ejempo de seis sigma
TRANSCRIPT
APLICACIÓN APLICACIÓN DE LA METODOLOGIA SEIS SIGMA DMAIC DE LA METODOLOGIA SEIS SIGMA DMAIC
PARA REDUCIR LA VARIABILIDAD DEL PARA REDUCIR LA VARIABILIDAD DEL AISLAMIENTO EN ALAMBRE MAGNETO.AISLAMIENTO EN ALAMBRE MAGNETO.
Blanca Esthela Cortés Romero
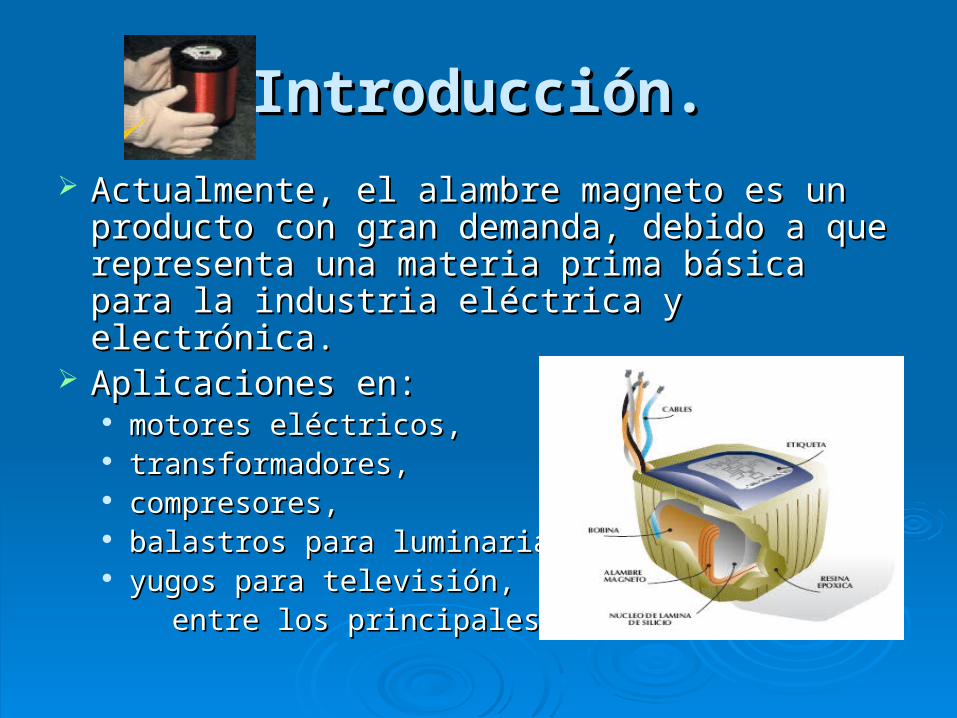
Introducción.Introducción. Actualmente, el alambre magneto es un Actualmente, el alambre magneto es un producto con gran demanda, debido a que producto con gran demanda, debido a que representa una materia prima básica representa una materia prima básica para la industria eléctrica y para la industria eléctrica y electrónica. electrónica.
Aplicaciones en:Aplicaciones en: motores eléctricos, motores eléctricos, transformadores, transformadores, compresores, compresores, balastros para luminarias, balastros para luminarias, yugos para televisión, yugos para televisión, entre los principales.entre los principales.
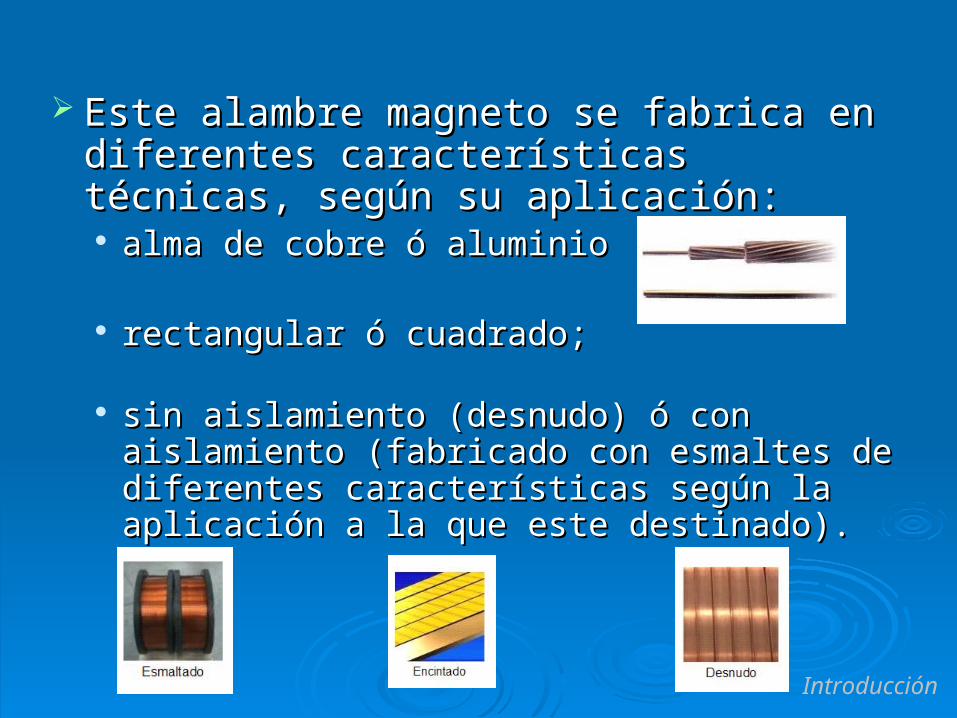
Este alambre magneto se fabrica en Este alambre magneto se fabrica en diferentes características diferentes características técnicas, según su aplicación: técnicas, según su aplicación: alma de cobre ó aluminioalma de cobre ó aluminio
rectangular ó cuadrado; rectangular ó cuadrado;
sin aislamiento (desnudo) ó con sin aislamiento (desnudo) ó con aislamiento (fabricado con esmaltes de aislamiento (fabricado con esmaltes de diferentes características según la diferentes características según la aplicación a la que este destinado).aplicación a la que este destinado).
Introducción
En México existen diversas plantas de En México existen diversas plantas de manufactura de alambre magneto, la industria manufactura de alambre magneto, la industria en donde se desarrolló este proyecto de en donde se desarrolló este proyecto de mejora cuenta con 450 empleados, su mejora cuenta con 450 empleados, su administración trabaja bajo un Sistema de administración trabaja bajo un Sistema de Calidad Total, cuenta con una experiencia en Calidad Total, cuenta con una experiencia en el mercado internacional de más de 45 años y el mercado internacional de más de 45 años y con 30 años en México.con 30 años en México.
Para esta empresa la directriz fundamental de Para esta empresa la directriz fundamental de su estrategia de crecimiento es conocer y su estrategia de crecimiento es conocer y satisfacer las necesidades de los clientes satisfacer las necesidades de los clientes tanto en México como en los mercados tanto en México como en los mercados internacionales.internacionales.
Introducción
Justificación del uso de Justificación del uso de la metodología seis sigma la metodología seis sigma
DMAIC.DMAIC. Objetivo del presente Objetivo del presente proyecto:proyecto:
Eliminar problemas de Eliminar problemas de calidad (pin hole) en calidad (pin hole) en alambre magneto los alambre magneto los cuales son un claro cuales son un claro defecto que causan defecto que causan rechazos del producto rechazos del producto terminado dentro y terminado dentro y fuera de la empresa, fuera de la empresa, tiempo máximo: 5 meses tiempo máximo: 5 meses
Objetivo metodología Objetivo metodología seis sigma DMAIC:seis sigma DMAIC:
Buscar, detectar y Buscar, detectar y reducir y/o eliminar reducir y/o eliminar errores y defectos en errores y defectos en un proceso, los cuales un proceso, los cuales son causa de son causa de inconformidades con los inconformidades con los clientes.clientes.
Las cinco etapas de la metodología seis sigma DMAIC Las cinco etapas de la metodología seis sigma DMAIC son las que guían cada apartado del presente proyecto: son las que guían cada apartado del presente proyecto: Definición, Medición, Análisis, Mejora y Control.Definición, Medición, Análisis, Mejora y Control.
Capítulo I.Capítulo I.Etapa de Definición.Etapa de Definición.
El objetivo de ésta fase es El objetivo de ésta fase es conocer, entender, delimitar y conocer, entender, delimitar y establecer el problema objeto de establecer el problema objeto de estudio, así como justificar:estudio, así como justificar: el impacto de mejora para el negocio el impacto de mejora para el negocio (y los clientes),(y los clientes),
la necesidad de manejarlo como un la necesidad de manejarlo como un proyecto integral en la compañía proyecto integral en la compañía para lograr el objetivo mediante el para lograr el objetivo mediante el claro establecimiento de las metas a claro establecimiento de las metas a lograr.lograr.
Impacto del proyecto.Impacto del proyecto.
Este proyecto se alinea con 3 de Este proyecto se alinea con 3 de las directrices de la compañía que las directrices de la compañía que son:son: Desarrollar productos de alto valor Desarrollar productos de alto valor agregado,agregado,
Mejorar el nivel de calidad y Mejorar el nivel de calidad y servicio a los clientes y,servicio a los clientes y,
Reducir costos.Reducir costos.Fase Definición
Beneficios.Beneficios. Mejora en el servicio al cliente: entrega Mejora en el servicio al cliente: entrega a tiempo del producto y sin problemas de a tiempo del producto y sin problemas de calidad.calidad.
Eliminación de costos: en fletes, Eliminación de costos: en fletes, maniobras de carga-descarga, maniobras de carga-descarga, almacenamiento, multas de clientes por almacenamiento, multas de clientes por entrega de producto con problemas de entrega de producto con problemas de calidad, costo de la destrucción, costo calidad, costo de la destrucción, costo del producto, costo de reposición del producto, costo de reposición (entregas urgentes vía aérea), etc.(entregas urgentes vía aérea), etc.
El beneficio económico se calcula en El beneficio económico se calcula en $ 350,000 dólares anuales.$ 350,000 dólares anuales.
Fase Definición
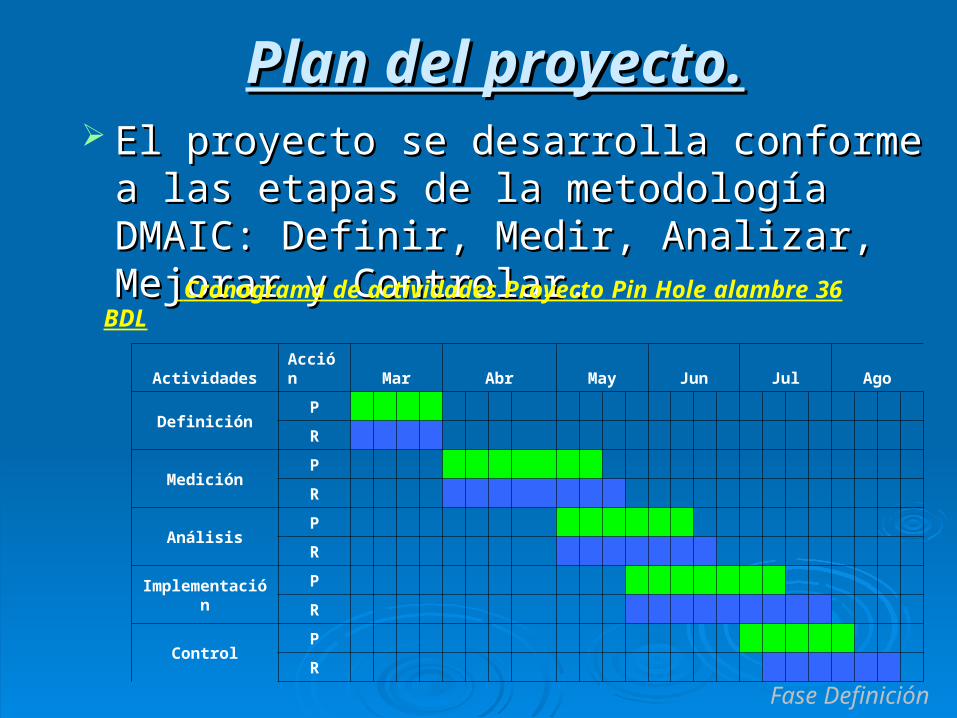
Plan del proyecto.Plan del proyecto. El proyecto se desarrolla conforme El proyecto se desarrolla conforme a las etapas de la metodología a las etapas de la metodología DMAIC: Definir, Medir, Analizar, DMAIC: Definir, Medir, Analizar, Mejorar y Controlar.Mejorar y Controlar. Cronograma de actividades Proyecto Pin Hole alambre 36
BDL
ActividadesAcción Mar Abr May Jun Jul Ago
DefiniciónP R
MediciónP R
AnálisisP R
Implementación
P R
ControlP R
Fase Definición
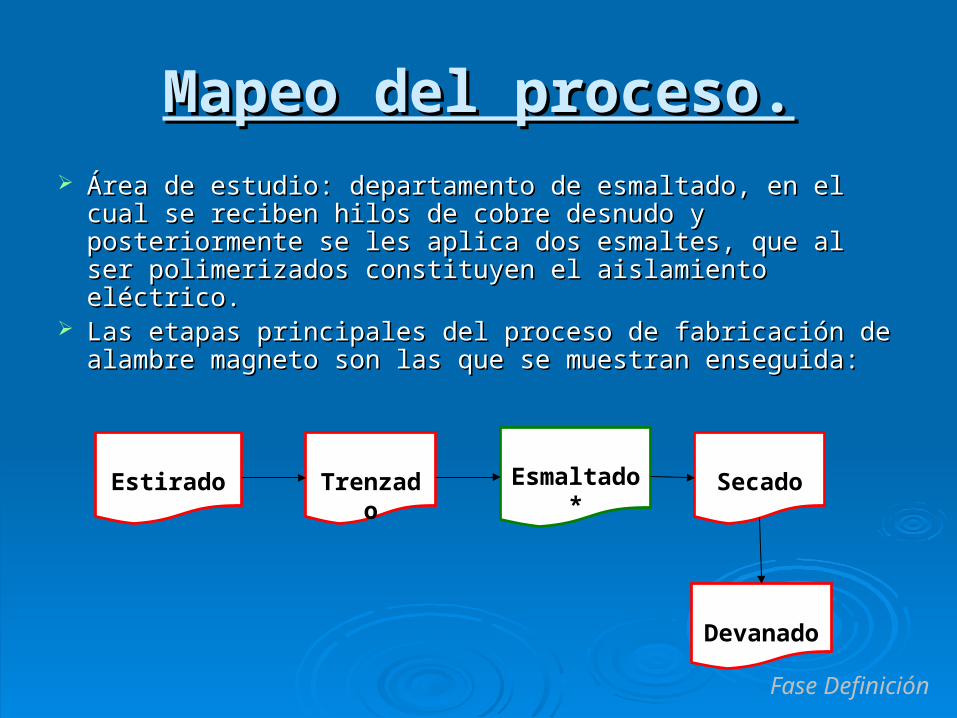
Mapeo del proceso.Mapeo del proceso. Área de estudio: departamento de esmaltado, en el Área de estudio: departamento de esmaltado, en el cual se reciben hilos de cobre desnudo y cual se reciben hilos de cobre desnudo y posteriormente se les aplica dos esmaltes, que al posteriormente se les aplica dos esmaltes, que al ser polimerizados constituyen el aislamiento ser polimerizados constituyen el aislamiento eléctrico.eléctrico.
Las etapas principales del proceso de fabricación de Las etapas principales del proceso de fabricación de alambre magneto son las que se muestran enseguida:alambre magneto son las que se muestran enseguida:
Estirado Trenzado
Esmaltado*
Secado
Devanado
Fase Definición
Puntos críticos de control Puntos críticos de control dentro del proceso.dentro del proceso.
Tanto el proceso de estirado como el de Tanto el proceso de estirado como el de esmaltado son controlados mediante esmaltado son controlados mediante equipo computarizado, el cual equipo computarizado, el cual automáticamente monitorea y ajusta los automáticamente monitorea y ajusta los parámetros críticos del proceso, parámetros críticos del proceso, manteniendo el cumplimiento de las manteniendo el cumplimiento de las especificaciones.especificaciones.
Adicionalmente, el equipo esmaltador Adicionalmente, el equipo esmaltador cuenta con dispositivos que miden cuenta con dispositivos que miden constantemente en línea la continuidad constantemente en línea la continuidad del alambre, permitiendo así que el del alambre, permitiendo así que el operador tome acciones correctivas operador tome acciones correctivas antes de que las tolerancias antes de que las tolerancias especificadas sean superadas. especificadas sean superadas.
Fase Definición
Antecedentes del Antecedentes del problema.problema.
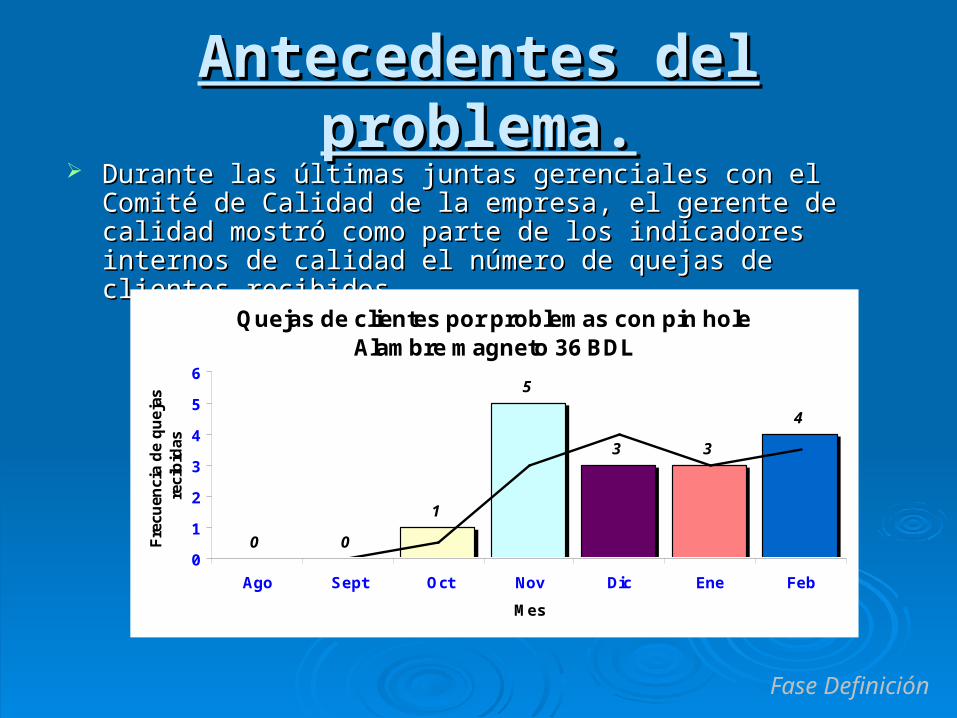
Durante las últimas juntas gerenciales con el Durante las últimas juntas gerenciales con el Comité de Calidad de la empresa, el gerente de Comité de Calidad de la empresa, el gerente de calidad mostró como parte de los indicadores calidad mostró como parte de los indicadores internos de calidad el número de quejas de internos de calidad el número de quejas de clientes recibidos. clientes recibidos.
Q uejas de clientes por problem as con pin hole Alam bre m agneto 36 BDL
0 0
1
5
3 3
4
0123456
Ago Sept Oct Nov Dic Ene FebM es
Frecuencia de qu
ejas
recibidas
Fase Definición
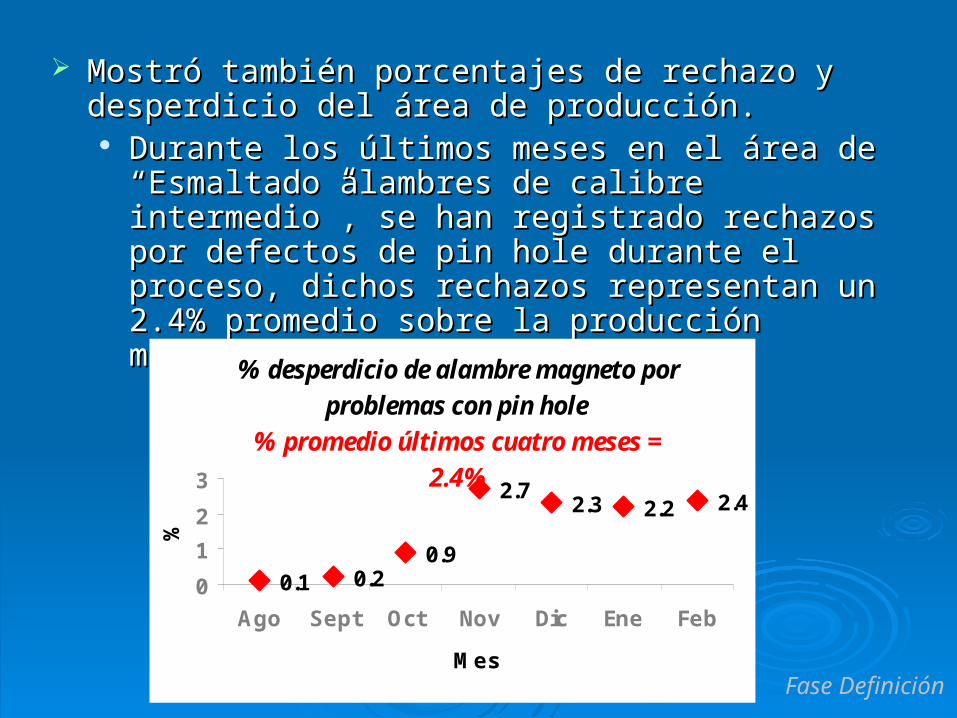
Mostró también porcentajes de rechazo y Mostró también porcentajes de rechazo y desperdicio del área de producción. desperdicio del área de producción. Durante los últimos meses en el área de Durante los últimos meses en el área de “Esmaltado alambres de calibre “Esmaltado alambres de calibre intermedio”, se han registrado rechazos intermedio”, se han registrado rechazos por defectos de pin hole durante el por defectos de pin hole durante el proceso, dichos rechazos representan un proceso, dichos rechazos representan un 2.4% promedio sobre la producción 2.4% promedio sobre la producción mensual de los últimos 4 meses.mensual de los últimos 4 meses.% desperdicio de alambre magneto por
problemas con pin hole% promedio últimos cuatro meses =
2.4%
0.1 0.20.9
2.7 2.3 2.2 2.4
0123
Ago Sept Oct Nov Dic Ene FebM es
%
Fase Definición
Conclusiones Fase de DefiniciónConclusiones Fase de Definición Quejas de clientes por causa de problemas Quejas de clientes por causa de problemas de calidad en los pedidos entregados de de calidad en los pedidos entregados de alambre magneto. alambre magneto.
Existe presencia de pin hole por arriba Existe presencia de pin hole por arriba del AQL especificado.del AQL especificado.
Una vez realizado el análisis de dicho Una vez realizado el análisis de dicho problema se determinó al área de proceso problema se determinó al área de proceso de esmaltado como área de trabajo de esmaltado como área de trabajo responsable y encargada de realizar el responsable y encargada de realizar el proyecto de mejora y eliminar el pin hole. proyecto de mejora y eliminar el pin hole.
Se inicia el proyecto denominado: Se inicia el proyecto denominado: ELIMINACION DE PROBLEMAS CON PIN HOLE EN ELIMINACION DE PROBLEMAS CON PIN HOLE EN ALAMBRE MAGNETO CON AISLAMIENTOALAMBRE MAGNETO CON AISLAMIENTO
Capítulo II.Capítulo II.Etapa de Medición.Etapa de Medición.
El objetivo de ésta fase es: El objetivo de ésta fase es: Diagnosticar la situación actual. Diagnosticar la situación actual. Identificar las necesidades del Identificar las necesidades del cliente, entenderlas y cliente, entenderlas y convertirlas a especificaciones.convertirlas a especificaciones.
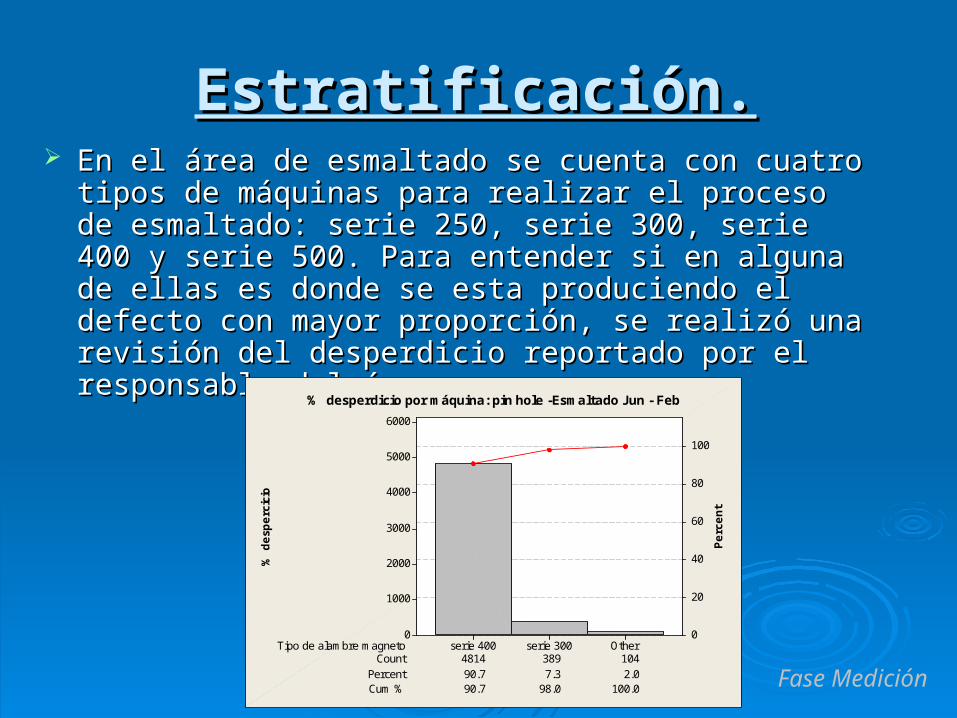
Estratificación.Estratificación. En el área de esmaltado se cuenta con cuatro En el área de esmaltado se cuenta con cuatro tipos de máquinas para realizar el proceso tipos de máquinas para realizar el proceso de esmaltado: serie 250, serie 300, serie de esmaltado: serie 250, serie 300, serie 400 y serie 500. Para entender si en alguna 400 y serie 500. Para entender si en alguna de ellas es donde se esta produciendo el de ellas es donde se esta produciendo el defecto con mayor proporción, se realizó una defecto con mayor proporción, se realizó una revisión del desperdicio reportado por el revisión del desperdicio reportado por el responsable del área.responsable del área.
% despe
rcicio
Percen
t
Tipo de alam bre m agnetoCount
90.7 98.0 100.0
4814 389 104Percent 90.7 7.3 2.0Cum %
Otherserie 300serie 400
6000
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
% desperdicio por m áquina: pin hole -Esm altado Jun - Feb
Fase Medición
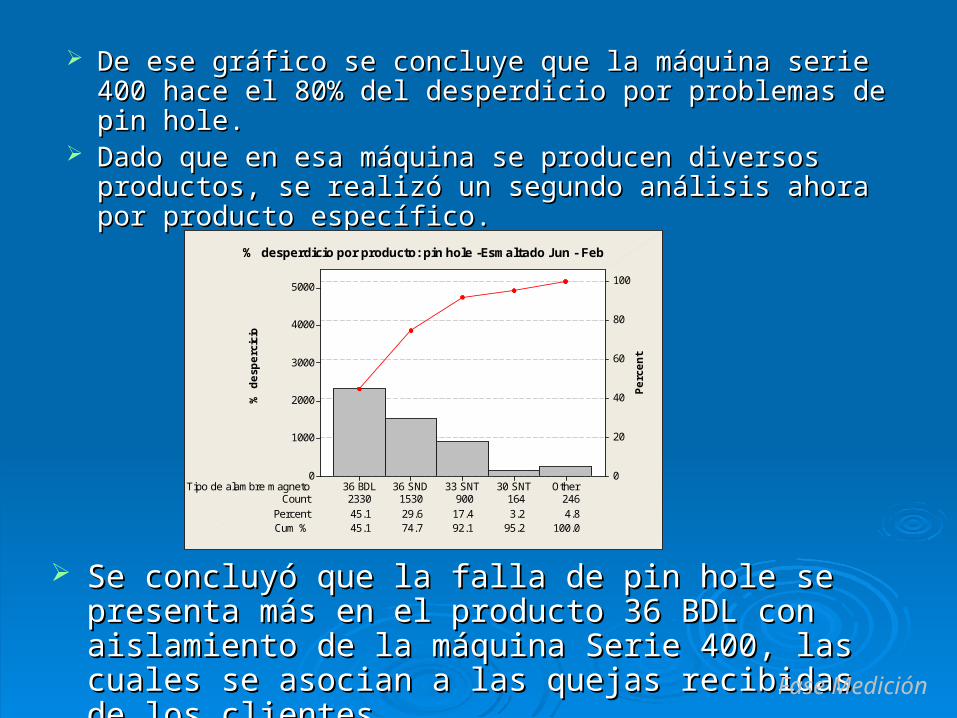
De ese gráfico se concluye que la máquina serie De ese gráfico se concluye que la máquina serie 400 hace el 80% del desperdicio por problemas de 400 hace el 80% del desperdicio por problemas de pin hole. pin hole.
Dado que en esa máquina se producen diversos Dado que en esa máquina se producen diversos productos, se realizó un segundo análisis ahora productos, se realizó un segundo análisis ahora por producto específicopor producto específico..
% despe
rcicio
Percen
t
Tipo de alam bre m agnetoCount
17.4 3.2 4.8Cum % 45.1 74.7 92.1 95.2 100.0
2330 1530 900 164 246Percent 45.1 29.6
Other30 SNT33 SNT36 SND36 BDL
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
% desperdicio por producto: pin hole -Esm altado Jun - Feb
Se concluyó que laSe concluyó que la falla de pin hole se falla de pin hole se presenta más en el producto 36 BDL con presenta más en el producto 36 BDL con aislamiento de la máquina Serie 400, las aislamiento de la máquina Serie 400, las cuales se asocian a las quejas recibidas cuales se asocian a las quejas recibidas de los clientes.de los clientes.
Fase Medición
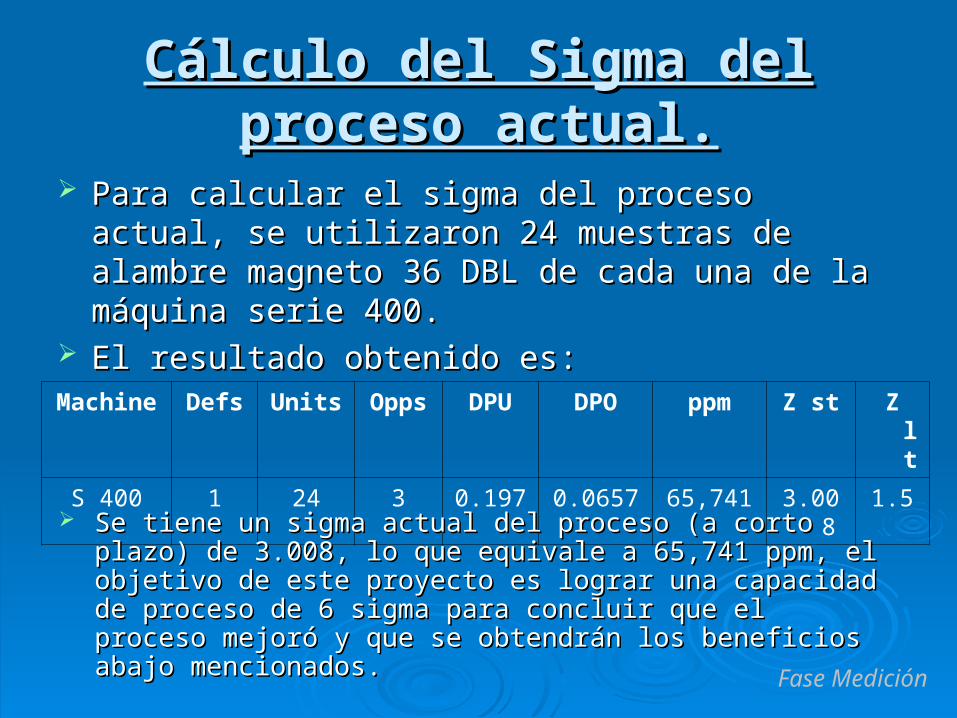
Cálculo del Sigma del Cálculo del Sigma del proceso actual.proceso actual.
Para calcular el sigma del proceso Para calcular el sigma del proceso actual, se utilizaron 24 muestras de actual, se utilizaron 24 muestras de alambre magneto 36 DBL de cada una de la alambre magneto 36 DBL de cada una de la máquina serie 400. máquina serie 400.
El resultado obtenido esEl resultado obtenido es::Machine Defs Units Opps DPU DPO ppm Z st Z
lt
S 400 1 24 3 0.197 0.0657 65,741 3.008
1.5 Se tiene un sigma actual del proceso (a corto Se tiene un sigma actual del proceso (a corto
plazo) de 3.008, lo que equivale a 65,741 ppm, el plazo) de 3.008, lo que equivale a 65,741 ppm, el objetivo de este proyecto es lograr una capacidad objetivo de este proyecto es lograr una capacidad de proceso de 6 sigma para concluir que el de proceso de 6 sigma para concluir que el proceso mejoró y que se obtendrán los beneficios proceso mejoró y que se obtendrán los beneficios abajo mencionados.abajo mencionados. Fase Medición
CTQ CRITICOSCTQ CRITICOS
Fase Medición
Estudio R&R.Estudio R&R. Se realizó un estudio R&R con 10 Se realizó un estudio R&R con 10 muestras de alambre magneto 36 BDL, cada muestras de alambre magneto 36 BDL, cada muestra corresponde a 20 metros de muestra corresponde a 20 metros de alambre, sobre las que se realizaron las alambre, sobre las que se realizaron las mediciones por duplicado por dos mediciones por duplicado por dos operadores especialistas en el equipo operadores especialistas en el equipo instrumental de prueba y la respuesta se instrumental de prueba y la respuesta se midió conforme a los procedimientos midió conforme a los procedimientos internos y especificados (en cinco internos y especificados (en cinco metros debe haber máximo 1 pin hole metros debe haber máximo 1 pin hole (diámetro mayor a 0.01 mm se considera (diámetro mayor a 0.01 mm se considera defecto crítico). Los resultados del defecto crítico). Los resultados del estudio se muestran enseguida estudio se muestran enseguida
Fase Medición
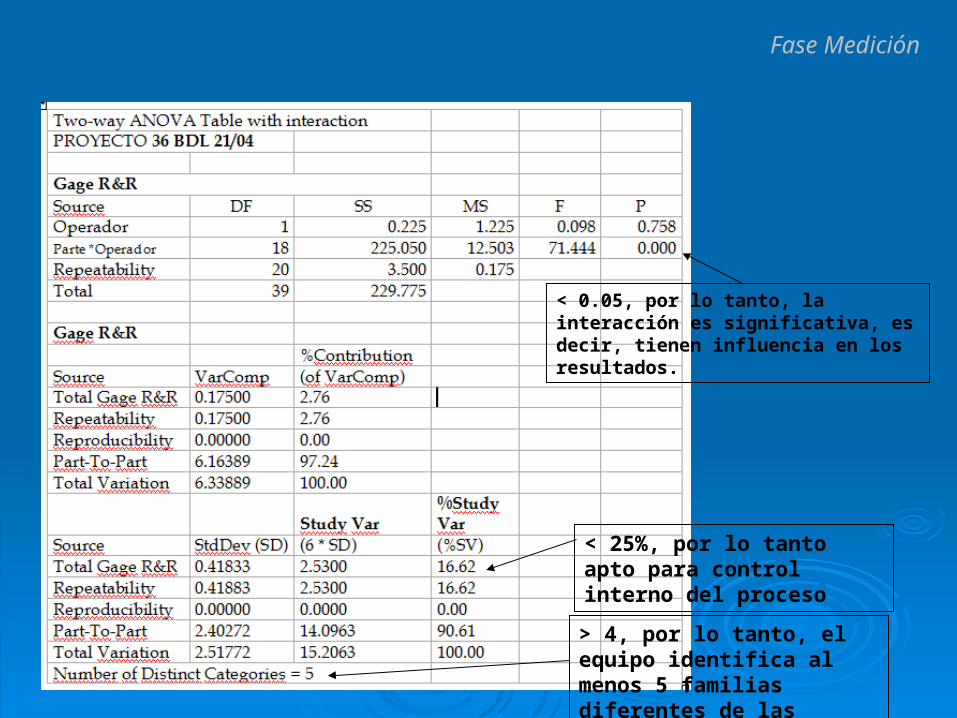
< 25%, por lo tanto apto para control interno del proceso
< 0.05, por lo tanto, la interacción es significativa, es decir, tienen influencia en los resultados.
> 4, por lo tanto, el equipo identifica al menos 5 familias diferentes de las muestras.
Fase Medición
Conclusiones Fase Conclusiones Fase MediciónMedición
El producto causante del 80% de los El producto causante del 80% de los desperdicios, quejas y rechazos es el alambre desperdicios, quejas y rechazos es el alambre magneto 36 DBL con aislamiento por presentar magneto 36 DBL con aislamiento por presentar pin hole durante la aplicación de esmalte.pin hole durante la aplicación de esmalte.
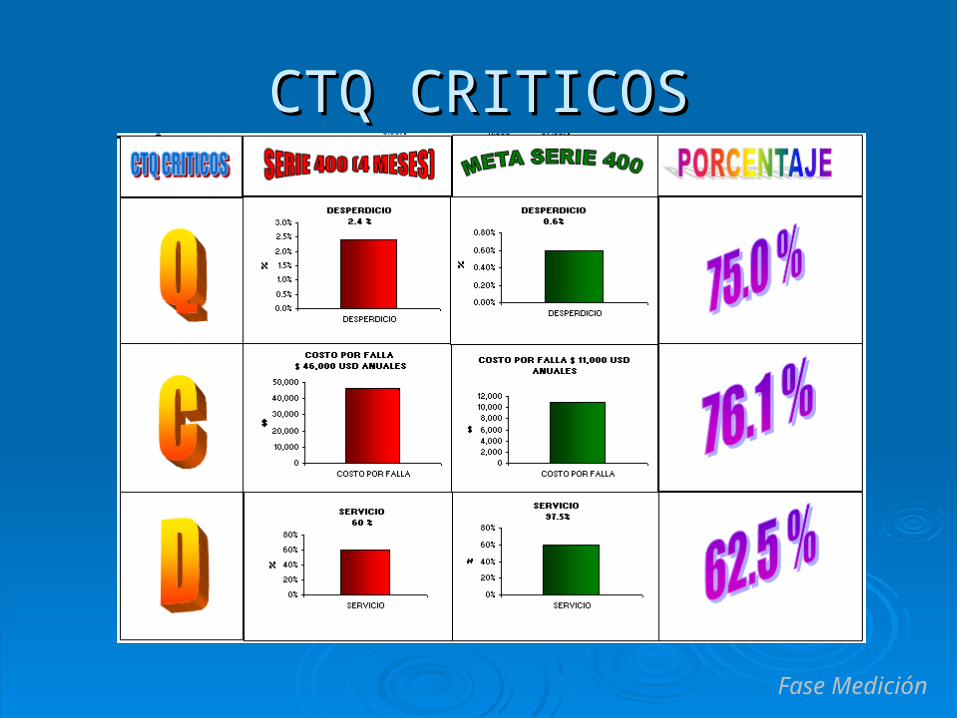
El proceso actual tiene un sigma de 3.El proceso actual tiene un sigma de 3. La meta a lograr en máximo 5 meses es 6 sigma.La meta a lograr en máximo 5 meses es 6 sigma. Los CTQ’s críticos de calidad y costo se Los CTQ’s críticos de calidad y costo se encuentran al 75% de la meta y servicio al encuentran al 75% de la meta y servicio al 62.5% de cumplimiento, es decir, hay mucho que 62.5% de cumplimiento, es decir, hay mucho que mejorar en los aspectos.mejorar en los aspectos.
El análisis del sistema de medición valorado a El análisis del sistema de medición valorado a través de un estudio R&R arrojó la conclusión través de un estudio R&R arrojó la conclusión de que el equipo y los operadores son capaces.de que el equipo y los operadores son capaces.
Capítulo III.Capítulo III.Etapa de Análisis.Etapa de Análisis.
El objetivo de ésta fase es: El objetivo de ésta fase es: Determinar y evaluar los Determinar y evaluar los resultados de las alternativas resultados de las alternativas de mejora encontradas para de mejora encontradas para establecer los siguientes pasos establecer los siguientes pasos de corrección y prevención.de corrección y prevención.
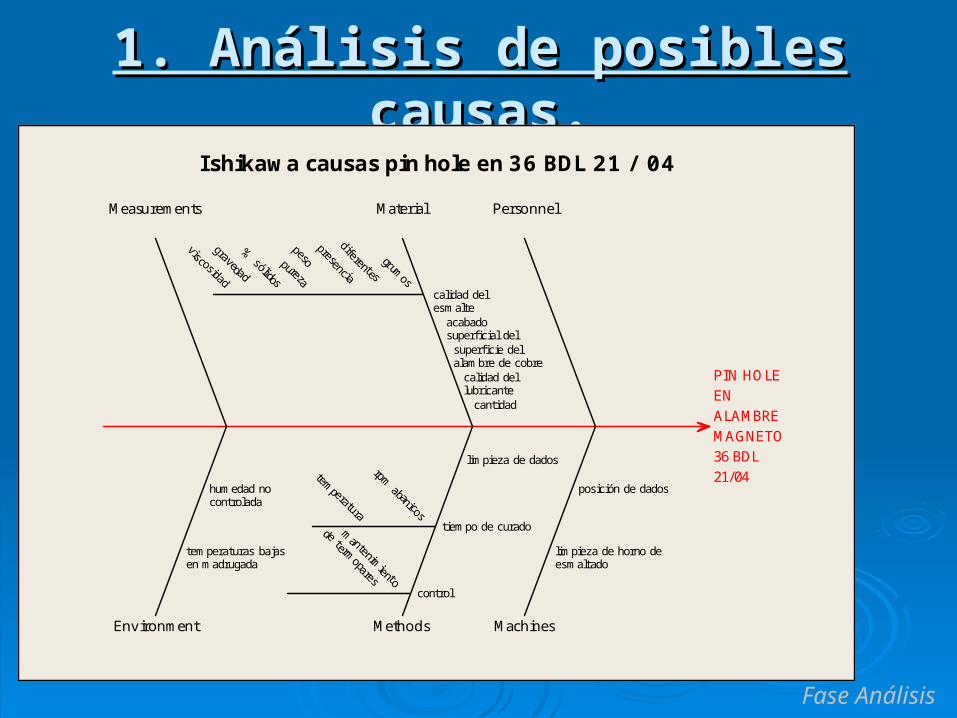
1. Análisis de posibles 1. Análisis de posibles causas.causas.
PIN HO LEENALAM BREM AGNETO36 BDL21/04
Environm ent
M easurem ents
M ethods
M aterial
M achines
Personnel
posición de dados
lim pieza de horno deesm altado
cantidad
calidad dellubricante
superficie delalam bre de cobre
acabadosuperficial del
calidad delesm alte
lim pieza de dados
tiem po de curado
control
hum edad nocontrolada
tem peraturas bajasen m adrugada
grum os
diferentes
presencia
pesopureza
% sólidos
gravedad
viscosidad
m antenim iento
de term opares
rpm abanicos
tem peratura
Ishikaw a causas pin hole en 36 BDL 21 / 04
Fase Análisis
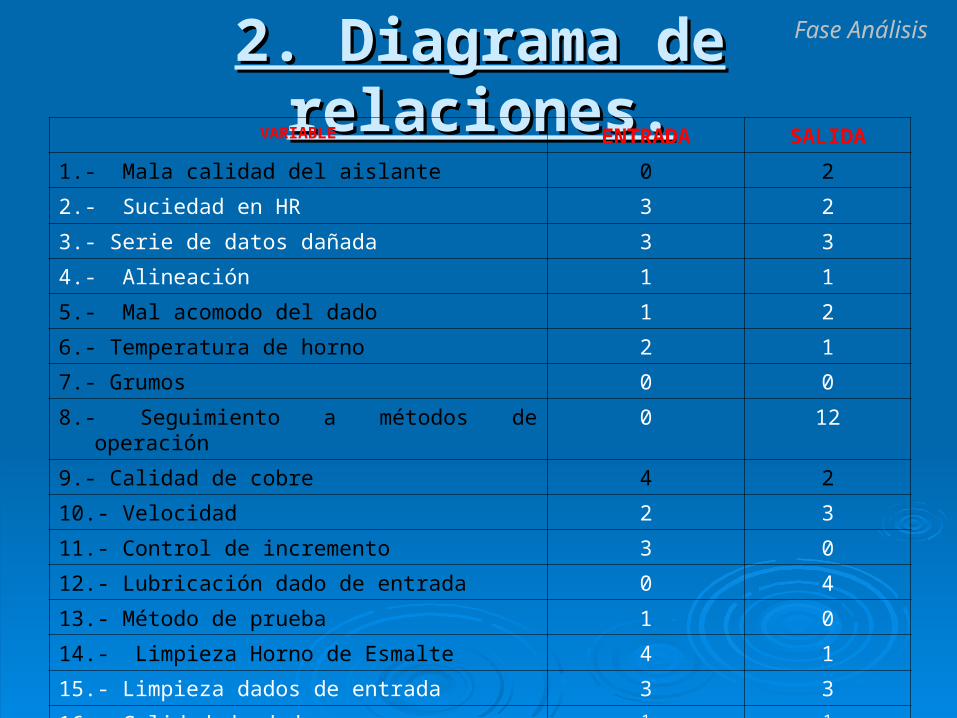
2. Diagrama de 2. Diagrama de relaciones.relaciones.VARIABLE ENTRADA SALIDA
1.- Mala calidad del aislante 0 22.- Suciedad en HR 3 23.- Serie de datos dañada 3 34.- Alineación 1 15.- Mal acomodo del dado 1 26.- Temperatura de horno 2 17.- Grumos 0 08.- Seguimiento a métodos de
operación0 12
9.- Calidad de cobre 4 210.- Velocidad 2 311.- Control de incremento 3 012.- Lubricación dado de entrada 0 413.- Método de prueba 1 014.- Limpieza Horno de Esmalte 4 115.- Limpieza dados de entrada 3 316.- Calidad de dados 1 1
Fase Análisis
3. Cuantificación y validación 3. Cuantificación y validación estadística de las posibles causas estadística de las posibles causas raíz y su relación con el efecto.raíz y su relación con el efecto.
Cada posible causa raíz en lo Cada posible causa raíz en lo individual fue analizada para medir individual fue analizada para medir el efecto sobre la falla de estudio el efecto sobre la falla de estudio que es pin hole.que es pin hole.
Causa #1: Calidad del esmalte.Causa #1: Calidad del esmalte. Se realiza prueba para confirmar Se realiza prueba para confirmar si la presencia o ausencia del grupo si la presencia o ausencia del grupo imido en el esmalte es causa del imido en el esmalte es causa del problema en estudio, esto se hace problema en estudio, esto se hace mediante una prueba de hipótesis:mediante una prueba de hipótesis:
Fase Análisis
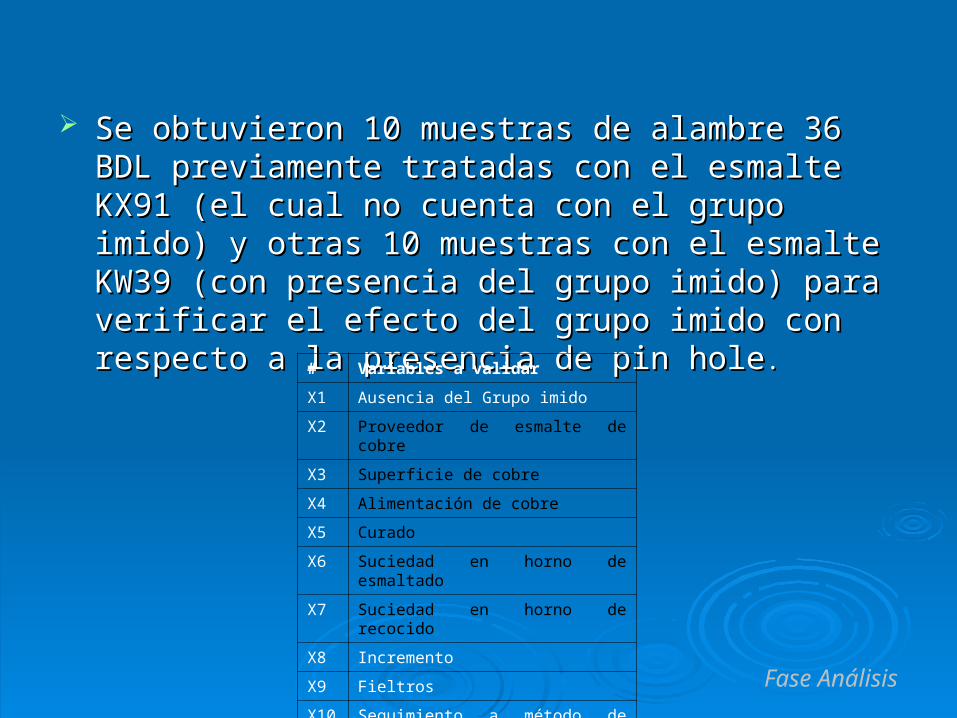
Se obtuvieron 10 muestras de alambre 36 Se obtuvieron 10 muestras de alambre 36 BDL previamente tratadas con el esmalte BDL previamente tratadas con el esmalte KX91 (el cual no cuenta con el grupo KX91 (el cual no cuenta con el grupo imido) y otras 10 muestras con el esmalte imido) y otras 10 muestras con el esmalte KW39 (con presencia del grupo imido) para KW39 (con presencia del grupo imido) para verificar el efecto del grupo imido con verificar el efecto del grupo imido con respecto a la presencia de pin holerespecto a la presencia de pin hole..# Variables a validar
X1 Ausencia del Grupo imidoX2 Proveedor de esmalte de
cobreX3 Superficie de cobreX4 Alimentación de cobreX5 CuradoX6 Suciedad en horno de
esmaltadoX7 Suciedad en horno de
recocidoX8 IncrementoX9 FieltrosX10 Seguimiento a método de
prueba
Fase Análisis
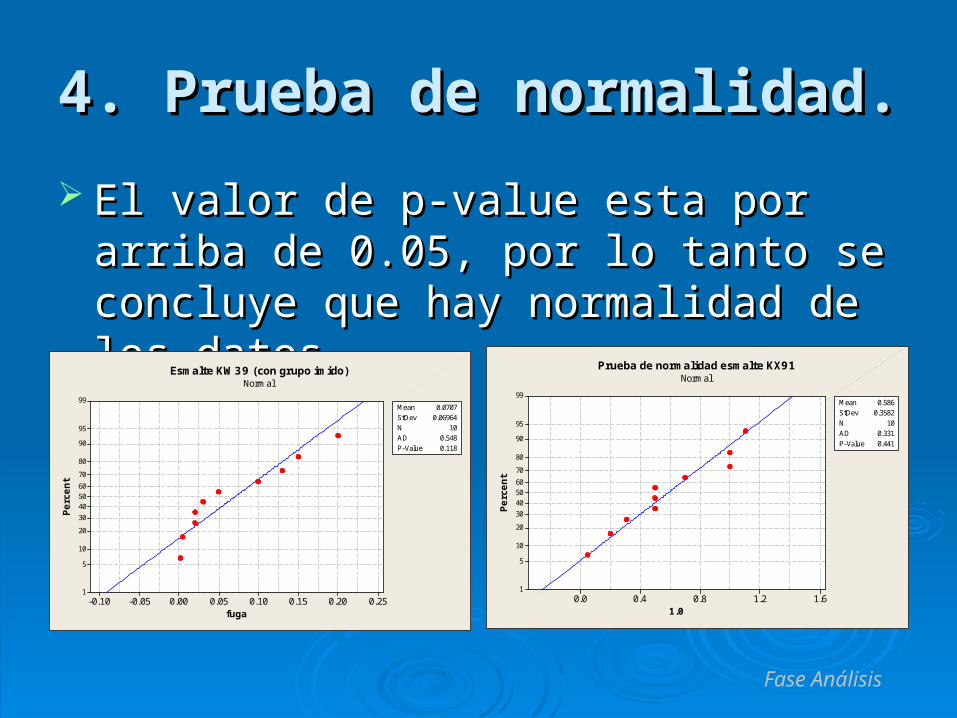
4. Prueba de normalidad.4. Prueba de normalidad. El valor de p-value esta por El valor de p-value esta por arriba de 0.05, por lo tanto se arriba de 0.05, por lo tanto se concluye que hay normalidad de concluye que hay normalidad de los datos. los datos.
fuga
Percen
t
0.250.200.150.100.050.00-0.05-0.10
99
9590
80706050403020
10
5
1
M ean
0.118
0.0707StDev 0.06964N 10AD 0.548P-Value
Esm alte KW 39 (con grupo im ido)Norm al
1.0
Percen
t
1.61.20.80.40.0
99
9590
80706050403020
10
5
1
M ean
0.441
0.586StDev 0.3582N 10AD 0.331P-Value
Prueba de norm alidad esm alte KX91Norm al
Fase Análisis
5. Prueba de igualdad de 5. Prueba de igualdad de varianzas.varianzas.
Paso 1: Paso 1: Parámetro de interés: igualdad de las muestras.Parámetro de interés: igualdad de las muestras. Paso 2:Paso 2:H0 = δH0 = δ11 = δ = δ22 Paso 3:Paso 3:H1 = δH1 = δ11 ≠ δ ≠ δ22 Paso 4:Paso 4:Elegir el estadístico de prueba: FElegir el estadístico de prueba: F Paso 5:Paso 5:Establecer la región de rechazo para la hipótesis nulaEstablecer la región de rechazo para la hipótesis nulaFcal < Falfa/2, n Fcal < Falfa/2, n máxmáx, n, nmínmín ó Fcal > -F alfa/2, n ó Fcal > -F alfa/2, n máxmáx, n , n mínmín Paso 6:Paso 6:Realizar los cálculos con los datos muestrales.Realizar los cálculos con los datos muestrales.Como P value = 0.00 y menor a α = 0.05 Como P value = 0.00 y menor a α = 0.05 Paso 7:Paso 7:Conclusión: Se acepta la H1, es decir, no existe igualdad de Conclusión: Se acepta la H1, es decir, no existe igualdad de
varianzas, con unavarianzas, con unaconfianza del 95%.confianza del 95%. Fase Análisis
6. Prueba t (verificar 6. Prueba t (verificar igualdad de medias).igualdad de medias).
PRUEBA TESMALTE N LOWER St Dev UPPER"B" 5 0.122 0.295 0.13"A" 7 34.29 3.3 1.2
Como t Value = -11.20 y Pvalue = 0, entonces la DIF = 6
H0 = µ12 = µ2
2
H1 = µ12 ≠ µ2
2
Como P value = 0 y menor a α = 0.05Se acepta H1 con un 95% de confianza
Fase AnálisisEs decir, las medias de las muestras NO son iguales.
Causa # 2: Proveedor de EsmalteCausa # 2: Proveedor de Esmalte De acuerdo al análisis realizado en el De acuerdo al análisis realizado en el laboratorio de desarrollo para los laboratorio de desarrollo para los esmaltes de proveedor A y B, ambos con esmaltes de proveedor A y B, ambos con presencia del grupo imido no hay presencia del grupo imido no hay diferencia en el comportamiento de pin diferencia en el comportamiento de pin hole. Por lo tanto hole. Por lo tanto nono es es causa raízcausa raíz. .
Se realizó un diseño de experimentos Se realizó un diseño de experimentos 25-1 fraccionado. Se realizaron 16 25-1 fraccionado. Se realizaron 16 combinaciones obteniéndose como combinaciones obteniéndose como resultado cero fallas de pin hole en resultado cero fallas de pin hole en todos los casos.todos los casos.
Por lo tanto Por lo tanto nono es es causa raízcausa raíz..
Fase Análisis
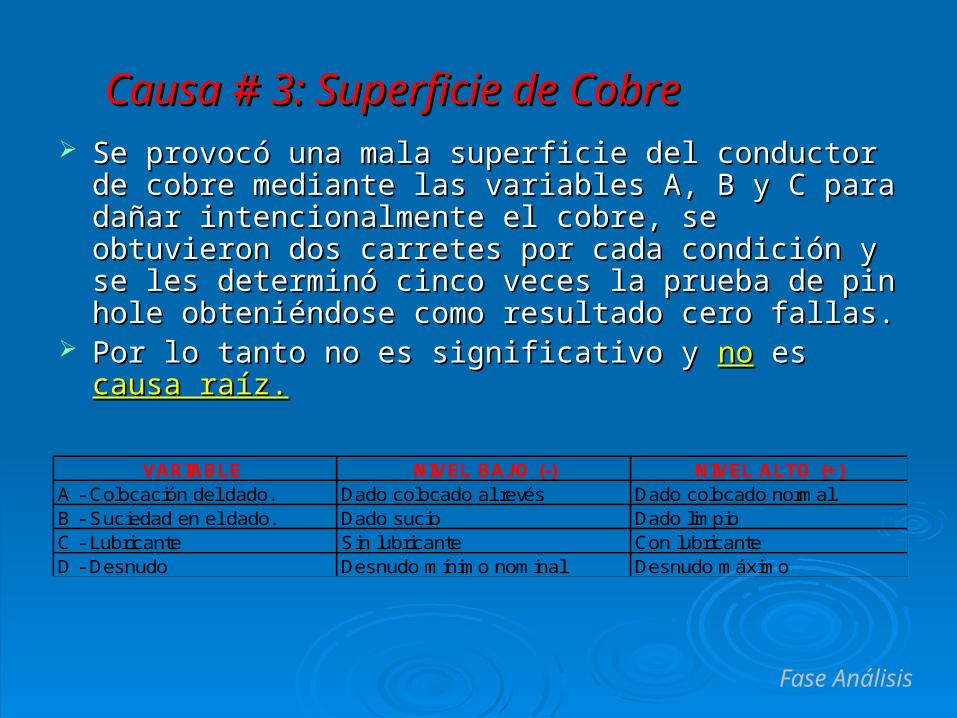
Causa # 3: Superficie de CobreCausa # 3: Superficie de Cobre Se provocó una mala superficie del conductor Se provocó una mala superficie del conductor de cobre mediante las variables A, B y C para de cobre mediante las variables A, B y C para dañar intencionalmente el cobre, se dañar intencionalmente el cobre, se obtuvieron dos carretes por cada condición y obtuvieron dos carretes por cada condición y se les determinó cinco veces la prueba de pin se les determinó cinco veces la prueba de pin hole obteniéndose como resultado cero fallas.hole obteniéndose como resultado cero fallas.
Por lo tanto no es significativo y Por lo tanto no es significativo y nono es es causa raíz.causa raíz.
VARIABLE NIVEL BAJO (-) NIVEL ALTO (+)A - Colocación del dado. Dado colocado al revés Dado colocado norm al.B - Suciedad en el dado. Dado sucio Dado lim pioC - Lubricante Sin lubricante Con lubricanteD - Desnudo Desnudo m ínim o nom inal Desnudo m áxim o
Fase Análisis
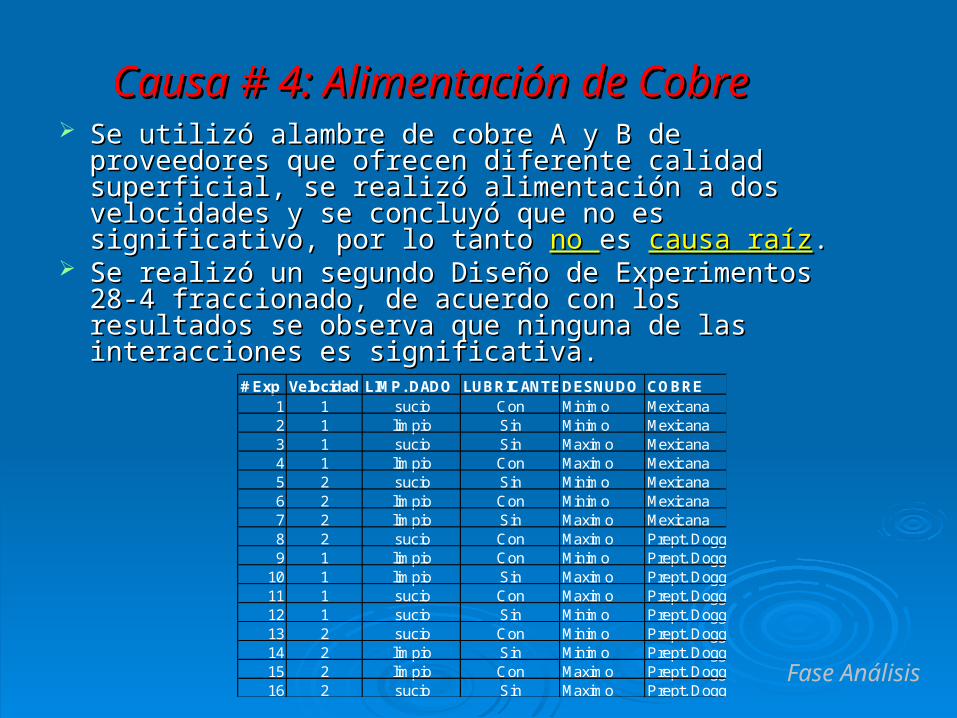
Causa # 4: Alimentación de CobreCausa # 4: Alimentación de Cobre Se utilizó alambre de cobre A y B de Se utilizó alambre de cobre A y B de proveedores que ofrecen diferente calidad proveedores que ofrecen diferente calidad superficial, se realizó alimentación a dos superficial, se realizó alimentación a dos velocidades y se concluyó que no es velocidades y se concluyó que no es significativo, por lo tanto significativo, por lo tanto no no es es causa raízcausa raíz..
Se realizó un segundo Diseño de Experimentos Se realizó un segundo Diseño de Experimentos 28-4 fraccionado, de acuerdo con los 28-4 fraccionado, de acuerdo con los resultados se observa que ninguna de las resultados se observa que ninguna de las interacciones es significativa.interacciones es significativa.
# Exp Velocidad LIM P. DADO LUBRICANTEDESNUDO CO BRE1 1 sucio Con Minim o Mexicana2 1 lim pio Sin Minim o Mexicana3 1 sucio Sin Maxim o Mexicana4 1 lim pio Con Maxim o Mexicana5 2 sucio Sin Minim o Mexicana6 2 lim pio Con Minim o Mexicana7 2 lim pio Sin Maxim o Mexicana8 2 sucio Con Maxim o Prept. Dogge9 1 lim pio Con Minim o Prept. Dogge10 1 lim pio Sin Maxim o Prept. Dogge11 1 sucio Con Maxim o Prept. Dogge12 1 sucio Sin Minim o Prept. Dogge13 2 sucio Con Minim o Prept. Dogge14 2 lim pio Sin Minim o Prept. Dogge15 2 lim pio Con Maxim o Prept. Dogge16 2 sucio Sin Maxim o Prept. Dogge
Fase Análisis
Causa # 5: Curado.Causa # 5: Curado. De acuerdo a los resultados del diseño De acuerdo a los resultados del diseño de experimentos la velocidad (B), la de experimentos la velocidad (B), la temperatura del horno de esmaltado (A) temperatura del horno de esmaltado (A) y su interacción no son significativas, y su interacción no son significativas, estas son las variables que influyen en estas son las variables que influyen en el curado. Por lo tanto el curado. Por lo tanto nono es es causa causa raíz.raíz.
Causa # 6: Suciedad en el horno de Causa # 6: Suciedad en el horno de Esmaltado.Esmaltado.
De acuerdo con el resultado de De acuerdo con el resultado de diseño de experimentos diseño de experimentos nono aparece aparece como como causa raízcausa raíz. . Fase Análisis
Causa # 7: Suciedad en horno de recocido.Causa # 7: Suciedad en horno de recocido. Con base a los resultados del diseño de Con base a los resultados del diseño de experimentos aparece como experimentos aparece como significativa.significativa.
Por lo tanto Por lo tanto SI es causa raíz.SI es causa raíz.
Causa # 8: Incremento. Causa # 8: Incremento. NoNo es es causa raízcausa raíz
Causa # 9: Fieltros. Causa # 9: Fieltros. NoNo es es causa raíz.causa raíz.
Fase Análisis
En base a los resultados del diseño de En base a los resultados del diseño de experimentos aparece únicamente como experimentos aparece únicamente como significativa la variable del horno de significativa la variable del horno de recocidorecocido, sin embargo la explicación del diseño , sin embargo la explicación del diseño es baja por lo que en base a la experiencia del es baja por lo que en base a la experiencia del equipo se decidió realizar un segundo diseño de equipo se decidió realizar un segundo diseño de experimentos involucrando las variables horno experimentos involucrando las variables horno de recocido, horno de esmaltado y temperatura de recocido, horno de esmaltado y temperatura del horno de esmaltado.del horno de esmaltado.
De acuerdo con los resultados del segundo De acuerdo con los resultados del segundo diseño diseño las variables temperatura del horno de las variables temperatura del horno de esmaltado y suciedad en el horno de recocidoesmaltado y suciedad en el horno de recocido, , así como así como la interacción entre ambas resultaron la interacción entre ambas resultaron ser significativasser significativas. La explicación del diseño . La explicación del diseño es de un 99 % por lo que es aceptable, se es de un 99 % por lo que es aceptable, se realizó una corrida de confirmación con los realizó una corrida de confirmación con los siguientes resultados.siguientes resultados.
Fase Análisis
7. Corrida 7. Corrida confirmatoria.confirmatoria.
De acuerdo con el resultados en la De acuerdo con el resultados en la prueba de pin hole y con los prueba de pin hole y con los análisis de laboratorio tomamos la análisis de laboratorio tomamos la decisión de considerar nuestra decisión de considerar nuestra mejor condición con horno de mejor condición con horno de recocido limpio y temperatura 520°C recocido limpio y temperatura 520°C para mantener nuestras para mantener nuestras características de pin hole, características de pin hole, rigidez y flujo termoplástico rigidez y flujo termoplástico consistentes.consistentes.
Fase Análisis
8. Conclusiones Etapa de 8. Conclusiones Etapa de Análisis.Análisis.
Luego de conocer las principales Luego de conocer las principales causas que originan el defecto de pin causas que originan el defecto de pin hole, se concluye que las causas hole, se concluye que las causas principales que se debe controlar para principales que se debe controlar para eliminar el defecto de pin hole son:eliminar el defecto de pin hole son:
Limpieza de horno de recocidoLimpieza de horno de recocido Control de temperatura del Control de temperatura del horno(520°C).horno(520°C).
Habrá que implementar controles para Habrá que implementar controles para ambos y asegurarse de que no ambos y asegurarse de que no continuaran siendo causas raíz para continuaran siendo causas raíz para provocar el defecto de pin hole.provocar el defecto de pin hole.
Capítulo IV.Capítulo IV.Etapa de Mejora.Etapa de Mejora.
El objetivo de ésta fase es: El objetivo de ésta fase es: Desarrollar, llevar a cabo Desarrollar, llevar a cabo las mejoras propuestas en las mejoras propuestas en la etapa de análisis.la etapa de análisis.
1. Posibles alternativas 1. Posibles alternativas de solución.de solución.
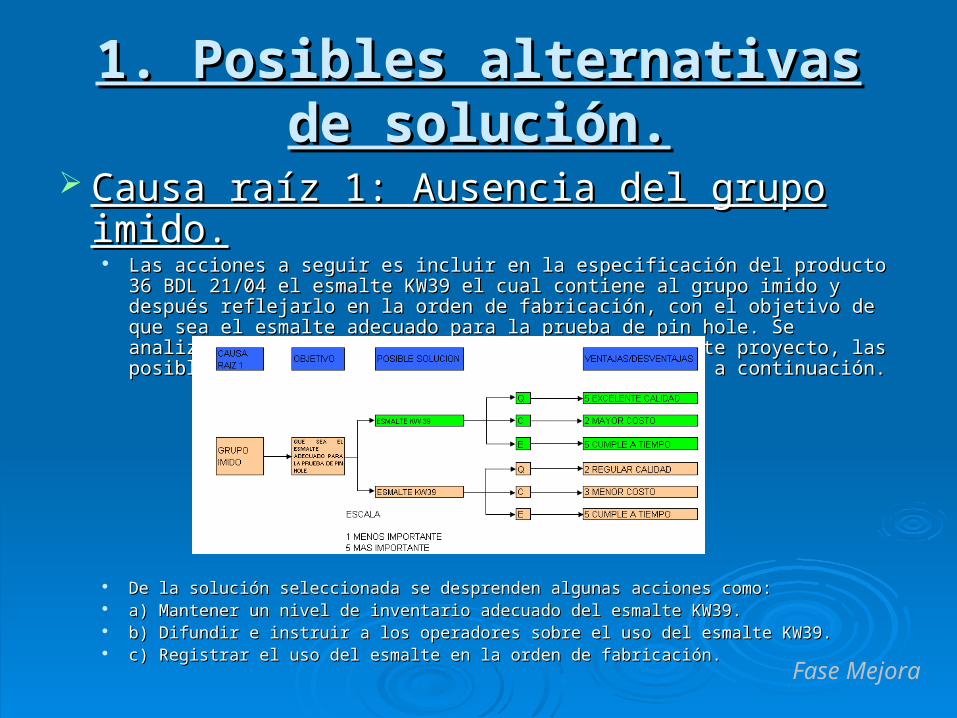
Causa raíz 1: Ausencia del grupo Causa raíz 1: Ausencia del grupo imido.imido.
Las acciones a seguir es incluir en la especificación del producto Las acciones a seguir es incluir en la especificación del producto 36 BDL 21/04 el esmalte KW39 el cual contiene al grupo imido y 36 BDL 21/04 el esmalte KW39 el cual contiene al grupo imido y después reflejarlo en la orden de fabricación, con el objetivo de después reflejarlo en la orden de fabricación, con el objetivo de que sea el esmalte adecuado para la prueba de pin hole. Se que sea el esmalte adecuado para la prueba de pin hole. Se analizaron con los stakeholders involucrados en este proyecto, las analizaron con los stakeholders involucrados en este proyecto, las posibles alternativas de solución, como se muestra a continuación. posibles alternativas de solución, como se muestra a continuación.
De la solución seleccionada se desprenden algunas acciones como:De la solución seleccionada se desprenden algunas acciones como: a) Mantener un nivel de inventario adecuado del esmalte KW39.a) Mantener un nivel de inventario adecuado del esmalte KW39. b) Difundir e instruir a los operadores sobre el uso del esmalte KW39.b) Difundir e instruir a los operadores sobre el uso del esmalte KW39. c) Registrar el uso del esmalte en la orden de fabricación.c) Registrar el uso del esmalte en la orden de fabricación.
Fase Mejora
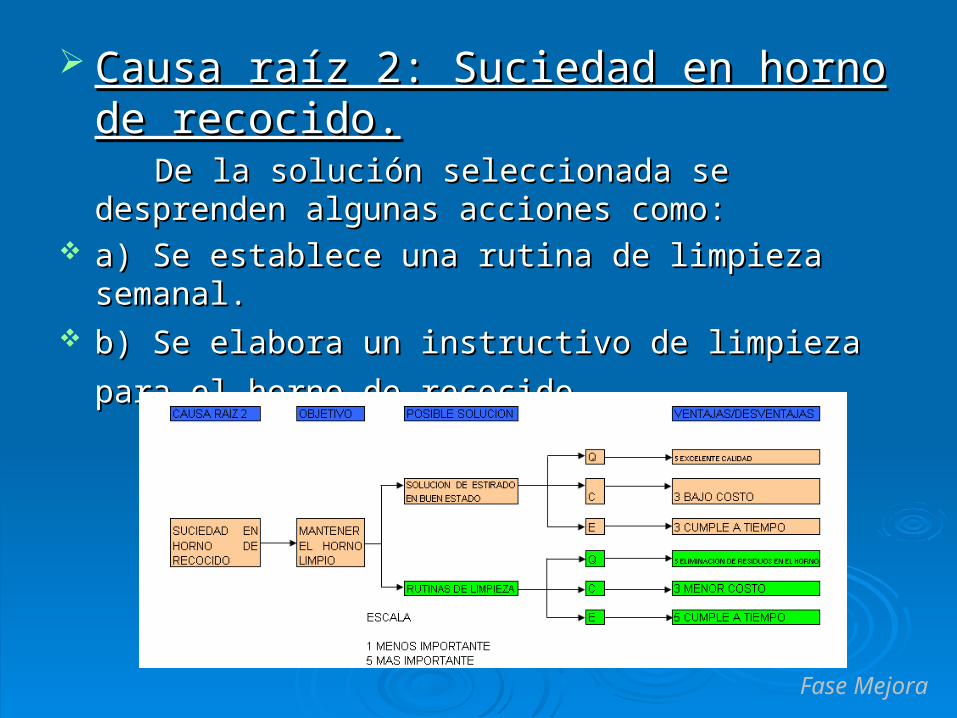
Causa raíz 2: Suciedad en horno Causa raíz 2: Suciedad en horno de recocido.de recocido.
De la solución seleccionada se De la solución seleccionada se desprenden algunas acciones como:desprenden algunas acciones como:
a) Se establece una rutina de limpieza a) Se establece una rutina de limpieza semanal.semanal.
b) Se elabora un instructivo de limpieza b) Se elabora un instructivo de limpieza para el horno de recocido.para el horno de recocido.
Fase Mejora
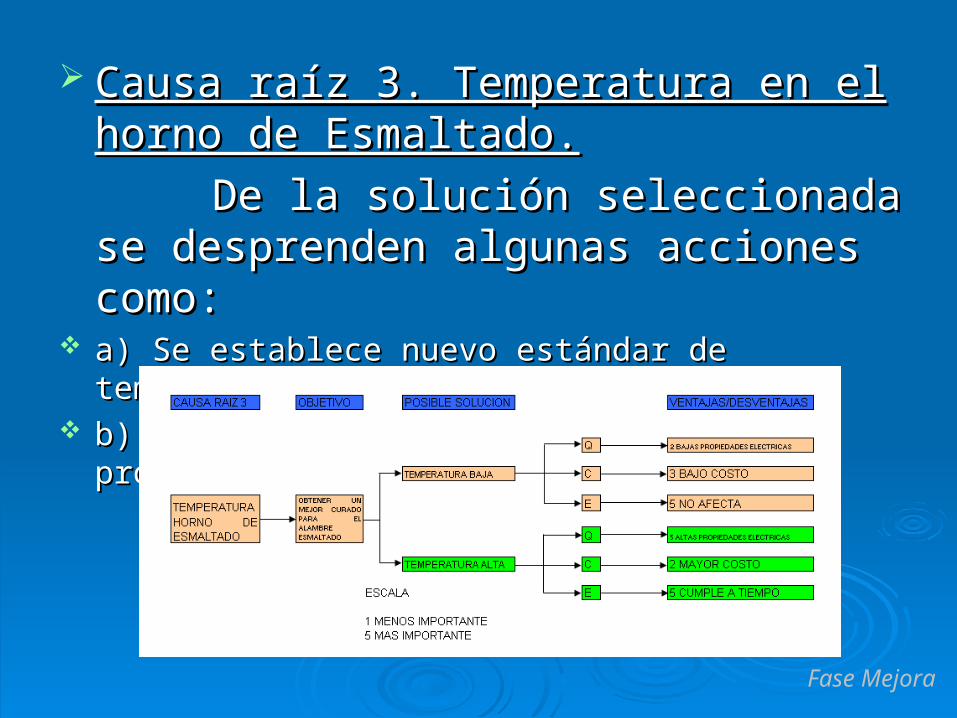
Causa raíz 3. Temperatura en el Causa raíz 3. Temperatura en el horno de Esmaltado.horno de Esmaltado.
De la solución seleccionada De la solución seleccionada se desprenden algunas acciones se desprenden algunas acciones como:como:
a) Se establece nuevo estándar de a) Se establece nuevo estándar de temperatura.temperatura.
b) Se elabora reporte de control de b) Se elabora reporte de control de proceso.proceso.
Fase Mejora
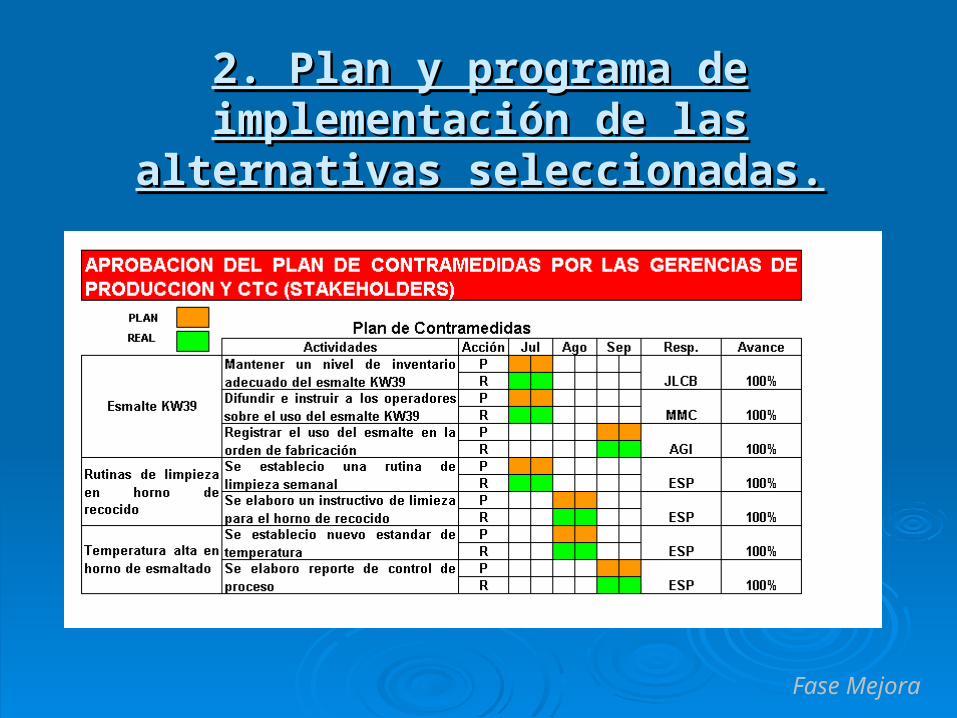
2. Plan y programa de 2. Plan y programa de implementación de las implementación de las
alternativas seleccionadas.alternativas seleccionadas.
Fase Mejora
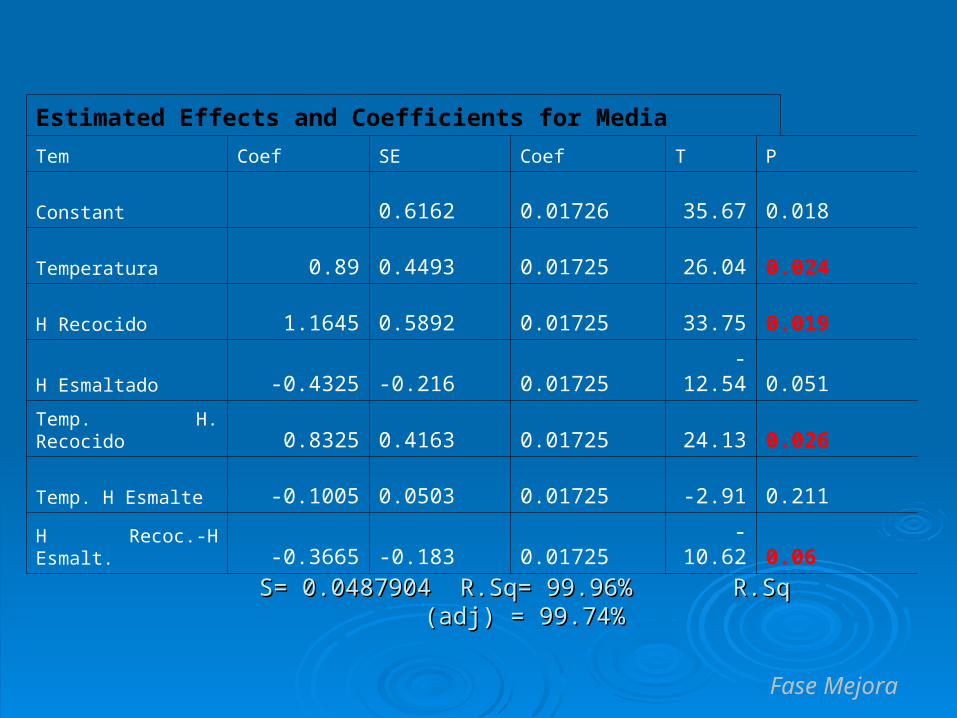
S= 0.0487904 R.Sq= 99.96% R.Sq S= 0.0487904 R.Sq= 99.96% R.Sq (adj) = 99.74%(adj) = 99.74%
Estimated Effects and Coefficients for Media
Tem Coef SE Coef T P
Constant 0.6162 0.01726 35.67 0.018
Temperatura 0.89 0.4493 0.01725 26.04 0.024
H Recocido 1.1645 0.5892 0.01725 33.75 0.019
H Esmaltado -0.4325 -0.216 0.01725-
12.54 0.051Temp. H. Recocido 0.8325 0.4163 0.01725 24.13 0.026
Temp. H Esmalte -0.1005 0.0503 0.01725 -2.91 0.211H Recoc.-H Esmalt. -0.3665 -0.183 0.01725
-10.62 0.06
Fase Mejora
5. Conclusiones Fase de 5. Conclusiones Fase de Mejora.Mejora.
Se determina que el tipo de esmalte a Se determina que el tipo de esmalte a usar es significativo para el efecto de usar es significativo para el efecto de pin hole, por lo que se especificó el uso pin hole, por lo que se especificó el uso del esmalte que contiene el grupo IMIDO del esmalte que contiene el grupo IMIDO que es el KW39.que es el KW39.
Se capacita a los operadores para el uso Se capacita a los operadores para el uso de este esmalte, así como a llenar los de este esmalte, así como a llenar los registros para el control del proceso registros para el control del proceso usando este esmalte.usando este esmalte.
Finalmente, se encontró como área de Finalmente, se encontró como área de oportunidad los registros de temperatura oportunidad los registros de temperatura del horno de esmaltado, en los cuales los del horno de esmaltado, en los cuales los operadores deben ser capacitados y tomar operadores deben ser capacitados y tomar a su cargo dicho control.a su cargo dicho control.
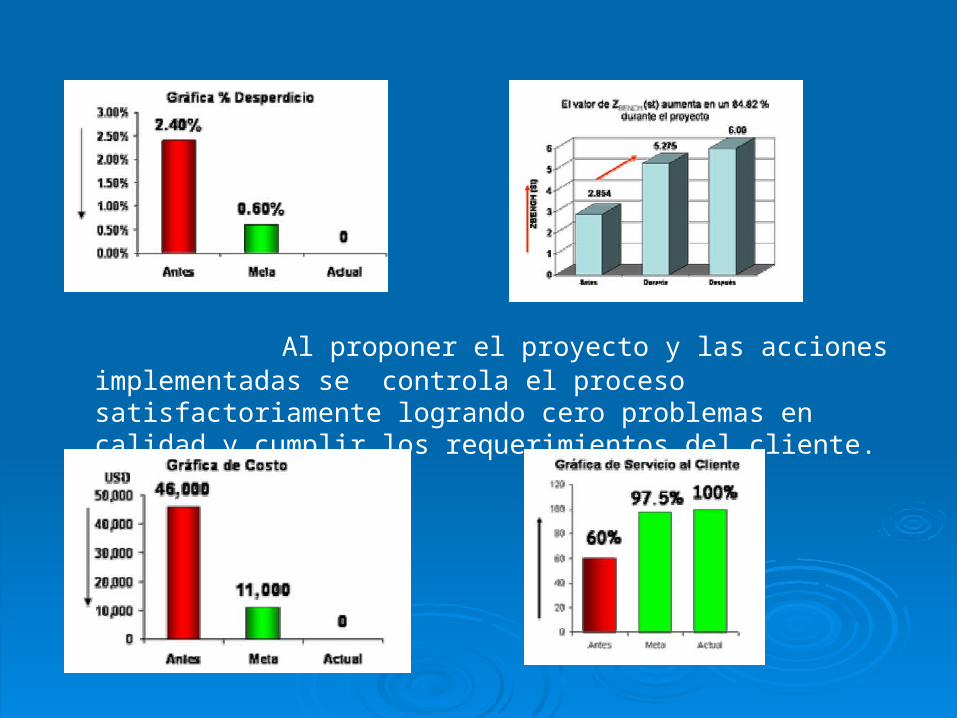
Al proponer el proyecto y las acciones implementadas se controla el proceso satisfactoriamente logrando cero problemas en calidad y cumplir los requerimientos del cliente.
Capítulo V.Capítulo V.Etapa de Control.Etapa de Control.
El objetivo de ésta fase es: El objetivo de ésta fase es: Validar, verificar y monitorear Validar, verificar y monitorear las mejoras realizadas para que las mejoras realizadas para que sigan cumpliéndose y detectar sigan cumpliéndose y detectar cualquier reincidencia para cualquier reincidencia para corregir a tiempo.corregir a tiempo.
1. Monitoreo de variables1. Monitoreo de variables Se implementan las acciones en Se implementan las acciones en todas las máquinas del área de todas las máquinas del área de acuerdo al plan aquí descrito.acuerdo al plan aquí descrito.
2. Planes de Estándares2. Planes de Estándares Uso del esmalte con el grupo Uso del esmalte con el grupo imido.imido.
a) Se modifica la orden de a) Se modifica la orden de fabricación en donde se señala el fabricación en donde se señala el esmalte obligatorio KW39.esmalte obligatorio KW39.
Fase Control
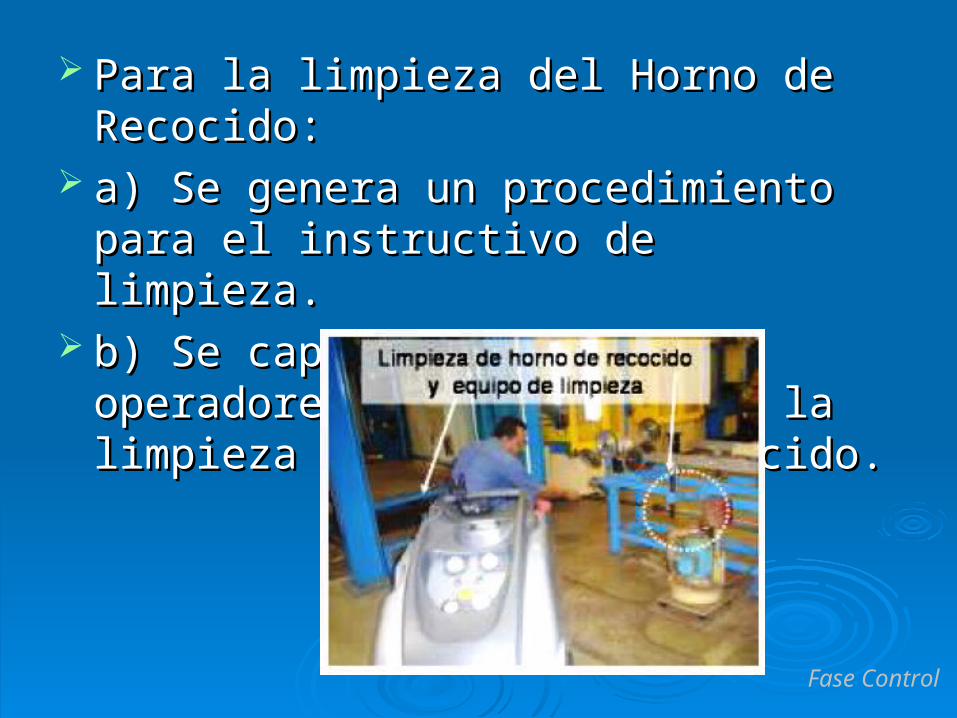
Para la limpieza del Horno de Para la limpieza del Horno de Recocido:Recocido:
a) Se genera un procedimiento a) Se genera un procedimiento para el instructivo de para el instructivo de limpieza.limpieza.
b) Se capacita a los b) Se capacita a los operadores para garantizar la operadores para garantizar la limpieza del horno de recocido.limpieza del horno de recocido.
Fase Control
Para el control de la temperatura Para el control de la temperatura se utilizaron los siguientes se utilizaron los siguientes documentos de control:documentos de control:
a) Uso de hoja de proceso. a) Uso de hoja de proceso. b) reporte de control de proceso.b) reporte de control de proceso. c) actividades de capacitación y c) actividades de capacitación y entrenamiento. entrenamiento.
Fase Control
3. Estandarización de las 3. Estandarización de las soluciones a otras áreas.soluciones a otras áreas.
Las áreas con mayor beneficio gracias a Las áreas con mayor beneficio gracias a este proyecto fueron: producción de este proyecto fueron: producción de esmaltado, torcido, finanzas, comercial y esmaltado, torcido, finanzas, comercial y manufactura.manufactura.
Se aplicó la mejora en el resto de las Se aplicó la mejora en el resto de las máquinas (serie 500, 300 y 250), logrando máquinas (serie 500, 300 y 250), logrando reducir la falla de pin hole a cero.reducir la falla de pin hole a cero.
Fase Control
5. Conclusiones Fase de 5. Conclusiones Fase de Control.Control.
Se implementaron cotramedidas para Se implementaron cotramedidas para asegurar que las causas raíz detectadas asegurar que las causas raíz detectadas se cumplieran, se pudieran auditar y se cumplieran, se pudieran auditar y asegurarse de que se están cumpliendo:asegurarse de que se están cumpliendo:
Causa RaízPresencia grupo imidoLimpieza de horno de
recocidoLimpieza de horno de
esmaltadoTemperatura horno de
recocido Adicional, se implementaron controles similares en Adicional, se implementaron controles similares en
el resto de las áreas con máquinas similares, para el resto de las áreas con máquinas similares, para obtener un beneficio completo a nivel compañíaobtener un beneficio completo a nivel compañía..
Conclusiones del Conclusiones del proyectoproyecto
Se logró el objetivo del proyecto Se logró el objetivo del proyecto (eliminar el problema de pin hole) (eliminar el problema de pin hole) gracias al uso gracias al uso ordenado y planeadoordenado y planeado de de la metodología seis sigma DMAIC.la metodología seis sigma DMAIC.
La La validación estadísticavalidación estadística de los de los datos y resultados fue el datos y resultados fue el soporte soporte irrefutableirrefutable para contar con el 100% para contar con el 100% de apoyo por parte de la Dirección.de apoyo por parte de la Dirección.
Este proyecto sirvió de base para que Este proyecto sirvió de base para que se aprobara un se aprobara un cambio en la cambio en la organizaciónorganización (capacitación, nuevos (capacitación, nuevos proyectos de mejora, formación de proyectos de mejora, formación de equipos de trabajo, etc).equipos de trabajo, etc).