faculty of education education - university of nigeria nsukka
TRANSCRIPT
Nwamarah Uche
1
Nwamarah Uche
Digitally Signed by: Content manager’s
Name
DN : CN = Weabmaster’s name
O= University of Nigeri
Faculty of Education
DEPARTMENT OF VOCATIONAL
TEACHER EDUCATION
ANALYSIS OF MAINTENANCE ERRORS COMMITTED BY
AND ELECTRONICS TECHNICIANS IN
NIGERIA’S MANUFACTURING INDUSTRIES
NANDE, BONIFACE KWAGHKAR
PG/Ph.D/03/34708
: Content manager’s
Weabmaster’s name
O= University of Nigeria, Nsukka
Education
DEPARTMENT OF VOCATIONAL
MAINTENANCE ERRORS COMMITTED BY ELECTRICAL
AND ELECTRONICS TECHNICIANS IN
INDUSTRIES
NANDE, BONIFACE KWAGHKAR
2
CHAPTER I
INTRODUCTION
Background of the Study
The useful life of man-made things can be extended by maintenance.
Maintenance can be defined as those activities required to keep a facility in “as-
built” or as production condition and therefore continuing to have its original
productive capacity (Reason, 2000). Maintenance therefore is any activity
designed to keep machines, equipment or building in good condition and working
order. Maintenance encompasses all those activities that relate to keeping facilities
and equipment in good working order and making necessary repairs when
breakdowns occur so that the system can perform as intended (Stephenson, 1999).
Maintenance activities may include monitoring conditions of operation of
equipment, doing emergency repairs, servicing equipment, replacing worn out
parts or performing building upkeep.
In Nigeria’s manufacturing industries, maintenance activities are classified
into repairs and servicing, and are performed under two basic types of
maintenance, namely, preventive maintenance and breakdown maintenance.
Dhillon (2002) described breakdown maintenance as unscheduled maintenance or
repair to return items/equipment to a defined state, carried out because
maintenance persons or users perceived deficiencies or failures. Preventive
maintenance means care and servicing by personnel for the purpose of maintaining
Nwamarah Uche
Digitally Signed by: Content manager’s
Name
DN : CN = Weabmaster’s name
O= University of Nigeria, Nsukka
Faculty of Education
DEPARTMENT OF VOCATIONAL
TEACHER EDUCATION
ANALYSIS OF MAINTENANCE ERRORS COMMITTED BY ELECTRICAL
AND ELECTRONICS TECHNICIANS IN
NIGERIA’S MANUFACTURING INDUSTRIES
NANDE, BONIFACE KWAGHKAR
PG/Ph.D/03/34708
3
equipment and facilities in satisfactory operating condition by providing for
systematic inspection, detection, and correction of incipient failures either before
they occur or before they develop into major defects (Wikipedia, 2011). Electrical
and electronics technicians involved in preventive maintenance monitor the
equipment’s operating conditions which usually determine their actions for repairs
or servicing.
Maintenance repairs are the actions involved in fixing to its original
working condition any sort of mechanical or electrical device should it become out
of order or broken (Defense Logistica Agency, 2011). Maintenance repairs can be
defined as restoration of a broken, damaged, or failed device, equipment, part, or
property to an acceptable operating or usable condition or state (London School of
Business and Finance, 2009). Repair is carried out after failure detection and is
aimed at restoring an asset to a condition in which it can perform its intended
function. Blueprints and engineering specifications are followed during repairs to
fix equipment components; where replacement for broken or defective part is not
readily available and machine must be quickly returned to production, a sketch of
the part is made and the part fabricated in the plant machine shop.
Maintenance servicing are those activities which encompass regular
monitoring, inspection, clean up, lubrication, adjustment, alignment, calibration,
replacement, or replenishment to prolong an asset’s useful life, prevent its
breakdown and keep it capable of performing its intended function within its
design specifications (Online Business Dictionary, 2009). Maintenance servicing
activities are carried out on routine basis.
4
Maintenance repairs or/and servicing performed is to preserve the proper
functioning of a physical system so that it will continue to do what it was designed
to do. Regrettably maintenance repairs or/and servicing activities performed are
not without human or maintainer errors. It is also a well-known fact that a
significantly large proportion of total human errors occur during the maintenance
phase of equipment (Dhillon & Liu, 2006).
Human error is an imbalance between what the situation requires, what the
person intends, and what he/she does (Occupational Health and Safety Agency for
Healthcare (OHSAH), 2004). Dhillon and Liu (2006) defined human error as the
failure to perform a specified task or perform a forbidden action that could lead to
disruption of scheduled operations or result in damage to property and equipment.
Human error in maintenance is a mistake made by a person rather than being
caused by a poorly designed process or the malfunctioning of a machine. Errors
committed during maintenance work which produce unintended results such as
unwanted time delay, difficulty, problem, incident, malfunction or failure during or
shortly after equipment start-up or in use may be known as maintenance errors.
Maintenance error therefore is a form of human error. Its scope is vast.
Maintenance errors range from becoming distracted and forgetting important
checks to knowingly deviating from a permit to work procedure in order to save
time or to get the job done in unexpected circumstances (Mason, 2009). Specific
maintenance errors committed include among others: non-detection of problem
states (McCormick & Tiffin, 1979; and Dunn, 2007); bridging neutral and live or
positive and negative wires (National Electric Power Authority (NEPA) then, now
5
Power Holding of Nigeria (PHON), 1991); forgetting under time pressure to fix
back some bolts and nuts (Parliamentary Office of Science and Technology, 2001)
and not following safety rules and procedures (Nigerian Institute of Safety
Professional, 2004). According to Dunn (2007), more than half of errors in
maintenance are recognized as having happened before – often many times.
Dunn (2007) and Reason (1990) classified the maintenance errors into
following types: namely, recognition failures, memory failures, skill-based slips,
rule-based mistakes, knowledge-based errors and violations. Recognition failures
are acts of improper identification and detection of objects while memory failures
are incorrect acts which indicate bits of needed materials were forgotten (Dunn,
2007). In slips and lapses, what is to be achieved is known yet simple errors are
made in the actions due perhaps to distraction or lose of concentration (Mason
2009). In mistakes, work procedure may be forgotten or never fully understood
and a wrong decision is made during a procedure with some novelty. A violation is
an intentional deviation from procedures or practices, for example, non-compliant
actions that have become normal, performed necessarily in order to get a job done
(Schreiber, 2007).
Maintenance errors are caused. Reason and Hobbs (2003) identified situation
and a mental state to be responsible for errors in maintenance in industry.
According to McCormick and Tiffin (1979), situational variables include
workplace and equipment layout, environment, design of machinery hand tools
and other equipment, methods of handling, transporting, storing and inspecting the
equipment, job planning information and its transmission and operating
6
conditions; while mental or individual variables cover factors as attitudes,
personality, physical skills, age, sex, education and experience. Reason and Hobbs
(2003) viewed errors in maintenance as product of chain of actions and conditions
which involve people, teams, tasks, workplace and organizational factors.
Managers of manufacturing industries consider their maintenance operations
to be of high standard; quality performance, equipment failures and safety
incidents frequently reveal causes for concern (Dhillon, 2002). Many of these
incidents and failures are associated with maintenance errors. Error of non-
detection of problem states at material time due to inadequate experience and skills
caused alternating current (AC) motors to burn and hence breakdown of equipment
in Benue Breweries’ water pumping system (Patni, 2008), in Nigerian National
Petroleum Corporation (NNPC)’s fuel pumping system (Lukman, 2002), in
Ashaka Cement factory’s packing plant in 1985 (Kime, 2008). Errors of improper
isolation and not following safety rules due to “mind set” caused splash resulting
to skin burn and damage to equipment at Ashaka cement factory (Kime, 2008).
Between 1986 and 1997 a total of 3,183 injuries in Nigerian factories were
reported, of which 71 were fatal (Ezenwa, 2001). In addition to injuries
maintenance errors pose significant financial burdens on manufacturing industries
in terms of breakdowns. The impact of human error in maintenance or
maintenance error on maintenance quality and costs, safety and equipment
reliability is huge (Dunn, 2007); and therefore, demands a real obligation to try to
prevent in manufacturing industries the likelihood of all causes of errors in
maintenance activities.
7
Analysis of maintenance errors committed by electrical and electronics
technicians in Nigeria’s manufacturing industries is one way to develop a better
understanding of errors in maintenance activities and to develop better tools and
techniques to avoid or minimize their consequences in Nigeria’s manufacturing
industries. Analysis is the process of breaking a complex topic or substance into
smaller parts to gain better understanding of it (Wikipedia, 2011). Analysis is also
the separation of an intellectual or material whole into its constituent parts for
individual study (The American Heritage, 2002). Analysis of maintenance errors
committed by electrical and electronics technicians means breaking down
maintenance errors, identifying the types and causes, and providing preventive
strategies to be applied in any maintenance actions on electrical and electronic
devices and instruments in manufacturing industries.
Manufacturing industry refers to any facility devoted to the conversion of
raw materials into marketable products. The production system of the
manufacturing industry is automated. Electrical machines for example, provide
forces and torques to generate motions in countless industrial applications
(Rizzoni, 2004). Electronics equipment provides control system to detect and
measure variables or conditions of operating equipment (Bryan, 1978). This
automation has not only increased productivity level of the industries but also
increased the number of jobs including monitoring which leads to fatigue, its
resulting errors with their adverse effects including accidents and equipment
failure (Reason, 1990). Okonkwo (1997) expressed that in a complete electrical
and/or electronic system failure of one among thousands of components may be
8
catastrophic. The electrical and electronics equipment in Nigeria’s manufacturing
industries therefore require high reliability and effective maintenance by skilled
maintenance personnel which may include qualified electrical and electronics
technicians.
According to the Council for Regulation of Engineering of Nigeria (COREN)
(1992 amended) qualified electrical and electronics technician must possess the
specified qualifications of engineering technicians which are as follows: National
Diploma (ND) or Full Technological Certificate (FTC) - technician qualification;
or Higher Professional Diploma in Engineering and Technical Certificate as part of
an approved apprenticeship. In addition years of relevant work experiences are an
advantage for employment in various types of manufacturing industries.
Qualified electrical and electronics technicians employed with other
maintenance personnel in manufacturing industries carry out under supervision
maintenance tasks in their respective disciplines on manufacturing equipment.
Many times during maintenance work, accident occurs or after maintenance
activities have been performed, equipment fails during or shortly after start-up
(Kirn, Noland & Hauber, 2007) as a result of errors (Mather, 2004). Almost on a
daily basis various degrees of industrial accidents are recorded from minor to
major injuries to employees in Nigeria (Da Vinci, 2009). Charles-Owaba and
Adebiyi (2009) identified the injuries in Nigeria’s manufacturing industries as
trivial wounds, minor, serious, and fatal injuries. The devastating effects of
maintenance errors and economic losses sustained during industry breakdown
make it necessary that maintenance errors committed by electrical and electronics
9
technicians on electrical and electronics equipment which play key and dominant
role of providing complete automation of Nigeria’s manufacturing industries be
studied and analyzed so that causes can be identified and possible occurrence
reduced or eliminated.
Statement of the Problem
Maintenance crew including electrical and electronics technicians spend
hours to retain or/and restore the original working conditions of manufacturing
equipment so that the manufacturing industry can perform as intended. Numerous
research studies have shown that over fifty percent of all equipment fails
prematurely after maintenance work has been performed on it (Dunn, 2007). He
further stressed that in the most embarrassing cases the maintenance works
performed were intended to prevent the very failures that occurred. Mason (2009)
explained that maintenance errors can impact on safety and performance in a
number of ways: poor repairs for example, can increase the amount of breakdowns
which in turn can increase the risk associated with equipment failure and personal
accidents.
Equipment failures as a result of maintenance errors have been a worrisome
problem in recent times in Nigeria’s manufacturing industries. Anyanwu (1997)
observed that frequent machine breakdown caused decline in manufacturing share
in Gross Domestic Product (GDP) between 1992 and 1995. Recently equipment
failures as a result of maintenance errors caused oil spill which resulted into
environmental degradation in the Niger delta (Okonji, 2009). Felton (2001)
10
observed that equipment failure is the leading cause of accident. Accidents as a
result of maintenance errors lead to loss of lives or limbs in manufacturing
industries. In his study on fatal injuries between 1986 and 1997 in Nigerian
factories, Ezenwa (2001) reported a total of 3,183 injuries, out of which 71 were
fatal.
Maintenance errors have caused losses in the past and will continue to cause
in future if not identified and corrected (Kirn, Hauber & Noland, 2007). The losses
in manufacturing industries raise question. Clearly put what damages and injuries
are caused by known types of maintenance errors committed by electrical and
electronics technicians in Nigeria’s manufacturing industries? Identifying the
causes and types of maintenance errors committed by electrical and electronics
technicians, and providing preventive and eliminative measures to manufacturing
industries if implemented will boost the economic stability and reduce health
hazards associated with maintenance errors.
Purpose of the Study
The purpose of the study is to analyze known types of maintenance errors
committed by electrical and electronics technicians in Nigeria’s manufacturing
industries. Specifically, the objectives of the study are to:
1. Identify likely causes of maintenance errors committed by electrical and
electronics technicians in Nigeria’s manufacturing industries.
2. Determine how often maintenance errors occur in repair processes in
Nigeria’s manufacturing industries.
11
3. Determine how often maintenance errors occur in servicing processes in
Nigeria’s manufacturing industries.
4. Find out the levels of accidents caused by known types of maintenance errors
committed by electrical and electronics technicians in Nigeria’s
manufacturing industries.
5. Find out the levels of equipment failures caused by known types of
maintenance errors committed by electrical and electronics technicians in
Nigeria’s manufacturing industries and;
6. Determine strategies for reducing or eliminating maintenance errors in
Nigeria’s manufacturing industries.
Research Questions
The following research questions are framed to guide the conduct of the study:
1. What are the likely causes of maintenance errors committed by electrical
and electronics technicians in Nigeria’s manufacturing industries?
2. How often do maintenance errors occur during repair processes in Nigeria’s
manufacturing industries?
3. How often do maintenance errors occur during servicing processes in
Nigeria’s manufacturing industries?
4. What levels of accidents are caused by known types of maintenance errors
committed by electrical and electronics technicians in Nigeria’s
manufacturing industries?
12
5. What levels of equipment failures are caused by known types of
maintenance errors committed by electrical and electronics technicians in
Nigeria’s manufacturing industries?
6. What are the strategies to be employed in reducing or eliminating
maintenance errors in Nigeria’s manufacturing industries?
Hypotheses
The following null hypotheses are formulated and were tested at 0.05 alpha
levels.
HO1: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on the likely causes of maintenance
errors in Nigeria are manufacturing industries.
HO2: There is no significant difference in the mean responses of supervisors and
electrical and electronics technicians on how often errors occur during repair
processes in Nigeria’s manufacturing industries.
HO3: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on how often errors occur in servicing
processes in Nigeria’s manufacturing industries.
HO4: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on levels of accidents caused by known
types of maintenance errors in Nigeria are manufacturing industries.
HO5: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on levels of equipment breakdowns
13
caused by known types of maintenance errors in Nigeria are manufacturing
industries.
HO6: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on the strategies for reducing or
eliminating maintenance errors in Nigeria are manufacturing industries.
Significance of the Study
Manufacturing industries contribute to economic development of the nation
and socioeconomic well being of individuals. As a result, the findings of this study
will be significant to manufacturers, shareholders, the government and the society,
institutions of learning, electrical and electronics technicians and industrial
psychologists. The findings of the study will be conveyed to the concerned
individuals through workshops, seminars, conferences and appropriate means such
as meeting to create awareness of the types, causes and consequences of errors in
the Nigeria’s manufacturing industries. The findings of the study on maintenance
errors committed by electrical and electronics maintenance technicians in
Nigeria’s manufacturing industries will be used to retrain maintenance personnel
who are directly involved in preventing and committing errors. It is hoped that the
findings from the study will sensitize manufacturers to retrain the maintenance
personnel for effectiveness and efficiency of manufacturing industries; it is also
hoped that through counselling the findings of the study will enable electrical and
electronics maintenance technicians among maintenance personnel internalize the
nature of errors committed during maintenance activities. The internalization of
14
maintenance errors will enable electrical and electronics maintenance technicians
to avoid errors in order not to be injured or cause damage to equipment; and this in
turn will help manufacturers to spend less on maintenance precisely accidents and
spare parts.
The findings of the study will guide the society in that electrical and
electronics technicians who are members of the society will be trained on error
reduction; the knowledge acquired from training will result to less accidents and in
turn less dependants or injured persons for society to care, also an effective error
reduction implies improved efficiency, hence quality products for the society to
use.
The findings from the study will guide the government to make policies
which will encourage or enforce error investigation, error reporting and error
documentation (for feedback) as an integral means to intensify workforce
awareness of maintenance errors meant to bring improved efficiency and
profitability in manufacturing industries. With improved efficiency and higher
profitability government will receive higher tax to use to improve the welfare of
her people.
The findings from the study will sensitize the shareholders to be responsive
to the required needs of manufacturing industries. Provision of the required needs
will promote effectiveness and improve efficiency of manufacturing industries.
The improved efficiency of manufacturing industries will result into increased
dividends and higher profitability and interest rates for the shareholders to enjoy.
15
The findings from the study will provide the framework for raising workforce
awareness on maintenance errors which industrial psychologists will find useful.
The findings of the study will equip industrial psychologists to effectively counsel
technicians to recognize their limitations and to be able to overcome the problems
associated with maintenance errors. Through the effective counselling on error
reduction the role of industrial psychologists will be highly appreciated for
improving effectiveness and efficiency of manufacturing industries.
The findings from the study will form framework which institutions of
learning will use in developing programmes on human error (reduction)
management in maintenance for improvement of practical skills. The findings of
the study on maintenance errors reduction (management) if implemented in
institutions of learning will go a long way in helping students during training
acquire skills necessary for maintenance practice in manufacturing industries.
Scope of the Study
The study of analysis of maintenance errors covers all manufacturing
industries in Nigeria. It focuses on maintenance activities carried out by electrical
and electronic technicians in manufacturing industries.
The study concentrated on: maintenance errors and their classifications in
maintenance activities; errors committed in maintenance phase of equipment are
process errors and maintainer errors. However process errors which are usually
caused by a poorly designed process or the malfunctioning of a machine and not
mistakes made by a person are not included in this study of analysis of
16
maintenance errors committed by electrical and electronics technicians in
Nigeria’s manufacturing industries. The study also focuses on how often errors are
committed. Furthermore, the study concentrated on effects of maintenance errors
which include levels of accidents and equipment failures. Finally the study
concentrated on contributing factors to maintenance errors such as management
failures, human characteristics and working environments, physiological and
psychological factors
17
CHAPTER II
REVIEW OF RELATED LITERATURE
This chapter on review of related literature is treated under the following sub-
headings.
1. Conceptual Framework of Maintenance errors
• Errors and types of errors committed in maintenance activities
• Causes of maintenance errors committed
• Frequency of recurrences of maintenance errors
• Effects of maintenance errors
2. Theoretical Framework of Maintenance errors
3. Empirical studies Relevant to the study of Maintenance errors
4. Summary of Review of Related Literature
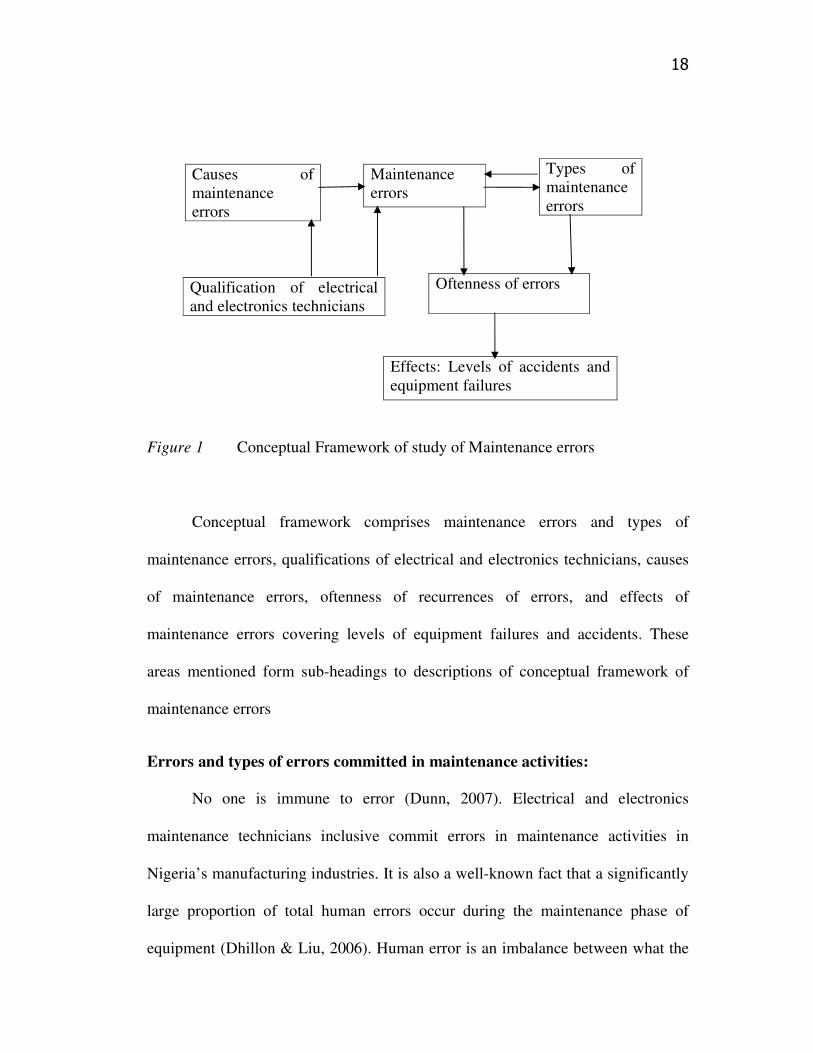
Conceptual Framework of Maintenance errors
Conceptual framework is a description of maintenance errors which result
from maintenance activities of repairs and servicing carried out by electrical and
electronic technicians, and which lead to levels of accidents and equipment failures
in Nigeria’s manufacturing industries. The Conceptual framework of maintenance
errors as presented in a schematic form in figure 1 is structured on the specific
objectives of the purpose of the study.
18
Effects: Levels of accidents and equipment failures
Figure 1 Conceptual Framework of study of Maintenance errors
Conceptual framework comprises maintenance errors and types of
maintenance errors, qualifications of electrical and electronics technicians, causes
of maintenance errors, oftenness of recurrences of errors, and effects of
maintenance errors covering levels of equipment failures and accidents. These
areas mentioned form sub-headings to descriptions of conceptual framework of
maintenance errors
Errors and types of errors committed in maintenance activities:
No one is immune to error (Dunn, 2007). Electrical and electronics
maintenance technicians inclusive commit errors in maintenance activities in
Nigeria’s manufacturing industries. It is also a well-known fact that a significantly
large proportion of total human errors occur during the maintenance phase of
equipment (Dhillon & Liu, 2006). Human error is an imbalance between what the
Maintenance errors
Causes of maintenance errors
Types of maintenance errors
Oftenness of errors Qualification of electrical and electronics technicians
19
situation requires, what the person intends, and what he/she does (Occupational
Health and Safety Agency for Healthcare (OHSAH), 2004). Reason (1990) defined
human error as a generic term to encompass all occasions in which a planned
sequence of mental or physical activity fails to achieve its intended outcome.
Peters (1962) proposed a definition of human error in relation to maintenance as a
deviation from previously established, required or expected standard of human
performance that results in an unwanted or undesirable time delay, difficulty,
problem, incident, malfunction or failure. Dhillon & Liu (2006) defined human
error as the failure to perform a specified task (or the performance of a forbidden
action) that could lead to disruption of scheduled operations or result in damage to
property and equipment. Human error with respect to maintenance is a mistake
made by a person rather than being caused by a poorly designed process or the
malfunctioning of a machine, for example, a computer. Human error may be
referred to as an act, assertion or function that unintentionally deviates from what
is correct, right or true.
Error committed in maintenance activities is the measurement counterpart
of reliability, and most, if not all, errors can be classified at some stages as human
errors (Kara & Collin, 1992). According to Hollnagel (2005), human error has at
least three different denotations, so that it can mean either the cause of something,
the event itself (the action), or the outcome of the action.
Humans error as cause: The oil spill was caused by human error. Here the focus is
on the action (the human error) as the alleged cause of the observed outcome (the
oil spill).
20
Human error as event or action: I forgot to check the water level. Here the focus is
on action or process itself, whereas the outcome or the consequence is not
considered. In some cases the outcome may not yet have occurred but the person
may feel that an error has been made, such as having forgotten to do something.
Nevertheless, a forgotten item or action need not always lead directly to a manifest
failure.
Human error as consequence: I made the error of putting salt in the coffee. Here
the focus is on the outcome, although the linguistic description is of the action. In
this example, the fact that the coffee becomes undrinkable is the matter of concern
and the action is therefore equated with the consequence.
In practice, people may often realize consciously or subconsciously that
something has gone awry before the consequences have had time to manifest
themselves and therefore make attempts to compensate for or adjust the
development of events. According to Hollnagel (2005), following the proposal of
Amalberti (1996) this leads to the following classification:
• Actions for which the actual outcome matches the intended outcome,
that is, actions that seem to achieve their goal. These actions are usually
regarded as correctly performed actions, hence give the cause for
concern, even though it is possible that the outcome came about in other
ways.
• Actions that are perceived as having been carried out incorrectly in
some ways, but where the discrepancy is detected and corrected. This
can either happen as the action is being carried out, where typing
21
mistakes are typical example, or immediately after as long as the system
makes a recovery possible. If the system is sufficiently forgiving, the
actual and intended outcomes may still match and the action may
therefore for all intents and purposes be considered as correct.
• Actions which are recognized as being carried out incorrectly, and
where recovery is not possible. A recovery can be impossible for several
reasons, for instance that the system has entered an irreversible state,
that there is insufficient time or resources, etc. In these cases the actual
and intended outcomes do not match, and the action is therefore
characterized as an error.
• Actions that are recognized as being carried out incorrectly, but where
the discrepancies are ignored. This usually happens because the person
considers the expected consequences of the action failure as unimportant
in an absolute or relative sense. This assessment may either be correct or
incorrect, depending among other things on the users’ knowledge of the
system in question. If it turns out that the consequences were not
negligible, the action is in retrospect classified as an error.
• Actions that are carried out incorrectly, but which are not detected at the
time, and therefore not recovered. The action is therefore characterized
as an error.
It follows from the description above that the common element is the
detection or recognition that the outcome differs from what is expected. The brain
makes some kind of comparison between actual and intended outcomes on a neural
22
level. This enables human beings to be quite good at detecting when something has
gone wrong. In conclusion, human performance is always variable. Sometimes the
variability becomes so glaring that it leads to unexpected and unwanted
consequences, which then are called errors.
Errors may be characterized in terms of behaviour components that reflect
the basic type of human behaviour that generate them. According to McCormick
and Tiffin (1979), errors made by human beings are classified as follows:
• Input behaviour (errors of sensory or perceptual input);
• Mediator errors (errors of some mediation or information processing
type)
• Output errors (errors in making physical response)
. According to Wikipedia (2009), there are many ways to categorize human error.
• exogenous versus endogenous (for example, originating outside versus
inside the individual)
• situation assessment versus response planning and related distinctions in
o errors in problem detection
o errors in problem diagnosis
o errors in action planning and execution (for example: slips or errors of
execution versus mistakes or errors of intention)
• By level of analysis; for example, perceptual (e.g., optical illusions versus
cognitive versus communication versus organization
Human erro6rs are prevalent in maintenance activities. Pennie, Brook and
Gibson (2007) noted that James Reason, a leading authority on human error,
23
commented that if an evil genius was given the job of creating an activity
guaranteed to produce an abundance of errors they would devise something akin to
maintenance work. Errors which occur in the maintenance processes meant to
restore or retain industrial equipment to their original working conditions may be
called maintenance errors. Maintenance errors are discrete form of human error
(Dhillon 2002). A maintenance error is the failure of a maintenance system
(including people) to perform in the manner expected (Franklin, 2008).
Maintenance errors are the product of a chain of actions and conditions, which
involve people, teams, tasks, workplace and organizational factors (Reason and
Hobbs, 2003). Dunn (2007) explained that more than half of maintenance errors
are recognized as having happened before-often many times.
Reason (1993) and Dunn (2007) classified human errors which occur in
maintenance activities according to their contributing factors as follows:
Recognition Failures: these include:
• Misidentification of objects, signals, and messages; and
• Non-detection of problem states.
Memory Failures: these include:
• Input failure – insufficient attention is paid to the to-be remembered
item. This in turn can include:
a. losing our place in a series of actions;
b. time gaps experience.
24
• Storage failure – to-be remembered materials decay or suffer
interference. Most common in maintenance is the problem of forgetting
the intention to do something.
• Output failures - when we cannot recall at the required time such as the
name of something-being an experience.
• Omission following interruptions - we rejoin a sequence of actions
having omitted certain required steps.
• Premature exists - we terminate a job before all actions are complete.
Skill-based slips: Slips are errors which occur during the performance of
simple, routine actions. They include cases where workers tripped, fumbled
objects or carried out an automatic action in a familiar situation when they did not
intend to perform the action in the manner they did (Hobbs, 2005). Dunn (2007)
stated that skill–based slips are generally associated with automatic routine, these
can include:
• Branching errors - such as intending to drive out on sight-seeing on
weekend but missing the turnoff, and continuing on towards the office
as you would every other day of the week
• Overshoot errors - intending to stop at the market on the way home, but
forgetting and continuing home without stopping.
Skill-based Attention Slips Memory Lapses - may involve the unintentional
deviation of actions from what may have been a perfectly good plan (Reason
1993). We are all prone to these types of errors and to recognize when we have
25
slipped up, quite often in the immediacy of the event. For example, putting the
butter in the oven instead of the fridge; making a cup of tea instead of coffee;
picking up the wrong syringe; selecting the wrong person in an email distribution
list. Errors caused by distraction and interruption are generally difficult to
eliminate completely but it is possible to control and prevent them.
Mistakes occur when actions follow a plan, but the plan deviates from the
intended path to the desired goal. These errors occur when people do not have
appropriate or sufficient information upon which to base their decisions or plans.
They also occur where people do not understand the rules they are working within,
or misapply the information because of lack of experience or knowledge (Reason,
1993). There are therefore two principal types of mistakes.
Rule-based mistakes: According to Hobbs (2005), rule based-errors can
occur when a person is working in a familiar environment but where they fail to
take into account circumstances which could have been apparent at the time. As a
result their actions result in unintended consequences. Rule based-errors do not
necessarily involve an intentional violation of procedures but rather indicate that
the person failed to apply unspoken rules of good practice to their work. Common
forms of rule errors are untested assumptions or failures to check systems before
acting. Dunn (2007) observed that maintenance work is highly proceduralized and
full of rules. These can be written or exist only in peoples’ heads. Rule based
errors include:
• Misapplying a good rule - that is using a rule in a situation where it is
not appropriate;
26
• Applying a bad rule - the rule may get the job done in certain situations,
but can have unwanted consequences. This is the most common when
people pick up others’ bad habits.
Knowledge-based errors: These are mistakes in which the individual encounters
a novel situation for which his/her training does not provide some pre-learned rule-
based solution. The consequence is therefore that he/she has to use ad-hoc “on
line” reasoning based upon his/her experience to date. Due to this lack of
experience, he or she will have an incomplete or incorrect mental model of the
problem (Reason, 1993). Generally, Knowledge-based error is the situation when
someone is performing an unusual task for the first time. Knowledge based-errors
are strongly associated with inadequate training (Hobbs, 2005).
Violations: These are deliberate acts which violate procedures. They involve
deliberate deviations from some regulated code of practice or procedure (Reason,
1993). They occur because people intentionally break the rules. Most violations
appear to be well-intended attempts to complete a task in the face of time pressures
or other challenges (Hobbs, 2005). Nigerian institute of Safety Professionals
(2004) enumerated types of violations to include:
• Unintentional violations: Understanding-people do not know how to
apply the procedures. The problems with understanding may arise from
the use of difficult language in procedures, many cross-references and a
general failure to consider the level of users when designing and writing
the procedures.
27
• Unintentional violations: Awareness-people act as if there is no
procedure
• Routine violations: Rules are broken, because they are felt to be
irrelevant or because people no longer appreciate the dangers involved.
Routine violations occur when the effort of rule following is felt to be
greater than apparent benefits. Jobs may be perceived as having little
risk, when done by a skilled person, or the procedures may be felt to be
unnecessary, even by a well-intentioned and motivated workforce.
Unless control is exercised, a culture that tolerates violations is created.
• Situational violations (No-can-Do): It is impossible to get job done by
following the procedures strictly. Some violations occur when to
understand real working conditions may increase pressure to violate in
order to get the job done and achieve targets.
• Optimizing violations (I-can-Do-Better): It is sometimes possible to get
the job done faster, more conveniently or have a thrill by not adhering to
the rules. Incentives, such as bonus for meeting targets or achieving
personal goals, may encourage optimizing violations. It should be noted
that such violations can serve as the basis for improvements in
productivity and safety if brought out into the open, communicated,
discussed and approved.
• Exceptional violations: People have to solve problems for the first time
and fail to follow good practice. In new situations where there may be
28
no procedural guidelines, this kind of violation may occur such as in
jobs that require a great deal of novel problem solving. It is competence,
rather than procedures, that will help to reduce the occurrence of rare,
yet dangerous violations.
Altman (1964) stated that errors are differentiated in relation to three general
types of work activities. They are:
Work involving discrete acts:
• Omissions (failure to perform a required action)
• Insertions (performance of a non-required action)
• Sequence (performance of actions out of sequence or at wrong time)
• Unacceptable performance (usually unacceptable quality)
Continuous actions: (as in continuous control of a process)
• Failure to achieve end state in available time
• Failure to maintain desirable degree of control
Monitoring (vigilance) function
• Failure to detect relevant stimuli or signals
• False detection of stimuli or signals
McCormick and Tiffin (1979) explained that it is frequently difficult to
isolate the real cause of specific errors. However the authors attributed errors to
situational and individual variables. Situational variables include workspace and
equipment layouts; environment; design of machinery hands tools, and other
equipment, methods of handling, transporting, storing and inspecting the
29
equipment; job planning information and its transmission; and operating
conditions. McCormick and Tiffin (1979) explained that individual variables are
attitudes, personality, physical skills, age, sex education and experience. Ware in
McCormick and Tiffin (1979) pointed out that both types of variables mediate
human performance that is; they do not control performance directly. The
situational variables provide framework within which the individual variables
operate.
Errors affect the quality of work people do, and can contribute to injuries
and fatalities. Some workmanship errors of course can be perceived readily either
by direct observation or from subsequent consequences (McCormick & Tiffin,
1979). Such subsequent consequences from maintenance of production equipment
in manufacturing industries are economic. This is quite contrary to the goal of
maintenance as stated by Stephenson (1999), to keep the production system in
good working order at minimum cost.
Maintenance is any action that retains working system in a satisfactory
operational condition and if a failure occurs restores the failed system to a
satisfactory operational condition (Bacon, 1989). The British Standards Institution
(BSI, 1984) defines maintenance as a combination of all technical and associated
administrative activities required to keep equipment, installations and other
physical assets in the desired operating condition or restore them to this condition.
Maintenance is also any activity designed to keep equipment or asserts in working
condition (Monk, 1982). Stephenson (1999) expressed that maintenance activities
are often organized in two categories namely; (i) building and grounds and (ii)
30
equipment maintenance. Building and grounds, is responsible for appearance and
functioning of buildings, parking lots, lawns, fences, and the like. Equipment
maintenance entails keeping machinery and equipment in good and working order.
The mechanization and automation of manufacturing industries have
increased the number of maintenance jobs in which the major functions is that of
monitoring an operation of equipment or process. The primary concern for
technicians in monitoring is the correct identification of all, or most of the events
that should require their actions such as calibration, services and repairs.
1. Monitoring
Monitoring is to watch and check production equipment over a period of time
in order to see how it operates so that necessary actions can be taken should
changes in conditions of operations are perceived. Monitoring may be referred to
as intensive care of operating equipment for twenty-four hours in manufacturing
industry. Monitoring is carried out either continuously or at periodic intervals,
depending on the plant equipment being monitored. “Plant and equipment that are
required to run for a pre-determined period over many weeks would require
continuous monitoring whereas equipment for example a heating pump or motor
unit fitted with sealed bearings and a mechanical seal on the pump elements would
require periodic monitoring (Snow, 1991).
Plant and equipment include generators, electrical machines and electronic
equipment which provide complete automation of each manufacturing industry.
Wickens and Holland (2000) explained that automation describes a way of
31
completing work through the use of mechanical and electrical devices (electrical
machines and equipment) rather than through direct human action. Electrical
machines and equipment are classified in terms of their energy conversion
characteristics. Stephen (1993) and Rizzoni (2004) explained that a machine acts
as a generator if it converts mechanical energy from prime mover say, an internal
combustion engine to electrical form. A machine can be classified as a motor if it
converts electrical energy to mechanical form. Electrical motors provide forces
and torques to generate motions in countless industrial applications for example,
machines tools, robots, punches, presses and propulsion systems of electric
vehicles (Rizzoni, 2004). Generators are used in power generating plants or the
common automotive alternator.
Control equipment are electronics equipment which provide the control
system to detect, measure the variables or conditions of the operating equipment
and machines. Control systems refer to methods of adjusting the flow of energy
from a source to a load or process so that some desired results may be achieved
(Bryan, 1978). With advent of modern technology more products and machines are
embedded with sensors and connected through tethered-and-tethered networks
(Lee, 2007).
Electrical and electronics technicians are seconded to equipment or placed on
designated locations to monitor the equipment’s conditions on on-load and off-
load modes. On load monitoring is carried out without interrupting the operation of
the unit of production; and off-load monitoring is carried out when the unit is shut
down or at least removed from its prime duties (Okah-Avae, 1996). According to
32
Lee (2007), machine conditions are constantly monitored and their signatures
evaluated. However, this is done at machine level -one machine at a time. Some
locations of the equipment being monitored may expose electrical and electronics
technicians to heat, grease and noise on factory floor. Some have to work in cramp
spaces (Fullerton, 1996).
There are a variety of monitoring methods. “The suitability of particular
method could be determined by the age, type and operating condition of the
machinery under consideration; but more importantly, by its ability to give
information on the general mechanical health or any particular mechanical ailment
of the machinery” (Okah-Avae, 1996). There are general purpose methods and
specialized methods. Okah-Avae (1996) and Snow (1991) enumerated the
monitoring methods for general-purpose methods to include: Vibration
monitoring, Sound monitoring, Lubricant monitoring, Thermal monitoring,
Corrosion monitoring, Acoustic emission monitoring and Environmental
monitoring.
The specialized methods as compiled by Okah-Avae (1996) are: Ultrasonic
measurements, Shock pulse measurements, Strain load measurements, Flux
monitoring and Industrial computers. Both the general purpose and specialized
methods are used in on-load and off-load monitoring modes. Only vibration testing
that is carried out on off-load mode of monitoring. The machines, test equipment
and instrument after being installed in the manufacturing industries are maintained
by among others electrical and electronics maintenance technicians.
33
Vibration Monitoring: A change in the physical or running condition of
mechanical system usually gives rise to a corresponding change in the vibration
produced by them. Signals which result from vibrations are usually combination of
sinusoidal, periodic and random signals. “Pure sinusoidal signals are those which
have only one frequency component Okah-Avae, (1996). A periodic signal is one,
which contains many discrete frequency components, super-imposed on each other
and usually having dominating frequency; and random signals have non discrete
frequency spread, which is continuous over a wide range. They never repeat
themselves (Okah-Avae, 1996).
Electronics equipment such as vibration monitors are built into the
monitoring system controlling the item of plant. This provides an earlier warning
of any deterioration in bearings, gear damage and wear, valve leaks, imbalance of
rotating parts, misalignment or effects caused by incorrect displacement of fluids.
Operators have to identify the warning signals and report for appropriate actions.
There are also hand held vibration monitors used for periodic checks on a wide
variety of plant and equipment (Snow, 1991). Global spec (1999-2007) has
vibration test equipment and instrument, which include instruments, equipment
and sensors for measuring, transmitting, producing, controlling and or analyzing
vibration, frequency shock and sinusoidal or oscillatory motion. Electrical and
electronics maintenance technicians observe signals and work on control
equipment which detect vibration signals generated and report to respective
mechanical maintenance personnel for appropriate action.
34
Sound Monitoring: Relative positions of the sources of sound and their directions
of propagation vis-à-vis the sensors are major consideration in sound monitoring.
Various characteristics which determine the finality and nature of sound include
speed, pressure level, frequency, power and intensity. “Sound pressure level (SPL)
is measured in decibels (dB) (SPL=10log10 P/p0 dB) and it is directly related to the
loudness of the sound. Another useful measure of sounds is the power level (SWL)
(SWL=10log10 w/w0 dB) which is directly related to the square of the pressure.
Sound sensors are installed in or around equipment that develops sound problems
such as gear trains bearings, pumps and compressors diesel and jet engines and
hydraulic values. Electrical and electronics technicians maintain sound monitoring
equipment and solve electrical machine sound related problems.
Lubricant Monitoring: Lubricant monitoring is done in order to detect, at the
earliest possible, any condition likely to cause machinery breakdown. Lubricants
reduce friction hence wear of two surfaces that are moving relative to each other.
Liquid lubricants effect some cooling of moving parts as well as carry away dirt,
moisture and foreign materials between the sliding surfaces. Component wear
leads to component deterioration and hence machinery failure (Okah-Avae, 1996).
Traces of wear from moving parts are therefore identified with the use of the
instrument. Fluid condition monitor monitors the built up of ferromagnetic wear
debris in samples of lubrication and hydraulic oils (Snow, 1991). Other
instruments used in lubricant monitoring include: Rotary particle depositor (RPD),
magnetic chip detector (MCD) and spectrometer. Limits of wear element
35
concentration levels are established based on normal and allowable concentration
data. Electrical and electronics maintenance technicians observe signals and work
on control equipment which detect dirt, moisture and foreign materials between
moving faces or/and report to respective mechanical maintenance personnel for
appropriate action.
Thermal Monitoring: Numerous machinery faults or equipment malfunctions
give rise to increased temperature of the equipment surface. In some cases heat
generated is transmitted to the surface from hot bearing or a worn out furnace wall.
Temperature meters in form of infrared camera enable the operative to take
readings from a distance; there are electrical deflecting instrument which receive
signals from resistance thermometer, thermocouples, thermopile or other radiation
pyrometer.
Likely sources of thermal effects are: Motor overload or electrical fault, damaged
electrical components, bearings with poor lubrication, internal damage, overload or
misalignment and transmission components with poor lubrication, overload or
incorrect assembly.
Thermal monitoring in form of thermal imaging has registered successes in
preventing possible breakouts in ladles and furnaces in the steel industry (Okah-
Avae, 1996). Electrical and electronics technicians observe signals and work on
control equipment and detect change in temperatures which appears abnormal.
Corrosion Monitoring: Corrosion results from chemical reactions which are
effected by certain variables and conditions such as chemical composition of metal
36
and fluid, temperature, pressure, velocity, stress and physical configurations such
as crevices, beads and elbows (Okah-Avae, 1996). The author explained that some
common types of corrosion experienced in industries include general or uniform
oxidation corrosion, stress corrosion, fretting, pitting, hydrogen embrittlement and
galvanic corrosion.
Physical manifestation of corrosion such as rust staining, bulging, cracking,
or distortion of insulations is easily detected by visual inspection. Equipment used
for visual inspection and maintained by electrical and electronics maintenance
technicians are callipers, pit-gauges, scrapers and brushes, mirror, miniaturized
television cameras and fibre-optics.
Acoustic Emission Monitoring: Most engineering and structural materials emit
sound when their physical state of equilibrium begins to undergo some changes.
Okah-Avae (1996) gave a list of physical changes to include: crack formation,
extension and plasticization in metals; phase transformation in metals, dislocation
movements; disbanding and reinforcement failures in composite materials; friction
mechanisms; and similar destructive phenomenon in any manufactured component
or equipment.
Mechanical failures of equipment are preceded by one or more of these
physical changes and they usually occur at a very early stage of such failures.
Acoustic instrument available which require attention of electrical and electronics
maintenance technicians are instrument, equipment and sensors for measuring,
37
transmitting producing, controlling and/or analyzing vibration, sound levels
sinusoidal or oscillatory motion (Global spec, 1999-2007).
Environmental Monitoring: Changes in environmental conditions including
radiation, gases, dust, smoke, moisture and dew analytical meters such as pH
meters, spectrometers and chromatographs are used in manufacturing industries,
and are maintained by electrical and electronics maintenance technicians.
Fisherbrand hydrous series consisting of models 300, 400, 500 and 600 is a variety
of durable, simple microprocessor based pH meter designed to optimize
measurement accuracy (Meserve, 1997). pH meter measures the level of acidity
and alkalinity of gas or substance produced or emitted as by product of production.
Specialized methods – Include Ultrasonic measurements, Shock pulse
measurements, Strain load measurements, Flux monitoring and Industrial
computers.
Electrical and electronics maintenance technicians observe signals maintain
machines, control equipment which detect signals generated and report to
respective maintenance personnel for appropriate action.
Ultrasonic techniques: it is used in flow detection (interval crack and blow holes)
and thickness measurement of metals and other materials.
Shock pulse measurement: it is diagnostic tool for identifying damage at the very
early state. Shock pulse meter (SP) comprises accelerometer with a peak detector
coupled to it. Little shock pulses generated by the bearings are transmitted to
38
excite oscillation at the resonance frequency of the accelerometer. The peak
detector then records the count which gives a measurement of the shock energy.
Strain load measurement: This is used in measuring the integrity of steel and
concrete structures. Strain gauges connected to a meter measure on time strains
along the load line in tension, compression or torsion. Okah-Avae (1996) stresses
that load monitor based on full bridge strain gauges is used to measure roll
separating forces in a steel rolling mill.
Motor flux leakage detection: Failures in motor can either be mechanical such as
bearing degradation, rotor distortion or electrical such as phase failures, inter turn
shorts. Both types of faults aid flux leakages. A search monitored by meter is
attached to the motor to detect increased flux leakage which indicates that the
motor is developing fault.
Industrial Computers: These are intended for use in factory floors or in other
harsh environments. These systems are designed to withstand shock vibration,
humidity, dust, mist and splash. These industrial computers are used for data
processing which helps in records up-date references by monitors and other staff
members.
Errors associated with monitoring tasks:
McCormick and Tiffin (1979) compiled errors associated with monitoring
tasks includes:
(a) failure to detect relevant stimuli or signals
39
(b) false detection of stimuli or signals and
(c) response lag.
Monitoring provides true position of conditions of operating equipment
which always require immediate attention of maintenance crew. The electrical and
electronics maintenance technicians in carrying out the maintenance activities rely
upon the information provided by control equipment, their natural senses of touch,
smell, sight and hearing and measuring instruments as means of carrying out (1)
inspection (2) calibration and (3) services and (4) repairs of production equipment
carried out under three levels of maintenance work.
2. Inspection
Inspection processes are somewhat akin to monitoring (McCormick & Tiffin
1979). Inspection is any check-up conducted on an equipment to bring up the
defects which demand immediate and appropriate action. Inspection may mean
testing or checking the conditions of equipment against the established standards.
Three basic elements are utilized when inspecting functional equipment. Harris
and Chaney in McCormick and Tiffin (1979) listed the basic elements to include:
• Interpretation (interpretation of some types of established standard
which defines what is acceptable and what is not).
• Comparison (comparison of the quality of characteristics of the item
being inspected with the specified standard).
• Decision making: (deciding whether the quality characteristics of the
item conforms to the standard or not). The three basic elements are
40
accompanied by action of (disposing of the item, recording the results of
the inspection and so forth).
The basic elements which are accomplished through the inspection tasks are
categorized into three types. McCormick and Tiffin (1979) mentioned them as
follows:
Scanning tasks: Searching for defects by scanning-usually visually but sometimes
by other sense such as by touch;
Measurement tasks: Use of some measuring devices such as micrometers,
multitesters and callipers and
Monitoring tasks: Monitoring some ongoing automatic or semiautomatic process
for indications of out-of tolerance conditions; sometimes this is done by
monitoring instruments.
To carry out the inspection tasks, require some techniques to facilitate the
action of inspection. Harris and Chaney in McCormick and Tiffin (1979)
developed some techniques, which might be relevant in specific circumstances.
These techniques are among the techniques used by electrical and electronics
technicians. They are as follows:
Scanning Methods: (Stationery and moving items) generally people make more
accurate visual discrimination when the object of visual regard is stationary than
when it is moving. McCormick and Tiffin (1979) expressed that results of studies
confirmed the ability of people to make visual discriminations is more for
stationary objects than the moving objects.
41
The number of characteristics being inspected at a time is of significant
importance. The explanation for this probably lies in the fact that when scanning
for many types of defects, the inspector is in effect, required to apply several or
many standard simultaneously (McCormick &Tiffin, (1979). The inspection of one
type of defect at a time requires as Chaney and Harris in McCormick and Tiffin
(1979) put it less mental gear shifting. Scanning many types of defects at a time
may overload attention and this sometimes create problem (parliamentary office of
science and technology, 2001).
Overlays in inspection: A photographic overlay which consists of replicated
oversize picture of an item in transparent materials is used. The overlay reflects all
details of the actual item thereby facilitating the making of visual discrimination.
The overlay tools are used in repairs of defective electronics circuits.
Magnification: Magnification offers possible relief for the bleary eyes of the
inspector by increasing the visual size of relevant features so that they are more
within the range of the visual resolution capabilities of the eye. The instruments
used are magnifying glasses.
Visual aids in Inspection: Certain types of items such as visual aids can be used
to enhance the inspection process. They detect such defects as misallocated holes,
improper dimensions, lack of parallelism and concentricity. These aids consist of a
series of simple drawings of the sample parts. The dimensions and tolerances for
42
each characteristic to be inspected are placed on the drawings to minimize the need
for calculation or reference to other materials.
Inspection decision aids: The characteristic of some items being inspected vary
along a quality continuum with some point along the scale being declared to
represent an “acceptable” level. The inspector after the instructional period
therefore is expected to store that image in his memory. In the inspection process,
the inspector makes a judgment about the degree of that characteristic, and in turn
decides if that degree represents a value above or below the acceptable dividing
line. The decision for each characteristics being examined requires in effects, an
absolute decision regarding the degree of the characteristics in question. A number
of psychological investigation have demonstrated that people generally can make
more accurate judgments about the amount or degrees of qualities, traits or
characteristics of object when comparing such objects with each other on relative
basis than when required to make an absolute judgment about the quality
(McCormick & Tiffin, 1979). Inspection decisions could be made more adequately
if the inspector is provided with some representation of the minimum acceptable
degree of the characteristics in question.
Limit Samples: A limit sample is a sample of product that is just barely
acceptable in terms of inspection standards; it represents the limit of acceptability.
When the use of actual limit samples is not feasible, it may be possible to represent
such samples photographically.
43
Mather (2004) gave an example of what poor inspection could cause. Fixing
a motor to a new plinth and then aligning it to whatever it is driving is a pretty
standard task. After a few month, new plinth have tendency to ‘settle’ often
forcing misalignment through shifting of the motor. Failure to take this into
account and to perform the necessary ‘checks’ to correct it if it occurs is also a
human error related issue.
Errors associated with inspection:
Inspection activities have some errors associated with them. McCormick and
Tiffin (1979) pointed out the following errors that are often committed during
inspection.
a Forgetting to apply the acceptable criteria for acceptable level of an item in
use, after the instructional period or training: Dunn (2007) described this
situation as output failure; that is things we know but cannot be recalled at
the required time.
b Failure to detect relevant stimuli or signals.
c False detection of stimuli or signals
d Accepting and unacceptable conditions and rejecting acceptable conditions
(McCormick & Tiffin 1979)
Since inspection processes are somewhat akin to monitoring (McCormick &
Tiffin 1979) therefore errors in numbers b and c which occur in monitoring may
likely occur in inspection processes. Inspection in this context is to assess the
conditions of equipment in operation and compare them with the established
44
standards for actions to be taken to keep it in its original working condition. The
appropriate actions may include calibrations, services and repairs.
3. Calibration.
Calibrations are adjustments made on equipment to bring back some drifted
values of electrical parameters such as current or voltage to their pre-set values for
effective operation of the equipment. Calibration is a comparison between
measurements – one of known magnitude or correctness made or set with one
device and another measurement made in as similar a way as possible with a
second device (Wikipedia, 2007). The device with the known or assigned
correctness is called the standard. The second device is the unit under test, test
instrument, or any of several other names for the device being calibrated.
According to Wikipedia (2007), calibration can be called for:
with a new instrument,
when a specified time period is elapsed,
when a specified usage (operating hours) has elapsed,
when an instrument has had a shock or vibration which potentially may have put it
out of calibration, sudden changes in weather and whenever observations appear
questionable
There are manual calibrations and auto calibrations. In manual calibrations,
pre-set variable resistors or capacitors and potentiometers are varied and current or
voltage values are read, compared and set in accordance with the assigned values
as specified by manufacturer of the equipment. Calibration is often regarded as
45
including the process of adjusting the output or indication on a measurement
instrument to agree with value of the applied standard, within a specified accuracy.
For example, a thermometer could be calibrated so the error of indication or the
correction is determined, and adjusted (e.g. via calibration constants) so that it
shows the true temperature in Celsius at specific points on the scale (Wikipedia,
2007).
An example of auto calibration as described is the fisherbrand hydrous series
300, 400, 500 and 600 produced for pH measurements. The pH meters have a
press button incorporated to initiates a change in current set-up parameters
whenever it is pressed (Meserve, 1997).
Visual and static tests are carried out in manual calibrations. The eyes
conduct visual checks and take readings of static tests.
Errors associated with manual calibration
a Miscalibration in planned maintenance and planned operation (Kim & Park,
2008)
Monitoring, inspection and calibrations are all aspects of services of
equipment. Monitoring and inspection precede calibrations, cleaning, oiling and
greasing involved in maintenance services.
4. Maintenance Services
No matter how well equipment has been designed, manufactured,
installed and commissioned, the possibility for failure cannot be ignored. To
prevent failure, maintenance services are carried out. Servicing is carried out by
46
personnel for the purpose of maintaining equipment and facilities in satisfactory
operating condition by providing for systematic inspection, detection, and
correction of incipient failures either before they occur or before they develop into
major defects. Maintenance servicing are those activities which encompass regular
monitoring inspection, clean up, lubrication, adjustment, alignment, calibration,
replacement, or replenishment to prolong an asset’s useful life, prevent its
breakdown and keep it capable of performing its intended function within its
design specifications (Online Business Dictionary, 2009).
Basically maintenance is a service function (Dunlop, 1990). Services are
tasks that are performed for someone else, such as laundry, cleaning, hospital care,
restaurant meal preparations, car polishing, psychological counselling and teaching
(Miller, 1999). Teriba (2004) explained that services, by comparison are products
which have no material existence and can neither be seen nor touched physically
although their results or instruments performing them may be capable of being
seen; for example haircut, insurance, transportation and medical care. Services are
mental or physical labour or help paid for by consumers. Examples are the
assistance of doctors, lawyers, dentists, repair personnel, house cleaners,
educators, retailers and wholesalers; things paid for or used by consumers that do
not have physical characteristics (Miller, 1999). Maintenance service therefore, is
any mental or physical activity or help provided to equipment or asserts to sustain
their working conditions, or to keep equipment as reliable as possible.
The main goal of maintenance services is to prevent machine and equipment
failure and thereby prolong the life of equipment and machines. To achieve this
47
goal, maintenance services are carried out under the umbrella of a number of
maintenance practices or strategies designed to facilitate and enhance its
effectiveness. The maintenance policies or strategies include: Preventive
maintenance, Planned maintenance, Predictive maintenance, Routine maintenance
and Overhaul maintenance.
Atsumbe (1997) explained that preventive maintenance is scheduled
inspection and service procedure which are designed to prevent equipment
breakdown and malfunction through early detection and remedy of causes.
Onadeko (1994) observed that planned maintenance requires the work for service
be planned by scheduling in advance for example for every week. Okonkwo
(1997) explained that routine maintenance falls under preventive maintenance; this
is because of its effectiveness in preventing faults in a system. Okonkwo (1997)
stressed that it is possible with predictive maintenance to identify conditions that
require correction before a major problem develops; so that the need for
disassembly and inspection of internal parts of equipment can be minimized.
Okonkwo (1997) observed that overhaul maintenance should follow planned
maintenance procedure in an industrial setting in order to prevent losses due to
downtime. All the maintenance practices have similarities because their
applications and concepts overlap.
There are two types of maintenance services currently in use in
manufacturing industries. They are (a) minor and (b) major maintenance services.
a, Minor Maintenance Services include
• Changing of oil (transformer)
48
• Lubricating the specified part
• An inspection of all fluid, belts, loses etc
• Some manufacturers recommend calibrations or adjustment of voltages
b, Major maintenance services include
• All minor services
• Replacement of parts at the manufacturers recommended replacement
intervals
• Other specified major services related to the pneumatic and fluid control
systems
In manufacturing industries major maintenance services are carried out in
form of overhaul maintenance. Overhaul maintenance involves a complete
disassembly of machinery and equipment, location of faults, replacement of major
and other parts which depreciated in function, total repair of parts and then
reassembly. This practice ensures that machines and equipment are brought back
to their optimum function to maintain maximum efficiency.
Maintenance services required for serviceable equipment are based on
• Manufacturers’ recommended or service manuals and specifications,
• Knowledge of particular equipment
• Years of experiences on the job
• Work procedure
Other requirements which may also serve for maintenance services as well as
repairs are listed by Atsumbe (1997). They include:
49
• Facility registers
• Maintenance schedule
• Job specification
• History records
• Service Manuals:
Most manufacturers of equipment publish and make available to customers
complete repair and calibrations or tune up data in form of shop manuals or service
manuals. The manufacturer’s manuals spell out among others procedures for
carrying out maintenance services. These maintenance services vary with different
equipment.
Specifications of equipment parts or equipment are also provided in the
manufacturers manuals. These contain part names and numbers. The specifications
are provided to facilitate replacement of individual parts nearing the end of their
life span before they actually fail. Specification also helps to determine the correct
item during procurement.
Maintenance services activities are effectively carried out based on relevant
work experiences on particular equipment and knowledge of construction and
operational principles of the equipment. Against this background job vacancies
require relevant qualifications and years of relevant work experiences (Sinclair,
1988).
Facility records establish what have to be maintained. The register contains
information like either the unit is mechanical or electrical, constructional and
technical details, drawings, and manufacturers’ handbooks. It may be useful to
50
include other information such as available spare parts. External maintenance
services and major components part may require separate cards, for example,
power units’ gearbox.
Maintenance schedule indicates how maintenance is to be carried out.
Maintenance schedule presents a comprehensive picture of the work to be done to
each item and at what intervals must be done. Job specification is prepared from
the maintenance schedules, detailing various periods which maintenance is
required by individual machines. The extent of details depends on the equipment
to be maintained.
History record: The history card is for the recording and analysis of results
achieved. Each plant item should have a history card. This summarizes details of
adjustments made, failures, actions taken to rectify them, causes of breakdown and
manpower used. The history card helps in future when similar faults occur.
Maintenance services have some advantages over maintenance repairs:
• Maintenance service reduces the rate of breakdown
• It reduces the cost of maintenance
• It provides for formation of ideas about the competencies of technicians.
• It provides ground for modification or replacement of equipment before
the havoc is done
• It is the basis for stable maintainability hence stable production
• It equips technicians with knowledge and skills for repairs.
51
Maintenance services may be carried out on serviceable equipment. This
serviceable equipment may contain units that may be unserviceable. Such units if
are found problematic are simply replaced after careful inspection and testing.
Maintenance services are carried out to ameliorate the likely deteriorating
operating conditions of equipment that may cause equipment breakdown. Its
activities however, integrate maintenance repairs in the event of likelihood of
occurrence of fault envisaged through inspection activities during maintenance
services.
Errors associated with maintenance services
a Forgetting to apply acceptable criteria (Dunn, 2007)
b Failure to perform necessary checks (Mather, 2004)
c Omission (Riggio, 2000)
d Forgetting intention to do something (Dunn, 2007)
e Accepting an unacceptable condition and rejecting an acceptable condition
(McCormick &Tiffin, 1979)
f Terminating job before all actions are complete (Dunn, 2007).
5. Maintenance Repairs:
Maintenance repairs are carried out due to deteriorating condition of or
faults in the equipment. Maintenance repair is intended to restore malfunctioning
or failed or broken-down equipment to its original working condition.
Maintenance repairs are the actions involved in fixing to its original working
condition any sort of mechanical or electrical device should it become out of order
52
or broken (Defense Logistica Agency of mechanical or electrical, 2011).
Maintenance repairs can be defined as restoration of a broken, damaged, or failed
device, equipment, part, or property to an acceptable operating or usable condition
or state (London School of Business and Finance, 2009). Repair or corrective
maintenance can be defined as a maintenance task performed to identify, isolate,
and rectify a fault so that the failed equipment, machine, or system can be restored
to an operational condition within the tolerances or limits established for in-service
operations (Wikipedia, 2011). Repair is carried out after failure detection and is
aimed at restoring an asset to a condition in which it can perform its intended
function. Repair or corrective maintenance can be subdivided into "immediate
corrective maintenance" (in which work starts immediately after a failure) and
"deferred corrective maintenance" (in which work is delayed in conformance to a
given set of maintenance rules).
Maintenance repair is reactive. It is done at machine level, one machine at a
time. It is a fail-and-fix approach. Troubleshooting is the primary purpose.
Troubleshooting refers to diagnostic or corrective maintenance, which is
performed to correct an already-exiting problem. Maintenance repair deals with
breakdown or other problems such as wobbling and worn out units when they
occur. Stephenson (1999) referred to it as breakdown maintenance. Maintenance
repair is carried out under following maintenance practices. They include:
Breakdown maintenance or corrective maintenance, Fixed time maintenance,
Operate-to-failure, Planned maintenance and Opportunity maintenance.
Maintenance repairs depending on the situation may introduce minor changes in
53
design, and substitution of more suitable components or improved materials of
construction to eliminate problem, Okonkwo (1997) added.
Fixed time maintenance is the repair or replacement of parts at periodic
intervals prior to failure (Okonkwo, 1997). Atsumbe (1997) explained that fixed
time maintenance is dependent on time. A component failure and components
wear are clearly time dependent.
Operate-to-failure is an application of corrective maintenance, after failure,
the measure is to return the instruments or equipment to an acceptable condition in
the most economical manner (Onadeko, 1994). It involves repairs in the suppliers’
or organizations’ workshops or replacement of bad item which is very expensive.
Planned maintenance involves a whole range of maintenance work and it
applies to any type of maintenance policy such as corrective, breakdown and
preventive maintenance (Onadeko, 1994). Okonkwo (1997) expressed that the
overall plan includes, as a rule, inspections and replacements of parts that are
worn, and adjustments. Corrective maintenance is concerned with the detection,
location, and repair of faults as they occur. It is referred to variously by service-
men as breakdown maintenance, repair maintenance or replace-as-they fail
(Okonkwo, 1997).
Opportunity maintenance is used to describe maintenance actions carried out
during planned maintenance or after failure or during fixed-time or condition-
based repair, but specifically concerned with items other than those that originally
cause of the maintenance work or repairs (Atsumbe, 1997). Opportunity
maintenance work may arise as a result of chance observation or may form part of
54
an operate-to-failure policy. Corrective maintenance is mainly concerned with
equipment failures. The equipment failures however occur randomly such that
corrective maintenance cannot be really programmed in advance. Instead
corrective maintenance guidelines are formulated. The corrective maintenance
guidelines cover fault finding techniques and other repair processes required to
restore the equipment to the original conditions.
It is recognized that all electrical and electronics equipment of a given type,
work on a particular principles and can therefore suffer the same defects, hence
they are amendable to the same techniques. Onadeko (1994) explained that
specific defects will cause the same complaints in all types of equipment. A faulty
integrated circuit (IC) in an amplifier can cause a distortion due to a “leakage”
transistor or capacitor. It depends upon the use the amplifier is put to as to the
symptoms shown.
(a) In a test instrument: Inaccurate reading would occur (b) in control circuit:
erratic operation would be observed, (c) in a radio transmitter: harmonic radiation
may be introduced, (d) in an audio amplifier: a distorted sound would be heard,
and (e) in a television video section: a smeared picture would be seen (Onadeko,
1994).
The fact is that the basic fault is the same, the basic circuit is the same and
the basic maintenance technique which can be used for examples signal tracing
with oscilloscope and static test with multi-tester is the same. Fault finding
techniques may be diagnostic techniques. The choice of diagnostic technique or a
combined number of them depends on the situation such as the range of test
55
equipment available, the environment that is whether the faulty device can be
moved to the workshop or be repaired on site. Onadeko (1994) stressed that there
are very basic checks which should always be carried out right at the start of any
fault investigation; this involves use of senses such as eyes, ears, and nose. Eyes
are used for detailed visual checks; ears are employed to detect incorrect operation
particularly of mechanical or moving parts. Noses are used to smell obvious
odours due to damages such as burnt out component or motor windings.
Visual inspection or checks is commonly used in repairs of equipment and
machines in manufacturing industries. A close observation using visual senses to
detect or locate fault in equipment is the first action to repair. Onadeko (1994)
explained that visual inspection includes:
• Checking state of equipment,
• Looking for obvious signs of damage
• Confirming with the operator the description of the symptoms.
• Asking if anything unusual has occurred; was environment normal, was
the unit operated correctly.
• Checking if batteries are involved first.
• Checking for LIVE signs.
Fullerton (1996) expressed that when equipment breaks down, the repair
processes is to: (1) examined work orders, which indicate problems or talk to
equipment operators (2) check for common causes of trouble such as loose
connections or obviously defective components (3) if routine checks do not locate
56
the trouble, refer to schematics and manufacturers’ specifications that show
connections and provide instruction on how to locate problems such as
troubleshooting.
The visual checks and routine checks are necessary to help localize the fault.
Diagnostic techniques or programme are run to pinpoint malfunctions. These
involve the use of multi-tester signal generators and oscilloscope, voltage testers,
pair of pliers, screw drivers and sometimes spanners and soldering irons. The
diagnostic techniques are: static test, dynamic test, vibration technique or brute
force, signal tracing method, signal substitution test and sensory test by technicians
as pointed out by Pachett (1972), Onadeko (1996) and Okoro (1992).
Sensory Test: This requires the use of human senses such as sense of smell, sense
of touch, sense of hearing and sense of vision. The eyes are used for visual checks
such as looking for likely signs of damage, burns and cracks or opening or
closures. The ears are used to detect noise from malfunctioning parts particularly
mechanical or moving parts. The nose is used to perceive the odour of burnt parts,
components such as motor windings, capacitors and resistors. Hands are used as
sense of touch to feel heat and vibration of shaft or wobbling moving parts. The
sensory test is followed by static test to isolate the fault.
Static tests: This involves measurement of voltages, resistance and current.
Voltage measurements are used to check the steady or direct component of voltage
in the circuit; resistance measurements are carried out only when the affected
components is isolated or removed off the circuit. The resistance readings are then
57
taken with the multi-tester. Current measurements are made by breaking the circuit
and connecting the ammeter in series with the suspected components. The circuit
is then switched on and current value is read from the ammeter. In all current
measurements and in all cases involving static test, the readings are compared with
readings of the service manual, reference instrument, schematic diagrams,
reference books, technical knowledge and work experience.
Dynamic test: This is carried out under full operating conditions of the device.
The test is to locate faults which affect signal voltages but do not affect the steady
voltages across the circuit as measured by the static tests (Patchett, 1972). It can
isolate all types of troubles such as components defects, serious changes in
equipment operation and minor defects. It is useful in tracking down intermittent
faults. There are two types of dynamic tests. They are (a) signal tracing test and (b)
signal substitution test.
(a) Signal tracing test: This is carried out when the equipment is in operating
conditions. An oscilloscope is used to display on screen the signal of each stage of
the circuit. The stage where the signal is lost, the associated components are
suspected and are subjected to voltage test, or removed for resistance test.
(b) Signal Substitution test: When the equipment is in working condition, signals
generated by signal generator or injector is injected into the input circuit to be
detected by the oscilloscope at any point of the circuit. This is to help identify
which stage of the equipment the signal fails to pass due to its malfunctioning
58
state. Resistance tests are then carried out to find out the defective component in
the section where the signal is lost.
Brute force technique: This technique is good for locating, intermittent faults.
With this method, fault can be brought on or located by lightly tapping, wriggling,
bending or twisting the equipment for the source of intermittent fault. Components
are changed when it becomes necessary.
The method of testing used to locate the sources of trouble or fault are based
on the operating principles of the mechanism, and the type of system. This makes
it easy for the troubleshooting pointers to be prepared (Althouse, Turnquist &
Braccino, 1974).
When the fault has been identified repair task are performed to restore the
equipment into original working conditions. The repairs involved are to amend or
replace or recondition the component affected. The confirmation of the working
condition is made by test running the equipment.
Equipment repairs have been made relatively easy. More equipment now has
self diagnosing features which greatly simplifies the work (Fullerton, 1996). In
addition, equipment is now designed in modular form of complete unit or sub-unit.
The unit or sub-unit can be replaced easily whenever it fails. This saves time and
cost of repairs.
Repairs of plant or equipment in industry or factory can be contracted into
expert’s hands. This is to ensure good workmanship and reliability of equipment.
Repair work in manufacturing industries are carried out either in the; (1) workshop
59
or (2) industrial site-equipment location depending on the condition of the
equipment. Defective components and machines requiring extensive repairs are
sent to the workshop. Fullerton (1996) observed that shop repairers determine the
source of a problem in the equipment and may estimate whether it is wiser to buy a
new part or machine or to fix the broken one.
The repair process is systematic. It involves series of steps or procedures to
be followed, leading to replacement of damaged or malfunctioning or worn out
component of equipment and adjustment of belts, chains or retightening of the
slackened screws or belts. When effecting repairs or carrying out checks, the
reading may be compared with:
• Service manuals,
• Reference instrument,
• Schematic diagnosis,
• Reference books,
• Our technical knowledge (Onadeko, 1994) and
• Working diagrams for mechanical units.
• If in doubt, it may be best to seek for advice, or relevant information
from experts before anything is changed; confirm the correctness of the
diagnosis
Equipment conditions may require both maintenance repairs and
maintenance services. The equipment conditions which require both maintenance
services and repairs may be specified by maintenance policies such as opportunity
60
and overhaul maintenance. Onadeko (1994) explained that opportunity
maintenance describes maintenance actions carried out during planned
maintenance or after failure, or during fix time but specifically concerned with
items other than those originally cause the maintenance work or repairs. Okonkwo
(1997) expressed that overhaul maintenance ensures that machines and equipment
are brought back to their normal optimum function to maintain maximum
efficiency. Onadeko’s and Okonkwo’s explanations of the two maintenance
practices seem to relate maintenance services and maintenance repairs together.
Maintenance service activities are designed to detect potential failures
conditions and make minor adjustments or repairs which will help prevent major
operating problems (Monk, 1982). Based on this assertion maintenance services
may not be completely isolated from maintenance repairs.
Both maintenance service and maintenance repair activities are interwoven.
There is no clear cut demarcation between the two practices. However, there
stands out one distinct property that seems to separate the two, that is the need.
Maintenance repairs are carried out when there is a breakdown, damage, fault or
problem with the equipment. In absence of faulty conditions maintenance repairs
turn out to be maintenance services.
Errors associated with maintenance repairs:
a, Errors of omission: This is failure to do something. An example would be an
electronics failure to shut off the power before working on electrical
61
circuitry; (Riggio, 2000). Omission of steps in maintenance tasks is cited as a
substantial cause of nuclear power plant incidents (Rasmussen, 1980).
b, Errors of commission: This is performing an act incorrectly (Riggio, 2000).
Violating safety rules or breaching procedures of the task being performed
(Mather, 2004-2007 and Dunn, 2007).
c, Error of judgment: Sometimes technicians may be faced with a trade- off
decision of replacement or continued maintenance of a particular equipment.
A decision taken may be in error. Such decision such as accepting newer
equipment which may have features that favour replacement over either
preventive or breakdown maintenance. On the other hand, accepting the
removal of old equipment and the installation of new equipment which may
cause disruptions to the system, perhaps greater than the disruptions caused
by breakdowns” (Stephenson, 1999).
Operational Levels of Maintenance Work: From the illustration on the
maintenance activities, it is clear that monitoring and inspection facilitate
calibration, services and repairs of equipment operated under three operational
levels of maintenance work. Dunlop (1990) listed the three operational levels of
maintenance work as follows:
• First level: Station keeping (operations) routine on site work such as
periodic lubrications, cleaning, checking and small adjustment.
• Second Level: Field or running maintenance crew is seconded to the
equipment for preventive maintenance or corrective maintenance.
62
• Third Level: Planned and preventive maintenance, planned non-
availability, overhaul, repair, fabrication and assembly.
In Nigeria’s manufacturing industries, the three levels of operations fall
under the following maintenance practices or options: Preventive maintenance,
planned maintenance and emergency maintenance. Planned maintenance involves
planning for maintenance work such as major repairs, services or overhaul.
Emergency maintenance involves the repair, ratification as soon as possible
depending on the failure. Preventive maintenance deals with servicing equipment
or plant to prevent equipment breakdowns or failures. The goal of preventive
maintenance is to reduce the incidence of breakdown or failures in the plant so as
to avoid the associated cost. Those costs can include loss of output, idle workers,
repairs, injuries, and damage to other equipment, product or facilities (Stephenson,
1999). Murphy and Martin (1977) expressed that the major idea behind preventive
maintenance is that it is better to do little now rather than a lot later. Corrective
maintenance deals with breakdowns or other problems when they occur
(Stephenson, 1999). Corrective maintenance is referred to variously by serviceman
as breakdown maintenance or replacement-as-they-fail (Okonkwo, 1997).
Corrective maintenance is usually emergency is nature, where facilities or pieces
of equipment are used until they fail to operate; then they are repaired often at cost
premium (Monk, 1982).
There are other maintenance strategies or options which stem up from
preventive and corrective maintenance options. Some of these maintenance options
are duplication of other maintenance options under different names. Other
63
maintenance options owe their names from their functions. Onadeko (1994) listed
the maintenance options to include:
Condition base maintenance: This is a continuous or regular measurement and
recording of data to indicate the deterioration of an instrument in order to provide
warning against breakdown in the interest of safety and economic operations.
Fixed maintenance: This is the repair or replacement of parts at periodic intervals
prior to failure.
Design out maintenance: This aims at eliminating the actual cause of failure and
maintenance work.
Operate-to-failure maintenance: This is an application of corrective maintenance
after failure; the measure is to return the instrument/equipment to an acceptable
condition in the most economical manner. This type of policy is very expensive,
because when failure occurs there are two alternatives (i) to repair in the supplier’s
workshop or in the organization’s workshop; (ii) replacement of bad items
completely, which is a measure that is more expensive.
Opportunity maintenance: This describes maintenance actions carried out during
planned maintenance or after failure or during fixed-time, but specifically
concerned with items other than those that originally cause the maintenance work
or repairs.
Planned maintenance: This describes the manner which maintenance work is
carried out with fore-thought control and records, and involves the comprehensive
planning of the maintenance foundation. The policy involves a lot of benefits such
as lower cost of maintenance, improved safety, improved quality and creates high
64
morale of working with the instrument. Planned maintenance involves a whole
range of maintenance work. It applies to any type like, corrective, breakdown and
preventive maintenance.
Okonkwo (1997) added to the list of maintenance options, the following:
Predictive maintenance: This is to identify the conditions, which require correction
before the major problem develops.
Overhaul maintenance: This involves a complete disassembly, location of faults,
replacement of major parts then assembly.
Eliminative maintenance: This is used to designate an approach that strives to
minimize the necessity for maintenance. The list of maintenance options is
extended by Atsumbe (1997) to include routine maintenance: Routine maintenance
is cyclic in nature. It defines the amount of time, number of units in a given time
and the type of work to be performed at specific times by specific number of
personnel.
Whatever name is given and whichever function is performed maintenance
options is a description of maintenance work in a specified time. Maintenance
work is planned before work commences by someone. The work for every
maintenance man is scheduled and conditions are such that these schedules are met
at high percentage of time (Dunlop, 1990). When a manufacturing industry is
running or equipment are on load, the electrical and electronics maintenance
technicians are seconded to equipment or placed on specified location or “station
keeping” for specified time for preventive maintenance such as monitoring, routine
checks or inspection of operating condition of machines and equipment (Dunlop,
65
1990). Where necessary the electrical and electronics maintenance technicians
disable a unit to ratify a particular defect if it affects the safety of personnel or
plant or can lead to inevitable loss of production. In some cases, defective
instruments and equipment which require removal but not causing damage to the
plant may be left until sufficient number have occurred and the respective section
of the plant is put off or shut down at suitable production time (Dunlop, 1990).
They are then replaced eventually.
Electrical and electronics maintenance technicians may be assigned to the
workshop to work on work elements brought from site and complete work on them
as designated. They determine the source of the problem in the equipment, and
may estimate whether it is wiser to purchase a new part or machine or fix the
broken one” (Fullerton, 1996).
After the manufacturing industry has run for a period of time, it may be shut
down for specified period for overhaul maintenance. Overhaul maintenance
involves major repairs and services. Overhaul maintenance because its actions are
scheduled is a preventive maintenance. Overhaul maintenance is unlike corrective
maintenance which its actions because of random failures cannot really be
programmed in advance. Corrective maintenance guidelines are formulated when
failure occurs. These corrective maintenance guidelines normally result in what
could be called fault-finding techniques in order to restore the machine or
instrument to its original conditions.
In applying fault-finding techniques, the electrical and electronics
maintenance technicians demonstrate mastery of work experience, considerable
66
mental skill in diagnosing faults and wealth of practical skills in making necessary
repairs without damage to components. Acts which may cause damage to
equipment such as breaking or otherwise disobeying specific safety and plant
regulations or gross misuse of machinery or careless handling of tools or
equipment are serious misconduct (Ashaka Cement Company Limited, 1978).
Such serious misconduct may lead to errors in maintenance.
In order that effective maintenance of machines and equipment be performed
with minimum errors: (1) Manufacturing industrial organizations employ skilled
technicians on the basis of relevant work experience and place them on probation
before their appointments are confirmed. (2) Some manufacturing industries such
as Ashaka Cement and Benue Cement Companies and Ajaokuta steel company
have training centres to train the technicians to provide the best maintenance of
their respective machines and equipment. Electrical and electronics maintenance
technicians may undergo retraining to up-date their mental and practical skills
required for effective services and repairs of equipment and machines within their
work schedules.
Work schedules for electrical and electronics maintenance technicians are:
Normal working time (42 hours per week), Shift, Call duties and Overtime
Normal working time: The number of hours referred to as normal working time
is forty-two hours (Riggio, 2000; Robbins, 2000 and Landy & Conte, 2004).
Robbins (2000) explained that most people work an eight-hour day, five days a
week. They start at fixed time and leave at fixed time. In Nigeria’s manufacturing
67
industries, the time spans from 08.00AM to 05.00PM with one-hour break time
inclusive.
Shift work: Shift work is defined as any arrangement of daily working hours that
differs from the standard daytime hours, that is between about 07:00 and 19:00
(Folkard, 2007). Shifts may also vary in terms of day worked. An employee may
work for five days and go on a two-day off, although a number of variations are
available (Riggio, 2000). Landy and Conte (2004) observed that the scheduling of
work according to a particular time period is called shift work. Numerous research
studies on shift work centred on the twenty four hour or circadian cycle of human
whose physiology tends to make them active during hours of light and inactive
such as sleeping and resting during hours of darkness (Riggio, 2000). According to
Landy and Conte (2004) workers assigned to shift during day light hours are
following the circadian cycle while those whose shift includes hours of darkness
are working against the cycle. The author maintained that psychologists have
found that in general, the disturbance of the circadian cycle has adverse effects for
health, performance and general satisfaction. Landy and Conte (2004) classified
shift into two types; namely: fixed shift and rotating shift.
Fixed Shift: Typical shifts consist of a morning or a day shift from 06.00 AM to
02.00 PM; an afternoon (swing) shift from 02.00 PM to 10.00 PM; and a night or
‘grave-yard’ shift from 10.00 PM to 06.00 AM (Riggio, 2000). Monk, Folkard and
Wedderbum (1996) observed from researchers that night shifts may disrupt the
natural sleep and waking cycles of workers’ bodies often referred to as “circadian
68
rhythms” and may led to problems such as high rate of stress, fatigue, job
dissatisfaction and performance errors.
Rotating Shift Schedule: Shift can rotate rapidly (that move to a different every
week) or slowly (for example a worker can change shifts every three months).
Rotating shifts lead to sleep disturbances, which in turn are associated with
medical (that is gastrointestinal) and psychological problems (for example anxiety
and depression) (Landy & Conte 2004). Investigations have shown that inadequate
information exchange during shift and turnovers can have serious consequences
such as personal injury and equipment damage (Root Cause Analysis Tool Kit,
2007)
Call Duties: Technicians may be placed on call. While on call he may be called at
any time to handle equipment failure (Fullerton, 1996). A technician on call duty
rests at a place of convenience for example, his house which is accessible to his
callers.
Overtime: Because factories and other facilities cannot afford breakdowns of
industrial machinery, repairers may be called to the plant at night or on weekends
for emergency repairs. Overtime is common among industrial machinery
installation, repair, and maintenance workers—more than a third work over 40
hours a week. During power outages, industrial machinery installation, repair, and
maintenance workers may be assigned overtime and be required to work in shifts
to deal with the emergency.
69
Overtime is a trade-off between leisure and normal working hours. The
overtime provision of the fair labour standard Act (FLSA) establishes who is to be
paid and who is not (Ugwudioha, 2004). Most employees covered by the FLSA
must be paid time and a half for all work exceeding forty hours per week. Ashaka
Cement Company Limited (1978) stated that the payment for authorized overtime
to staff in grades eligible for such payments are made at the following rates:
• Weekdays - Time and one quarters
• Saturday - Time and one half
• Public Holidays - Double time
Overtime if not controlled may become an unnecessary burden. This may
affect the performance for error to occur.
Maintenance work carried out by electrical and electronics maintenance
technician involves lifting, reaching, stooping, crouching and crawling. Some
work may expose technicians to heat, grease, and noise on the factory floor. Some
may have to work under cramped spaces (Fullerton, 1996). In every situation,
adherence to safety precautions is essential to guard against work hazards such as
minor burns and electric shock, yet there are some incidents, due to human errors.
Dhillon (2006) revealed some maintenance error-related facts and figures are as
follows:
• A study of maintenance errors occurring in missile operations reported
many causes for their occurrence: wrong installation (28%), dials and
70
controls (missed or misread) (38%), inaccessibility (3%), loose nuts or
fittings (14%), and miscellaneous (17%).
• A study of maintenance tasks such as aligning, removing, and adjusting
reported an average human reliability of 0.9871. This means one should
expect around 13 errors in every 1,000 such maintenance tasks.
• In 1983, a passenger aircraft departing Miami, Florida, lost oil pressure
in all three of its engines as a result of chip detector O-rings that were
missing, because of poor inspection and supply procedures followed by
maintenance personnel.
Maintenance Jobs are defined by the collection of tasks that an individual is
expected to perform. However, a number of factors contribute to human error
during performance of maintenance work. The contributing factors are causes of
maintenance errors
Causes of Maintenance Errors
Naturally, when errors occurred, they were usually blamed on individuals,
not systems. Hollnagel (1993) in Fogarty, Saunders and Collyer (1999) put
forward a number of reasons for the emphasis on human fallibility of which at
least two have implications, for example, for the aviation industry. Firstly, the
reliability of mechanical and electronic components has increased markedly in the
past 50 years while the level of human reliability has remained virtually unaltered
over the same period. Secondly, the increase in system complexity and automation
has placed greater demands on those responsible for their maintenance.
71
Mason (2009) noted that human performance can be affected by many
factors such as age, circadian rhythms, state of mind, physical health, attitude,
emotions, propensity for certain common mistakes, errors and cognitive biases
among others. Reason and Hobbs (2003) identified a number of physiological and
psychological factors such as differences between the capabilities of long-term
memory and our conscious workspace, vigilance decrement, impact of fatigue,
level of arousal, and biases in thinking and decision making to contribute to
inevitability of human error in maintenance. Broadly speaking, causes of
maintenance errors cannot be explained without a focus on human characteristics
and working environment of manufacturing industries.
Human Characteristics
Human characteristics can lead to difficulties in interacting with the working
environment. Therefore human factors in workplace safety settings, peoples’
capabilities and limitations must be understood.
Thirst and hunger control the body system and behaviour and they affect the
capabilities and limit performance of individuals. Most people describe thirst as
dryness in the mouth and throat (Hilgard, Atkinson & Atkinson, 1979). Thirst
lowers the level of concentration or reduces attentiveness, thus creating chances
for error to occur. A hungry man is preoccupied with objects associated with food.
Blair, Jones and Simpson (1979) explained that a person who is hungry
experiences first some general increase in activation and directs his energies and
attention towards objects likely to satisfy the hunger drive. The physiological
72
conditions of hunger and thirst may affect human characteristics such as
perception, attention, memory and logical reasoning.
Perception: Perception is the process by which we organize and interpret pattern
of stimuli in our environment (Hilgard et al, 1979). Ruch (1984) observed that
perception involves interpretation of sensory information. Hospers (1976)
explained that perception is impossible without sensing or without something
given to the sense, but it involves more. According to the author when one opens
his eyes he has certain visual experiences sense-data; in this he is passive and
cannot help what he sees. But in addition to this passive intake of sense data there
occurs an activity that can be called interpretation: no sooner are sense data present
to sense that the process of interpretation sets in either consciously or
unconsciously. Perception is determined by perceptual abilities. Landy and Conte
(2004) listed them to include:
Speed of closure: This is the ability to quickly make sense of information that
seems to be without meaning or organization. It involves quickly combining and
organizing different pieces of information into a meaningful pattern.
Flexibility of closure: This is the ability to identify or detect a known pattern (a
figure, object, word or sound) that is hidden in other distracting material.
Perception speed: This is the ability to quickly and accurately compare letters,
numbers, object, pictures or patterns. The things to be compared may be presented
at the same time or one after other. This ability also includes comparing a
presented object with a remembered object. Failing to or deficiency to combine
73
and organize different pieces of information into a meaningful pattern, to identify
or detect a known pattern that is hidden in other distracting material and to quickly
and accurately make comparisons of letters, numbers, objects, pictures or patterns
can be interpreted to mean the basis for recognition failures type of maintenance
errors.
Perception is influenced by the following factors. They are the perceiver, the
target and the situation. The individual’s interpretation of what he sees is heavily
influenced by his personal characteristics. Among the more relevant personal
characteristics affecting perception are attitude, motives, interest, past experiences
and expectations.
Attitude is a like and dislike, a positive or a negative evaluation about some
aspect of the world (Hilgard, Atkinson & Atkinon, 1979). Attitude is a description
of a proclivity of an individual to respond in a certain way toward something.
Attitude helps to determine not only what is seen but how it is seen. Attitudes are
acquired through experiences that have a pronounced affective component (Blair et
al, 1979). There are positive and negative attitudes. Negative attitude signifies that
interests and energies are aimed at something else. Negative attitude thus can be
endangering loophole in maintenance as it cannot provide required interest for
attention be anchored. As a result error can easily occur.
Interest is desire to understand or to share. Interests are attitudes that cause a
person to seek more activities in a given area. According to Pearson and Nelson
(1985), people are sometimes suspicious, defensive and distrustful as well as just
disinterested. The reason for their suspicions and distrust may be complex, but the
74
result is disastrous to effective communications in team work such as in
maintenance.
Motives are drives which find direction towards specific classes of incentives
or reinforcers. According to Blair, Jones and Simpson (1979), motives are highly
individualized. A drive is an aroused state that results from some biological need,
such as a need for food, water, oxygen, or avoidance of painful stimuli. The
authors explained that aroused condition motivates the organism to remedy the
need. The organism seeks to reduce the drive by doing something to satisfy the
need. An unsatisfied need or motive stimulates individual and may exert a strong
influence on perception.
Past experiences narrow one’s focus. According to Robbins (2000), in many
instances one’s past experiences nullify an object of interest. The fact is that
people perceive those things to which they can relate. Things of technical nature
that are learnt in schools and other things elsewhere are all past experiences that
technicians do relate to maintenance jobs. The orientation and training given to
employees also provide opportunity for them (employees) to perceive the extent of
industrial activities. The training given in form of orientation and educational
background are past experiences which relate to maintenance work. Training helps
to reduce error (Dunn, 2007).
Expectation can distort ones perceptions in that one will see what he expects
to see. Expectations are likely to be responsible for violations in maintenance.
Some violations result from well-intended attempt to do something.
75
Characteristics of the target that is observed can affect what is perceived.
Motion, sound, size, intensity and other attributes of a target shape the way one
sees it. Parliamentary office of science and technology (2001) stated that the more
intense a stimulus (such as light or a noise), the more powerful the response
elicited (such as brain activity or a physical movement). According to the
Parliamentary Office of Science and Technology (2001), this has implications for
the way danger signals are perceived at work. For instance, the order in which the
severity of danger is signalled on the United Kingdom (UK) rail tracks is single
red indicating most dangerous, followed by single yellow, the double yellow, and
finally green, implying no danger. Error in not differentiating colour of signals
may amount to disaster.
In order to interact safely with the world, one must correctly perceive it and
the danger it holds or one may perceive incorrectly. The parliamentary office of
science and technology (2001) expressed that one of the biggest obstacles one
faces in perceiving the world is that one is forced to interpret information he senses
rather than access it directly. One may see red and mistake it for green. Hospers
(1976) described this phenomenon as perceptual error. One may be lying when he
sees red when he really sees green. He may make a slip of tongue and get wrong
words out. Most importantly he may be making verbal error (Hospers, 1976).
Perceptual error may influence the understanding of language, and subsequent
errors in language. This situation may affect electrical and electronics technicians
during maintenance activities. Griffith and Mahadevan (2006) in their research
study on language error concluded that language error exists, though there are
76
recovery mechanisms and mitigating factors. Language error may affect
communication and may lead to error in team work in maintenance.
Parliamentary office of science and technology (2001) observed that work
environments often challenge human perception systems and information can be
misinterpreted. The Parliamentary Office of Science and Technology (2001)
advised that we must perceive correctly to avoid subsequent disaster arising from
our misinterpretation. In maintenance activities technicians are exposed to work
written instructions, manuals, graphics, diagrams and signals to interpret. They
have to interpret information correctly to avoid disaster which may arise from
misinterpretation.
Physical characteristics of documents and graphics affect the legibility of
information and therefore, impact the ability to accurately perceive this
information. Parliamentary office of science and technology (2001) observed that
the more visual information available to the perceiver, the less likely it is that
errors will be made. Available visual information for services and repairs of
equipment to reduce errors listed by Onadeko (1994) include; service manual,
reference instrument, schematic drawing, reference books and measuring
instruments.
Hilgard et al (1979) explained that an individual’s perceptions are selective;
he or she does not react equally to all stimuli impinging upon him or her. Instead
he or she focuses on a few. This perceptual focusing is called “attention”. Through
attentive processes selected stimuli are kept in focus and distracting stimuli” are
resisted.
77
Attention: Maintenance Jobs are influenced by information processing
characteristics such as attention allocation. Attention may be seen as steady
application of the mind and effort towards event, item, problem, experiences,
needs, expectancies, expectations and physical properties of stimuli and objects of
importance. Attention is the focusing of perception leading to heightened
awareness of a limited range of stimuli (Hilgard, Atkinson & Atkinson, 1979). Our
internal needs, expectancies, past experiences, motives and expectations are
important physical characteristics of the stimuli which attract attention (Hilgard, et
al, 1979). Other physical properties of stimulus that are important in gaining
attention are intensity, size, contrast and movement. The authors explained that
sometimes momentary interest and emotional states especially moods control
attention.
The modern workplace can overload human attention far in excess of that
encountered in the natural world. This is particularly the case with workspace.
According to Kara and Collin (1992), workspace is a subset of the physical
environment. It contains the task and the equipment, documentation and personnel
required to perform the task. While illumination is an attribute of the physical
environment in general, task lighting (such as a flashlight) is an attribute of the
workspace. The degree of physical access afforded by the workspace is an
important constraint on performance.
Dunn (2007) observed that attention is closely linked with activities of the
conscious workspace, and conscious workspace has extremely limited capacities
including:
78
• Attention is an extremely limited commodity. If attention is drawn to
one thing then it is by necessity withdrawn from other competing
concerns (Dunn, 2007). Some activities require more attention capacity
than others, and the total amount of capacity available at any given time
changes. Kahneman in McAdnrew (1993) observed that individuals
must have some ‘attention policy’ to parcel out the available capacity to
competing demands. This may help to reduce error rate.
• The capacity limits give attention its selective properties. Dunn (2007)
explained that an individual can only attend to a very small proportion
of the available sensory data he or she receives. Landy and Conte (2004)
gave operational definition of selective attention as “the ability to
concentrate and not be distracted while performing a task over a period
of time. Hilgard et al (1979) pointed out that expectancies, internal
needs and past experiences are determinants for selection of attention.
Lack of practical skills and knowledge of the job, lack of satisfaction of
physiological needs such as hunger and thirst can limit the capacity
required to determine the selective attention.
• Unrelated matters can also capture attention. These include
preoccupation with other sensory or emotional demands. Emotional
state such as mood and sometimes momentary interest such as picture of
lost friend can control attention and make it possible for errors to be
committed.
79
• Attention focus (concentration) is hard to maintain for any more than
few seconds. Attention on a task can only be sustained for a short period
of time depending on the specification of the task. Parliamentary Office
of Science and Technology (2001) stated that the figure cited is around
twenty minutes after which, fatigue sets in and errors are more likely to
occur.
• The ability to concentrate depends strongly on the intrinsic capacity of
the current object of attention. Those objects involving personnel danger
such as restricted areas of electric shock from equipment or in power
house; reassembling of parts of equipment abiding, strictly by
instructions and following procedures specified on the working diagram
require high concentration of attention so that the procedure is not
breached.
• Correct performance requires the right balance of attention, neither too
little nor too much (Dunn, 2007). Too much attention results into fatigue
and errors likely to occur. Electrical and electronics maintenance
technicians should imbibe culture of right balance of attention to
minimize occurrence of errors in Nigeria’s manufacturing industries.
The attention system may be influenced by (administrative) information
bottleneck, which is responsible for occurrence of errors. In teamwork, a
technician may be receiving instructions from his supervisor on the services or
repairs being carried out; or glancing at the instructional manuals or observing
results on the display units when doing calibrations. In the process, there may be
80
likelihood of the technician not given adequate attention to other aspects of safety
such as electric shock and short circuit.
Attention may be controlled by habits. Habits are behaviours acquired,
perfected and practiced over time as a result of one’s exposure (National Electric
Power Authority then now Power Holding of Nigeria, 1991). Denga (2002)
defined habits as acts or pattern or behaviour that have become so easy through
practice that they occur spontaneously in given situation without conscious thought
or concentrations. Donnelly (1980) noted that when any job is done often enough it
tends to become boring and boredom easily lead careless work.
Maintenance activities in calibrations, testing and monitoring or inspection
are carried out regularly or on daily basis such that they give impression of being
habitual actions. Parliamentary office of science and technology (2001) expressed
that when a task is repeated often enough, it can be done without conscious
supervision, although this automatization of regular and repetitive behaviour can
be a ground for mistakes. The automatization of regular and repetitive behaviour
may mean formation of habits. In maintenance practice, skill workers do particular
job or activity repeatedly. Dunn (2007) explained that there is evidence to suggest
that there is link between the frequency with which a task is performed, and the
likelihood that the task will be performed correctly. Both infrequently performed,
and very frequently performed tasks tend to be those at greatest risk of human
error. Dunn (2007) observed that the skilled and habitual our actions, the less
attention they demand.

81
Even though we give adequate attention to events, we do have attention slips.
A worker may be sure that with adequate attention nothing goes wrong with what
he is doing. A technician may cross-check his work, and repeatedly may scan over
an omission with full assurance that everything is undoubtedly correct with his
work or job.
Attention slip is akin to forgetting. Parliamentary Office of Science and
Technology (2001) cited that in 1979 an operator at Oyster Creek Nuclear Power
Plant intended to close off two pump discharge valves; Through an attention slip
he accidentally closed off two other valves as well, and in doing so closed off
circulation to the reactor core. The result of this error was near disaster.
Attention facilitates the encoding and decoding of to-be-remembered
materials by the memory. The to-be-remembered materials are attended to and
selected for the memory to act upon.
Memory: Memory refers to the set of processes by which past experiences
influence present actions (Ruch, 1984). Without memory one can not reflect upon
himself, for the very notion of a self depends on a sense of continuity that only
memory can bring. Many difficulties label memory problems are really attention
lapses” (Hilgard, Atkinson & Atkinson, 1979). One cannot encode what he has not
paid attention to. There are three basic distinctions about memory- the encoding,
storage and retrieval (Ruch, 1984 and Denga, 2002). Information is encoded only
when it is attended to and selected.
82
Memory is a storage system with a capacity to withhold short term and long
term experiences at work, home, school and entertainment. Basically, memory is
of two types namely, short-term and long-term memory. The classifications of
memory are based on the difference between those situations that required
materials to be stored for longer interval, say minutes or years. The former
situations are said to reflect short-term memory and the later long-term memory
(Denga, 2002).
Short-term memory has extremely limited capacity (Parliamentary Office of
Science and Technology, 2001). In general people can remember no more than
around seven individual items at a time. Miller in Hilgard, Atkinson and Atkinson
(1979) observed that the capacity of short-term memory is best expressed as 7±2
chunks. The extremely limited capacity of short-term memory has safety
implications in area such as giving new workers a set of instruction to follow from
memory or attempting to remember the correct sequence of procedures within a
new task.
Reason and Hobbs (2003) identified that there are differences between the
capabilities of long term memory and our conscious workspace. The manner and
the rate at which one feels he has the information and therefore knowledge which
can be applied in doing the job at hand is presented by the long term memory. The
information stored for the manner it is presented explains the capabilities of the
long term memory. What is stored is not simply a discrete piece of new
information but a changed pattern of total information, one in which the new piece
becomes part of a new whole (Ruch, 1984).
83
The capacity of long-term memory seems virtually unlimited. Luria in Ruch
(1984) expressed that memory experts have memorized large amount of materials
daily without seeming to run out of storage capacity. One’s capacity for
remembering things and the methods one imposes upon himself to access
information often put undue pressure on him (Parliamentary Office of Science and
Technology, 2001). Think of how much is encoded in the memories in a day.
Everything that tells one who he is and what he has done, or even what means to
be anybody is presented in the long-term memory. It includes important
technology systems, procedures, information, related information and unrelated
and irrelevant information, personal information, school subjects, safety rules and
regulations, everyday knowledge about language and social customs and
everything. Ruch (1984) stressed that if any part of it cannot be retrieved one may
be in trouble, not knowing who he is or what year it is, wrong answers on an
examination, calling one person by another’s name, forgetting to keep appointment
and so forth. Even slight errors can cause trouble. There are number of reasons
why recall fails or memory failure occurs. They include lack of adequate attention
given to stimulus. As a result the stimulus is not adequately encoded or not
encoded into long-term memory (Ruch, 1984). Dunn (2007) referred to this as
input failure. It occurs because insufficient attention is paid to be remembered
item.
Usually, item to be stored enters the short-term memory before being passed
onto to long-term memory. Ruch (1984) expressed that information goes from
short-term memory to long-term memory. It is also brought to it when retrieved
84
from long-term memory. Information for the long term memory may be lost
through displacement from the short-term memory when the limit of memory span
is reached. After which each new item that enters short-term memory has some
chances of displacing the old one. This results into memory retrieval failure.
Memory failure may be caused by storage failure. In storage, materials to –
be - remembered decay or suffer interference. This results into forgetting (Denga,
2002, Chauhan, 1990 and Hilgard et al, 1979). Hilgard et al (1979) observed that
many cases of forgetting from long-term memory seem to result from loss of
access to the information, rather than from loss of information itself. Anderson
and Faust (1973) in Denga (2002) defined forgetting as the loss in capability to
perform over a period of time during which there is no opportunity to practice.
Chauhan (1990) explained that it is common view that forgetting is a process
of fading with passage of time. Dunn (2007) noted that most common in
maintenance is the problem of forgetting the intention to do something. To this
Fales, Kuetemeyer and Brusic (1993) expressed that it takes one time of
disobeying and forgetting a safety rule for one to be injured. Forgetting may lead
to erroneous acts, accidents or breach of procedure or omission. Under time
pressure, technicians are likely to forget to perform tasks such as replacing nuts
and bolts.
People tend to forget information for other reasons such as emotional
problems and interferences. According to Chauhan (1990) psychologists have
recognized the influence of intervening activities or interferences namely
retroactive inhibition and proactive inhibition. Retroactive inhibition means that
85
something works backward to block something else. Proactive inhibition implies
previous materials interfere with the recall of new materials. Technicians may be
under the influence of either retroactive or proactive inhibition while at work.
Forgetting may be caused by retrieval or output failure. One may not be able
to recall things or information he knows at the required time. Chauhan (1990)
explained that forgetting is not like losing something but rather is more like being
unable to find it. Failure to find the item does not necessarily mean it is not there,
it may be looked for in the wrong place or it may simply be misfiled and therefore,
inaccessible. Parliamentary office of Science and Technology (2001) observed that
when items are stored in memory, it is sometimes difficult to access them. Trying
to retrieve item from long term memory requires attending to the item to be
selected. Therefore more attention than before has to be directed to that particular
item felt is required for use. Forgetting occurs because of failure in the mechanism
responsible for remembering.
Forgetting may lead to accidents or breach of application of procedure or
omission. This arises from interruptions in learning to do something such as
repairs or services. The action is rejoined after a sequence of actions having
omitted certain required steps of learning. This makes the segmented materials to
be distorted and difficult to be meaningful.
Many authors’ works including Chauhan’s (1990), Ruch’s (1984) have stated
measures to improve memory. They suggest that items can be best remembered
under the conditions and place, which they were encoded. Parliamentary office of
science and technology (2001) observed that people are more likely to remember
86
information if they are in similar conditions to when they encoded the information.
Technicians can visualize the circumstance or condition which affected what they
learnt. This can help them retrieve the lose information.
Another way in which information can be remembered is to learn it at greater
depth. Hilgard et al (1979) explained that if something is to be remembered its
meaning has to be expanded upon. For example, suppose one read a newspaper
article about a mysterious epidemic in San Francisco that health official are trying
to contain. To expand on this, one could, ask himself questions about how officials
could contain the epidemic example: would they just quarantine families with a
deceased member or would they go so far so as to try to stop outsiders from
visiting the city? If the surface features are remembered, them there is a higher
chance of information not being forgotten.
Memory plays major role in human life. Everything that tells one who he is
and what he has done or even what means to be anybody, the decision an
individual takes and logical thinking/reasoning he makes in solving technology
problems is presented by the memory..
Logical Reasoning: Human beings are not very good at thinking logically, but in
technological situations, logical procedures are often necessary. This includes
troubleshooting a complex system which has broken down. Illogical behaviour is a
common source of error in industry (Parliamentary Office and Science and
Technology, 2001). During the Three Mile Island incident in 1979, two valves
which would have been left open were blocked shut. The operators incorrectly
87
deduced that they were in fact open, by making an illogical assumption about the
instrument display panel. The display for the valves in question merely showed
that they had been instructed to be open, whereas the operators took this feedback
as indication that they were actually open. Following this all other signs of
impending disaster were misinterpreted with reference to the incorrect assumption
and many attempts to reduce the danger were counter-productive, resulting in
further core damage (Parliamentary Office of Science and Technology, 2001).
Logical reasoning or human thinking is controlled by attention. Beck (1997)
explained that attention is fundamental to human thinking, since it determines the
sources of information that will be considered in many tasks or problems. When
reasoning logically technicians should insulate themselves from distractions and
other interferences that affect their attentions. They should focus attention on
visualized objects and make systematic plans or actions in logical manner.
Working Environment
The modern working environment is very different from the setting that
human have evolved. Manufacturing industries or factories by the nature of their
activities are complex. According to Kara and Collin (1992), the physical
environment of manufacturing industry is described by several parameters:
temperature, noise level and type of noises, lighting level and light characteristics,
and electrical and chemical sources. While some of these factors can either
enhance or degrade performance, others indicate potentially hazardous conditions.
88
Sundstrom (1987) defined factory (manufacturing industry) as any facility
devoted to the conversion of raw materials into marketable products.
Manufacturing refers to conversion of organic and inorganic raw materials or
substances into finished or new products by mechanical or chemical means (Ajayi,
2003). Brookstein (2007) explained that there are three main processes involved in
virtually all manufacturing: assembly, extraction, and alteration. According to the
Author assembly is the combination of parts to make a product. For example, an
airplane is assembled when the manufacturer puts together the engines, wings, and
fuselage. Extraction is the process of separating one or more components from raw
materials, such as obtaining gasoline from crude oil. Alteration is modifying or
moulding raw materials into a final product—for example, sawing trees into
lumber.
The means of converting raw materials to marketable products and the
energy conversion from one form to another give rise to by-products which may be
hazardous and safety risks. For instance the combustion of raw materials in the
kiln of cement industry causes release of gases such as ammonia, carbon dioxide
and carbon monoxide. In brewing, ammonia compressors using ammonia gas for
refrigeration of brewed beer can be hazardous, as the release of ammonia gas can
cause body harm. Gases such as carbon monoxide and natural gas are toxic (Riggs,
1981). This type of environment may exist along side with dust (such as in raw and
cement mills). The gases and dusts and smoke may constitute an abnormal
physical environment. Dust and smoke, while not always toxic are disturbing and
89
will not be tolerated long without complaint. According to Riggs (1981), many
plants use processes that unavoidably produce unpleasant odours.
The combustion process of kiln in cement industry releases heat. In brewing
for instance there is heat radiation for raising the temperature of black oil and for
boiling the malt. McCormick and Tiffin (1979) explained that environmental heat
has more pronounced effect upon those doing heavy work than those performing
more sedentary activities. Normal daily temperature swings of a degree or two
may cause measurable differences in nervous system functioning (Marshall in
Ruch, 1984). Denga (1996) observed that an excessively hot weather may make
workers not only uncomfortable but may possibly suppress the intellectual
initiative and ingredients or create conditions that are inimical to the maximum
functioning of workers’ abilities. Light from the sun being used as illumination is
good but may have glare. Glare is the most harmful effect of illumination. Glare
from the sun may vary from time to time due to atmospheric conditions. Glare may
also vary with individual. There are two types of glare. They are direct glare and
reflected glare. Direct glare is the glare caused by a light source directly in the
field of vision such as the headlight of an approaching vehicle. Reflected glare is
caused by reflection from a bright surface. According to Riggs (1981) glare can
cause discomfort and affect visual performance. In addition the level and spectral
characteristics of lighting affect the perception of fault indications (Kara & Collin,
1992).
Noise exists on the factory floor. Noise is an unwanted sound. Two aspects of
noise pertain to production. One is the potential loss of hearing that can result from
90
continued exposure to very high sound levels. The other aspect is the nuisance
effect that contributes to reduced worker performance. According to Riggs (1981)
there are no definitive levels that bound the regions of good to bad performance or
an exact point where hearing loss develops. Impulse noises interrupt tasks and may
result in skipped or unnecessarily repeated procedures. The level and frequency
characteristics of noise affect the ability to communicate. Workers are likely to be
disturbed by noise from work environment. Noise can upset one’s temperament
and make him less attentive for errors likely to occur. Noise can have other effects
such as serving as a source of annoyance (in communities and homes as well as on
the job) and interfering with communications (McCormick & Tiffin, 1979).
According to Fogarty (2003), many errors result from interacting causes involving
physical, cognitive, social, and organizational factors.
Management Failures: Management may attribute a blame for a major disaster
to a single error made by a fallible process worker. An individual who makes the
final error leading to an accident may simply be the final straw that breaks a
system already made vulnerable by poor management. The organizational
environment, often ignored in the analyses of maintenance systems, has been
shown to be influential in the patterns of work (Dhillon, 1990) and therefore,
possibly in the patterns of errors. Factors which have been identified as important
include: the organization of work groups (or conversely, the isolation of workers),
reporting structures, payoff structures associated with task performance, trust
within one class of personnel, trust between classes of personnel and levels of
91
personnel, selection/placement strategies, and human-machine function allocation
of control and responsibility (Kara & Collin, 1992).
Empirical studies of plant operating experience show that human errors are
important contributors to accidents and that, organizational factors play an
important role in creating context for human errors (Ghosh & Apostolakis, 2005).
The findings of studies of many researchers, point to the role social and
organizational factors can have on human error (e.g., Reason, 1990). As these
researchers assert, many errors result from interacting causes involving physical,
cognitive, social, and organizational factors.
In both of the high-profile accidents at the Chernobyl reactor in 1986 and at
the Three-Mile-Island reactor in 1979, detailed root-cause analyses identified
organizational failures as important contributors to the accidents (Ghosh &
Apostolakis, 2005). The authors gave examples of prominent accidents with
organizational root causes in other industries which include the Bhopal chemical
disaster, and the challenger and Columbia space shuttle disasters.
Human decisions and actions play a fundamental role in nearly all accidents
contributing in two main ways, through active and latent failures (Root Cause
Analysis Tool Kit, 2007). Active failures are omissions committed by those at the
sharp end of the system and whose actions can have immediate adverse
consequences (Root Cause Analysis Tool Kit, 2007). According to Parliamentary
Office of Science and Technology (2001), Management of Herald of Free
Enterprise for example put pressure on crews to sail early by sending memos to
staff demanding ships leave fifteen minutes early. Parliamentary Office of Science
92
and Technology (2001), narrated that the assistant boson whose job it was to
actually close the doors was asleep in his cabin after maintenance and cleaning
shift. The boson left the deck without checking whether his assistant was on duty
or that the doors had been closed. This mistake caused the vessel to capsize. It is
the management responsibility to ensure that a safe procedure is in place to prevent
any type of omission. According to Root Cause Analysis Tool Kit (2007), such
omissions are influenced by error-provoking conditions (contributory or
influencing factors), such as stress, inadequate training and assessment, poor
supervision or high workload.
Latent failures are created as a result of well intentioned but in hindsight
faulty decisions by senior management (Root Causes Analysis Tool Kit, 2007).
These decisions may have damaging consequences which can lie dormant in the
system for a long time, only becoming evident when they combine with local tasks
and environmental conditions (that is the circumstances which apply when
maintenance is being carried out) to breach the system’s operations. For instance,
the management of The Herald of Free Enterprise’s decision not to act on Ship
master’s request for an estimated four hundred pounds (£400.00) for the bow door
warning indicators be installed on the bridge led to an eventual disaster. The
absence of warning indicators made the ship master to rely on his sense of
judgment which may fail him, which exactly happened.
The safety culture of an organization is the product of the individual and
group values, attitudes, competencies and pattern of behaviour that determine the
style and proficiency of an organization’s health and safety programmes. Positive
93
safety culture is one in which shared perceptions of the importance of safety and
confidence in preventive measures are experienced by all levels of an
organizations (Parliamentary Office of Science and Technology, 2001). According
to the Health and Safety Executive (HSE) in Parliamentary Office of Science and
Technology (2001), the statutory body that ensures that risks to Health and Safety
from work activities are properly controlled, and that factors that create positive
culture include:
• a good line management system for managing safety,
• the involvement of all employees,
• effective communication and understood/agreed goals,
• good organizational learning/responsiveness to change,
• manifest attention to workplace safety and health,
• a questioning attitude and rigorous and prudent approach by all
individuals,
If one more of these factors is lacking an organization may be prone to
corner-cutting, poor safety monitoring and poor awareness of safety issues. In
these settings, errors are common and disasters more probable. Parliamentary
Office of Science and Technology (2001), disclosed that it has been found that
workers in poor safety cultures have a ‘macho’ attitude to breaking rules and tend
to ascribe the responsibility of safety to others.
Organizational factors affect tendency to report, confirming that employees
are likely to report mistakes in situations where management is communicative,
94
open, and committed to values (Fogarty, 2003). Current work regulation requires
employees to report work accidents (Federal Government of Nigeria, 1990). There
are also some duties under some health and safety law that may lead employers to
investigate accidents and to take account of the lessons learned, but there is no
explicit duty to do so. According to the Health and Safety Council (HSC) in
Parliamentary Office of Science and Technology (2001), many employers do
undertake accident investigation in order to ensure lessons are learned, but this is
not universal and investigation practices vary across industry sectors and types of
business (Parliamentary Office of Science and Technology, 2001).
According to Parliamentary Office of Science and Technology (2001), error
reporting of error investigation depends upon trust between hierarchical levels of
organization and it is suggested that incident reporting is itself an indicator of staff
perceptions of managerial commitment to safety. Failure to document
investigations of errors and accidents is denial to learn from past events and
mistakes.
Surveys demonstrate that short-cuts and work-around do occur in
maintenance work and that, supervisors and managers are aware of these
procedures (Fogarty, 2003). There are undoubtedly practical reasons (for example
time pressure) for these short-cuts but statistical analyses of data collected from
surveys show that there are liable links among violations and errors (Fogarty,
Saunders, & Collyer, 1999 and 2001) and organizational and individual variables
(Fogarty,2003).
95
For a disaster to occur there must be a conjunction of oversights and errors
all at different levels within an organization (Parliamentary Office of Science and
Technology, 2001). Failure of management to provide adequate training,
management fatigue-induced errors, effective control of workload and employ
competence assurance in daily running of industrial activities may boost conditions
for errors.
Vigilance Decrement: It is more common for inspector to miss obvious faults the
longer that they have been performing the inspection. This is particularly the case
when the number of hits is few and far between (Dunn, 2007). It is particularly
important to note that sensitivity decrement is found with extended searching time
especially when finding defects are relatively rare event (Good, Nichols,
Subbaram, Nakagawara & Montegomery, 2003).
Failure to follow rules and procedures: Failure to follow a procedure, usually
done for what feels like good reason is not necessarily disastrous on its own,
although it can be. Nigerian Institute of Safety Professionals (2004) listed the
cause of rule breaking to include:
Expectation – the expectation that rules have to be bent to get work done.
Powerfulness - the feeling that one has the ability and experience to do the job
without slavishly following the procedures.
Opportunity - seeing opportunities that present themselves for short-cuts or to do
things better.
96
Planning - inadequate work plans, and advance preparation leading to working on
the fly, and solving problems as they arise.
Impact of fatigue: The degree to which fatigue affects an individual can range
from slight to catastrophic. According to Griffith and Mahadevan (2006), the
incidents of Bhopal, Exxon, Valdez, Three Mile Island and Chernobyl list fatigue
as a root cause. Fatigue could be caused by the following factors (Dunn, 2007):
Time of day effects and Stress
Time of day effects: On 12-hour systems the shifts are normally referred to as the
Day and Night shifts, with changes typically taking place at 06:00 to 08:00, and
18:00 to 20:00. Research indicates that night shift may disrupt the natural sleep
and waking cycles of workers’ bodies often referred to as circadian rhythms and
may lead to problems such as high rates of stress, fatigue, job dissatisfaction and
performance errors (Monk, Folkard & Wedderbum,1996, and Zedeck, Jackson &
Marca, 1993). Night shift which disturbs the ‘circadian’ cycle affects the job
performance and also leads to errors. Night shift gives rise to sleep deprivation
which affects reaction time (Griffith & Mahadevan, 2006). Many authors report
that fatigue increases, alertness decreases over the course of night shift (Folkard, et
al, 1996). Both speed and accuracy are decreased in sleep deprived conditions
compared to non-sleep deprived conditions; the evidence is much more conclusive
with respect to speed than accuracy (Griffith & Mahadevan, 2006). Our daily
rhythms ensure that we are more likely to commit errors in the small morning
(Dunn, 2007). However shift related differences in error or accident rates often
97
reflect methodological confounders such as the type of work performed and the
workers experience (Folkard, 2007).
Stress: According to Gramling and Auerbach (2008), stress is an unpleasant state
of emotional and physiological arousal that people experience in situations that
they perceive as dangerous or threatening to their well-being. The word stress
means different things to different people. Some people define stress as events or
situations that cause them to feel tension, pressure, or negative emotions such as
anxiety and anger. Others view stress as the response to physiological changes—
such as increased heart rate and muscle tension—as well as emotional and
behavioural changes. However, most psychologists regard stress as a process
involving a person’s interpretation and response to a threatening event.
Stress is a common experience. In maintenance one may feel stress when he is
very busy, has important deadlines to meet, or has too little time to finish all of his
tasks. Often people experience stress because of problems at work or in social
relationships, such as a poor evaluation by a supervisor or an argument with a
friend. Some people may be particularly vulnerable to stress in situations involving
the threat of failure or personal humiliation. Others have extreme fears of objects
or things associated with physical threats—such as snakes, illness, storms, or
flying in an airplane—and become stressed when they encounter or think about
these perceived threats. Major life events, such as the death of a loved one, can
cause severe stress. Stress can have both positive and negative effects. Stress is a
normal, adaptive reaction to threat. It signals danger and prepares one to take
defensive action. Fear of things that pose realistic threats motivates one to deal
98
with them or avoid them. Stress also motivates one to achieve and fuels creativity.
Although stress may hinder performance on difficult tasks, moderate stress seems
to improve motivation and performance on less complex tasks.
If not managed appropriately, stress can lead to serious problems. Exposure to
chronic stress can contribute to both physical illnesses, such as heart disease, and
mental illnesses, such as anxiety disorders. Stress may stem from the following
sources. The sources include: Physical factor, Social factor, Drugs, Pace of work
and personal factor.
Physical factor: Denga (1996) stated that septic environments, dangerous gases
inflammable possibilities without corresponding set of protective kit are sources of
stress. Such environment is dreaded by workers, since the possibility of hurting
themselves stares at them whenever they come close to such locations.
Social factor: The state of economic glut and hopelessness is difficult to explain.
Some cases salaries are paid late. Even when workers are paid, salaries purchase
not much. Workers work overtime to make extra money to combat economic
challenges at the expense of their health. “They become fatigue and stressed
because they have little time to rest (Denga, 1996). When a job is done in such a
way that fatigue sets in, errors are likely to occur.
Searching for money to compensate for low take home can be worrisome.
Fogarty (2003) stressed that employees’ resources influence the psychological
strain they feel which is directly responsible for the number of errors they make.
Drugs: During shift or overtime, some workers may take stimulants such as drugs
to keep them awake and alert. Okoro (2000) observed that drugs such as
99
amphetamines are stimulants which may make one more alert in driving but often
lead to headache, decreased ability to concentrate and even fatigue. He also
explained that antihistamines are for the relief of nasal congestion and at time as
sleeping aids. The side effects attributed to them include inattention, confusion and
drowsiness. Trying to change the physiological condition stresses the body and
reduces performances
Pace of work: Many workers who are competitive, achievement oriented, working
very hard setting impossible deadlines to finish their physical activity while
sleeping very little often suffer from stress (Denga, 1996). Other activities Denga
(1996) pointed out which are associated with stress include brain work, too much
physical activity such as running, dancing, wrestling, packing one’s property from
one’s house to another, machine operation, writing or processing files, looking for
document and any other activity that takes an unusual length of time to be
executed. This can be stressful and error provoking.
Maintenance work such as sitting or standing to observe or monitor the
operations of indicators on the panel in control room of a factory may induce
fatigue. Though Bryan (1978) expressed that the control room’s panel arrangement
is such that it reduces fatigue however, sitting for a length of periods of time is
stressful as this may overtax the organs, tissues and cells involved in physiological
correlates of internal body, creating room for errors.
Personal factor: Denga (1996) listed psychological factors from which stress is
derived. They include anxiety, depression, compulsive competitive drive to be
ahead of others, negative self evaluation, prolonged emotional trauma, profound
100
degree of introversion, neurotic fear of failure or being removed from office, and a
fierce aggression which culminates in a death, wish or desire to inflict injury on
somebody or even kill. Workers who are deprived of love, sense of belonging,
affiliation, self-actualization and who feel insecure in their works may inhibit a
deprivation stress. Hilgard, Atkinson and Atkinson (1979) observed that severe
stress can impair an organism’s immune responses, decreasing its ability to fight
off invading bacteria and viruses. According to Fogarty, Saunders and Collyer
(1999), individual’s morale and health have effect on errors.
Physiological sources and psychological sources of stress are interrelated.
For example, worry is a psychological problem and can give rise to physiological
problem such as peptic ulcers and hypertension (Denga, 1996). He explained that a
strong emotional debility (worry) may express itself in the form of drastic
alteration of physical appearance or even health of individual. Negative emotions
hinder retrieval (Hilgard, Atkinson & Atkinson, 1979). Retrieval failure is an error
in maintenance (Dunn, 2007). The manifestation of emotion among others may
include inattention and aggression (Chauhan, 1990).
Level of arousal: Workers need to be stimulated to put up best performance on the
maintenance job. Deci (1981) stated there are two methods that hold promise for
motivating employees. (i) External reward such as bonus, gifts and awards, using
such a system necessitates making rewards contingent upon performance. Rewards
have to be administered selectively, so that the more effective the receiver’s
performance the more rewards the person receives. But workers may use their
101
creativity and devise a means of beating the system by ways of getting larger
rewards for less work. (ii) Intrinsic motivation: Deci (1981) emphasized that the
contingent systems may decrease the intrinsic motivation of workers resulting into
decline in performance and less attention to the job. However, intrinsic motivation
can be achieved through feedback reports or records and competition. It makes
workers to understand themselves and their level of contribution they are making
for sustaining the organization. Deci (1981) explained that with intrinsic system
people motivate themselves out of ego-involvement and a desire to perform
competently.
Bias in thinking and decision-making: There is no such thing as “common
sense”. In particular we are subject to: i, Confirmation bias and ii, Emotional
decision making
i, Confirmation bias:-where we seek information that confirms our initial and
often incorrect diagnosis of a problem (Dunn, 2007)
ii, Emotional decision making: Emotion affects the memory. Forgetting increases
when one is in an emotional state. The individual cannot reason, think and
concentrate on a problem (Chauhan, 1990). Emotion, especially the negative
emotion can hinder performance (Robbins, 2000). When sufficiently tense,
emotions can seriously impair the processes that control organized behaviour
(Hilgard, Atkinson & Atkinson, 1979). Chauchan (1990) stressed that constant
emotional tension may cause lack of sleep, restlessness, headache, chronic fatigue,
102
insomnia and lack of appetite. Dunn (2007) observed that intense emotion affect
decision making and may allow errors to occur in maintenance.
If a situation keeps frustrating us, then we tend to move into “aggressive”
mode but this often clouds our better judgment (Dunn, 2007). Emotional decisions
are based on personal relationship with colleagues or past experience such as
change in role and work failures, understanding the equipment one works on, or
having repair and service records of the equipment, and understanding he himself
who works on the equipment to be able to make decision that may yield fruitful
results. Some decisions to repair and service equipment may be frustrating. For
instance when the policy does not fit with the circumstance one is experiencing, so
he has to adapt (Root Cause Analysis Tool Kit, 2007). As a result errors are likely
to manifest.
Work written instructions: procedures are made available to save cost and time.
Procedures is one of the many areas where slight adjustments in current practice
could have a big impact in reducing lost time and money due to human error
(Mather, 2004). Work procedures, however helps to increase the likelihood of
error (Mather, 2004). Mather pointed out how written work procedure may likely
lead to errors as follows:
• Very wordy instructions are often ignored.
• Studies have shown that when there is a long list of instructions those in
the middle are often omitted.
• Too many instructions are ignored as are too few
103
• A lot of work instructions are focused on the present, but often there is
need for a re-check of alignment several months afterwards.
• Procedures must not tell how to perform basic skills as they will be
ignored. For example, do not go into detail about how to torque a bolt or
remove the screw. Such instructions may overload attention such that it
may likely lead to error.
Lack of knowledge of particular equipment: Knowledge and skills plays
significant role in maintenance services. Lack of knowledge of particular
equipment plagues any services. There are mistakes in which the individual
encounters a novel situation for which his /her training does not provide some pre-
learned rule-based solution (Root Cause Analysis Tool Kit, 2007). The
consequence is therefore that he/she has to use ad-hoc ‘on line’ reasoning based
upon his/her experience to date. As a result this may lead to error.
Frequent removal and replacement: Mather (2004) observed that there are a
multitude of reasons why human error would occur. These include frequent
removal and replacement of large numbers of varied components often carried out
in cramped and poorly lit spaces with less-than-adequate tools, and usually under
severe time pressure.
Cognitive heuristics: According to Kassin (2006), some researchers have found
that people are prone to forgetting, and worse, that memories of past events are
often highly distorted. Others have observed that people often violate the rules of
104
logic and probability when reasoning about real events, as when gamblers
overestimate the odds of winning in games of chance. Kassin (2006) observed that
one reason for these mistakes is that individuals commonly rely on cognitive
heuristics, mental shortcuts that allow them to make judgments that are quick but
often in error.
Other Reasons for Human Error in Maintenance
Human error in maintenance occurs for many reasons. Dhillon (2006)
expressed that some of the important reasons for the occurrence of human error in
maintenance are: outdated maintenance manuals, complex maintenance tasks,
improper work tools, poor equipment design, inadequate training and experience
(qualification), poorly written maintenance procedures, fatigued maintenance
personnel, poor work, humidity, environment, that is, lighting, temperature and
poor work layout.
Qualification of Electrical and Electronics Maintenance Technician
The qualifications of electrical and electronics maintenance technicians
include generally: Educational qualification and years of relevant work
experiences
Educational Qualification: According to Engineering Council of United Kingdom
(UK, 2007), the engineering technicians qualifications include; National
Certificate or National Diploma in Engineering and a technical certificate as part
of an approved Advanced Apprenticeships. The Council for the Regulation of
Engineering of Nigeria (COREN) established under Decree 55 of 1970 and Decree
105
27 of 1992 (amended) specifies qualifications for Engineering Technicians as
follows: National Diploma (ND) in Engineering from accredited polytechnics or
monotechnics or Full Technological Certificate (FTC) -Technician qualification)
or Technicians Professional Examination for registered craftsmen
Years of relevant work experience: Qualifications for electrical and
electronics technicians for maintenance employment in process industries also
include; defined number of years of relevant work experiences as specified by
process industries. Process industries such as Armstrong World Industries and
Monitor Systems UK-Scotland-Aberdeen list requirements for qualifications for
the technical or engineering job. This is to enable applicants to compare their
qualifications against the list of requirements. Individuals who possess the
estimated qualifications can compete with other applicants for the unique and
exciting opportunities that define their careers in a challenging and rewarding
field.
Qualification is the interpretation of the estimated capabilities of electrical
and electronics technicians in performing maintenance work in manufacturing
industries. These qualifications for electrical and electronics technicians therefore
form in maintenance the bases which provide for conditions that germinate
maintenance errors. This study is to analyze maintenance errors committed by
individuals working in Nigeria’s Manufacturing Industries with the electrical and
electronics technicians qualifications.
In summary, human characteristics and working environments define the
physiological, psychological, physical factors responsible for human limitations
106
and capabilities, implicating management failures for providing context for the
resulting maintenance errors. How human characteristics, working environments
and other factors mediated by management failures to contribute in causing
maintenance errors committed by electrical and electronics maintenance
technicians which give rise to levels of accidents and equipment failures in
Nigeria’s manufacturing industries is subject to investigation by this study.
Frequency of Maintenance Errors
Human beings commit errors almost on regular basis. Franklin (2007)
observed that human make an error on average every sixty seconds. These errors
can be as simple as typing the wrong letter in a word or as serious as driving
through a red light. Usually, the probability of occurrence of human error increases
along with the increase in maintenance frequency as the product or equipment ages
(Dhillon, 2006). Mason (2009) observed that some types of human errors can be so
frequent that they almost become the accepted custom and practice. Civil Aviation
Authority (CAA) Safety Regulation Group (2002) in Pennie, Brook-Carter and
Gibson (2007) unveils that maintenance and inspection procedures are largely
dependent on humans and although no one intends for errors to happen,
psychology informs that humans by nature are prone to error and it is inevitable
that mistakes will be made from time to time.
According to Civil Aviation Authority (CAA) Safety Regulation Group
(2002) in Pennie, Brook-Carter and Gibson (2007), the error rates for example in
complicated non-routine task is 1 error in 10, in routine task with care needed is 1
107
error in 100, in routine simple task is 1 error in 1000, and in simplest possible task
is 1 error in 10,000. In 'fail to recognise incorrect status in roving inspection' has
an error rate of 1 in 10. The rate 1 in 10 for error of ‘fail to recognise incorrect
status in roving inspection’ can be interpreted to mean that a person is intentionally
monitoring for a problem and yet misses the obvious 1 times in 10. The last
error—! Fail to act correctly after 1 minute in an emergency situation—9 errors in
10. The rate is high because by two minutes into an emergency situation every
decision people make will be wrong
According to Taylor (2006), in the early 1990s, Boeing conducted a study
of 86 incident reports with respect to maintenance error between 1990 and 1993. It
classified human errors in maintenance into 31 distinct categories. These
categories, along with their corresponding occurrence frequencies in parentheses
are as follows:
System operated in unsafe conditions (16) System not made safe (10)
Equipment failure (10) Towing event (10)
Falls and spontaneous actions (6) Degradation not found (6)
Person entered dangerous area (5) Incomplete installation (5)
Work not documented (5) Person contacted hazard (4)
System not reactivated or deactivated (4) Pin or tie left in place (2)
Unserviceable equipment used (4) Not properly tested (2)
Verbal warning not given (3) Access panel not closed (1)
Vehicle or equipment contacted aircraft (2) Wrong fluid type (1)
108
Safety lock or warning removed (2) Panel installed incorrectly (1)
Warning sign or tag not used (2) Incorrect orientation (1)
Vehicle driving (not towing) (2) Contamination of open system (1)
Material left in aircraft or engine (1) Equipment not installed (1)
Wrong equipment or part installed (1) Unable to access part in stores (1)
Required servicing not performed (1) Miscellaneous (6)
Person did not obtain or use appropriate equipment (4)
According to Schreiber (2007), the most frequent errors in maintenance include
‘improper servicing’ (service not performed; system not reactivated/deactivated;
insufficient fluid), ‘improper fault isolation’ (system not properly tested; not
properly inspected) and ‘improper installation’ (incomplete installation; wrong
orientation). Among other types of errors which often occur are ‘general improper
aircraft maintenance due to economic pressure’, ‘incorrect interpretation of
maintenance task or technical manuals’, and ‘damage of aircraft’ (Schreiber,
2007). Other errors are violations.
According to Schreiber (2007), in the opinion of those surveyed, most of
them consider ‘not using the technical documentation’ (for example the Aircraft
Maintenance Manual (AMM) as a violation). This is followed by ‘performing a
maintenance task without a procedure’ and ‘servicing without a checklist’. The
non-compliant actions that have become normal performed necessarily in order to
get a job done. It can be concluded that maintenance person performs a time-
continuous task. Therefore rate of errors made by the maintenance person is
109
constant and that errors occur independently. This study is to investigate how
repeatedly errors can be committed by electrical and electronic technicians in
Nigeria’s manufacturing industries
Effects of Maintenance Errors
The maintainers often do not directly see the consequences of their errors.
The effects of these maintenance errors or unsafe acts are significant, impacting
not only on economic performance but also more importantly on public safety as
illustrated by these high profile safety critical events (Pennie, Brook-Carter &
Gibson, 2007).
• 1988 Clapham Rail collision – signal failure caused by uncorrected poor
practices by a signalling technician leading to a wrong-side failure of the
signalling system (a disused wire was allowed to cause a short-circuit);
• 1988 Piper Alpha explosion – maintenance error led to the leak that caused
the explosion, due to a number of technical and organisational failures;
• 1984 Union Carbide Bhopal – a cloud of toxic chemical was released as a
result of operator error, poor maintenance and failed safety systems;
• 2000 Erika – a 25-year-old tanker which broke up and sank off the Brittany
coast, causing one of Europe's worst ever oil spills – contributing factors
included poor organisation of maintenance tasks and procedures, and rule
violations within maintenance tasks.
Effects of maintenance errors are or considered to include accidents and
equipment failures.
110
Accidents
Accident is an unintended and unforeseen event, usually resulting in personal
injury or property damage. An accident means an unexpected, undesired, and
unlooked for mishap, or untoward event, connected with the industry in which it
occurs, and which can be reasonably located as to time when and place where it
occurred, causing injury (Kile, 2002). National Electric Power Authority (NEPA)
(1991) defined accident as an unplanned or undesired occurrence arising from
unsafe acts or unsafe conditions which may or may not result to bodily injuries or
damage to property. An accident is an unplanned, undesired event or chain of
events that could lead to personal physical harm, property damage or business
interruption. This physical harm may include traumatic injuries, disease, adverse
mental and neurological effects, resulting from long time exposure to work
environment (Nigerian Institute for Safety Professionals, 2007).
Accidents are not isolated or inevitable occurrences. Each accident appears at
a stage in a process by which some conditions or modes of behaviour lead to an
unplanned result; when suitable and timely adjustment are made, most accidents
can be prevented (NEPA, 1991). Official statistics has shown that no fewer than
3,000 industrial accidents take place in Nigeria annually. However, the unions put
the number at closer to 7000 due to gross under-reporting and under-recording by
2009 (Da Vinci, 2009). Da Vinci (2009) stressed that almost on a daily basis;
various degrees of industrial accidents are recorded, from minor to major injuries
to employees.
111
Classes of incidents: Accidents may be classified under incidents. Incidents are
classified according to the degree of damage to personnel or property or none.
Nigerian Institute for Safety Professionals (2004) gave incident classification to
include: Nearmiss, minor accidents and fatal accidents.
According to Nigerian Institute for Safety Professionals (2004), nearmiss is
an incident which potentially could have caused injury or occupational illness
and/or damage (loss) to people, assets, the environment or reputation but which did
not. Minor accidents are accidents that occurred, that have no serious injury, no
loss of life and serious damage to property. Fatal accidents are accidents that
occurred that lead to injury or even death to human being and serious damage to
property.
Singapore Government through the commissioner for Manpower (2000)
classified accidents into three categories. They are:
• Fatal cases;
• Accidents which disable any person from working for more than three
days;
• Accidents causing injury to a person which require him to be
hospitalized for 24 hours and more.
The Federal Government of Nigeria (1990) recognizes the first two classes of
accidents. The Nigeria Factories Act (Cap 126) Section 51 contains the 1st and 2nd
categories of accidents. Section 51: sub-section 1, states that where any accident
occurs in a factory which either:
112
• Causes loss of life to a person employed in that factory: or
• Disabled any such person for more than three days from performing
duties for which he may be employed.
• Another classification identified by Adebiyi and Charles-Owaba
includes four types of accidents namely, fatal, serious, minor and
trivial wounds.
The classification of the accidents defines or helps to explain the level of impact of
accidents. In addition, the classification of accidents facilitates process of
investigation which enables the electrical and electronics maintenance technicians
to learn more about causes and perhaps maintenance errors which lead to accidents
in manufacturing industry.
Causes of accidents: Accidents are the result of unplanned deviation in system
operation (Koorneef & Hale, 1997). These deviations initiate an undesired process
which, if not stopped, will lead to an accident (Hendrick & Benner, 1987). It has
been estimated that up to 90% of all workplace accidents have human error as a
cause (Parliamentary Office of Science and Technology, 2001). The Parliamentary
Office of Science and Technology (2001) explained that human error was a factor
in almost all the highly publicized accidents in recent memory, including the
Bhopal Pesticide Plant explosion, Hillsborough football stadium disaster,
Paddington and Southhall rail crashes, Capsizing of the Herald of Free Enterprise,
Chernobyl incident, Three Mile Island incidents and the Challenger Shuttle
disaster.
113
Management of information can be source of error. The brains are easily
distracted and can overlook necessary tasks. Omission of steps in maintenance
tasks is cited as a substantial cause of nuclear power plant incident (Parliamentary
Office of Science and Technology, 2001).
According to NEPA (1991), accidents are caused by an unsafe conditions
and unsafe acts due to human failings. According to Root Cause Analysis Tool Kit
(2007), Reason (1993) defines two types of unsafe acts to include errors and
violations. The unsafe acts listed by NEPA (1991) include anxiety, use of wrong
tool, improper maintenance, perceptual difficulties, inadequate skills, improper
handling of work tools, unauthorized operations, disobedience, display of
manhood, worries, distractions/inattentiveness. The unsafe acts also include
inattention, forgetfulness, misperception, failure to follow procedures, inadequate
performance, assuming excessive risk etc (McCormick & Tiffin, 1979). According
to Reason (1990), skill based or unintended, unsafe acts take the form of slips and
lapses, whereas unsafe act involving intended actions can take the form of rule
based or knowledge based mistakes and violations. Violation of safety rules was
found to have resulted into six ocular accidents in Nigerian factories (Abiose &
Otache, 2000).
Accident requires both a hazard and behaviour. The behaviour is an unsafe
act. “Elements of hazardous situations include: 1, the worker 2, the equipment and
3, the environment” (National Electric Power Authority then, now Power Holding
of Nigeria (PHON), 1991). The environment covers occupational hazards such as
air pollution, lighting and noise. National Electric Power Authority then, now
114
Power Holding of Nigeria (PHON), (1991) explained that hazards and accidents
may result from a worker’s physical or improper attitude. Workers should be
placed on jobs they can perform safely and supervision should be concerned with
safety and production. NEPA then now PHON (1991) also observed that defective,
improperly maintained or inappropriate equipment must be properly maintained
and made suitable for the job which they are meant. The equipment should meet
safety standards.
Accident may be caused by emotion: An accident may be occasioned by emotion
or worry about something quite remote from the place where the accidents occurs
and from the activity engaged in when the accidents happens. National Electric
Power Authority (NEPA) then, now Power Holding of Nigeria (PHON), (1991)
gave example that a truck driver may be as worried about personal problem as to
ignore a red light. Whether or not the truck collides with another vehicle, the driver
was unsafe. The state of mind was the cause of the unsafe behaviour. In addition,
accident prunes may be increased by tension and preoccupation that are set up in
one person after seeing another involved in an accident.
Dangerous habits may give rise to accidents: Dangerous personnel habits can
result in accident hence industrial losses are not only harmful to the perpetrator,
but also to others close to him. Very dangerous habits are: i, Smoking ii,
Alcoholism, and iii, Drug abuse
i. Smoking: An addicted smoker can extend his smoking habit to prohibited areas
such as offices and work centres. Smoking results in headache, loss of
115
appetite, nausea, lung and heart diseases, cancer of the lungs and digestive
organs etc (Guyton & Hall, 1996).
ii. Alcohol: alcohol is a drug which if misused results in physical, psychological
or social damage to the worker or those close to him. The effect alcohol has
on the worker is it changes his sensation, perception, muscle control and
emotions. These changes predispose the worker to accidents as well as
violence. Guyton and Hall (1996) stressed that there are health problems
associated with alcoholism. They are heart problems, liver cirrhosis, mental
illness, loss of memory, brain damage, cancer of the mouth, throat, birth
defects etc.
iii. Drugs: Some drugs are commonly called hard drugs (NEPA then now PHON,
1991). They are, Indian hemp, cocaine, heroin and barbiturates. When they
are taken, they enhance workers performances, proneness to accidents and
lower productivity (NEPA then now PHON, 1991). Amphetamines and other
types of drugs are stimulants which may make one more alert for a short time
but often lead to headache, decreased ability to concentrate and even fatigue
(Okoro, 2000). When fatigue sets in it is likely that error will occur.
According to Dunn (2007) fatigue is a component of error proneness.
Accidents may be caused by person factor: Donnelly (1980) itemized carelessness,
ignorance and skylarking as causes of accidents. Carelessness: when a job is done
often enough, it tends to become boring; such boredom easily leads to careless
work. Ignorance-accidents often occur in industry due to ignorance or inexperience
of workers.
116
Accidents may result from anxiety: Anxiety has been listed among the components
which cause accidents. Anxiety however, is brought about by stress which has
psychological consequences. Kahn and Byosiere (1992) expressed that the
psychological consequences of stress include anxiety, depression, burn out,
fatigue, job tension and dissatisfaction with ones job and life. This implies that
stress can lead to accidents and maintenance errors. Dunn (2007) explained that
maintenance error is caused by the impacts of fatigue which could be due to stress.
Accidents may be caused by physical environmental factors: The nature of
physical environment can control accidents rate. “Extremely hot or cold job sites
can result in accidents and low productivity; A work environment which is dusty,
noisy or subject to intense vibration can affect the efficiency of the worker”
(NEPA then now PHON, 1991).
Human decisions and actions play a fundamental role in nearly all accidents
contributing in two main ways, through active and latent failures (Root Cause
Analysis Tool Kit, 2007). Active failures are omissions committed by those at the
sharp end of the system and whose actions can have immediate adverse
consequences. Latent failures are created as a result of well intention but in
hindsight faulty decisions by senior management (Root Causes Analysis Tool Kit,
2007). These decisions may have damaging consequences which can lie dormant
in the system for a long time, only becoming evident when they combine with
local tasks and environmental conditions (that is the circumstances which apply
when maintenance is being carried out) to breach the system’s operations. Based
on the above illustration the causes of accidents are closely linked to sources of
117
maintenance error in manufacturing industries. It is therefore necessary that the
electrical and electronics maintenance should study errors, in that ‘reducing
accidents is best achieved by learning from errors’ (Parliamentary Office of
Science and Technology, 2001).
Effects of accidents: Accidents may cause industrial losses. Ezenwa (2001)
reported that between 1987 and 1996, a total of 3,183 injuries as a result of
accidents were reported in Nigerian factories, of which 71 were fatal.
Parliamentary Office of Science and Technology (2001) reported that small scale
workplace accidents account for 200 deaths per year and over 180,000 injuries.
National Safety Council (1996) reported that in every working day there are 17
deaths at workplace. NEPA then now PHON (1991) listed the effects accidents as
follows: Damage to equipment/machines, Injuries to the worker/co-workers, Death
to the worker, reduced productivity and Damage to product etc.
Effects of accidents listed above have economic consequences. Cascio (1998)
in Landy and Conte (2004) observed that thirty-five million workdays are lost each
year as a result of accidents and injuries, resulting in the loss of $40 billion in
wages, as well as medical, administrative and other costs. Riggio (2000) expressed
that the economic costs of the workplace accidents and hazards cover productivity
losses, worker compensation, employee health insurance premiums and medical
treatment. The cost also covers cost of material, spare parts, labour, transportation
and other overhead costs. National Safety Council (1991) explained that Federal
agencies estimate that these combined costs total more than $100 billion annually.
118
Kohn, Friend and Winterberger (2004) expressed that although no one can put a
monetary value on a life, each workplace death results in a cost of $780,000 to
United States Society in general. Goetsch (1996) disclosed that workplace deaths
and injuries results in costs of over $48 billion annually.
Accidents may have trans-boundary effects. A reactor at the Chernobyl
power station in Ukraine in the former Soviet Union Republic exploded on 26
April 1986. According to BBC News (2004) the disaster led to dramatic rise in the
number of cases of thyroid cancer, leukaemia and birth defects especially in
Belarus. Up to seven million people are believed to have been affected in what is
the World’s worst nuclear disaster. More than 800 people in Northern Sweden may
have developed cancer as a result of the fallout of the 1986 Chernobyl nuclear
accidents, a new study says”.
Accidents may result in psychological problems such as emotion and trauma.
Adeyemi-Doro (2000) observed that industrial mishaps also cause intentional and
unintentional trauma. Emotional experiences are so traumatic that to allow them to
enter consciousness many years later would cause one to be totally overwhelmed
with anxiety. Holmes in Hilgard, Atkinson and Akinson (1979) noted that anxiety
however does not directly cause memory failure rather it causes or is associated
with extraneous thoughts and these thoughts cause memory failures.
From the above review, accidents are caused by human failings- that is,
errors. Accidents have safety risks and economic consequences. This study will
investigate whether levels of accidents are caused by particular known type of
119
maintenance errors committed by electrical and electronics maintenance
technicians in Nigeria’s manufacturing industries.
Equipment Failures
Equipment failure is used synonymously to mean equipment breakdown. It is
the state under working condition which equipment ceases to function due to a
fault or mistake or problem. Equipment is not supposed to fail after they have been
installed. Equipment start up is always a concern because maintenance and
operations spend long hours working to restore equipment availability as soon as
possible. Kirn, Noland and Hauber (2007) stressed that “many times during or
shortly after start-up equipment fails”. The author stressed when investigations are
completed a bearing was installed incorrectly, an impeller was installed
backwards, the wrong lapping compound was used, and list goes on.
Causes of Equipment Failures: Numerous research studies have shown that over
50% of all equipment fails prematurely after maintenance work has been
performed on it (Dunn, 2007). Health and safety executive of the UK in Mather
(2004) states that more than 60% of all maintenance failures had human error as
the root cause, with only 21% representing true engineering failures. Human error
in maintenance continues to be a common cause of asset failure, both in terms of
how an asset is maintained, as well as how it is operated (Mather, 2004). Kirn,
Noland and Hauber (2007) mentioned the following errors as causes of equipment
120
failures. They include: Crew turnover, Skill based error, Rule based error and
Knowledge based error.
Crew turnover is the manner which personnel are changed over particular
jobs. The change of personnel can be in form of new employment, or hiring of
labour.
Skill based error may arise from distraction or time pressure. Distraction may
take the form of diverting attention to other taught and becoming doubtful of
certain actions on the job. There may be a kind of mix up. Dunlop (1990) stressed
that the work for every maintenance man is scheduled and conditions are such that
these schedules are met at high percentage of time. This is because production is
tied to time such as unit produced per second or minutes or hour.
Rule based error stems from feedback and reinforcement and communication
error. Dunn (2007) explained that most maintenance work is highly procedural and
consists of many rules. Typical rule based errors include: (i) Misapplying a good
rule or (ii) applying a bad rule (bad habits).
Good quality feedback allows users to judge how effective their actions have
been and what new state the system is in as a result of those actions. An example
of poor feedback occurred during the Three Mile Island incident, a poorly
designed temperature gauge was consistently misread by experienced operators.
They read 2850F as 2350F. This leads them to underestimate the severity of the
situation (Parliamentary Office of Science and Technology, 2001).
121
Knowledge based errors; a situation whereby someone is performing an
unusual task for the first time. He is likely to commit error (Dunn, 2007).
Vigilance decrement: This arises from negligence on the part of inspector.
Dunn (2007) observed that it is more common for inspectors to miss obvious faults
the longer that they have been performing the inspection. This is particularly the
case when the number of ‘hits’ is few and far between.
Ignorance: Ignoring to follow the proper guidelines for maintenance services
gives rise to equipment failure. When equipment are left unattended to they may
become corrosive; grease may dry up and rotating part may get stuck, lubricating
oil may become too deteriorating and the degree of wear may increase. The
procedures for maintenance calibrations and testing are often ignored. Mather
(2004), Reason in Dunn (2007) observed that more than half of all identified
performance problems are associated with maintenance, calibration and testing
activities. This is probably because the procedures to follow are often ignored.
Equipment failure can result from design flaw, weak or faulty parts, or a break
accident (Finkelstein & Partners, 2000).
Effects of equipment failures: Stephenson (1999) observed that when breakdown
occurs in industry the following event may take place:
Production capacity is reduced and orders are delayed; there is no production but overhead continues increasing the cost per unit; there are quality issues, products may be damaged; there may be safety issues, employee or customers may be injured (p:758)
122
Felton (2001) observed that equipment failure is the leading accident cause.
More than 2,100 workers died and at least 5,000 more were injured in process
industry accidents worldwide in 2000, according to a study by Ility Engineering, a
Finland-based consulting engineering Firm (Felton, 2001). Ninety percent of
accidents occurred during normal maintenance. The immediate cause of 16% of
the incidents was human error.
Equipment failures caused by maintenance errors have obvious safety risks
and economic consequences. The types of errors which cause the equipment
failures with obvious safety risks and economic consequences to make production
capacity unstable are to be investigated by this study.
Theoretical Framework of Maintenance Errors
Analysis of maintenance errors focuses on identifying causal factors in
order to improve the quality of maintenance provided by electrical and electronics
technicians and to prevent hazard and economic consequences in Nigeria’s
manufacturing industries. Mason (2009) noted that human performance can be
affected by many factors such as age, circadian rhythms, state of mind, physical
health, attitude, emotions, propensity for certain common mistakes, errors and
cognitive biases among others. Theories which facilitate or help to conceptualize
maintenance errors committed by electrical and electronics technicians would be
involved in this study. Kerlinger (1986) defined theory as a set of interrelated
constructs and propositions that specify relations among variables to explain and
predict phenomena. Motivation, forgetting and emotion theories involve concepts
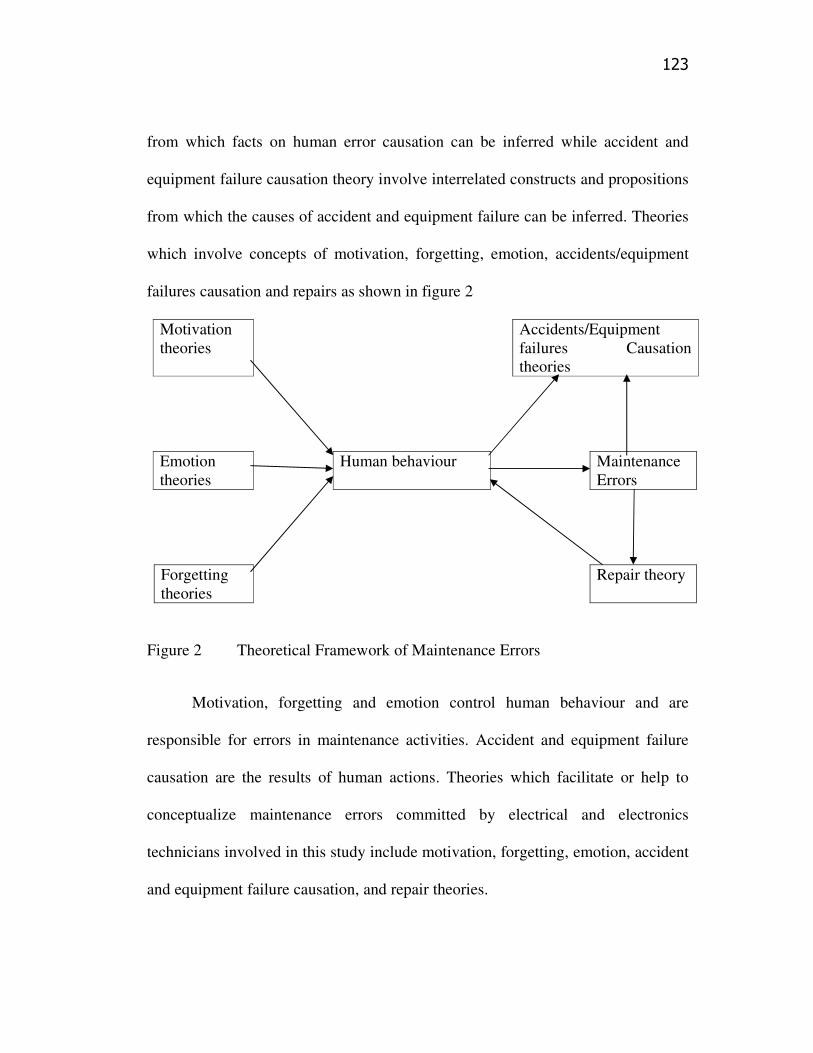
123
from which facts on human error causation can be inferred while accident and
equipment failure causation theory involve interrelated constructs and propositions
from which the causes of accident and equipment failure can be inferred. Theories
which involve concepts of motivation, forgetting, emotion, accidents/equipment
failures causation and repairs as shown in figure 2
Motivation theories
Accidents/Equipment failures Causation theories
Emotion theories
Human behaviour Maintenance Errors
Forgetting theories
Repair theory
Figure 2 Theoretical Framework of Maintenance Errors
Motivation, forgetting and emotion control human behaviour and are
responsible for errors in maintenance activities. Accident and equipment failure
causation are the results of human actions. Theories which facilitate or help to
conceptualize maintenance errors committed by electrical and electronics
technicians involved in this study include motivation, forgetting, emotion, accident
and equipment failure causation, and repair theories.
124
Motivation Theories
Professionals receive a great deal of intrinsic satisfaction from their work.
According to Robbins (2000) professionals have a strong and long term
commitment to their field of expertise. Their loyalty is more often to their
profession than employer. They update their knowledge and show commitment to
their profession. The author explained that what motivates professionals is the job
challenge and support. Motivation theories which offer firm explanation on how to
secure and sustain attention of electrical and electronics technicians on the job
therefore focus on the job challenge and support. They include: Basic need theory,
Reinforcement theory, Goal setting theory, Expectancy Theory and Herzberg’s
theory. The theories of motivation explain how to energize and direct behaviour as
may be expected to maximize performance and reduce maintenance errors in
manufacturing industries.
Hierarchy of need theory: Two basic needs theories are proposed by Abraham
Maslow. Maslow’s theory is called the needs hierarchy theory. The needs theories
maintain that there are several different types of categories of needs that play a role
in human motivation. It proposes that there are five categories of needs, forming a
hierarchy, from basic human needs to more complex higher order needs. The needs
are (1) physiological needs - which include hunger, thirst, shelter, sex, and other
bodily needs; (2) Safety - which includes security and protection from physical and
emotional harm; (3) Social which involves affection belongingness acceptance,
and friendship; (4) Esteem – which covers internal esteem factors such as self
125
respect, autonomy and achievement; and external esteem factors such as status,
recognition, and attention; (5) Self-actualization which entails growth, achieving
one’s potential, and self-fulfilment. Safety and social needs are what Maslow calls
“deficiency needs”, which must be satisfied step by step fashion before an
individual can move onto higher order needs, that is esteem and self-actualization
needs - referred to as growth needs. Lower order needs are satisfied externally for
example by pay, union contracts and tenure. Higher order needs are satisfied
internally, that is within the person (Robbins, 2000).
The hierarchy of needs theory emphasizes that although no need is ever
fully gratified, a substantially satisfied need no longer motivates; so if you want to
motivate someone according to Maslow, you need to understand what level of
hierarchy that person is currently on, focus on satisfying those needs at or that
level. This theory has implication on maintenance errors in that if management can
fulfil the needs by providing salaries and wages, good working conditions,
security, fringe benefits, allowing technicians partake in social interactions,
membership groups, have greater responsibilities and high job titles, encouraging
participation among employees and recognizing good performance technicians will
put in their best performance. On the other hand if the needs are not fulfilled or
attainment of needs is thwarted frustration will occur. Going by the theory there
should be no denial of physiological needs to allow technicians have the luxury of
worrying about their personal safety. Safety climate variables are seen as
impacting directly on violations (Fogarty, 2003).
126
Reinforcement theory is one of the behaviour-based theories of motivation. The
reinforcement theory emphasizes that behaviour is motivated by its consequences
(Riggio, 2000). A consequence that follows a behaviour and serves to increase the
motivation to perform that behaviour again is a reinforcer. There are two types of
reinforcers -positive and negative reinforcers. Positive reinforcers referred to as
rewards, are events that are in and of themselves desirable to the person. The
reward to electrical and electronics technicians as professionals includes
educational opportunities such as training, attending workshops and conferences to
keep current in their fields. Riggio (2000) expressed that receiving praise, money
or a pat on the back as sign of recognition are all common positive reinforcers.
Negative reinforcers are events that lead to the avoidance of an exciting negative
state or condition. Negative reinforcement increases the motivation to perform the
desired behaviour again in an effort to keep the aversive negative reinforcement
situations from returning. Reinforcement in this context may imply that the
behaviour electrical and electronics technicians engage in at work and the amount
of effort they allocate to each task are affected by the consequences. The
consequences include success and recognition. Recognition can take forms such as
congratulation to employee in private for good job, hand written note, e-mail
message acknowledging something positive that the employee has done, or
publicly recognize accomplishments or celebrate team success. In this way
recognition can boost productivity and minimize errors on the job.
127
Goal setting theory: This focuses on job challenge as a means to motivate
workers. The theory emphasizes the role of specific challenging performance goals
and workers’ commitment to those goals as key determinants of motivation
(Riggio, 2000). The theory states that for employees to be motivated goals must be
clear, specific, attainable, and whenever possible quantified. The theory has it that
specific and difficult goal with goal/feedback lead to higher performance
(Robbins, 2000). Specific hard goals produce a higher level of output than the
generalized goals. The specificity of the goal acts as internal stimulus. Also the
more difficult the goal is, the higher the level of performance. Again, people will
do better when they are progressing towards their goals because feedback helps to
identify discrepancies between what they have done and what they have to do; that
is feedback acts to guide behaviour. But all feedbacks are not equally potent. Self-
generated feedback where the employee is able to monitor his or her own progress
has been a more powerful motivator than externally generated feedback.
Robbins (2000) stressed that four other factors have been found to influence
goals-performance relationship namely: goal commitment, adequate self-efficacy,
tasks characteristics and national culture. The goal setting theory presupposes that
an individual is committed to the goal. He is determined not to lower or abandon
the goal. This is most likely to occur when the goals are made public, when an
individual has an internal locus of control and when the goals are self-set rather
than assigned. Self efficacy refers to an individual’s belief that he is capable of
performing a task. The higher the efficacy the more confidence one has in his
ability to succeed in a task. The evidence suggests that goals seem to have a more
128
substantial effect on performance when tasks are simple-rather than complex; well
learned rather than novel, and independent rather than interdependent. Goal setting
is culture bound (Robbins, 2000). Riggio (2000) observed that in some countries
such as United States of America employees seek for more challenging goals.
Obviously this is due to better employment conditions which motivate employees
to seek for challenges hence high performance. Other countries such as Chile or
Portugal the employee’s performance is not as high as in United States of America
(USA) which has better employment conditions.
Specific goals facilitate making the structure of task to achieve set goals as
simple as possible. This is because the specific goals or goal-setting provide
direction for carrying out tasks for realizing the specific goals. In this way goal
setting theory can help us to avoid overloading the psychological processes-
attention, perception and memory and subsequent errors in maintenance. By this
theory, maintenance technicians take up appointment as goal commitment. This is
because they feel they are capable of doing the maintenance work well. The results
of their performance hence performance of industry, act as feedback to enable
technicians to improve their performance, thus, resulting to minimal errors.
Expectancy theory: This is a rational theory of motivation. Expectancy theory
states that the motivation to perform a particular behaviour depends on a number
of factors; whether the outcome of the behaviour is desirable (valence), whether
the individual has the ability, skills or energy to get the job done (expectancy), and
whether the performance of the behaviour will indeed lead to expected outcome
129
(instrumentality). In other words workers weigh expected costs and benefits of
particular courses before they are motivated to take action. The three core
components of this theory therefore include: valence, instrumentality and
expectancy. Valence refers to the desirability of a particular outcome of an
individual; instrumentality is the perceived relationships between performance of
particular behaviour and the likelihood that a certain outcome will result. In other
words there is a link between one outcome (the worker’s behaviour) and another
outcome (obtaining recognition or a pay rise, for example); expectancy is the
perceived relationship between the individual’s effort and performance of the
behaviour.
Robbins (2000) expressed that the expectancy theory argues that the strength
of a tendency to act in a certain way depends on the strength of an expectation that
the act will be followed by a given outcome and on the attractiveness of that
outcome to the individual. This implies that an employee will be motivated to exert
a high level of effort when he believes that the effort will lead to good
performance appraisal; that a good appraisal will lead to organizational rewards
such as bonuses, salary increase or a promotion, and that the rewards will satisfy
the employees’ personal goals.
At maintenance work, expectancy theory may be applied using avoidance of
supervisors’ displeasure, termination of appointment or dismissal as potential
outcomes. A technician’s goal may be to do an error free job (positive valence) a
flawless job to avoid dismissal from job (expectancy); and avoid having the
organization being displeased with him (instrumentality). In the expectancy theory
130
electrical and electronics technicians need to be given autonomy to follow their
interests; and be allowed to structure their work in ways that they find productive.
In this way errors can be minimized.
Herzberg’s two-Factor Theory (Job Design Theories of Motivation): This
deals with the role of job satisfaction in determining workers motivation.
According to the theory, intrinsic factors are related to job satisfaction, while
extrinsic factors are associated with dissatisfaction. Intrinsic factors such as the
work itself, responsibility and achievement seem to be related to job satisfaction. If
people are to be motivated on their job, Herzberg suggested emphasizing factors
associated with the work itself or to outcomes directly derived from it, such as
promotional opportunities, opportunities for personal growth, recognition,
responsibility and achievement should be provided. These are the characteristics
people find intrinsically rewarding (Robbins, 2000).
To motivate technicians intrinsically, jobs need should be set up such that
they are interesting and challenging so as to call forth worker’s creativity and
resourcefulness (Deci, 1992). According to the notion of intrinsic motivation,
workers are motivated by challenges at work, with the reward being the
satisfaction of meeting the challenge of a job well done – that is with little or no
errors.
Extrinsic factors such as supervision, pay, company policies and physical
working conditions, job security and relations with others are related to job
dissatisfaction and are characterized by Herzberg as hygiene factors. The hygiene
131
factors are controlled by management of organization. The hygiene factors when
improperly manipulated may become sources of stress which may give rise to
maintenance errors. When the hygiene factors are inadequate they may trigger
industrial crises or psychological problems of anxiety or stress which cause errors
in maintenance work. It shows that to motivate technicians, managers should focus
on the motivators and at the same time try to maintain the hygiene factors at
appropriate level so as to prevent dissatisfaction which likely breeds errors.
Motivation is a process which accounts for an individual’s intensity,
direction, and effort toward attaining a goal. Intensity implies how hard a person
tries. Direction means channelling effort toward benefits. Motivation therefore
involves concentration on the job; that is to direct with exclusive attention upon
the job in the hand. With attention of technicians secured and maintained on the
job occurrence of errors may be minimized in manufacturing industries.
Theories of Forgetting
Traditionally, it is held that people learn by practice and forget because they
failed to practice. Technicians learn technology by practice because it is
embodiment of practical activities. They practice repetitively what they learnt that
is relevant to the work yet they forget to do the right thing and end up making
mistakes. Some theories of forgetting which are relevant to this study of human
error in maintenance activities provide insight as to why forgetting occurs.
According to Chauhan (1990), theories of forgetting are: Theory of decay, Theory
of Interference, Trace change theory and Consolidation theory.
132
Theory of decay: This is spontaneous loss of information over time. According to
this theory, impressions created by learning or experience in the cortex fade away
as the time passes (Chauhan, 1990). Chauhan (1990) explained that in our daily
life we have wealth of experiences which fade way with passage of time. We can
meet a man and forget his name after sometime. For information to decay the
following events must take place:
The length of time that elapses between the learning of facts and the recalling them
produce some loss of memory (Chauhan, 1990). Though memories appear to be
resistant to loss with increasingly passage of time, forgetting is greatly influenced
by activities during the retention interval.
What happens between learning and recall? The quality and quantity of
memory however, largely depend on what the learner does while he is having the
experience and what kind of experiences which follow. Decay theory emphasizes
that when something new is learned, a neurochemical, physical "memory trace" is
formed in the brain and over time this trace tends to disintegrate, unless it is
occasionally used (Mcleod, 2008). Technicians learn a lot of information in school
and at work to utilize them when situation makes demands on them. Due to
intervening activities between experiences at school and work and recall,
technicians can not recall everything they learnt or experienced. The theory
implies that due to fading, information can not be recalled at the time the demand
is placed on it. But by rehearsal of tasks, technicians can prevent forgetting that
may result to errors.
133
Theory of interference: This deals with intervening activities. This theory holds
forgetting occurs because other information learned earlier or later, interfere with
the memory. The interference may be two types: retroactive inhibition and
proactive inhibition. Retroactive inhibition means information that we learn later
causes a kind of memory barrier that interferes with our remembering previously
learned materials. In proactive inhibition previously learned material interferes
with the recall of present learned materials; that is information that is learned first
interferes with the ability to remember new materials. Financial problems such as
delayed salaries and denial of allowances affect family income and can interfere
with the recall, as one (the mind) pounders in search of solutions to these problems
while doing work. Theory of interference emphasizes that learned materials are
interfered with for example, by the factors mentioned, however by being
committed and anchoring attention on the maintenance jobs technicians can
minimize interference and thus corresponding errors.
Trace change theory: Trace change theory provides evidence that one’s memory
of what he has seen tends to change in a specific way. According to this theory, the
trace laid down by an original experience becomes more perfect and better
balanced figure, thereby losing some of its qualities. This change in the trace
causes us to forget the original figure. Forgetting according to this theory is
attributed to change in traces in the brain. “Bartlett has found that changes in
memory trace are largely influenced by naming or labeling the items to be
memorized” (Chauhan, 1990). Trace decay theory argues that forgetting occurs
134
when a memory is not actively used the physical trace between neurons begins to
fade away and may be over-written by new memories. Therefore by actively
accessing a memory, technicians strengthen the trace and the memory should still
be available for any desired maintenance work
Consolidation theory: If the newly formed traces are disturbed and no time is
given for consolidation they will be wiped out. As a result of experience, certain
neural activities responsible for permanent memories are set into motion.
Disruption of these activities leads to poorly formed memories, and thus,
forgetting. Consolidation theory emphasizes the importance of undisturbed period
for maintenance employees –technicians for memory trace to become durable and
permanent so that forgetting does not occur to cause errors.
From the above illustration forgetting is a memory failure which may be
avoidable or unavoidable, and which has been responsible for errors to occur in
maintenance. Technicians should rehearse tasks before they are performed or learn
tasks at greater depth to avoid errors.
Emotion Theory
David Hartley (1705-1757) theory of emotion posits that developed or adult
emotions are the products of elementary feelings uniting, passing into new
connections, and giving rise to complex emotions, under the general law of
contiguity. When emotions are activated such as recalls of incident, they elicit an
adaptive reaction that is experienced by the individual as pleasant or unpleasant
(Papalia & Olds, 1985). Technicians should try to avoid emotion; because under
135
emotional state, technicians can not properly reason, think and concentrate on a
problem. In this way error can occur in maintenance activities.
The Lazarus theory of emotion: The Lazarus theory builds on the Schacter-
Singer theory, taking it to another level. It proposes that when an event occurs, a
cognitive appraisal is made (either consciously or subconsciously), and based on
the result of that appraisal, an emotion and physiological response follow. The
Lazarus theory emphasizes that emotions arise based on the value assigned to
certain 'triggers', which are of course, based on personal experiences, and what
those experiences meant to us. Intense emotion, however, should not be allowed to
prolong as it affects decision making and may allow errors to occur in
maintenance.
Accident Causation Theories
Accident causation theories are used to explain how accidents happen. These
theories try to illustrate how potential safety threats referred to as hazards are
translated into injury, loss of life and/or destruction of property known as an
accident. Using these theories, can help to identify some relationships between
maintenance errors and safety, and how maintenance errors can impact plant
safety.
The Domino theory: In 1920, Heinrich studied 75,000 accidents. 88% of
accidents were caused by unsafe acts, 10% by unsafe conditions and 2% are
unavoidable. The Axioms of Domino Theory holds that: Injuries result from a
136
completed series of factors, one of which is the accident itself; An accident can
occur only as the result of an unsafe act by a person and/or a physical or
mechanical hazard; Most accidents are the result of unsafe behaviour by people;
An unsafe act by a person or an unsafe condition does not always immediately
result in an accident/injury. However in maintenance activities, attention should
altogether focus on human errors as Heinrich apportioned 88% factor to unsafe
acts and 10% factor to unsafe place / conditions which may also be controlled by
unsafe acts.
Human factors theory: In 1959, Heinrich propounded Human Factors Theory of
Accident Causation. The theory attributes accidents to a chain of events ultimately
caused by human error: Overload, Inappropriate response and Inappropriate
activity; Overload -Environmental Factors (Noise, Distractions), Internal Factors
(Personal Problems, Emotional Stress); Situational Factors (Unclear instructions,
risk level; Inappropriate Response - Detecting a hazard, but not correcting it;
removing safeguards from machines and equipment; ignoring safety and
Inappropriate Activities - Performing tasks without the requisite training,
misjudging the degree of risk involved in a given task. The critical summation is
that technicians have the ability to choose between safe and unsafe acts or
behaviour; and management has the ability to identify the types of human
characteristics and developed work conditions to accommodate them so as to
reduce errors in all maintenance tasks.
137
Epidemiological Theory: The key components are the pre-dispositional
characteristics of the worker and the situational characteristics of the job. These
work together to cause or prevent an accident. Maintenance may have a bigger
potential impact on the situational characteristics of the job, but through influence
on the worker, could modify a predisposition to violate operating procedures for
example, override and safeguards.
System Theory: This theory states that there are three main components that
interact in any job: the worker, the machine/equipment, and the environment. The
likelihood of an accident is determined by how these components interact.
However, the elements that interact in the manufacturing process go beyond the
workers and the machines as indicated in the system theory. In combination with
the workers and machines, the other elements that have a great impact on plant
safety are the material being handled in the production process and the method of
production. Four elements have been identified whose interaction in the plant
generates various outcomes. These four elements are referred to as man, material,
machine, and method. The four elements interact with each other in a given
manufacturing environment to give the various outcomes including error incidents.
Accident/Incident theory: It is an extension of Human Error Theory by adding
ergonomic traps and decision to err. This theory also includes system failure as a
cause of accident. Accident/Incident Theory (by Dan Petersen) Overload includes,
pressure, fatigue, motivation, drugs, alcohol and worry. Ergonomic Traps covers
incompatible workstation (i.e., size, force, reach, feel) and incompatible
138
expectations. Decision to Err includes misjudgement of the risk, unconscious
desire to err, logical decision based on the situation. Human Error is responsible
for Accident Injury, Damage and Systems Failure associated factors such as
Policy, Responsibility, Training, Inspection, Correction and Standards
Two Central Points of this theory are clear. That injuries are caused by the
action of preceding factors; and removal of the central factor (unsafe act/unsafe
condition) negates the action of preceding factor and, in so doing, prevents
accidents and injuries which may result from maintenance errors.
Repair Theory of Human Error Prevention
The K. VanLehn Repair theory posits that when a procedure (for example in
maintenance tasks) cannot be performed an impasse occurs and the individual
applies various strategies to overcome the impasse. The strategies (meta-action)
are called repairs. Some repairs result in correct outcomes whereas others generate
incorrect results hence “buggy” procedures.
The repair theory is an attempt to explain how people learn procedural skills
with particular attention to how and why they make mistakes (that is bugs). The
repair theory assumes that people primarily learn procedural tasks by induction
and that bugs occur because of biases that are introduced in the examples provided
or the feedback received during practice (as opposed to mistakes in memorizing
formulas and instructions). Therefore the implication of repair theory is that
problem sets should be chosen to eliminate the bias likely to cause specific bugs.
Another implication is that bugs are often introduced when individuals try to
139
extend procedures beyond the initial examples provided. According to Brown and
Vanlehn (1980), repair theory applies to any procedural knowledge. This includes
maintenance activities which are embodiment of procedures and rules and which
errors committed can be corrected on time.
From the illustration above theories of emotion, motivation, and forgetting
provide firm foundation for the explanation of the causes of maintenance errors
while human factors - accident causation theory offers explanation on effects of
maintenance errors. The repair theory provides firm foundation for explanation on
how errors may be averted. The explanation provided by these theories deepens
and widens the knowledge on errors which give rise to levels of accidents and
equipment failures, thereby facilitating analysis of errors committed by electrical
and electronics technicians in Nigeria’s manufacturing industries.
Empirical Studies Relevant to the Study of Maintenance Errors
The review of related empirical studies covers empirical studies relevant to
maintenance errors. The empirical studies are as follows:
Fogarty, Saunders and Collyer (1999) conducted a study to explore the role
of individual and organizational variables in maintenance in aviation industry. The
objectives of the study were to; (a) examine a number of organizational, job and
individual factors that were considered likely to impact on maintenance
performance; (b) explore the relations among these variables and (c) develops a
model for predicting important work outcome variables such as turnover
intentions, psychological health and self-reported maintenance errors. A total of
140
240 maintenance engineers (232 males) working at the two main helicopter repair
bases for Australia Army responded to the study. Structural equation modelling
was used to develop and test a model linking organizational and individual
variables with self-reported maintenance errors and turnover intentions. The main
features of this model are that; fit indices were accepted; workplace variables
accounted for 40% of variance in health; workplace variables accounted for 58%
of variance in morale; health was the major predictor of maintenance errors,
morale a lesser contributor. Neither job intentions nor work place variables exerted
a direct influence on errors, although workplace variables had a significant indirect
effect through morale and health. This research study is relevant to this study in
the sense that workplace variables as causes of maintenance errors are being
investigated by this study.
Fogarty, Saunders and Collyer (2001) modified slightly the study on
maintenance environment Survey (MES) above and administered to 104
maintenance Army Aviation bases. Four hypotheses were formulated. Structural
equation modelling was sued to develop and test a model linking organizational
and individual variables with self-reported maintenance errors and turnover
intentions. The main features of this model include: fit statistics were within
acceptable limits; the model showed that although workplace variables have a
strong influence on health and morale of employees, the influence of these
variables on errors is entirely indirect. The findings of the study reveal that social
and organizational factors support human error. It is also established that many
errors result from interacting causes involving physical, cognitive, social and
141
organizational factors. These factors are considered to be associated with
maintenance errors and subject to investigation by this study.
Fogarty, Saunders and Collyer (2005) conducted a study on the Role of
Individual and Organizational Factors in Aviation Maintenance. A total of 106
maintenance engineers (mostly males) working at one of two main helicopter
repair bases for the Australian Army responded to the survey, representing a
response rate of over 90%. Of the 106 respondents, 48% were tradespersons and
52% trainees. The average age of the respondents was 28.5 years and most (84%)
had been working as a maintenance engineer for at least one year but less than four
years. The statistical tools used were reliability estimates, Pearson Product
Moment correlation coefficient, Structural equation modelling (SEM), using
Arbuckle's (1999) AMOS program (Ver 4.01), and Chi Square of fit. Results
indicated that the findings support the claims of other researchers who point to the
role that social and organizational factors can have on human error (Reason, 1990).
As these researchers assert, many errors result from interacting causes involving
physical, cognitive, social, and organizational factors. The relevance of this
research is due to the fact that the factors mentioned are to be investigated by this
study to find out they are contributors of errors
Fogarty and Neal (2002) conducted a study on the link between safety
climate, stress, maintenance errors and workplace violations. They hypothesized
that management attitudes would exert an indirect influence on violation behaviour
via own attitudes, group norms and perceived control and that group norms would
have a direct effect on own attitudes. Factorial validity and reliability estimates
142
were checked using SPSS. Participants in the study included 312 aircraft
maintenance personnel from Australian Army 105, Navy 86, Air Force 116 and 6
civilian maintainers. Survey questionnaire was distributed by staff working for the
Directorate of Flying Safety and returned for analysis. Amos 4.01 (Arbuckle,
1999) was used to test the fit of the path model to the covariance matrix generated
from the safety climate variables. The findings from the study include:
management attitudes have effect either directly or indirectly on all other variables
in the model (the other variables include own attitude, group norms, work
pressure, intention to violate and violation); Group norms affect individual
attitudes, workplace stressors, intention to violate and actual violation; Workplace
stress in not strongly associated with intention to violate and is not linked at all
with actual violations when these other variables are included in the model. This
study is also to investigate whether management or organizational factors
contribute to errors in maintenance.
Fogarty and Neal (2001) conducted a study on violations, errors and
willingness to report. A revised safety climate scale was developed and
administered to 178 maintenance personnel responsible for servicing the Army
Aviation helicopter fleet. The organizational factor was measured by five scales:
Supervision, commitment, communication, management support and training.
Workplace was a much narrower variable than in previous studies, comprising
documentation (manuals, work cards, among others) and adequacy of resources.
The stressors variable was measured by a range of items covering such issues as
time pressures and workload. The model shows that the organizational factors
143
measured by the survey have a direct effect on workplace environment and
violations. Workplace environment, in turn has a direct effect on the stressors
experienced by individual workers. Violations and individual health (which
translates to strain) also have an effect on errors. The organizational factors affect
tendency to report, confirming that employees were more likely to report mistakes
in situations where management is communicative, open and committed to safety
values. This study also is to find out management or organizational factors that are
responsible for errors in maintenance.
Hobbs (2005) conducted a study on the links between errors and errors-
producing conditions in aircraft maintenance. A safety questionnaire was mailed to
all Australian licensed aircraft maintenance engineers, 1359 questionnaire were
returned. 619 usable occurrence reports were received and analyzed to determine
the types of errors that preceded them, and the contributing factors that were
associated with each error form. 96% of occurrences resulted in a whole or in part
from human actions. The occurrences were analyzed using a cognitive error model
and a simple taxonomy of contributing factors. It became apparent that different
cognitive error forms were associated with different contributing factors. Clearly,
safety interventions must take into account the links between errors and their
contexts. The association of errors with their contexts is to be investigated by this
study.
The empirical studies demonstrate that human errors have causal factors
being investigated in maintenance activities. In addition the empirical studies do
not only act as feedback necessary to stimulate actions to avoid errors or serve as
144
proof for occurrence of errors but also help to enrich the literature in study on
maintenance errors in Nigeria’s manufacturing industries.
Summary of Review of Related Literature
In the above review of related literature firm foundations for explanations of
how errors are caused in the maintenance activities are provided by theories of
emotion, motivation and forgetting. Theory of human error effects, and repair
theory provide concrete description of human error as accident/equipment failure
causation and human error prevention respectively.
Errors committed in maintenance activities are differentiated in relation to
three general types of work activities in industry: The work involving discrete acts,
continuous action and monitoring. Monitoring may be referred to as intensive care
of operating equipment for twenty-four hours in manufacturing industry.
Monitoring is akin to inspection which involves comparison of the standard with
the current condition of the equipment to arrive at decisions for choice of any of
the maintenance actions such as calibration, repairs and services. Errors committed
in maintenance activities are classified into types. They include recognition
failures, memory failures, skill-based slips, rule-based mistakes, knowledge-based
errors and violations.
Errors are committed in maintenance via two paths in industry namely,
situational and individual variables. Individual variables operate as human error
causal factors which include vigilance decrement, Failure to follow rules and
procedures, Impact of fatigue, Level of arousal and Bias in thinking and decision-
145
making, Work written instructions, Lack of knowledge of equipment operations
and frequent removal and replacement. Errors which occur in manufacturing
industries give rise to levels of accidents and equipment failures which have
obvious safety risks and economics consequences that affect the stable production
capacity of any manufacturing industries.
The empirical studies related to the study of maintenance errors were
conducted in aviation maintenance. The result from the studies revealed that errors
are caused by human, social, managerial and cognitive factors.
The review of related literature covers causes and effects of human error in
maintenance activities in high risk industries such as aviation, rail, process,
petrochemical and nuclear industries in other countries for example, United States
of America, Norway, United Kingdom and Australia but none in Nigeria including
Nigeria’s manufacturing industries. How often maintenance errors are committed
is also not determined. This study enriches literature on the nature of maintenance
errors by providing on wider scope, information which borders on how often errors
in maintenance are committed, so as to help develop consciousness about the
oftenness of error occurrences in given time. In addition, the study provides
information on causes and effects of errors, and error management in
manufacturing industries with particular reference to electrical and electronics
equipment maintenance in Nigeria situation.
146
CHAPTER III
METHODOLOGY
In this chapter the researcher presents the procedure used in carrying out the
study under the following subheadings: Research Design, Area of the Study,
Population for the Study, Sample and Sampling Technique, Instrument for Data
Collection, Validation of the Instrument, Reliability of the Instrument, Method of
Data Collection and Method of Data Analysis.
Design of the Study
The research design adopted for this study is cross - sectional survey.
Electrical and electronic technicians commit errors during maintenance activities
and the supervisors fail to prevent the errors committed at material time resulting
in safety risk and a threat to productive economy. Therefore, a design which would
cut across the different professionals in the maintenance services had to be
established. Thus, cross-sectional design was used as the study involves categories
of maintenance staff such as the electrical and electronics technicians, and
sectional engineers and foremen in their own specific categories referred to as
supervisors; and because data was to be collected from electrical and electronics
technicians and supervisors at one point in time. The collection of data at one point
in time is in line with the observation made by Fraenkel and Wallen (2003) that in
cross-sectional survey
147
design, the information is collected at just one point in time, although the time it
takes to collect all the data desired may take anywhere from a day to a few weeks
or more.
The cross-sectional survey was employed to provide appropriate
investigative information on causes of maintenance errors and levels of accidents
and equipment failures which result from known types of maintenance errors
committed by electrical and electronics technicians in Nigeria’s manufacturing
industries. Understanding the causes of maintenance errors and levels of accidents
and equipment failures which result from known types of maintenance errors
would help identify the type of actions needed to prevent maintenance errors in
Nigeria’s manufacturing industries.
Area of the Study
The area of study is all the thirty-six states of the federation including the
Federal Capital Territory Abuja. Nigeria has Abuja as administrative capital and
Lagos the former capital as commercial seat. Each state of the federation has a
capital with Federal and State Ministries of Commerce and Industry, and
Corporate Affairs Division where manufacturing industries are registered.
Each state capital has a number of large manufacturing industries. However,
the highest concentration of manufacturing industries namely textiles, breweries,
vehicle assembly plants, plastic products, metal processing and fabrics among
others are found in Lagos, Kano, Aba, Port-Harcourt and Kaduna areas. This is
due partly to availability of electricity supply and partly to the market for the
148
products. Revenue mining and availability of raw materials found in rural areas
have resulted into a few major manufacturing industries such as pulp and paper
mills at Oku Iboku and Iwopin, steel mills at Aladja and Ajaokuta, aluminium
smelter at Ikot Obasi, palm oil mills, cement and petrochemical plants. Analysis of
maintenance errors committed by electrical and electronics technicians was carried
out in manufacturing industries located in the thirty-six states.
Population of the Study
The population of the study is 1,163 comprising 745 electrical and
electronics technicians and 418 management representatives which include
electrical and electronics sectional engineers, foremen and electrical and
electronics supervisors, working in manufacturing industries registered with
Industrial Training Fund (ITF) as counterpart trainers. The population of electrical
and electronics technicians and supervisors working in the manufacturing
industries as made available by Federal Ministry of Labour, Employment and
Productivity (2008) in the thirty-six states. The breakdown of the population is
shown in Appendix C on page 233. The electrical and electronics technicians are
the performers of the maintenance tasks with resulting errors while management
representatives referred to by the researcher as supervisors are the immediate key
persons to identify and correct errors committed by electrical and electronics
technicians before they become major problem or stop electrical and electronics
technicians from deviating from the appropriate work procedures. All electrical
and electronics technicians, and supervisors were used for the study of analysis of
149
maintenance errors committed by electrical and electronics technicians in
Nigeria’s manufacturing industries.
Sample and Sampling Technique
A multi-stage cluster sampling procedure was employed to draw a sample
size of 422 respondents (comprising 240 electrical and electronics technicians, and
182 supervisors working in Nigeria’s manufacturing industries). The sample size
was determined using the table for sample size by Research Advisors (2006)
shown in Appendix E on page 236. Clusters or groups of electrical and electronics
technicians, supervisors working in Nigeria’s manufacturing industries were
formed according to the thirty-six states and Abuja, the federal capital. This is in
line with Hubert’s (1980) claim that in cluster sampling, elements are not sampled
directly; instead they are sampled in clusters or groups. However, manufacturing
industries in the Federal Capital were just established and therefore had little or no
information relevant for the study.
Thirty-six clusters of electrical and electronics technicians, supervisors in
manufacturing industries were too large to handle for the study. Random sampling
was employed to select thirty percent of thirty-six states or clusters. Thirty percent
of thirty-six states or clusters with an average of 47 electrical and electronics
technicians, and supervisors per state or cluster is eleven states or clusters. The use
of thirty percent to select sample size is in consonant with Gay’s and Airasian’s
(2003) suggested generalities of table for determining sample size for research
studies: Educational and Psychological Measurement, 30608. To compose a
150
random sample, balloting with replacement procedure was employed to select
eleven states using paper balls. Each paper ball was formed from a paper with a
name of a state written on it and rolled into a shape (of a ball). Balloting with
replacement procedure ensures that each paper ball has equal chances of being
selected; as each paper ball that was picked after thorough mixing of all the paper
balls in a container was dropped back before any other was picked after a thorough
mixing.
Each selected state or cluster has a number of manufacturing industries. Each
manufacturing industry has a number of electrical and electronics technicians and
supervisors employed. Manufacturing industries in states namely, Bauchi and
Plateau among the eleven states selected were rendered unsafe for the study due to
security threat by Boko Haram and crises respectively. In view of the dwindling
number of manufacturing industries due to economic meltdown, management’s
preference for contracting maintenance and the usual lean number of electrical and
electronics technicians and supervisors employed to work on electrical and control
equipment in manufacturing industries, all the electrical and electronics
technicians and supervisors working in the manufacturing industries located in the
selected states constituted the sample of the study. The sample of the study is
shown in Appendix D on page 235.
Instrument for Data Collection
The instrument for data collection is the questionnaire. The questionnaire is
named CHORSLALES after the title of each section of the questionnaire, namely,
151
Causes of maintenance errors, How often errors occur in Repairs and Servicing,
Levels of accidents caused by known types of maintenance errors, Levels of
equipment failure caused by known types of maintenance errors and Strategies for
reducing maintenance errors, using one or two letter(s) of the first word of the
subheading of each section. The questionnaire instrument was used to provide a
quick means of eliciting useful descriptive information or experiences of electrical
and electronics technicians and supervisors on maintenance errors committed by
electrical and electronics technicians in Nigeria’s manufacturing industries.
The questionnaire contained in Appendix B on page 224 was developed after
a thorough review of literature on maintenance error committed in maintenance
activities in industries worldwide. Questionnaire has one hundred and five (105)
items grouped into five sections, A, B, C, D and E.
Section A: This is arranged to evoke information on likely causes of
maintenance errors committed, observed or/and recorded. The
information elicited was used to answer research question 1.
Section B: This is to elicit information on maintenance errors on how often
errors occur in services and repairs. The information collected was
used to answer research questions 2 and 3.
Section C: This is meant to elicit information on level of accident caused by
known types of maintenance errors. The information obtained was
used to answer research question 4.
152
Section D: This is meant to elicit information on level of equipment failure
caused by known types of maintenance errors. The information
obtained was used to answer research question 5.
Section E: This covers strategies adopted to minimize or eliminate maintenance
errors. The information collected was used to answer research
question 6.
Sections A, B and E contain items which were structured using five-point
Likert type scale. The agreement and disagreement response options are separated
by neutral point. The response options are “strongly agree”, “agree”, “undecided”,
“disagree”, and “strongly disagree”. Section B has frequency options “always”,
“most of the time”, “sometimes”, “seldom” and “never”. Sections C and D contain
items which were structured using four-point scale. Its response modes with
respect to condition of equipment and employees include fatal/very serious,
serious, minor and negligible. Subjects (electrical and electronics technicians and
supervisors) were asked to respond to each statement with respect to condition of
employee and equipment, agreement or disagreement on causes and strategies
against maintenance errors, and frequency of recurrences of maintenance errors.
Validation of the Instrument
In order that the questionnaire items measure what it should measure, it was
subjected to face validation by two experts in the Department of Vocational
Teacher Education of the University of Nigeria, Nsukka and one expert from
Benue Breweries, Makurdi. Comment on the clarity, adequacy and appropriateness
153
of the questionnaire items were made in Appendix G on page 238, in response to
request for assistance to validate the questionnaire in Appendix F on page 237.
Based on the comments modification were made in order to produce a final form
of the instrument.
Reliability of the Instrument
To determine the reliability of the instrument, Benue and Gombe States were
chosen for pilot testing. The choice for these States was based on the fact that most
of the manufacturing industries located in these States have unbroken production
and records of events since their inception. The questionnaire forms were then
administered on 20 electrical and electronics maintenance technicians and
supervisors in Benue and Gombe States’ manufacturing industries.
The internal consistency of the instrument was determined using Cronbach
Alpha reliability coefficient formula on the completed questionnaire copies
returned. The computed Cronbach Alpha reliability coefficient σ for sections A, B
and D were as follows: Section A (Causes), 0.90; Section B (How often errors
occur) Repairs, 0.93 and Services, 0.93; and Section E (Enabling strategies), 0.90;
the Reliability coefficient σ for all the completed questionnaire was 0.96 as shown
in Appendix I on page 244. The reliability coefficient σ 0.93 lies between 0.7 and
+1.00. Garson (2008) stated that the common rule of thumb is that to judge the set
of questionnaire items reliable they (indicators) should have a Cronbach alpha
reliability coefficient of 0.7 and above.
154
Method of Data Collection
The researcher with the management of each manufacturing industries that
granted the request contained in Appendix A page 223, administered the
questionnaire to electrical and electronics technicians and supervisors in nine
sample states. In states like Kano, Lagos and Kaduna which have high number of
manufacturing industries the researcher employed the services of industry based
workers/employees in administering copies of the questionnaire. In all a number of
422 copies of the questionnaire were administered in nine states to the respective
technicians and supervisors as shown in detail in Appendix H on page 240.
A total of 375 completed copies of the questionnaire representing 88.86%
were collected by the researcher and industry based workers/employees after two
or three days, from the date the copies of the questionnaire were administered. A
total of 47, that is 11.14% of administered copies were not returned. Certain
factors were responsible for non return of the questionnaire copies. They included
misplacement of the questionnaire copies by respondents and inability of some
respondents on shift duties or assignment elsewhere to send the copies of the
questionnaire in their possession through appropriate persons to either researcher
or respective industry based workers/employees.
Method of Data Analysis
Raw scores from completed questionnaire were generated using primarily
frequency count of responses to each item of completed questionnaire. Data
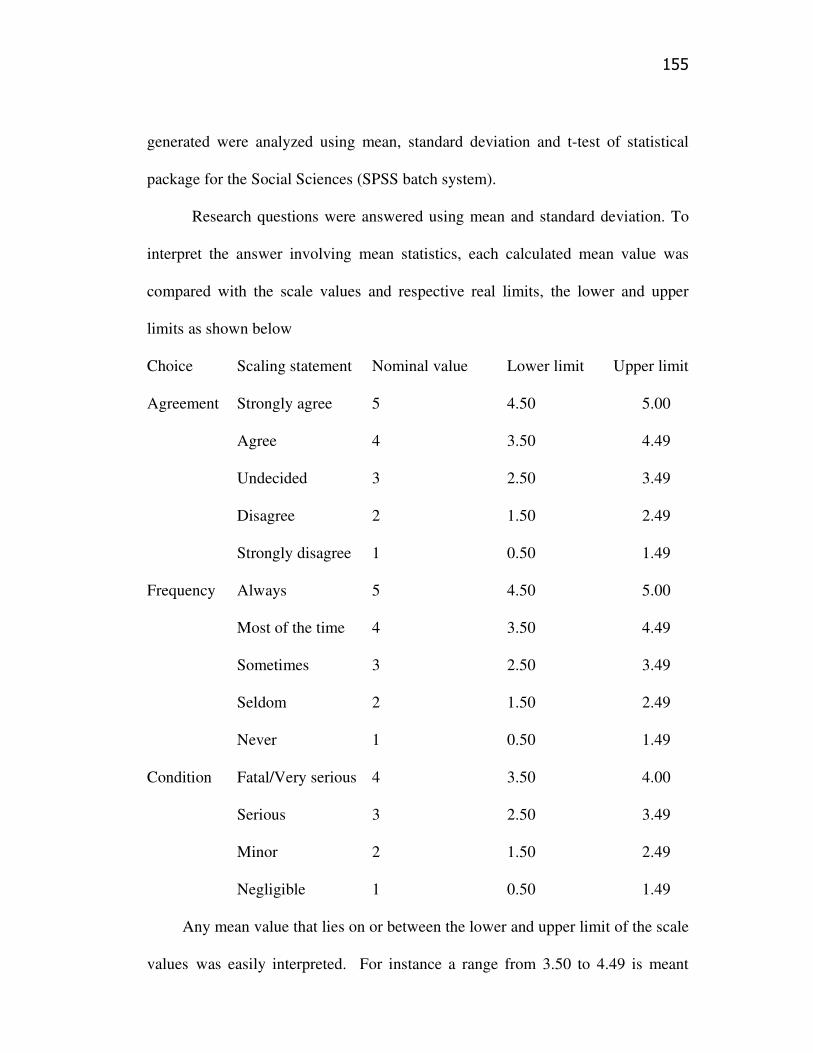
155
generated were analyzed using mean, standard deviation and t-test of statistical
package for the Social Sciences (SPSS batch system).
Research questions were answered using mean and standard deviation. To
interpret the answer involving mean statistics, each calculated mean value was
compared with the scale values and respective real limits, the lower and upper
limits as shown below
Choice Scaling statement Nominal value Lower limit Upper limit
Agreement Strongly agree 5 4.50 5.00
Agree 4 3.50 4.49
Undecided 3 2.50 3.49
Disagree 2 1.50 2.49
Strongly disagree 1 0.50 1.49
Frequency Always 5 4.50 5.00
Most of the time 4 3.50 4.49
Sometimes 3 2.50 3.49
Seldom 2 1.50 2.49
Never 1 0.50 1.49
Condition Fatal/Very serious 4 3.50 4.00
Serious 3 2.50 3.49
Minor 2 1.50 2.49
Negligible 1 0.50 1.49
Any mean value that lies on or between the lower and upper limit of the scale
values was easily interpreted. For instance a range from 3.50 to 4.49 is meant
156
‘agree’ or most of the time. Cut-off point for mean in five-point Likert scale is
3.00 (aligned with undecided or sometimes). The cut off point is meant to put a
dividing line between agree and disagree or often (always or/and most of the time)
and not often (seldom or/and never). The cut-off point for mean in four- point
scale is 2.00. The four- point cut-off point divides the condition into serious and
not serious
All null hypotheses 1, 2, 3 and 4 were tested at 0.05 levels of significance
using t-test of difference between two means. Mean, standard deviation and t-test
values were presented in appropriate tables to the research questions and
hypotheses. Statistical calculations are contained in Appendix J on page 254.
157
CHAPTER IV
PRESENTATION AND ANALYSES OF DATA
This chapter deals with the presentation and analysis of data of the study. The
data collected were analyzed using the procedures described in chapter three. In
analysis the statistics were fully computed and examined as they influenced the
study. The analyzed data were presented in order of the research questions and
hypotheses and where necessary in tabular form. Detailed calculations of statistics
are contained in the appendices.
Research Question 1
What are the likely causes of maintenance errors committed by electrical
and electronics technicians in Nigeria’s manufacturing industries?
Answer to Research Question 1 is presented in Table 1 containing
computed values of mean responses and standard deviation on likely causes of
maintenance errors
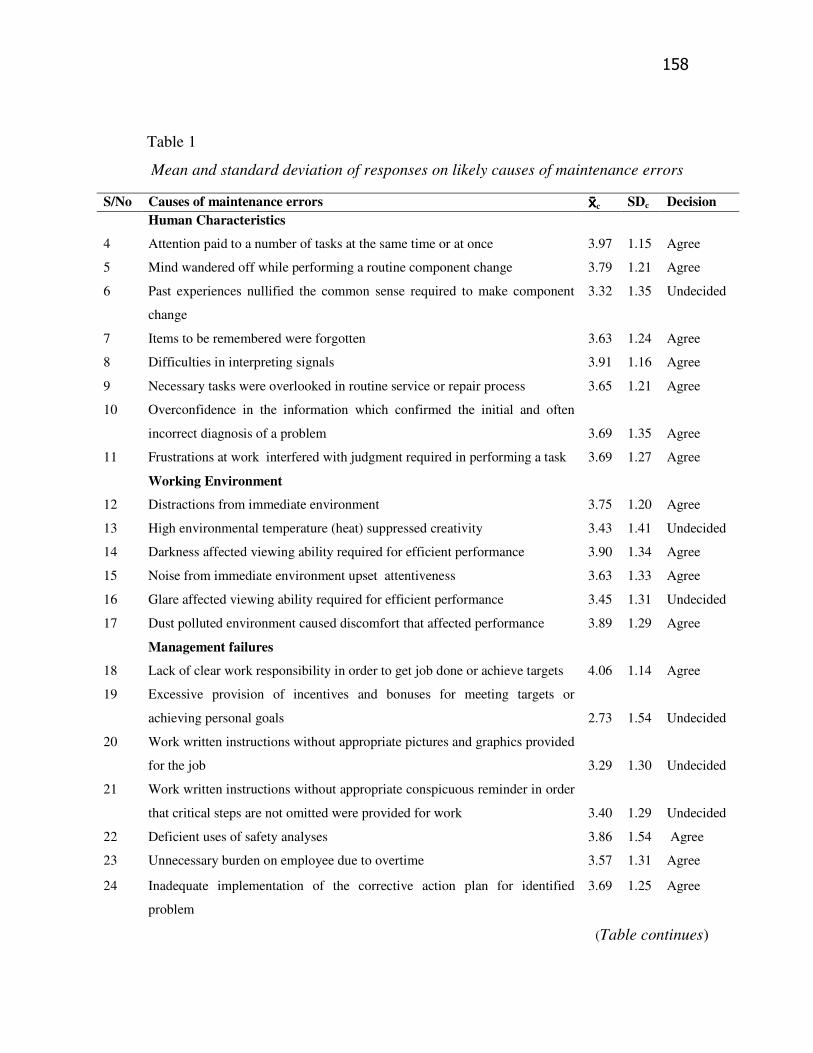
158
Table 1
Mean and standard deviation of responses on likely causes of maintenance errors
S/No Causes of maintenance errors c SDc Decision
Human Characteristics
4 Attention paid to a number of tasks at the same time or at once 3.97 1.15 Agree
5 Mind wandered off while performing a routine component change 3.79 1.21 Agree
6 Past experiences nullified the common sense required to make component
change
3.32 1.35 Undecided
7 Items to be remembered were forgotten 3.63 1.24 Agree
8 Difficulties in interpreting signals 3.91 1.16 Agree
9 Necessary tasks were overlooked in routine service or repair process 3.65 1.21 Agree
10 Overconfidence in the information which confirmed the initial and often
incorrect diagnosis of a problem
3.69
1.35
Agree
11 Frustrations at work interfered with judgment required in performing a task 3.69 1.27 Agree
Working Environment
12 Distractions from immediate environment 3.75 1.20 Agree
13 High environmental temperature (heat) suppressed creativity 3.43 1.41 Undecided
14 Darkness affected viewing ability required for efficient performance 3.90 1.34 Agree
15 Noise from immediate environment upset attentiveness 3.63 1.33 Agree
16 Glare affected viewing ability required for efficient performance 3.45 1.31 Undecided
17 Dust polluted environment caused discomfort that affected performance 3.89 1.29 Agree
Management failures
18 Lack of clear work responsibility in order to get job done or achieve targets 4.06 1.14 Agree
19 Excessive provision of incentives and bonuses for meeting targets or
achieving personal goals
2.73
1.54
Undecided
20 Work written instructions without appropriate pictures and graphics provided
for the job
3.29
1.30
Undecided
21 Work written instructions without appropriate conspicuous reminder in order
that critical steps are not omitted were provided for work
3.40
1.29
Undecided
22 Deficient uses of safety analyses 3.86 1.54 Agree
23 Unnecessary burden on employee due to overtime 3.57 1.31 Agree
24 Inadequate implementation of the corrective action plan for identified
problem
3.69 1.25 Agree
(Table continues)
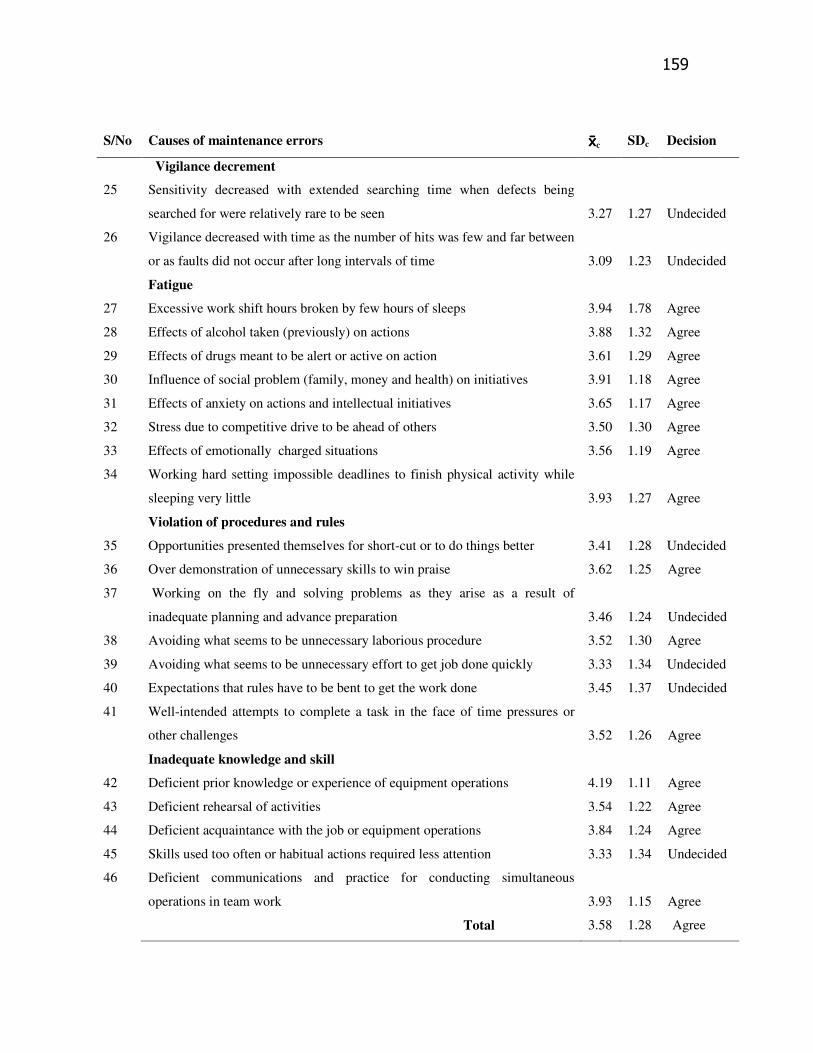
159
S/No Causes of maintenance errors c SDc Decision
Vigilance decrement
25 Sensitivity decreased with extended searching time when defects being
searched for were relatively rare to be seen
3.27
1.27
Undecided
26 Vigilance decreased with time as the number of hits was few and far between
or as faults did not occur after long intervals of time
3.09
1.23
Undecided
Fatigue
27 Excessive work shift hours broken by few hours of sleeps 3.94 1.78 Agree
28 Effects of alcohol taken (previously) on actions 3.88 1.32 Agree
29 Effects of drugs meant to be alert or active on action 3.61 1.29 Agree
30 Influence of social problem (family, money and health) on initiatives 3.91 1.18 Agree
31 Effects of anxiety on actions and intellectual initiatives 3.65 1.17 Agree
32 Stress due to competitive drive to be ahead of others 3.50 1.30 Agree
33 Effects of emotionally charged situations 3.56 1.19 Agree
34 Working hard setting impossible deadlines to finish physical activity while
sleeping very little
3.93
1.27
Agree
Violation of procedures and rules
35 Opportunities presented themselves for short-cut or to do things better 3.41 1.28 Undecided
36 Over demonstration of unnecessary skills to win praise 3.62 1.25 Agree
37 Working on the fly and solving problems as they arise as a result of
inadequate planning and advance preparation
3.46
1.24
Undecided
38 Avoiding what seems to be unnecessary laborious procedure 3.52 1.30 Agree
39 Avoiding what seems to be unnecessary effort to get job done quickly 3.33 1.34 Undecided
40 Expectations that rules have to be bent to get the work done 3.45 1.37 Undecided
41 Well-intended attempts to complete a task in the face of time pressures or
other challenges
3.52
1.26
Agree
Inadequate knowledge and skill
42 Deficient prior knowledge or experience of equipment operations 4.19 1.11 Agree
43 Deficient rehearsal of activities 3.54 1.22 Agree
44 Deficient acquaintance with the job or equipment operations 3.84 1.24 Agree
45 Skills used too often or habitual actions required less attention 3.33 1.34 Undecided
46 Deficient communications and practice for conducting simultaneous
operations in team work
3.93
1.15
Agree
Total 3.58 1.28 Agree
160
Note. c = mean responses on causes of types of maintenance errors.
SDc = Standard deviation of causes of types of maintenance errors
Table 1 shows mean values of items of measure of causes of maintenance errors
which range from 2.73 to 4.19 with standard deviation values ranging from 1.11 to
1.54. The low values of standard deviation indicate that data points in how subjects
responded are variable (hence 1.54-1.11=0.43 about the mean) and tend to be close
to mean responses. Some mean values of items 6, 13, 16, 19, 20, 21, 25, 26, 37, 35,
39, 40 and 45 with standard deviation values ranging from 1.23 to 1.41 lie within
the range from 2.50 to 3.49 for undecided. This might be interpreted to mean that
respondents were not certain whether vigilance decrement and violation of
procedures and rules contributed in causing maintenance errors. However both
electrical and electronics technicians and supervisors shared same experiences that
human characteristics, working environment, management failures, fatigue, and
inadequate knowledge and skills contained in table 1 are the causes of maintenance
errors.
Research Question 2
How often do maintenance errors occur in repair processes in Nigeria’s
manufacturing industries?
Answer to Research Question 2 is presented in Table 2 containing
computed values of mean responses and standard deviation on frequency of
recurrences of errors in repair processes.
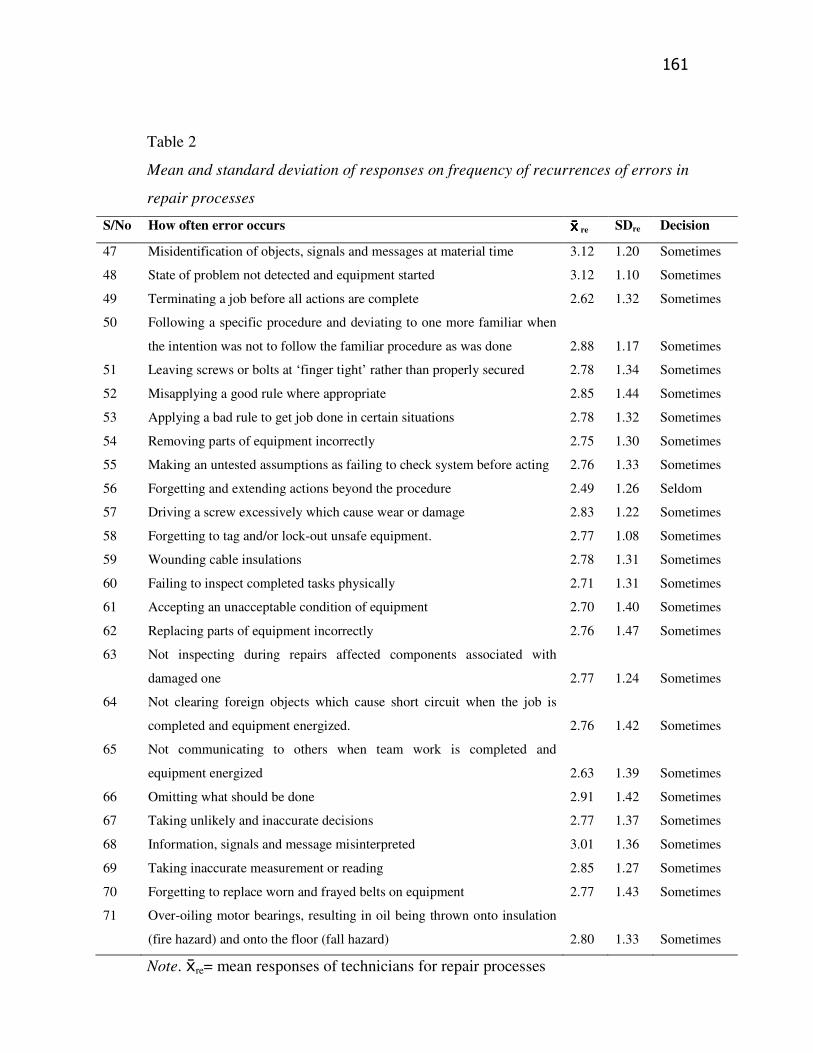
161
Table 2
Mean and standard deviation of responses on frequency of recurrences of errors in
repair processes
S/No How often error occurs re SDre Decision
47 Misidentification of objects, signals and messages at material time 3.12 1.20 Sometimes
48 State of problem not detected and equipment started 3.12 1.10 Sometimes
49 Terminating a job before all actions are complete 2.62 1.32 Sometimes
50 Following a specific procedure and deviating to one more familiar when
the intention was not to follow the familiar procedure as was done
2.88
1.17
Sometimes
51 Leaving screws or bolts at ‘finger tight’ rather than properly secured 2.78 1.34 Sometimes
52 Misapplying a good rule where appropriate 2.85 1.44 Sometimes
53 Applying a bad rule to get job done in certain situations 2.78 1.32 Sometimes
54 Removing parts of equipment incorrectly 2.75 1.30 Sometimes
55 Making an untested assumptions as failing to check system before acting 2.76 1.33 Sometimes
56 Forgetting and extending actions beyond the procedure 2.49 1.26 Seldom
57 Driving a screw excessively which cause wear or damage 2.83 1.22 Sometimes
58 Forgetting to tag and/or lock-out unsafe equipment. 2.77 1.08 Sometimes
59 Wounding cable insulations 2.78 1.31 Sometimes
60 Failing to inspect completed tasks physically 2.71 1.31 Sometimes
61 Accepting an unacceptable condition of equipment 2.70 1.40 Sometimes
62 Replacing parts of equipment incorrectly 2.76 1.47 Sometimes
63 Not inspecting during repairs affected components associated with
damaged one
2.77
1.24
Sometimes
64 Not clearing foreign objects which cause short circuit when the job is
completed and equipment energized.
2.76
1.42
Sometimes
65 Not communicating to others when team work is completed and
equipment energized
2.63
1.39
Sometimes
66 Omitting what should be done 2.91 1.42 Sometimes
67 Taking unlikely and inaccurate decisions 2.77 1.37 Sometimes
68 Information, signals and message misinterpreted 3.01 1.36 Sometimes
69 Taking inaccurate measurement or reading 2.85 1.27 Sometimes
70 Forgetting to replace worn and frayed belts on equipment 2.77 1.43 Sometimes
71 Over-oiling motor bearings, resulting in oil being thrown onto insulation
(fire hazard) and onto the floor (fall hazard)
2.80
1.33
Sometimes
Note. re= mean responses of technicians for repair processes
162
SDre = Standard deviation of how often errors occur during repair processes
Table 2 shows values of mean responses ranging from 1.50 to 2.49 for
seldom and from 2.50 to 3.49 for sometimes, and standard deviation from 1.08 to
1.47 on how often errors occur during repair processes. The low values of standard
deviation indicate that data points in how electrical and electronics technicians and
supervisors responded tend to be close to mean responses and as well variable
(1.47-1.08=0.39) about the mean. Item 56 - Forgetting and extending actions
beyond the procedures in repair processes was rarely committed, hence the mean
value of 2.49 for seldom. The span of mean values 2.50 to 3.49 for the rest of the
items may be interpreted to means that at times electrical and electronics
technicians commit errors and supervisors fail to prevent the errors during repair
activities. Interestingly, electrical and electronics technicians rarely forget and
extend their actions beyond procedure, and consequently, supervisors rarely have
the opportunity to prevent extended actions beyond procedure which result in
errors in Nigeria’s manufacturing industries.
Research Question 3
How often do maintenance errors occur in servicing processes in Nigeria’s
manufacturing industries?
Answer to Research Question 3 is presented in Table 3 containing
computed values of mean responses and standard deviation on frequency of
recurrences of errors in servicing processes.
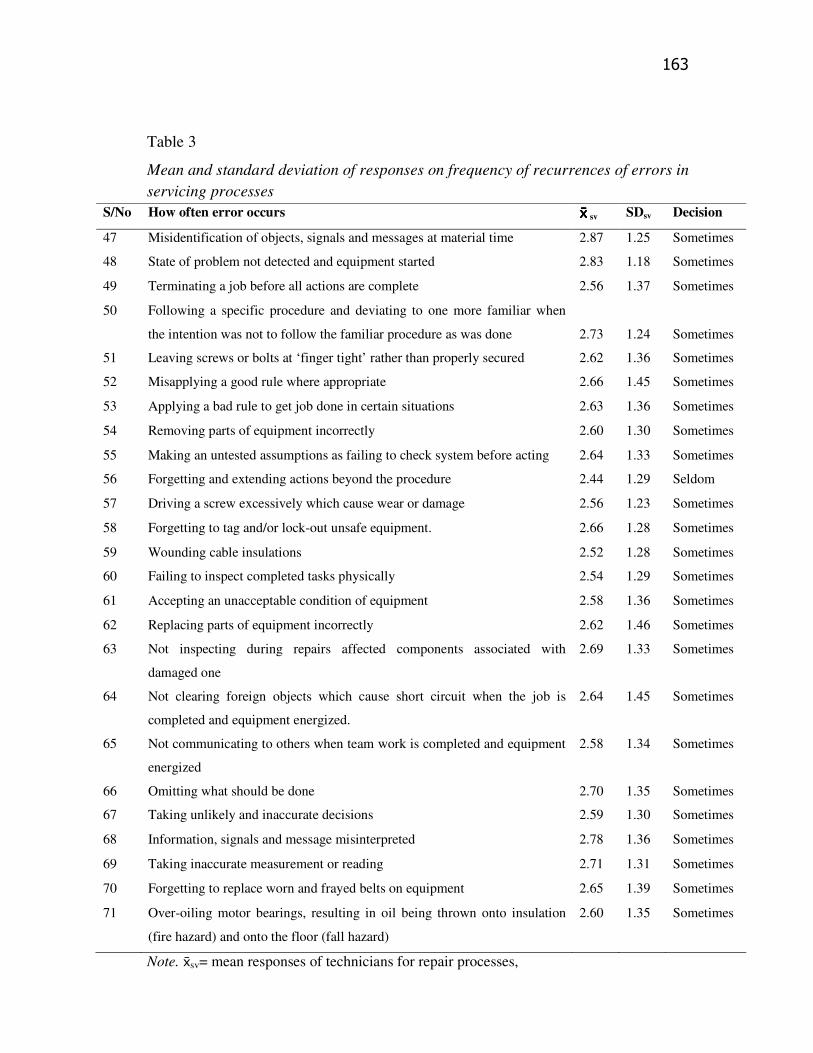
163
Table 3
Mean and standard deviation of responses on frequency of recurrences of errors in
servicing processes
S/No How often error occurs sv SDsv Decision
47 Misidentification of objects, signals and messages at material time 2.87 1.25 Sometimes
48 State of problem not detected and equipment started 2.83 1.18 Sometimes
49 Terminating a job before all actions are complete 2.56 1.37 Sometimes
50 Following a specific procedure and deviating to one more familiar when
the intention was not to follow the familiar procedure as was done
2.73
1.24
Sometimes
51 Leaving screws or bolts at ‘finger tight’ rather than properly secured 2.62 1.36 Sometimes
52 Misapplying a good rule where appropriate 2.66 1.45 Sometimes
53 Applying a bad rule to get job done in certain situations 2.63 1.36 Sometimes
54 Removing parts of equipment incorrectly 2.60 1.30 Sometimes
55 Making an untested assumptions as failing to check system before acting 2.64 1.33 Sometimes
56 Forgetting and extending actions beyond the procedure 2.44 1.29 Seldom
57 Driving a screw excessively which cause wear or damage 2.56 1.23 Sometimes
58 Forgetting to tag and/or lock-out unsafe equipment. 2.66 1.28 Sometimes
59 Wounding cable insulations 2.52 1.28 Sometimes
60 Failing to inspect completed tasks physically 2.54 1.29 Sometimes
61 Accepting an unacceptable condition of equipment 2.58 1.36 Sometimes
62 Replacing parts of equipment incorrectly 2.62 1.46 Sometimes
63 Not inspecting during repairs affected components associated with
damaged one
2.69 1.33 Sometimes
64 Not clearing foreign objects which cause short circuit when the job is
completed and equipment energized.
2.64 1.45 Sometimes
65 Not communicating to others when team work is completed and equipment
energized
2.58 1.34 Sometimes
66 Omitting what should be done 2.70 1.35 Sometimes
67 Taking unlikely and inaccurate decisions 2.59 1.30 Sometimes
68 Information, signals and message misinterpreted 2.78 1.36 Sometimes
69 Taking inaccurate measurement or reading 2.71 1.31 Sometimes
70 Forgetting to replace worn and frayed belts on equipment 2.65 1.39 Sometimes
71 Over-oiling motor bearings, resulting in oil being thrown onto insulation
(fire hazard) and onto the floor (fall hazard)
2.60 1.35 Sometimes
Note. sv= mean responses of technicians for repair processes,
164
SDsv = Standard deviation of how often errors occur in servicing processes
Table 3 shows values of mean responses on how often errors occur in
servicing processes in Nigeria’s manufacturing industries to lie between 2.44 and
2.87 inclusive, and standard deviation values ranging from 1.18 to 1.46. The low
values of standard deviation might mean that data points in how items were
responded not only tend to be close to mean responses but are also variable about
the mean. The range of the mean values falls within the span of seldom from 1.50
to 2.49 and sometimes from 2.50 to 3.49. Item 56-Forgetting and extending
actions beyond the procedure has mean value of 2.44 for seldom. The span of
mean responses values from 2.50 to 3.49 on how often errors occur during
servicing is interpreted to mean that electrical and electronics technicians and
supervisors sometimes are involved in error phenomena during servicing.
Nevertheless electrical and electronics technicians rarely forget and extend actions
beyond procedure in Nigeria’s manufacturing industries.
Research Question 4
What levels of accidents are caused by known types of maintenance errors
committed by electrical and electronics technicians in Nigeria’s manufacturing
industries?
Answer to Research Question 4 is presented in Table 4 containing
computed values of mean responses and standard deviation on levels of accidents
caused by known types of maintenance errors.
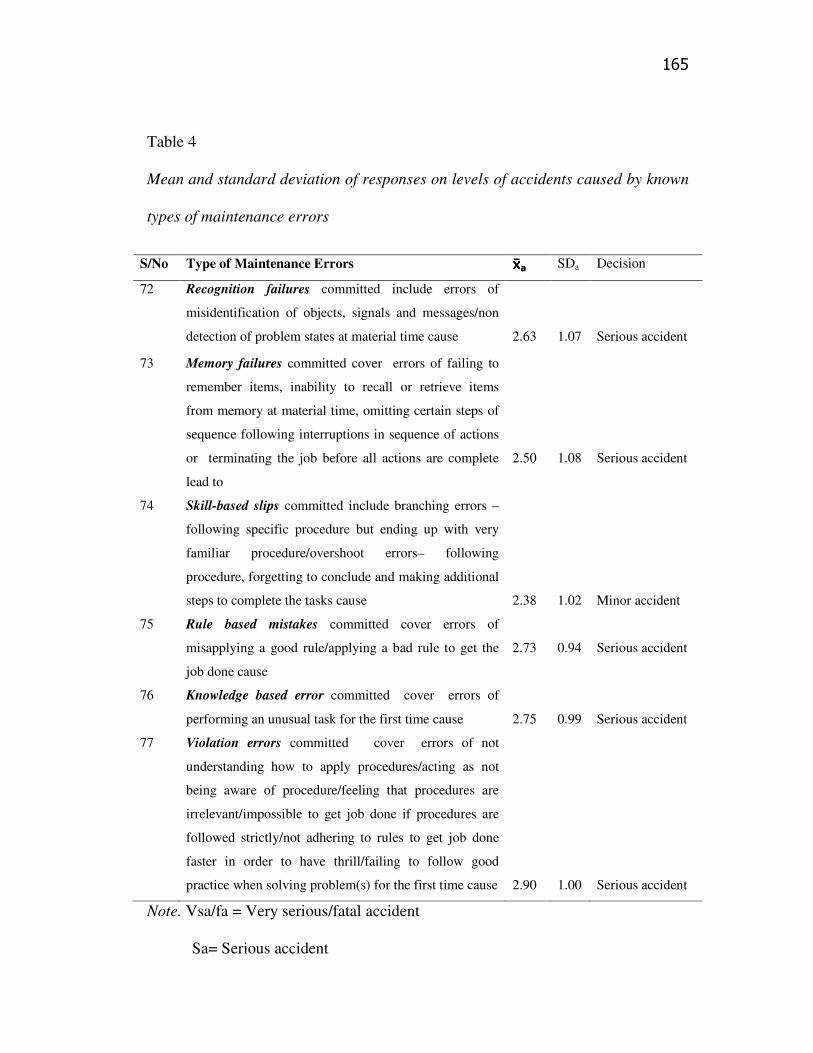
165
Table 4
Mean and standard deviation of responses on levels of accidents caused by known
types of maintenance errors
Note. Vsa/fa = Very serious/fatal accident
Sa= Serious accident
S/No Type of Maintenance Errors aaaa SDa Decision
72
Recognition failures committed include errors of
misidentification of objects, signals and messages/non
detection of problem states at material time cause
2.63
1.07
Serious accident
73 Memory failures committed cover errors of failing to
remember items, inability to recall or retrieve items
from memory at material time, omitting certain steps of
sequence following interruptions in sequence of actions
or terminating the job before all actions are complete
lead to
2.50
1.08
Serious accident
74 Skill-based slips committed include branching errors –
following specific procedure but ending up with very
familiar procedure/overshoot errors– following
procedure, forgetting to conclude and making additional
steps to complete the tasks cause
2.38
1.02
Minor accident
75 Rule based mistakes committed cover errors of
misapplying a good rule/applying a bad rule to get the
job done cause
2.73
0.94
Serious accident
76 Knowledge based error committed cover errors of
performing an unusual task for the first time cause
2.75
0.99
Serious accident
77 Violation errors committed cover errors of not
understanding how to apply procedures/acting as not
being aware of procedure/feeling that procedures are
irrelevant/impossible to get job done if procedures are
followed strictly/not adhering to rules to get job done
faster in order to have thrill/failing to follow good
practice when solving problem(s) for the first time cause
2.90
1.00
Serious accident
166
Ma = Minor accident
Na = Negligible accident
Table 4 shows mean values of levels of accidents are caused by known
types of maintenance errors ranging from 2.38 to 2.90 with span of standard
deviation values from 0.94 to 1.08 that cluster around the mean. The mean values
of levels of accidents are caused by known types of maintenance errors committed
by electrical and electronics technicians and their supervisors working in Nigeria’s
manufacturing industries revealed that serious accidents were caused by
recognition failures, memory failures, knowledge based errors, rule-based errors
and violation errors while minor accidents were caused by skill based slips This
is interpreted to mean that technicians and supervisors who perform maintenance
tasks on a daily basis are involved in errors and they are also aware of the errors
that can contribute to various levels of accidents.
Research Question 5
What levels of equipment failures are caused by known types of
maintenance errors committed by electrical and electronics technicians in
Nigeria’s manufacturing industries?
Answer to Research Question 5 is presented in Table 5 containing
computed values of mean responses and standard deviation on levels of equipment
breakdowns caused by known types of maintenance errors
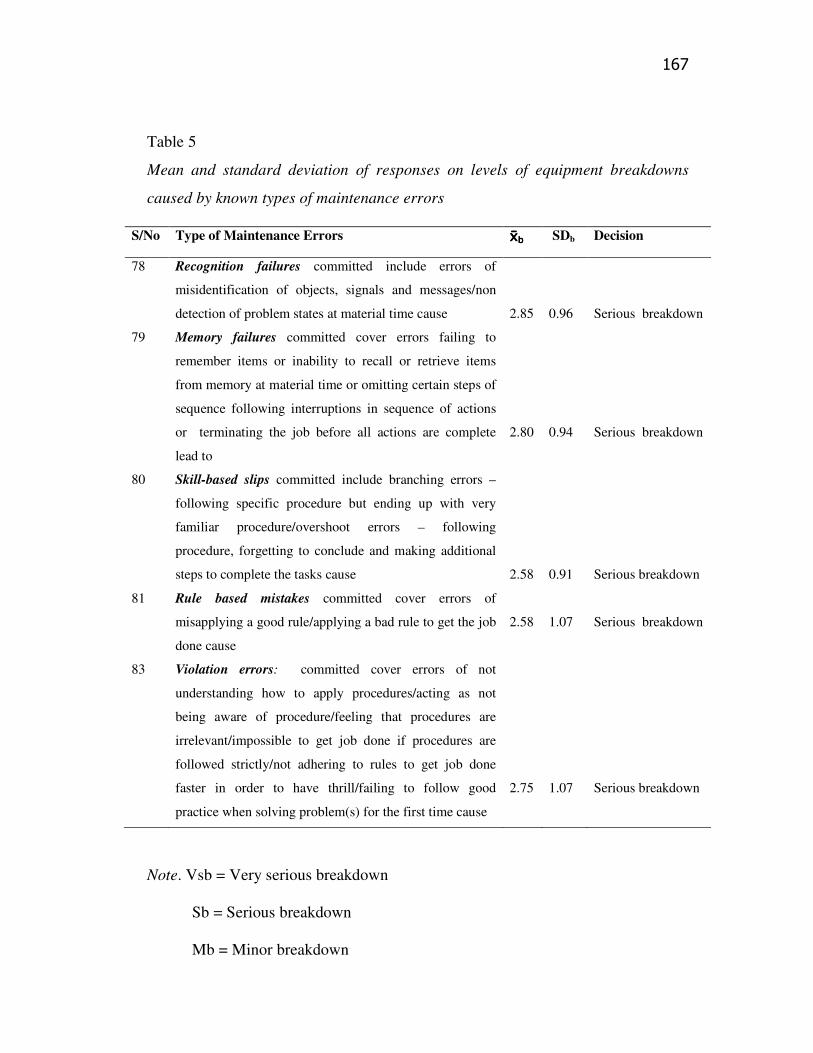
167
Table 5
Mean and standard deviation of responses on levels of equipment breakdowns
caused by known types of maintenance errors
Note. Vsb = Very serious breakdown
Sb = Serious breakdown
Mb = Minor breakdown
S/No Type of Maintenance Errors bbbb SDb Decision
78
Recognition failures committed include errors of
misidentification of objects, signals and messages/non
detection of problem states at material time cause
2.85
0.96
Serious breakdown
79 Memory failures committed cover errors failing to
remember items or inability to recall or retrieve items
from memory at material time or omitting certain steps of
sequence following interruptions in sequence of actions
or terminating the job before all actions are complete
lead to
2.80
0.94
Serious breakdown
80 Skill-based slips committed include branching errors –
following specific procedure but ending up with very
familiar procedure/overshoot errors – following
procedure, forgetting to conclude and making additional
steps to complete the tasks cause
2.58
0.91
Serious breakdown
81 Rule based mistakes committed cover errors of
misapplying a good rule/applying a bad rule to get the job
done cause
2.58
1.07
Serious breakdown
83
Violation errors: committed cover errors of not
understanding how to apply procedures/acting as not
being aware of procedure/feeling that procedures are
irrelevant/impossible to get job done if procedures are
followed strictly/not adhering to rules to get job done
faster in order to have thrill/failing to follow good
practice when solving problem(s) for the first time cause
2.75
1.07
Serious breakdown
168
Nb = Negligible breakdown
Table 5 contains mean values lying between 2.58 and 2.80 with standard
deviation values ranging from 0.91 to 1.07 that cluster closely to the mean on the
responses of electrical and electronics technicians and their supervisors on the
levels of equipment breakdowns caused by known types of maintenance errors.
The data in the table 5 show serious equipment breakdowns to have been caused
by all the known types of maintenance errors, namely recognition failures, skill-
based slips, memory failures, rule-based errors, and knowledge-based errors and
violation errors. The serious equipment breakdowns caused by respective known
types of maintenance errors committed by electrical and electronics technicians
working in Nigeria’s manufacturing industries are interpreted to mean that
technicians and supervisors who perform maintenance tasks on daily basis are
aware of errors which they fail to manage properly, resulting to serious equipment
breakdowns.
Research Question 6
What strategies may be employed in reducing or eliminating maintenance
errors in Nigeria’s manufacturing industries?
Answer to Research Question 6 is presented in Table 6 containing
computed values of mean responses and standard deviation on strategies for
reducing or eliminating maintenance error
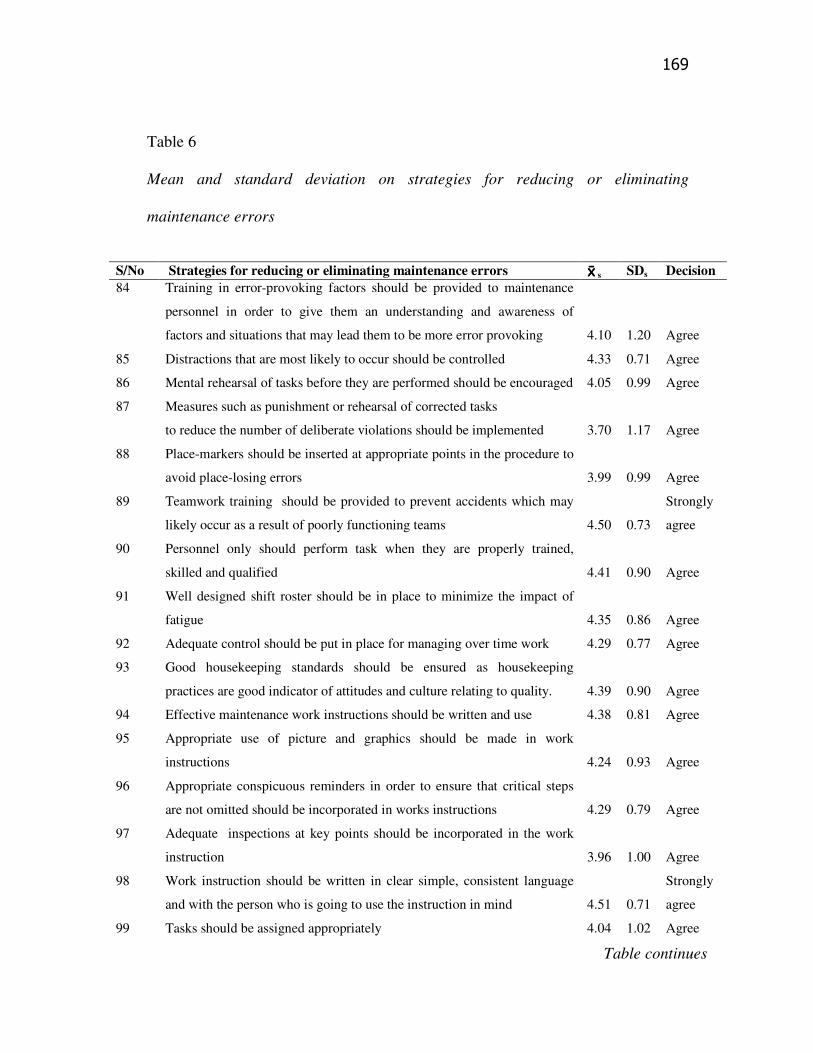
169
Table 6
Mean and standard deviation on strategies for reducing or eliminating
maintenance errors
S/No Strategies for reducing or eliminating maintenance errors s SDs Decision
84 Training in error-provoking factors should be provided to maintenance
personnel in order to give them an understanding and awareness of
factors and situations that may lead them to be more error provoking
4.10
1.20
Agree
85 Distractions that are most likely to occur should be controlled 4.33 0.71 Agree
86 Mental rehearsal of tasks before they are performed should be encouraged 4.05 0.99 Agree
87 Measures such as punishment or rehearsal of corrected tasks
to reduce the number of deliberate violations should be implemented
3.70
1.17
Agree
88 Place-markers should be inserted at appropriate points in the procedure to
avoid place-losing errors
3.99
0.99
Agree
89 Teamwork training should be provided to prevent accidents which may
likely occur as a result of poorly functioning teams
4.50
0.73
Strongly
agree
90 Personnel only should perform task when they are properly trained,
skilled and qualified
4.41
0.90
Agree
91 Well designed shift roster should be in place to minimize the impact of
fatigue
4.35
0.86
Agree
92 Adequate control should be put in place for managing over time work 4.29 0.77 Agree
93 Good housekeeping standards should be ensured as housekeeping
practices are good indicator of attitudes and culture relating to quality.
4.39
0.90
Agree
94 Effective maintenance work instructions should be written and use 4.38 0.81 Agree
95 Appropriate use of picture and graphics should be made in work
instructions
4.24
0.93
Agree
96 Appropriate conspicuous reminders in order to ensure that critical steps
are not omitted should be incorporated in works instructions
4.29
0.79
Agree
97 Adequate inspections at key points should be incorporated in the work
instruction
3.96
1.00
Agree
98 Work instruction should be written in clear simple, consistent language
and with the person who is going to use the instruction in mind
4.51
0.71
Strongly
agree
99 Tasks should be assigned appropriately 4.04 1.02 Agree
Table continues
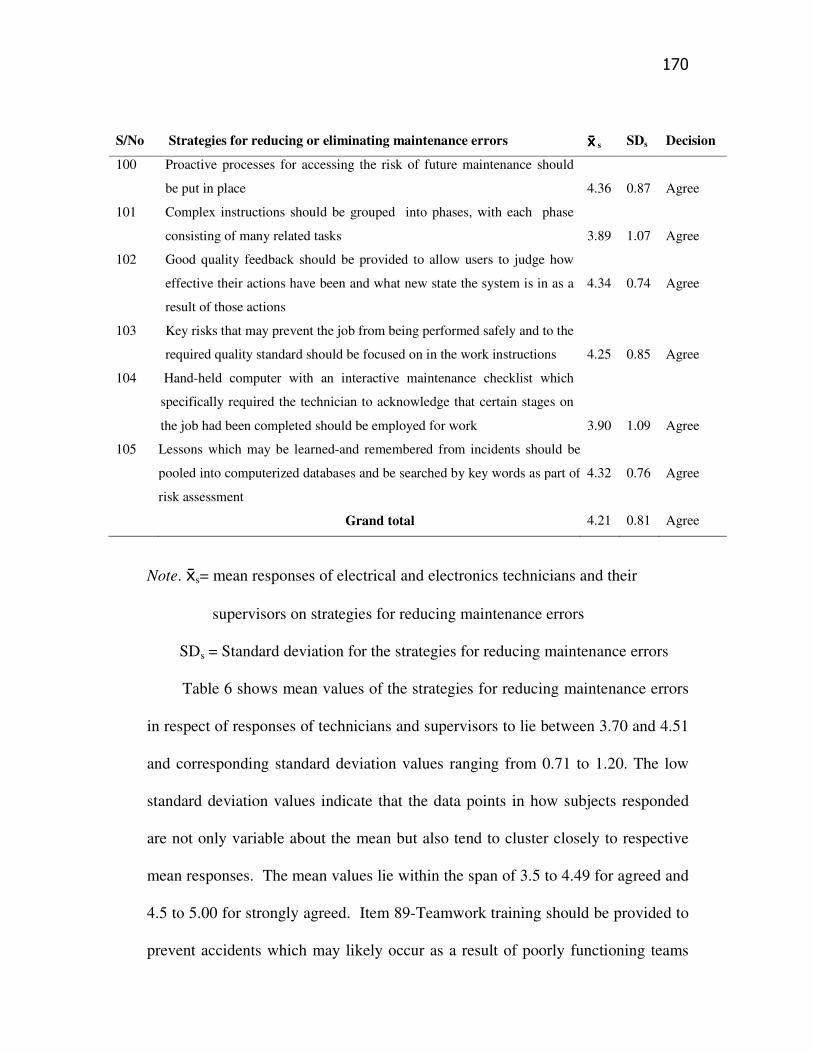
170
Note. s= mean responses of electrical and electronics technicians and their
supervisors on strategies for reducing maintenance errors
SDs = Standard deviation for the strategies for reducing maintenance errors
Table 6 shows mean values of the strategies for reducing maintenance errors
in respect of responses of technicians and supervisors to lie between 3.70 and 4.51
and corresponding standard deviation values ranging from 0.71 to 1.20. The low
standard deviation values indicate that the data points in how subjects responded
are not only variable about the mean but also tend to cluster closely to respective
mean responses. The mean values lie within the span of 3.5 to 4.49 for agreed and
4.5 to 5.00 for strongly agreed. Item 89-Teamwork training should be provided to
prevent accidents which may likely occur as a result of poorly functioning teams
S/No Strategies for reducing or eliminating maintenance errors s SDs Decision
100 Proactive processes for accessing the risk of future maintenance should
be put in place
4.36
0.87
Agree
101 Complex instructions should be grouped into phases, with each phase
consisting of many related tasks
3.89
1.07
Agree
102 Good quality feedback should be provided to allow users to judge how
effective their actions have been and what new state the system is in as a
result of those actions
4.34
0.74
Agree
103 Key risks that may prevent the job from being performed safely and to the
required quality standard should be focused on in the work instructions
4.25
0.85
Agree
104 Hand-held computer with an interactive maintenance checklist which
specifically required the technician to acknowledge that certain stages on
the job had been completed should be employed for work
3.90
1.09
Agree
105 Lessons which may be learned-and remembered from incidents should be
pooled into computerized databases and be searched by key words as part of
risk assessment
4.32
0.76
Agree
Grand total 4.21 0.81 Agree
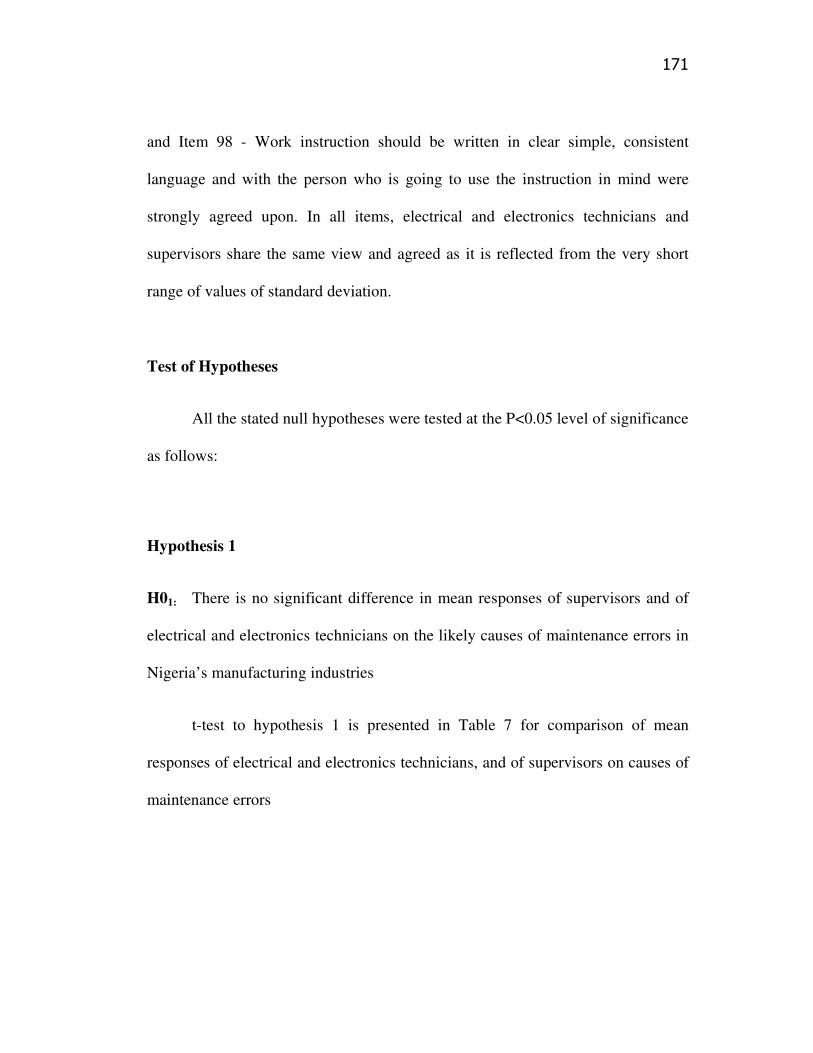
171
and Item 98 - Work instruction should be written in clear simple, consistent
language and with the person who is going to use the instruction in mind were
strongly agreed upon. In all items, electrical and electronics technicians and
supervisors share the same view and agreed as it is reflected from the very short
range of values of standard deviation.
Test of Hypotheses
All the stated null hypotheses were tested at the P<0.05 level of significance
as follows:
Hypothesis 1
H01: There is no significant difference in mean responses of supervisors and of
electrical and electronics technicians on the likely causes of maintenance errors in
Nigeria’s manufacturing industries
t-test to hypothesis 1 is presented in Table 7 for comparison of mean
responses of electrical and electronics technicians, and of supervisors on causes of
maintenance errors
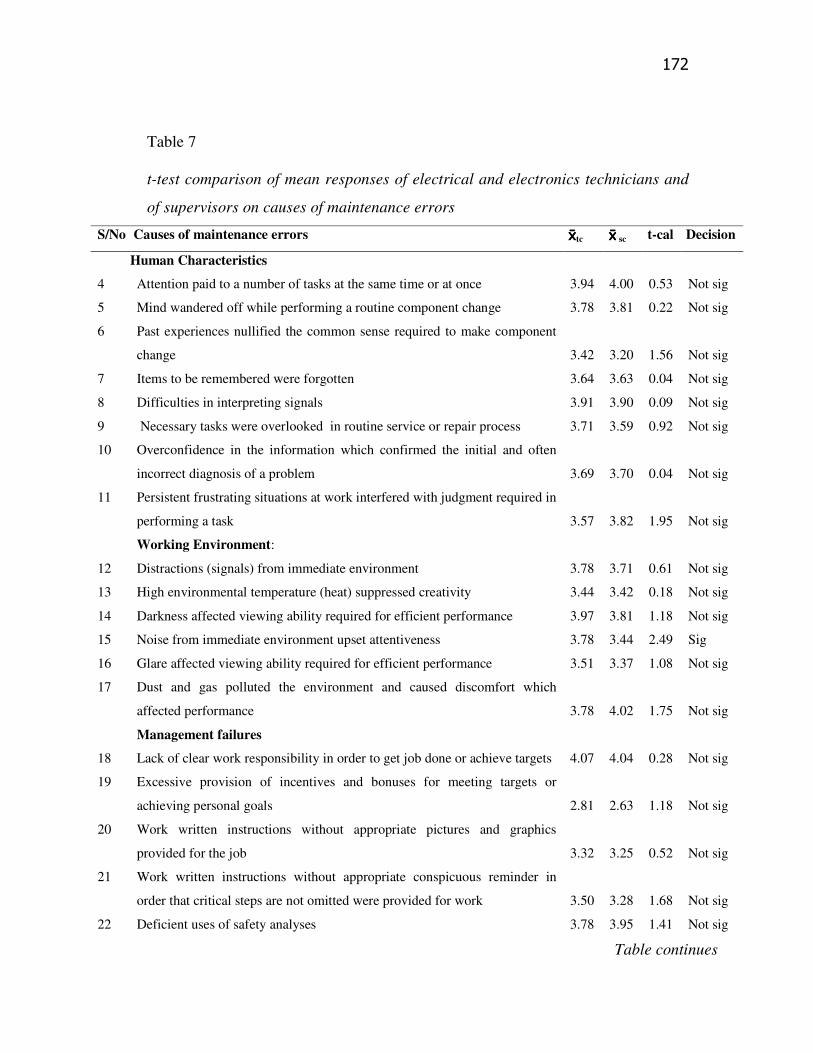
172
Table 7
t-test comparison of mean responses of electrical and electronics technicians and
of supervisors on causes of maintenance errors
S/No Causes of maintenance errors tc sc t-cal Decision
Human Characteristics
4 Attention paid to a number of tasks at the same time or at once 3.94 4.00 0.53 Not sig
5 Mind wandered off while performing a routine component change 3.78 3.81 0.22 Not sig
6 Past experiences nullified the common sense required to make component
change
3.42
3.20
1.56
Not sig
7 Items to be remembered were forgotten 3.64 3.63 0.04 Not sig
8 Difficulties in interpreting signals 3.91 3.90 0.09 Not sig
9 Necessary tasks were overlooked in routine service or repair process 3.71 3.59 0.92 Not sig
10 Overconfidence in the information which confirmed the initial and often
incorrect diagnosis of a problem
3.69
3.70
0.04
Not sig
11 Persistent frustrating situations at work interfered with judgment required in
performing a task
3.57
3.82
1.95
Not sig
Working Environment:
12 Distractions (signals) from immediate environment 3.78 3.71 0.61 Not sig
13 High environmental temperature (heat) suppressed creativity 3.44 3.42 0.18 Not sig
14 Darkness affected viewing ability required for efficient performance 3.97 3.81 1.18 Not sig
15 Noise from immediate environment upset attentiveness 3.78 3.44 2.49 Sig
16 Glare affected viewing ability required for efficient performance 3.51 3.37 1.08 Not sig
17 Dust and gas polluted the environment and caused discomfort which
affected performance
3.78
4.02
1.75
Not sig
Management failures
18 Lack of clear work responsibility in order to get job done or achieve targets 4.07 4.04 0.28 Not sig
19 Excessive provision of incentives and bonuses for meeting targets or
achieving personal goals
2.81
2.63
1.18
Not sig
20 Work written instructions without appropriate pictures and graphics
provided for the job
3.32
3.25
0.52
Not sig
21 Work written instructions without appropriate conspicuous reminder in
order that critical steps are not omitted were provided for work
3.50
3.28
1.68
Not sig
22 Deficient uses of safety analyses 3.78 3.95 1.41 Not sig
Table continues
173
S/No Causes of maintenance errors tc sc t-cal Decision
23 Unnecessary burden on employee due to overtime 3.61 3.51 0.72 Not sig
24 Inadequate implementation of the corrective action plan for identified
problem
3.66
3.73
0.57
Not sig
Vigilant decrement
25 Sensitivity decreased with extended searching time when defects being
searched for were relatively rare to be seen
3.25
3.29
0.29
Not sig
26 Vigilance decreased with time as the number of hits was few and far
between or as faults did not occur after long intervals of time
3.12
3.06
0.50
Not sig
Fatigue
27 Excessive work shift hours broken by few hours of sleeps 3.95 3.93 0.17 Not sig
28 Effects of alcohol taken (previously) on actions 3.85 3.91 0.39 Not sig
29 Effects of drugs meant to be alert or active on action 3.61 3.62 0.09 Not sig
30 Influence of social problem (family, money and health) on initiatives 3.96 3.86 0.73 Not sig
31 Effects of anxiety on actions and intellectual initiatives 3.56 3.75 1.57 Not sig
32 Stress due to competitive drive to be ahead of others 3.52 3.48 0.33 Not sig
33 Effects of emotionally charged situations 3.54 3.57 0.24 Not sig
34 Working hard setting impossible deadlines to finish physical activity while
sleeping very little
3.92
3.94
0.19
Not sig
Violation of procedures and rules
35 Opportunities presented themselves for short-cut or to do things better 3.35 3.47 0.87 Not sig
36 Over demonstration of unnecessary skills to win praise 3.65 3.60 0.39 Not sig
37 Working on the fly and solving problems as they arise as a result of
inadequate planning and advance preparation
3.41
3.51
0.80
Not sig
38 Avoiding what seems to be unnecessary laborious procedure 3.34 3.44 0.75 Not sig
39 Avoiding what seems to be unnecessary effort to get job done quickly 3.28 3.89 0.77 Not sig
40 Expectations that rules have to be bent to get the work done 3.44 3.46 0.15 Not sig
41 Well-intended attempts to complete a task in the face of time pressures or
other challenges
3.54 3.49 0.36 Not sig
Inadequate knowledge and skills
42 Deficient prior knowledge or experience of equipment operations 4.22 4.15 0.55 Not sig
43 Deficient rehearsal of activities 3.62 3.44 1.41 Not sig
44 Deficient acquaintance with the job or equipment operations 3.74 4.00 1.75 Not sig
45 Skills used too often or habitual actions required less attention 3.24 3.43 1.35 Not sig
46 Deficient communications and practice for conducting simultaneous
operations in team work
3.92
3.94
0.17
Not sig
174
Note. tc= mean responses of electrical and electronics technicians on causes of
maintenance errors
Sig = significant
sc= mean responses of supervisors on causes of maintenance errors
n1= 204,
n2= 171,
df= 373,
t- critical = 1.96
Decision rule:
Reject the null hypothesis where the t-calculated exceeds the t-critical
value; otherwise accept the null hypothesis
Table 7 contains items from number 4 to 46 on causes of maintenance
errors which mean responses were compared using t-test at probability of 0.05
level of significance and 373 degree of freedoms. Item 15 concerning noise from
immediate environment which upset attentiveness showed significant difference in
expressions of electrical and electronics technicians and supervisors hence t-
calculated value was greater than t-critical, and mean difference of 0.34 in favour
of electrical and electronics technicians. The rest of the items had t-ratio calculated
less than the t-critical or table tcal < tcr). This implies that there were no significant
differences in the individual items of measure of causes with respect to expressions
of electrical and electronics technicians and supervisors. Based on the less t-
calculated values, it is good reason to assert that the null hypothesis which states
175
that there is no significant difference between mean responses of electrical and
electronics technicians and supervisors is accepted; and that no differences in
mean ratings had been found significant under causes of maintenance errors except
item 15 which technicians appear to feel more strongly about acceptability than the
supervisors.
Hypothesis 2
H02: There is no significant difference in the mean responses of supervisors and
of electrical and electronics technicians on how often errors occur during
repair processes in Nigeria’s manufacturing industries
t-test to hypothesis 2 is presented in Table 8 for comparison of mean
responses of electrical and electronics technicians, and of supervisors on how often
errors occur in repair processes
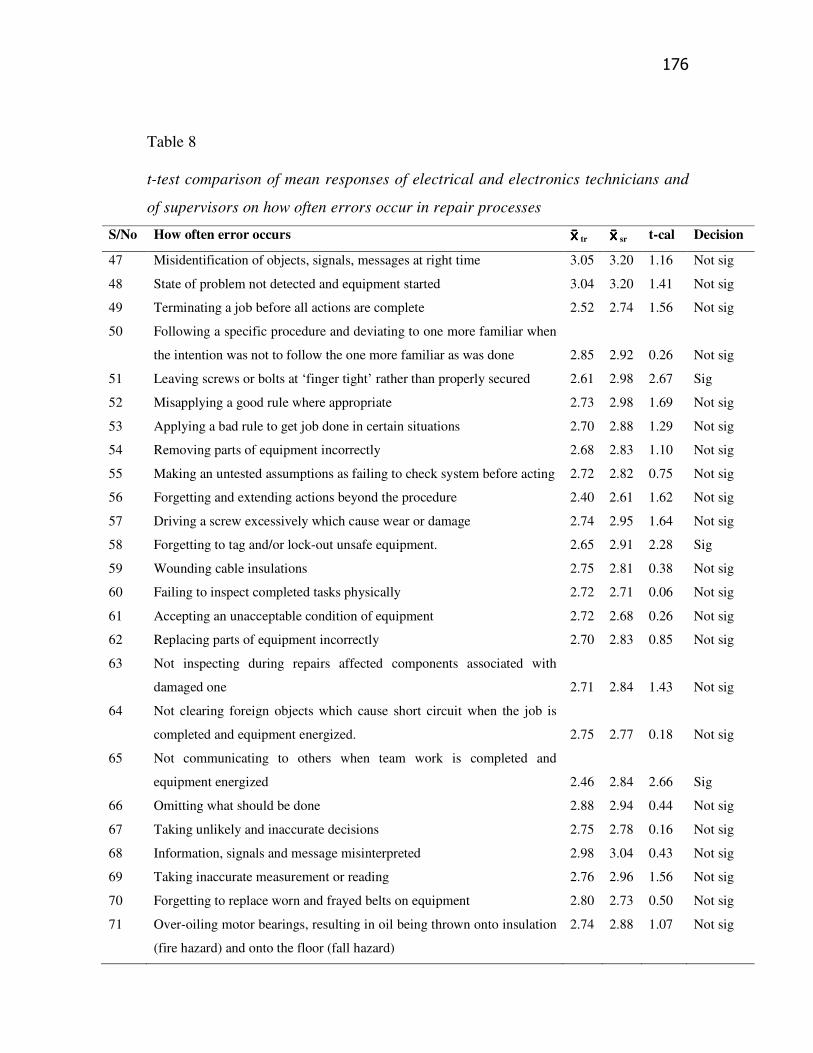
176
Table 8
t-test comparison of mean responses of electrical and electronics technicians and
of supervisors on how often errors occur in repair processes
S/No How often error occurs tr sr t-cal Decision
47 Misidentification of objects, signals, messages at right time 3.05 3.20 1.16 Not sig
48 State of problem not detected and equipment started 3.04 3.20 1.41 Not sig
49 Terminating a job before all actions are complete 2.52 2.74 1.56 Not sig
50 Following a specific procedure and deviating to one more familiar when
the intention was not to follow the one more familiar as was done
2.85
2.92
0.26
Not sig
51 Leaving screws or bolts at ‘finger tight’ rather than properly secured 2.61 2.98 2.67 Sig
52 Misapplying a good rule where appropriate 2.73 2.98 1.69 Not sig
53 Applying a bad rule to get job done in certain situations 2.70 2.88 1.29 Not sig
54 Removing parts of equipment incorrectly 2.68 2.83 1.10 Not sig
55 Making an untested assumptions as failing to check system before acting 2.72 2.82 0.75 Not sig
56 Forgetting and extending actions beyond the procedure 2.40 2.61 1.62 Not sig
57 Driving a screw excessively which cause wear or damage 2.74 2.95 1.64 Not sig
58 Forgetting to tag and/or lock-out unsafe equipment. 2.65 2.91 2.28 Sig
59 Wounding cable insulations 2.75 2.81 0.38 Not sig
60 Failing to inspect completed tasks physically 2.72 2.71 0.06 Not sig
61 Accepting an unacceptable condition of equipment 2.72 2.68 0.26 Not sig
62 Replacing parts of equipment incorrectly 2.70 2.83 0.85 Not sig
63 Not inspecting during repairs affected components associated with
damaged one
2.71
2.84
1.43
Not sig
64 Not clearing foreign objects which cause short circuit when the job is
completed and equipment energized.
2.75
2.77
0.18
Not sig
65 Not communicating to others when team work is completed and
equipment energized
2.46
2.84
2.66
Sig
66 Omitting what should be done 2.88 2.94 0.44 Not sig
67 Taking unlikely and inaccurate decisions 2.75 2.78 0.16 Not sig
68 Information, signals and message misinterpreted 2.98 3.04 0.43 Not sig
69 Taking inaccurate measurement or reading 2.76 2.96 1.56 Not sig
70 Forgetting to replace worn and frayed belts on equipment 2.80 2.73 0.50 Not sig
71 Over-oiling motor bearings, resulting in oil being thrown onto insulation
(fire hazard) and onto the floor (fall hazard)
2.74 2.88 1.07 Not sig
177
Note. Sig = Significant
tr= mean responses of electrical and electronics technicians on repair processes
sr= mean responses of supervisors for repair processes
n1= 204, n2= 171, df= 373, t- critical = 1.96
Decision rule:
Reject the null hypothesis where the t-calculated exceeds the t-critical
value, otherwise accept the null hypothesis
In Table 8 differences in mean responses of electrical and electronics
technicians and of supervisors on how often errors occurred during repair
processes were significant only for items 51- Leaving screws or bolts at ‘finger
tight’ rather than properly secured, 58- Forgetting to tag and/or lock-out unsafe
equipment and 65-Not communicating to others when team work is completed and
equipment energized. Supervisors seem to have taken more notice of recurrences
of maintenance errors during repairs than electrical and electronics technicians.
Hypothesis 3
H03: There is no significant difference in mean responses of supervisors and of
electrical and electronics technicians on how often errors occur in servicing
processes Nigeria’s manufacturing industries
t-test to hypothesis 3 is presented in Table 9 for comparison of mean
responses of electrical and electronics technicians, and of supervisors on how often
errors occur in servicing processes
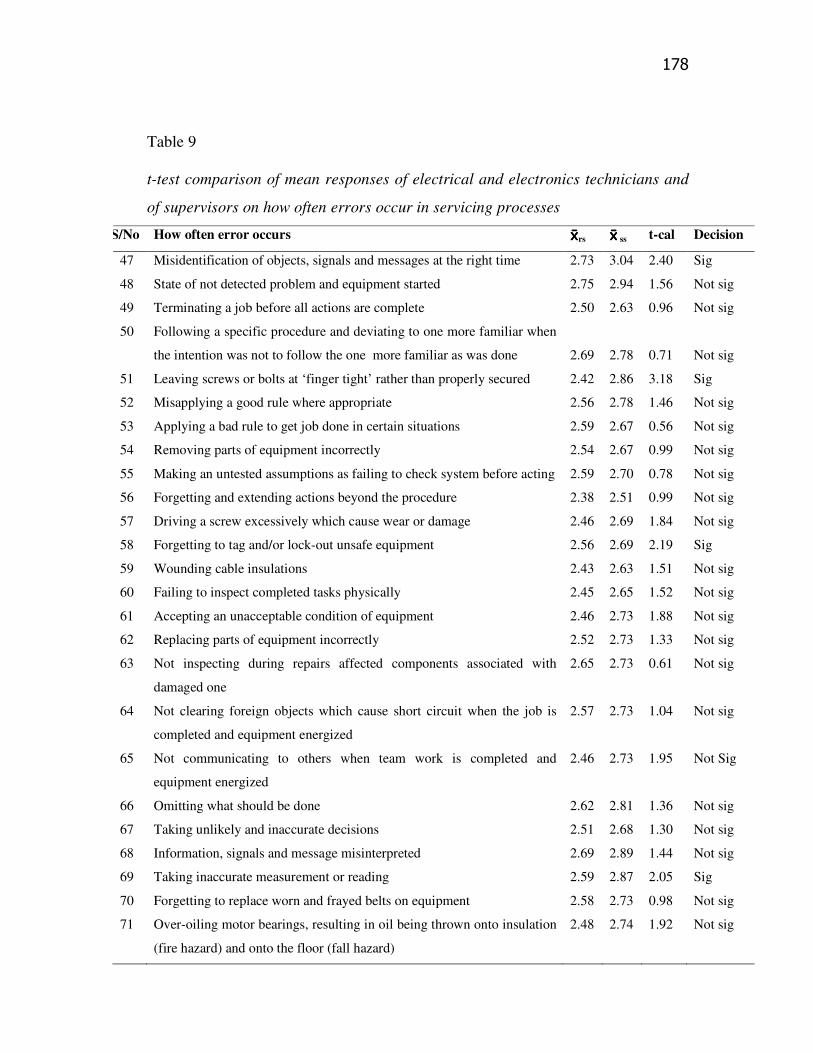
178
Table 9
t-test comparison of mean responses of electrical and electronics technicians and
of supervisors on how often errors occur in servicing processes
S/No How often error occurs rs ss t-cal Decision
47 Misidentification of objects, signals and messages at the right time 2.73 3.04 2.40 Sig
48 State of not detected problem and equipment started 2.75 2.94 1.56 Not sig
49 Terminating a job before all actions are complete 2.50 2.63 0.96 Not sig
50 Following a specific procedure and deviating to one more familiar when
the intention was not to follow the one more familiar as was done
2.69
2.78
0.71
Not sig
51 Leaving screws or bolts at ‘finger tight’ rather than properly secured 2.42 2.86 3.18 Sig
52 Misapplying a good rule where appropriate 2.56 2.78 1.46 Not sig
53 Applying a bad rule to get job done in certain situations 2.59 2.67 0.56 Not sig
54 Removing parts of equipment incorrectly 2.54 2.67 0.99 Not sig
55 Making an untested assumptions as failing to check system before acting 2.59 2.70 0.78 Not sig
56 Forgetting and extending actions beyond the procedure 2.38 2.51 0.99 Not sig
57 Driving a screw excessively which cause wear or damage 2.46 2.69 1.84 Not sig
58 Forgetting to tag and/or lock-out unsafe equipment 2.56 2.69 2.19 Sig
59 Wounding cable insulations 2.43 2.63 1.51 Not sig
60 Failing to inspect completed tasks physically 2.45 2.65 1.52 Not sig
61 Accepting an unacceptable condition of equipment 2.46 2.73 1.88 Not sig
62 Replacing parts of equipment incorrectly 2.52 2.73 1.33 Not sig
63 Not inspecting during repairs affected components associated with
damaged one
2.65 2.73 0.61 Not sig
64 Not clearing foreign objects which cause short circuit when the job is
completed and equipment energized
2.57 2.73 1.04 Not sig
65 Not communicating to others when team work is completed and
equipment energized
2.46 2.73 1.95 Not Sig
66 Omitting what should be done 2.62 2.81 1.36 Not sig
67 Taking unlikely and inaccurate decisions 2.51 2.68 1.30 Not sig
68 Information, signals and message misinterpreted 2.69 2.89 1.44 Not sig
69 Taking inaccurate measurement or reading 2.59 2.87 2.05 Sig
70 Forgetting to replace worn and frayed belts on equipment 2.58 2.73 0.98 Not sig
71 Over-oiling motor bearings, resulting in oil being thrown onto insulation
(fire hazard) and onto the floor (fall hazard)
2.48 2.74 1.92 Not sig
179
Note. Sig = Significant
ts= mean responses of electrical and electronics technicians on frequency of
recurrences of errors in servicing
ss= mean responses of supervisors frequency of recurrences of errors in servicing
n1= 204 technicians, n2= 171 supervisors, df= (n1+n2-2) = 373 and t- critical = 1.96
Decision rule:
Reject the null hypothesis where the t-calculated exceeds the t-critical
value, otherwise accept the null hypothesis
In Table 9 the t-ratio calculated values of items 47- Misidentification of
objects, signals and messages, 51- Leaving screws or bolts at ‘finger tight’ rather
than properly secured, 58- Forgetting to tag and/or lock-out unsafe equipment and
69- Taking inaccurate measurement or reading were greater than t-table value of
1.96. Based on the calculated t-ratio values the mean responses on how often
errors occur during servicing processes errors mentioned are interpreted to be
significant. Supervisors seem to recall more highly about the recurrences of errors
than electrical and electronics technicians. Differences in mean values were found
not significant with the remaining items of Table 9.
Hypothesis 4
HO4: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on levels of accidents caused by known
types of maintenance errors in Nigeria’s manufacturing industries
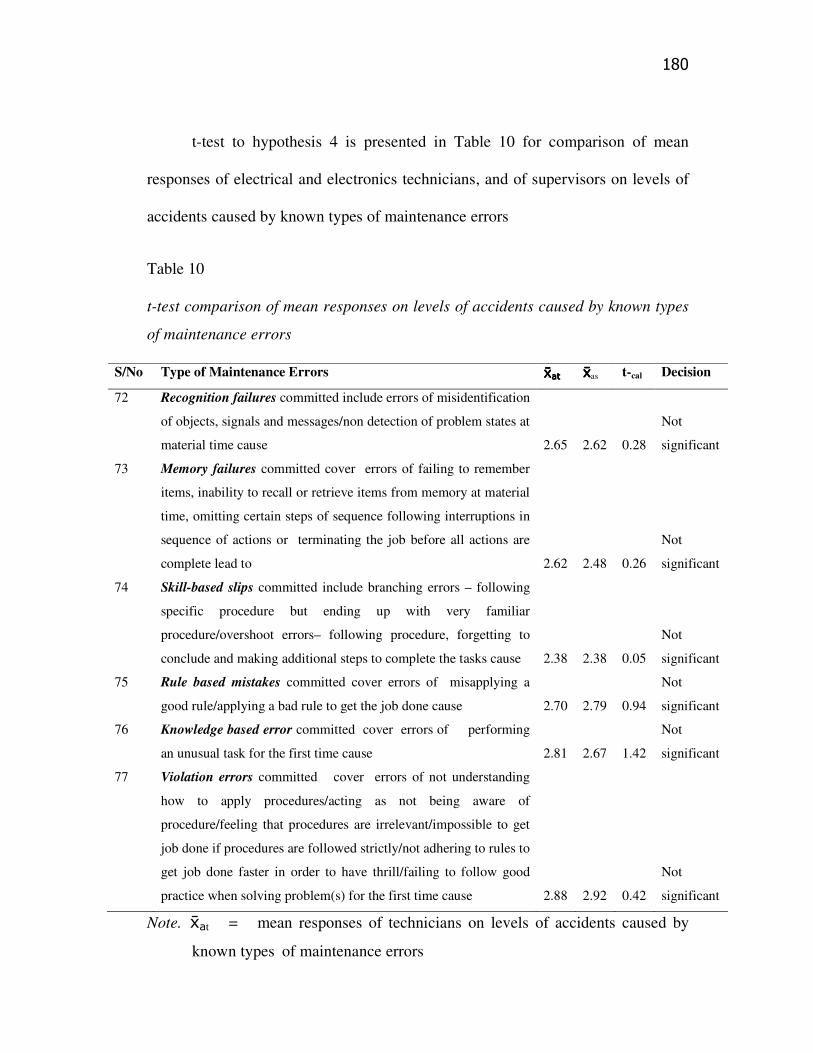
180
t-test to hypothesis 4 is presented in Table 10 for comparison of mean
responses of electrical and electronics technicians, and of supervisors on levels of
accidents caused by known types of maintenance errors
Table 10
t-test comparison of mean responses on levels of accidents caused by known types
of maintenance errors
Note. at = mean responses of technicians on levels of accidents caused by
known types of maintenance errors
S/No Type of Maintenance Errors atatatat as t-cal Decision
72
Recognition failures committed include errors of misidentification
of objects, signals and messages/non detection of problem states at
material time cause
2.65
2.62
0.28
Not
significant
73 Memory failures committed cover errors of failing to remember
items, inability to recall or retrieve items from memory at material
time, omitting certain steps of sequence following interruptions in
sequence of actions or terminating the job before all actions are
complete lead to
2.62
2.48
0.26
Not
significant
74 Skill-based slips committed include branching errors – following
specific procedure but ending up with very familiar
procedure/overshoot errors– following procedure, forgetting to
conclude and making additional steps to complete the tasks cause
2.38
2.38
0.05
Not
significant
75 Rule based mistakes committed cover errors of misapplying a
good rule/applying a bad rule to get the job done cause
2.70
2.79
0.94
Not
significant
76 Knowledge based error committed cover errors of performing
an unusual task for the first time cause
2.81
2.67
1.42
Not
significant
77 Violation errors committed cover errors of not understanding
how to apply procedures/acting as not being aware of
procedure/feeling that procedures are irrelevant/impossible to get
job done if procedures are followed strictly/not adhering to rules to
get job done faster in order to have thrill/failing to follow good
practice when solving problem(s) for the first time cause
2.88
2.92
0.42
Not
significant
181
as = mean responses of supervisors on levels of accidents caused by known
types of maintenance errors
n1= 204 technicians, n2= 171 supervisors, df= (n1+n2-2)= 373 and t- critical = 1.96
Decision rule:
Reject the null hypothesis where the t-calculated exceeds the t-critical value,
otherwise accept the null hypothesis
Table 10 contains t-test calculated values 0.28, 0.26, 0.05, 0.94, 1.42 and
0.42 lower than the t- critical or table value of 1.96. This can be interpreted to
mean that there is no significant difference in mean responses between electrical
and electronics technicians and supervisors on known types of maintenance errors
being causes of levels of accidents in Nigeria’s manufacturing industries.
Hypothesis 5
HO5: There is no significant difference in the mean responses of supervisors and of
electrical and electronics technicians on levels of equipment breakdowns
caused by known types of maintenance errors in Nigeria’s manufacturing
industries
t-test to hypothesis 5 is presented in Table 11 for comparison of mean
responses of electrical and electronics technicians, and of supervisors on levels of
equipment breakdowns caused by known types of maintenance errors in Nigeria’s
manufacturing industries.
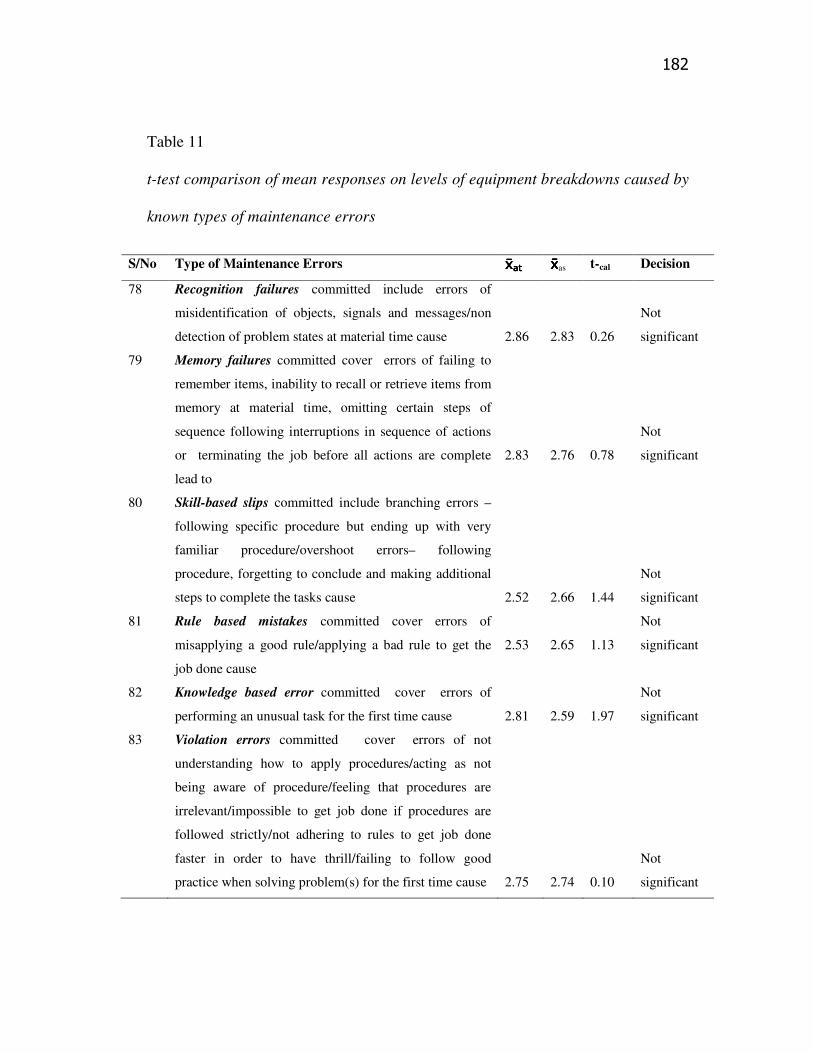
182
Table 11
t-test comparison of mean responses on levels of equipment breakdowns caused by
known types of maintenance errors
S/No Type of Maintenance Errors atatatat as t-cal Decision
78
Recognition failures committed include errors of
misidentification of objects, signals and messages/non
detection of problem states at material time cause
2.86
2.83
0.26
Not
significant
79 Memory failures committed cover errors of failing to
remember items, inability to recall or retrieve items from
memory at material time, omitting certain steps of
sequence following interruptions in sequence of actions
or terminating the job before all actions are complete
lead to
2.83
2.76
0.78
Not
significant
80 Skill-based slips committed include branching errors –
following specific procedure but ending up with very
familiar procedure/overshoot errors– following
procedure, forgetting to conclude and making additional
steps to complete the tasks cause
2.52
2.66
1.44
Not
significant
81 Rule based mistakes committed cover errors of
misapplying a good rule/applying a bad rule to get the
job done cause
2.53
2.65
1.13
Not
significant
82 Knowledge based error committed cover errors of
performing an unusual task for the first time cause
2.81
2.59
1.97
Not
significant
83 Violation errors committed cover errors of not
understanding how to apply procedures/acting as not
being aware of procedure/feeling that procedures are
irrelevant/impossible to get job done if procedures are
followed strictly/not adhering to rules to get job done
faster in order to have thrill/failing to follow good
practice when solving problem(s) for the first time cause
2.75
2.74
0.10
Not
significant
183
Note. bt = mean responses of electrical and electronics technicians on levels of
equipment breakdowns caused by known types of maintenance errors
bs = mean responses of supervisors on levels of equipment breakdowns
caused by known types of maintenance errors
n1= 204 technicians, n2= 171 supervisors, df = 373 and t- critical = 1.96
Decision rule:
Reject the null hypothesis where the t-calculated exceeds the t-critical value,
otherwise accept the null hypothesis
Table 11 contains t-test calculated values 0.26, 0.78, 1.44, 1.13, 1.97 and
0.10 lower than the t- critical or table value of 1.96. This can be interpreted to
mean that there is no significant difference in mean responses between electrical
and electronics technicians and supervisors on known types of maintenance errors
being responsible for levels of equipment breakdowns in Nigeria’s manufacturing
industries.
Hypothesis 6
H06: There is no significant difference between mean responses of electrical and
electronics technicians, and of supervisors on the strategies to reduce or to
eliminate maintenance errors in Nigeria’s manufacturing industries.
t-test to hypothesis 6 is presented in Table 12 for comparison of mean
responses of electrical and electronics technicians, and of supervisors on strategies
to reduce or eliminate maintenance errors.
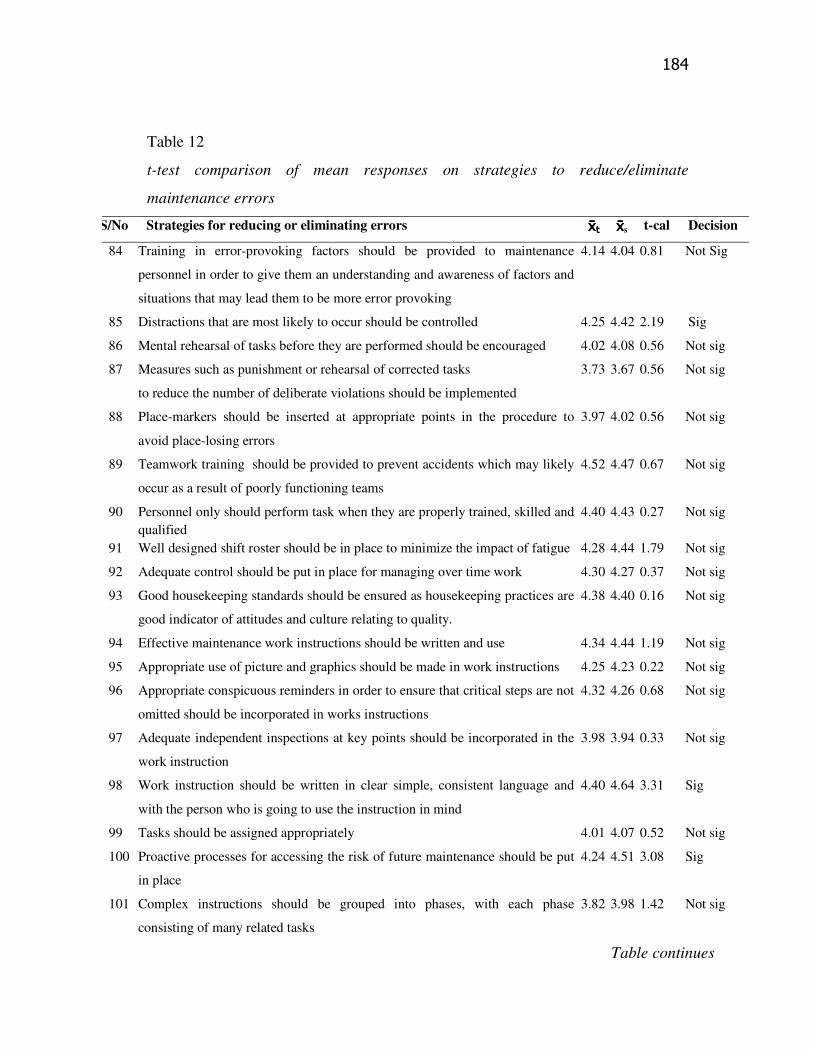
184
Table 12
t-test comparison of mean responses on strategies to reduce/eliminate
maintenance errors
S/No Strategies for reducing or eliminating errors tttt s t-cal Decision
84 Training in error-provoking factors should be provided to maintenance
personnel in order to give them an understanding and awareness of factors and
situations that may lead them to be more error provoking
4.14 4.04 0.81 Not Sig
85 Distractions that are most likely to occur should be controlled 4.25 4.42 2.19 Sig
86 Mental rehearsal of tasks before they are performed should be encouraged 4.02 4.08 0.56 Not sig
87 Measures such as punishment or rehearsal of corrected tasks
to reduce the number of deliberate violations should be implemented
3.73 3.67 0.56 Not sig
88 Place-markers should be inserted at appropriate points in the procedure to
avoid place-losing errors
3.97 4.02 0.56 Not sig
89 Teamwork training should be provided to prevent accidents which may likely
occur as a result of poorly functioning teams
4.52 4.47 0.67 Not sig
90 Personnel only should perform task when they are properly trained, skilled and
qualified
4.40 4.43 0.27 Not sig
91 Well designed shift roster should be in place to minimize the impact of fatigue 4.28 4.44 1.79 Not sig
92 Adequate control should be put in place for managing over time work 4.30 4.27 0.37 Not sig
93 Good housekeeping standards should be ensured as housekeeping practices are
good indicator of attitudes and culture relating to quality.
4.38 4.40 0.16 Not sig
94 Effective maintenance work instructions should be written and use 4.34 4.44 1.19 Not sig
95 Appropriate use of picture and graphics should be made in work instructions 4.25 4.23 0.22 Not sig
96 Appropriate conspicuous reminders in order to ensure that critical steps are not
omitted should be incorporated in works instructions
4.32 4.26 0.68 Not sig
97 Adequate independent inspections at key points should be incorporated in the
work instruction
3.98 3.94 0.33 Not sig
98 Work instruction should be written in clear simple, consistent language and
with the person who is going to use the instruction in mind
4.40 4.64 3.31 Sig
99 Tasks should be assigned appropriately 4.01 4.07 0.52 Not sig
100 Proactive processes for accessing the risk of future maintenance should be put
in place
4.24 4.51 3.08 Sig
101 Complex instructions should be grouped into phases, with each phase
consisting of many related tasks
3.82 3.98 1.42 Not sig
Table continues
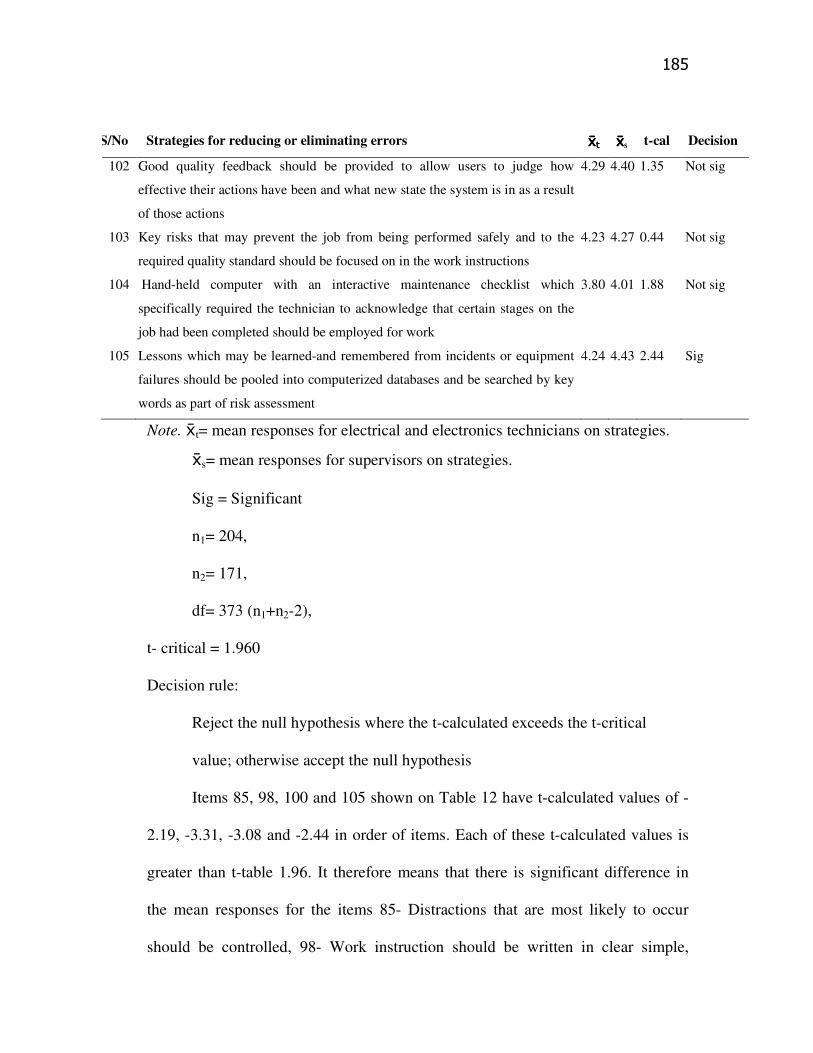
185
S/No Strategies for reducing or eliminating errors tttt s t-cal Decision
102 Good quality feedback should be provided to allow users to judge how
effective their actions have been and what new state the system is in as a result
of those actions
4.29 4.40 1.35 Not sig
103 Key risks that may prevent the job from being performed safely and to the
required quality standard should be focused on in the work instructions
4.23 4.27 0.44 Not sig
104 Hand-held computer with an interactive maintenance checklist which
specifically required the technician to acknowledge that certain stages on the
job had been completed should be employed for work
3.80 4.01 1.88 Not sig
105 Lessons which may be learned-and remembered from incidents or equipment
failures should be pooled into computerized databases and be searched by key
words as part of risk assessment
4.24 4.43 2.44 Sig
Note. t= mean responses for electrical and electronics technicians on strategies.
s= mean responses for supervisors on strategies.
Sig = Significant
n1= 204,
n2= 171,
df= 373 (n1+n2-2),
t- critical = 1.960
Decision rule:
Reject the null hypothesis where the t-calculated exceeds the t-critical
value; otherwise accept the null hypothesis
Items 85, 98, 100 and 105 shown on Table 12 have t-calculated values of -
2.19, -3.31, -3.08 and -2.44 in order of items. Each of these t-calculated values is
greater than t-table 1.96. It therefore means that there is significant difference in
the mean responses for the items 85- Distractions that are most likely to occur
should be controlled, 98- Work instruction should be written in clear simple,
186
consistent language and with the person who is going to use the instruction in
mind, 100- Proactive processes for accessing the risk of future maintenance should
be put in place, and 105- Lessons which may be learned-and remembered from
incidents or equipment failures should be pooled into computerized databases and
be searched by key words as part of risk assessment of the strategies to reduce or
eliminate maintenance errors in Nigeria’s manufacturing industries. Differences
exist because supervisors appear to feel more strongly about the acceptability of
the suitability of the items than the technicians. Difference in mean responses was
found not significant with the rest of the items of the enabling strategies to reduce
or eliminate maintenance errors as the table reflects t-calculated values in each
case less than t-critical.
Major Findings
The following are summaries of major findings of the study:
1. Electrical and electronics technicians and supervisors were statistically
undecided on items of measure of causes 6, 13, 19, 20, 21, 25, 26, 34, 35,
39, and 45 of Table 1 on maintenance errors in Nigeria’s manufacturing
industries
2. Electrical and electronics technicians and supervisors quite agree on the rest
of the items of measure of causes of maintenance errors not mentioned in
number 1 above; that indices of Human characteristics, working
environments, management failures, fatigue, inadequate knowledge and
skills, and violations of procedures and rules are responsible for the known
187
types of maintenance errors committed by electrical and electronics
technicians in Nigeria’s manufacturing industries.
3. Vigilance decrement was statistically undecided upon by electrical and
electronics technicians and supervisors to contribute to causes of
maintenance errors in Nigeria’s manufacturing industries
4. All other items of maintenance errors apart from item 56 Forgetting and
extending actions beyond the procedure of Table 2 occur at times in repair
processes in Nigeria’s manufacturing industries.
5. All other items except item 56 Forgetting and extending actions beyond the
procedure of Table 3, occur at times in servicing processes in Nigeria’s
manufacturing industries
6. Maintenance error of (item 56 -) Forgetting and extending actions beyond
the procedure rarely occur during servicing processes in Nigeria’s
manufacturing industries
7. Maintenance error of (item 56 -) Forgetting and extending actions beyond
the procedure rarely occur during repair processes in Nigeria’s
manufacturing industries
8. Serious accidents are caused by recognition failures, memory failures, skill
based mistakes, rule based errors, knowledge based errors and violation
errors in Nigeria’s manufacturing industries
9. Minor accidents are caused by skill-based mistakes in Nigeria’s
manufacturing industries
188
10. Serious equipment breakdowns are caused by all the known types of
maintenance errors in Nigeria’s manufacturing industries
11. Electrical and electronics technicians and supervisors quite strongly agree
on items of measure 89 and 98 of Table 6 of strategies to be useful in
reducing or eliminating maintenance errors in Nigeria’s manufacturing
industries.
12. Electrical and electronics technicians and supervisors do not statistically
differ significantly in their responses on levels accidents and equipment
breakdowns errors in Nigeria’s manufacturing industries
13. Electrical and electronics technicians and supervisors quite agree on the rest
of the items of measure on Table 6 for strategies to be useful in reducing or
eliminating maintenance errors in Nigeria’s manufacturing industries.
14. Electrical and electronics technicians and supervisors do not statistically
differ significantly in their experiences on causes of maintenance errors,
except item 15- Noise from immediate environment upset temperament and
attentiveness of Table 7
15. Electrical and electronics technicians and supervisors do statistically differ
significant in their experiences on item 15 of causes of maintenance errors
on Table 7 which technicians appear to feel more strongly about
acceptability than the supervisors.
189
16. Electrical and electronics technicians and supervisors do not differ
significantly in their experiences on how often errors occur during repair
processes except items 51, 58 and 65 of Table 8.
17. Electrical and electronics technicians and supervisors differ significantly in
their experiences with respect to item 51- Leaving screws or bolts at ‘finger
tight’ rather than properly secured of Table 8 concerning how often errors
occur during repair processes in Nigeria’s manufacturing industries.
18. Electrical and electronics technicians and supervisors differ significantly in
their experiences with respect to item 58- Forgetting to tag and/or lock-out
unsafe equipment on how often errors occur during repair processes in
Nigeria’s manufacturing industries.
19. Electrical and electronics technicians and supervisors differ significantly in
their experiences with respect to item 65- Not communicating to others
when team work is completed and equipment energized on how often errors
occur during repair processes in Nigeria’s manufacturing industries.
20. Electrical and electronics technicians and supervisors do not differ
significantly in their experiences in twenty-one of the twenty-five items on
how often errors occur servicing processes in Nigeria’s manufacturing
industries.
21. Electrical and electronics technicians and supervisors differ statistically
significant in their experiences on item 47- Misidentification of objects,
190
signals and messages at material time of Table 9 concerning how often
errors occur in servicing processes.
22. Electrical and electronics technicians and supervisors differ statistically
significant in their experiences on item 51- Leaving screws or bolts at
‘finger tight’ rather than properly secured of Table 9 concerning how often
errors occur in servicing processes
23. Electrical and electronics technicians and supervisors differ statistically
significant in their experiences on item 58- Forgetting to tag and/or lock-out
unsafe equipment of Table 9 concerning how often errors occur in servicing
processes
24. Electrical and electronics technicians and supervisors differ statistically
significant in their experiences on item 69- Taking inaccurate measurement
or reading of Table 9 concerning how often errors occur in servicing
processes
25. Differences in opinions of electrical and electronics technicians and
supervisors on strategies for reducing or eliminating maintenance errors
with respect to item 85-Distractions that are most likely to occur should be
controlled of Table 12 were significant
26. Differences in opinions of electrical and electronics technicians and
supervisors on strategies for reducing or eliminating maintenance errors
with respect to item 98-Work instruction should be written in clear simple,
191
consistent language and with the person who is going to use the instruction
in mind of Table 12 were significant
27. Differences in opinions of electrical and electronics technicians and
supervisors on strategies for reducing or eliminating maintenance errors
with respect to item 100-Proactive processes for accessing the risk of future
maintenance should be put in place of Table 12 were significant
28. Differences in opinions of electrical and electronics technicians and
supervisors on strategies for reducing or eliminating maintenance errors
with respect to item 105-Lessons which may be learned-and remembered
from incidents or equipment failures should be pooled into computerized
databases and be searched by key words as part of risk assessment of Table
12 were significant
29. The opinions of technicians and supervisors do not differ significantly on
the 18 items of Table 12 for strategies for reducing or eliminating
maintenance errors in Nigeria’s manufacturing industries.
Discussion of the Findings
The discussion of the findings of this study is discussed under sub-headings based
on the six specific objectives of the purpose of the study. The specific objectives
are phrased as follows: Causes of maintenance errors, Oftenness of recurrences of
maintenance errors during repairs, Oftenness of recurrences of maintenance errors
in servicing processes, Levels of accidents caused by known types of maintenance
192
errors, Levels of equipment failures caused by known types of maintenance errors
and Strategies for reducing or eliminating maintenance errors
Causes of maintenance errors: The first point raised under the purpose of the
study is the causes of maintenance errors in Nigeria’s manufacturing industries.
The findings of the study indicate that human characteristics, working
environment, management failures, fatigue, inadequate knowledge and skills and
violations of procedures and rules are contributing factors to maintenance errors
committed by the electrical and electronics technicians in Nigeria’s manufacturing
industries (see Table 1). Human characteristics are characterized by attention,
perception, memory and reasoning or decision making and were measured by
items 4 - 46 of Table 1. The findings of the study derived from the items 4 - 46 are
in consonant with the assertion made by parliamentary office of Science and
Technology (2001) that there are a number of reasons why attention system is
responsible for errors, the claims made by the Parliamentary Office of Science and
Technology (2001) regarding perception that the interpretation of senses can be in
error, also the claim by Kasin (2006) that one reason individuals make mistake is
reliance on mental short-cut or cognitive heuristic that allows them to make
judgments that are quick but often incorrect, furthermore, the notice taken by Dunn
(2007) that the most common in maintenance is the problem of forgetting the
intention to do something. Items 12 to 17 measured the working environment. The
items of measure cover distraction, ambient temperature, lighting system and air
pollution. The findings of this study find working environment to be responsible
193
for the maintenance errors committed by the electrical and electronics technicians.
Specifically the findings of the study in relation to noise distraction support
Cohen’s (1972) findings on the noise level involving 500 workers that distractions
heighten the psychological stress responsible for errors. The findings of this study
regarding lighting system support the claim that the level and spectral
characteristics of lighting affect the perception of fault indications (Kara & Colin,
1992). Furthermore the findings of this study confirm environment as a situational
variable mentioned by Reason and Hobbs (2003) as one of the paths which cause
maintenance errors in factories.
Management failure is measured by six items. Each of the items constitutes
the findings of the study in relation to management failures. The findings of the
study in relation to management failures support the claims of other researchers
who point to the role organizational factors can have on human error ( Reason,
1990). According to Reason (1990), these researchers assert, many errors result
from interacting causes involving physical, cognitive, social, and organizational
factors. The findings of the study in relation to management failures also support
the claim made by Ghosh and Apostolakis (2005) that organizational factors play
an important role in creating context for human error in maintenance –maintenance
errors.
The findings of this study on vigilance decrement reveal that vigilance
decrement was statistically undecided on to be responsible for the maintenance
errors in Nigeria’s manufacturing industries. However Dunn (2007) observed that
vigilance decrement takes place particularly in the case when the number of hits is
194
few and far between. The findings of the study on sensitivity decrement also reveal
that sensitivity decrement was also statistically undecided on to be responsible for
the known types of maintenance errors in Nigeria’s manufacturing industries
though Good, Nichols, Subbaram, Nakagawara and Montegomery (2003) observed
that sensitivity decrement is found with extended searching time especially when
finding defects are relatively rare event. Vigilance decrement therefore is relatively
least known to contribute to maintenance errors in Nigeria’s manufacturing
industries
The finding of this study with respect to fatigue measured by 8 items reveal
that fatigue contributes immensely in causing maintenance errors in Nigeria’s
manufacturing industries. Items 27 to 34 focus on time of the day effects and stress
induced variously. Based on the items of measure, the findings of the study
support the claim made by Dunn (2007) that our daily rhythms ensure that people
are more likely to commit errors in the small hours of the morning. The findings of
the study regarding physical, social, drugs, pace of work and personnel factors are
supported by observation made by Dunn (2007) that they are the sources of
maintenance errors The findings of the study (items 30 and 35) is in consonant
with the assertion by Fogarty (2003) that the employees resources influence the
psychological strain they feel which is directly responsible for the number of errors
they make. The findings of the study also is a confirmation of claims made by
Dunn (2007) and Reason (2003) that stress is a source of error in maintenance. The
findings of this study on these particular indicators are in support to the assertion
195
that work place has a direct effect on the stressors experienced by individual
worker (Fogarty & Neal, 2002).
The findings of this study in relation to violations of procedures and rules
that procedures are violated (see items 35 to 41 of Table 1) is in line with claims
made by Fogarty (2003) that there is a link between violations and errors in
maintenance. The findings of the study regarding inadequate knowledge and skills
structured on items 42 to 46 of Table 1 support the confirmatory remarks made by
Root cause Analysis (2007) that there are mistakes in which individual encounters
a novel situation for which his/her training does not provide some pre-learned rule
based solutions.
Electrical and electronics technicians and supervisors are completely
satisfied with the causes of maintenance errors and do not differ significantly in
their acceptability of items of measure of causes of errors except item 15 of the
items of measure. Electrical and electronics technicians and supervisor differ
significantly in their experiences of causes of maintenance errors as measured by
item 28 on noise distraction. The significant difference is because electrical and
electronics technicians appear to feel more strongly about the acceptability of the
item 15 of Table 7.
Frequency of recurrences of maintenance errors during repairs: Second issue
raised under the purpose is how often maintenance errors occur during repair
processes measured by items 47 to 71 of Table 2. All maintenance errors except
error item 69 occur at times in Nigeria’s manufacturing industries during the repair
196
processes. The findings of the study support the assertion made by Dunn (2007)
that more than half of errors in maintenance are recognized as having happened
before – often many times. The findings of the study support Civil Aviation
Authority (CAA) Safety Regulation Group (2002) on frequency of occurrences of
errors during repairs regarding Fail to act correctly after 1 minute in an emergency
situation of 9 errors in 10. The findings of the study agrees with the claim made by
Schreiber (2007) that the most frequent errors in maintenance include ‘improper
fault isolation’ (system not properly tested; not properly inspected) following by
‘improper installation’ (incomplete installation; wrong orientation). Among other
types of errors which often occur are ‘general improper aircraft maintenance due to
economic pressure’, ‘incorrect interpretation of maintenance task or technical
manuals’, and ‘damage of aircraft’ (Schreiber, 2007). Other errors are violations.
All the respondents’ experiences were pooled together to make comparison
on how often errors occur during repair processes. Differences in mean responses
of technicians and supervisors were significant for item 64- Leaving screws or
bolts at ‘finger tight’ rather than properly secured, 71- Forgetting to tag and/or
lock-out unsafe equipment and item 78- Not communicating to others when team
work is completed and equipment energized. Supervisors seem to be more
assertive about commonness of recurrences errors during repair processes than the
electrical and electronics technicians for the above item. Supervisor being more
assertive is based on the fact that the rate of errors made by the maintenance
person is constant and that errors occur independently.
197
Frequency of recurrences of maintenance errors in servicing processes: The
third point raised under the purpose is how often maintenance errors occur during
servicing processes in Nigeria’s manufacturing industries. The findings of the
study are in consonance with the claims by Civil Aviation Authority (CAA) Safety
Regulation Group (2002) in Pennie, Brook-Carter and Gibson (2007) concerning
the rates error occurs. According to Civil Aviation Authority (CAA) Safety
Regulation Group (2002) in Pennie, Brook-Carter and Gibson (2007), the rates, for
example in complicated non-routine task is 1 error in 10, in routine task with care
needed is 1 error in 100, in routine simple task is 1 error in 1000, and in simplest
possible task is 1 error in 10,000. The findings of the study is supported by the
observation made by Civil Aviation Authority (CAA) Safety Regulation Group
(2002) in Pennie, Brook-Carter and Gibson (2007) that maintenance and
inspection procedures are largely dependent on humans and although no one
intends for errors to happen, psychology informs that humans by nature are prone
to error and it is inevitable that mistakes will be made from time to time. The fact
is that maintenance and inspection work is also commonly performed in difficult
working conditions, and often under time pressure. To this end, Pennie et al (2007)
noted that James Reason, a leading authority on human error, commented that if an
evil genius was given the job of creating an activity guaranteed to produce an
abundance of errors they would devise something akin to maintenance work.
The findings of the study further upholds the claim made by Schreiber
(2007), that the most frequent errors in maintenance include ‘improper servicing’
(service not performed; system not reactivated/deactivated; insufficient fluid),
198
According to Schreiber (2007), in the opinion of those surveyed most of them
consider ‘not using the technical documentation’ (for example the Aircraft
Maintenance Manual - AMM) as a violation). This is followed by ‘performing a
maintenance task without a procedure’ and ‘servicing without a checklist’. The
non-compliant actions that have become normal performed necessarily in order to
get a job done.
Information gathered from personnel managers and sectional engineers of
various Nigeria’s manufacturing industries by researcher tend to support the
findings of the study. According to the personnel managers and sectional
engineers, maintenance errors actually occur often in inspection in factories as an
aspect of human error but are managed or controlled.
Differences in mean responses between electrical and electronics technicians,
and supervisors on how often errors occur during servicing processes are found to
be significant with the following items 60-Misidentification of objects, signals and
messages at material time, 64-Leaving screws or bolts at ‘finger tight’ rather than
properly secured, 71-Forgetting to tag and/or lock-out unsafe equipment and 69-
Taking inaccurate measurement or reading Supervisors seem to have noticed more
recurrences of mentioned errors than electrical and electronics technicians.
Levels of accidents caused by known types of maintenance errors: The fourth
point raised is the levels of accidents caused by the known types of maintenance
errors in Nigeria’s manufacturing industries. The findings of the study with respect
to the levels of accidents caused by the known types of maintenance errors reveal
199
that recognition failure, memory failures, rule based mistakes, and knowledge
based errors and violation errors caused accidents at serious level while skill based
slips caused minor accidents. The findings of the study that maintenance errors
lead to accidents is reminiscent of the claim made by Health and Safety Executive
(HSE) (2008) concerning accidents caused by maintenance errors that even
experienced, highly-trained, well-motivated technicians can make simple slips and
omissions, and such errors can initiate major accidents, as well as result in
personal injury to maintenance personnel. The findings of this study are in
consonant with the assertion accredited to Health and Safety Executive (HSE)
(2008) that many accidents and incidents have maintenance error as root cause or
major contributory cause. Furthermore, the findings of this study are the
confirmations of the accident causation theory that accidents are caused by human
error; hence maintenance error is a discrete form of human error. The findings of
this study stand as proof that types of maintenance errors cause various degrees of
accidents in Nigeria’s manufacturing industries as elsewhere in the world. The
findings of this study support the claims by many authors that four types of
accidents, namely, fatal, serious, minor and trivial wounds are identified in
Nigeria’s manufacturing industries by Charles-Owaba and Adebiyi, (2009), and
two types of accidents, for example loss of lives and injuries in Nigerian factories
as reported by Ezenwa (2001). Almost on a daily basis, various degrees of
industrial accidents are recorded, from minor to major injuries to employees (Da
Vinci, 2009). Violation of safety rules was found to have resulted into six ocular
accidents in Nigerian factories (Abiose & Otache, 2000). Also statistics has shown
200
that the most common cause of all workplace accidents (minor or major) is
employee error (OSHA, 2010). Employee error in this context implies
maintenance error in relation to equipment reliability.
No accident, no matter how obvious its causal factors seem to be, ever occurs
in isolation. Human error which is responsible for accidents in manufacturing
industries has been managed; lessons learned from past errors have had impact on
maintenance system, however, there is still room for improvement.
Levels of equipment failures caused by known types of maintenance errors:
The fifth issue reacted upon is the levels of equipment breakdown caused by the
known types of maintenance errors committed by electrical and electronics
technicians in Nigeria’s manufacturing industries. The findings of this study
indicate that equipment failures caused by the known types of maintenance errors
were at serious level. The findings of the study are analogous to the assertions
made by Kirn, Noland and Hamber (2007) that skill based error, rule based error
and knowledge based errors cause equipment failures. The findings of this study in
relation to equipment failures caused by the known types of maintenance errors in
Nigeria’s manufacturing industries is confirmatory to assertion made by Matter
(2004) concerning the cause of equipment failures that maintenance error (human
error in maintenance) continues to be a common cause of asset failures both in
terms of how an asset is maintained as well as how it is operated and also
reminiscent of equipment failure causation theory that equipment failures are
caused by human errors.
201
Strategies for reducing or eliminating maintenance errors: The last issue raised
focuses on the strategies for reducing or eliminating maintenance errors. Items of
measure included items 84 to 105 of Table 6. All the respondents registered their
agreement for the strategies as means for reducing or eliminating maintenance
errors in Nigeria’s manufacturing industries. There is no significant difference in
the mean responses of electrical and electronics technicians and of supervisors
concerning most of the items of the strategies for reducing or eliminating
maintenance errors in Nigeria’s manufacturing industries. Four items including
items 85-Distractions that are most likely to occur should be controlled, 98-Work
instruction should be written in clear simple, consistent language and with the
person who is going to use the instruction in mind, 100-Proactive processes for
accessing the risk of future maintenance should be put in place, and 105-Lessons
which may be learned-and remembered from incidents or equipment failures
should be pooled into computerized databases and be searched by key words as
part of risk assessment show that electrical/electronic technicians and supervisors
differ significantly in their opinions on the enabling strategies. Supervisors appear
to feel more strongly about the acceptability.
Errors are inevitable. Errors in maintenance which resulted into accidents and
equipment failures were caused by human characteristics, working environment,
management failures, fatigue, vigilance decrement, inadequate knowledge and
skills and violations of procedures. Errors in maintenance are committed by well
motivated, well experienced maintenance electrical and electronics technicians.
Most errors occur or are committed at times in services and in repairs in Nigeria’s
202
manufacturing industries. Error reduction strategies to manage maintenance errors
are completely acceptable by the electrical and electronics technicians and
supervisors. In some instances supervisors and technicians differ significantly in
their agreed levels, because supervisors appear to feel more strongly about the
acceptability.
203
CHAPTER V
SUMMARY, CONCLUSION AND RECOMMENDATIONS
This chapter is used to describe the summary and conclusions together with
the recommendations which are based on the findings of the study. The
implications of the study resulting from non implementation of the
recommendations are clearly stated along side with the recommendations for
further study as conclusion of the study.
Restatement of the Problem
Managers consider their maintenance operations to be high standard; quality
performance and safety incidents frequently reveal causes for concern; many of
these failures are associated with human aspects of maintenance (Dhillon, 2002).
There are various reasons why maintenance error involving particularly electrical
electronics technicians occur during maintenance repair and service actions. Some
locations of factory equipment expose the electrical and electronics technicians to
heat, grease and noise on the factory floor; some have to work in cramp spaces
(Fulterton Jr. 1996). Some technicians perform varied tasks in the environment
with time pressure, minimal feedback and sometimes under difficult ambient
conditions (Dhillon & Liu, 2006). According to Dhillon et al (2006) these
situational characteristics in combination with generic human erring tendencies
result in varied forms of errors specifically maintenance
204
errors. Even experienced, highly trained, well-motivated technicians can make
simple slips and omissions and as such errors can initiate major accidents as well
as result in personal injury to maintenance personnel (Health and Safety Executive
(HSE) 2003). Mason (2009) explained that maintenance errors can impact on
safety and performance in a number of ways. He stressed that poor repairs for
example can increase the amount of breakdowns which in turn can increase the
risk associated with equipment failures and personal accidents.
Equipment failures as a result of maintenance errors have been a worrisome
problem in recent times in Nigeria’s manufacturing industries. Anyanwu (1997)
observed that ‘frequent machine breakdowns’ is among the factors responsible for
poor performance of manufacturing share in Gross Domestic Product between
1992 and 1995. In a study on fatal injuries in Nigerian factories, Ezenwa (2001)
reported loss of lives and injuries. These accidents might not be unconnected to
maintenance errors. Maintenance errors committed by electrical and electronics
technicians have causes which render them to occur with the obvious safety risk
and economic consequences. There are chances that maintenance errors will occur
and these could lead to catastrophic accidents or equipment failures if not
identified and managed.
Summary of Procedures
Human error in maintenance is responsible for levels of accidents and
equipment failures in process industries worldwide. To find out known types of
maintenance errors which cause levels of accidents and equipment failures in
205
Nigeria’s manufacturing industries, a study of maintenance errors committed by
electrical and electronics technicians was conducted. Six research questions were
framed; four hypotheses were formulated to provide the desired information on
maintenance errors and their consequences. A cross sectional survey design was
adopted to provide means to obtain desired information from the population of all
electrical and electronics technicians and their supervisors working in Nigeria’s
manufacturing industries. Being a very large population, a sample size of 422
electrical and electronics technicians and their supervisors was drawn from it using
cluster sampling techniques. Questionnaire to elicit information from electrical and
electronics technicians and their supervisors was used to collect data. The
questionnaire comprises five sections with 105 measuring items including the bio
data. The five sections of the questionnaire were structured based on the
breakdown of maintenance errors namely types, causes, oftenness of recurrences
of maintenance errors occur, and some corresponding error reduction strategies.
Section A focuses on causes of maintenance errors; Section B deals with how
often errors occur in repairs and services; Section C contains items to elicit
information on commonly caused levels of accidents by known types of
maintenance errors; Section D contains items to elicit information on commonly
caused levels of equipment failures by known types of maintenance errors; while
section E concentrates on strategies for reducing maintenance errors. The
questionnaire items of sections A, B and E were structured on a five point likert
scale while questionnaire items of sections C and D were structured on four point
response modes. Three experts validated the questionnaire instrument. Cronbach
206
reliability coefficient of 0.94 was found to confirm the extent to which the items
belong together. The instrument was trial tested using four manufacturing
industries in Benue and Gombe States.
A total number of 422 copies of questionnaire forms were administered in
nine out of the twelve states on the respective technicians and supervisors. 375
completed copies of the questionnaire forms representing 88.86% were collected.
Data collected were analyzed, using mean, frequency, and t-test for comparison of
two means (for technicians and supervisors).
Summary of Major Findings
A summary of the major findings of the study include:
1, Working environment, management failures, fatigue, human characteristics,
violation of procedures and rules, inadequate knowledge and skills were
responsible for maintenance errors; while vigilance decrement appears not
to be the cause of maintenance errors in Nigeria’s manufacturing industries.
2 Apart from the error of forgetting and extending actions beyond the
procedures all other maintenance errors occur at times in repair and
servicing processes in Nigeria’s manufacturing industries
3 Maintenance error of forgetting and extending actions beyond the
procedures
rarely occurs during repair and servicing processes in Nigeria’s
manufacturing industries
207
4 Serious accidents are caused by the recognition failures, memory failures,
rule-based mistakes, knowledge-based errors and violation errors
5 Serious equipment breakdowns or failures are caused by the recognition
failures,
6 memory failures, skill-based slips, rule-based mistakes, knowledge-based
errors and violation errors
7 Electrical and electronics technicians and supervisors do not differ
significantly in their experiences on how often errors occur during repair
processes except items 64, 71 and 78 of table 8
8 Electrical and electronics technicians and supervisors do not differ
significantly in their experiences in twenty-one of the twenty-five items on
how often errors occur during servicing processes in Nigeria’s
manufacturing industries.
9 Electrical and electronics technicians and supervisors differ significantly in
their experiences in four items namely 47, 51, 58 and 69 on how often
errors occur during servicing processes in Nigeria’s manufacturing
industries
10 Respondents were generally satisfied with the strategies for reducing or
eliminating maintenance errors in Nigeria’s manufacturing industries
11 Apart from items 84, 98, 100, and 105, which supervisors appear to feel
more strongly about the acceptability than the technicians, the opinions of
technicians and supervisors do not differ significantly on strategies for
208
reducing or eliminating maintenance errors in Nigeria’s manufacturing
industries.
Implications of the Study
The findings of this study have implications for maintenance personnel,
manufacturers and institutions of learning. If the effects of maintenance errors
namely accidents and equipment failures must be understood by those concerned,
maintenance errors must be studied in institutions and manufacturing industries so
that manufacturers, management and maintenance personnel understand the effects
of maintenance errors and be able to control the risk they pose.
An implication of this study is the challenge that the finding pose to
industrial psychologists. Certain human characteristics which cause errors such as
distractions, forgetfulness (and preoccupations) which cannot be eliminated will
undoubtedly require counselling of maintenance personnel to recognize their
limitations. However, other identified multiple contributing factors will provide
the organization with specific focus to prevent future event.
Another implication of the findings of this study is that certain human
characteristics such as distractions, forgetfulness (and preoccupations) which cause
errors and cannot be eliminated make errors inevitable. Manufacturers or
organizations must realize that errors in maintenance can only be managed.
Further implication of the study is that errors occur at times, explicitly at
random; and therefore they are unpredictable. Manufacturers or organizations must
realize that every maintenance error has history and chain of events that led to
209
eventual outcome, and therefore intensify workforce awareness of maintenance
errors to ensure that maintenance errors are understood.
If the findings of the study are to be meaningful institutions of learning
have to partnership with industries, to introduce maintenance error reduction
strategies or maintenance error management course to ensure competence in
maintenance field of endeavour relative to production.
Conclusion
The study identified maintenance errors to be responsible for the levels of
accidents and equipment failures which can be controlled and prevented using the
strategies provided. The study has contributed to knowledge of maintenance errors
committed in Nigeria’s manufacturing industries in a number of ways.
1, The findings of the study ascertained that maintenance errors are caused by
multiple contributing factors including distractions and forgetfulness which
are difficult to eliminate. This makes maintenance errors inevitable.
2, The findings of the study ascertained that maintenance errors occur at times
in services and repairs in Nigeria’s manufacturing industries. In this way
they occur randomly.
3, The findings of the study established that serious accidents and serious
equipment failures were most commonly caused by recognition failures.
Accidents and equipment breakdowns however are functions of
maintenance errors. They also occur at random.
210
4, Finally, the study established that strategies for reducing or eliminating
maintenance errors are useful in Nigeria’s manufacturing industries.
Conclusively it is expected that sincere and objective implementation of the
identified strategies for reducing or eliminating maintenance errors in relevant
educational institutions and manufacturing industries will boost the economic
stability and reduce health hazards associated with maintenance errors.
Recommendations
The following recommendations are based on the findings of this study:
1. The effects of maintenance errors should be studied to enable maintenance
personnel to understand the risk maintenance pose.
2. Maintenance errors should be investigated to determine the root cause in
order to avoid a repeat
3. Good quality feedback should be provided to allow users to judge how
effective their actions have been and the state of equipment or individual as a
result of such actions
4. Management should ensure the maintenance personnel are trained or
retrained. Training can promote awareness and affect attitude. It reduces cost
associated with human performance
5. Management should ensure that a well design roster which minimizes fatigue
is in place
6. Management should undertake impact-assessment of maintenance errors.
211
7. Maintenance error is a form of human error therefore it is inevitable but it
should be managed
8. Each manufacturing industry should have an industrial psychology unit to
provide counselling services to maintenance personnel to enable them
recognise their limitations and realize their potentials
9. Institutions of learning should review technology programmes to include
human factors training to impart knowledge to learners to understand
important principles and procedures of maintenance errors and to integrate
them into the work environment.
Limitations of the Study
This research was subject to the limitations of data collection. It was found
some personnel managers did not return the questionnaire. Some managers after
receiving the questionnaires refused to complete them due to administrative and
security restrictions. In some instances some shift turnover affected the collection
of questionnaire.
There were also issues of leave, shift duties and change of jobs which serious
undermined the collection of questionnaire. Boko Haram and Jos intermittent
crises put obstacles to coverage of area of study which eventually resulted into non
collection of data in some parts of North Central zone and the whole of North East
geopolitical zone.
212
Suggestions for Further Study
The following areas were suggested for further study.
1 An investigation into relationship between maintenance errors and process
errors
2 Impact assessment of safety violations on maintenance quality in
manufacturing industries
3 Cause analysis and prevention against maintenance error occurrences in
industries.
4 Assessment of effects of human error on manufacturing industry
maintenance
5 Perceived role of individual and organizational factors in maintenance
performance
213
REFERENCES
Adebiyi, K. A. & Charles-Owaba, O. E. (2009). Towards setting a sustainable manufacturing safety programme in Nigeria. Disaster Prevention and
Management, 18, 388-396. Retieved from http://www.emeraldinsight.com/journals.htm?articleid=1811358
Adeyemi, H. O. (2004). Trends in trauma care in Nigeria. African Journal of
Trauma: Nigeria Web Services and medical Nigeria. Retieved from http://www.afrjtrauma.com/trendintraumacare(fullarticle).htm
Ajayi, P. O. S. (2003). Comprehensive geography for senior secondary schools. Sure Belfor WASSCE, NECO, GCE & JAMB (S.S 1, 2 & 3). Lagos: A Johnson publishers Limited.
Althouse, A. D, Turnquist, C. H. & Bracciano, A. F. (1974). Modern refrigeration
and air conditioning: theory, practice of refrigeration and airconditioning
systems. South Holland III: The Goodheart-Willcox Co. Inc publishers.
Altman, J. W. (1964). Improvement needed in central store of human performance data: Human factors. The Journal of the Human Factors and Ergonomics
Society 6 (6), 681-686.
Ashaka Cement Company Limited (1979). Conditions of service for monthly rated
staff. Kano: Author.
Anyanwu, J. C. (1997). The structure of the Nigeria economy 1960-1997. Onitsha: Joanee Educational publishers Limited.
Arbuckle, J. L. (1999). Amos users’ guide: Version 4.0. Chicago, IL: Smallwaters Corporation.
Atsumbe, B. N. (1997). Basic maintenance strategies for technology teachers. Technical education teacher, 7, 1-2.
Auerbach, S., & Gramling, S. E. (2008). Stress (psychology). Microsoft? Encarta?
2009 [DVD]. Redmond, WA: Microsoft Corporation.
Bacon, A. (1989). Production and operation management. Needham Heights, Massachusetts: A division of Simon and Sepuster.
BBC (2004, Nov. 20. 16:41:32 GMT). Chernobyl caused Sweden Cancers. London: BBC MMIV. Retieved from http://www.groups.yahoo.com/group/envecolnews/message/1567
214
Beck, D. (1997, January – February). Implementing a gainsaying plan: What companies need to know, compensation and benefits review. Journal of
Management pp 23
Blair, G. M; Jones, R. S. & Simpson, R. H. (1979). Educational psychology. New York: Macmillan publishing Co Inc
Brookstein, D.( 2007). "Manufacturing." Microsoft Student 2007 [DVD].
Redmond, WA: Microsoft Corporation Brown, J. S. & Vanlehn, K. (1980). Repair theory: A generative of bugs in procedural skills. Cognitive science 4, 379-426. Retieved from http://www.pitt.edu/˜Vanlehn
Bryan, G. T. (1978). Control systems for technicians. Aylesbury, Bucks: Hazell Watson and Viney Limited
Bureau of Labour Statistics (2008). Occupational Outlook Handbook: Industrial
Machinery Installation, Repair and Maintenance Workers. US Department of Labour. E mail ooinfor @ bls.gov.
Chauhan, S. S. (1990). Advanced educational psychology. New Delhi: Vikas publishing House PVT Ltd.
Council for Regulation of Engineering of Nigeria (COREN) (1992 amended). Approved schedule of entry qualification into Engineering Cadres. Lagos: Author
Da, J. (2009). Industrial Accidents in Nigeria. First Aid Training Nigeria Flying
Doctor, Flying Doctors Nigeria. Health and Safety Nigeria Medical Cover for Industry Safety Factories http://droladavinci.blogspot.com./2010/05/industrial-accidents-in-nigeria html
Deci, L. E. (1981). Intrinsic versus extrinsic rewards. In Davis, K. & Newstrom W. J. (Eds.) Organization behavior: Readings and exercises. New York: McGraw Hill Book Company. Defense Logistica Agency (2011). Maintenance, repair, and operations. Wikipedia,
the free encyclopedia. Retrieved from
http://en.wikipedia.org/w/index.php?title=Preventive_maintenance&oldid= 7844544
Denga, D. I. (1996). Human engineering for high productivity in industrial and
other work organizations. Calabar: Rapid Educational Publishers Limited
Denga, D. I. (2002). Educational and social psychology for schools and other
social organizations. Calabar: Clear-lines publications.
215
Dhillon, B. S. (2006). Human Error in Engineering Maintenance: Maintainability, Maintenance, and Reliability for Engineers. Retrieved from http://www.plant.maintenance. com/articles/maintenance_human_error.pdf
Dhillon, B. S. (2002). Engineering Maintenance: A Modern Approach. Baca Raton FL. CRC Press
Dhillon, B. S. & Liu, Y. (2006). Human Error in Maintenance: a Review. Human Error in Maintenance. Retrieved from www.emeraldinsight.com/1355-2511.htm
Donnelly, E. L. (1980). Electrical Installation Theory and Practice. Edinburg: Thomas Nelson and Sons Ltd.
Dunlop, C. L. (1990). Practical Guide to Maintenance Engineering. Boston: Butterworth International Editions.
Dunn, S. (2007). Managing human error in maintenance. Booragoon Assetivity Ptv Ltd. Web: Retrieved from http://www.plant-maintenance.com/maintenancebooks.shtml
Engineering Council of United kingdom (UK) (2005). Engineering Technician Qualification- the IEE. Retrieved from http://www.iee.org/professionalregistration/engtech
Ezenwa, A. O. (2001). A study of fatal injuries in Nigerian factories. Ibadan: Oxford University press. Retieved from http://www.ingentaconnect.com/oup/occmed/200../art0048.1/1/2000
Fales, J. F; Kuetemeyer, V. F. & Brusic, S. A. (1993). Technology: Today and
tomorrow. New York: Glencoe McGraw Hill.
Federal Aviation Administration (2007). Operator’s Manual. Human Factors in
Airport Operations. Retrieved from http://www.atvantage.com/docs/FAA-HF-OPs-MANUAL-AO.pdf
Federal Government of Nigeria (FGN) (1990). The Laws of the Federation of
Nigeria, 1990; Chapter 126, Factories act. Lagos: Author.
Federal Ministry of Labour, Employment and Productivity (2008). Employment List for the Year, 2008. Federal Government of Nigeria
Felton, B. (2001). Equipment failure leading accident cause. Instrument society of
America. Retrieved from http://www.findarticles.com/p/articles/m-qa373/is200108/ai- n8986801

216
Finkelsin, & Partners (2000). Workers’ compensation. Retrieved from http://www.law.pi.com/html/workerscomp.html 1/1/2000
Fogarty, G. J. (April 14-17 2003). Errors, violations and reporting behaviour in Aviation maintenance. In Jense (Ed.) Proceedings of the 12
th International
Symposium on Aviation Psychology. Ohio State University, Dayton, Ohio Pp. 385-390. Retieved from http://www./cipedia.com/web/FileDownload.aspx?IDFile=171731
Fogarty, G. & Neal, T. (2002). Explaining safety violations and errors in the construction industry, XXV International Congress of Applied Psychology,
Singapore, July, 7-12. Retrieved from http:/psych.sci.usq.edu.au/Resources/Documents/2002%20Annual%20Report.pdf
Fogarty, G. J, Saunder, R. & Collyer, R. (1999). Developing a model to predict aircraft maintenance performance. In R. Jensen, B. Cox, J. Callister, and R. Lavis (Eds) Procedings of the Tenth International Symposium on Aviation
Psychology. Columbus, OH: Ohio State University (CD-ROM)
Fogarty, G. J, Saunder, R. & Collyer, R. (2001). The role of individual and organizational factors in aviation maintenance. Paper presented at the
eleventh International Symposium on Aviation Psychology, Columbus Ohio. Retrieved from http://www.faa.gov/libraries/online-libraries/aerospace medicie/sd/media/Fogarty.pdf
Folkards, S. (2007). Work hours of aircraft maintenance. Wales, UK Body Rhythms and shiftwork centre, Department of Psychology of Wales Swansea, Singleton Park; Retieved from http://webpac2.rot13.org/dipl/citati/radoservidacelib.txt
Franklin, J (2008). Fighting War on Maintenance Error. CBS Interactive. Retieved from Combat Edge Final Articles at BNET. mht.
Fullerton, Jr; H. N. (1996). Electronic equipment repairers. Bluford: Bureau of Labour statistics. URL: Retieved from http://www.stats.bls.gov/oco/ocos183.htm or http://www.millville.org/Workshop_f/Hul_CAREERS/WHACKED/ocos/1 83.ht
Garson, G. D. (2008). Structural Modeling Equation. Copyright 1998; Introduction to Structural-Equation-Modeling Retrieved from http://www.docstoc.com/docs/26571869
217
Gay, L. R. & Airasian, P (2003). Educational Research: Competences for Analysis
and Applications. New Jersey: Merill Prentice-Hall Publishing Company. A Bell and Howell Information Co.
Ghosh, S. T. & Apostolakis, G. E. (2005). Organizational contributions to nuclear power plant safety. Washington. US Nuclear Regulatory Commission Office of Nuclear Material Safety and Safeguards.Nuclear Engineering and
Technology, 37,3 jun.2007 Retrieved from [email protected]
Globalspec (1999-2007). Calibration and repair services, All types specifications. New York: The engineering search engine and engineering web Retrieved from http://www.industrialmaintenance/globalspec.com/industrialmaintenancerepair/calibration
Goetsch, D. L. (1996). Organizational safety and health. Englewood Cliffs, New Jersey: Prentice Hall.
Good, W. A, Nicholas, J. J, Subaram, M. V. Nakagawara, V. B & Montegomery, R. W. (2003). An analysis of visual demands associated with aviation maintenance inspectors. In Krebs W. K. (ed.) human factors aviation
maintenance: Program review FYO3. Washington: Federal Aviation Administration.
Government of Singapore (2000). Report of occurrence of accidents to the Ministry of Manpower. Singapore: Author
Griffith, C. D. & Mahadevan, S. (2006). Sleep Deprivation Effect on Human Performance: A metal-analysis approach: PSAM. US Department of Energy National Laboratory.Journal of Sleep Research. 14, 1-6 INL/CON-06-01264 PREPRINT
Guyton, A. C . A. & Hall, J. E. (1996). Textbook of medical physiology. London: COB Saunders Company.
Hall, J. (2008). Cross Sectional Survey Design. Encyclopedia of Survey Research
Methods. Cross Sectional Survey Design Sege Resarch Methods online mht.
Harris, D. H. & Chaney, F. B. (1969). Human factors in quality assurance: New York: John Wiley.
Health and Safety Executive (1999). Reducing error and influencing behaviour. London: HMSO.
Heindrich, H. W. (1959). Industrial accidents prevention. New York: McGraw Hill.
218
Hendrick, K. B., & Benner, L. (1987). Investigating Accidents with STEP. New York: Marcel Dekker.
Hilgard, E. R; Atkinson, R. L. & Atkinson, R. C. (1979). Introduction to
psychology. New York: Harcourt Brace Jovanovich, Inc. Hobbs, A. (2005). The link between errors and error producing conditions in
aircraft maintenance. 15th
Annual Human Factors in Avia Maintenance
symposium. Australian transport safety Bureau. Retrieved from wiredspace.wits.ac.za/bitstream/handle/10539/2030/applying%20Attribution %20Theory%20to%20perception%20 of %20Maintenance.Er pdf 2.4.1
Hobbs and Williamson (2009) Association between errors and contributing factors in Aircraft Maintenance. Vol 45. Questia: Cengage Learning and its facilities Retrieved from http://www.questia.com/PM.qst?a=o&d=5044647306
Hollnagel, E. (2005). The emperor’s new clothes, or whatever happened to human error? Invited keynotes presentation at 4
th International Workshops on
Human error safety and system development Linkoping Retrieved from http://www.reference.com/browse/hollnagel
Hospers, J. (1976). An introduction to philosophical analysis. London: Routledge and Kegan Paul London and Henley.
Hubert, M. B. (1980). Social statistic. Toronto: McGraw Hill Book Company, Inc.
Instituton of Electrical Engineers (IEE) (2005). Engineering technician
qualification.The IEE Retrieved from http://www.iee.org/professionalregistration/engtech
Kaln, R. L. & Byosiere, P. (1992). Handbook of industrial and organizational
psychology. Paio-alto: consulting psychologists press. Retrieved from www.psyjob.it/stress.pdf
Kara, A. L. & Collin, G. D. (1992). A Framework for Human Reliability in Aircraft Inspection. Proceedings of the Seventh Meeting on Human Factors
Issues in Aircraft Maintenance and Inspection. Atlanta, Georgia: Galaxy Scientific Corporation.
Kassin, S. (2006). Psychology. Microsoft Student 2007: Microsoft Corporation:
Kile, J. F. (Chairman) (2002). Claimant, v. Self- insured Employer, and Employer, and St State Insurance Fund, Surety, Defendants : Findings of Fact, Conclusions of Law, and Order; Filed December, 2002. Idaho Industrial
Commission: Before the Industrial Commission of the State of Idaho.
219
Retrieved from http://www2.state.id.us/iic/december2002/IC-94-866212-12-20-2002-fno.htm
Kim, J. & Park, J. (2008). Task types and Error types involved in the Human-related Unplanned Reactor Trips Events: Technical Note. Nuclear Engineering and Technology 40.7. Retrieved from http://www.article.nuclear.or.kr/knsfile/v40/JKO400615.pdf
Kime, M. (Sectional Engineer) (2008, September 27). Maintainer errors. Interview: Ashaka Cement Company Plc. Researcher.
Kirn, J., Norland, B. & Hauber, M. (2007). PROACT, Human error reduction strategies. PROACT, Human error reduction strategies Special Public
Workshop Offer on June 12-13, 2007: PROACT, Human error reduction strategies-reliability centre Inc. Retrieved from http://www.reliability.com/human-error- reduction-supervisors.htm.
Koln, J. P; Friend, M. A & Winterberger, C. A. (1996). Fundamentals of
occupational safety and health. Rockvile, M. D. Government institute.
Koorneef, F. & Hale, A. (1997). Learning from Incidents at Work’. In Redmill, F. and Rajan, J. Human Factors in Safety Critical Systems. Oxford: Butterworth Heinemann
Landy, F. J. & Conte, J. M. (2004). Work in the 21st century: An introduction to
industrial and organizational psychology. Boston: McGraw Hill Inc.
Lee, J. (2007). Intelligent maintenance systems and predictive productivity Vision
and perspectives. Cincinnati and Michigan Universities: National Science Foundation Industry/University cooperative research centre on Intelligent Maintenance Systems(IMS) Center. Retrieved from http://www.imscentre.net.
Lukman, R. (Minister-Petroleum and Energy Resources) (2002, April 15, 07.00AM). Oil pump failure. Port Harcourt: FRCN News excerpt.
Luria, A. R. (1986). The mind of a Mnemonist. A little book about a vast-L
Solotaroff, Trans. New York: Basic Books.
Marshall, N. K. (1982-February). The brain: A chilling effect. Psychology Today
p.92
Mason, S. (2009). Improving Maintenance by Reducing Human Error. 14th
Annual
Human Factors in Aviation Maintenance Symposium. Health, Safety and Engineering Consultant Limited (HSEC). Retrieved from http://www.plant-maintenance.com/articles/maintenance_human_error.pdf
220
Mather, D. (2004-2007). Human error is preventable/plant services. Hasca: Plant
services. http://www.plantservices.com/articles/2007/085.html
McAndrew, F. T. (1993). Environmental psychology. Belmont, California: Wadsworth Inc
McArdle, W. D; Katch, F. L. & Katch, V. L. (1982). Exercise physiology: Energy
Nutrition and human performance. Philadelphia: Lea and Febiger.
Mcleod, S. (2008). Forgetting Theories in Psychology. Simply-psychology. Contact @ simply-psychology.org/forgetting theories in psychology mht 6. mht.
McCormick, J. E. & Tifflin, J. (1979). Industrial psychology. London: George Allen and Unwin Ltd.
Merserve, J. (1997). Quality assurance group leader-the fisherbrand hydrus series: Instructional manuals: Beverly: fisherbrand Hydrus manufacturer.
Miller, G. A. (1956). The magical limits on our capacity for processing information. Psychological review 63, 81-97 en.wikipedia.org/wiki/chunking-psychology
Miller, R. L. (1999). Economics today 1999-2000. Lagos: Addision Wesley publishing company Ltd.
Ministry of Labour, Employment and Productivity
Monks, J. G. (1982). Operations management/theory and problems. New York: McGraw Hill series in Management.
Monk, T. H; Folkland, S. & Wadderbum (1996). Maintaining safety and high performance on shift work. Applied Ergonomics 27, 17-23.
Murphy, R. & Martain, J. (1987). Computerized preventive maintenance in
maintenance engineering.
National Electric Power Authority (NEPA) (1991). Safety Handbook. Lagos: Author
National Safety Council (NSC) (1996). Accidents facts. Chicago: Author
Nigeria Institute of Safety Professionals (2007). Contractor employee: Health,
safety and environment (HSE) training manual, level 3. Port Harcourt: Institute of safety professionals.
Occupational Health and Safety Agency for Healthcare (OHSAH) (2004). Retrieved from Accidents in the workplace, Equipment failure, Human error,
221
Safety organizations, Work accidents, Workplace Accidents Safety Training Tips
Okah-Avae, B. E. (1996). The science of industrial machinery and systems
maintenance. Ibadan: Spectrum Books Ltd.
Okonji, C (2009, October 12). Oil Spillage: Agip, Shell account for 50%, 31% respectively. Nigerian Compass.
Okonkwo, O. (1997). Maintenance practices in electrical and electronics in technology. Technical education teacher 7 1&2
Okoro, O. M. (1992). Lecture Notes VTE 472 Radio and Television. Department of Vocational Teacher Education: Author
Okoro, O. M. (1993).Principles and Methods in Vocational and Technical Education. Nsukka:University Trust Publishers
Okoro, O. M. (2000). How to Avoid Accidents in your Driving. Enugu: University Trust Puplishers
Onadeko, J. O. (1994). Guide to laboratory instrument maintenance. Technical
education teacher 5 1&2
Otache, M. A. & Abiose, A. (2000). Ophthalmic Needs of Nigerian Factory Workers. Enrez PubMed: Medline. Retrieved from http://www.ncbi../query.fcgi?cmd=Retrieve&db=PubMed&list_uids=7265347&dopt=Abstrac
Papalia, D. E. & Olds, S. W. (1992). Human development. New York: McGraw Hill Inc.
Patni, K. S. (Managing Director) (2008, September 10). Maintainer errors. Interview: Benue Breweries Makurdi. Researcher.
Patchett, G. N. (1972). Fault-Finding. London. Norman Price (Puplishers) Ltd
Parliamentary Office of Science and Technology (2001). Postnote June 2001,
Number 156 Managing Human Error. London: Author: Retrieved from http://www.parliament.uk/post/home.htm
Pearson, J. C. & Nelson, P. E. (1985). Understanding and Sharing: An
Introduction to Speech Communication. Dubuque, Iowa: Wm.C Brown Publishers.
Pennie, D. J., Brooke-Carter, N. & Gibson, W. H. (2007). Human Factors Guidance for Maintenance: Human Factors in Ship Design, Safety and
222
Operations. London, United Kingdom. Reproduced with kind permission of the Royal Institution of Naval Architects from their Human Factors in Ship Design and Operation Conference, March, 2007. Retrieved from he00630.pdferrors.pdf
Peters, G. A. (1962). Human error and goof proofing. Paper presented at products assurance symposium. Glendale: American society for quality control.
Reason, J & Hobbs, A. (2003) Managing maintenance error. Ashgate Publishing.
Reason, J. (1990). Human error. Cambridge: Cambridge University Press
Reason, J. T. (1993). The human factor in medical accidents. In Vincent C. A. (ed.) Medical accidents. Oxford: Oxford Medical Publications
Reason, J. (2000). Cognitive Engineering Aviation Domain. Mahwah, New Jersey. Lawrence Erlhaum Associates.
Riggio, R. E. (2000). Introduction to industrial/organizational psychology. New Jersey: prentice Hall Inc
Riggs, J. A. (1981) Production Systems: Planning, Analysis and Control. New York: John Willey and Sons.
Rizzoni, G. (2004). Principles and applications of electrical engineering. Boston: McGraw Hill Companies
Robbins, P. S. (2000). Organizational behaviour. New Delhi: Prentice Hall of India
Root Cause Analysis Tool Kit (2007). An introduction to human error theory. National Patient Safety Agency. Version 1.0 Guidance_Introduction_to_Human_Error_Theory
Ruch, J. C. (1984). Psychology: The personal service. Belmont, California: Wadsworth publishing company.
Schrieber, F. (2007). Maintenance Briefing Notes: Human Performance Error Management. Maintenance Services. Retrieved from http://www.airbus.com/fileadmin/media.gallery/files/safety_library_items/Airbussafetylib_MAINT_PER-SEQ02.pdf.
Sinclair, S. (Since 1988). Electrical/electronics technician jobs Abderdeen. Retrieved fromhttp://www.jobsearch.monsters.co.uk/getjobasp?jobid=5500382&avsdm=2007-05+3%3
223
Snow, D. A. (1991). Plant engineers reference book. Oxford: Butterworth-Heinemann Ltd.
Stephen, H. L. (1993). Delmars standard textbook of electricity. Albany, New York:Delmar publishers Inc.
Stephenson W. J. (1999). Production operations and management. New York: Irwin/McGraw Hill Inc
Sundstorm, E. (1987). Work environments: Offices and Factories. In Stokols, D. and Altman, I. (eds). Handbook of environmental psychology 1.733-782 New York: John Wiley and Sons.
Teriba, O. (2004). Certificate economics for West Africa. Ibadan: Longman
The American Heritage (2002). Analysis. Stedman’s Medical Dictionary. US Houghton.
Mifflin Company
Uguwdioha, M. O. (2004). Compensation system in Nigerian construction firm
“PICCOLO-BRUNELLI ENGINEERING LTD” Published Ph.D Dissertation, ST Clements University Retrieved from http://www.stelements.edu/gradofil.htm
Watson, D. (2005). What is the Definition of Energy?, Exploring Science and Technology. FT Exploring Science and Technology: Lesson Plans http://www.ftexploring.com/energy/definition.html
Wickens, C. D. & Holland, J. G. (2000). Engineering psychology and human
performance. Upper Saddle River. New Jersey: Prentice Hall.
Wikipedia, the free encyclopedia (2007). Calibration. The Free Encyclopedia.
Retrievd from www.enwikipedia.org/wiki/calibration
Wikipedia (2008). Maintenance, repair, and operations.The free encyclopedia
Jump to: Retrieved from navigation, search
Wikipedia, the free encyclopedia (2011) Analysis. Wiktionary, The Free
Dictionary. Wikipedia Foundation Inc. http;//en.wikipedia.org/wiki/analysis
Wilmore, J. H. & Costill, D. L. (1999). Psychology of sports and exercise. USA: Human Kinetics Champaign.
Zedec, S; Jackson, S. E. & Marca, E. S. (1993). Shift work schedules and their relationships to health adaptation, satisfaction and turn over intention. Academy of management Journal 26. 297-310
224
Appendix A
LETTER TO MANAGEMENT
Department of Vocational Teacher Edu.,
University of Nigeria,
Nsukka
20-10-2008
Dear Sir/Madam
...................................
...................................
...................................
Request for Completion of Questionnaire
I am a student of University of Nigeria, Nsukka undertaking post graduate
doctoral programme in Industrial Technical Education. The attached is a
questionnaire required for the needed data from electrical and electronics
technicians and supervisors of your organization.
I therefore which your cooperation and hope you will allow electrical and
electronics technicians and their supervisors to complete the questionnaire as
indicated ininstructions to enable me answer the research questions raised in the
study. The information provided will be treated confidentially and will only be
used for the purpose of the study.
Thank you
Nande, Boniface Kwaghkar
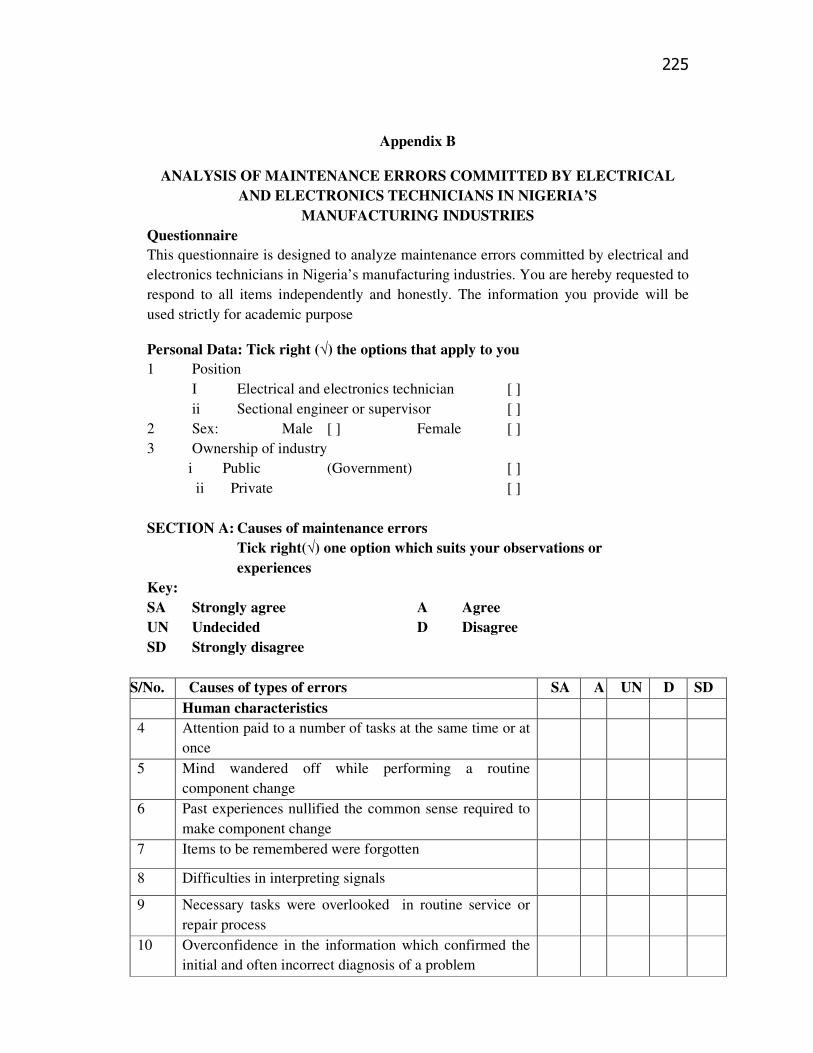
225
Appendix B
ANALYSIS OF MAINTENANCE ERRORS COMMITTED BY ELECTRICAL
AND ELECTRONICS TECHNICIANS IN NIGERIA’S
MANUFACTURING INDUSTRIES
Questionnaire
This questionnaire is designed to analyze maintenance errors committed by electrical and
electronics technicians in Nigeria’s manufacturing industries. You are hereby requested to
respond to all items independently and honestly. The information you provide will be
used strictly for academic purpose
Personal Data: Tick right (√) the options that apply to you
1 Position
I Electrical and electronics technician [ ]
ii Sectional engineer or supervisor [ ]
2 Sex: Male [ ] Female [ ]
3 Ownership of industry
i Public (Government) [ ]
ii Private [ ]
SECTION A: Causes of maintenance errors
Tick right(√) one option which suits your observations or
experiences
Key:
SA Strongly agree A Agree
UN Undecided D Disagree
SD Strongly disagree
S/No. Causes of types of errors SA A UN D SD
Human characteristics
4 Attention paid to a number of tasks at the same time or at
once
5 Mind wandered off while performing a routine
component change
6 Past experiences nullified the common sense required to
make component change
7 Items to be remembered were forgotten
8 Difficulties in interpreting signals
9 Necessary tasks were overlooked in routine service or
repair process
10 Overconfidence in the information which confirmed the
initial and often incorrect diagnosis of a problem
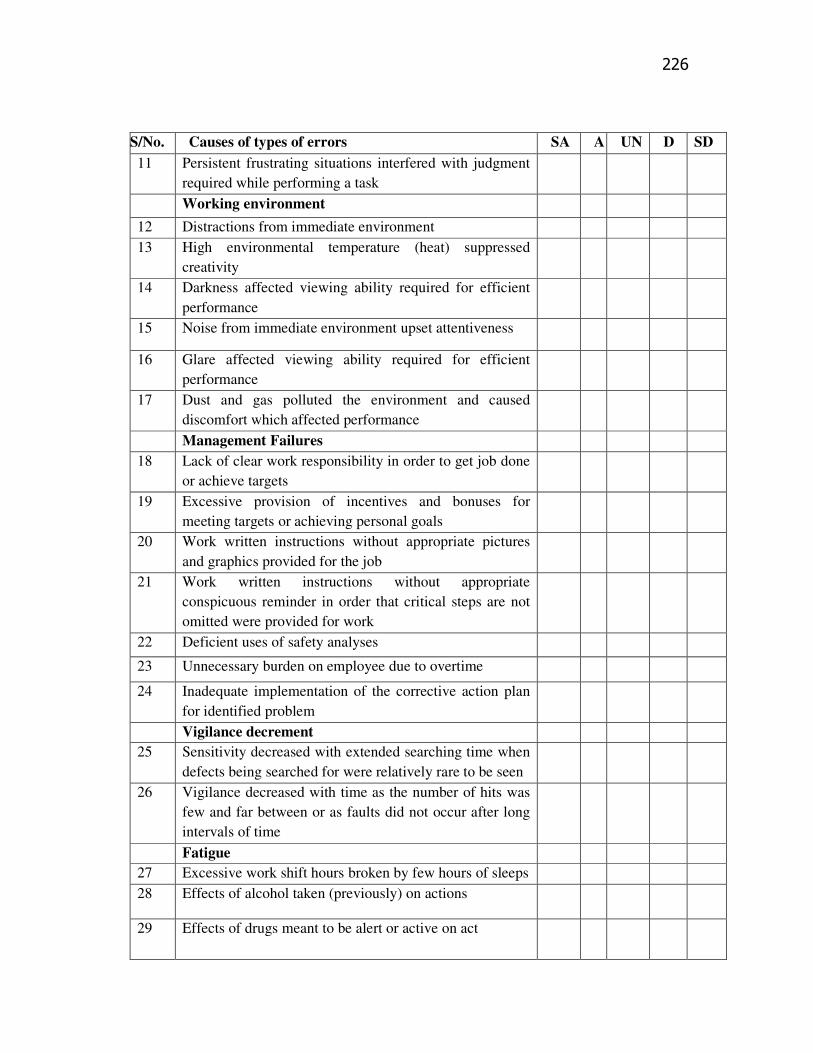
226
S/No. Causes of types of errors SA A UN D SD
11 Persistent frustrating situations interfered with judgment
required while performing a task
Working environment
12 Distractions from immediate environment
13 High environmental temperature (heat) suppressed
creativity
14 Darkness affected viewing ability required for efficient
performance
15 Noise from immediate environment upset attentiveness
16 Glare affected viewing ability required for efficient
performance
17
Dust and gas polluted the environment and caused
discomfort which affected performance
Management Failures
18 Lack of clear work responsibility in order to get job done
or achieve targets
19 Excessive provision of incentives and bonuses for
meeting targets or achieving personal goals
20 Work written instructions without appropriate pictures
and graphics provided for the job
21 Work written instructions without appropriate
conspicuous reminder in order that critical steps are not
omitted were provided for work
22 Deficient uses of safety analyses
23 Unnecessary burden on employee due to overtime
24 Inadequate implementation of the corrective action plan
for identified problem
Vigilance decrement
25 Sensitivity decreased with extended searching time when
defects being searched for were relatively rare to be seen
26 Vigilance decreased with time as the number of hits was
few and far between or as faults did not occur after long
intervals of time
Fatigue
27 Excessive work shift hours broken by few hours of sleeps
28 Effects of alcohol taken (previously) on actions
29 Effects of drugs meant to be alert or active on act
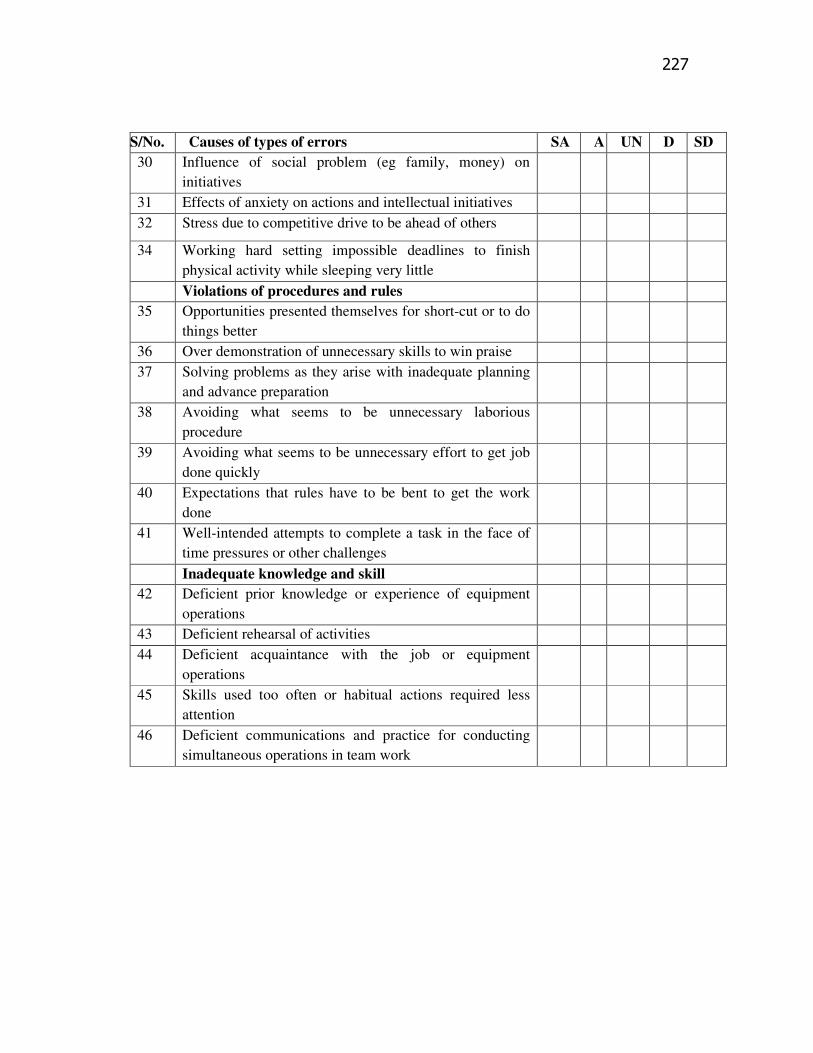
227
S/No. Causes of types of errors SA A UN D SD
30 Influence of social problem (eg family, money) on
initiatives
31 Effects of anxiety on actions and intellectual initiatives
32 Stress due to competitive drive to be ahead of others
34 Working hard setting impossible deadlines to finish
physical activity while sleeping very little
Violations of procedures and rules
35 Opportunities presented themselves for short-cut or to do
things better
36 Over demonstration of unnecessary skills to win praise
37 Solving problems as they arise with inadequate planning
and advance preparation
38 Avoiding what seems to be unnecessary laborious
procedure
39 Avoiding what seems to be unnecessary effort to get job
done quickly
40 Expectations that rules have to be bent to get the work
done
41 Well-intended attempts to complete a task in the face of
time pressures or other challenges
Inadequate knowledge and skill
42 Deficient prior knowledge or experience of equipment
operations
43 Deficient rehearsal of activities
44 Deficient acquaintance with the job or equipment
operations
45 Skills used too often or habitual actions required less
attention
46 Deficient communications and practice for conducting
simultaneous operations in team work
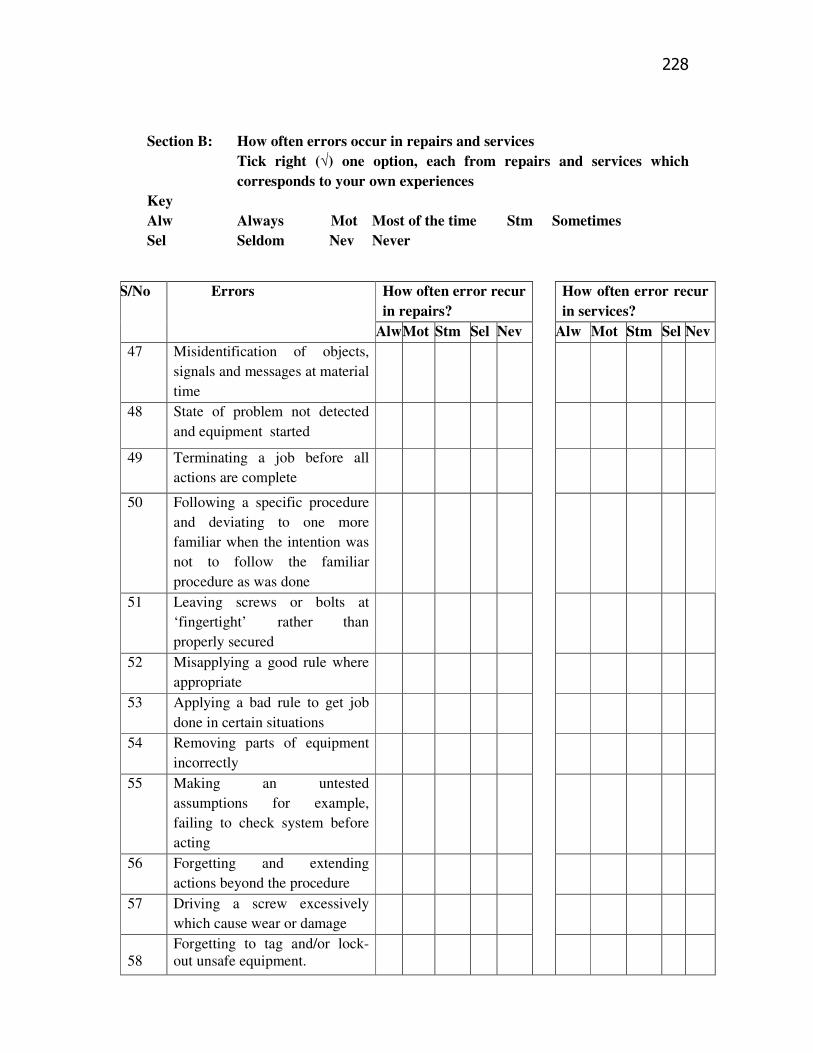
228
Section B: How often errors occur in repairs and services
Tick right (√) one option, each from repairs and services which
corresponds to your own experiences
Key
Alw Always Mot Most of the time Stm Sometimes
Sel Seldom Nev Never
S/No Errors How often error recur
in repairs?
How often error recur
in services?
Alw Mot Stm Sel Nev Alw Mot Stm Sel Nev
47 Misidentification of objects,
signals and messages at material
time
48 State of problem not detected
and equipment started
49 Terminating a job before all
actions are complete
50 Following a specific procedure
and deviating to one more
familiar when the intention was
not to follow the familiar
procedure as was done
51 Leaving screws or bolts at
‘fingertight’ rather than
properly secured
52 Misapplying a good rule where
appropriate
53
Applying a bad rule to get job
done in certain situations
54 Removing parts of equipment
incorrectly
55
Making an untested
assumptions for example,
failing to check system before
acting
56 Forgetting and extending
actions beyond the procedure
57 Driving a screw excessively
which cause wear or damage
58
Forgetting to tag and/or lock-out unsafe equipment.
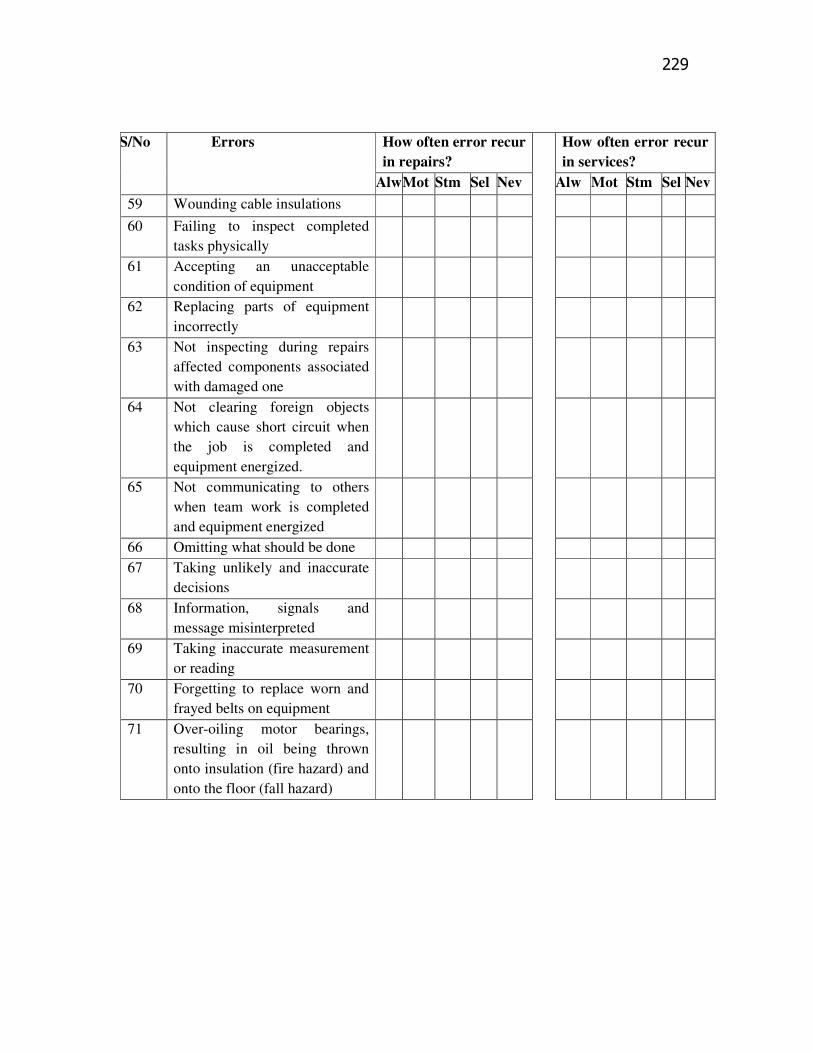
229
S/No Errors How often error recur
in repairs?
How often error recur
in services?
Alw Mot Stm Sel Nev Alw Mot Stm Sel Nev
59 Wounding cable insulations
60 Failing to inspect completed
tasks physically
61 Accepting an unacceptable
condition of equipment
62 Replacing parts of equipment
incorrectly
63 Not inspecting during repairs
affected components associated
with damaged one
64 Not clearing foreign objects
which cause short circuit when
the job is completed and
equipment energized.
65
Not communicating to others
when team work is completed
and equipment energized
66 Omitting what should be done
67 Taking unlikely and inaccurate
decisions
68 Information, signals and
message misinterpreted
69 Taking inaccurate measurement
or reading
70 Forgetting to replace worn and
frayed belts on equipment
71 Over-oiling motor bearings,
resulting in oil being thrown
onto insulation (fire hazard) and
onto the floor (fall hazard)
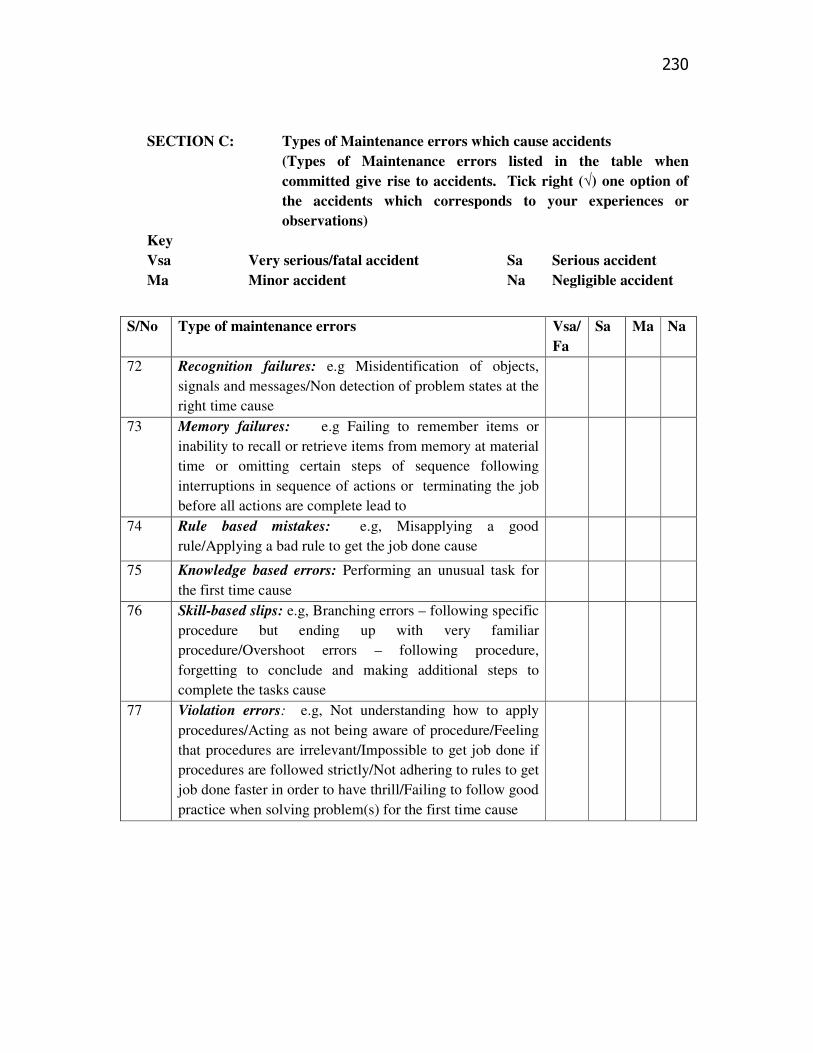
230
SECTION C: Types of Maintenance errors which cause accidents
(Types of Maintenance errors listed in the table when
committed give rise to accidents. Tick right (√) one option of
the accidents which corresponds to your experiences or
observations)
Key
Vsa Very serious/fatal accident Sa Serious accident
Ma Minor accident Na Negligible accident
S/No Type of maintenance errors Vsa/
Fa
Sa Ma Na
72 Recognition failures: e.g Misidentification of objects,
signals and messages/Non detection of problem states at the
right time cause
73 Memory failures: e.g Failing to remember items or
inability to recall or retrieve items from memory at material
time or omitting certain steps of sequence following
interruptions in sequence of actions or terminating the job
before all actions are complete lead to
74 Rule based mistakes: e.g, Misapplying a good
rule/Applying a bad rule to get the job done cause
75 Knowledge based errors: Performing an unusual task for
the first time cause
76 Skill-based slips: e.g, Branching errors – following specific
procedure but ending up with very familiar
procedure/Overshoot errors – following procedure,
forgetting to conclude and making additional steps to
complete the tasks cause
77 Violation errors: e.g, Not understanding how to apply
procedures/Acting as not being aware of procedure/Feeling
that procedures are irrelevant/Impossible to get job done if
procedures are followed strictly/Not adhering to rules to get
job done faster in order to have thrill/Failing to follow good
practice when solving problem(s) for the first time cause
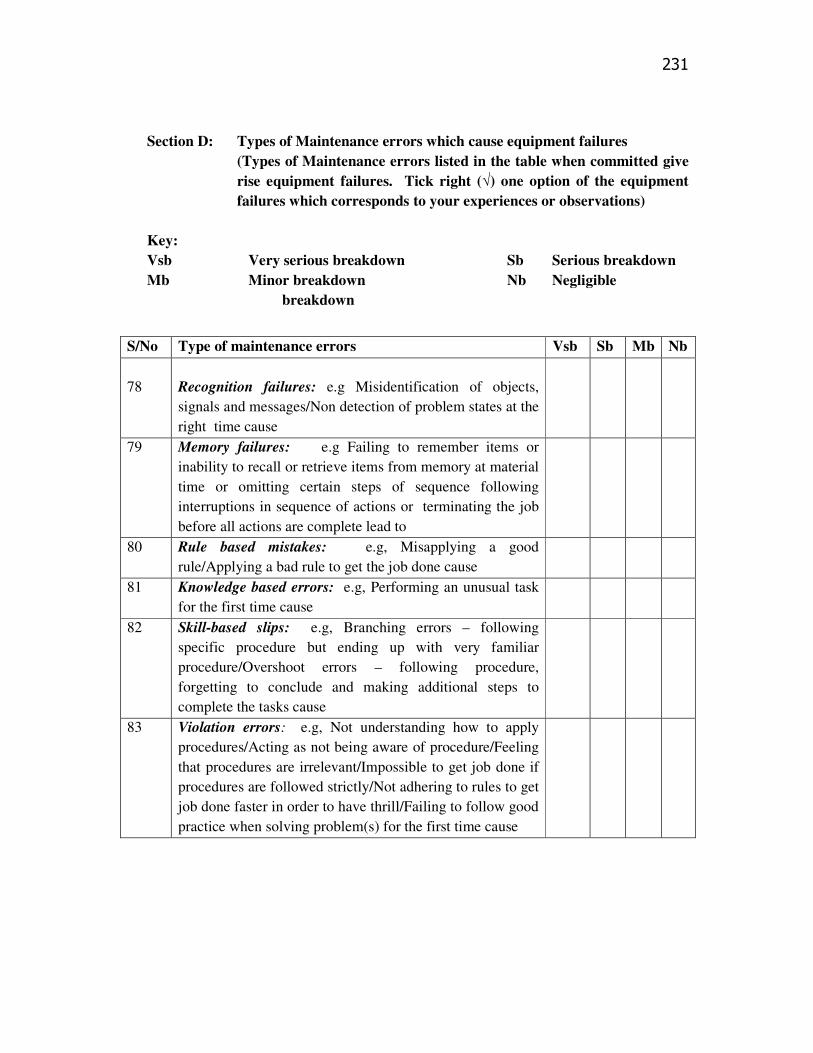
231
Section D: Types of Maintenance errors which cause equipment failures
(Types of Maintenance errors listed in the table when committed give
rise equipment failures. Tick right (√) one option of the equipment
failures which corresponds to your experiences or observations)
Key:
Vsb Very serious breakdown Sb Serious breakdown
Mb Minor breakdown Nb Negligible
breakdown
S/No Type of maintenance errors Vsb Sb Mb Nb
78
Recognition failures: e.g Misidentification of objects,
signals and messages/Non detection of problem states at the
right time cause
79 Memory failures: e.g Failing to remember items or
inability to recall or retrieve items from memory at material
time or omitting certain steps of sequence following
interruptions in sequence of actions or terminating the job
before all actions are complete lead to
80 Rule based mistakes: e.g, Misapplying a good
rule/Applying a bad rule to get the job done cause
81 Knowledge based errors: e.g, Performing an unusual task
for the first time cause
82 Skill-based slips: e.g, Branching errors – following
specific procedure but ending up with very familiar
procedure/Overshoot errors – following procedure,
forgetting to conclude and making additional steps to
complete the tasks cause
83 Violation errors: e.g, Not understanding how to apply
procedures/Acting as not being aware of procedure/Feeling
that procedures are irrelevant/Impossible to get job done if
procedures are followed strictly/Not adhering to rules to get
job done faster in order to have thrill/Failing to follow good
practice when solving problem(s) for the first time cause
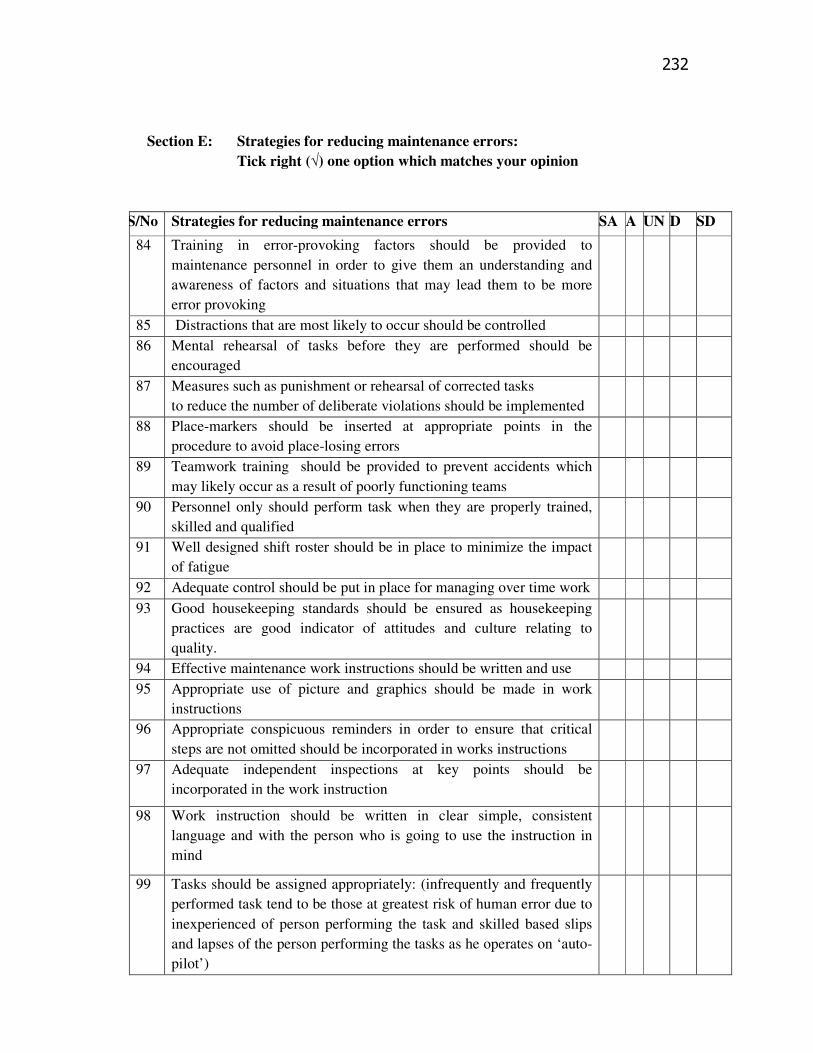
232
Section E: Strategies for reducing maintenance errors:
Tick right (√) one option which matches your opinion
S/No Strategies for reducing maintenance errors SA A UN D SD
84 Training in error-provoking factors should be provided to
maintenance personnel in order to give them an understanding and
awareness of factors and situations that may lead them to be more
error provoking
85 Distractions that are most likely to occur should be controlled
86 Mental rehearsal of tasks before they are performed should be
encouraged
87 Measures such as punishment or rehearsal of corrected tasks
to reduce the number of deliberate violations should be implemented
88 Place-markers should be inserted at appropriate points in the
procedure to avoid place-losing errors
89 Teamwork training should be provided to prevent accidents which
may likely occur as a result of poorly functioning teams
90
Personnel only should perform task when they are properly trained,
skilled and qualified
91 Well designed shift roster should be in place to minimize the impact
of fatigue
92 Adequate control should be put in place for managing over time work
93 Good housekeeping standards should be ensured as housekeeping
practices are good indicator of attitudes and culture relating to
quality.
94 Effective maintenance work instructions should be written and use
95 Appropriate use of picture and graphics should be made in work
instructions
96 Appropriate conspicuous reminders in order to ensure that critical
steps are not omitted should be incorporated in works instructions
97 Adequate independent inspections at key points should be
incorporated in the work instruction
98 Work instruction should be written in clear simple, consistent
language and with the person who is going to use the instruction in
mind
99 Tasks should be assigned appropriately: (infrequently and frequently
performed task tend to be those at greatest risk of human error due to
inexperienced of person performing the task and skilled based slips
and lapses of the person performing the tasks as he operates on ‘auto-
pilot’)
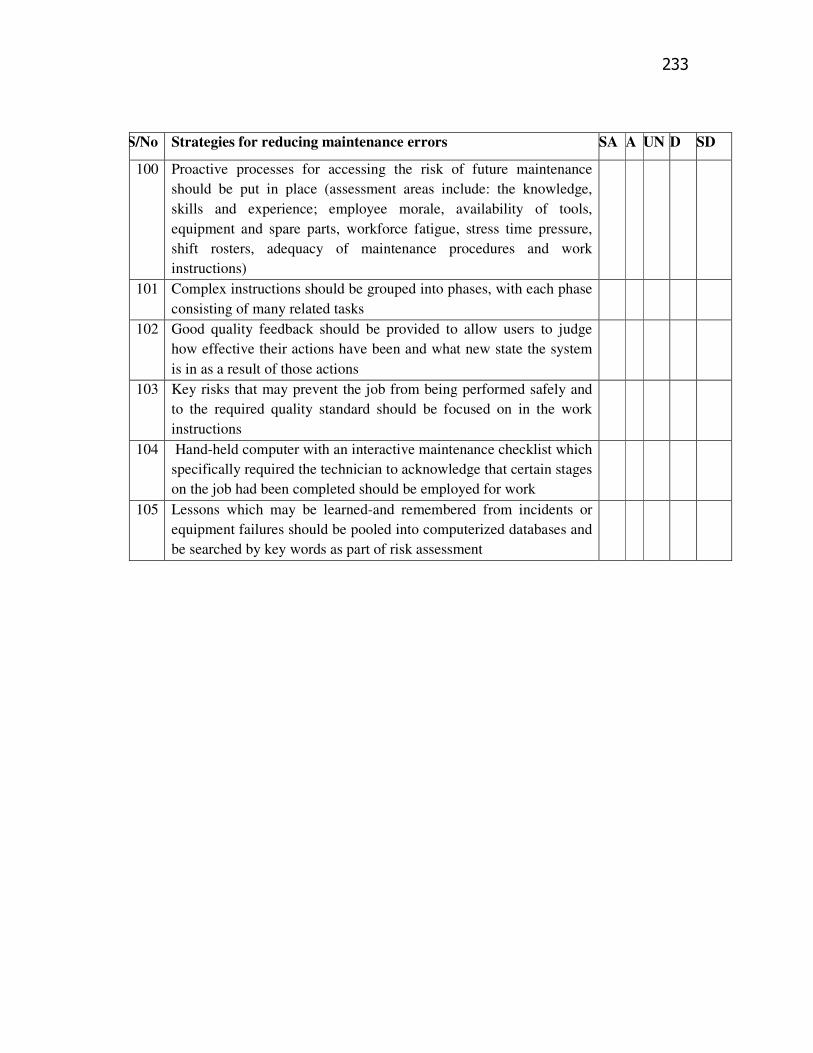
233
S/No Strategies for reducing maintenance errors SA A UN D SD
100 Proactive processes for accessing the risk of future maintenance
should be put in place (assessment areas include: the knowledge,
skills and experience; employee morale, availability of tools,
equipment and spare parts, workforce fatigue, stress time pressure,
shift rosters, adequacy of maintenance procedures and work
instructions)
101 Complex instructions should be grouped into phases, with each phase
consisting of many related tasks
102 Good quality feedback should be provided to allow users to judge
how effective their actions have been and what new state the system
is in as a result of those actions
103 Key risks that may prevent the job from being performed safely and
to the required quality standard should be focused on in the work
instructions
104 Hand-held computer with an interactive maintenance checklist which
specifically required the technician to acknowledge that certain stages
on the job had been completed should be employed for work
105 Lessons which may be learned-and remembered from incidents or
equipment failures should be pooled into computerized databases and
be searched by key words as part of risk assessment
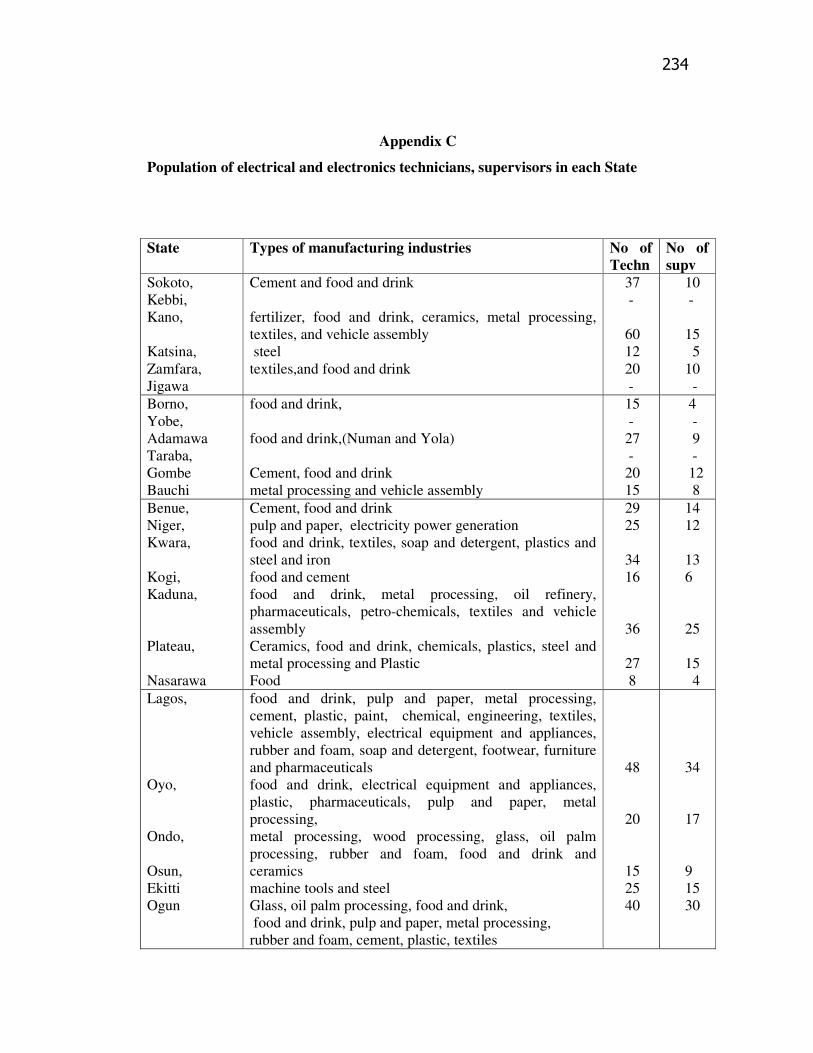
234
Appendix C
Population of electrical and electronics technicians, supervisors in each State
State Types of manufacturing industries No of of
Techn
No of
supv
Sokoto, Kebbi, Kano, Katsina, Zamfara, Jigawa
Cement and food and drink fertilizer, food and drink, ceramics, metal processing, textiles, and vehicle assembly steel textiles,and food and drink
37 - 60 12 20 -
10 - 15 5 10 -
Borno, Yobe, Adamawa Taraba, Gombe Bauchi
food and drink, food and drink,(Numan and Yola) Cement, food and drink metal processing and vehicle assembly
15 - 27 - 20 15
4 - 9 - 12 8
Benue, Niger, Kwara, Kogi, Kaduna, Plateau, Nasarawa
Cement, food and drink pulp and paper, electricity power generation food and drink, textiles, soap and detergent, plastics and steel and iron food and cement food and drink, metal processing, oil refinery, pharmaceuticals, petro-chemicals, textiles and vehicle assembly Ceramics, food and drink, chemicals, plastics, steel and metal processing and Plastic Food
29 25 34 16 36 27 8
14 12 13 6 25 15 4
Lagos, Oyo, Ondo, Osun, Ekitti Ogun
food and drink, pulp and paper, metal processing, cement, plastic, paint, chemical, engineering, textiles, vehicle assembly, electrical equipment and appliances, rubber and foam, soap and detergent, footwear, furniture and pharmaceuticals food and drink, electrical equipment and appliances, plastic, pharmaceuticals, pulp and paper, metal processing, metal processing, wood processing, glass, oil palm processing, rubber and foam, food and drink and ceramics machine tools and steel Glass, oil palm processing, food and drink, food and drink, pulp and paper, metal processing, rubber and foam, cement, plastic, textiles
48 20 15 25 40
34 17 9 15 30
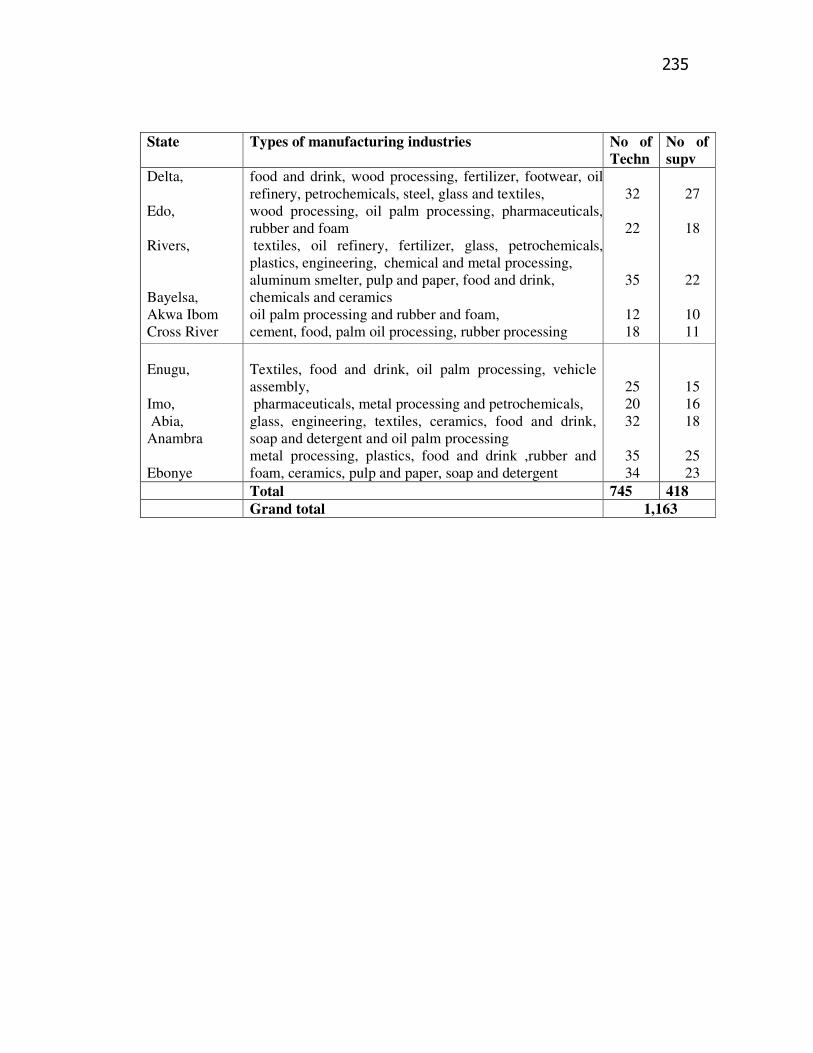
235
State Types of manufacturing industries No of of
Techn
No of
supv
Delta, Edo, Rivers, Bayelsa, Akwa Ibom Cross River
food and drink, wood processing, fertilizer, footwear, oil refinery, petrochemicals, steel, glass and textiles, wood processing, oil palm processing, pharmaceuticals, rubber and foam textiles, oil refinery, fertilizer, glass, petrochemicals, plastics, engineering, chemical and metal processing, aluminum smelter, pulp and paper, food and drink, chemicals and ceramics oil palm processing and rubber and foam, cement, food, palm oil processing, rubber processing
32 22 35 12 18
27 18 22 10 11
Enugu, Imo, Abia, Anambra Ebonye
Textiles, food and drink, oil palm processing, vehicle assembly, pharmaceuticals, metal processing and petrochemicals, glass, engineering, textiles, ceramics, food and drink, soap and detergent and oil palm processing metal processing, plastics, food and drink ,rubber and foam, ceramics, pulp and paper, soap and detergent
25 20 32 35 34
15 16 18 25 23
Total 745 418
Grand total 1,163
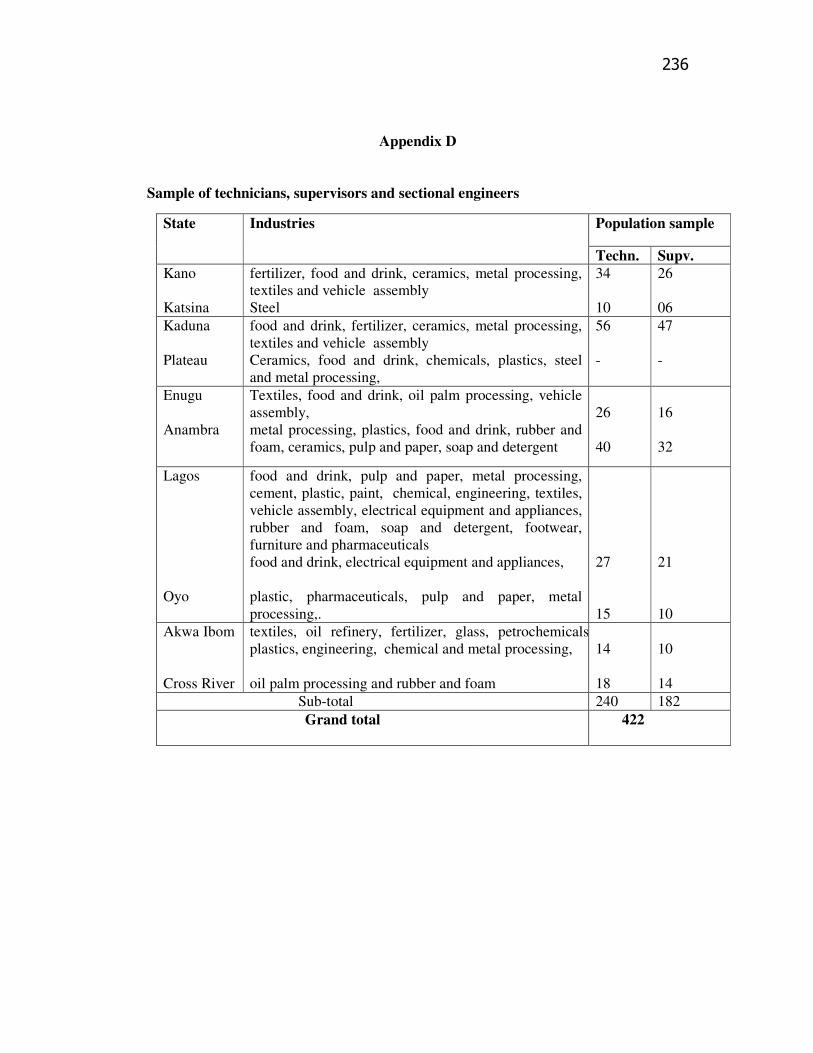
236
Appendix D
Sample of technicians, supervisors and sectional engineers
State Industries Population sample
Techn. Supv.
Kano Katsina
fertilizer, food and drink, ceramics, metal processing, textiles and vehicle assembly Steel
34 10
26 06
Kaduna Plateau
food and drink, fertilizer, ceramics, metal processing, textiles and vehicle assembly Ceramics, food and drink, chemicals, plastics, steel and metal processing,
56 -
47 -
Enugu Anambra
Textiles, food and drink, oil palm processing, vehicle assembly, metal processing, plastics, food and drink, rubber and foam, ceramics, pulp and paper, soap and detergent
26 40
16 32
Lagos Oyo
food and drink, pulp and paper, metal processing, cement, plastic, paint, chemical, engineering, textiles, vehicle assembly, electrical equipment and appliances, rubber and foam, soap and detergent, footwear, furniture and pharmaceuticals food and drink, electrical equipment and appliances, plastic, pharmaceuticals, pulp and paper, metal processing,.
27 15
21 10
Akwa Ibom Cross River
textiles, oil refinery, fertilizer, glass, petrochemicals plastics, engineering, chemical and metal processing, oil palm processing and rubber and foam
14 18
10 14
Sub-total 240 182
Grand total 422
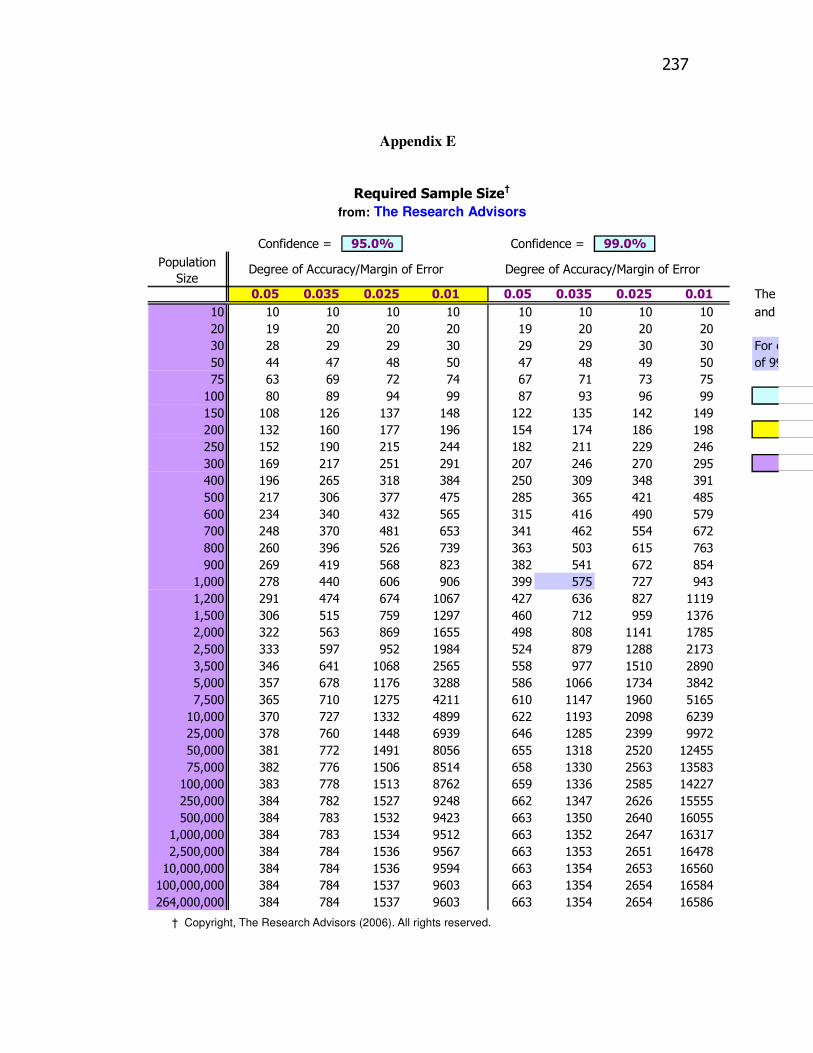
237
Appendix E
Confidence = 95.0% 3.841459 Confidence = 99.0% 6.634897
Population
Size
P
r
o
0.05 0.035 0.025 0.01 0.05 0.035 0.025 0.01 The re
10 10 10 10 10 10 10 10 10 and m
20 19 20 20 20 19 20 20 20
30 28 29 29 30 29 29 30 30 For ex
50 44 47 48 50 47 48 49 50 of 99%
75 63 69 72 74 67 71 73 75
100 80 89 94 99 87 93 96 99
150 108 126 137 148 122 135 142 149
200 132 160 177 196 154 174 186 198
250 152 190 215 244 182 211 229 246
300 169 217 251 291 207 246 270 295
400 196 265 318 384 250 309 348 391
500 217 306 377 475 285 365 421 485
600 234 340 432 565 315 416 490 579
700 248 370 481 653 341 462 554 672
800 260 396 526 739 363 503 615 763 †
900 269 419 568 823 382 541 672 854
1,000 278 440 606 906 399 575 727 943
1,200 291 474 674 1067 427 636 827 1119
1,500 306 515 759 1297 460 712 959 1376
2,000 322 563 869 1655 498 808 1141 1785
2,500 333 597 952 1984 524 879 1288 2173
3,500 346 641 1068 2565 558 977 1510 2890
5,000 357 678 1176 3288 586 1066 1734 3842
7,500 365 710 1275 4211 610 1147 1960 5165
10,000 370 727 1332 4899 622 1193 2098 6239
25,000 378 760 1448 6939 646 1285 2399 9972
50,000 381 772 1491 8056 655 1318 2520 12455
75,000 382 776 1506 8514 658 1330 2563 13583
100,000 383 778 1513 8762 659 1336 2585 14227
250,000 384 782 1527 9248 662 1347 2626 15555
500,000 384 783 1532 9423 663 1350 2640 16055
1,000,000 384 783 1534 9512 663 1352 2647 16317
2,500,000 384 784 1536 9567 663 1353 2651 16478
10,000,000 384 784 1536 9594 663 1354 2653 16560
100,000,000 384 784 1537 9603 663 1354 2654 16584
264,000,000 384 784 1537 9603 663 1354 2654 16586
† Copyright, The Research Advisors (2006). All rights reserved.
Degree of Accuracy/Margin of Error Degree of Accuracy/Margin of Error
Required Sample Size†
from: The Research Advisors
238
Appendix F
Department of Vocational Teacher Edu.,
University of Nigeria,
Nsukka
20-10-2008
Dear Sir/Madam
Request for Assistance to Validate Questionnaire
I am undertaking a research for a post graduate programme at the University of Nigeria,
Nsukka. The title of the research is “Maintenance Errors Committed by Electrical and
Electronics technicians in Nigeria’s Manufacturing Industries”. The attached is a
questionnaire designed to collect part of the data needed for analysis. You are pleased
requested to:
1 examine the language and clarity of the questionnaire items
2 assess the appropriateness of the questionnaire to collect the needed information
from electrical and electronics technicians and their supervisors and make
suggestions
3 assess the extent to which questionnaire items cover the subject matter and make
suggestions
Please write yes or no in the margin against each item to indicate your agreement or
disagreement with the appropriateness of the item. You are also requested to point out
mistakes in the grammar and framing of the language. Any other suggestions that will
enable the subject to respond intelligently will be accepted
Thank you
Nande, Boniface Kwaghkar.
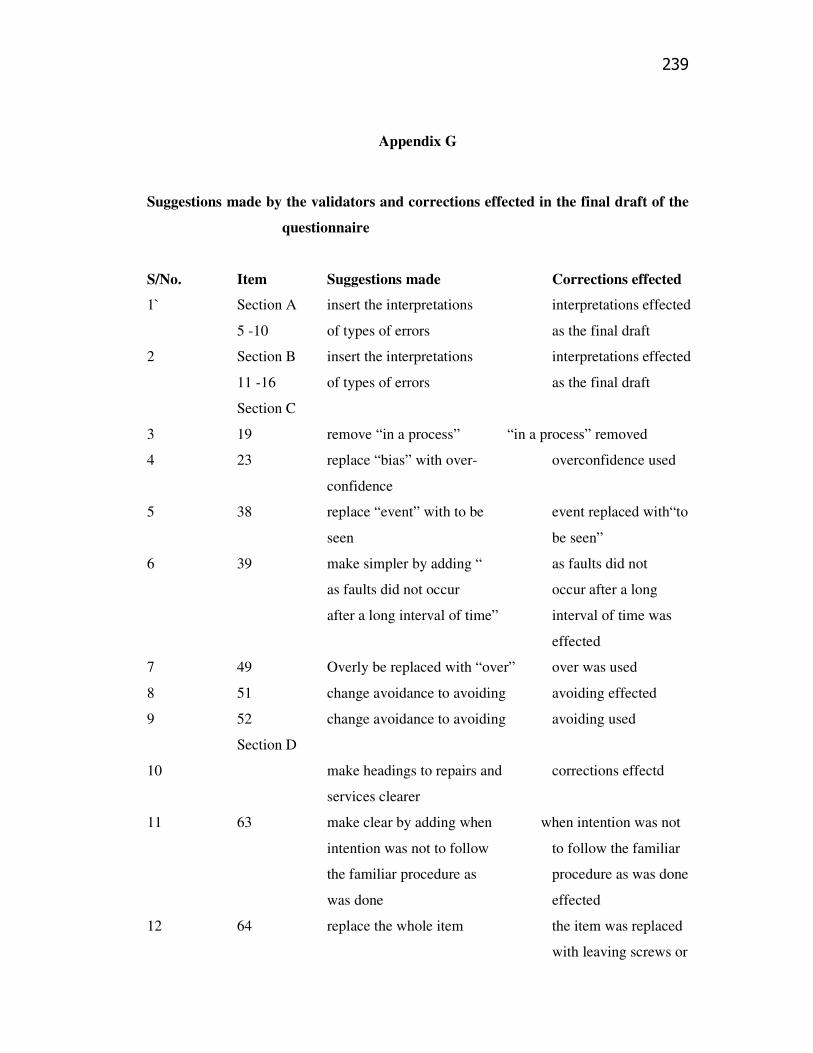
239
Appendix G
Suggestions made by the validators and corrections effected in the final draft of the
questionnaire
S/No. Item Suggestions made Corrections effected
1` Section A insert the interpretations interpretations effected
5 -10 of types of errors as the final draft
2 Section B insert the interpretations interpretations effected
11 -16 of types of errors as the final draft
Section C
3 19 remove “in a process” “in a process” removed
4 23 replace “bias” with over- overconfidence used
confidence
5 38 replace “event” with to be event replaced with“to
seen be seen”
6 39 make simpler by adding “ as faults did not
as faults did not occur occur after a long
after a long interval of time” interval of time was
effected
7 49 Overly be replaced with “over” over was used
8 51 change avoidance to avoiding avoiding effected
9 52 change avoidance to avoiding avoiding used
Section D
10 make headings to repairs and corrections effectd
services clearer
11 63 make clear by adding when when intention was not
intention was not to follow to follow the familiar
the familiar procedure as procedure as was done
was done effected
12 64 replace the whole item the item was replaced
with leaving screws or
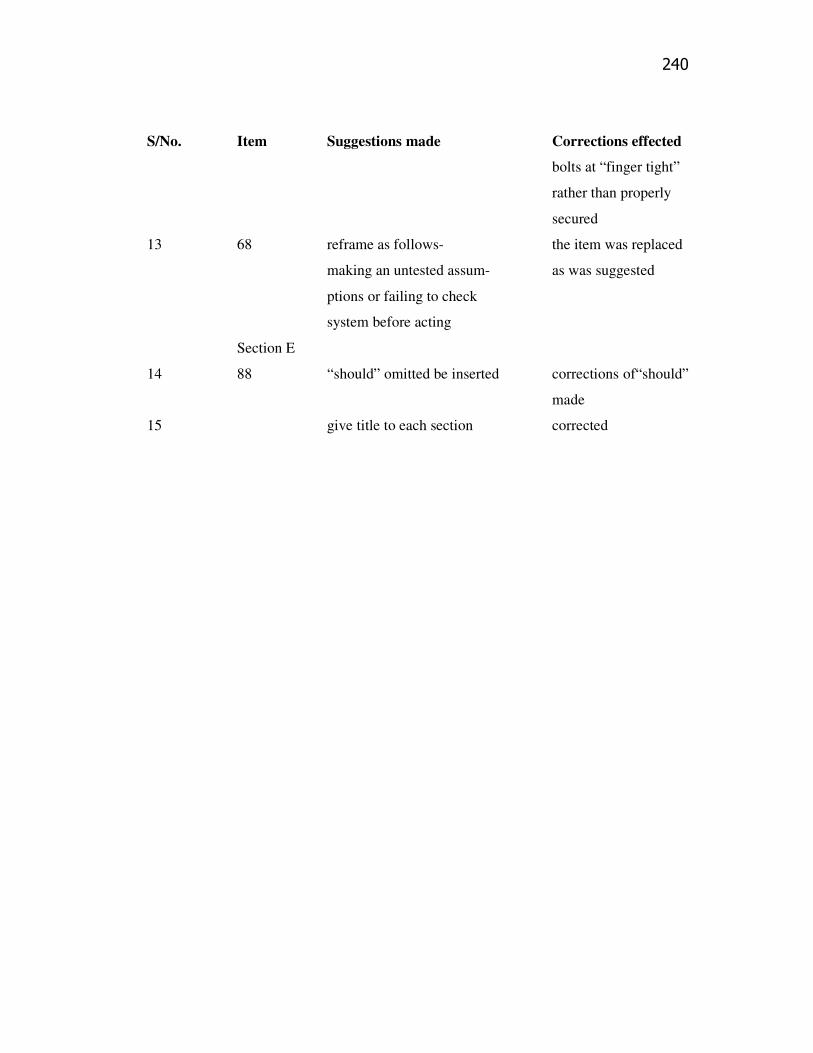
240
S/No. Item Suggestions made Corrections effected
bolts at “finger tight”
rather than properly
secured
13 68 reframe as follows- the item was replaced
making an untested assum- as was suggested
ptions or failing to check
system before acting
Section E
14 88 “should” omitted be inserted corrections of“should”
made
15 give title to each section corrected
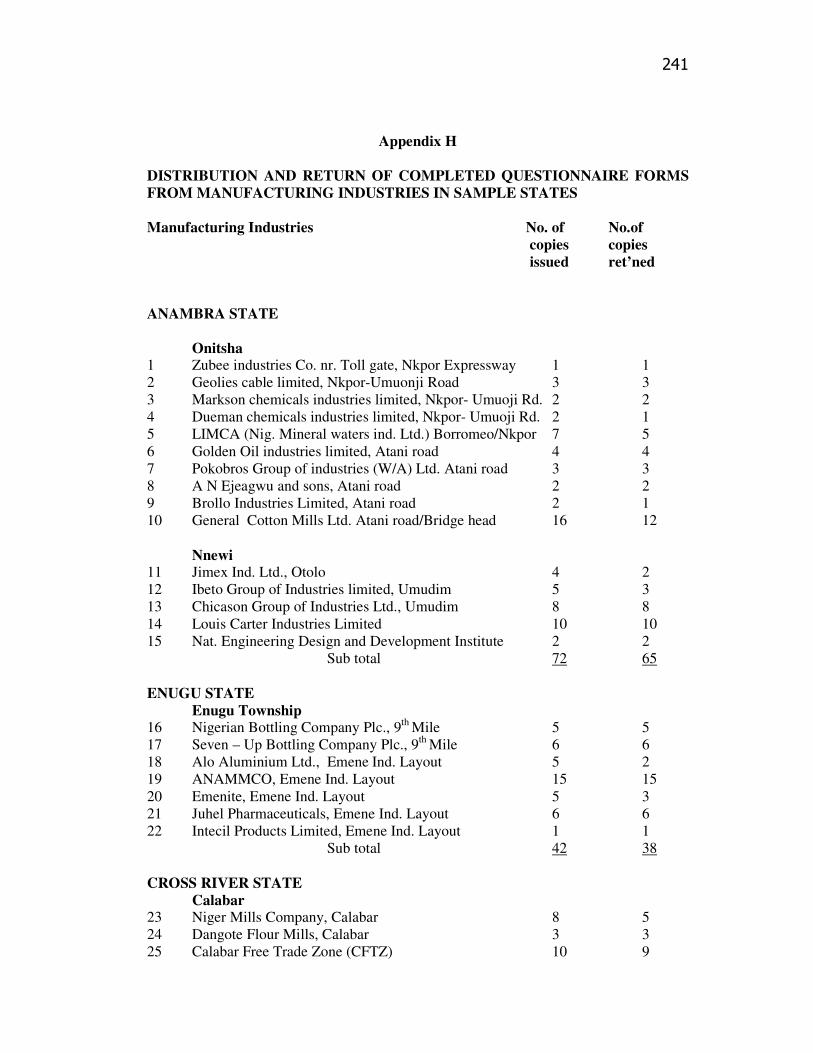
241
Appendix H
DISTRIBUTION AND RETURN OF COMPLETED QUESTIONNAIRE FORMS
FROM MANUFACTURING INDUSTRIES IN SAMPLE STATES
Manufacturing Industries No. of No.of
copies copies
issued ret’ned
ANAMBRA STATE
Onitsha 1 Zubee industries Co. nr. Toll gate, Nkpor Expressway 1 1 2 Geolies cable limited, Nkpor-Umuonji Road 3 3 3 Markson chemicals industries limited, Nkpor- Umuoji Rd. 2 2 4 Dueman chemicals industries limited, Nkpor- Umuoji Rd. 2 1 5 LIMCA (Nig. Mineral waters ind. Ltd.) Borromeo/Nkpor 7 5 6 Golden Oil industries limited, Atani road 4 4 7 Pokobros Group of industries (W/A) Ltd. Atani road 3 3 8 A N Ejeagwu and sons, Atani road 2 2 9 Brollo Industries Limited, Atani road 2 1 10 General Cotton Mills Ltd. Atani road/Bridge head 16 12
Nnewi 11 Jimex Ind. Ltd., Otolo 4 2 12 Ibeto Group of Industries limited, Umudim 5 3 13 Chicason Group of Industries Ltd., Umudim 8 8 14 Louis Carter Industries Limited 10 10 15 Nat. Engineering Design and Development Institute 2 2 Sub total 72 65
ENUGU STATE
Enugu Township 16 Nigerian Bottling Company Plc., 9th Mile 5 5 17 Seven – Up Bottling Company Plc., 9th Mile 6 6 18 Alo Aluminium Ltd., Emene Ind. Layout 5 2 19 ANAMMCO, Emene Ind. Layout 15 15 20 Emenite, Emene Ind. Layout 5 3 21 Juhel Pharmaceuticals, Emene Ind. Layout 6 6 22 Intecil Products Limited, Emene Ind. Layout 1 1 Sub total 42 38
CROSS RIVER STATE
Calabar 23 Niger Mills Company, Calabar 8 5 24 Dangote Flour Mills, Calabar 3 3 25 Calabar Free Trade Zone (CFTZ) 10 9
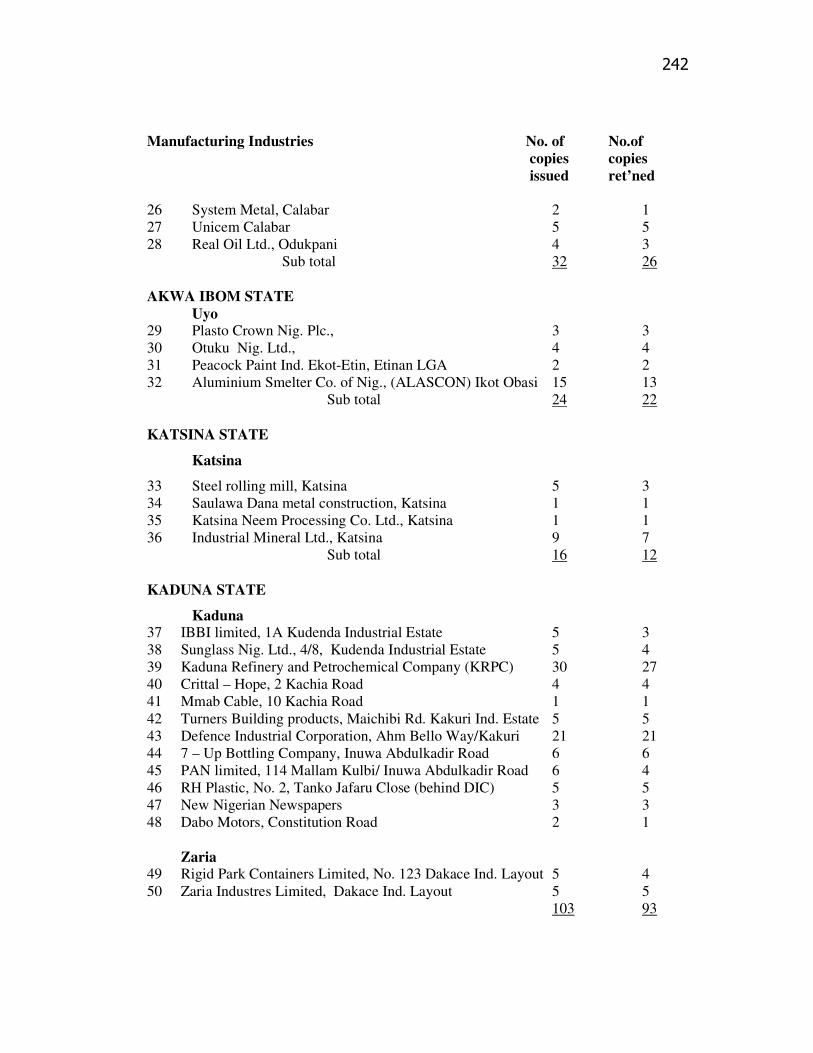
242
Manufacturing Industries No. of No.of
copies copies
issued ret’ned 26 System Metal, Calabar 2 1 27 Unicem Calabar 5 5 28 Real Oil Ltd., Odukpani 4 3
Sub total 32 26 AKWA IBOM STATE
Uyo 29 Plasto Crown Nig. Plc., 3 3 30 Otuku Nig. Ltd., 4 4 31 Peacock Paint Ind. Ekot-Etin, Etinan LGA 2 2 32 Aluminium Smelter Co. of Nig., (ALASCON) Ikot Obasi 15 13
Sub total 24 22
KATSINA STATE
Katsina
33 Steel rolling mill, Katsina 5 3 34 Saulawa Dana metal construction, Katsina 1 1 35 Katsina Neem Processing Co. Ltd., Katsina 1 1 36 Industrial Mineral Ltd., Katsina 9 7 Sub total 16 12
KADUNA STATE
Kaduna 37 IBBI limited, 1A Kudenda Industrial Estate 5 3 38 Sunglass Nig. Ltd., 4/8, Kudenda Industrial Estate 5 4 39 Kaduna Refinery and Petrochemical Company (KRPC) 30 27 40 Crittal – Hope, 2 Kachia Road 4 4 41 Mmab Cable, 10 Kachia Road 1 1 42 Turners Building products, Maichibi Rd. Kakuri Ind. Estate 5 5 43 Defence Industrial Corporation, Ahm Bello Way/Kakuri 21 21 44 7 – Up Bottling Company, Inuwa Abdulkadir Road 6 6 45 PAN limited, 114 Mallam Kulbi/ Inuwa Abdulkadir Road 6 4 46 RH Plastic, No. 2, Tanko Jafaru Close (behind DIC) 5 5 47 New Nigerian Newspapers 3 3 48 Dabo Motors, Constitution Road 2 1
Zaria 49 Rigid Park Containers Limited, No. 123 Dakace Ind. Layout 5 4 50 Zaria Industres Limited, Dakace Ind. Layout 5 5
103 93
243
Manufacturing Industries No. of No.of
copies copies
issued ret’ned
PLATEAU STATE Jos Security risk zone
OYO STATE
Ibadan
51 Zartech Nigeria Limited, Oluyole Industrial Estate 15 15 52 Wytak Limited, Oluyole Industrial Estate 5 5 53 Amir Plast Nig. Limited, Oluyole Industrial Estate 2 1 54 Black Horse Plastic Limited, Old Lagos Road 2 2 55 Assia Plastic Limited, Old Lagos Road 1 1 Sub total 25 24
KANO STATE
Kano
56 Royal Foam, Sharada Phase II 2 2 57 African Energy 6-A Nig. Ltd. 5 4 58 Mu’azu Inland Transport Ltd., Phase II 2 2 60 Dala Foods Nig. Ltd., Sharada Phase II 5 4 61 Kenson Electrical (Engr.) Work, 2 2 62 Agad Nig. Ltd., Phase II, Sharada Industrial estate 2 2 63 Bagco Sacks and Motors, Phase II, Sharada 5 3 64 Mamuda Industry, Chalana 5 3 65 Cello Paric, Sharada, Phase III 2 2 66 Dansa Food Nig. Ltd., Sharada, 4 3 67 Dangote Flour Mills Nig. Ltd., Sharada 4 4 Fatatan Nigeria Limited, Chalana 3 3 69 United Gases Nigeria Limited Chalana 3 2 70 Bua Flour Mills, Bompai 5 5 71 Unifoam Nigeria Limited 5 3 72 Vitafoam Manufacturing 2 2 73 Viva Polybag Nigeria Limited 4 2 Sub total 60 48
LAGOS STATE
Lagos
74 Jawa Pharmaceutical, Abimbola Industrial Estate 3 2 75 Afrotech Industries, Abimbola Industrial Estate 2 2 76 Afrab Chemicals Limited, Abimbola Industrial Estate 3 3 77 Limca Bottling Company, Abimbola Industrial Estate 7 7 78 Celplas industries, Ajao 3 3 79 Nuplas industries, Ajao Estate 3 3 80 Milenium 6 6 81 Capetex Ikeja 1 1
244
Manufacturing Industries No. of No.of
copies copies
issued ret’ned 82 E and O Power and Equipment Leasing Ltd Ikeja 4 4 83 Ipwa Plc 2 2 84 Mouka Ltd Ikeja Lagos 6 6 85 Primlaks 4 4 86 Maltex Plc 4 4 Sub total 48 47
Grand total 422 375
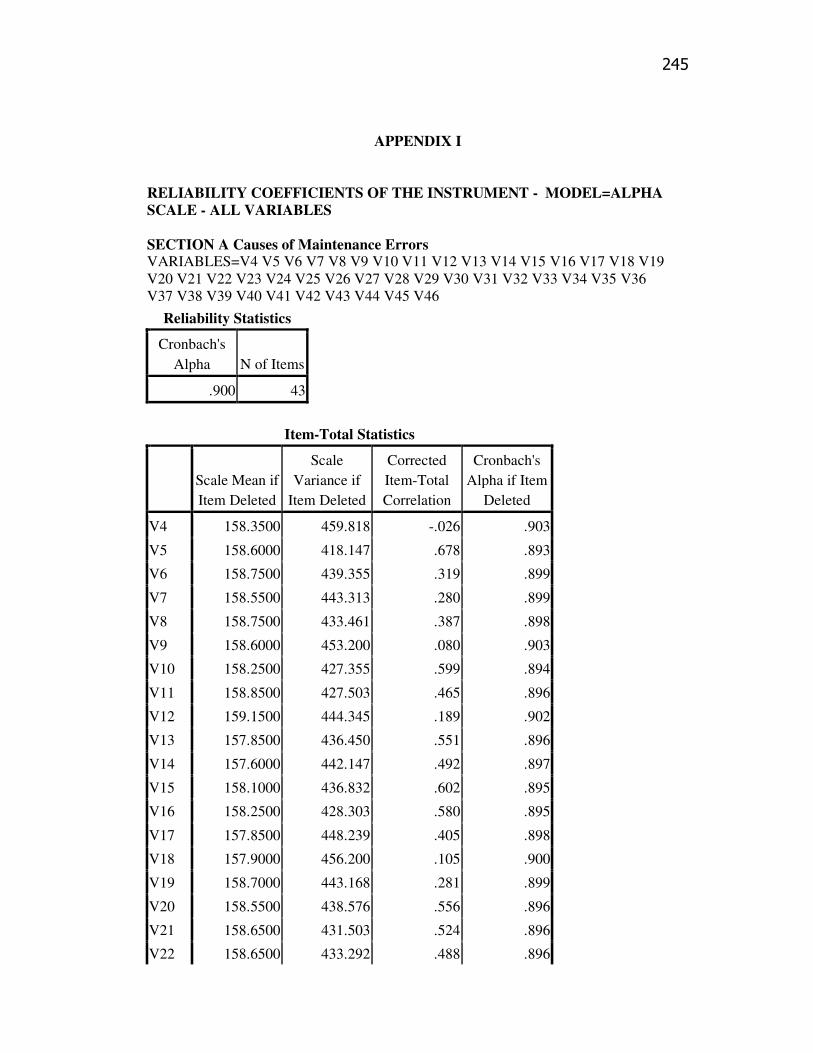
245
APPENDIX I
RELIABILITY COEFFICIENTS OF THE INSTRUMENT - MODEL=ALPHA SCALE - ALL VARIABLES SECTION A Causes of Maintenance Errors VARIABLES=V4 V5 V6 V7 V8 V9 V10 V11 V12 V13 V14 V15 V16 V17 V18 V19 V20 V21 V22 V23 V24 V25 V26 V27 V28 V29 V30 V31 V32 V33 V34 V35 V36 V37 V38 V39 V40 V41 V42 V43 V44 V45 V46
Reliability Statistics
Cronbach's
Alpha N of Items
.900 43
Item-Total Statistics
Scale Mean if
Item Deleted
Scale
Variance if
Item Deleted
Corrected
Item-Total
Correlation
Cronbach's
Alpha if Item
Deleted
V4 158.3500 459.818 -.026 .903
V5 158.6000 418.147 .678 .893
V6 158.7500 439.355 .319 .899
V7 158.5500 443.313 .280 .899
V8 158.7500 433.461 .387 .898
V9 158.6000 453.200 .080 .903
V10 158.2500 427.355 .599 .894
V11 158.8500 427.503 .465 .896
V12 159.1500 444.345 .189 .902
V13 157.8500 436.450 .551 .896
V14 157.6000 442.147 .492 .897
V15 158.1000 436.832 .602 .895
V16 158.2500 428.303 .580 .895
V17 157.8500 448.239 .405 .898
V18 157.9000 456.200 .105 .900
V19 158.7000 443.168 .281 .899
V20 158.5500 438.576 .556 .896
V21 158.6500 431.503 .524 .896
V22 158.6500 433.292 .488 .896
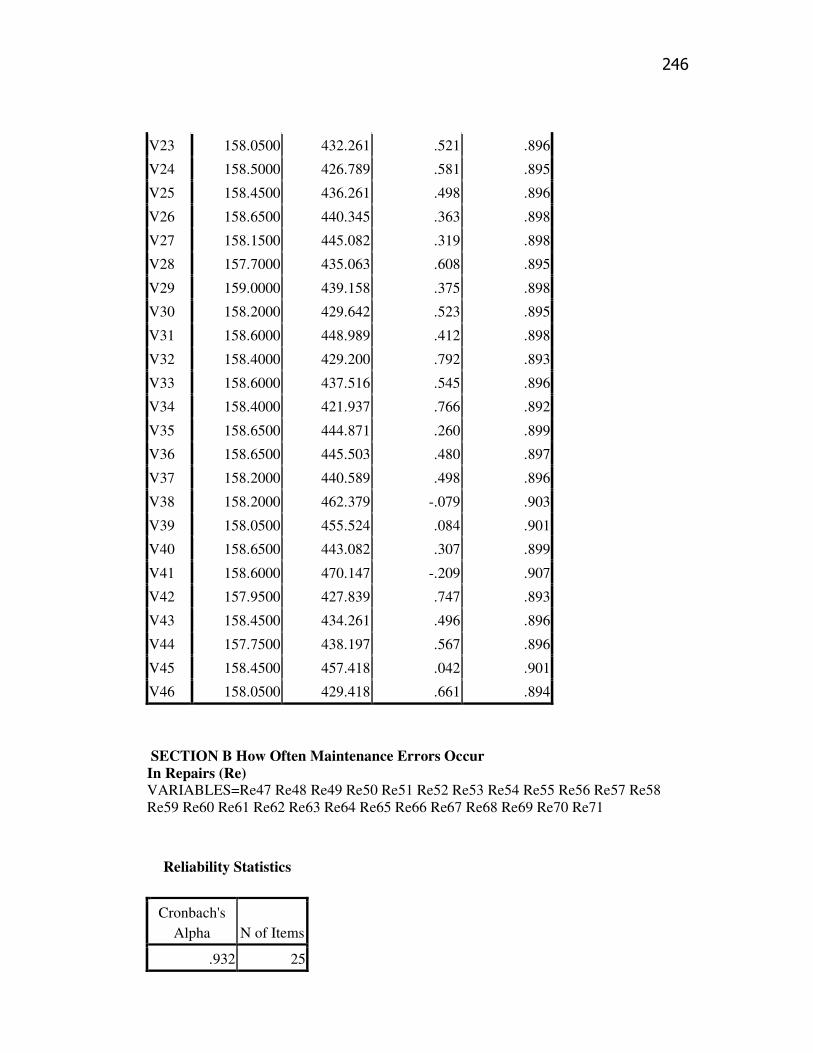
246
V23 158.0500 432.261 .521 .896
V24 158.5000 426.789 .581 .895
V25 158.4500 436.261 .498 .896
V26 158.6500 440.345 .363 .898
V27 158.1500 445.082 .319 .898
V28 157.7000 435.063 .608 .895
V29 159.0000 439.158 .375 .898
V30 158.2000 429.642 .523 .895
V31 158.6000 448.989 .412 .898
V32 158.4000 429.200 .792 .893
V33 158.6000 437.516 .545 .896
V34 158.4000 421.937 .766 .892
V35 158.6500 444.871 .260 .899
V36 158.6500 445.503 .480 .897
V37 158.2000 440.589 .498 .896
V38 158.2000 462.379 -.079 .903
V39 158.0500 455.524 .084 .901
V40 158.6500 443.082 .307 .899
V41 158.6000 470.147 -.209 .907
V42 157.9500 427.839 .747 .893
V43 158.4500 434.261 .496 .896
V44 157.7500 438.197 .567 .896
V45 158.4500 457.418 .042 .901
V46 158.0500 429.418 .661 .894
SECTION B How Often Maintenance Errors Occur In Repairs (Re) VARIABLES=Re47 Re48 Re49 Re50 Re51 Re52 Re53 Re54 Re55 Re56 Re57 Re58 Re59 Re60 Re61 Re62 Re63 Re64 Re65 Re66 Re67 Re68 Re69 Re70 Re71
Reliability Statistics
Cronbach's
Alpha N of Items
.932 25
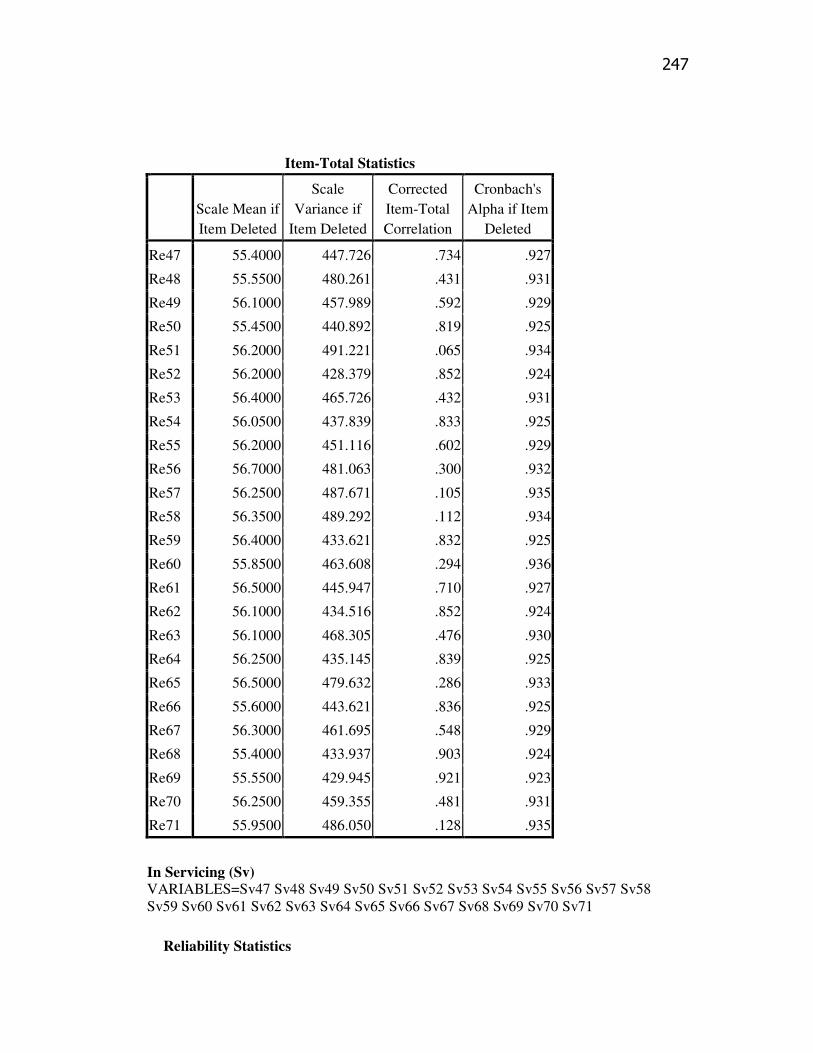
247
Item-Total Statistics
Scale Mean if
Item Deleted
Scale
Variance if
Item Deleted
Corrected
Item-Total
Correlation
Cronbach's
Alpha if Item
Deleted
Re47 55.4000 447.726 .734 .927
Re48 55.5500 480.261 .431 .931
Re49 56.1000 457.989 .592 .929
Re50 55.4500 440.892 .819 .925
Re51 56.2000 491.221 .065 .934
Re52 56.2000 428.379 .852 .924
Re53 56.4000 465.726 .432 .931
Re54 56.0500 437.839 .833 .925
Re55 56.2000 451.116 .602 .929
Re56 56.7000 481.063 .300 .932
Re57 56.2500 487.671 .105 .935
Re58 56.3500 489.292 .112 .934
Re59 56.4000 433.621 .832 .925
Re60 55.8500 463.608 .294 .936
Re61 56.5000 445.947 .710 .927
Re62 56.1000 434.516 .852 .924
Re63 56.1000 468.305 .476 .930
Re64 56.2500 435.145 .839 .925
Re65 56.5000 479.632 .286 .933
Re66 55.6000 443.621 .836 .925
Re67 56.3000 461.695 .548 .929
Re68 55.4000 433.937 .903 .924
Re69 55.5500 429.945 .921 .923
Re70 56.2500 459.355 .481 .931
Re71 55.9500 486.050 .128 .935
In Servicing (Sv) VARIABLES=Sv47 Sv48 Sv49 Sv50 Sv51 Sv52 Sv53 Sv54 Sv55 Sv56 Sv57 Sv58 Sv59 Sv60 Sv61 Sv62 Sv63 Sv64 Sv65 Sv66 Sv67 Sv68 Sv69 Sv70 Sv71
Reliability Statistics
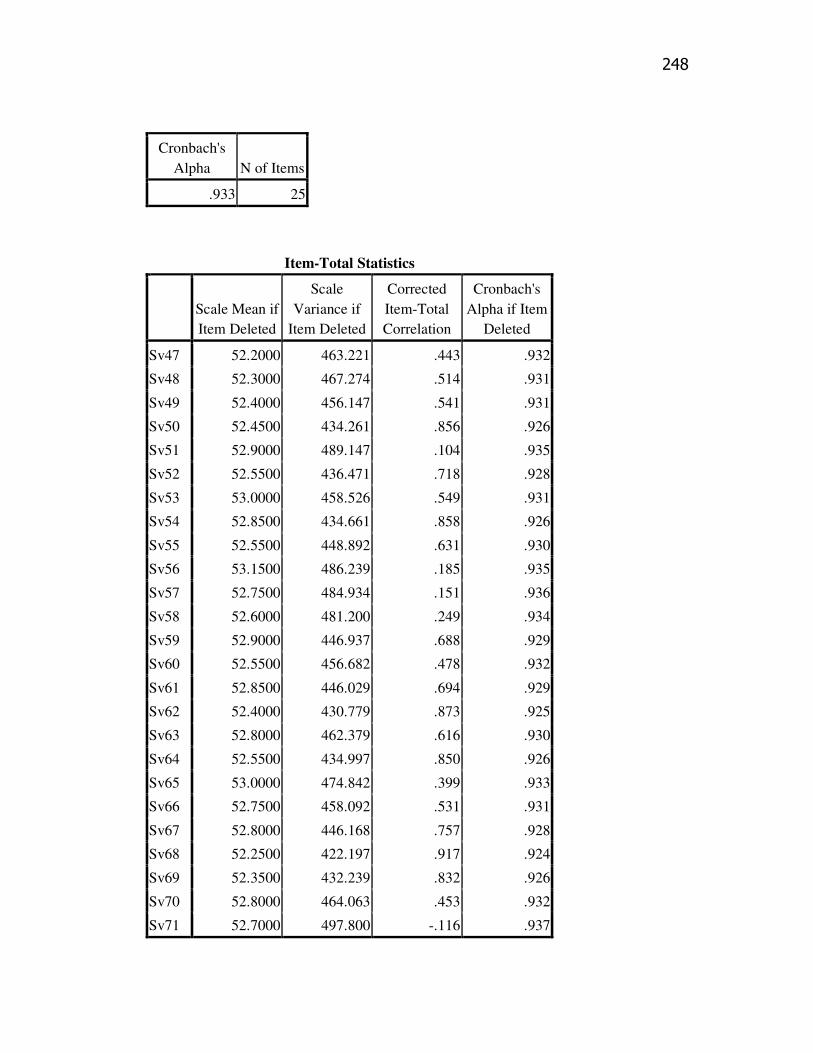
248
Cronbach's
Alpha N of Items
.933 25
Item-Total Statistics
Scale Mean if
Item Deleted
Scale
Variance if
Item Deleted
Corrected
Item-Total
Correlation
Cronbach's
Alpha if Item
Deleted
Sv47 52.2000 463.221 .443 .932
Sv48 52.3000 467.274 .514 .931
Sv49 52.4000 456.147 .541 .931
Sv50 52.4500 434.261 .856 .926
Sv51 52.9000 489.147 .104 .935
Sv52 52.5500 436.471 .718 .928
Sv53 53.0000 458.526 .549 .931
Sv54 52.8500 434.661 .858 .926
Sv55 52.5500 448.892 .631 .930
Sv56 53.1500 486.239 .185 .935
Sv57 52.7500 484.934 .151 .936
Sv58 52.6000 481.200 .249 .934
Sv59 52.9000 446.937 .688 .929
Sv60 52.5500 456.682 .478 .932
Sv61 52.8500 446.029 .694 .929
Sv62 52.4000 430.779 .873 .925
Sv63 52.8000 462.379 .616 .930
Sv64 52.5500 434.997 .850 .926
Sv65 53.0000 474.842 .399 .933
Sv66 52.7500 458.092 .531 .931
Sv67 52.8000 446.168 .757 .928
Sv68 52.2500 422.197 .917 .924
Sv69 52.3500 432.239 .832 .926
Sv70 52.8000 464.063 .453 .932
Sv71 52.7000 497.800 -.116 .937
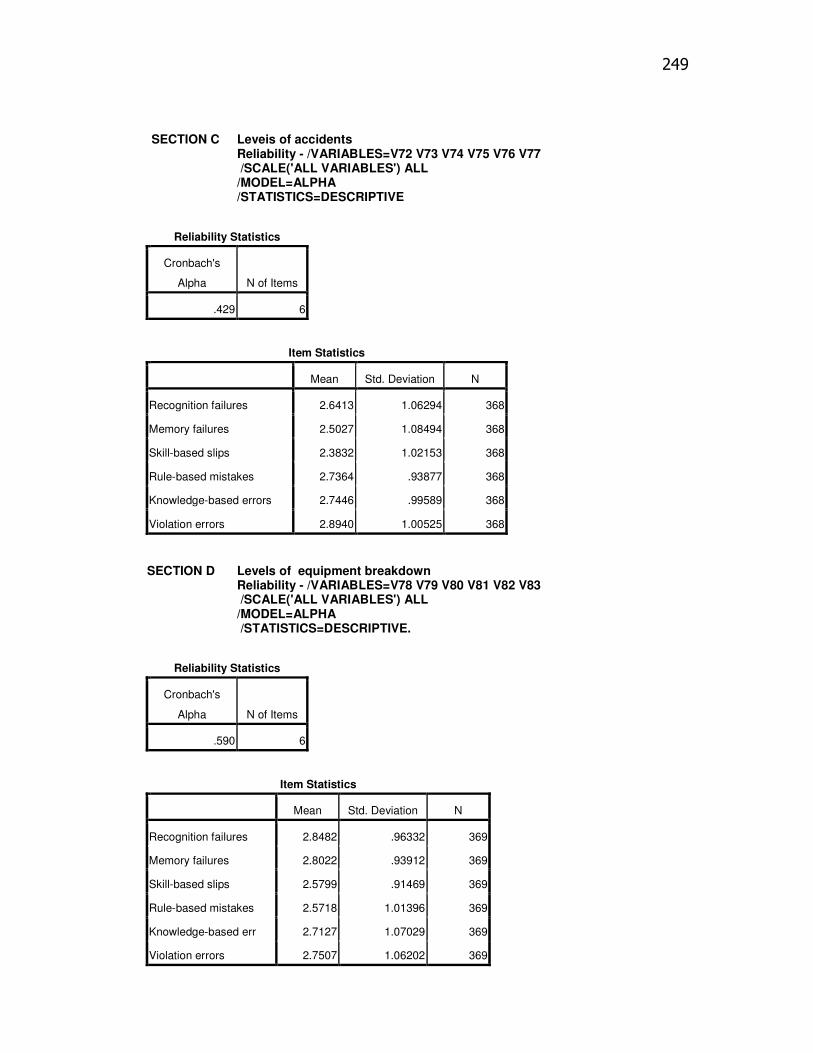
249
SECTION C Leveis of accidents Reliability - /VARIABLES=V72 V73 V74 V75 V76 V77
/SCALE('ALL VARIABLES') ALL /MODEL=ALPHA /STATISTICS=DESCRIPTIVE
Reliability Statistics
Cronbach's
Alpha N of Items
.429 6
Item Statistics
Mean Std. Deviation N
Recognition failures 2.6413 1.06294 368
Memory failures 2.5027 1.08494 368
Skill-based slips 2.3832 1.02153 368
Rule-based mistakes 2.7364 .93877 368
Knowledge-based errors 2.7446 .99589 368
Violation errors 2.8940 1.00525 368
SECTION D Levels of equipment breakdown
Reliability - /VARIABLES=V78 V79 V80 V81 V82 V83 /SCALE('ALL VARIABLES') ALL /MODEL=ALPHA /STATISTICS=DESCRIPTIVE.
Reliability Statistics
Cronbach's
Alpha N of Items
.590 6
Item Statistics
Mean Std. Deviation N
Recognition failures 2.8482 .96332 369
Memory failures 2.8022 .93912 369
Skill-based slips 2.5799 .91469 369
Rule-based mistakes 2.5718 1.01396 369
Knowledge-based err 2.7127 1.07029 369
Violation errors 2.7507 1.06202 369
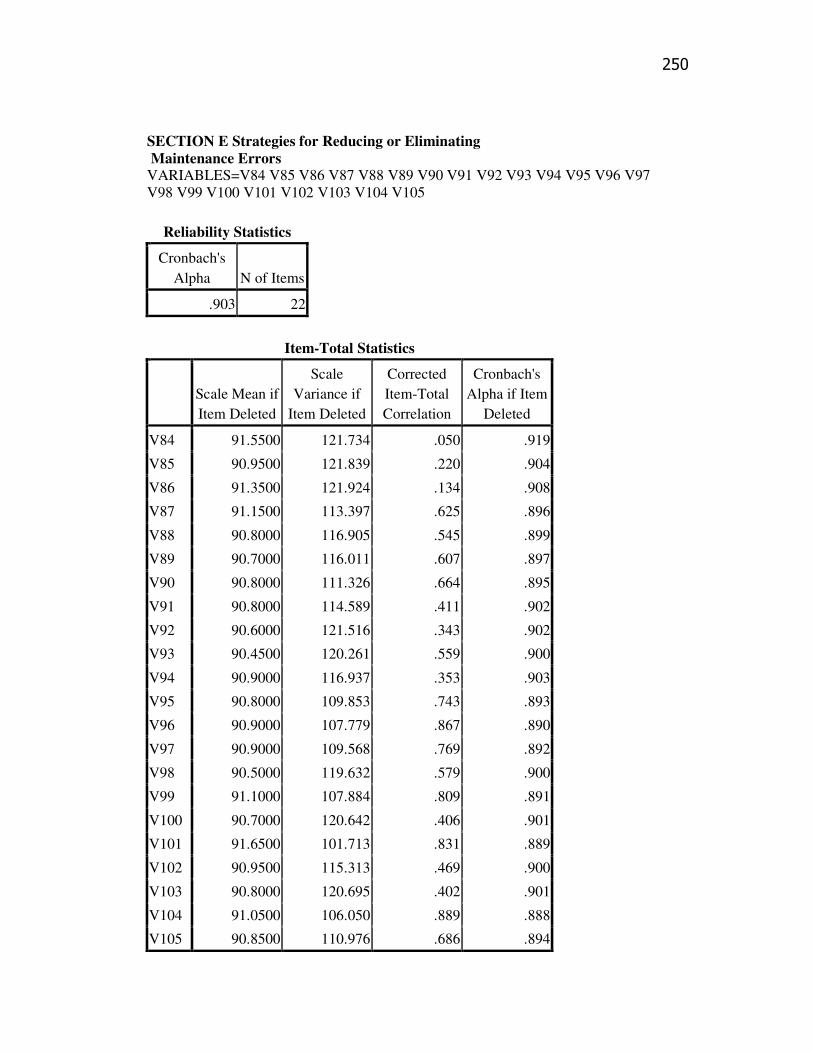
250
SECTION E Strategies for Reducing or Eliminating Maintenance Errors VARIABLES=V84 V85 V86 V87 V88 V89 V90 V91 V92 V93 V94 V95 V96 V97 V98 V99 V100 V101 V102 V103 V104 V105
Reliability Statistics
Cronbach's
Alpha N of Items
.903 22
Item-Total Statistics
Scale Mean if
Item Deleted
Scale
Variance if
Item Deleted
Corrected
Item-Total
Correlation
Cronbach's
Alpha if Item
Deleted
V84 91.5500 121.734 .050 .919
V85 90.9500 121.839 .220 .904
V86 91.3500 121.924 .134 .908
V87 91.1500 113.397 .625 .896
V88 90.8000 116.905 .545 .899
V89 90.7000 116.011 .607 .897
V90 90.8000 111.326 .664 .895
V91 90.8000 114.589 .411 .902
V92 90.6000 121.516 .343 .902
V93 90.4500 120.261 .559 .900
V94 90.9000 116.937 .353 .903
V95 90.8000 109.853 .743 .893
V96 90.9000 107.779 .867 .890
V97 90.9000 109.568 .769 .892
V98 90.5000 119.632 .579 .900
V99 91.1000 107.884 .809 .891
V100 90.7000 120.642 .406 .901
V101 91.6500 101.713 .831 .889
V102 90.9500 115.313 .469 .900
V103 90.8000 120.695 .402 .901
V104 91.0500 106.050 .889 .888
V105 90.8500 110.976 .686 .894
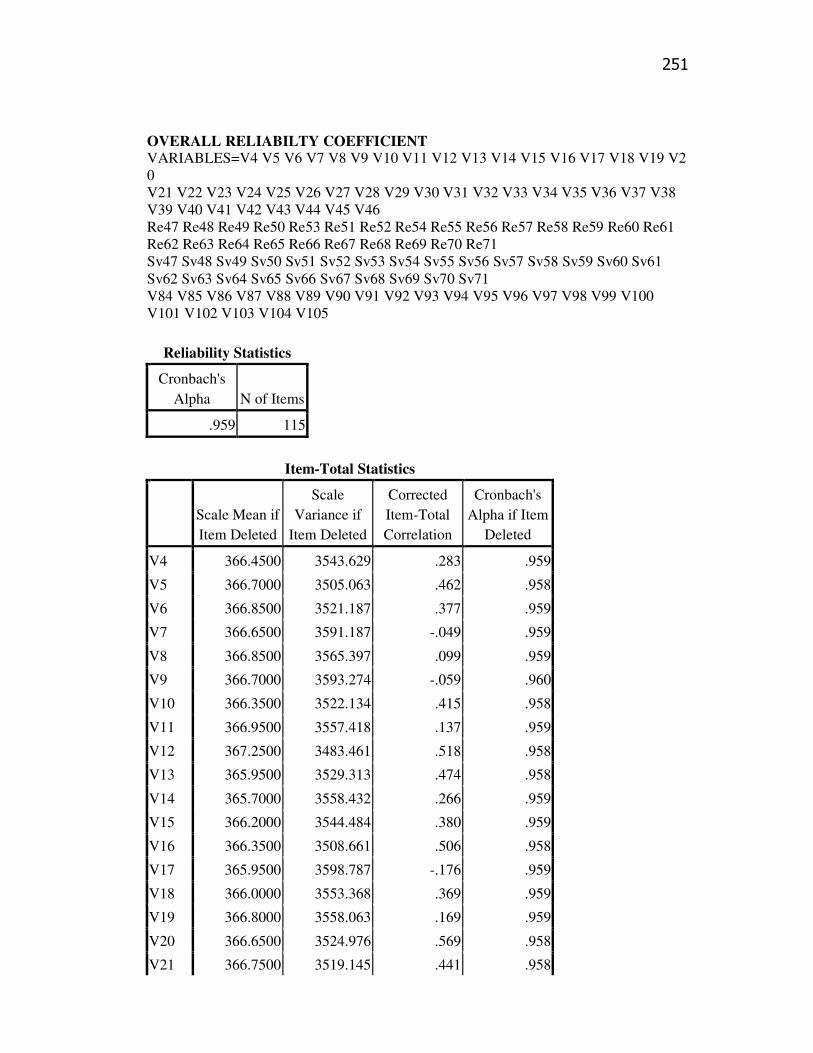
251
OVERALL RELIABILTY COEFFICIENT VARIABLES=V4 V5 V6 V7 V8 V9 V10 V11 V12 V13 V14 V15 V16 V17 V18 V19 V20 V21 V22 V23 V24 V25 V26 V27 V28 V29 V30 V31 V32 V33 V34 V35 V36 V37 V38 V39 V40 V41 V42 V43 V44 V45 V46 Re47 Re48 Re49 Re50 Re53 Re51 Re52 Re54 Re55 Re56 Re57 Re58 Re59 Re60 Re61 Re62 Re63 Re64 Re65 Re66 Re67 Re68 Re69 Re70 Re71 Sv47 Sv48 Sv49 Sv50 Sv51 Sv52 Sv53 Sv54 Sv55 Sv56 Sv57 Sv58 Sv59 Sv60 Sv61 Sv62 Sv63 Sv64 Sv65 Sv66 Sv67 Sv68 Sv69 Sv70 Sv71 V84 V85 V86 V87 V88 V89 V90 V91 V92 V93 V94 V95 V96 V97 V98 V99 V100 V101 V102 V103 V104 V105
Reliability Statistics
Cronbach's
Alpha N of Items
.959 115
Item-Total Statistics
Scale Mean if
Item Deleted
Scale
Variance if
Item Deleted
Corrected
Item-Total
Correlation
Cronbach's
Alpha if Item
Deleted
V4 366.4500 3543.629 .283 .959
V5 366.7000 3505.063 .462 .958
V6 366.8500 3521.187 .377 .959
V7 366.6500 3591.187 -.049 .959
V8 366.8500 3565.397 .099 .959
V9 366.7000 3593.274 -.059 .960
V10 366.3500 3522.134 .415 .958
V11 366.9500 3557.418 .137 .959
V12 367.2500 3483.461 .518 .958
V13 365.9500 3529.313 .474 .958
V14 365.7000 3558.432 .266 .959
V15 366.2000 3544.484 .380 .959
V16 366.3500 3508.661 .506 .958
V17 365.9500 3598.787 -.176 .959
V18 366.0000 3553.368 .369 .959
V19 366.8000 3558.063 .169 .959
V20 366.6500 3524.976 .569 .958
V21 366.7500 3519.145 .441 .958
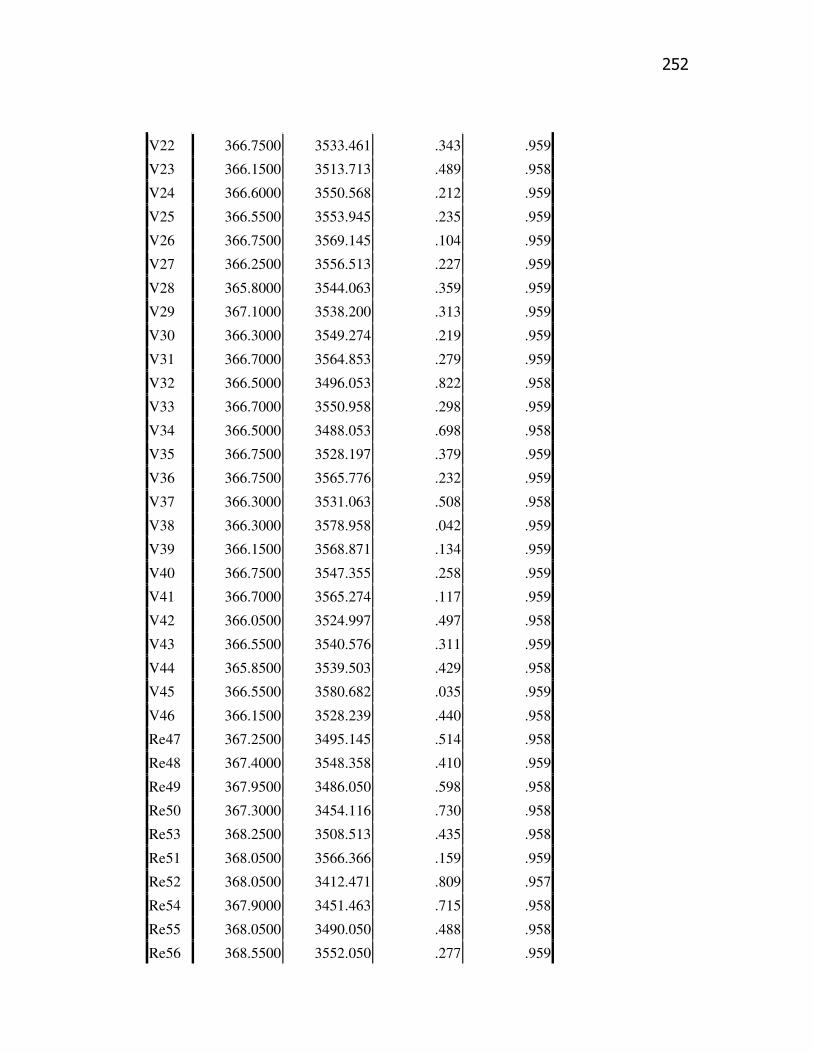
252
V22 366.7500 3533.461 .343 .959
V23 366.1500 3513.713 .489 .958
V24 366.6000 3550.568 .212 .959
V25 366.5500 3553.945 .235 .959
V26 366.7500 3569.145 .104 .959
V27 366.2500 3556.513 .227 .959
V28 365.8000 3544.063 .359 .959
V29 367.1000 3538.200 .313 .959
V30 366.3000 3549.274 .219 .959
V31 366.7000 3564.853 .279 .959
V32 366.5000 3496.053 .822 .958
V33 366.7000 3550.958 .298 .959
V34 366.5000 3488.053 .698 .958
V35 366.7500 3528.197 .379 .959
V36 366.7500 3565.776 .232 .959
V37 366.3000 3531.063 .508 .958
V38 366.3000 3578.958 .042 .959
V39 366.1500 3568.871 .134 .959
V40 366.7500 3547.355 .258 .959
V41 366.7000 3565.274 .117 .959
V42 366.0500 3524.997 .497 .958
V43 366.5500 3540.576 .311 .959
V44 365.8500 3539.503 .429 .958
V45 366.5500 3580.682 .035 .959
V46 366.1500 3528.239 .440 .958
Re47 367.2500 3495.145 .514 .958
Re48 367.4000 3548.358 .410 .959
Re49 367.9500 3486.050 .598 .958
Re50 367.3000 3454.116 .730 .958
Re53 368.2500 3508.513 .435 .958
Re51 368.0500 3566.366 .159 .959
Re52 368.0500 3412.471 .809 .957
Re54 367.9000 3451.463 .715 .958
Re55 368.0500 3490.050 .488 .958
Re56 368.5500 3552.050 .277 .959
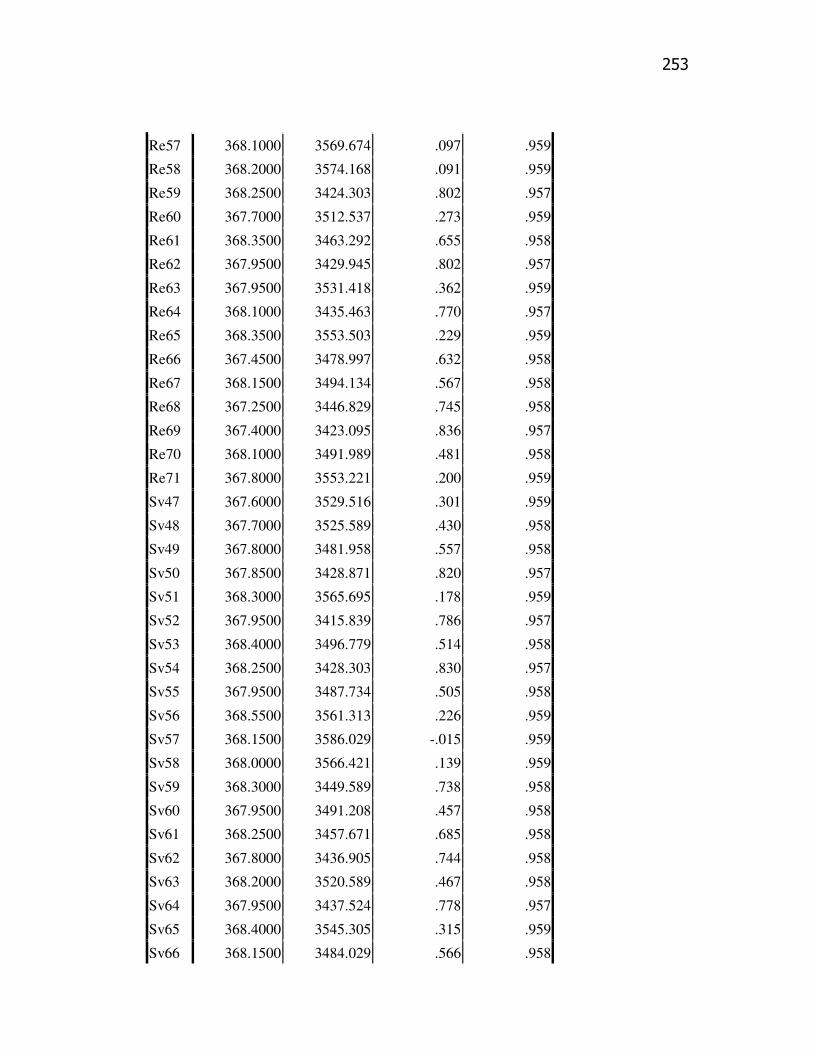
253
Re57 368.1000 3569.674 .097 .959
Re58 368.2000 3574.168 .091 .959
Re59 368.2500 3424.303 .802 .957
Re60 367.7000 3512.537 .273 .959
Re61 368.3500 3463.292 .655 .958
Re62 367.9500 3429.945 .802 .957
Re63 367.9500 3531.418 .362 .959
Re64 368.1000 3435.463 .770 .957
Re65 368.3500 3553.503 .229 .959
Re66 367.4500 3478.997 .632 .958
Re67 368.1500 3494.134 .567 .958
Re68 367.2500 3446.829 .745 .958
Re69 367.4000 3423.095 .836 .957
Re70 368.1000 3491.989 .481 .958
Re71 367.8000 3553.221 .200 .959
Sv47 367.6000 3529.516 .301 .959
Sv48 367.7000 3525.589 .430 .958
Sv49 367.8000 3481.958 .557 .958
Sv50 367.8500 3428.871 .820 .957
Sv51 368.3000 3565.695 .178 .959
Sv52 367.9500 3415.839 .786 .957
Sv53 368.4000 3496.779 .514 .958
Sv54 368.2500 3428.303 .830 .957
Sv55 367.9500 3487.734 .505 .958
Sv56 368.5500 3561.313 .226 .959
Sv57 368.1500 3586.029 -.015 .959
Sv58 368.0000 3566.421 .139 .959
Sv59 368.3000 3449.589 .738 .958
Sv60 367.9500 3491.208 .457 .958
Sv61 368.2500 3457.671 .685 .958
Sv62 367.8000 3436.905 .744 .958
Sv63 368.2000 3520.589 .467 .958
Sv64 367.9500 3437.524 .778 .957
Sv65 368.4000 3545.305 .315 .959
Sv66 368.1500 3484.029 .566 .958
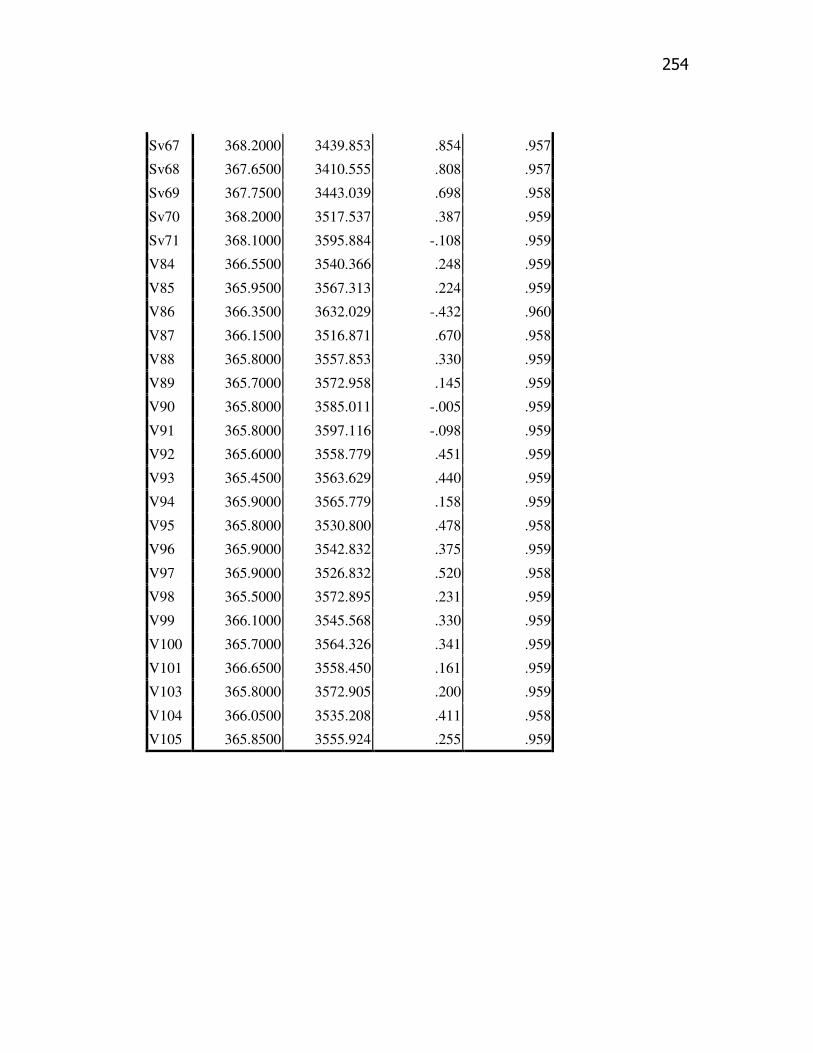
254
Sv67 368.2000 3439.853 .854 .957
Sv68 367.6500 3410.555 .808 .957
Sv69 367.7500 3443.039 .698 .958
Sv70 368.2000 3517.537 .387 .959
Sv71 368.1000 3595.884 -.108 .959
V84 366.5500 3540.366 .248 .959
V85 365.9500 3567.313 .224 .959
V86 366.3500 3632.029 -.432 .960
V87 366.1500 3516.871 .670 .958
V88 365.8000 3557.853 .330 .959
V89 365.7000 3572.958 .145 .959
V90 365.8000 3585.011 -.005 .959
V91 365.8000 3597.116 -.098 .959
V92 365.6000 3558.779 .451 .959
V93 365.4500 3563.629 .440 .959
V94 365.9000 3565.779 .158 .959
V95 365.8000 3530.800 .478 .958
V96 365.9000 3542.832 .375 .959
V97 365.9000 3526.832 .520 .958
V98 365.5000 3572.895 .231 .959
V99 366.1000 3545.568 .330 .959
V100 365.7000 3564.326 .341 .959
V101 366.6500 3558.450 .161 .959
V103 365.8000 3572.905 .200 .959
V104 366.0500 3535.208 .411 .958
V105 365.8500 3555.924 .255 .959
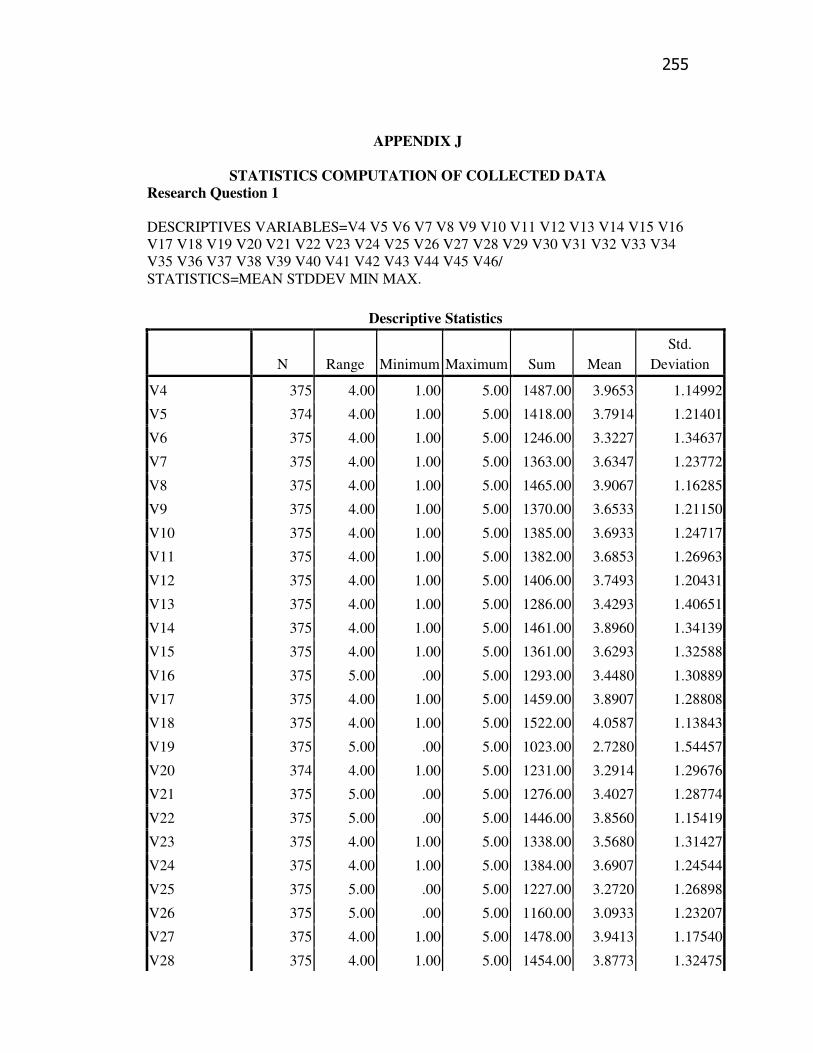
255
APPENDIX J
STATISTICS COMPUTATION OF COLLECTED DATA Research Question 1
DESCRIPTIVES VARIABLES=V4 V5 V6 V7 V8 V9 V10 V11 V12 V13 V14 V15 V16 V17 V18 V19 V20 V21 V22 V23 V24 V25 V26 V27 V28 V29 V30 V31 V32 V33 V34 V35 V36 V37 V38 V39 V40 V41 V42 V43 V44 V45 V46/ STATISTICS=MEAN STDDEV MIN MAX.
Descriptive Statistics
N Range Minimum Maximum Sum Mean
Std.
Deviation
V4 375 4.00 1.00 5.00 1487.00 3.9653 1.14992
V5 374 4.00 1.00 5.00 1418.00 3.7914 1.21401
V6 375 4.00 1.00 5.00 1246.00 3.3227 1.34637
V7 375 4.00 1.00 5.00 1363.00 3.6347 1.23772
V8 375 4.00 1.00 5.00 1465.00 3.9067 1.16285
V9 375 4.00 1.00 5.00 1370.00 3.6533 1.21150
V10 375 4.00 1.00 5.00 1385.00 3.6933 1.24717
V11 375 4.00 1.00 5.00 1382.00 3.6853 1.26963
V12 375 4.00 1.00 5.00 1406.00 3.7493 1.20431
V13 375 4.00 1.00 5.00 1286.00 3.4293 1.40651
V14 375 4.00 1.00 5.00 1461.00 3.8960 1.34139
V15 375 4.00 1.00 5.00 1361.00 3.6293 1.32588
V16 375 5.00 .00 5.00 1293.00 3.4480 1.30889
V17 375 4.00 1.00 5.00 1459.00 3.8907 1.28808
V18 375 4.00 1.00 5.00 1522.00 4.0587 1.13843
V19 375 5.00 .00 5.00 1023.00 2.7280 1.54457
V20 374 4.00 1.00 5.00 1231.00 3.2914 1.29676
V21 375 5.00 .00 5.00 1276.00 3.4027 1.28774
V22 375 5.00 .00 5.00 1446.00 3.8560 1.15419
V23 375 4.00 1.00 5.00 1338.00 3.5680 1.31427
V24 375 4.00 1.00 5.00 1384.00 3.6907 1.24544
V25 375 5.00 .00 5.00 1227.00 3.2720 1.26898
V26 375 5.00 .00 5.00 1160.00 3.0933 1.23207
V27 375 4.00 1.00 5.00 1478.00 3.9413 1.17540
V28 375 4.00 1.00 5.00 1454.00 3.8773 1.32475
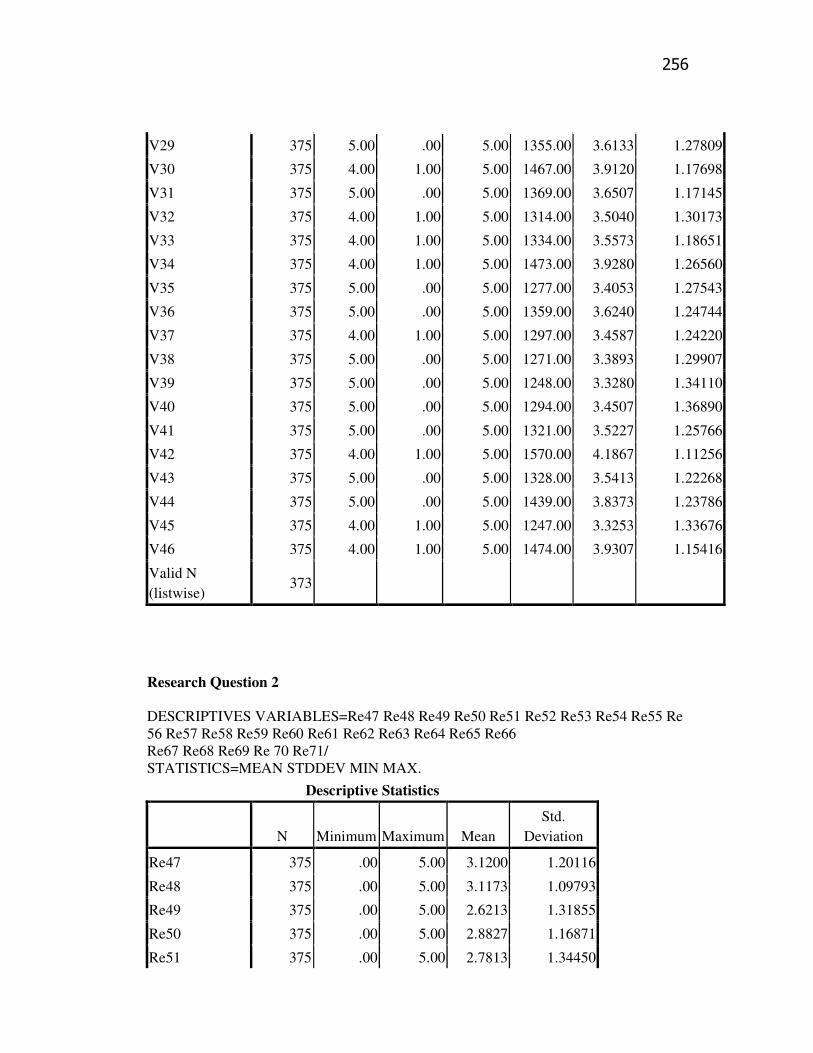
256
V29 375 5.00 .00 5.00 1355.00 3.6133 1.27809
V30 375 4.00 1.00 5.00 1467.00 3.9120 1.17698
V31 375 5.00 .00 5.00 1369.00 3.6507 1.17145
V32 375 4.00 1.00 5.00 1314.00 3.5040 1.30173
V33 375 4.00 1.00 5.00 1334.00 3.5573 1.18651
V34 375 4.00 1.00 5.00 1473.00 3.9280 1.26560
V35 375 5.00 .00 5.00 1277.00 3.4053 1.27543
V36 375 5.00 .00 5.00 1359.00 3.6240 1.24744
V37 375 4.00 1.00 5.00 1297.00 3.4587 1.24220
V38 375 5.00 .00 5.00 1271.00 3.3893 1.29907
V39 375 5.00 .00 5.00 1248.00 3.3280 1.34110
V40 375 5.00 .00 5.00 1294.00 3.4507 1.36890
V41 375 5.00 .00 5.00 1321.00 3.5227 1.25766
V42 375 4.00 1.00 5.00 1570.00 4.1867 1.11256
V43 375 5.00 .00 5.00 1328.00 3.5413 1.22268
V44 375 5.00 .00 5.00 1439.00 3.8373 1.23786
V45 375 4.00 1.00 5.00 1247.00 3.3253 1.33676
V46 375 4.00 1.00 5.00 1474.00 3.9307 1.15416
Valid N
(listwise) 373
Research Question 2 DESCRIPTIVES VARIABLES=Re47 Re48 Re49 Re50 Re51 Re52 Re53 Re54 Re55 Re56 Re57 Re58 Re59 Re60 Re61 Re62 Re63 Re64 Re65 Re66 Re67 Re68 Re69 Re 70 Re71/ STATISTICS=MEAN STDDEV MIN MAX.
Descriptive Statistics
N Minimum Maximum Mean
Std.
Deviation
Re47 375 .00 5.00 3.1200 1.20116
Re48 375 .00 5.00 3.1173 1.09793
Re49 375 .00 5.00 2.6213 1.31855
Re50 375 .00 5.00 2.8827 1.16871
Re51 375 .00 5.00 2.7813 1.34450
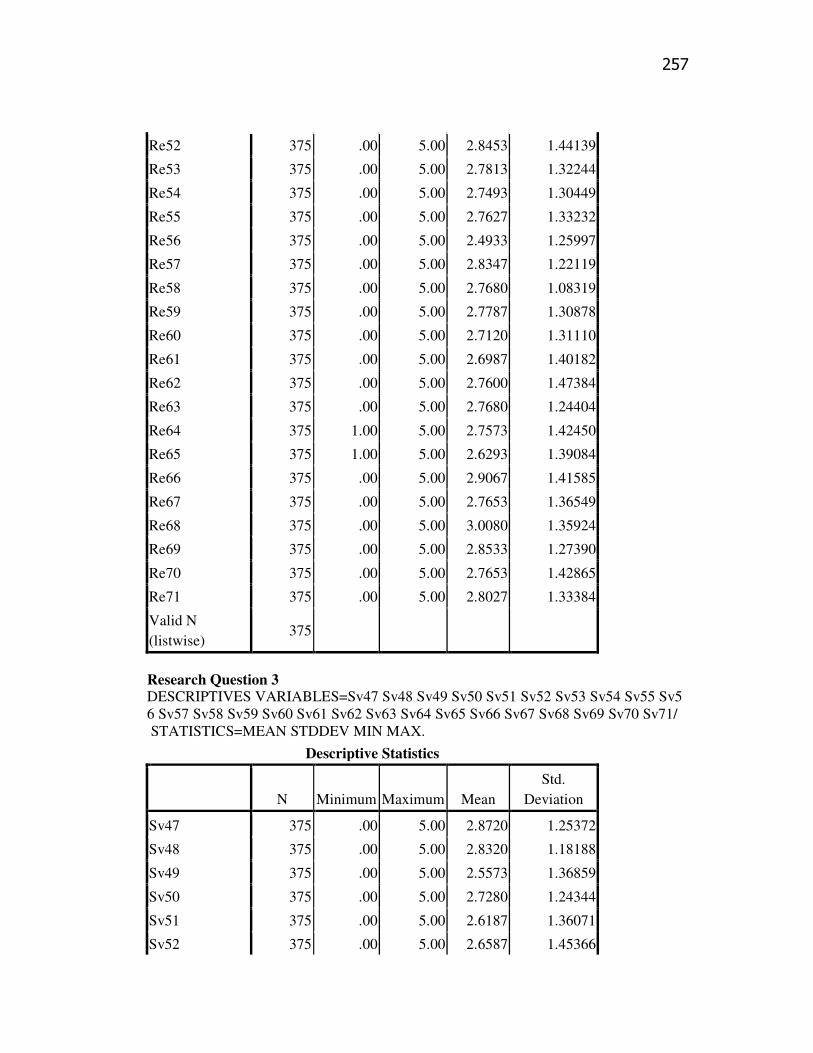
257
Re52 375 .00 5.00 2.8453 1.44139
Re53 375 .00 5.00 2.7813 1.32244
Re54 375 .00 5.00 2.7493 1.30449
Re55 375 .00 5.00 2.7627 1.33232
Re56 375 .00 5.00 2.4933 1.25997
Re57 375 .00 5.00 2.8347 1.22119
Re58 375 .00 5.00 2.7680 1.08319
Re59 375 .00 5.00 2.7787 1.30878
Re60 375 .00 5.00 2.7120 1.31110
Re61 375 .00 5.00 2.6987 1.40182
Re62 375 .00 5.00 2.7600 1.47384
Re63 375 .00 5.00 2.7680 1.24404
Re64 375 1.00 5.00 2.7573 1.42450
Re65 375 1.00 5.00 2.6293 1.39084
Re66 375 .00 5.00 2.9067 1.41585
Re67 375 .00 5.00 2.7653 1.36549
Re68 375 .00 5.00 3.0080 1.35924
Re69 375 .00 5.00 2.8533 1.27390
Re70 375 .00 5.00 2.7653 1.42865
Re71 375 .00 5.00 2.8027 1.33384
Valid N
(listwise) 375
Research Question 3 DESCRIPTIVES VARIABLES=Sv47 Sv48 Sv49 Sv50 Sv51 Sv52 Sv53 Sv54 Sv55 Sv56 Sv57 Sv58 Sv59 Sv60 Sv61 Sv62 Sv63 Sv64 Sv65 Sv66 Sv67 Sv68 Sv69 Sv70 Sv71/ STATISTICS=MEAN STDDEV MIN MAX.
Descriptive Statistics
N Minimum Maximum Mean
Std.
Deviation
Sv47 375 .00 5.00 2.8720 1.25372
Sv48 375 .00 5.00 2.8320 1.18188
Sv49 375 .00 5.00 2.5573 1.36859
Sv50 375 .00 5.00 2.7280 1.24344
Sv51 375 .00 5.00 2.6187 1.36071
Sv52 375 .00 5.00 2.6587 1.45366
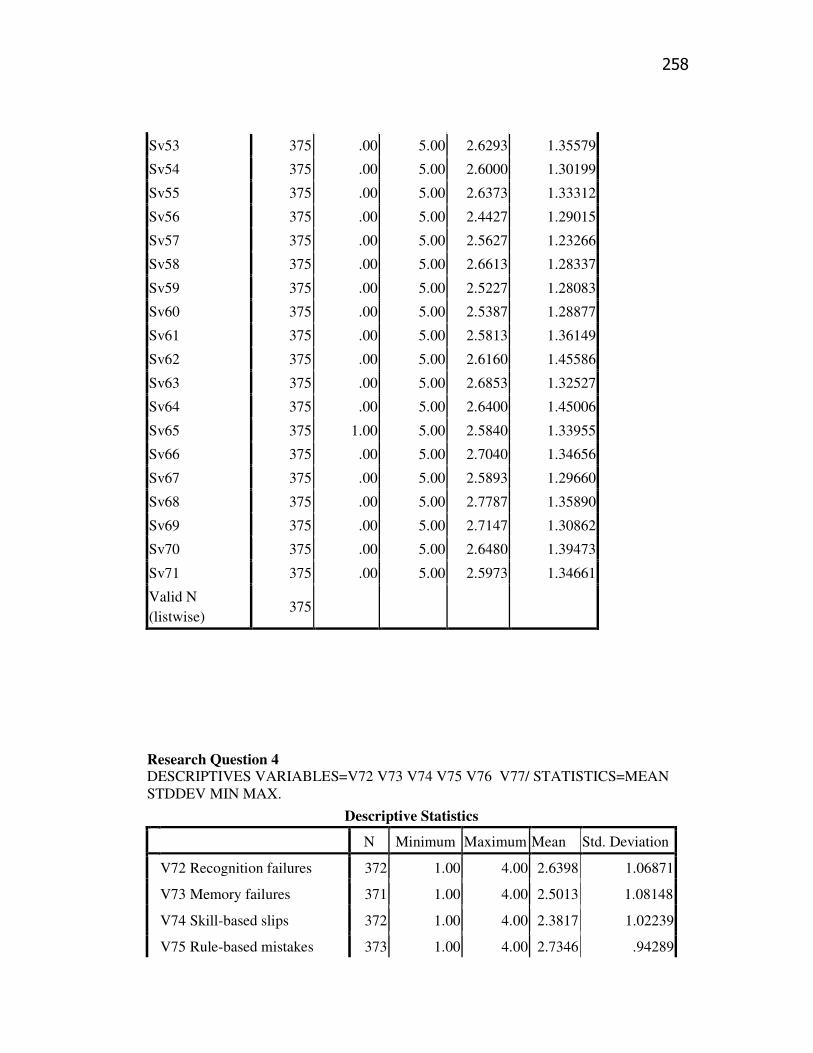
258
Sv53 375 .00 5.00 2.6293 1.35579
Sv54 375 .00 5.00 2.6000 1.30199
Sv55 375 .00 5.00 2.6373 1.33312
Sv56 375 .00 5.00 2.4427 1.29015
Sv57 375 .00 5.00 2.5627 1.23266
Sv58 375 .00 5.00 2.6613 1.28337
Sv59 375 .00 5.00 2.5227 1.28083
Sv60 375 .00 5.00 2.5387 1.28877
Sv61 375 .00 5.00 2.5813 1.36149
Sv62 375 .00 5.00 2.6160 1.45586
Sv63 375 .00 5.00 2.6853 1.32527
Sv64 375 .00 5.00 2.6400 1.45006
Sv65 375 1.00 5.00 2.5840 1.33955
Sv66 375 .00 5.00 2.7040 1.34656
Sv67 375 .00 5.00 2.5893 1.29660
Sv68 375 .00 5.00 2.7787 1.35890
Sv69 375 .00 5.00 2.7147 1.30862
Sv70 375 .00 5.00 2.6480 1.39473
Sv71 375 .00 5.00 2.5973 1.34661
Valid N
(listwise) 375
Research Question 4 DESCRIPTIVES VARIABLES=V72 V73 V74 V75 V76 V77/ STATISTICS=MEAN STDDEV MIN MAX.
Descriptive Statistics
N Minimum Maximum Mean Std. Deviation
V72 Recognition failures 372 1.00 4.00 2.6398 1.06871
V73 Memory failures 371 1.00 4.00 2.5013 1.08148
V74 Skill-based slips 372 1.00 4.00 2.3817 1.02239
V75 Rule-based mistakes 373 1.00 4.00 2.7346 .94289
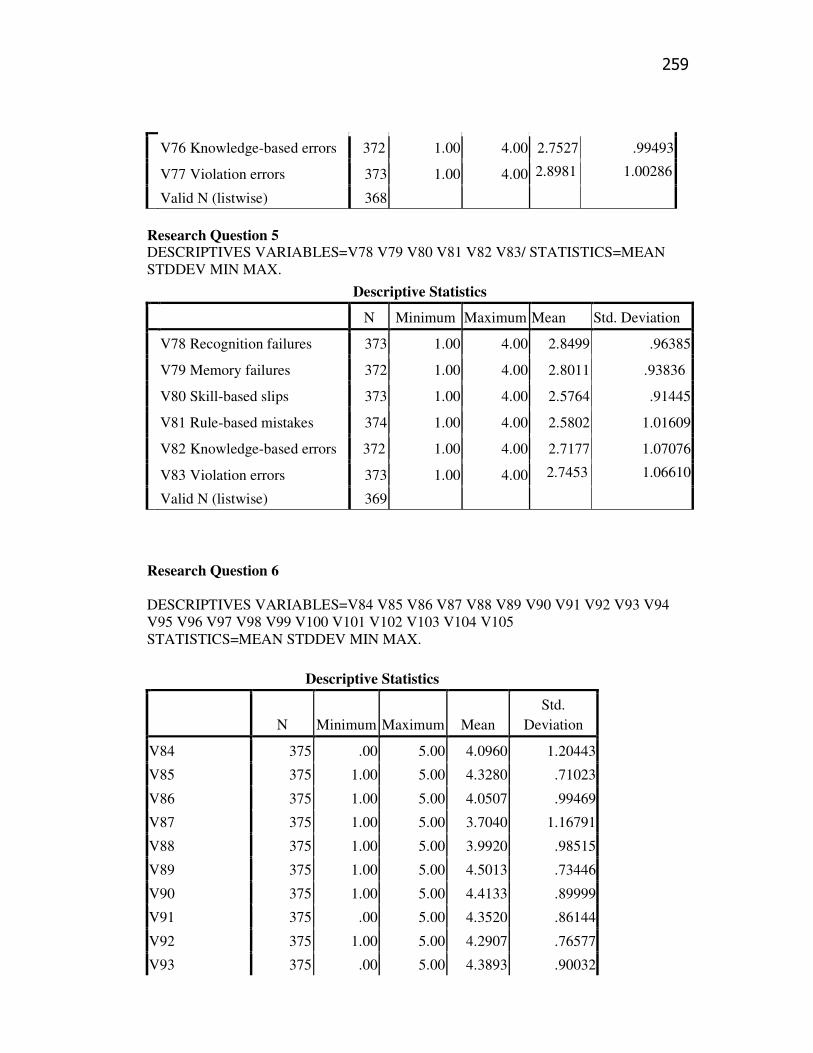
259
V76 Knowledge-based errors 372 1.00 4.00 2.7527 .99493
V77 Violation errors 373 1.00 4.00 2.8981 1.00286
Valid N (listwise) 368
Research Question 5 DESCRIPTIVES VARIABLES=V78 V79 V80 V81 V82 V83/ STATISTICS=MEAN STDDEV MIN MAX.
Descriptive Statistics
N Minimum Maximum Mean Std. Deviation
V78 Recognition failures 373 1.00 4.00 2.8499 .96385
V79 Memory failures 372 1.00 4.00 2.8011 .93836
V80 Skill-based slips 373 1.00 4.00 2.5764 .91445
V81 Rule-based mistakes 374 1.00 4.00 2.5802 1.01609
V82 Knowledge-based errors 372 1.00 4.00 2.7177 1.07076
V83 Violation errors 373 1.00 4.00 2.7453 1.06610
Valid N (listwise) 369
Research Question 6
DESCRIPTIVES VARIABLES=V84 V85 V86 V87 V88 V89 V90 V91 V92 V93 V94 V95 V96 V97 V98 V99 V100 V101 V102 V103 V104 V105 STATISTICS=MEAN STDDEV MIN MAX.
Descriptive Statistics
N Minimum Maximum Mean
Std.
Deviation
V84 375 .00 5.00 4.0960 1.20443
V85 375 1.00 5.00 4.3280 .71023
V86 375 1.00 5.00 4.0507 .99469
V87 375 1.00 5.00 3.7040 1.16791
V88 375 1.00 5.00 3.9920 .98515
V89 375 1.00 5.00 4.5013 .73446
V90 375 1.00 5.00 4.4133 .89999
V91 375 .00 5.00 4.3520 .86144
V92 375 1.00 5.00 4.2907 .76577
V93 375 .00 5.00 4.3893 .90032
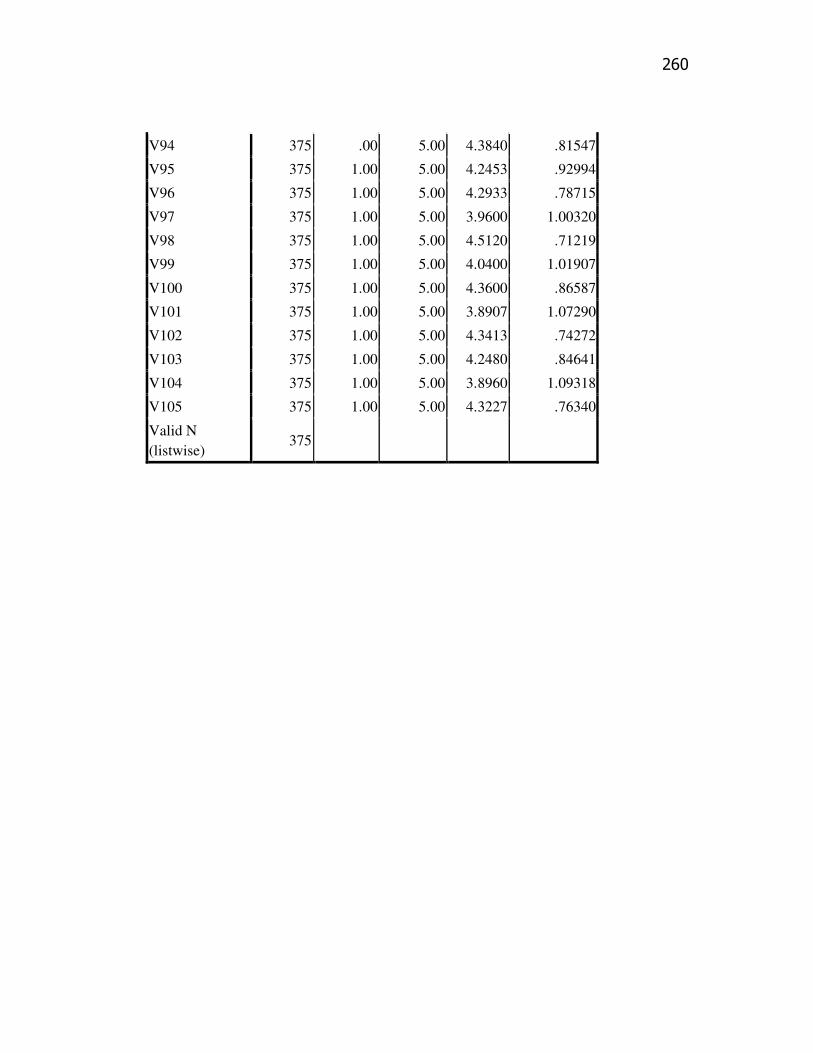
260
V94 375 .00 5.00 4.3840 .81547
V95 375 1.00 5.00 4.2453 .92994
V96 375 1.00 5.00 4.2933 .78715
V97 375 1.00 5.00 3.9600 1.00320
V98 375 1.00 5.00 4.5120 .71219
V99 375 1.00 5.00 4.0400 1.01907
V100 375 1.00 5.00 4.3600 .86587
V101 375 1.00 5.00 3.8907 1.07290
V102 375 1.00 5.00 4.3413 .74272
V103 375 1.00 5.00 4.2480 .84641
V104 375 1.00 5.00 3.8960 1.09318
V105 375 1.00 5.00 4.3227 .76340
Valid N
(listwise) 375