freeze-drying in a fluidized-bed atmospheric dryer and in a vacuum dryer: evaluation of external...
TRANSCRIPT

Jottrna/ ofFood Engineering 7 (1988) 127-146
Freeze-Drying in a Fluidizednbed A~os~~eric Dryer and in a Vacuum Dryer: Evaluation of External Transfer
Coefficients
Osei Boeh-Ocansey
School of Natural and Applied Sciences, Federal University of Technology, Owerri, Nigeria
(Received I7 July 1986: revised version received 7 February 1987; accepted 23 June1 987)
ABSTRACT
The factors which injhcence freeze-drying are classified as either internat or external. Internal factors derive from the properties of the material undergoing drying, while external factors reIate to the physical conditions under which drying occurs. This paper kooks at the external factors and compares them for two di~erent freeze-drying methods: a vucuum dryer and an atmospheric~uidized-bed dryer containing an a&orbent.
First, the ratio between the external heat and mass transfer coe#icients, h/K, was evaluated: this ratio for the fluidized-bed dryer was constant at 3988 kcal torr kg-’ ‘C-t but varied jar the vacuum dryer within the range 9.5 to 162 kcal torr kg- ’ “C’. The individual heat and mass transfer coe~cients were ca~cuiated. The mass trader coe~cient, KP for the vacuum dryer was I-0 kg h-t m- 2 tow- ‘; for the atmospheric ~uid~ed- bed dryer, K varied slightly with temperature, being 07, @8 and I.0 kg h-t m -I’ torr- ‘, at fluidized-bed temperatures of 0, - 10 and - 20°C respect- ively. At these temperatures, the heat tran#er coeecients for thefluidized- bed dryer were 287, 321 and 402 kcal h- i m- 2 “C- I, respectively. For the vacuum dryer h was PS-16.2 kcal h-’ rn-? “C-r. Thus, K values were comparable in the two drying systems but h in thejTuidized-bed dryer u*as some 20-40 times’greater than in the vacuum dryer.
The study helped to elucidate the mechanisms involved during ice sub- limation and contributed towards developing a means by which freeze- drying patterns could be predicted. The rest&s were helper in providing sidelines during the development of the novel atmosphe~c~uid~ed-bed technique.
127 Journal of Food Engineering 0260~8774/88/S03.50 - 0 Elsevier Applied Science Publishers Ltd, England, 1988. Printed in Great Britain

128
ZI
b d
s
Hs K L
p”
Q R
S t T W X
0. Boeh-Ocansey
NOMENCLATURE
Constantineqn(ll)(mh-‘) Transfer area (m”) Constant in eqn (9) (h--r) Diameter (m) Diffusivity ( m2 h - ’ ) Shape factor Heat transfer coefficient (kcal h- ’ rnw2 “C’) Enthalpy of sublimation (kcal kg- ‘) Mass transfer coefficient (kg h- ’ rn-’ torr - ’ ) Length (m) Mass (kg) Water vapour pressure (torr) Heat transfer rate (kcal h- ’ ) Universal gas constant (62363.32 cm torr mol-’ K- *; or 8314.45 kmol-’ K-‘) Surface area relative to initial mass, A /m, ( m2 kg- ’ )
Time(h) Temperature (“C) Mass transfer rate (kg h- ’ ) Point in space
Subscripts
a Air C Condenser or drying chamber as appropriate i Ice ml Logarithmic mean 0 Initial, at time t = 0 T Total
Greek letters
P Density of ice (kg m- ‘) r Total drying time (h)
INTRODUCTION
In the design of freeze-drying equipment, three techniques have been used for the evacuation of the water vapour evolved from the substance
Freeze-drying: evaluation of external tran.$er coeficients 129
being dried. The first uses a vapour,ejection system to pump the water vapour from the drying chamber. This technique has been described by Dushman (1949) and reviewed by Rowe (1963) and Simatos et al.
(1974). The second technique, the most widely used, traps the water vapour as ice on a refrigerated surface. The third possibility is vapour capture by a hygroscopic material.
There are principally two types of hygroscopic substances, or drying agents: ( 1) absorbents and (2) adsorbents.
By the ability to form hydrates, the water vapour captured by an absorbent is distributed more or less uniformly throughout the material. Lithium chloride and phosphoric acid anhydride are two examples used in small-capacity plants. For larger-scale industrial plants glycerol and triethylene glycol have found some application (Rowe, 1962).
Adsorption, on the other hand, is a surface phenomenon. Adsorbents are solids, usually finely divided, characterized by high porosity and large surface area on which the moisture vapour is held such that even when saturated, they may still appear dry. Active carbon, silica gel, activated alumina and molecular sieves are well-known examples. Their applications in freeze-drying.equipment have been discussed by Kan and de Winter (1968), Gunn et al. (1969) and Simatos et al. (1974).
Each vapour removal technique imposes its own constraints on the features of the respective freeze-drying equipment. One possibility investigated is a fluidized-bed dryer containing activated alumina particles and operating at atmospheric pressure which has been com- pared with a conventional vacuum dryer in which evolved water vapour is trapped by freezing it on the evaporator of a refrigerating system (Boeh-Ocansey, 1983). The kinetics of the two systems were found to be different when drying liquid foods (Boeh-Ocansey, 1983) and when dry- ing textured products (Boeh-Ocansey, 198.5). Several factors are known to influence the drying behaviour. These can be grouped into internal and external factors. The characteristics of the material undergoing dry- ing, such as its composition and structure, dry matter content, tempera- ture history during freezing, shape, size, etc., constitute internal factors which affect the drying process. The external factors are those concerned with the drying conditions namely, temperature, total pressure, composi- tion of the drying medium, geometry of the equipment, particularly the distance between vapour source and sink, etc.
In the design and development of freeze-drying equipment, there is more control over external than over internal factors. It is, therefore, the practice to minimize external resistances so that, at least, they do not limit the drying rate. In many foods, the water content may vary from 60 to greater than 90%. Two kinetically-distinct stages are observed during

130 0. Boeh-Ocansey
the freeze-drying of biological materials, the first of which corresponds to the sublimation of ice (Gibert and Boeh-Ocansey, 1985). One method of studying external factors is to ‘freeze-dry’ a model material, namely ice.
Gibert and Boeh-Ocansey (1985) and Boeh-Ocansey and Wachet ( 1986) reported on the kinetics of ice sublimation in the vacuum dryer and the fluidized-bed atmospheric dryer respectively; mathematical expressions were formulated to account for variations in the mass and dimensions of ice samples during sublimation. This paper reports on the application of these expressions to evaluate some external transfer coef- ficients. It also analyses the results in relation to several influencing factors, thus contributing to the development of a means by which drying patterns could be predicted.
EXPERIMENTAL
Fluidized-bed atmospheric dryer
Figure 1 is a schematic diagram of the atmospheric dryer which consists principally of a cylindrical column 10 cm in diameter, a refrigeration unit and an air blower (Fougal HD40A). The cylindrical column itself consists of two main parts: the drying chamber, which contains 1 kg of dry activated alumina granules (0.4 mm average diameter); and the cool- ing section. The drying chamber is 100 cm high. The entire column is thermally insulated. The cooling section is a jacketted column filled with copper Rascing rings (1.27 X lo-’ m nominal size; 1.59 X lo-’ m wall thickness; ratio of outside diameter to length =i); the evaporator of a refrigeration plant is coiled in the outer column in a bath of ethylene glycol, as shown in Fig. 1. Air from the blower is thus cooled before it is introduced into the drying chamber where it causes the fluidization of the alumina particles into which ice samples have been immersed. The air from the top of the column returns to the blower via a cyclone dust separator. Warm air, coming directly from the blower, can be mixed with the cooled air from the cooling section to determine the operating temperature of the drying chamber.
Vacuum dryer
Figure 2 is a diagram of the vacuum dryer (Serail RF3V) which consists of a cylindrical stainless steel drying chamber 28 cm in diameter and 26 cm high, a cylindrical stainless steel condensation chamber containing

Freeze-drying: evaluation of external transfer coeficients 131
Drying Chamber
Cooling Section
Air Blower
@- Thermocouple @- Venturi meter
ii -
8
Hygrometer
- Manometer
Fig. 1. Diagram of atmospheric fluidized-bed freeze-dryer.
the evaporator of a Freon R-12 refrigeration unit; and a vacuum pump. The drying chamber is provided with an electric heating plate. Both drying chamber and condensation chamber are hermetically sealed by glass covers. The degree of vacuum was indicated by a vacuum gauge (c-spring bourdon-tube).
Measurement of operating conditions
Temperature: Operating temperatures at different locations within each dryer, as well as the temperature of ice cylinders placed in them, were monitored continuously by copper-constantan thermocouples (Figs 1

132 0. Boeh-Ocansey
Transparent Glass C over
< 1 L 4
-Condensation Chamber
Drying - 1
Evaporo to r of
rhnmhor -..“..‘“-’ II
Refrigeration Unit
ICC3 Cylinde
Dish Vacuum Pump
Elactric’tieoting
Defro:t Water
@ - Thermocouple
Fig. 2. Diagram of vacuum freeze-dryer.
and 2), connected to a multichannel potentiometric recorder. The thermocouples were calibrated with a mercury-in-glass thermometer whose readings for the boiling and freezing points of water had been verified. _
Airflow rate and humid@ (atmospheric dryer). The humidity of the air in the drying chamber was monitored continuously with an electrolytic hygrometer (Beckman). A venturi meter, connected to a differential water manometer, was used to measure air flow rate (Fig. 1). Ice samples of different shapes and sizes (Table 1) made in a domestic freezer at - 35°C were introduced, in turn, into the drying chamber of each dryer. In the vacuum dryer they were placed on shallow dishes (Fig. 2); in the atmospheric dryer, the ice sample was held at the end of a metal bar (on a non-conducting PVC-insulated copper wire, diameter = 1.3 mm (Fig. 1). Changes in the weight of samples were measured after different intervals
TABLE 1 Physical Characteristics of Ice Samples”
Shape Dimensions (cm) Initial mass (g)
Cylindrical 2.X x 4.6 26.1 3.0 x 4.8 30.1 5.4 x 1.9 39.7
Block-shaped 2.3 x 5.0 x 12 125
“Gibert and Boeh-Ocansey ( 1985).

Freeze-drying: evaluation of external transfer coefficients 133
of samples removed for fresh samples had be used each time.
DISCUSSION
The main processes during are: heat flow to front; (2) ice to vapour (1);
flow this vapour from the are influenced directly by following factors: (i) heat source and ice front; (ii) the vapour sink (condenser) and front;
(ice front) and sink. the atmospheric the intimate mixing of product and the
separation between vapour and sink. In vacuum dryer, on other and condenser are
the cross-sectional area and may impose restrictions; moisture is, in principle, enhanced by shor- ter length and
heat transfer from the the product
Q/A=h(T,- Ti) (1)
The resulting mass transport from product to condenser or vapour sink is similarly described by
W/A =K(Pi - P,) (2)
Q/A and W/A represent the respective heat and mass fluxes across the effective transfer area A of the product; h denotes the heat transfer coef- ficient and K the mass transfer coefficient; Pi is the vapour pressure at the ice surface corresponding to an ice temperature of pi while P, represents the partial pressure of water vapour at the condenser or vapour sink; T, is the temperature of the drying chamber. Where all the heat supplied serves to sublime ice, the heat and mass fluxes are related
by
Q/A=W4.f& (3)
where H, represents the enthalpy of sublimation of ice. From eqns (l), (2) and (3)
134 0. Boeh-Ocansey
The enthalpy of sublimation of water, H,, is defined by the Clausius-Clapeyron relationship
WnP,) K =- S(TJ RT;
H, = 676 kcal kg- I. R is the universal gas constant and has the value 62363.32 cm3 torr malll K-l or 8324.4 J krnol-’ K-i. If the absolute temperature of the ice is known, its vapour pressure may be calculated using Clark and King’s equation (Clark and King, 197 1):
In P,(torr)= - 6152.91
~ + 24.0458 I
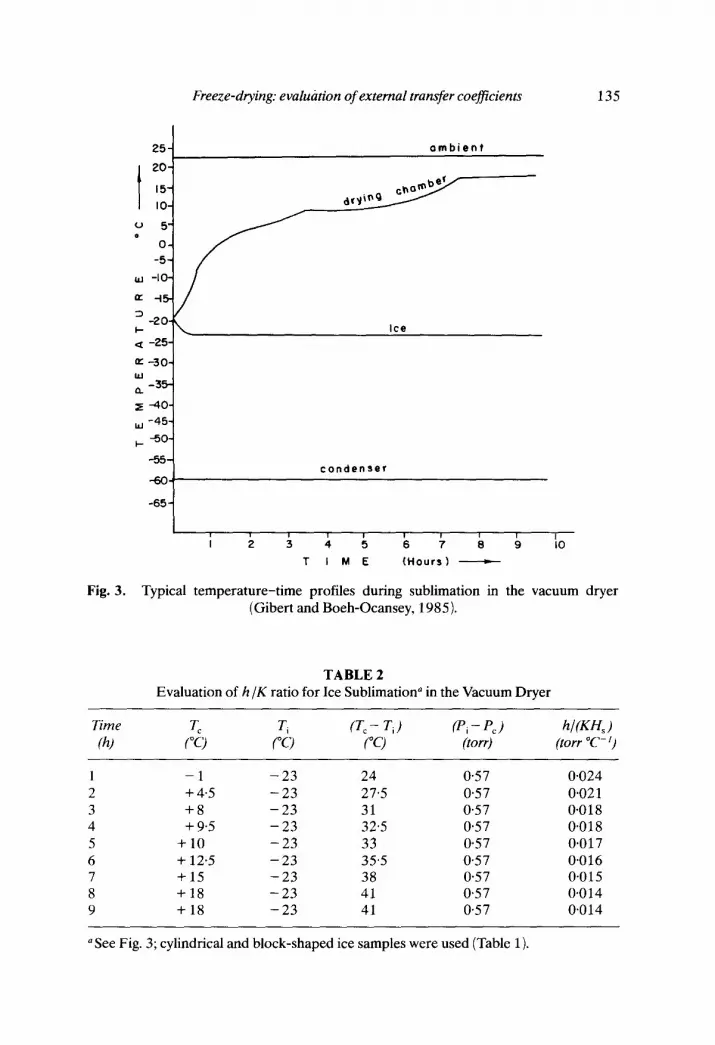
Thus the ratio of the heat and mass transfer coefficients may be deter- mined. For a typical freeze-drying operation using the vacuum dryer, the temperatures of, (i) condenser, i.e. the evaporator of the refrigeration unit, (ii) ice sample, (iii) drying chamber and (iv) surroundings, were measured. The results are presented in Fig. 3. For these experiments, the heat supply was from the surroundings.
Table 2 shows the calculated values of the h/(KH,) ratio at a con- denser temperature, T,, of - 6O”C, at which P, from eqn (6) is 0.01 torr. The temperature of the ice in the drying chamber remained constant at - 23°C at which the estimated value of Pi is 0.58 torr. The water vapour pressure differential (Pi - PC) was therefore considered constant O-57 torr.
For the atmospheric dryer, the relationship between the temperature of the fluidized-bed drying medium T, and that of the ice sample immersed in it, Ti, is illustrated by Fig. 4.
The calculated values of the h /(KH,) ratio are shown in Table 3. During drying, the partial pressure of water vapour was maintained between O-0 1 torr, at the beginning of a drying operation when the adsor- bent particles were dry, and 0.1 torr when the alumina granules were deemed spent and had to be replaced with a fresh set of regenerated, dry adsorbent. The maximum operating value of PC in the fluidized bed is therefore O-1 torr. The results from Tables 2 and 3 demonstrate that whereas the h/K ratio in the fluidized-bed dryer tends to stay constant, that in the vacuum dryer decreases with time.
The value of h/(KH.) in the fluidized-bed dryer was 0.59 f 0.02 torr “C ‘; in the vacuum dryer it decreased gradually from a value of 0.024 torr “C-l at the beginning of drying to 0.014 torr “C - ’ after 8 h drying. The corresponding h/K ratios are 398.8 and 9+5-16.2 kcal torr kg-’
Freeze-drying: evahition of external transfer coefficients 135
25-
t
zo-
15-
IO-
U 5- 0
O-
-5-
w -IO-
= -15
; -2o-
Q -25
ambient
Ice
a -30
“,
I 40
w
I-
-3 1
-45
-50
condenser
-65
-1 I 8 1 I 1 1 1 I I I I
I 2 3 4 5 6 7 6 9 IO
TIME (Hours) -
Fig. 3. Typical temperature-time profiles during sublimation in the vacuum dryer (Gibert and Boeh-Ocansey, 1985).
TABLE 2 Evaluation of h/K ratio for Ice Sublimation” in the Vacuum Dryer
Time
(h) T,
(“c, (Tc- Ti)
0 (pi-pc)
(torr) UK& )
(torr “C- I)
-1 -23 24 0.57 0.024 + 4.5 -23 27.5 0.57 0.02 1 +8 -23 31 0.57 0.018 + 9.5 -23 32.5 0.57 0.018
+ 10 -23 33 0.57 0.017 + 12.5 -23 35.5 0.57 0.016 +15 -23 38 0.57 0.015 +18 -23 41 0.57 0.014 + 18 -23 41 0.57 0.014
“See Fig. 3; cylindrical and block-shaped ice samples were used (Table 1).

0. Boeh-Ocansey
6-
7.
,C : F LUlDlZED -BED TEMPERATURE
,; : ICE TEMPERATURE
O* 1 I I -25 -2 0 -1 5 -10 4 b ik!
FLUIDIZED - BED TEMPERATURE “C
Fig. 4. Relationship between fluidized-bed temperature and ice temperature during sublimation in the atmospheric dryer (Boeh-Ocansey and Wachet, 1986).
“C-l, respectively. Thus, the ratio of the heat and mass transfer coef- ficients is some 25 to 40 times greater in the fluidized-bed dryer than in the vacuum dryer. For purposes of comparison, the h/K ratio for an air current (cabinet) drying system was reported by Wachet (1978) to be about 182 kcal torr kg- ’ “C-l.
Evaluation of mass transfer coefficient in vacua
As shown in Fig. 3, the temperature of the drying chamber does not stay constant. Under these circumstances, an average convective heat transfer coefficient h cannot be defined with an acceptable degree of certainty; only instantaneous coefficients could be determined. On the other hand, since the water vapour pressure differential is constant, a pseudo- stationary regime can be said to exist for mass transport; an average mass transfer coefficient can therefore be determined.
W/A = -dm/(Adt)=K(Pi-I’,) (7)

Freeze-drying: evaluation of external transfer coefficients 137
TABLE 3 Evaluation of h/K Ratio for Ice Sublimation” in the Atmospheric Dryer
(Tc - T3 0
Pc (torr)
p, (torr)
Cpi -pJ (toti
hlWfJb (torr “c- ‘)
+ 7.6 0 7.6 0.1 4.37 4.47 059 +5 - 1.7 6,65 0.1 3.97 3.87 0.58 +2 - 3.6 5.6 0.1 3.38 3.28 0.59
0 -5 5.0 0.1 3.00 2.90 0.58 -3 -7.1 4.1 0.1 2.48 2.38 0.58 -6 - 9.4 3.4 0.1 2.05 1.95 0.57 -9 - 11.7 2.7 0.1 1.67 1.57 0.58
- 12 - 14.1 2.1 0.1 1.24 1.14 0.59 - 15 - 16.6 1.6 0.1 1.06 0.96 0.60 -18 - 19.2 1.2 0.1 0.83 073 0.61 -21 -21.9 0.9 0.1 0.64 0.54 0.60 -23 - 23.7 0.7 0.1 054 0.44 0.63 -25 - 25.6 0.6 0.1 0.45 0.35 0.58
“See Fig. 4. h Average h /( KH,) = 0.59 + 0.02 torr “C- I.
K= _dm.?_ 1
dt A (pi-f’,)
The kinetics of sublimation in the vacuum dryer were reported by Giber? and Boeh-Ocansey ( 1985) to be represented by the expression
;=(l-bt) 0
(9)
where m, represents the initial mass of ice sample and m the mass of the same ice sample after t hours of drying. Equation (9) can be re-arranged as
m,-m ----mob
t
b is a constant defined by
(10)
where p denotes ice density and S the initial specific surface area of the ice object (S = A/m, and is considered constant at the beginning of

138 0. Boeh-Ocansey
sublimation); a is a constant, characteristic of the dryer and independent of the shape or size of the ice object being dried, and for this dryer is 0.13 f 0.01 cm h-i.
Consequently eqn (10) becomes
m,-m apA =-- (12) t 2
Where A represents the effective mass transfer area. Substituting eqn ( 12) into the appropriate form of eqn (8) permits the evaluation of mass transfer coefficient K.
K = !?f. 1
2 R -R) (13)
Experimental determination of p gave a value of O-9 g cm- 3 (Gibert and Boeh-Ocansey, 1985. From Table 2 (P, - PC)= 0.57 torr. Hence, K=0~10gh-‘cm-2torr-‘or1~0kgh-‘m-”torr-1.
Heat transfer coefficient in vacua
From the h/K ratios determined earlier, the heat transfer coefficient in the vacuum dryer accordingly varies during freeze-drying from 16.2 to 9.5 kcal h-’ m-I “C-‘.
Fluidized-bed atmospheric dryer: evaluation of mass and heat transfer coefficients
A steady-state condition has been shown to exist in the fluidized-bed (Boeh-Ocansey and Wachet, 1986) for both mass and heat transfer. Values of h and K can therefore be defined with an acceptable degree of certainty. In this case too, the mass or heat transfer coefficient is deter- mined from eqn (8). Boeh-Ocansey and Wachet (1986) have reported that kinetics of ice sublimation in the fluidized-bed dryer were repre- sented by
(14)
where r denotes total drying time, i.e. the time for a given ice sample to disappear completely.
Table 4 shows the results for h and K at three different fluidized-bed temperatures 0, - 10 and - 20°C using a cylindrical ice sample 3-O cm
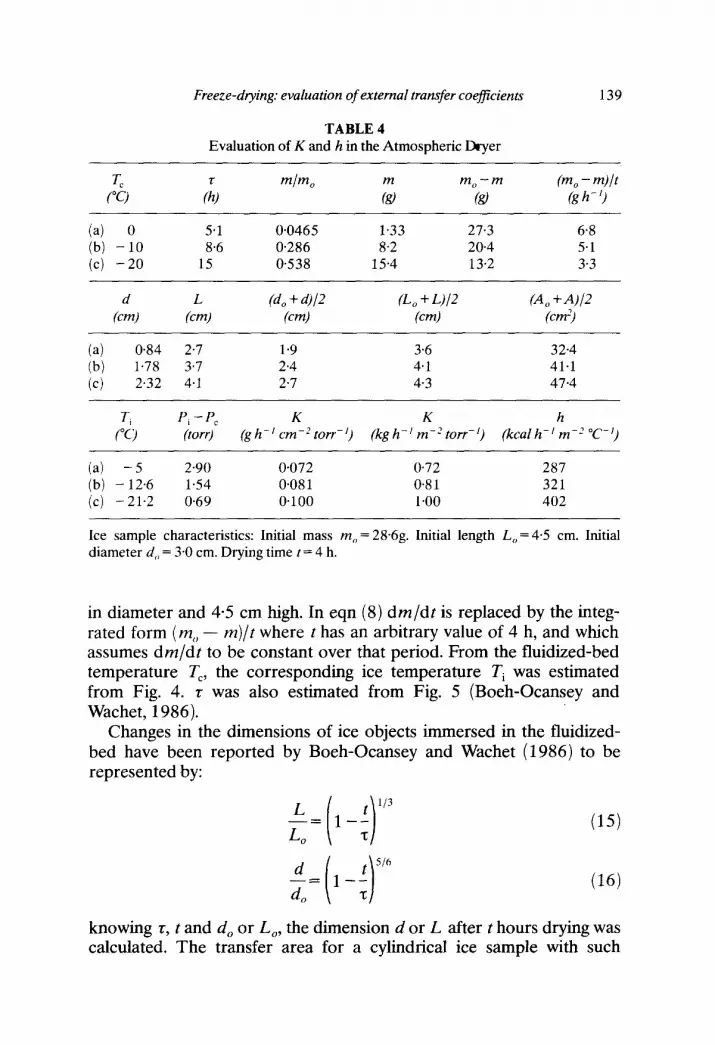
Freeze-drying: evaluation of external tran.s$er coej’icients 139
TABLE 4 Evaluation of K and h in the Atmospheric Dryer
K (“c)
m/m, m, -m (ti
Cm, - Wit f&h-‘)
(4 0 5.1 0.0465 1.33 27.3 6.8 (b) -10 8.6 0.286 8.2 20.4 5.1 (c) -20 15 0.538 15.4 13.2 3.3
d L (d, + d)P (L, + L)P (A, +A)/2 (cm) (cm) (cm) (cm) (cm?)
0.84 2.7 1.9 3,6 32.4 1.78 3.7 2.4 4.1 41.1
(c) 2.32 4.1 2.7 4,3 47.4
T p, -PC K K h (“c! (torr) (gh-‘cm-‘torr-‘) (kgh-im-‘torr-i) (kcalh-‘m-‘“C-‘)
(a) -5 2.90 0.072 072 287 (b) - 12.6 1.54 0.08 1 0.81 321 (c) -21.2 0.69 0.100 1.00 402
Ice sample characteristics: Initial mass m, = 28.68. Initial length LO=45 cm. Initial diameter d,, = 3.0 cm. Drying time t = 4 h.
in diameter and 4.5 cm high. In eqn (8) dm/dt is replaced by the integ- rated form (m,, - m)/t where t has an arbitrary value of 4 h, and which assumes dm/dt to be constant over that period. From the fluidized-bed temperature T,, the corresponding ice temperature Ti was estimated from Fig. 4. t was also estimated from Fig. 5 (Boeh-Ocansey and Wachet, 1986).
Changes in the dimensions of ice objects immersed in the fluidized- bed have been reported by Boeh-Ocansey and Wachet (1986) to be represented by:
(16)
knowing r, t and d, or L,, the dimension d or L after t hours drying was calculated. The transfer area for a cylindrical ice sample with such

0. Boeh-Ocansey
ai/, , , , , , , -2 5 -20 -15 -10 -5 0 5
FLUIDIZED -BED TEMPERATURE ‘C
Fig. 5. Relationship between fluidized-bed temperature and total sublimation (Boeh-Ocansey and Wachet, 1986).
dimensions was also calculated. To estimate the heat and mass transfer coefficients by eqn (8), an effective average transfer area
was used. (Pi - P,) was estimated as in Table 2.

Freeze-drying: evaluation of external transfer coefficients 141
At a fluidized-bed temperature of 0°C the heat transfer coefficient was 287 kcal h-l m-* “C-l; the corresponding mass transfer coefficient was 0.72 kg h- 1 m- * tot-r- ‘. At a bed temperature of - lO”C, the heat and mass transfer coefficients were respectively 321 kcal h- ’ me2 “C- 1 and 0.81 kg h-l m-* torr-’ andat -20”C,402kcalh-1m-2”C-1and1~0kg h- l m-* torr- l respectively.
Comparing h and Kin the two drying systems
The values for the mass transfer coefficients in the two dryers are not very different. With an ice temperature of - 21°C in the fluidized-bed, the same value of K was obtained for the two dryers, namely 1.0 kg h-’ me2 torr- l. At ice temperatures of - 5°C and - 12*6”C, the estimated values of K in the atmospheric dryer were 0.7 and 0.8 kg h- ’ m-* torr- *, respectively. The total operating pressures of the dryers were 0.6 torr for the vacuum dryer (Gibert and Boeh-Ocansey, 1985) and 760 torr (1 atmosphere) for the fluidized-bed dryer. Under both regimes, water vapour transport occurs in the presence of another gas, mainly air. The mechanism of mass transfer is diffusion. The mass transfer coef- ficient K is influenced by the total pressure P, and the mean partial pressure P, of the non-diffusing gases (air).
In the absence of convection currents, the mass transfer coefficient for simple molecular diffusion between any two points in space at positions X, and X2 is given by
D 1 PT .-.- K=X2-XI RT (Pa),,,/
(17)
R denotes the universal gas constant and T represents the absolute temperature of the drying medium. (P.&, the logarithmic mean partial air pressure, is defined as:
The mass transfer coefficient K therefore depends essentially on the diffusivity D of water vapour in air and on the physical properties of the drying medium. D is inversely proportional to the total pressure and varies with the temperature and the nature (number of types) of gases present in the mixture; D does not depend on the respective concentra- tions of the gases (Simatos et al., 1974, p. 139). Several factors must be accounted for to explain why the K values are comparable in the two

142 0. Boeh-Ocansey
drying systems. The heat transfer coefficients, on the other hand, are not comparable in value: h in the fluidized-bed dryer was respectively 287, 321 and 402 kcal h-r rnp2 “C-l for fluidized-bed temperatures of 0, - 10 and - 20°C; h for the vacuum dryer was only 9.5-l 6.2 kcal h-r m-* “C-l. The heat transfer coefficient in the fluidized-bed dryer is some 20-40 times greater than that in the vacuum dryer. This is not unexpected, for an important characteristic of fluidized-beds is their high heat transfer rates. Perry and Chilton (1973) quote figures 5-25 times greater than heat transfer rates for the drying gas (air) alone. Added to this is the juxtaposing of the phenomenon of adsorption. Adsorption is an exothermic reaction. Therefore, as the adsorbent granules capture sublimed water vapour, heat is released in the fluidized-bed, the tem- perature differential ( T, - Ti) is subsequently increased, leading to further increases in the heat transfer rate.
Fluidized-bed dryer: determination of z from h or K
Equation (14) represents the kinetics of pure ice sublimation in the fluidized-bed dryer; the determination of r in this equation is important because it permits the estimation of m /m, if t is known. From eqn (8), the definition of the mass transfer coefficient, K, and eqn (14), an expression relating K to the characteristics of the drying system can be established:
KL!!z.L. l 2
dt A (P, -P,)=Am,(F’, -PC) ‘t
or
K= 2ml/?m<;/?
A~(Pi-P,)
The transfer area A could be expressed in terms of an ‘equivalent diameter’, d,, defined as the diameter of a sphere which has the same volume as the object under study. Equation ( 19) then defines the transfer area:
nd’ A=---’
f (19)
where f represents shape factor; the shape factor for a sphere is unity. The sample mass m could also be expressed in terms of de and the density p
m=pn& 6
(20)

Freeze-drying: evaluation of external transfer coefficients 143
Substituting A and m in eqn ( 18) by their expressions given by eqns ( 19) and (20), eqn ( 18) becomes:
K= ( - 2p)“2 m:i2
3Z (Z&)& (21)
On inspection of the terms in eqn (2 1): for most of the drying period, the partial pressure of vapour P, in the fluidized-bed is negligible (Table 3) when compared to the partial pressure of water vapour at the ice surface Pi; (Pi - PC) therefore approximates to Pi. Pi is determined by the ice temperature Ti which in turn is determined by the temperature of the fluidized-bed T,. From a knowledge of the mass transfer coefficient K (or by application of eqn (3)), a knowledge of the heat transfer coefficient h,
and the following characteristics of the drying system, the time r for complete sublimation of any ice object can be estimated:
- temperature of fluidized-bed, T,; - shape factor fand equivalent diameter d, of original ice sample; - initial mass m, of ice sample.
Thus the drying time for ice of any shape and dimension can be pre- dicted.
Changes of h and K in the fluidized-bed dryer
It may be noted from Table 4 that the transfer coefficients h and K tend to increase with decreasing temperature of the fluidized-bed. Figures 6 and 7, from Wachet (1978), confirm this observation.
A detailed study, particularly of interfacial conditions, is required to account satisfactorily for these observed results. So far, there tends to be an increase in the adsorptive capacity of the adsorbent as the fluidized- bed temperature is reduced which means that the vapour pressure of water above the adsorbent is reduced at lower fluidized-bed tempera- tures. Consequently, more water vapour is adsorbed leading to the release of more heat. The effect of these phenomena on the transfer coefficients is not obvious; further work is required to clarify the rela- tionships.
CONCLUSIONS
The main results of this study are summarised as follows:
(1) The ratio of the external heat and mass transfer coefficients h/K
for the atmospheric fluidized-bed dryer is relatively constant at

144 0. Boeh-Ocansey
Fig. 6.
(2)
(3)
700
Y N. E
3 AZ
600 c z w
5 iL L w 0
o 500
a w IL m Z a
f 400
300 I 1 I I F-
I.5 2 I
2.5 3 3.5
EQUIVALENT SPHERE DIAMETER d, km)
Variation of heat transfer coefficient with equivalent (spherical) diameter and fluidized-bed temperature. Adapted from Wachet (1978).
approximately 398.8 kcal torr kg-’ “C- ‘; the h/K ratio for the vacuum dryer varies between 9.5 and 16.2 kcal torr kg- ’ “C - I. The external mass transfer coefficient K for the vacuum dryer has the value 1-O kg h-l rnd2 torr- I. For the atmospheric dryer, K varies with fluidized-bed temperature being 0.7, O-8 and 1.0 kg h- ’ me2 torr- ’ respectively at 0, - 10 and - 20°C. Unlike K, the external heat transfer coefficient h of the vacuum dryer varies during drying, with values of between 9.5 and 16.2 kcal h-’ rn-’ “C-‘. In the atmospheric dryer, h varies with tem- perature, increasing as fluidized-bed temperature is reduced. h

Fig. 7.
Freeze-drying: evaluation of external transfer coeficients 145
I.6
1
EQUIVALENT SPHERE DIAMETER de km.)
Variation of mass transfer coefficient with equivalent (spherical) diameter fluidized-bed temperature. Adapted from Wachet (1978).
and
takes the values of 287, 321 and 402 kcal h-’ me2 “C-’ at fluid- ized-bed temperatures of 0, - 10 and - 20°C respectively.
REFERENCES
Boeh-Ocansey, 0. (1983). A study of the freeze drying of some liquid foods in vacua and at atmospheric pressure. Drying Technology, 2(3), 389-405.
Boeh-Ocansey, 0. ( 1985). Some factors infhrencing the freeze drying of carrot discs in vacua and at atmospheric pressure. Journal of Food Engineering, 4, 229-43.
Boeh-Ocansey, 0. and Wachet, J. N. (1986). A study of ice sublimation in an atmospheric fluidized-bed dryer. Drying Technology, 4(3), 439-59.

146 0. Boeh-Ocansey
Clark, J. P. and King, C. J. ( 197 1). Convective freeze-drying in mixed or layered beds. Chem. Eng. Progr. Symposium Ser. No. 108,67,102-l 1.
Dushman, S. (1949). Scientific Foundations of Vacuum Techniques, John Wiley & Sons, New York, ref. in Simatos et al. (1974), p. 268.
Gibert, H. and Boeh-Ocansey, 0. ( 1985). A study of the primary phase of food freeze-drying in vacua. Dying Technology, 3( 3), 349-72.
Gunn, R. D., Clark, J. P. and King, C. J. ( 1969). Mass transport in freeze drying: basic studies and processing implications. Bull. ZZF Ann., 4, 79-98, ref. in Simatos et al. (1974), p. 207.
Kan, B. and de Winter, F. (1968). Accelerating freeze-drying through improved heat transfer. Food Technol., 22, 1269-79.
Perry, R. H. and Chilton, C. H. (1973). Chemical Engineers’ Handbook, McGraw-Hill/Kogakusha Limited, New York, Tokyo.
Rowe, T. W. G. (1962). Water vapour removal in food freeze-drying. Congress Proceedings, AVZFZA Dijon, Le Vide No. Special, 97-104, ref. in Simatos et al. (1974), p. 272.
Rowe, T. W. G. (1963). Vacuum systems for freeze-drying. ref. Cotson-Smith, (ed.), Freeze-dying of Food Stufi, Columbine Press, New York, pp. 12-29.
Simatos, D., Bland, G., Dauvois, Ph., and Sauvageot, F. (1974). La Lyophilisa- tion: Principes et Applications, ANRT, Paris.
Wachet, J. N. (1978). Etude d’un pro&de de lyophilisation en couche fluidisee, sous pression atmosphirique. PhD thesis, Universite de Montpellier, Montpellier, France.