biogeography-based optimisation for flexible manufacturing system scheduling problem
TRANSCRIPT

This article was downloaded by: [Universiti Putra Malaysia]On: 13 January 2015, At: 18:48Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Click for updates
International Journal of Production ResearchPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/tprs20
Biogeography-based optimisation for flexiblemanufacturing system scheduling problemShahla Paslara, M.K.A. Ariffina, Mehran Tamjidya & Tang Sai Honga
a Department of Mechanical and Manufacturing Engineering, University Putra Malaysia,Serdang, MalaysiaPublished online: 30 Oct 2014.
To cite this article: Shahla Paslar, M.K.A. Ariffin, Mehran Tamjidy & Tang Sai Hong (2014): Biogeography-basedoptimisation for flexible manufacturing system scheduling problem, International Journal of Production Research, DOI:10.1080/00207543.2014.975855
To link to this article: http://dx.doi.org/10.1080/00207543.2014.975855
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of theContent. Any opinions and views expressed in this publication are the opinions and views of the authors, andare not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon andshould be independently verified with primary sources of information. Taylor and Francis shall not be liable forany losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use ofthe Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

Biogeography-based optimisation for flexible manufacturing system scheduling problem
Shahla Paslar*, M.K.A. Ariffin, Mehran Tamjidy and Tang Sai Hong
Department of Mechanical and Manufacturing Engineering, University Putra Malaysia, Serdang, Malaysia
(Received 12 January 2014; accepted 30 September 2014)
Biogeography-based optimisation (BBO) algorithm is a new evolutionary optimisation algorithm based on geographicdistribution of biological organisms. With probabilistic operators, this algorithm is able to share more information fromgood solutions to poor ones. BBO prevents the good solutions to be demolished during the evolution. This feature leadsto find the better solutions in a short time rather than other metaheuristics. This paper provides a mathematical modelwhich integrates machine loading, part routing, sequencing and scheduling decision in flexible manufacturing systems(FMS). Moreover, it tackles the scheduling problem when various constraints are imposed on the system. Since thisproblem is considered to be NP-hard, BBO algorithm is developed to find the optimum /near optimum solution based onvarious constraints. In the proposed algorithm, different types of mutation operators are employed to enhance the diver-sity among the population. The proposed BBO has been applied to the instances with different size and degrees of com-plexity of problem adopted from the FMS literature. The experimental results demonstrate the effectiveness of theproposed algorithm to find optimum /near optimum solutions within reasonable time. Therefore, BBO algorithm can beused as a useful solution for optimisation in various industrial applications within a reasonable computation time.
Keywords: biogeography-based optimisation algorithm; mathematical programming; flexible manufacturing system;scheduling problem
1. Introduction
flexible manufacturing systems (FMS) are known as a complex production system to efficiently respond to the currentmarket issues. These issues can be: (i) shorten the manufacturing lead time to fulfil customers need, (ii) flexibility toadopt the market changes; and (iii) increase productivity and decrease production costs to retain the market share(Atmani and Lashkari 1998). One feature of such manufacturing systems which is mostly difficult in practice isscheduling. FMSs scheduling differs from a conventional manufacturing system due to the access to alternativeresources results in routing flexibility (Jain and Elmaraghy 1997). As pointed by Sawik (1990) production schedulingcan be preserved as four subproblems: (i) part-type selection, (ii) machine loading, (iii) part sequencing, and (iv)operation scheduling. In fact, most of scheduling problems are NP-hard combinatorial optimisation problems (Maccarthyand Liu 1993).
The focus of this study is on machine loading, part routing, sequencing and scheduling problem. Machine loading isdefined as the process or decision of allocating tools to machines. This decision must consider which operation may beperformed on each machine. Part routing is defined as the process of determining the route or sequence of machines foreach part in which machine loading decision may result in a unique machine or two or more machines for each opera-tion. Sequencing decision deals with determining the order in which operations are performed on machines. Schedulingencompasses all the decision related to the start and finishing times for each operation. With routing flexibility, thesequencing and scheduling decision in FMS environments are clearly different (Liu and Maccarthy 1996). It is worthnoting that to avoid the solution with poor quality, it is better to consider these problems simultaneously.
Moreover, FMS scheduling are strongly affected by various constraints such as due date, tool magazine capacity,number of pallet and fixtures, number of tool copies, tool life and available machining time. These factors make FMSscheduling more complex and intractable. Due to challenging inherent complexity related to FMS scheduling problem,various approaches have been proposed to tackle this problem. In general, these approaches can be classified into twogroups: model-based and heuristic-based. A selective review of some of the main works concerning the content andscope of machine loading, part routing and operation scheduling related to FMS based on their proposed solutionapproach is given here.
*Corresponding author. Email: [email protected]
© 2014 Taylor & Francis
International Journal of Production Research, 2014http://dx.doi.org/10.1080/00207543.2014.975855
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

There have been extensive studies on the use of model-based approach which is implemented in variousmathematical models. Sarin and Chen (1987) proposed a mixed integer linear programming (MILP) model for the FMSloading problem with the objective of minimising the total machining costs. Nevertheless, this model does not take intoaccount the sequencing and scheduling problem, the proposed model contains large number of variables and constrains.To facilitate the computational effort of this model, they developed a procedure based on Lagrangian relaxation and sub-gradient. Atmani and Lashkari (1998) presented a 0–1 integer programming (IP) model for the FMS loading problemby considering a number of constraints to minimise the total cost of processing, set-up and material handling. Guerreroet al. (1999) developed a MILP to machine loading problem by considering the existence of the alternative routes foreach part type. Moreover, the optimal number of tool copies of each tool type was determined to be loaded into eachmachine tool magazine with the objective of balancing machine workload.
Since the practical application of mathematical models resulting in large number of variables and constraints, someresearchers handled the problem by decomposing it into two or more subproblems. Persi et al. (1999) proposed a hierar-chical framework that at the upper level, batches are determined and at the lower level, batches are sequenced, linkedand scheduled. They used a mixed-IP model to select the batches by minimising global lead time and a heuristic algo-rithm to sequence, link and schedule batches. Gamila and Motavalli (2003) developed a mixed-IP model for FMSmachine-tool assignment and operation allocation and then they employed a heuristic algorithm to generate the detailedpart scheduling. The proposed mathematical model can handle several constraints such as limitation on number of toolslot in machine tool magazine, amount of tool life time per each tool type, and part’s due date with a multiple objectiveof minimising the maximum completion time, processing time and number of part movements between machines. Oneof the main drawbacks of proposed model is that the decision associated with machine-tool assignment and operationallocation was made before scheduling and task timing decision. Albey and Bilge (2011) proposed a hierarchical frame-work regarding the operation allocation decisions given by a loading model and the dynamic routing decisions at theshop floor control level. They employed a mixed-IP and a simulation-based capacity mechanism to solve FMS schedul-ing problem.
While the sequential decomposition approaches reduce the complexity of the problem, they also limit the potentialto fully realise the flexibility of the system (Liu and Maccarthy 1999). As shown in the research, the performance of anFMS can be greatly affected by the degree to which its system flexibility can be realised (Chen and Chung 1991).Moreover, the decomposition of problem requires prior domain knowledge and the final solution of decompositionmethod is sensitive to the solution of pervious stages (Chen and Ho 2005).
Due the aforementioned complexities of mathematical model and some limitations of decomposition method, heuris-tic-based approaches have found relatively more favour in literature. These approaches are implemented in the form ofheuristic or metaheuristic algorithms. Mishra et al. (2006) extended the work of Atmani and Lashkari (1998) and Rai,Kameshwaran, and Tiwari (2002) and proposed heuristic-based approach namely a quick convergence simulated anneal-ing (SA) to solve a fuzzy goal programming model of FMS machine-tool selection and operation allocation problem.Low, Yip, and Wu (2006) extended a MILP formulation to FMS operation scheduling that aims at minimising a multi-ple objective such as mean flow time, mean tardiness and mean machine idle time while taking set-up time into account.To overcome the difficulty of their proposed MILP, all combinations of SA and tabu search (TS) are developed to solvethe problem. Abazari, Solimanpur, and Sattari (2012) proposed a hybrid genetic algorithm to solve a MILP–FMS load-ing problem with different practical parameters. Jahromi and Tavakkoli-Moghaddam (2012) presented a new heuristicmethod based on five simple procedures to solve a problem of dynamic machine-tool selection and operation allocationwith part and tool movement policy in a FMS.
The references reviewed above have provided valuable insights into machine loading, part routing, sequencing andscheduling problem and proposed different solution approaches, but there were no attempts to consider all these prob-lems in an integrated way. Although formulation of all these problems in a single mathematical model may not beimpossible, it will lead to quite complex mathematical model whose solution may be difficult to determine in a polyno-mial order of time. Zeballos (2010) presented a constraint programming (CP) model that integrates machine assignment,tool planning and allocation, part routing and task timing decisions in an FMS. The proposed model takes into accountseveral objectives with different constraints such as limitation on number of tool copies, tool lifetime and parts’ duedates. In addition, he proposed a search strategy to find feasible solutions within short CPU times which showed a goodcomputational performance for small- and medium-sized problems.
The main contribution of this study is to solve the addressed problem by applying an efficient metaheuristicalgorithm while different constraints are imposed on the system. In 2008, a new population-based evolutionary algo-rithm based on geographic distribution of biological organisms was firstly introduced by Simon (2008), entitled biogeog-raphy-based optimisation (BBO). He stated that this method is novel method for solving the NP-hard problem.Although BBO is a naturally inspired algorithm, it has some fundamental distinctions from common natural algorithms
2 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

such as GA, PSO or ACO. In the BBO, the initial population is not discarded among different generations. Instead, themigration concept is used to modify the population. As another distinction, in each generation, the fitness function isnot used directly to modify the population in which BBO uses fitness to determine the immigration and emigrationrates.
Regarding the application of BBO algorithm in manufacturing system, BBO has been employed to solve schedulingproblem in static flexible job shop (Rahmati and Zandieh 2012) and static hybrid flexible flowshop (Attar et al. 2013).According to their comparative study of BBO with other popular metaheuristic algorithms, they concluded that BBO iscapable to obtain the better results in terms of solution quality and convergence characteristics.
Herein, we propose a linear mathematical model for FMS scheduling problem which integrates machine loading,part routing, sequencing and task timing decision in FMS while different constraints such as limitation on set-up cost,machining cost, tool magazine capacity, tool life time and due date of part types are imposed on the system. This modeldeveloped based on the models presented by Atmani and Lashkari (1998), Low and Wu (2001), Gamila and Motavalli(2003) and its performance is evaluated based on the test problem reported by Gamila and Motavalli (2003). Since thisproblem is considered to be NP-hard, a BBO algorithm is employed to find the optimum/near-optimum solution basedon various constraints within short amount of time. Moreover, this algorithm can handle one of the main features ofFMS related to the tool, such as limited number of tool copies. The performance of the proposed algorithm is comparedwith different case studies adopted from Zeballos, Quiroga, and Henning (2010) and Zeballos (2010). Rest of this paperis organised as follows: Section 2 describes the problem environment, Section 3 presents the mathematical model,Section 4 develops the proposed BBO algorithm, Section 5 evaluates the performance of proposed mathematical modeland BBO algorithm and Section 6 provides the final conclusion.
2. Problem environment
This paper considers the FMS scheduling problem that includes a set of parts i 2 I that each part consists of severaloperations j 2 ni. Each part-operation is supposed to be accomplished by a number of machines k 2 M with a specifictool t 2 T . For each part-operation, Pijkt and Cijkt denote the processing time and machining cost of operation j of part i,on machine m with tool t, respectively. Machine-tool selection for each part-operation is made by considering resourceconstraints and the system assumptions, which are made as follows:
(a) Resource constraints:
(1) Each tool t can have several tool copies TCt with specific tool life TLt.(2) A tool copy of a certain tool with specific required tool slot TSt should be assigned to only one machine which
contains limited number of tool slots on its tool magazine MCk .(3) Every part-operation is processed by means of a tool copy of a certain tool.(4) Each machine is subjected to have a set-up cost when switches from processing one part i to another part i0.(5) There are upper bounds on the set-up cost TSCost and processing cost TPCost, which should not be exceeded.
(b) Assumptions:
(1) Pre-emption and splitting of operations are not permitted.(2) There is sufficient number of resources such as pallets, fixtures, in the system, and is readily available.(3) Transportation time of parts among machines and the set-up times are not taken into account.(4) Tool magazine capacity, processing times, tool requirements for all operations and tool slot occupations for all
tools are known.(5) All tool instances are new at the beginning of scheduling horizon. Sharing a tool copy of a tool type between
machines is not permitted.(6) Machines and material handling devices are available at time zero and there are no breakdowns or failures in
the system.
A variety of objectives can be used to measure FMS scheduling performance. These can be job-related objectivessuch as tardiness, makespan, resource-related objective, idle time and costs. In FMS, the objective of makespan minimi-sation plays an important role at the control stage (Shanker and Modi 1999). This study is dealt with measuring the per-formance of the proposed model by using two single objectives, makespan and total machining cost and onemultiobjective function adopted from Gamila and Motavalli (2003) for comparison purposes.
The scheduling problem in this study involves: (a) assigning a compatible machine-tool combination to each part-operation, (b) sequencing part-operation that are assigned to the same machines, and (c) scheduling all part-operations.
International Journal of Production Research 3
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

3. Model formulation
In this section, a MILP model is presented to clearly specify the key parameters and their influence on the FMSscheduling problem. This model is developed based on the models presented by Atmani and Lashkari (1998), Lowand Wu (2001), Gamila and Motavalli (2003). Atmani and Lashkari (1998) proposed a MILP which only considersthe machine-tool assignment and operation allocation in which tool magazine capacity, machine available timecapacity and tool life for each tool are taken into account. There is routing flexibility in the system as operationof a part may be assigned to various machines using specified tool. The formulation pursues minimisation of totalcosts of operations, material handling and set-ups. In their proposed model, they did not take into account sequenc-ing and timing as FMS problems and limitation on set-up cost, machining cost and part type’s due date as modelconstraints. Low and Wu (2001) presented a 0–1 linear IP which only takes into account the FMS operationscheduling problem with set-up time consideration and the objective of minimising total tardiness; however, thereare no constraints in the system. Gamila and Motavalli (2003) addressed the loading, part routing, sequencing andscheduling problem; however, the loading problem is first described as a MILP, and then a heuristic algorithm isproposed for sequencing and scheduling problem. Since this approach do not deal with the loading, sequencingand timing problem in an integrated way, suboptimal solutions are likely to be obtained. Moreover, the approachdoes not propose any systematic procedure to obtain a solution when the assignment step leads to an infeasiblesolution. Although the presented model is similar to that proposed by Gamila and Motavalli (2003) in dealing withthe same problems and constraints, a new structure and variables for an integrated MILP for loading, part sequenc-ing, sequencing and scheduling problem are proposed. The presented model produces more variables and constraintsin comparison with the model proposed by Gamila and Motavalli (2003), but suboptimal solutions cannot beobtained.
It should be noted that in the proposed MILP model, only one tool copy for each tool type is permitted to reducethe degrees of complexity of this model. Although the presented linear mathematical model can be modified by addingthe Equation (41), proposed in Section 4.5 in which tool capable to have more than one tool copy, the proposed modelthen will be known as nonlinear model. The nonlinear optimisation problems are not known to admit polynomial timealgorithms. As the scheduling problem is inherently NP-hard, finding a polynomial time solution for a nonlinear modelis unlikely (Bellare and Rogaway 1995). To reduce the complexity of proposed mathematical model, the limitation inthe number of tool copies is considered in the proposed BBO algorithm.
3.1 Notation
Subscriptsi; i0 part indices; 1� i; i0 � I ,j, j′ operation indices; 1 ≤ j, j′ ≤ nit, t′ tool indices; 1 ≤ t, t′ ≤ Tk, k′ machine indices, 1 ≤ k, k′ ≤ M
Parameters and setsPijkt processing time of operation j of part i with machine k and tool tCijkt processing cost of operation j of part i with machine k and tool tTSt number of required slots for tool type tTLt tool life of tool type tTCt number of tool copies per tool type tMCk magazine capacity of machine kDDi due date of part type iSCi set-up cost of part type iTPCost total permitted processing costTSCost total permitted set-up costComMTij set of compatible machine-tools for operation j of part iComMij set of compatible machines for operation j of part type iComTij set of compatible tools for operation j of part type i
4 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

Decision variablesCmax maximum completion timeXJi number of part i movements between machinesSTEij starting time of operation j of part iSTijtk starting time of operation j of part type i on machine k by using tool tMk equal to one if machine k is selected; otherwise, it is zeroLkt equal to one if machine k and tool t are selected; zeros otherwiseXijkt equal to one if operation j of part i is processed on machine k by using tool t; zero otherwiseVijti′j′t′k equal to one if operation j of part i is processed before operation j′ of part i′ on machine k by using tool t
and t′, respectively; zero otherwiseRijti′j′t′k equal to one if operation j of part i and operation j′ of part i′ are processed on same machine k by using
tool t and t′, respectively; zero otherwise Hijktk′t′ equal to one if operation j and j + 1 of part i is processedon machine k by using tool t and machine k′ by using tool t′, respectively; zero otherwise
3.2 Mathematical model
The MILP model which is able to take into account different objectives function and various constraints arising fromthe problem environment can be stated as follows.
Minimise Z1 ¼ Cmax (1)
Minimise Z2 ¼Xi
Xj
Xk;tð Þ2ComMTij
Cijkt � Xijkt (2)
Minimise Z3 ¼ Cmax þXi
XJi þXi
Xj
Xk;tð Þ2ComMTij
Pijkt � Xijkt (3)
Subject to:
STEij þX
k;tð Þ2ComMTij
Pijkt � Xijkt �Cmax 8i; j ¼ ni (4)
STEij þX
k;tð Þ2ComMTij
Pijkt � Xijkt �DDi 8i; j ¼ ni (5)
Xk
Lkt � 1 8t (6)
Xt
Lkt �Mk 8k (7)
Xk;tð Þ2ComMTij
Xijkt ¼ 1 8i; j (8)
Xi
Xj
Xijkt � Lkt 8 k; tð Þ 2 ComMTij (9)
International Journal of Production Research 5
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

Xt2ComTij
Lkt � TSt �Mk �MCk 8k 2 ComMij (10)
Xi
Xj
Xijkt � Pijkt � Lkt � TLt 8 k; tð Þ 2 ComMTij (11)
Xijkt þ Xi jþ1ð Þk0t0 � 2Hij k;tð Þ k0;t0ð Þ � 0 8i; j 6¼ ni; k; tð Þ 2 ComMTij; ðk0; t0Þ 2 ComMTi jþ1ð Þ; k 6¼ k0 (12)
Xijkt þ Xi jþ1ð Þk0t0 � Hij k;tð Þ k0;t0ð Þ � 1 8i; j 6¼ ni; k; tð Þ 2 ComMTij; ðk0; t0Þ 2 ComMTi jþ1ð Þ; k 6¼ k0 (13)
XJi�Xni�1j¼1
Xk;tð Þ2ComMTij
Xðk0;t0Þ2ComMTi jþ1ð Þ
Hij k;tð Þ k0;t0ð Þ 8i (14)
Xi
XJi � SCi� TSCost (15)
Xi
Xj
Xk;tð Þ2ComMTij
Cijtk � Xijtk � TPCost (16)
ðXijkt þ Xi0j0kt0 Þ � 0:5�Rijt i0j0t0ð Þk 8i 6¼ i0 or j 6¼ j0; k; tð Þ 2 ComMTij; k; t0ð Þ 2 ComMTi0j0 (17)
ðXijkt þ Xi0j0kt0 Þ � 0:5�Rijt i0j0t0ð Þk þ 0:5 8i 6¼ i0 or j 6¼ j0; k; tð Þ 2 ComMTij; k; t0ð Þ 2 ComMTi0j0 (18)
Vijt i0j0t0ð Þk þ Vi0j0t0 ijtð Þk ¼ Rijt i0j0t0ð Þk
8i 6¼ i0 or j 6¼ j0; k; tð Þ 2 ComMTij; k; t0ð Þ 2 ComMTi0j0 (19)
Rijt i0j0t0ð Þk ¼ Ri0j0t0 ijtð Þk 8i 6¼ i0 or j 6¼ j0; k; tð Þ 2 ComMTij; k; t0ð Þ 2 ComMTi0j0 (20)
Xk;tð Þ2ComMTij
STijkt ¼ STEij 8i; j (21)
STijkt � STEij � BN � ð1� XijktÞ 8i; j; t; k (22)
STEij þX
k;tð Þ2ComMTij
Pijkt � Xijkt � STEi jþ1ð Þ 8i; j 6¼ ni (23)
STijkt þ Xijkt � Pijkt � BN � ð1� Vijt i0j0t0ð ÞkÞ� STi0j0kt0 8i 6¼ i0; j; j0; k; tð Þ 2 ComMTij; k; t0ð Þ 2 ComMTi0j0 (24)
STi0j0kt0 þ Xi0j0kt0 � Pi0j0kt0 � BN � 1� Vi0j0t0 ijtð Þk� �� STijkt 8i 6¼ i0; j; j0; k; tð Þ 2 ComMTij; k; t0ð Þ 2 ComMTi0j0 (25)
STEij� 0 8i; j (26)
6 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

Xijkt; Lkt;Mk 2 0; 1f g 8i; j; t; k (27)
Hij k;tð Þ k0;t0ð Þ 2 0; 1f g 8i 6¼ i0 (28)
Rijt i0j0t0ð Þk ;Vijt i0j0t0ð Þk 2 0; 1f g 8i 6¼ i0 or j 6¼ j0 (29)
In Equation (1), Cmax is the amount of longest completion time of the last operation of all parts. Second objective,Equation (2), implies the minimisation of the total processing cost in the system. The third objective, Equation (3),adopted from Gamila and Motavalli (2003), takes into account the minimisation of maximum completion time, total pro-cessing time and the number of part movements. Constraints (4) and (5) ensure that the completion time of last opera-tion of a part cannot exceed the maximum completion time and its due date. Constraints (6) and (7) indicate that eachtool can be assigned to only one machine, once a machine is selected; however, a machine can have more than one tool.Constraint (8) enforces the assignment of each part-operation to only one tool-machine combination. Constraint (9)states that once a machine-tool is selected, different part-operations can be assigned to it. Constraint (10) prescribes thatthe number of tool assigned to a machine cannot exceed from its tool magazine capacity. Constraint (11) specifies thatthe assigned operation time to be executed by a tool cannot beyond its tool life. Constraints (12) and (13) state the rela-tionship of two consecutive operations of a part. The result of Equations (12) and (13) should be equal to one if thementioned operations have been processed on two different machines otherwise is zero. Constraint (14) determines thenumber of part movements between machines. Constraint (15) limits the sum of set-up cost of all parts to be less thanor equal to the total allowed set-up cost. Constraint (16) ensures that the total processing cost of all assigned part-opera-tions do not exceed the total permitted machining cost. Constraints (17)–(19) state whether there is a relationshipbetween different part-operations. If two operations are processed on a same machine, the result of Equations (17)–(19)should be equal to one, otherwise is equal to zero. Constraint (21) implies that the starting time of a part-operationshould be equal to starting time of one of its compatible machine-tool combination. Constraint (22) ensures that whenan operation of a part type starts to be processed, the corresponding assigned machine-tool to that part-operation mustbe started. Constraint (23) states the precedence relationship between two consecutive operations of a part. Constraints(24) and (25) enforce the precedence relationship between two (different) part-operations, once they assigned to samemachine. Constraint (26) indicates that all parts should be available for scheduling at time zero.
The 0–1 variables in the proposed model make it complex to obtain the globally optimum solution for the addressedscheduling problem in real-sized instances. Therefore, a metaheuristic algorithm, called BBO, is employed to deal withthe problem. In the next section, details of the solution procedure are discussed.
4. Proposed BBO algorithm
The BBO is a new evolutionary algorithm among the popular metaheuristic approaches which have arisen as attractiveoptimisation algorithms due to their competitive results (Simon 2008). This population-based algorithm is a naturallyinspired algorithm which mimics the migration process of species for solving engineering problems (Rahmati andZandieh 2012). This algorithm has revealed notable performance on many well-known case studies (Dawei, Simon, andErgezer 2009). BBO algorithm starts the optimisation process with a number of candidate solutions, called habitats orislands. Each island feature is considered by a suitability index variable (SIV). Each habitat is characterised by a quanti-tative performance index, named habitat suitability index (HSI).
The main principle of BBO is based on immigration and emigration of species in a habitat, known as migration.With probabilistic migration, BBO is able to share more information from good solutions to poor ones. In other words,this algorithm prevents the good solutions to be demolished during the evolution. Thus, it can efficiently utilise the char-acteristics and information of population in per iteration. This feature leads to find the better solutions in a short timerather than other metaheuristics. Additionally, the mutation operator increases the diversity among the population.Without mutation operator that can increase the diversity among the population, the solutions with high HSI have ten-dency to be more dominant in population. The mutation approach makes both solutions with low or high HSI likely tomutate and gives a chance of improving both types of solutions in comparison to their earlier values (Roy, Ghoshal,and Thakur 2009).
International Journal of Production Research 7
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15
In order to illustrate the steps of proposed algorithm precisely, an example is taken from Sarin and Chen (1987).The example assumes a manufacturing system which consists of four parts, four operations per each part and fourmachines. There are 20 tool types in the system with only one tool copy per each tool type.
4.1 Habitat encoding and the decoding
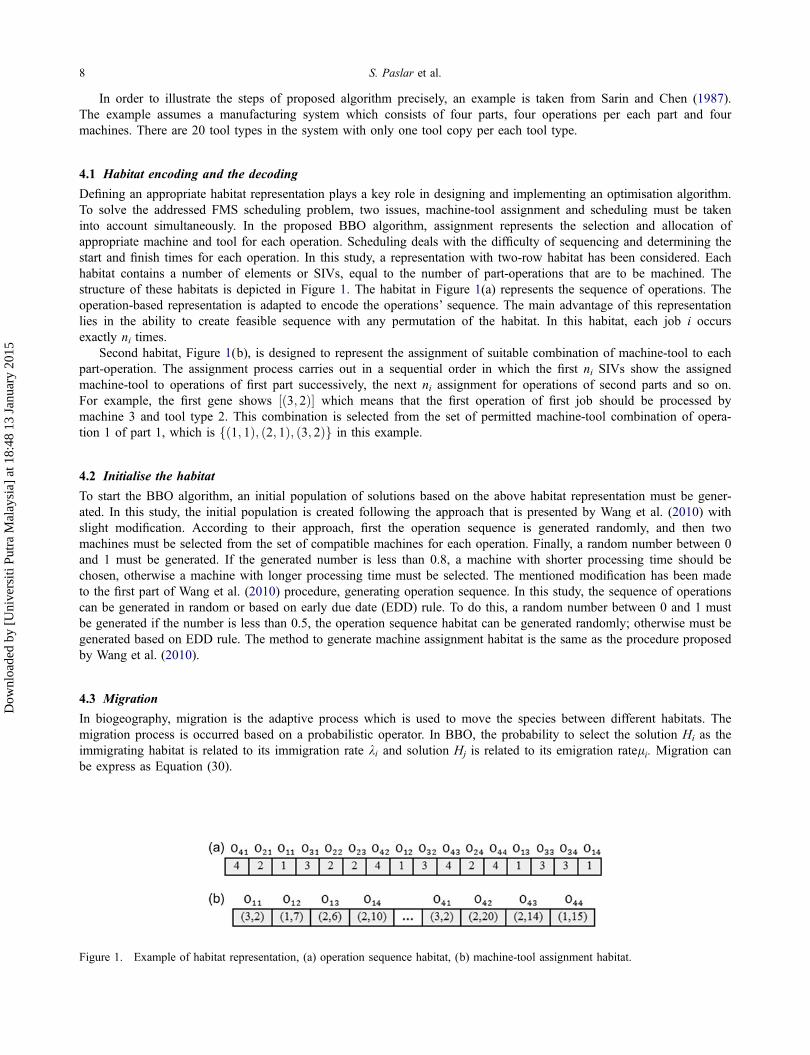
Defining an appropriate habitat representation plays a key role in designing and implementing an optimisation algorithm.To solve the addressed FMS scheduling problem, two issues, machine-tool assignment and scheduling must be takeninto account simultaneously. In the proposed BBO algorithm, assignment represents the selection and allocation ofappropriate machine and tool for each operation. Scheduling deals with the difficulty of sequencing and determining thestart and finish times for each operation. In this study, a representation with two-row habitat has been considered. Eachhabitat contains a number of elements or SIVs, equal to the number of part-operations that are to be machined. Thestructure of these habitats is depicted in Figure 1. The habitat in Figure 1(a) represents the sequence of operations. Theoperation-based representation is adapted to encode the operations’ sequence. The main advantage of this representationlies in the ability to create feasible sequence with any permutation of the habitat. In this habitat, each job i occursexactly ni times.
Second habitat, Figure 1(b), is designed to represent the assignment of suitable combination of machine-tool to eachpart-operation. The assignment process carries out in a sequential order in which the first ni SIVs show the assignedmachine-tool to operations of first part successively, the next ni assignment for operations of second parts and so on.For example, the first gene shows ð3; 2Þ½ � which means that the first operation of first job should be processed bymachine 3 and tool type 2. This combination is selected from the set of permitted machine-tool combination of opera-tion 1 of part 1, which is 1; 1ð Þ; 2; 1ð Þ; ð3; 2Þf g in this example.
4.2 Initialise the habitat
To start the BBO algorithm, an initial population of solutions based on the above habitat representation must be gener-ated. In this study, the initial population is created following the approach that is presented by Wang et al. (2010) withslight modification. According to their approach, first the operation sequence is generated randomly, and then twomachines must be selected from the set of compatible machines for each operation. Finally, a random number between 0and 1 must be generated. If the generated number is less than 0.8, a machine with shorter processing time should bechosen, otherwise a machine with longer processing time must be selected. The mentioned modification has been madeto the first part of Wang et al. (2010) procedure, generating operation sequence. In this study, the sequence of operationscan be generated in random or based on early due date (EDD) rule. To do this, a random number between 0 and 1 mustbe generated if the number is less than 0.5, the operation sequence habitat can be generated randomly; otherwise must begenerated based on EDD rule. The method to generate machine assignment habitat is the same as the procedure proposedby Wang et al. (2010).
4.3 Migration
In biogeography, migration is the adaptive process which is used to move the species between different habitats. Themigration process is occurred based on a probabilistic operator. In BBO, the probability to select the solution Hi as theimmigrating habitat is related to its immigration rate ki and solution Hj is related to its emigration rateli. Migration canbe express as Equation (30).
Figure 1. Example of habitat representation, (a) operation sequence habitat, (b) machine-tool assignment habitat.
8 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

Hi SIVð Þ Hj SIVð Þ (30)
The immigration and emigration rates are functions of the solutions’ fitness. They can be evaluated by Equations(31) and (32), respectively.
ki ¼ I 1� kin
� �(31)
li ¼ Ekin
� �(32)
In Equations (31) and (32), I and E represent the maximum possible immigration and emigration rate, respectively;ki is the rank of habitat i after sorting all habitats according to their HSI and n is the number of solutions in the popula-tion. It is clear that the better solution has higher emigration and lower immigration rate, while the converse is true fora poor solution. Often, I and E set equal to one or slightly less than one (Ma and Simon 2011).
After determining the immigrating and emigrating habitats, the migration process can be performed like crossover inevolutionary algorithms. In this study, the migration process for each habitat vector is implemented separately. To dothe migration, improved precedence operation crossover (IPOX) and multipoint preservative crossover (MPX) areadopted from Zhang et al. (2007) for operation sequence and machine-tool assignment migration, respectively. Forexample, H1 is the immigrating habitat, H2 is the emigrating habitat and MH is the modified habitat. IPOX and MPXoperators work as follows.
Step 1: To do IPOX migration on operation sequence habitats, divide the set of jobs into two non-empty groups J1 and J2randomly.
Step 2: Direct copies (same positions) of H1 to the MH based on the members of J1.Step 3: Indirect copies (same order) of H2 to the MH based on the members of J2.Step 4: To do MPX migration on machine-tool assignment habitats, generate a vector random of integer 0 and 1 as long as habitat
size, named Rand.Step 5: Directly copies (same position) of H1 to the MH at Rand = 0.Step 6: Directly copies (same position) of H2 to the MH at Rand = 1.
Figure 2 illustrates IPOX and MPX migration operators based on the steps described above.
4.4 Mutation
In BBO, mutation rate is inversely related to the solution probability and can be calculated by Equation (33).
Figure 2. Example of migration operator, (a) IPOX and (b) MPX.
International Journal of Production Research 9
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

mi ¼ mmax � 1� Ps
Pmax
� �(33)
In Equation (33), mmax is a user-defined maximum probability; Pmax ¼ maxsPs; S ¼ 1; 2; . . .; Smax (Smax is populationsize), and Ps is the solution probability. In the mathematics of biogeography, the solution probability depends on theimmigration and emigration rate of the habitat and can be calculated by Equation (34).
Ps ¼� ks þ lsð ÞPs þ lsþ1Psþ1 S ¼ 0� ks þ lsð ÞPs þ ks�1Ps�1 þ lsþ1Psþ1 1� S� Smax
� ks þ lsð ÞPs þ ks�1Ps�1 S ¼ Smax
8<: (34)
The species count in the habitat changes from time to time. ks and ks�1 are the immigration rate of the habitathaving S and S − 1 species, respectively. μs and μs+1 are the emigration rates of the habitat having S and S + 1 species,respectively. Ps, Ps+1 and Ps − 1 are the species count probabilities of habitat with S, S + 1 and S − 1 species,respectively. Smax is the maximum species count in the habitat (Simon 2008).
Based on the mutation probability, the mutation operators can be done as follows. For each operation sequence habi-tat, one of three mutation operators; swap, insertion and reversion can be implemented with equal probability at eachiteration. To do mutation on assignment habitat, the selected random SIVs must be changed with one other machine-toolcombination from their compatible set (Wang et al. 2010). Figures 3 and 4 depict the mutation operator for operationsequence and machine-tool assignment habitat.
4.5 Evaluating the HSI
In BBO, each habitat is evaluated based on its corresponding HSI. Generally, the fitness value is measured according tothe objective function. However, in most of scenarios, different constraints may be imposed on the objective function(Boussaïd et al. 2012). In this study, the proposed model of FMS scheduling problem consists of various constraints thatmust be satisfied during optimisation process.
A number of techniques have been proposed in the literature to handle constraints; (i) preserving feasibility ofsolution, (ii) penalty function, (iii) making distinction between feasible and infeasible solutions, (iv) decoders and (v)hybrid techniques (Michalewicz and Schoenauer 1996).
The penalty function method is one of the most popular methods to handle violations. This method penalise thefitness of objective function by adding (or subtracting) a penalty term. However, the penalty function method increasesthe search space; the computational time is relatively shorter in comparison with other methods such as preserving feasi-bility in generated solutions (Rai, Kameshwaran, and Tiwari 2002). In this study, the constraints for due date, tool mag-azine capacity, tool life, tool copy and set-up and machine cost are converted into penalty function and added to theobjective function as follows.
Figure 3. Example of mutation operator for operation sequence, (a) swap, (b) reversion, (c) insertion.
10 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

4.5.1 Penalty functions
(i) Due date violation. This violation can be calculated by Equations (35) and (36).
VDDi ¼ max 0;STEij þ
Pk;tð Þ2ComMTij
Pijkt � Xijkt
DDi
" #� 1
( )8i; j ¼ ni (35)
VDD ¼ 1
N
XNi¼1
VDDi (36)
where N is total number of parts.(ii) Magazine capacity violation. Penalty for this constraint is given by Equations (37) and (38).
VMCk ¼ max 0;
Pt2ComTij Lkt � TSt
MCk
" #� 1
( )8k 2 ComMij (37)
VMC ¼ 1
N
XNk¼1
VMCk (38)
where N is total number of machines.(iii) Total set-up cost and total processing cost violation. Penalty for these constraints can be formulated by
Equations (39) and (40).
VTSC ¼ max 0;
Pi XJi � SCi
TSCost
� �� 1
� (39)
VTPC ¼ max 0;
Pi
Pj
Pk;tð Þ2ComMTij
Cijtk � Xijtk
TPCost
" #� 1
( )(40)
(iv) Tool copy and tool life violation. As mentioned in Section 3, the proposed BBO algorithm is capable to con-sider FMS when there are more than one tool copy in the system. Constraint (41) establishes the number of tool copyper each tool type based on the total processing time assigned to be executed by a tool with a certain tool life. Penaltyfor this constraint is calculated by Equations (41) and (42).
Xk
Pi
Pj Xijkt � Pijkt
TLt
� �� TCt 8t (41)
VLCt ¼ max 0;
Pk
Pi
PjXijkt�Pijkt
TLt
TCt
264
375� 1
8><>:
9>=>; 8t (42)
Figure 4. Example of mutation operator for machine-tool assignment.
International Journal of Production Research 11
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

VLC ¼ 1
N
XNt¼1
VLCt (43)
where N is total number of tools
4.5.2 Objective function
The objective function by consideration of penalties can be formulated as Equation (44) to form the new HSI of ahabitat.
Z ¼ z� 1þ b� Vð Þ (44)
where z is one of the three mentioned objective functions (z1; z2; z3) in Section 2.2.1, β is penalty parameter and V is theaverage of total violations and is calculated by Equation (45).
V ¼ 1
NVDD þ VMC þ VTSC þ VTPC þ VLCð Þ (45)
4.6 Update habitat
To update population for the next generation, three steps namely merging, sorting and truncating have been imple-mented. This scheme is used to preserve elite habitats for the next generation. Merging is related to the combination ofhabitats, before and after applying BBO operators which makes the habitat population size twice a time. Then, the com-bined habitat must be sorted based on their HSI in ascending order (in minimisation problem). Finally, the best habitatsare selected from the combined and sorted habitat with the amount of original habitat size for the next generation.
4.7 Stopping criteria
The optimisation algorithm with various operators such as migration, mutation is performed repeatedly until a stoppingcriterion is met. In this study, reaching to an optimal solution or a maximum time limit of 2000 s of CPU time is con-sidered as termination criterion.
4.8 Implementation
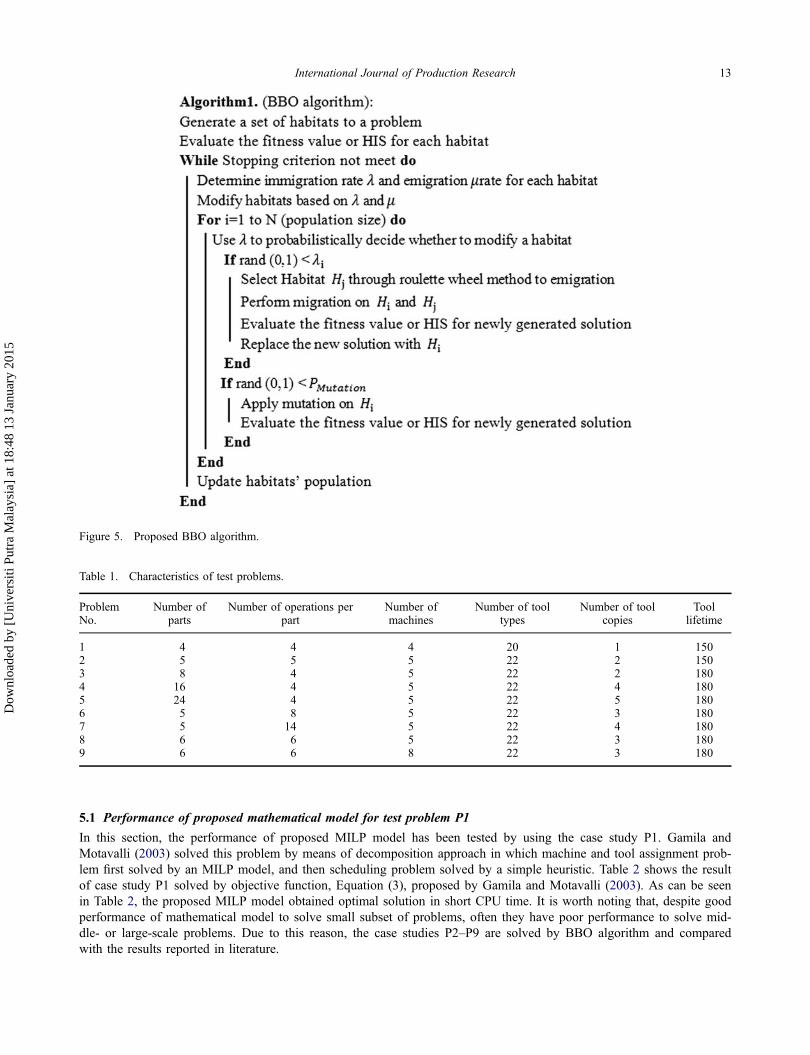
Based on the aforementioned BBO Operators, the BBO algorithm to solve the scheduling problem in FMS is describedin Figure 5.
5. Computational results
In order to examine the performance of proposed mathematical model and BBO algorithm, we use nine test problemswith different numbers of parts, operations and machines. Table 1 presents a short description of these nine case studies.Case study P1 addresses to the first examples adopted from Gamila and Motavalli (2003) that was initially taken fromSarin and Chen (1987). Test problem P2 corresponds the case study P8 addresses by Zeballos, Quiroga, and Henning(2010), which is originally presented by Gamila and Motavalli (2003). Case studies P3–P6 and P7–P9 correspond to testproblem instances P3–P6 and P8–P10 addressed by Zeballos (2010), respectively.
Test problem P2–P9 are implemented by the proposed BBO algorithm coded using Matlab R2013a and run onIntel ® core™ 2 Duo CPU T8100 at 2.1 GHZ, 4 GB RAM computer with windows 7. The proposed MILP was codedusing Lingo 12 to solve case study P1.
The BBO parameters in this study are set after number of careful experimentation as follows: the habitat sizeðNÞ ¼ 10n=2, where n is the total number of part-operations in each test problem, maximum migration and immigrationrate of each habitat = 1, mutation probability = 0.3 and penalty parameter β = 100.
12 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15
5.1 Performance of proposed mathematical model for test problem P1
In this section, the performance of proposed MILP model has been tested by using the case study P1. Gamila andMotavalli (2003) solved this problem by means of decomposition approach in which machine and tool assignment prob-lem first solved by an MILP model, and then scheduling problem solved by a simple heuristic. Table 2 shows the resultof case study P1 solved by objective function, Equation (3), proposed by Gamila and Motavalli (2003). As can be seenin Table 2, the proposed MILP model obtained optimal solution in short CPU time. It is worth noting that, despite goodperformance of mathematical model to solve small subset of problems, often they have poor performance to solve mid-dle- or large-scale problems. Due to this reason, the case studies P2–P9 are solved by BBO algorithm and comparedwith the results reported in literature.
Figure 5. Proposed BBO algorithm.
Table 1. Characteristics of test problems.
ProblemNo.
Number ofparts
Number of operations perpart
Number ofmachines
Number of tooltypes
Number of toolcopies
Toollifetime
1 4 4 4 20 1 1502 5 5 5 22 2 1503 8 4 5 22 2 1804 16 4 5 22 4 1805 24 4 5 22 5 1806 5 8 5 22 3 1807 5 14 5 22 4 1808 6 6 5 22 3 1809 6 6 8 22 3 180
International Journal of Production Research 13
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15
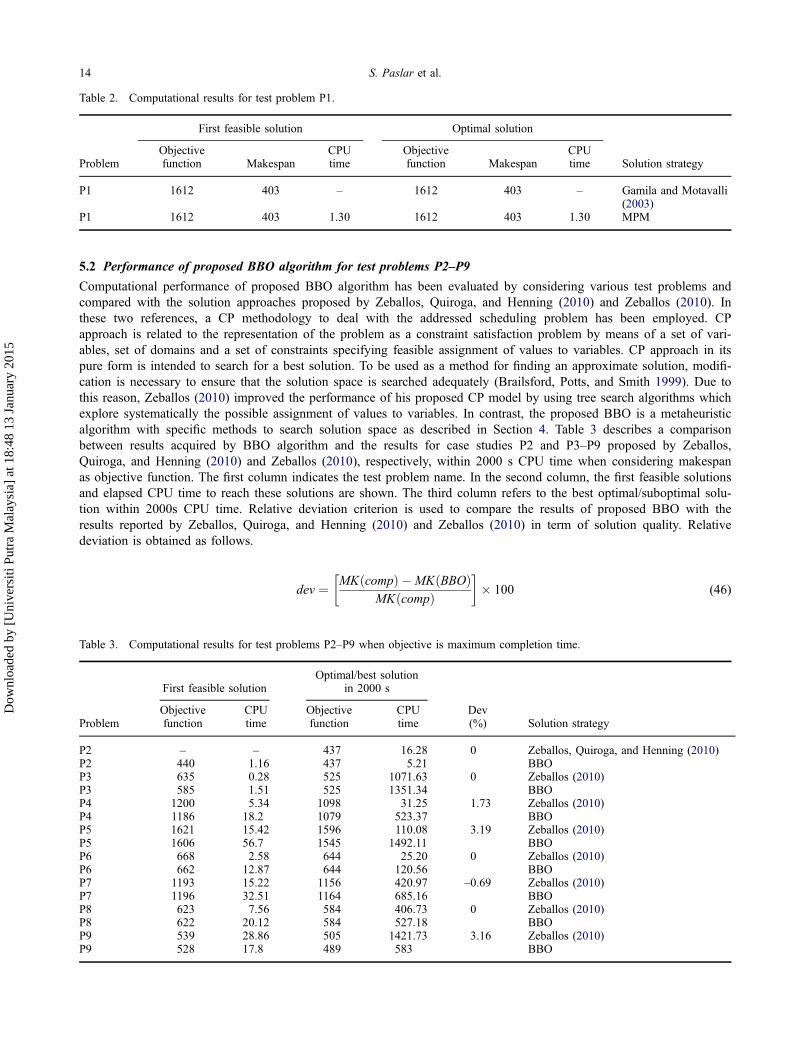
5.2 Performance of proposed BBO algorithm for test problems P2–P9
Computational performance of proposed BBO algorithm has been evaluated by considering various test problems andcompared with the solution approaches proposed by Zeballos, Quiroga, and Henning (2010) and Zeballos (2010). Inthese two references, a CP methodology to deal with the addressed scheduling problem has been employed. CPapproach is related to the representation of the problem as a constraint satisfaction problem by means of a set of vari-ables, set of domains and a set of constraints specifying feasible assignment of values to variables. CP approach in itspure form is intended to search for a best solution. To be used as a method for finding an approximate solution, modifi-cation is necessary to ensure that the solution space is searched adequately (Brailsford, Potts, and Smith 1999). Due tothis reason, Zeballos (2010) improved the performance of his proposed CP model by using tree search algorithms whichexplore systematically the possible assignment of values to variables. In contrast, the proposed BBO is a metaheuristicalgorithm with specific methods to search solution space as described in Section 4. Table 3 describes a comparisonbetween results acquired by BBO algorithm and the results for case studies P2 and P3–P9 proposed by Zeballos,Quiroga, and Henning (2010) and Zeballos (2010), respectively, within 2000 s CPU time when considering makespanas objective function. The first column indicates the test problem name. In the second column, the first feasible solutionsand elapsed CPU time to reach these solutions are shown. The third column refers to the best optimal/suboptimal solu-tion within 2000s CPU time. Relative deviation criterion is used to compare the results of proposed BBO with theresults reported by Zeballos, Quiroga, and Henning (2010) and Zeballos (2010) in term of solution quality. Relativedeviation is obtained as follows.
dev ¼ MK compð Þ �MK BBOð ÞMK compð Þ
� �� 100 (46)
Table 2. Computational results for test problem P1.
Problem
First feasible solution Optimal solution
Solution strategyObjectivefunction Makespan
CPUtime
Objectivefunction Makespan
CPUtime
P1 1612 403 – 1612 403 – Gamila and Motavalli(2003)
P1 1612 403 1.30 1612 403 1.30 MPM
Table 3. Computational results for test problems P2–P9 when objective is maximum completion time.
Problem
First feasible solutionOptimal/best solution
in 2000 s
Dev(%) Solution strategy
Objectivefunction
CPUtime
Objectivefunction
CPUtime
P2 – – 437 16.28 0 Zeballos, Quiroga, and Henning (2010)P2 440 1.16 437 5.21 BBOP3 635 0.28 525 1071.63 0 Zeballos (2010)P3 585 1.51 525 1351.34 BBOP4 1200 5.34 1098 31.25 1.73 Zeballos (2010)P4 1186 18.2 1079 523.37 BBOP5 1621 15.42 1596 110.08 3.19 Zeballos (2010)P5 1606 56.7 1545 1492.11 BBOP6 668 2.58 644 25.20 0 Zeballos (2010)P6 662 12.87 644 120.56 BBOP7 1193 15.22 1156 420.97 –0.69 Zeballos (2010)P7 1196 32.51 1164 685.16 BBOP8 623 7.56 584 406.73 0 Zeballos (2010)P8 622 20.12 584 527.18 BBOP9 539 28.86 505 1421.73 3.16 Zeballos (2010)P9 528 17.8 489 583 BBO
14 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15
where MK BBOð Þ is the best makespan obtained by our proposed BBO and MK compð Þ is the best makespan of thesolution methodology that we compared ours to.
Measures concerning relative deviation are presented in column 4. The fifth column shows the solution strategyemployed to solve each test problem. The results reveal that how this simple version of proposed BBO algorithmobtains optimal/near-optimal solution with 2000s CPU time for all case studies. As can be seen from the results, theproposed algorithm indicates 1.73, 3.19 and 3.16% improvements in solution quality for case studies P4, P5 and P9,respectively. The results of other case studies are also closely comparable to the best results of Zeballos, Quiroga, andHenning (2010) and Zeballos (2010). The overall result of the proposed BBO algorithm reveals an improvement in solu-tion quality (1.06% in average) with respect to the solution approach proposed by Zeballos (2010). It can be stated thatthis improvement may be obtained due to the ability of proposed BBO algorithm to efficiently explore the search spacebased on two main operators, migration and mutation. It is worth mentioning that the main difference of proposed BBOalgorithm with other evolutionary algorithms is in its selection strategies, one for migration and one for mutation.Details of these selection strategies are previously explained in Sections 4.3 and 4.4.
Moreover, the performance analysis can be done from the point of view of the relative difficulty in the addressedFMS scheduling problem with increasing number of parts and machines. It can be observed from Table 3, the proposedBBO algorithm performs well by augment in the number of machines and number of parts in comparison with Zeballos(2010). It is worth noting that due to the use of penalty function method to handle violations which increases the searchspace, finding the first feasible solution by proposed BBO algorithm takes more time in comparison with Zeballos(2010).
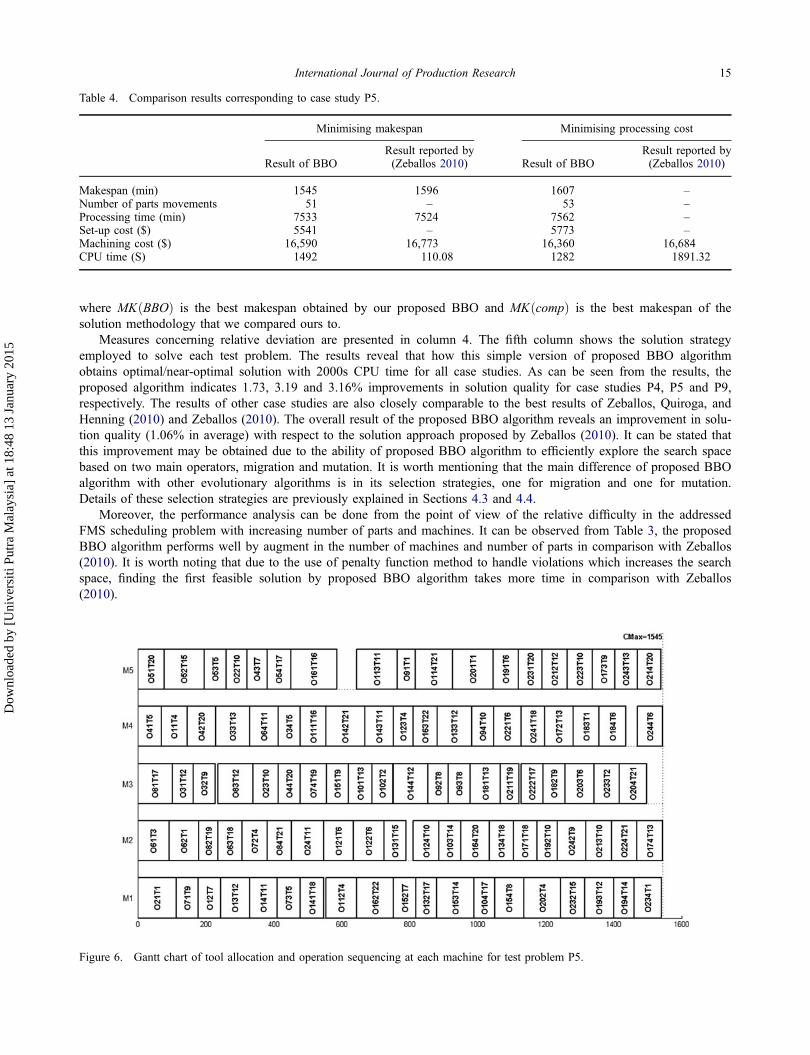
Table 4. Comparison results corresponding to case study P5.
Minimising makespan Minimising processing cost
Result of BBOResult reported by(Zeballos 2010) Result of BBO
Result reported by(Zeballos 2010)
Makespan (min) 1545 1596 1607 –Number of parts movements 51 – 53 –Processing time (min) 7533 7524 7562 –Set-up cost ($) 5541 – 5773 –Machining cost ($) 16,590 16,773 16,360 16,684CPU time (S) 1492 110.08 1282 1891.32
Figure 6. Gantt chart of tool allocation and operation sequencing at each machine for test problem P5.
International Journal of Production Research 15
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

To better understanding the results found by proposed BBO algorithm, the case study P5 has been considered withmore details. Results that were reached by BBO algorithm for this test problem are shown in Table 4 as well as Figure 6.Table 4 provides a comparison between the results acquired by BBO algorithm and CP model presented by Zeballos(2010) for case study P5. The second and third columns of this table depict the comparison results when only minimis-ing makespan is considered and fourth and fifth columns present the comparison results when only minimising process-ing cost is considered as objective function. It should be noted that these two objective functions applied separately forthis test problem. Figure 6 illustrates the Gantt chart of the solution for case study P5. This diagram depicts the assign-ment of operations and tools to machines and operations sequence.
According to the results of Table 4, the solution obtained by proposed BBO algorithm is better than the one reportedby Zeballos (2010), since the completion time value decreased from 1596 to 1545 when the maximum completion isconsidered as objective function. Moreover, this reduction can be found in the total processing cost from 16,684 to16,360 (1.92% improvement) when scheduling problem is solved based on minimisation of processing cost.
6. Conclusion
This research work proposed an integrated mathematical programming model for FMS scheduling problem. Whereas,this problem is an NP-hard, a newly metaheuristic optimisation algorithm, called BBO, is developed to solve this con-strained optimisation problem. The scheduling problem in this study is concerned with integrating the assignment ofappropriate machine-tool combination to each part-operation and sequencing and timing of those part-operations whileconstraints such as limitation on set-up and machining cost, number of tool copy and part’s due date are imposed on thesystem. Numerical examples with different numbers of parts, operations and machines were employed to evaluate theperformance of the proposed algorithm.
As can be seen from the achieved results, the proposed algorithm is capable to obtain optimal/suboptimal solutionsfor the small- and medium-sized problems in limited time. Therefore, BBO algorithm can be used as a useful solution foroptimisation in various industries’ applications within a reasonable computation time. The following issues are interestingfuture research directions to investigate different facets of the proposed BBO algorithm for FMS scheduling problem.
(1) Enhancing the performance of BBO algorithm by employing other constraint handling approaches such as arecently developed method by Deb (2000).
(2) Improving the performance of BBO algorithm by adopting some local search methods or integration of differentstrategies for generating initial population.
(3) Comparing the performance of proposed BBO algorithm for FMS scheduling problem with other metaheuristicalgorithms.
(4) Developing a multiobjective BBO algorithm to deal with FMS scheduling problem.(5) Exploring BBO algorithm performance for high-dimension real-world FMS scheduling problem which is a
challenging task for any algorithm.
References
Abazari, A. M., M. Solimanpur, and H. Sattari. 2012. “Optimum Loading of Machines in a Flexible Manufacturing System Using aMixed-integer Linear Mathematical Programming Model and Genetic Algorithm.” Computers & Industrial Engineering 62 (2):469–478.
Albey, E., and Ü. Bilge. 2011. “A Hierarchical Approach to FMS Planning and Control with Simulation-based CapacityAnticipation.” International Journal of Production Research 49 (11): 3319–3342.
Atmani, A., and R. S. Lashkari. 1998. “A Model of Machine-tool Selection and Operation Allocation in FMS.” International Journalof Production Research 36 (5): 1339–1349.
Attar, S. F., M. Mohammadi, and R. Tavakkoli-Moghaddam. 2013. “Hybrid Flexible Flowshop Scheduling Problem with UnrelatedParallel Machines and Limited Waiting Times.” The International Journal of Advanced Manufacturing Technology 1–17.
Bellare, M., and P. Rogaway. 1995. “The Complexity of Approximating a Nonlinear Program.” Mathematical Programming 69 (1–3):429–441.
Boussaïd, I., A. Chatterjee, P. Siarry, and M. Ahmed-Nacer. 2012. “Biogeography-based Optimization for Constrained OptimizationProblems.” Computers & Operations Research 39 (12): 3293–3304.
Brailsford, S. C., C. N. Potts, and B. M. Smith. 1999. “Constraint Satisfaction Problems: Algorithms and Applications.” EuropeanJournal of Operational Research 119 (3): 557–581.
chen, I. J., and C.-H. Chung. 1991. “Effects of Loading and Routeing Decisions on Performance of Flexible Manufacturing Systems.”International Journal of Production Research 29 (11): 2209–2225.
16 S. Paslar et al.
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15

Chen, J. H., and S. Y. Ho. 2005. “A Novel Approach to Production Planning of Flexible Manufacturing Systems Using an EfficientMulti-objective Genetic Algorithm.” International Journal of Machine Tools and Manufacture 45 (7–8): 949–957.
Dawei, D., D. Simon, and M. Ergezer. 2009. “Biogeography-based Optimization Combined with Evolutionary Strategy and Immigra-tion Refusal.” Proceeding of the IEEE Conference on Systems, Man and Cybernetics, October, 997–1002, San Antonio, TX.
Deb, K. 2000. “An Efficient Constraint Handling Method for Genetic Algorithms.” Computer Methods in Applied Mechanics andEngineering 186 (2–4): 311–338.
Gamila, M. A., and S. Motavalli. 2003. “A Modeling Technique for Loading and Scheduling Problems in FMS.” Robotics andComputer-Integrated Manufacturing 19 (1–2): 45–54.
Guerrero, F., S. Lozano, T. Koltai, and J. Larrañeta. 1999. “Machine Loading and Part Type Selection in Flexible ManufacturingSystems.” International Journal of Production Research 37 (6): 1303–1317.
Jahromi, M. H. M. A., and R. Tavakkoli-Moghaddam. 2012. “A Novel 0-1 Linear Integer Programming Model for DynamicMachine-tool Selection and Operation Allocation in a Flexible Manufacturing System.” Journal of Manufacturing Systems 31(2): 224–231.
Jain, A. K., and H. A. Elmaraghy. 1997. “Production Scheduling/Rescheduling in Flexible Manufacturing.” International Journal ofProduction Research 35 (1): 281–309.
Liu, J., and B. L. Maccarthy. 1996. “The Classification of FMS Scheduling Problems.” International Journal of Production Research34 (3): 647–656.
Liu, J., and B. L. Maccarthy. 1999. “General Heuristic Procedures and Solution Strategies for FMS Scheduling.” InternationalJournal of Production Research 37 (14): 3305–3333.
Low, C., and T. H. Wu. 2001. “Mathematical Modelling and Heuristic Approaches to Operation Scheduling Problems in an FMSEnvironment.” International Journal of Production Research 39 (4): 689–708.
Low, C., Y. Yip, and T. H. Wu. 2006. “Modelling and Heuristics of Fms Scheduling with Multiple Objectives.” Computers &Operations Research 33 (3): 674–694.
Ma, H., and D. Simon. 2011. “Blended Biogeography-based Optimization for Constrained Optimization.” Engineering Applications ofArtificial Intelligence 24 (3): 517–525.
Maccarthy, B. L., and J. Liu. 1993. “Addressing the Gap in Scheduling Research: A Review of Optimization and Heuristic Methodsin Production Scheduling.” International Journal of Production Research 31 (1): 59–79.
Michalewicz, Z., and M. Schoenauer. 1996. “Evolutionary Algorithms for Constrained Parameter Optimization Problems.”Evolutionary Computation 4 (1): 1–32.
Mishra, S., N. Prakash, M. K. Tiwari, and R. S. Lashkari. 2006. “A Fuzzy Goal-programming Model of Machine-tool Selection andOperation Allocation Problem in FMS: A Quick Converging Simulated Annealing-based Approach.” International Journal ofProduction Research 44 (1): 43–76.
Persi, P., W. Ukovich, R. Pesenti, and M. Nicolich. 1999. “A Hierarchic Approach to Production Planning and Scheduling of aFlexible Manufacturing System.” Robotics and Computer-Integrated Manufacturing 15 (5): 373–385.
Rahmati, S., and M. Zandieh. 2012. “A New Biogeography-based Optimization (BBO) Algorithm for the Flexible Job ShopScheduling Problem.” The International Journal of Advanced Manufacturing Technology 58 (9–12): 1115–1129.
Rai, R., S. Kameshwaran, and M. K. Tiwari. 2002. “Machine-tool Selection and Operation Allocation in FMS: Solving a FuzzyGoal-programming Model Using a Genetic Algorithm.” International Journal of Production Research 40 (3): 641–665.
Roy, P. K., S. P. Ghoshal, and S. S. Thakur. 2009. “Biogeography Based Optimization Technique Applied to Multi-constraintsEconomic Load Dispatch Problems.” Transmission & Distribution Conference & Exposition: Asia and Pacific 2009: 1–4.
Sarin, S. C., and C. S. Chen. 1987. “The Machine Loading and Tool Allocation Problem in a Flexible Manufacturing System.”International Journal of Production Research 25 (7): 1081–1094.
Sawik, T. 1990. “Modelling and Scheduling of a Flexible Manufacturing System.” European Journal of Operational Research45 (2–3): 177–190.
Shanker, K., and B. K. Modi. 1999. “A Branch and Bound Based Heuristic for Multi-product Resource Constrained SchedulingProblem in FMS Environment.” European Journal of Operational Research 113 (1): 80–90.
Simon, D. 2008. “Biogeography-based Optimization.” IEEE Transactions on Evolutionary Computation 12 (6): 702–713.Wang, X., L. Gao, C. Zhang, and X. Shao. 2010. “A Multi-objective Genetic Algorithm Based on Immune and Entropy Principle for
Flexible Job-shop Scheduling Problem.” The International Journal of Advanced Manufacturing Technology 51 (5–8): 757–767.Zeballos, L. J. 2010. “A Constraint Programming Approach to Tool Allocation and Production Scheduling in Flexible Manufacturing
Systems.” Robotics and Computer-Integrated Manufacturing 26 (6): 725–743.Zeballos, L. J., O. D. Quiroga, and G. P. Henning. 2010. “A Constraint Programming Model for the Scheduling of Flexible Manufac-
turing Systems with Machine and Tool Limitations.” Engineering Applications of Artificial Intelligence 23 (2): 229–248.Zhang, C., Y. Rao, P. Li, and X. Shao. 2007. “Bilevel Genetic Algorithm for the Flexible Job-shop Scheduling Problem.” Chinese
Journal of Mechanical Engineering 43 (4): 119–124.
International Journal of Production Research 17
Dow
nloa
ded
by [
Uni
vers
iti P
utra
Mal
aysi
a] a
t 18:
48 1
3 Ja
nuar
y 20
15