evaluation of rice husk ash as filler in hot mix asphalt concrete
TRANSCRIPT

Construction and Building Materials 48 (2013) 390–397
Contents lists available at SciVerse ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Evaluation of rice husk ash as filler in hot mix asphalt concrete
0950-0618/$ - see front matter � 2013 Published by Elsevier Ltd.http://dx.doi.org/10.1016/j.conbuildmat.2013.06.029
⇑ Corresponding author. Tel.: +90 246 211 12 24; fax: +90 246 237 12 83.E-mail addresses: [email protected] (S�. Sargın), mehmetsaltan@sdu.
edu.tr (M. Saltan), [email protected] (N. Morova), [email protected](S. Serin), [email protected] (S. Terzi).
1 Tel.: +90 246 211 1216; fax: +90 246 237 12 83.2 Tel.: +90 380 542 11 33; fax: +90 380 542 11 34.3 Tel.: +90 246 211 12 21; fax: +90 246 237 12 83.
S�ebnem Sargın a,1, Mehmet Saltan a,1, Nihat Morova b,⇑, Sercan Serin c,2, Serdal Terzi a,3
a Civil Engineering Department and Faculty of Engineering, Suleyman Demirel University, 32100 Central-Isparta, Turkeyb Manufacturing Engineering Department and Faculty of Technology, Suleyman Demirel University, 32100 Central-Isparta, Turkeyc Department and Faculty of Technology, Duzce University, 81620 Central-Duzce, Turkey
h i g h l i g h t s
� In this study, the usability of rice husk ash was investigated in hot mix asphalt concrete as mineral filler.� Optimum bitumen content was determined as 4.73% for 5.0% limestone mineral filler rate.� Best Marshall Stability was obtained from 50% rice husk ash and 50% limestone of filler rate mixtures.
a r t i c l e i n f o
Article history:Received 19 February 2013Received in revised form 22 May 2013Accepted 17 June 2013
Keywords:Asphalt concreteRice husk ashFlexible pavementAsphalt mixtureHot mix asphalt
a b s t r a c t
In the study, it was investigated to use the rice husk ash (RHA) in the hot mix asphalt as mineral filler. Forthis purpose, four different serial asphalt concrete samples were produced using limestone (LS) in differ-ent proportions (4%, 5%, 6%, and 7%) as mineral filler. The amount of optimum bitumen and the value ofMarshall Stability (MS) were determined with MS test for the samples. Choosing the series of asphalt hav-ing 5% filler which has given the highest stability RHA was changed with LS filler in the rate of 25%, 50%,75%, and 100%. After that MS test was conducted on the produced samples and the results were evalu-ated. As a result, it has come in view that RHA can be used as mineral filler in the asphalt concrete.
� 2013 Published by Elsevier Ltd.
1. Introduction
Hot mix asphalt (HMA) concrete is a combination of aggregateand asphalt cement. The aggregate acts as the structural skeletonof the pavement and the asphalt cement as the glue of the mixture.The mineral aggregate, including coarse and fine particles in as-phalt paving mixtures, encompasses approximately 90% of volumeof HMA. The properties of the aggregate have direct and significanteffect on the performance of asphalt pavements [1]. Asphalt con-crete is the most commonly used material in pavement due to itssuperior service performance in providing driving comfort, stabil-ity, durability and water resistance [2,3].
Highways are rather high cost structures, and for that reason, it isobligatory that the materials to be used for their constructions
should be appropriately designed. Flexible pavements are designedso as to have a 20 years project life. For that reason, the load distri-butions that would occur on these structures should also be calcu-lated and included in the design process. The current researchsubjects include the studies focusing on increasing the performanceand lifetime of roads. It is aimed to increase the performance andlifetime of roads by using different additive materials [4].
Rice husk ash (RHA) is a by-product from the burning of ricehusk. Rice husk is extremely prevalent in East and South-EastAsia because of the rice production in this area. The rich landand tropical climate make for perfect conditions to cultivate riceand is taken advantage by these Asian countries. The husk of therice is removed in the farming process before it is sold and con-sumed [5].
As a result of rice production, there is so many rice husk as wastematerial and the regions that there is too much production, for keep-ing more space environmental pollution would occurred [6].
In Turkey, there is an increase in the paddy rice production inrecent decade. Speed-up in production is derived from increasein the cultivation and increase in the yield per unit area. Increasein efficiency has become 44% from 2000 to 2010. While in 2000,

S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397 391
350 thousand tons production and 6.04 tons/ha yield was obtainedfrom 58 thousand ha cultivation area, in 2010 860 thousand tonsproduction and 8.69 tons/ha yield was obtained from 99 thou-sand ha cultivation area. There is an important increase in paddyrice cultivation, production and yield. In terms of paddy rice pro-duction Turkey has very convenient climatic conditions. As longas there was irrigation water, paddy rice can be cultivated all overthe country [7].
Nowadays, there is an increasing interest in the utilization ofwaste materials. In the case of construction industry there was agrowing trend towards the development and use of waste as sup-plementary cementitious materials. The common pozzolanicagents from industry and agriculture by-products such as fly ashand RHA are becoming active areas of research since not only dotheir use leads to diversified product quality of the blended cementconcrete, but also leads to reduction in cost and negative environ-mental effects [8–10].
Rice husk is one of the main agricultural residues obtained fromthe outer covering of rice grains during the milling process. It con-stitutes 20% of the 500 million tons of paddy produced in the world[8,10]. The RHA had no useful application and had usually beendumped into water streams and caused pollution and contamina-tion of springs until it was known to be a useful mineral admixturefor concrete. Generally, mineral admixtures have a favorable influ-ence on the strength and durability of concrete [8].
The use of agro-waste ashes as cement replacement can pro-duce concrete of standard quality and also improve the durability[11,12]. Various types of agro-waste ashes such as RHA, bagasseash, palm oil fuel ash (POA) and others were widely studied andused in the construction industry for the ecological and economicalaspects [11,13].
A lot of works were conducted about using RHA in the concrete.For an example Givi et al. [8] developed the compressive strength,water permeability and workability of concrete by partial replace-ment of cement with agro-waste RHA. As a result in addition,decreasing RHA average particle size provides a positive effect onthe compressive strength and water permeability of hardened con-crete but indicates adverse effect on the workability of fresh con-crete [8].
Garcıa [14] evaluated the effects of several parameters on thesintering process, including amount and average size of rice huskparticles. The best mechanical properties were obtained by sinter-ing rice husk particles and tire scrap of similar average size. Thestrategy proposed in this paper can be considered as an alternativeto revalorize this kind of waste products [14].
Saraswathy and Song [15] investigated addition of RHA to Port-land cement. As a result addition not only improves the earlystrength of concrete, but also forms a calcium silicate hydrate(CSH) gel around the cement particles which is highly dense andless porous. This may increase the strength of concrete againstcracking. So far a systematic and detailed investigation on the cor-rosion performance of RHA blended concrete is very scarce [15].
Chatveera and Lertwattanaruk [11] ground and used in thestudy black rice husk ash (BRHA) from a rice mill in Thailand asa partial cement replacement and investigated the durability ofconventional concretes with high water–binder ratios includingdrying shrinkage, autogenous shrinkage, depth of carbonation,and weight loss of concretes exposed to hydrochloric (HCl) and sul-furic (H2SO4) acid attacks. Results show that ground Black rice huskash can be applied as a pozzolanic material and also improve thedurability of concrete [11].
Chao-Lung et al. [16] investigated the effects of adding residualRHA from South Vietnam, generated when burning rice husk pel-lets in the boiler, to cement. The results also indicate that up to
20% of ground RHA could be advantageously blended with cementwithout adversely affecting the strength and durability propertiesof concrete [16].
Although a lot of works were conducted about using RHA inmany work area, there is not any work in the literature aboutuse of RHA in the asphalt concrete. In this study, the usability ofRHA in hot mix asphalt concrete was investigated in order to bearthe stresses occurring due to traffic loading. For this aim, MarshallStability mixtures were prepared and evaluated by using thesematerials with different RHA contents and different bitumencontents.
2. Materials
2.1. Aggregates
In the study, four different serial asphalt concrete samples were produced usingLS in different proportions (4%, 5%, 6%, and 7%) as mineral filler. The amount of opti-mum bitumen and the value of MS were determined with MS test for the samples.After choosing the series of asphalt having 5% filler which has given the highest sta-bility, usability of RHA as filler was examined.
Crushed LS aggregates were used in asphalt mixtures. Aggregate material testswere carried out based on American Standards, in order to obtain the physical andmechanical characteristics of the materials to be used in the mixtures. Crushed LSwas obtained from quarries around Isparta city which are mainly used for highwayconstruction. The aggregate properties are given in Table 1 [2].
In the study, aggregate grading curves for asphalt mixtures were obtained fromTurkish Highway Construction Specifications [20]. Sieve analyses were carried outand available grading curve for the aggregate used in the study was close to binderlayer course as shown in Table 2.
2.2. Bitumen
In order to prepare the Marshall Samples, 60–70 penetration asphalt cementwas used. The physical characteristics of this bitumen were given in Table 3.
2.3. Rice husk ash
In the study, rice husk in terms of durability to temperature and due to wasn’tbroken down the mineral structure of burned rice husk they were burned at 700 �C.
Combustion process was conducted by keeping the rice husk about 3 h in theincinerator for full realization of the combustion process. The color of the obtainedashes was light greyish and light mauve. Burned ashes were left in incinerator in itsown conditions and when the incinerator temperature reduced to 15 �C the asheswere removed from the incinerator for the cooling down.
The size of the ashes obtained after combustion process was not enough forusing them in asphalt concrete as filler. Therefore, ashes were sieved to passthrough the 200l.
Rice husk (Fig. 1) was provided by Düzce region, (Turkey). The characteristics ofthe rice husk ash were given in Tables 4 and 5.
Scanning Electron Microscopy (SEM) images of the limestone and rice husk ashsamples were given in Fig. 2. Limestone samples in particular are granular whereasrice husk ash samples have combined grading.
3. Method
Asphalt mixtures were prepared in accordance with the techni-cal specifications required by Highway General Directorate of Tur-key [20].
A flowchart summarizing the experimental study was given inFig. 3. As seen from figure, asphalt concrete samples were preparedfor four different filler proportions (4%, 5%, 6% and 7%) and sevendifferent bitumen content (3.5%, 4%, 4.5%, 5%, 5.5%, 6% and 6.5%)and these samples were tested with MS for determining theamount of optimum bitumen. Three samples were prepared foreach of fractions. 84 (4 � 7 � 3) samples were totally preparedand MS, flow value, void volume values (Vh), void percentages(Vf) and voids in mineral aggregate (VMA) values weredetermined.
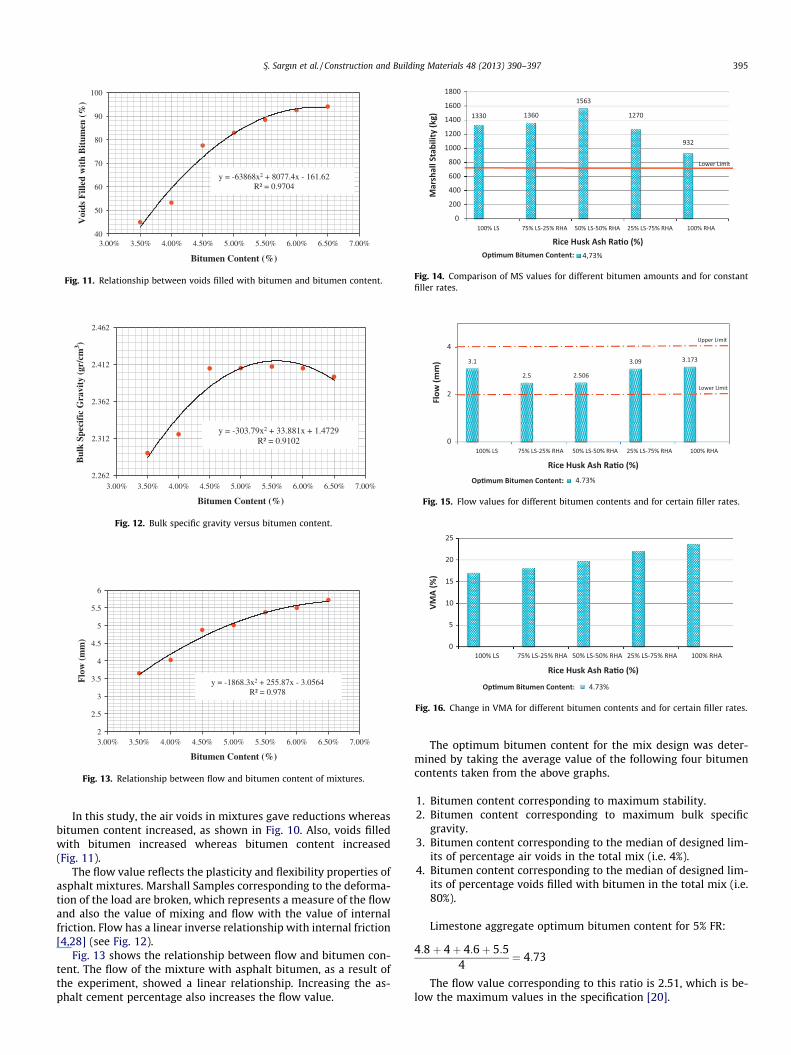
MS values depending on the ratio of bitumen were given as col-umn charts in Fig. 4. As can be seen from the figure, maximum MS
Table 1Properties of aggregate used in the tests.
Sieve diameters Properties Standard LS aggregate
4.75–0.075 mm Specific gravity (g/cm3) ASTM C 127-88 [17] 2.660Saturated specific gravity 2.652Water absorption (%) 0.130
25–4.75 mm Specific gravity (g/cm3) ASTM C 128-88 [18] 2.329Saturated specific gravity 2.428Water absorption (%) 2.800Abrasion loss (%) (Los Angeles) ASTM C 131 [19] 20.38
Table 2Gradation limits of aggregates.
Sieve diameter (mm) Limit values [19] passing (%) Gradation of mixture passing (%) Weight (g)
25 (100) 100 100 019 (3/400) 80–100 85 186.7512.5 (1/200) 58–80 70 186.759.5 (3/800) 48–70 60 124.54.75 (No. 4) 30–52 40 2492.00 (No. 10) 20–40 30 124.50.425 (No. 40) 8–22 15 186.50.180 (No. 80) 5–14 10 62.250.075 (No. 200) 2–7 5 49.8Filler 0 0 62.25
Total 100 100 1245
Table 3Basic physical characteristics of the bitumen.
Test name Average values Standard
Characteristics of bitumenPenetration (25 �C) 60–70 ASTM D5 [21]Flash point 180 �C ASTM D92 [22]Fire point 230 �C ASTM D92 [22]Softening point 45.5 �C ASTM D36 [23]Ductility (5 cm/min) >100 cm ASTM D113 [24]Specific gravity 1.030 ASTM D70 [25]
Table 4Physical properties of RHA [26].
Pozzolan Specific surface (cm2/g) Specific gravity (g/cm3)
RHA 2312 2.67
392 S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397
value was found for 5% Filler Rate (FR). So 5% FR was used in thestudy.
According to the Technical Specifications of General Directorateof Highways, the stability value must be minimum 750 kg for bin-der course.
Fig. 5 illustrates flow values for all bitumen contents. All flowvalues ranged between 2 mm and 7.5 mm. It was appeared thatmaximum flow value is 7.53 mm with 7% FR and minimum flowvalue is 2.26 mm with 7% FR.
Fig. 1. Rice husk (a) and
According to Technical Specifications of General Directorate ofHighways, the flow value limit must be maximum 4 mm and min-imum 2 mm for binder course.
Fig. 6 illustrates the voids in mineral aggregate (VMA) of allspecimen groups. VMA values of mixture change between 18.1%and 14.2% and maximum VMA values are between 4% FR and3.5% bitumen content. Minimum VMA value is also seen 14.2% va-lue for 4.5% bitumen content. According to the Technical Specifica-tions of General Directorate of Highways, minimum VMA valueshould be determined based on the nominal Dmax value. The valueshould be taken as diameter of sieve passing 90% on gradationcurve of aggregate mixture. If considered that nominal Dmax valueof mixture used in the study is 19 mm (3/400), the correspondingminimum VMA value is 14%.
rice husk ash (b).
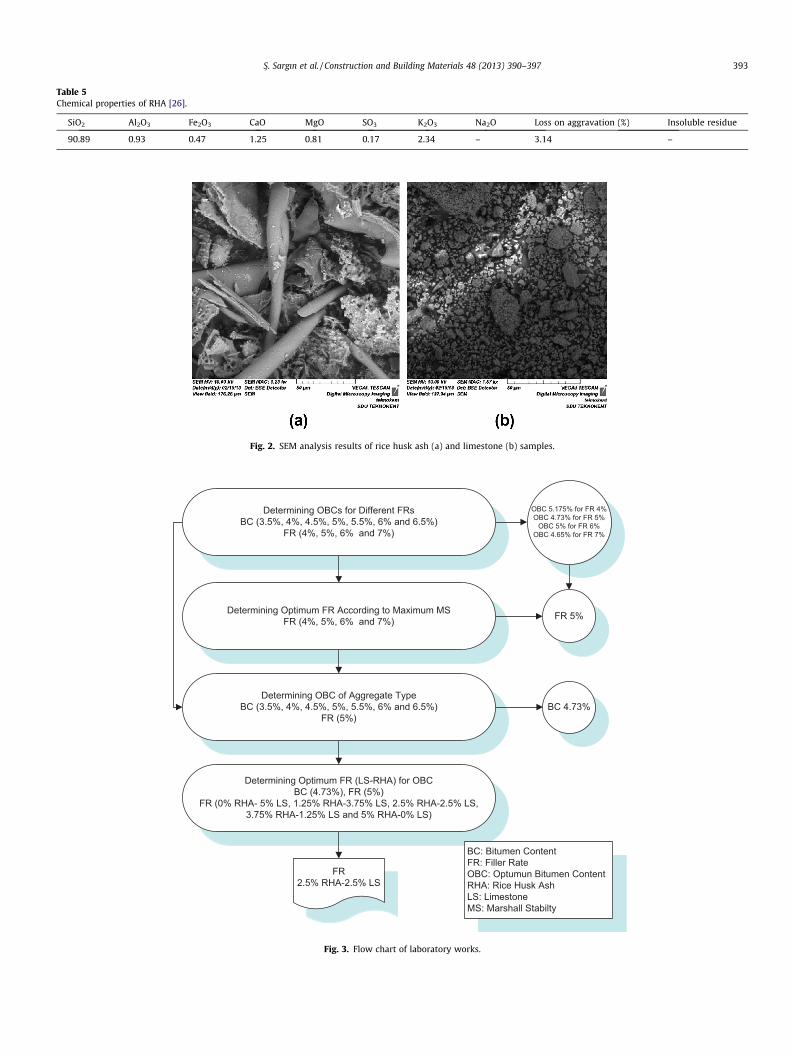
Table 5Chemical properties of RHA [26].
SiO2 Al2O3 Fe2O3 CaO MgO SO3 K2O3 Na2O Loss on aggravation (%) Insoluble residue
90.89 0.93 0.47 1.25 0.81 0.17 2.34 – 3.14 –
Fig. 2. SEM analysis results of rice husk ash (a) and limestone (b) samples.
Determining OBCs for Different FRs
BC (3.5%, 4%, 4.5%, 5%, 5.5%, 6% and 6.5%)
FR (4%, 5%, 6% and 7%)
Determining Optimum FR According to Maximum MS
FR (4%, 5%, 6% and 7%)
Determining OBC of Aggregate Type
BC (3.5%, 4%, 4.5%, 5%, 5.5%, 6% and 6.5%)
FR (5%)
Determining Optimum FR (LS-RHA) for OBC
BC (4.73%), FR (5%)
FR (0% RHA- 5% LS, 1.25% RHA-3.75% LS, 2.5% RHA-2.5% LS,
3.75% RHA-1.25% LS and 5% RHA-0% LS)
BC: Bitumen Content
FR: Filler Rate
OBC: Optumun Bitumen Content
RHA: Rice Husk Ash
LS: Limestone
MS: Marshall Stabilty
FR
2.5% RHA-2.5% LS
OBC 5.175% for FR 4%
OBC 4.73% for FR 5%
OBC 5% for FR 6%
OBC 4.65% for FR 7%
FR 5%
BC 4.73%
Fig. 3. Flow chart of laboratory works.
S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397 393
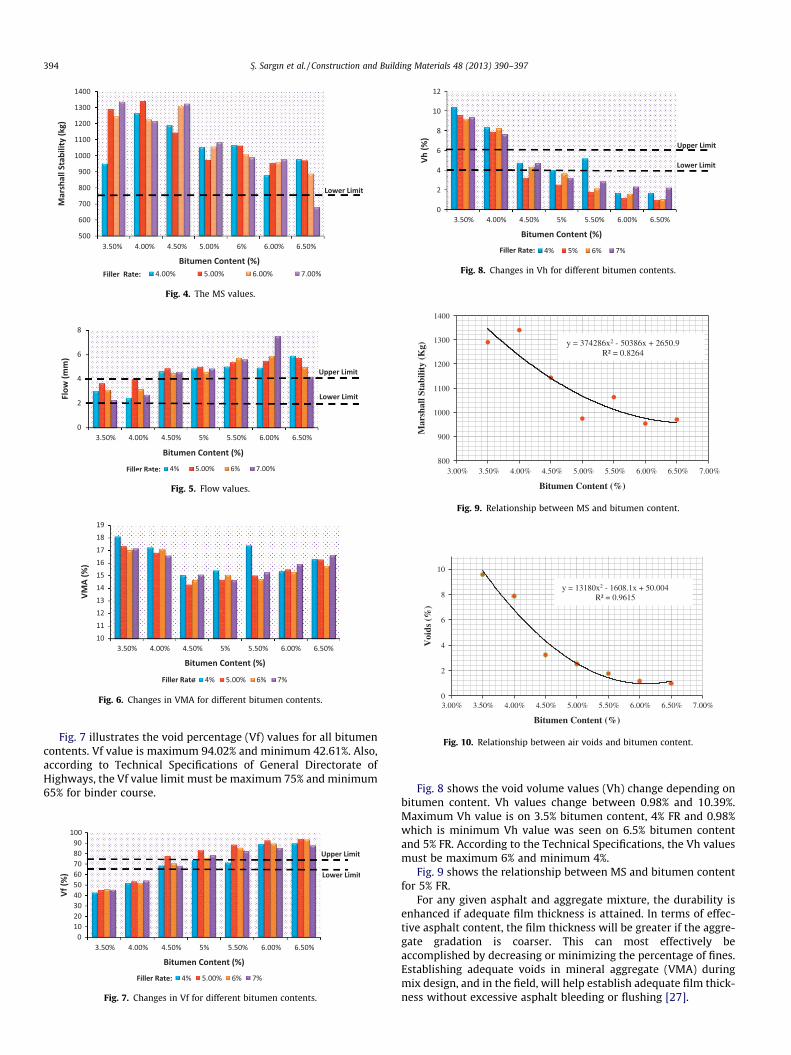
Fig. 4. The MS values.
Fig. 5. Flow values.
Fig. 6. Changes in VMA for different bitumen contents.
Fig. 8. Changes in Vh for different bitumen contents.
y = 374286x2 - 50386x + 2650.9 R² = 0.8264
800
900
1000
1100
1200
1300
1400
3.00% 3.50% 4.00% 4.50% 5.00% 5.50% 6.00% 6.50% 7.00%
Mar
shal
l Sta
bilit
y (K
g)
Bitumen Content (%)
Fig. 9. Relationship between MS and bitumen content.
y = 13180x2 - 1608.1x + 50.004 R² = 0.9615
0
2
4
6
8
10
3.00% 3.50% 4.00% 4.50% 5.00% 5.50% 6.00% 6.50% 7.00%
Voi
ds (
%)
Bitumen Content (%)
Fig. 10. Relationship between air voids and bitumen content.
394 S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397
Fig. 7 illustrates the void percentage (Vf) values for all bitumencontents. Vf value is maximum 94.02% and minimum 42.61%. Also,according to Technical Specifications of General Directorate ofHighways, the Vf value limit must be maximum 75% and minimum65% for binder course.
Fig. 7. Changes in Vf for different bitumen contents.
Fig. 8 shows the void volume values (Vh) change depending onbitumen content. Vh values change between 0.98% and 10.39%.Maximum Vh value is on 3.5% bitumen content, 4% FR and 0.98%which is minimum Vh value was seen on 6.5% bitumen contentand 5% FR. According to the Technical Specifications, the Vh valuesmust be maximum 6% and minimum 4%.
Fig. 9 shows the relationship between MS and bitumen contentfor 5% FR.
For any given asphalt and aggregate mixture, the durability isenhanced if adequate film thickness is attained. In terms of effec-tive asphalt content, the film thickness will be greater if the aggre-gate gradation is coarser. This can most effectively beaccomplished by decreasing or minimizing the percentage of fines.Establishing adequate voids in mineral aggregate (VMA) duringmix design, and in the field, will help establish adequate film thick-ness without excessive asphalt bleeding or flushing [27].
y = -63868x2 + 8077.4x - 161.62 R² = 0.9704
40
50
60
70
80
90
100
3.00% 3.50% 4.00% 4.50% 5.00% 5.50% 6.00% 6.50% 7.00%
Voi
ds F
illed
wit
h B
itum
en (
%)
Bitumen Content (%)
Fig. 11. Relationship between voids filled with bitumen and bitumen content.
y = -303.79x2 + 33.881x + 1.4729 R² = 0.9102
2.262
2.312
2.362
2.412
2.462
3.00% 3.50% 4.00% 4.50% 5.00% 5.50% 6.00% 6.50% 7.00%
Bul
k Sp
ecif
ic G
ravi
ty (
gr/c
m3 )
Bitumen Content (%)
Fig. 12. Bulk specific gravity versus bitumen content.
y = -1868.3x2 + 255.87x - 3.0564 R² = 0.978
2
2.5
3
3.5
4
4.5
5
5.5
6
3.00% 3.50% 4.00% 4.50% 5.00% 5.50% 6.00% 6.50% 7.00%
Flo
w (
mm
)
Bitumen Content (%)
Fig. 13. Relationship between flow and bitumen content of mixtures.
Fig. 14. Comparison of MS values for different bitumen amounts and for constantfiller rates.
Fig. 15. Flow values for different bitumen contents and for certain filler rates.
Fig. 16. Change in VMA for different bitumen contents and for certain filler rates.
S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397 395
In this study, the air voids in mixtures gave reductions whereasbitumen content increased, as shown in Fig. 10. Also, voids filledwith bitumen increased whereas bitumen content increased(Fig. 11).
The flow value reflects the plasticity and flexibility properties ofasphalt mixtures. Marshall Samples corresponding to the deforma-tion of the load are broken, which represents a measure of the flowand also the value of mixing and flow with the value of internalfriction. Flow has a linear inverse relationship with internal friction[4,28] (see Fig. 12).
Fig. 13 shows the relationship between flow and bitumen con-tent. The flow of the mixture with asphalt bitumen, as a result ofthe experiment, showed a linear relationship. Increasing the as-phalt cement percentage also increases the flow value.
The optimum bitumen content for the mix design was deter-mined by taking the average value of the following four bitumencontents taken from the above graphs.
1. Bitumen content corresponding to maximum stability.2. Bitumen content corresponding to maximum bulk specific
gravity.3. Bitumen content corresponding to the median of designed lim-
its of percentage air voids in the total mix (i.e. 4%).4. Bitumen content corresponding to the median of designed lim-
its of percentage voids filled with bitumen in the total mix (i.e.80%).
Limestone aggregate optimum bitumen content for 5% FR:
4:8þ 4þ 4:6þ 5:54
¼ 4:73
The flow value corresponding to this ratio is 2.51, which is be-low the maximum values in the specification [20].
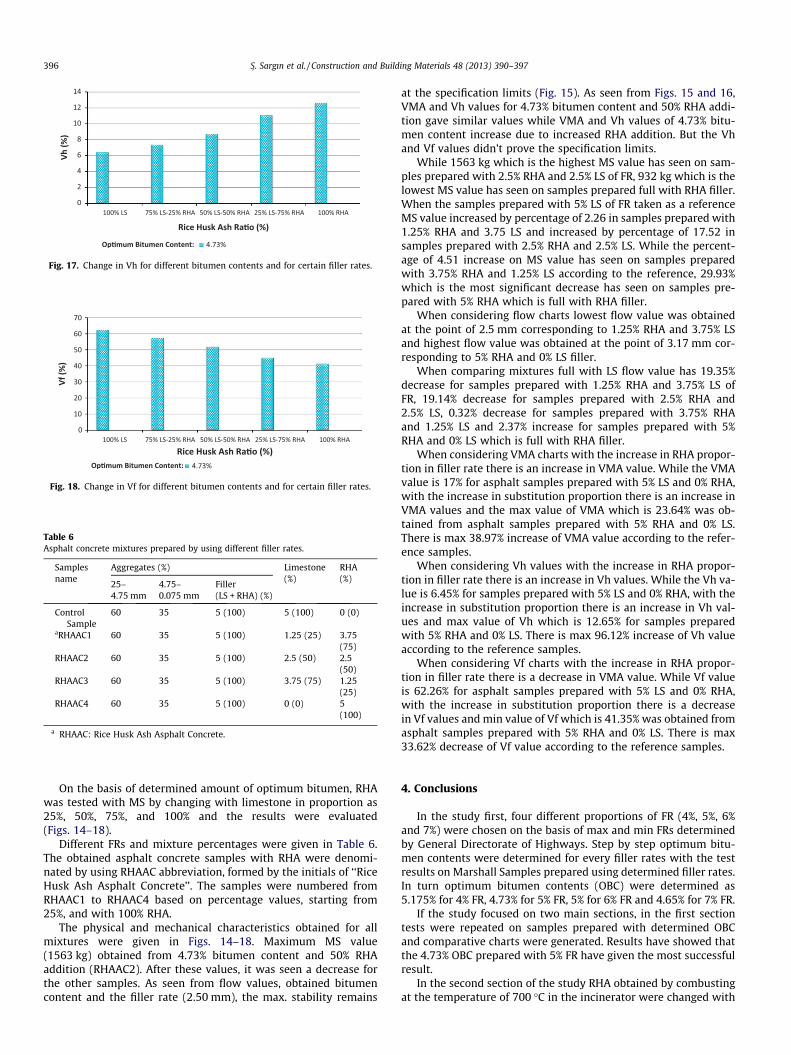
Fig. 17. Change in Vh for different bitumen contents and for certain filler rates.
Fig. 18. Change in Vf for different bitumen contents and for certain filler rates.
Table 6Asphalt concrete mixtures prepared by using different filler rates.
Samplesname
Aggregates (%) Limestone(%)
RHA(%)
25–4.75 mm
4.75–0.075 mm
Filler(LS + RHA) (%)
ControlSample
60 35 5 (100) 5 (100) 0 (0)
aRHAAC1 60 35 5 (100) 1.25 (25) 3.75(75)
RHAAC2 60 35 5 (100) 2.5 (50) 2.5(50)
RHAAC3 60 35 5 (100) 3.75 (75) 1.25(25)
RHAAC4 60 35 5 (100) 0 (0) 5(100)
a RHAAC: Rice Husk Ash Asphalt Concrete.
396 S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397
On the basis of determined amount of optimum bitumen, RHAwas tested with MS by changing with limestone in proportion as25%, 50%, 75%, and 100% and the results were evaluated(Figs. 14–18).
Different FRs and mixture percentages were given in Table 6.The obtained asphalt concrete samples with RHA were denomi-nated by using RHAAC abbreviation, formed by the initials of ‘‘RiceHusk Ash Asphalt Concrete’’. The samples were numbered fromRHAAC1 to RHAAC4 based on percentage values, starting from25%, and with 100% RHA.
The physical and mechanical characteristics obtained for allmixtures were given in Figs. 14–18. Maximum MS value(1563 kg) obtained from 4.73% bitumen content and 50% RHAaddition (RHAAC2). After these values, it was seen a decrease forthe other samples. As seen from flow values, obtained bitumencontent and the filler rate (2.50 mm), the max. stability remains
at the specification limits (Fig. 15). As seen from Figs. 15 and 16,VMA and Vh values for 4.73% bitumen content and 50% RHA addi-tion gave similar values while VMA and Vh values of 4.73% bitu-men content increase due to increased RHA addition. But the Vhand Vf values didn’t prove the specification limits.
While 1563 kg which is the highest MS value has seen on sam-ples prepared with 2.5% RHA and 2.5% LS of FR, 932 kg which is thelowest MS value has seen on samples prepared full with RHA filler.When the samples prepared with 5% LS of FR taken as a referenceMS value increased by percentage of 2.26 in samples prepared with1.25% RHA and 3.75 LS and increased by percentage of 17.52 insamples prepared with 2.5% RHA and 2.5% LS. While the percent-age of 4.51 increase on MS value has seen on samples preparedwith 3.75% RHA and 1.25% LS according to the reference, 29.93%which is the most significant decrease has seen on samples pre-pared with 5% RHA which is full with RHA filler.
When considering flow charts lowest flow value was obtainedat the point of 2.5 mm corresponding to 1.25% RHA and 3.75% LSand highest flow value was obtained at the point of 3.17 mm cor-responding to 5% RHA and 0% LS filler.
When comparing mixtures full with LS flow value has 19.35%decrease for samples prepared with 1.25% RHA and 3.75% LS ofFR, 19.14% decrease for samples prepared with 2.5% RHA and2.5% LS, 0.32% decrease for samples prepared with 3.75% RHAand 1.25% LS and 2.37% increase for samples prepared with 5%RHA and 0% LS which is full with RHA filler.
When considering VMA charts with the increase in RHA propor-tion in filler rate there is an increase in VMA value. While the VMAvalue is 17% for asphalt samples prepared with 5% LS and 0% RHA,with the increase in substitution proportion there is an increase inVMA values and the max value of VMA which is 23.64% was ob-tained from asphalt samples prepared with 5% RHA and 0% LS.There is max 38.97% increase of VMA value according to the refer-ence samples.
When considering Vh values with the increase in RHA propor-tion in filler rate there is an increase in Vh values. While the Vh va-lue is 6.45% for samples prepared with 5% LS and 0% RHA, with theincrease in substitution proportion there is an increase in Vh val-ues and max value of Vh which is 12.65% for samples preparedwith 5% RHA and 0% LS. There is max 96.12% increase of Vh valueaccording to the reference samples.
When considering Vf charts with the increase in RHA propor-tion in filler rate there is a decrease in VMA value. While Vf valueis 62.26% for asphalt samples prepared with 5% LS and 0% RHA,with the increase in substitution proportion there is a decreasein Vf values and min value of Vf which is 41.35% was obtained fromasphalt samples prepared with 5% RHA and 0% LS. There is max33.62% decrease of Vf value according to the reference samples.
4. Conclusions
In the study first, four different proportions of FR (4%, 5%, 6%and 7%) were chosen on the basis of max and min FRs determinedby General Directorate of Highways. Step by step optimum bitu-men contents were determined for every filler rates with the testresults on Marshall Samples prepared using determined filler rates.In turn optimum bitumen contents (OBC) were determined as5.175% for 4% FR, 4.73% for 5% FR, 5% for 6% FR and 4.65% for 7% FR.
If the study focused on two main sections, in the first sectiontests were repeated on samples prepared with determined OBCand comparative charts were generated. Results have showed thatthe 4.73% OBC prepared with 5% FR have given the most successfulresult.
In the second section of the study RHA obtained by combustingat the temperature of 700 �C in the incinerator were changed with

S�. Sargın et al. / Construction and Building Materials 48 (2013) 390–397 397
determined 5% FR LS in proportion of 25%, 50%, 75% and 100% andthe optimum RHA substitution ratio was determined by comparingthe results.
Test results have showed that mixtures that used 50% RHA and50% LS of FR (FR 2.5% RHA and 2.5% LS) have had the best MS whenevaluated in terms of MS. It was seen clearly from the MS chart MSvalues increases up to a point and decreases after that point(Fig. 14).
As a result, especially in areas where there is widespread ricehusk ash waste, it can be used instead of limestone in asphalt con-crete mixtures as mineral filler.
References
[1] Ahmedzade P, S�engöz B. Evaluation of steel slag coarse aggregate in hot mixasphalt concrete. J Hazard Mater 2009;165:300–5.
[2] Uzun _I, Terzi S. Evaluation of andesite waste as mineral filler in asphalticconcrete mixture. Constr Build Mater 2012;31:284–8.
[3] Yılmaz M, Kök BV, Kuloglu N. Effects of using asphaltite as filler on mechanicalproperties of hot mix asphalt. Constr Build Mater 2011;25:4279–86.
[4] Serin S, Morova N, Saltan M, Terzi S. Investigation of usability of steel fibers inasphalt concrete mixture. Constr Build Mater 2012;36:238–44.
[5] Zemke N, Woods E. Rice husk ash, California Polytechnic State University;2009.
[6] Malzum F. Puzzolanic properties of rice husk ash and effect of ash to cementmortar stability, PhD Thesis, _Istanbul Technical University Institute of Science;1989. 129 p. [in Turkish].
[7] National Council of Cereals Paddy rice Report/December 2011. <http://uhk.org.tr/dosyalar/UHK_celtikraporu.pdf> [accessed 02.12.13] [in Turkish].
[8] Givi AN, Rashid SA, Aziz FNA, Salleh MAM. Assessment of the effects of ricehusk ash particle size on strength, water permeability and workability ofbinary blended concrete. Constr Build Mater 2010;24:2145–50.
[9] Chindaprasirt P, Rukzon S. Strength, porosity and corrosion resistance ofternary blend Portland cement, rice husk ash and fly ash mortar. Constr BuildMater 2008;22(8):1601–6.
[10] Bhanumathidas N, Mehta PK. Concrete mixtures made with ternary blendedcements containing fly ash and rice husk ash. In: Malhotra VM, editor.International conference proceeding seventh CANMET-Chennai, India, vol. 1,SP 199–22; 2004. p. 379–91.
[11] Chatveera B, Lertwattanaruk P. Durability of conventional concretescontaining black rice husk ash. J Environ Manage 2011;92:59e66.
[12] Ganesan K, Rajagopal K, Thangavel K. Rice husk ash blended cement:assessment of optimal level of replacement for strength and permeabilityproperties of concrete. Constr Build Mater 2008;22(8):1675e1683.
[13] Coutinho JS. The combined benefits of CPF and RHA in improving thedurability of concrete structures. Cem Concr Compos 2005;25(1):51–9.
[14] Garcıa D, Lopez J, Balart R, Ruseckaite RA, Stefani PM. Composites based onsintering rice husk–waste tire rubber mixtures. Mater Des 2007;28:2234–8.
[15] Saraswathy V, Song H-W. Corrosion performance of rice husk ash blendedconcrete. Constr Build Mater 2007;21:1779–84.
[16] Chao-Lung H, Anh-Tuan BL, Chun-Tsun C. Effect of rice husk ash on thestrength and durability characteristics of concrete. Constr Build Mater2011;25:3768–72.
[17] ASTM C 127-88. Test method for specific gravity and adsorption of coarseaggregate. USA: Annual Book of ASTM Standards; 1992.
[18] ASTM C 128-88. Test method for specific gravity and adsorption of fineaggregate. USA: Annual Book of ASTM Standards; 1992.
[19] ASTM C 131-96. Standard test method for resistance to abrasion of small sizecoarse aggregate by use of the Los Angeles machine. Annual Book of ASTMStandards; 1996.
[20] General Directorate of Highways, State Highways Technical Specifications(HTS), Ankara; 2006.
[21] ASTM D5. Standard test method for penetration of bituminous materials,Annual Book of ASTM Standards USA; 1992.
[22] ASTM D92. Standard test method for flash and fire points by cleveland opencup tester, Annual Book of ASTM Standards USA; 1992.
[23] ASTM D36. Standard test method for softening point of bitumen (ring-and-ballapparatus), Annual Book of ASTM Standards USA; 1992.
[24] ASTM D113. Standard test method for ductility of bituminous materials,Annual Book of ASTM Standards USA; 1992.
[25] ASTM D70. Standard test method for density of semi-solid bituminousmaterials (Pycnometer Method), Annual Book of ASTM Standards USA; 1992.
[26] _Is�bilir B. Investigation of mechanical properties of cement samples substitutedrice husk ash, Duzce University, Institute of Science, Duzce, MSc Thesis; 2012.158p. [in Turkish].
[27] Chadbourn BA, Skok EL, Newcomb DE, Crow BL, Spindle S. The effect of voids inmineral aggregate (VMA) on hot-mix asphalt pavements, MinnesotaDepartment of Transportation, Final Report, MN/RC – 2000-13; 1999.
[28] Umar F, Agar E. Pavement structure. _Istanbul: _Istanbul Technical University,Civil Engineering Faculty Press; 1991.