an optical characterization technique for hygroscopic expansion of polymers and plastic packages
TRANSCRIPT

Microelectronics Reliability 46 (2006) 600–609
www.elsevier.com/locate/microrel
An optical characterization technique forhygroscopic expansion of polymers and plastic packages
Fei Su a,*, Kerm Sin Chian b, Sung Yi c
a Singapore Institute of Manufacturing Technology, 71 Nanyang Drive, Singapore 638075, Singaporeb School of Mechanical and Aerospace Engineering, Nanyang Technological University, 50 Nanyang Avenue,
Singapore 639798, Singaporec Department of Mechanical Engineering, Portland State University, Portland, OR 97207-0751, USA
Received 15 September 2004; received in revised form 16 May 2005Available online 26 August 2005
Abstract
In this paper, we have described a new simultaneous 3-D optical system for characterizing electronic packages. Thisoptical system is able to capture high resolution, online whole field data set. We are able to use this optical system todetermine the coefficient of hygroscopic expansion (CHE) in moulding compound by correlating the weight gain andhygro-strain information obtained. In this study, we have used this optical system to evaluate the hygroscopic expan-sion of a fully cured moulding compound, XJA-9. We have also studied the effect of moisture diffusion on the defor-mation of plastic IC package. It was found that moisture diffusion could reverse the warpage of the plastic package. Thestudy showed that moisture may cause severe changes to the internal stress field of plastic packages that would usuallyoccur unnoticed or underestimated.� 2005 Elsevier Ltd. All rights reserved.
1. Introduction
Polymers are widely used in electronics packaging be-cause of their relatively low cost, lightweight, and suit-ability for mass production. However, current plasticpackaging materials tend to absorb moisture from sur-rounding environment with time. The absorbed mois-ture often results in component corrosion [1,2],deterioration in mechanical property of packaging mate-rial [3,4], and reduction in the adhesion strength at con-stituent interfaces [5,6]. It has also been shown that
0026-2714/$ - see front matter � 2005 Elsevier Ltd. All rights reservdoi:10.1016/j.microrel.2005.06.017
* Corresponding author. Tel.: +65 67938962; fax: +6567916377.
E-mail address: [email protected] (F. Su).
hygroscopic swelling in polymeric materials give rise toincreased stress in the component due to swelling mis-match and leading to delamination between mouldingcompounds and IC chips [6,7]. The evolution of tensilestress caused by hygroscopic expansion of underfill isone of the reasons for the failure in under-bump metal-lization (UBM) in flip-chip [8,9]. Wong et al. [9] havedeveloped a technique to measure the coefficients ofhygroscopic expansion (CHE) but the method has somesevere technical limitations, namely: long testing timemay be needed for low desorption temperature andmore importantly the system is not suitable for analy-sing whole package due to its non full-field measurementmode.
Hence the solution to these limitations is to develop afull-field and on-line optical characterization system
ed.

F. Su et al. / Microelectronics Reliability 46 (2006) 600–609 601
that has sub-micron resolution or better. In fact, Moireinterferometry [10] has been successfully used to charac-terize the hygroscopic expansion of moulding compoundand plastic packages [11,12]. In this paper, we present anovel 3-D optical testing system and apply this 3-Dcharacterization technique to investigate the hygro-scopic expansion of moulding compound and its largeeffect on the deformation of plastic packages. In fact,preliminary characterization results were presented bythe authors in 2001 [13]. Advantage of 3-D characteriza-tion over conventional 2-D one is that more informationcan be achieved without cross sectioning the specimen.
2. Principle of the 3-D optical testing system
The 3-D optical testing system consists of a two con-ventional interferometer systems, namely a Moire and aTwyman/Green. The Moire interferometer providesinformation for the in-plane deformation and the Twy-man–Green interferometer, the out-of-plane deforma-tion measurements. Schematic diagram of Moireinterferometry system is shown in Fig. 1(a). In this con-figuration, a high frequency cross-line diffraction gratingis replicated on the surface of the specimen and it de-forms together with the underlying specimen. Coherenthorizontal beams B1 and B2, incident to the specimengrating at a specific angle, create a virtual reference grat-ing in their zone of intersection. The Moire fringe pat-tern (U field pattern) is produced by the interactionbetween the deformed specimen and reference gratings.Vertical beams B3 and B4 create another set of referencegrating which interacts with the second set of lines in the2-D specimen grating to produce another set of fringepatterns (V field pattern). The fringe patterns representcontours of constant U and V displacements in orthog-onal x and y directions, respectively. The displacementcan be determined by
U ¼ 1
fNx; V ¼ 1
fNy ð1Þ
where f is the frequency of the virtual reference grating,and Nx, Ny are fringe orders in the U and V field Moirefringe patterns, respectively. In this study, a virtual grat-ing with frequency of 2400 lines/mm is used, which pro-vides a basic resolution of 0.417 lm/fringe.
Schematic diagram of the Twyman/Green interfer-ometer system is shown in Fig. 1(b). In this configura-tion, the incident flat wave front W is split intoreference W1, and W2, which provides contour informa-tion of the deforming sample. Through a series of reflec-tion using mirror, these two wave fronts converge andtheir interference fringe pattern is focussed onto aCCD target. The (relative) out-of-plane deformationor warpage W of the sample can be determined withthe fringe pattern by
W ¼ k2Nw ð2Þ
where, Nw is the fringe order relative to an arbitrary se-lected reference point of Nw = 0; and k is the wavelengthof laser. In this system, He–Ne laser with wavelength of0.632 lm is used, which corresponds to a testing resolu-tion of 0.316 lm/fringe in the out-of-plane direction.
Although in the field of IC packaging, these two sys-tems are widely used to characterize thermo-mechanicalbehaviour of IC packages, only in a very few cases thatboth techniques are applied sequentially for 3-D defor-mation measurement. In order to characterize the defor-mation of specimen comprehensively and accurately, a3-D optical testing system that integrates these two tech-niques effectively is developed by the authors. With thissystem, 3-D deformation of samples can be measuredwithin identical procedure and even simultaneously.More details about this system can be found in Ref.[14] and feature of this 3-D optical testing system is illus-trated in Fig. 1(c).
3. Experimental investigation
3.1. Coefficient of hygroscopic expansion (CHE)
measurement
In this study, CHE is defined as the ratio of the ulti-mate hygro-strain over the percentage total weight gainin the sample saturated with moisture. Post-curedmoulding compound (XJA-9) from ST Microelectronicsis used in this study.
3.1.1. Experimental design
• Sample preparation: The moulding compound wassectioned into small pieces (18 mm · 5 mm · 1 mm)and polished. Samples were prepared in quad-ruplicates.
• Moisture desorption: A control sample, which wasimmersed in distilled water at room temperature untiltill equilibrium weight, was evaluated on a thermo-gravimetric analyser to obtain the optimal conditionfor the thermal desorption process. It was found thatthe sample was completely desorbed after 12 h at125 �C, see Fig. 2.In this step, all the samples were baked at 125 �C for12 h to remove adsorbed moisture before next step.
• Grating replication: 2-D grating with a spatial fre-quency of 1200 lines/mm was applied to the samplesat room temperature (24 �C) with epoxy (Tra-ConF114). Method for grating replication can be foundin published literature [10]. The epoxy-coated sam-ples were allowed to cure at room temperature over-night in a dry box (relative humidity of 20%).

Fig. 1. Principle and feature of the 3-D optical testing system used in this investigation. (a) Principle of the Moire interferometry [10].(b) Principle of the Twyman/Green interferometry. (c) Feature of the 3-D optical testing system used in this investigation.
602 F. Su et al. / Microelectronics Reliability 46 (2006) 600–609
• Moisture diffusion and deformation measurement: Thegrating-replicated samples were separated into twogroups, namely Groups A and B. In Group A, twosamples were conditioned at 23–26 �C, 75–90% RHfor three months. As for Group B, two samples werekept in dry box at 23–26 �C and 20% RH for threemonths.Sample weight gain and hygroscopic expansion weremeasured at various time intervals. Weight gain wasdetermined using an electronic weighing scale(OHAUS, analytical plus) with precision of0.01 mg. The 3-D optical testing system was used to
measure the hygroscopic expansion of the samples,it was calibrated each time before use with the mastergrating, from which the specimen grating wasproduced.
3.1.2. Experimental result
• Weight gain: Average sample weight gain is summa-rized in Fig. 3. It can be seen that the weight gainin Group A samples during the first month was0.1923%, whereas, the total increase of weight gain

Fig. 2. Result of TGA isothermal desorption test within 12 h.
Fig. 3. Weight gain vs storage time in room ambient (23–25 �C, relative humidity 70–90%).
F. Su et al. / Microelectronics Reliability 46 (2006) 600–609 603
during the last two months was only 0.0086%. Incontrast, average weight gain of the samples inGroup B was almost zero, although there is a smallvariation during the three-month storage.
• Hygroscopic expansion: Deformation in the longitu-dinal (length-wise) direction (U field) is used to calcu-late the CHE. The results of one Group A and Bsamples during the three-month storage are shownin Fig. 4. The figure showed that Group A sampleunderwent hygroscopic expansion, while Group B
sample remained unchanged. Phase shifting tech-nique was utilized to improve the resolution of themeasurement by at least four times, see Fig. 5.Grating replicated on single surface may affect themoisture diffusion and warpage on the sample, whichmay lead to inaccurate CHE measurement. There-fore, warpage was measured in all the samples duringthe three-month storage and it was found that war-page during this period was very limited. Fig. 6 showsthat the initial warpage of the sample was about

Fig. 4. Hygroscopic expansion in the length wise direction (a) in the beginning of experiment; (b) at the end of first month storage;(c) at the end of second month storage; (d) at the end of third month storage.
Fig. 5. Application of the phase shifting technique for resolution improvement (#2 sample from Group A). (a) Phase map of theoriginal fringe pattern. (b) Resolution improved fringe pattern (by four times).
Fig. 6. Warpage change during the three-month storage, sample is from Group A (#2). (a) Initial warpage at the beginning ofexperiment. (b) Final warpage at the end of third month storage.
604 F. Su et al. / Microelectronics Reliability 46 (2006) 600–609
1.6 lm (mainly due to the imperfect flatness of mastergrating substrate) and final warpage was about3.0 lm at the end of the third month. The samplewas in convex shape (‘‘\’’) in both cases, and sincetheir difference is so small, it is reasonable to con-clude that warpage effect on CHE measurement canbe neglected.
• Coefficient of hygroscopic expansion (CHE): Fig. 3shows that samples in Group A achieved moisturesaturation at the end of third month. Hence, in accor-dance with the above definition and the data ofhygro-strain and weight gain, CHE of the mouldingcompound at room temperature was determined as1902.8 (ppm/1% weight gain).

F. Su et al. / Microelectronics Reliability 46 (2006) 600–609 605
3.2. Effect of moisture diffusion on the deformation of
plastic IC package
Some plastic packaging materials, e.g. mouldingcompounds and underfills have the propensity to absorbmoisture and expand, this hygroscopic expansion maycause severe changes of deformation and internal stressfield to plastic packages. Some failures like UBM open-ing may occur. Therefore, in order to assess their reli-ability, accurate measurement of the deformations dueto moisture diffusion is crucial. In this investigation,some flip chip plastic ball grid array (FCPBGA) samplesare used to study the effect of moisture diffusion on theirdeformation behaviours. The structure of the FCPBGAis shown in Fig. 7.
3.2.1. Experimental design
• Moisture desorption at high temperature: Four sam-ples were baked inside temperature oven at 150 �C for12 h to remove absorbed moisture and residualstress.
• Grating replication: 2-D gratings were attached to thetop surface of the sample at 150 �C using epoxy glue
Fig. 7. Structure of the plastic pac
Tra-Con F211. The attached grating serves the refer-ence for subsequent deformation measurement, i.e.samples were assumed to be free of warpage at thisstage.
• Moisture absorption and deformation measurement at
ambient condition: After replicated grating wasapplied to the sample surface and cured, sampleswere then cooled to ambient conditions (23–26 �C,75–90% RH). Their weight gains due to moistureabsorption and deformations during the three-monthstorage were evaluated at weekly interval. Since therelative humidity was high and temperature was basi-cally constant during this period, this experimentalstep is to evaluate the pure effect of hygroscopicexpansion of polymers on the deformation of wholeplastic package.
3.2.2. Experimental results
Deformations in X direction (U field) and Z direction(W field) were measured along the horizontal direc-tion (AB) as shown in Fig. 7, and deformations in Y
direction (V field) were measured along the central linethat is perpendicular to AB.
kage under test (FCPBGA).
606 F. Su et al. / Microelectronics Reliability 46 (2006) 600–609
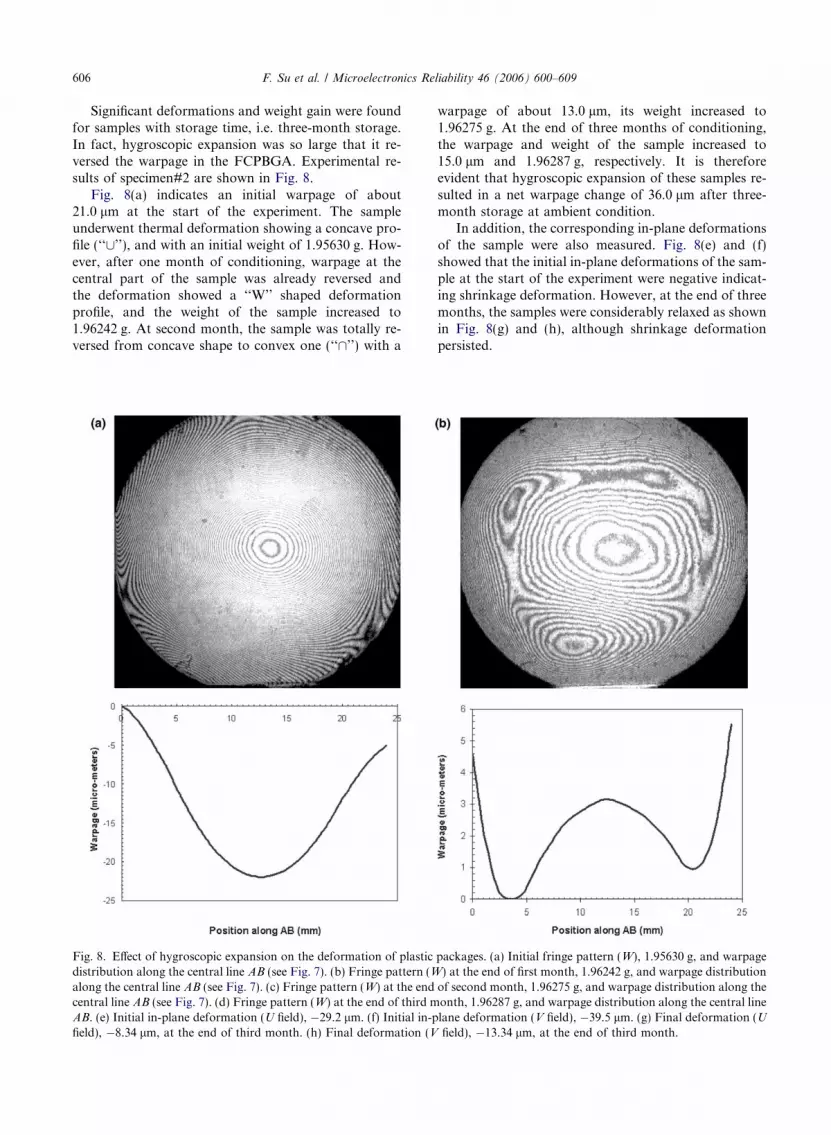
Significant deformations and weight gain were foundfor samples with storage time, i.e. three-month storage.In fact, hygroscopic expansion was so large that it re-versed the warpage in the FCPBGA. Experimental re-sults of specimen#2 are shown in Fig. 8.
Fig. 8(a) indicates an initial warpage of about21.0 lm at the start of the experiment. The sampleunderwent thermal deformation showing a concave pro-file (‘‘[’’), and with an initial weight of 1.95630 g. How-ever, after one month of conditioning, warpage at thecentral part of the sample was already reversed andthe deformation showed a ‘‘W’’ shaped deformationprofile, and the weight of the sample increased to1.96242 g. At second month, the sample was totally re-versed from concave shape to convex one (‘‘\’’) with a
Fig. 8. Effect of hygroscopic expansion on the deformation of plasticdistribution along the central line AB (see Fig. 7). (b) Fringe pattern (Walong the central line AB (see Fig. 7). (c) Fringe pattern (W) at the endcentral line AB (see Fig. 7). (d) Fringe pattern (W) at the end of third mAB. (e) Initial in-plane deformation (U field), �29.2 lm. (f) Initial in-pfield), �8.34 lm, at the end of third month. (h) Final deformation (V
warpage of about 13.0 lm, its weight increased to1.96275 g. At the end of three months of conditioning,the warpage and weight of the sample increased to15.0 lm and 1.96287 g, respectively. It is thereforeevident that hygroscopic expansion of these samples re-sulted in a net warpage change of 36.0 lm after three-month storage at ambient condition.
In addition, the corresponding in-plane deformationsof the sample were also measured. Fig. 8(e) and (f)showed that the initial in-plane deformations of the sam-ple at the start of the experiment were negative indicat-ing shrinkage deformation. However, at the end of threemonths, the samples were considerably relaxed as shownin Fig. 8(g) and (h), although shrinkage deformationpersisted.
packages. (a) Initial fringe pattern (W), 1.95630 g, and warpage) at the end of first month, 1.96242 g, and warpage distributionof second month, 1.96275 g, and warpage distribution along theonth, 1.96287 g, and warpage distribution along the central linelane deformation (V field), �39.5 lm. (g) Final deformation (Ufield), �13.34 lm, at the end of third month.

Fig. 8 (continued)
F. Su et al. / Microelectronics Reliability 46 (2006) 600–609 607
4. Summary and discussion
Based on the above results, the following conclusionswere drawn:
(1) The simultaneous 3-D optical testing system is aneffective tool for characterizing the hygroscopicexpansion and determination of CHE. Advantagesof this optical technique include high resolution,comprehensive information, full field and in situtesting mode. Although in this study, the hygro-scopic expansion of polymer material and its effecton plastic packages was characterized in roomambient, the system could be used for elevated tem-perature conditions using an insulated chamber.
(2) Even at ambient condition, moisture diffusioninto plastic packaging materials greatly changethe deformations and thus the internal stress fieldof IC packages. This deformation poses reliabilityproblem in electronic packages, which if not deter-mined are often unnoticed or underestimated.
From the limited publications [3,15], it is known thatthe change in mechanical property of plastic materialsdue to moisture diffusion is small (less than 20%), so itis reasonable to assume that the large deformation ofFCPBGA is mainly due to the hygroscopic expansionsof its plastic packaging materials. And in the case ofFCPBGA, since Young�s modulus and volume ratio ofmoulding compound is higher than those of BT sub-strate and underfill, the behaviour of the FEPBGAcould be dominated by CHE of the moulding com-pound. As such, moulding compound with a low CHEwould improve the hygro-thermal reliability of theFCPBGA. Further investigation with FEM will be con-ducted in another study.
Acknowledgements
The authors would like to express their gratitude toMr. W.D. van Driel, from Philips semiconductor, forhis invaluable suggestions and comments. We also thank

Fig. 8 (continued)
608 F. Su et al. / Microelectronics Reliability 46 (2006) 600–609
Mr. Tee Tongyan, from STMicroelectronics, for provid-ing the moulding compound used in this investigation.
References
[1] Viswanadham P, Singh P. Failure modes and mechanismsin electronic packages. International Thomson Publishing;1997.
[2] Pecht M. A model for moisture induced corrosion failuresin microelectronic packages. IEEE Trans Compon HybrManufac Technol 1990;13(2):383–8.
[3] Uschitsky M, Suhir E. Moisture diffusion in epoxy moldingcompounds filled with particles. J Electron Pack 2001;123(March):47–51.
[4] Bojta P. Modelling moisture caused failures in stress tests.In: 24th international spring seminar on electronics tech-nology (IEEE. ISSE 2001). p. 129–32.
[5] Yi S, Shen LX, Kim JK, Yue CY. A failure criterion fordebonding between encapsulants and lead frames in PlasticIC packages. J Adhes Sci Technol 2000;14(1):93–105.
[6] Naotaka, Kitano Makoto, Kumazawa Tetsuo, NishimuraAsao. Evaluating IC-package interface delamination byconsidering moisture-induced molding-compound swelling.IEEE Trans Compon Pack Technol 1999;22(2): 426–32.
[7] Tay AAO, Lin TY. Moisture-induced interfacial delami-nation growth in plastic IC packages during solder reflow.In: Proceedings of the 48th ECTC 1998. p. 371–8.
[8] Okura JH, Dusgupta A, Caers JFJM. Hygro-mechanicaldurability of underfilled flip-chip-on-board (FCOB) inter-connects. J Electron Pack 2002;124:184–7.
[9] Wong EH, Chan KC, Rajoo R, Lim TB. The mechancisand impact of hygroscopic swelling of polymer materials inelectronic packaging. In: Proceedings of the 50th ECTC2000. p. 576–80.
[10] Post D, Han B, Ifju P. High sensitivity Moire: experimentalanalysis for mechanics and materials. New York: Sprin-ger-Verlag; 1990.
[11] Stellrecht E, Han B, Pecht MG. Characterization ofhygroscopic swelling behavior of mold compound andplastic packages. IEEE Trans Compon Pack Technol2004;27(3):499–506.

F. Su et al. / Microelectronics Reliability 46 (2006) 600–609 609
[12] Stellrecht E, Han B, Pecht M. Measurement of thehygroscopic swelling coefficient in mold compounds usingMoire interferometry. J Exp Tech 2003;27(4):40–4.
[13] Yi S, Su F, Chian KS, Dai FL. Experimental investigationon the complex thermo-mechanical behavior of plasticpackages. In: The 3rd int conf on exp mech, Beijing, SPIE,vol. 4537; 2001. p. 426–9.
[14] Su F. Development of a 3-D optical testing system for thestudy of IC packaging, Ph.D Thesis, Nanyang Technolog-ical University, Singapore, 2004.
[15] Chew S, Tan AC. Evaluating post-mould cure andadditives on the visco-elastic properties of a low stressepoxy mould compound. IEEE Trans Electron PackManufac 2003;26(3):211–55.