improving supply chain visibility within logistics ... - diva portal
TRANSCRIPT
IN DEGREE PROJECT INDUSTRIAL ENGINEERING AND MANAGEMENT,SECOND CYCLE, 30 CREDITS
, STOCKHOLM SWEDEN 2020
Improving supply chain visibility within logistics by implementing a Digital Twin
A case study at Scania Logistics
YLVA BLOMKVIST
LEO ULLEMAR LOENBOM
KTH ROYAL INSTITUTE OF TECHNOLOGYSCHOOL OF INDUSTRIAL ENGINEERING AND MANAGEMENT


Improving supply chain visibility within
logistics by implementing a Digital Twin
A case study at Scania Logistics
by
Ylva Blomkvist
Leo Ullemar Loenbom
Master of Science Thesis TRITA-ITM-EX 2020:344
KTH Industrial Engineering and Management
Industrial Management
SE-100 44 STOCKHOLM

Att förbättra synlighet inom logistikkedjor
genom att implementera en Digital Tvilling
En fallstudie på Scania Logistics
av
Ylva Blomkvist
Leo Ullemar Loenbom
Examensarbete TRITA-ITM-EX 2020:344
KTH Industriell teknik och management
Industriell ekonomi och organisation
SE-100 44 STOCKHOLM

Master of Science Thesis TRITA-ITM-EX 2020:344
Improving supply chain visibility within logistics by implementing a Digital Twin
A case study at Scania Logistics
Ylva Blomkvist
Leo Ullemar Loenbom
Approved
2020-06-08
Examiner
Hans Lööf
Supervisor
Bo Karlson
Commissioner
Scania AB
Contact person
Gerard Rosés Terrón
Abstract
As organisations adapt to the rigorous demands set by global markets, the supply chains that
constitute their logistics networks become increasingly complex. This often has a detrimental
effect on the supply chain visibility within the organisation, which may in turn have a negative
impact on the core business of the organisation. This paper aims to determine how organisations
can benefit in terms of improving their logistical supply chain visibility by implementing a
Digital Twin — an all-encompassing virtual representation of the physical assets that constitute
the logistics system. Furthermore, challenges related to implementation and the necessary steps
to overcome these challenges were examined.
The results of the study are that Digital Twins may prove beneficial to organisations in terms of
improving metrics of analytics, diagnostics, predictions and descriptions of physical assets.
However, these benefits come with notable challenges — managing implementation and
maintenance costs, ensuring proper information modelling, adopting new technology and leading
the organisation through the changes that an implementation would entail.
In conclusion, a Digital Twin is a powerful tool suitable for organisations where the benefits
outweigh the challenges of the initial implementation. Therefore, careful consideration must be
taken to ensure that the investment is worthwhile. Further research is required to determine the
most efficient way of introducing a Digital Twin to a logistical supply chain.
Keywords: Digital Twin, Digital Twins, Logistics, Supply chain visibility, Internet of Things,
IoT, Cloud Computing, Machine Learning, Application Programming Interface, API, Cyber-
physical systems, CPS, Manufacturing, Industry 4.0

Examensarbete TRITA-ITM-EX 2020:344
Att förbättra synlighet inom logistikkedjor genom att implementera en Digital Tvilling
En fallstudie på Scania Logistics
Ylva Blomkvist
Leo Ullemar Loenbom
Godkänt
2020-06-08
Examinator
Hans Lööf
Handledare
Bo Karlson
Uppdragsgivare
Scania AB
Kontaktperson
Gerard Rosés Terrón
Sammanfattning
I takt med att organisationer anpassar sig till de hårda krav som ställs av den globala marknaden
ökar också komplexiteten i deras logistiknätverk. Detta har ofta en negativ effekt på synligheten
inom logistikkedjan i organisationen, vilken i sin tur kan ha en negativ påverkan på
organisationens kärnverksamhet. Målet med denna studie är att utröna de fördelar som
organisationer kan uppnå vad gäller att förbättra synligheten inom deras logistikkedjor genom att
implementera en Digital Tvilling — en allomfattande virtuell representation av de fysiska
tillgångar som utgör logistikkedjan.
Resultaten av studien är att Digitala Tvillingar kan vara gynnsamma för organisationer när det
gäller att förbättra analys, diagnostik, prognoser och beskrivningar av fysiska tillgångar.
Implementationen medför dock utmaningar — hantering av implementations- och
driftskostnader, utformning av informationsmodellering, anammandet av ny teknik och ledarskap
genom förändringsarbetet som en implementering skulle innebära.
Sammanfattningsvis är en Digital Tvilling ett verktyg som lämpar sig för organisationer där
fördelarna överväger de utmaningar som tillkommer med implementationen. Därmed bör
beslutet om en eventuell implementation endast ske efter noggrant övervägande. Vidare
forskning behöver genomföras för att utröna den mest effektiva metoden för att introducera en
Digital Tvilling till en logistikkedja.
Nyckelord: Digital tvilling, Digitala tvillingar, Logistik, Supply chain visibility, Internet of
Things, IoT, Molntjänster, Maskininlärning, Programmeringsgränssnitt, API, Cyberfysiska
system, CPS, Tillverkning, Industri 4.0
VI
Table of Contents
1 Introduction ........................................................................................................................ 1
1.1 Background ................................................................................................................... 1
1.2 Purpose .......................................................................................................................... 2
1.3 Research Questions ....................................................................................................... 3
1.4 Delimitations ................................................................................................................. 3
1.5 Expected Contributions ................................................................................................. 4
1.6 Outline ........................................................................................................................... 5
2 Theoretical Framework ..................................................................................................... 6
2.1 Supply Chain Visibility ................................................................................................. 6
2.1.1 Visibility for sensing .............................................................................................. 7
2.1.2 Visibility for learning ............................................................................................. 7
2.1.3 Visibility for coordinating ...................................................................................... 8
2.1.4 Visibility for integrating ......................................................................................... 8
3 Methodology ..................................................................................................................... 10
3.1 Research process ......................................................................................................... 10
3.2 Data collection ............................................................................................................. 11
3.2.1 Internal research at Scania .................................................................................... 11
Getting to know Scania Logistics ................................................................................. 11
Work practice at Scania ............................................................................................... 12
Additional in-depth interviews at Scania ..................................................................... 12
3.2.2 External research .................................................................................................. 13
Initial research ............................................................................................................. 13
Literature review .......................................................................................................... 13
External expert interviews ............................................................................................ 14
3.3 Source criticism ........................................................................................................... 15
3.4 Validity, Reliability & Generalisability ...................................................................... 15
3.5 Ethics ........................................................................................................................... 16
4 Results ............................................................................................................................... 17
4.1 Defining the Digital Twin ........................................................................................... 17
4.1.1 The definition of a Digital Twin .......................................................................... 17
A brief example of a Digital Twin ................................................................................ 19
4.1.2 The technologies enabling Digital Twin .............................................................. 20
Internet of Things (IoT) ................................................................................................ 20

VII
Cyber-physical systems (CPS) ..................................................................................... 21
Machine Learning ........................................................................................................ 22
Cloud Computing ......................................................................................................... 23
API (Application Programming Interface) .................................................................. 24
Augmented and virtual reality ...................................................................................... 25
4.1.3 The benefits of a Digital Twin ............................................................................. 26
Descriptive Value ......................................................................................................... 26
Analytical Value ........................................................................................................... 26
Diagnostics Value ........................................................................................................ 27
Predictive Value ........................................................................................................... 27
4.1.4 Challenges when implementing a Digital Twin ................................................... 27
Costs ............................................................................................................................. 28
Accurate representation ............................................................................................... 28
Data Quality ................................................................................................................. 28
Interoperability ............................................................................................................. 29
Education ..................................................................................................................... 29
IP Protection ................................................................................................................ 30
Digital Security ............................................................................................................ 30
4.2 Digital Twin in Logistics............................................................................................. 31
4.2.1 Packaging ............................................................................................................. 31
4.2.2 Shipments ............................................................................................................. 32
4.2.3 Storage and Distribution ....................................................................................... 33
4.2.4 Multi-party infrastructure ..................................................................................... 33
4.3 Implementing a Digital Twin ...................................................................................... 34
4.3.1 Overcoming the challenges of implementation .................................................... 35
Pre-implementation ...................................................................................................... 35
Knowledge assessment ................................................................................................. 36
Establishing scope and objectives ................................................................................ 36
Developing the digital infrastructure ........................................................................... 37
4.4 Overview of Scania Logistics ..................................................................................... 38
4.4.1 Organisational structure at Scania Logistics ........................................................ 38
4.4.2 A brief overview of the logistics processes .......................................................... 39
4.4.3 Sustainability at Scania Logistics ......................................................................... 41
4.5 Digital Twin at Scania Logistics ................................................................................. 42
4.5.1 General Overview ................................................................................................ 42
Flow Optimisation ........................................................................................................ 42
Material Planning ........................................................................................................ 44
VIII
Tracking stock numbers within production lines ..................................................... 46
Transport Planning ...................................................................................................... 49
Packaging Planning ..................................................................................................... 50
Packaging Network and Purchase ............................................................................... 53
4.5.2 Technical challenges and ongoing projects .......................................................... 55
DigiGoods .................................................................................................................... 56
Scania Track ................................................................................................................. 58
5 Discussion .......................................................................................................................... 61
5.1 Definition of the Digital Twin ..................................................................................... 61
5.1.1 General discussion ................................................................................................ 61
5.1.2 Processes of implementation ................................................................................ 62
5.1.3 Building for the future .......................................................................................... 62
5.1.4 Maintaining the technology .................................................................................. 63
5.2 Applicability areas of Digital Twin ............................................................................. 64
5.2.1 Flow optimisation ................................................................................................. 64
5.2.2 Material planning ................................................................................................. 65
5.2.3 Transport planning ............................................................................................... 66
5.2.4 Packaging planning .............................................................................................. 66
5.2.5 Packaging Network and Purchase ........................................................................ 67
5.3 Improving supply chain visibility with a Digital Twin ............................................... 68
5.3.1 The impact of Digital Twins upon supply chain visibility ................................... 68
5.3.2 Supply chain visibility and human error .............................................................. 68
5.3.3 Managing external actors ..................................................................................... 69
5.3.4 Visibility for sensing and the Digital Twin .......................................................... 70
5.3.5 Visibility to learning and the Digital Twin .......................................................... 71
5.3.6 Visibility for coordinating and the Digital Twin .................................................. 73
5.3.7 Visibility for integrating and the Digital Twin ..................................................... 74
5.4 A roadmap for developing a Digital Twin within Logistics ....................................... 75
1. Prioritise ................................................................................................................... 75
2. Data sources ............................................................................................................. 76
3. Framework ............................................................................................................... 77
4. Integrate ................................................................................................................... 77
5. Collect data .............................................................................................................. 78
6. Test ........................................................................................................................... 79
7. Revise ....................................................................................................................... 80
8. Repeat ....................................................................................................................... 80
9. Expand ...................................................................................................................... 81

IX
10. Follow up ............................................................................................................... 81
5.5 Ethical and sustainability aspects of Digital Twins .................................................... 83
6 Conclusion ......................................................................................................................... 85
6.1 Providing answers to the research questions ............................................................... 85
6.1.1 How are Digital Twins conceptualised, and which technologies are necessary in
their development? ........................................................................................................... 85
6.1.2 Which potential benefits would the implementation of a Digital Twin lead to for
an organisation like Scania Logistics? ............................................................................. 85
6.1.3 Which potential challenges must be considered to achieve a successful
implementation of a Digital Twin within an organisation like Scania Logistics? ........... 86
6.1.4 Which steps are necessary for an organisation like Scania Logistics to overcome
the aforementioned challenges in implementing a Digital Twin? .................................... 88
6.2 Future Research ........................................................................................................... 89
References ............................................................................................................................... 91
Appendix 1 - Interview questions ......................................................................................... 95
1.1 Interview with the project leader of the internal improvement project Scania Track
2020-01-28 (translated from Swedish) ................................................................................. 95
1.2 Interview with the head of the department of Strategic Long-Term Development within
Scania Logistics 2020-02-17 (translated from Swedish) ..................................................... 95
1.3 Interview with Peter Norrblom 2020-04-01 (translated from Swedish) ........................ 95
1.4 Interview with Jacob Edström 2020-04-16 (translated from Swedish) .......................... 96
X
Acknowledgements
We would like to give a special thanks to Gerard Rosés Terrón, our supervisor at Scania, who
has provided us with valuable guidance and contacts within Scania Logistics. We also want to
direct special thanks to Bo Karlson, our supervisor at KTH, for his ideas and guidance
throughout the research process and thank our examiner Hans Lööf for his support.
We would also like to thank Peter Norrblom at Siemens and Jacob Edström at ABB Robotics
for sharing their insights and expertise in Digital Twins. Lastly, we would like to thank the
employees at Scania Logistics who helped us understand the logistics processes at Scania.
Ylva Blomkvist
Leo Ullemar Loenbom
Stockholm, June 2020

1
1 Introduction
1.1 Background
A functioning logistics supply chain is the lifeblood of an organisation. In organisations
whose core businesses are centered around manufacturing both internal and external logistics
play a vital part in ensuring that the core business of the organisation can proceed without
stoppage (Tracey, 1998). While the basic objective of logistics can be summed up very briefly
— transporting something from point A to B — the means of which to do so can vary greatly
according to the specific task at hand.
For many companies these tasks are becoming increasingly complex — as global markets put
higher demands on customisation from customers, and both the goods produced and the
production lines themselves involve more complex technology it is becoming more and more
difficult to find solutions for the logistical challenges that surround the core businesses
(Mangan & Lalwani, 2016).
As logistics supply chains become more complex, the process of attaining knowledge about
the inner workings of the supply chain becomes increasingly difficult. This can quickly
become a problem for any organisation in which the supply chain has a vital role, as lacklustre
transparency and visibility of your supply chain may cast shadows over inefficient processes
that could otherwise be rectified (Creazza et al, 2010). Ensuring complete supply chain
visibility not only grants access to a wealth of information that can serve as a basis for
strategic decisions — it also gives greater ability to quickly react to changes and make rapid
real-time operational decisions based on changes in demand or output (Caridi et al, 2014).
While supply chain visibility is important, obtaining and maintaining complete visibility
throughout a supply chain network that spans all over the globe is a task bordering on the
impossible without making use of new advances in digital technology (Branch, 2008). The
manufacturing industry — and society as a whole — stands on the brink of what is commonly
referred to as the fourth industrial revolution — or “Industry 4.0” (Lasi et al, 2014). The basic
characteristics of Industry 4.0 are swift innovation and adaptation of new digital technologies
and mindsets, with many new technologies gradually seeing more use and new applications
within our modern industrial context (Tjahjono et al, 2017). While Industry 4.0 is still a rather
abstract term, many of the technologies that make up the fourth industrial revolution are

2
seeing increasingly widespread usage — smart manufacturing, big data analytics algorithms
and advanced human-machine interfaces to only name a few (Pfohl et al, 2015). These
various technologies can be broadly categorised into four major groups (Erboz, 2017):
• Cyber-physical systems
• Internet of Things (IoT) platforms
• Cognitive computing
• Cloud computing
Within an industrial context of Industry 4.0 an area of technological research that is showing
great promise is that of the Digital Twin (Uhlemann et al, 2017). A Digital Twin is a form of
cyber-physical system that creates a high-fidelity virtual model of a physical asset by use of
various IoT sensors. By use of machine learning algorithms, the wealth of data collected by
the Digital Twin is then aggregated and analysed — facilitating strategic and operational
decision making (Negri et al, 2017).
In this paper we will examine potential applications of Digital Twins within a logistical
context, particularly when it comes to improving supply chain visibility of a complex supply
chain. Our study is conducted at the behest of the Supply Chain Networks Intelligence
department within Scania Logistics, and the focus of our study will be to understand which
benefits and challenges an implementation of a Digital Twin within Scania Logistics would
lead to.
1.2 Purpose
Scania, like many actors within the automotive industry, is now undergoing a transformation
from being a supplier of trucks, buses and engines to gradually becoming a supplier of
complete and sustainable transport solutions.
Scania aims to become a leader in efficient, connected and sustainable logistics within a
global logistics network. The mission of Scania Logistics is to develop, manage and optimise
inbound- and outbound logistics globally by creating flows with minimal environmental
impact, high quality and minimal waste.
Supply Chain Networks Intelligence (or OISI) is tasked to develop initiatives that provide
benefits for Scania Logistics. OISI is responsible for research concerning Web Applications,
Advanced Analytics, Business Intelligence and New Technologies.
3
Currently Scania Logistics is facing several challenges. The push towards becoming suppliers
of sustainable transport solutions is increasing demands for effective logistics solutions, as the
numbers of actors involved and the complexity of issues both rapidly increase.
As such, Scania OISI has become interested in the concept of Digital Twin and the potential
benefits and value that can be created by adopting and implementing a Digital Twin within
Scania Logistics. The aim of this master thesis is to describe the concept itself and what it
entails, which potential benefits that can be gained and which challenges that are likely to be
encountered on the road to implementing the Digital Twin for a company like Scania
Logistics. Questions regarding the technical and digital implementation and questions
regarding the process of change management within the organisation will be raised in this
paper, to ensure a holistic view of the situation.
1.3 Research Questions
The aim of this thesis is to understand the benefits that an organisation like Scania Logistics
stand to gain by implementing a Digital Twin, and to pinpoint any challenges that are likely to
be encountered. Furthermore, as Digital Twins is a relatively new concept, there is a clear
need to conceptualise Digital Twins and to describe the technologies involved in its creation.
The following research questions have thus been formulated:
1. How are Digital Twins conceptualised, and which technologies are necessary in their
development?
2. Which potential benefits would the implementation of a Digital Twin lead to for an
organisation like Scania Logistics?
3. Which potential challenges must be considered to achieve a successful implementation
of a Digital Twin within an organisation like Scania Logistics?
4. Which steps are necessary for an organisation like Scania Logistics to overcome the
aforementioned challenges in implementing a Digital Twin?
1.4 Delimitations
While Digital Twins are today primarily used within manufacturing processes, this research is
conducted at the behest of Scania Logistics with the specific aim of improving the logistics
supply chain. As such, Digital Twin from the standpoint of manufacturing will not be part of
the scope of this thesis.

4
Furthermore, the implementation roadmap will not involve all potential applications of a
Digital Twin within Scania Logistics. The research process involved periods of practical work
experience together with experienced personnel at Scania Logistics, during which all of the
basic processes within the Logistics department were mapped. While implementing a Digital
Twin would doubtlessly be beneficial for all the sub-processes within Scania Logistics,
creating an in-depth roadmap of implementation of an all-encompassing Digital Twin would
be beyond the scope of this thesis. As such, the decision was made to focus on a sub-set of
processes where the benefits of a Digital Twin were deemed greatest For Scania Logistics.
A summary of the benefits of a Digital Twin for the excluded processes will still be given
within the chapter detailing the processes within Scania Logistics.
Furthermore, the outbreak of covid-19 in Sweden during the spring of 2020 led to clear and
tangible limitations for the research process. For a significant part of the allotted research time
company grounds were closed to external personnel — obstructing the process of obtaining
empirical research data during the time of the outbreak.
The temporary suspension of all production units within Europe by Scania on the 25th of
March led to further difficulties obtaining practical data from Scania production units during
the scope of the project.
1.5 Expected Contributions
As Digital Twins are a recent addition to the research community the amount of existing
research — particularly within the area of logistics — is somewhat limited. Furthermore,
there is as of yet no clear scientific consensus regarding the definition of a Digital Twin
within the research community. Therefore, a primary goal of this thesis is to make a scientific
contribution to the field of Digital Twins and aid in constructing a consensus regarding the
scientific definition of a Digital Twin.
While this research has been centered around the setting and specifications laid out by Scania
Logistics, it is the aim of this thesis to further contribute to future research, so that it along
with other articles may serve as a base for more general conclusions regarding the area of
Digital Twins within logistics.

5
1.6 Outline
Chapter Content
1. Introduction
In this chapter, the background and the purpose of the
study is described, followed by posing the research
questions that form the basis of the thesis. This chapter
will also introduce the delimitations of the report,
concluding with sections devoted to expected
contributions and an outline of the thesis.
2. Theoretical Framework
This chapter regards the theoretical framework of the
thesis, centered around the concept of supply chain
visibility and the impact it has on the core business of
organisations.
3. Methodology
In this chapter the choice of research methods are
explained. Concluding the chapter is a section on
research ethics.
4. Results
The result chapter describes the overall results gathered
through the methodology. The results of the literature
review is presented and followed by information from
interviews and work practice at Scania and other
external sources.
5. Discussion
In this chapter the results from the literature review,
interviews and work experience are discussed and
analysed. The findings are contextualised within
existing theoretical literature and the theoretical
framework. Concluding the chapter is a road map
towards the successful implementation of a Digital
Twin within logistics.
6. Conclusion
The conclusion chapter answers the research questions
and summarises findings from the previous chapters
regarding benefits and challenges surrounding the
implementation of a Digital Twin. This final chapter
also proposes future research areas that may serve as a
basis for strategic decisions and further research
contributions.

6
2 Theoretical Framework
2.1 Supply Chain Visibility
Supply chain visibility (or SCV) is a part of the broader realm of supply chain management
(or SCM) and is a concept centered around creating visibility throughout supply chains in
order to improve internal decision making and operating performance. The study of supply
chain visibility has been firmly brought into the scientific limelight over the recent years, as
global megatrends towards globalisation has posed many challenges with regards to managing
the existing supply chains of companies as they expand in accordance to the demands of the
market (Caridi et al, 2014). At its core, supply chain visibility is centered around ensuring that
the company has access to accurate and current information regarding their supply chains, in
regards to both internal and external processes (Francis, 2008). This is achieved by identifying
which supply chain processes are most critically affected by lack of visibility and establishing
means by which to gather and share relevant information between all affected parties (Caridi
et al, 2014).
Ensuring proper supply chain visibility within a company can have a myriad of positive
effects — improving forecasting, planning, scheduling and execution of orders to only name a
few (Wei & Wang, 2010). While visibility is closely linked to information sharing, it is
important to distinguish the two as the sharing of information is an activity while visibility is
a potential result of the activity of information sharing (Barratt & Oke, 2007).
The primary benefits of supply chain visibility are an overall enhancement of company
performance, providing a basis for improved decision-making — both on a strategic and
operational level (Wang & Wei, 2007).
On a strategic level, organisations benefit from proper supply chain visibility by obtaining the
ability to quickly and efficiently reconfigure the supply chain — a skill that is becoming
increasingly important when it comes to generating competitive advantage in rapidly evolving
business environments. Wei and Wang propose in their paper from 2010 that there are four
core visibility processes which, when enabled, allow an organisation to reconfigure their
supply chain in accordance with both their own needs and outside demands. These are
visibility for sensing, learning, coordinating and integrating.

7
2.1.1 Visibility for sensing
This metric indicates the extent of which the organisation can quickly get real-time
information regarding internal and external processes and react to a changing business
environment (Gosain et al, 2014). One of the most crucial items of information regarding
supply chains is current business intelligence regarding customer demands, as the importance
of information regarding market and customer information cannot be understated in terms of
creating opportunities from changes in the business environment (Wei & Wang, 2010).
Organisations with strong systems of information sharing in place with business partners and
actors within their supply chain may reap a multitude of benefits — being able to swiftly react
to changes in customer preferences and demands and quickly acting upon new business
opportunities that competitors without systems of information sharing in place may have been
left unaware of (Madhavan et al, 1998).
2.1.2 Visibility for learning
This indicates the extent of which the organisation can gather and learn from new information
and knowledge from both internal and external processes. Knowledge about the external
processes that affect the company are crucial for maintaining business advantage, and
organisations may acquire new knowledge and capabilities via their partners within the supply
chain (Teece et al, 1997).
As the process of evaluating and adapting to external processes is a key factor when it comes
to discovering and implementing new business opportunities the value of active learning
processes within the organisation targeted towards suppliers and customers cannot be
understated (Teece, 2007). Bringing external knowledge from multiple external sources into
one’s organisation may also lead to the ideas interlinking into new ideas unto themselves,
further increasing the performance of the targeted processes (Decarolis & Deeds, 1999).
According to Zollo and Winter (2002), the process of dynamic learning is underbuilt by three
primary mechanisms: experience accumulation (the very process of gathering knowledge)
knowledge articulation (explaining the knowledge so that it can be shared with others) and
knowledge codification (adopting the experiences garnered and adapting the knowledge to
one’s organisation). Adopting dynamic learning mechanics within an organisation may have
the further benefit of fostering a culture of reflection and continuous improvement, enabling
processes within the company where employees raise ideas of their own that could be
beneficial for their areas of work (Nonaka et al, 2000).

8
2.1.3 Visibility for coordinating
This represents how adept the organisation is at coordinating different areas of their supply
chain — making decisions with overarching consequences for many different actors within
the system. Having complete information regarding the supply chains is a necessity when it
comes to maintaining a higher level of decision making regarding business decisions that
impact the supply chain, as global product flows are the sum of a multitude of different actors
(Simatupang et al, 2004).
According to Malone and Crowston (1994), coordination is the art of managing dependencies
— which processes are dependent on one another, what systems need to be in place in order
to transfer goods and which tools are necessary to enable full usability of the supply chain.
When it comes to ensuring visibility for coordination, the focus should be on providing
information for managing the different kinds of dependencies between the different actors
within the supply chain (Wei & Wang, 2009).
The sharing of information between actors within the supply chain is key for ensuring proper
visibility for coordination — sharing real-time data when and where items are to be delivered,
establishing clear guidelines regarding necessary inventory levels and buffer stocks and order-
and production forecasts to only name a few (Malone & Crowston, 1994). Furthermore, it is
beneficial to share knowledge regarding the desired characteristics of the final product, as
suppliers can then obtain and act upon information regarding product requirements and
customer desires (Wei & Wang, 2009).
2.1.4 Visibility for integrating
This represents how adaptable the organisation is when it comes to adopting and integrating
new methods and technologies in order to develop a strategic business advantage (Teece et al,
1997). When it comes to supply chain management, the development of a collective identity
regarding the supply chain is a crucial step, as it enables a mindset that facilitates the
integration of processes between different actors within the supply chain (Dyer, 2000). In
order to ensure this, information regarding all the key processes within the supply chain must
be shared between the various actors, as understanding the core processes of others may lead
to breakthroughs in improving the supply chain as a whole (Gosain et al, 2004).
It has been observed that long-term collaborations with high levels of information sharing
between business partners tend to show higher levels of visibility with regards to integration

9
(Elgarah et al, 2005). Understanding the abilities, advantages and challenges of the other
actors within the supply chain is beneficial when it comes to achieving harmonious synergy
between the different actors, and having a clear common goal to strive towards is
advantageous for the organisation as a whole (Jap, 1999).
Maintaining proper supply chain visibility within an organisation by incorporating processes
that strengthen these four aforementioned metrics can lead to a substantial increase in real
time strategic- and tactical information, which in turn may lead to a dramatic effect in
reducing demand distortion — also known as the bullwhip effect — which has the added
benefits of lowered uncertainty within the organisation and increased customer satisfaction
(Lee, 1997).
A core driver behind improved supply chain visibility is the adoption and implementation of
new systems to gather, manage and analyse information (Mora-Monge et al, 2010). As such,
information technologies such as Digital Twins are likely to have a tremendous beneficial
impact with regards to all four core aspects of supply chain visibility as described above
(Caridi et al, 2014).

10
3 Methodology
3.1 Research process
For this thesis, a qualitative research approach was chosen, given the scope of the research as
an investigative thesis as opposed to one of a statistical nature. In accordance with the ideas
laid forward by Blomkvist and Hallin in 2015, the appropriate initial method of investigation,
considering the limited amount of previous investigated research about the topic, was to
conduct an investigation from an exploratory perspective. Blomkvist and Hallin also propose
that an abductive research approach is suitable when a phenomenon is heavily impacted by
empirical data, an approach in line with the research that has been conducted.
The research process started with two parallel research trajectories (see figure 3.1), where one
trajectory focused on internal research at Scania and the other trajectory focused on external
research conducted outside of Scania. The internal research process began with a first round
of interviews, conducted at the various departments at Scania Logistics in Södertälje, in order
to get a brief overview of their functions. This was followed by a process of gathering further
empirical data through work practice at relevant areas of Scania Logistics. To conclude the
internal research process, additional semi-structured interviews with a number of employees
at Scania Logistics were conducted in order to answer in-depth questions about the different
areas upon which the research would be based.
In parallel to the internal research, the external research process started with a preliminary
round of research of the concept of Digital Twins themselves. The information that was
garnered in this stage was used to formulate some preliminary research questions that would
guide the future research that was to be conducted. This was followed by a thorough literature
review, which was conducted in order to define the concept of a Digital Twin and how it
differs from other concepts in digitalisation. Furthermore, empirical data was collected
through semi-structured interviews with experts in Digital Twin at external companies.
When the collecting of empirical data was concluded the data was analysed and discussed and
conclusions were drawn. Lastly, new research questions and areas for future research were
proposed for the benefit of future researchers.

11
Figure 3.1. Overview of the research process.
3.2 Data collection
3.2.1 Internal research at Scania
Getting to know Scania Logistics
In order to understand the logistics department at Scania, the first weeks of the research
process were dedicated to conducting interviews with personnel from the departments within
Scania Logistics. These interviews were approached without a formal interview structure,
giving the interview subjects room to explain on their own terms. The interviews were
however similar in their general structure, starting off with a brief and simplified introduction
about the topic of the master thesis followed by representatives from the different
subdivisions explaining the role of their division within the logistics supply chain. Clarifying
questions were asked in order to give the interview subjects room to develop their
explanations throughout the interviews, concluding every session with questions about
existing challenges and internal projects. The information gathered during these interviews
served as a foundation for the initial scope of the project. During this initial round of
interviews, any challenges and projects were described in too general terms to assess the
applicability of a Digital Twin as a possible solution.
Our initial rounds of interviews at Scania were conducted with the following personnel:
• Head of Global Material Control.

12
• Head of Logistics Supplier Management.
• Head of Nordic Transport Control.
• Head Logistics Sustainability Manager.
• Head of Supply Chain Networks Intelligence.
• Head Sustainability Manager.
• Team leader within Packaging Planning.
• Head of Packaging Handling and Assortment.
• Head of Network and Supply Development.
• Head of Material Supply Engineering.
• Head of EDI Development and Support.
• Gerard Rosés Terrón, Logistics Developer and master thesis supervisor.
Work practice at Scania
While useful as a source of general knowledge about Scania Logistics, the initial round of
interviews did not go into the level of detail that was deemed necessary for our research.
Thus, five work practice sessions were arranged with key personnel within Scania Logistics,
with the main method of data gathering for these sessions being observation coupled with
informal interviewing. This was deemed an appropriate method as the aim was to learn about
both the systems and behaviours of personnel in the context of their daily work (Cooper,
Reimann, Cronin & Noessel, 2014, p. 43). These work practice sessions were all roughly four
hours in length per session, during which practical observation of work methods used by the
personnel was gathered, asking clarifying questions when necessary. This provided valuable
insight about the data systems used in the daily work and how the departments, clients and
suppliers communicated with one another. This deeper, detailed knowledge was vital in order
to assess whether the implementation of a Digital Twin would be beneficial to this area of the
logistics process.
Additional in-depth interviews at Scania
Management at Scania Logistics are aware of the issues that exist within the organisation, and
there are several internal projects to come up with solutions to these issues. The head of the
department of Strategic Long-Term Development within Scania Logistics, has profound
insights into these ongoing projects. The role of Strategic Long-Term Development is to
examine possible solutions and new ways of working within the logistics department with a
timeframe of ten or more years in the future. To establish which long-term projects and
strategies were already in motion at Scania Logistics two semi-structured interviews were
13
conducted with the head of the department of Strategic Long-Term Development, in order to
assess whether these projects could potentially be beneficial to or incorporated in a Digital
Twin. Questions were posed regarding the processes of material, packaging and transport
planning, with the intent of obtaining an overview of the current and future state of Scania
Logistics and the applicability of a Digital Twin solution.
Further semi-structured interviews were also conducted with the project leader of the internal
improvement project Scania Track. A full list of prepared interview questions was prepared
for these interviews and can be found in appendix 1.1 and 1.2, but in accordance with semi-
structured interview processes questions were also raised during the interview. Two virtual
semi-structured interviews at a production line were also conducted in order to test and
discuss our conclusions and to obtain insights regarding the inner workings and procedures of
the supply chains at the Scania Production Units (or PRUs). These interviews were conducted
with personnel affiliated with the Logistics Centers at the Scania PRU in Södertälje. Further
questions about Scania Logistics were answered by Gerard Rosés Terrón, logistics developer
and master thesis supervisor at Scania Logistics.
3.2.2 External research
Initial research
This phase of the research process served to create an overview of the concept of Digital
Twins and to get an idea what to consider when conducting the literature review. During this
phase, questions about Digital Twins were discovered and answered and organisations with
prior knowledge about Digital Twin technology were pinpointed for future interviews.
Literature review
To obtain further in-depth knowledge about the concept of a Digital Twin, a literature review
was conducted on articles available on various research platforms such as Google Scholar and
KTH Library. This approach was chosen as it provides a broad selection of scientific articles
from all over the world and provides ample opportunity to focus the research by way of
filters.
The literature review was conducted in accordance with the methods laid out by Alvesson and
Sandberg in 2011:
• Defining and refining the research question in order to form a clear understanding
regarding the subject matter at hand.

14
• Determining the required characteristics of primary studies - establishing clear criteria
for the basis with which to include or exclude literature and articles.
• Conducting a thorough information collection, gathering samples of potentially
relevant literature.
• Conducting a selection of articles pertinent to the study according to our previously
outlined metrics.
• Synthesising the gathered literature so that conclusions can be drawn.
• Presenting the results of our conclusions.
• Formulating questions for future research.
These search strings containing “Digital Twin” were varied with the search terms
“manufacturing”, “production” or “logistics”. It quickly became clear that there is a
substantial research gap in Digital Twins as applied to logistics, with a majority of articles
regarding Digital Twins focused on their application on manufacturing physical assets or
products. This spurred a decision to exclude the search term “production design” from
searches, as this area is not included in the research scope of the master thesis.
For the benefit of replicability, search terms used in Google scholar and KTH Library were:
digital twin, logistical flows, siemens, dhl logistics, machine learning, cloud computing, IoT,
Internet of Things, API, application programming interface, VR, AR, IBM Digital Twin.
When there was a need to explain a basic concept, the research basis was extended to other
sources and the information was cross-checked with other independent sources.
External expert interviews
In order to broaden the research about Digital Twins and not solely rely on information
gathered from scientific articles, external interviews with companies involved with
implementation of Digital Twins were scheduled. Invitations for such interviews were sent to
DHL, Siemens, IBM, Midroc and ABB, and interviews were then set up with representatives
from Siemens and ABB Robotics. At Siemens, an interview was conducted with Peter
Norrblom, Business Development Manager and responsible for the pre-sale and business
development of Digital Twin solutions for prospective clients. At ABB Robotics, an interview
was conducted with Jacob Edström, R&D Scrum Master with a focus on implementation of
Digital Twin solutions. These interviews were conducted in a semi-structured manner and the
questions asked can be found in appendix 1.3 and 1.4.

15
3.3 Source criticism
The report is based on a broad variety of sources — external experts, scientific articles and
employees from different areas at Scania to name a few — all of which enhances the
reliability of the result. However, there are many employees with unique experiences and
insights about Scania Logistics, and considering the time constraints of the allotted time for
the thesis research there was not enough time to interview every employee with knowledge in
the matter. Furthermore, because of the necessary delimitations of the thesis project, the
questions asked during the interviews were often targeted questions that did not always
include generalisability in all aspects.
In addition, the experts in Digital Twin that were interviewed might have had further
knowledge that would have been valuable to this report, but were not always allowed to share
all knowledge due to regulations from their employers. Lastly, one must recall that as Digital
Twin is a relatively recent research area, the research gap — particularly within logistics — is
substantial, and much research simply does not yet exist.
3.4 Validity, Reliability & Generalisability
An important criterion of rigorous quality is construct validity — the conceptualisation or
operationalisation of the relevant concept (Gibbert, Ruigrok & Wicki, 2008). Rigorous quality
means that it is important to create validity to the methods by which data is gathered, such as
triangulating the data from different angles. Therefore, using different kinds of methods to
gather data and construct the methodology of the report lends strength to the research that has
been conducted. Gibbert, Ruigrok and Wicki (2008) raised four criteria used to assess the
rigor of field research, one of them being external validity. External validity means that the
applied theories must be applicable not only in the setting in which they are studied, but also
in other parallel settings.
Reliability refers to replicability of the research — stating whether the research is transparent
and precise enough to give the same results if the research was to be repeated (Gibbert,
Ruigrok & Wicki, 2008). While the aim is to rigorously document all methods and results in a
transparent manner, given that the nature of the research process is built on human interaction
the given results may not yield the exact same information twice. Furthermore, given the
rapid pace of technological improvement the yielded results may differ. The interviewed staff

16
might also be exchanged, and ways of working changed, causing further issues with
replicability.
The combined body of research on Digital Twins will most likely develop even further after
the publication of this report — meaning that the replicability of the report will further
diminish over time.
The final factor is generalisability, in which Gibbert et al (2008) stated that only analytical
and statistical generalisation can be applicable to qualitative research. Analytical
generalisation implies that there could be generalisation drawn between different case studies
of a similar nature. As practical cases of research regarding the application of a Digital Twin
in a logistical context is limited, this type of generalisation is not applicable to this research
process. However, the results of this master thesis could serve as a basis for future research in
tandem with other case studies in the field of Digital Twins.
3.5 Ethics
This research study was conducted at the request of and in collaboration with the automotive
manufacturer Scania. A confidentiality agreement with Scania was signed, which dictated that
no sensitive information was to be shared with any unauthorised personnel and that all
material and equipment given by Scania during was to be returned to the company at the end
of term. A one-time monetary reward was given at the beginning and end of the project.
The research has been conducted in strict adherence to the basic principles of research ethics
as dictated by the Swedish Research Council — clarity of information, consent,
confidentiality and good use (Vetenskapsrådet, 2002). All subjects of interviews were clearly
informed of the purpose of the study before participating, and no interviewee were in any way
forced to participate in the research. The terms of confidentiality were honoured by ensuring
that all information dictated as confidential or sensitive (as per the priorly mentioned
confidentiality agreement) was treated as such in the final thesis report. The terms of good use
will be ensured as the information and data collected in the study will not be used for any
other purpose than that of the research elaborated upon within this thesis.
Any ethical implications of the results of the research itself will be discussed at the conclusion
of the discussion chapter.

17
4 Results
The results of the conducted research will be divided into separate parts. The initial chapter
regards the concept of the Digital Twin itself — presenting a scientific definition of the
concept, going into depth about the technologies that make up a Digital Twin and which
benefits and challenges they incur. The subsequent chapter regards the case study at Scania
Logistics and lays out the premises of the current state of affairs based on interviews and
personal work experience.
4.1 Defining the Digital Twin
4.1.1 The definition of a Digital Twin
The concept of Digital Twin was initially presented by Michael Grieves at a presentation
about Product Lifecycle Management in 2003 at the University of Michigan (Grieves, 2014).
The first actionable Digital Twin was then developed by NASA in 2011 as a method to
predict the structural behaviours of aircrafts by analysing and simulating them as digital
models. Scientists at NASA later defined Digital Twin as “an integrated multi-physics, multi-
scale, probabilistic simulation of a vehicle or system that uses the best available physical
models, sensor update fleet history and so forth, to mirror the life of its flying twin.” (Lu et al,
2020). See figure 4.1 for a visual representation.
Figure 4.1. A visual representation of a Digital Twin in an aircraft (GE Digital, n. d.).
As the potential areas of applications of Digital Twin are growing more numerous by the day,
it becomes apparent that there exists no established consensus in the research community of

18
what constitutes a modern Digital Twin. It may seem tempting for a company to
enthusiastically label their existing 3D-modelling solutions containing asset-tracking
technologies as a Digital Twin — a line of action that risks diluting and short-selling the
complexity and potential benefits of a fully-fledged Digital Twin (Negri et al, 2017).
In the interest of furthering the consensus and serving as a basis for further academic
endeavours, the following list of attributes is a proposed list of what constitutes a Digital
Twin. These attributes are based on individual research combined with observations from
academic works published by Qi et al (2018), Lu et al (2020), Uhlemann et al (2017) and
Negri et al (2017). The attributes are as follows:
• A Digital Twin is a virtual representation (or model) of a physical object or process.
• The Digital Twin is continuously updated with real-time data to reflect the current
state and behaviour of the physical object or process.
• The Digital Twin can aid in visualising and analysing the physical object or process,
and by use of machine learning further optimisations and predictions can be made.
By use of these attributes, one can broadly encompass most potential applications of Digital
Twin, from something as contained as a part of a production line or something so large in
scope as the entirety of a city.
Further deconstructing the concept, Qi et al proposed in their paper from 2018 five separate
components that are necessary for a Digital Twin in a manufacturing setting. Building upon
the components proposed by the aforementioned authors, using the following five general
components one can create a Digital Twin for any conceivable set of applications.
• Crucially, there needs to exist some form of physical entities that can form the basis of
the Twin. These physical entities are part of a system that has a clear objective or task
— a task that can then be recreated and monitored by the Digital Twin.
• Virtual models can then be created of the physical entities, which can then reflect all
aspects of interest of the aforementioned physical entities.
• Digital Twin services integrate various functions such as management, control and
optimisation to provide services according to the requirements of the Twin.
• The collected data is the lifeblood of the Digital Twin. This includes data from
physical entities, virtual models and services. It also includes the data created by the
twin itself in the cases of twins containing sophisticated machine learning algorithms.

19
• Without the methods of connecting the physical and the virtual worlds, there can be no
Digital Twin. It is only through these connections that the aforementioned
optimisations and predictions can be made, and ensuring proper connectivity is thus of
the utmost importance.
Any system that adheres to the aforementioned three attributes along with the five
applications described above can be said to be a Digital Twin.
A brief example of a Digital Twin
To provide an idea of what the final product of Digital Twin, links to a demo version of a
Digital Twin representation of a jet engine developed by Autodesk Forge is provided below.
https://forge-digital-twin.autodesk.io/ (Autodesk Forge, 2019). Snapshots of the demo can be
found below in figure 4.2 and figure 4.3, showing live measurements of temperature as the
engine operates.
Figure 4.2. Temperature shown in a Digital Twin (Autodesk Forge, 2019).
20
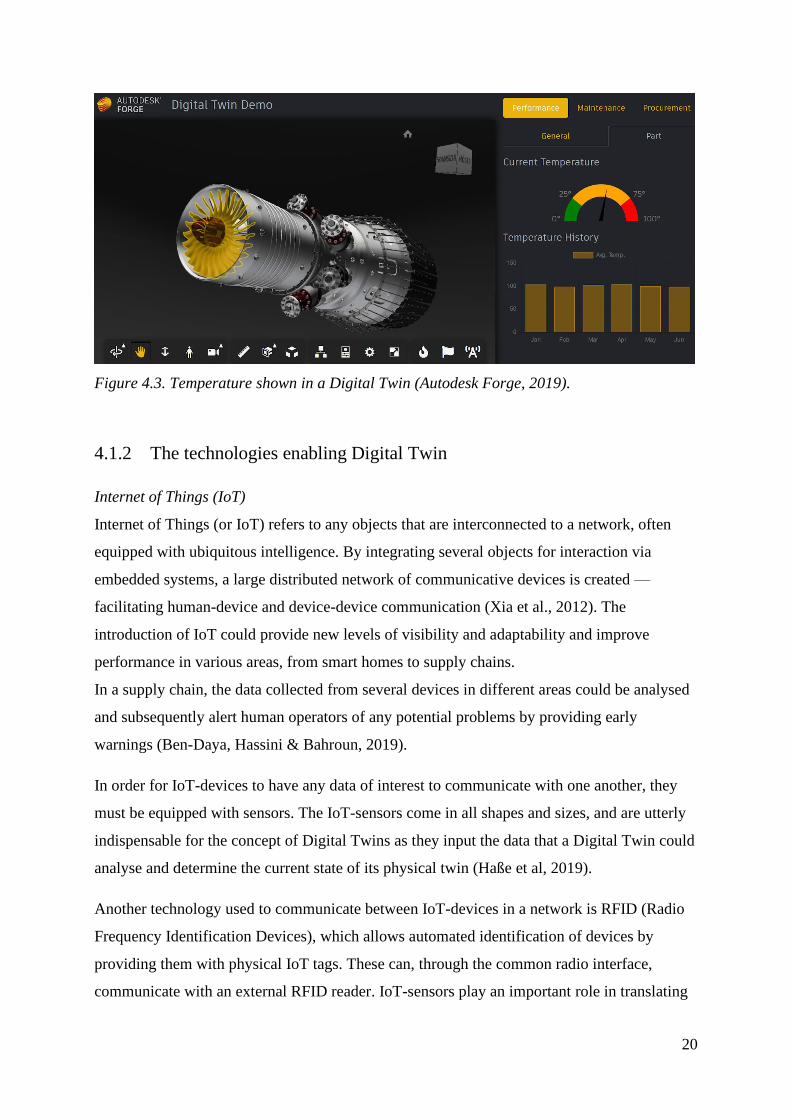
Figure 4.3. Temperature shown in a Digital Twin (Autodesk Forge, 2019).
4.1.2 The technologies enabling Digital Twin
Internet of Things (IoT)
Internet of Things (or IoT) refers to any objects that are interconnected to a network, often
equipped with ubiquitous intelligence. By integrating several objects for interaction via
embedded systems, a large distributed network of communicative devices is created —
facilitating human-device and device-device communication (Xia et al., 2012). The
introduction of IoT could provide new levels of visibility and adaptability and improve
performance in various areas, from smart homes to supply chains.
In a supply chain, the data collected from several devices in different areas could be analysed
and subsequently alert human operators of any potential problems by providing early
warnings (Ben-Daya, Hassini & Bahroun, 2019).
In order for IoT-devices to have any data of interest to communicate with one another, they
must be equipped with sensors. The IoT-sensors come in all shapes and sizes, and are utterly
indispensable for the concept of Digital Twins as they input the data that a Digital Twin could
analyse and determine the current state of its physical twin (Haße et al, 2019).
Another technology used to communicate between IoT-devices in a network is RFID (Radio
Frequency Identification Devices), which allows automated identification of devices by
providing them with physical IoT tags. These can, through the common radio interface,
communicate with an external RFID reader. IoT-sensors play an important role in translating

21
indications from the physical world into usable data that can be communicated over the IoT
network. There are a broad range of complexity and costs between different kinds of sensors,
all depending on which information has been deemed relevant to collect. Provided below are
some examples of IoT-sensors:
• Proximity sensors, which emits a signal (which can be infrared, ultrasound or
electromagnetic in nature) and registers variations in the return signals. This form of
sensor has the benefit of removing the need for physical contact. Proximity sensors
could be inductive, capacitive, ultrasonic, photoelectric or magnetic, and proximity
sensors are often used for security and efficiency applications in many kinds of
industries. Many modern cars are also equipped with proximity sensors to help drivers
with parking and seeing obstacles around the car. Proximity sensors can be used to
detect, count and determine the position of objects and measure the movement of
objects within the system.
• Position sensors, which are useful when sensing motions of an object in a particular
area.
• Occupancy (or presence) sensors, which senses objects in a particular area.
Occupancy sensors can for example monitor temperatures, light and humidity.
• Other examples of sensors are motion sensors, velocity sensors, temperature sensors,
pressure sensors, chemical sensors, water quality sensors, optical sensors and
gyroscope sensors (Sehrawat & Gill, 2019).
The sensors themselves can affect the performance of the physical product. This means that
the mass or volume of the sensors cannot be so that it runs a risk of affecting the measured
results, something which is especially true if you insert a sensor in a process with high
requirements in regards to precision. Physical sensors must thus always be included in
product simulations (Edström, personal communication, April 16th, 2020).
Cyber-physical systems (CPS)
A cyber-physical system is broadly defined as a system which integrates the physical and the
digital world. Through sensors, the system can communicate conditions of the physical world
to the digital world and vice versa, allowing the corresponding asset to adapt and improve its
efficiency. This creates a loop of information flowing through the system autonomously,
without any human intervention (Zanero, 2017). Figure 4.4 describes how Digital Twins, IoT
technologies and physical assets fit into the cyber-physical system.

22
Figure 4.4. A simplified structure of a Digital Twin’s connection to the physical world (Lu et
al, 2019).
Machine Learning
Machine learning is one of the fastest growing technical fields today. It combines elements
from both computer science and statistics and can be defined as a computer system whose
performance improves automatically through experience. In layman's terms, machine learning
focuses on two questions: “How can one construct computer systems that automatically
improve through experience? and What are the fundamental statistical-computational-
information-theoretic laws that govern all learning systems, including computers, humans,
and organisations?” (Jordan & Mitchell, 2015).
The terms machine learning and artificial intelligence (AI) are often used interchangeably.
However, machine learning is considered to be a subset of AI, which is a broader term
encompassing the entire field of artificial intelligence. Therefore, while machine learning is
the same as AI, AI is not necessarily the same as machine learning (Camerer, 2018).
There are a huge variety of applications in which machine learning is used — speech
recognition, computer vision, language processing and robot control to only name a few. For
some machine learning systems, it could be more effective to train the system by giving it
example inputs and outputs instead of coding it manually. Today, machine learning is
gradually being implemented in several different areas such as health care, education,
manufacturing, marketing, consumer service and logistics (Jordan & Mitchell, 2015).
23
Machine learning structures could provide a Digital Twin with the ability of analysing and
making decisions based on real-time data. Based on this data, the Digital Twin could also be
able to make optimisations and predictions about possible future outcomes (Haße et al, 2019).
Cloud Computing
Cloud computing is a model for enabling shared network access to computing resources.
Using cloud computing, the user is able to access a pool of resources that are owned and
maintained by a third party via the internet. The access to these resources is independent of
their physical location. Examples of computing resources utilised in cloud computing are data
storage, databases, computing power and services like data analytics processing (Arora et al,
2013).
The benefit of using a cloud is that the user does not have to buy and own expensive hardware
or own any storage space. The user only pays for the cloud services that they use, always
having the option to scale up or scale down on their demanded services. There are three
primary different models of cloud services — Information as a Service (IaaS), Platform as a
Service (PaaS) and Software as a Service (SaaS). While cloud computing already is a popular
service, it has in some cases been questioned in terms of security as the cloud often has a
various number of clients using the same services (Arora et al, 2013).
From a Digital Twin perspective, development and maintenance of a Digital Twin are both
immensely computing power and storage intensive as it continually produces huge amounts of
data that needs to be processed. A cloud service could therefore be a good option for many
organisations that wish to keep costs low while maintaining flexibility (Heutger &
Kueckelhaus, 2019).
The cloud can also be beneficial when it comes to building up the infrastructure for storing
data. Clouds contain substantial security measures, including the fact that all data is encrypted
at every data center. With public cloud providers, data is also encrypted at rest. This means
that when data is stored on a data disk, the data remains encrypted even if the data disk should
be lost or stolen. Furthermore, cloud providers have stringent physical security measures at
their data centers, so there cannot be said to be any more significant increased risk with
storing data on the cloud rather than on an internal network solution. Many larger companies
use private contractors for their cloud services — ABBs Digital Twin makes use of the
services provided by Azure (Edström, personal communication, April 16th, 2020).

24
API (Application Programming Interface)
APIs (or Application Programming Interfaces) allows for communication between
applications such as databases, networks and IoT sensors. APIs are building blocks built by
developers to be reused, so one does not have to redo the programming from scratch. A clear
example of this is the Google Maps API that can be seamlessly integrated with contents from
a third party in order to view points of interest nearby on the Google Map. In this case, the
third party does not have to program an entirely new map — something which saves both
time and resources (Conrad et al, 2016). As many modern organisations work with cloud
computing, APIs help with transferring data efficiently between clouds, devices and other
systems (Wodehouse, 2016). Figure 4.5 shows an overview of the role of APIs in application
development.
Figure 4.5. Overview of the function of APIs for data gathering of assets, developers and end
users (Wodehouse, 2016).
There is a distinction between private and public (or open) APIs. The aforementioned
example with Google Maps API refers to a public API that is open source. Private APIs are
only used internally inside of an organisation — at most extending to their partners. The
benefit of private APIs is that they can be tailored to fit the exact needs of the organisation
and can thus be simplified to suit that purpose. They can also provide a pool of data that co-
workers can access so that they may work more efficiently (Wodehouse, 2016).
The benefit of using public APIs is that they are open-source and oftentimes free to use,
which helps lower development costs. Public APIs may also be suitable if one wants to
promote their brand or collect analytics about traffic and users using the API. It can also give
developers the means to focus on developing the core functions of an application, as the basic
functions could be provided by public APIs (Wodehouse, 2016). However, there are notable
security risks connected to public APIs. In 2015, the Facebook API was compromised due to
a security flaw in the algorithm, which led to thousands of Facebook accounts being
compromised by linking their accounts to their personal phone numbers (Conrad et al, 2016).

25
When it comes to security of the data contained within the Digital Twin, the single most
important item is that there are APIs and clear access rights in place. Managing open APIs
makes user management even more important. If a company gives rights to certain users to
gain access to data, the greatest security risk lies in users having their data accounts
compromised. As such, solid security and password management by API users is mandatory
(Edström, personal communication, April 16th, 2020). While there can definitely exist
combinations of open and private APIs, most companies are likely to start with private for
managing information that is to remain within the organisation, only allowing clear subsets of
information to go out to third parties (Edström, personal communication, April 16th, 2020).
Augmented and virtual reality
Augmented and virtual reality are both becoming increasingly popular tools in terms of
enhancing user experience. Virtual reality is a technology that imitates the real world and how
the user experiences it virtually by creating a virtual world. This virtual world could be
anything from creating a high-fidelity simulacrum of the real world to simulating a specific
part of the user experience. In contrast, augmented reality adds a layer of information to the
real world rather than creating a whole new virtual world. A tangible example of everyday
augmented reality is used by certain smart phone applications, where elements are added
clearly visible through the phone camera that cannot be seen in the physical world (Ge et al,
2017). Figure 4.6 shows an example of how augmented and virtual reality differs from one
another.
Figure 4.6. The difference between Virtual Reality and Augmented Reality (Nobel, 2019).
In the context of a Digital Twin, both augmented and virtual reality can be useful tools to
view and inspect the Digital Twin either on a screen (2D) or in a physical space (3D). The
aforementioned technologies such as IoT, cloud computing, APIs and machine learning all
26
provide and process the necessary data and infrastructure in order to create and visualise a
Digital Twin in either augmented and virtual reality (Heutger & Kueckelhaus, 2019).
4.1.3 The benefits of a Digital Twin
As the scope and breadth of applications of Digital Twins can vary greatly, the potential
benefits are equally numerous. A Digital Twin allows the user to conduct the daily operations
of their twinned assets remotely, which aids in optimisation and lowering of service costs.
Digital Twins can also be used to automate monotonous activities that may often be prone to
human error — something which subsequently allows resources to be centered around more
value-adding activities (Heutger & Kueckelhaus, 2019).
Early adopters of Digital Twins often see value being added in three distinct categories:
improved decision making thanks to higher quality data, optimisation of day-to-day processes
and freeing up resources which enables integration of new business models (Grieves, 2014).
For instance, a Digital Twin can enable a shift towards servitisation and product-as-a-service
within companies that previously had no option whatsoever to do so, as managing an asset
through its lifecycle becomes increasingly streamlined by use of a Digital Twin (Heutger &
Kueckelhaus, 2019).
The list of benefits can be further categorised into four distinct categories as outlined below
(Heutger & Kueckelhaus, 2019).
Descriptive Value
By use of a Digital Twin, information of the twinned physical asset can immediately be
observed from a distance. While this type of remote observation has many beneficial
applications, it can be particularly desirable if the physical assets are located in hazardous
locales (Heutger & Kueckelhaus, 2019). Remote visualisation by use of Digital Twins can
also be immensely helpful in obtaining information for assets that operate outside of normal
day-to-day operations — long distance hauling, data analysis from distant sensors and
remotely observing assets owned by an organisation operating in off-site production plants to
only name a few potential applications (Grieves, 2014).
Analytical Value
Another benefit to using Digital Twins is the ability to gather data that is normally difficult to
gauge — such as information generated from the interior of an asset (Heutger & Kueckelhaus,

27
2019). Using this information one can then make decisions and propositions in order to
improve subsequent generations of the asset (Grieves, 2014).
Diagnostics Value
Digital Twins can include systems that, based on the gathered data, can suggest likely root
causes of the current state of the physical asset (Heutger & Kueckelhaus, 2019). These
diagnostics systems can take the form of use of advanced analytics- and machine learning
algorithms that are based on prior quantifiable data (Uhlemann et al, 2017).
Predictive Value
An area where Digital Twins can prove to be extremely beneficial is in the potential to create
calculated predictions. By using the immense amount of data that is assembled by the Digital
Twin, the likely future state of the physical asset can be predicted (Heutger & Kueckelhaus,
2019). While interesting in and of itself, the most sophisticated types of Digital Twins are not
only able to merely predict the issues that may occur — they can also suggest a solution
(Uhlemann et al, 2017). Digital Twins will likely be immensely important when it comes to
developing systems of the future that will be capable of making autonomous decisions about
which assets to create (and when to create them) in order to maximise value created — for
both owners and customers (Heutger & Kueckelhaus, 2019).
The predictive capability of the Digital Twin is linked to the increasing availability of data
and connectivity for devices, as well as advancements within big data analytics. Both short-
and long-term predictions may be of value, allowing the business to react to rapid changes
and business opportunities as well as creating forecasts and life expectancies of assets given
their usage. The sample rate of data has to be set in relation to the stability and predictability
of the asset in order to optimise costs, possibly reducing them for long-term predictions
(Edström, personal communication, April 16th, 2020).
4.1.4 Challenges when implementing a Digital Twin
Despite the field of research still being relatively young, it is apparent that there are numerous
challenges associated with the successful implementation of a Digital Twin. Building upon
the issues raised by Modoni et al (2018), Kritzinger et al (2018) and Uhlemann et al (2017)
the following list of challenges that are likely to be encountered when attempting to
implement a Digital Twin have been identified.
28
Costs
The implementation of a Digital Twin carries with it a steep initial investment. Investing in
any new technology platform can be a costly affair and considering the amount of processes
involved in the creation and maintenance of a Digital Twin the costs can quickly skyrocket
(Kritzinger et al, 2018). While many of these costs are likely to fall in the future thanks to
technological advances the decision to implement a Digital Twin must be carefully weighed
to other solutions that could provide similar benefits for a fraction of the cost. If there are only
a handful of critical parameters that are of interest to the organisation the best solution might
not be an all-encompassing Digital Twin but rather a contained system of sensors and
databases (Modoni et al, 2018).
It is difficult to give a general answer regarding how to keep costs down for an
implementation of a Digital Twin. When it comes to operations, the amount of data that is to
be processed and how to store it are both hugely impactful factors in terms of cost. In a
development phase, asserting which data is necessary to collect and how much data to process
is a vital step to reduce development costs. If the amount of data generated by the Digital
Twin results in a constant economic strain, it must be assessed whether the upkeep and
maintenance of the Twin is worth the cost as compared to the analytical value that it provides
(Edström, personal communication, April 16th, 2020).
Accurate representation
Given the current state of technology, it is difficult to establish a Digital Twin that can act as a
perfect copy of its physical asset — especially as the objects and processes being twinned
become increasingly complex (Modoni et al, 2018). This inevitably results in the developers
behind the Digital Twin having to make assumptions and simplify processes in the underlying
model, as financial and technical constraints have to be balanced with the strategic and
operational demands on the Digital Twin (Heutger & Kueckelhaus, 2019).
Data Quality
In a Digital Twin application that relies on data provided by hundreds (or thousands) of IoT
sensors it can be difficult to ensure reliable data quality (Modoni et al, 2018). Difficult
operational conditions and communication over distant networks means that companies will
have to create ways to identify and cull unreliable data and handle inconsistencies in received
information (Uhlemann et al, 2017).
29
Using an incorrect dataset can dilute the value of the simulation. While the technology and
business opportunities may exist, getting accurate information from the entire ecosystem
(both internal and external sources) and ensuring the quality of data poses a major challenge
for organisations (Norrblom, personal communication, April 1st, 2020).
In addition to the technological challenges, ensuring a solid base regarding information
modelling and structuring is key for ensuring data quality. By using APIs, one can achieve a
controlled data feed to the database, making it far more likely that the data being saved is of
value to the organisation (Edström, personal communication, April 16th, 2020).
Interoperability
As many companies might lack the necessary competencies to develop Digital Twins in-
house, companies seeking Digital Twin-solutions then run the risk of entirely relying on
simulation- and AI technologies supplied by outside actors (Uhlemann et al, 2017). As
companies become increasingly reliant on their Digital Twin it may prove difficult to get the
same functionality from other providers, forcing companies into long-term dependencies on
outside actors (Heutger & Kueckelhaus, 2019).
Education
Technological transitions within a company invariably leads to personnel having to adopt and
adapt to new ways of working (Van de Ven & Poole, 1995). This inevitably leads to
challenges in terms of change management and transferring of knowledge. It is not enough
that owners and users of Digital Twins have the necessary tools and knowledge that they need
to operate and maintain the Digital Twin — they must also be motivated to change both their
mindset and ways of working, which in turn necessitates a thorough understanding of the
reasons and motivations for the change (Loup & Koller, 2005). It thus becomes apparent that
in order to reap all the technical benefits of the Digital Twin the shift in technology will have
to be coupled with a shift in company culture and working procedures (Uhlemann et al, 2017).
Explaining the Digital Twin as a concept may be difficult without referring to concepts and
processes that are normally recognisable. To explain a Digital Twin, Norrblom gives the
example of the automotive sector. Testing and evaluating the functions of a vehicle is vital,
and historically the only way to do so is to develop a physical prototype and crash it. Needless
to say, it is a costly endeavour to develop a prototype whose only goal is to be crashed, only
to then find oneself with a heap of problems that need to be addressed before the vehicle is
service-worthy. The process then repeats itself all the way to a research and development-
30
phase, culminating in a new crash prototype. Moving this entire development chain into the
digital world, where all the different crash- and service parameters can be taken into account,
means that one can develop a serviceable vehicle at a fraction of the cost (Norrblom, personal
communication, April 1st, 2020).
By using a Digital Twin, problems can thus be found at an early stage — saving both
resources and potential loss of good-will for the organisation, should a faulty product go to
market. Badwill is tremendously harmful for organisations, and losing goodwill is a much
quicker process than rebuilding it (Norrblom, personal communication, April 1st, 2020).
When it comes to launching and spreading knowledge about Digital Twins internally, one of
the more important factors is to get a working product that can be showcased within the
organisation. As soon as you have a tangible concept, relating to the new methods of working
and seeing the benefits that they may bring becomes far easier for veterans within the
organisation. Having a viable product to show within the organisation means that the process
of adding more data and use cases to the Digital Twin is likely to be sped up significantly
(Edström, personal communication, April 16th, 2020).
IP Protection
To maximise the benefits of the Digital Twin, data has to be shared between multiple different
instances. If the data being handled is directly correlated to the core competencies of the
company it likely contains highly sensitive data, which raises issues of data ownership,
protocols for ensuring identity and managing access of users (Modoni et al, 2017).
Digital Security
The wealth of information contained within a Digital Twin makes them valuable targets for
criminal intrusion. Apart from the ever-present risk of theft of data, cases in which the Digital
Twin also has the ability to directly control its physical assets, a hijacked Digital Twin could
have hazardous real-world consequences (Uhlemann et al, 2017). While ensuring proper
routines of data security of systems of this complexity may be a challenging prospect for
many companies, the risks involved means that ensuring the digital security surrounding the
Digital Twin will always be of the utmost importance (Heutger & Kueckelhaus, 2019).

31
4.2 Digital Twin in Logistics
While Digital Twins have not yet achieved widespread applications within logistics, many of
the key technologies that would enable implementation of Digital Twins already exist in some
capacity. For instance, the technology behind the sensors that trace items in a production line
can just as well be used to track items and shipments, and the machine learning algorithms
that can allow for advanced predictions regarding the integrity of a production system can do
the same for a logistical supply chain. This section will categorise the myriad of benefits that
Digital Twins can bring to logistics into four distinct categories.
4.2.1 Packaging
Most products that are shipped today are housed within some sort of protection. To this end,
vast amounts of single-use packaging are shipped every day to meet the demands of the global
manufacturing industry. The design, management and maintenance of these containers are all
crucial parts of maintaining a logistics system and are processes that will continue to pose
challenges for companies in the future (team leader within Packaging Planning, personal
communication, January 13th, 2020).
By observing global trends, it becomes clear that the need for intelligent packaging solutions
will become increasingly important — a clear example of this being the rapid growth of e-
commerce. E-commerce is a sector that due to high demands of packaging variety and
substantial changes in seasonal demand not only produces disproportionate amounts of waste,
but also runs the risk of poor day-to-day efficiency due to suboptimal optimisation of shipping
volumes (Heutger & Kueckelhaus, 2019).
The implementation of Digital Twins could provide significant benefits in regards to
packaging. There are two main areas in which Digital Twins can be applied in terms of
packaging — research and development of new packaging material and tracking of the
packaging itself. The use of Digital Twins within product design is already in full effect in
many sectors. In terms of packaging Digital Twins can be used to help create smart packaging
— developing more durable, lighter and more sustainable materials for use in packaging.
Digital Twins with a focus on material design can also be beneficial in terms of evaluating
and predicting how new materials will handle changes in temperature, vibration and shock
loads in transit (Heutger & Kueckelhaus, 2019).
32
Digital Twins could also be helpful with regards to managing and tracing packaging. While
reusable containers are by now standard practice in many logistics systems, managing the
actual packaging can be a difficult prospect. Apart from checking the packaging for damage
and contaminants, keeping track of when the packaging reaches its destination is a daunting
task for many organisations given their current logistics systems. Using sensors and RFID-
chips these types of systems can help keep track of packaging over immense distances —
helping minimise material and economic waste brought on by loss of packaging (team leader
within Packaging Planning, personal communication, January 13th, 2020).
4.2.2 Shipments
Digital systems can also be useful in the context of tracking and planning of shipments. As
supply chains become increasingly global in their scope and scale, keeping track of each
individual shipment becomes increasingly difficult (head of the department of Strategic Long-
Term Development, personal communication, February 17th, 2020). Ensuring that deliveries
are made on time can be a time-consuming process that directly relies on information from
hauling contractors — information that can occasionally be unreliable or difficult to come by
(head of Nordic Transport Control, personal communication, January 9th, 2020).
A Digital Twin that could gather and make use of information from the GPS-systems of the
hauling vehicles themselves could paint a realistic picture of where every shipment within the
supply chain is located. If this data is cross-referenced with information regarding routes and
traffic the Digital Twin can then also make reliable estimations of when delivery vehicles are
likely to arrive (project leader of the internal improvement project, personal communication,
January 28th, 2020). However, this type of system necessitates that hauling contractors
consent to tracking of their geo-coordinates — something that private hauling contractors may
be unwilling to agree to (project leader of the internal improvement project, personal
communication, January 28th, 2020).
Another area in which Digital Twins can be of use is transport planning, both in regards to
trunk load optimisation and planning of routes. If the Digital Twin contains data regarding
weight, volume and shape of packaging the Twin can help make suggestions as to how to plan
out shipments to optimise truck utilisation and product protection (Heutger & Kueckelhaus,
2019). By combining this information with data regarding delivery schedules and product
demand, the Digital Twin can then propose advanced schedules that help optimise the flow
throughout the supply chain (Uhlemann et al, 2017).

33
4.2.3 Storage and Distribution
Storage and distribution units within the supply chain can be optimised by use of Digital
Twins. By using IoT data collected throughout the facilities, live information regarding
inventory can be gathered — how much is in stock, size of items, storage location and cross-
checking with the inventory that is needed to reach production goals to only name a few
applications (Uhlemann et al, 2017). Warehouse Digital Twins can also be a supporting factor
in creating warehouses of the future — allowing designers to help optimise smart warehouses
by creating advanced simulations of day-to-day operations (Heutger & Kueckelhaus, 2019).
The underlying technologies that would enable a Digital Twin in storage and distribution
already exist within many companies today — RFID tracking, virtual and augmented reality
systems and automated picking systems are already in widespread use within many sectors.
During warehouse operations, Digital Twins can be updated with live information gathered by
systems such as these in order to further the optimisation of the storage and distribution
processes, gathering and monitoring data from sensors and simulating the likely outcomes of
various events. These simulations can then be analysed to help create sustainable, even
throughput levels and help enhance productivity of warehouse personnel (Heutger &
Kueckelhaus, 2019).
The application of Digital Twins within storage and distribution units could be tremendously
impactful in terms of daily performance improvements. The absolute wealth of information in
regards to tracking and tracing of inventory, equipment and personnel can be hugely
beneficial in reducing waste in the daily operations (Heutger & Kueckelhaus, 2019).
Managers can use the complex simulations created by the Digital Twins to troubleshoot and
evaluate the impact of any proposed changes in layout, equipment or processes before
committing to any final changes (Uhlemann et al, 2017).
4.2.4 Multi-party infrastructure
While crucial, warehouses and distribution centers only make up a small part of the puzzle. In
this increasingly global market the flow of goods throughout the supply chain depends on
being able to coordinate all the different actors and objects that are active in the supply chain
— ships, aircraft, hauling trucks, IT and EDI systems and human personnel (Heutger &
Kueckelhaus, 2019).

34
These issues become prevalent in global logistics hubs such as airports and container ports.
Ensuring that the logistics operations at these facilities runs efficiently is made more difficult
because of inadequate systems for information exchange. Many actors still rely on substantial
amounts of human-to-human interaction — something that always runs the risk of errors and
delays (Heutger & Kueckelhaus, 2019).
While creating a large-scale Digital Twin of an entire air- or seaport might seem like a
daunting task, actions are already being set in motion for creating a full-scale Digital Twin of
the Tuas Terminal mega port in Singapore, scheduled for completion in 2021. Officials in
charge of the Tuas Terminal mega port state that the artificial intelligence processes that are
capable of predicting likely events are a major driver behind what creates value for the Tuas
Terminal Digital Twin, as an overview of the facility can be attained and future behaviour
predicted. Apart from the operational benefits, the Digital Twin can also be used to simulate
potential disruptions to operations at Tuas Terminal, such as natural disasters and extreme
weather events (Zhang, 2018).
The Tuas Terminal project has already shown great promise during its design phase, with
digital models that aid in generating new potential layouts and simulations that consider
various events and scenarios (Heutger & Kueckelhaus, 2019). However, the project has also
cemented the fact that an initiative of this magnitude ultimately depends on the fact that all
actors involved in the project are willing and able to fully commit to the implementation of
the Digital Twin. Maintaining a full-scale Digital Twin of any facility puts steep requirements
on the different companies and organisations that make use of the Digital Twin. Not only are
they required to diligently track and trace the movements and actions of their assets within the
system — this data also needs to be shared with other users of the system (Heutger &
Kueckelhaus, 2019). Solutions such as these will inevitably lead to concerns regarding
information safety regarding operational data for the organisations involved, and it is thus
important to consider and manage these issues for any solution involving many different
actors (Kreutzer et al, 2017).
4.3 Implementing a Digital Twin
While the benefits of implementing a Digital Twin within the logistics supply chain of an
organisation are numerous, the road to implementation is fraught with challenges. The
logistics systems are often crucial to the daily operations of the company, and any sort of
disruption carries the risk of harsh economic consequences (Uhlemann et al, 2017). To realise
35
the benefits of implementing a Digital Twin, companies must be able to translate the digital
insights gathered by the twin into physical actions within the supply chain — something
which will likely require significant changes to the logistics supply chains and the systems
that manage the flow of material, parts and products throughout the systems (Heutger &
Kueckelhaus, 2019).
4.3.1 Overcoming the challenges of implementation
While Digital Twins within logistics are as of yet a relatively unexplored area of research, at
the core of the matter a Digital Twin within any sector has the same fundamental goal —
forming a digital representation of a physical entity (Uhlemann et al, 2017). As such, many
insights can be drawn from lessons of implementations from other sectors. Through
interviews conducted with experts within Digital Twins at Siemens and ABB Robotics and by
cross-referencing findings with existing literature, several challenges when implementing a
Digital Twin within logistics has been pinpointed.
Pre-implementation
There are many challenges to consider before an implementation can — or should — be
initiated. Primarily, it is crucial to gauge the needs of the organisation so that implementing
something as complex and resource intensive as a Digital Twin can be justified (Edström,
personal communication, April 16th, 2020). Furthermore, business cases need to be
developed that showcase the value of adding specific data or further functionality to the
Digital Twin, as well as the cost of both implementation, operation and maintenance. Having
these business cases in place will also be beneficial when it comes to gauging the value added
by implementing further functionality to a Digital Twin down the line (Edström, personal
communication, April 16th, 2020).
When implementing a Digital Twin, the starting point should be in areas in which there is a
lot of knowledge and experience — working with an agile approach, starting small, growing
and nurturing skills within the organisation. Meanwhile, given the scale of a Digital Twin
implementation, the project must necessarily be backed (if not initiated) from a managerial
standpoint before committing to the project (Norrblom, personal communication, April 1st,
2020).
One of the initial challenges is to create a visual model of the supply chain network —
translating the material flows to a visual medium, clearly indicating which actors oversee each
corresponding process. The next step is considering the issue from a system engineering

36
standpoint — formulating the idea for the Digital Twin concept and assessing how it will
impact the processes and actors. As one goes deeper into the intricacies of a supply chain,
more complexities and dependencies arise. Thus, compiling and presenting a supply chain as
a contained visual model is a complex primary stage of a Digital Twin implementation
(Norrblom, personal communication, April 1st, 2020).
While the model never will be entirely perfect in regards to accuracy, the simplifications in
the models that are made should still be done as faithfully to the modelled process as possible.
Thus, incorporating personnel with specific detailed knowledge within the processes that are
being modelled is crucial, as their insight regarding what to simulate and what to leave out of
the future Digital Twin will be invaluable. An accuracy rating of 80-90% is already incredibly
valuable, especially considering that incremental increases in terms of accuracy become
increasingly costly when attempting to strive towards perfection. Thus, a final challenge in
terms of pre-implementation is deciding which level of accuracy is deemed sufficient for the
finished product (Norrblom, personal communication, April 1st, 2020).
Knowledge assessment
If a Digital Twin is decided upon as the solution of choice the organisation itself must then be
evaluated in accordance to two distinct metrics — the technical maturity and expertise within
the organisation and how far along the processes of digitalisation have proceeded within the
organisation. At this step it is important to have a clear picture regarding the technical systems
that are in place today, how (and if) they communicate with one another and how information
is gathered from external actors. Furthermore, assessing whether the technical knowledge that
is needed to understand, implement and maintain a Digital Twin exists within the organisation
is of crucial importance if a Digital Twin is to be implemented, and cultivating this
knowledge must be a priority for any company that is in the business of Digital Twins
(Norrblom, personal communication, April 1st, 2020).
Establishing scope and objectives
After technical expertise has been established to exist within the company and a clear picture
of the current state of technical and digital systems is in place, the next step is to ensure that
the scope and objectives of the Digital Twin is clear. For an implementation to succeed, it is
important that knowledge exists within the organisation regarding the reasons behind the
implementation, the benefits that a Digital Twin in place will entail and what the road towards
implementation will entail for the organisation (Kreutzer et al, 2017).

37
Furthermore, the choice of method by which to start implementing the Digital Twin is vital.
In large organisations with a complex supply chain involving multiple actors, it may be
difficult to decide where to start implementing the Twin, as a top-down approach —
developing and implementing an all-encompassing Digital Twin from scratch — may seem an
insurmountable task. In situations such as these, approaching the issue from a bottom-up
approach may be preferred — creating digital copies and representations of a single process at
a time that can then subsequently be interlinked to form a proper Digital Twin (Edström,
personal communication, April 16th, 2020). With this approach, it is crucial that there exists a
clear consensus regarding how gathered data is structured in terms of information modelling,
so that the individual Twins easily can be interlinked without having to translate information
between the different systems (Edström, personal communication, April 16th, 2020).
Developing the digital infrastructure
After all this is in place, the work on developing the digital infrastructure necessary for the
Digital Twin itself can be initiated. Cloud information storage, data security systems and
systems able to assess and analyse large quantities of data are all cornerstones for a Digital
Twin, and ensuring these are in place is of vital importance for ensuring functionality of the
Twin (Edström, personal communication, April 16th, 2020).
At this stage, regular communication is important to ensure that the work conducted within
the various areas of the organisation adheres to the previously established goals and project
scopes. Quickly establishing a standardised interface is helpful in this regard, along with other
tools that serve as an aid for everyone to provide and share information in a standardised
manner (Norrblom, personal communication, April 1st, 2020).
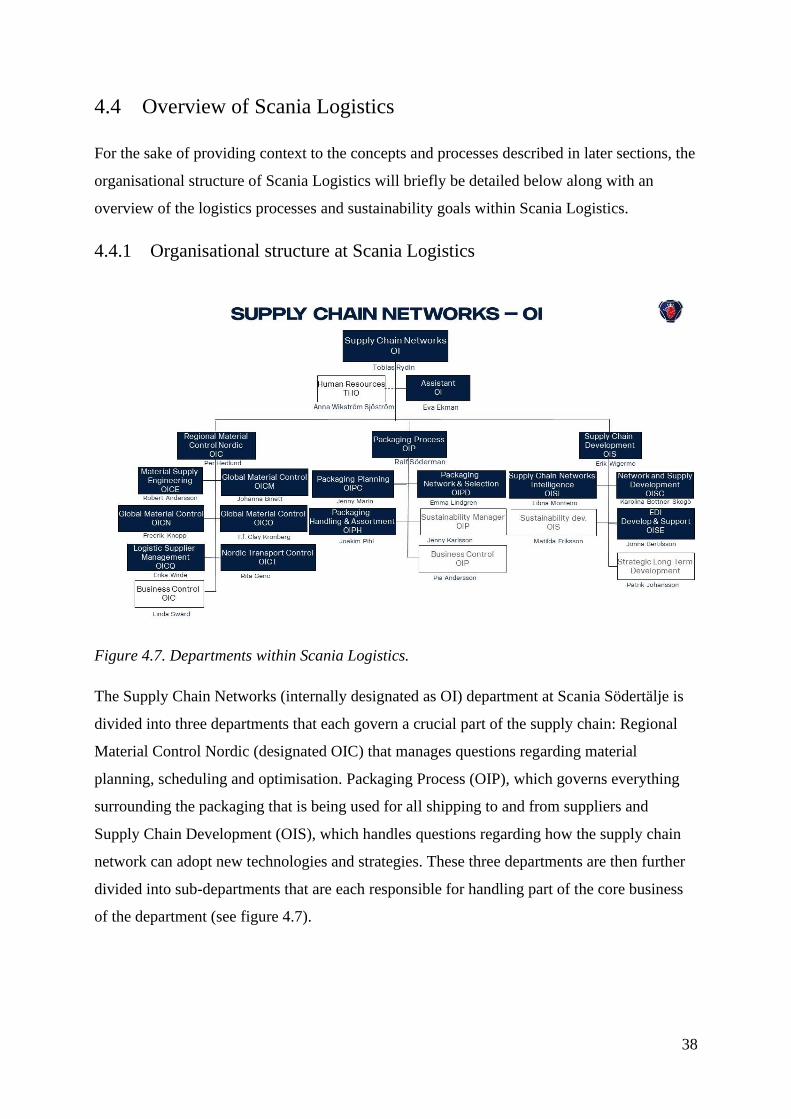
38
4.4 Overview of Scania Logistics
For the sake of providing context to the concepts and processes described in later sections, the
organisational structure of Scania Logistics will briefly be detailed below along with an
overview of the logistics processes and sustainability goals within Scania Logistics.
4.4.1 Organisational structure at Scania Logistics
Figure 4.7. Departments within Scania Logistics.
The Supply Chain Networks (internally designated as OI) department at Scania Södertälje is
divided into three departments that each govern a crucial part of the supply chain: Regional
Material Control Nordic (designated OIC) that manages questions regarding material
planning, scheduling and optimisation. Packaging Process (OIP), which governs everything
surrounding the packaging that is being used for all shipping to and from suppliers and
Supply Chain Development (OIS), which handles questions regarding how the supply chain
network can adopt new technologies and strategies. These three departments are then further
divided into sub-departments that are each responsible for handling part of the core business
of the department (see figure 4.7).

39
4.4.2 A brief overview of the logistics processes
As the empirical research of this thesis goes into further detail regarding the processes of
Regional Material Control and Packaging, a general overview of both logistics processes will
be given within this section.
Regional Material Control Nordic is responsible for the material transported from the material
suppliers all throughout the supply chain until it ends up at the product lines at Scania. The
start of this chain is when the material planners recognise that more material needs to be
delivered to the production units (or PRUs), and an order for new material is placed with the
material suppliers. As soon as they are made aware of the order, flow optimisers then calculate
how the material should be packed in order to minimise the amount of trucks that needs to be
ordered from the various transport suppliers that are contracted by Scania. Subsequently,
transports are ordered by the transport planners, who also make sure the material is delivered
on time.
As perfectly optimised trunk loads are rare, material deliveries seldom go directly from
suppliers to PRUs. If a truck does not carry a full trunk load (or FTL), materials are first
delivered to a crossdock (or X-dock). A X-dock is a logistics hub where materials from
multiple suppliers are stored in order to reduce the number of transports within the supply
chain. For example, two half-full trucks with materials designated towards the same PRU
could instead be delivered to a X-dock where a single truck could carry the material to the
PRU as a FTL-transport, effectively halving the amount of trucks in circulation (see figures
4.8 and 4.9).

40
Figure 4.8. Logistical transport flow without X-docks.
Figure 4.9. Logistical transport flow with X-dock.
The work of the Packaging department is dependent on the work made by Regional Material
Control Nordic. As Scania provides the material suppliers with Scania-branded packaging, it
is up to the packaging planners to make sure that enough packaging is delivered to material
suppliers when an order is received. Scania packaging is recycled throughout the entire supply

41
chain for the duration of the life cycle of the packaging. To achieve this, packaging needs to
be washed and repaired at regular intervals, to be finally broken down into parts at the end of
the life cycle. As packaging is gradually removed out of the packaging flow, new packaging
needs to be purchased — a process that is governed by packaging purchase.
4.4.3 Sustainability at Scania Logistics
To sustain the production units, Scania Logistics picks up 25 000 pallets each day. The Scania
sustainability strategy is based on the Paris agreement, which states that a 50% reduction of
CO2 emissions is to be achieved each decade. Within Scania Logistics, the goal is to reduce
50% of CO2 emissions until 2025, with 2016 as baseline.
There are four different areas in Logistics that are primarily targeted by this sustainability
project — energy efficiency, alternative fuels and smart- and fair transport. Scania Logistics
have a relatively heavy control over how their transport should be produced, which opens up
further possibilities of reducing CO2 emission (Logistics Sustainability Manager, personal
communication, January 22nd, 2020).
As one of Scania’s core values is elimination of waste, sustainability at Scania considers the
matter both from an environmental and a manufacturing (i.e. reduction of waste) perspective.
This means that Scania continuously aims to improve processes in areas such as CO2
emissions, energy, amount of waste produced and how much of the energy purchased is
created by fossil-free electricity. In order to reach the 2015 sustainability goals, Scania has
made adjustments to greatly reduce their environmental footprint. Since 2018, 95% of
Scania’s purchased and internally generated electricity is fossil-free, with an outspoken goal
to reach 100% fossil-free electricity by 2020 (Logistics Sustainability Manager, personal
communication, January 22nd, 2020). The energy consumption is expected to be reduced by
33% in 2020 compared to the energy consumption in 2010 and reduce non-recycled waste
from industrial operations by 25% by 2020. Included in Scania’s logistical flow are transports
of production material to the production units, transport of vehicles to Scania’s customers and
transports of spare parts between production units. See figure 4.10 for goal summary. (Scania,
2018, p. 138).

42
Figure 4.10. Goal summary (Scania, 2018, p. 138).
4.5 Digital Twin at Scania Logistics
4.5.1 General Overview
Through interviews with the different departments within Scania Logistics, five areas were
identified as potentially suitable for a Digital Twin implementation: flow optimisation,
material planning, transport planning, packaging planning and packaging network and
purchase. The areas that have been deemed the most suitable for a Digital Twin
implementation will be discussed in the next chapter.
Flow Optimisation
As Regional Material Control (RMC) is not responsible for every step of the transport chain,
issues regarding the volume of parts needed to be transported are sometimes encountered.
When scheduling transportations for the week, the demand and supply for the entire week
must be managed carefully, keeping the amount of trucks sent as low as possible while
keeping the amount of trucks equal throughout the week. The system that Scania’s suppliers

43
use for booking is called WebStar, and the system used to optimise transports is called IFOT
(Inbound Flow Optimisation). Thus, flow optimisers need to be adept in the use of both
systems (head of Global Material Control, personal communication, January 8th, 2020).
Optimisation of flows is done manually by two employees in Södertälje. The optimisation
process depends on whether different parts are stackable and whether the parts destined for
different production sites are packed together. Parts are loaded so that items destined for
PRUs later in the delivery chains are placed further in the truck. There are support functions
that aid with this in the systems, where WebStars is able to show whether objects can be
stacked volume-wise and IFOT regards whether a part is stackable or not (head of Global
Material Control, personal communication, January 8th, 2020).
During the period of work experience these findings were confirmed. The goal of a flow
optimiser is to optimise the loading of components from suppliers to X-docks with respect to
both weight and volume — meaning that the weight limit would be reached quickly by
loading a few heavy components. This would result in a poorly optimised load in terms of
volume, as the weight limit for a truck was reached far prior to the volume requirements.
Correspondingly, large or oddly unwieldy products can rapidly fill up the volume limit
despite being light in terms of weight — resulting in a poorly optimised load in terms of
weight. The role of the flow optimisers is to evenly distribute the volume and weight of
components, with the end goal being to lower the amount of trucks required. The work of
flow optimisers may result in the number of trucks in circulation decreasing by as much as
10-40%. Today, this optimisation is done by staff manually shuffling components virtually in
the IFOT-system to find the most efficient way of loading the trucks. There exists no visual
component in IFOT that may serve as an aid in this work, meaning that accounting for oddly
shaped packaging must be done manually from memory by flow optimisers. Furthermore,
strict deadlines mean that personnel can only spend limited time in order to reach the target
percentage balance between weight and volume, in some cases resulting in personnel having
to suggest the order of a truck despite weight and volume being poorly optimised.
Every flow optimiser, stationed at both Södertälje and Zwolle, has roughly 20 deliveries each
to plan before 11:00 AM. As soon as the optimiser is done with a component order, the
numbers from IFOT have to be manually inserted into another program in which the transport
planners can see the weight and volume numbers proposed by the flow optimisers.

44
There are three main issues with the process of optimisation of loading components manually.
Primarily, the work involves a tremendous amount of manual computer work to do the
optimisation. Furthermore, given the limitations of the technical systems, the optimiser can
never be certain that the most efficient way of loading has been ascertained. Finally, the
process gives substantial room for human error, both in the process of calculating the
transport numbers (which is primarily done manually by the optimisers) and then having to
manually write down the numbers into another program when optimisation is finished.
Material Planning
Material planning is a part of Regional Material control (RMC) within Scania Logistics. The
role of the material planners is to order new articles from suppliers to the production units,
with schedules for deliveries of suppliers being created automatically according to the
production schedule. If an article runs out, it could in the worst case cause a production
stoppage — a turn of events that incurs tremendous expenses for the organisation. However,
as there exists a limit of the amount of articles that can be in stock — in part due to a lack of
room in storage to store excessive amounts of articles, and in part because of the cost that is
incurred with tying up capital in storage. (head of Global Material Control, personal
communication, January 8th, 2020).
Materials planners use a program called MCC (Material Control Central) to help with
planning. The Scania MCC is an old system, and there are discussions internally whether to
switch over to the SAP-system commonly used within the Volkswagen Group — an
investment that would, however, have a cost attached to it that would number in the billions.
Each planner gets a material planning-code with which they log in to MCC to see which areas
they are responsible for. The main responsibility of material planners is to handle any
eventual issues that arise — if everything would go smoothly, there would in theory be no
need for material planners. Unfortunately, that is seldom the case. The most important error
that can arise is “missing aviexp”, meaning that a supplier has not confirmed delivery on all
that was agreed. Another error is the “maty-warning”, triggered when changes in production
plans leads the system to think there might be a shortage within production. However, it only
takes articles in the warehouses into consideration, discounting articles in the supply lines
itself. As such, if encountering a maty-warning, the material planner needs to cross-check
with other systems that show stock levels in the production lines (or call up personnel at the
PRU to manually count out stock levels) to confirm whether there is a real risk of shortage
(head of Global Material Control, personal communication, January 8th, 2020).

45
Another common error is “missing estimated arrival”, which indicates that a delivery, for one
reason or another, has not made it to its end destination. In these cases, it is often the same
twenty-odd suppliers that are responsible for up to 80-90% of these deviations, as internal
issues at the end of the suppliers can quickly become an avalanche of further issues, resulting
in delays with deliveries (head of Global Material Control, personal communication, January
8th, 2020).
Another issue that could affect personnel at RMC are issues occurring within the production
units, such as errors in product structure (i.e. the blueprint of the parts that are needed for
production). These errors occur when the articles needed in order to assemble a truck are not
visible in the product structure. In those cases, RMC are unable to know whether the
production unit needs an article to be delivered, which could cause production stoppages.
Given that there are “frozen” days in regards to article suppliers — i.e. days in which standing
orders cannot be changed — RMC is unable to rectify these issues by placing an immediate
part order. These frozen days are highly appreciated by the suppliers as they help with
planning out their own production schedules, but the longer the frozen periods last the longer
the periods are in which Scania is unable to add articles to orders if the need arises (head of
Global Material Control, personal communication, January 8th, 2020).
Part numbers are often shared between production units, so if a problem occurs within any
production unit parts can be shared between one another if the situation is critical. Co-
operation between other areas (the spare parts department in particular) is crucial, as parts are
often borrowed from other departments (head of Global Material Control, personal
communication, January 8th, 2020).
The jurisdiction for RMC is only responsible for parts bought in batches, i.e. full pallets of
parts bought from suppliers. Some parts are bought in sequence — meaning that they are pre-
assigned to a specific truck. Sequence parts are handled by local material representatives and
are thus outside of the jurisdiction of RMC. This is something that may change in the future
as RMC is a relatively young department with plenty of room to grow in their core business.
For instance, one of the strategic goals is to also incorporate the RMC-orders for orders in
Brazil (head of Global Material Control, personal communication, January 8th, 2020).
During the work practice at material planning, several issues were discovered or confirmed.
The lack of real-time information regarding the number of articles in stock and production
lines often result in material planners having to make calculated estimates regarding the

46
number of articles in stock based on historical data. The only real way to make sure how
many articles there are in the production line is to call that specific production unit and ask
them to manually count the number of articles in the production line — a call that PRU
personnel are loath to receive, as it significantly interrupts work routines.
The work is often quite monotonous, and the lack of system interoperability means that
planners must often switch between different programs. Furthermore, an overwhelming
majority of the maty-warnings that appeared were false alarms.
Tracking stock numbers within production lines
The central issue that a Digital Twin may help solve for material planners is the uncertainty
around how many articles are in stock within the production units. In order to fully understand
the root cause of this issue and how a Digital Twin might help solve it, a more thorough
walkthrough of the sequence of events from the articles arriving at the production until the
assembling was necessary.
As transport trucks arrive at the production units the driver needs to report their arrival and
present their documentation at the main reception, and the truck subsequently gets registered
in WebStars by reception staff. The driver then waits for their turn to unload their truck at the
goods reception. After unloading, the pallets move to the logistic center. High-volume articles
such as nuts and bolts skip this step and are immediately transported to the stocks at the
production lines. As articles arrive, they get registered as packages in the stock management
system Simas. Every package has an article number with detailed tag information detailing
the article type and amount contained within each package. While some deviations can occur,
they are infrequent enough to assume that this system is reliable (Rosés Terrón, personal
communication, March 23rd, 2020).
The reason for using the logistics center as an intermediate platform is simply the lack of
adequate storage space in the production units themselves. Given this, it is simply more
efficient to centralise the goods reception and management rather than forcing every
production unit to be able to manage goods reception. All of the production units under the
jurisdiction of a logistics center are in close proximity to one another and approximately a
kilometer away from the logistics center, facilitating the internal transports between
production units and logistics centers (Rosés Terrón, personal communication, March 23rd,
2020). See figure 4.11 for an overview.

47
Figure 4.11. Logistics at the PRUs. Transport from transport supplier to the Logistics Center
and internal transport to PRUs.
As soon as a truck is unloaded it leaves the premises, with the articles safely stored in the
logistics center. When a logistics staff member in a production unit recognises a need for
more articles, they scan a EAN-code for that article — resulting in a label with location and
article number being printed out at the logistics center. These labels are collected by staff at
the logistics center that then retrieves the package of articles and loads it onto a carriage that,
on regular intervals, makes its scheduled route to the production units regardless of the load
level (Rosés Terrón, personal communication, March 23rd, 2020). All logistical actions
within the PRUs have an internally designated takt-time, measured and visible through the
logistics takt-system PRIDE (Logistics personnel, personal communication, May 13th, 2020).
On the assembly line itself there is a system for pallet rotation, as there are always two pallets
where the assembler retrieves articles. The personnel in charge of collecting articles strictly
pick from one of the pallets, only retrieving articles from the secondary pallet as the first one
empties. As soon as the first pallet empties, the logistics staff member, quite literally, raises a
flag which in turn signals the need for a new pallet to be retrieved from the logistics center.
The frequency with which assemblers need to retrieve articles from stock can vary from
anything from a ten-minute interval to only having to restock once a day (Rosés Terrón,
personal communication, March 23rd, 2020).
48
When a completed final product (such as an engine or gearbox) is assembled it no longer
classifies as an article, but rather a component. These components are often assembled in
sequence with a specific truck in mind, and as soon as they are completed they are transported
to the chassis assembly units (Rosés Terrón, personal communication, March 23rd, 2020).
There are monitors in the production line showing the daily progress. However, these
monitors only show how many components that are completed according to the daily
assembly goals, with metrics such as components per minute being visible. Thus, workers can
always observe whether they are on schedule (Rosés Terrón, personal communication, March
23rd, 2020).
During assembly, the assembler makes manual reports that the component finishes each step
of the station before moving on to the next one. However, in the event of human error
components are occasionally misreported, leading to an inability to balance the numbers in
the end (Rosés Terrón, personal communication, March 23rd, 2020). To track the transfer and
movement of goods and pallets at this stage, items are scanned by barcodes that are manually
printed and verified by the Simas system. As this is a process that requires a great deal of
manual work and input, there are active internal projects that strive to further digitalise the
internal logistics processes (Logistics personnel, personal communication, May 18th, 2020).
However, as lapses in the logistics supply chain to the production line may have critical
results (including production stoppage), any changes to processes that result in changes to
work procedures are often met with resistance — from workers and managers alike — and are
slow to implement as a result. (head of the department of Strategic Long-Term Development,
personal communication, February 17th, 2020).
At the end of each day, the status of the line is established and an estimate regarding articles
in production is made. While the numbers of stock at logistics centers and what is en-route
from suppliers are often fairly accurate, the numbers regarding units in production may be
unreliable for various reasons. Poor quality means that an entire package can be discarded,
and if so, the package must be manually reported so that it can be subtracted from the total
balance. This is so that the package is not counted when considering total stock numbers, as
unreliable stock numbers can in the worst-case scenario lead to production stoppages. The
material planners retrieve their information about stock numbers from a system called Mona,
which Simas is a part of. A program called Material Assembly (MA) is also used, which also
is a part of the Mona system (Rosés Terrón, personal communication, March 23rd, 2020).

49
Transport Planning
Transport Planning is responsible for ensuring that transports planned and carried out. Orders
are sent to contracted carriers, detailing orders that need to be picked up or shipped either to a
cross-dock or a production unit. The programs used by transport planners are iNet (which
handles orders), Vista (a planning tool) and Webstars (which is used for booking transports
from suppliers). Webstars has a functionality which shows when and where trucks and trailers
are estimated to arrive at their destination — however, this system is not based on real-time
information and is often inaccurate (head of Nordic Transport Control, personal
communication, January 9th, 2020).
Transports arriving at the agreed destination is ultimately the responsibility of the individual
carriers, and if a carrier knows or suspects that they will not reach the destination in time they
are responsible for informing Scania (head of Nordic Transport Control, personal
communication, January 9th, 2020).
The head of Nordic Transport Control is of the opinion that having real-time information
about the location and timetables of different transports would help greatly, solving the
dependency on information from the carriers themselves (personal communication, January
9th, 2020). Carriers often know beforehand if there will be delays, but neglect to inform about
this until the actual delivery day. Having an independent method of gathering real-time
information regarding location would thus help with accuracy greatly, and there is an on-
going project at Scania Logistics called Scania Track which is part of the future strategic plan.
This project will be further detailed in the section “Technical challenges and ongoing
projects”.
All transport orders have an individual load number that can be identified. A load number
incorporates the entire transport, and the transport contains several individual transport orders
(or TOs). Several TOs could thus be connected to a single load number (head of Nordic
Transport Control, personal communication, January 9th, 2020).
Transport planners normally handle deviation issues until 12:00 when the actual transport
planning starts. There is a deadline at 15:00 to send out all the direct trucks and pre-collection
trucks to carriers, with a deadline at 17:00 to send out the finished trunk loads to production
units. Trunk loads are always sent from X-docks to the production units, as full trunk loads
(or FTLs) go straight to the production units from the suppliers (head of Nordic Transport
Control, personal communication, January 9th, 2020).

50
During work practice with material planners several issues were discovered. The main issue
observed was that transport planners have no indication of where a specific transport is
located at a certain time, resulting in extremely tight margins if the transport fails to show up
on time, something which has a negative effect on the production schedule. As transport
planners cannot know whether a transport will overshoot its deadline by five minutes or five
hours, it is difficult to gauge the most effective actions. Transport planners must thus
manually contact production units or X-docks via email or telephone to ask whether the
transport has arrived.
As transport planning involves a lot of communication between sites, transport planners also
receive a lot of emails. In order to handle the emails, two teams of transport planners take
turns regarding which team is responsible for email communication, with a schedule rotating
every other week. When an email arrives, a team member verbally announces their intent to
answer the email to assert that no one else duplicates the work done — a further reason why
transport planners always work physically close to one another.
To complete their work, transport planners work in several different computer systems.
Information — including complicated order numbers — must often be transferred manually
from one program to another. When planning transports, transport planners also need to save
their work frequently by manually clicking on a “save”-button. As system hang ups are
relatively frequent, failure to often save one’s progress can lead to the transport planner
having to redo all of their work for that specific transport plan.
When planning a transport, transport planners receive the loading suggestion provided from
the flow optimisers. However, the suggestion is not always adhered to, and extra trucks are
ordered as the suggestion does not line up with the reality of the transport planners. The
transport planners have access to a program called PackIt, which illustrates the interior
storage space of a truck and how the components should be loaded as efficiently as possible.
If the component package peeks out of the truck, an additional truck must be ordered.
However, the program is not in regular use as transport planners are generally confident in
which combinations of components will be loadable and which will not.
Packaging Planning
The department of packaging planning is responsible for planning the transportation of the
packaging which is used in the Scania Logistics supply chain. Standard packaging (example
found in figure 4.12) is the variant which is most commonly used, ranging from e-pallets,
51
small boxes and foam spacers. Correspondingly there is also special packaging, which as the
name implies is a specific type of packaging for components or parts, specifically designed by
the suppliers to accommodate the component (team leader within Packaging Planning,
personal communication, January 13th, 2020).
Packaging planning involves flow control, which means that packaging planners need to make
sure that suppliers both have the packaging that they need and that the packaging resides at
the correct place. A part of packaging planning is supplier packaging control, which entails
making sure that suppliers do not use more packaging than they need. If a supplier makes use
of the Scania packaging in their own sub-flows, a lot of packaging is lost and unaccounted
for. Thus, the aim of supplier packaging control is to minimise that. Supplier packaging
control also handles deviations — if too much or too little packaging is received, supplier
packaging control helps suppliers with their questions (team leader within Packaging
Planning, personal communication, January 13th, 2020).
Furthermore, packaging planning handles the management of the packaging pools in Sweden,
one packaging pool in Järna and two in Oskarshamn. From the packaging pools, all orders
from suppliers are planned, with over a thousand packaging orders in the system every week.
(team leader within Packaging Planning, personal communication, January 13th, 2020).
The primary system used in packaging planning is called Embasy, a system that due to bugs
in the system and lack of functionality in the program leads to a lot of manual work for
packaging planners. For example, merging of orders is something that happens frequently —
and while there is a built-in function for that purpose, it does not work. While frustrating,
Embasy is an incredibly important system that is utterly essential for the process of packaging
planning. If Embasy goes down, there are no other ways to plan out orders. A crash for a day
is however not insurmountable since the work can be done over the next day, but having the
system go down for two days or more could have catastrophic results (team leader within
Packaging Planning, personal communication, January 13th, 2020).
The system shows packaging planners “days before due” (DBD), which marks when a
supplier will be needing the packaging. A negative DBD indicates that the order is in the
backlog for one reason or another — often because special packaging is needed before the
parts can be shipped out (team leader within Packaging Planning, personal communication,
January 13th, 2020).

52
When orders are sent out, it goes to another system called iNet. Scania often tries to come to
agreements with suppliers to minimize the amount of transports, both for economic and
environmental reasons. This has a tremendous impact on the fill rate for the trucks being sent
out. One way of minimising the amount of transports is “milk runs” — a single transport
making several stops for suppliers in close proximity to each other. While beneficial for
production planning, carriers are not too keen in milk runs as they are burdensome to plan for
compared to regular shipments. While packaging planning from a strategic level would like to
have all areas covered by milk runs, as of now there are only five zip codes available for such
solutions as milk runs are considered to be too unpredictable and have too great variability for
the suppliers to want to take them generally (team leader within Packaging Planning, personal
communication, January 13th, 2020).
Today, there is no way of tracking packaging in the packaging cycle. As soon as packaging
enters the hands of suppliers, it is nigh-impossible to have an overview of what happens to it,
resulting in much packaging regrettably being lost (team leader within Packaging Planning,
personal communication, January 13th, 2020).
Figure 4.12. An example of standard packaging.
During the work practice at packaging planning, Embasy was confirmed to be quite unreliable
and prone to random system shutdowns. Furthermore, the system is plagued by an un-
intuitive user design, occasionally resulting in unnecessary mistakes. Communication with
other departments is primarily conducted via email — a slightly inconvenient solution as
neither iNet or Embasy can easily integrate with email services, in effect giving package
planners an additional system to manage besides Embasy and iNet.

53
Packaging Network and Purchase
As Scania aims to reuse all of their packaging several times a packaging cycle or network is
created. The packaging cycle (illustrated in figure 4.13) starts with the packaging being sent
to the part or article supplier in order to serve as packaging for articles going to the Scania
production. As soon as the packaging arrives, the supplier can then send their articles to
Scania. From the moment that the empty packaging arrives at the supplier to when the full
shipment returns to the production units Scania has limited control of what is happening with
the packaging — or even where it is located. This is particularly true if the supplier has
different sub-flows internally within their organisation.
When packaging is emptied at the production units, the packaging is set to a break-down unit.
At this unit, the packaging is collapsed, sorted and sent to one of several packaging pools,
where the condition of the packaging is evaluated, and decisions are made whether some
packaging needs to be repaired or discarded. Viable packaging is washed and repaired and is
then ready to be sent back into the cycle (Rosés Terrón, personal communication, 2020).

54
Figure 4.13. The packaging cycle. The grey arrow is outside Scania’s control.
Packaging is very expensive — Scania spends almost twice as much on packaging than the
articles actually packaged in them (head of the department of Strategic Long-Term
Development, personal communication, 24th January, 2020). This is largely because
significant amounts of packaging go missing during the packaging cycle — the packaging is
said to go into what is internally designated as “the Black Hole”, as Scania has no way of
tracing the packaging. This is anathema to the sustainability goals of Scania that as much
packaging as possible is to be reused and recycled. Further elaborating on sustainability
efforts within packaging, Scania also explores possible ways of developing new packaging
according to new guidelines and regulations in order to reduce the environmental impact
(head of Packaging Handling and Assortment, personal communication, January 14th, 2020).
55
Packaging is a large part of Scania Logistics sustainability focus as the packaging has a
significant environmental impact. The material itself is a contributing factor to this as storage
(and maintenance in the form of washing and repairs) requires water and energy and
transporting the packaging to where they belong uses up fuel. At the end of its life, packaging
also ends up as a form of waste material that needs to be recycled (Sustainability Manager,
personal communication, January 15th, 2020).
There are many parameters to consider when looking at the packaging life cycle, but with a
calculated assessment one can make a relatively educated guess as to which impact the
product will have. The life cycle should be a closed loop — new units should ideally be able
to be built from recycled waste material. Two different things to consider when it comes to
recycling — price and effort. Sometimes recycling certain types of plastic takes more energy
than is gained. Packaging also affects transport. If the packaging is bulky less articles could be
transported per truck. The packaging could also affect the fuel consumption because of their
weight (Sustainability Manager, personal communication, January 15th, 2020).
During the work practice in this area of packaging the authors were introduced to a program
developed recently in order to make predictions about how the demand for packaging
purchase might look in the coming months. Alongside the prediction curve another curve
followed the actual outcome. Even though the program is not perfect in its predictions, it has
contributed to less uncertainty when it comes to packaging purchase.
4.5.2 Technical challenges and ongoing projects
From the interviews, it quickly became apparent that the technical solutions that would be
necessary to alleviate some of the issues described in the sections above either already exist or
are ready to be implemented — the issue lies in incorporating these new technologies and
methods into the existing working methods (head of the department of Strategic Long-Term
Development, personal communication, February 17th, 2020).
As with all changes, there are notable risks involved with restructuring the methods used
within the production lines — not the least that the current systems may not transfer well to a
state of digital interconnectivity as they exist today. Logistical issues that arise throughout the
assembly processes is primarily handled by human operators, and the experience of these
human operators coupled with the analogue nature of their work process does not translate
naturally to a digital solution. And managing these issues is vital — in the case of material
planning for production, if a pallet of goods is misplaced or misreported it could lead to

56
tremendous issues for the production line, with the worst case scenario leading to a full
production stoppage (head of the department of Strategic Long-Term Development, personal
communication, February 17th, 2020).
While there are indications that an increased supply chain visibility would help mitigate some
of these effects, the head of the department of Strategic Long-Term Development states that
the crucial factor to consider is the fact that there needs to be a change in the mindset within
the production lines — both from a managerial and operational standpoint. If there is a central
push towards accepting and incorporating new technical solutions such as RFID-scanning, the
changes will eventually become part of the new norm after a brief period of turmoil (head of
the department of Strategic Long-Term Development, personal communication, February
17th, 2020).
An increase in visibility — particularly by being able to have a direct overview over the
production lines, and the parts travelling through them — would greatly aid in both managing
the production systems and help minimise the issues that could arise through the shift to new
methods within production (head of the department of Strategic Long-Term Development,
personal communication, February 17th, 2020).
DigiGoods
DigiGoods is a planned future system for tracking the shipment of goods. The jurisdiction of
DigiGoods starts at the packaging level, starting as soon as packaging leaves the packaging
manufacturers, continuing throughout the packaging cycle and ending when they return home
to Scania. The aim of the DigiGoods project is to find a technology that can be used to signal
when and where goods and packaging are shipped, tracking where they end up in the different
locations within the logistics chain, be they trucks or the various loading centers (head of the
department of Strategic Long-Term Development, personal communication, January 24th,
2020).
DigiGoods would work by incorporating RFID-chips into the existing packaging solutions,
and by continuously scanning these RFID-chips as they arrive at their designated stops
throughout their shipment schedule the visibility throughout the supply chain could improve
markedly (head of the department of Strategic Long-Term Development, personal
communication, February 17th, 2020).

57
Figure 4.14. An illustration of how the DigiGoods system would be able to share the
information regarding stock levels from an earlier stage (from storage at the PRUs to X-
docks).
With the DigiGoods system, the tallying of stock levels for items going into production can be
done two to three days earlier (as soon as the item enters storage at the X-dock) than the
current state. This not only frees up vast amounts of storage space at the production units
(initial estimates freeing up to a third of the current area used for storage), but also has a
beneficial effect on both the visibility throughout the supply chain and the environmental
impact through lowered CO2-emissions. For internal transports within the company, a
functional RFID-system of tracking internal shipments could lead to a near-perfect
traceability within the supply chain, minimising uncertainty and loss of packaging and parts.
Solutions not using RFID are also on trial, such as a VINOVA-project using camera optics
(head of the department of Strategic Long-Term Development, personal communication,
February 17th, 2020).
The Enterprise Resource Planning (or ERP) system of Scania looks at what is to be produced
in the near future and examines which articles are available in storage. However, due to the
uncertainty that exists in the process where visibility is lacking, substantial safeguards are put
in place in the way of safety stock measured both in days (SSD) and safety stock measured in
quantity (SSQ) at the stock at the production to minimise the risk of production stoppage.
With the DigiGoods system in place both of these safety stocks can be minimised or even

58
removed entirely — providing excellent benefits in terms of storage optimisation (head of the
department of Strategic Long-Term Development, personal communication, January 24th,
2020). See figure 4.14 for comparison.
There are however several challenges to consider before the implementation. The technology
that is needed for the DigiGoods project is readily available — but while RFID tags have
become much cheaper over the years, hundreds of thousands of packages over the course of a
year quickly adds up to a significant sum in the end. Furthermore, the transport operators that
are commissioned must have both the equipment and expertise to handle the tracking systems
— which adds another challenge down the line in autonomous vehicles, in which there is no
driver who could scan the packages. As global megatrends strongly point to autonomous
vehicles becoming more prevalent in the future, this latter issue cannot be discounted when it
comes to discussing the future of a system such as DigiGoods (head of the department of
Strategic Long-Term Development, personal communication, January 24th, 2020).
Additionally, in order to ensure a successful implementation of a system like DigiGoods
throughout the entire supply chain, information regarding the supply chains of the actors
involved needs to be shared between the different actors. As knowledge regarding the supply
flows is a commodity in and of itself, sharing this valuable information with business partners
— and potential competitors — requires a shift in mindset with regards to information
security (head of the department of Strategic Long-Term Development, personal
communication, February 17th, 2020).
Scania Track
As soon as material planners place a booking order in WebStars, transport planners place an
order that is then sent to a carrier, who in turn goes to the supplier and picks up the goods the
following day. Scania has relatively good control over this process, but there is a gap in the
transport process itself (project leader of the internal improvement project, personal
communication, January 28th, 2020).
The transport planners act reactively if they receive information from the goods reception —
often being that a carrier truck did not show up according to schedule. Scania would like to
improve their overview over this process, and thus aims to introduce the project Scania Track.
Scania Track seeks to improve the understanding of Scania's transport network and give
information about the transports in the system given the data that emerges, serving as an aid
in decision making. Many steps along the supply chain would be facilitated by having real-

59
time tracking regarding the location and status of the trucks in the system (project leader of
the internal improvement project, personal communication, January 28th, 2020).
Scania is connected with Project44, is a company that offers both technology and solutions to
promote visibility in logistics. The role of Project44 is to work as an intermediary between
Scania and the carriers who help facilitate the solutions. With Project44 technology, Scania
can create a virtual tracking on a map of the entire transport chain, showing the location of all
current transports. The system shows if a transport has been completed, if it is en route or has
missed the deadline (project leader of the internal improvement project, personal
communication, January 28th, 2020). An example of the Project44 service unrelated to Scania
can be seen in figure 4.15.
Figure 4.15. An example of the layout of Project44’s tracing service (Berman, 2017).
Today, this system is operational for 4 carriers in Brazil, and despite slight server instabilities
it shows promising results. The implementation of the project is ongoing, with the stated aim
to collaborate with more of Scania’s carriers. The biggest challenge that has been encountered
is getting carriers to agree to being part of Scania Track. In Europe, Scania has difficulty
getting the carriers onto the project. There are many things to take into account as Scania can
get deep insight regarding the processes of carriers with all the information they get access to.
The major difficulty has been to get the carriers to understand that it is not a tool that will be
used to monitor and complain about carriers, but to help Scania get an overview of its

60
transport network. As Scania Track is not integrated with existing Scania systems it only
requires the carriers to have a GPS tracker in either the truck or trailer. Carriers are also able
to connect via telephone (though there are GDPR-issues with this option). Most if not all
carriers have internal systems for GPS, so the question is rather whether carriers want to
connect it to Scania or not. As a compromise some carriers offer to let Scania log in to and
use the information gathered by their own systems, which from the standpoint of Scania
Track is a win-win (project leader of the internal improvement project, personal
communication, January 28th, 2020).
There are still some issues with Scania Track that have to be accounted for moving forward.
One of those things is making sure that the system considers mandated breaks for the drivers
(a statutory break of 45 minutes every 5 hours). The tool also needs to connect to other
systems (eg WebStars), as Scania does not want to give the goods receptions more systems to
handle but simplify the current state by adding forecasts that can be used to equalise their
processes. Furthermore, as transport planners must contact everyone in the case of delays, it
would be tremendously helpful if the system was able to automatically create an email to all
parties concerned so that transport planners can focus on dealing with deviations instead of
people (project leader of the internal improvement project, personal communication, January
28th, 2020).

61
5 Discussion
In this section, the findings and results of previous chapters will be discussed and put into
perspective of one another, leading up to the conclusion that will be presented in the final
chapter.
5.1 Definition of the Digital Twin
5.1.1 General discussion
After considering the research data, it becomes clear that Digital Twins can be enormously
beneficial in terms of obtaining greater knowledge regarding both current and future state of
the supply chains that they depict. However, the implementation of a Digital Twin is a
complex and lengthy endeavour that carries with it numerous challenges that must be
considered for an implementation to be successful.
It is important to note that there is no — and likely never will be — such a thing as a standard
Digital Twin. A Digital Twin is a digital representation of a physical product or entity, and the
breadth and scope of potential applications and implementations are as countless as the
physical entities that could be depicted. As such, every company or organisation that has their
sights set on a Digital Twin would need to create a custom solution for their specific need —
incorporating successful ideas and insights from the implementations of others and nurturing
the knowledge to create these Twins within their organisations. It is reasonable to assume that
we in the future may see a market of independent Digital Twin experts, marketing themselves
as being able to deliver custom-made Digital Twin solutions to companies that are lacking in
the technical expertise themselves. However, as Digital Twins often concern areas that are of
critical importance to the core business of an organisation, there may well be cases in which
organisations are unwilling to invite external actors to get such in-depth overviews over their
internal processes. As such, it is likely that many companies will choose to produce their
Digital Twins “in-house”, minimising the amount of external insight within their core
processes and sharing only the necessary information with their business partners.
One of the challenges of defining a Digital Twin is how to distinguish a Digital Twin and a
sophisticated holistic real-time simulation. It could be argued that as a holistic real-time
simulation becomes holistic and complex enough, it becomes a Digital Twin — remaining a
sophisticated digital model until that point. What truly separates the Digital Twin from a
sophisticated simulation is the two-way feedback loop built into the mechanics of the Twin
62
itself. The Twin does not only register and gather data from the world around it — depending
on the depth of design, the processes being depicted can also be governed by the Twin itself,
either autonomously or by a human operator. It could then be argued that this two-way
feedback loop is what truly separates a Digital Twin from a high-fidelity holistic real-time
simulation. Furthermore, as Digital Twins can still be said to be in an infant stage, further
attributes that will distinguish Digital Twins from mere simulations will likely arise.
5.1.2 Processes of implementation
The process of implementing a Digital Twin will then likely differ greatly between different
organisations. Earlier in this paper, the distinction between “top-down” and “bottom-up”
implementations were briefly discussed. While a bottom-up approach was proposed as a
superior solution in the context of this research study, it is important to note that there may
also be cases in which adhering to a top-down methodology could prove to be superior.
It comes down to whether the processes and areas that are to be depicted by the Digital Twin
already exist, and to which extent digital solutions and tools for these processes exist.
If the target of the Digital Twin is the core business venture of the company with many sub-
processes that interact with one another, it may be more prudent to apply a bottom-up
approach to the implementation — building smaller digital representations of the different
sub-processes that can then be conjoined into an overarching Digital Twin. However, if the
object of the Twin is something entirely new and radical — such as an entirely new business
venture — there can be benefits of approaching the matter from a top-down perspective.
A top-down perspective helps alleviate one of the primary challenges that occur when
implementing a Digital Twin from the bottom-up — namely, ensuring that the information
structure of the digital depictions of the different sub-processes all adhere to the same syntax.
However, even working with a top-down approach it may be prudent to have a modular
approach when it comes to depicting the various processes, as that is beneficial when it comes
to adding new processes or removing ones that have become obsolete.
5.1.3 Building for the future
In the future it may well be that Digital Twins become the norm and having a Digital Twin
that encompasses the entirety of the logistics supply chain has become the industry standard.
However, as of yet the idea of Digital Twins within logistics is a budding area of research,
and given how sparse practical implementations are the direction and technologies used by the
63
Digital Twins of the future may differ wildly from what we imagine today. It may thus be
wise for companies that are interested in implementing a Digital Twin to not overcommit to
untested solutions, and instead implement gradual improvements to their digital systems and
processes — keeping informed about current research about Digital Twins and nurturing the
knowledge to maintain them within the organisation.
A special area to consider when speculating on the future of Digital Twins within logistics is
the advent of autonomous vehicles within the supply lines — both in terms of shipping (i.e
trucks and other transport vehicles) and warehouse management (such as automated picking
vehicles). Autonomous vehicles are likely to drastically shift how logistics supply chains
operate, and in order to facilitate both this shift in operations and the mechanics behind the
Digital Twin it is crucial to have a clear overview of the flows within the supply chain and
what is necessary for them to flourish. The Digital Twin needs to be able to be adjusted
according to the new realities of the supply chain, and if the organisation lacks in-depth
knowledge regarding either the workings of the Twin itself or the underlying processes that
are depicted this adjustment may become faulty — especially as further adjustments are
incrementally added. In the worst-case scenario, this may render the Digital Twin unusable or
obsolete, squandering the resources initially spent implementing and refining the Twin.
To counteract this, it is important to keep a long-term strategic mindset when working with
ground-breaking technology such as Digital Twins — keeping updated regarding what the
future may hold regarding the technology and its impact upon one's field so that the initial
data structure is built so that the Digital Twin can easily be adjusted to incorporate further
areas of interest.
5.1.4 Maintaining the technology
In figure 5.1, a simplified summary of how Digital Twin technologies are structured in order
to create the Digital Twin is described. Data from IoT sensors are gathered by APIs, which
are then stored and processed in the cloud. Through machine learning algorithms predictions,
data analysis, detection of patterns and much more can thus be made. For this visualisation, a
visual model, VR or any other appropriate tool could be used to present the processed
information in an intuitive way.
A Digital Twin connects many different technologies, something which could prove
challenging for organisations without expertise in computer science and digital solutions.
However, as there is a clear market for Digital Twin solutions there are external actors that

64
can aid with implementation — such as the case with ABB Robotics, where the Azure cloud
service is used for storing data. Involving external actors means that data needs to be securely
encrypted, so that the data is secured even in the event of the external cloud service becoming
compromised. Another security measure is to keep the APIs of the Digital Twin private,
unless information needs to be shared outside the company. In these cases, the Digital Twin
needs to be protected with reliable login and password management. Thus, a thorough
overview of the IT security aspects is necessary in the planning phase of the Digital Twin in
order to secure the integrity of the Digital Twin.
Figure 5.1. Combining the technologies of the Digital Twin.
5.2 Applicability areas of Digital Twin
When evaluating the five different possible areas of improvement within Scania Logistics,
two of them (Material planning and Packaging Network and Purchase) were deemed relevant
for application and could benefit from the application of a Digital Twin.
5.2.1 Flow optimisation
In flow optimisation, all of the issues that were brought to light could potentially be solved
simply by improving the digitalisation and program interoperability. For instance, having an
export function directly in IFOT could eliminate the risk of human error when transferring
data from one program to another. Furthermore, adding an automatic calculation function able
to extract the relevant numbers from the IFOT program could eliminate the human error when

65
calculating order sizes. It is plausible that the efficiency of flow optimisation could be
significantly increased by improving the software itself so it could automatically run through
every different combination of components until it finds the most efficient way of loading.
Developing and implementing a mathematical optimisation algorithm that can correctly find
the minimum number of trucks required for shipment of orders is within the realm of
possibility. This would eliminate the step where flow optimisers manually test which
combination of articles result in the most efficient loading pattern. These algorithms could
also automatically correct its assumptions as the demand of articles changes over the course
of the week, adapting its calculations to the most recent information. Depending on the
efficiency of the optimisation algorithm, this could result in significant time savings by
automating several aspects of flow optimisation. However, as many of these issues are
connected to a general need to improve digitalisation, a Digital Twin solution for flow
optimisation is not deemed a suitable solution as a short term solution, but perhaps as part of a
long-term strategic decision.
5.2.2 Material planning
One of the primary issues for material planners is the lack of accurate data regarding the
number of articles in the production line. By adopting a Digital Twin, unnecessary or
frivolous tasks within an organisation may be removed so that resources can be redirected to
more value-adding sectors. As mentioned by the head of Global Material Control, if there
were to be no more deviations within production, there would not be a need for material
planners. Thus, finding a reliable solution to these issues could lead to a significant amount of
resources being freed up within the organisation.
The technology that would be necessary to help solve this issue already exists — for example,
articles could be scanned by finger scanners by assemblers working in the production line,
instantly reporting that the article is in use. The issue is not technological in nature, but rather
concerns the lack of digital infrastructure for the technology as it is often far more complex
than the technology itself.
However, one needs to remember that the usage of finger scanners or any technology of that
sort is not a Digital Twin as much as a digital tool. For material planning, it would become a
Digital Twin at the point when the stock balance system for articles at the PRUs can
communicate with the logistics systems that manage stock balance in the X-docks, so that
incoming deliveries can be taken into account whether there will be shortages or not.

66
One should also remember that the challenges go above a mere technical level, as all change
meets resistance within an organisation. Thus, any solution of this type needs to be firmly
established within the organisation.
5.2.3 Transport planning
As the main issues for transport planners are centered around their existing computer systems
and programs, a Digital Twin is likely not a viable solution for transport planners in the short
term. Improvements to their existing systems such as their systems continuously saving their
progress and automatically transferring numbers between different programs would already
be immensely helpful for transport planners and building a Digital Twin with these systems as
a basis is not recommended.
Creating a new and improved digital infrastructure that integrates their existing programs with
one another and aids with communication and sharing of information between the transport
planners themselves and the actors they are in contact with would go a long way for
improving the daily work of transport planners. While a Digital Twin incorporating transport
planners would need to incorporate this type of functionality, a solution involving Digital
Twins for transport planners should be relegated to the realm of long-term strategic decisions.
5.2.4 Packaging planning
The most prominent issue noted within packaging planning is the program system Embasy.
As Embasy is widely considered unreliable, with daily system crashes that lead
to interruptions in the work of packaging planners, the existing systems (i.e. Embasy) needs
to be improved before any further digitalisation process can — or should — be initiated.
However, as packaging planners are utterly dependent on Embasy and Scania Logistics is
utterly dependent on the work of packaging planners there is no central push to improve or
revise the program, as the risks of Embasy going out of commission is too great to consider.
However, this is not a sustainable approach as the system will get more outdated with every
passing year. One approach that could mitigate the risk of the work of packaging planners
shutting down for a longer period of time is to develop a new program that runs in tandem
with Embasy, gradually being introduced as a new program for packaging planners.
This program could be a lengthy process but would help mitigate the worst risks of
transitioning to a new system. This new program should be developed with work efficiency in

67
mind, having a more intuitive user design and an in-built system for communication between
packaging planners and employees in other departments.
The application of a Digital Twin within this area of the logistics process is likely relegated to
the realm of long-term strategic planning, as there are more pressing issues that need to be
addressed first. Attaching a Digital Twin to an already unstable system would result in an
unstable Digital Twin, which defeats the purpose of the Twin entirely. As a long-term
strategic solution, the area of packaging planning could potentially be added to an existing
Digital Twin which already has control over material planning. As packaging is dependent on
the material orders to suppliers, it could be beneficial to use the business intelligence
regarding material demand as a guide for predicting the packaging demand from suppliers.
5.2.5 Packaging Network and Purchase
For Packaging Network and Purchase there is one clear issue — “the black hole” — the fact
that tremendous amounts of Scania packaging disappear from the packaging cycle each year.
While Scania has already a tool for creating an effective prognosis regarding packaging
demands, the most preferable scenario would be one in which there is black hole within
packaging so that new packaging would only have to be purchased as old and unsalvageable
packaging is taken out of the packaging cycle by Scania.
Thus, a Digital Twin applied to the process of packaging network and purchasing could be
useful for Scania Logistics. To begin with, packaging could be equipped with sensors
measuring factors that shorten the lifetime and viability — bounces, rough handling and quick
temperature changes to only name a few. The Digital Twin could then give an indication of
when packaging might need to be repaired, giving employees at the packaging pools the tools
to single out packaging in need of maintenance. Tools like this could also help keep track of
the most common forms of damage and wear of the packaging, aiding in development of
future iterations of packaging less susceptible to this form of deterioration.
Packaging could also be equipped with tracking sensors that help target the black hole(s) in
the packaging cycle directly. Should packaging become traceable, it would also be beneficial
for transport planners as they would indirectly always know exactly where the transports are.
However, sensors measuring all these factors would end up being very expensive if applied to
all of the packaging going through the system. It could also potentially lead to more
maintenance being necessary as the sensors themselves could break. However, there could be
68
a targeted approach where Scania chooses to only attach tracker sensors to a few packages in
order to generate statistics regarding where and why packaging disappears. Hypothetically,
the problem of packaging disappearing may be reduced simply by virtue of suppliers knowing
that packaging is able to be traced — serving as a roundabout way of mitigating the issue of
the black hole in packaging network and purchasing.
5.3 Improving supply chain visibility with a Digital Twin
5.3.1 The impact of Digital Twins upon supply chain visibility
It quickly becomes apparent that having a functional Digital Twin implemented within the
logistical supply chain of a company would prove very beneficial in terms of improving
supply chain visibility. Many authors point out that the implementation of new digital
technologies have a positive effect on supply chain visibility, especially ones that allow the
creation of an overview of processes within the supply chain that were previously difficult to
observe. Digital Twins are no exception to this and having a functional Digital Twin would
likely help improve all the four factors of organisational visibility described within the
theoretical framework chapter. In particular, the metrics of visibility for sensing (quickly
getting information regarding internal and external processes) and visibility for learning (how
quickly the gathered information can be processed) could be drastically improved by a Digital
Twin, and this aggregated net of information can then be used to help coordinate internal and
external processes — further boosting the visibility for coordinating. With that said, the
implementation of a Digital Twin is a complex and resource-intensive affair and having a
Digital Twin in place does not automatically guarantee perfect supply chain visibility.
5.3.2 Supply chain visibility and human error
With the current state of technology, ensuring and managing data quality within the Digital
Twin is a mammoth task. Sensor failure and imperfect data gathering mechanisms can end up
being immensely costly and identifying these faulty processes will often — especially at an
early stage — require human operators throughout the supply chain.
The incorporation of human operators and supervisors carries with it many implications that
are important to consider. To begin with, it will be costly and resource intensive to train
operators in the usage and maintenance of the Digital Twin — but at a deeper level, the
inclusion of human operators brings with it the added factor of human error. While it is
reasonable to assume that organisational personnel will carry out their duties to the best of
69
their abilities, an employee that is either prone to accidents or lacks the necessary training
may continuously misreport or not identify faulty processes, leading to a lack of visibility
within the supply chain. As such, the importance of training and teaching the employees that
are responsible for Digital Twin maintenance cannot be understated.
The issue of human error becomes more important to discuss when considering a supply chain
involving external actors. While regrettable, wilful misrepresentation or exclusion of
information by external contractors is a relatively common occurrence within supply chains
and safeguarding Digital Twin sensor arrays from tampering will be difficult to achieve. This
would also create a lack of visibility within the Digital Twin, which in turn could mean that
the information aggregation conducted by the machine learning mechanisms would operate on
inaccurate information. Furthermore, the inclusion of external hardware is something that may
be difficult to accept by some external contractors, and having actors within the supply chain
that do not share their information with the Digital Twin creates similar issues with non-
existing information.
Removing the human operators may then seem like a tempting option. However, autonomous
processes and vehicles are still relegated to the realm of long-term strategic planning for many
organisations, and will likely only come as a result of advanced frameworks and business
cases. Creating these autonomous systems will in all certainty prove to be very costly for the
organisations that delve into these paths, but the potential benefits and savings that these
systems could entail are nearly boundless.
5.3.3 Managing external actors
Many of the metrics for supply chain visibility suggest that actors within the supply chain
need to be transparent to contribute to supply chain visibility. However, as Scania is in charge
of both the process of booking the transport from suppliers and providing their material
suppliers with Scania’s own packaging, Scania has already gone a long way toward ensuring
control over their supply chain, which is beneficial for supply chain visibility. There are of
course still issues in the way of visibility — such as transport suppliers not always being
willing to provide real-time data for the location of their transport trucks.
In research conducted within supply chain visibility, the phrase “information sharing with
actors within the supply chain is key to improve supply chain visibility” is commonly used.
It is important to make a distinction between internal and external actors in respect to the
70
organisation, where internal actors in the case of Scania Logistics would be departments at
Scania and external actors would be customers and suppliers. When examining actors within
the supply chain, the control that Scania has over the external logistics processes means that
Scania, for all intents and purposes, has co-opted the external actors and themselves become
the external actors within the supply chain. The material suppliers do not themselves need to
make sure that their material arrives at Scania, and transport carriers do not need to consider
how articles should be packed and how many trucks are needed.
The control (and responsibility) that Scania has over the process means that in order to
improve visibility they need to have greater insight into the work processes of their suppliers.
However, it is reasonable to assume that the suppliers might not be as interested to learn more
about how Scania’s logistics processes work, as their responsibility is limited to the areas that
they have been assigned. Therefore, there is an imbalance regarding the incentive of
improving supply chain visibility by sharing information with external actors within the
supply chain, as Scania would in this example be the only one benefitting from this.
5.3.4 Visibility for sensing and the Digital Twin
When looking at what a Digital Twin could do for enhancing supply chain visibility, there
are, as stated in the theoretical framework, four different areas to examine. The first category
is visibility for sensing, which indicates the extent of which the organisation can quickly get
real-time information regarding internal and external processes and react to a changing
business environment. An implementation of a Digital Twin could be immensely beneficial
with regards to this for an organisation. Through the sensors incorporated in the Digital Twin
new forms of data could be collected, giving further insight into the flows in the supply chain.
By aggregating and analysing the data from the sensors, the Digital Twin could then detect
changes in real-time and inform the organisation about them. Therefore, as more sensors are
implemented and integrated, the supply chain visibility would keep increasing. Naturally, one
must consider the sensor variants carefully in order to ensure a quality of data that could
enable the Twin to draw conclusions that accurately mirror reality. Therefore, the organisation
must make sure that appropriate sensors are installed for each given flow or scenario in order
to make the most effective use of the data being gathered.
When it comes to improving the supply chain visibility for sensing internally, a Digital Twin
may help Scania recognise changes in demand in their own supply flows faster. As the case
71
with applying a Digital Twin to material planning shows, Scania could have a more exact
view of how many articles need to be ordered — a clear increase in visibility for sensing.
When improving the supply chain visibility for sensing externally, the implementation of a
Digital in material planning would help packaging planning achieve greater visibility as
packaging could be ordered by the Digital Twin in tandem with the order for material. This, in
combination with a Digital Twin keeping track of packaging in the packaging cycle, would
help Scania become more reactive to changes in packaging demand. A Digital Twin could
also help expose the black holes in the packaging cycle, giving the packaging purchase
department a real-time and exact indication of how the demand for packaging changes.
5.3.5 Visibility to learning and the Digital Twin
According to theory, visibility for learning indicates the extent of which the organisation can
gather and learn from new information and knowledge from both internal and external
processes. The theory states that knowledge about the external processes is crucial for
business advantage and that organisations could receive new business knowledge from
partners. A Digital Twin keeping track of transports could thus be a potential learning
opportunity for learning more about the transport suppliers’ way of working. Transparency
towards material suppliers could also lead to learning more about the inner workings of their
processes and if Scania can do anything to improve the supply chain for both parties.
However, as increased transparency runs the risk of exposing sensitive knowledge to partners
— or competitors — closely monitoring the information goes into the Digital Twin and who
has access to it is of vital importance.
Another example of how a Digital Twin may impart knowledge in the way of increasing
visibility of learning is in regards to packaging. As detailed above, attaining greater
knowledge of ideal methods of package maintenance and treatment will lead to longer
lifetimes for packaging, and tracking and tracing can help visualise where the black holes are
located in the packaging cycle.
As stated in the theoretical framework, active learning for both customers and suppliers is
important in bringing external knowledge from different sources — something which can lead
to new ideas and improvements. While a Digital Twin in packaging can help identify where
the black hole in the packaging cycle is, it might not necessarily know what the cause might

72
be. In order to learn why the black hole exists in the first place the Digital Twin may have to
expand into the flows of their suppliers — which some suppliers may deem invasive.
The theory also mentions three kinds of mechanisms involved in dynamic learning:
experience accumulation (the very process of gathering knowledge) knowledge articulation
(explaining the knowledge so that it can be shared with others) and knowledge codification
(adopting the experiences garnered and adapting the knowledge to the organisation).
In terms of experience accumulation, the gathered knowledge from the Digital Twin might
help with identifying the root of an existing problem. Knowing the root cause of an issue
could be tremendously beneficial when proposing solutions for it.
Knowledge articulation is another factor that should also be considered when working with a
Digital Twin. As new knowledge is discovered by the Digital Twin, one must make sure that
this knowledge is accessible and articulated for the area that the information pertains to. For
example, if the root cause of the black hole in the packaging loop was to be found, one must
make sure that all of the actors involved are made aware of this knowledge in order to plan
and take action. It is important to standardise the method of communication and to make sure
that the knowledge reaches relevant users.
In terms of knowledge codification, the architecture of the Digital Twin must be planned in a
scalable manner. If knowledge is found by use of the Twin that could result in structural or
organisational changes within Scania Logistics, it is important that the Digital Twin is able to
be reconfigured in accordance with these changes.
While Digital Twins are undoubtedly useful, it is important to not grow complacent and lose
knowledge of the underlying processes that are depicted by the Twin. The convenience of a
tool that can automatically predict and present solutions to problems that may occur is
astounding — to a degree that it may lead to a lack of willingness to commit to learning the
intricacies of the underlying processes depicted by the Twin. This lack of knowledge can then
lead to issues down the line, as becoming complacent and accepting the current state of affairs
may lead to the organisation missing out on chances to improve upon the underlying
processes and methods — in turn leading to loss of efficiency and business opportunities.

73
5.3.6 Visibility for coordinating and the Digital Twin
The theory of supply chain visibility states that visibility for coordinating represents how
adept the organisation is at coordinating different areas of their supply chain, as having
complete information is a necessity when it comes to maintaining a higher level of decision
making regarding business decisions that impact the supply chain.
A Digital Twin could be greatly beneficial in providing such information. For instance, if a
Digital Twin could help predict or know the demand for packaging or components it could
serve as a basis for decision making regarding finances and budgeting. Furthermore, a Digital
Twin could help keep track of individual packaging, facilitating strategic decision making
about the amount of packaging in motion within the packaging cycle.
As stated within the theoretical framework, coordination is the art of managing dependencies.
In the case of Scania, there are multiple dependencies within the supply chain, such as the
dependency on the material flow by the packaging department. Furthermore, the ability to
track and trace shipments throughout the supply chain is dependent on consent from transport
suppliers, with many transport suppliers being less than optimistic regarding giving Scania
access to their location. However, as Scania aims to incorporate the ability to track the
location of their packaging (which is difficult for transport carriers to contest), this would
indirectly lead to Scania being able to track any transport carrying Scania packaging.
Supply chain visibility theory also states that in regards to visibility for coordination, the
focus should be on providing information for managing the different dependencies between
the actors within the supply chain. This further validates this thesis’ conclusion regarding
Digital Twins increasing in value as they grow — with more areas and data accessible to the
Digital Twin enabling more systems to be analysed and observed.
A Digital Twin could be a powerful tool in terms of improving supply chain visibility for
coordinating, as Digital Twins can help create credible simulations of logistical flows. For
instance, a complete Digital Twin could create a simulation of a restructuring of the logistical
flows. This would not only help measure the possible value gained by adopting a new
constellation of logistical flows, but also help predict deficiencies that would have otherwise
gone unnoticed. However, as a fully implemented Digital Twin is a long-term solution that is
not implemented overnight, it will likely be a long time before Scania Logistics could make
use of a Digital Twin as such a simulation tool.

74
It is important to reiterate that the value added by a Digital Twin is multiplied as more data is
incorporated into the Twin. The ability to create overviews of, coordinate and — through
machine learning algorithms — propose solutions to the processes depicted becomes far
greater as more data is added to the data samples of the Twin, and thus an all-encompassing
Digital Twin should always be something to strive for when considering an implementation.
Conversely, it is important to remember that Digital Twins may not be the end-all solution for
all logistical matters. It may very well be that the problem or process that is to be depicted by
the Twin has another solution that, while mundane, serves as an adequate solution to the
problem while not incurring as great of a cost. This is a conundrum that needs to be
considered at a strategic level before committing to any implementation of a Digital Twin.
5.3.7 Visibility for integrating and the Digital Twin
The theoretical framework decrees that visibility for integrating represents how adaptable the
organisation is when it comes to adopting and integrating new methods and technologies in
order to develop a strategic advantage. Furthermore, developing a collective identity
regarding the supply chain is a crucial step in terms of supply chain management as it enables
a mindset that facilitates the integration of processes between actors within the supply chain.
To aid in this, information about key processes must be shared between various actors as the
understanding of the core processes of others may lead to breakthroughs that may improve the
supply chain as a whole. A Digital Twin may serve as a powerful tool to aid with this, as it
helps achieve an overview of internal core processes within the respective supply chains.
To summarise the aforementioned discussion; Digital Twins are likely to have a tremendous
impact in terms of improving supply chain visibility, as other digital solutions have been
shown to be immensely beneficial for improving supply chain visibility within organisations.
However, there are numerous challenges to consider — many centered around ensuring data
quality on a technical level, while also mitigating and minimising the amount of human error.
Furthermore, the global megatrends towards digital automatisation and autonomous processes
are likely to bring immense synergy effects in regards to Digital Twins and supply chain
management, and keeping updated regarding these changes will be important for any
organisations that aim to improve their supply chain visibility.

75
5.4 A roadmap for developing a Digital Twin within Logistics
Based on the results and the previous discussion, the coming section will put forward a road
map of essential steps to take when implementing a Digital Twin (see figure 5.2). This road
map aims to serve as a guide for planning and strategic decision making regarding the
development of a Digital Twin. Empirical examples from the case study conducted at Scania
Logistics are used to further clarify the discussion — however, the aim of this road map is to
serve as an aid for the implementation of Digital Twins in a general context of logistics.
It is important to note that it is vital that organisations that are interested in adopting Digital
Twins must ensure that there exists a sufficient level of technological- and digital maturity
within the company before committing to a full-scale implementation of a Digital Twin.
However, while Digital Twins will likely remain long-term strategic development goals for
many organisations it is beneficial to build the digital infrastructure with a future Digital Twin
in mind, as it will facilitate the future implementation.
Assuming sufficient levels of technological- and digital maturity, the steps towards
implementing a Digital Twin within logistics are as follows:
1. Prioritise
2. Data sources
3. Framework
4. Integrate
5. Collect data
6. Test
7. Revise
8. Repeat
9. Expand
10. Follow up
In this following section these steps will be detailed in depth.
1. Prioritise
Based on the research and empirical evidence, the recommendation here is to start small with
the Digital Twin, applying it with a limited scope and scale. One should be aware that limiting
the scope of the Digital Twin will also limit the outputted results, as it will not have access to
all of the data from other departments. The first version of the Digital Twin should be viewed

76
as an opportunity to learn about the technology and how to apply it to the organisation. If this
initial version of the Digital Twin needs to be completely redeveloped for any future
iterations, it is necessary to view it as valuable lessons for future iterations of the Twin. It is
important to remember that Digital Twins applied to logistics is a very new area of research,
and the implementation of any such Digital Twin constitutes are akin to the act of pioneering.
There is certain to be considerable further research within this area and keeping informed of
any new developments is recommended.
Having a functional small-scale Digital Twin is a far more stable foundation to build upon
than having a haphazard collection of smaller Digital Twin that are then conjoined into an
untested behemoth. Attempting to develop a full-scale Digital Twin from the get-go will make
troubleshooting and incremental improvements much more difficult to achieve, as one risks
having a finished Digital Twin filled with improvisational solutions that result in an
unnecessarily complicated data structure and ultimately inefficient Digital Twin.
Thus, one should carefully prioritise and delimit an area around which to start developing the
Digital Twin. While it may seem overwhelming to choose just one area of all potential
opportunities and application areas for Digital Twin, it will be beneficial in the long run —
and every area assessed for viability can be used later when or if these areas are to be
integrated into the Twin. To conclude this step, one should develop a clear requirement
specification on what the Digital Twin is supposed to do, and strictly limit oneself to it.
2. Data sources
Logistics chains manage large data flows — stock balances, delivery times from carriers or
any other information that is relevant for the logistics to function quickly add up to immense
volumes of data. To ensure that the Digital Twin has the kind of functionality that is desired,
one needs to assess which sort of data input is going into the Twin. There are many questions
along this route: is it possible to retrieve data from existing systems, or is it necessary to
create new ones to obtain other forms of data? It is important to assess whether there are data
sources that are inaccessible today that may be accessible in the future through new
technologies, as there are many methods of data collection through the various technologies
that constitute a Digital Twin.
At the conclusion of this step one should analyse which data will be needed for Digital Twin
to function, with the requirements specifications as a basis. If the Digital Twin needs data
from another part of the logistics department, evaluate whether that data needs to be
77
accessible at this stage already or whether to expand it into the Digital Twin later on. These
forms of decisions are crucial — while different departments may be separated from each
other on an organisational basis, all logistics flows are ultimately interconnected with one
another. It is important to consider the delimitations at this stage in order to not create an
oversized Digital Twin.
Thus, the question of which data not to include is as important as which data is necessary to
include. Storage of data in a cloud service (which is highly beneficial for use within Digital
Twins) can be a costly affair, and therefore it is important to assess which data is important to
keep for the partial Digital Twin to function according to the requirements specification.
3. Framework
This stage is perhaps the most crucial one in the entire development chain of the Digital Twin.
In this stage, one must plan the data structure, the information modelling and framework of
the Digital Twin — assessing how to store the data that is gathered and considering how the
data should be handled. Cloud computing and machine learning are both critical tools for this
stage of the development chain.
It is important to plan out the framework for Digital Twin so that the structure is as simple
and scalable as possible, as the end goal is to always be able to broaden and expand the
Digital Twin to further areas in the future. The information displayed by the Digital Twin
must also be clear and presented in an intuitive manner. This also applies to the general user
framework of the Digital Twin itself. While the technology behind the Digital Twin may be
complex, it must always be easy for users to understand how to operate the Twin. If usage in
the Twin requires substantial education or special expertise in order to manage the Digital
Twin, the intended users of the Twin may shy away from it and, causing the Digital Twin to
quickly lose value for the company. Furthermore, the user framework should incorporate
multiple security features that prevent users from making mistakes that could damage the
functionality of the Twin or the work that has been done by it. In order to achieve an intuitive
design of the Digital Twin, it may be prudent to consult an UI/UX developer.
4. Integrate
For the Digital Twin to work, it needs data to analyse. In an organisation like Scania Logistics
there are huge amounts of data flows handled by various programs, and for the Digital Twin
to function it must have access to this data. This can be achieved in different ways — while

78
one does not necessarily have to develop new programs and computer systems for the Digital
Twin, creating APIs that are able to fetch relevant information from the existing systems to
the Digital Twin could be hugely beneficial. For example, an API to WebStars that retrieves
details about the orders placed would circumvent the need to build in the functionality to
retrieve information about orders into the framework of the Digital Twin itself.
Integration of systems must be done carefully to ensure that it is sustainable over a longer
period of time. As discussed previously, many of the programs and computer systems used at
Scania Logistics’ are outdated, lack interoperability with one another and are occasionally
fraught with instability. Building a Digital Twin that relies on data from the existing programs
and systems may cause issues down the line as unreliable sub-programs can in the worst of
cases lead to the Digital Twin becoming unreliable in turn. Ensuring viability and operability
of the existing systems that are to be integrated into the Digital Twin is thus important.
5. Collect data
At this stage, there are two main issues to consider — how to obtain crucial information that
for one reason or another is unavailable today and evaluate how to eliminate human
interaction as much as possible within the data gathering. Therefore, one should consider to
which extent the gathering of data could be made autonomous, and whether there are ways to
set up systems that leave little room for human error in regards to data gathering. When
discussing reliable automated data sources connected to a Digital Twin, it is impossible to not
mention IoT-sensors. IoT-sensors can be used in order to minimise human interaction, and
there are a wide variety of different IoT-sensors that can be used. One needs to make sure that
the right IoT-sensor is chosen for the right purpose. For instance, if the purpose is to predict
the lifetime of a packaging item, one could make use of temperature- and gyroscope sensors.
Data from these sensors can then, through machine learning algorithms, determine the optimal
temperature interval of the packaging material and determine the limits of rough handling
allowed in order to optimise the lifetime of the packaging.
If the result of the previous levels of data assessment is that critical data that is needed for the
Digital Twin to function is currently not available, the solution for how to gather the data
could be complicated. In the cases of DigiGoods and Scania Track, there is much new data
that needs to be gathered in the event of full implementation. The tracking of goods is a new
source of data that would be beneficial to some of the partial Digital Twins that have been
suggested for Scania Logistics. The tracking sensors used here would likely be some form of

79
GPS-sensor attached to any part of the transport unit — the packaging, the articles, the
transport vehicle or even the driver themselves. This form of sensor would then continuously
send out a signal of its location to the Digital Twin, which would provide the capability to
monitor the location of the transport in real-time. While useful, there are some ethical aspects
to this connected to surveillance that will be discussed at the end of the discussion segment.
Another alternative is to use RFID-sensors that would automatically be scanned when it
passes through certain areas — such as the gate at the article supplier and the gates at Scania’s
logistics center. While this alternative does not provide a continuous stream of real-time data
of the location of a transport, it does provide status changes informing the Digital Twin that
the transport has left the supplier or arrived at the logistics center. While this option does not
allow for any form of monitoring the transport whilst it is en-route, status updates like these
may in many cases be good enough for the Twin to fulfil its project specification.
There are however risks linked to relying too much on IoT-sensors in the gathering of data as
there could be ways to manipulate the sensors, which could lead to unreliable data. In order to
mitigate these risks, one could install multiple sensors that triangulate the gathered data — if
some of these then sensors emit contradictory data, there is reason to check up on the sensor.
The sensor may simply be in need of maintenance — or it has wilfully been tampered with.
It is difficult to avoid the human factor entirely within logistics. In the case with Scania
Logistics — and certainly most other logistical functions at any other organisation — much of
the data gathered to data systems are gathered and handled by human operators. As such, the
human factor is difficult to get rid of within logistics as digital systems and human operators
by necessity have to work side by side. Before the advent of autonomous vehicles and robotic
assembly- and warehouse personnel, eliminating the human factor entirely for the sake of data
accuracy of the Digital Twin is a prospect relegated for long-term strategic planning.
6. Test
In this stage of the partial Digital Twin implementation it is finally time to test the Digital
Twin, with the requirement specification established in the first step should be the guide for
the testing. While developing the partial Digital Twin, a few test points should be constructed
in order to simplify the troubleshooting of the Digital Twin. Potential errors should be able to
be triangulated by running basic test data through the Digital Twin, comparing the output at
the test points with a predetermined “correct” output. If the output is correct up until test point
four, it is clear that there is an error that needs adjustment between test points three and four.

80
Continuously testing the partial Digital Twin while it is still relatively small in scale is vital,
as troubleshooting becomes increasingly difficult as the Digital Twin develops and becomes
larger.
7. Revise
This is the final stage of the partial Digital Twin. At this stage, the results from the testing
period should be evaluated and serve as the basis for revising, adjusting and refining the
partial Digital Twin. As weaknesses in the implementation are corrected, one should compare
the outcome of the partial Digital Twin to the requirements specification to make sure all the
requirements are fulfilled. This step is also a valuable step to reflect upon the lessons that
have been learned during the process of creating the partial Digital Twin, and how these
lessons can be applied to future partial Digital Twin implementations.
8. Repeat
At this stage, another logistics area where a Digital Twin is deemed suitable is chosen and the
previous steps (1-7) are repeated for this chosen area. Every time a new partial Digital Twin is
implemented; more knowledge of the Digital Twin technologies will have been collected —
hopefully resulting in more refined partial Digital Twins. In order to facilitate these
realisations, any acquired knowledge about the implementation process must be documented
and made accessible to all employees connected to the Digital Twin project.
It should be noted that subsequent implementations are likely to be less resource intensive
than the first partial implementation, as the first iteration suffers from a lack of prior
framework or services (such as cloud providers) chosen.
Another factor to consider before starting each new partial Digital Twin is to analyse which
data is made available by the already existing partial Digital Twin, in order to avoid excessive
redundant data collection flows. Because of this, the partial Digital Twins might have to be
integrated with one another before both are fully implemented separately. If a partial Digital
Twin for transport planning is being planned, one of the data types required is real-time
location data for the articles from suppliers to PRUs. If a partial Digital Twin for tracking and
tracing throughout the packaging cycle has already been implemented, it might then already
provide the necessary information that the transport planning Twin would require — making
it unnecessary to implement a separate data collection system for this feature.

81
9. Expand
When several partial Digital Twins are implemented, it is time to combine them into an all-
encompassing Digital Twin. At this step, potential synergy effects of combining partial
Digital Twins could be discovered, providing further functionality to the Digital Twin.
Possibilities like these are where the benefits of having an all-encompassing Digital Twin
implemented truly stands — the Digital Twin could for instance manage both material- and
packaging planning simultaneously as packaging demand is tied to material demand.
This step is also a clear indicator whether the framework was planned out correctly
throughout the implementations. If the framework were not planned out properly and
implemented in all partial Digital Twins in the same manner, merging them could prove
difficult if the partial Digital Twins are not able to interact with one another properly.
This situation should be avoided at all costs as it could result in an entire partial Digital Twin
having to need to be rebuilt.
10. Follow up
Even when the Digital Twin is fully implemented some maintenance and follow-up will likely
be required. To begin with, the functionality of the Digital Twin must be continuously
evaluated. Furthermore, if any area within the organisation undergoes a significant change —
such as a digitalisation or significant changes in organisational structure — the working
parameters of the Digital Twin could be affected. The strategic aim of the management should
be to continuously evaluate which areas the Digital Twin could be improved in order to
achieve its maximum potential. During the implementation of the Digital Twin, checkpoints
should be included for measuring the performance of the Digital Twin. These measurements
could then be compared to current readings in order to evaluate how much time and resources
have been saved and how much costs have gone down since the implementation. These
examples of successful Digital Twin implementations could serve as a basis for decision
makers when considering further implementation within the organisation.

82
Figure 5.2. An illustration of the ten steps for implementing a Digital Twin.

83
5.5 Ethical and sustainability aspects of Digital Twins
As with all potentially revolutionary technologies, the challenges when adopting and
implementing these new technologies go above and beyond the technical challenges.
As a Digital Twin at its core is about the sharing of information, difficulties arise when the act
of sharing information itself becomes an issue. In this increasingly global world, many
organisations have to adapt to larger and more complex logistical supply chains, involving
more and more actors. As previously elaborated upon, Digital Twins are utterly dependent on
the information that is shared within and between the different processes, and if any actors
that operate within the supply chain are unwilling to share the necessary information the
functionality of the Twin quickly becomes hampered.
The complexity of this issue goes beyond simply ordering or demanding that actors conform
to the new reality of the Digital Twin. The information which makes Digital Twins such a
valuable tool could also be used for nefarious or illicit purposes in the wrong hands, and it is
not unreasonable for an independent actor to shy away from having their daily operations
monitored — or for a business partner to hesitate before offering information that is directly
keyed to the core business of their company to partners that could later prove to be business
rivals. In this — as is the case with all matters that concern information sharing and security
— it is vital to have strong security systems in place for the data that is collected and also to
conduct all operations concerning externally gathered information ethically and to ensure that
the interests of one’s external partners are valued.
Furthermore, the result for human workers within organisations where an implementation of a
Digital Twin has taken place is not entirely without ethical concerns. The Digital Twin is part
of the group of ground-breaking new technologies that is said to herald the fourth industrial
revolution — or “Industry 4.0”. As has been the case with all previous industrial revolutions,
the advent of Industry 4.0 is likely to drastically change not only the industrial landscape itself
— but also the skills necessary to remain a viable employee within the changing job market.
The stark truth of the matter is that a fully encompassing Digital Twin may render many jobs
obsolete. While new opportunities surrounding maintenance and development of the Digital
Twin will also likely manifest, there are no guarantees that these job vacancies will be
immediately available for the employees whose previous assignments were made obsolete.

84
It is however important to note that these questions of ethics of technology are grander in
scope than any one company. A single company cannot be held singularly accountable to
stave off the potential ethical concerns that the advent of any new technology may bring.
However, as raised previously when discussing questions regarding change management
within the organisation, managing concerns and — to the greatest extent possible — ensuring
the safety and good health of their employees can never be discounted for any organisation.
As such, questions such as these will likely be important for any organisation considering an
implementation of a Digital Twin.
With regards to sustainability, Digital Twins may prove impactful in terms of environmental
and financial sustainability. For example, as elaborated upon in the sections regarding the
impact Digital Twins may have upon Packaging Network and Purchasing at Scania Logistics,
Digital Twins may help save tremendous amounts of packaging material each year by
reducing waste and excess material usage. This will not only have a beneficial effect in terms
of financial savings as it also contributes to sustainable business practices by ensuring long-
term sustainability with regards to environmental aspects. Considering the rapid advances in
the field of Digital Twins, it is likely that we may see future applications of Digital Twins
with further benefits in terms of sustainability.

85
6 Conclusion
From the results of the literature review and the case study conducted at Scania Logistics, it is
clear that the logistical supply chains of manufacturing organisations could benefit greatly
from the implementation of a Digital Twin. However, as previously elaborated upon,
implementation- and maintenance of Digital Twins can be costly and time-consuming.
In this chapter the research questions posed in the first chapter will be answered, summarising
the insights gathered in the previous chapters.
6.1 Providing answers to the research questions
6.1.1 How are Digital Twins conceptualised, and which technologies are
necessary in their development?
A Digital Twin is a virtual representation or model of a physical object or process.
Digital Twins is continuously updated with real-time data to reflect the current state and
behaviour of the physical object or process. The Digital Twin can aid in visualising and
analysing the physical object or process, and by use of machine learning further optimisations
and predictions can be made.
There are a multitude of technologies that make up the infrastructure of Digital Twins. These
include: Internet of Things (IoT), Cyber-physical systems (CPS), Machine Learning, Cloud
Computing, API (Application Programming Interface) and augmented and virtual reality.
The concept is further expanded upon at length in the fourth chapter of this thesis.
6.1.2 Which potential benefits would the implementation of a Digital Twin
lead to for an organisation like Scania Logistics?
The primary benefits of implementing a Digital Twin for an organisation such as Scania
Logistics is a tremendous increase in supply chain visibility. In addition, the advanced
predictive capabilities that a Digital Twin possesses means that potential issues can be
identified and rectified before they occur — which is an incredible tool to have at one’s
disposal.
Furthermore, the two-way feedback loop of the Digital Twin may allow for certain processes
and procedures to be entirely handled by the Twin. Given the correct data input, a Digital
Twin excels at keeping track of processes and the interactions between them, and as such the

86
implementation of a Digital Twin may allow for human resources within the organisation to
be allocated towards more value-adding endeavours.
6.1.3 Which potential challenges must be considered to achieve a successful
implementation of a Digital Twin within an organisation like Scania Logistics?
A Digital Twin is undoubtedly a powerful tool which is suitable for organisations where the
benefits outweigh the challenges of the initial implementation. However, careful
consideration must be taken to ensure that the investment is worthwhile.
Initially, one must consider whether it is worthwhile to implement a Digital Twin at all. As
previously noted, a Digital Twin adds more value the more data is contained within the
Digital Twin. As such, in order to make the Digital Twin worthwhile it needs to involve as
much data and incorporate as many processes as possible so as to ensure that the predictive
capabilities of the Twin can be as accurate and valuable as possible.
This leads into the next major point of consideration — is the problem of such a nature that it
is worthwhile for the organisation to construct a Digital Twin to solve the problem, or can a
solution be achieved by more mundane means?
As Digital Twins are being thrust into the limelight, many organisations that wish to digitalise
parts of their core business may be tempted by the allure of acclaim and attempt to adopt a
Digital Twin-solution for their organisation when the answer may in fact be found much
closer to home. In this, it is important for organisations to listen to the people with experience
in the fields that the Digital Twins would primarily impact in order to gauge what is needed
for them to improve their working procedures.
Subsequently, if a Digital Twin is decided upon as a solution the method- and means of
implementation must be carefully considered. In this paper a bottom-up approach has been
proposed, where the different sub-processes that are to be incorporated into the Twin are
individually and gradually digitalised in order to later be assembled into a proper Digital
Twin. While this modular approach is beneficial for many organisations, great care must be
taken to ensure that the different modules of the Digital Twin are able to communicate and
interact properly with one another. Clear lines of communication between the different units
regarding information structure, functionality and scope is vital in this stage of the process.

87
Furthermore, the viability of the existing digital infrastructure within the company must be
gauged. A Digital Twin is — as the name implies — a solution that is utterly dependent on
various digital systems and information gathering tools. As it stands, the IT-systems of many
organisations oftentimes consist of a myriad different solutions — the old intermingled with
the new, with every system communicating a different form of data to one another (if
communication between the systems is possible at all). The stark truth of the matter is that
these types of amalgamated systems do not lend themselves easily to being conjoined into a
Digital Twin. If the different programs and systems cannot be entirely relied upon for any
reason the integrity of the Digital Twin is also at risk. As the adage goes, a house needs a
strong foundation in order to be built, and a Digital Twin likewise needs a strong foundation
in the way of the IT-systems that support it.
If the current state of affairs is such that the organisation is essentially held hostage by their
existing IT-systems, it may be that the value that would be added by incorporating a Digital
Twin would be vastly outshone by retooling or updating the existing IT-systems.
Furthermore, if these new systems are built with the framework of a future Digital Twin in
mind — structuring information and data in a uniform manner — it has the added benefit of
facilitating the construction of a Digital Twin at a later stage.
However, as these systems are often directly tied into the core business of the organisation
discontinuing them in favour of something entirely different can be difficult — both in terms
of cost- and resource allocation, but also from a change management-perspective. Unless this
change is anchored thoroughly within the organisation, and the workers whose work
procedures are to be impacted by the advent of the Twin are taught to adopt these new tools
the implementation of the Twin may fail due to lack of acceptance within the organisation.
The importance of ensuring acceptance within the organisation cannot be stated enough, and
this should as such be a priority from a managerial level from an early stage. It may also be
prudent to build the interface of the Twin itself in a way that is familiar to veterans of the
older systems in order to make use of their expertise.

88
6.1.4 Which steps are necessary for an organisation like Scania Logistics to
overcome the aforementioned challenges in implementing a Digital Twin?
The steps that an organisation like Scania Logistics should take in order to overcome the
challenges that come with the implementation of a Digital Twin are detailed in the section
titled “A roadmap for developing a Digital Twin within Logistics”. These steps are:
1. Prioritise — Identify the areas where to start implementing the Digital Twin. Start small
and initially apply it on a limited scale.
2. Data sources — Assess the availability of data and how to obtain the data which is
necessary but not yet accessible.
3. Framework — Plan out the data and information structure of the Digital Twin, so as to
ensure future modularity and scalability.
4. Integrate — Ensure that the existing digital infrastructure can be integrated into the Digital
Twin to make proper use of the existing resources.
5. Collect data — Assess which sensors are necessary for the Digital Twin to function and
whether the capability to incorporate, use and maintain this technology exists within the
organisation.
6. Test — Test the partial Digital Twin to assess whether it fulfils the project scope and
identify potential issues with the Twin.
7. Revise — Make the necessary changes and adjustments to the partial Digital Twin.
Document lessons learned during the implementation that could be used for the future.
8. Repeat — Create additional partial Digital Twin by following steps 1-7 in another area of
logistics.
9. Expand — Expand the Digital Twin by connecting the partial Digital Twins into an entity.
10. Follow up — Follow-up, maintain and update the Digital Twin as necessary.

89
6.2 Future Research
As there as of yet exists little research regarding Digital Twins within logistics, it should be
noted that there is plentiful room for future research regarding finding the optimal methods
and metrics of implementing a Digital Twin of the scope that has been proposed in this
paper. This results in a broad variety of unexplored areas within this domain. One of those
could be to further evaluate how Digital Twins can be applied to the area of logistics in
different case studies. This would contribute to research that could later be used to discover
more differences between Digital Twin in Logistics and product development.
Some final points to conclude the matter of Digital Twins within logistics is how the concept
may grow and flourish with the advent of automated vehicles. Interesting parallels can be
drawn to the manufacturing sector, which was also radically changed with the advent of
automation. As it stands today, Digital Twins are more prevalent within the manufacturing
sector — in part because the systems are much more contained than logistical supply chains,
but perhaps also in part due to the prevalence of digitally controlled automated procedures
within manufacturing. The mere fact that digital solutions are already in more accepted
widespread usage within manufacturing has likely led to a climate in which something new
and radical such as a Digital Twin is more readily accepted. In contrast, the methods with
which logistics is conducted today is — discounting the vehicles used for transport — not too
dissimilar from transporting something with more primitive means.
Thus, we will likely see both an increase in interest and capability with regards to Digital
Twins within logistics as automated vehicles become more prevalent within the logistics
sector. An automated, driverless vehicle would doubtlessly have some form of digital
connection to the organisation that owns the vehicle — transferring route data and system
diagnostics to a central system. Incorporating further functionality into such a system would
already go a long way to creating an all-encompassing Digital Twin that consists almost
entirely or virtual actors — free from human error and instincts. It is however important to
note that while this reality is likely bound to the near-distant future, the circumstances and
technologies that would constitute these digitalised supply chains will certainly also prove
fertile grounds for future research.
A Digital Twin for logistics is a complex endeavour, which will have a significant effect on
large areas of an organisation, which in turn will lead to significant investments for any

90
organisation. Therefore, more research is needed to support business cases estimating costs of
implementing Digital Twins of various sizes and scopes. This could help researchers develop
tools that can be used to estimate the cost of Digital Twin investments for individual cases.
Another area that has briefly been discussed in this report is the implementation of IoT-
sensors in order to mitigate the effect of human error. This in turn opens an entire lane of
research regarding how sensors and data gathering could be structured in order to avoid
mistakes, and if the human factor could be eliminated entirely. Further research regarding
other actions that can improve the reliability of a logistical Digital Twin is also needed.
Information structure is another factor with a considerable role to play in the implementation
and design of the Digital Twin. It is important to make sure that the gathered data is fully
utilised, and therefore a lane of further research could be to explore and optimise the data
structure in order to further improve the effectiveness of Digital Twins.
This further raises the question of which data to collect, and how much data is needed for the
Digital Twin to function. There is a clear balance between how much data should be collected
versus the incremental effect of collecting more data and the cost of data storage.
Furthermore, how does one measure the effectiveness of a Digital Twin? Is there any way to
properly ascertain how many sensors to use? These questions, and further questions regarding
ensuring the quality of data is utterly vital to consider for future researchers.
In this fourth industrial revolution, the teachings of the prior industrial revolutions remain as
important as ever. In order to remain up to date with the demands of the modern and future
job markets, humans must be able to adapt to and adopt new methods and mindsets.
Progress and automation should not be feared. Rather, it should be welcomed as heralding
new opportunities for growth and advancement — not only for the individual, but for
humanity as a whole.

91
References
Autodesk Forge. (2019). Forge Digital Twin Demo. Retrieved 2020-04-02 from
https://github.com/Autodesk-Forge/forge-digital-twin
Arora, R., Parashar, A., & Transforming, C. C. I. (2013). Secure user data in cloud computing
using encryption algorithms. International journal of engineering research and applications,
3(4), 1922-1926.
Barratt, M., & Oke, A. (2007). Antecedents of supply chain visibility in retail supply chains: a
resource-based theory perspective. Journal of operations management, 25(6), 1217-1233.
Ben-Daya, M., Hassini, E., & Bahroun, Z. (2019). Internet of things and supply chain
management: a literature review. International Journal of Production Research, 57(15-16),
4719-4742.
Berman, J. (November 14, 2017). Project44 rolls out new truckload visibility offering.
Logistics Management. [Image]. Retrieved 2020-04-24 from
https://www.logisticsmgmt.com/article/project44_rolls_out_new_truckload_visibility_offerin
g
Blomkvist, P., & Hallin, A. (2015). Method for engineering students: Degree projects using
the 4-phase Model. Studentlitteratur AB.
Branch, A. E. (2008). Global supply chain management and international logistics.
Routledge.
Camerer, C. F. (2018). Artificial intelligence and behavioral economics. The economics of
artificial intelligence: an agenda. University of Chicago Press, Chicago.
Caridi, M., Moretto, A., Perego, A., & Tumino, A. (2014). The benefits of supply chain
visibility: A value assessment model. International Journal of Production Economics, 151, 1-
19.
Conrad, E., Misenar, S., & Feldman, J. (2016). Domain 8: Software Development Security
(Understanding, Applying, and Enforcing Software Security). In CISSP Study Guide (pp.
429–477). Elsevier. https://doi.org/10.1016/b978-0-12-802437-9.00009-6
Cooper, A., Reimann, R., Cronin, D., & Noessel, C. (2014). About face: the essentials of
interaction design. John Wiley & Sons.
Creazza, A., Dallari, F., & Melacini, M. (2010). Evaluating logistics network configurations
for a global supply chain. Supply Chain Management: An International Journal.
DeCarolis, D. M., & Deeds, D. L. (1999). The impact of stocks and flows of organizational
knowledge on firm performance: An empirical investigation of the biotechnology industry.
Strategic management journal, 20(10), 953-968.
Dyer, J. H. (2000). Collaborative advantage: Winning through extended enterprise supplier
networks. Oxford University Press.
92
Elgarah, W., Falaleeva, N., Saunders, C. C., Ilie, V., Shim, J. T., & Courtney, J. F. (2005).
Data exchange in interorganizational relationships: review through multiple conceptual
lenses. ACM SIGMIS Database: the DATABASE for Advances in Information Systems, 36(1),
8-29.
Erboz, G. (2017). How to define industry 4.0: main pillars of industry 4.0. Szent Istvan
University, Gödöllő, 1-9.
Francis, V. (2008). Supply chain visibility: lost in translation?. Supply chain management: An
international journal.
Ge, X., Pan, L., Li, Q., Mao, G., & Tu, S. (2017). Multipath cooperative communications
networks for augmented and virtual reality transmission. IEEE Transactions on Multimedia,
19(10), 2345-2358.
Gibbert, M., Ruigrok, W., & Wicki, B. (2008). What passes as a rigorous case study?.
Strategic management journal, 29(13), 1465-1474.
Glaessgen, E., & Stargel, D. (2012, April). The digital twin paradigm for future NASA and
US Air Force vehicles. In 53rd AIAA/ASME/ASCE/AHS/ASC structures, structural dynamics
and materials conference 20th AIAA/ASME/AHS adaptive structures conference 14th AIAA
(p. 1818).
Gosain, S., Malhotra, A., & El Sawy, O. A. (2004). Coordinating for flexibility in e-business
supply chains. Journal of management information systems, 21(3), 7-45.
Gosain, S., Malhotra, A., & El Sawy, O. A. (2004). Coordinating for flexibility in e-business
supply chains. Journal of management information systems, 21(3), 7-45.
Grieves, M. (2014). Digital twin: manufacturing excellence through virtual factory
replication. White paper, 1, 1-7.
Haße, H., Li, B., Weißenberg, N., Cirullies, J., & Otto, B. (2019). Digital twin for real-time
data processing in logistics. In Artificial Intelligence and Digital Transformation in Supply
Chain Management: Innovative Approaches for Supply Chains. Proceedings of the Hamburg
International Conference of Logistics (HICL), Vol. 27 (pp. 4-28). Berlin: epubli GmbH.
Jap, S. D. (1999). Pie-expansion efforts: Collaboration processes in buyer–supplier
relationships. Journal of marketing Research, 36(4), 461-475
Jordan, M., & Mitchell, T. (2015). Machine learning: Trends, perspectives, and prospects.
Science (New York, N.Y.), 349(6245), 255-260.
Kreutzer, R. T., Neugebauer, T., & Pattloch, A. (2017). Digital business leadership. Digital
Transformation–Geschäftsmodell-Innovation–agile Organisation–Change-Management.
Kritzinger, W., Karner, M., Traar, G., Henjes, J., & Sihn, W. (2018). Digital Twin in
manufacturing: A categorical literature review and classification. IFAC-PapersOnLine,
51(11), 1016-1022.
Lasi, H., Fettke, P., Kemper, H. G., Feld, T., & Hoffmann, M. (2014). Industry 4.0. Business
& information systems engineering, 6(4), 239-242.

93
Lee, Hau L., Venkata Padmanabhan, and Seungjin Whang. "The bullwhip effect in supply
chains." Sloan management review 38 (1997): 93-102.
Loup, R., & Koller, R. (2005). The road to commitment: Capturing the head, hearts and hands
of people to effect change. Organization Development Journal, 23(3), 73.
Lu, Y., Liu, C., Kevin, I., Wang, K., Huang, H., & Xu, X. (2020). Digital Twin-driven smart
manufacturing: Connotation, reference model, applications and research issues. Robotics and
Computer-Integrated Manufacturing, 61, 101837.
Lu, Yuqian & Liu, Chao & Wang, Kevin & Huang, Huiyue & Xu, Xun. (2019). Digital Twin-
driven smart manufacturing: Connotation, reference model, applications and research issues.
Robotics and Computer-Integrated Manufacturing. 61. 10.1016/j.rcim.2019.101837.
Madhavan, R., Koka, B. R., & Prescott, J. E. (1998). Networks in transition: How industry
events (re) shape interfirm relationships. Strategic management journal, 19(5), 439-459.
Malone, T. W., & Crowston, K. (1994). The interdisciplinary study of coordination. ACM
Computing Surveys (CSUR), 26(1), 87-119.
Mangan, J., & Lalwani, C. (2016). Global logistics and supply chain management. John
Wiley & Sons.
Modoni, G. E., Caldarola, E. G., Sacco, M., & Terkaj, W. (2018). Synchronizing physical and
digital factory: benefits and technical challenges. In Proceedings of 12th CIRP conference on
intelligent computation in manufacturing engineering.
Mora‐Monge, C. A., Caridi, M., Crippa, L., Perego, A., Sianesi, A., & Tumino, A. (2010).
Measuring visibility to improve supply chain performance: a quantitative approach.
Benchmarking: An International Journal.
Negri, E., Fumagalli, L., & Macchi, M. (2017). A review of the roles of digital twin in cps-
based production systems. Procedia Manufacturing, 11, 939-948.
Nobel. S. (2019). The ultimate VR, AR, MR guide. Aniwaa.com. [Image]. Retrieved 2020-03-
29 from https://www.aniwaa.com/guide/vr-ar/ultimate-vr-ar-mr-guide/
Nonaka, I., Toyama, R., & Konno, N. (2000). SECI, Ba and leadership: a unified model of
dynamic knowledge creation. Long range planning, 33(1), 5-34.
Pfohl, H. C., Yahsi, B., & Kurnaz, T. (2015). The impact of Industry 4.0 on the Supply Chain.
In Innovations and Strategies for Logistics and Supply Chains: Technologies, Business
Models and Risk Management. Proceedings of the Hamburg International Conference of
Logistics (HICL), Vol. 20 (pp. 31-58). Berlin: epubli GmbH.
Qi, Q., Tao, F., Zuo, Y., & Zhao, D. (2018). Digital twin service towards smart
manufacturing. Procedia CIRP, 72, 237-242.
S. Zanero, (2017, April). "Cyber-Physical Systems," in Computer, vol. 50, no. 4, pp. 14-16.
Scania. (2018, p. 138). The Scania Report 2018: Annual and sustainability report. Retrieved
2020-02-18 from https://www.scania.com/group/en/responsible-business/

94
Sehrawat, D., & Gill, N. S. (2019, April). Smart Sensors: Analysis of Different Types of IoT
Sensors. In 2019 3rd International Conference on Trends in Electronics and Informatics
(ICOEI) (pp. 523-528). IEEE.
Simatupang, T. M., & Sridharan, R. (2004). Benchmarking supply chain collaboration.
Benchmarking: An International Journal.
Teece, D. J. (2007). Explicating dynamic capabilities: the nature and microfoundations of
(sustainable) enterprise performance. Strategic management journal, 28(13), 1319-1350.
Teece, D. J., Pisano, G., & Shuen, A. (1997). Dynamic capabilities and strategic management.
Strategic management journal, 18(7), 509-533.
Tjahjono, B., Esplugues, C., Ares, E., & Pelaez, G. (2017). What does industry 4.0 mean to
supply chain?. Procedia Manufacturing, 13, 1175-1182.
Tracey, M. (1998). The importance of logistics efficiency to customer service and firm
performance. The International Journal of Logistics Management, 9(2), 65-81.
Uhlemann, T. H. J., Lehmann, C., & Steinhilper, R. (2017). The digital twin: Realizing the
cyber-physical production system for industry 4.0. Procedia Cirp, 61, 335-340.
Van de Ven, A. H., & Poole, M. S. (1995). Explaining development and change in
organizations. Academy of management review, 20(3), 510-540.
Vetenskapsrådet, S. (2002). Forskningsetiska principer inom humanistisk
samhällsvetenskaplig forskning. Stockholm: Vetenskapsrådet.
Wang, E. T., & Wei, H. L. (2007). Interorganizational governance value creation:
coordinating for information visibility and flexibility in supply chains. Decision Sciences,
38(4), 647-674.
Wei, H. L., & Wang, E. T. (2010). The strategic value of supply chain visibility: increasing
the ability to reconfigure. European Journal of Information Systems, 19(2), 238-249.
Wodehouse, C. (2016). The API Economy: How to Plug In and Build Your Business.
Upwork, Inc. Retrieved 2020-04-16 from https://bit.ly/3cShY0V
Xia, F., Yang, L. T., Wang, L., & Vinel, A. (2012). Internet of things. International journal of
communication systems, 25(9), 1101.
Zhang, L. M. (2018). ‘Digital twin’ to test upcoming Tuas mega port’s design.
Straitstimes.com. Retrieved 2020-04-08 from
https://www.straitstimes.com/singapore/transport/digital-twin-to-test-upcoming-tuas-mega-
ports-design
Zollo, M., & Winter, S. G. (2002). Deliberate learning and the evolution of dynamic
capabilities. Organization science, 13(3), 339-351.
GE Digital. (n. d.). Industrial Digital Twins: Real Products Driving $1B in Loss Avoidance.
[image]. Available from https://www.ge.com/digital/blog/industrial-digital-twins-real-
products-driving-1b-loss-avoidance

95
Appendix 1 - Interview questions
1.1 Interview with the project leader of the internal improvement
project Scania Track 2020-01-28 (translated from Swedish)
• What is Scania Track, and why does Scania want to implement it?
• How does Scania Track work, and how can it improve work at Scania Logistics?
• Can you show us how it works?
• What are / have been the biggest difficulties in implementing Scania Track?
• What improvements would you like to implement in Scania Track that do not exist
today?
1.2 Interview with the head of the department of Strategic Long-Term
Development within Scania Logistics 2020-02-17 (translated from
Swedish)
• Why is it difficult for material planners to see balance on items on the line?
• We have heard that several projects have been implemented to improve this. Can you
tell us more about them and why they failed?
• How far away is the storage locale from the production units?
• How could DigiGoods improve the work of a material planner?
1.3 Interview with Peter Norrblom 2020-04-01 (translated from
Swedish)
• May we record this interview?
• Please tell us about yourself and your role at Siemens.
• Could you, with your own words, describe what a Digital Twin is?
• How did you get involved with Digital Twins?
• How does a Digital Twin differ from a simulation?
• What would you say is the most important difference between a Digital Twin within
production as compared to logistics?
• What are some common issues when trying to implement a Digital Twin?

96
• What are the most important benefits with using a Digital Twin in logistics?
• How do you explain a Digital Twin to someone who is uninformed of the concept?
• Are there examples of logistics, or aspects within logistics, where you believe that the
Digital Twin would fit or come into its own?
• How do you ensure data quality for the Digital Twin?
• Are there examples of logistics, or aspects of logistics, where you believe that the
Digital Twin would not fit or come into its own?
• How should you implement a Digital Twin in a logistical flow? What does the
implementation process look like?
• What can a Digital Twin in an organisation actually look like?
• Do you have anything else to add?
1.4 Interview with Jacob Edström 2020-04-16 (translated from
Swedish)
• May we record this interview?
• Please tell us about yourself and your role at ABB Robotics.
• What is your definition of a Digital Twin?
• How does a Digital Twin differ from a simulation?
• What preparatory steps should be taken before implementing a Digital Twin?
• Did you integrate any systems / programs that existed before the Digital Twin
implementation, or were the brand-new systems / programs developed for the Digital
Twin?
• What technologies underpin your Digital Twin?
• What is the significance of the Digital Twins API? When you use APIs, are they open
or private?
• Is AR or VR used in any way?
• What was important in designing the visualization of the Digital Twin?
• What difficulties have you encountered, before, during and after the implementation?
• How do you ensure the data quality of the data being processed by a Digital Twin?
• How often is data updated?
• What is an example of data analysis that a Digital Twin does?
• What types of predictions can you make, and how far ahead can you make them?
97
• What can be done to get as low cost as possible for the development / implementation
of a Digital Twin?
• How do you ensure that knowledge about the Digital Twin is disseminated internally?
• Did you need to revise the implementation methods? If so, why?
• How do you keep your Digital Twin "secure" so that others do not get hold of the data,
especially if you use cloud computing and open APIs?
• How detailed do you need the data of the product to be?
• How do you decide whether it is worth installing a sensor or measuring feature?
• How expensive is the cheapest sensor connected to a Digital Twin?
• How much do the sensors themselves affect the performance of the physical product?
• Is the Digital Twin unique, or can you reuse the same framework for each new object
or product?
• What are the barriers to client interaction?
• Do you have anything else to add?

www.kth.se