april 2015 - chemicalia
TRANSCRIPT

Vol. 52. No. 2, April 2015 | Print Post Approved – 100002201
AP
RIL
201
5
www.scaa.asn.au
Technical PAPERImprove polyurethane surface coatings using oxazolidines and aldiminesAdrian Thomas B.Sc (Hons), FRACI, FTSC, Chemicalia Pty LtdThis paper was presented at the 54th SCAA Conference, Melbourne, Victoria, Sept 2014

6 Journal of Surface Coatings Australia • April 2015
1. IntroductionBy way of background we should introduce the reader to polyurethanes and polyisocyanate chemistry. Polyurethanes are the reaction products of polyisocyanates with many commonly used surface coating polymers. As a result, polyurethane technology embraces a very wide and important spectrum of surface finishing apart from its use in other fields.
Urethane is the name given to the functional group ( -NHCOO-) formed from the reaction of an isocyanate group with hydroxyl groups. Polyurethanes are thermoset polymers formed from polyisocyanates (most commonly diisocyanates) and polyfunctional compounds containing numerous hydroxyl groups. As an example, we show the reaction between isocyanates that have more than one reactive isocyanate group per molecule i.e. a diisocyanate or polyisocyanate and alcohols with two or more reactive hydroxyl groups per molecule i.e. diols or polyols. This type of polymerisation is by addition, (with no reaction by-products) and is shown in Equation 1.
Improve polyurethane surface coatings using oxazolidines and aldimines Adrian Thomas b.Sc (Hons), FRACI, FTSC, Chemicalia Pty LtdThis paper was presented at the 54th SCAA Conference, Melbourne, Victoria, September 2014.
Technical PAPER
Abstract
This paper has an extensive introduction to isocyanate chemistry and commercial products. It introduces the various reactions of isocyanates with other chemicals, especially active hydrogen, containing products such as polyols and amines. It also includes explanations regarding the reasons for polyurethanes based on aromatic isocyanates tending to yellow on exposure to optical radiation, including Ultra Violet (UV) radiation, due to light-catalysed discolouration whereas in contrast aliphatic isocyanates generally do not suffer from such yellowing. The Incozol range of oxazolidines and aldimines produced by Incorez Ltd are introduced with further details regarding their applications in polyurethane chemistry as:• moisture scavengers• reactive diluents• latent curing agents
Keywords Acyl urea, Adhesive, Aldimine, Allophonate, Amide, Amine, Aspartic, Biuret, Carbodiimide, Coating, Gassing, Imide, Iminooxadiazine dione, Incorez, Incozol, Isocyanate, Isocyanurate, Ketimine, Latent curing agent, Moisture, Moisture scavenger, a-Nylon, Oxadiazine trione, Oxazolane, Oxazolidine, Oxazolidone, Oxime carbamate, Polyurethane, PTSI, Reactive diluent, Sealant, Ultraviolet, Urea, Uretdione, Urethane, Uretonimine ,VOC
2. Historical backgroundHistorically, the urethane-producing reaction was well known in the nineteenth century, Charles Adolph Wurtz first synthesising isocyanates and reacting it with an alcohol to produce a urethane (also known as carbamate) in 1848, but only as a laboratory curiosity, as shown in Equation 2.
Equation 2: Formation of urethane (carbamate) from isocyanate and alcohol.
It was not until 1937 that Otto Bayer and his team (including Heinrich Rinke) when working at IG Farben in Leverkusen, when trying to create spinnable products made of hexane-1,6-diisocyanate (HDI) and hexa-1,6-diamine (HDA) to compete with nylon, developed the novel polyisocyanate-polyaddition process, as shown in Equation 1 above, with more than 270 isocyanates being synthesised between 1934 and 1949. Publication of German Patent DRP 728981 on 13.11.1937 was of: “A process for the production of polyurethanes and polyureas”. The team of inventors consisted of: Otto Bayer, Werner Siefken, Heinrich Rinke, L. Orthner and H. Schild. IG Farben was a conglomerate of various chemical companies (including BASF, Hoechst and Bayer) which was split up after World War II. Despite the coincidence Otto Bayer was not related to the family that founded the company now known as Bayer AG.
In 1938, Heinrich Rinke produced a polymer based on octamethylene diisocyanate and butane-1,4-diol (also known as tetramethylene glycol) and called this area of polymers “Polyurethanes”, a name which soon became well-known worldwide.
Heinrich Rinke had earlier in 1937 produced the diisocyanate, hexamethylene diisocyanate (HDI), as shown in Figure 1.
Figure 1: HDI – Hexamethylene diisocyanate.
Equation 1: Polyisocyanate group (-NCO-) bearing intermediate reacts with a polyhydroxyl-bearing species to form a polyurethane.

7
APRIL2015
Journal of Surface Coatings Australia
Polyurethanes were first used to make fibres and foams in the 1940s and these were soon followed by their use in the modification of alkyd resins. Development since then has largely been through the introduction of new isocyanate components leading to a huge diversity of uses including adhesives, packaging materials and elastomers as well as major advances in coatings technology.
Polyurethanes can be formulated to give outstanding properties of adhesion, abrasion resistance, flexibility and weathering and this is considered to be due to the unusual capacity of the polymer chains to align themselves to give maximum hydrogen bonding of the order of 99%.
When stress is applied these H-bonds can separate and then reform again whereas a covalent bond will cleave or break and not reform. This ability to give to stress and reform means urethanes can be formulated for abrasion resistance (e.g. as in floor coatings) and stone chip resistance in automotive application.
Strictly speaking, polyurethanes are limited to products formed from a polyisocyanate group bearing intermediate with a polyhydroxyl-bearing species, however as can be seen even in the very first patent from Otto Bayer he made mention of other systems including polyureas.
3. Industrial isocyanatesThe principal diisocyanates used in large volume in the surface coatings industry are:• Aliphatic diisocyanates
> Hexamethylene diisocyanate (HDI) > Isophorone diisocyanate (IPDI) > Bis-(4-isocyanatocyclohexyl)methane or
4,4’-methylenedicyclohexyl diiisocyanate (H12MDI) to a lesser extent
Author Profile
Adrian Thomas was born in England and graduated with B.Sc (Hons) from the University of Southampton in 1969 prior to transferring to Australia. In Australia he has had extensive experience with a number of multinational companies (including Unilever, Shell and Wacker Chemicals) in a range of manufacturing, sales and marketing positions at management levels.
His professional memberships include: Royal Australian Chemical Institute (RACI); Royal Society of Chemistry, United Kingdom; American Chemical Society; Australian Marketing Institute; Australasian Corrosion Association; Australian Society of Cosmetic Chemists and Surface Coatings Association Australia (SCAA). He is the Treasurer of the RACI HS&E Division and the Symposium Organiser
of the RACI HS&E Victorian Branch Group. He is also currently the Honorary Federal Secretary of SCAA and is active on the SCAA Technical Education committee.
He is the Director and CEO of Chemicalia Pty Ltd, a company involved in consulting in areas including technical consulting and regulatory affairs consulting as well as trading in a range of raw material chemicals for industries including the surface coatings industry. Chemicalia is the distributor in Australia of Incorez Ltd, UK range of chemicals including Incozol Oxazolidines and Aldimines.
• Aromatic diisocyanates > 2,4- and 2,6- Toluene diisocyanate (TDI) > Diphenylmethane-4,4’- and/or
-2,4’-diisocyanate (MDI) > Polymeric MDI (PMDI)
These most important diisocyanates that are available on an industrial scale are shown in Table 1 (next page) together with some typical trade names.
If we look at this table we can see that the first three are aliphatic isocyanates and the last two are aromatic isocyanates.
As regards the definition of aromatic isocyanate this is when the isocyanate (NCO) group is directly attached to the aromatic ring. If we look at XDI and TMXDI in Table 2 (next page), the isocyanate group is attached to a methylene group which is then attached to the aromatic ring and such isocyanates are regarded as non-aromatic isocyanates and may be considered as “aliphatic isocyanates” even though they really are benzylic isocyanates.
Generally polyurethanes based on aromatic isocyanates tend to yellow on exposure to UV due to light-catalysed discolouration, although sometimes this might be a desirable features say in wood coatings. In contrast polyurethanes based on aliphatic isocyanates do not suffer from such yellowing and are especially used in exterior polyurethane coatings, particularly automotive topcoats. We will come back to this theme of UV light induced discoloration of polyurethanes based on aliphatic, aromatic and benzylic isocyanates later in section 4 of this paper.
3.1 Effect of structure on reactivity of isocyanates
The isocyanate structure is important for the NCO group reactivity. Reactivity is increased by substituents that improve the positive load on the NCO group carbon atom. Hence, aliphatic isocyanates are less reactive than aromatic ones. For aromatic isocyanates they become more

8 Journal of Surface Coatings Australia • April 2015
reactive when the electronegativity of the aromatic ring substituent is higher. In addition to the electronic effect, steric hindrance is also important such that large substituents near the reaction site reduce the reactivity. At the same time, steric factors also influence the catalyst’s specificity, such that steric hindrance may impair the desired catalytic effect because catalysts need to be close to the reaction site.
In Figure 2 we show the reactivity rates of various isocyanates.
The reactivity rate between the isocyanate and the active hydrogen compound is also determined by
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
Figure 2: Reactivity rates of various isocyanates
Table 1: Industrially most important diisocyanates.

9
APRIL2015
Journal of Surface Coatings Australia
the type of active hydrogen compound as shown in Table 3.
3.2 The reactivity of diisocyanates
Diisocyanate reactions are generally more complicated than monoisocyanate reactions. The initial reactivity of an aromatic diisocyanate is about the same as that of a monoisocyanate with a NCO group substituent. Hence, when the first NCO reacts, e.g. with an alcohol, the reactivity of the remainder NCO group is that of a monoisocyanate
Table 3: Reactivity rates of various isocyanates with active hydrogen compounds
Table 2: A selection of diisocyanate and triisocyanate specialties.

10 Journal of Surface Coatings Australia • April 2015
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
with an urethane substituent group. The urethane group is a much weaker activator than a NCO group in the same position so that in diisocyanates with both NCO groups in the same aromatic ring the reactivity reduces significantly when the reaction reaches 50%. A further accentuation of this decrease occurs if there is another substituent in the ortho position relative to the second NCO, as e.g. in TDI. As shown in Table 4 below, at room temperature the NCO group in 2,4-TDI in the 4- or para position reacts about 8 times more quickly than the NCO in the 2- or ortho position. In contrast, the first NCO group (in either ortho position at 2- or 6-) to react in the symmetrical 2,6-TDI reacts about 3 times more quickly than the remaining unreacted NCO (in the remaining ortho position) and slower than in the case of 2,4-TDI. However when the temperature approaches 100°C,these steric effects are overcome such that the reactivity of both positions is similar. Because of these effects the TDI type influences some physical properties of polyurethane foams. In the case of diisocyanates with NCO groups in different aromatic rings (e.g. in the case of MDI), or separated by aliphatic chains, the reactivity of NCO groups is the same.
3.3 Reactions of isocyanates
Isocyanates react with virtually all compounds which contain “active” hydrogen. The reason for this can be seen by considering the resonance structure of the isocyanate group as shown below in Figure 3.
Figure 3: Resonance structure of the isocyanate group.
In Table 5 we can see a number of schematic reaction principles of isocyanates. As can be seen from the wide range of reactions these products are very versatile. In this table we can see in reactions 1 to 12 a variety of reactions between isocyanates and various groups. Some of these reactions are particularly important and we will refer back to them later on. Also in the same table we can see in reactions 13A to 13F reactions between isocyanates themselves which may be regarded as various forms of polymerization, including cyclopolymerisation. These can occur under a variety of conditions.
Because of the high volatility of low molecular weight polyisocyanates as well as the potential for issues regarding occupational health & safety, low
Table 4: Reactivity rates of isocyanate groups in 2,4-TDI and 2,6-TDI.
molecular weight polyisocyanates are often partially reacted with active hydrogen containing ingredients (especially polyester polyols, polyether polyols or polycarbonate polyols which contain pendant hydroxyls) with the polyisocyanate in excess of stoichiometric proportions to produce what are in effect polyisocyanate adducts or prepolymers. Any excess low molecular weight polyisocyanate is removed if necessary e.g. by distillation, or if still present as free isocyanate needs to be considered in determining the equivalent weight of the prepolymer which is as follows:
This PU Equivalent Weight needs to be taken into consideration when calculating the level of latent curing agent as in sections 8.2.3.1.1.4 and 8.2.3.1.3.4.
These prepolymers effectively represent a reactive intermediate between the low molecular weight polyisocyanates and polyurethane polymers and are primarily used in one component (1-K) moisture cure surface coatings such as paints, adhesives or sealants. Such prepolymers may also be used in two component (2-K) surface coatings where they represent the first component and they are mixed with low molecular weight polyols as the second component.
Generally, in polyurethane chemistry, probably the four main reactions of interest are the reactions of:• Polyisocyanates with polyols (alcohols react with
isocyanates to form urethanes).• Polyisocyanates with water (water reacts with
isocyanates to form amines which then in turn react with isocyanates to form ureas).
• Amines to ureas.• Carboxylic acids to substituted acid amides.
All of these reactions· advance readily and provide polymer systems with low temperature curing properties significantly better than many of the other systems, we discuss these further in the next sections.
3.3.1 Alcohol to urethane or carbamate
The polyurethane linkages form when a di or poly-isocyanate group (-NCO-) bearing intermediate reacts with a di- or polyhydroxyl-bearing species as we saw earlier in Equation 1, also in Reaction 1 of Table 3 and now repeated below as Equation 3. If a diiosocyanate is reacted with a difunctional polyol then a linear polyurethane is produced.
Equation 3: Di- or poly-isocyanate group(-NCO-) bearing intermediate reacts with a di- or polyhydroxyl-bearing species to form a polyurethane.

11
APRIL2015
Journal of Surface Coatings Australia
Table 5: Schematic reaction principles of isocyanates.
Table 5 continued next page

12 Journal of Surface Coatings Australia • April 2015
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
Table 5: Schematic reaction principles of isocyanates.
13
APRIL2015
Journal of Surface Coatings Australia
As we discussed earlier at the start of this paper, hydroxyl containing species such as alcohols or phenols react with isocyanates to form urethanes which can also be regarded as carbamates. As shown earlier in Table 3, Isocyanate reactivity with alcohols is moderate, being usually catalysed by bases, mainly tertiary amines or organometals such as dibutyl tin dilaurate. Reactivity is influenced by structure such that primary, secondary and tertiary hydroxyls have decreasing reactivity due to neighbouring methyl group steric hindrance. Amine basicity exerts a strong catalyst effect on isocyanate reactions. Hydroxylated compounds with tertiary amino groups (like triethanolamine) exhibit a catalytic effect. At elevated temperatures this reaction is reversible and this is of particular significance when looking at the curing reaction of blocked polyisocyanates. Primary isocyanate groups are more reactive than secondary or tertiary groups, with the particular exception of isophorone diisocyanate (IPDI). Similarly as expected, primary alcohols react readily at room temperature whilst secondary alcohols react more slowly, at approximately 0.3 times the rate and tertiary alcohols react even more slowly at 0.005 times the rate of primary alcohols. Steric hindrance can also reduce reactivity further such that as an illustration triphenylcarbinol is reported as being unreactive towards isocyanates. Aromatic alcohols such as phenol react slowly with isocyanates because of the more acidic nature of the hydrogen on the alcohol group as well as the presence of electronegative groups on the aromatic ring further slowing the reaction. As a consequence of this phenols are generally not suitable for paint formulations at room temperature.
3.3.2 Amines to ureas
As we saw earlier in Table 3 the reaction of isocyanates with amines to form substituted ureas is very fast such that primary aliphatic amines (which do not have any significant steric hindrance) can react say 1000 times faster than an alcohol, whereas secondly aliphatic or primary aromatic (which are less basic) are less reactive, and secondary aromatic amines are even slower again. Correspondingly, they do not require catalysts to accelerate the reaction. Because of this very speedy reactivity highly reactive aliphatic amines are used as chain extenders for polyurea, in reaction injection moulding (RIM) and in RIM-spray coatings but generally not in paint formulations. Anecdotally, the writer has learned of such coatings being applied onto an ice surface, the reaction being so quick the coating still cures even on such a cold surface. However, the much less reactive aromatic amines, are used as chain extenders for casting elastomers and have been used in highly reactive two component (2-K) formulations.
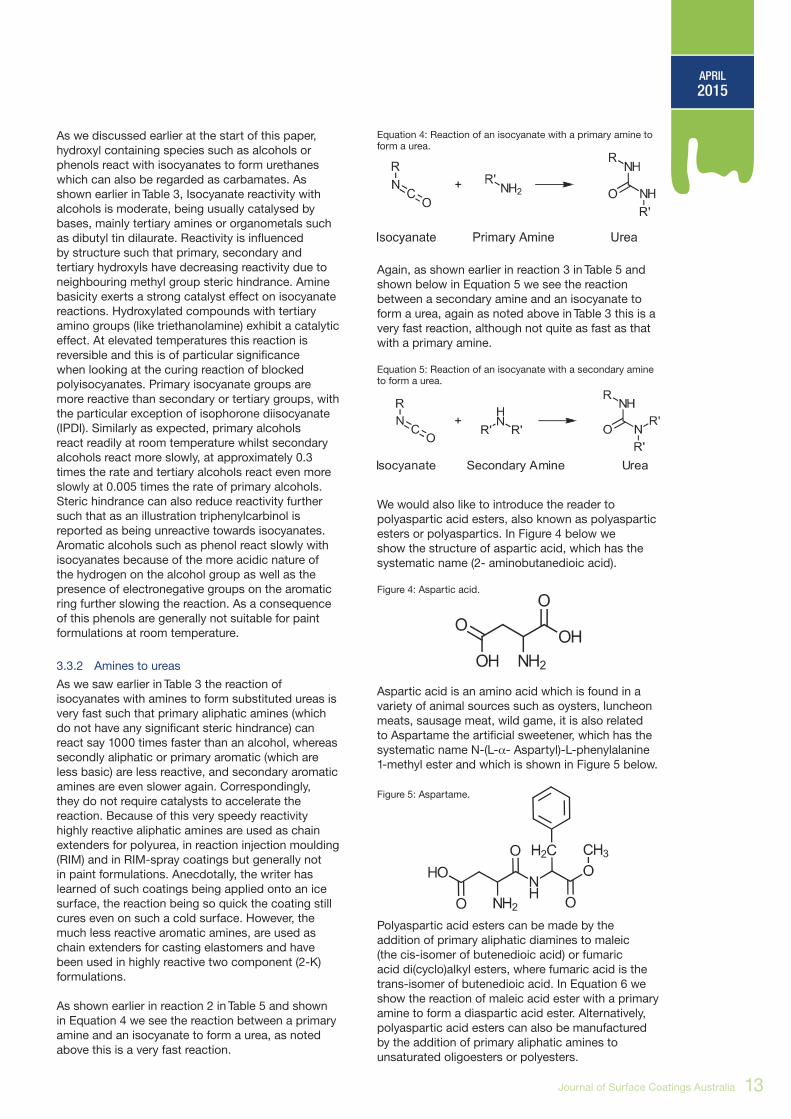
As shown earlier in reaction 2 in Table 5 and shown in Equation 4 we see the reaction between a primary amine and an isocyanate to form a urea, as noted above this is a very fast reaction.
Equation 4: Reaction of an isocyanate with a primary amine to form a urea.
Again, as shown earlier in reaction 3 in Table 5 and shown below in Equation 5 we see the reaction between a secondary amine and an isocyanate to form a urea, again as noted above in Table 3 this is a very fast reaction, although not quite as fast as that with a primary amine.
Equation 5: Reaction of an isocyanate with a secondary amine to form a urea.
We would also like to introduce the reader to polyaspartic acid esters, also known as polyaspartic esters or polyaspartics. In Figure 4 below we show the structure of aspartic acid, which has the systematic name (2- aminobutanedioic acid).
Figure 4: Aspartic acid.
Aspartic acid is an amino acid which is found in a variety of animal sources such as oysters, luncheon meats, sausage meat, wild game, it is also related to Aspartame the artificial sweetener, which has the systematic name N-(L-a- Aspartyl)-L-phenylalanine 1-methyl ester and which is shown in Figure 5 below.
Figure 5: Aspartame.
Polyaspartic acid esters can be made by the addition of primary aliphatic diamines to maleic (the cis-isomer of butenedioic acid) or fumaric acid di(cyclo)alkyl esters, where fumaric acid is the trans-isomer of butenedioic acid. In Equation 6 we show the reaction of maleic acid ester with a primary amine to form a diaspartic acid ester. Alternatively, polyaspartic acid esters can also be manufactured by the addition of primary aliphatic amines to unsaturated oligoesters or polyesters.

14 Journal of Surface Coatings Australia • April 2015
Equation 8: Ketimines with water liberate primary amines and ketones.
Equation 9: Enamines with water liberate secondary amines and ketones.
Equation 10: Aldimines with water liberate primary amines and aldehyde.
As we can see polyaspartic acid esters contain secondary aliphatic amine groups which readily react with isocyanates to form a urea as shown earlier in reaction 3A in Table 5 and shown below in Equation 7.
BF SPECIALTY CHEMICALS (AUST) PTY LTD9/43-51 College Street, Gladesville NSW 2111
Telephone: (02) 9879 5199Fax: (02) 9879 5074 • Email: [email protected]
SPECIALTY CHEMICALSCOATINGS & ADHESIVE ADDITIVES
DOVER Hordaresin & Paroil Chlorinated Paraffi n Flame Retardants Doversperse Dispersions Doverphos Stabilizers ONICHEM Epoxy & Amino Silane Coupling Agents PERGAN Organic Peroxides EVERSPRING Phenolic An� oxidants SAKAI Hydrotalcites RAW MINERALS Zirconium Salts for Paint Drier Manufacturing
Water accelerates the reaction between the polyaspartic acid ester and polyisocyanates. The different choice of R’ in Equation 6 builds in steric hindrance reducing the reactivity of the polyaspartic acid ester to a workable level in comparison with conventional polyamines which are so highly reactive that their use is limited. Thus, the mixed coating may have a relatively long potlife, but quickly hardens when applied to a substrate and exposed to humidity. Such cured coatings can offer high colour stability, excellent weathering and corrosion resistance and this may explain their wider use in surface coatings such as for automotive refinish, large vehicle and industrial coatings, corrosion protective coatings and construction coatings over recent years.
Interestingly, the writer recalls Alan McInnes (who had worked for many years in the ink industry) promoted in the 1980s the process of isocyanates reacted with amines (in a vapour phase) to produce ureas as his Vapocure technology for rapid curing of painted or printed substrates.
Whilst blocked isocyanates are often used in producing one component (1-K) polyurethane systems as e.g. in powder coatings, where once the unblocking temperature has been achieved the isocyanate is liberated for reaction with an appropriate active hydrogen compound such as a polyol system to produce a cured polyurethane.
However we can also encounter latent curing agents such as ketimines, enamines and aldimines, which may be regarded as blocked amines. Such ketimines, enamines and aldimines (the latter also being referred to as Schiff Bases in the narrow sense) liberate amine when exposed to moisture as shown in Equations 8, 9 and 10. These latent curing agents can react spontaneously with aliphatic polyisocyanates, but this approach cannot always be applied with the more reactive aromatic polyisocyanates. They may also be incorporated into a polyol prepolymer backbone to accelerate cure with a polyisocyanate. In particular we will revisit Equation 10 later.
Equation 6: Reaction of maleic acid ester with a primary aliphatic amine to form a diaspartic acid ester.
Equation 7: Reaction of an isocyanate with an aspartic acid ester (secondary aliphatic amine) to form a urea.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

15
APRIL2015
Journal of Surface Coatings Australia
3.3.3 Water to amine
Isocyanates and water react to produce an unstable carbamic acid as the intermediate stage which then form primary amines and carbon dioxide as shown earlier in reaction 4 in Table 5 and now shown as Equation 12.
Equation 12: Reaction of an isocyanate with water to form a primary amine with liberation of carbon dioxide (CO2) gas.
As we saw earlier in reaction 2 in Table 5, and then in Equation 4, and repeated below as Equation 13, the primary amine can react further with any excess isocyanate to form a urea, and as noted above this is a very fast reaction.
Equation 13: Reaction of an isocyanate with a primary amine to form a urea.
This reaction with water has the side issue of the production of carbon dioxide which can form bubbles in a coating as well as consuming isocyanate raw material. This blowing reaction with water is very important in the production of polyurethane foams since the formation of the carbon dioxide can be used to form the cell structure, with the carbon dioxide diffusion to previously nucleated air bubbles blowing the foam, although blowing agents may also be added to promote cell structure formation. As shown in Table 3, the isocyanate reactivity with water and a primary hydroxyl group is comparable but much slower than with amines. The catalysis of the blowing reaction in the production of polyurethane foams is effected with tertiary amines.
So, in summary, the reaction between isocyanates and water initially forms a carbamic acid, which then decomposes into carbon dioxide and the corresponding amine, which immediately very quickly reacts with diisocyanate, yielding urea. Thus we can combine Equations 12 and 13 to summarise the reaction between isocyanates and water as shown earlier in reaction 4A in Table 5 and now as Equation 14 below.
Equation 14: Reaction of an isocyanate with water to form a urea with liberation of carbon dioxide (CO2) gas.
As an aside, ketimines have been marketed for a number of years for use in one component (1-K) epoxy resin systems, presumably enamines and aldimines could be used for the same purpose.
Oxazolidines (5-membered saturated rings containing nitrogen and oxygen in the ring) react in a somewhat similar way to as ketimines, enamines and aldimines such that when exposed to moisture the oxazolidine ring hydrolyses to yield an aminoalcohol with the liberation of volatile carbonyl compounds such as aldehydes or ketones as shown in Equation 11. The aminoalcohol can react with isocyanates to form a urethane with the OH group (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5). In this way oxazolidines may be regarded as latent curing agents rather than blocked amines. We will encounter oxazolidines more extensively later in this paper.
Equation 11: Oxazolidines with water liberate aminoalcohols and aldehydes or ketones.
Latent curing agents can really come into their own when we are looking to accelerate cure of an isocyanate system. As an illustration, if we had an isocyanate curing construction sealant, then building movement due to typical daily temperature changes can occur whilst the sealant is curing. One way to overcome this is to have a two component (2-K) sealant, i.e. one part being isocyanate and the other part being amine. In this way we get rapid curing, but unfortunately the pot life of the mixture would be unacceptably short. Another solution to this problem of achieving rapid cure is to have a one component (1-K) sealant where a latent curing agent, such as a ketimine, an aldimine or an oxazolidine which releases an amine (in the case of the first two) or an aminoalcohol (in the case of an oxazolidine) to achieve such rapid curingi.
Also, Evans reports how Taub and Petschke when working on rapid curing coatings found that using an oxazolidine enabled a material which could cure tack-free in one hour, a most desirable speedy cure rateii. Additionally, Evans reports how Teroson GmbH found that the use of bis-oxazolidines in IPDI prepolymer-acrylate mixtures improved the UV resistance in the presence of wateriii.
SCAA 2015
MEMbERSHIP RENEWALPAY ONLINE at www.scaa.asn.au
16 Journal of Surface Coatings Australia • April 2015
Water is often present in ingredients in surface coating formulations e.g. especially fillers and to prevent this very important undesirable reaction occurring (which can produce unwanted bubbles in surface coatings) moisture scavengers including oxazolidines and isocyanates (as we will encounter later) are added to react with any excess moisture in the formulation.
3.3.4 Carboxylic acids to substituted acid amides
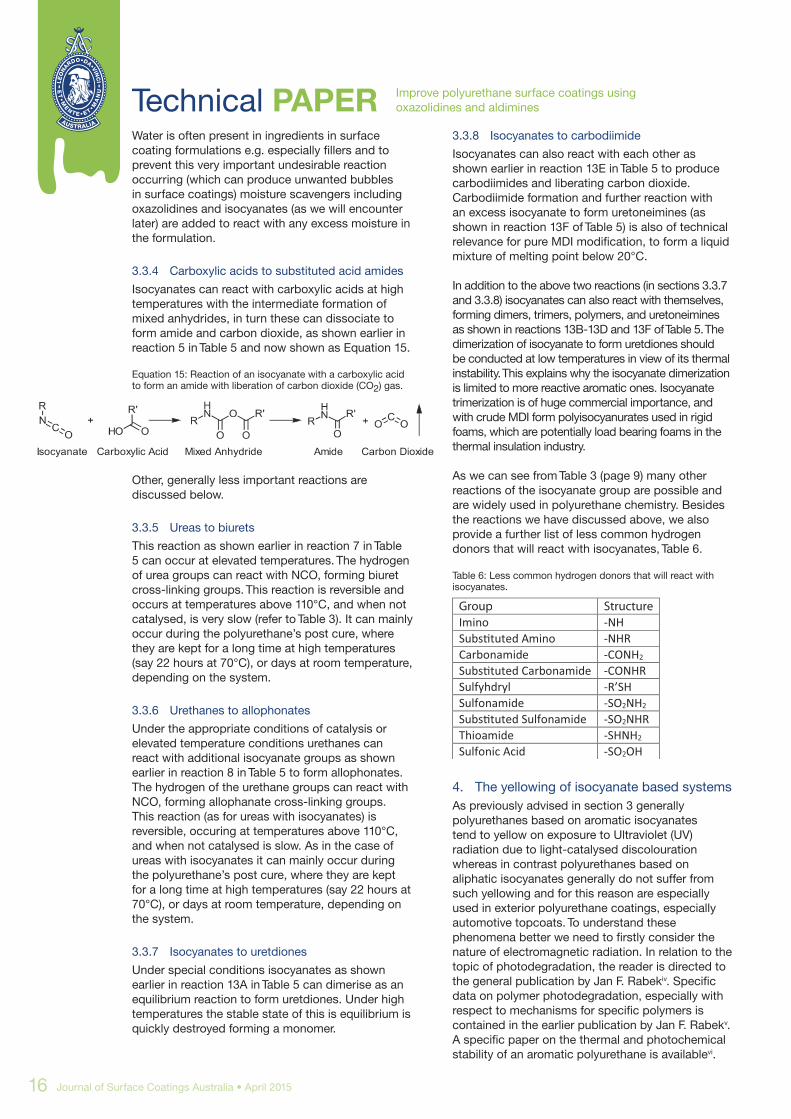
Isocyanates can react with carboxylic acids at high temperatures with the intermediate formation of mixed anhydrides, in turn these can dissociate to form amide and carbon dioxide, as shown earlier in reaction 5 in Table 5 and now shown as Equation 15.
Equation 15: Reaction of an isocyanate with a carboxylic acid to form an amide with liberation of carbon dioxide (CO2) gas.
Other, generally less important reactions are discussed below.
3.3.5 Ureas to biurets
This reaction as shown earlier in reaction 7 in Table 5 can occur at elevated temperatures. The hydrogen of urea groups can react with NCO, forming biuret cross-linking groups. This reaction is reversible and occurs at temperatures above 110°C, and when not catalysed, is very slow (refer to Table 3). It can mainly occur during the polyurethane’s post cure, where they are kept for a long time at high temperatures (say 22 hours at 70°C), or days at room temperature, depending on the system.
3.3.6 Urethanes to allophonates
Under the appropriate conditions of catalysis or elevated temperature conditions urethanes can react with additional isocyanate groups as shown earlier in reaction 8 in Table 5 to form allophonates. The hydrogen of the urethane groups can react with NCO, forming allophanate cross-linking groups. This reaction (as for ureas with isocyanates) is reversible, occuring at temperatures above 110°C, and when not catalysed is slow. As in the case of ureas with isocyanates it can mainly occur during the polyurethane’s post cure, where they are kept for a long time at high temperatures (say 22 hours at 70°C), or days at room temperature, depending on the system.
3.3.7 Isocyanates to uretdiones
Under special conditions isocyanates as shown earlier in reaction 13A in Table 5 can dimerise as an equilibrium reaction to form uretdiones. Under high temperatures the stable state of this is equilibrium is quickly destroyed forming a monomer.
3.3.8 Isocyanates to carbodiimide
Isocyanates can also react with each other as shown earlier in reaction 13E in Table 5 to produce carbodiimides and liberating carbon dioxide. Carbodiimide formation and further reaction with an excess isocyanate to form uretoneimines (as shown in reaction 13F of Table 5) is also of technical relevance for pure MDI modification, to form a liquid mixture of melting point below 20°C.
In addition to the above two reactions (in sections 3.3.7 and 3.3.8) isocyanates can also react with themselves, forming dimers, trimers, polymers, and uretoneimines as shown in reactions 13B-13D and 13F of Table 5. The dimerization of isocyanate to form uretdiones should be conducted at low temperatures in view of its thermal instability. This explains why the isocyanate dimerization is limited to more reactive aromatic ones. Isocyanate trimerization is of huge commercial importance, and with crude MDI form polyisocyanurates used in rigid foams, which are potentially load bearing foams in the thermal insulation industry.
As we can see from Table 3 (page 9) many other reactions of the isocyanate group are possible and are widely used in polyurethane chemistry. Besides the reactions we have discussed above, we also provide a further list of less common hydrogen donors that will react with isocyanates, Table 6.
Table 6: Less common hydrogen donors that will react with isocyanates.
4. The yellowing of isocyanate based systemsAs previously advised in section 3 generally polyurethanes based on aromatic isocyanates tend to yellow on exposure to Ultraviolet (UV) radiation due to light-catalysed discolouration whereas in contrast polyurethanes based on aliphatic isocyanates generally do not suffer from such yellowing and for this reason are especially used in exterior polyurethane coatings, especially automotive topcoats. To understand these phenomena better we need to firstly consider the nature of electromagnetic radiation. In relation to the topic of photodegradation, the reader is directed to the general publication by Jan F. Rabekiv. Specific data on polymer photodegradation, especially with respect to mechanisms for specific polymers is contained in the earlier publication by Jan F. Rabekv.
A specific paper on the thermal and photochemical stability of an aromatic polyurethane is availablevi.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

17
APRIL2015
According to ISO 21348vii issued in 2007 the definitions of solar irradiance spectral categories are as shown below in Table 7 (next page).
In general terms, the relationship between wavelength and frequency is defined as follows in Equation 16:
Equation 16: Relation between wavelength and frequency.
In the above Equation 16, the numerator v is the phase speed. In the case of electromagnetic radiation the phase speed is the speed of light which is 2.99792458 X 108 m/s.
So, in the case of the electromagnetic spectrum we can simplify this to Equation 17 below:
Equation 17: Relation between wavelength and frequency in the electromagnetic spectrum.
Alternatively, Equation 17 can be re-expressed as Equation 18 below:
Equation 18: Relation between frequency and wavelength in the electromagnetic spectrum.
As a point of comparison, the speed of sound in dry air at 20°C is 343.4 m/s, so that the wavelengths of sound frequencies which are audible to the human ear (i.e. 20 Hz to 20 kHz, which are much longer than those in visible light) have wavelengths of the order of 17 m to 17 mm respectively.
To assist understanding of the SI unit prefixes in Table 7 (page 18) we provide below in Table 8 the SI prefixes, symbols and factors:Table 8: The SI prefixes, symbols and factors.
M1205-MEP-CSM-launch-advert-20140805-76x297.indd 1 05/03/2015 06:54

18 Journal of Surface Coatings Australia • April 2015
Table 7: The definitions of solar irradiance spectral categories according to ISO 21348.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
Pictorially, the definitions of solar irradiance spectral categories according to ISO 21348 may be represented as the Electromagnetic Spectrum in Figure 6.
As we may recall from our studies in physics, the behaviour of optical radiation, which includes ultraviolet (UV) radiation, visible (VIS) radiation and infrared (IR) radiation may be attributed either to corpuscular or photon (originally proposed by Sir Isaac Newton in England in about 1670 and expounded further in 1704) character or alternatively as wavelike or quantum character (as proposed at about the same time by Francesco Maria Grimaldi in Italy who discovered the phenomenon of light diffraction, pointing out that it resembled the
behavior of waves which was later reinforced further by Christian Huygens in the Netherlands who established the wave theory of light and announced the Huygens’ principle in 1678).
At a given wavelength in metres, the energy of a photon is given by Equation 19 which is closely related to Equation 18.
Equation 19: Relation between the energy of a photon and its wavelength.
ΔE, the energy difference between the first excited state for a molecule and its ground state is shown in

19
APRIL2015
Journal of Surface Coatings Australia
Figure 6: The Electromagnetic Spectrum.
Equation 20, where the wavelength is expressed in nanometres (nm).
Equation 20: The energy difference for a molecule in its first excited state and its ground state.
At any given wavelength the amount of energy equal to that of one mol of photons is equivalent to the energy of 6.02214 X 1023 photons which is the same as Avogadro’s number and is referred to as an “Einstein”.
If we then consider the average bond enthalpy, which is also known as the bond disruption energy, bond energy, bond strength or binding energy, of a number of chemical bonds we can see in Table 9 the typical average bond enthalpy expressed in kJ/mol and also expressed in the old pre-SI unit of kcal/mol as well as electron volt (ev)/mol and ev/bond. It should be borne in mind that these are only average bond enthalpies and are provided to illustrate the orders of magnitude rather than any precise figure, since the bond enthalpies will vary depending upon the various molecules in which they occur. From the bond enthalpy can be calculated the wavelength (l) in nanometres (nm) required to dissociate the bond.
If we look at low-pressure mercury-vapour lamps, these exhibit only the lines at wavelengths of 184.45 nm (about 5-10% of the total radiation) and 253.7
Table 9: The average bond enthalpies and wavelengths required to dissociate such bonds.
nm (about 85-90% of the total radiation) and only the light at 253.7 nm is usable. Such lamps are often used for the study of polymer photodegradation low-pressure and the equivalent energy at this wavelength is about 471 kJ/mol which is greater than the wavelength required to dissociate a significant number of the bonds shown in Table 9.
In fact when photons have wavelengths below about 250 nm they possess sufficient energy (about 478 kJ/mol) to break most carbon-carbon, carbon-hydrogen, carbon-halogen (except possibly carbon-

20 Journal of Surface Coatings Australia • April 2015
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
fluorine), oxygen-hydrogen and oxygen-oxygen bonds in polymers. However it should be pointed out that even when polymer molecules are irradiated bonds are not always broken and such excited molecules may undergo selective bond breaking, bimolecular reactions or molecular rearrangements. Nevertheless, some Ultraviolet A (UV-A) radiation spanning a wavelength range of 315-400 nm also possess sufficient energy to cause photochemical rearrangements and/or photochemical degradation in polyurethanes.
As is apparent from examination of the electromagnetic spectrum, wavelengths below about 253.7 nm are present (in descending order of wavelengths or increasing order of frequency, and hence with greater energy) in Ultraviolet C (UV-C) radiation, Far Ultraviolet radiation, Hydrogen Lyman-alpha radiation, Extreme Ultraviolet radiation, Vacuum Ultraviolet radiation, Soft X-rays, Hard X-rays and Gamma-rays. Hence it would be expected that organic polymers when irradiated by any of these various radiations may suffer from selective bond breaking or other reactions.
If we now look at solar radiation, the sun produces electromagnetic radiation across most of the electromagnetic spectrum, i.e. from the high frequency, low wavelength gamma rays through to the low frequency, high wavelength radio waves. However the gamma rays which are produced in nuclear fusion are converted to lower energy photons before they reach the sun surface and emit into space with gamma rays emitting from the sun only being evident from solar flares.
Sunlight in space at the top of Earth’s atmosphere is composed of about 50% infrared radiation, 40% visible radiation (often referred to as visible light) and 10% ultraviolet radiation. However, when it reaches the Earth’s ground-level it is approximately 44% visible light, 3% ultraviolet radiation (when the sun is directly overhead or at its zenith) and the balance of about 53% is infrared radiation. This is because the Earth’s atmosphere blocks about 77% of the Sun’s UV, mainly in the shorter UV wavelengths, when the Sun is at its zenith.
Focusing particularly on ultraviolet radiation emitted by the sun, these are the following three spectral subcategory types:• Ultraviolet A (UV-A) radiation spanning a
wavelength range of 315-400 nm, with a corresponding frequency range of approximately 952-749 THz (frequency being inversely proportional to the wavelength). In former times this was considered to be less damaging to DNA than other UV radiation and is used in cosmetic tanning booths. However it is now considered the cause of significant damage to DNA through the formation of free radicals and reactive oxygen species and understood to be able to cause cancer. UV-A is the least absorbed by the Earth’s atmosphere representing about 95% of
the UV radiation that reaches the Earth’s surface. The lens of the human eye blocks most radiation in the wavelength range of 300-400 nm, with shorter wavelengths being blocked by the eye’s cornea, however under some conditions it is understood that children and young adults can see UV with wavelengths down to about 310 nm. The curing of polymers and printing inks generally occurs with UV-A radiation of wavelengths of about 300-365 nm.
• Ultraviolet B (UV-B) radiation spanning a wavelength range of 280-315 nm, with a corresponding frequency range of approximately 1 PHz – 952 THz. It is significantly absorbed by the atmosphere and is responsible for the photochemical reaction on oxygen which produces the ozone layer and damages DNA (causing cancer) as well as causing sunburn on the skin. Whilst thick atmospheric clouds block UV-B effectively, intermittent cloud in the Earth’s atmosphere may reduce total solar radiation down to 10% however the UV-B may only be reduced by 50%, hence the need for protection from sunburn, such as sunscreens etc. even on partly cloudy days. It also benefits the body by inducing vitamin D production in the skin.
• Ultraviolet C (UV-C) radiation spanning a wavelength range of 100-280 nm, with a corresponding frequency range of approximately 3-1 PHz. UV-C as well as even more-energetic lower wavelength UV radiation produced by the Sun is absorbed by oxygen in the Earth’s atmosphere and generates the ozone in the Earth’s ozone layer when single oxygen atoms produced by UV photolysis of oxygen molecules at wavelengths lower than 240 nm react with more oxygen molecules. This ozone layer which absorbs UV radiation of wavelengths between 200-310 nm is especially important in blocking most UV-B and the remaining part of UV-C which has not already been blocked by ordinary oxygen in air. Hence the concern with holes in the ozone layer, caused by destruction of ozone by a number of free radical catalysts produced by ozone depleters including chlorofluorocarbons (CFCs) which have been phased out under the Montreal Protocol. UV-C radiation is used in germicidal, mainly low-pressure mercury vapour, lamps because of its germicidal properties.
Photokeratitis is a painful eye condition caused by exposure to ultraviolet rays and is also known as “snow blindness”, “welder’s flash” and under other names. Photokeratitis (as snow blindness) and skin redness (Caucasians showing the greatest sensitivity) are caused by exposure to UV radiation at wavelengths of about 315 nm rapidly increasing to 300 nm. Photokeratitis (as “welder’s flash”) is caused by exposure to UV radiation at wavelengths of about 265-275 nm and is found in welder’s arc lights and other artificial sources. Most sunburn is caused by UV at wavelengths near the boundary of the UV-A and UV-B bands. All bands of UV radiation damage collagen fibers with accelerated ageing of

21
APRIL2015
Journal of Surface Coatings Australia
the skin and both UV-A and UV-B destroy vitamin A in the skin, which may cause further damage.
It should be noted that common soda lime glass used in windowpanes and bottles is partially transparent to UV-A but is opaque to shorter wavelengths, whereas fused quartz glass (used in e.g. optical fibre) depending on quality, can be transparent even to vacuum UV wavelengths (say down to wavelengths of about 10-200 nm). Ordinary window glass permits transmission of about 90% of the optical radiation with wavelengths above 350 nm, but blocks over 90% of the light with wavelengths below 300 nm (including UV-B). However, most plastic lenses used in spectacles provide more protection than glass lenses because although common soda lime glass is partially transparent to UV-A the common acrylic plastic used in spectacle lenses is less transparent to UV-A.
We will now consider the various reactions that may be expected to occur when polyurethanes are exposed to ultraviolet radiation which is present in the optical radiation in sunlight on the Earth’s surface.
Firstly, if we consider polyurethanes based on aromatic isocyanatesviii, let us look at the example of a polyurethane based on Diphenylmethane-4,4’-diisocyanate (MDI), which under irradiation (such as UV-A) undergoes a photochemical photo-Fries rearrangement of a phenyl-urethane bond as in Equation 21 to form a primary aromatic amine group, reportedly at radiation wavelengths < 340 nm (which includes some UV-A).
In fact, it may be quite possible that photo-Fries rearrangement of both phenyl-urethane bonds may occur as in Equation 22 to form two primary aromatic amine groups, although this may be only conjecture.
If we consider the case of 2,4-Toluene diisocyanate (TDI), which is more stable to optical radiation than is Diphenylmethane-4,4’-diisocyanate (MDI), under irradiation (such as UV-A) it undergoes a photo-Fries rearrangement of a phenyl-urethane bond as in Equation 23 to form a primary aromatic amine group (similar to the situation in Equation 21) again reportedly at radiation wavelengths < 340 nm (which includes some UV-A).
Again, there may be a possibility that both phenyl-urethane bonds may undergo a photo-Fries rearrangement to form two primary aromatic amine groups although if this were to occur, presumably they might be expected to occur at different rates due to the different reactivities of the phenyl-urethane bonds (parallel to that of the differing reactivities of two isocyanate groups as discussed in section 3.2 above).
The yellow colouration of a polyurethane based on an aromatic diisocyanate such as Diphenylmethane-
Equation 21: Photo-Fries rearrangement of a phenyl-urethane bond in a polyurethane based on Diphenylmethane-4,4’-diisocyanate (MDI).
Equation 22: Photo-Fries rearrangement of both phenyl-urethane bonds in a polyurethane based on Diphenylmethane-4,4’-diisocyanate (MDI).
Equation 23: Photo-Fries rearrangement of a phenyl-urethane bond in a polyurethane based on of 2,4-Toluene diisocyanate (TDI).
Equation 24: Photo-oxidation of a polyurethane based on Diphenylmethane-4,4’-diisocyanate (MDI).
Equation 25: Photo-Fries rearrangement of a phenyl-urethane bond in a polyurethane based on 2,4-Toluene diisocyanate (TDI) followed by formation of quinoid structures.

22 Journal of Surface Coatings Australia • April 2015
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
4,4’-diisocyanate (MDI) on exposure to optical radiation may be explained as due to the formation of a Monoquinone imide and/or a Diquinone imide when the polyurethane is photo-oxidised when exposed to oxygen (as in the air) and radiation wavelengths > 340 nm (which includes some UV-A) as demonstrated in Equation 24.
As can be seen in Equation 25 the polyurethane based on 2,4-Toluene diisocyanate (TDI) also undergoes a photo-Fries rearrangement of a phenyl-urethane bond as in Equation 23 to form a primary aromatic amine radical (similar to the situation in Equation 21) again reportedly at radiation wavelengths < 340 nm (which includes some UV-A) followed by formation of yellow chromophoric quinoid structures at radiation wavelengths > 340 nm (which again includes some UV-A) as well as through reaction with free radicals.
Aromatic polyurethanes can also undergo random chain scission mainly by Norrish Type 1 reactions to form degradation products with the emission of carbon monoxide and carbon dioxide. However these are not believed to be responsible for any yellowing and are not discussed further in this paper.
In contrast with polyurethanes based on aromatic isocyanates, polyurethanes based on aliphatic isocyanates are more stable to optical radiationix since they do not contain aromatic groups such that formation of chromophores such as quinoids does not occur. Nevertheless, polyurethanes based on aliphatic isocyanates can also undergo random chain scission mainly by Norrish Type 1 reactions to form degradation products with the emission of carbon monoxide and carbon dioxide similar to the case of aromatic polyurethanes. Photo-oxidative degradation of polyurethanes based on aliphatic isocyanates can occur with formation of alkyl radicals, followed by peroxy radicals, followed by hydroperoxide to yield alkoxy radicals. Such degradation can be minimised through the use of appropriate antioxidants including;• Primary antioxidants, including sterically hindered
phenols and secondary arylamines,• Secondary antioxidants, including phosphite
stabilizers,• Multifunctional antioxidants, including
hindered amine light stabilizers (HALS) and dialkylhydroxylamines.
In particular lactones or arylbenzofuranones function as carbon-centered radical scavengers which inhibit autoxidation as soon as it starts with the further capability of regenerating phenolic antioxidants thus providing new levels of overall processing stability.
Even though as discussed in section 3, XDI and TMXDI are regarded as non-aromatic isocyanates and may be considered as “aliphatic isocyanates” despite really being benzylic isocyanates, the problem of discolouration of cured polyurethanes is not completely solved because of slow oxidation at the benzylic hydrogens.
5. A comment about nomenclatureIn polyurethane terminology, a polyurethane resin is the result of the chemical reaction between a polyol resin (which is often referred to as “Part A”) and a hardener or curing agent which contains a polyisocyanate (also known as “Part B”).
As we earlier referred to in section 5.3 prepolymers which are effectively low molecular weight polyisocyanates which have been partially reacted with active hydrogen containing ingredients and effectively represent a reactive intermediate between the low molecular weight polyisocyanates and polyurethane polymers may also be used as the hardener or curing agent (i.e. “Part B”).
Without in any way being seen to criticise such giants of the isocyanate industry as Otto Bayer and Heinrich Rinke, the author wonders whether it might have been better if polyurethanes and polyureas etc. were considered as polyisocyanate resins (which seems to be the approach taken by some current German authors). After all, epoxy resins whether cured with amines, anhydrides, mercaptans etc are still considered as epoxy resin systems. At the same time, when isocyanates are cured with compounds which contain “active” hydrogens such as e.g. polyols, there seems to be the implication that the polyol is cured with the isocyanate. Of course being two component systems each component needs the other for curing. But, if for example we look at the reaction between isocyanate resins and epoxide resins to form oxazolidones, as shown earlier in reaction 10 in Table 5 and shown below in Equation 26, the moot point might be which is the resin and which is the hardener?
Equation 26: Production of oxazolidone from isocyanate and epoxide resins.
If polyurethanes and polyureas etc. are instead considered as polyisocyanate resins which cure with other groups especially compounds which contain “active” hydrogens then it becomes logical to consider ketimines, aldimines and oxazolidines as latent curing agents for isocyanate resins.
6. OxazolidinesOxazolane is the IUPAC name for a five membered nitrogen/oxygen heterocycle with no unsaturation present. They are more commonly known as oxazolidines and methods can be found for their synthesis in synthetic organic chemistry textbooks dating to 1940. An extensive 44 page review was carried out by Bergmann in 1953x, this indicates that even at that time, the technology was certainly quite established.

23
APRIL2015
Journal of Surface Coatings Australia
Parent oxazolane can be manufactured by the reaction of formaldehyde (methanal) and monoethanolamine (2-aminoethanol). The reaction mechanism then involves a cyclodehydration step. Removal of the water produced drives the reaction to completion due to Le Chetalier’s Principle. Water is normally removed azeotropically using a suitable entrainer such as toluene. The sequence is shown below in Equation 27.
Equation 27: Production of oxazolane from formaldehyde and monoethanolamine.
Coincidentally, the observant reader will notice that a substituted oxazolidone, based on the same 5-membered ring can be produced from the reaction between an epoxide group (as contained in epoxy resins) and an isocyanate as shown earlier in reaction 10 in Table 3.
Varying the aminoalcohol and carbonyl compound starting materials can produce a variety of oxazolidines. Some of the oxazolidines that can be produced are often useful synthetic precursors in their own right. They can be further reacted to produce other oxazolidine derivatives. As an example the parent oxazolane illustrated above has a reactive hydrogen that can under suitable circumstances be reacted with isocyanates and epoxy compounds to produce multifunctional oxazolidines with increased molecular weight. The multifunctional status of the resultant molecules can be useful in producing polymeric species with high crosslink density and hence impart very useful properties, for example toughness, hardness and abrasion resistance.
Hydroxyl terminated oxazolidines are also very useful synthetic precursors that can be used to produce a variety of other oxazolidine compounds. These species are often used to make one component (1-K) moisture triggered polyurethane coatings.
In recent years, oxazolidines have been used for newer applications. These newer uses have been brought about not only by the ingenuity of the coatings, sealants and elastomer formulators, but also by legislation aimed at reducing Volatile Organic Compounds (VOCs). These new uses include use as moisture scavengers to replace monomeric isocyanates. They have also found use as reactive diluents in two-pack acrylic polyurethanes for industries such as automobile refinishing. Some formulators have even used them to flexibilise epoxy systems.
Generally, one of the most important reactions of oxazolidines is that when exposed to moisture the oxazolidine ring hydrolyses to yield an aminoalcohol
with the liberation of volatile carbonyl compounds such as aldehydes or ketones as was shown in Equation 11, and now repeated below as Equation 28 below. The aminoalcohol can react with isocyanates to form a urethane with the OH group (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5).
Equation 28: Oxazolidines with water liberate Aminoalcohols and Aldehydes or Ketones.
In this paper we would like to introduce the range of oxazolidines (and later an aldimine) which are being used in isocyanate cured systems (in particular polyurethanes, but also polyureas). Whilst oxazolidines have been offered for a number of years by companies including amongst others Dow Chemical (in particular in tanning) and Nuplex (formerly marketed by Bayer and offering a limited range of oxazolidines for isocyanate cured systems) the global leader offering the world’s largest range of products in oxazolidine chemistry is Incorez Ltd (a subsidiary of the Sika group) who market their products under the Incozol trade name.
In all of the Incorez range of oxazolidines, when exposed to moisture, the oxazolidine ring hydrolyses to yield an aminoalcohol which react spontaneously with isocyanates with the liberation of an aldehyde.
Oxazolidines are especially suitable for:• High-solids coatings• Solventfree coatings• Fast initial drying applications• Air-drying applications• Force-drying applications• Weather-stable coatings• Hydrolysis-resistant coatings.
Incorez Ltd was founded in 1986 with just two employees as Industrial Copolymers Ltd, and rapidly gained prominence as a specialist manufacturer of oxazolidines (producing its first one in 1991), waterborne epoxy curing agents and waterborne PU dispersions. It has plants in Preston (UK) and in Connecticut (US).
7. AldiminesAs was referred to in Equation 10, and now repeated as Equation 29 (page 24), aldimines react with water to liberate amines which can then go on to speedily react with isocyanates.
Aldimines liberate amine when exposed to moisture as shown in Equation 29. These blocked amines can react spontaneously with aliphatic polyisocyanates, but this approach cannot generally be applied with

24 Journal of Surface Coatings Australia • April 2015
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
the more reactive aromatic polyisocyanates. They may also be incorporated into a polyol prepolymer backbone to accelerate cure with a polyisocyanate.
Equation 29: Aldimines with water liberate primary amines and aldehydes.
Aldimines are especially suitable for:• High-solids coatings• Fast initial drying applications• Air-drying applications• Force-drying applications• Weather-stable coatings• Hydrolysis-resistant coatings.
8. The Incorez range of Incozol productsThe Incozol range (including the new aldimine, Incozol BH) is shown below in Table 10.
8.1 Benefits of Incozol products
Depending on their structure the benefits of these products may include:• Prevent the generation of carbon dioxide (CO2)
gas leading to bubble-free films• Can be used to reduce the Volatile Organic
Compound (VOC) content in high solids two component (2-K) systems
• Promote faster through cure in high build one component (1-K) systems.
Some grades can offer more than one of the above benefits.
8.2 Applications of Incozol products
Depending on their structure these products may be used as:• Moisture scavengers• Reactive diluents• Latent curing agents.
Some crossover can occur between various grades whereby they may be used in more than one of the above applications.
8.2.1 Moisture scavengers
The presence of moisture in polyurethanes is the greatest cause of failure or performance loss in coatings and sealants. The purpose of a moisture scavenger is to prevent the problems associated with moisture contamination especially the generation of carbon dioxide (CO2) gas minimising or avoiding bubble formation especially in thick films. As we have previously seen an isocyanate and water yields a urea and carbon dioxide gas. This gaseous carbon dioxide can lead in turn to bubbling, pinholing and other defects as shown in reaction 4A in Table 5 and then as Equation 15, and now repeated as Equation 30 below.
Equation 30: Reaction of an isocyanate with water to form a urea with liberation of carbon dioxide (CO2) gas.
Moisture contamination can occur either from within the formulation, or as a result of excessive atmospheric humidity. Solvents may contain traces of water which can lead to precipitation of urea crystals. Similarly pigments, fillers and flatting agents can contain absorbed moisture which forms carbon dioxide gas on reaction with an isocyanate. This carbon dioxide is then entrapped within the film surface, particularly so in higher solids formulations, causing pinholes or bubbles. As well as detracting from the surface appearance of the coating, these defects can also produce significant reductions in performance characteristics such as chemical and abrasion resistance.
The presence of water in one component (1-K) moisture cure polyurethanes leads to poor in-can stability. Similarly moisture in isocyanates results in the production of carbon dioxide which dissolves in the product and can subsequently cause foaming when the container is opened. In more acute cases, containers may begin to bulge and lids burst as a result of excessive vapour pressure.
When 2 component (2-K) urethane coatings are applied under highly humid conditions, there is a tendency for the isocyanate to react preferentially
Table 10: Incozol range of oxazolidines and aldimine.

25
APRIL2015
Journal of Surface Coatings Australia
with atmospheric moisture. This isocyanate/water reaction produces microbubbles on the surface causing loss of gloss and hazing. Moisture on the substrate surface can also create carbon dioxide pockets or pinholes.
The effects of moisture presence can include:• Pinholing and foaming• Down glossing/variable or inconsistent gloss in
different areas of the coating• Poor film strength• Loss of barrier properties.
Of course there are alternatives to moisture scavengers and these include physical drying methods such as:• High vacuum (about 710 mm of Mercury)• Heat at 100°C• Long process time (4-6 hours).
Unfortunately none of the above physical drying methods are appropriate to standard paint processes.
8.2.1.1 Incozol 2
The main product offered by Incorez as a moisture scavenger is Incozol 2 which has the chemical name Oxazolidine, 3-butyl-2-(1-ethylpentyl), CAS 165101-57-5, and the following structure and reaction with water as shown in Equation 31 below.
Equation 31: Incozol 2 with water liberates an Aminoalcohol and 2-Ethyl Hexaldehyde.
As shown in Equation 31, Incozol 2 reacts with water to form an aminoalcohol and 2-ethylhexaldehyde. The aldehyde is readily lost from the film, driving the reaction to completion. The residual aminoalcohol fully reacts with isocyanates to form a urethane with the OH group (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5). This reaction is much faster than that shown above in Equation 30 such that the reaction of isocyanate predominates with no generation of carbon dioxide and the resulting product is defect-free and gives excellent in-can storage stability.
The negative effects of water can take many forms. As an illustration poor storage stability resulting in a viscosity increase or gelation is a common issue. Figure 7 shows gelation on storage caused by the presence of moisture in a polyurethane (PU) system.
LANXESS Pty. Ltd. offers a broad range of products
for the Coatings Industry: from BAYFERROX®
Inorganic Pigments, Titanium Dioxide, high
performance pigments and chrome oxide green, to
PREVENTOL® Biocides for industrial preservation,
wood protection and antifouling. We offer a broad
range of Emulsifiers and Dispersants, and a range of
Plasticisers, Polymer Additives and Bayscript Dyes®.
We can even satisfy many of your basic chemical
needs such as trimethylol-propane (TMP). Through
our Sydney production facility, we also offer custom
blending and batch-sized packing of paint raw
materials, to simplify your production processes.
Always tailor-made for your needs.
CONTACT US FOR MORE INFORMATION: LANXESS Pty. Ltd. Unit 1,
31 Hill Road, Homebush Bay NSW 2127 Australia. Phone: +61 (0)2 8748 3911
Fax: +61 (0)2 8748 3999 Email: [email protected]
Web: www.lanxess.com. BAYER NEW ZEALAND LTD: CPO Box 2825,
Auckland 1310 New Zealand. Phone: +64 (0)9 443 3093 Fax: +64(0)9 444 7191
Email: [email protected]
314000A_Lanxess 25/06/10 9:22 AM Page 1

26 Journal of Surface Coatings Australia • April 2015
Figure 10: The same thick film prepolymer as in Figure 6, cured using Incozol 2 is defect free and forms a perfect film.
As a further demonstration of the effects of Incozol 2, albeit now in a sprayed panel, in Figure 11 below we see a two component (2-K) acrylic PU paint, the left-hand panel is without the addition of Incozol 2 and bubbles are clearly evident, whereas the right hand panel contains Incozol 2 and no bubbles are apparent.
Figure 11: 2-K acrylic PU paint, no Incozol 2 added in left-hand panel, Incozol 2 added in right hand panel.
As mentioned earlier, these bubbles can act as weak points in the film with loss of barrier properties. In Figure 12 below we see the same two component (2-K) acrylic PU paint after 2000 hours prohesion test, the left-hand panel which is without the addition of Incozol 2 shows rust through pinholes, whereas the right hand panel contains Incozol 2 and no rust is evident.
Figure 12: 2-K acrylic PU paint after 2000 hours prohesion test, rust through pinholes in left-hand panel without Incozol 2, no rust in right hand panel which contains Incozol 2.
Figure 7: Gelation on storage caused by the presence of moisture in a 1-K polyurethane (PU) system.
Figure 8 shows the same material in Figure 7 above, but protected with Incozol 2 shows excellent storage stability.
Figure 8: Same 1-K polyurethane (PU) system as in Figure 4 above, but no gelation due to protection by Incozol 2.
As a second illustration of the negative effects of water, bubbles or foaming on application can be both unsightly and cause a loss of performance. Figure 9 shows unwanted bubbles formed on application in a 2-K PU system due to reaction with moisture, these can be particularly prevalent in thick films such as membranes, sealants etc.
Figure 9: Unwanted bubbles formed on application in a thick film 2-K polyurethane (PU) system due to reaction with moisture.
Figure 10 shows the same prepolymer as in Figure 9, however because it is cured using Incozol 2 it is defect free and forms a perfect film.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

27
APRIL2015
Journal of Surface Coatings Australia
Incozol 2 acts as an effective moisture scavenger in polyurethane coatings and sealants. It is used to eliminate moisture from solvents, polyols and prepolymers and also from plasticisers and pigments. It removes residual moisture from the formulation and prevents bubbling and downglossing caused by high moisture levels either on the substrate or from the atmosphere.
Incozol 2 is used in one component (1-K) or two component (2-K) systems but is not generally recommended in one component (1-K) systems with a low NCO (about 3-4% free NCO) content as the residual aminoalcohol reacts with the isocyanate during storage, reducing the reactivity of the system and leading to retarded drying time and may confirm limited stability.
When added to the polyol side of a two component (2-K) system, Incozol 2 removes residual moisture from the formulation, and also prevents gassing when mixed and bubbling and/or downglossing due to high moisture levels on the substrate or from the atmosphere.
8.2.1.1.1 Incozol 2’s features and benefits
Incozol 2’s features and benefits include:• Produces tough elastic bubble free coatings by
preventing carbon dioxide (CO2) gas – improving chemical and physical resistance
• Eliminates surface defects such as pinholing and hazing, which otherwise lead to a loss of gloss in two component (2-K) systems
• Added to the polyol component in two component (2-K) systems
• Confers tolerance to repeated opening of paint containers – preventing gelling in one component (1-K) moisture cure systems
• Fully reacts into the urethane polymer matrix – no migration
• Does not yellow with Desmodur N (Bayer) or Tolonate (Vencorex) products
• Compatible with different polyurethane components, providing greater latitude when formulating
• Good drying efficiency• Low use rate, typically ca 1 % (depending on
moisture content)• Virtually solvent free• Excellent shelf life, 1 year in unopened containers• Very low viscosity, ideal for high solids systems• Low coloured liquid, can be used in clear coats• Low toxicity rating, safer for formulators and
applicators.
8.2.1.1.2 Incozol 2’s disadvantages
Incozol 2’s disadvantages are:• Some side reactions with isocyanates• Some solvent is released on hydrolysis.
8.2.1.1.3 Incozol 2’s typical applications
Incozol 2’s typical applications include:• Removal of water from polyols in two component
(2-K) polyurethanes• Removal of water from solvents, plasticisers and
pigment pastes• Humidity control during application of sprayed
polyurethanes• Low viscosity makes the product ideal for high
solids systems.
8.2.1.1.4 Incozol 2’s typical end uses
Incozol 2’s typical end uses include:• Floor and wall coatings• Aerospace coatings• Automotive coatings• Sealants.
8.2.1.1.5 Frequently asked questions (FAQ) with Incozol 2
Frequently asked questions regarding Incozol 2 in one component (1-K) polyurethane systems include:
Q: Can Incozol 2 be used with aromatic isocyanates?A: Although Incozol 2 works best with aliphatic isocyanates, it can certainly be used with aromatic isocyanates. Depending on the type of isocyanate, it may be necessary to catalyse the Incozol 2 to achieve the full benefit (refer to section 8.2.1.1.7 below).
Q: Can I add Incozol 2 at the beginning of my manufacture process?A: Yes, Incozol 2 can be incorporated at any stage during manufacture. Incozol 2 begins to work from the moment it is added; it can be used to dry polyols and solvents prior to the addition of isocyanate if required.
Frequently asked questions regarding Incozol 2 in two component (2-K) systems include:
Q: Can I speed up the action of Incozol 2 to aid my testing?A: To ensure the best results it is always recommended to wait 24 hours following Incozol 2 addition before performing any tests. This can be accelerated if required by heating the polyol component after Incozol 2 addition to 40°C for a few hours (also refer to section 8.2.1.1.7 below). The sample must be cooled to ambient temperatures before conducting any tests.
Q: What is the maximum water content Incozol 2 can dry?A: There is no maximum water content that Incozol 2 can dry, even very wet materials may be dried effectively using Incozol 2. The level of Incozol 2 must simply be increased to allow for the higher water contents (see section 8.2.1.1.6 below). Best practised guidelines should be followed to minimise water contents were possible.

28 Journal of Surface Coatings Australia • April 2015
8.2.1.1.6 Addition level and incorporation of Incozol 2
Incozol 2 is recommended for use at 1 or 2 % by total weight. It is recommended that the Incozol 2 be added as the final addition of the polyol component. There are no special incorporation requirements, as it is a low viscosity liquid, mixing until homogenous is sufficient. To achieve the correct results, the Incozol 2 containing component should be left for at least a few hours to fully react and equilibrate. Optimum results are achieved by leaving the Incozol 2 blended for 24 hours prior to combining the two-pack for application. The system should be protected from any sources of further moisture and purging with nitrogen is recommended where possible.
Where the ability to measure water contents exists (such as determined by Karl Fischer titration or similar quantitative analysis), it is possible to calculate the recommended Incozol 2 addition level using the following equation.
For solvents and polyols containing high water contents, the amount of Incozol 2 can be increased. So, a recommended addition level of 18-20 parts by weight of Incozol 2 for 1 part of water ensures that the system is dried during the manufacturing process, and that the side effects of excess humidity during application are also eliminated, which in the above example would represent about 2.7 – 3.0 g.
The optimum level of addition is system dependent and for best results must be determined by testing a series of addition levels.
8.2.1.1.7 Oxazolidine catalysis
The reaction speed of Incozol 2 has been designed to offer the best combination of drying speed and long-term moisture protection. There are situations, however, where a faster rate of drying would be beneficial. In these cases there are a number of options available to increase the rate of drying including increasing the temperature during manufacture and by efficient stirring, other methods through the addition of additives which may also be used are described below.
Organic acid: Weak organic acids, such as oleic acid and acetic acid are effective at increasing the drying rate of Incozol 2. An addition of up to 5% by weight of Incozol 2 can be added to increase the drying rate. To incorporate these as catalysts, they should be added following the addition of Incozol 2 to a system and stirred until homogenous. Best results are found when the system is allowed to stand for a few hours prior to use.
Acetic anhydride: Acetic anhydride provides excellent synergy with Incozol 2 to provide the fastest drying rate possible. An addition of up to 40% by weight of Incozol 2 can be added to increase the drying rate by more than 500%.
8.2.1.1.8 Isocyanate best practices
In order to achieve the best results, all steps should be taken where possible to minimise water content in handling and manufacture and to reduce the effects of atmospheric moisture. The recommendations given below are guidelines to achieving and maintaining low water content, which together with the use of Incozol 2 provide the possible solution to the problems associated with polyurethane systems.
The use of dry raw materials: Where possible dry raw materials should be used at all times. The higher the water content of all raw materials, the more formulation work required to achieve stable high performing systems. Many suppliers can offer low water content versions of raw materials when requested, often at little or no additional cost. Where alternatives exist, the choice of lower water content options is beneficial.
Raw material and product handling: Where possible, steps should be taken to minimise the exposure of raw materials and products to the atmosphere. This is of particular importance in areas of high humidity. Re-sealing open containers immediately after use and nitrogen purging where possible can dramatically reduce the exposure to moisture.
Care should be taken when using older raw materials. Many polyols and solvents are hydrophilic and will readily absorb moisture from the air. Aged samples can have water contents many times higher than the specification. For particularly sensitive developments, consider using new samples of materials where possible.
Final product storage: Many companies do not possess the facility to nitrogen purge throughout their manufacturing process. They do, however, find benefit in purging their final product prior to shipment or storage. When used in combination with Incozol 2, this provides the ultimate protection from moisture both on storage and on use. Nitrogen purging prior to storage allows for
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

29
APRIL2015
Journal of Surface Coatings Australia
Incozol 2 to remain fully active, it is therefore ready to compensate for moisture in the air on use and provide a perfect finish.
8.2.1.1.9 Calculation of the percentage of aldehyde in Incozol 2
Incozol 2 has the molecular formula C14H29NO and a calculated molecular weight of 227.
2-Ethyl hexaldehyde has the molecular formula C8H16O and a calculated molecular weight of 128.
In the reaction shown in Equation 31, 1 mole of Incozol 2 releases 1 mole of 2-ethyl hexaldehyde.
8.2.1.1.10 Time taken to produce significant reductions in moisture content using Incozol 2
The following graph in Figure 13 shows the time taken to produce significant reductions in moisture content in a variety of solvents, plasticisers and polyols. The moisture levels were measured using a Karl Fischer titration technique with samples periodically removed from an atmospherically sealed environment.
Figure 13: Time taken to reduce water content using Incozol 2.
8.2.1.1.11 Example formulation for a two-component (2-K) clear polyurethane coating using Incozol 2
In Table 11 we show an example formulation for a two component (2–K) clear polyurethane coating such as used in the automotive industry.
In Table 12 we show the properties of the example formulation shown above in Table 11 for a two component (2–K) clear polyurethane coating such as used in the automotive industry.
Table 11: Example formulation for a two component (2–K) clear polyurethane coating (automotive industry).
Table 12: Properties of example formulation two component (2–K) clear polyurethane coating (automotive industry).
SCAA 2015
MEMbERSHIP RENEWALPAY ONLINE at www.scaa.asn.au

30 Journal of Surface Coatings Australia • April 2015
8.2.1.1.12 Example formulation for a one-component (1-K) clear polyurethane coating using Incozol 2
Below in Table 13 we show an example formulation for a one component (1–K) clear flexible polyurethane coating.
Table 13: Example formulation for a one component (1–K) clear flexible polyurethane coating.
Below in Table 14 we show the properties of the example formulation shown above in Table 13 for a one component (1–K) clear flexible polyurethane coating.
Table 14: Properties of example formulation one component (1–K) clear flexible polyurethane coating.
8.2.1.1.13 Opposition products to Incozol 2
Of course Incozol 2 is not the only drying agent used in polyurethane systems, others include:• Molecular sieves (zeolite powder or paste)• Monomeric isocyanates• Oxazolidines (e.g. ketone based)• P-Toluenesulfonyl isocyanate.
8.2.1.1.13.1 Molecular sieves
Molecular sieves such as zeolite powder or paste have the advantages of:• Well-established• Zero toxicity
Molecular sieves such as zeolite powder or paste have the disadvantages of:• Cannot be used in clear systems• Can release moisture at high temperatures• Slow reacting, like a physical sponge• High usage rate (5-10% on formula weight)• Recommended only for solvent free systems.
8.2.1.1.13.2 Monomeric Isocyanates
Monomeric isocyanates have the advantage of:• Ready availability.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
Component % w/wXylene 8.40Methoxy propyl acetate 8.40Dibutyl �n dilaurate 0.10Incozol 2 0.60
Allow to dry for ca. 1 hour before proceeding
Desmodur Z4370 65.95Incozol 4 (used as a latent curing agent) 16.55
Total 100.00
Monomeric isocyanates have the disadvantages of:• Cost • Toxicity • Cannot be used in polyols.
8.2.1.1.13.3 Oxazolidines (e.g. ketone based)
Oxazolidines (e.g. ketone based) have the advantages of:• Drying efficiency• Low toxicity• Can be used in clear and pigmented systems.
Oxazolidines (e.g. ketone based) have the disadvantage of:• Limited stability in low NCO (about 3-4% free
NCO) polymers
8.2.1.1.13.4 Para-Toluenesulfonyl isocyanate
P-Toluenesulfonyl isocyanate has the following structure and reaction with water as shown in Equation 32 below.
Equation 32: P-Toluenesulfonyl isocyanate with water liberates P-Toluenesulfonamide and carbon dioxide (CO2).
Certainly the P-Toluenesulfonyl isocyanate reacts with the water, however as shown in Equation 32 above, like all isocyanates which react with water it produces carbon dioxide gas. Even though the carbon dioxide is understood to diffuse from the curing coating as carbon dioxide gas, presumably as bubbles, this product does not avoid the problem of carbon dioxide production as occurs with isocyanates when reacting with water. This problem of carbon dioxide production is certainly avoided when Incozol 2 is used as a moisture scavenger.
Para-Toluenesulfonyl isocyanate has the advantages of:• Well-established• Fast reacting.
Para-Toluenesulfonyl isocyanate has the disadvantages of:• High cost• Explosive reaction with water• Reacts with polyols• Discolours Tolonate polyisocyanates• Toxicity.
Especially in regard to the last point above on toxicity, in Table 15 (right) and Table 16 (page 32) we provide a regulatory comparison of Incozol 2 and p-Toluenesulfonyl isocyanate. As is readily apparent there are significant health issues with respect to the use of p-Toluenesulfonyl isocyanate whereas Incozol 2 presents an environmental hazard but not a health hazard.

31
APRIL2015
Journal of Surface Coatings Australia
Table 15: Regulatory comparison of Incozol 2 and and p-Toluenesulfonyl isocyanate (Part 1).

32 Journal of Surface Coatings Australia • April 2015
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
Table 16: Regulatory comparison of Incozol 2 and and p-Toluenesulfonyl isocyanate (Part 2).
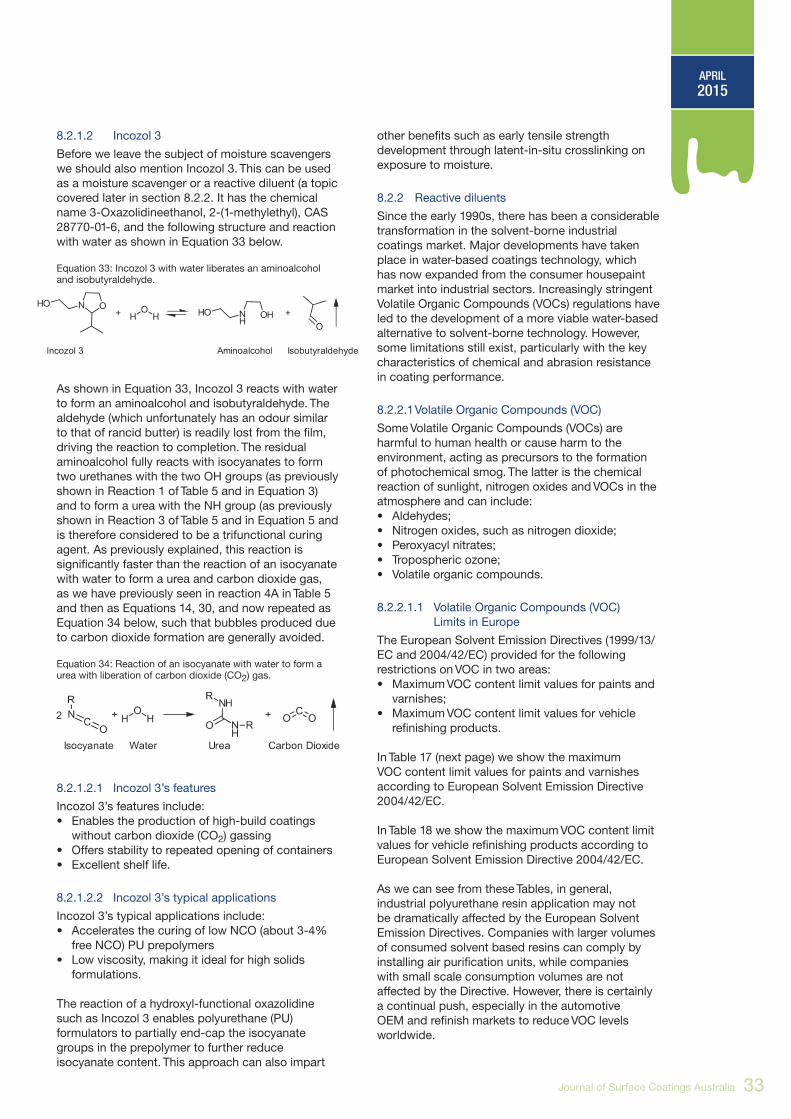
33
APRIL2015
Journal of Surface Coatings Australia
8.2.1.2 Incozol 3
Before we leave the subject of moisture scavengers we should also mention Incozol 3. This can be used as a moisture scavenger or a reactive diluent (a topic covered later in section 8.2.2. It has the chemical name 3-Oxazolidineethanol, 2-(1-methylethyl), CAS 28770-01-6, and the following structure and reaction with water as shown in Equation 33 below.
Equation 33: Incozol 3 with water liberates an aminoalcohol and isobutyraldehyde.
As shown in Equation 33, Incozol 3 reacts with water to form an aminoalcohol and isobutyraldehyde. The aldehyde (which unfortunately has an odour similar to that of rancid butter) is readily lost from the film, driving the reaction to completion. The residual aminoalcohol fully reacts with isocyanates to form two urethanes with the two OH groups (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5 and is therefore considered to be a trifunctional curing agent. As previously explained, this reaction is significantly faster than the reaction of an isocyanate with water to form a urea and carbon dioxide gas, as we have previously seen in reaction 4A in Table 5 and then as Equations 14, 30, and now repeated as Equation 34 below, such that bubbles produced due to carbon dioxide formation are generally avoided.
Equation 34: Reaction of an isocyanate with water to form a urea with liberation of carbon dioxide (CO2) gas.
8.2.1.2.1 Incozol 3’s features
Incozol 3’s features include:• Enables the production of high-build coatings
without carbon dioxide (CO2) gassing• Offers stability to repeated opening of containers• Excellent shelf life.
8.2.1.2.2 Incozol 3’s typical applications
Incozol 3’s typical applications include:• Accelerates the curing of low NCO (about 3-4%
free NCO) PU prepolymers• Low viscosity, making it ideal for high solids
formulations.
The reaction of a hydroxyl-functional oxazolidine such as Incozol 3 enables polyurethane (PU) formulators to partially end-cap the isocyanate groups in the prepolymer to further reduce isocyanate content. This approach can also impart
other benefits such as early tensile strength development through latent-in-situ crosslinking on exposure to moisture.
8.2.2 Reactive diluents
Since the early 1990s, there has been a considerable transformation in the solvent-borne industrial coatings market. Major developments have taken place in water-based coatings technology, which has now expanded from the consumer housepaint market into industrial sectors. Increasingly stringent Volatile Organic Compounds (VOCs) regulations have led to the development of a more viable water-based alternative to solvent-borne technology. However, some limitations still exist, particularly with the key characteristics of chemical and abrasion resistance in coating performance.
8.2.2.1 Volatile Organic Compounds (VOC)
Some Volatile Organic Compounds (VOCs) are harmful to human health or cause harm to the environment, acting as precursors to the formation of photochemical smog. The latter is the chemical reaction of sunlight, nitrogen oxides and VOCs in the atmosphere and can include:• Aldehydes;• Nitrogen oxides, such as nitrogen dioxide;• Peroxyacyl nitrates;• Tropospheric ozone;• Volatile organic compounds.
8.2.2.1.1 Volatile Organic Compounds (VOC) Limits in Europe
The European Solvent Emission Directives (1999/13/EC and 2004/42/EC) provided for the following restrictions on VOC in two areas:• Maximum VOC content limit values for paints and
varnishes;• Maximum VOC content limit values for vehicle
refinishing products.
In Table 17 (next page) we show the maximum VOC content limit values for paints and varnishes according to European Solvent Emission Directive 2004/42/EC.
In Table 18 we show the maximum VOC content limit values for vehicle refinishing products according to European Solvent Emission Directive 2004/42/EC.
As we can see from these Tables, in general, industrial polyurethane resin application may not be dramatically affected by the European Solvent Emission Directives. Companies with larger volumes of consumed solvent based resins can comply by installing air purification units, while companies with small scale consumption volumes are not affected by the Directive. However, there is certainly a continual push, especially in the automotive OEM and refinish markets to reduce VOC levels worldwide.

34 Journal of Surface Coatings Australia • April 2015
Table 17: Maximum VOC content limit values for paints and varnishes (European Solvent Emission Directive 2004/42/EC).
Table 18: Maximum VOC content limit values for vehicle refinishing products (European Solvent Emission Directive 2004/42/EC).
8.2.2.1.2 Volatile Organic Compounds (VOC) Limits in Australia
Meanwhile, in Australia in 1996 the Australian Paint Approval Scheme (APAS) began setting limits for VOC content of approved products, applicable to selected APAS specifications. Since then, progressive reductions have been made and the latest round of reductions announced in 2006 in APAS Document D181 on Volatile Organic Compounds (VOC) Limits and which have been arrived at in consultation with, and agreement by, the peak paint industry body (Australian Paint Manufacturers Federation – APMF) and which apply only to paint products sold in Australia are shown in the following three tables, (i.e. Tables 19-21).
From 01/01/2011 APAS has moved to a new method of setting VOC targets. Following agreement reached
in 2005 with the Australian Paint Manufacturers’ Federation Inc. (APMF) it has been agreed that a mass balance-type calculation will be used.
The logic behind this significant change to the philosophy behind VOC content determination, is that all VOCs incorporated into paint products will (eventually) finish up in the atmosphere where they will contribute negatively towards outdoor air pollution (smog development). It does not matter what the source of the VOC is. If each manufacturer can reduce their total emissions of VOC to atmosphere, the benefit to the atmosphere will be positive.
Each manufacturer shall determine total VOC content of sales of all APAS products for the previous 12 months as at 31/12/2007 with an annual sales volume > 1000 L and set this as
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

35
APRIL2015
Journal of Surface Coatings Australia
Table 19: Maximum VOC content limit values for high volume architectural paints (APAS).
Table 20: Maximum VOC content limit values for other architectural products (APAS).
Table 21: Maximum VOC content limit values for industrial & protective coatings products (APAS).
the base line (e.g. 14K tonnes). Via a consensus negotiation process with the APMF, an industry-wide percentage reduction target will be set (e.g. 7%) for all manufacturers (e.g. 14K tonnes will need to be reduced by 7% to 13K tonnes by the end of the next 5 year period).
This reduction may be achieved via either formulating for lower VOC or withdrawing higher VOC range products from the market.
8.2.2.1.3 Definition of Volatile Organic Compounds (VOC) in Australia & Europe
By way of definition, the Australian Paint Approval Scheme (APAS) states in APAS Document D181 on Volatile Organic Compounds (VOC) Limits that:
VOCs are considered to be organic compounds in paint formulations (either as individual ingredients of the formula or as part of e.g. an intermediate raw material) that have:A. a vapour pressure >0.01mm Hg at 21°C, or
B. an initial boiling point <250°C measured at a standard pressure of 101.3 kPa.
Note 1: ammonia will be classified as a VOC.Note 2: acetone is not considered a VOC as current evidence indicates it does not participate in smog forming reactions.
In contrast in Europe, European Solvent Emission Directive (2004/42/EC) defines VOCs as any organic compound having an initial boiling point less than or equal to 250°C measured at a standard pressure of 101.3 kPa (i.e. APAS definition B) only).
8.2.2.2 Incozol LV
As we can see in all of the above surface coating applications there is an obvious shift towards low Volatile Organic Content (VOC) resins and we expect this trend to continue also in the near future. Taking recognition of these facts, Incorez has concentrated its efforts in developing complying resins for the decorative market. Where possible they have also anticipated the future changes in emission levels and incorporated them in their product development.
Alongside the advances in water-based technology, has been the development of high-solids coatings. These are usually formulated with lower-molecular-weight components to achieve the lowest possible viscosity with the minimum use of solvent. However, there is a limit to molecular weight reduction, as this can lead to problems associated with loss of coating performance.
An example of a market that has seen the trends as described above is in 2-pack polyurethane Original Equipment manufacturer (OEM) coatings, such as are used in the automotive or aerospace industries. Typically, these systems are comprised of an acrylic (or acrylic and polyester) polyol and an HDI-based polyisocyanate (usually biuret or trimer). These form

36 Journal of Surface Coatings Australia • April 2015
polyurethanes possessing unique performance properties including excellent chemical resistance and weather exposure, as well as good abrasion resistance.
One possible solution to maintaining the coating benefits of solventborne systems, whilst reducing the VOC, is to incorporate a reactive diluent, e.g. Incozol LV.
Incozol LV is a low-viscosity bis-oxazolidine with chemical name 3-Oxazolidineethanol, 2-(1-methylethyl)-, 3,3’-carbonate, CAS 145899-78-1 and the following structure and reaction with water as shown in Equation 35 below.
Equation 35: Incozol LV with water liberates an aminoalcohol and isobutyraldehyde.
It comprises two oxazolidine rings linked by a carbonato bridge, which affords low viscosity by restricting intermolecular hydrogen bonding. As shown in Equation 35, Incozol LV reacts with water present as moisture contamination in both the solvent and polyol components to form a bis-aminoalcohol and Isobutyraldehyde. Typically, the level of moisture present in acrylic and polyester polyols or ester solvents is about 200-500 ppm of water, as determined by Karl Fischer. Consequently with Incozol LV as a result of this ring opening, four sites (two hydroxyl and two amino) are available for reaction with polyisocyanate. Moisture in the atmosphere during spraying application also aids the activation of the oxazolidine rings. The aldehyde is readily lost from the film, driving the reaction to completion. The residual aminoalcohol fully reacts with isocyanates to form a urethane with the OH group (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5). As previously explained, this reaction is significantly faster than the reaction of an isocyanate with water to form a urea and carbon dioxide gas, as we have previously seen in reaction 4A in Table 5 and then as Equations 14, 30, 34, and now repeated as Equation 36 below, such that bubbles produced due to carbon dioxide formation are generally avoided.
Equation 36: Reaction of an Isocyanate with water to form a Urea with liberation of carbon dioxide (CO2) gas.
Consequently, the inclusion of Incozol LV has the dual benefit of scavenging moisture, as well as lowering the VOC. As previously discussed, polyurethane coatings can be adversely affected by moisture, through the above reaction of water
with the polyisocyanate component, forming carbon dioxide gassing. This can often result in pinholing defects in the coating or hazing problems with clear lacquer finishes as we can see in Figure 14, which shows the effect of 2% addition of Incozol LV to a TDI prepolymer. The left-hand side shows the formation of bubbles in a thick film, whereas the right hand side which contains 2% of Incozol LV shows no bubblesxi.
Figure 14: The effect of 2% addition of Incozol LV to a TDI prepolymer.
Hence, pre-mixing Incozol LV with the polyol and solvent component to scavenge the moisture prior to polyisocyanate mixing is clearly an advantage towards improving the coating. Indeed, repeated opening of containers will serve to further activate the oxazolidine prior to polyisocyanate mixing.
8.2.2.2.1 Key requirements of a reactive diluent
In their development work, Incorez determined that the key requirements of a reactive diluent were:• Excellent cutting power to reduce viscosity and
help produce Volatile Organic Compound (VOC) compliant products
• Prevents carbon dioxide (CO2) gassing reaction• Good polyol and solvent compatibility• Low viscosity• Reasonably high equivalent weight• Low colour (essential for clear lacquer finishing)
and good colour stability• Reasonable pot life and cure rate• No adverse effect on coating properties (including
film hardness development and resistance, gloss and weathering properties).
Incozol LV possesses all of the above properties and was first marketed in 1996, it specifically has:• Low viscosity – 50 mPa s @ 20°C (suitable for
spray applications)• Reasonably high equivalent weight – 86
(functionality of 4, permitting greater formulation flexibility)
• High degree of moisture tolerance providing improved stability to repeated opening of containers.
8.2.2.2.2 Incozol LV’s features and benefits
Incozol LV’s features and benefits include:• Added to the polyol component in two
component (2-K) systems• Can be used as a multi-functional curing agent,
enabling greater formulation flexibility
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
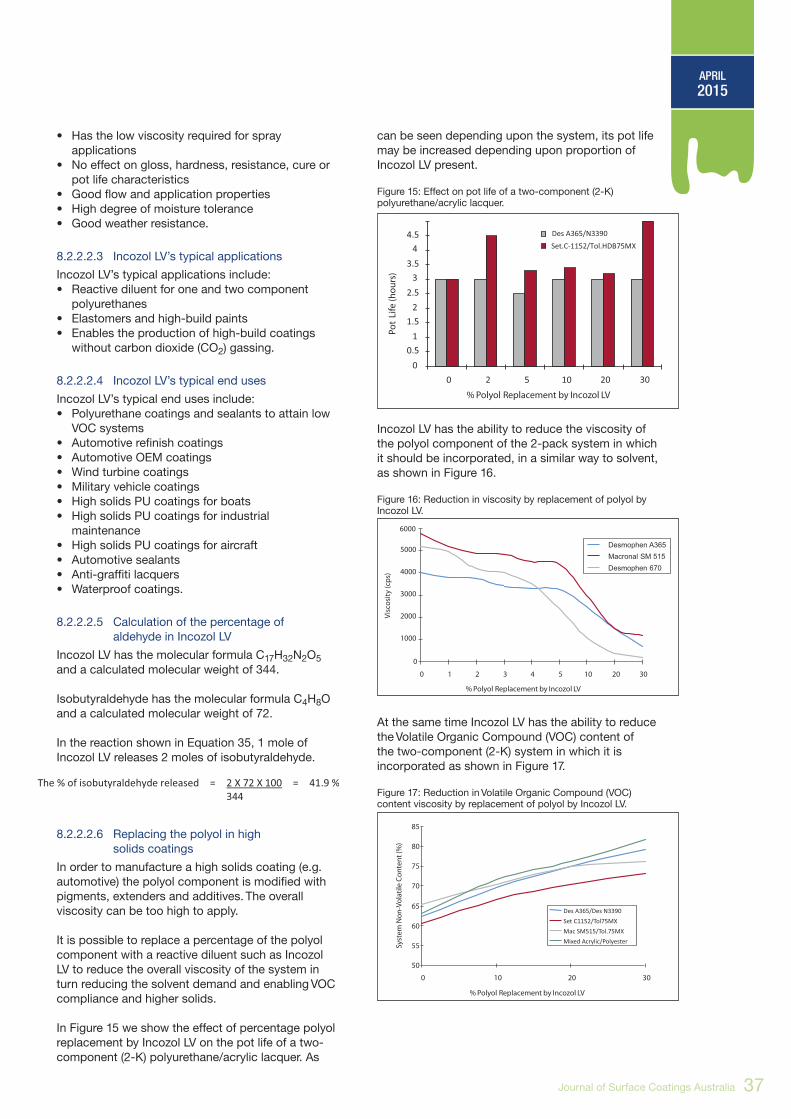
37
APRIL2015
Journal of Surface Coatings Australia
• Has the low viscosity required for spray applications
• No effect on gloss, hardness, resistance, cure or pot life characteristics
• Good flow and application properties• High degree of moisture tolerance• Good weather resistance.
8.2.2.2.3 Incozol LV’s typical applications
Incozol LV’s typical applications include:• Reactive diluent for one and two component
polyurethanes• Elastomers and high-build paints• Enables the production of high-build coatings
without carbon dioxide (CO2) gassing.
8.2.2.2.4 Incozol LV’s typical end uses
Incozol LV’s typical end uses include:• Polyurethane coatings and sealants to attain low
VOC systems• Automotive refinish coatings• Automotive OEM coatings• Wind turbine coatings• Military vehicle coatings• High solids PU coatings for boats• High solids PU coatings for industrial
maintenance• High solids PU coatings for aircraft• Automotive sealants• Anti-graffiti lacquers• Waterproof coatings.
8.2.2.2.5 Calculation of the percentage of aldehyde in Incozol LV
Incozol LV has the molecular formula C17H32N2O5 and a calculated molecular weight of 344.
Isobutyraldehyde has the molecular formula C4H8O and a calculated molecular weight of 72.
In the reaction shown in Equation 35, 1 mole of Incozol LV releases 2 moles of isobutyraldehyde.
8.2.2.2.6 Replacing the polyol in high solids coatings
In order to manufacture a high solids coating (e.g. automotive) the polyol component is modified with pigments, extenders and additives. The overall viscosity can be too high to apply.
It is possible to replace a percentage of the polyol component with a reactive diluent such as Incozol LV to reduce the overall viscosity of the system in turn reducing the solvent demand and enabling VOC compliance and higher solids.
In Figure 15 we show the effect of percentage polyol replacement by Incozol LV on the pot life of a two-component (2-K) polyurethane/acrylic lacquer. As
can be seen depending upon the system, its pot life may be increased depending upon proportion of Incozol LV present.
Figure 15: Effect on pot life of a two-component (2-K) polyurethane/acrylic lacquer.
Incozol LV has the ability to reduce the viscosity of the polyol component of the 2-pack system in which it should be incorporated, in a similar way to solvent, as shown in Figure 16.
Figure 16: Reduction in viscosity by replacement of polyol by Incozol LV.
At the same time Incozol LV has the ability to reduce the Volatile Organic Compound (VOC) content of the two-component (2-K) system in which it is incorporated as shown in Figure 17.
Figure 17: Reduction in Volatile Organic Compound (VOC) content viscosity by replacement of polyol by Incozol LV.

38 Journal of Surface Coatings Australia • April 2015
In this way typical VOC content values of 200-250 g/L may be obtained when 30 % of polyol is replaced by Incozol LV as compared with 380-450 g/L without any reactive diluent.
In Figure 18 we show as part of a project the colour stability of Incozol LV versus two aspartics and one aldimine in MEK and polyol for up to 14 days at 40°C. As is apparent the Incozol LV does not discolour.
Figure 18: Colour stability of Incozol LV versus two aspartics and an aldimine.
In this same project further tests were carried out regarding 7-day spot test chemical resistance of a cured surface coating in which Incozol LV, two polyaspartics and one aldimine had been incorporated, results are shown in Table 22 below.
Table 22: Effect of Incozol LV, two polyaspartics and an aldimine on the 7-day spot test chemical resistance of a surface coating.
From this project the following summary of results regarding various properties is shown in Table 23 below, note 1 = Poor, 5 = Excellent.
Table 23: Summary of results regarding various properties of Incozol LV, two polyaspartics and an aldimine.
As is apparent, Incozol LV was the best performer, followed by an aldimine and in turn polyaspartic 1 and polyaspartic 2.
There is a wealth of information including guide formulations from Incorez. In particular we would draw your attention to the extensive paper entitled “Oxazolidine diluents: Reacting for the environment”xii. This paper describes the work carried out at Incorez (when it was Industrial Copolymers) and the University of Central Lancashire in Preston and it won the industrial category of the UK Green Chemistry Awards in 2000.
Before we leave the subject of reactive diluents we should also remind the reader about Incozol 3. As discussed earlier in section 8.2.1.2., this can be used as a moisture scavenger or a reactive diluent. Full details about this product including its structure and reaction with water was shown in this earlier section.
8.2.3 Latent curing agents
The chemistry of various latent curing agent types was extensively dealt with earlier in section 3.3.2. Essentially their functions can be considered to be:• An inert additive (as supplied) until exposed to
moisture• An additive which hydrolyses and ring opens in
the presence of moisture, producing amine and hydroxyl groups which will readily react with any isocyanate present
• An additive which improves aesthetics and film integrity of polyurethane (PU) systems by elimination of Carbon Dioxide (CO2) gassing
• An additive which increases through-cure, hardness development, chemical resistance and ultimate tensile performance of 1-K polyurethane (PU) coatings.
8.2.3.1 Latent Curing Agents from Incorez
Essentially, there are a number of latent curing agents available from Incorez, these include:• Incozol 4• Incozol BH• Incozol EH• Incozol HP
8.2.3.1.1 Incozol 4
Incozol 4 is a somewhat high viscosity bis-oxazolidine with chemical name Carbamic acid, 1,6-hexanediylbis-, C,C’-bis(2-(2-(1-methylethyl)-3-oxazolidinyl)ethyl) ester, CAS 59719-67-4 and the following structure and reaction with water as shown in Equation 37.
It comprises two oxazolidine rings linked by a hexylene bridge, which permits intermolecular hydrogen bonding and other electrostatic forces to operate between the carbonyl groups and the amine groups on one molecule with respective groups on a neighbouring molecule with a consequently
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

39
APRIL2015
Journal of Surface Coatings Australia
high viscosity of about 10,000 mPa s @ 20°C. Also hydrogen bonding occurs with other compounds in polyurethane (PU) mixtures increasing the overall viscosity of the PU formulations.
As shown in Equation 37, Incozol 4 reacts with water present to form a bis-aminoalcohol and isobutyraldehyde. Consequently with Incozol 4 as a result of this ring opening, four sites (two hydroxyl and two amino) are available for reaction with polyisocyanate. The aldehyde is readily lost from the film, driving the reaction to completion. The residual aminoalcohol fully reacts with isocyanates to form a urethane with the OH group (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5). As previously explained, this reaction is significantly faster than the reaction of an isocyanate with water to form a urea and carbon dioxide gas, as we have previously seen in reaction 4A in Table 5 and then as Equations 14, 30, 34, 36, and now repeated as Equation 38 below, such that bubbles produced due to carbon dioxide formation are generally avoided.
Equation 38: Reaction of an isocyanate with water to form a urea with liberation of carbon dioxide (CO2) gas.
A bis-oxazolidine is a far more effective cross-linker than a mono oxazolidine. If we recall Table 3 from earlier in this paper, a secondary aliphatic amine reacts at a rate of say 20,000-50,000 versus a primary hydroxyl which reacts at a rate of say 100. In other words, a secondary aliphatic amine reacts at say 20-50 times the rate of a primary hydroxyl. Thus when as in Equation 37 Incozol 4 reacts with water to liberates four sites (two hydroxyl and two amino) which then become available for reaction with polyisocyanate, because of the speed of reactivity the two amines will cross link with two isocyanates very speedily. However, if we only had a mono-oxazolidine (such as with Incozol 2 earlier), when the reaction with water occurs we only form two sites (one hydroxyl and one amino) which subsequently become available for reaction with polyisocyanate. Once the amino group has speedily reacted with polyisocyanate then the rate-limiting step becomes the much slower reaction with the free hydroxyl groupxiii. Thus, with such bis-oxazolidines the reaction can be difunctional (cross-linking the two amino groups with a polyisocyanate) or tetrafunctional (cross-linking the two hydroxyl and two amino groups with a polyisocyanate).
In section 8.2.3.1.1.7 we can see further scope for formulation latitude with Incozol 4 where the stoichiometric addition rate is exceeded.
Equation 37: Incozol 4 with water liberates an aminoalcohol and isobutyraldehyde.
8.2.3.1.1.1 Incozol 4’s features and benefits
Incozol 4’s features and benefits include:• Incozol 4 is the standard bis-oxazolidine latent
curing agent in the Incozol range first marketed in 1992
• Enables the production of high-build coatings without carbon dioxide (CO2) gassing
• Added to the polyol component in two component (2-K) systems
• Waterproof membranes are capable of curing in a wider range of conditions including extreme temperature ranges and humidity variations
• Multifunctional (can be used as bi- or tetra-functional curing agent) so that increased through-cure and tensile profile of formulated polyurethane (PU) systems leading to tougher, more durable products
• Offers stability to repeated opening of containers• Accelerates the curing of low NCO (about 3-4%
free NCO) polyurethane (PU) prepolymers• Low equivalent weight of 122 leading to reduced
usage in formulation• Excellent shelf life.
8.2.3.1.1.2 Incozol 4’s typical applications
Incozol 4’s typical applications include:• It can be used in both one (1-K) and two (2-K)
component polyurethane (PU) systems• In one component (1-K) systems it is normally
used with aliphatic prepolymers• In two component (2-K) systems it can also be
used with aromatic prepolymers or isocyanates but has a high viscosity (due to the hydrogen bonding earlier discussed) and a tendency to crystallise
• It can be used with all industry-standard prepolymers.
8.2.3.1.1.3 Incozol 4’s typical end uses
Incozol 4’s typical end uses include:• Roof coatings• High build, high solids (low VOC) moisture cure
coatings and varnishes• Sealants and adhesives.

40 Journal of Surface Coatings Australia • April 2015
flexible with lower elongation, a higher tensile strength and a lower tendency to yellow.
Incozol 4 can also react as a difunctional latent curing agent, where after the oxazolidine ring has opened, two sites (the two more reactive amino groups) are available for reaction with polyisocyanate. This leads to a linear polyurea, which would produce a more expensive coating than when it is used as a tetrafunctional latent curing agent (due to higher addition levels of Incozol 4, as shown in section 8.2.3.1.1.4.2 below) which is softer, more flexible with higher elongation, a lower tensile strength and a greater tendency to yellow.
In the sections below (8.2.3.1.1.4.1 and 8.2.3.1.1.4.2) we discuss the calculation of addition levels of Incozol 4 as a a tetrafunctional latent curing agent and as a difunctional latent curing agent.
8.2.3.1.1.4.1 Calculation of addition levels of Incozol 4 as a tetrafunctional latent curing agent
Where Incozol 4 is being used as a tetrafunctional latent curing agent:• Molecular Weight of Incozol 4 = ca 487• Functionality of Incozol 4 = 4• Equivalent Weight of Incozol 4 = 122
8.2.3.1.1.4.2 Calculation of addition levels of Incozol 4 as a difunctional latent curing agent
Where Incozol 4 is being used as a difunctional latent curing agent:• Molecular Weight of Incozol 4 = ca 487• Functionality of Incozol 4 = 2• Equivalent Weight of Incozol 4 = 244
8.2.3.1.1.5 Calculation of the percentage of aldehyde in Incozol 4
Incozol 4 has the molecular formula C24H46N4O6 and a calculated molecular weight of ca 487.
Isobutyraldehyde has the molecular formula C4H8O and a calculated molecular weight of 72.
In the reaction shown in Equation 37, 1 mole of Incozol 4 releases 2 moles of isobutyraldehyde.
8.2.3.1.1.6 Formulation guidelines with Incozol 4
Formulation guidelines include:• Small amounts of organic acids will catalyse the
hydrolysis of the oxazolidine. This can be used to the formulator’s benefit if employed sparingly and after testing e.g. linseed oil fatty acid.
• Metal salts may also be used to catalyse the curing reaction.
• To obtain the best storage life of the finished paint or sealant product, storage temperature should not exceed 40°C.
8.2.3.1.1.4 Calculation of addition levels of Incozol 4
It is usually recommended that a stoichiometric equivalent (calculated on % free NCO of PU) is used to maximise the benefits of Incozol 4. This can be calculated using the following equations:
Incozol 4 can react as a tetrafunctional latent curing agent,where after the oxazolidine ring has opened, four sites (two hydroxyl and two amino) are available for reaction with polyisocyanate. This leads to a cross-linked polyurea/polyurethane, which would produce a less expensive coating than when it is used as a difunctional latent curing agent (due to lower addition levels of Incozol 4, as shown in section 8.2.3.1.1.4.1 below) which is harder, less
8.2.3.1.1.4.1 Calculation of Addition levels of Incozol 4 as a tetrafunctional latent curing agent.
8.2.3.1.1.4.2 Calculation of Addition levels of Incozol 4 as a difunctional latent curing agent.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines
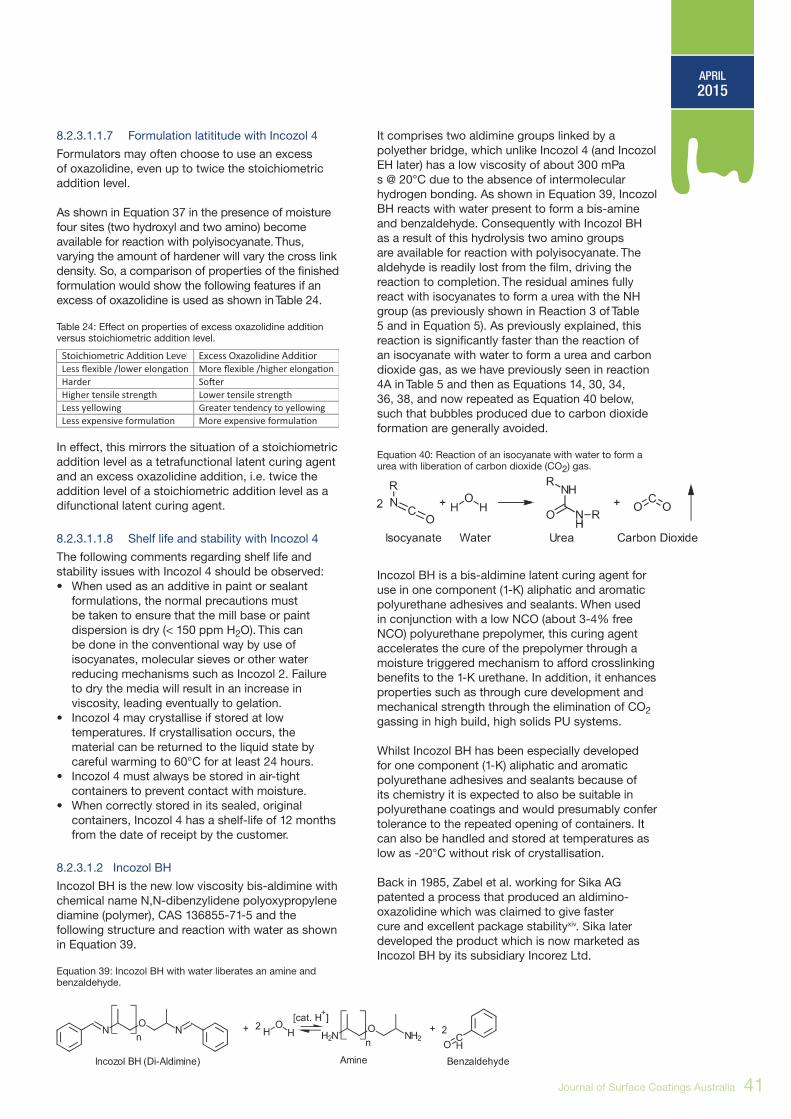
41
APRIL2015
Journal of Surface Coatings Australia
8.2.3.1.1.7 Formulation latititude with Incozol 4
Formulators may often choose to use an excess of oxazolidine, even up to twice the stoichiometric addition level.
As shown in Equation 37 in the presence of moisture four sites (two hydroxyl and two amino) become available for reaction with polyisocyanate. Thus, varying the amount of hardener will vary the cross link density. So, a comparison of properties of the finished formulation would show the following features if an excess of oxazolidine is used as shown in Table 24.
Table 24: Effect on properties of excess oxazolidine addition versus stoichiometric addition level.
In effect, this mirrors the situation of a stoichiometric addition level as a tetrafunctional latent curing agent and an excess oxazolidine addition, i.e. twice the addition level of a stoichiometric addition level as a difunctional latent curing agent.
8.2.3.1.1.8 Shelf life and stability with Incozol 4
The following comments regarding shelf life and stability issues with Incozol 4 should be observed:• When used as an additive in paint or sealant
formulations, the normal precautions must be taken to ensure that the mill base or paint dispersion is dry (< 150 ppm H2O). This can be done in the conventional way by use of isocyanates, molecular sieves or other water reducing mechanisms such as Incozol 2. Failure to dry the media will result in an increase in viscosity, leading eventually to gelation.
• Incozol 4 may crystallise if stored at low temperatures. If crystallisation occurs, the material can be returned to the liquid state by careful warming to 60°C for at least 24 hours.
• Incozol 4 must always be stored in air-tight containers to prevent contact with moisture.
• When correctly stored in its sealed, original containers, Incozol 4 has a shelf-life of 12 months from the date of receipt by the customer.
8.2.3.1.2 Incozol BH
Incozol BH is the new low viscosity bis-aldimine with chemical name N,N-dibenzylidene polyoxypropylene diamine (polymer), CAS 136855-71-5 and the following structure and reaction with water as shown in Equation 39.
Equation 39: Incozol BH with water liberates an amine and benzaldehyde.
It comprises two aldimine groups linked by a polyether bridge, which unlike Incozol 4 (and Incozol EH later) has a low viscosity of about 300 mPa s @ 20°C due to the absence of intermolecular hydrogen bonding. As shown in Equation 39, Incozol BH reacts with water present to form a bis-amine and benzaldehyde. Consequently with Incozol BH as a result of this hydrolysis two amino groups are available for reaction with polyisocyanate. The aldehyde is readily lost from the film, driving the reaction to completion. The residual amines fully react with isocyanates to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5). As previously explained, this reaction is significantly faster than the reaction of an isocyanate with water to form a urea and carbon dioxide gas, as we have previously seen in reaction 4A in Table 5 and then as Equations 14, 30, 34, 36, 38, and now repeated as Equation 40 below, such that bubbles produced due to carbon dioxide formation are generally avoided.
Equation 40: Reaction of an isocyanate with water to form a urea with liberation of carbon dioxide (CO2) gas.
Incozol BH is a bis-aldimine latent curing agent for use in one component (1-K) aliphatic and aromatic polyurethane adhesives and sealants. When used in conjunction with a low NCO (about 3-4% free NCO) polyurethane prepolymer, this curing agent accelerates the cure of the prepolymer through a moisture triggered mechanism to afford crosslinking benefits to the 1-K urethane. In addition, it enhances properties such as through cure development and mechanical strength through the elimination of CO2 gassing in high build, high solids PU systems.
Whilst Incozol BH has been especially developed for one component (1-K) aliphatic and aromatic polyurethane adhesives and sealants because of its chemistry it is expected to also be suitable in polyurethane coatings and would presumably confer tolerance to the repeated opening of containers. It can also be handled and stored at temperatures as low as -20°C without risk of crystallisation.
Back in 1985, Zabel et al. working for Sika AG patented a process that produced an aldimino-oxazolidine which was claimed to give faster cure and excellent package stabilityxiv. Sika later developed the product which is now marketed as Incozol BH by its subsidiary Incorez Ltd.

42 Journal of Surface Coatings Australia • April 2015
8.2.3.1.2.1 Incozol BH’s features and benefits
Incozol BH’s features and benefits include:• Prevents the production of carbon dioxide (CO2)
gassing which would result in bubbling and film defects
• Enables bubble free curing at elevated temperature & humidity levels, thus suitable for use in different climatic conditions
• Suitable for use in aromatic and aliphatic prepolymers, providing greater formulation flexibility
• Very low viscosity, ideal for high solids systems• Very good storage stability with aromatic
isocyanates with improved handling over standard latent curing agents
• Can be stored at sub-zero temperatures (down to -20°C) without signs of crystallisation, making handling and storage easier and more convenient than some bis-oxazolidines
• Excellent shelf life with enhanced storage capabilities
• Reduced odour – the reduced volatility of the aldehyde leaving group (benzaldehyde) in this product results in a more acceptable, sweet odour than bis-oxazolidines based on isobutyraldehyde, useful for low odour 1-K polyurethane (PU) formulations.
8.2.3.1.2.2 Incozol BH’s typical end uses
Incozol BH’s typical end uses include:• Flexible joint sealants• Elastic bonding adhesives• General sealing & bonding compounds.
8.2.3.1.2.3 Frequently asked questions (FAQ) with Incozol BH
Frequently asked questions regarding Incozol BH include:Q: When Incozol bH reacts with moisture benzaldehyde is released, does this restrict application areas?A: Like all latent curing agents, an aldehyde is released as part of the reaction. Benzaldehyde has a sweet smell (Amaretto) but limits its use for products use indoors. Full surface adhesive applications (e.g. tile adhesive) are okay externally but internal applications should be restricted to small areas.
Q: How much Incozol bH is used in the formulation?A: For each % NCO by weight in the formulation, approximately 3 – 4% Incozol BH should be employed. As an example, a formulation with 0.65% NCO by weight needs approximately 2.0 – 2.6% Incozol BH.
Q: Can Incozol bH be used in aromatic and aliphatic systems?A: Incozol BH is suitable for use with both aromatic and aliphatic prepolymers. It exhibits good in-can stability with aromatic prepolymers which makes it more suited to 1-K aromatic systems than standard latent curing agents.
Q: Incozol bH is moisture sensitive. Is there a possibility of mixing/handling an Incozol bH mix without vacuum or nitrogen as long as the acid catalyst is not introduced?A: The storage of Incozol BH in air-tight containers does not normally require the use of nitrogen. Depending on the ambient processing conditions (temperature and relative humidity) some risks of limited shelf-life may result if the production is carried out without vacuum/nitrogen.
Q: Will Incozol bH work with heat rather than acid? How does it affect the reaction? The brochure formulation is mixed at 70°C, does this affect stability?A: Incozol BH/acid formulations at 70°C will be okay. No hydrolysis of the hardener is expected under normal processing conditions provided the moisture level in the raw materials used is low. Heat can affect the reaction of the isocyanate groups in the formulation but the use of Incozol BH will have no negative influence at normal processing temperatures.
Q: We produce the prepolymer using a tin catalyst. Will this catalyst affect the stability? A: No, ordinary levels of tin catalyst in the prepolymer will not affect the stability/shelf life.
Q: How can we check the moisture content during processing? A: Checking the residual moisture content of the raw materials used in the formulation is normally carried out by the Karl-Fischer method.
Q: The guide formulations show the use of dried calcium carbonate. What is the percentage of dryness required?A: A moisture level of < 0.1% should be okay. In the brochure guide formulations the moisture level is 0.05%.
Q: How does the sealant guide formulation compare with and without the presence of Incozol bH/acid?A: It depends on the formulation but normally without the Incozol BH/acid combination the sealant will be slower (skinning time, through cure) provided no other catalysts are used for the NCO-water reaction.
Q: Assuming the sealant guide formulation in the brochure works and no carbon dioxide (CO2) gas is formed, how does the “latent curing” work when some of the NCO is left to react with moisture and generate carbon dioxide (CO2)?A: It is not necessary to cure 100% of the NCO groups via latent curing agents, because a good share of the formed carbon dioxide (CO2) is either adsorbed to the surface of the fillers, dissolved in the polymer matrix or diffuses out.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

43
APRIL2015
Journal of Surface Coatings Australia
Q: What impact do the curing conditions have? A: General rule: the more drastic the curing conditions are (high temperature, high humidity, fast curing speed) the higher the imine/NCO ratio. If the imine/NCO ratio is too low, you may observe bubbling. If the imine/NCO ratio is unnecessarily high, it makes the formulation more expensive.
Q: What should the imine/NCO ratio be? A: Customers need to do some formulation trials themselves but in a sensible range (in Incorez formulations) is imine/NCO ratios between 30% and 70%. An imine/NCO ratio = 1 (100% of NCO groups cure with latent curing agents) is even dangerous. If you lose some NCO groups (by ageing, humidity, etc.), the excess amine groups will inhibit a proper curing because they have no reaction partner and therefore will act as unreacted chain ends.
Q: What is the recommended film thickness for sealants?A: Slow curing is experienced above 15 mm thickness.
8.2.3.1.2.4 Calculation of the Percentage of Aldehyde in Incozol BH
Incozol BH has a calculated molecular weight of 475.
Benzaldehyde has the molecular formula C7H6O and a calculated molecular weight of 106.
In the reaction shown in Equation 28, 1 mole of Incozol BH releases 2 moles of benzaldehyde.
8.2.3.1.2.5 Incozol BH – prepolymer stability
A measure of prepolymer stability is the extrusion force required to extrude a 1-K sealant from a cartridge. As can be seen below in Figure 19 the extrusion force required to extrude an MDI sealant stored for 7 days at 70°C is significantly higher for standard latent curing agents than with Incozol BH where the extrusion force has roughly doubled as compared with that at time of production. This provides an indication of the improved prepolymer stability using Incozol BH.
8.2.3.1.2.6 Incozol BH – Guide formulation for 1-K elastic polyurethane (PU) joint sealant
Below in Table 25 we provide a guide formulation for a 1-K elastic polyurethane joint sealant.
Table 25: Guide formulation for a 1-K elastic polyurethane (PU) joint sealant using Incozol BH.
Below in Table 26 we provide details of the properties of the above guide formulation for a 1-K elastic polyurethane joint sealant.
Table 26: Properties of a 1-K elastic polyurethane (PU) joint sealant using Incozol BH.
Manufacturing instructions: Disperse formulation for 20 minutes at 70°C.
Formulation guidelines: For each weight % NCO in the formulation, approx. 3 – 4% Incozol BH should be employed.
Example: A formulation with an NCO content of 0.65% needs approx. 2.0 – 2.6% Incozol BH.
The curing speed, particularly the catalysis, depends on the individual formulation. This is because the reactivity of the latent curing agent is dependent on the acidity/pH value of the system. Typical catalysts for the latent curing agent are organic acids such as oleic acid, benzoic acid, salicylic acid, maleic acid, fumaric acid, succinic acid, adipic acid, toluenesulfinic acid and similar types. Typical amounts are 0.02 – 1% acid but this may vary strongly from system to system. The reactivity will increase with the amount and the acidity level of the acid used. The catalyst used for the catalysis of the NCO-water reaction may be decreased to a minimum or even to zero.
Figure 19: Incozol BH – prepolymer stability as measured by extrusion force.
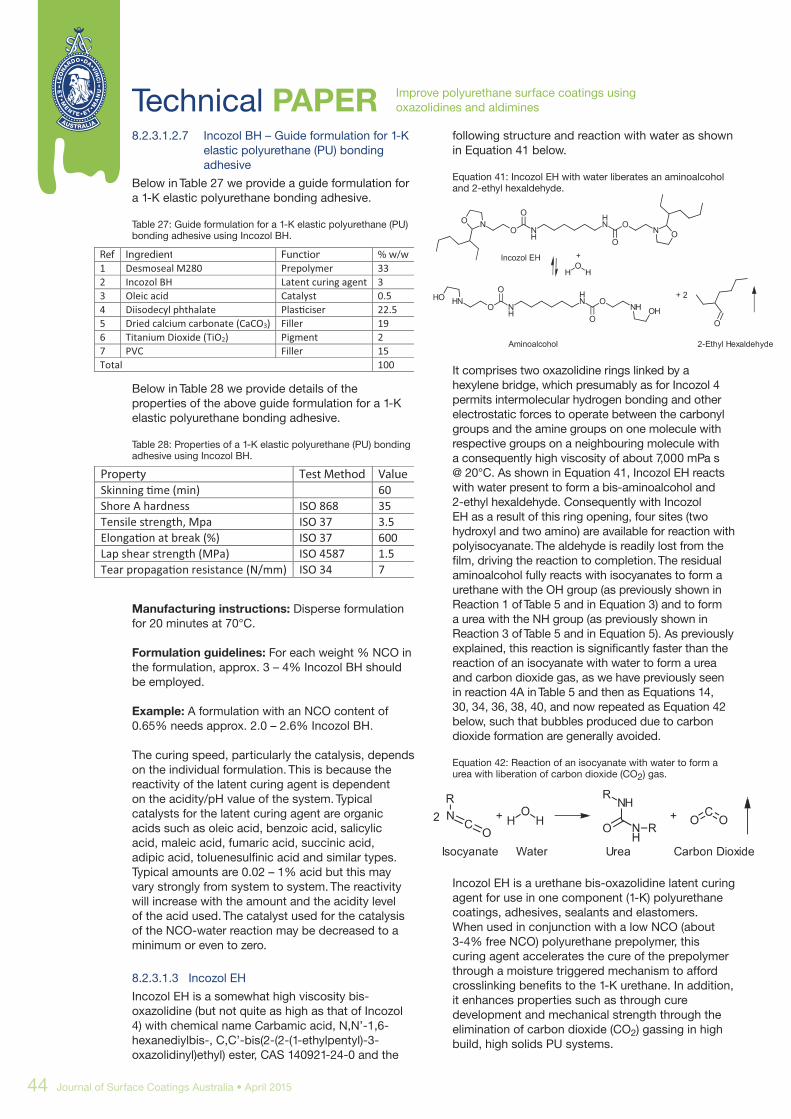
44 Journal of Surface Coatings Australia • April 2015
8.2.3.1.2.7 Incozol BH – Guide formulation for 1-K elastic polyurethane (PU) bonding adhesive
Below in Table 27 we provide a guide formulation for a 1-K elastic polyurethane bonding adhesive.
Table 27: Guide formulation for a 1-K elastic polyurethane (PU) bonding adhesive using Incozol BH.
Below in Table 28 we provide details of the properties of the above guide formulation for a 1-K elastic polyurethane bonding adhesive.
Table 28: Properties of a 1-K elastic polyurethane (PU) bonding adhesive using Incozol BH.
Manufacturing instructions: Disperse formulation for 20 minutes at 70°C.
Formulation guidelines: For each weight % NCO in the formulation, approx. 3 – 4% Incozol BH should be employed.
Example: A formulation with an NCO content of 0.65% needs approx. 2.0 – 2.6% Incozol BH.
The curing speed, particularly the catalysis, depends on the individual formulation. This is because the reactivity of the latent curing agent is dependent on the acidity/pH value of the system. Typical catalysts for the latent curing agent are organic acids such as oleic acid, benzoic acid, salicylic acid, maleic acid, fumaric acid, succinic acid, adipic acid, toluenesulfinic acid and similar types. Typical amounts are 0.02 – 1% acid but this may vary strongly from system to system. The reactivity will increase with the amount and the acidity level of the acid used. The catalyst used for the catalysis of the NCO-water reaction may be decreased to a minimum or even to zero.
8.2.3.1.3 Incozol EH
Incozol EH is a somewhat high viscosity bis-oxazolidine (but not quite as high as that of Incozol 4) with chemical name Carbamic acid, N,N’-1,6-hexanediylbis-, C,C’-bis(2-(2-(1-ethylpentyl)-3-oxazolidinyl)ethyl) ester, CAS 140921-24-0 and the
following structure and reaction with water as shown in Equation 41 below.
Equation 41: Incozol EH with water liberates an aminoalcohol and 2-ethyl hexaldehyde.
It comprises two oxazolidine rings linked by a hexylene bridge, which presumably as for Incozol 4 permits intermolecular hydrogen bonding and other electrostatic forces to operate between the carbonyl groups and the amine groups on one molecule with respective groups on a neighbouring molecule with a consequently high viscosity of about 7,000 mPa s @ 20°C. As shown in Equation 41, Incozol EH reacts with water present to form a bis-aminoalcohol and 2-ethyl hexaldehyde. Consequently with Incozol EH as a result of this ring opening, four sites (two hydroxyl and two amino) are available for reaction with polyisocyanate. The aldehyde is readily lost from the film, driving the reaction to completion. The residual aminoalcohol fully reacts with isocyanates to form a urethane with the OH group (as previously shown in Reaction 1 of Table 5 and in Equation 3) and to form a urea with the NH group (as previously shown in Reaction 3 of Table 5 and in Equation 5). As previously explained, this reaction is significantly faster than the reaction of an isocyanate with water to form a urea and carbon dioxide gas, as we have previously seen in reaction 4A in Table 5 and then as Equations 14, 30, 34, 36, 38, 40, and now repeated as Equation 42 below, such that bubbles produced due to carbon dioxide formation are generally avoided.
Equation 42: Reaction of an isocyanate with water to form a urea with liberation of carbon dioxide (CO2) gas.
Incozol EH is a urethane bis-oxazolidine latent curing agent for use in one component (1-K) polyurethane coatings, adhesives, sealants and elastomers. When used in conjunction with a low NCO (about 3-4% free NCO) polyurethane prepolymer, this curing agent accelerates the cure of the prepolymer through a moisture triggered mechanism to afford crosslinking benefits to the 1-K urethane. In addition, it enhances properties such as through cure development and mechanical strength through the elimination of carbon dioxide (CO2) gassing in high build, high solids PU systems.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

45
APRIL2015
Journal of Surface Coatings Australia
Incozol EH confers tolerance to the repeated opening of containers and can be used as a versatile curing agent with 2 or 4 functional mix ratios. It can also be handled and stored at temperatures as low as -20°C without risk of crystallisation.
As we saw earlier in section 8.2.3.1.1 on Incozol 4 a bis-oxazolidine is a far more effective cross-linker than a mono oxazolidine because when as in Equation 41 Incozol EH reacts with water to liberate four sites (two hydroxyl and two amino) which then become available for reaction with polyisocyanate, because of the speed of reactivity the two amines will cross-link with two isocyanates very speedily. Thus, with such bis-oxazolidines the reaction can be difunctional (cross-linking the two amino groups with a polyisocyanate) or tetrafunctional (cross-linking the two hydroxyl and two amino groups with a polyisocyanate).
8.2.3.1.3.1 Incozol EH’s features and benefits
Incozol EH’s features and benefits include:• Enables the production of high-build coatings
without carbon dioxide (CO2) gassing• Can be stored at sub-zero temperatures (down
to -20°C) without signs of crystallisation, making handling and storage easier and more convenient than other types of bis-oxazolidines
• Excellent in-can stability for one component (1-K) aliphatic and aromatic PU systems
• Multifunctional (f = 4) so that increased through-cure and tensile profile of formulated PU systems leading to tougher, more durable products
• Improves cure speed of one component (1-K) PU systems without the need for additional metal catalyst
• Reduced odour – the reduced volatility of the aldehyde leaving group (2-ethyl hexanal) in this product results in a more acceptable, less pungent odour than bis-oxazolidines based on isobutyraldehyde, useful for low odour 1-K PU formulations.
8.2.3.1.3.2 Incozol EH’s typical end uses
Incozol EH’s typical end uses include:• Waterproof membranes, roof and balcony
coatings are capable of curing in a wider range of conditions including extreme temperature ranges and humidity variations.
• Incozol EH is particularly suited for use in aromatic 1-K PU systems where in-can stability may be an issue.
8.2.3.1.3.3 Frequently asked questions (FAQ) with Incozol EH
Frequently asked questions regarding Incozol EH include:Q: Does Incozol EH contain any metal catalyst? A: No. Incozol EH has been manufactured without the use of metal catalysts, leading to improved in-can stability compared with other bis-oxazolidine latent hardeners (e.g. Incozol 4).
Q: What are the benefits of Incozol EH over Incozol 4?A: The main benefit of Incozol EH over Incozol 4 is the ease of handling. Incozol EH remains liquid below 0°C whereas Incozol 4 would be solid and require melting before use. The other advantage of Incozol EH is the improved in-can stability as it is catalyst free. This is particularly relevant for low NCO (about 3-4% free NCO) aliphatic PU systems or aromatic PU systems (see below).
Q: Can Incozol EH be used with aromatic isocyanates?A: Although developed with aliphatic PU systems in mind, Incozol EH can be used in aromatic PU systems. In such cases it may be necessary to use weak organic acids, such as oleic or salicylic acid, to catalyse the ring opening hydrolysis of the oxazolidine to effectively compete with the moisture side reaction and prevent gassing.
Q: Can I add Incozol EH at the beginning of my manufacture process?A: In principle, Incozol EH can be incorporated at any stage during manufacture of formulated PU systems. However, in practice it is generally better to incorporate Incozol EH at the end of the manufacture process following a drying process to minimise the water content in the system (e.g. by vacuum drying or isocyanate monomer addition to remove moisture from the ingredients).
Q: Does Incozol EH give off any volatiles? A: Yes. On contact with moisture, the oxazolidine is hydrolysed to liberate 2-ethyl hexaldehyde which is classed as a VOC (see section 8.2.3.1.3.5 below).
Q: What is the minimum/maximum storage temperature for Incozol EH? A: Incozol EH has been developed specifically to eliminate crystallisation on storage. Tests carried out at Incorez have shown that no crystallisation occurs at temperatures down to -15°C for up to 6 months storage. To guarantee the quality of the material, the recommended maximum storage temperature is 40ºC for 6 months in unopened containers.
Q: Can I speed up the cure of my PU system which incorporates Incozol EH? A: Yes. The cure can be accelerated by either using a standard PU metal catalyst (to catalyse the urethane reaction) or alternatively using an acid catalyst to accelerate the ring opening reaction. These can be weak organic acids such as oleic or salicylic acid or acetic anhydride. Typically, both metal catalysts and acid catalysts are used in combination to obtain the best compromise between cure and minimising gassing. Caution should be used with metal catalysts as they significantly reduce long term in-can stability.
Q: Can Incozol EH be used in a 2-K PU system?A: Yes. It is possible to incorporate Incozol EH into either part of a 2-K system. Typically this would be

46 Journal of Surface Coatings Australia • April 2015
done in the polyol side so as to moisture scavenge any water that may be present and improve its effectiveness.
Q: Can Incozol EH be used in combination with another oxazolidine?A: Yes. It is possible to combine different oxazolidine types to optimise the performance of the PU system. For example, Incozol LV can be incorporated to increase flexibility/reduce viscosity of a 1-K PU system or used with Incozol 2 in a 2-K PU system to improve through cure or crosslink density.
8.2.3.1.3.4 Calculation of addition levels of Incozol EH
it is usually recommended that a stoichiometric equivalent (calculated on % free NCO of PU) is used to maximise the benefits of Incozol EH. This can be calculated using the following equations:
Incozol EH can react as a tetrafunctional latent curing agent, where after the oxazolidine ring has opened, four sites (two hydroxyl and two amino) are available for reaction with polyisocyanate. This leads to a cross-linked polyurea/polyurethane, which would produce a less expensive coating than when it is used as a difunctional latent curing agent
(due to lower addition levels of Incozol 4, as shown in section 8.2.3.1.3.4.1 below) which is harder, less flexible with lower elongation, a higher tensile strength and a lower tendency to yellow.
Incozol 4 can also react as a difunctional latent curing agent, where after the oxazolidine ring has opened, two sites (the two more reactive amino groups) are available for reaction with polyisocyanate. This leads to a linear polyurea, which would produce a more expensive coating than when it is used as a tetrafunctional latent curing agent (due to higher addition levels of Incozol 4, as shown in section 8.2.3.1.3.4.2 below) which is softer, more flexible with higher elongation, a lower tensile strength and a greater tendency to yellow.
In the sections below (8.2.3.1.3.4.1 and 8.2.3.1.3.4.2) we discuss the calculation of addition levels of Incozol EH as a a tetrafunctional latent curing agent and as a difunctional latent curing agent.
8.2.3.1.3.4.1 Calculation of addition levels of Incozol EH as a tetrafunctional latent curing agent
Where Incozol EH is being used as a tetrafunctional latent curing agent:• Molecular Weight of Incozol EH = 599• Functionality of Incozol EH = 4• Equivalent Weight of Incozol EH = 150
8.2.3.1.3.4.2 Calculation of Addition levels of Incozol EH as a difunctional latent curing agent
Where Incozol EH is being used as a difunctional latent curing agent:• MolecularWeight of Incozol EH = 599• Functionality of Incozol EH = 2• EquivalentWeight Incozol EH = 300
8.2.3.1.3.5 Calculation of the percentage of aldehyde in Incozol EH
Incozol EH has the molecular formula C32H62N4O6 and a calculated molecular weight of 599.
2-Ethyl hexaldehyde has the molecular formula C8H16O and a calculated molecular weight of 128.
In the reaction shown in Equation 27, 1 mole of Incozol EH releases 2 moles of 2-ethyl hexaldehyde.
8.2.3.1.3.6 Formulation latititude with Incozol EH
Formulators may often choose to use an excess of oxazolidine, even up to twice the stoichiometric addition level.
As shown in Equation 41 in the presence of moisture four sites (two hydroxyl and two amino) become available for reaction with polyisocyanate. Thus, varying the amount of hardener will vary the cross link
8.2.3.1.3.4.1 Calculation of addition levels of Incozol EH as a tetrafunctional latent curing agent.
8.2.3.1.3.4.2 Calculation of Addition levels of Incozol EH as a difunctional latent curing agent.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

47
APRIL2015
Journal of Surface Coatings Australia
density. So, a comparison of properties of the finished formulation would show the following features if an excess of oxazolidine is used as shown in Table 29 (as we saw earlier in the case of Incozol 4).
Table 29: Effect on properties of excess oxazolidine addition versus stoichiometric addition level.
In effect, this mirrors the situation of a stoichiometric addition level as a tetrafunctional latent curing agent and an excess oxazolidine addition, i.e. twice the addition level of a stoichiometric addition level as a difunctional latent curing agent.
8.2.3.1.3.7 Incozol EH eliminates gassing
Traditionally, PU sealants are cured by the reaction of terminal isocyanate groups with moisture. A side product of this reaction is the generation of carbon dioxide which remains trapped in the cured sealant system. The photographs below illustrate cured PU prepolymer (MDI: Desmoseal M280 & TDI: Desmodur E15) used in sealants mixed with Incozol EH oxazolidine latent curing agent (typically up to 2% w/w) in comparison to the same prepolymer cured solely with moisture. In Figure 20 we see MDI prepolymer Desmoseal M280 cured without oxazolidine (left), cured with 1% Incozol EH (centre) and cured with 2% Incozol EH (right). The clarity (due to less bubble formation increases with addition of Incozol EH such that at 2% Incozol EH (right) the cured prepolymer is crystal clear.
In Figure 21 we see TDI prepolymer Desmodur E15 cured without oxazolidine (left), cured with 1% Incozol EH (centre) and cured with 2% Incozol EH (right). The bubbles due to carbon dioxide (CO2) clarity are apparent in the control prepolymer with less bubbles present with the addition of 1% Incozol EH such that at 2% Incozol EH (right) the cured prepolymer is bubble free and crystal clear.
8.2.3.1.3.8 Oxazolidines accelerate through-cure
Incorez carried out a study on the impact on the cure and film properties of blending oxazolidine latent curing agents, Incozol 4 and Incozol EH, with an aliphatic polycarbonate prepolymer, Incorez 705. Both latent curing agents were combined with the control prepolymer (Incorez 705) at 1:1 stoichiometry based on % NCO of the prepolymer (approximately 4% w/w).
A most important theme is: Faster through-cure = early walk on time.
One of the key benefits of using an oxazolidine latent curing agent is the ability to accelerate the through-cure of the 1-K polyurethane (PU) floor coating
without the need for additional metal catalyst. The latent curing agent is able, through hydrolysis, to speed up the crosslinking of the polyurethane (PU) floor paint to reduce touch-dry and walk-on times as can be seen in Figure 22 above.
The use of an oxazolidine more than halves the touch dry and walk on times compared with the moisture triggered control system. A similar increase in cure speed for the control prepolymer can only be achieved using high levels of metal catalyst loading (> 0.5% w/w), which is undesirable for in-can stability.
This is quite an important theme and one which may not be necessarily recognised by formulators and users. In an article published in Chemistry in Britain in October 2001xv, it was stated that:
“Researchers soon found that bis-oxazolidines confer another advantage on some systems. Uptake of many polyurethane coatings – those based
Figure 20: MDI prepolymer Desmoseal M280 cured without oxazolidine (left), cured with 1% Incozol EH (centre) and cured with 2% Incozol EH (right).
Figure 21: TDI prepolymer Desmodur E15 cured without oxazolidine (left) cured with 1% Incozol EH (centre) and cured with 2% Incozol EH (right).
Figure 22: Touch dry time and walk on time for an aliphatic polycarbonate prepolymer Incorez 705 with Incozol 4 and Incozol EH.

48 Journal of Surface Coatings Australia • April 2015
on aliphatic compounds – has traditionally been hampered by the slowness with which the coating hardens or cures. Including a bis-oxazolidine in the formulation typically speeds up the curing process by 3 to 4 times. This is because the ring-opened bis-oxazolidine reacts rapidly with diisocyanates. On a car assembly line, for example, two pack polyurethanes systems incorporating bis-oxazolidines can reduce drying times to as little as two minutes.”
In such cost competitive applications these time savings can translate into real economics!
8.2.3.1.3.9 Improved durability through crosslinking
Formulating with a latent curing agent, such as Incozol 4 or Incozol EH, significantly boosts the ultimate hardness and tensile strength of the system as can be seen in Figures 23 and 24 below.
The increase in hardness and tensile strength over the control prepolymer is due to the crosslinking nature of the bis-oxazolidine which materially improves the properties of the cured polymer.
8.2.3.1.4 Incozol HP
Incozol HP is a high purity version of Incozol 4 and reacts in the same way, and is also suitable as a latent curing agent.
8.2.3.2 Oxazolidine/Aldimine selection guide
As a general overview, the Incozol range of oxazolidine and aldimine products may be used as follows in Table 30.
Ongoing work continues at Incorez Ltd in developing applications and products in this range.
AcknowledgementsWe would like to acknowledge the assistance of Dr Neil Carter of Incorez Ltd in Preston, Lancashire, England, UK, in the preparation of this paper.
General ReferencesCarter Neil G, (1998), “Oxazolidine diluents: Reacting for the environment” Paper 5, Proceedings Resins- the Way Forward, OCCNFSCT Symposium, Harrogate, 24th June 1998.
Carter Neil G, (2009), “Oxazolidines help PU Formulators”, Urethanes Technology International, Vol. 26, No. 2: April/May 2009, page 25.
Howarth Graham A, MSc, thesis, “The synthesis of a legislation compliant corrosion protection paint system, based on water-borne epoxy, urethane and oxazolidine technology”, Imperial College, London.
Howarth Graham A, (1995), “High solids polyurethane coatings using oxazolidine reactive diluents,” Proceedings, 3rd Nuremberg Conference, 13th to 15th March 1995, Paint Research Association.
Howarth Graham A, (1995), “Developments in oxazolidine technology”, Modern Paints and Coatings, 49-52, August 1995.
Howarth Graham A, (1996), “Oxazolanes – Old Chemistry, New Applications”, Proceedings of the 23rd Waterborne High Solids and Powder Coatings Symposium, New Orleans, February 1996.
Howarth Graham A, (1999), “Oxazolidines and tetramethylxylenediisocyanate (TMXDI) based PU in legislation compliant anticorrosion coatings” JOCCA, 82, (1 ), pp 14-18, January 1999.
Howarth Graham A, (1999), “The synergy between water-borne epoxy and high solids polyurethane legislation compliant coatings”, JOCCA, 82, (9), pp 460-6, September 1999.
Howarth Graham A, (2000), “Legislation compliant epoxy and polyurethane coatings”, Pigment and Resin Technology, Vol 29, 6, pp 325-336 November/December 2000.
Howarth Graham A, (2003), “Polyurethanes, polyurethane dispersions and polyureas: Past, present and future”, Surface Coatings International Part B: Coatings Transactions Volume 86, Issue 2 , pp 111-118.
Meier-Westhues U, (2007), Polyurethanes – Coatings, Adhesives and Sealants, Vincentz Network GmbH & Co. KG, PO Box 6247, 30062, Hannover, Germany, ISBN 3-87870-334-1, ISBN 978-3-87870-334-1.
Figure 23: Ultimate Shore D hardness developed by an aliphatic polycarbonate prepolymer Incorez 705 with Incozol 4 and Incozol EH.
Figure 24: Ultimate tensile strength developed by an aliphatic polycarbonate prepolymer Incorez 705 with Incozol 4 and Incozol EH.
Technical PAPER Improve polyurethane surface coatings using oxazolidines and aldimines

49
APRIL2015
Journal of Surface Coatings Australia
Moore Danielle P, Carter Neil G (1997) “From Cars to Transport Bridges”, Proceedings of 4th Nürnberg Congress, April 1997.
Moore Danielle P, Carter Neil G (1997) “The Versatility of Oxazolidines as Reactive Diluents in Two-Component Polyurethanes”, Pitture & Vernici – Paints and Varnishes, Volume 20, September 1997.
Stoye Dieter, Freitag Werner, (1996), Resins for Coatings, Carl Hanser Verlag, Munich, Vienna, New York ISBN 3-446-18489-9.
Ullmann’s Encyclopedia of Industrial Chemistry (2011), 7th Edition, Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany, ISBN: 978-3-527-32943-4.
Referencesi. Evans Robert M, (1993) “Polyurethane Sealants- Technology
and Applications”, Technomic Publishing Company, Inc., 851 New Holland Avenue, Box 3535, Lancaster, PA 17604, U.S.A., ISBN 0-87762-998-6, pp 83-99.
ii. Evans Robert M, (1993) “Polyurethane Sealants – Technology and Applications”, Technomic Publishing Company, Inc., 851 New Holland Avenue, Box 3535, Lancaster, PA 17604, U.S.A., ISBN 0-87762-998-6, p 94.
iii. Evans Robert M, (1993) “Polyurethane Sealants- Technology and Applications”, Technomic Publishing Company, Inc., 851 New Holland Avenue, Box 3535, Lancaster, PA 17604, U.S.A., ISBN 0-87762-998-6, p 95.
iv. Rabek Jan F, (1996), “Photodegradation of Polymers – Physical Characteristics and Applications” Springer-Verlag Berlin & Heidelberg, Germany, ISBN 13.978-3-642-80092-4, e-ISBN 13.978-3-642-80090-0.
v. Rabek Jan F, (1995), “Polymer Photodegradation – Mechanisms and experimental methods” Springer-Verlag Berlin & Heidelberg, Germany, ISBN 978-94-010-4556-8, e-ISBN 978-94-011-1274-1.
vi. Rosu Dan, Rosu Liliana, (2010) “Thermal and Photochemical Stability of an Aromatic Polyurethane” Materiale Plastice, Volume 47, Number 4, pp 399-401.
Table 30: Overview of applications and properties of the Incozol range.
vii. ISO 21348, 2007-05-01 “Space environment (natural and artificial) —Process for determining solar irradiances, ISO copyright office, Case postale 56, CH-1211 Geneva 20, Switzerland,Web www.iso.org.
viii. Rabek Jan F, (1995), “Polymer Photodegradation – Mechanisms and experimental methods” Springer-Verlag Berlin & Heidelberg, Germany, ISBN 978-94-010-4556-8, e-ISBN 978-94-011-1274-1, pp 308-311.
ix. Rabek Jan F, (1995), “Polymer Photodegradation – Mechanisms and experimental methods” Springer-Verlag Berlin & Heidelberg, Germany, ISBN 978-94-010-4556-8, e-ISBN 978-94-011-1274-1, pp 311-315.
x. Bergmann Ernst D, (1953) Chemical Reviews 53 (2) pp 309-352, DOI: 10.1021/cr60165a005.
xi. Carter Neil G, (2012),”Scavenge moisture and cut pinholes in a trice – Oxazolidine latent hardeners in polyurethane systems” European Coatings Journal, 06, pp 18-21.
xii. Carter Neil G, (2001),“Oxazolidine diluents: Reacting for the environment”, Green Chemistry June 2001 G40-44.
xiii. Mittal Kashmiri L, Pizzi, Antonio, (2009), “Handbook of sealant technology” ISBN 978-0-8493-9162-0, p 282.
xiv. Zabel Lutz D,Widmer Jürg, Sulser Ueli, (1985) US Patent 4,504,647 “Compounds having one or more aldimine and oxazolidine groups, process for their preparation and their use as curing agents for polyisocyanates.
xv. Daniels Len, Gorick Lionel (2001) Chemistry in Britain 37 (10), October 2001 pp 42-44. n