MQL) aliado ao hard turning e inserto convencional apresentou as menores tensões
residuais, com valores médios de 100 MPa no sentido longitudinal e 250 MPa no sentido
tangencial, quando comparado com a aplicação em jorro e torneamento convencional. No
acabamento superficial, o uso do inserto wiper resultou em valores de rugosidade menores
em relação ao inserto convencional, sendo o menor valor obtido (0,54 µm) na condição de
torneamento convencional com aplicação de fluido em jorro e uso do inserto wiper.
Palavras-chaves: Aço AISI 4340, tensões residuais, inserto wiper, difração de raios-X,
fluidos de corte.

7
Abstract
In the manufacturing processes by machining the residual stresses arise from the
combination of the mechanical efforts of the tool / part contact and the heat generated in the
process. The cutting parameters, as well as the geometry of the cutting tools, the cutting fluids
used and the hardness of the machined material, influence the surface integrity of the
machined component, resulting in different states of residual stresses. Thus, the present work
aims to evaluate the influence of the use of different cutting fluids and cutting tool geometries
on residual stresses, cutting forces and surface integrity in conventional and hard turning of
AISI 4340 steel with metal inserts hard. The analysis of residual stresses was performed by
X-ray diffraction using the sen² method. The use of the Minimum Quantity of Lubricant
(MQL) technique combined with the hard turning and conventional insert presented the
lowest residual stresses, with average values of 100 MPa in the longitudinal direction and
250 MPa in the tangential direction, when compared to the flood delivery technique and
conventional turning. In the surface finish, the use of the wiper insert resulted in lower
roughness values compared to the conventional insert, with the lowest value obtained (0.54
µm) in the condition of conventional turning with flood delivery technique and use of the
wiper insert.
Key words: AISI 4340 steel, residual stresses, wiper insert, X-rays diffraction, cutting fluids.
8
SUMÁRIO
CAPÍTULO 1 ............................................................................................................. 13
1. INTRODUÇÃO .................................................................................................. 13
CAPÍTULO 2 ............................................................................................................. 17
2. REVISÃO BIBLIOGRÁFICA ............................................................................ 17
AÇO AISI 4340 ........................................................................................................ 17
TENSÕES RESIDUAIS ........................................................................................... 21
2.2.1. Métodos de medição de tensões residuais ........................................................ 24
Tensometria por difração de raios-X ....................................................... 25
USINAGEM ............................................................................................................. 33
2.3.1. Torneamento ..................................................................................................... 34
Torneamento pesado (Hard Turning) ...................................................... 38
2.3.2. Tensões residuais na usinagem ......................................................................... 43
2.3.2.1.Tensões Residuais no Torneamento ................................................................. 46
FORÇAS DE CORTE ............................................................................................... 50
2.4.1. Forças no corte ortogonal ................................................................................. 50
2.4.2. Forças de corte no torneamento ........................................................................ 53
FLUIDOS DE CORTE ............................................................................................. 57
2.5.1. Funções dos fluidos de corte ............................................................................ 58
2.5.2. Tipos de fluidos de corte .................................................................................. 59
2.5.3. Modos de aplicação dos fluidos de corte .......................................................... 60
RUGOSIDADE ........................................................................................................ 64
FERRAMENTAS DE CORTE ................................................................................. 66
2.7.1. Materiais para ferramenta de corte ................................................................... 70
Aço Rápido .................................................. Erro! Indicador não definido.
Metal Duro ............................................................................................... 71
Cermets e Cerâmicas ................................................................................ 74
Nitreto cúbico de boro (CBN) .................................................................. 75
RUÍDO MAGNÉTICO BARKHAUSEN (RMB) .................................................... 75
3. CAPÍTULO 3 .............................................................................................................. 82
3 MATERIAIS E MÉTODOS ...................................................................................... 82
MATERIAL ............................................................................................................. 82
FLUXOGRAMA DOS EXPERIMENTOS .............................................................. 83
TORNEAMENTO DAS AMOSTRAS .................................................................... 84
AQUISIÇÃO DOS DADOS DAS FORÇAS DE CORTE ........................................ 87
ANÁLISE DA RUGOSIDADE ................................................................................ 90
ANÁLISE DAS TENSÕES RESIDUAIS ................................................................ 90
ANÁLISE DO RUÍDO MAGNÉTICO BARKHAUSEN (RMB) ............................ 92
9
ANÁLISE DE VARIÂNCIA (ANOVA) .................................................................. 93
CAPÍTULO 4 ...................................................................................................................... 96
4 RESULTADOS E DISCUSSÃO ............................................................................... 96
TENSÕES RESIDUAIS ........................................................................................... 96
QUALIDADE SUPERFICIAL .............................................................................. 106
FORÇAS DE USINAGEM ..................................................................................... 115
4.3.1. Forças de usinagem x Rugosidade ................................................................. 118
4.3.2. Forças de usinagem x Tensões residuais ....................................................... 118
RUÍDO MAGNÉTICO BARKHAUSEN (RMB) .................................................. 119
4.4.1.Ruído Magnético Barkhausen (RMB) vs tensões residuais .............................. 121
CAPÍTULO 5 .................................................................................................................... 123
5 CONCLUSÕES ......................................................................................................... 123
6 SUGESTÕES PARA TRABALHOS FUTUROS .................................................. 125
x
Lista de Figuras
Figura 2.1- Efeito do molibdênio na transformação de fases de aços. ................................ 18
Figura 2.2 - Microestrutura do aço AISI 4340 temperado em óleo e revenido a 400 ºC. ... 19
Figura 2.3 - Comportamento das propriedades mecânicas e das tensões residuais com
diferentes temperaturas de revenido. Fonte: SERRÃO, 2014. ............................................. 21
Figura 2.4 - Ligação entre temperatura e deformação nas tensões residuais. Fonte:
BHADESHIA, 2002 – modificado. ....................................................................................... 23
Figura 2.5 -Combinação de tensões residuais e aplicadas devido ao carregamento externo.
Fonte: CINDRA FONSECA, 2000. ...................................................................................... 24
Figura 2.6 - Princípio da medição por difração de raios X. Fonte: FITZPARTRICK et al.,
2005 - modificado. ................................................................................................................ 26
Figura 2.7 - Variação das distâncias interplanares de um material tensionado. (Fonte: LU
1996 – modificado). .............................................................................................................. 28
Figura 2.8 - Sistema de coordenadas polares. Fonte: CINDRA FONSECA, 2000. ............ 30
Figura 2.9 - Relação 2θ x sen². Fonte: CINDRA FONSECA, 2000. ................................. 33
Figura 2.10 - Representação esquemática das zonas de deformações e da geração e
transferência de calor durante processo de torneamento. Fonte: ABUKHSHIM et al., 2006
– modificado. ........................................................................................................................ 37
Figura 2.11 - Fluxograma das etapas do torneamento convencional e hard turning –
modificado. Fonte: LIEW et al. 2017. .................................................................................. 39
Figura 2.12 - Variação do acabamento superficial com a velocidade de corte e avanço.
Fonte: SURESH et al., 2012 - modificado............................................................................ 41
xi
Figura 2.13 - Variação do acabamento superficial com o avanço e a velocidade de corte.
Fonte: ALOK & DAS, 2019 – modificado. ........................................................................... 42
Figura 2.14 – Rugosidade média em função do avanço e da profundidade de corte em
amostras usinadas com ferramenta de metal duro (a) convencional e (b) wiper pelo
processo de hard turning. Fonte: ELBAH et al., 2013. ........................................................ 43
Figura 2.15 - Mecanismo de geração de tensões residuais na usinagem. Fonte:
GRIFFITHS (2001) – modificado. ....................................................................................... 48
Figura 2.16 - Tensões residuais superficiais e subsuperficiais no processo de hard turning
e retificação – Fonte: GUO et al., 2004. .............................................................................. 49
Figura 2.17 - Simplificação do modelo de corte ortogonal. Fonte: GROOVER, 2014 –
modificado. ........................................................................................................................... 51
Figura 2.18 - Forças atuantes durante o processo de corte. Fonte: GROOVER, 2014 -
modificado. ........................................................................................................................... 52
Figura 2.19 - Diagrama de forças. Fonte: GROOVER, 2014 - modificado. ....................... 53
Figura 2.20 - Forças de corte no modelo ortogonal e no torneamento. Fonte: GROOVER,
2014 - modificado. ................................................................................................................ 54
Figura 2.21 – Modelo de forças tridimensionais no torneamento. Fonte: GROOVER,
2014). .................................................................................................................................... 55
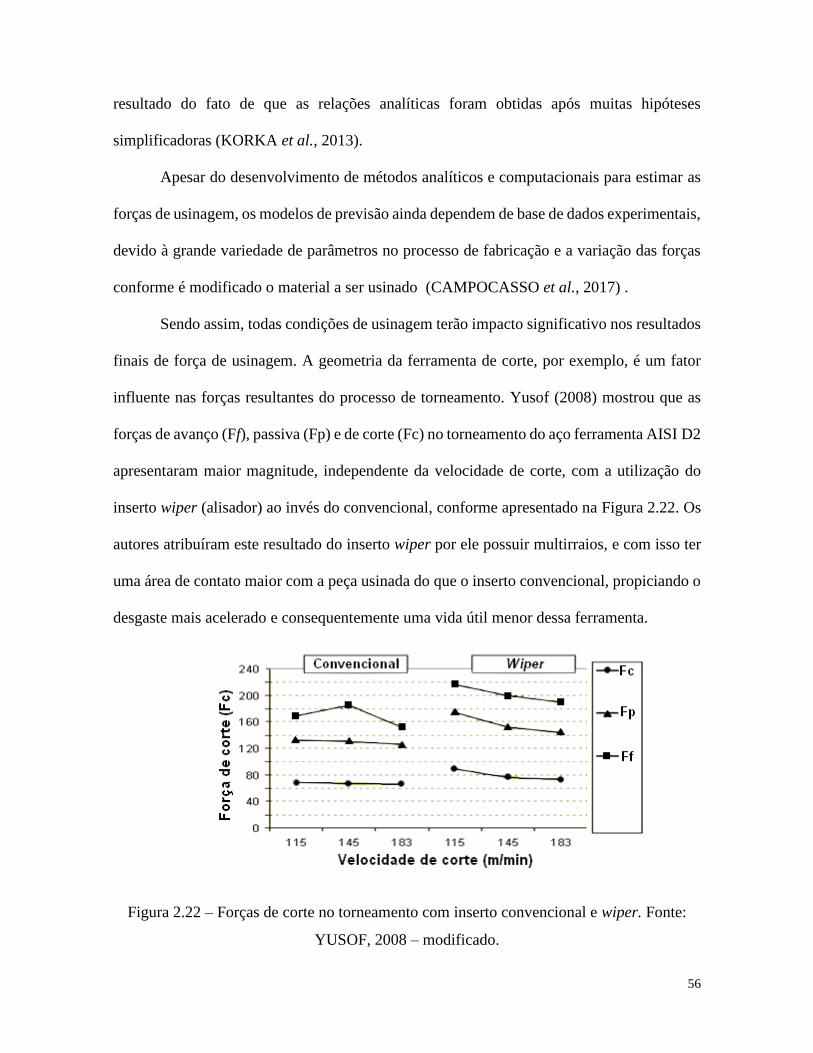
Figura 2.22 - Forças de corte no torneamento com inserto convencional e wiper. Fonte:
YUSOF, 2008 – modificado. ................................................................................................. 56
Figura 2.23 - Forças de corte com relação ao avanço e modo de aplicação de fluido de
corte Fonte: JEROLD & KUMAR, 2011 - modificado. ....................................................... 57
Figura 2.24 - Influência do tipo de fluido de corte na rugosidade média. Fonte: Ávila &
Abrão, 2001 - modificado. .................................................................................................... 64

xii
Figura 2.25 - Desgaste do flanco na usinagem a seco e MQL. Fonte: DAS et al., 2018 -
modificado. ........................................................................................................................... 62
Figura 2.26 - Ângulos da ferramenta de corte em um processo de torneamento. ............... 67
Figura 2.27 - Geometria das ferramentas convencional e wiper e rugosidade final da
amostra torneada. Fonte: do autor. ..................................................................................... 69
Figura 2.28 - Rugosidade média na usinagem com inserto convencional e wiper. ............. 70
Figura 2.29 - Composição de uma ferramenta de metal duro. Fonte: SANDVIK , 2016 –
modificado. ........................................................................................................................... 72
Figura 2.30 - Comparação do desgaste em ferramentas com e sem recobrimento. ............ 73
Figura 2.31- Representação dos domínios magnéticos........................................................ 76
Figura 2.32 - Curva de magnetização inicial. Fonte: MORGAN, 2013 - modificado. ........ 77
Figura 2.33 - Formação do laço de histerese. Fonte: MORGAN, 2013 - modificado. ....... 78
Figura 2.34 - Ruído magnético Barkhausen na curva de histerese magnética. Fonte:
TRILLON et al., 2012 - modificado. .................................................................................... 79
Figura 2.35 - Dispositivo para leitura do RMB. Fonte: MORGAN, 2013, modificado. ...... 80
Figura 3.1 - Fluxograma dos experimentos. ........................................................................ 83
Figura 3.2 - Dimensões principais das amostras pré-usinadas (mm). ................................ 84
Figura 3.3 - Montagem das amostras no torno com sistemas de lubrificação: (a) jorro e (b)
MQL. ..................................................................................................................................... 86
Figura 3.4 - Sistema de aquisição das forças de usinagem. (a) dinamômetro;
b) amplificador de sinais; (c) placa de aquisição. ............................................................... 88
Figura 3.5 - Representação das forças de corte durante o torneamento. ............................ 89
Figura 3.6 – Medição da rugosidade média e total da amostra. ......................................... 90
Figura 3.7 - Analisador de tensões XStress3000. ................................................................ 91
xiii
Figura 3.8 – Locais e direções de medição das tensões residuais nas amostras. ............... 91
Figura 3.9 - Analisador de RMB Rollscan 200-1. ................................................................ 92
Figura 4.1- Tensões residuais no torneamento convencional. ............................................. 97
Figura 4.2 - Tensões residuais no hard turning. .................................................................. 98
Figura 4.3 - Efeitos isolados nas tensões residuais longitudinais: a) Tensões residuais
longitudinais vs. Inserto b) Tensões residuais longitudinais vs. Fluido de corte c) Tensões
residuais longitudinais vs. Torneamento. ........................................................................... 102
Figura 4.4 - Efeitos combinados nas tensões residuais longitudinais. .............................. 103
Figura 4.5 - Efeitos isolados nas tensões residuais tangenciais: a) Tensões residuais
tangenciais vs. Inserto b) Tensões residuais tangenciais vs. Fluido de corte c) Tensões
residuais tangenciais vs. Torneamento. ............................................................................. 104
Figura 4.6 - Efeitos combinados nas tensões residuais tangenciais. ................................. 106
Figura 4.7 - Rugosidade média considerando os fatores do inserto, fluido de corte e tipo de
torneamento. ....................................................................................................................... 107
Figura 4.8 - Rugosidade total considerando os fatores do inserto, fluido de corte e tipo de
torneamento. ....................................................................................................................... 108
Figura 4.9 - Efeitos isolados na rugosidade média: a) Rugosidade média vs. Inserto b)
Rugosidade média vs. Fluido de corte c) Rugosidade média vs. Torneamento. ................ 112
Figura 4.10 – Efeitos isolados na rugosidade total: a) Rugosidade total vs. Inserto b)
Rugosidade total vs. Fluido de corte c) Rugosidade total vs. Torneamento. ..................... 114
Figura 4.11 - Monitoramento das forças de corte na amostra usinada com torneamento
convencional, MQL e inserto wiper. .................................................................................. 115
Figura 4.12 - Forças de usinagem no torneamento convencional. .................................... 116
Figura 4.13 - Forças de usinagem no hard turning. .......................................................... 116
xiv
Figura 4.14 - Forças de usinagem no torneamento convencional e hard turning. ............ 117
Figura 4.15 - Forças de usinagem vs rugosidade. ............................................................. 118
Figura 4.16 - Forças de usinagem vs Tensões residuais. .................................................. 119
Figura 4.17 - RMBRMS longitudinal. ................................................................................... 120
Figura 4.18 - RMBRMS tangencial. ..................................................................................... 120
Figura 4.19 - RMB longitudinal vs. Tensões residuais longitudinais. ............................... 121
Figura 4.20 - RMB tangencial vs. Tensões residuais tangenciais. .................................... 122
xv
Lista de Tabelas
Tabela 2.1 - Composição química do aço AISI 4340 (% em peso). ..................................... 18
Tabela 2.2 - Propriedades mecânicas de um aço AIS 4340 (temperado em óleo a 845 °C) 20
Tabela 2.3 - Métodos de medição das tensões residuais. ..................................................... 25
Tabela 3.1 - Propriedades mecânicas do aço AISI 4340. .................................................... 82
Tabela 3.2 - Composição química do aço AISI 4340 (% em peso). ..................................... 83
Tabela 3.3 - Parâmetros utilizados na usinagem das amostras. .......................................... 87
Tabela 3.4 - Avaliação dos testes estatísticos e hipóteses nulas. ......................................... 94
Tabela 4.1 – Resultados das tensões residuais longitudinais. ............................................. 96
Tabela 4.2 - Resultado das tensões residuais tangenciais. .................................................. 97
Tabela 4.3 - Teste de normalidade dos resíduos e homoscedasticidade para as tensões
residuais longitudinais. ........................................................................................................ 99
Tabela 4.4 - Teste de normalidade dos resíduos e homoscedasticidade para as tensões
residuais tangenciais. ........................................................................................................... 99
Tabela 4.5 - ANOVA para as tensões residuais longitudinais. .......................................... 100
Tabela 4.6 - ANOVA para as tensões residuais tangenciais. ............................................. 100
Tabela 4.7 - Rugosidade média e total das amostras. ........................................................ 107
Tabela 4.8 - Teste de normalidade dos resíduos e homoscedasticidade para a rugosidade
média. ................................................................................................................................. 109
Tabela 4.9 - Teste de normalidade dos resíduos e homoscedasticidade para a rugosidade
total. .................................................................................................................................... 109
Tabela 4.10 - ANOVA para a rugosidade média................................................................ 110
Tabela 4.11 - ANOVA para a rugosidade total. ................................................................. 111
xvi
Lista de Símbolos
Bs Campo Magnético induzido de Saturação
𝑑 Distância interplanar
𝑑0 Distância interplanar em um material livre de tensão
E Módulo de elasticidade
f Avanço
Fc Força de corte
Ff Força de avanço
Fn Força normal ao cisalhamento
Fp Força passiva de corte
Fs Força de cisalhamento
Ft Força de impulso
𝐹𝑅 Força resultante de corte
Fu Força de usinagem
Fµ Força de atrito
H Campo magnético
l0 Extensão característica
m Coeficiente angular da reta obtida por regressão linear
n Ordem de difração
TRM Taxa de remoção de cavaco ou material
R Força resultante entre a força de atrito e força normal de atrito
𝑅𝑎 Rugosidade média
𝑅𝑡 Rugosidade total
xvii
𝑟𝜀 Raio da ponta da ferramenta
Vc Velocidade de corte
Vi Valor da voltagem medida em um determinado instante
Vm Valor médio do sinal
Vf Velocidade de avanço
β Ângulo de atrito
γ Ângulo de saída
Δ𝑑 Variação de distância interplanar
𝜀 Deformação
𝜀1, 𝜀2, 𝜀3 Deformações principais
𝜃 Ângulo de interferência construtiva
𝜆 Comprimento de onda
𝜈 Coeficiente de Poisson
𝜎1, 𝜎2, 𝜎3 Tensões principais
𝜎𝐴 Tensão Aplicada
𝜎𝐿 Tensão Residual Longitudinal
𝜎𝑅 Tensão Residual
𝜎𝑇 Tensão Residual Tangencial
𝜑 Ângulo polar
𝜓 Ângulo azimutal
13
Capítulo 1
Introdução
O AISI 4340 é um aço de ultra-alta resistência, com médio teor de carbono e tratável
termicamente, muito utilizado para aplicações estruturais, componentes usinados, peças do
setor automobilístico, vasos de pressão em instalações nucleares e em aplicações
aeroespaciais, como em trem de pouso de aviões. O vasto campo de aplicação deste aço se
deve à sua alta tenacidade e elevada resistência mecânica e à fadiga (BHATTACHARYA et
al., 2011; KARIMBAEV et al. 2020) Entretanto, entender as propriedades mecânicas dos
materiais durante diferentes condições de carregamento é de grande importância para
diversas aplicações na engenharia. Para a classificação de aços de alta resistência é
importante perceber que essa definição depende de como esses aços são utilizados. Esses
usos atingem um diverso número de categorias, onde diferentes propriedades são requeridas.
Em virtude dessa aplicação, é necessário o estudo dos processos de fabricação e dos
tratamentos térmicos para a produção desses aços (KUMAR et al., 2017)
14
Para os componentes usinados, a integridade superficial afeta a vida em serviço e a
estabilidade dimensional, por isso, é extremamente importante o controle do estado
superficial final do produto fabricado. Os fatores que caracterizam a integridade de uma peça
usinada são as tensões residuais, rugosidade, dureza e microestrutura do material (NAVAS
et al., 2012)
Na usinagem, as tensões residuais são introduzidas principalmente pela deformação
plástica e pela geração de calor produzida na interação entre a ferramenta de corte e a peça
usinada. Assim sendo, os efeitos térmicos são aliados às grandes taxas de deformação plástica
gerando complexos campos de tensão, dependentes e interdependentes dos parâmetros
usados nos diferentes processos (LIANG & SU, 2007).
A tensões residuais trativas na superfície do material são indesejáveis, pois são a
principal causa de falha por fadiga e de corrosão sob tensão. Entretanto, tensões residuais de
compressão nas camadas superficiais são geralmente benéficas e desejáveis, pois retardam a
nucleação e propagação de trincas, e a corrosão sob tensão (VAARA et al., 2020; KANDIL
et al., 2001).
Atualmente, existem diversas técnicas de medição de tensões residuais e entre as
técnicas não destrutivas, uma das mais bem estabelecidas é a difração de raios-X (CINDRA
FONSECA, et al.,2017). Entretanto, técnicas como o ruído magnético Barkhausen (RMB),
utilizado para caracterização de materiais, tem sido utilizado para medição indireta de tensões
residuais em materiais ferromagnéticos (GRIJALBA & PADOVESI, 2018).
Na usinagem, os fluidos de corte também possuem função importante, atuando no
resfriamento da área de corte, lubrificação e arraste do cavaco. Entretanto, o uso dos fluidos
da forma convencional, conhecida como abundância ou jorro, representa um custo
significativo nas operações de usinagem, além de caracterizarem um problema ambiental e
15
de saúde, devido aos desafios no manejo e descarte. Dessa forma, o uso da técnica de Mínima
Quantidade de Lubrificação (MQL), representa uma alternativa à forma convencional, mas
que ainda não há consenso na comunidade científica, pois apesar dos aparentes ganhos com
relação à segurança do operador, ao meio ambiente, aos custos de usinagem e à vida da
ferramenta de corte, não há consenso com relação à influência desta técnica nas tensões
residuais e nas propriedades finais do material usinado (DAS et al., 2018).
Além das tensões residuais, a rugosidade tem um efeito significativo na vida em
fadiga e em outras propriedades superficiais de uma peça. Em muitos casos, a rugosidade
final é um dos principais critérios de aceitação de um produto usinado, sendo altamente
influenciada pela variação do avanço na usinagem (DAS et al., 2013;HASSANPOUR et al.,
2016). Dessa forma, se busca o desenvolvimento de novos modelos de ferramentas que
possibilitem um melhor acabamento superficial nos componentes usinados. Nos processos
de torneamento, os insertos wiper possibilitam a usinagem de peças com maiores avanços
sem perder a capacidade de gerar uma boa qualidade superficial, garantindo, desta forma,
uma maior produtividade sem comprometer a qualidade final da superfície usinada
(D’ADDONA & RAYKAR, 2016).
A principal diferença dos insertos convencionais para os wipers é a geometria da
ponta da ferramenta. Os insertos convencionais apresentam somente um raio na ponta da
ferramenta, enquanto os insertos wiper possuem uma geometria de multirraios possibilitando
a obtenção de melhor qualidade da superfície usinada devido ao acabamento dado às
irregularidades que seriam deixadas na utilização do inserto convencional (CORREIA &
DAVIM, 2011).
A utilização de diferentes insertos, bem como os fluidos de corte e a escolha dos
parâmetros de usinagem, vão resultar em diferentes níveis de forças de corte, oriundas do
16
contato entre a peça e a ferramenta de corte. Desta forma, a medição das forças de corte é
uma técnica promissora no monitoramento do processo de corte.(KORKA et al., 2013).
O presente trabalho tem como objetivo contribuir para a compreensão da influência
dos diferentes tipos de aplicação dos fluidos de corte, da utilização de insertos convencional
e wiper e do torneamento convencional e hard turning do aço AISI 4340, nas tensões
residuais, no acabamento superficial, nas forças de usinagem e no Ruído Magnético
Barkhausen.
17
Capítulo 2
2 Revisão Bibliográfica
AÇO AISI 4340
O aço AISI 4340 é largamente utilizado em diversos setores industriais, devido à
combinação da boa tenacidade e excelente resistência mecânica. Além disso, apresenta boa
resistência mecânica e à fadiga em altas temperaturas. Devido a presença de Níquel (Ni),
Cromo (Cr) e Molibdênio (Mo), o aço AISI 4340 possui propriedades que permitem a sua
utilização em componentes da indústria metalmecânica em geral, na indústria
automobilística, em aplicações estruturais para componentes da indústria aeroespacial, como
trens de pouso de aeronaves e até em submarinos (ANAZAWA et al., 2014;
BHATTACHARYA et al., 2011). O níquel confere elevada ductilidade e tenacidade ao aço,
mesmo com aumento da dureza e resistência do material. O cromo é responsável por
melhorar a temperabilidade, enquanto o molibdênio, além de aumentar a temperabilidade,
possibilita melhoria da resistência em elevadas temperaturas (GANDY, 2007).
18
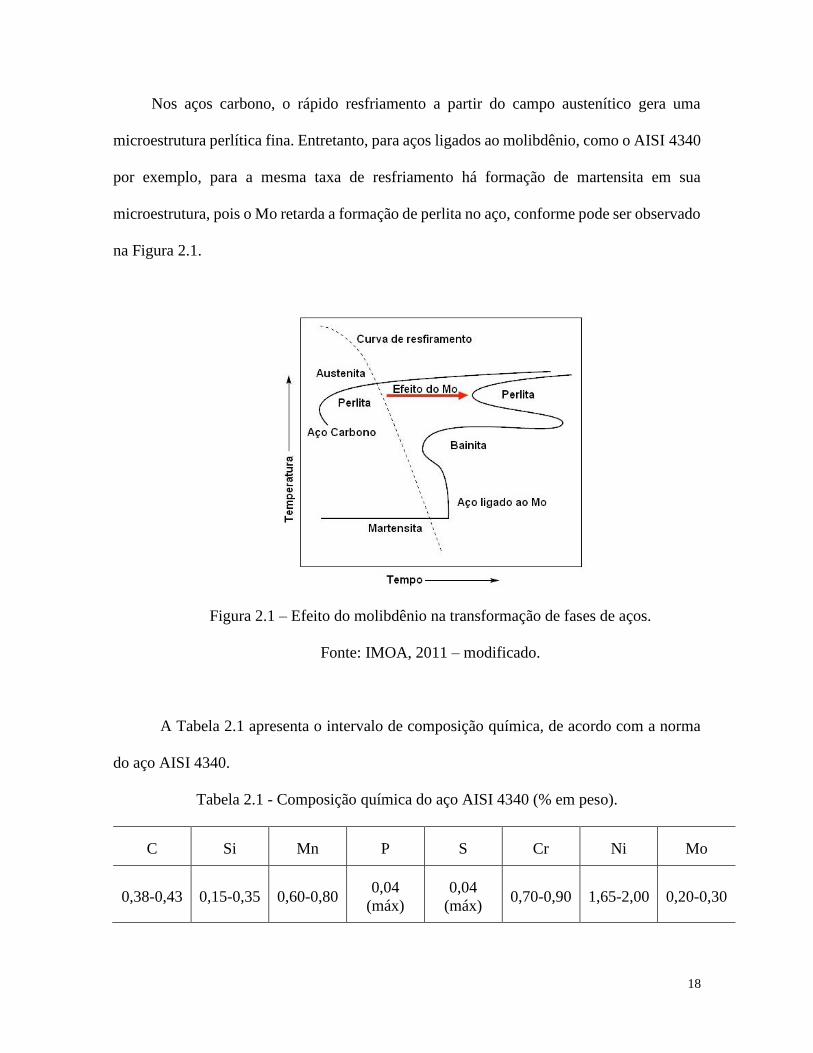
Nos aços carbono, o rápido resfriamento a partir do campo austenítico gera uma
microestrutura perlítica fina. Entretanto, para aços ligados ao molibdênio, como o AISI 4340
por exemplo, para a mesma taxa de resfriamento há formação de martensita em sua
microestrutura, pois o Mo retarda a formação de perlita no aço, conforme pode ser observado
na Figura 2.1.
Figura 2.1 – Efeito do molibdênio na transformação de fases de aços.
Fonte: IMOA, 2011 – modificado.
A Tabela 2.1 apresenta o intervalo de composição química, de acordo com a norma
do aço AISI 4340.
Tabela 2.1 - Composição química do aço AISI 4340 (% em peso).
C Si Mn P S Cr Ni Mo
0,38-0,43 0,15-0,35 0,60-0,80 0,04
(máx)
0,04
(máx) 0,70-0,90 1,65-2,00 0,20-0,30
19
A composição química do AISI 4340 tem sido usada como um modelo de
desenvolvimento para aços com alta resistência requerida. De acordo com a necessidade,
mais níquel e molibdênio podem ser adicionados para aumentar a temperabilidade do aço e
incrementar as suas propriedades mecânicas (IMOA, 2011).
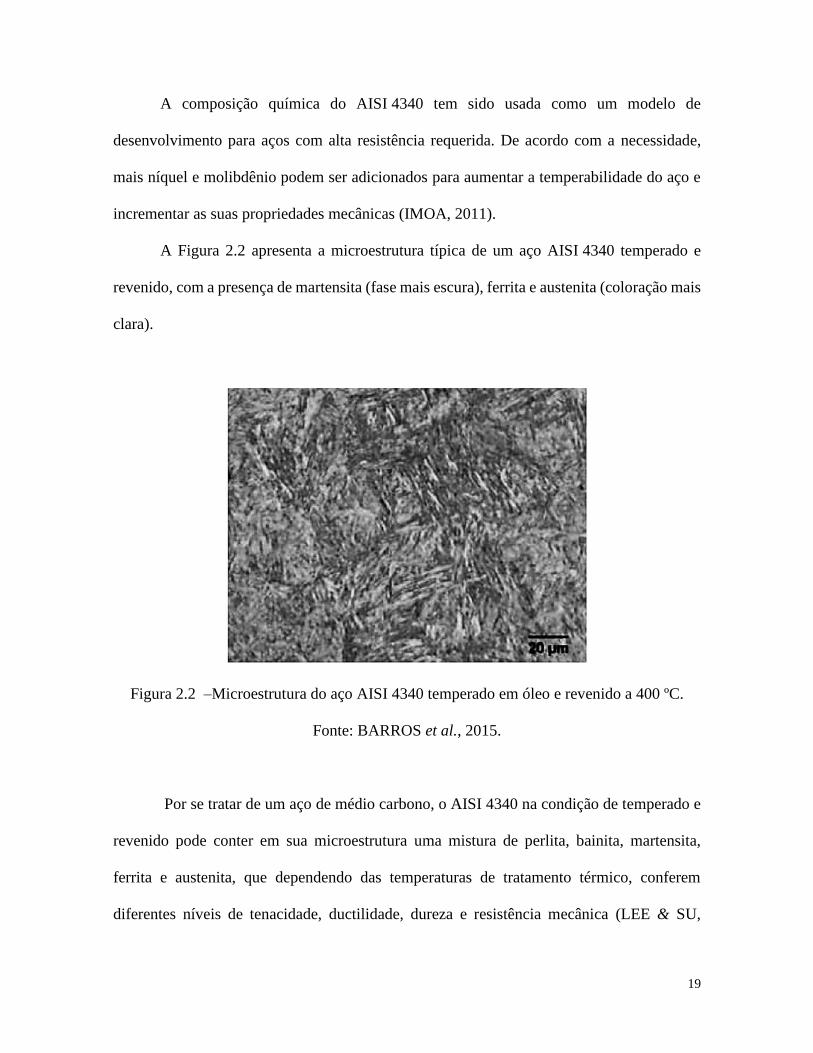
A Figura 2.2 apresenta a microestrutura típica de um aço AISI 4340 temperado e
revenido, com a presença de martensita (fase mais escura), ferrita e austenita (coloração mais
clara).
Figura 2.2 –Microestrutura do aço AISI 4340 temperado em óleo e revenido a 400 ºC.
Fonte: BARROS et al., 2015.
Por se tratar de um aço de médio carbono, o AISI 4340 na condição de temperado e
revenido pode conter em sua microestrutura uma mistura de perlita, bainita, martensita,
ferrita e austenita, que dependendo das temperaturas de tratamento térmico, conferem
diferentes níveis de tenacidade, ductilidade, dureza e resistência mecânica (LEE & SU,
20
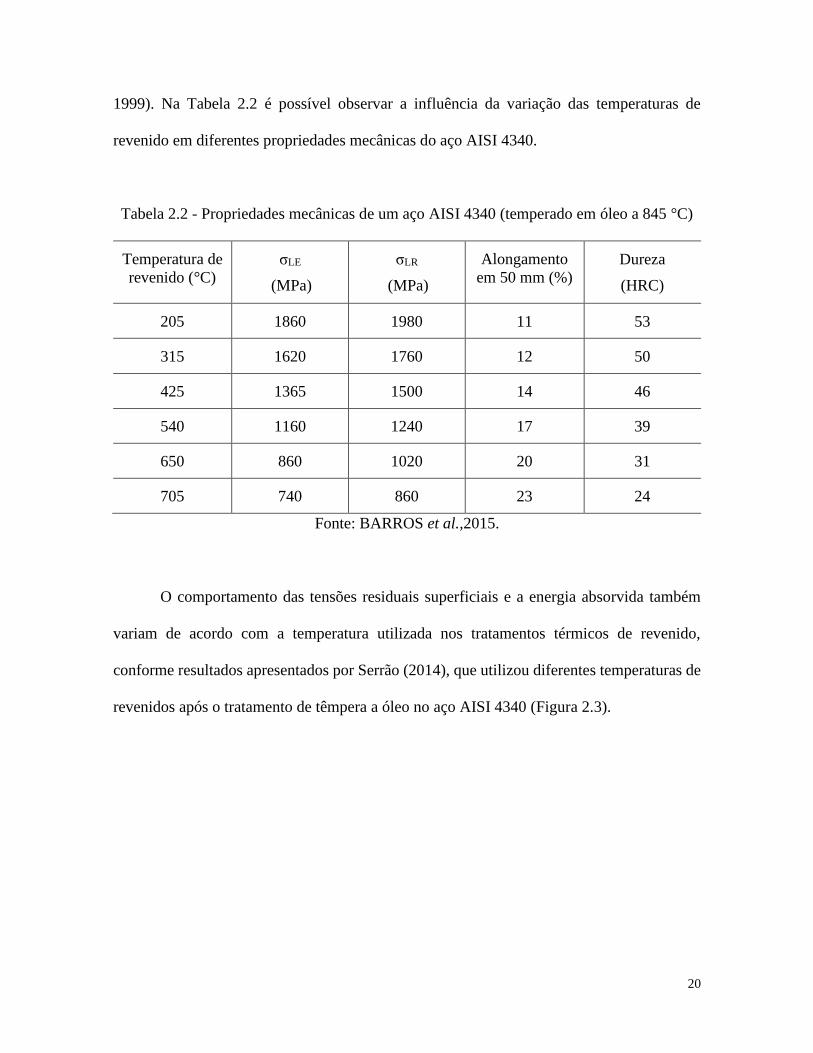
1999). Na Tabela 2.2 é possível observar a influência da variação das temperaturas de
revenido em diferentes propriedades mecânicas do aço AISI 4340.
Tabela 2.2 - Propriedades mecânicas de um aço AISI 4340 (temperado em óleo a 845 °C)
Temperatura de
revenido (°C)
σLE
(MPa)
σLR
(MPa)
Alongamento
em 50 mm (%)
Dureza
(HRC)
205 1860 1980 11 53
315 1620 1760 12 50
425 1365 1500 14 46
540 1160 1240 17 39
650 860 1020 20 31
705 740 860 23 24
Fonte: BARROS et al.,2015.
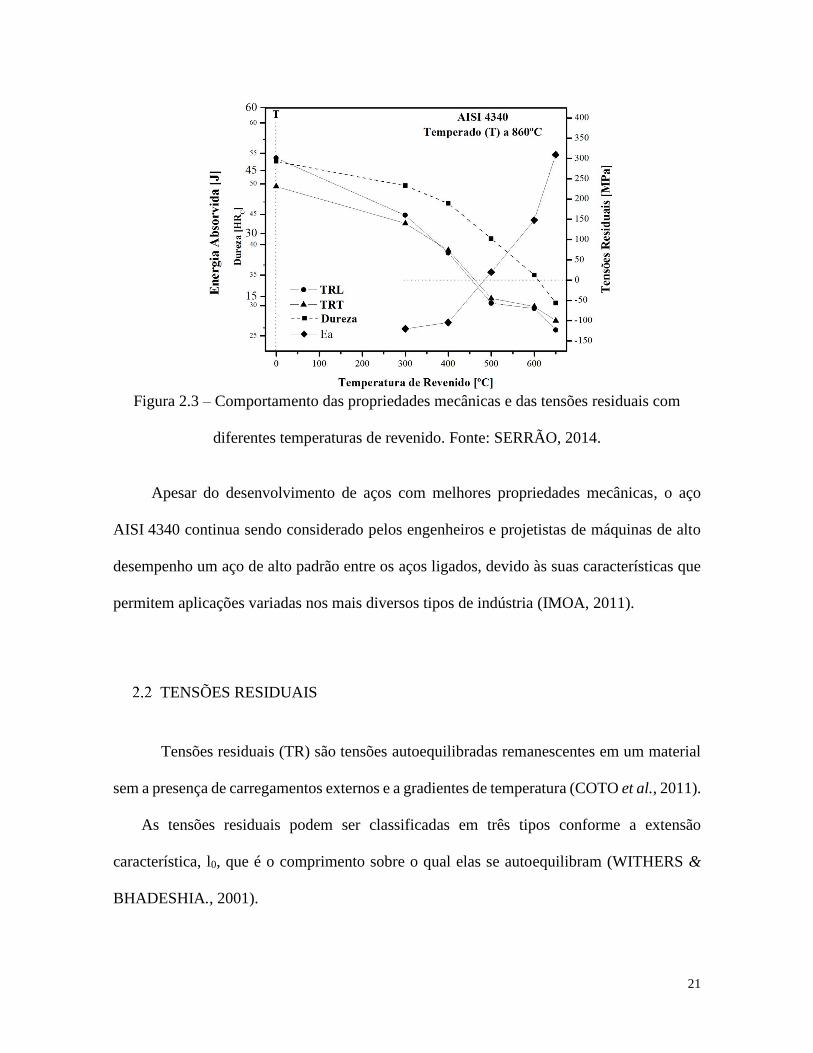
O comportamento das tensões residuais superficiais e a energia absorvida também
variam de acordo com a temperatura utilizada nos tratamentos térmicos de revenido,
conforme resultados apresentados por Serrão (2014), que utilizou diferentes temperaturas de
revenidos após o tratamento de têmpera a óleo no aço AISI 4340 (Figura 2.3).
21
Figura 2.3 – Comportamento das propriedades mecânicas e das tensões residuais com
diferentes temperaturas de revenido. Fonte: SERRÃO, 2014.
Apesar do desenvolvimento de aços com melhores propriedades mecânicas, o aço
AISI 4340 continua sendo considerado pelos engenheiros e projetistas de máquinas de alto
desempenho um aço de alto padrão entre os aços ligados, devido às suas características que
permitem aplicações variadas nos mais diversos tipos de indústria (IMOA, 2011).
TENSÕES RESIDUAIS
Tensões residuais (TR) são tensões autoequilibradas remanescentes em um material
sem a presença de carregamentos externos e a gradientes de temperatura (COTO et al., 2011).
As tensões residuais podem ser classificadas em três tipos conforme a extensão
característica, l0, que é o comprimento sobre o qual elas se autoequilibram (WITHERS &
BHADESHIA., 2001).
22
•Tensões residuais macroscópicas (Tipo I): Estendem-se ao longo do componente numa
considerável escala do material (l0,I ≅ porção do componente) e são autoequilibradas em
relação ao material como um todo.
•Tensões residuais microscópicas (Tipo II): Distribuem-se homogeneamente em uma
escala de comprimento proporcional à escala microestrutural (l0,II ≅ em escala de alguns
grãos) e são autoequilibradas em um conjunto restrito de grãos (JIANG et al., 2013).
•Tensões residuais submicroscópicas (Tipo III): Distribuem-se entre distâncias atômicas
no interior de grãos (l0,III < tamanho do grão) e são equilibradas em conjunto de células
unitárias, como resultado da presença de defeitos cristalinos.
As tensões residuais do tipo II e III, consideradas micro e submicrotensões, não podem
ser evitadas em materiais policristalinos, e são mais importantes para o comportamento
microestrutural. As tensões residuais do tipo I são fundamentais para projetos mecânicos e
estruturais.
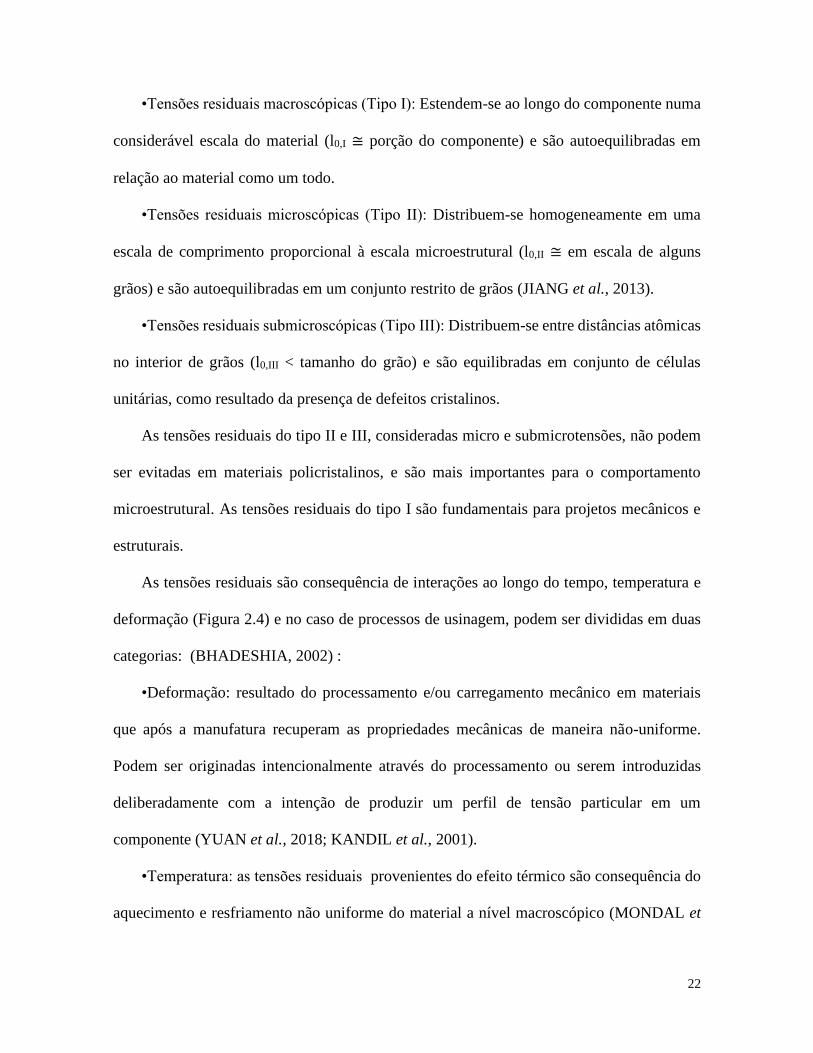
As tensões residuais são consequência de interações ao longo do tempo, temperatura e
deformação (Figura 2.4) e no caso de processos de usinagem, podem ser divididas em duas
categorias: (BHADESHIA, 2002) :
•Deformação: resultado do processamento e/ou carregamento mecânico em materiais
que após a manufatura recuperam as propriedades mecânicas de maneira não-uniforme.
Podem ser originadas intencionalmente através do processamento ou serem introduzidas
deliberadamente com a intenção de produzir um perfil de tensão particular em um
componente (YUAN et al., 2018; KANDIL et al., 2001).
•Temperatura: as tensões residuais provenientes do efeito térmico são consequência do
aquecimento e resfriamento não uniforme do material a nível macroscópico (MONDAL et
23
al., 2015). A nível microscópico, as tensões residuais desenvolvem-se em virtude da
diferença de coeficiente de expansão térmica entre as fases ou microconstituintes.
Figura 2.4 – Ligação entre temperatura e deformação nas tensões residuais. Fonte:
BHADESHIA, 2002 – modificado.
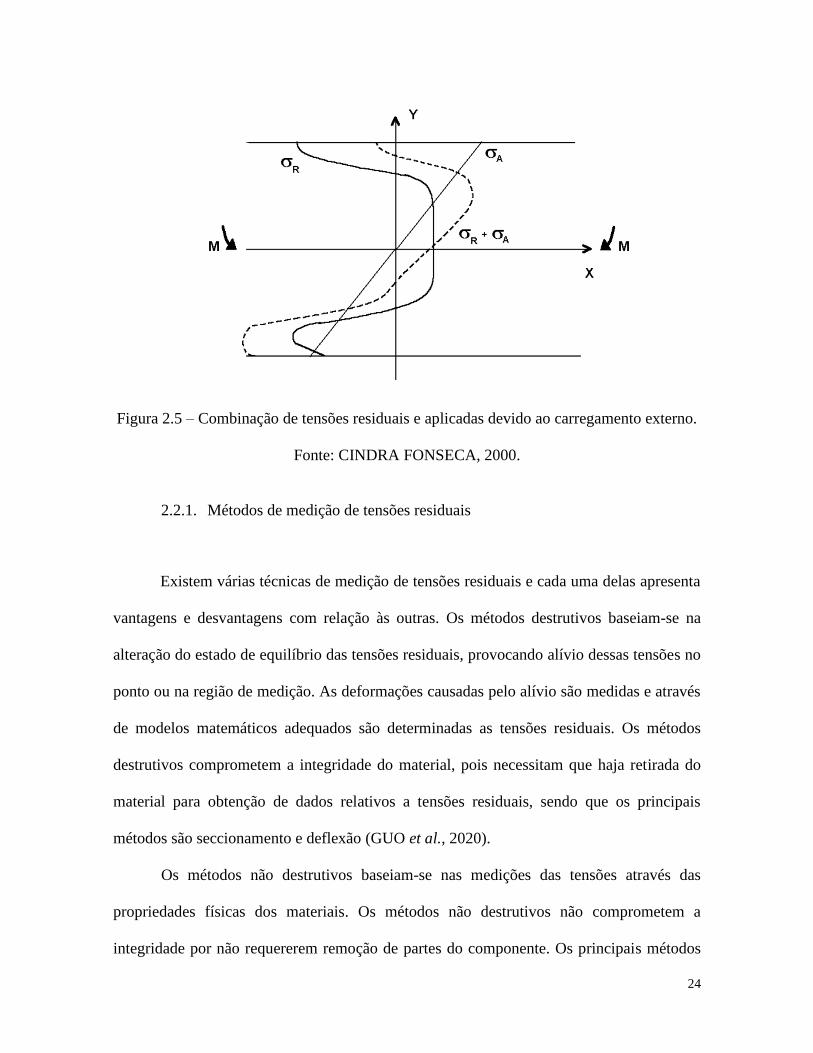
O conhecimento das tensões residuais existentes em um determinado componente é
de extrema importância, pois elas podem ter grande influência em sua vida útil,
principalmente quando submetidos a carregamentos cíclicos. As tensões residuais
σR somam-se algebricamente com as tensões aplicadas σA no regime elástico, conforme
observado na Figura 2.5, influenciando substancialmente nas características físicas e
mecânicas do material, podendo causar a ruptura prematura e inesperada do componente
(CINDRA FONSECA, 2000). Assim, tensões residuais trativas na superfície do material são
indesejáveis, pois são a principal causa de falha por fadiga e de corrosão sob tensão.
Entretanto, tensões residuais de compressão nas camadas superficiais são geralmente
benéficas e desejáveis, pois retardam a nucleação e propagação de trincas, e a corrosão sob
tensão (VAARA et al., 2020; KANDIL et al., 2001).
24
Figura 2.5 – Combinação de tensões residuais e aplicadas devido ao carregamento externo.
Fonte: CINDRA FONSECA, 2000.
2.2.1. Métodos de medição de tensões residuais
Existem várias técnicas de medição de tensões residuais e cada uma delas apresenta
vantagens e desvantagens com relação às outras. Os métodos destrutivos baseiam-se na
alteração do estado de equilíbrio das tensões residuais, provocando alívio dessas tensões no
ponto ou na região de medição. As deformações causadas pelo alívio são medidas e através
de modelos matemáticos adequados são determinadas as tensões residuais. Os métodos
destrutivos comprometem a integridade do material, pois necessitam que haja retirada do
material para obtenção de dados relativos a tensões residuais, sendo que os principais
métodos são seccionamento e deflexão (GUO et al., 2020).
Os métodos não destrutivos baseiam-se nas medições das tensões através das
propriedades físicas dos materiais. Os métodos não destrutivos não comprometem a
integridade por não requererem remoção de partes do componente. Os principais métodos
25
são difração de raios-X, difração de nêutrons, ultrassom e magnético (CINDRA FONSECA
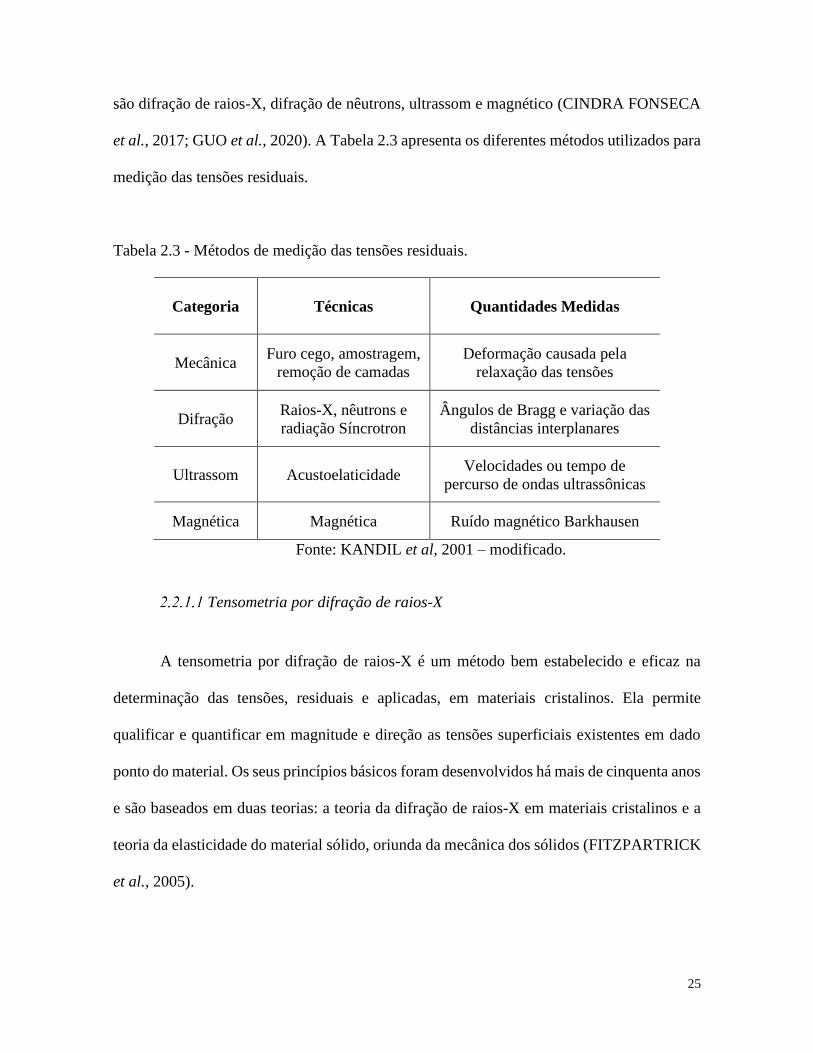
et al., 2017; GUO et al., 2020). A Tabela 2.3 apresenta os diferentes métodos utilizados para
medição das tensões residuais.
Tabela 2.3 - Métodos de medição das tensões residuais.
Categoria Técnicas Quantidades Medidas
Mecânica Furo cego, amostragem,
remoção de camadas
Deformação causada pela
relaxação das tensões
Difração Raios-X, nêutrons e
radiação Síncrotron
Ângulos de Bragg e variação das
distâncias interplanares
Ultrassom Acustoelaticidade Velocidades ou tempo de
percurso de ondas ultrassônicas
Magnética Magnética Ruído magnético Barkhausen
Fonte: KANDIL et al, 2001 – modificado.
Tensometria por difração de raios-X
A tensometria por difração de raios-X é um método bem estabelecido e eficaz na
determinação das tensões, residuais e aplicadas, em materiais cristalinos. Ela permite
qualificar e quantificar em magnitude e direção as tensões superficiais existentes em dado
ponto do material. Os seus princípios básicos foram desenvolvidos há mais de cinquenta anos
e são baseados em duas teorias: a teoria da difração de raios-X em materiais cristalinos e a
teoria da elasticidade do material sólido, oriunda da mecânica dos sólidos (FITZPARTRICK
et al., 2005).
26
A teoria da difração de raios-X tem como princípio a medição do espaçamento entre
os planos cristalinos do material pelo uso de feixes estreitos de raios-X. A incidência de um
feixe de raios-X, monocromático, com comprimento de onda 𝜆 na superfície de um material
provoca o espalhamento (difração) deste feixe pelos seus átomos. Um feixe difratado pode
ser definido como um feixe composto de um grande número de raios espalhados reforçando-
se mutuamente (CINDRA FONSECA et al., 2017).
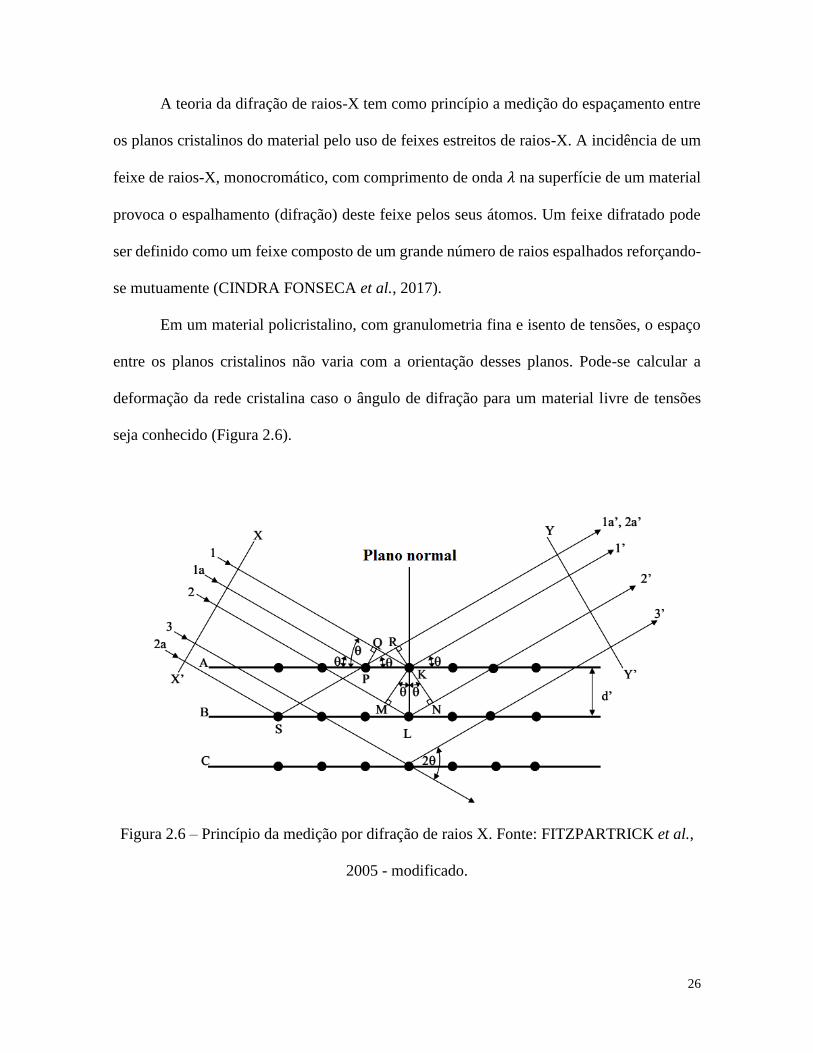
Em um material policristalino, com granulometria fina e isento de tensões, o espaço
entre os planos cristalinos não varia com a orientação desses planos. Pode-se calcular a
deformação da rede cristalina caso o ângulo de difração para um material livre de tensões
seja conhecido (Figura 2.6).
Figura 2.6 – Princípio da medição por difração de raios X. Fonte: FITZPARTRICK et al.,
2005 - modificado.
27
Um feixe paralelo de raios-X de comprimento 𝜆 incide na superfície do material
segundo um ângulo θ. O ângulo do feixe difratado terá o mesmo valor 𝜃 do ângulo de
incidência, caso a lei de Bragg seja satisfeita. Conforme a Figura 2.6, os feixes 1 e 1a incidem
nos átomos K e P no primeiro plano de átomos e são espalhados em todas as direções. Apenas
os feixes 1’ e 1a’ são espalhados em fase, e, portanto, em interferência construtiva. A
interferência construtiva é observada pois a diferença nos comprimentos das trajetórias entre
as frentes de ondas XX’ e YY’ é nula, conforme a Equação 2.1 (FITZPARTRICK et al.,
2005).
𝑄𝐾 − 𝑃𝑅 = 𝑃𝐾 cos 𝜃 − 𝑃𝐾 cos 𝜃 = 0 (2.1)
Quaisquer raios espalhados por outros átomos no plano que são paralelos a 1’ estarão
também em fase, aumentando a intensidade do feixe difratado. Considerando a condição para
a interferência construtiva dos raios espalhados por átomos em planos diferentes, os raios 1
e 2 são espalhados pelos átomos K e L. A diferença das trajetórias para os raios 1K1’ e 2L2’
pode ser expressa pela Equação 2.2 (FITZPARTRICK et al., 2005):
𝑀𝐿 + 𝐿𝑁 = 𝑑 𝑠𝑒𝑛 𝜃 + 𝑑 𝑠𝑒𝑛 𝜃 (2.2)
A Equação 2.2 define a diferença entre as trajetórias para reforçar os raios dispersos
dos átomos S e P nas direções mostradas na Figura 2.6, já que na direção não há diferença
nas trajetórias entre os raios espalhados pelos átomos S e L ou P e K. Os raios espalhados 1’
e 2’ estarão em fase apenas se a diferença das trajetórias for igual a um número inteiro n,

28
denominado ordem de difração, segundo demonstrado na Equação 2.3, denominada Lei de
Bragg (FITZPARTRICK et al., 2005).
𝑛𝜆 = 2𝑑 𝑠𝑒𝑛 𝜃 (2.3)
Sendo d a distância entre os planos e 𝜃 o ângulo de interferência construtiva, ou
ângulo de Bragg.
Caso o comprimento de onda do feixe incidente de raios-X seja constante, a alteração
da distância entre os planos pela aplicação de uma tensão resultará em uma modificação no
ângulo de difração (Figura 2.7).
Figura 2.7 – Variação das distâncias interplanares de um material tensionado. (Fonte: LU
1996 – modificado).
A deformação cristalográfica causada pela tensão aplicada pode ser expressa pela
Equação 2.4, em que, 𝑑0é a distância interplanar de uma amostra livre de tensão e 𝑑 é a
distância interplanar do material sob tensão (FITZPARTRICK et al., 2005).

29
𝜀 =𝛥𝑑
𝑑0=
𝑑 − 𝑑0
𝑑0 (2.4)
Isolando o termo referente à distância interplanar na lei de Bragg e derivando a
equação resultante em relação à 𝜃 é possível encontrar a Equação 2.5 (FITZPARTRICK et
al., 2005).
𝛥𝑑 = −𝑛
2𝜆 𝑐𝑜𝑠𝑠𝑒𝑐 𝜃 𝑐𝑜𝑡𝑔 𝜃 𝛥𝜃 (2.5)
Substituindo a Equação 2.5 na Equação 2.4 encontra-se a Equação 2.6
(FITZPARTRICK et al., 2005).
𝜀 =−
𝑛
2𝜆 𝑐𝑜𝑠𝑠𝑒𝑐 𝜃 𝑐𝑜𝑡𝑔 𝜃 𝛥𝜃
𝑛𝜆
2 𝑠𝑒𝑛 𝜃
= − 𝑐𝑜𝑡𝑔 𝜃 𝛥𝜃 (2.6)
Sendo que 𝜀 é a deformação na direção perpendicular ao sistema de planos atômicos
difratados e 𝛥𝜃 é a variação do ângulo de difração devido à tensão aplicada em relação à
difração na rede cristalina não tensionada.
Os princípios da teoria da elasticidade aplicados à tensometria por raios-X são
expressos pelas equações de 2.7 a 2.9 (FITZPARTRICK et al., 2005):
Lei de Hooke para estado triaxial:
𝜀1 =𝜎1
𝐸−
𝜐
𝐸(𝜎2 + 𝜎3) (2.7)

30
𝜀2 =𝜎2
𝐸−
𝜐
𝐸(𝜎1 + 𝜎3) (2.8)
𝜀3 =𝜎3
𝐸−
𝜐
𝐸(𝜎1 + 𝜎2) (2.9)
Sendo que 𝜀1, 𝜀2, 𝜀3 são as deformações principais, 𝜎1, 𝜎2, 𝜎3 são as tensões
principais, 𝜐 é o coeficiente de Poisson do material, E é o módulo de elasticidade do material.
Um sistema de coordenadas polares, apresentado na Figura 2.8, é utilizado para obter
as equações de tensão, 𝜎𝜙, e deformação 𝜀𝜙,𝜓, nas direções 𝜑 e 𝜓.
Figura 2.8 – Sistema de coordenadas polares. Fonte: CINDRA FONSECA, 2000.
Neste sistema de coordenadas a deformação em determinada direção pode ser
calculada pela Equação 2.10 (FITZPARTRICK et al., 2005):
𝜀𝜑,𝜓 = (1 + 𝜐
𝐸) (𝜎1 𝑐𝑜𝑠2 𝜑 + 𝜎2 𝑠𝑒𝑛2 𝜑) 𝑠𝑒𝑛2 𝜓 −
𝜐
𝐸(𝜎1 + 𝜎2 + 𝜎3) (2.10)

31
Sendo que 𝜑 é o ângulo polar (ângulo do difratômetro ao redor da superfície segundo
um eixo de coordenadas do material) e 𝜓 é o ângulo azimutal (ângulo entre a normal à
superfície e o plano formado pelos feixes incidente e difratado).
Considerando que a componente de tensão σ3, perpendicular à superfície, é nula, e as
componentes 𝜎1 e 𝜎2 se localizam na superfície de forma que, por uma transformação de
base, é obtido 𝜎𝜙 = 𝜎1 𝑐𝑜𝑠2 𝜑 + 𝜎2 𝑠𝑒𝑛2 𝜑 e pode-se escrever a Equação 2.11.
𝜀𝜑,𝜓 = (1 + 𝜐
𝐸) 𝜎𝜙𝑠𝑒𝑛2𝜓 −
𝜐
𝐸(𝜎1 + 𝜎2) (2.11)
Fixando-se o ângulo polar 𝜑, a diferença entre as deformações em duas direções
diferentes, segundo o ângulo azimutal 𝜓, é dada pela Equação 2.12 por (FITZPARTRICK et
al., 2005):
𝜀(𝜑, 𝜓2) − 𝜀(𝜑, 𝜓1) = (1 + 𝜐
𝐸) 𝜎𝜑(𝑠𝑒𝑛2𝜓2 − 𝑠𝑒𝑛2𝜓1) (2.12)
A componente de tensão 𝜎𝜑 da Equação 2.13 pode ser escrita como
(FITZPARTRICK et al., 2005):
𝜎𝜑 =𝐸
1 + 𝜐
𝜀(𝜑, 𝜓2) − 𝜀(𝜑, 𝜓1)
𝑠𝑒𝑛2𝜓2 − 𝑠𝑒𝑛2𝜓1 (2.13)
Assim, para realizar uma medição de tensão residual na superfície em determinada
direção φ, é preciso medir a deformação em pelo menos duas direções φ e ψ pertencentes a
32
um mesmo plano, como ilustrado na Figura 2.8. Porém, o método de difração de raios-X não
permite uma medida direta de deformação. Assim, é preciso utilizar a relação entre a
deformação e o ângulo θ (Eq. 2.6) que corresponde à inclinação do pico de difração em
relação ao feixe emitido. Substituindo a Equação 2.6 na Equação 2.13 obtém-se a equação
final para determinação da componente de tensão 𝜎𝜑, conforme Equação 2.14
(FITZPARTRICK et al., 2005):
𝜎𝜑 = (𝐸
1 + 𝜐) ∙ 𝑐𝑜𝑡𝑔 𝜃0 ∙
(𝜃𝜑,𝜓2− 𝜃𝜑,𝜓1
)
𝑠𝑒𝑛2𝜓2 − 𝑠𝑒𝑛2𝜓1
(2.14)
Nesta equação os termos 𝜃𝜑, 𝜓1 e 𝜃𝜑, 𝜓2 correspondem à inclinação do pico de
difração em relação ao feixe emitido em cada uma das duas direções. Os primeiros
equipamentos utilizavam apenas 2 medições, recebendo o nome de método da dupla
exposição. Nos equipamentos mais modernos, mede-se o ângulo θ, e como consequência a
deformação, para vários ângulos ψ. Assim, é possível obter o gráfico da Figura 2.9, que
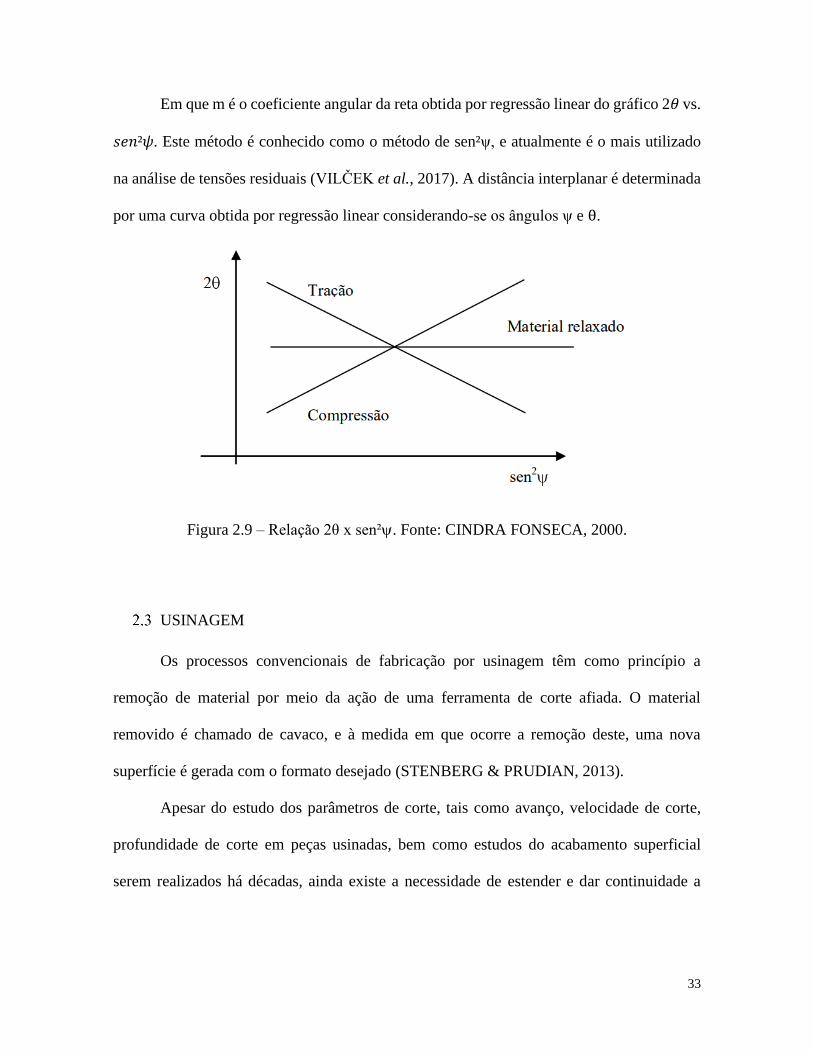
expressa a relação entre o ângulo 2𝜃 e o 𝑠𝑒𝑛²𝜓. Neste método o termo (θφ,ψ2 −θφ,ψ1 )
sen²ψ2−sen²ψ1
presente na Equação 2.14 é substituído pela inclinação da reta da Figura 2.9 conforme a
Equação 2.15 (FITZPARTRICK et al., 2005):
𝜎𝜑 = (𝐸
1 + 𝜐) 𝑐𝑜𝑡𝑔 𝜃0 𝑚
(2.15)
33
Em que m é o coeficiente angular da reta obtida por regressão linear do gráfico 2𝜃 vs.
𝑠𝑒𝑛²𝜓. Este método é conhecido como o método de sen²ψ, e atualmente é o mais utilizado
na análise de tensões residuais (VILČEK et al., 2017). A distância interplanar é determinada
por uma curva obtida por regressão linear considerando-se os ângulos ψ e θ.
Figura 2.9 – Relação 2θ x sen². Fonte: CINDRA FONSECA, 2000.
USINAGEM
Os processos convencionais de fabricação por usinagem têm como princípio a
remoção de material por meio da ação de uma ferramenta de corte afiada. O material
removido é chamado de cavaco, e à medida em que ocorre a remoção deste, uma nova
superfície é gerada com o formato desejado (STENBERG & PRUDIAN, 2013).
Apesar do estudo dos parâmetros de corte, tais como avanço, velocidade de corte,
profundidade de corte em peças usinadas, bem como estudos do acabamento superficial
serem realizados há décadas, ainda existe a necessidade de estender e dar continuidade a
34
essas pesquisas, à medida em que novas ferramentas de corte e novos materiais são
desenvolvidos (RAO et al., 2013).
Os principais processos convencionais de usinagem são: torneamento, fresamento,
furação e retificação.
2.3.1. Torneamento
O processo de torneamento é um dos mais antigos, mais simples e populares
processos de usinagem, no qual uma ferramenta de corte monocortante é utilizada para
obtenção de peças de revolução. A escolha correta dos parâmetros de corte durante o processo
de torneamento é de extrema importância para garantir a integridade superficial e as
propriedades finais desejadas nas peças fabricadas (RAO et al., 2013).
Entre os parâmetros de corte utilizados no processo de torneamento, a definição da
velocidade de corte, avanço, profundidade de corte e penetração de trabalho são essenciais.
Os principais parâmetros de corte no torneamento são caracterizados por:
• Velocidade de corte (Vc) m/min: é a velocidade tangencial instantânea do ponto de
referência da aresta de corte da ferramenta, segundo a direção e o sentido de corte. A
Equação 2.16 descreve a relação entre o módulo da velocidade de corte, o diâmetro
inicial da peça a ser usinada (d) e o número de rotações por minuto (n).
𝑉𝑐 =
. 𝑑. 𝑛
1000
[m/min] (2.16)
35
• Avanço (ƒ) mm/rev: é a distância percorrida a cada rotação da peça, possibilitando
a remoção contínua de material.
• Velocidade de avanço (Vƒ): é a velocidade instantânea do ponto de referência da
aresta cortante da ferramenta, segundo a direção e o sentido de avanço. Seu módulo
é dado pela Equação 2.17.
𝑉𝑓 = 𝑓. 𝑛 [mm/min] (2.17)
• Profundidade de corte (ap) [mm]: é a espessura de penetração da ferramenta na peça,
medida em uma direção perpendicular ao plano de trabalho.
• Penetração de trabalho (ae) [mm]: é a quantidade que a ferramenta penetra na peça,
medida no plano de trabalho e perpendicular à direção de avanço.
• Taxa de remoção de cavaco ou material (TRM) [mm³/min]: é o volume de material
removido por unidade de tempo, seu valor é calculado pela Equação 2.18.
TRM = Vc.f.ap [mm/min] (2.18)
A qualidade superficial da peça torneada depende, além da escolha dos parâmetros de
corte, da geometria da ferramenta de corte, como o raio da ponta da ferramenta e ângulo de
entrada da ferramenta. Além disso, outros fatores como a combinação das propriedades
mecânicas do material da peça, do material da ferramenta de corte, o tipo e a técnica de
aplicação do fluido de corte utilizado e a rigidez do sistema máquina ferramenta/
ferramenta/peça, também são muito relevantes para o processo (RAO et al., 2013).
A interação existente entre a ferramenta de corte e a peça usinada gera elevado atrito
na zona de corte, o que resulta em carregamentos mecânicos e térmicos sobre a peça (CUI et
al., 2016). A quantidade de calor gerado durante o processo depende dos parâmetros de corte
36
empregados, especialmente da velocidade de corte e do tipo de material usinado. A geração
de calor é responsável por inúmeros problemas econômicos e técnicos, pois temperaturas
excessivas levam ao desgaste das ferramentas de corte e, consequentemente, a um maior
custo de usinagem, além de prejudicar a qualidade da superfície usinada (VARAPRASAD
et al., 2015).
No processo de corte, a ferramenta cortante ultrapassa a tensão de cisalhamento do
material a ser usinado, conseguindo realizar a retirada do material. Dessa forma, é gerada
uma grande quantidade de calor na peça usinada, resultando em uma região
termomecânicamente deformada na zona de corte, que afeta consideravelmente a relação
tensão-deformação, fratura e fluxo do material usinado. Com o aumento da temperatura, a
resistência do material diminui, elevando a sua ductilidade. É considerado que praticamente
todo o trabalho realizado pela ferramenta de corte e a energia produzida no processo de
usinagem são convertidos em geração de calor (ABUKHSHIM et al., 2006).
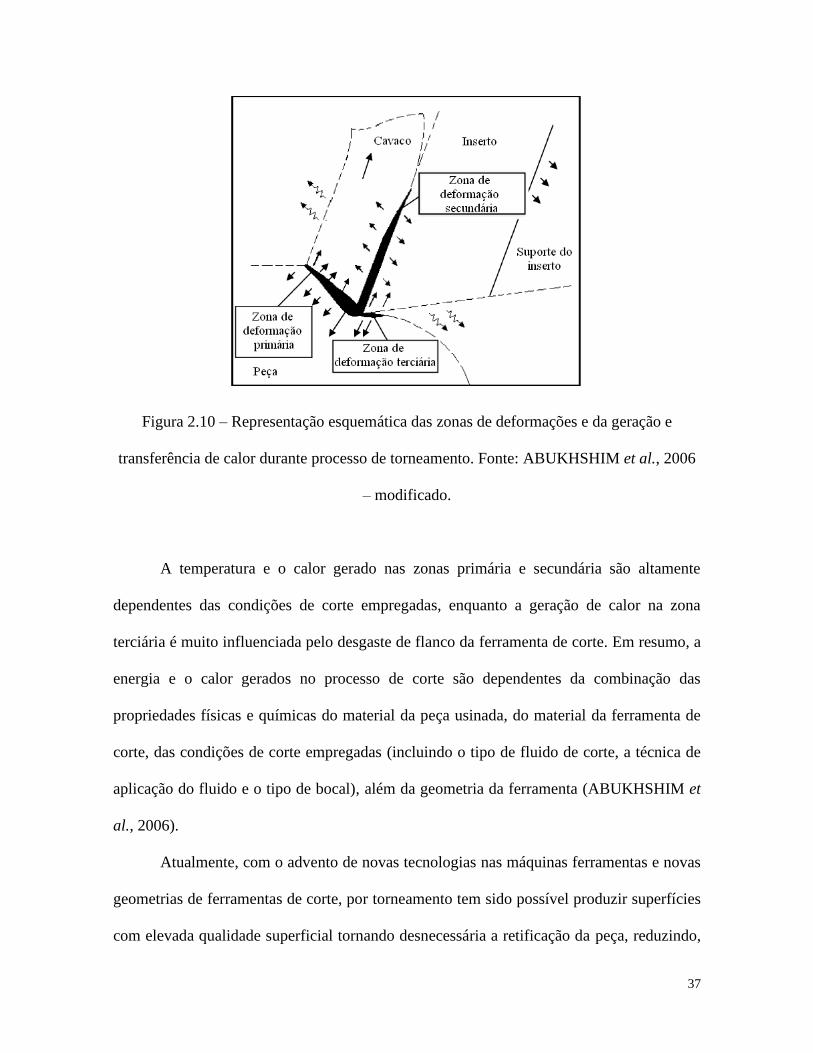
A Figura 2.10 exemplifica as principais regiões onde ocorre as deformações e a
geração de calor no processo de torneamento. Primeiramente, o calor é gerado na zona de
deformação primária, devido à deformação plástica ocorrida no plano de cisalhamento. O
calor gerado nessa região resulta em altas temperaturas que tornam o material mais dúctil,
permitindo maiores deformações. Posteriormente, o calor é gerado na zona de deformação
secundária, devio à deformação ocorrida no cavaco e ao seu atrito com a ferramenta de corte.
Finalmente, o calor gerado na zona de deformação terciária é devido ao atrito ocorrido entre
o flanco da ferramenta de corte e a nova superfície gerada após a passagem da ferramenta
(ABUKHSHIM et al., 2006).
37
Figura 2.10 – Representação esquemática das zonas de deformações e da geração e
transferência de calor durante processo de torneamento. Fonte: ABUKHSHIM et al., 2006
– modificado.
A temperatura e o calor gerado nas zonas primária e secundária são altamente
dependentes das condições de corte empregadas, enquanto a geração de calor na zona
terciária é muito influenciada pelo desgaste de flanco da ferramenta de corte. Em resumo, a
energia e o calor gerados no processo de corte são dependentes da combinação das
propriedades físicas e químicas do material da peça usinada, do material da ferramenta de
corte, das condições de corte empregadas (incluindo o tipo de fluido de corte, a técnica de
aplicação do fluido e o tipo de bocal), além da geometria da ferramenta (ABUKHSHIM et
al., 2006).
Atualmente, com o advento de novas tecnologias nas máquinas ferramentas e novas
geometrias de ferramentas de corte, por torneamento tem sido possível produzir superfícies
com elevada qualidade superficial tornando desnecessária a retificação da peça, reduzindo,
38
desta forma, o tempo de fabricação sem afetar a qualidade superficial final do componente
(ABUKHSHIM et al., 2006).
Torneamento duro (Hard Turning)
A tendência na utilização de processos de fabricação mais econômicos e ecologicamente
corretos tem crescido em todo o mundo. Entretanto, a demanda por aços extremamente
tenazes e resistentes também tem crescido, criando novos desafios para os processos
fabricação e no desenvolvimento de novas ferramentas de corte (DAS et al., 2018).
O torneamento de materiais tratados termicamente, com elevados níveis de dureza tem
se tornado uma alternativa comum capaz de gerar acabamento superficial de alta qualidade,
dispensando a necessidade da retificação para atingir os requisitos de precisão dimensional
das peças. Isso é possível devido à evolução do material das ferramentas de corte e do
desenvolvimento de novas tecnologias para o recobrimento dos insertos, adquirindo maior
dureza e resistência ao desgaste (DAS et al., 2018).
Este tipo de torneamento de materiais tratados termicamente e com níveis de dureza
mais elevados, recebe o nome de torneamento duro (hard turning). Sendo assim, o tratamento
térmico tem sido mandatório para atender as condições de dureza para este processo. Na
literatura, alguns autores como Alok & Das, 2019 classificam um processo como hard
turning se a dureza da peça torneada está entre a faixa entre 40 e 65 HRC. Outros autores
como Liew et al., 2017 classificam o hard turning como o processo de torneamento de aços
com dureza a partir de 45 HRC, utilizando ferramentas de corte com alta dureza (45 –
70 HRC) e alta resistência ao desgaste.
39
O processo de hard turning com um inserto de metal duro com recobrimento especial
pode ser mais benéfico do que o processo de retificação em alguns casos, reduzindo custos
da fabricação e aumentando a produtividade. As propriedades do material também são
melhoradas após o processo de hard turning. Este processo pode facilitar a produção,
aumentando a eficiência na usinagem e a qualidade do produto final, reduzindo os custos de
fabricação e o tempo de manejo do material usinado (ALOK & DAS, 2019).
Além das questões econômicas, o processo de hard turning possui como um dos
pontos mais vantajosos, a geração de acabamento superficial comparável ou até mesmo
melhor que o processo de retificação em algumas circunstâncias. Pois a rugosidade final do
material influenciará na resistência à corrosão, resistência à fadiga e nas propriedades
tribológicas. Entretanto, os desgastes gerados nas ferramentas de corte são mais acentuados
no processo de hard turning, podendo afetar a precisão dimensional do produto final, as
tensões residuais e a vida da ferramenta (LIEW et al., 2017).
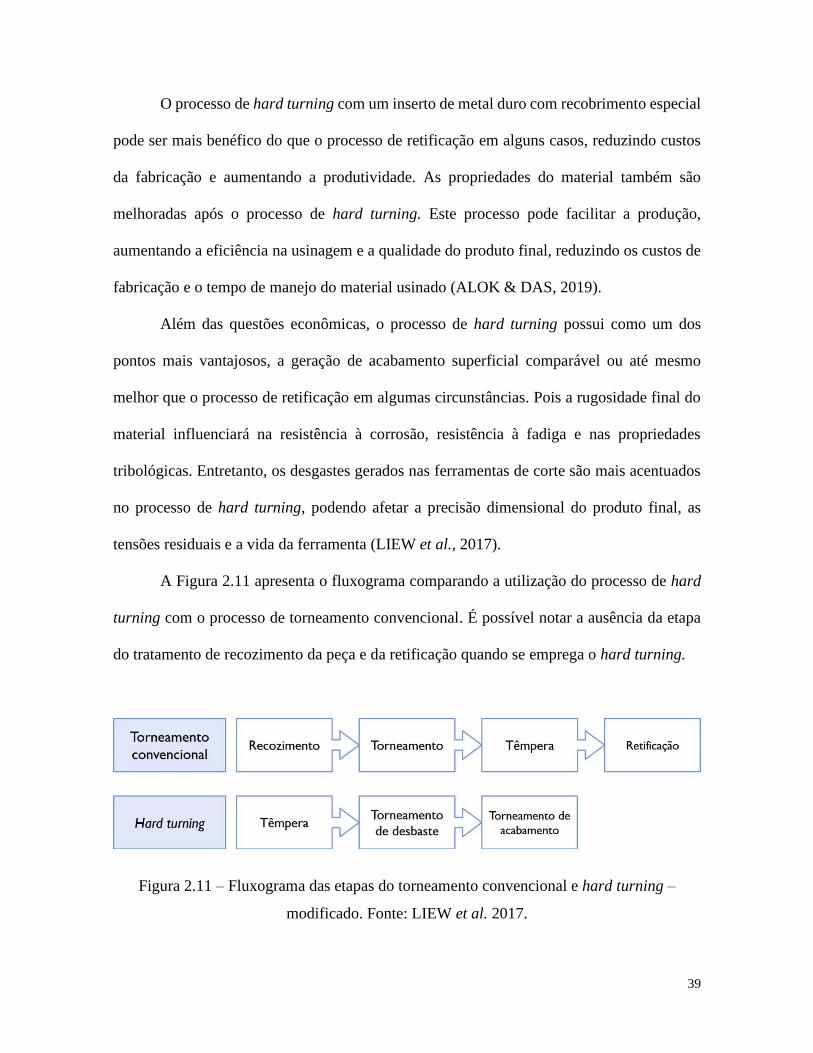
A Figura 2.11 apresenta o fluxograma comparando a utilização do processo de hard
turning com o processo de torneamento convencional. É possível notar a ausência da etapa
do tratamento de recozimento da peça e da retificação quando se emprega o hard turning.
Figura 2.11 – Fluxograma das etapas do torneamento convencional e hard turning –
modificado. Fonte: LIEW et al. 2017.
40
Atualmente, o hard turning é objeto de grande interesse para pesquisadores e a
indústria, se apresentando como a melhor opção para a substituição da retificação em muitos
casos, considerando que processo é mais econômico do que o processo de retificação
(DOGRA et al., 2010).
Normalmente, a faixa da velocidade de corte utilizada no processo de hard turning
em aços endurecidos é de 100 a 250 m/min. Entretanto, para estabelecer a correta combinação
dos parâmetros para execução deste tipo de torneamento, alguns experimentos precisam ser
realizados (BARTARYA et al., 2012).
O hard turning também apresenta maior flexibilidade, quando comparado com a
retificação, podendo produzir peças complexas com uma única montagem. A taxa de
remoção de material também é bem mais elevada no processo de hard turning do que no
processo de retificação, diminuindo o tempo de usinagem. Quanto à superfície final da peça
usinada, o hard turning pode gerar um acabamento superficial comparável ou até mesmo
superior à retificação (DOGRA et al., 2010).
Muitos autores como Suresh et al. (2012), Kumar et al. (2017), Alok & Das. (2019)
e Das et al. (2018) estudaram, também, o efeito do processo de hard turning no acabamento
superficial de acordo com a variação de parâmetros de corte como o avanço, a profundidade
e a velocidade de corte.
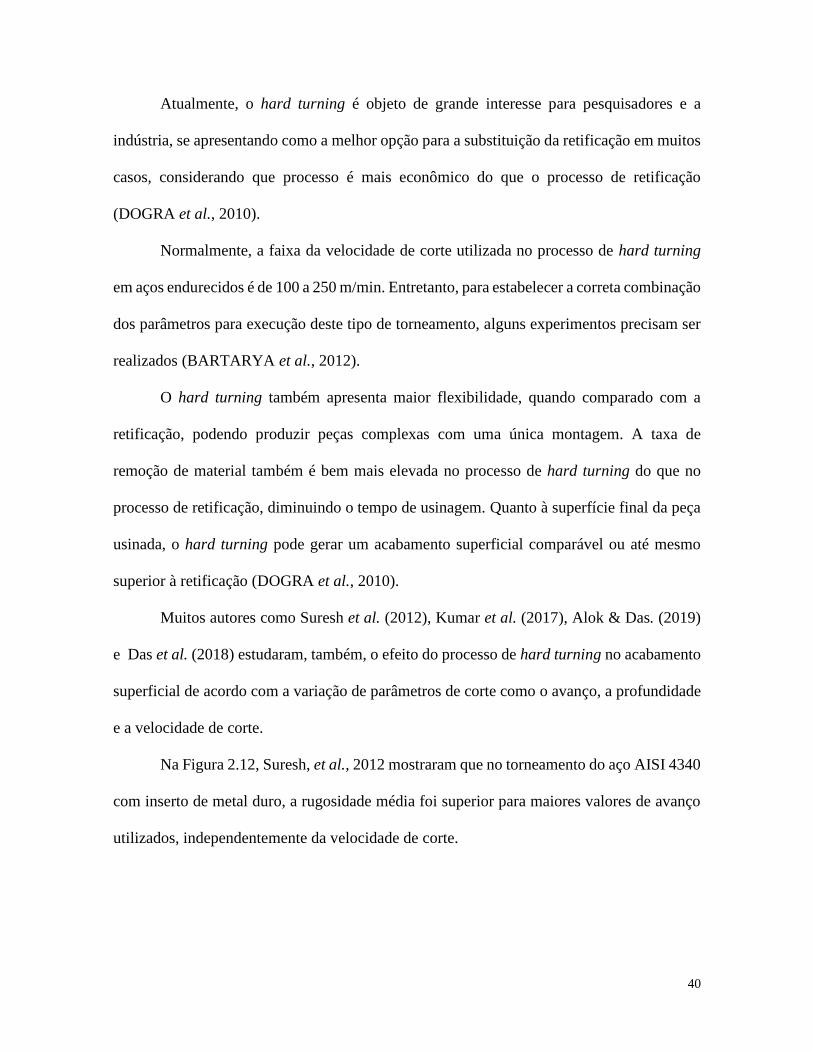
Na Figura 2.12, Suresh, et al., 2012 mostraram que no torneamento do aço AISI 4340
com inserto de metal duro, a rugosidade média foi superior para maiores valores de avanço
utilizados, independentemente da velocidade de corte.
41
Figura 2.12 – Variação do acabamento superficial com a velocidade de corte e avanço.
Fonte: SURESH et al., 2012 - modificado.
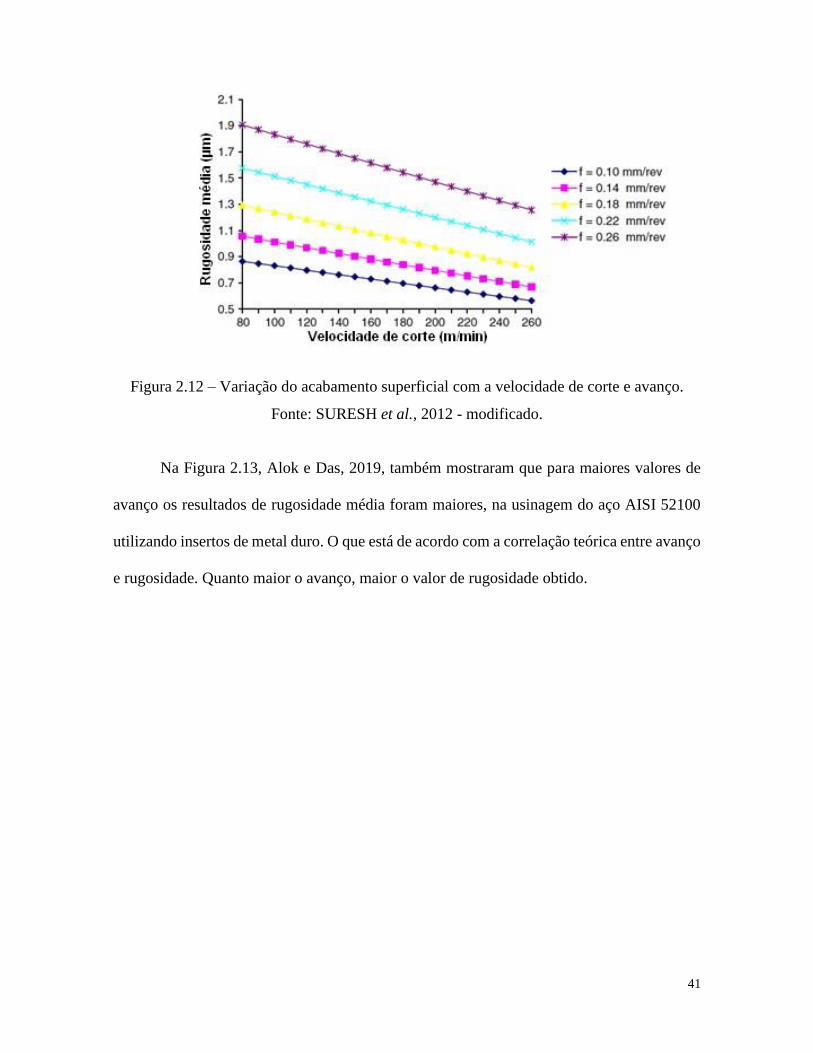
Na Figura 2.13, Alok e Das, 2019, também mostraram que para maiores valores de
avanço os resultados de rugosidade média foram maiores, na usinagem do aço AISI 52100
utilizando insertos de metal duro. O que está de acordo com a correlação teórica entre avanço
e rugosidade. Quanto maior o avanço, maior o valor de rugosidade obtido.
42
Figura 2.13 – Variação do acabamento superficial com o avanço e a velocidade de corte.
Fonte: ALOK & DAS, 2019 – modificado.
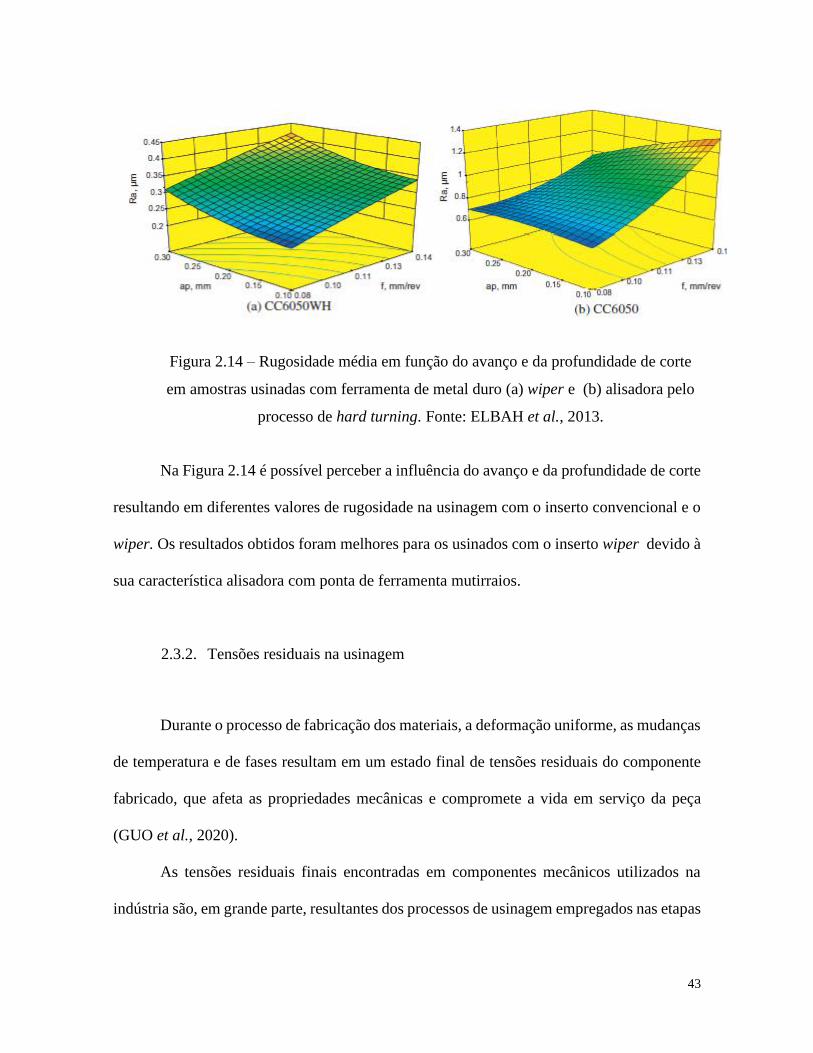
Entretanto, há poucos estudos que correlacionam a rugosidade final da peça usinada
entre o torneamento convencional e o hard turning, considerando o uso de ferramentas de
corte convencional e wiper com diferentes tipos de fluidos de corte. Além disso, poucos são
os estudos que analisam a influência desse tipo de torneamento nas tensões residuais. A
Figura 2.14 apresenta o resultado da rugosidade final em função do avanço e da profundidade
de corte em amostras usinadas com ferramenta de PCBN convencional e wiper pelo processo
de hard turning no aço AISI 4140.
43
Figura 2.14 – Rugosidade média em função do avanço e da profundidade de corte
em amostras usinadas com ferramenta de metal duro (a) wiper e (b) alisadora pelo
processo de hard turning. Fonte: ELBAH et al., 2013.
Na Figura 2.14 é possível perceber a influência do avanço e da profundidade de corte
resultando em diferentes valores de rugosidade na usinagem com o inserto convencional e o
wiper. Os resultados obtidos foram melhores para os usinados com o inserto wiper devido à
sua característica alisadora com ponta de ferramenta mutirraios.
2.3.2. Tensões residuais na usinagem
Durante o processo de fabricação dos materiais, a deformação uniforme, as mudanças
de temperatura e de fases resultam em um estado final de tensões residuais do componente
fabricado, que afeta as propriedades mecânicas e compromete a vida em serviço da peça
(GUO et al., 2020).
As tensões residuais finais encontradas em componentes mecânicos utilizados na
indústria são, em grande parte, resultantes dos processos de usinagem empregados nas etapas
44
de acabamento da fabricação e dependem das condições de corte utilizadas (LEPPERT &
PENG., 2009).
Além das condições de corte, o material da peça usinada também influencia no estado
final de tensão residual. Dessa forma, a combinação correta na escolha dos parâmetros de
corte na usinagem de um determinado material para obtenção de tensões residuais
compressivas, benéficas para vida em fadiga, pode ser obtida se a relação entre as tensões
residuais, os parâmetros da usinagem e as características do material usinado forem
conhecidas. Entretanto, ainda é desconhecida essa combinação devido à alta complexidade
dos mecanismos de geração das tensões residuais na usinagem. Consequentemente, não é
possível ainda obter regras quantitativas genéricas para gerar um determinado estado de
tensões na usinagem (CAPELLO, 2005).
Desta forma, é de extrema importância entender os fenômenos que ocorrem durante
a usinagem para mapear os mecanismos predominantes no processo. Os três fatores
principais na geração das tensões residuais podem ser divididos em mecânicos, térmicos e de
transformação de fases (NAVAS et al., 2012).:
• Tensões de origem mecânica: a deformação plástica gerada pela pressão de
contato entre a ferramenta de corte e o material usinado, resulta, teoricamente,
em tensões residuais de compressão.
• Tensões de origem térmica: o atrito entre a ferramenta de corte e o
componente usinado gera calor durante a deformação plástica e ocasiona o
aquecimento na região de corte. O incremento da temperatura causa uma
expansão momentânea da superfície, retida pelo interior do material. As
tensões resultantes atingidas nesse momento do processo podem exceder o
limite de escoamento do material nesta temperatura, causando uma
45
deformação plástica na superfície. Subsequentemente, a contração térmica
durante o resfriamento do componente leva ao surgimento de tensões residuais
trativas na superfície.
• Tensões devidas à transformação de fases metalúrgicas: ao atingir
temperaturas suficientemente elevadas, ocorrem transformações de fases no
material. Isso é possível, por exemplo, se o material usinado for temperável,
pois a martensita é formada devido ao rápido aquecimento e resfriamento,
gerando tensões de compressão devido às mudanças volumétricas associadas
à transformação dessa fase.
Dessa forma, o estado final de tensões no material dependerá da combinação desses
três fatores, que são determinados não só pelas propriedades físicas e mecânicas do
componente usinado, mas também dos parâmetros de corte. Por isso é tão importante
controlar os efeitos que cada parâmetro exerce na integridade superficial final (NAVAS et
al., 2012).
Além dos parâmetros de corte como velocidade, profundidade de corte e avanço, a
geometria da ferramenta de corte também é um fator que afeta o estado de tensões residuais
obtidos nos materiais usinados.
O tamanho da ponta da ferramenta, por exemplo, é considerado um fator relevante na
geração das tensões residuais. Alguns autores (GUNNBERG et al., 2006; NAVAS et al.,
2012), afirmam que o aumento do raio da ponta da ferramenta gera tensões residuais mais
trativas. Entretanto, outros autores, tais como Agrawal et al.(2013) e Özel et al.(2012a),
encontraram resultados opostos, com resultados de tensões residuais mais trativos .
46
2.3.2.1. Tensões Residuais no Torneamento
A operação de torneamento é um dos processos de usinagem mais simples e mais
amplamente utilizados. A adequada seleção dos parâmetros de corte na operação é de grande
importância para a geração de bom acabamento superficial.
Segundo Capello (2005), no torneamento, as tensões residuais superficiais na direção
axial podem ser de tração ou compressão dependendo dos parâmetros do processo e das
características do material usinado. Um material com propriedades mecânicas mais elevadas
tenderá a apresentar tensões residuais maiores, ou seja, mais trativas.
Em geral, as tensões residuais induzidas pela usinagem são mais trativas na superfície
da peça e tornam-se compressivas ao longo da seção transversal da peça. Além disso, um
aumento na taxa de avanço torna as tensões residuais mais trativas na superfície e mais
compressivas em profundidade, especialmente a altas velocidades de corte, onde os picos de
tensões residuais podem tornar-se menos compressivos com o uso de maiores avanços
combinados com menores velocidades de corte (ÖZEL & ULUTAN, 2012).
O aumento da velocidade de corte provoca maior geração de calor na zona de corte
e traz, consequentemente, um aumento do nível das tensões trativas na peça. A Figura 2.15
apresenta os mecanismos de geração de tensões residuais de maneira simplificada.
Primeiramente, a transformação de fase devido ao calor produzido conduz à mudança de
volume. Se o volume diminuir, a camada superficial tende a contrair, entretanto a porção
subjacente do material irá resistir à contração, resultando em tensões residuais superficiais
trativas. Caso a mudança de fase gere aumento de volume, haverá tensões residuais de
compressão na superfície. No mecanismo de deformação plástica, há geração de tensões
residuais compressivas devido à compactação causada pela ação mecânica da ferramenta de
47
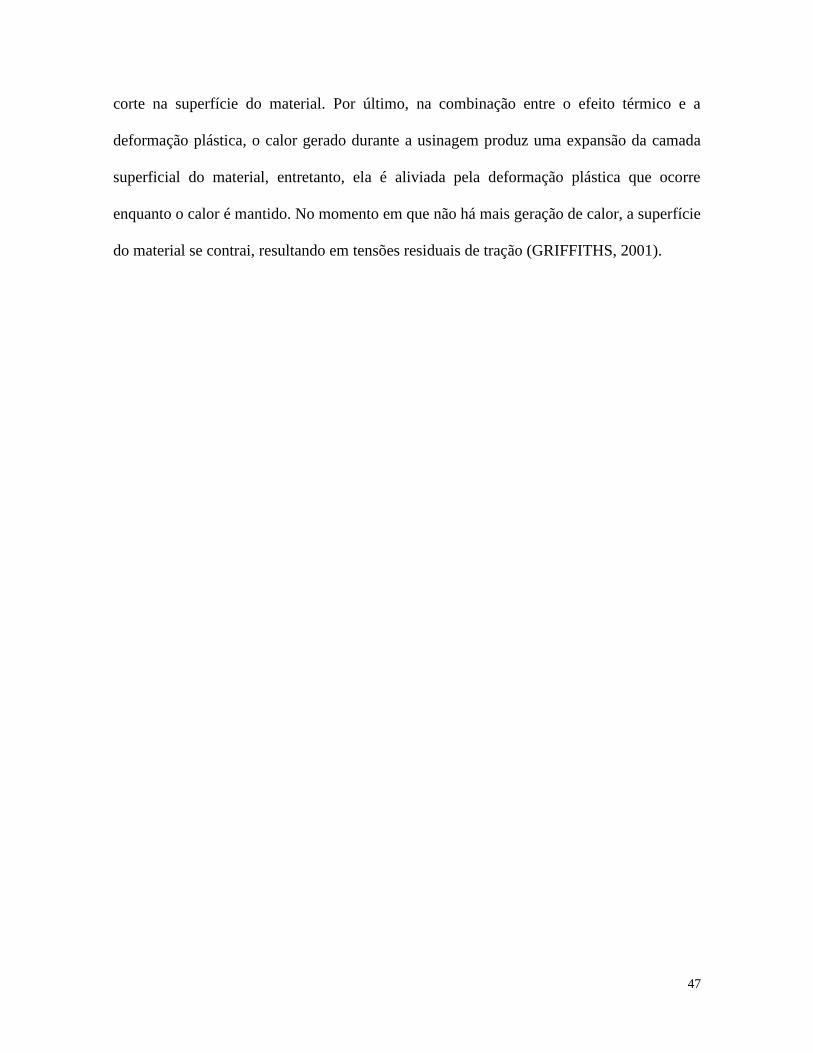
corte na superfície do material. Por último, na combinação entre o efeito térmico e a
deformação plástica, o calor gerado durante a usinagem produz uma expansão da camada
superficial do material, entretanto, ela é aliviada pela deformação plástica que ocorre
enquanto o calor é mantido. No momento em que não há mais geração de calor, a superfície
do material se contrai, resultando em tensões residuais de tração (GRIFFITHS, 2001).
48
Figura 2.15 – Mecanismo de geração de tensões residuais na usinagem. Fonte: GRIFFITHS
(2001) – modificado.
49
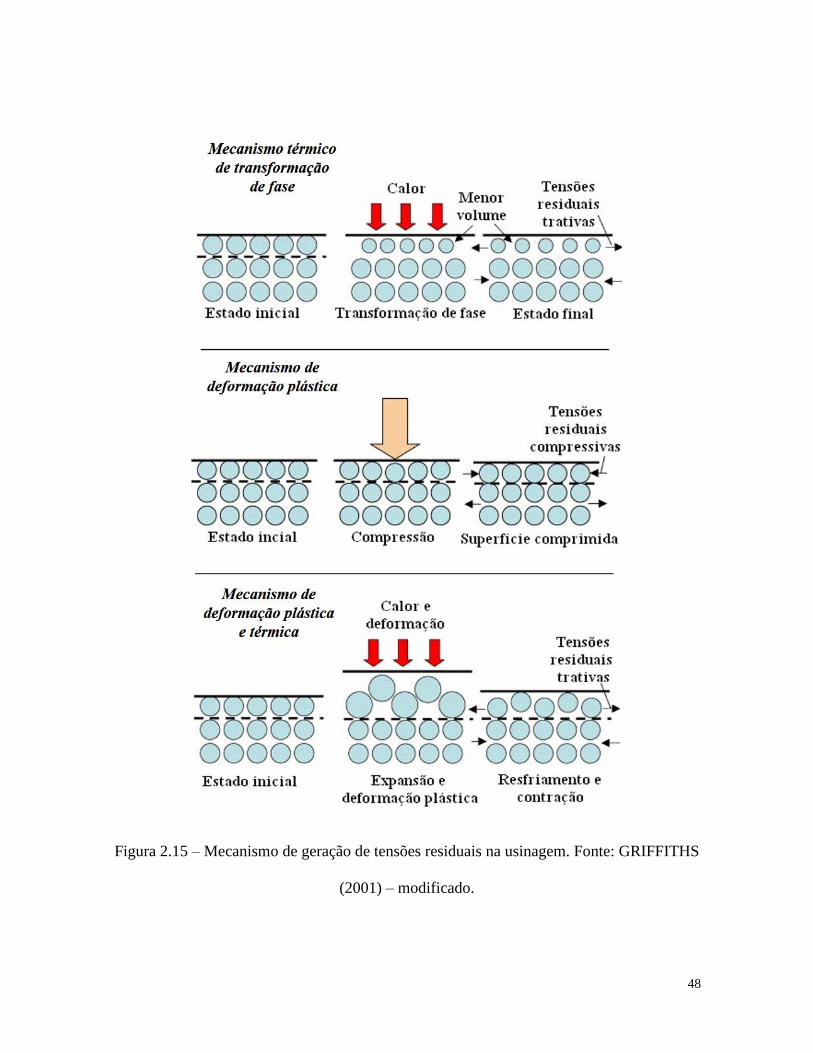
Comparando o processo de hard turning com a retificação em processos combinados,
sabe-se que este tipo de torneamento pode introduzir campos de tensões residuais
compressivas mais profundos do que o processo de retificação. Este estado de tensão é
benéfico para a vida em fadiga do material, inibindo a nucleação e a propagação de trincas.
A Figura 2.16 apresenta um comparativo entre as tensões residuais subsuperficiais
encontradas após o processo de hard turning e retificação combinados com superacabamento
(DOGRA et al., 2010; GUO et al., 2004).
Figura 2.16 – Tensões residuais superficiais e subsuperficiais no processo de hard turning
e retificação – Fonte: GUO et al., 2004.
50
FORÇAS DE CORTE
As forças de corte são resultado das condições severas existentes durante a usinagem
na interface ferramenta/peça. (HANIEF et al., 2017) . O conhecimento da força de usinagem
que atua na cunha cortante e o estudo do comportamento de suas componentes são de grande
importância para estimar a potência requerida para executar o corte e, também, devem ser
consideradas no projeto das máquinas ferramentas e de seus elementos (BHOKSE et al.,
2015).
As forças de corte não são parâmetros de simples quantificação, pois dependem de
uma série de parâmetros de processo, incluindo velocidade de corte, avanço, profundidade
de corte para diferentes combinações de ferramentas e materiais a serem usinados, além das
operações de usinagem. O estudo das componentes da força de usinagem ganha importância
devido a uma série de fatores influenciados por elas, como a tolerância dimensional das peças
usinadas, desgaste das ferramentas, temperatura de corte e vibrações do sistema
máquina/ferramenta/peça (RAO et al., 2013).
2.4.1. Forças no corte ortogonal
Por definição, o modelo do corte ortogonal utiliza uma ferramenta de corte em forma
de cunha em que a aresta de corte se encontra perpendicular à direção da velocidade de corte.
Conforme ocorre o contato da ferramenta de corte com o material, o cavaco é formado pelo
cisalhamento ao longo do plano chamado plano de cisalhamento, definido pelo ângulo de
cisalhamento , conforme mostrado na Figura 2.17 (GROOVER, 2014). O ângulo γ é
definido como o ângulo de saída.
51
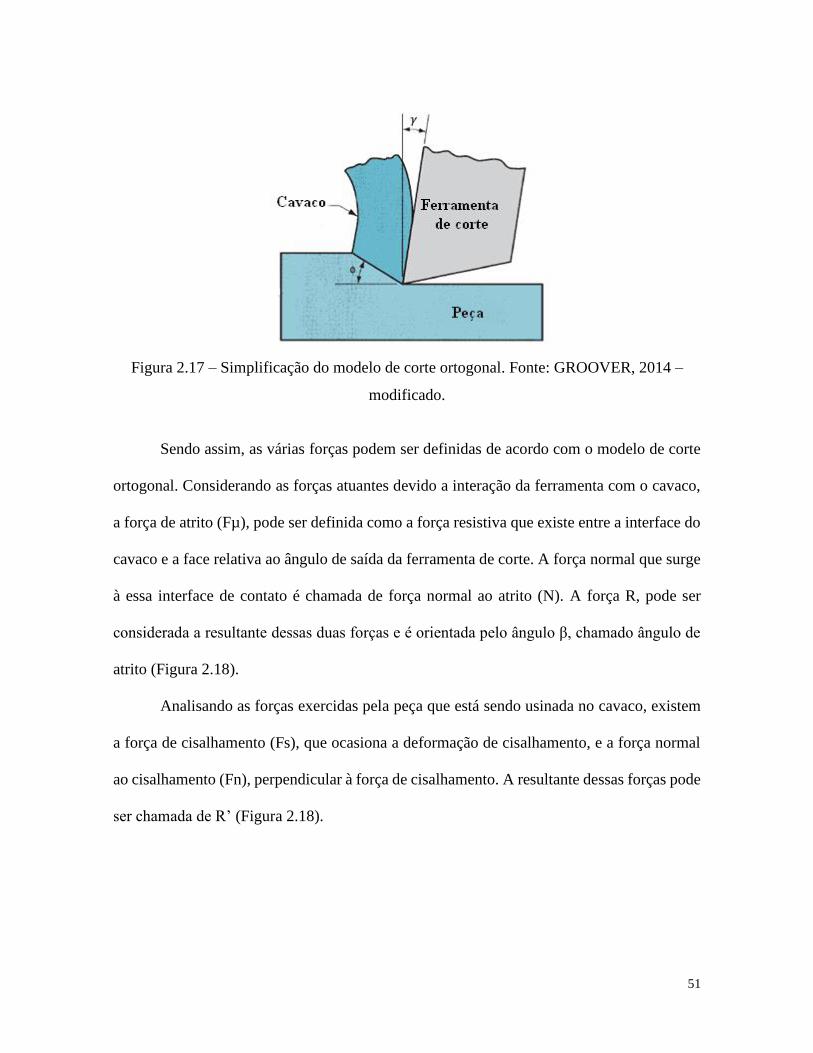
Figura 2.17 – Simplificação do modelo de corte ortogonal. Fonte: GROOVER, 2014 –
modificado.
Sendo assim, as várias forças podem ser definidas de acordo com o modelo de corte
ortogonal. Considerando as forças atuantes devido a interação da ferramenta com o cavaco,
a força de atrito (Fµ), pode ser definida como a força resistiva que existe entre a interface do
cavaco e a face relativa ao ângulo de saída da ferramenta de corte. A força normal que surge
à essa interface de contato é chamada de força normal ao atrito (N). A força R, pode ser
considerada a resultante dessas duas forças e é orientada pelo ângulo β, chamado ângulo de
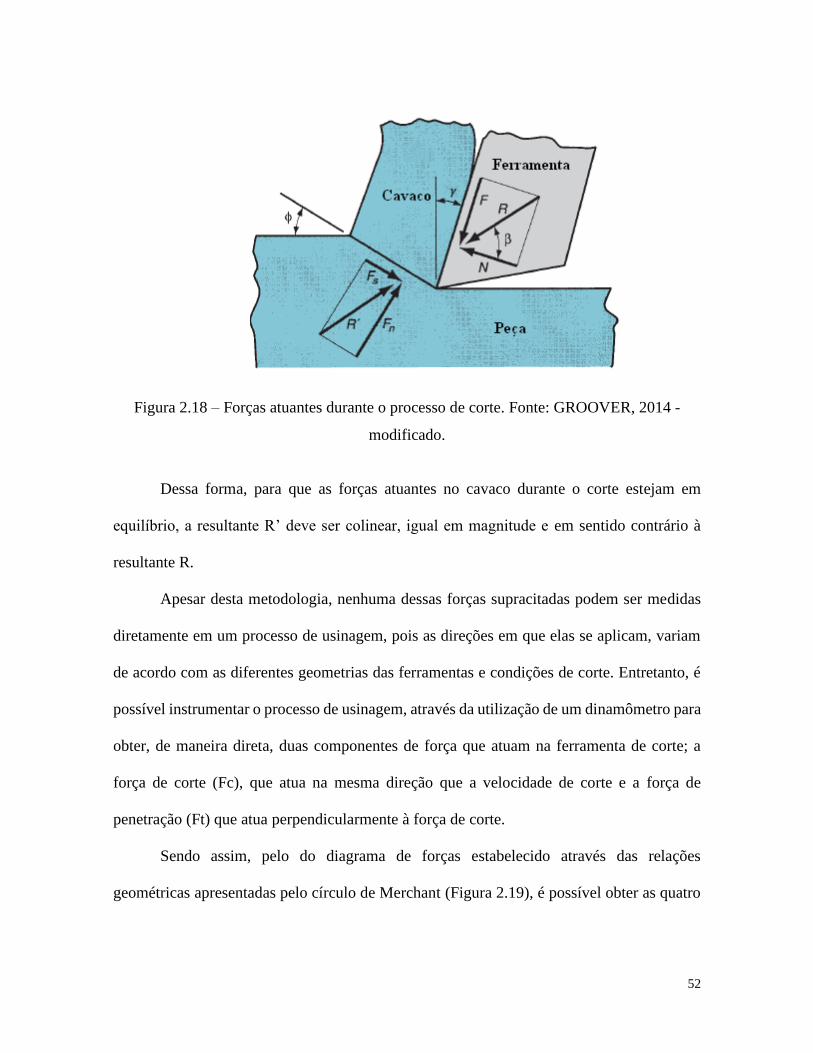
atrito (Figura 2.18).
Analisando as forças exercidas pela peça que está sendo usinada no cavaco, existem
a força de cisalhamento (Fs), que ocasiona a deformação de cisalhamento, e a força normal
ao cisalhamento (Fn), perpendicular à força de cisalhamento. A resultante dessas forças pode
ser chamada de R’ (Figura 2.18).
52
Figura 2.18 – Forças atuantes durante o processo de corte. Fonte: GROOVER, 2014 -
modificado.
Dessa forma, para que as forças atuantes no cavaco durante o corte estejam em
equilíbrio, a resultante R’ deve ser colinear, igual em magnitude e em sentido contrário à
resultante R.
Apesar desta metodologia, nenhuma dessas forças supracitadas podem ser medidas
diretamente em um processo de usinagem, pois as direções em que elas se aplicam, variam
de acordo com as diferentes geometrias das ferramentas e condições de corte. Entretanto, é
possível instrumentar o processo de usinagem, através da utilização de um dinamômetro para
obter, de maneira direta, duas componentes de força que atuam na ferramenta de corte; a
força de corte (Fc), que atua na mesma direção que a velocidade de corte e a força de
penetração (Ft) que atua perpendicularmente à força de corte.
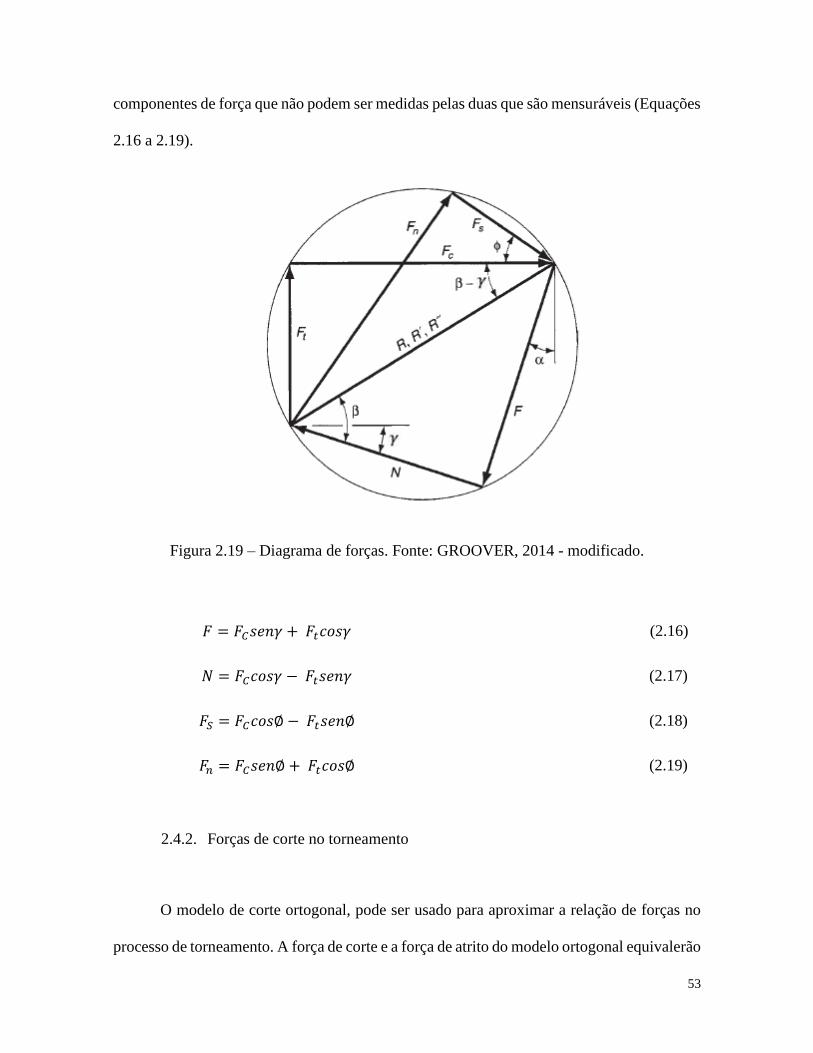
Sendo assim, pelo do diagrama de forças estabelecido através das relações
geométricas apresentadas pelo círculo de Merchant (Figura 2.19), é possível obter as quatro
53
componentes de força que não podem ser medidas pelas duas que são mensuráveis (Equações
2.16 a 2.19).
Figura 2.19 – Diagrama de forças. Fonte: GROOVER, 2014 - modificado.
𝐹 = 𝐹𝐶𝑠𝑒𝑛𝛾 + 𝐹𝑡𝑐𝑜𝑠𝛾 (2.16)
𝑁 = 𝐹𝐶𝑐𝑜𝑠𝛾 − 𝐹𝑡𝑠𝑒𝑛𝛾 (2.17)
𝐹𝑆 = 𝐹𝐶𝑐𝑜𝑠∅ − 𝐹𝑡𝑠𝑒𝑛∅ (2.18)
𝐹𝑛 = 𝐹𝐶𝑠𝑒𝑛∅ + 𝐹𝑡𝑐𝑜𝑠∅ (2.19)
2.4.2. Forças de corte no torneamento
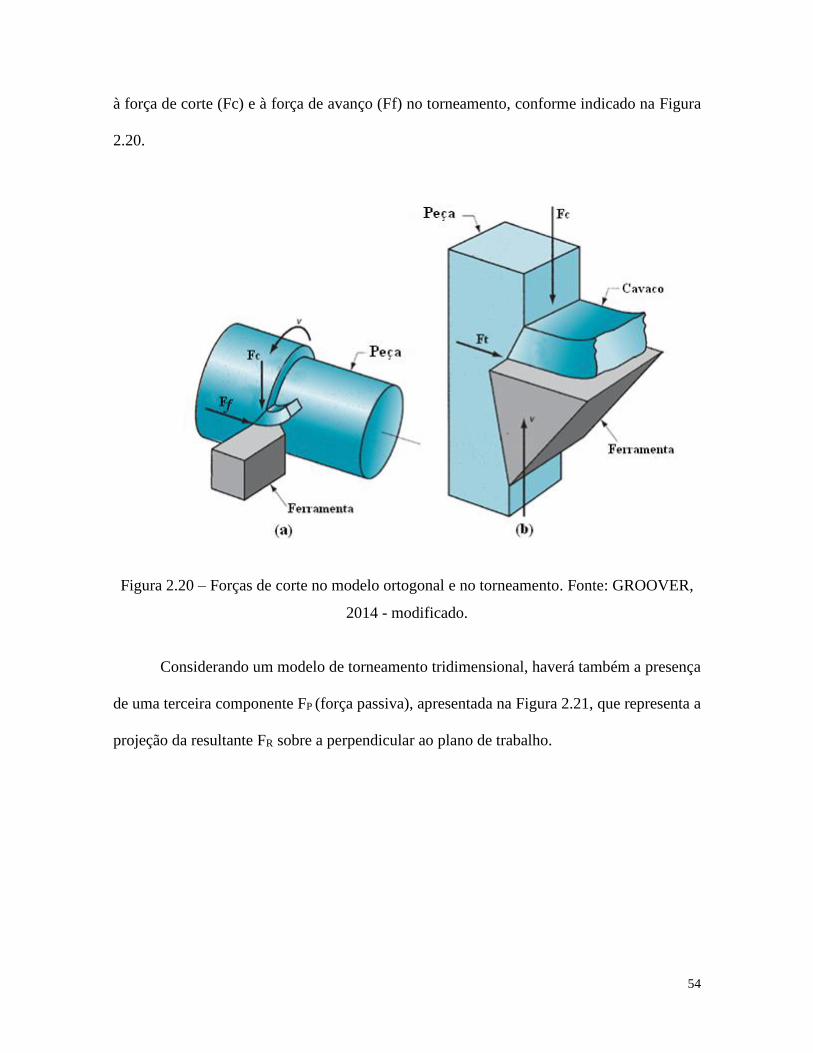
O modelo de corte ortogonal, pode ser usado para aproximar a relação de forças no
processo de torneamento. A força de corte e a força de atrito do modelo ortogonal equivalerão
54
à força de corte (Fc) e à força de avanço (Ff) no torneamento, conforme indicado na Figura
2.20.
Figura 2.20 – Forças de corte no modelo ortogonal e no torneamento. Fonte: GROOVER,
2014 - modificado.
Considerando um modelo de torneamento tridimensional, haverá também a presença
de uma terceira componente FP (força passiva), apresentada na Figura 2.21, que representa a
projeção da resultante FR sobre a perpendicular ao plano de trabalho.
55
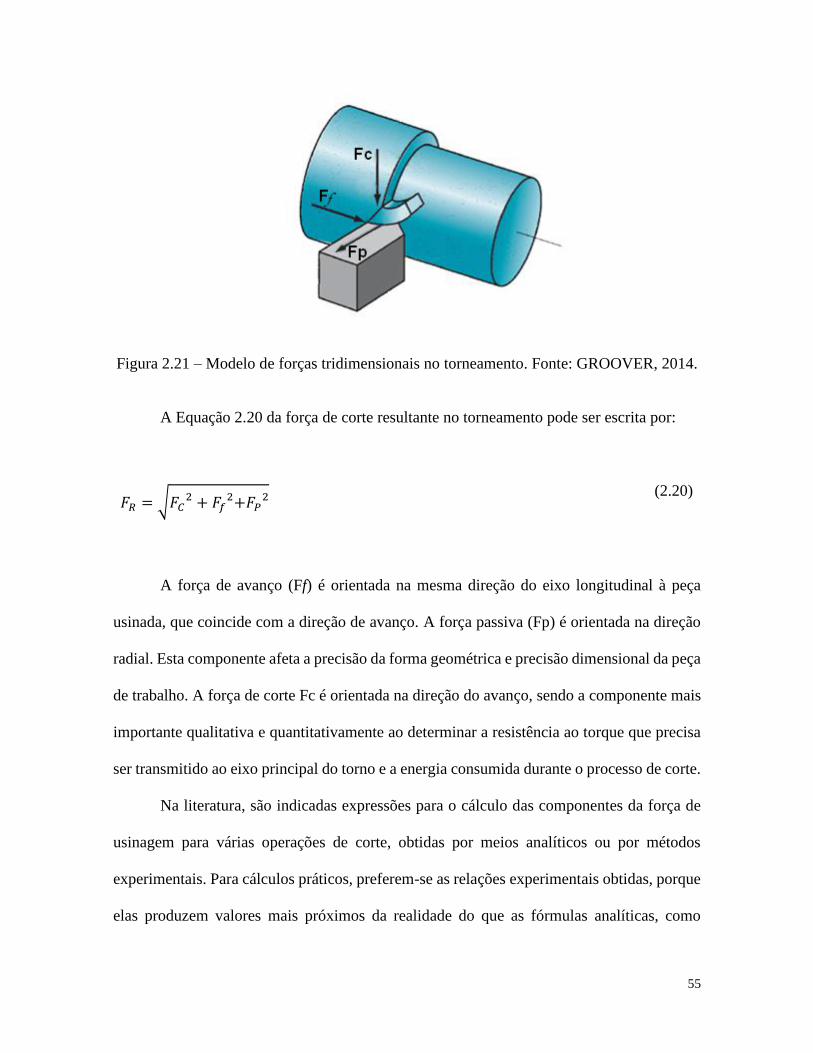
Figura 2.21 – Modelo de forças tridimensionais no torneamento. Fonte: GROOVER, 2014.
A Equação 2.20 da força de corte resultante no torneamento pode ser escrita por:
𝐹𝑅 = √𝐹𝐶2 + 𝐹𝑓
2+𝐹𝑃2
(2.20)
A força de avanço (Ff) é orientada na mesma direção do eixo longitudinal à peça
usinada, que coincide com a direção de avanço. A força passiva (Fp) é orientada na direção
radial. Esta componente afeta a precisão da forma geométrica e precisão dimensional da peça
de trabalho. A força de corte Fc é orientada na direção do avanço, sendo a componente mais
importante qualitativa e quantitativamente ao determinar a resistência ao torque que precisa
ser transmitido ao eixo principal do torno e a energia consumida durante o processo de corte.
Na literatura, são indicadas expressões para o cálculo das componentes da força de
usinagem para várias operações de corte, obtidas por meios analíticos ou por métodos
experimentais. Para cálculos práticos, preferem-se as relações experimentais obtidas, porque
elas produzem valores mais próximos da realidade do que as fórmulas analíticas, como
56
resultado do fato de que as relações analíticas foram obtidas após muitas hipóteses
simplificadoras (KORKA et al., 2013).
Apesar do desenvolvimento de métodos analíticos e computacionais para estimar as
forças de usinagem, os modelos de previsão ainda dependem de base de dados experimentais,
devido à grande variedade de parâmetros no processo de fabricação e a variação das forças
conforme é modificado o material a ser usinado (CAMPOCASSO et al., 2017) .
Sendo assim, todas condições de usinagem terão impacto significativo nos resultados
finais de força de usinagem. A geometria da ferramenta de corte, por exemplo, é um fator
influente nas forças resultantes do processo de torneamento. Yusof (2008) mostrou que as
forças de avanço (Ff), passiva (Fp) e de corte (Fc) no torneamento do aço ferramenta AISI D2
apresentaram maior magnitude, independente da velocidade de corte, com a utilização do
inserto wiper (alisador) ao invés do convencional, conforme apresentado na Figura 2.22. Os
autores atribuíram este resultado do inserto wiper por ele possuir multirraios, e com isso ter
uma área de contato maior com a peça usinada do que o inserto convencional, propiciando o
desgaste mais acelerado e consequentemente uma vida útil menor dessa ferramenta.
Figura 2.22 – Forças de corte no torneamento com inserto convencional e wiper. Fonte:
YUSOF, 2008 – modificado.
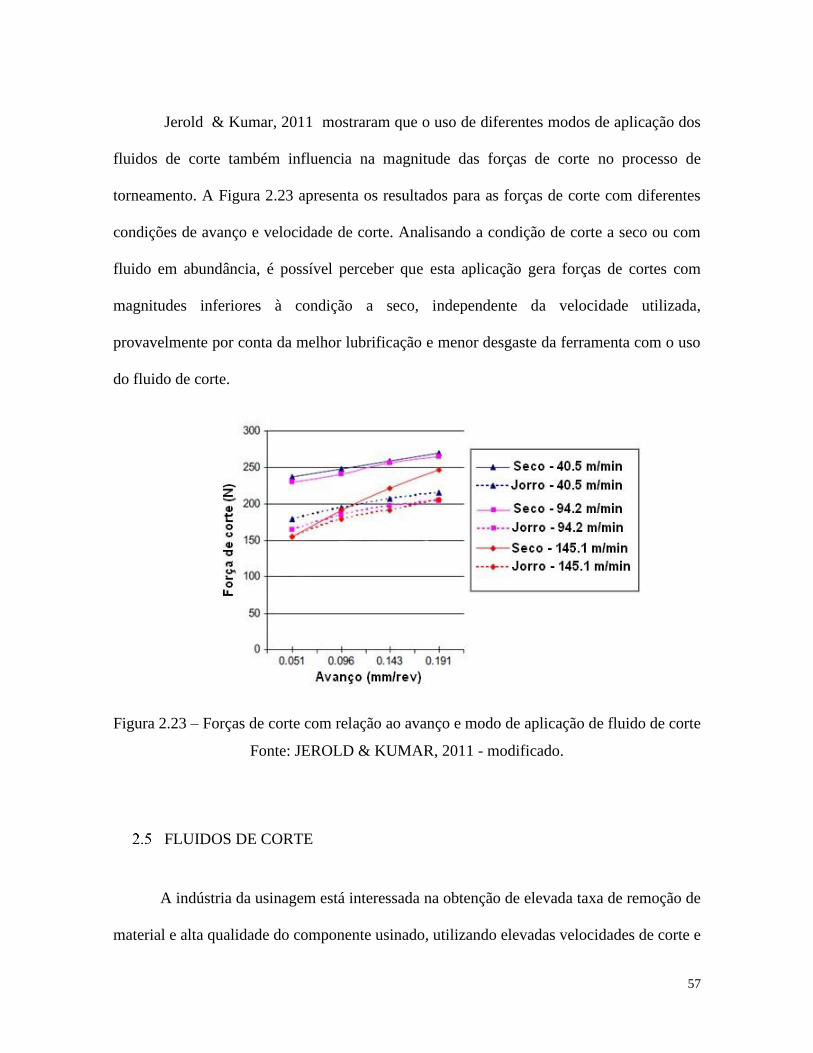
57
Jerold & Kumar, 2011 mostraram que o uso de diferentes modos de aplicação dos
fluidos de corte também influencia na magnitude das forças de corte no processo de
torneamento. A Figura 2.23 apresenta os resultados para as forças de corte com diferentes
condições de avanço e velocidade de corte. Analisando a condição de corte a seco ou com
fluido em abundância, é possível perceber que esta aplicação gera forças de cortes com
magnitudes inferiores à condição a seco, independente da velocidade utilizada,
provavelmente por conta da melhor lubrificação e menor desgaste da ferramenta com o uso
do fluido de corte.
Figura 2.23 – Forças de corte com relação ao avanço e modo de aplicação de fluido de corte
Fonte: JEROLD & KUMAR, 2011 - modificado.
FLUIDOS DE CORTE
A indústria da usinagem está interessada na obtenção de elevada taxa de remoção de
material e alta qualidade do componente usinado, utilizando elevadas velocidades de corte e
58
taxas de avanço para atingir, também, alta produtividade. Entretanto, é extremamente difícil
alcançar essas propriedades, pois a alta temperatura produzida na zona de corte causa falha
prematura das ferramentas de corte, resultando em baixa precisão dimensional. Esta condição
afeta a integridade superficial do produto, induzindo tensões residuais superficiais trativas e
microfissuras superficiais e subsuperficiais, além de rápida oxidação e corrosão. Como
solução, é essencial reduzir a temperatura na zona de corte através da seleção ideal dos
parâmetros de usinagem, ferramentas de corte e fluidos de corte adequados (JEROLD &
KUMAR., 2011).
2.5.1. Funções dos fluidos de corte
Tradicionalmente, os fluidos de corte são usados para promover o sistema de
resfriamento e lubrificação durante as operações de usinagem. As funções principais do
fluido de corte são o resfriamento da zona de corte, a lubrificação na interface da amostra e
da ferramenta de corte e o arraste do cavaco. Entretanto, a preocupação com o uso desses
fluidos tem sido crescente ao redor do mundo. Nizamuddin et al., 2018., alertaram sobre as
limitações do uso dos fluidos de corte, como por exemplo:
• Problemas de saúde para os operadores, tanto dermatológicos quanto
respiratórios, devido ao contato físico com os fluidos de corte.
• Contaminação da água e poluição do solo no descarte dos fluidos.
• Necessidade de espaço adicional para o sistema de bombeamento, estocagem,
filtragem e readitivação na reciclagem dos fluidos de corte.
59
• O custo dos fluidos de corte, tanto para sua utilização, quanto para o descarte
no processo de usinagem, pois conforme as leis ambientais se tornam mais
rígidas, mais oneroso é o custo para o descarte correto dos fluidos.
Apesar dos elevados custos com a utilização dos fluidos de corte, é preciso considerar
a necessidade do resfriamento da área de corte, pois o calor gerado no processo impacta
diretamente na vida da ferramenta. A vida da ferramenta pode ser prolongada conforme a
temperatura na zona de corte é reduzida. Além disso, quando o fluido de corte é aplicado, o
calor é removido da interface ferramenta/peça, reduzindo, também, a força usinagem
exercida sobre a ferramenta (LIEW et al., 2017).
2.5.2. Tipos de fluidos de corte
Existem quatro categorias de fluidos de corte convencionais que diferem quanto às
propriedades termofísicas, o processo de aplicação e os modos de tratamento. São elas: óleos
integrais, emulsões, semi-sintéticos e sintéticos (LIEW et al., 2017).
Os óleos integrais são constituídos inteiramente de óleos minerais ou vegetais, e são
muito utilizados onde a lubrificação é mais requerida. Entretanto, a capacidade de
refrigeração da zona de corte é muito baixa. Sendo inflamáveis, têm baixa eficiência em altas
velocidades de corte e possuem um alto custo relativo, comparado com os fluidos
emulsionáveis. Seu uso tem grande importância na usinagem de precisão, principalmente nas
operações de furação (SALES et al., 2001).
Os óleos emulsionáveis são uma mistura de óleo e água e possuem maior capacidade
de refrigeração que os óleos integrais. Estes óleos são muito utilizados nos processos de
60
torneamento, fresamento e retificação, devido ao uso de novas ferramentas de corte e altas
velocidades de corte. Essas emulsões também reduzem o efeito do calor que gera o desgaste
nas ferramentas de corte (ADLER et al., 2006).
Os fluidos semi-sintéticos, considerados como emulsões, em termos de
funcionalidade, são parecidos com os óleos emulsionáveis. Entretanto, sua composição
difere, pois contêm material inorgânico ou outros componentes solúveis em água. Dessa
forma, adicionar óleo emulsificado ao fluido de corte sintético, dá origem ao fluido de corte
semissintético, que possui características de conservação superiores às emulsões, entretanto,
são mais propensos a causar dermatites nos operadores.
Os fluidos de corte sintéticos são classificados como soluções, ou fluidos químicos,
não contêm óleo mineral e são constituídos de substâncias químicas inorgânicas, solúveis em
água e com capacidade de refrigeração superior aos demais fluidos (LIEW et al., 2017).
2.5.3. Técnicas de aplicação dos fluidos de corte
Existem diferentes modos de aplicação de fluidos de corte. Os três tipos principais foram
classificados por Liew et al., 2017:
• Jorro: o fluido de corte sob condição de baixa pressão é direcionado para a zona de
corte através de mangueiras. O fluido é aplicado de maneira abundante, sendo a
vazão superior a 2 L/min, para refrigerar, lubrificar e arrastar o cavaco da zona de
corte. Esse modo de aplicação é amplamente empregado devido à sua simplicidade,
entretanto, ele apresenta grandes problemas ambientais devido à quebra química do
fluido de corte em alta temperatura e a possibilidade de contaminação da água e do
solo durante o descarte. O modo de aplicação por jorro também impõe alto custo
61
para a configuração do sistema de refrigeração, já que tem que ser armazenado,
bombeado, filtrado e reciclado quando usado, além dos efeitos adversos nas
máquinas-ferramenta e nas peças usinadas, podendo facilitar o processo de corrosão
( JEROLD & KUMAR, 2011).
• Mínima Quantidade de Lubrificação (MQL): técnica desenvolvida para unir as
vantagens do processo por jorro e a seco. Nesta técnica, uma pequena vazão de
fluido de corte, entre 10 e 500 mL/h, misturado em ar comprimido é aplicado em
pressões que variam de 0,3 a 0,6 MPa em forma de névoa sob alta velocidade
(100 m/s) nas regiões de corte. A técnica de MQL é um dos modos de
lubrificação e refrigeração da zona de corte que os pesquisadores mais têm
estudado, principalmente no processo de hard turning (DAS et al., 2018 e
KROLCZYK et al., 2019). Ele se destaca como uma alternativa ao processo de
usinagem a seco, principalmente quando se compara a condição de desgaste da
ferramenta de corte. Conforme observado na Figura 2.24, para diferentes
velocidades de corte, o emprego da técnica MQL na usinagem gera menor
desgaste do flanco na ferramenta de metal duro do que a condição a seco.
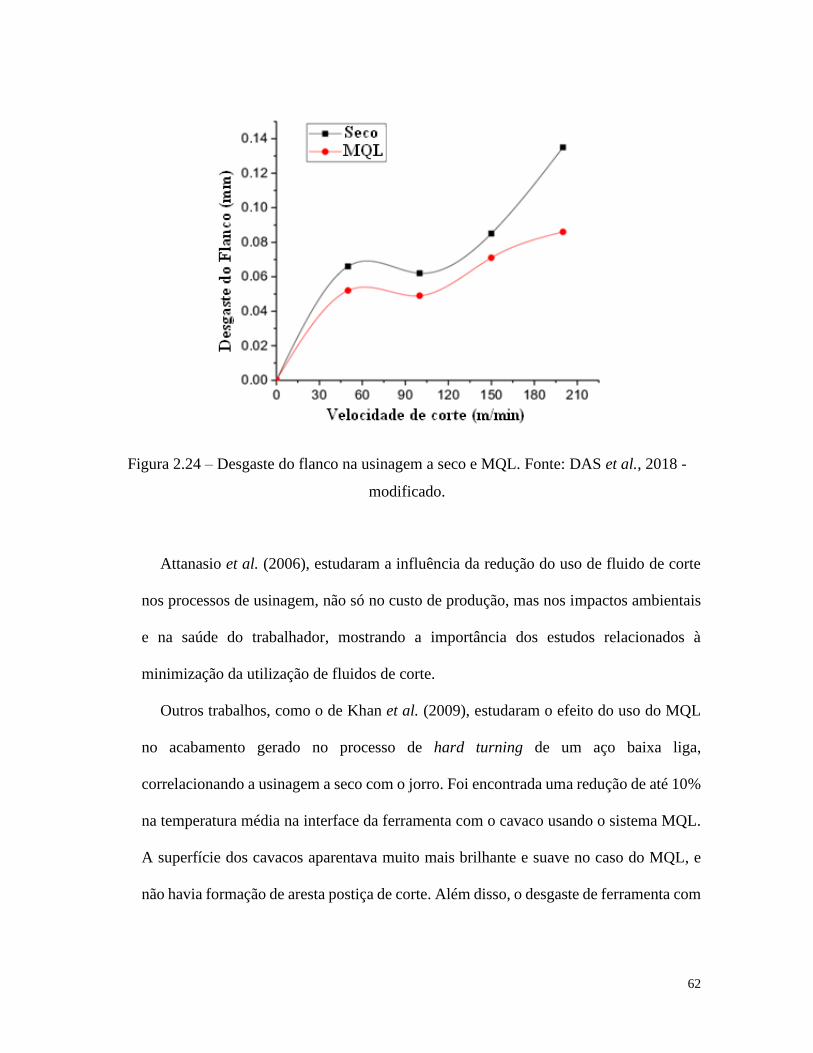
62
Figura 2.24 – Desgaste do flanco na usinagem a seco e MQL. Fonte: DAS et al., 2018 -
modificado.
Attanasio et al. (2006), estudaram a influência da redução do uso de fluido de corte
nos processos de usinagem, não só no custo de produção, mas nos impactos ambientais
e na saúde do trabalhador, mostrando a importância dos estudos relacionados à
minimização da utilização de fluidos de corte.
Outros trabalhos, como o de Khan et al. (2009), estudaram o efeito do uso do MQL
no acabamento gerado no processo de hard turning de um aço baixa liga,
correlacionando a usinagem a seco com o jorro. Foi encontrada uma redução de até 10%
na temperatura média na interface da ferramenta com o cavaco usando o sistema MQL.
A superfície dos cavacos aparentava muito mais brilhante e suave no caso do MQL, e
não havia formação de aresta postiça de corte. Além disso, o desgaste de ferramenta com
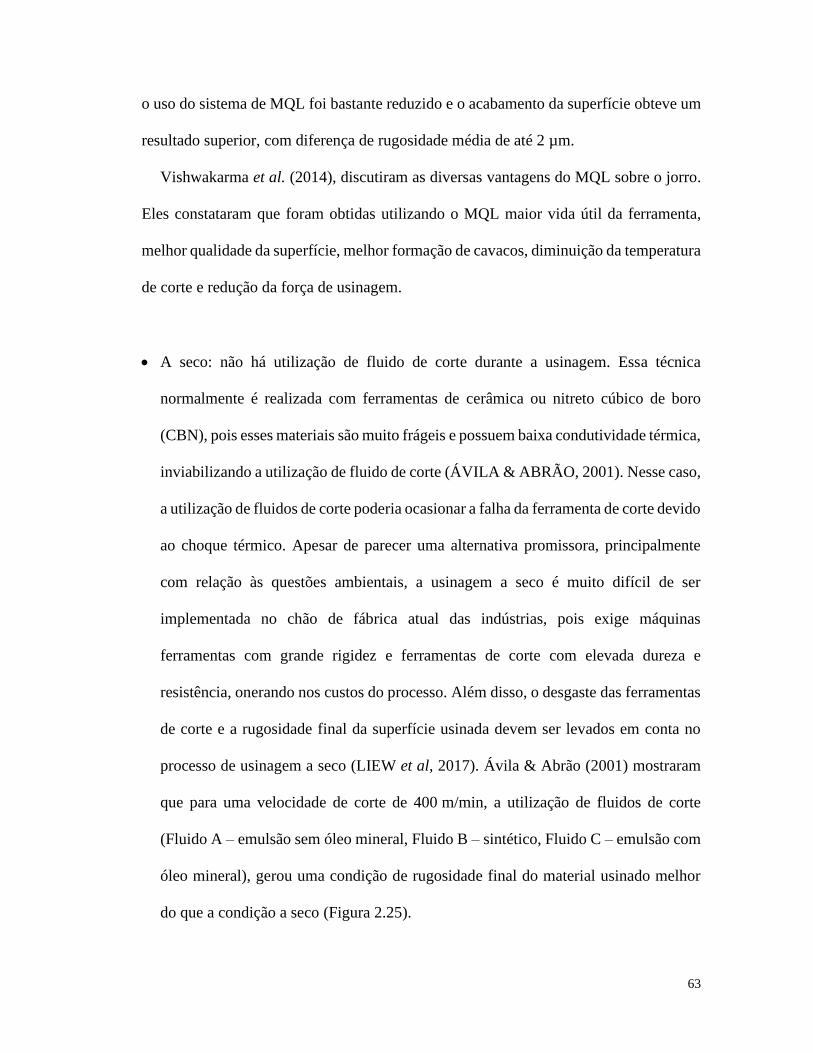
63
o uso do sistema de MQL foi bastante reduzido e o acabamento da superfície obteve um
resultado superior, com diferença de rugosidade média de até 2 µm.
Vishwakarma et al. (2014), discutiram as diversas vantagens do MQL sobre o jorro.
Eles constataram que foram obtidas utilizando o MQL maior vida útil da ferramenta,
melhor qualidade da superfície, melhor formação de cavacos, diminuição da temperatura
de corte e redução da força de usinagem.
• A seco: não há utilização de fluido de corte durante a usinagem. Essa técnica
normalmente é realizada com ferramentas de cerâmica ou nitreto cúbico de boro
(CBN), pois esses materiais são muito frágeis e possuem baixa condutividade térmica,
inviabilizando a utilização de fluido de corte (ÁVILA & ABRÃO, 2001). Nesse caso,
a utilização de fluidos de corte poderia ocasionar a falha da ferramenta de corte devido
ao choque térmico. Apesar de parecer uma alternativa promissora, principalmente
com relação às questões ambientais, a usinagem a seco é muito difícil de ser
implementada no chão de fábrica atual das indústrias, pois exige máquinas
ferramentas com grande rigidez e ferramentas de corte com elevada dureza e
resistência, onerando nos custos do processo. Além disso, o desgaste das ferramentas
de corte e a rugosidade final da superfície usinada devem ser levados em conta no
processo de usinagem a seco (LIEW et al, 2017). Ávila & Abrão (2001) mostraram
que para uma velocidade de corte de 400 m/min, a utilização de fluidos de corte
(Fluido A – emulsão sem óleo mineral, Fluido B – sintético, Fluido C – emulsão com
óleo mineral), gerou uma condição de rugosidade final do material usinado melhor
do que a condição a seco (Figura 2.25).
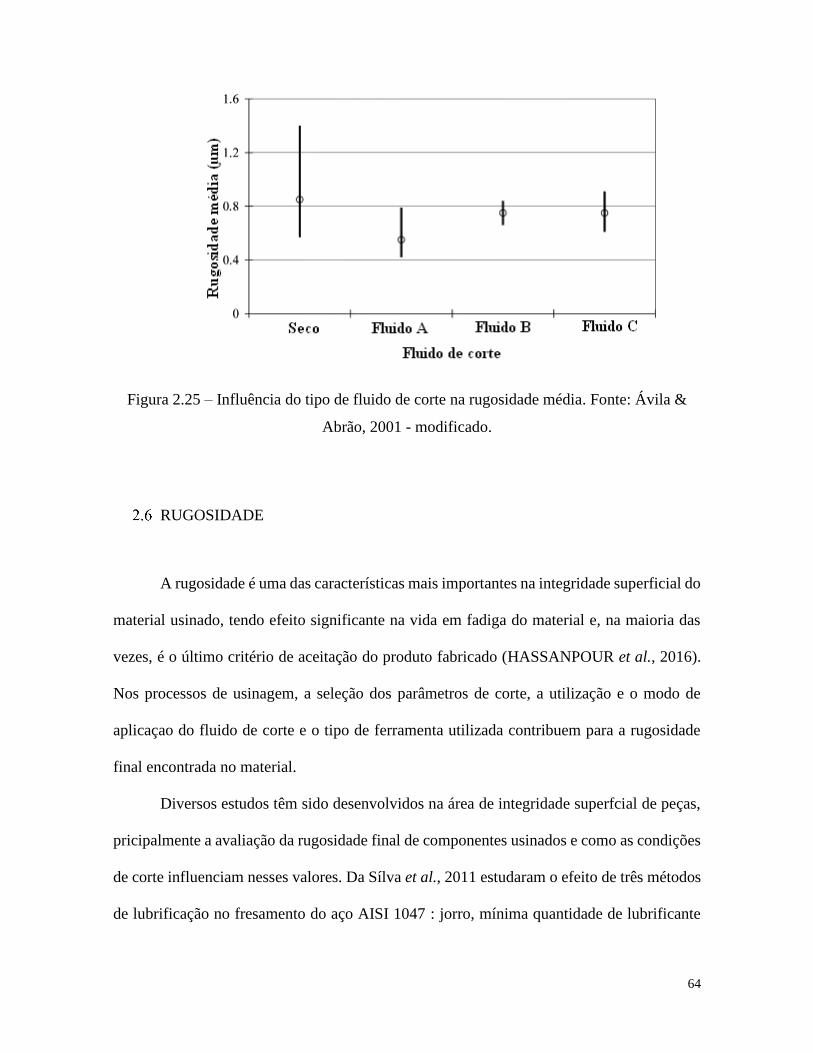
64
Figura 2.25 – Influência do tipo de fluido de corte na rugosidade média. Fonte: Ávila &
Abrão, 2001 - modificado.
RUGOSIDADE
A rugosidade é uma das características mais importantes na integridade superficial do
material usinado, tendo efeito significante na vida em fadiga do material e, na maioria das
vezes, é o último critério de aceitação do produto fabricado (HASSANPOUR et al., 2016).
Nos processos de usinagem, a seleção dos parâmetros de corte, a utilização e o modo de
aplicaçao do fluido de corte e o tipo de ferramenta utilizada contribuem para a rugosidade
final encontrada no material.
Diversos estudos têm sido desenvolvidos na área de integridade superfcial de peças,
pricipalmente a avaliação da rugosidade final de componentes usinados e como as condições
de corte influenciam nesses valores. Da Sílva et al., 2011 estudaram o efeito de três métodos
de lubrificação no fresamento do aço AISI 1047 : jorro, mínima quantidade de lubrificante
65
(MQL) e a seco. Os estudos revelaram que a melhor qualidade superficial foi obtida pelo
processo de MQL.
Das et al., 2013 verificaram o comportamento da rugosidade do material usinado
usando insertos de metal duro recobertos, além de analisar e comparar a influência de
diferentes parâmetros de avanço, profundidade e velocidade de corte na superfície obtida,
constatando que a velocidade de corte e o avanço são os fatores que mais influenciam a
qualidade superficial. Nesse mesmo trabalho os autores constataram a utilização cada vez
mais crescente de planejamento de experimentos e análise de variâncias (ANOVA) para
encontrar os parâmetros de corte ideais na geração de superfícies usinadas de excelente
qualidade (RAO et al., 2013).
Apesar da rugosidade superficial desempenhar um papel muito importante na vida
útil de um componente usinado devido à dependência de vários parâmetros do processo de
usinagem e aos inúmeros fatores incontroláveis, ainda hoje, não existe domínio completo
sobre o acabamento da superfície. Portanto, a necessidade de controlar os parâmetros do
processo para produzir o melhor acabamento da superfície é um processo contínuo e em
constante estudo (RAO et al., 2013).
No torneamento com uma ferramenta de corte convencional, a rugosidade final média
(Ra) das peças usinadas é determinada teoricamente pelo avanço e o raio da ponta da
ferramenta, mantendo uma relação direta: quanto maior o avanço, maior a rugosidade final.
A Equação 2.2 estabelece o cálculo teórico da rugosidade média.
𝑅𝑎 =𝑓2
32𝑟𝜀. 1000
(2.21)
Onde,
66
𝑅𝑎 : rugosidade média (µm)
f : avanço (mm/rot)
𝑟𝜀: raio da ponta da ferramenta (mm)
Outro parâmetro importante na avaliação da rugosidade de uma superfície, é a altura
total do perfil de rugosidade (Rt), que é correspondente à distância vertical entre o pico mais
alto e o vale mais profundo no percurso de medição. O valor teórico de Rt, em operações de
torneamento, pode ser expresso pela Equação 2.22 (ABNT NBR ISO 4287, 2002):
𝑅𝑡 =𝑓2
8𝑟𝜀. 1000
(2.22)
𝑅𝑡 : rugosidade total (µm)
f : avanço (mm/rot)
𝑟𝜀: raio da ponta da ferramenta (mm)
FERRAMENTAS DE CORTE
O surgimento de máquinas ferramentas com rigidez, potência e desempenho
dinâmico cada vez mais elevados exigem ferramentas de corte com melhores propriedades.
Isso engloba tanto a usinagem de ligas de fácil e de difícil usinabilidade. Portanto, a
correlação entre as características químicas, físicas e mecânicas da superfície das ferramentas
de corte e seus desempenhos nas operações de usinagem é, portanto, uma questão importante
tanto para os fabricantes quanto para os usuários (SURESH et al., 2012).
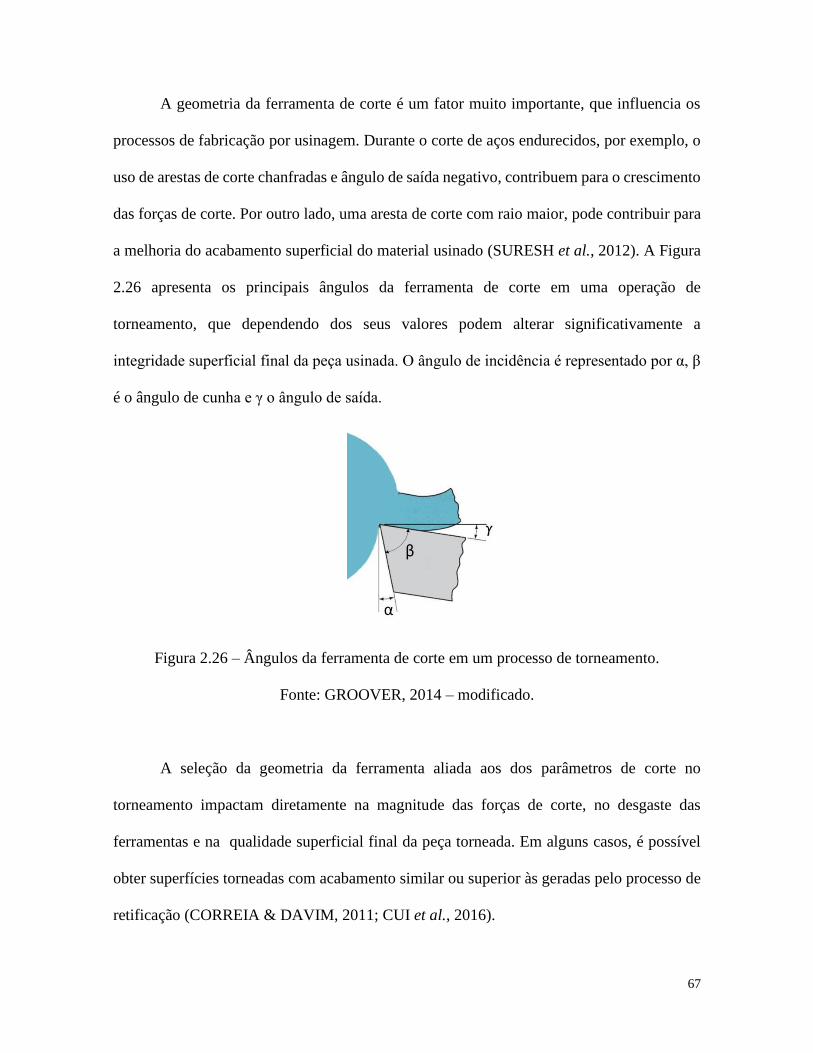
67
A geometria da ferramenta de corte é um fator muito importante, que influencia os
processos de fabricação por usinagem. Durante o corte de aços endurecidos, por exemplo, o
uso de arestas de corte chanfradas e ângulo de saída negativo, contribuem para o crescimento
das forças de corte. Por outro lado, uma aresta de corte com raio maior, pode contribuir para
a melhoria do acabamento superficial do material usinado (SURESH et al., 2012). A Figura
2.26 apresenta os principais ângulos da ferramenta de corte em uma operação de
torneamento, que dependendo dos seus valores podem alterar significativamente a
integridade superficial final da peça usinada. O ângulo de incidência é representado por α, β
é o ângulo de cunha e γ o ângulo de saída.
Figura 2.26 – Ângulos da ferramenta de corte em um processo de torneamento.
Fonte: GROOVER, 2014 – modificado.
A seleção da geometria da ferramenta aliada aos dos parâmetros de corte no
torneamento impactam diretamente na magnitude das forças de corte, no desgaste das
ferramentas e na qualidade superficial final da peça torneada. Em alguns casos, é possível
obter superfícies torneadas com acabamento similar ou superior às geradas pelo processo de
retificação (CORREIA & DAVIM, 2011; CUI et al., 2016).
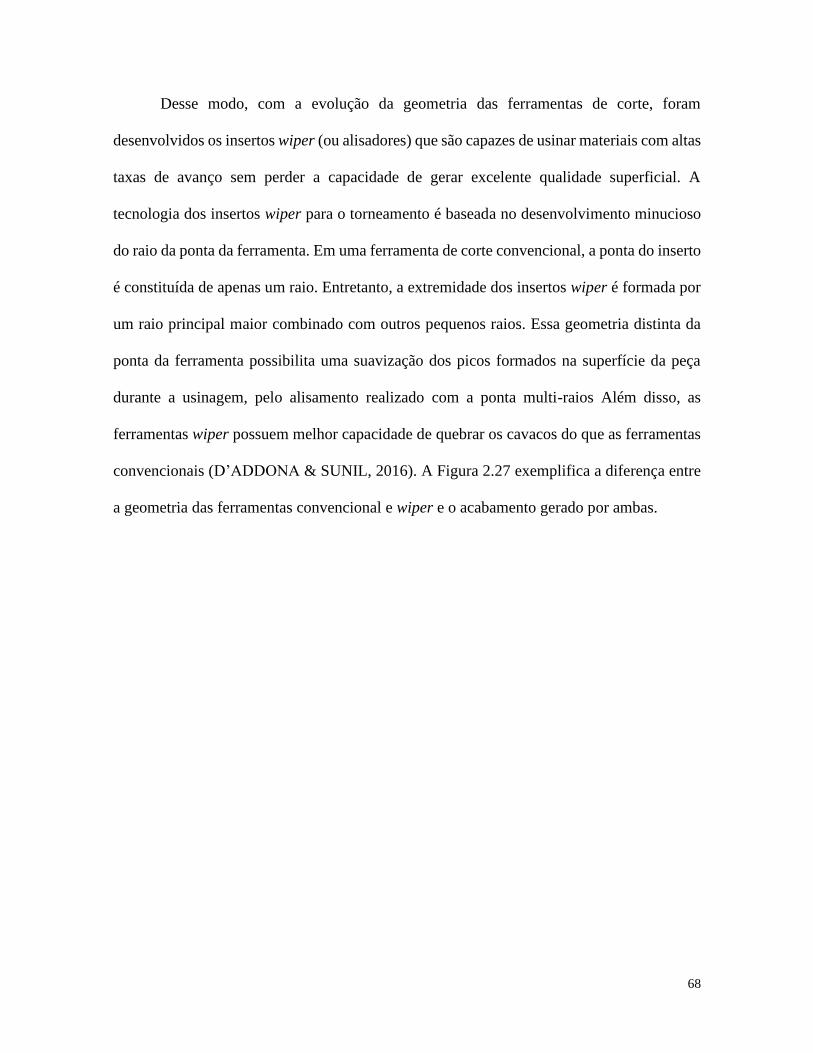
68
Desse modo, com a evolução da geometria das ferramentas de corte, foram
desenvolvidos os insertos wiper (ou alisadores) que são capazes de usinar materiais com altas
taxas de avanço sem perder a capacidade de gerar excelente qualidade superficial. A
tecnologia dos insertos wiper para o torneamento é baseada no desenvolvimento minucioso
do raio da ponta da ferramenta. Em uma ferramenta de corte convencional, a ponta do inserto
é constituída de apenas um raio. Entretanto, a extremidade dos insertos wiper é formada por
um raio principal maior combinado com outros pequenos raios. Essa geometria distinta da
ponta da ferramenta possibilita uma suavização dos picos formados na superfície da peça
durante a usinagem, pelo alisamento realizado com a ponta multi-raios Além disso, as
ferramentas wiper possuem melhor capacidade de quebrar os cavacos do que as ferramentas
convencionais (D’ADDONA & SUNIL, 2016). A Figura 2.27 exemplifica a diferença entre
a geometria das ferramentas convencional e wiper e o acabamento gerado por ambas.
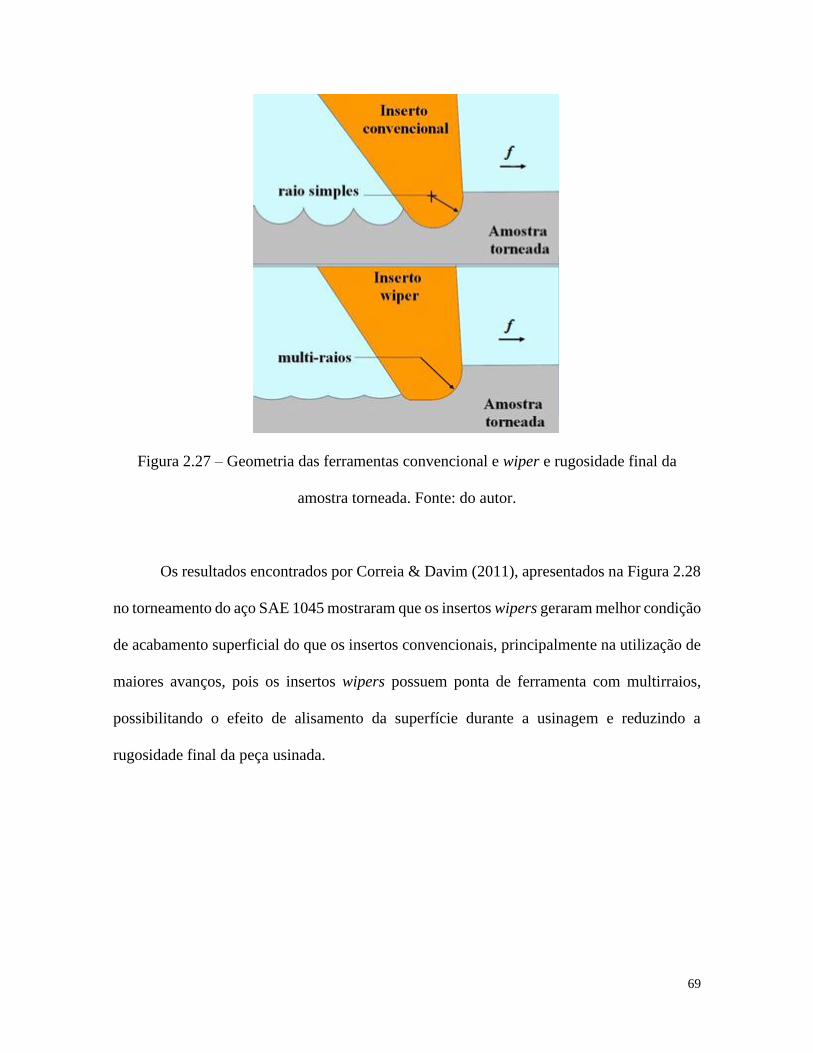
69
Figura 2.27 – Geometria das ferramentas convencional e wiper e rugosidade final da
amostra torneada. Fonte: do autor.
Os resultados encontrados por Correia & Davim (2011), apresentados na Figura 2.28
no torneamento do aço SAE 1045 mostraram que os insertos wipers geraram melhor condição
de acabamento superficial do que os insertos convencionais, principalmente na utilização de
maiores avanços, pois os insertos wipers possuem ponta de ferramenta com multirraios,
possibilitando o efeito de alisamento da superfície durante a usinagem e reduzindo a
rugosidade final da peça usinada.
70
Figura 2.28 – Rugosidade média na usinagem com inserto convencional e wiper.
Fonte: CORREIA & DAVIM, 2011.
2.7.1. Materiais para ferramenta de corte
As ferramentas de corte devem possuir propriedades mecânicas que garantam uma
boa utilização na usinagem de diferentes materiais. Uma ferramenta de corte ideal deveria
possuir elevada tenacidade, para absorver energia proveniente dos esforços de corte durante
a usinagem, alta resistência a quente, para manter as propriedades de corte da ferramenta em
altas temperaturas, e elevada resistência ao desgaste. Entretanto, a ferramenta que agregue
todas essas propriedades conjuntamente não existe. O que se busca então é o estudo contínuo
para desenvolvimento de ferramentas com diferentes materiais que atendam às necessidades
da indústria (GROOVER, 2014).
71
Ao longo da história, as ferramentas de corte já evoluíram de maneira considerável,
partindo do uso da ferramenta de aço rápido, desenvolvida por Frederick Taylor e
apresentada ao mundo na exposição de Paris de 1900 (GROOVER, 2014).
Metal Duro
As ferramentas de metal duro são formadas primariamente de carbeto de tungstênio
e produzidas pelo processo de sinterização. O carbeto de tungstênio foi sinterizado pela
primeira vez no final da década de 1890, entretanto, só em 1927 o carbeto de tungstênio
sinterizado junto com o cobalto, como elemento ligante, foi utilizado como ferramenta de
corte. Hoje em dia, essas ferramentas de metal duro são as mais utilizadas nas operações de
usinagem (CHAYEUSKI et al., 2018BREIDENSTEIN et al., 2013 e GROOVER, 2014).
As primeiras ferramentas de metal duro feitas de carbeto de tungstênio com cobalto
eram usadas para usinagem de ferros fundidos e materiais não-ferrosos com velocidades
maiores que as utilizadas na usinagem com ferramentas de aço rápido. Entretanto, quando as
ferramentas de WC-Co eram usadas para cortar os aços, o desgaste ocorria rapidamente,
levando a falha prematura dos insertos. Isso ocorria devido à grande afinidade química
existente entre o aço e o carbono do carbeto de tungstênio, resultando em um desgaste
acelerado ocasionado pela difusão e reação química existente entre a ferramenta e a peça.
Posteriormente, foi descoberto que a adição de carbetos de titânio (TiC) e de tântalo (TaC)
retardavam significativamente o desgaste durante a usinagem dos aços, viabilizando, então,
a utilização dos insertos de metal duro (GROOVER, 2014).
A partir da década de 1970 essas ferramentas tem sido revestidas com recobrimentos
a base de diferentes compostos químicos, que promoveram uma melhoria considerável na
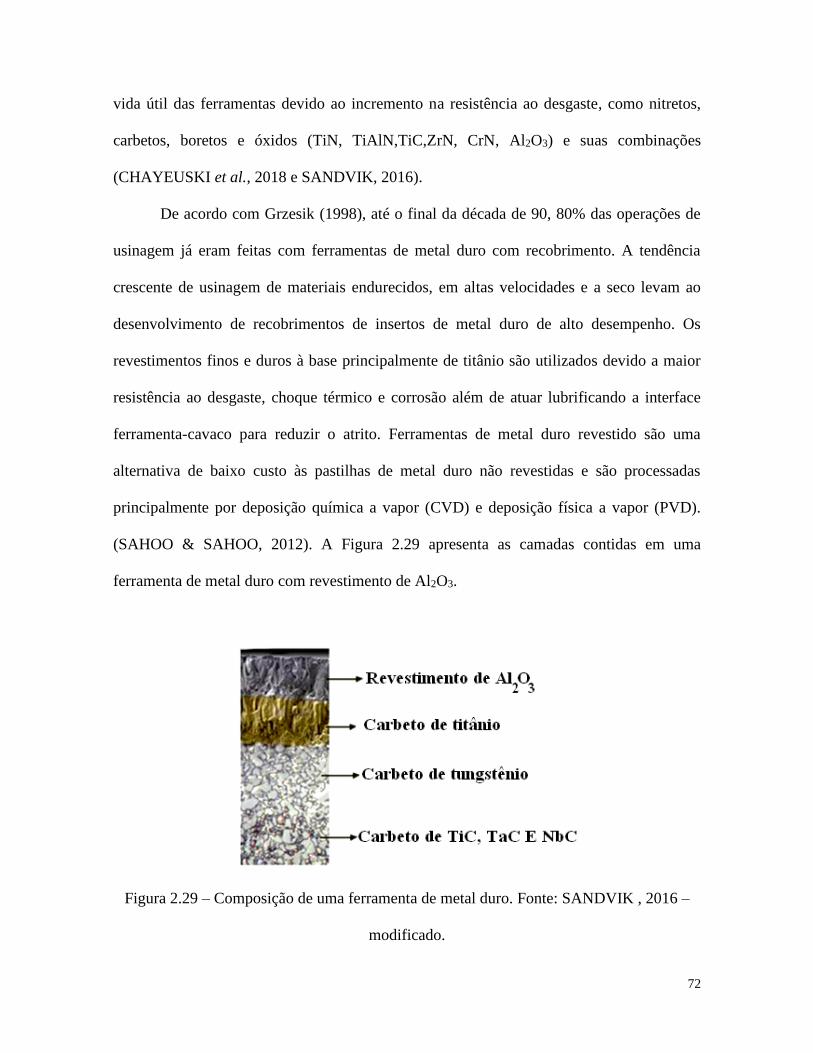
72
vida útil das ferramentas devido ao incremento na resistência ao desgaste, como nitretos,
carbetos, boretos e óxidos (TiN, TiAlN,TiC,ZrN, CrN, Al2O3) e suas combinações
(CHAYEUSKI et al., 2018 e SANDVIK, 2016).
De acordo com Grzesik (1998), até o final da década de 90, 80% das operações de
usinagem já eram feitas com ferramentas de metal duro com recobrimento. A tendência
crescente de usinagem de materiais endurecidos, em altas velocidades e a seco levam ao
desenvolvimento de recobrimentos de insertos de metal duro de alto desempenho. Os
revestimentos finos e duros à base principalmente de titânio são utilizados devido a maior
resistência ao desgaste, choque térmico e corrosão além de atuar lubrificando a interface
ferramenta-cavaco para reduzir o atrito. Ferramentas de metal duro revestido são uma
alternativa de baixo custo às pastilhas de metal duro não revestidas e são processadas
principalmente por deposição química a vapor (CVD) e deposição física a vapor (PVD).
(SAHOO & SAHOO, 2012). A Figura 2.29 apresenta as camadas contidas em uma
ferramenta de metal duro com revestimento de Al2O3.
Figura 2.29 – Composição de uma ferramenta de metal duro. Fonte: SANDVIK , 2016 –
modificado.
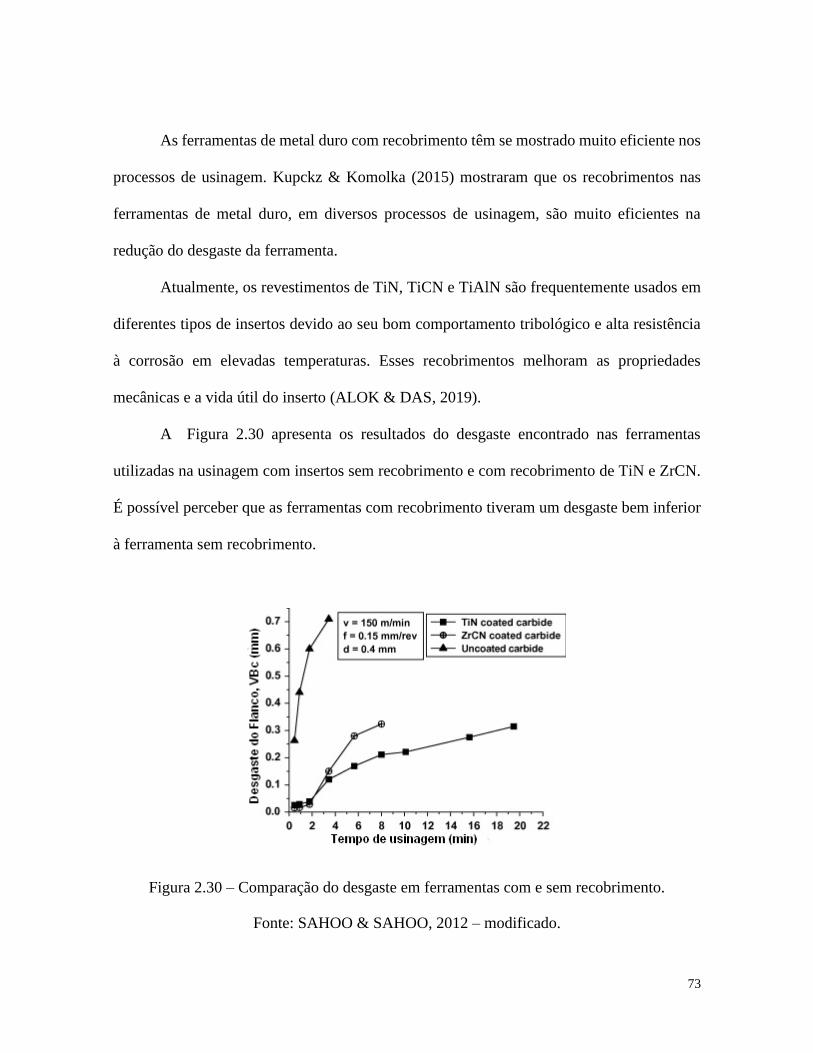
73
As ferramentas de metal duro com recobrimento têm se mostrado muito eficiente nos
processos de usinagem. Kupckz & Komolka (2015) mostraram que os recobrimentos nas
ferramentas de metal duro, em diversos processos de usinagem, são muito eficientes na
redução do desgaste da ferramenta.
Atualmente, os revestimentos de TiN, TiCN e TiAlN são frequentemente usados em
diferentes tipos de insertos devido ao seu bom comportamento tribológico e alta resistência
à corrosão em elevadas temperaturas. Esses recobrimentos melhoram as propriedades
mecânicas e a vida útil do inserto (ALOK & DAS, 2019).
A Figura 2.30 apresenta os resultados do desgaste encontrado nas ferramentas
utilizadas na usinagem com insertos sem recobrimento e com recobrimento de TiN e ZrCN.
É possível perceber que as ferramentas com recobrimento tiveram um desgaste bem inferior
à ferramenta sem recobrimento.
Figura 2.30 – Comparação do desgaste em ferramentas com e sem recobrimento.
Fonte: SAHOO & SAHOO, 2012 – modificado.
74
Cermets e Cerâmicas
Os cermets são uma categoria de ferramentas feitas de materiais cerâmicos e
metálicos, agregando as propriedades mecânicas de ambos. As fases cerâmicas incluem
carbetos, nitretos, óxidos e carbonitretos de titânio, molibdênio, tungstênio, tântalo, nióbio e
vanádio, enquanto as ligas de níquel, cobalto e molibdênio geralmente são utilizadas como o
constituinte metálico ligante. A primeira geração de cermets surgiu a partir no ano de 1927 e
a partir deste momento, diversos tipos de cerâmicas e metais tem sido utilizados para
melhorar as suas propriedades (ARAMIAN et al., 2020). Essas ferramentas apresentam
maior tenacidade que as cerâmicas e maior ponto de fusão, dureza, condutividade térmica,
resistência à oxidação e à fluência do que as ferramentas de metal duro (CHEN, 2015).
As ferramentas de cerâmica, mais modernas que o aço rápido e o metal duro,
começaram a ser utilizadas comercialmente na década de 1950. Fabricadas pelo processo de
sinterização, com altas temperaturas e elevada pressão, a composição principal dessas
ferramentas é o óxido de alumínio, Al2O3 (GROOVER, 2014).
A sua composição e propriedades mecânicas permitem usinagem em altas
velocidades. Entretanto, as máquinas-ferramentas necessitam de alta potência de corte e
elevada rigidez devido à baixa tenacidade dos insertos cerâmicos. A estabilidade química da
ferramenta também é muito importante quando o processo é realizado com altas velocidades
de corte e, consequentemente, altas temperaturas. Algumas classes de cerâmica são
quimicamente muito estáveis com o ferro, como a cerâmica pura e mista (GABALDO et al.,
2010).
75
Nitreto cúbico de boro (CBN)
As ferramentas de corte de nitreto cúbico de boro (CBN) ou nitreto cúbico
policristalino de boro (PCBN), possuem alta condutividade térmica, alta dureza a quente,
excelente estabilidade térmica e, entre os materiais conhecidos, é o mais duro após o
diamante (SUGIHARA et al., 2017). Além disso, as ferramentas de CBN apresentam maior
resistência ao desgaste que outros materiais devido a sua elevada dureza, sendo aplicadas na
usinagem em altas velocidades de aços endurecidos. Porém, apesar da maior vida útil, o
elevado custo dessas ferramentas de corte ainda é um limitador para o seu amplo uso na
indústria (CAMUŞCU & ASLAN, 2005).
RUÍDO MAGNÉTICO BARKHAUSEN (RMB)
O ruído magnético Barkhausen foi descoberto em 1919 por um cientista alemão
chamado Heinrich Barkhausen. Entretanto, o método despertou atenção para utilização
industrial no início da década de 1970. Hoje em dia, o método é reconhecido como uma
técnica não destrutiva para caracterização de materiais, em testes de defeitos oriundos de
tratamentos térmicos e para medição indireta de tensões residuais em materiais
ferromagnéticos (GRIJALBA & PADOVESI, 2018).
Materiais ferromagnéticos são aqueles cujos átomos possuem momentos de dipolo
magnético permanentes. Entre esses átomos, existe uma forte interação que mantém os
momentos alinhados, mesmo na ausência de campo magnético externo. Esses grupos são
denominados de domínios magnéticos e agem como um pequeno ímã permanente
(HALLIDAY et al., 2012). A ferrita é um exemplo de uma fase ferromagnética.
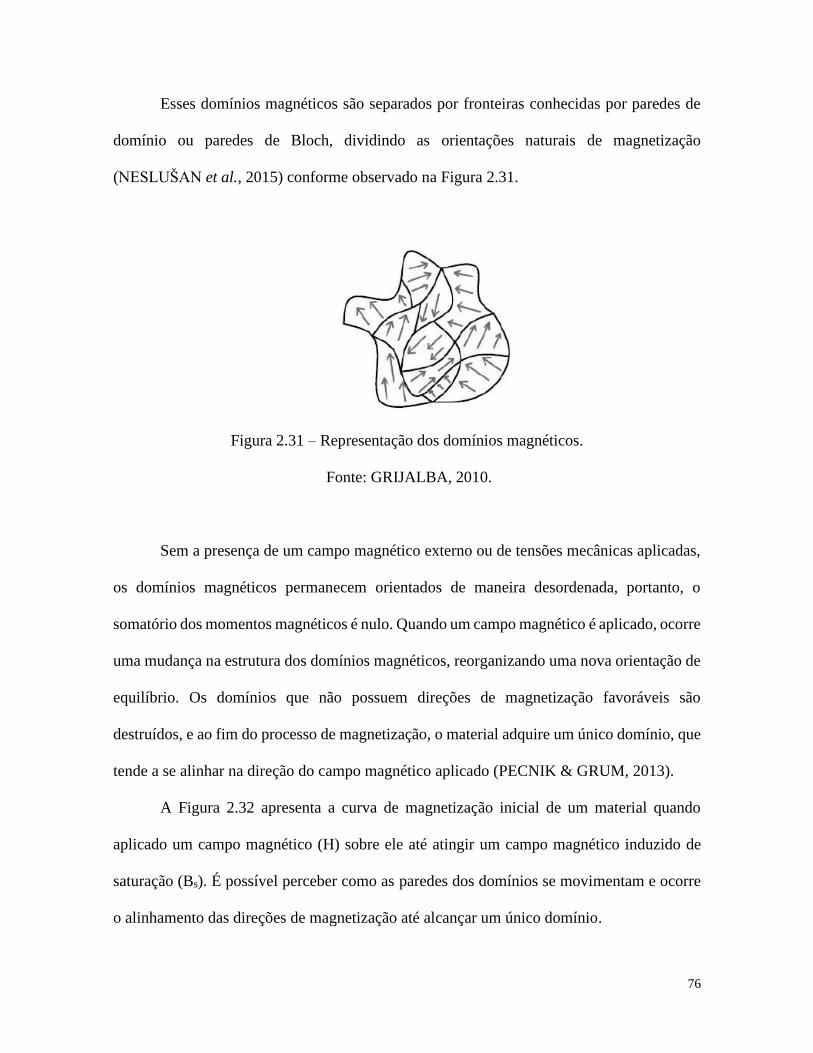
76
Esses domínios magnéticos são separados por fronteiras conhecidas por paredes de
domínio ou paredes de Bloch, dividindo as orientações naturais de magnetização
(NESLUŠAN et al., 2015) conforme observado na Figura 2.31.
Figura 2.31 – Representação dos domínios magnéticos.
Fonte: GRIJALBA, 2010.
Sem a presença de um campo magnético externo ou de tensões mecânicas aplicadas,
os domínios magnéticos permanecem orientados de maneira desordenada, portanto, o
somatório dos momentos magnéticos é nulo. Quando um campo magnético é aplicado, ocorre
uma mudança na estrutura dos domínios magnéticos, reorganizando uma nova orientação de
equilíbrio. Os domínios que não possuem direções de magnetização favoráveis são
destruídos, e ao fim do processo de magnetização, o material adquire um único domínio, que
tende a se alinhar na direção do campo magnético aplicado (PECNIK & GRUM, 2013).
A Figura 2.32 apresenta a curva de magnetização inicial de um material quando
aplicado um campo magnético (H) sobre ele até atingir um campo magnético induzido de
saturação (Bs). É possível perceber como as paredes dos domínios se movimentam e ocorre
o alinhamento das direções de magnetização até alcançar um único domínio.
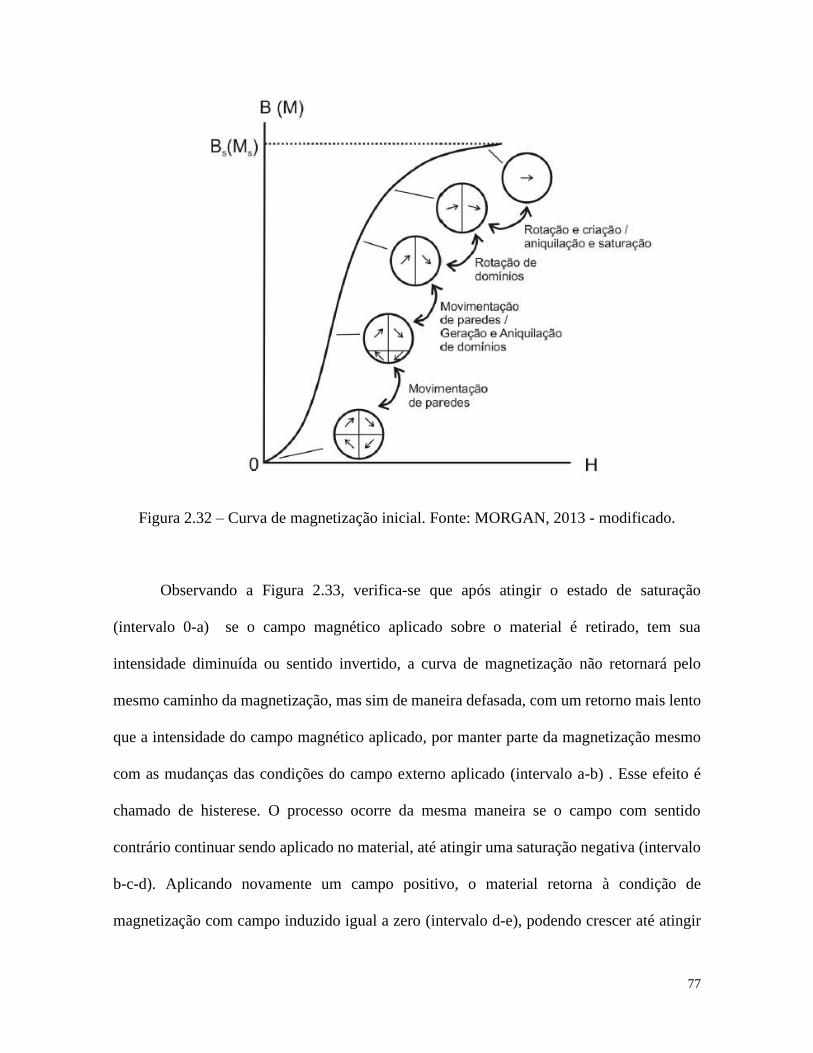
77
Figura 2.32 – Curva de magnetização inicial. Fonte: MORGAN, 2013 - modificado.
Observando a Figura 2.33, verifica-se que após atingir o estado de saturação
(intervalo 0-a) se o campo magnético aplicado sobre o material é retirado, tem sua
intensidade diminuída ou sentido invertido, a curva de magnetização não retornará pelo
mesmo caminho da magnetização, mas sim de maneira defasada, com um retorno mais lento
que a intensidade do campo magnético aplicado, por manter parte da magnetização mesmo
com as mudanças das condições do campo externo aplicado (intervalo a-b) . Esse efeito é
chamado de histerese. O processo ocorre da mesma maneira se o campo com sentido
contrário continuar sendo aplicado no material, até atingir uma saturação negativa (intervalo
b-c-d). Aplicando novamente um campo positivo, o material retorna à condição de
magnetização com campo induzido igual a zero (intervalo d-e), podendo crescer até atingir
78
o ponto de saturação positiva novamente (intervalo e-f). Todo este processo forma o laço
gera o laço de histerese (MORGAN, 2013).
Figura 2.33 – Formação do laço de histerese. Fonte: MORGAN, 2013 - modificado.
Todo este processo de magnetização do material ferromagnético é influenciado por
defeitos cristalinos no material e pelas tensões residuais, além dos tamanhos dos grãos, a
dureza do material e as deformações plásticas existentes (GRIJALBA & PADOVESE ,
2018). Estes fatores, atuam como barreiras durante o processo de movimentação das paredes
do domínio. Dessa forma, essas paredes durante o processo de magnetização, ao encontrem
as barreiras, precisam de uma maior quantidade de energia para conseguirem se movimentar,
gerando pequenos “saltos” de magnetização, dando origem ao chamado efeito Barkhausen,
conforme apresentado na Figura 2.34 (TRILLON et al., 2012).
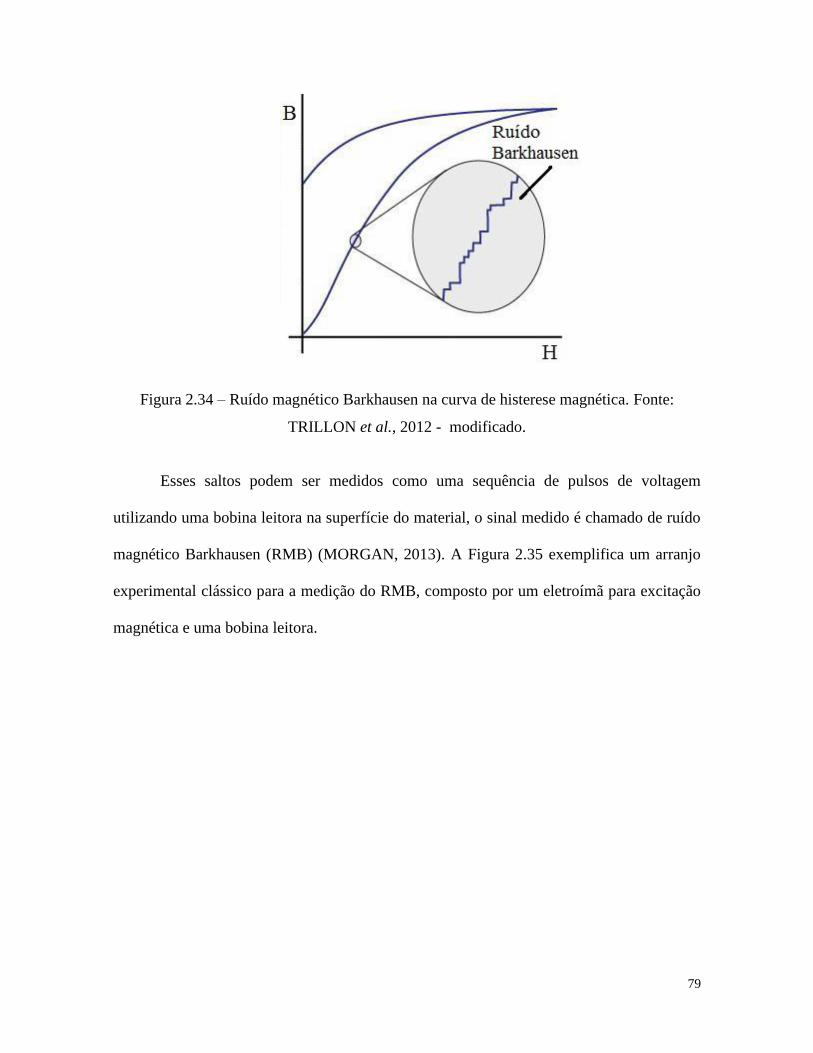
79
Figura 2.34 – Ruído magnético Barkhausen na curva de histerese magnética. Fonte:
TRILLON et al., 2012 - modificado.
Esses saltos podem ser medidos como uma sequência de pulsos de voltagem
utilizando uma bobina leitora na superfície do material, o sinal medido é chamado de ruído
magnético Barkhausen (RMB) (MORGAN, 2013). A Figura 2.35 exemplifica um arranjo
experimental clássico para a medição do RMB, composto por um eletroímã para excitação
magnética e uma bobina leitora.
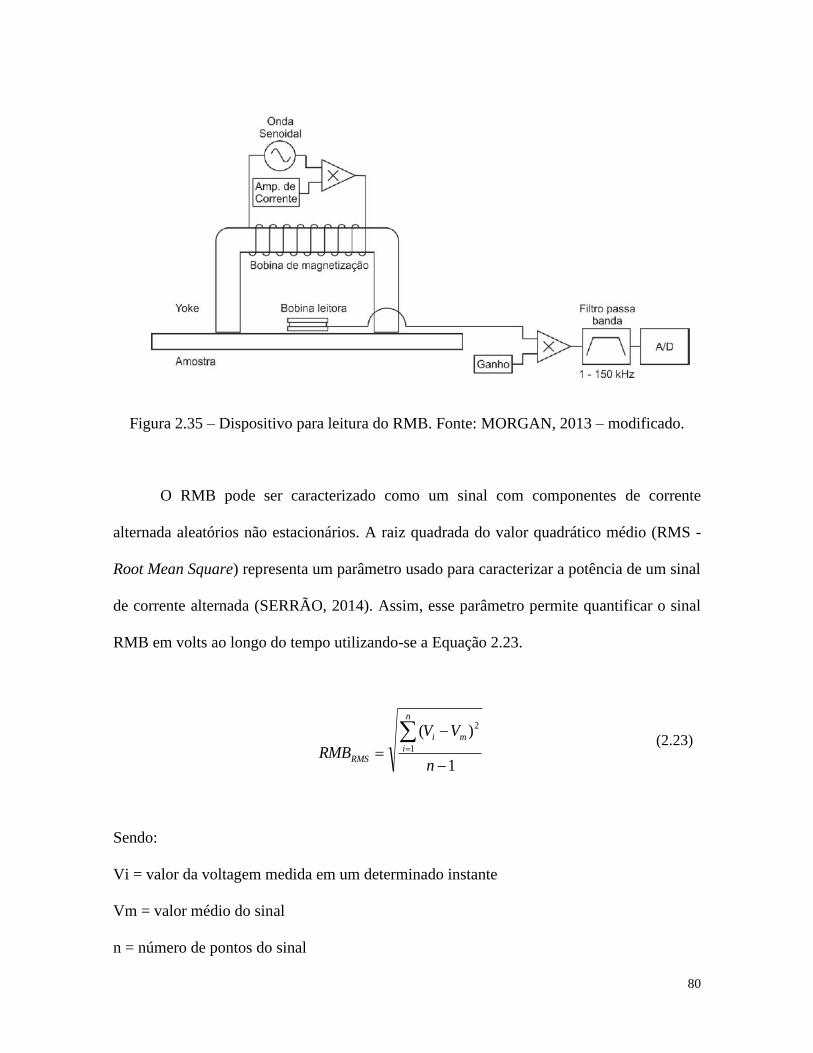
80
Figura 2.35 – Dispositivo para leitura do RMB. Fonte: MORGAN, 2013 – modificado.
O RMB pode ser caracterizado como um sinal com componentes de corrente
alternada aleatórios não estacionários. A raiz quadrada do valor quadrático médio (RMS -
Root Mean Square) representa um parâmetro usado para caracterizar a potência de um sinal
de corrente alternada (SERRÃO, 2014). Assim, esse parâmetro permite quantificar o sinal
RMB em volts ao longo do tempo utilizando-se a Equação 2.23.
1
)(1
2
−
−
==
n
VV
RMB
n
i
mi
RMS (2.23)
Sendo:
Vi = valor da voltagem medida em um determinado instante
Vm = valor médio do sinal
n = número de pontos do sinal
81
Como o sinal RMB é centrado em amplitude, ou seja, possui média nula, o valor RMS
equivale ao desvio padrão, e, portanto, representa uma medida do tamanho médio das
flutuações ao redor da média.
Sobre as aplicações práticas, como as propriedades microestruturais e as tensões
residuais influenciam o sinal RMB, esta técnica é alvo de estudos para medição
características microestruturais dos materiais e tensões residuais (GRIJALBA &
PADOVESE., 2018). Grãos mais finos possuem maior número de domínios magnéticos,
acarretando um aumento do nível do RMB. Tensões compressivas favorecem o crescimento
dos domínios magnéticos na direção perpendicular à tensão aplicada, dificultando a
magnetização e produzindo uma queda na amplitude do RMB. Tensões trativas favorecem a
magnetização na direção de aplicação da tensão, beneficiando o aumento da amplitude do
RMB (MOORTHY & SHAW, 2008).
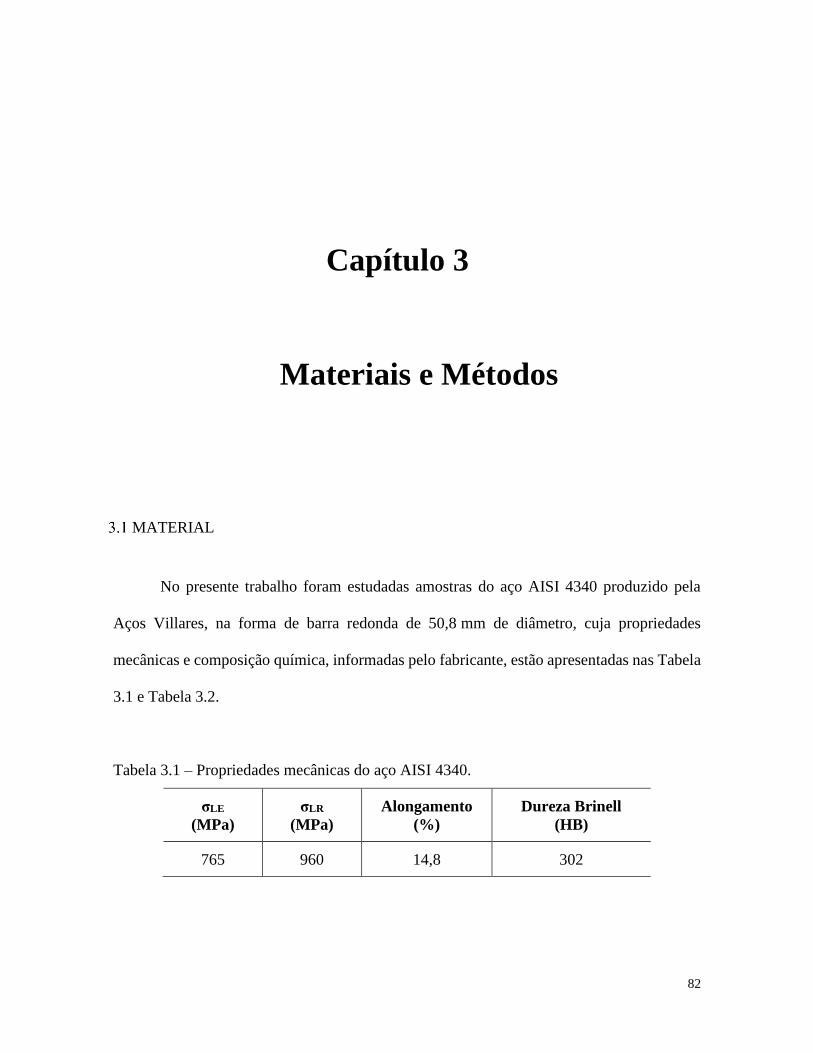
82
Capítulo 3
3 Materiais e Métodos
MATERIAL
No presente trabalho foram estudadas amostras do aço AISI 4340 produzido pela
Aços Villares, na forma de barra redonda de 50,8 mm de diâmetro, cuja propriedades
mecânicas e composição química, informadas pelo fabricante, estão apresentadas nas Tabela
3.1 e Tabela 3.2.
Tabela 3.1 – Propriedades mecânicas do aço AISI 4340.
σLE
(MPa)
σLR
(MPa)
Alongamento
(%)
Dureza Brinell
(HB)
765 960 14,8 302
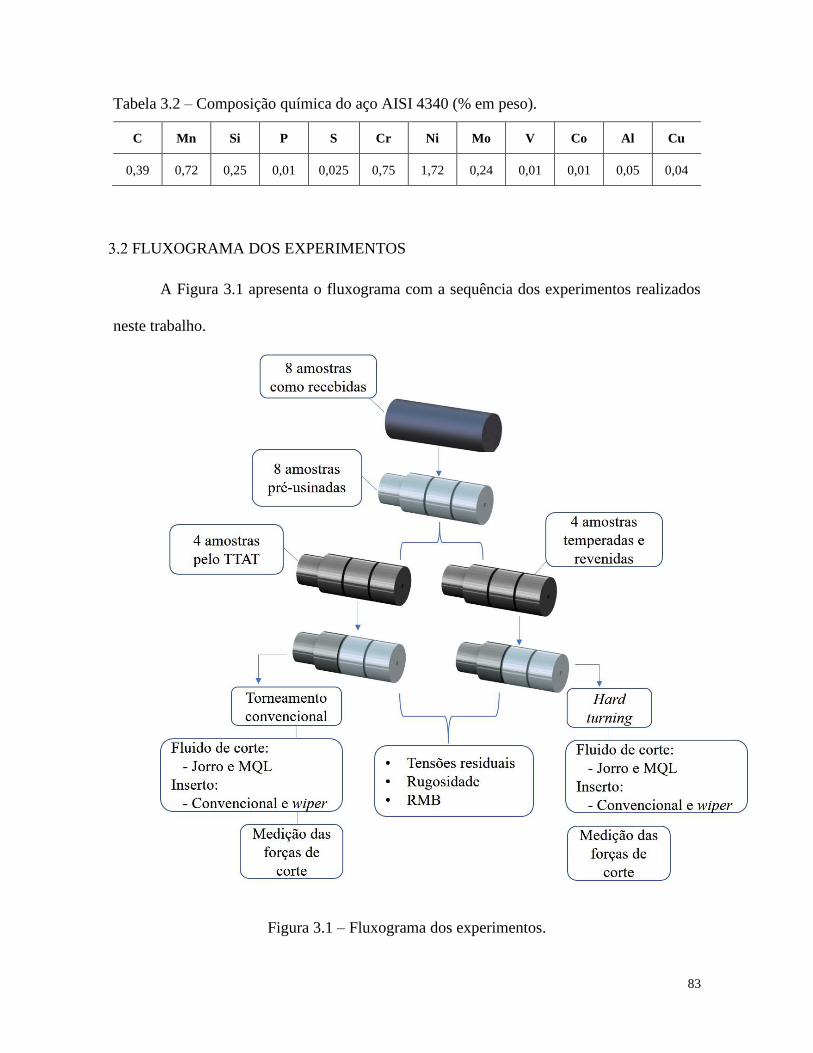
83
Tabela 3.2 – Composição química do aço AISI 4340 (% em peso).
C Mn Si P S Cr Ni Mo V Co Al Cu
0,39 0,72 0,25 0,01 0,025 0,75 1,72 0,24 0,01 0,01 0,05 0,04
FLUXOGRAMA DOS EXPERIMENTOS
A Figura 3.1 apresenta o fluxograma com a sequência dos experimentos realizados
neste trabalho.
Figura 3.1 – Fluxograma dos experimentos.
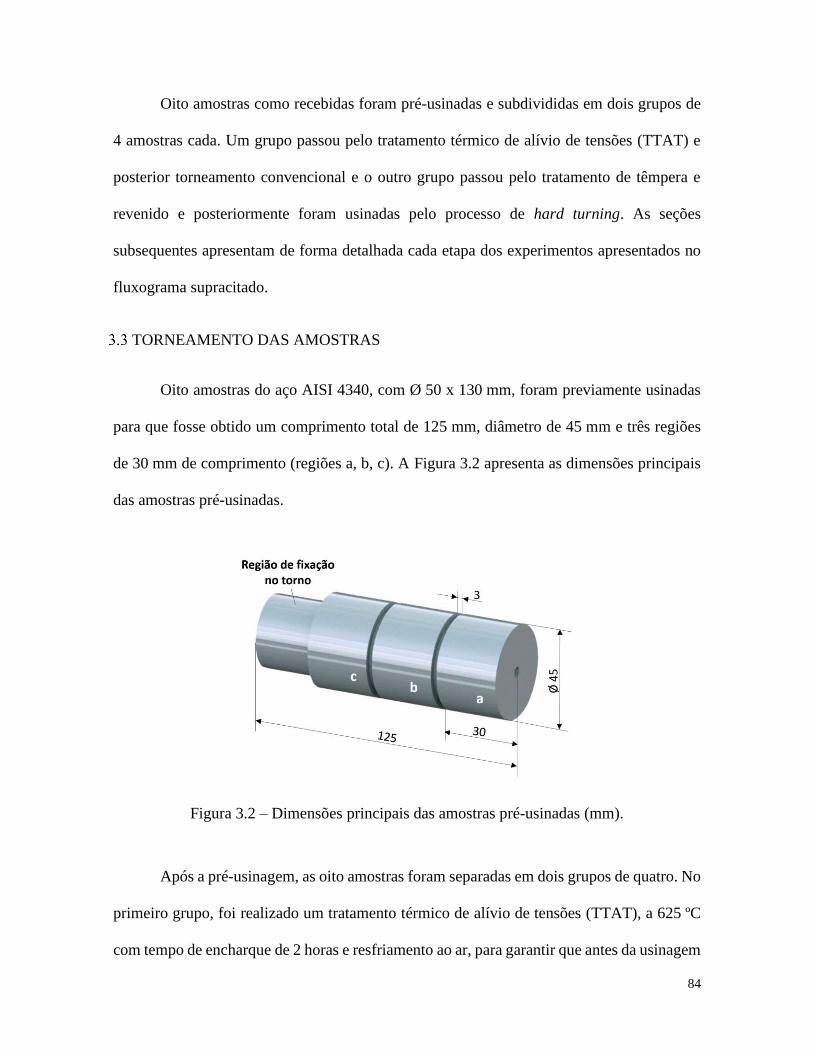
84
Oito amostras como recebidas foram pré-usinadas e subdivididas em dois grupos de
4 amostras cada. Um grupo passou pelo tratamento térmico de alívio de tensões (TTAT) e
posterior torneamento convencional e o outro grupo passou pelo tratamento de têmpera e
revenido e posteriormente foram usinadas pelo processo de hard turning. As seções
subsequentes apresentam de forma detalhada cada etapa dos experimentos apresentados no
fluxograma supracitado.
TORNEAMENTO DAS AMOSTRAS
Oito amostras do aço AISI 4340, com Ø 50 x 130 mm, foram previamente usinadas
para que fosse obtido um comprimento total de 125 mm, diâmetro de 45 mm e três regiões
de 30 mm de comprimento (regiões a, b, c). A Figura 3.2 apresenta as dimensões principais
das amostras pré-usinadas.
Figura 3.2 – Dimensões principais das amostras pré-usinadas (mm).
Após a pré-usinagem, as oito amostras foram separadas em dois grupos de quatro. No
primeiro grupo, foi realizado um tratamento térmico de alívio de tensões (TTAT), a 625 ºC
com tempo de encharque de 2 horas e resfriamento ao ar, para garantir que antes da usinagem
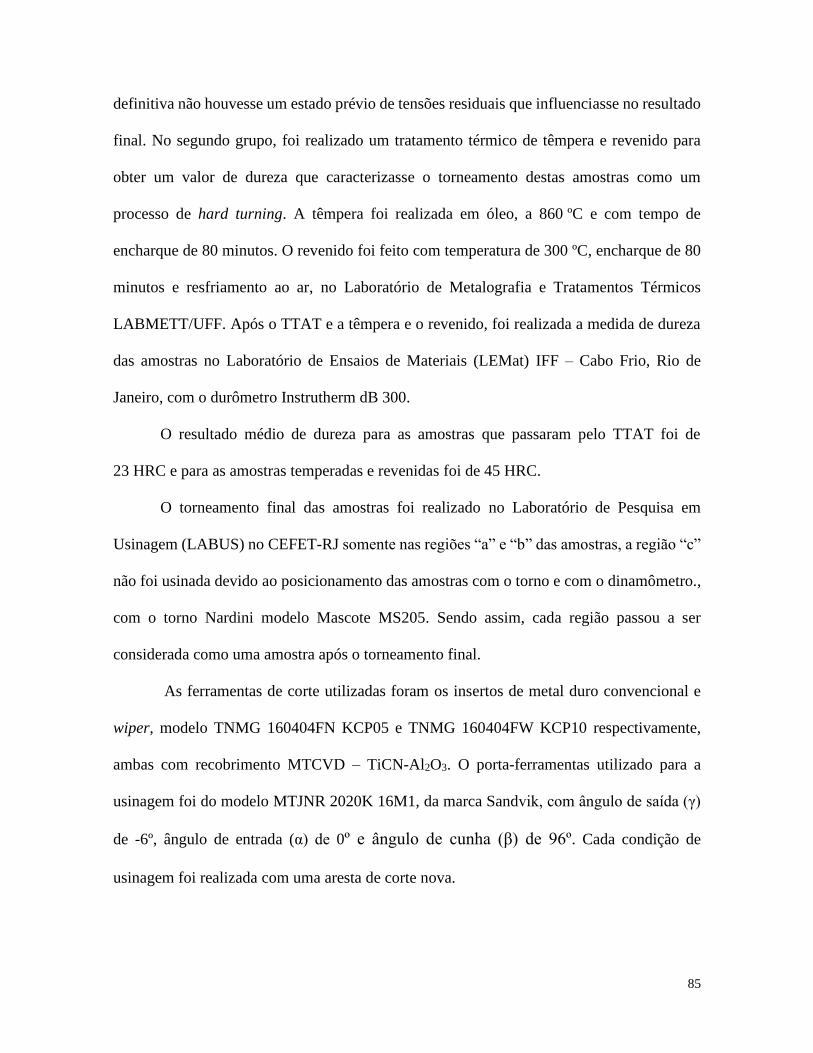
85
definitiva não houvesse um estado prévio de tensões residuais que influenciasse no resultado
final. No segundo grupo, foi realizado um tratamento térmico de têmpera e revenido para
obter um valor de dureza que caracterizasse o torneamento destas amostras como um
processo de hard turning. A têmpera foi realizada em óleo, a 860 ºC e com tempo de
encharque de 80 minutos. O revenido foi feito com temperatura de 300 ºC, encharque de 80
minutos e resfriamento ao ar, no Laboratório de Metalografia e Tratamentos Térmicos
LABMETT/UFF. Após o TTAT e a têmpera e o revenido, foi realizada a medida de dureza
das amostras no Laboratório de Ensaios de Materiais (LEMat) IFF – Cabo Frio, Rio de
Janeiro, com o durômetro Instrutherm dB 300.
O resultado médio de dureza para as amostras que passaram pelo TTAT foi de
23 HRC e para as amostras temperadas e revenidas foi de 45 HRC.
O torneamento final das amostras foi realizado no Laboratório de Pesquisa em
Usinagem (LABUS) no CEFET-RJ somente nas regiões “a” e “b” das amostras, a região “c”
não foi usinada devido ao posicionamento das amostras com o torno e com o dinamômetro.,
com o torno Nardini modelo Mascote MS205. Sendo assim, cada região passou a ser
considerada como uma amostra após o torneamento final.
As ferramentas de corte utilizadas foram os insertos de metal duro convencional e
wiper, modelo TNMG 160404FN KCP05 e TNMG 160404FW KCP10 respectivamente,
ambas com recobrimento MTCVD – TiCN-Al2O3. O porta-ferramentas utilizado para a
usinagem foi do modelo MTJNR 2020K 16M1, da marca Sandvik, com ângulo de saída (γ)
de -6º, ângulo de entrada (α) de 0º e ângulo de cunha (β) de 96º. Cada condição de
usinagem foi realizada com uma aresta de corte nova.
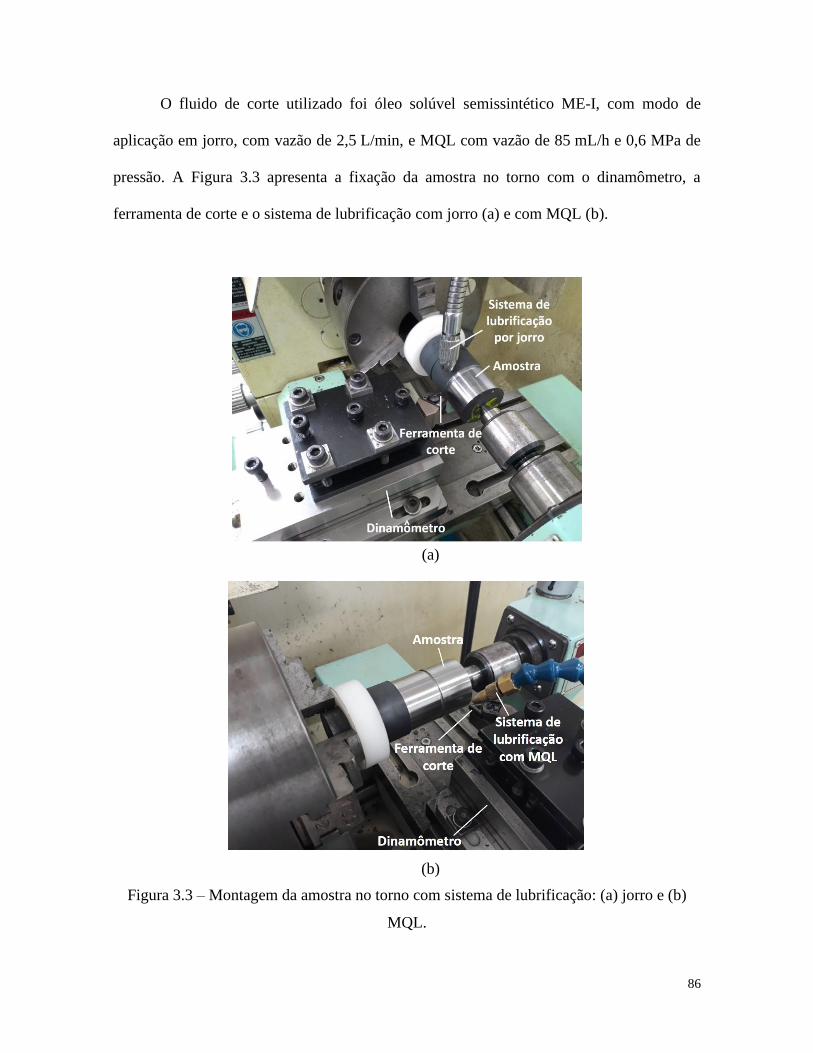
86
O fluido de corte utilizado foi óleo solúvel semissintético ME-I, com modo de
aplicação em jorro, com vazão de 2,5 L/min, e MQL com vazão de 85 mL/h e 0,6 MPa de
pressão. A Figura 3.3 apresenta a fixação da amostra no torno com o dinamômetro, a
ferramenta de corte e o sistema de lubrificação com jorro (a) e com MQL (b).
(a)
(b)
Figura 3.3 – Montagem da amostra no torno com sistema de lubrificação: (a) jorro e (b)
MQL.
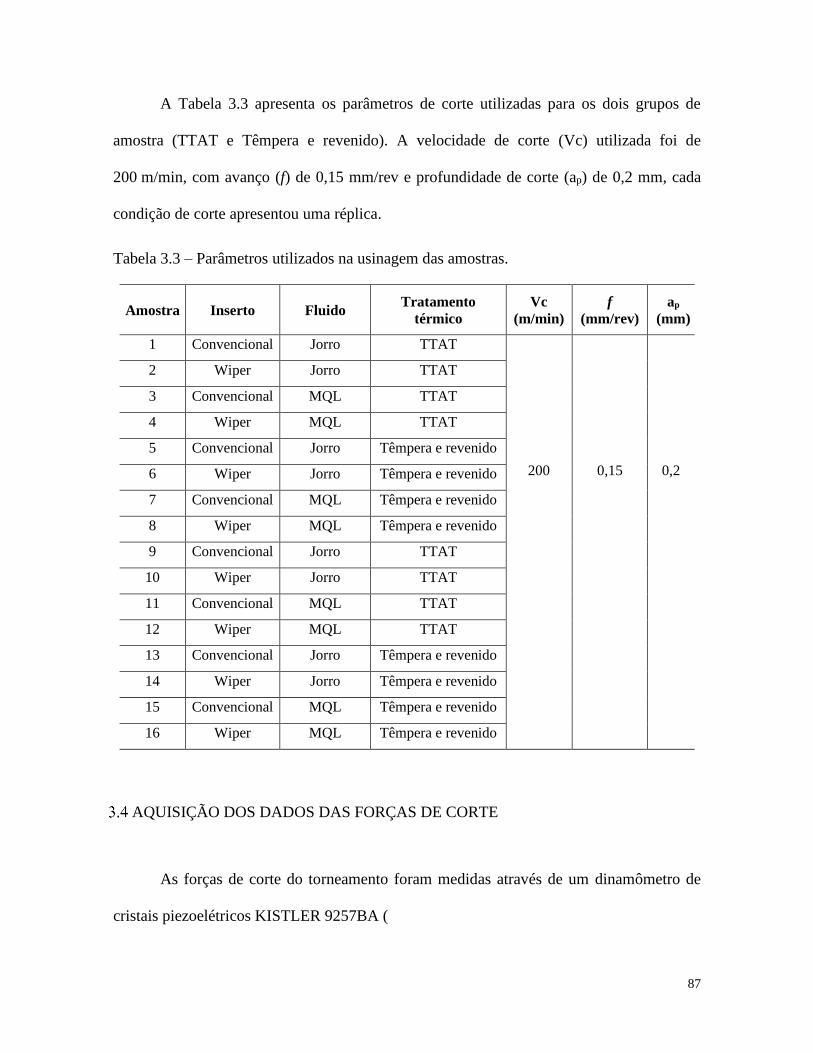
87
A Tabela 3.3 apresenta os parâmetros de corte utilizadas para os dois grupos de
amostra (TTAT e Têmpera e revenido). A velocidade de corte (Vc) utilizada foi de
200 m/min, com avanço (f) de 0,15 mm/rev e profundidade de corte (ap) de 0,2 mm, cada
condição de corte apresentou uma réplica.
Tabela 3.3 – Parâmetros utilizados na usinagem das amostras.
Amostra Inserto Fluido Tratamento
térmico
Vc
(m/min)
f
(mm/rev)
ap
(mm)
1 Convencional Jorro TTAT
200
0,15
0,2
2 Wiper Jorro TTAT
3 Convencional MQL TTAT
4 Wiper MQL TTAT
5 Convencional Jorro Têmpera e revenido
6 Wiper Jorro Têmpera e revenido
7 Convencional MQL Têmpera e revenido
8 Wiper MQL Têmpera e revenido
9 Convencional Jorro TTAT
10 Wiper Jorro TTAT
11 Convencional MQL TTAT
12 Wiper MQL TTAT
13 Convencional Jorro Têmpera e revenido
14 Wiper Jorro Têmpera e revenido
15 Convencional MQL Têmpera e revenido
16 Wiper MQL Têmpera e revenido
AQUISIÇÃO DOS DADOS DAS FORÇAS DE CORTE
As forças de corte do torneamento foram medidas através de um dinamômetro de
cristais piezoelétricos KISTLER 9257BA (
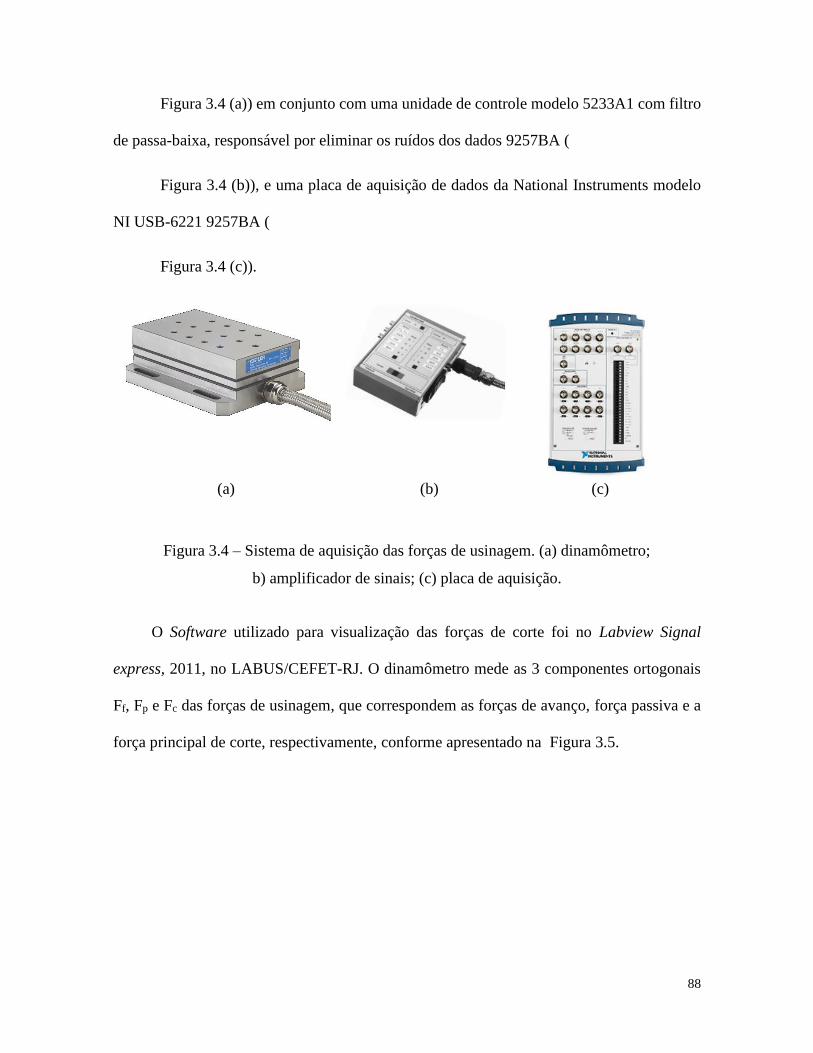
88
Figura 3.4 (a)) em conjunto com uma unidade de controle modelo 5233A1 com filtro
de passa-baixa, responsável por eliminar os ruídos dos dados 9257BA (
Figura 3.4 (b)), e uma placa de aquisição de dados da National Instruments modelo
NI USB-6221 9257BA (
Figura 3.4 (c)).
(a) (b) (c)
Figura 3.4 – Sistema de aquisição das forças de usinagem. (a) dinamômetro;
b) amplificador de sinais; (c) placa de aquisição.
O Software utilizado para visualização das forças de corte foi no Labview Signal
express, 2011, no LABUS/CEFET-RJ. O dinamômetro mede as 3 componentes ortogonais
Ff, Fp e Fc das forças de usinagem, que correspondem as forças de avanço, força passiva e a
força principal de corte, respectivamente, conforme apresentado na Figura 3.5.
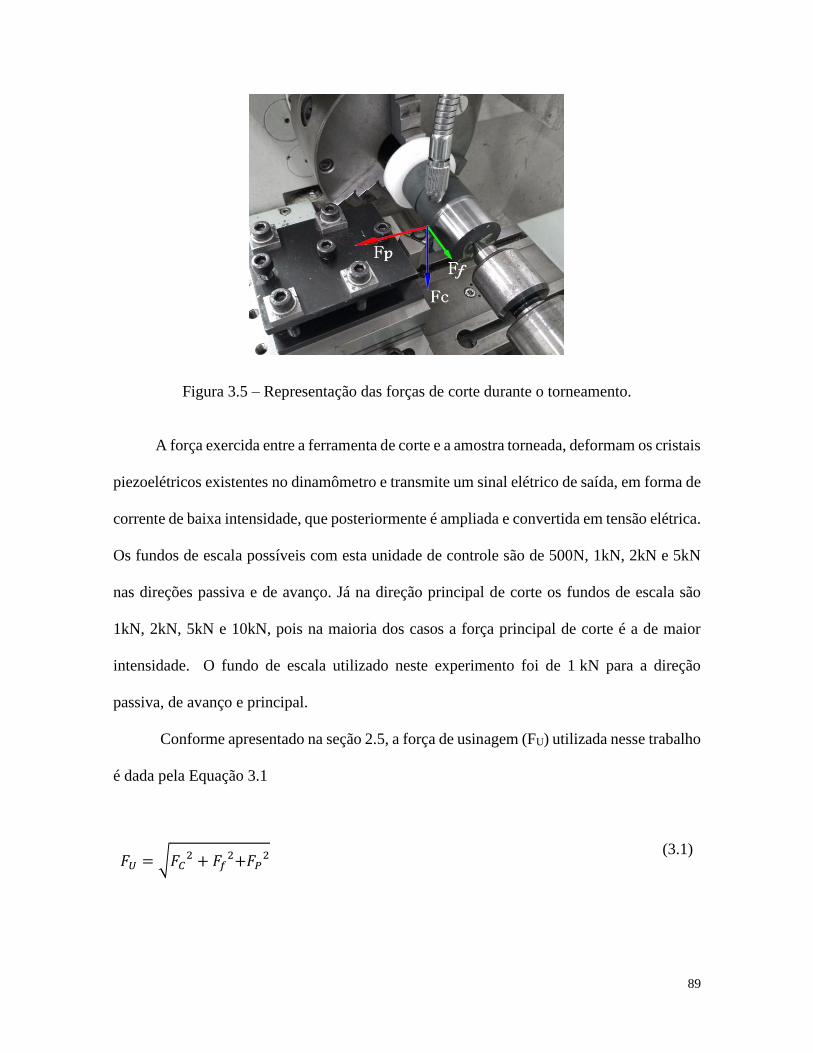
89
Figura 3.5 – Representação das forças de corte durante o torneamento.
A força exercida entre a ferramenta de corte e a amostra torneada, deformam os cristais
piezoelétricos existentes no dinamômetro e transmite um sinal elétrico de saída, em forma de
corrente de baixa intensidade, que posteriormente é ampliada e convertida em tensão elétrica.
Os fundos de escala possíveis com esta unidade de controle são de 500N, 1kN, 2kN e 5kN
nas direções passiva e de avanço. Já na direção principal de corte os fundos de escala são
1kN, 2kN, 5kN e 10kN, pois na maioria dos casos a força principal de corte é a de maior
intensidade. O fundo de escala utilizado neste experimento foi de 1 kN para a direção
passiva, de avanço e principal.
Conforme apresentado na seção 2.5, a força de usinagem (FU) utilizada nesse trabalho
é dada pela Equação 3.1
𝐹𝑈 = √𝐹𝐶2 + 𝐹𝑓
2+𝐹𝑃2
(3.1)

90
ANÁLISE DA RUGOSIDADE
Após o torneamento, a rugosidade das amostras foi analisada usando um rugosímetro
da marca Taylor Hobson Brasil, modelo Surtronic25, disponibilizado pelo Laboratório de
Metrologia Dimensional e Computacional (LMDC) da UFF. Foi usado um comprimento de
medição 𝐿𝑚 = 4,00 mm e um comprimento de amostragem ou cut-off 𝐿𝑒= 0,80 mm. O
apalpador possui uma ponta com raio de 5 μm, que fornece uma resolução de 0,01 μm, com
precisão de 2% do valor medido A medição da rugosidade média (Ra) e da rugosidade total
(Rt) foi feita em 10 regiões distintas de cada amostra no sentido de avanço da ferramenta de
corte, conforme mostrado na Figura 3.6.
Figura 3.6 – Medição da rugosidade média e total da amostra.
ANÁLISE DAS TENSÕES RESIDUAIS
A análise das tensões residuais foi realizada no Laboratório de Análise de Tensões
(LAT) da UFF, com o analisador de tensões Xstress3000, apresentado na Figura 3.7, por
difração de raios-X e pelo método do sen², usando radiação Crα (= 2,29092 Å) e
difratando o plano (211) da ferrita.
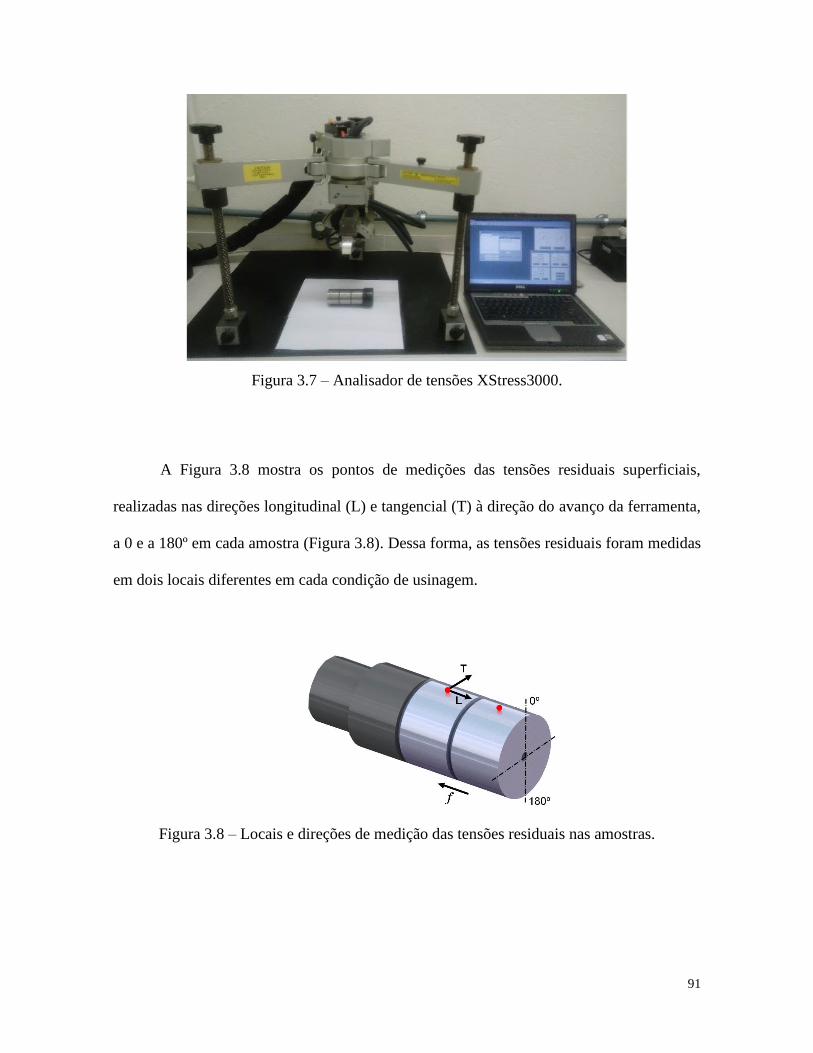
91
Figura 3.7 – Analisador de tensões XStress3000.
A Figura 3.8 mostra os pontos de medições das tensões residuais superficiais,
realizadas nas direções longitudinal (L) e tangencial (T) à direção do avanço da ferramenta,
a 0 e a 180º em cada amostra (Figura 3.8). Dessa forma, as tensões residuais foram medidas
em dois locais diferentes em cada condição de usinagem.
Figura 3.8 – Locais e direções de medição das tensões residuais nas amostras.
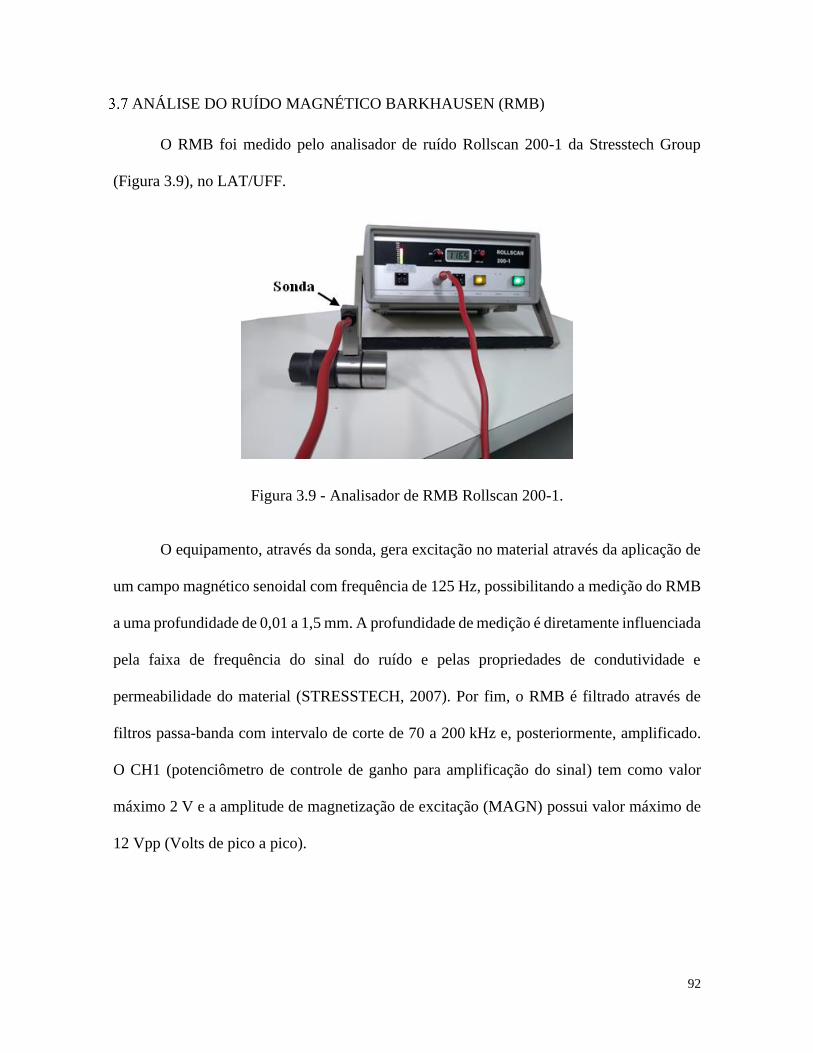
92
ANÁLISE DO RUÍDO MAGNÉTICO BARKHAUSEN (RMB)
O RMB foi medido pelo analisador de ruído Rollscan 200-1 da Stresstech Group
(Figura 3.9), no LAT/UFF.
Figura 3.9 - Analisador de RMB Rollscan 200-1.
O equipamento, através da sonda, gera excitação no material através da aplicação de
um campo magnético senoidal com frequência de 125 Hz, possibilitando a medição do RMB
a uma profundidade de 0,01 a 1,5 mm. A profundidade de medição é diretamente influenciada
pela faixa de frequência do sinal do ruído e pelas propriedades de condutividade e
permeabilidade do material (STRESSTECH, 2007). Por fim, o RMB é filtrado através de
filtros passa-banda com intervalo de corte de 70 a 200 kHz e, posteriormente, amplificado.
O CH1 (potenciômetro de controle de ganho para amplificação do sinal) tem como valor
máximo 2 V e a amplitude de magnetização de excitação (MAGN) possui valor máximo de
12 Vpp (Volts de pico a pico).
93
A calibração foi realizada antes das medições para garantir a melhor condição de
magnitude e ganho. Sendo assim, neste trabalho, foi utilizado um ganho de 50%, equivalente
a 0,8 V e uma amplitude de magnetização de excitação de 25%, o que corresponde a 3 Vpp.
Foram realizadas um total de vinte medições de RMB em cada amostra, tanto na
direção longitudinal (L), quanto na direção tangencial (T) à direção do avanço da ferramenta
de corte. Os resultados do RMB em cada ponto foram lidos diretamente no visor do
equipamento em mV (milivolts), após a estabilização do sinal. Após a aquisição dos sinais
de RMB, o valor do RMBRMS foi calculado, de acordo com a Equação 2.29 mostrada na seção
2.8.
ANÁLISE DE VARIÂNCIA (ANOVA)
A Análise de Variância (ANOVA) é um procedimento matemático utilizado para
verificar a influência de fatores distintos nas variáveis de resposta de um experimento. No
presente trabalho foram avaliados 3 fatores diferentes (tratamento térmico, fluido de corte e
tipo de inserto), sendo atribuído 2 níveis para todos os fatores, utilizando-se de 16 amostras
para abranger todos os experimentos, considerando uma réplica para cada condição.
Para utilização da ANOVA, entretanto, é necessário verificar as condições
normalidade dos resíduos e a homogeneidade das variâncias (homoscedasticidade), sendo a
não-rejeição dessas hipóteses pré-requisito para a utilização do método. Porém, caso não seja
observada a normalidade dos resíduos ou homoscedasticidade, a técnica de Monte Carlo
verifica que não há consequências graves para as conclusões acerca do conjunto de dados
sob avaliação ao continuar utilizando ANOVA ao invés de métodos estatísticos não-
paramétricos.
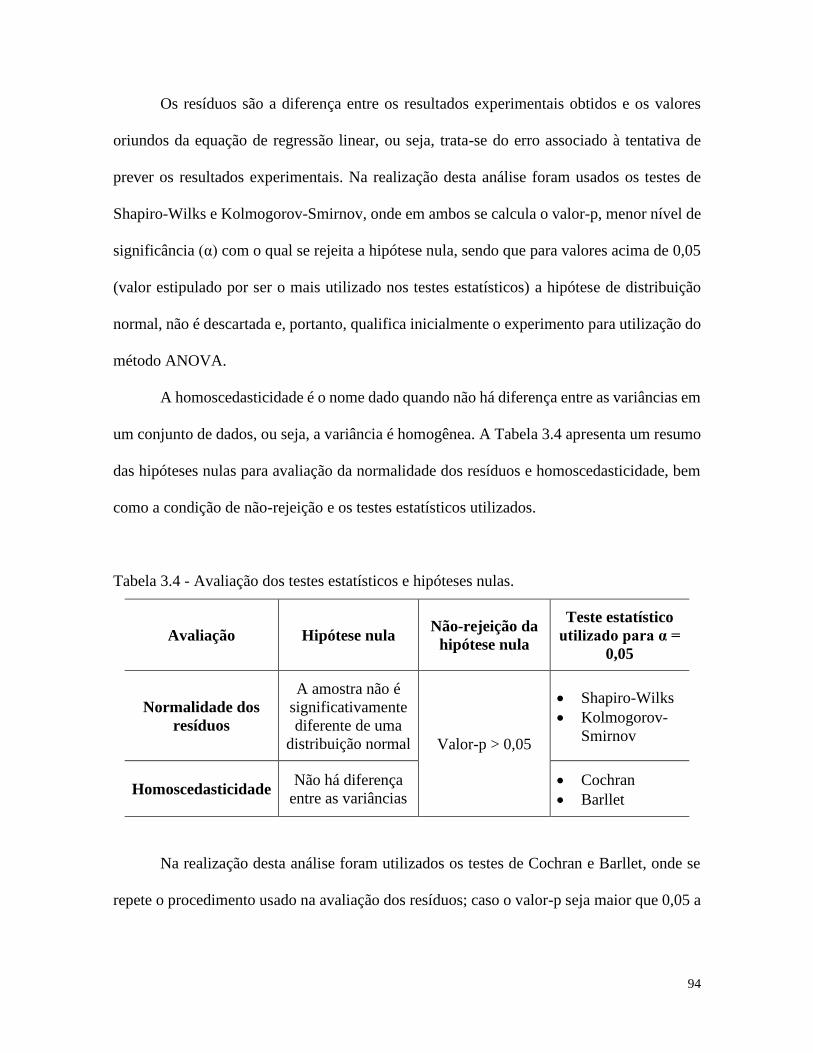
94
Os resíduos são a diferença entre os resultados experimentais obtidos e os valores
oriundos da equação de regressão linear, ou seja, trata-se do erro associado à tentativa de
prever os resultados experimentais. Na realização desta análise foram usados os testes de
Shapiro-Wilks e Kolmogorov-Smirnov, onde em ambos se calcula o valor-p, menor nível de
significância (α) com o qual se rejeita a hipótese nula, sendo que para valores acima de 0,05
(valor estipulado por ser o mais utilizado nos testes estatísticos) a hipótese de distribuição
normal, não é descartada e, portanto, qualifica inicialmente o experimento para utilização do
método ANOVA.
A homoscedasticidade é o nome dado quando não há diferença entre as variâncias em
um conjunto de dados, ou seja, a variância é homogênea. A Tabela 3.4 apresenta um resumo
das hipóteses nulas para avaliação da normalidade dos resíduos e homoscedasticidade, bem
como a condição de não-rejeição e os testes estatísticos utilizados.
Tabela 3.4 - Avaliação dos testes estatísticos e hipóteses nulas.
Avaliação Hipótese nula Não-rejeição da
hipótese nula
Teste estatístico
utilizado para α =
0,05
Normalidade dos
resíduos
A amostra não é
significativamente
diferente de uma
distribuição normal Valor-p > 0,05
• Shapiro-Wilks
• Kolmogorov-
Smirnov
Homoscedasticidade Não há diferença
entre as variâncias
• Cochran
• Barllet
Na realização desta análise foram utilizados os testes de Cochran e Barllet, onde se
repete o procedimento usado na avaliação dos resíduos; caso o valor-p seja maior que 0,05 a

95
hipótese de homogeneidade das variâncias não é descartada e é dado prosseguimento na
utilização da ANOVA.
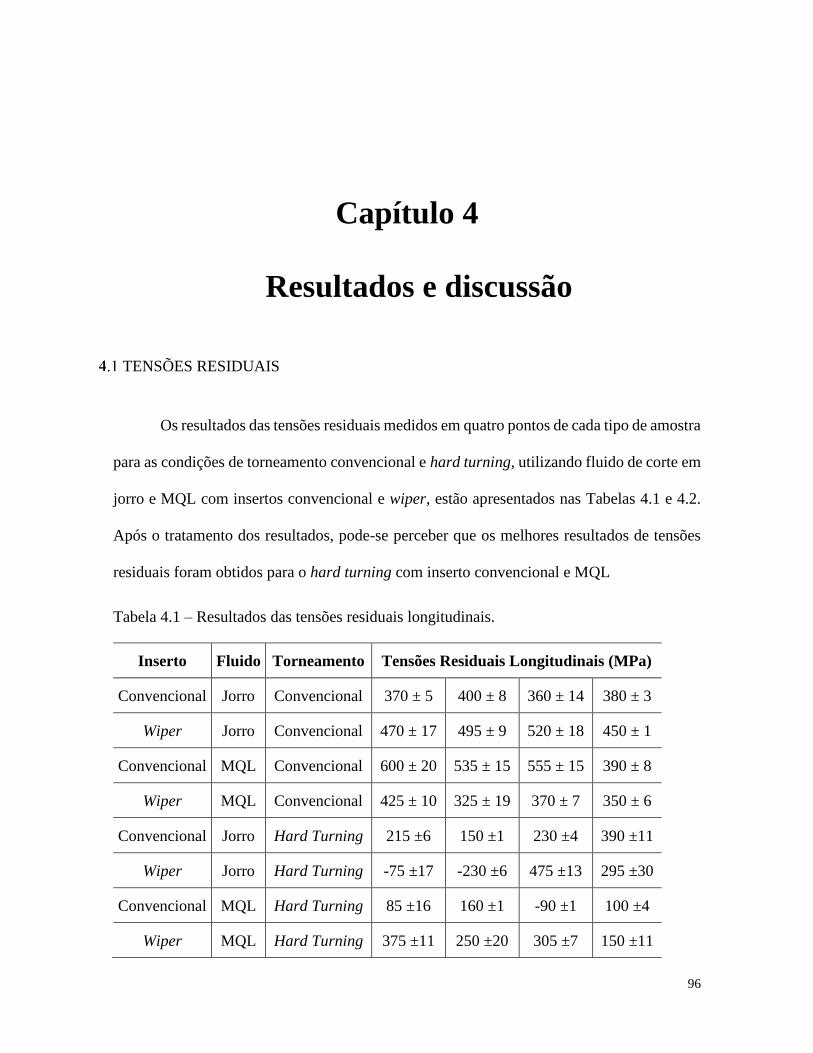
96
Capítulo 4
4 Resultados e discussão
TENSÕES RESIDUAIS
Os resultados das tensões residuais medidos em quatro pontos de cada tipo de amostra
para as condições de torneamento convencional e hard turning, utilizando fluido de corte em
jorro e MQL com insertos convencional e wiper, estão apresentados nas Tabelas 4.1 e 4.2.
Após o tratamento dos resultados, pode-se perceber que os melhores resultados de tensões
residuais foram obtidos para o hard turning com inserto convencional e MQL
Tabela 4.1 – Resultados das tensões residuais longitudinais.
Inserto Fluido Torneamento Tensões Residuais Longitudinais (MPa)
Convencional Jorro Convencional 370 ± 5 400 ± 8 360 ± 14 380 ± 3
Wiper Jorro Convencional 470 ± 17 495 ± 9 520 ± 18 450 ± 1
Convencional MQL Convencional 600 ± 20 535 ± 15 555 ± 15 390 ± 8
Wiper MQL Convencional 425 ± 10 325 ± 19 370 ± 7 350 ± 6
Convencional Jorro Hard Turning 215 ±6 150 ±1 230 ±4 390 ±11
Wiper Jorro Hard Turning -75 ±17 -230 ±6 475 ±13 295 ±30
Convencional MQL Hard Turning 85 ±16 160 ±1 -90 ±1 100 ±4
Wiper MQL Hard Turning 375 ±11 250 ±20 305 ±7 150 ±11
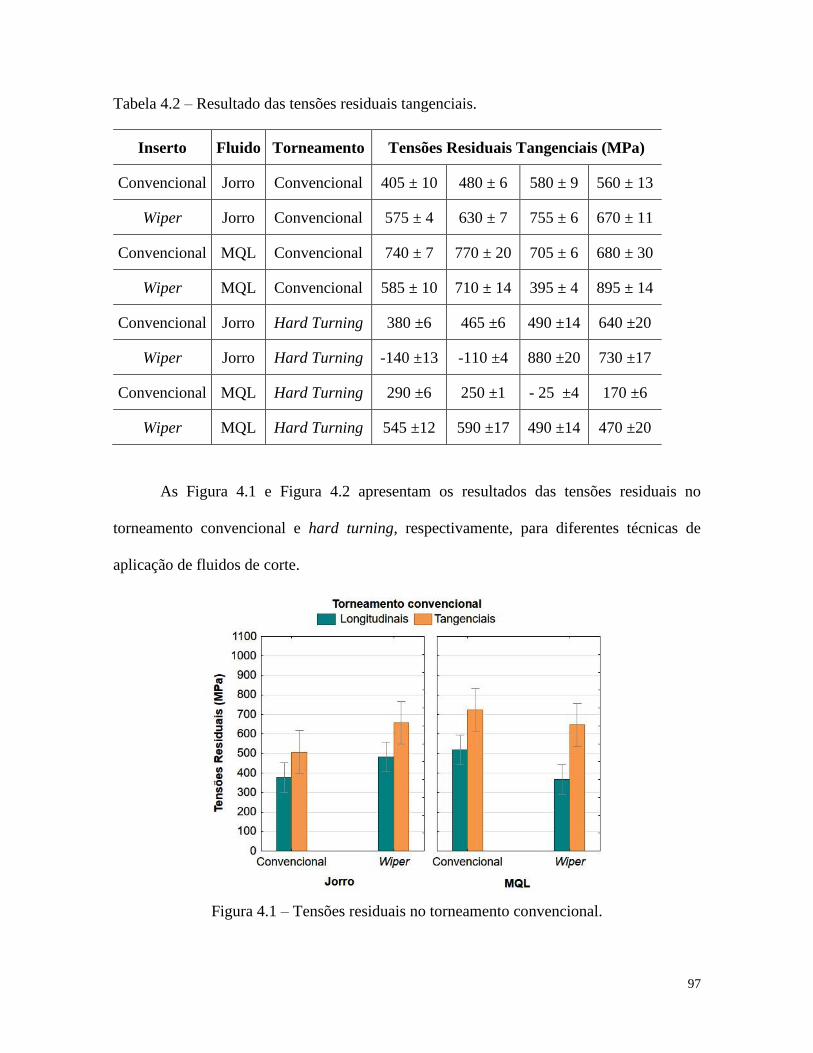
97
Tabela 4.2 – Resultado das tensões residuais tangenciais.
Inserto Fluido Torneamento Tensões Residuais Tangenciais (MPa)
Convencional Jorro Convencional 405 ± 10 480 ± 6 580 ± 9 560 ± 13
Wiper Jorro Convencional 575 ± 4 630 ± 7 755 ± 6 670 ± 11
Convencional MQL Convencional 740 ± 7 770 ± 20 705 ± 6 680 ± 30
Wiper MQL Convencional 585 ± 10 710 ± 14 395 ± 4 895 ± 14
Convencional Jorro Hard Turning 380 ±6 465 ±6 490 ±14 640 ±20
Wiper Jorro Hard Turning -140 ±13 -110 ±4 880 ±20 730 ±17
Convencional MQL Hard Turning 290 ±6 250 ±1 - 25 ±4 170 ±6
Wiper MQL Hard Turning 545 ±12 590 ±17 490 ±14 470 ±20
As Figura 4.1 e Figura 4.2 apresentam os resultados das tensões residuais no
torneamento convencional e hard turning, respectivamente, para diferentes técnicas de
aplicação de fluidos de corte.
Figura 4.1 – Tensões residuais no torneamento convencional.
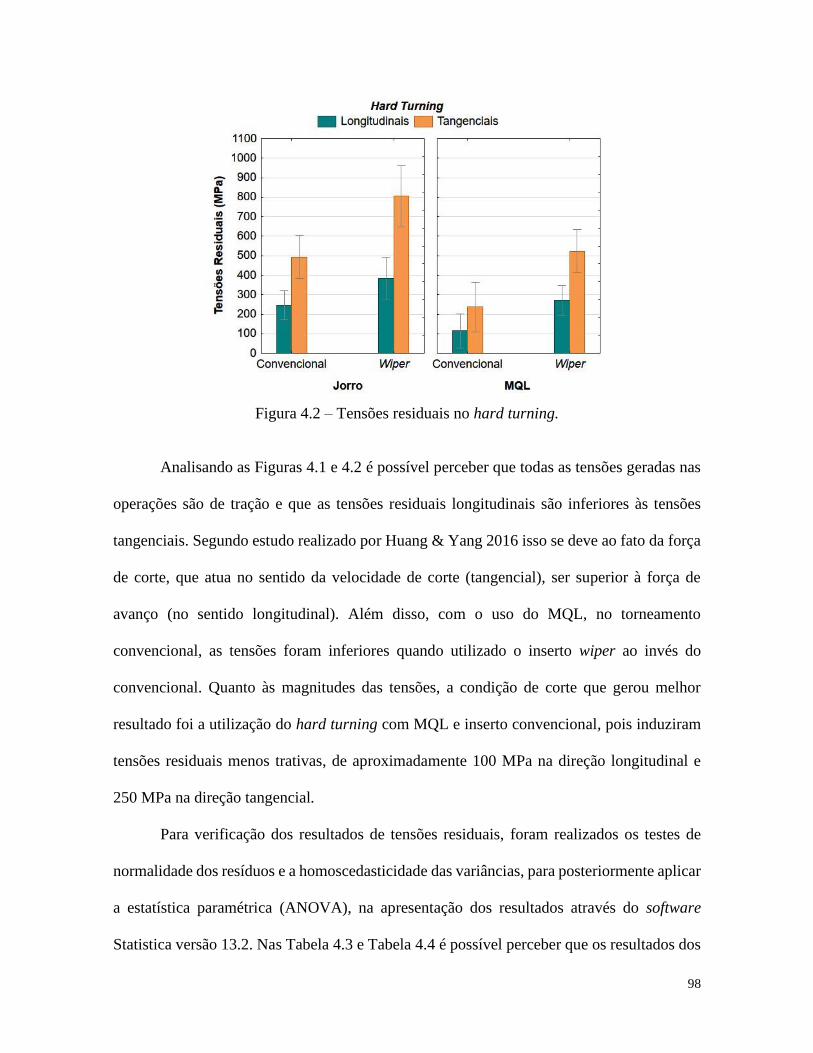
98
Figura 4.2 – Tensões residuais no hard turning.
Analisando as Figuras 4.1 e 4.2 é possível perceber que todas as tensões geradas nas
operações são de tração e que as tensões residuais longitudinais são inferiores às tensões
tangenciais. Segundo estudo realizado por Huang & Yang 2016 isso se deve ao fato da força
de corte, que atua no sentido da velocidade de corte (tangencial), ser superior à força de
avanço (no sentido longitudinal). Além disso, com o uso do MQL, no torneamento
convencional, as tensões foram inferiores quando utilizado o inserto wiper ao invés do
convencional. Quanto às magnitudes das tensões, a condição de corte que gerou melhor
resultado foi a utilização do hard turning com MQL e inserto convencional, pois induziram
tensões residuais menos trativas, de aproximadamente 100 MPa na direção longitudinal e
250 MPa na direção tangencial.
Para verificação dos resultados de tensões residuais, foram realizados os testes de
normalidade dos resíduos e a homoscedasticidade das variâncias, para posteriormente aplicar
a estatística paramétrica (ANOVA), na apresentação dos resultados através do software
Statistica versão 13.2. Nas Tabela 4.3 e Tabela 4.4 é possível perceber que os resultados dos
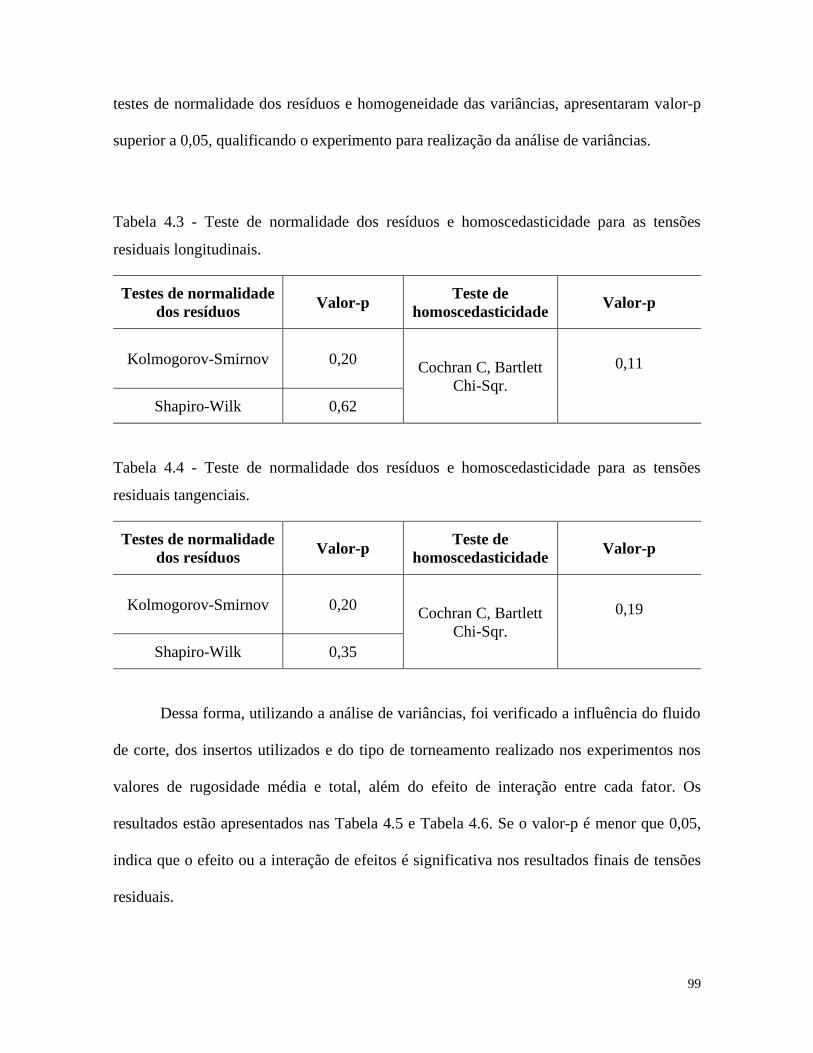
99
testes de normalidade dos resíduos e homogeneidade das variâncias, apresentaram valor-p
superior a 0,05, qualificando o experimento para realização da análise de variâncias.
Tabela 4.3 - Teste de normalidade dos resíduos e homoscedasticidade para as tensões
residuais longitudinais.
Testes de normalidade
dos resíduos Valor-p
Teste de
homoscedasticidade Valor-p
Kolmogorov-Smirnov 0,20 Cochran C, Bartlett
Chi-Sqr.
0,11
Shapiro-Wilk 0,62
Tabela 4.4 - Teste de normalidade dos resíduos e homoscedasticidade para as tensões
residuais tangenciais.
Testes de normalidade
dos resíduos Valor-p
Teste de
homoscedasticidade Valor-p
Kolmogorov-Smirnov 0,20 Cochran C, Bartlett
Chi-Sqr.
0,19
Shapiro-Wilk 0,35
Dessa forma, utilizando a análise de variâncias, foi verificado a influência do fluido
de corte, dos insertos utilizados e do tipo de torneamento realizado nos experimentos nos
valores de rugosidade média e total, além do efeito de interação entre cada fator. Os
resultados estão apresentados nas Tabela 4.5 e Tabela 4.6. Se o valor-p é menor que 0,05,
indica que o efeito ou a interação de efeitos é significativa nos resultados finais de tensões
residuais.
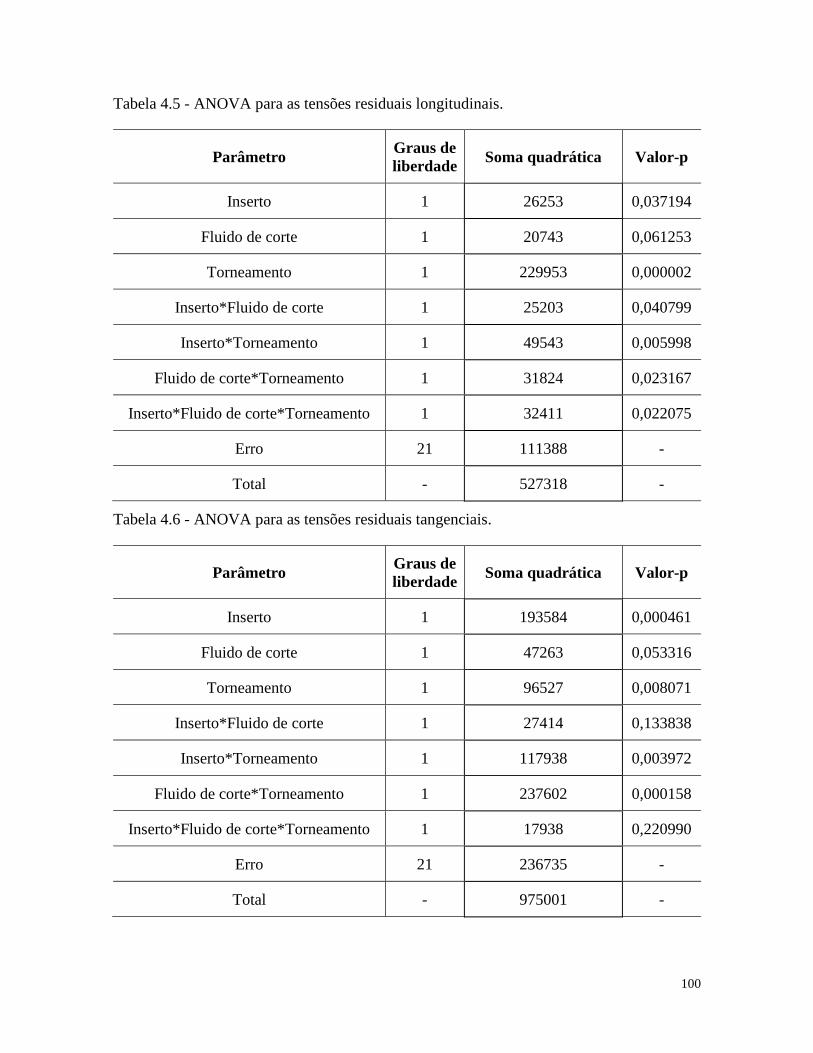
100
Tabela 4.5 - ANOVA para as tensões residuais longitudinais.
Parâmetro Graus de
liberdade Soma quadrática Valor-p
Inserto 1 26253 0,037194
Fluido de corte 1 20743 0,061253
Torneamento 1 229953 0,000002
Inserto*Fluido de corte 1 25203 0,040799
Inserto*Torneamento 1 49543 0,005998
Fluido de corte*Torneamento 1 31824 0,023167
Inserto*Fluido de corte*Torneamento 1 32411 0,022075
Erro 21 111388 -
Total - 527318 -
Tabela 4.6 - ANOVA para as tensões residuais tangenciais.
Parâmetro Graus de
liberdade Soma quadrática Valor-p
Inserto 1 193584 0,000461
Fluido de corte 1 47263 0,053316
Torneamento 1 96527 0,008071
Inserto*Fluido de corte 1 27414 0,133838
Inserto*Torneamento 1 117938 0,003972
Fluido de corte*Torneamento 1 237602 0,000158
Inserto*Fluido de corte*Torneamento 1 17938 0,220990
Erro 21 236735 -
Total - 975001 -
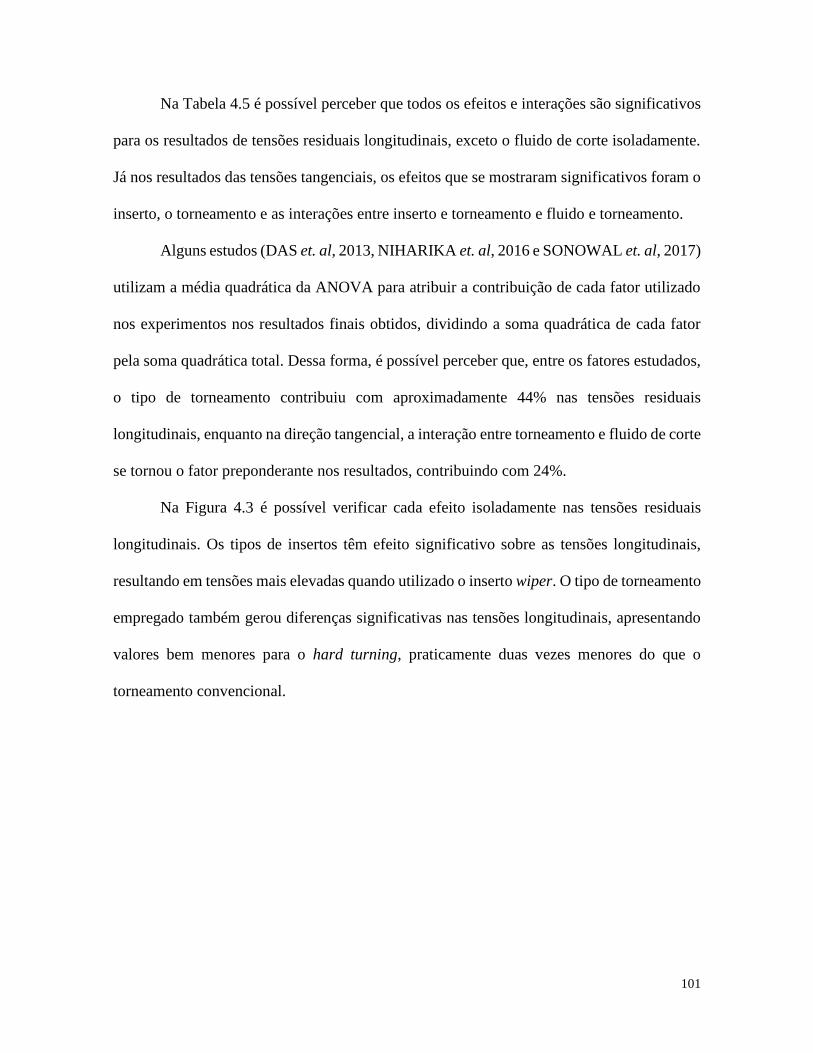
101
Na Tabela 4.5 é possível perceber que todos os efeitos e interações são significativos
para os resultados de tensões residuais longitudinais, exceto o fluido de corte isoladamente.
Já nos resultados das tensões tangenciais, os efeitos que se mostraram significativos foram o
inserto, o torneamento e as interações entre inserto e torneamento e fluido e torneamento.
Alguns estudos (DAS et. al, 2013, NIHARIKA et. al, 2016 e SONOWAL et. al, 2017)
utilizam a média quadrática da ANOVA para atribuir a contribuição de cada fator utilizado
nos experimentos nos resultados finais obtidos, dividindo a soma quadrática de cada fator
pela soma quadrática total. Dessa forma, é possível perceber que, entre os fatores estudados,
o tipo de torneamento contribuiu com aproximadamente 44% nas tensões residuais
longitudinais, enquanto na direção tangencial, a interação entre torneamento e fluido de corte
se tornou o fator preponderante nos resultados, contribuindo com 24%.
Na Figura 4.3 é possível verificar cada efeito isoladamente nas tensões residuais
longitudinais. Os tipos de insertos têm efeito significativo sobre as tensões longitudinais,
resultando em tensões mais elevadas quando utilizado o inserto wiper. O tipo de torneamento
empregado também gerou diferenças significativas nas tensões longitudinais, apresentando
valores bem menores para o hard turning, praticamente duas vezes menores do que o
torneamento convencional.
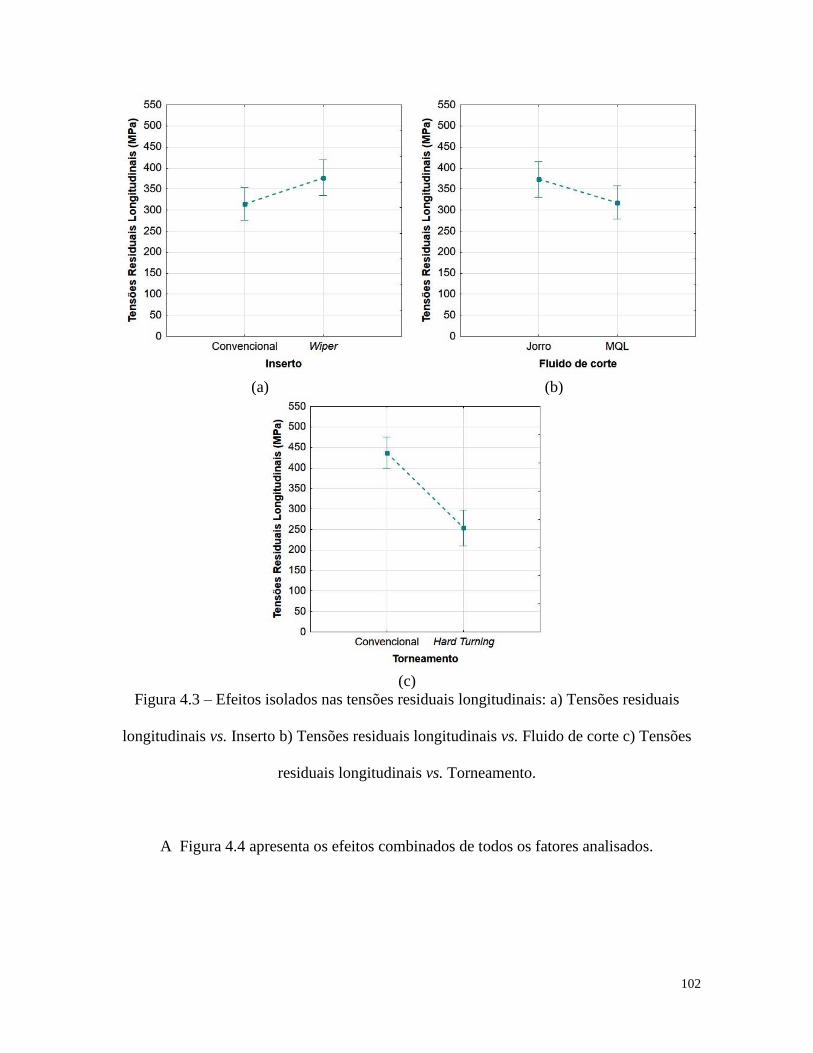
102
(a) (b)
(c)
Figura 4.3 – Efeitos isolados nas tensões residuais longitudinais: a) Tensões residuais
longitudinais vs. Inserto b) Tensões residuais longitudinais vs. Fluido de corte c) Tensões
residuais longitudinais vs. Torneamento.
A Figura 4.4 apresenta os efeitos combinados de todos os fatores analisados.
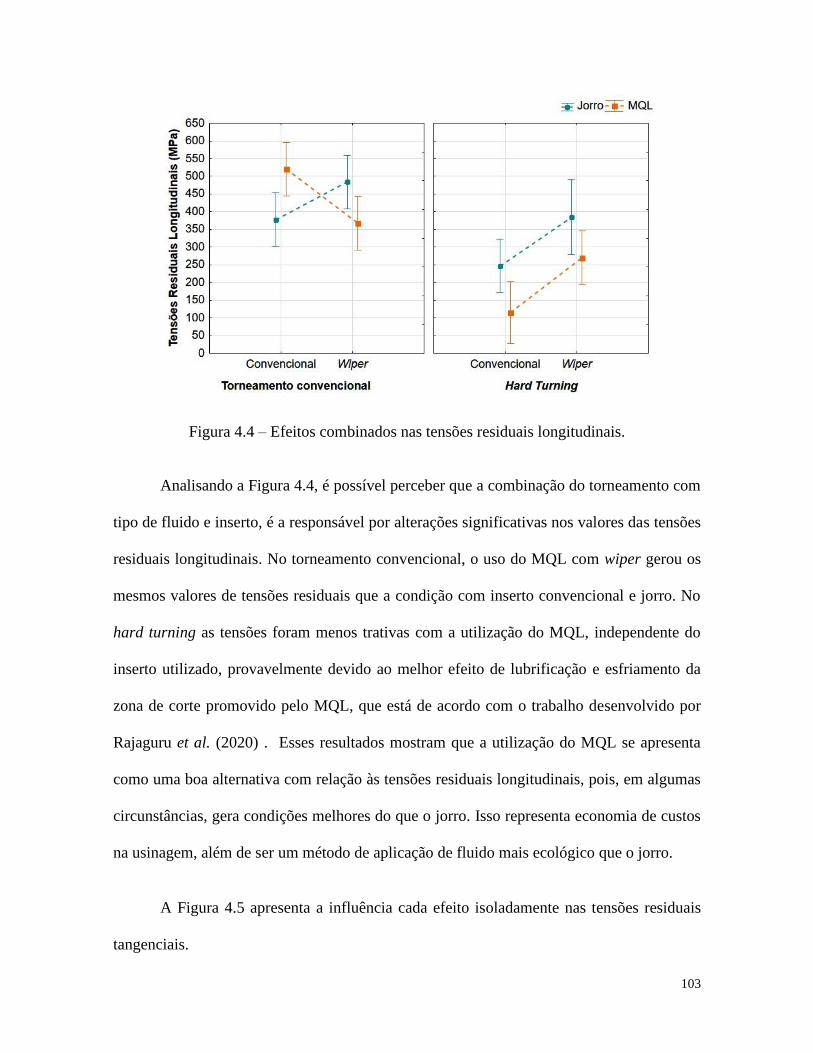
103
Figura 4.4 – Efeitos combinados nas tensões residuais longitudinais.
Analisando a Figura 4.4, é possível perceber que a combinação do torneamento com
tipo de fluido e inserto, é a responsável por alterações significativas nos valores das tensões
residuais longitudinais. No torneamento convencional, o uso do MQL com wiper gerou os
mesmos valores de tensões residuais que a condição com inserto convencional e jorro. No
hard turning as tensões foram menos trativas com a utilização do MQL, independente do
inserto utilizado, provavelmente devido ao melhor efeito de lubrificação e esfriamento da
zona de corte promovido pelo MQL, que está de acordo com o trabalho desenvolvido por
Rajaguru et al. (2020) . Esses resultados mostram que a utilização do MQL se apresenta
como uma boa alternativa com relação às tensões residuais longitudinais, pois, em algumas
circunstâncias, gera condições melhores do que o jorro. Isso representa economia de custos
na usinagem, além de ser um método de aplicação de fluido mais ecológico que o jorro.
A Figura 4.5 apresenta a influência cada efeito isoladamente nas tensões residuais
tangenciais.
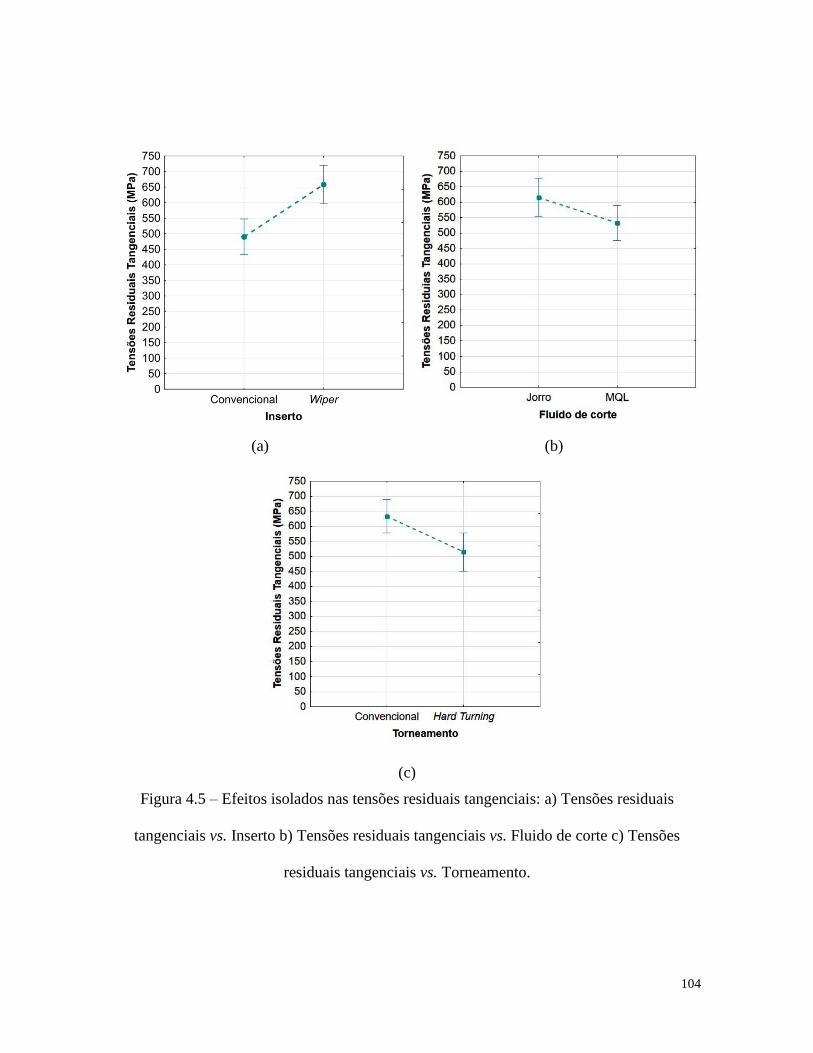
104
(a)
(b)
(c)
Figura 4.5 – Efeitos isolados nas tensões residuais tangenciais: a) Tensões residuais
tangenciais vs. Inserto b) Tensões residuais tangenciais vs. Fluido de corte c) Tensões
residuais tangenciais vs. Torneamento.
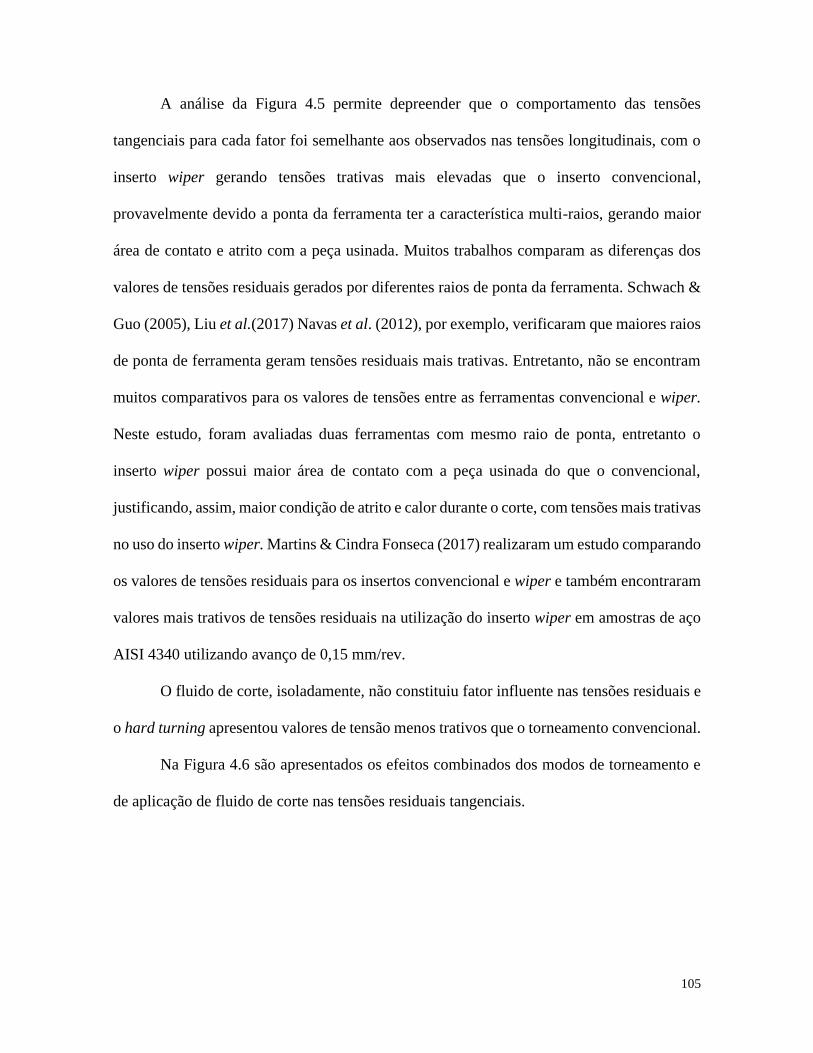
105
A análise da Figura 4.5 permite depreender que o comportamento das tensões
tangenciais para cada fator foi semelhante aos observados nas tensões longitudinais, com o
inserto wiper gerando tensões trativas mais elevadas que o inserto convencional,
provavelmente devido a ponta da ferramenta ter a característica multi-raios, gerando maior
área de contato e atrito com a peça usinada. Muitos trabalhos comparam as diferenças dos
valores de tensões residuais gerados por diferentes raios de ponta da ferramenta. Schwach &
Guo (2005), Liu et al.(2017) Navas et al. (2012), por exemplo, verificaram que maiores raios
de ponta de ferramenta geram tensões residuais mais trativas. Entretanto, não se encontram
muitos comparativos para os valores de tensões entre as ferramentas convencional e wiper.
Neste estudo, foram avaliadas duas ferramentas com mesmo raio de ponta, entretanto o
inserto wiper possui maior área de contato com a peça usinada do que o convencional,
justificando, assim, maior condição de atrito e calor durante o corte, com tensões mais trativas
no uso do inserto wiper. Martins & Cindra Fonseca (2017) realizaram um estudo comparando
os valores de tensões residuais para os insertos convencional e wiper e também encontraram
valores mais trativos de tensões residuais na utilização do inserto wiper em amostras de aço
AISI 4340 utilizando avanço de 0,15 mm/rev.
O fluido de corte, isoladamente, não constituiu fator influente nas tensões residuais e
o hard turning apresentou valores de tensão menos trativos que o torneamento convencional.
Na Figura 4.6 são apresentados os efeitos combinados dos modos de torneamento e
de aplicação de fluido de corte nas tensões residuais tangenciais.
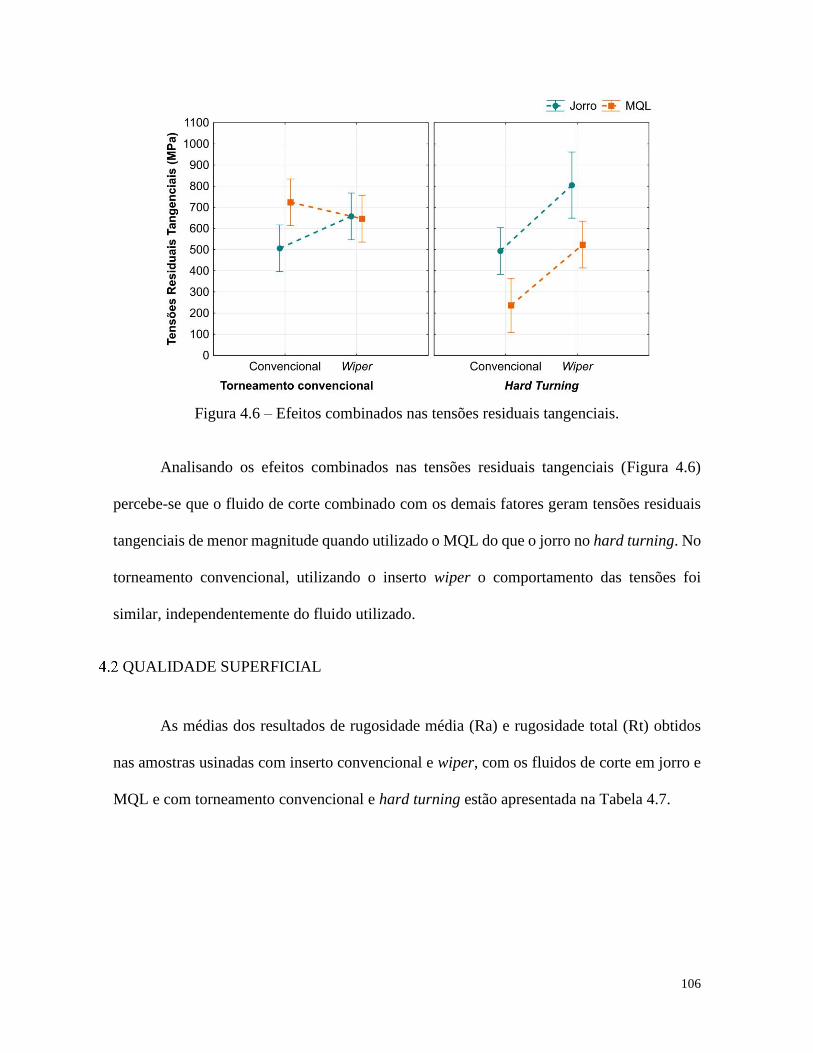
106
Figura 4.6 – Efeitos combinados nas tensões residuais tangenciais.
Analisando os efeitos combinados nas tensões residuais tangenciais (Figura 4.6)
percebe-se que o fluido de corte combinado com os demais fatores geram tensões residuais
tangenciais de menor magnitude quando utilizado o MQL do que o jorro no hard turning. No
torneamento convencional, utilizando o inserto wiper o comportamento das tensões foi
similar, independentemente do fluido utilizado.
QUALIDADE SUPERFICIAL
As médias dos resultados de rugosidade média (Ra) e rugosidade total (Rt) obtidos
nas amostras usinadas com inserto convencional e wiper, com os fluidos de corte em jorro e
MQL e com torneamento convencional e hard turning estão apresentada na Tabela 4.7.
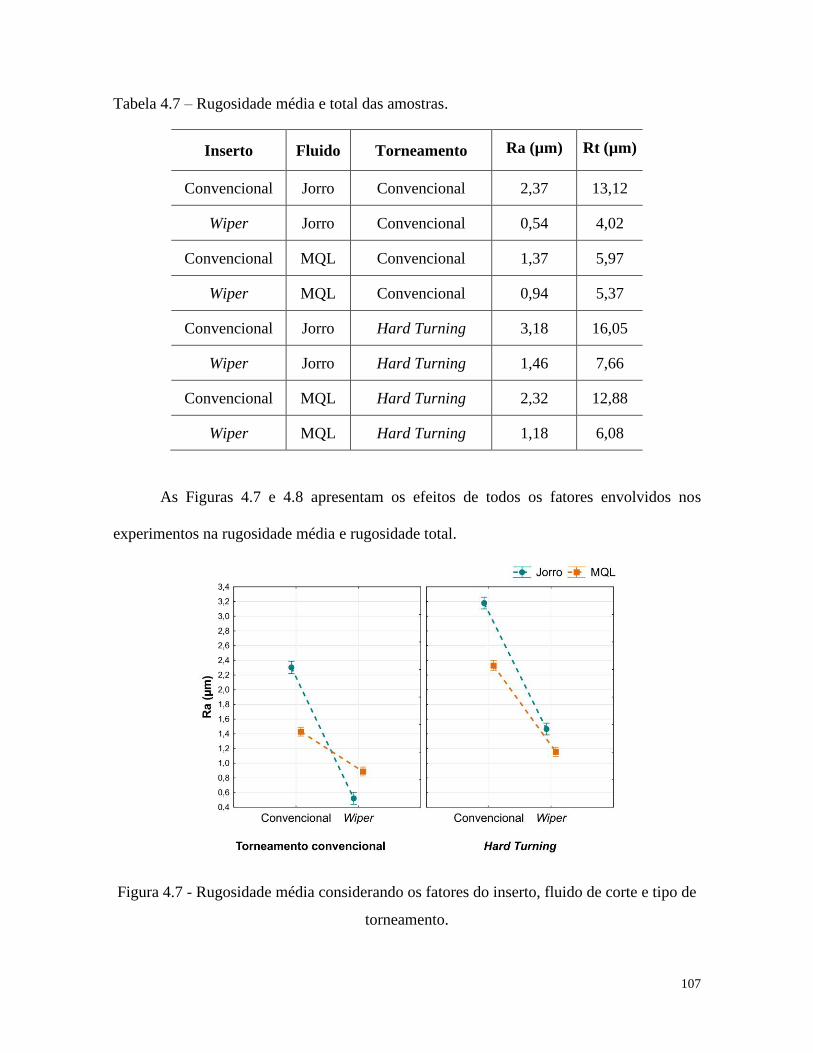
107
Tabela 4.7 – Rugosidade média e total das amostras.
Inserto Fluido Torneamento Ra (µm) Rt (µm)
Convencional Jorro Convencional 2,37 13,12
Wiper Jorro Convencional 0,54 4,02
Convencional MQL Convencional 1,37 5,97
Wiper MQL Convencional 0,94 5,37
Convencional Jorro Hard Turning 3,18 16,05
Wiper Jorro Hard Turning 1,46 7,66
Convencional MQL Hard Turning 2,32 12,88
Wiper MQL Hard Turning 1,18 6,08
As Figuras 4.7 e 4.8 apresentam os efeitos de todos os fatores envolvidos nos
experimentos na rugosidade média e rugosidade total.
Figura 4.7 - Rugosidade média considerando os fatores do inserto, fluido de corte e tipo de
torneamento.
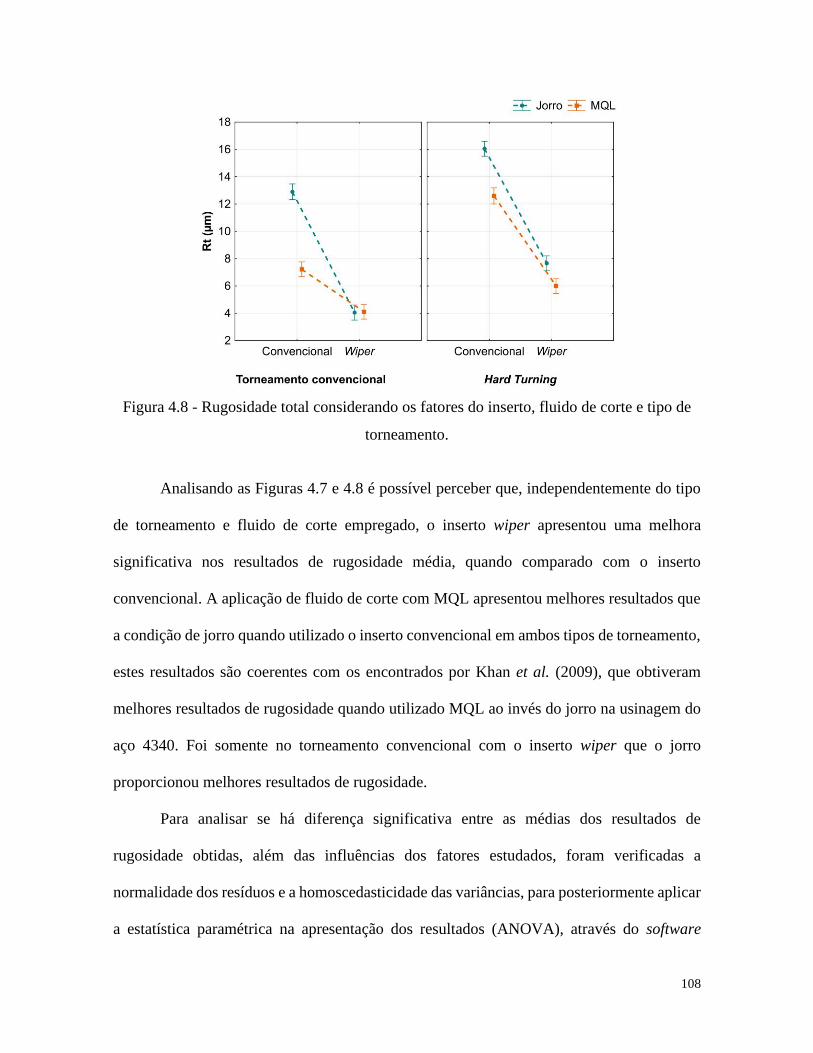
108
Figura 4.8 - Rugosidade total considerando os fatores do inserto, fluido de corte e tipo de
torneamento.
Analisando as Figuras 4.7 e 4.8 é possível perceber que, independentemente do tipo
de torneamento e fluido de corte empregado, o inserto wiper apresentou uma melhora
significativa nos resultados de rugosidade média, quando comparado com o inserto
convencional. A aplicação de fluido de corte com MQL apresentou melhores resultados que
a condição de jorro quando utilizado o inserto convencional em ambos tipos de torneamento,
estes resultados são coerentes com os encontrados por Khan et al. (2009), que obtiveram
melhores resultados de rugosidade quando utilizado MQL ao invés do jorro na usinagem do
aço 4340. Foi somente no torneamento convencional com o inserto wiper que o jorro
proporcionou melhores resultados de rugosidade.
Para analisar se há diferença significativa entre as médias dos resultados de
rugosidade obtidas, além das influências dos fatores estudados, foram verificadas a
normalidade dos resíduos e a homoscedasticidade das variâncias, para posteriormente aplicar
a estatística paramétrica na apresentação dos resultados (ANOVA), através do software
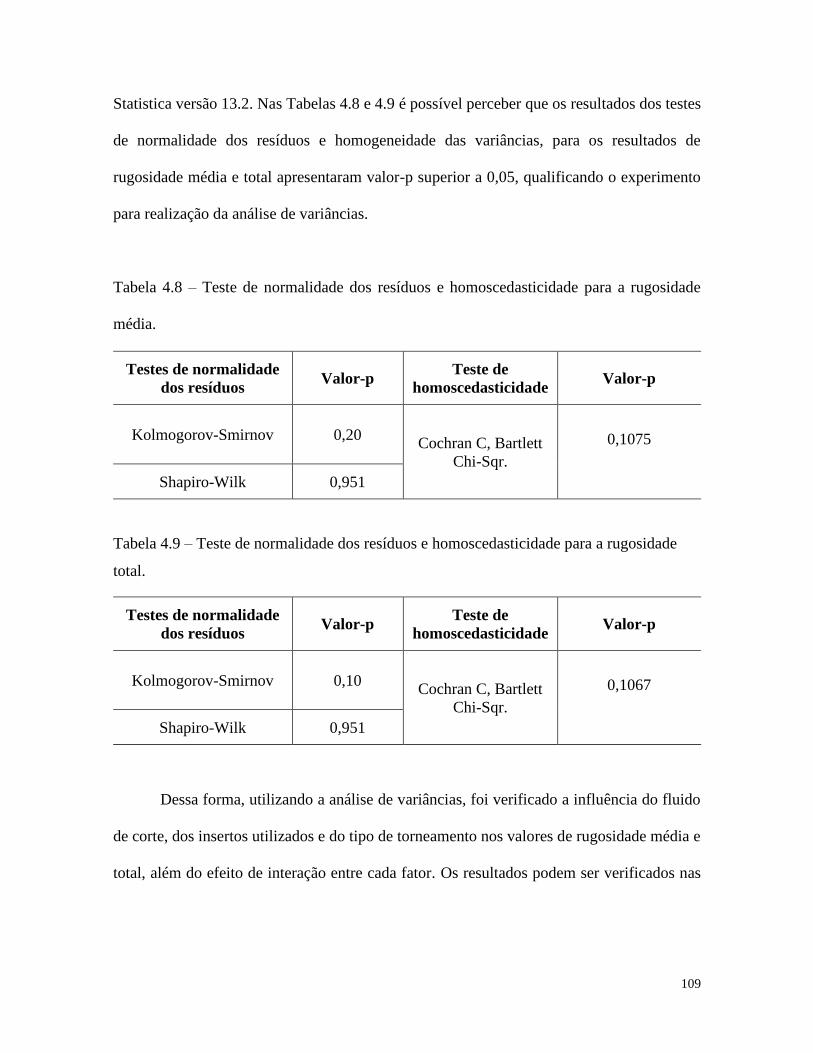
109
Statistica versão 13.2. Nas Tabelas 4.8 e 4.9 é possível perceber que os resultados dos testes
de normalidade dos resíduos e homogeneidade das variâncias, para os resultados de
rugosidade média e total apresentaram valor-p superior a 0,05, qualificando o experimento
para realização da análise de variâncias.
Tabela 4.8 – Teste de normalidade dos resíduos e homoscedasticidade para a rugosidade
média.
Testes de normalidade
dos resíduos Valor-p
Teste de
homoscedasticidade Valor-p
Kolmogorov-Smirnov 0,20 Cochran C, Bartlett
Chi-Sqr.
0,1075
Shapiro-Wilk 0,951
Tabela 4.9 – Teste de normalidade dos resíduos e homoscedasticidade para a rugosidade
total.
Testes de normalidade
dos resíduos Valor-p
Teste de
homoscedasticidade Valor-p
Kolmogorov-Smirnov 0,10 Cochran C, Bartlett
Chi-Sqr.
0,1067
Shapiro-Wilk 0,951
Dessa forma, utilizando a análise de variâncias, foi verificado a influência do fluido
de corte, dos insertos utilizados e do tipo de torneamento nos valores de rugosidade média e
total, além do efeito de interação entre cada fator. Os resultados podem ser verificados nas
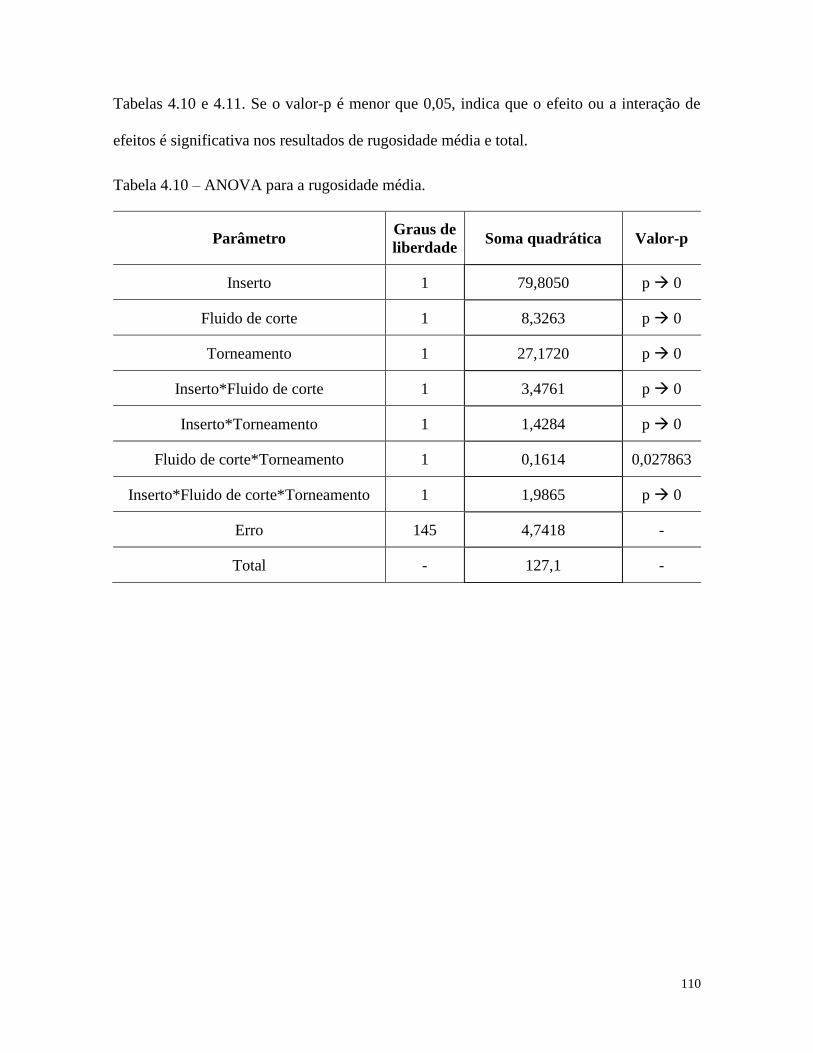
110
Tabelas 4.10 e 4.11. Se o valor-p é menor que 0,05, indica que o efeito ou a interação de
efeitos é significativa nos resultados de rugosidade média e total.
Tabela 4.10 – ANOVA para a rugosidade média.
Parâmetro Graus de
liberdade Soma quadrática Valor-p
Inserto 1 79,8050 p → 0
Fluido de corte 1 8,3263 p → 0
Torneamento 1 27,1720 p → 0
Inserto*Fluido de corte 1 3,4761 p → 0
Inserto*Torneamento 1 1,4284 p → 0
Fluido de corte*Torneamento 1 0,1614 0,027863
Inserto*Fluido de corte*Torneamento 1 1,9865 p → 0
Erro 145 4,7418 -
Total - 127,1 -
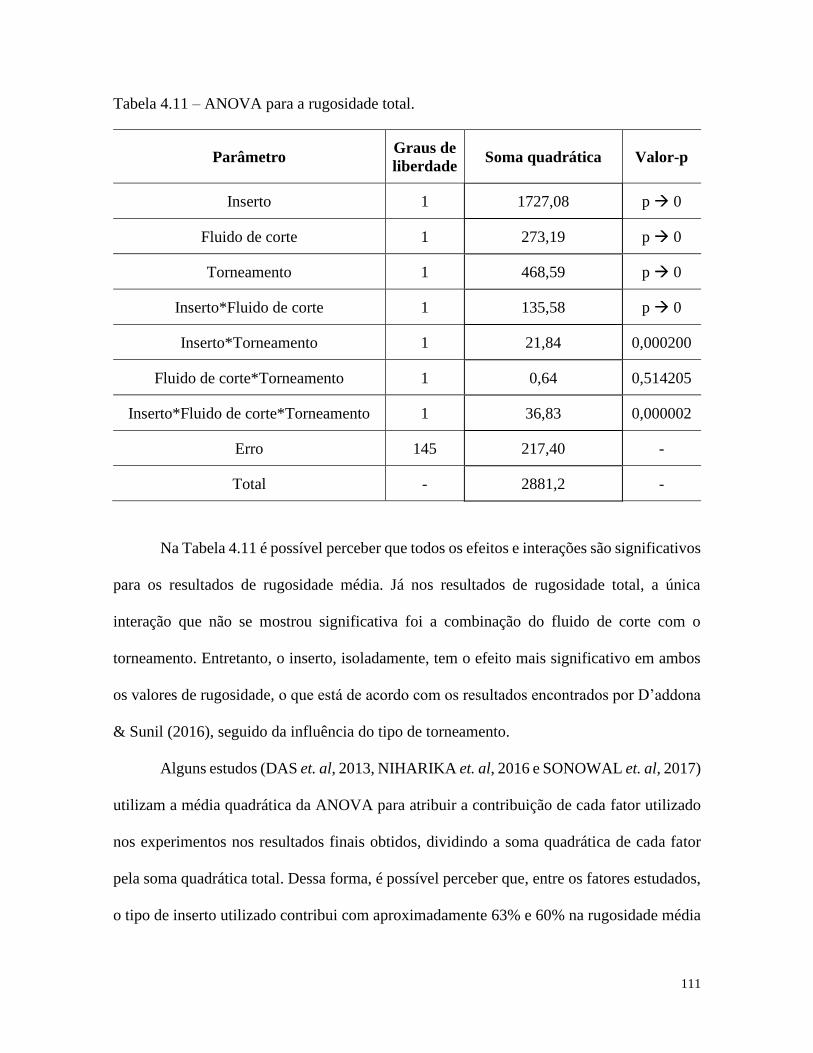
111
Tabela 4.11 – ANOVA para a rugosidade total.
Parâmetro Graus de
liberdade Soma quadrática Valor-p
Inserto 1 1727,08 p → 0
Fluido de corte 1 273,19 p → 0
Torneamento 1 468,59 p → 0
Inserto*Fluido de corte 1 135,58 p → 0
Inserto*Torneamento 1 21,84 0,000200
Fluido de corte*Torneamento 1 0,64 0,514205
Inserto*Fluido de corte*Torneamento 1 36,83 0,000002
Erro 145 217,40 -
Total - 2881,2 -
Na Tabela 4.11 é possível perceber que todos os efeitos e interações são significativos
para os resultados de rugosidade média. Já nos resultados de rugosidade total, a única
interação que não se mostrou significativa foi a combinação do fluido de corte com o
torneamento. Entretanto, o inserto, isoladamente, tem o efeito mais significativo em ambos
os valores de rugosidade, o que está de acordo com os resultados encontrados por D’addona
& Sunil (2016), seguido da influência do tipo de torneamento.
Alguns estudos (DAS et. al, 2013, NIHARIKA et. al, 2016 e SONOWAL et. al, 2017)
utilizam a média quadrática da ANOVA para atribuir a contribuição de cada fator utilizado
nos experimentos nos resultados finais obtidos, dividindo a soma quadrática de cada fator
pela soma quadrática total. Dessa forma, é possível perceber que, entre os fatores estudados,
o tipo de inserto utilizado contribui com aproximadamente 63% e 60% na rugosidade média
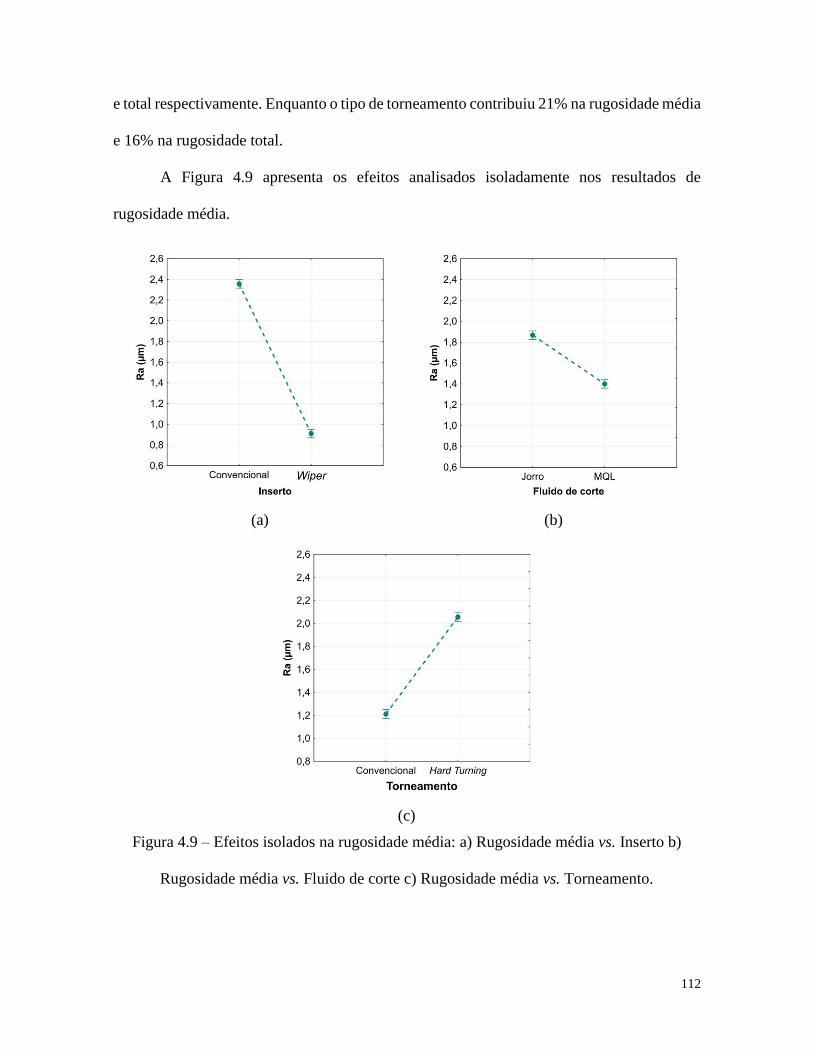
112
e total respectivamente. Enquanto o tipo de torneamento contribuiu 21% na rugosidade média
e 16% na rugosidade total.
A Figura 4.9 apresenta os efeitos analisados isoladamente nos resultados de
rugosidade média.
(a)
(b)
(c)
Figura 4.9 – Efeitos isolados na rugosidade média: a) Rugosidade média vs. Inserto b)
Rugosidade média vs. Fluido de corte c) Rugosidade média vs. Torneamento.
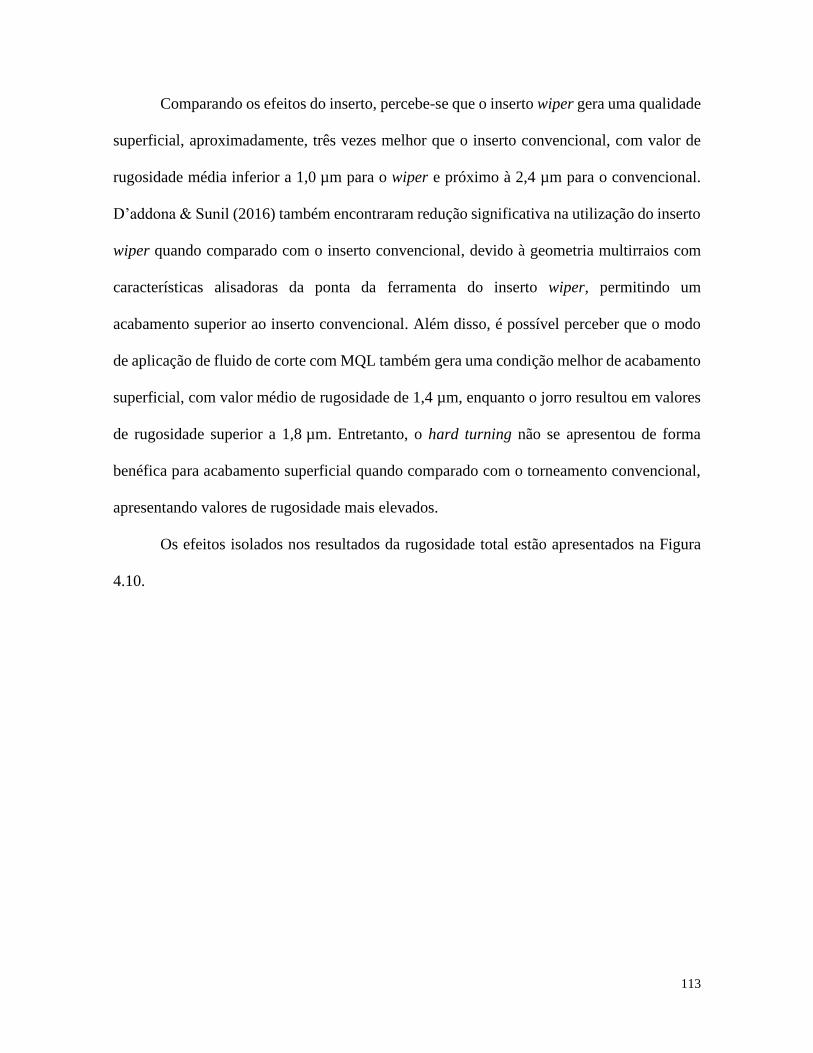
113
Comparando os efeitos do inserto, percebe-se que o inserto wiper gera uma qualidade
superficial, aproximadamente, três vezes melhor que o inserto convencional, com valor de
rugosidade média inferior a 1,0 µm para o wiper e próximo à 2,4 µm para o convencional.
D’addona & Sunil (2016) também encontraram redução significativa na utilização do inserto
wiper quando comparado com o inserto convencional, devido à geometria multirraios com
características alisadoras da ponta da ferramenta do inserto wiper, permitindo um
acabamento superior ao inserto convencional. Além disso, é possível perceber que o modo
de aplicação de fluido de corte com MQL também gera uma condição melhor de acabamento
superficial, com valor médio de rugosidade de 1,4 µm, enquanto o jorro resultou em valores
de rugosidade superior a 1,8 µm. Entretanto, o hard turning não se apresentou de forma
benéfica para acabamento superficial quando comparado com o torneamento convencional,
apresentando valores de rugosidade mais elevados.
Os efeitos isolados nos resultados da rugosidade total estão apresentados na Figura
4.10.
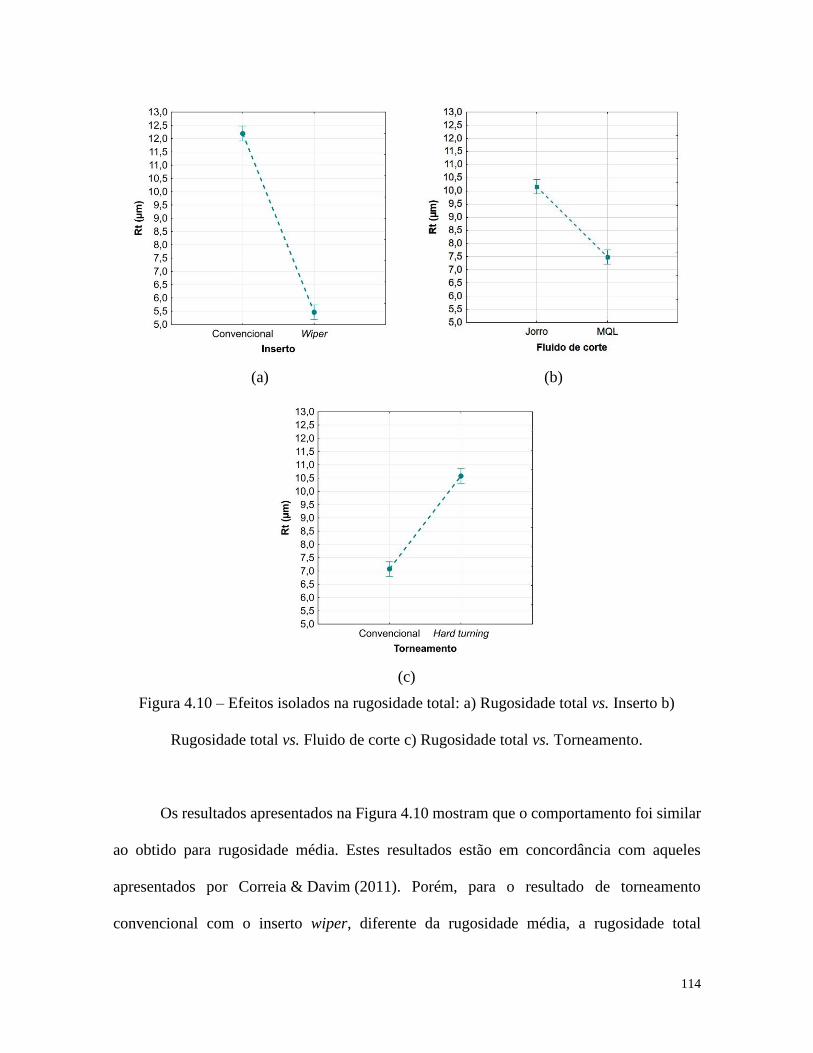
114
(a)
(b)
(c)
Figura 4.10 – Efeitos isolados na rugosidade total: a) Rugosidade total vs. Inserto b)
Rugosidade total vs. Fluido de corte c) Rugosidade total vs. Torneamento.
Os resultados apresentados na Figura 4.10 mostram que o comportamento foi similar
ao obtido para rugosidade média. Estes resultados estão em concordância com aqueles
apresentados por Correia & Davim (2011). Porém, para o resultado de torneamento
convencional com o inserto wiper, diferente da rugosidade média, a rugosidade total
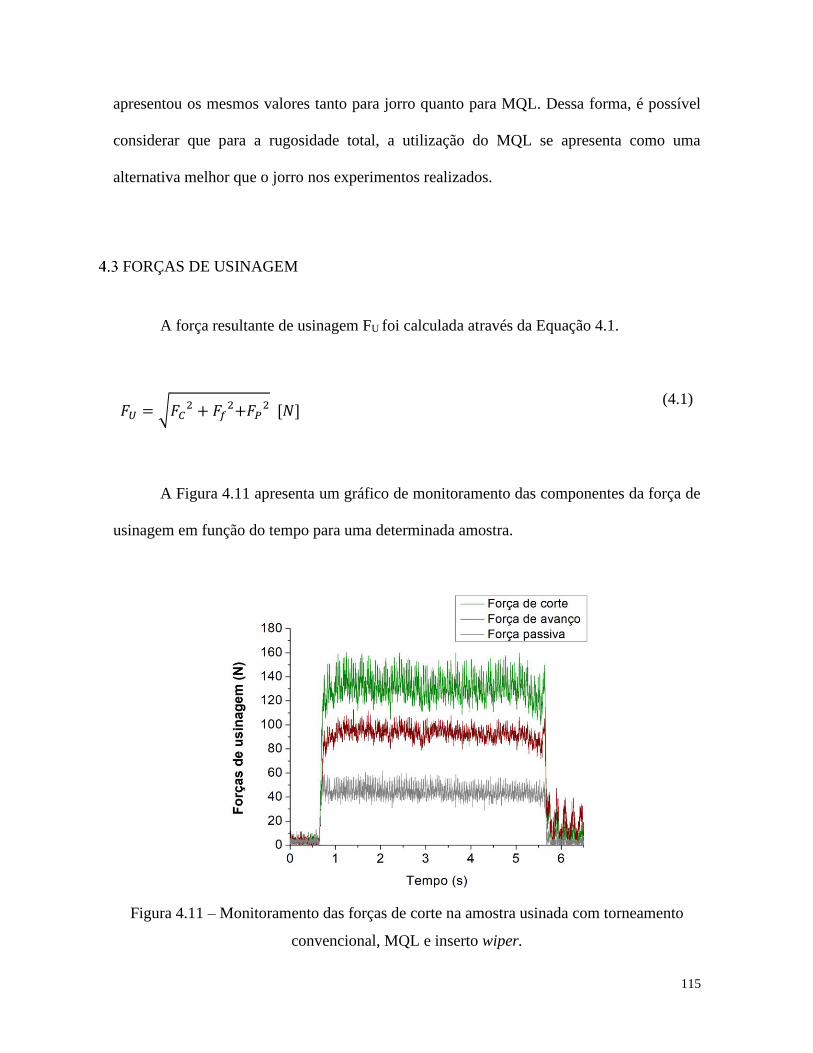
115
apresentou os mesmos valores tanto para jorro quanto para MQL. Dessa forma, é possível
considerar que para a rugosidade total, a utilização do MQL se apresenta como uma
alternativa melhor que o jorro nos experimentos realizados.
FORÇAS DE USINAGEM
A força resultante de usinagem FU foi calculada através da Equação 4.1.
𝐹𝑈 = √𝐹𝐶2 + 𝐹𝑓
2+𝐹𝑃2 [𝑁]
(4.1)
A Figura 4.11 apresenta um gráfico de monitoramento das componentes da força de
usinagem em função do tempo para uma determinada amostra.
Figura 4.11 – Monitoramento das forças de corte na amostra usinada com torneamento
convencional, MQL e inserto wiper.
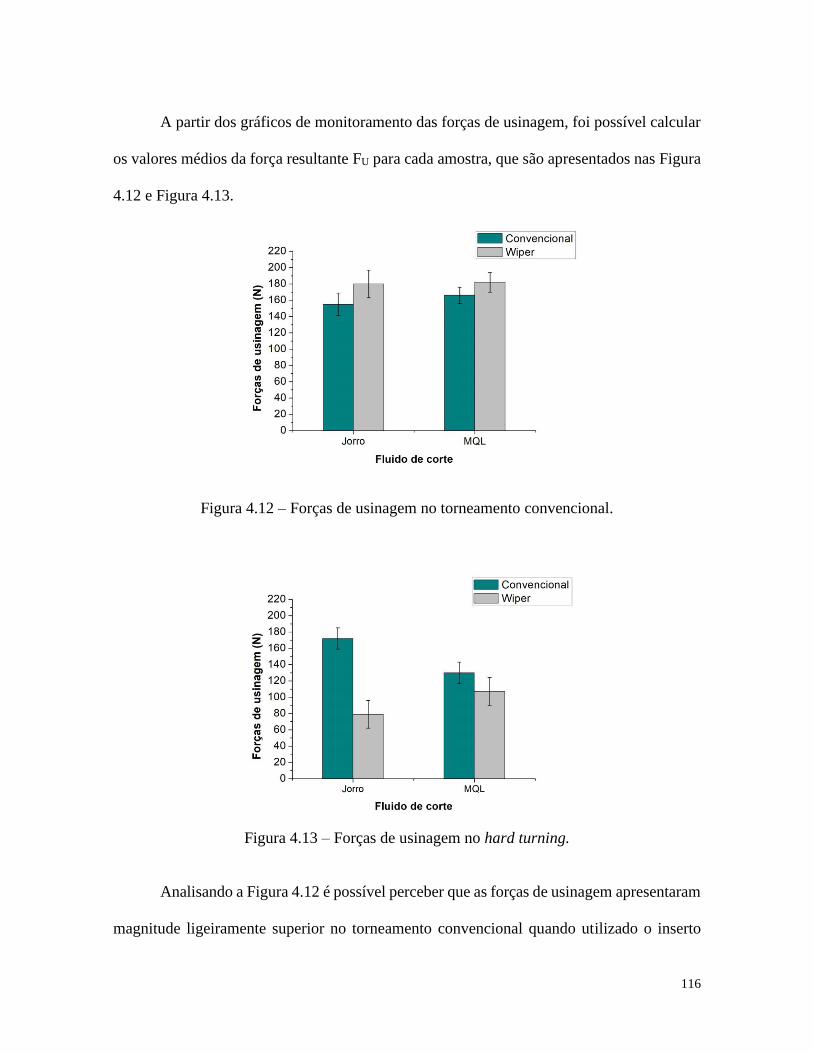
116
A partir dos gráficos de monitoramento das forças de usinagem, foi possível calcular
os valores médios da força resultante FU para cada amostra, que são apresentados nas Figura
4.12 e Figura 4.13.
Figura 4.12 – Forças de usinagem no torneamento convencional.
Figura 4.13 – Forças de usinagem no hard turning.
Analisando a Figura 4.12 é possível perceber que as forças de usinagem apresentaram
magnitude ligeiramente superior no torneamento convencional quando utilizado o inserto
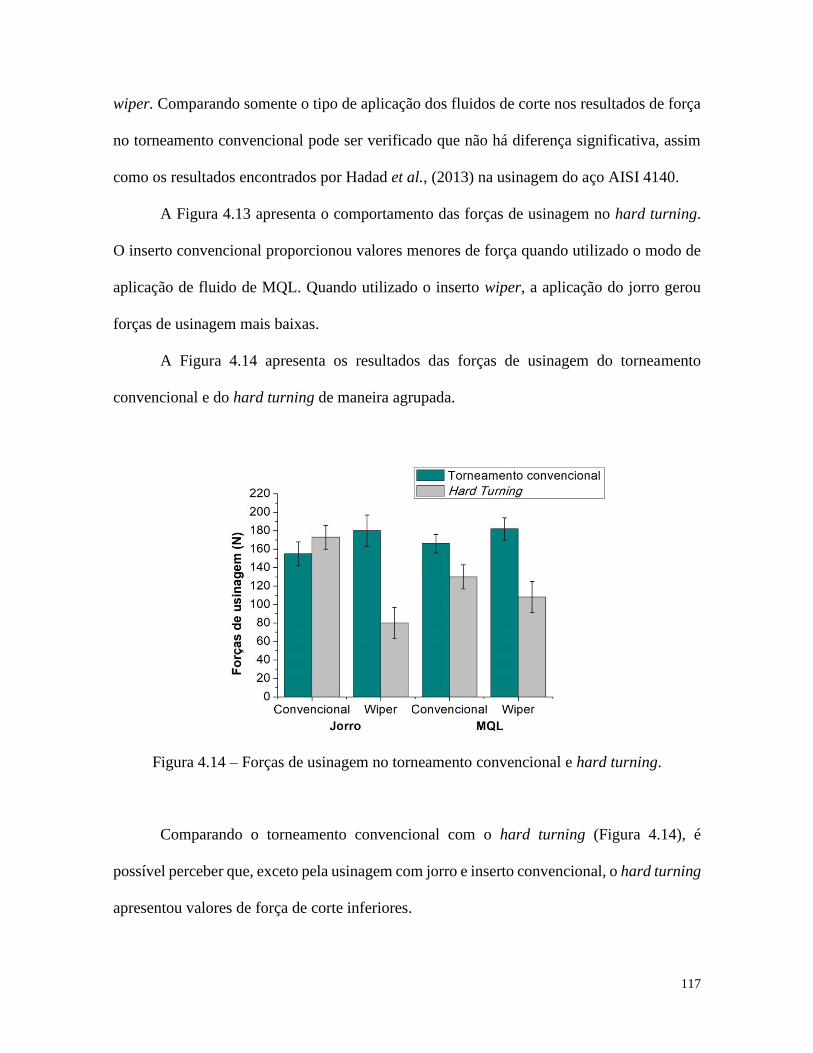
117
wiper. Comparando somente o tipo de aplicação dos fluidos de corte nos resultados de força
no torneamento convencional pode ser verificado que não há diferença significativa, assim
como os resultados encontrados por Hadad et al., (2013) na usinagem do aço AISI 4140.
A Figura 4.13 apresenta o comportamento das forças de usinagem no hard turning.
O inserto convencional proporcionou valores menores de força quando utilizado o modo de
aplicação de fluido de MQL. Quando utilizado o inserto wiper, a aplicação do jorro gerou
forças de usinagem mais baixas.
A Figura 4.14 apresenta os resultados das forças de usinagem do torneamento
convencional e do hard turning de maneira agrupada.
Figura 4.14 – Forças de usinagem no torneamento convencional e hard turning.
Comparando o torneamento convencional com o hard turning (Figura 4.14), é
possível perceber que, exceto pela usinagem com jorro e inserto convencional, o hard turning
apresentou valores de força de corte inferiores.
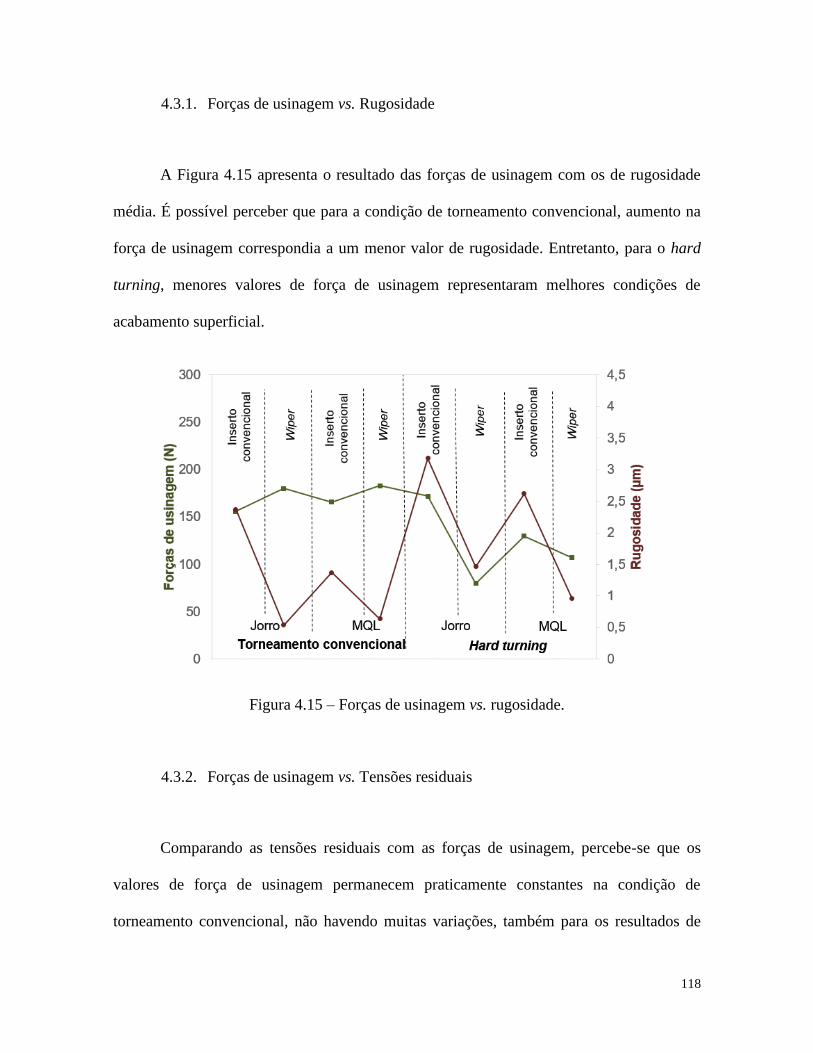
118
4.3.1. Forças de usinagem vs. Rugosidade
A Figura 4.15 apresenta o resultado das forças de usinagem com os de rugosidade
média. É possível perceber que para a condição de torneamento convencional, aumento na
força de usinagem correspondia a um menor valor de rugosidade. Entretanto, para o hard
turning, menores valores de força de usinagem representaram melhores condições de
acabamento superficial.
Figura 4.15 – Forças de usinagem vs. rugosidade.
4.3.2. Forças de usinagem vs. Tensões residuais
Comparando as tensões residuais com as forças de usinagem, percebe-se que os
valores de força de usinagem permanecem praticamente constantes na condição de
torneamento convencional, não havendo muitas variações, também para os resultados de
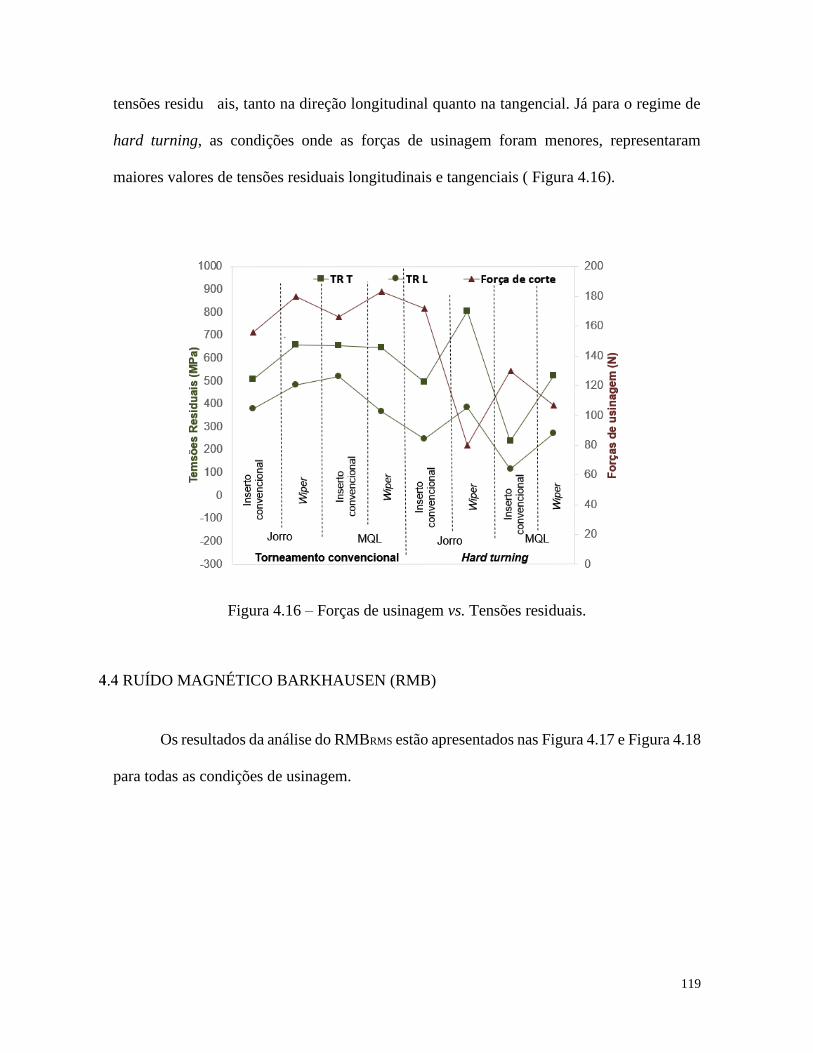
119
tensões residu ais, tanto na direção longitudinal quanto na tangencial. Já para o regime de
hard turning, as condições onde as forças de usinagem foram menores, representaram
maiores valores de tensões residuais longitudinais e tangenciais ( Figura 4.16).
Figura 4.16 – Forças de usinagem vs. Tensões residuais.
RUÍDO MAGNÉTICO BARKHAUSEN (RMB)
Os resultados da análise do RMBRMS estão apresentados nas Figura 4.17 e Figura 4.18
para todas as condições de usinagem.
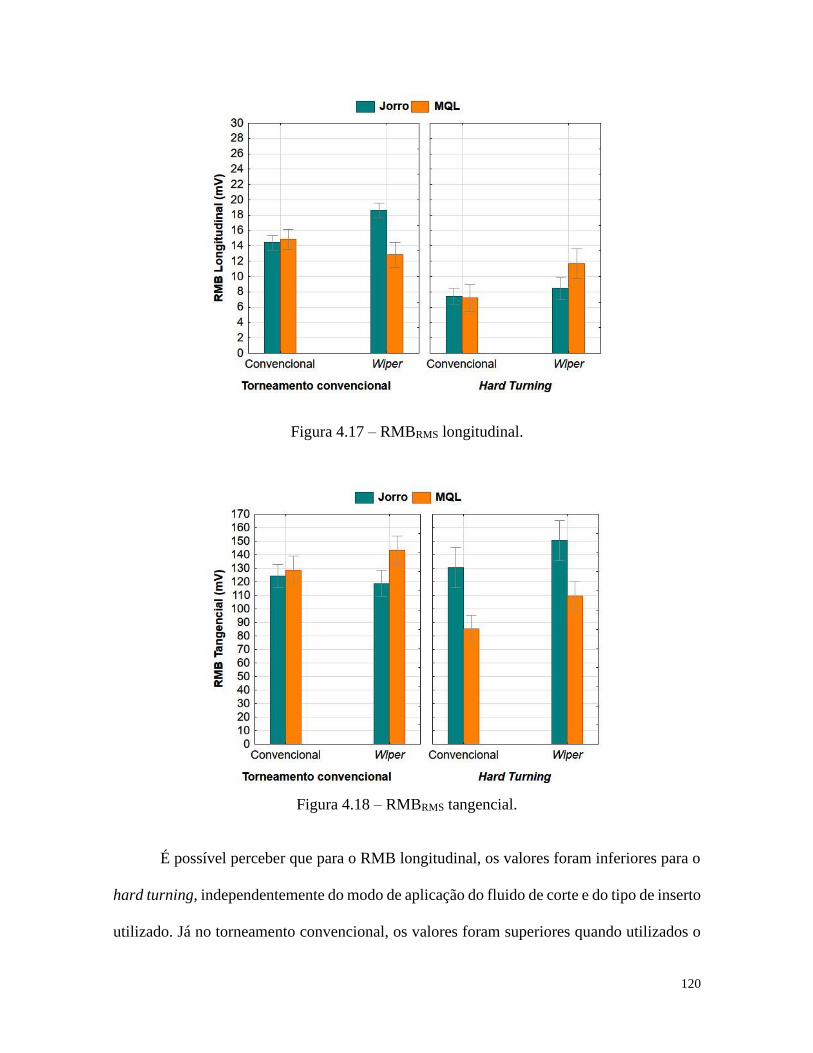
120
Figura 4.17 – RMBRMS longitudinal.
Figura 4.18 – RMBRMS tangencial.
É possível perceber que para o RMB longitudinal, os valores foram inferiores para o
hard turning, independentemente do modo de aplicação do fluido de corte e do tipo de inserto
utilizado. Já no torneamento convencional, os valores foram superiores quando utilizados o
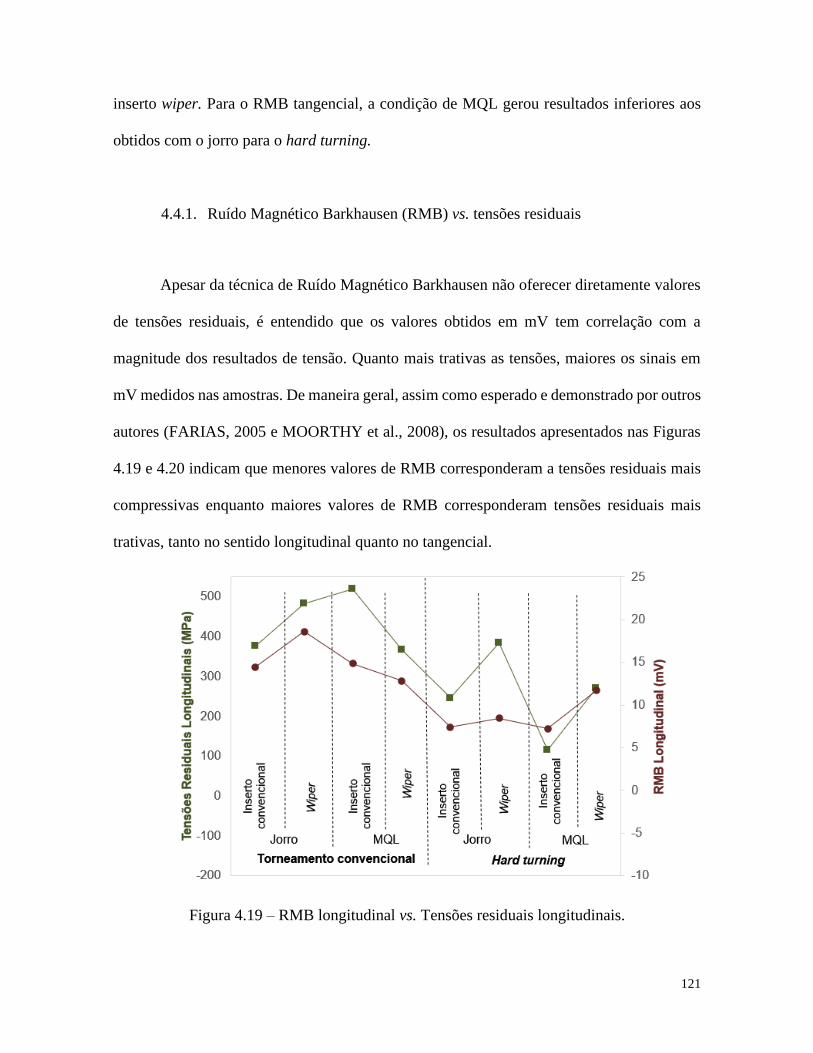
121
inserto wiper. Para o RMB tangencial, a condição de MQL gerou resultados inferiores aos
obtidos com o jorro para o hard turning.
4.4.1. Ruído Magnético Barkhausen (RMB) vs. tensões residuais
Apesar da técnica de Ruído Magnético Barkhausen não oferecer diretamente valores
de tensões residuais, é entendido que os valores obtidos em mV tem correlação com a
magnitude dos resultados de tensão. Quanto mais trativas as tensões, maiores os sinais em
mV medidos nas amostras. De maneira geral, assim como esperado e demonstrado por outros
autores (FARIAS, 2005 e MOORTHY et al., 2008), os resultados apresentados nas Figuras
4.19 e 4.20 indicam que menores valores de RMB corresponderam a tensões residuais mais
compressivas enquanto maiores valores de RMB corresponderam tensões residuais mais
trativas, tanto no sentido longitudinal quanto no tangencial.
Figura 4.19 – RMB longitudinal vs. Tensões residuais longitudinais.
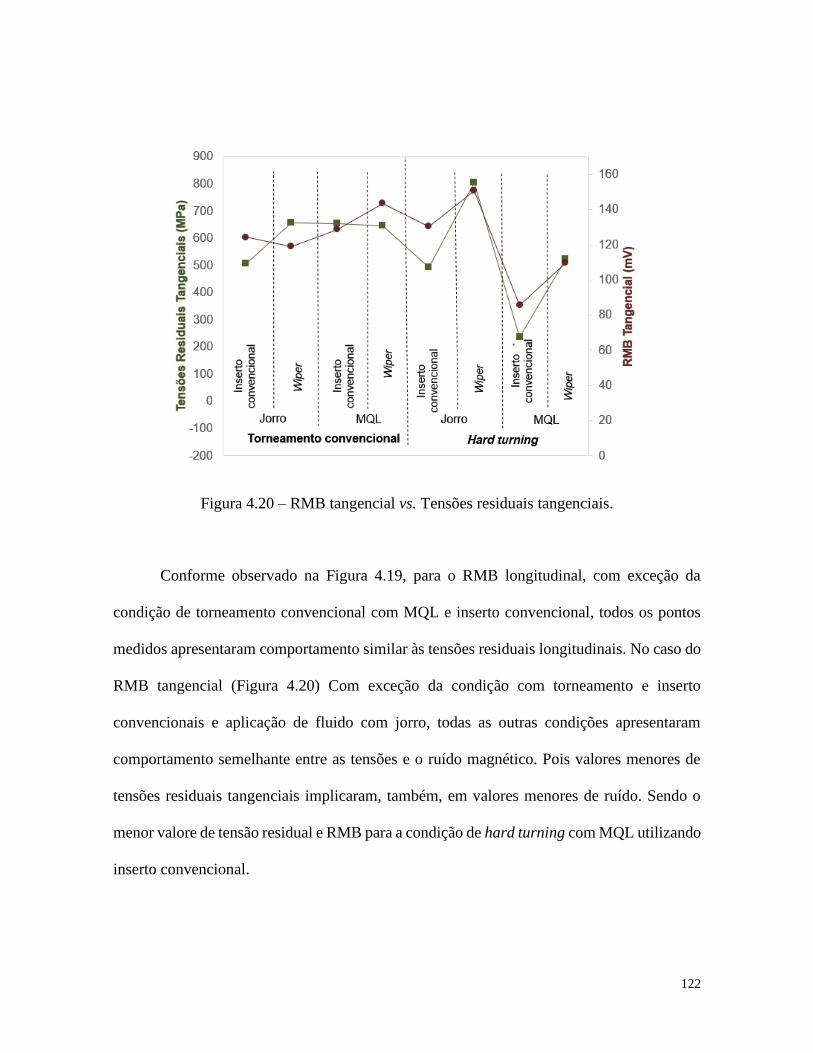
122
Figura 4.20 – RMB tangencial vs. Tensões residuais tangenciais.
Conforme observado na Figura 4.19, para o RMB longitudinal, com exceção da
condição de torneamento convencional com MQL e inserto convencional, todos os pontos
medidos apresentaram comportamento similar às tensões residuais longitudinais. No caso do
RMB tangencial (Figura 4.20) Com exceção da condição com torneamento e inserto
convencionais e aplicação de fluido com jorro, todas as outras condições apresentaram
comportamento semelhante entre as tensões e o ruído magnético. Pois valores menores de
tensões residuais tangenciais implicaram, também, em valores menores de ruído. Sendo o
menor valore de tensão residual e RMB para a condição de hard turning com MQL utilizando
inserto convencional.
123
Capítulo 5
5 Conclusões
O presente trabalho, que teve como objetivo contribuir para a compreensão da
influência dos diferentes tipos de aplicação dos fluidos de corte, da utilização de insertos
convencional e wiper e do torneamento convencional e hard turning do aço AISI 4340, nas
tensões residuais, no acabamento superficial, nas forças de usinagem e no ruído magnético
Barkhausen., permite as seguintes conclusões:
1. O tipo de torneamento se apresentou como um fator significativo para as tensões
residuais, tanto tangenciais quanto longitudinais, sendo o hard turning responsável por
pela obtenção de tensões residuais menos trativas nas amostras usinadas.
2. O uso do MQL aliado ao hard turning e o inserto convencional, apresentou os
melhores resultados de tensões residuais (com valores médios de 100 MPa no sentido
longitudinal e 250 MPa no sentido tangencial) principalmente quando comparado com
124
a aplicação em jorro com torneamento convencional, se apresentando como uma
excelente alternativa nos custos de usinagem, no âmbito da sustentabilidade e na
integridade da amostra usinada.
3. Com a aplicação de fluido de corte por MQL foram obtidos os melhores resultados de
rugosidade quando comparado ao jorro com o inserto convencional em ambos os tipos
de torneamento, provavelmente devido à melhor condição de lubrificação da área
usinada ao se utilizar o MQL ao invés do jorro. Entretanto, o melhor resultado absoluto
de rugosidade média foi obtido para o torneamento convencional, com aplicação de
fluido por jorro e uso do inserto wiper (0,54 µm).
4. Os métodos de aplicação do fluido não influenciaram significativamente nas forças de
corte, sendo que no hard turning as forças de corte foram inferiores ao torneamento
convencional.
5. Os resultados de RMB apresentaram boa correlação com as tensões residuais, tanto na
direção longitudinal quanto na tangencial, sendo que o RMB longitudinal foi inferior
ao tangencial, seguindo o comportamento das tensões residuais que se apresentaram
menos trativas no sentido longitudinal.
6. Comparando as forças de corte com a rugosidade no torneamento convencional, o
aumento na força de usinagem correspondeu a um menor valor de rugosidade.
Entretanto, para o hard turning, menores forças de usinagem representaram melhores
condições de acabamento superficial.
7. A combinação do hard turning com a aplicação da técnica de MQL e uso do inserto
convencional proporcionou as tensões menos trativas e menores valores de ruído
magnético Barkhausen, enquanto o uso do inserto wiper no torneamento convencional
com jorro foi a melhor condição do ponto de vista de acabamento superficial.
125
Capítulo 6
6 Sugestões para trabalhos futuros
1. Realização de usinagem a seco das amostras utilizando os mesmos parâmetros de
corte deste trabalho para verificar o comportamento em relação aos ensaios
utilizando as técnicas convencional e MQL de aplicação de fluido de corte.
2. Verificação da possibilidade de existência de camada branca, principalmente na
usinagem com MQL.
3. Avaliação do desgaste das ferramentas utilizando os mesmos parâmetros de corte,
com maiores comprimentos de usinagem.
4. Realizar o torneamento com insertos de outros materiais, como CBN, para
comparar com as amostras usinadas com insertos de metal duro.
126
Referências bibliográficas
ABUKHSHIM, N. A.; MATIVENGA, P. T.; SHEIKH, M. A. Heat generation and
temperature prediction in metal cutting: A review and implications for high speed machining.
International Journal of Machine Tools and Manufacture, v. 46, n. 7–8, p. 782–800,
2006.
ADLER, A.; YANIV, I.; SOLTER, E.; FREUD, E.; SAMRA, Z.; STEIN, J.; FISHER, S.;
LEVY, I. Examining the role of cutting fluids in machining and efforts to address associated
environmental/healt concerns. Journal of Pediatric Hematology/Oncology, v. 28, n. 1, p.
23–28, 2006.
AGRAWAL, S.; JOSHI, S. S. Analytical modelling of residual stresses in orthogonal
machining of AISI4340 steel. Journal of Manufacturing Processes, v. 15, n. 1, p. 167–179,
jan. 2013.
ALOK, A.; DAS, M. Multi-objective optimization of cutting parameters during sustainable
dry hard turning of AISI 52100 steel of newly develop with HSN2 - coated carbide insert.
Measurement, p. 288–302, 2019.
ANAZAWA, R. M.; ABDALLA, A. J.; HASHIMOTO, T. M.; PEREIRA, M. S. Estudo
comparativo das propriedades mecânicas em aços 4340 e 300M submetidos a tratamentos
térmicos isotérmicos e intercríticos. Revista Brasileira de Aplicações de Vácuo, v. 31, n.
1–2, p. 32, 2014.
ARAMIAN, A.; RAZAVI, S. M. J.; SADEGHIAN, Z.; BERTO, F. A review of additive
manufacturing of cermets. Additive Manufacturing, v. 33, n. July 2019, p. 101130, 2020.
127
ATTANASIO, A.; GELFI, M.; GIARDINI, C.; REMINO, C. Minimal quantity lubrication
in turning: Effect on tool wear. Wear, v. 260, n. 3, p. 333–338, 2006.
ÁVILA, R. F.; ABRÃO, A. M. The effect of cutting fluids on the machining of hardened
AISI 4340 steel. Journal of Materials Processing Technology, v. 119, n. 1–3, p. 21–26,
2001.
BARROS, R. A.; ABDALLA, A. J.; RODRIGUES, H. L.; PEREIRA, M. D. S.
Caracterização de um aço AISI/SAE 4340 com diferentes microestruturas através da técnica
de tríplice ataque. Revista Brasileira de Aplicações de Vácuo, v. 34, n. 2, p. 71–74, 2015.
BARTARYA, G.; CHOUDHURY, S. K. State of the art in hard turning. International
Journal of Machine Tools and Manufacture, v. 53, n. 1, p. 1–14, 2012.
BHATTACHARYA, S.; DINDA, G. P.; DASGUPTA, A. K.; MAZUMDER, J.
Microstructural evolution of AISI 4340 steel during Direct Metal Deposition process.
Materials Science and Engineering A, v. 528, n. 6, p. 2309–2318, 2011.
BHOKSE, V.; CHINCHANIKAR, S.; ANERAO, P.; KULKARNI, A. Experimental
Investigationson Chip Formation and Plowing Cutting Forces During Hard Turning.
Materials Today: Proceedings, v. 2, n. 4–5, p. 3268–3276, 2015.
BREIDENSTEIN, B.; DENKENA, B. Significance of residual stress in PVD-coated carbide
cutting tools. CIRP Annals - Manufacturing Technology, v. 62, n. 1, p. 67–70, 2013.
CALDAS MORGAN, M. A. Ruído Magnético de Barkhausen contínuo rotacional. p. 149,
2013.
128
CAMPOCASSO, S.; POULACHON, G.; BISSEY-BRETON, S.; COSTES, J. P.;
OUTEIRO, J. C. Towards cutting force evaluation without cutting tests. CIRP Annals -
Manufacturing Technology, v. 66, n. 1, p. 77–80, 2017.
CAMUŞCU, N.; ASLAN, E. A comparative study on cutting tool performance in end milling
of AISI D3 tool steel. Journal of Materials Processing Technology, v. 170, n. 1–2, p. 121–
126, 2005.
CAPELLO, E. Residual stresses in turning: Part I: Influence of process parameters. Journal
of Materials Processing Technology, v. 160, n. 2, p. 221–228, 2005.
CHAYEUSKI, V. V.; ZHYLINSKI, V. V.; RUDAK, P. V.; RUSALSKY, D. P.;
VIŠNIAKOV, N.; ČERNAŠĖJUS, O. Characteristics of ZrC/Ni-UDD coatings for a
tungsten carbide cutting tool. Applied Surface Science, v. 446, p. 18–26, 2018.
CINDRA FONSECA, M. .; SOUZA, M. F.; MARTINS, M. C.; TOMAZ, I. DO V.;
SILVEIRA, R. J. E. REVISÃO TEÓRICA DOS PRINCÍPIOS DA TENSOMETRIA POR
DIFRAÇÃO DE RAIOS-X Maria. 2017.
CINDRA FONSECA, M. P. Evolução do estado de tensões residuais em juntas soldadas de
tubulação durante ciclos de fadiga. n. 1, 2000.
CORREIA, A. E.; DAVIM, J. P. Surface roughness measurement in turning carbon steel
AISI 1045 using wiper inserts. Measurement: Journal of the International Measurement
Confederation, v. 44, n. 5, p. 1000–1005, 2011.
COTO, B.; NAVAS, V. G.; GONZALO, O.; ARANZABE, A.; SANZ, C. Influences of
129
turning parameters in surface residual stresses in AISI 4340 steel. International Journal of
Advanced Manufacturing Technology, v. 53, n. 9–12, p. 911–919, 2011.
CUI, X.; GUO, J.; ZHENG, J. Optimization of geometry parameters for ceramic cutting tools
in intermittent turning of hardened steel. Materials and Design, v. 92, p. 424–437, 2016.
D’ADDONA, D. M.; RAYKAR, S. J. Analysis of Surface Roughness in Hard Turning Using
Wiper Insert Geometry. Procedia CIRP, v. 41, p. 841–846, 2016.
DA SILVA, R. B.; VIEIRA, J. M.; CARDOSO, R. N.; CARVALHO, H. C.; COSTA, E. S.;
MACHADO, A. R.; DE ÁVILA, R. F. Tool wear analysis in milling of medium carbon steel
with coated cemented carbide inserts using different machining lubrication/cooling systems.
Wear, v. 271, n. 9–10, p. 2459–2465, 2011.
DAS, R. K.; SAHOO, A. K.; MISHRA, P. C.; KUMAR, R.; PANDA, A. Comparative
machinability performance of heat treated 4340 Steel under dry and minimum quantity
lubrication surroundings. Procedia Manufacturing, v. 20, p. 377–385, 2018.
DAS, S. R.; DHUPAL, D.; KUMAR, A. Experimental Study & Modeling of Surface
Roughness in Turning of Hardened AISI 4340 Steel Using Coated Carbide Inserted. v. 3, n.
March, p. 445–453, 2013.
DILIP JEROLD, B.; PRADEEP KUMAR, M. Experimental investigation of turning AISI
1045 steel using cryogenic carbon dioxide as the cutting fluid. Journal of Manufacturing
Processes, v. 13, n. 2, p. 113–119, 2011.
DOGRA, M.; SHARMA, V. S.; SACHDEVA, A.; SURI, N. M.; DUREJA, J. S. Tool wear,
130
chip formation and workpiece surface issues in CBN hard turning: A review. International
Journal of Precision Engineering and Manufacturing, v. 11, n. 2, p. 341–358, 2010.
ELBAH, M.; YALLESE, M. A.; AOUICI, H.; MABROUKI, T.; RIGAL, J. F. Comparative
assessment of wiper and conventional ceramic tools on surface roughness in hard turning
AISI 4140 steel. Measurement: Journal of the International Measurement
Confederation, v. 46, n. 9, p. 3041–3056, 2013.
FITZPARTRICK, M. E.; FRY, A. T.; HOLDWAY, P.; KANDIL, F. A.; SHACKLETON,
J.; SUOMINEN, L. Determination of Residual Stresses by X-ray Diffraction – Issue 2.
Measurement Good Practice Guide, v. 6, n. 1, p. 1–68, 2005.
GABALDO, S.; DINIZ, A. E.; ANDRADE, C. L. F.; GUESSER, W. L. Performance of
carbide and ceramic tools in the milling of compact graphite iron - CGI. Journal of the
Brazilian Society of Mechanical Sciences and Engineering, v. 32, n. 5 SPEC. ISSUE, p.
511–517, 2010.
GANDY, D. Carbob Steel Handbook. [s.l: s.n.]. v. 3
GRIFFITHS, B. Manufacturing surface technology - Surface Integrity & Functional. p. 179–
180, 2001.
GRIJALBA, F. A. Desenvolvimento De Ensaio Não Destrutivo Baseado No Ruído
Magnético De Barkhausen Para Caracterização De Tensões Elásticas E Deformações
Plásticas Em Aços. Universidade de São Paulo, p. 163, 2010.
GRIJALBA, F. A.; PADOVESE, L. R. Non-destructive scanning for applied stress by the
131
continuous magnetic Barkhausen noise method. Journal of Magnetism and Magnetic
Materials, v. 446, p. 231–238, 2018.
GRZESIK, W. The role of coatings in controlling the cutting process when turning with
coated indexable inserts. Journal of Materials Processing Technology, v. 79, n. 1–3, p.
133–143, 1998.
GUNNBERG, F.; ESCURSELL, M.; JACOBSON, M. The influence of cutting parameters
on residual stresses and surface topography during hard turning of 18MnCr5 case carburised
steel. Journal of Materials Processing Technology, v. 174, n. 1–3, p. 82–90, maio 2006.
GUO, J.; FU, H.; PAN, B.; KANG, R. Recent progress of residual stress measurement
methods: A review. Chineses Journal of Aeronautics, 2020.
GUO, Y. B.; YEN, D. W. Hard turning versus grinding - The effect of process-induced
residual stress on rolling contact. Wear, v. 256, n. 3–4, p. 393–399, 2004.
HADAD, M.; SADEGHI, B. Minimum quantity lubrication-MQL turning of AISI 4140 steel
alloy. Journal of Cleaner Production, v. 54, p. 332–343, 2013.
HANIEF, M.; WANI, M. F.; CHAROO, M. S. Modeling and prediction of cutting forces
during the turning of red brass (C23000) using ANN and regression analysis. Engineering
Science and Technology, an International Journal, v. 20, n. 3, p. 1220–1226, 2017.
HASSANPOUR, H.; SADEGHI, M. H.; RASTI, A.; SHAJARI, S. Investigation of surface
roughness, microhardness and white layer thickness in hard milling of AISI 4340 using
minimum quantity lubrication. Journal of Cleaner Production, v. 120, p. 124–134, 2016.
132
IMOA. MolyReview. v. 44, n. July, 2011.
JIANG, J.; BRITTON, T. B.; WILKINSON, A. J. Mapping type III intragranular residual
stress distributions in deformed copper polycrystals. Acta Materialia, v. 61, n. 15, p. 5895–
5904, 2013.
KANDIL, F. A; LORD, J. D.; FRY, A T.; GRANT, P. V. A review of residual stress
measurement methods - A guide to technical selection. NPL Materials Centre, n. Report
MATC(A)04, p. 1–42, 2001.
KARIMBAEV, R.; PYUN, Y. S.; MALEKI, E.; UNAL, O.; AMANOV, A. An improvement
in fatigue behavior of AISI 4340 steel by shot peening and ultrasonic nanocrystal surface
modification. Materials Science and Engineering A, v. 791, n. June, p. 139752, 2020.
KHAN, M. M. A.; MITHU, M. A. H.; DHAR, N. R. Effects of minimum quantity lubrication
on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. Journal of
Materials Processing Technology, v. 209, n. 15–16, p. 5573–5583, 2009.
KORKA, Z. I.; MICLOŞINĂ, C.-O.; COJOCARU, V. An Experimental Study of the Cutting
Forces in Metal Turning. Analele Universitătii “Eftimie Murgu” Reşita, v. 20, n. 2, p. 25–
32, 2013.
KROLCZYK, G. M.; MARUDA, R. W.; KROLCZYK, J. B.; WOJCIECHOWSKI, S.; MIA,
M.; NIESLONY, P.; BUDZIK, G. Ecological trends in machining as a key factor in
sustainable production – A review. Journal of Cleaner Production, v. 218, p. 601–615,
2019.
133
KUMAR, S.; SINGH, D.; KALSI, N. S. Analysis of Surface Roughness during Machining
of Hardened AISI 4340 Steel using Minimum Quantity lubrication. Materials Today:
Proceedings, v. 4, n. 2, p. 3627–3635, 2017.
KUPCZYK, M. J.; KOMOLKA, J. High durability of cutting insert edges made of
nanocrystalline cemented carbides. International Journal of Refractory Metals and Hard
Materials, v. 49, n. 1, p. 225–231, 2015.
LEE, W. S.; SU, T. T. Mechanical properties and microstructural features of AISI 4340 high-
strength alloy steel under quenched and tempered conditions. Journal of Materials
Processing Technology, v. 87, n. 1–3, p. 198–206, 1999.
LEPPERT, T.; PENG, L. R. SURFACE RESIDUAL STRESSES IN DRY TURNING OF
0.45% C STEEL. p. 1097– 0002, 2009.
LIANG, J. S. Y.; SU, J. C. Residual stress modeling in orthogonal machining. CIRP Annals
- Manufacturing Technology, v. 56, n. 1, p. 65–68, 2007.
LIEW, P. J.; SHAARONI, A.; SIDIK, N. A. C.; YAN, J. An overview of current status of
cutting fluids and cooling techniques of turning hard steel. International Journal of Heat
and Mass Transfer, v. 114, p. 380–394, 2017.
MARTINS, M. C.; CINDRA FONSECA, M. . Estudo das tensões residuais no torneamento
do aço AISI 4340 com diferentes parâmetros de corte. 9o Congresso Brasileiro de
Engenharia de Fabricação, 2017.
MONDAL, A. K.; BISWAS, P.; BAG, S. Influence of tacking sequence on residual stress
134
and distortion of single sided fillet submerged arc welded joint. Journal of Marine Science
and Application, v. 14, n. 3, p. 250–260, 2015.
MOORTHY, V.; SHAW, B. A. Magnetic Barkhausen emission measurements for
evaluation of material properties in gears. [s.l: s.n.]. v. 23
NAVAS, V. G.; GONZALO, O.; BENGOETXEA, I. Effect of cutting parameters in the
surface residual stresses generated by turning in AISI 4340 steel. International Journal of
Machine Tools and Manufacture, v. 61, p. 48–57, 2012.
NESLUŠAN, M.; HRABOVSKÝ, T.; ČILLIKOVÁ, M.; MIČIETOVÁ, A. Monitoring of
Hard Milled Surfaces via Barkhausen Noise Technique. Procedia Engineering, v. 132, p.
472–479, 2015.
NIZAMUDDIN, M.; AGRAWAL, S. M.; PATIL, N. The Effect of Karanja based Soluble
Cutting Fluid on Chips Formation in Orthogonal Cutting Process of AISI 1045 Steel.
Procedia Manufacturing, v. 20, n. February, p. 12–17, 2018.
ÖZEL, T.; ULUTAN, D. Prediction of machining induced residual stresses in turning of
titanium and nickel based alloys with experiments and finite element simulations. CIRP
Annals, v. 61, n. 1, p. 547–550, 2012a.
ÖZEL, T.; ULUTAN, D. Prediction of machining induced residual stresses in turning of
titanium and nickel based alloys with experiments and finite element simulations. CIRP
Annals - Manufacturing Technology, v. 61, n. 1, p. 547–550, 2012b.
PECNIK, B.; GRUM, J. The impact of irregularities in the capture of magnetic barkhausen
135
noise with a compact sensor unit. 12th International Conference of the Slovenian Society
for Non-Destructive Testing: Application of Contemporary Non-Destructive Testing in
Engineering, ICNDT 2013 - Conference Proceedings, n. 1987, p. 419–425, 2013.
RAJAGURU, J.; ARUNACHALAM, N. A comprehensive investigation on the effect of
flood and MQL coolant on the machinability and stress corrosion cracking of super duplex
stainless steel. Journal of Materials Processing Technology, v. 276, n. March 2019, 2020.
RAO, C. J.; RAO, D. N.; SRIHARI, P. Influence of cutting parameters on cutting force and
surface finish in turning operation. Procedia Engineering, v. 64, p. 1405–1415, 2013.
SAHOO, A. K.; SAHOO, B. Experimental investigations on machinability aspects in finish
hard turning of AISI 4340 steel using uncoated and multilayer coated carbide inserts.
Measurement: Journal of the International Measurement Confederation, v. 45, n. 8, p.
2153–2165, 2012.
SALES, W. F.; DINIZ, A. E.; MACHADO, A. R. Application of cutting fluids machining
processes. Revista Brasileira de Ciencias Mecanicas/Journal of the Brazilian Society of
Mechanical Sciences, v. 23, n. 2, p. 227–240, 2001.
SERRÃO, L. INFLUÊNCIA DO TRATAMENTO TÉRMICO DE REVENIDO NAS
TENSÕES RESIDUAIS E NAS PROPRIEDADES MECÂNICAS DO AÇO AISI 4340.
[s.l.] UFF - Universidade Federal Flluminense, 2014.
STENBERG, N.; PROUDIAN, J. Numerical modelling of turning to find residual stresses.
Procedia CIRP, v. 8, p. 258–264, 2013.
136
SUGIHARA, T.; TANAKA, H.; ENOMOTO, T. Development of Novel CBN Cutting Tool
for High Speed Machining of Inconel 718 Focusing on Coolant Behaviors. Procedia
Manufacturing, v. 10, p. 436–442, 2017.
SURESH, R.; BASAVARAJAPPA, S.; GAITONDE, V. N.; SAMUEL, G. L. Machinability
investigations on hardened AISI 4340 steel using coated carbide insert. International
Journal of Refractory Metals and Hard Materials, v. 33, p. 75–86, 2012.
TRILLON, A.; DENEUVILLE, F.; PETIT, S.; BISIAUX, B. Magnetic Barkhausen Noise
for hardness checking on steel 2 . Presentation of Barkhausen Noise method. n. April, p. 16–
20, 2012.
VAARA, J.; KUNNARI, A.; FRONDELIUS, T. Literature review of fatigue assessment
methods in residual stressed state. Engineering Failure Analysis, p. 104379, 2020.
VARAPRASAD, B.; RAO, C. S. Design of Experiments to Hard Turning : A Review. n.
December, 2015.
VILČEK, I.; ŘEHOŘ, J.; CAROU, D.; ZEMAN, P. Residual stresses evaluation in precision
milling of hardened steel based on the deflection-electrochemical etching technique.
Robotics and Computer-Integrated Manufacturing, v. 47, n. December 2015, p. 112–
116, 2017.
VISHWAKARMA, A.; JAIN, S.; SHARMA, P. K. Analysis of effect of Minimum Quantity
Lubrication on different machining parameters Cutting Force , Surface Roughness and Tool
Wear by Hard Turning of AISI-4340 Alloy Steel a Review. International Journal of
Advanced Engineering Research and Technology, v. 2, n. 9, p. 344–354, 2014.
137
WITHERS, P. J. J.; BHADESHIA, H. K. D. H. K. D. H. Residual stress. Part 1–
Measurement techniques. Materials Science and Technology, v. 17, n. 4, p. 366–375, 2001.
YUAN, X.; ZHANG, J.; LIAN, Y.; DU, C.; XU, W.; ZHAO, Y.; MO, J. Research progress
of residual stress determination in magnesium alloys. Journal of Magnesium and Alloys,
v. 6, n. 3, p. 238–244, 2018.
YUSOF, N. M. Hard turning of cold work tool steel using wiper ceramic tool. Jurnal
Mekanikal, v. 25, n. January 2008, p. 92–105, 2008.