4. pengolahan dan analisa data
TRANSCRIPT
13 Universitas Kristen Petra
4. PENGOLAHAN DAN ANALISA DATA
Hal yang akan dibahas dalam Laporan Tugas Akhir ini adalah membuat
sistem penjadwalan kode pakan yang diproduksi untuk mengurangi waktu setup
dan waktu penyelesaian produk di PT Charoen Pokphand Indonesia Sepanjang.
Pembahasan diawali dengan penjelasan singkat mengenai PT Charoen Pokphand
Indonesia.
4.1 PT Charoen Pokphand Indonesia
PT Charoen Pokphand Indonesia berpusat di Jakarta pada jalan Ancol
VIII No. 1, Ancol Barat, Jakarta. PT Charoen Pokphand Indonesia memiliki
beberapa cabang yang berada di Jawa Timur, Tanggerang, Medan, Semarang,
Makassar, dan Lampung. Produk pakan ternak yang dihasilkan PT Charoen
Pokphand Indonesia adalah pakan ayam (petelur, pedaging, dan anak ayam), babi,
bebek, dan lain-lain.
Salah satu cabang perusahaan PT Charoen Pokphand Indonesia di Jawa
Timur berlokasi di Raya Surabaya-Mojoerto Km 19, Sepanjang. PT Charoen
Pokphand Indonesia Sepanjang merupakan cabang perusahaan pertama yang
didirikan di Jawa Timur kemudian di Krian, Sidoarjo. Produk pakan ternak yang
sering dihasilkan pada PT Charoen Pokphand Indonesia Sepanjang adalah pakan
ternak ayam. Produk pakan yang banyak diproduksi di PT Charoen Pokphand
Indonesia Sepanjang kebanyakan adalah produk integrasi atau produk pakan yang
diperuntukan peternakan milik sendiri atau peternakan ayam yang dikontrak. PT
Charoen Pokphand Indonesia Sepanjang memproduksi pakan ternak integrasi
sekitar 80% dan sisanya diproduksi untuk komersil atau dijual ke agen-agen.
4.2 Kode Pakan
Kode pakan yang diproduksi di PT Charoen Pokphand Indonesia
Sepanjang dibedakan berdasarkan empat jenis yaitu integrasi (I), fast (F), regular
(R), dan slow (S). Jenis kode pakan integrasi adalah kode pakan yang
diperuntukan peternakan sendiri dan kemitraan baik dalam pulau maupun luar
14 Universitas Kristen Petra
pulau. Jenis kode pakan fast, regular, dan slow adalah kode pakan yang
diperuntukan untuk dijual ke agen-agen atau secara komersil. Jenis kode pakan
fast adalah kode pakan yang permintaannya lebih dari 300 ton per minggu dan
skala pengambilannya sering. Jenis kode pakan regular adalah kode pakan yang
permintaanya antara 50 hingga 300 ton per minggu dan skala pengambilan sering.
Jenis kode pakan slow adalah kode pakan yang permintaanya kurang dari 50 ton
per minggu dan skala pengambilanya jarang. Kode pakan yang termasuk pada
jenis integrasi, fast, regular, dan slow dapat dilihat pada Tabel 4.1.
Tabel 4.1. Jenis Kode Pakan
Integrasi Fast Regular Slow
S00 SB11
BP11B 500
S11J SB12G 510
S11GJ SB20 BP24G
S11LGJ
SB11B
SB21 NP11B
S11Z20J SB22
SB10B
S10 SB11SP
S11 HG11B SL241
SB11B20
S12 SB11BG
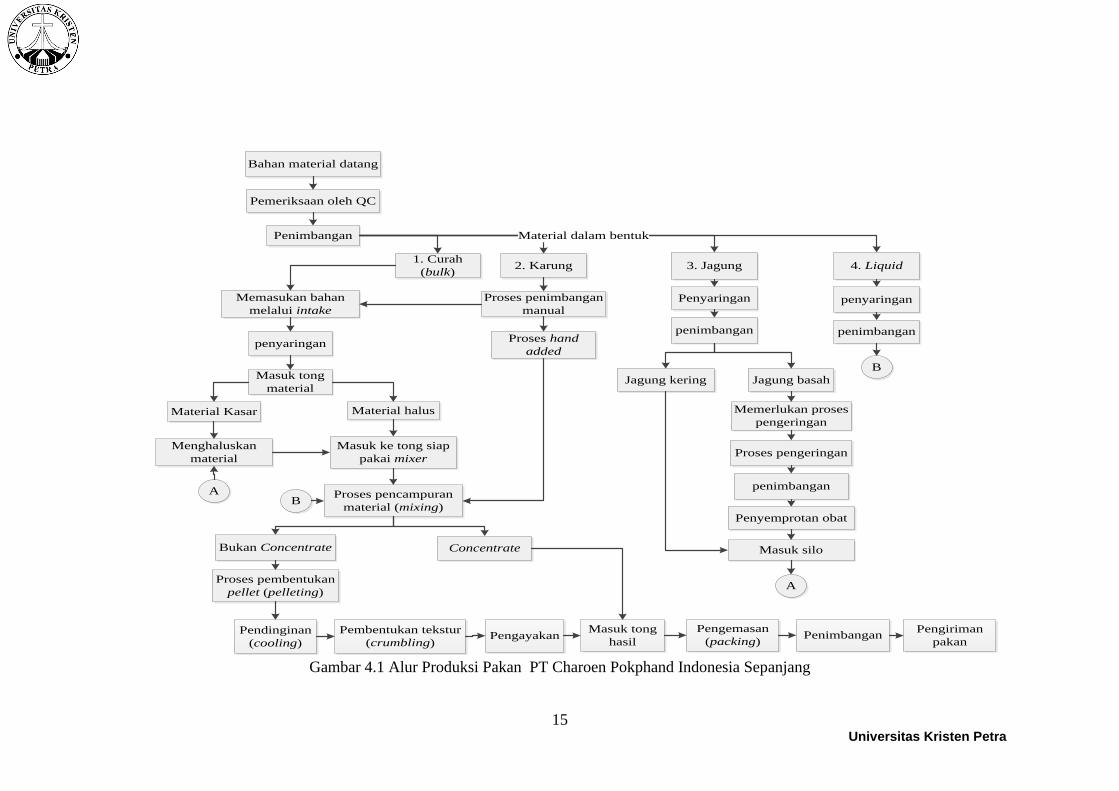
4.3 Proses Produksi
Proses Produksi yang ada di PT Charoen Pokphand Indonesia Sepanjang
dapat dilihat pada Gambar 4.1.
15 Universitas Kristen Petra
Bahan material datang
Pemeriksaan oleh QC
Penimbangan
1. Curah
(bulk)2. Karung 3. Jagung 4. Liquid
Material dalam bentuk
Memasukan bahan
melalui intake
Proses penimbangan
manualPenyaringan penyaringan
penyaringan
Masuk tong
material
Menghaluskan
material
penimbangan
Memerlukan proses
pengeringan
Proses pengeringan
penimbangan
Penyemprotan obat
Masuk silo
penimbangan
A
A
Proses hand
added
Masuk ke tong siap
pakai mixer
Proses pencampuran
material (mixing)
B
B
Proses pembentukan
pellet (pelleting)
Pendinginan
(cooling)
Pembentukan tekstur
(crumbling)Pengayakan
Masuk tong
hasilPenimbangan
Pengemasan
(packing)
Pengiriman
pakan
Material Kasar Material halus
Bukan Concentrate Concentrate
Jagung kering Jagung basah
Gambar 4.1 Alur Produksi Pakan PT Charoen Pokphand Indonesia Sepanjang
16 Universitas Kristen Petra
4.3.1 Bahan material datang
Bahan material yang datang diperiksa terlebih dahulu oleh bagian QC
(quality control) untuk memastikan bahan material yang masuk memenuhi standar
kualitas yang ditetapkan. Bahan material yang telah selesai diperiksa dimasukkan
ke tempat penimbangan untuk mengetahui berat dari masing-masing material.
Bentuk material yang ditimbang dapat berupa bentuk curah, karung, jagung, dan
cairan (liquid). Material yang berbentuk curah dibawa ke warehouse, berbentuk
jagung dibawa masuk ke tempat pembongkaran jagung, berbentuk karung dibawa
ke warehouse, dan berbentuk liquid dibawa ke tangki.
4.3.2 Intake
Intake adalah divisi yang menjaga ketersediaan bahan material pada tong
material supaya proses produksi dapat berjalan. Proses masuknya bahan material
berbentuk curah dan karung ke tong material diatur oleh divisi intake. Bahan
material berbentuk curah dari warehouse dibawa ke tong material dengan
menggunakan chain conveyor. Bahan baku karung dibawa ke tong material
dengan cara manual oleh pekerja pada jalur intake. Bahan material berbentuk
curah dan karung yang dibawa ke tong material disaring terlebih dahulu dengan
magnet yang terdapat pada jalur intake. Tujuan penyaringan ini adalah untuk
menyaring benda-benda yang tercampur di dalam bahan material curah dan
karung seperti besi.
4.3.3 Hand Added
Bahan material berbentuk karung yang akan ditambahkan ke proses
mixing akan ditimbang terlebih dahulu agar sesuai dengan komposisi formula.
Bahan material ditimbang secara manual karena jumlah yang ditambahkan pada
proses mixing dalam skala yang kecil. Penimbangan dengan menggunakan mesin
hanya dapat dilakukan untuk penimbangan bahan material skala besar.
4.3.4 Silo
Bahan material yang berbentuk jagung akan dilakukan penyaringan
untuk memisahkan biji jagung dengan kotoran. Hasil dari penyaringan akan
17 Universitas Kristen Petra
ditimbang untuk mengetahui berat jagung. Pemeriksaan kadar air dari material
dilakukan dengan mengambil sample selama proses pemindahan dari proses
penyaringan. Jagung dengan kadar air >12 digolongkan jagung basah dan jagung
dengan kadar air < =12 digolongkan jagung kering. Jagung kering dapat langsung
disimpan di silo dan jagung basah akan diproses terlebih dahulu. Jagung yang
basah memerlukan proses pengeringan agar mencapai standar kadar air yang
ditetapkan. Kadar air jagung yang telah mencapai <=12 ditimbang kembali untuk
mengetahui selisih dari berat jagung sebelum proses dan setelah proses
pengeringan. Jagung yang telah selesai ditimbang dipindahkan ke silo. Proses
pemindahan dilakukan dengan menggunakan chain conveyor.
4.3.5 Proses Penghalusan
Bahan material curah yang kasar dan jagung dihaluskan terlebih dahulu
dengan hammer mill. Tujuan penghalusan ini agar bahan material yang akan
dicampur sesuai dengan standar perusahaan. Hasil dari hammer mill dibawa ke
tong siap pakai mixer.
4.3.6 Penyimpanan Material Liquid
Bahan material berbentuk liquid disimpan di tangki. Proses penyaringan
dilakukan selama proses pemindahan ke tangki. Proses penyaringan dilakukan
agar memisahkan bahan material dari kotoran..
4.3.7 Proses Mixing
Semua bahan material yang telah masuk di tong siap pakai dicampur
dengan menambahkan dengan hasil penimbangan hand added, dan liquid. Produk
yang diproduksi berupa concentrate. concentrate yang diproduksi mixer dapat
langsung dibawa ke tong hasil jika kode pakan yang ingin diproduksi berupa
tepung dan jika kode pakan yang ingin diproduksi berupa pellet atau crumble akan
dibawa ke mesin pellet.
18 Universitas Kristen Petra
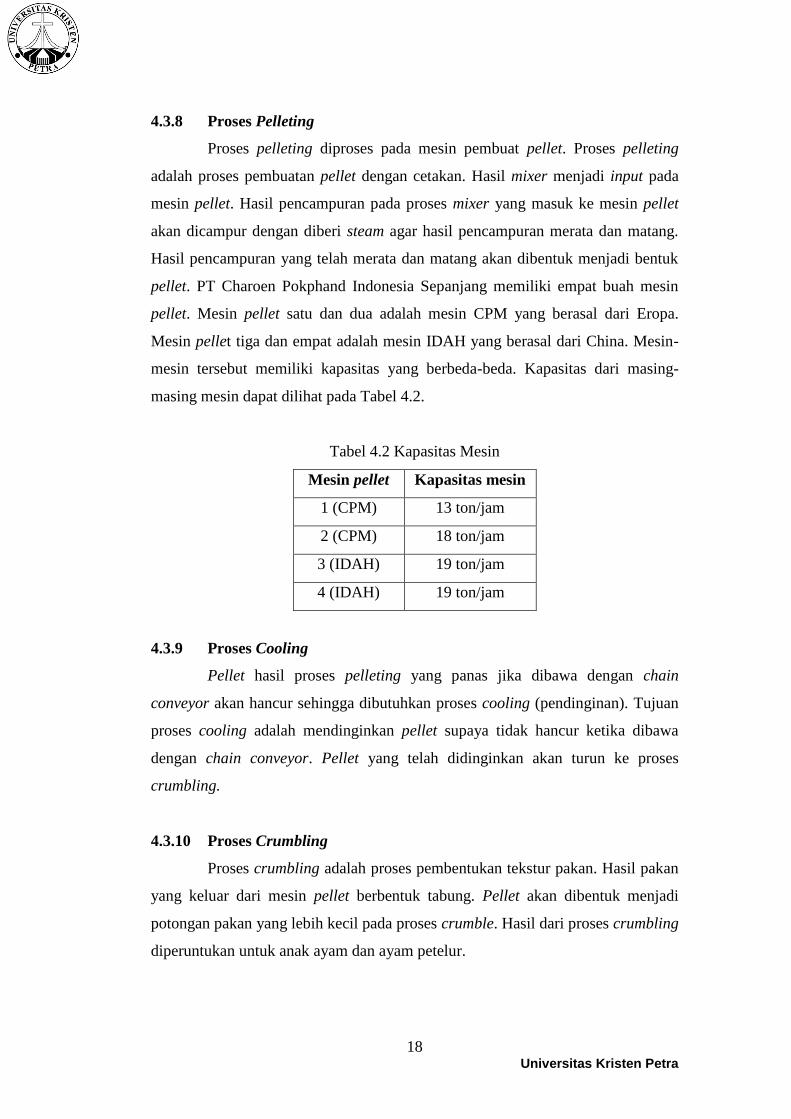
4.3.8 Proses Pelleting
Proses pelleting diproses pada mesin pembuat pellet. Proses pelleting
adalah proses pembuatan pellet dengan cetakan. Hasil mixer menjadi input pada
mesin pellet. Hasil pencampuran pada proses mixer yang masuk ke mesin pellet
akan dicampur dengan diberi steam agar hasil pencampuran merata dan matang.
Hasil pencampuran yang telah merata dan matang akan dibentuk menjadi bentuk
pellet. PT Charoen Pokphand Indonesia Sepanjang memiliki empat buah mesin
pellet. Mesin pellet satu dan dua adalah mesin CPM yang berasal dari Eropa.
Mesin pellet tiga dan empat adalah mesin IDAH yang berasal dari China. Mesin-
mesin tersebut memiliki kapasitas yang berbeda-beda. Kapasitas dari masing-
masing mesin dapat dilihat pada Tabel 4.2.
Tabel 4.2 Kapasitas Mesin
Mesin pellet Kapasitas mesin
1 (CPM) 13 ton/jam
2 (CPM) 18 ton/jam
3 (IDAH) 19 ton/jam
4 (IDAH) 19 ton/jam
4.3.9 Proses Cooling
Pellet hasil proses pelleting yang panas jika dibawa dengan chain
conveyor akan hancur sehingga dibutuhkan proses cooling (pendinginan). Tujuan
proses cooling adalah mendinginkan pellet supaya tidak hancur ketika dibawa
dengan chain conveyor. Pellet yang telah didinginkan akan turun ke proses
crumbling.
4.3.10 Proses Crumbling
Proses crumbling adalah proses pembentukan tekstur pakan. Hasil pakan
yang keluar dari mesin pellet berbentuk tabung. Pellet akan dibentuk menjadi
potongan pakan yang lebih kecil pada proses crumble. Hasil dari proses crumbling
diperuntukan untuk anak ayam dan ayam petelur.
19 Universitas Kristen Petra
4.3.11 Proses Pengayakan
Hasil proses crumbling dibawa dengan chain conveyor ke mesin
pengayakan. Proses pengayakan bertujuan untuk memisahkan pakan yang berupa
pellet, crumble, dan tepung. Mesin pengayakan yang dimiliki PT Charoen
Pokphand Indonesia Sepanjang memiliki dua jenis yaitu CPM dan IDAH. Pakan
yang telah diayak dibawa ke tong hasil.
4.3.12 Proses Packing
Proses packing adalah proses pengemasan pakan ternak baik dalam
bentuk pellet, crumble, dan tepung. Setiap kode pakan memiliki karung yang
berbeda-beda. Kode pakan akan dikemas dengan ukuran karung 60 kg atau 50 kg.
Mesin untuk proses packing ini terdiri dari dua bagian. Mesin bagian pertama
yaitu mesin untuk menurunkan pakan ke karung dan mesin bagian kedua yaitu
mesin untuk menjahit karung. Hasil pakan yang telah dikemas akan disimpan di
gudang.
4.3.13 Penimbangan dan Pengiriman
Pakan yang akan dikirim ke pembeli dinaikan kedalam truk. Truk yang
telah berisikan karung pakan ternak ditimbang terlebih dahulu. Tujuan
penimbangan adalah untuk memastikan pakan yang dibawa sesuai dengan
permintaan pembeli
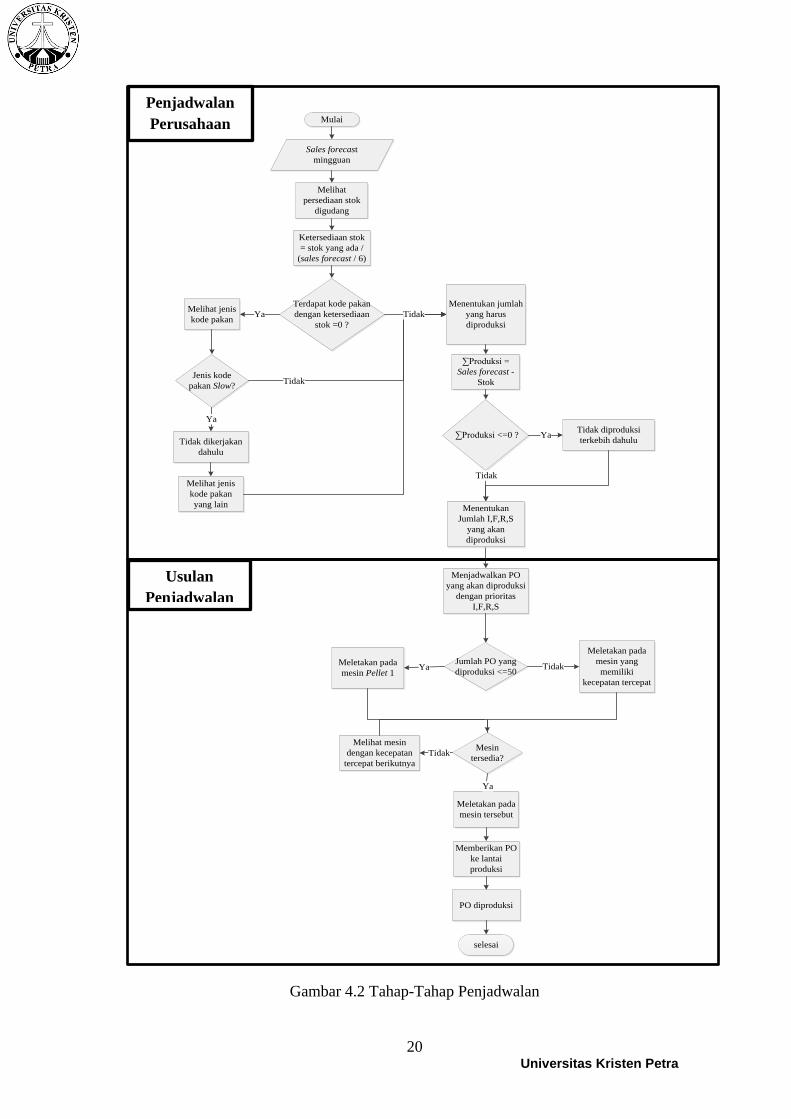
4.4 Tahap-Tahap Penjadwalan
Tahap-tahap penjadwalan berperan penting dalam menentukan proses
produksi. Penjadwalan yang dibuat meliputi penjadwalan kode pakan, jumlah
yang akan diproduksi, dan penjadwalan mesin yang digunakan untuk
memproduksi kode pakan. Proses produksi akan berjalan dengan baik jika
penjadwalan yang dibuat juga baik. Tahap-tahap dalam menjadwalkan kode pakan
yang akan diproduksi dapat dilihat pada Gambar 4.2.
20 Universitas Kristen Petra
Mulai
Sales forecast
mingguan
Melihat
persediaan stok
digudang
Ketersediaan stok
= stok yang ada /
(sales forecast / 6)
Terdapat kode pakan
dengan ketersediaan
stok =0 ?
Melihat jenis
kode pakan Ya
Menentukan jumlah
yang harus
diproduksi
Jenis kode
pakan Slow?
Tidak dikerjakan
dahulu
Ya
Melihat jenis
kode pakan
yang lain
∑Produksi =
Sales forecast -
StokTidak
∑Produksi <=0 ?Tidak diproduksi
terkebih dahuluYa
Tidak
Menjadwalkan PO
yang akan diproduksi
dengan prioritas
I,F,R,S
selesai
Tidak
Menentukan
Jumlah I,F,R,S
yang akan
diproduksi
Jumlah PO yang
diproduksi <=50
Meletakan pada
mesin yang
memiliki
kecepatan tercepat
TidakMeletakan pada
mesin Pellet 1Ya
Mesin
tersedia?
Meletakan pada
mesin tersebut
Ya
Melihat mesin
dengan kecepatan
tercepat berikutnya
Tidak
Memberikan PO
ke lantai
produksi
PO diproduksi
Gambar 4.2 Tahap-Tahap Penjadwalan
Penjadwalan
Perusahaan
Usulan
Penjadwalan
21 Universitas Kristen Petra
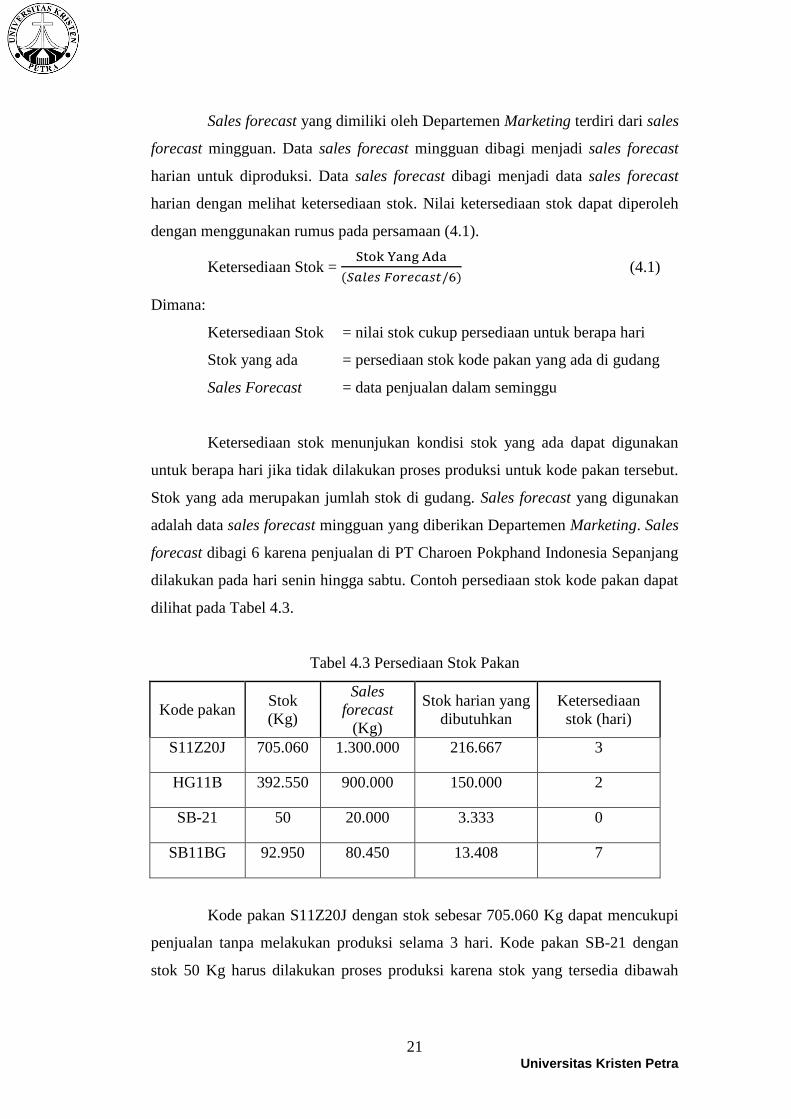
Sales forecast yang dimiliki oleh Departemen Marketing terdiri dari sales
forecast mingguan. Data sales forecast mingguan dibagi menjadi sales forecast
harian untuk diproduksi. Data sales forecast dibagi menjadi data sales forecast
harian dengan melihat ketersediaan stok. Nilai ketersediaan stok dapat diperoleh
dengan menggunakan rumus pada persamaan (4.1).
Ketersediaan Stok =
(4.1)
Dimana:
Ketersediaan Stok = nilai stok cukup persediaan untuk berapa hari
Stok yang ada = persediaan stok kode pakan yang ada di gudang
Sales Forecast = data penjualan dalam seminggu
Ketersediaan stok menunjukan kondisi stok yang ada dapat digunakan
untuk berapa hari jika tidak dilakukan proses produksi untuk kode pakan tersebut.
Stok yang ada merupakan jumlah stok di gudang. Sales forecast yang digunakan
adalah data sales forecast mingguan yang diberikan Departemen Marketing. Sales
forecast dibagi 6 karena penjualan di PT Charoen Pokphand Indonesia Sepanjang
dilakukan pada hari senin hingga sabtu. Contoh persediaan stok kode pakan dapat
dilihat pada Tabel 4.3.
Tabel 4.3 Persediaan Stok Pakan
Kode pakan Stok
(Kg)
Sales
forecast
(Kg)
Stok harian yang
dibutuhkan
Ketersediaan
stok (hari)
S11Z20J 705.060 1.300.000 216.667 3
HG11B 392.550 900.000 150.000 2
SB-21 50 20.000 3.333 0
SB11BG 92.950 80.450 13.408 7
Kode pakan S11Z20J dengan stok sebesar 705.060 Kg dapat mencukupi
penjualan tanpa melakukan produksi selama 3 hari. Kode pakan SB-21 dengan
stok 50 Kg harus dilakukan proses produksi karena stok yang tersedia dibawah
22 Universitas Kristen Petra
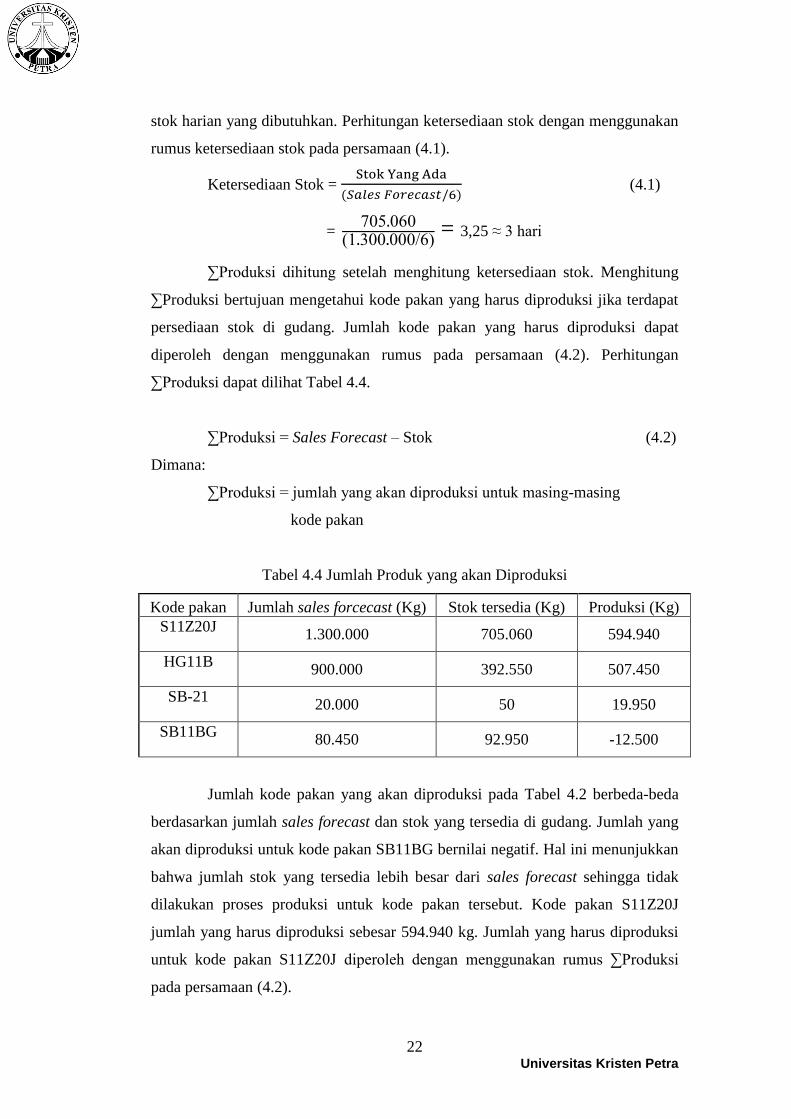
stok harian yang dibutuhkan. Perhitungan ketersediaan stok dengan menggunakan
rumus ketersediaan stok pada persamaan (4.1).
Ketersediaan Stok =
(4.1)
=
= 3,25 ≈ hari
∑Produksi dihitung setelah menghitung ketersediaan stok. Menghitung
∑Produksi bertujuan mengetahui kode pakan yang harus diproduksi jika terdapat
persediaan stok di gudang. Jumlah kode pakan yang harus diproduksi dapat
diperoleh dengan menggunakan rumus pada persamaan (4.2). Perhitungan
∑Produksi dapat dilihat Tabel 4.4.
∑Produksi = Sales Forecast – Stok (4.2)
Dimana:
∑Produksi = jumlah yang akan diproduksi untuk masing-masing
kode pakan
Tabel 4.4 Jumlah Produk yang akan Diproduksi
Kode pakan Jumlah sales forcecast (Kg) Stok tersedia (Kg) Produksi (Kg)
S11Z20J 1.300.000 705.060 594.940
HG11B 900.000 392.550 507.450
SB-21 20.000 50 19.950
SB11BG 80.450 92.950 -12.500
Jumlah kode pakan yang akan diproduksi pada Tabel 4.2 berbeda-beda
berdasarkan jumlah sales forecast dan stok yang tersedia di gudang. Jumlah yang
akan diproduksi untuk kode pakan SB11BG bernilai negatif. Hal ini menunjukkan
bahwa jumlah stok yang tersedia lebih besar dari sales forecast sehingga tidak
dilakukan proses produksi untuk kode pakan tersebut. Kode pakan S11Z20J
jumlah yang harus diproduksi sebesar 594.940 kg. Jumlah yang harus diproduksi
untuk kode pakan S11Z2 J diperoleh dengan menggunakan rumus ∑Produksi
pada persamaan (4.2).
23 Universitas Kristen Petra
∑Produksi =1.300.000 – 705.060 = 594.940
Hasil perhitungan ketersediaan stok digunakan untuk menentukan kode
pakan yang akan diproduksi. kode pakan yang bernilai = 0 (tidak untuk jenis kode
pakan slow) akan diproduksi terlebih dahulu kemudian melihat hasil perhitungan
∑Produksi. Stok kode pakan yang bernilai lebih dari akan diproduksi
berdasarkan jenis kode pakan yaitu integrasi, fast, regular dan terakhir slow.
Komposisi pembagian jumlah produksi pada hari pertama setiap minggu
untuk jenis kode pakan I adalah 500 ton dan 800 ton untuk jenis kode pakan F, R,
dan S. Hal ini bertujuan untuk menyelesaikan jenis kode pakan R dan S sehingga
dapat memproduksi kode pakan I dan F dalam skala yang besar. Jenis kode pakan
S baru akan diproduksi ketika produksi jenis kode pakan R telah memenuhi sales
forecast atau terdapat pesanan khusus. Komposisi pembagian setelah hari pertama
setiap minggu untuk jenis kode pakan I adalah 800 ton dan 500 ton untuk
memproduksi F, R, dan S. Produksi safety stok untuk kode pakan berjenis I, F,
dan R dapat dilakukan ketika sales forecast mingguan telah terpenuhi.
Pembagian PO untuk mesin-mesin pellet dilihat dari jumlah PO. PO
dengan permintaan produksi <=50 ton akan diletakan pada mesin pellet 1 karena
mesin pellet 1 memiliki kapasitas yang paling kecil dibandingkan dengan mesin
pellet yang lain. PO dengan permintaan >50 ton akan diletakan pada mesin yang
dapat mengerjakan kode pakan tersebut paling cepat. Kode pakan akan langsung
diproduksi apabila mesin yang akan digunakan dalam keadaan kosong. Kode
pakan akan diproduksi pada mesin dengan kecepatan tertinggi kedua apabila
mesin yang seharusnya digunakan tidak dalam keadaan kosong. Mesin pellet 1
baru akan digunakan ketika mesin pellet 2, mesin pellet 3, dan mesin pellet 4
sedang digunakan untuk memproduksi kode pakan. Mesin pellet jika semua
sedang digunakan maka akan menunggu mesin yang terlebih dahulu selesai
digunakan. PO produksi yang telah dijadwalkan akan diberikan ke lantai produksi
untuk memulai proses produksi.
24 Universitas Kristen Petra
4.4.1 Tahap-Tahap Menjadwalakan Kode Pakan pada Masing-Masing
Mesin Pellet
Tahap-tahap dalam menjadwalakan kode pakan pada mesin pellet
1. Melihat ketersediaan stok kode pakan:
Kode pakan bernilai 0 akan di produksi terlebih dahulu (tidak dilakukan untuk
jenis kode pakan slow) jika kode pakan bernilai lebih dari 0 melihat jenis kode
pakan I, F, R, dan S. Jenis kode pakan yang akan diproduksi sama maka yang
dipilih adalah nilai ketersediaan stok paling kecil.
2. Melihat jumlah produksi
Nilai ketersediaan stok dan jenis kode pakan yang akan diproduksi sama maka
yang dipilih adalah kode pakan dengan jumlah produksi lebih besar. Jumlah
yang diproduksi <=50 ton akan diletakan pada mesin pellet 1. Mesin pellet 3
lebih dikhususkan untuk pakan berbentuk pellet.
3. Melihat ketersediaan mesin
Kode pakan ditempatkan pada mesin dengan kecepatan tercepat. Kode pakan
ditempatkan pada mesin dengan kecepatan tercepat berikutnya jika mesin
sedang digunakan. Kode pakan hendak ditempatkan pada mesin tetapi semua
mesin sedang digunakan maka melihat waktu mesin yang lebih dahulu selesai
digunakan. Waktu penyelesaian tersingkat juga diperhitungkan dalam
penempatan kode pakan pada mesin.
4. Melihat total waktu pengerjaan
Waktu produksi <1440 menit (1 hari) maka akan dilakukan penambahan
jumlah produksi
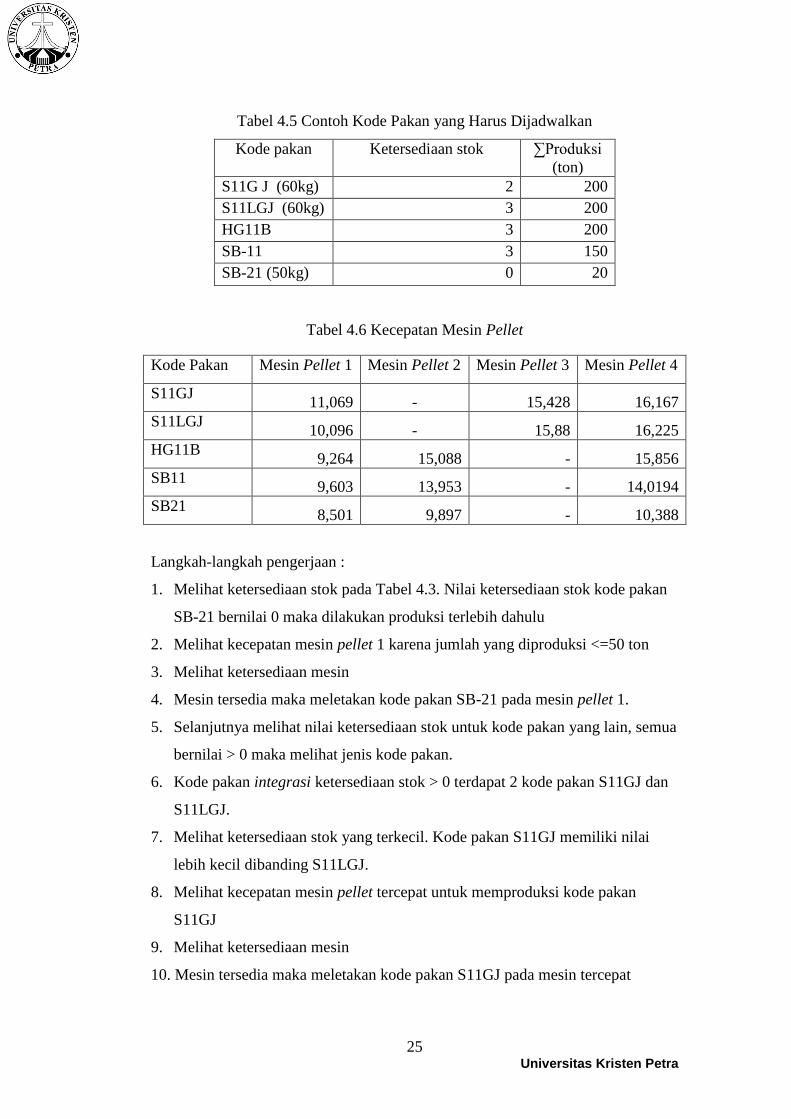
Berikut ini adalah Contoh untuk mempermudah memahami tahap-tahap
penjadwalan pada masing-masing mesin. kode pakan, ketersediaan stok dan
jumlah yang harus diproduksi dapat dilihat pada Tabel 4.5. Kecepatan mesin
pellet memproduksi kode pakan dapat Tabel 4.6.
25 Universitas Kristen Petra
Tabel 4.5 Contoh Kode Pakan yang Harus Dijadwalkan
Kode pakan Ketersediaan stok ∑Produksi
(ton)
S11G J (60kg) 2 200
S11LGJ (60kg) 3 200
HG11B 3 200
SB-11 3 150
SB-21 (50kg) 0 20
Tabel 4.6 Kecepatan Mesin Pellet
Kode Pakan Mesin Pellet 1 Mesin Pellet 2 Mesin Pellet 3 Mesin Pellet 4
S11GJ 11,069 - 15,428 16,167
S11LGJ 10,096 - 15,88 16,225
HG11B 9,264 15,088 - 15,856
SB11 9,603 13,953 - 14,0194
SB21 8,501 9,897 - 10,388
Langkah-langkah pengerjaan :
1. Melihat ketersediaan stok pada Tabel 4.3. Nilai ketersediaan stok kode pakan
SB-21 bernilai 0 maka dilakukan produksi terlebih dahulu
2. Melihat kecepatan mesin pellet 1 karena jumlah yang diproduksi <=50 ton
3. Melihat ketersediaan mesin
4. Mesin tersedia maka meletakan kode pakan SB-21 pada mesin pellet 1.
5. Selanjutnya melihat nilai ketersediaan stok untuk kode pakan yang lain, semua
bernilai > 0 maka melihat jenis kode pakan.
6. Kode pakan integrasi ketersediaan stok > 0 terdapat 2 kode pakan S11GJ dan
S11LGJ.
7. Melihat ketersediaan stok yang terkecil. Kode pakan S11GJ memiliki nilai
lebih kecil dibanding S11LGJ.
8. Melihat kecepatan mesin pellet tercepat untuk memproduksi kode pakan
S11GJ
9. Melihat ketersediaan mesin
10. Mesin tersedia maka meletakan kode pakan S11GJ pada mesin tercepat
26 Universitas Kristen Petra
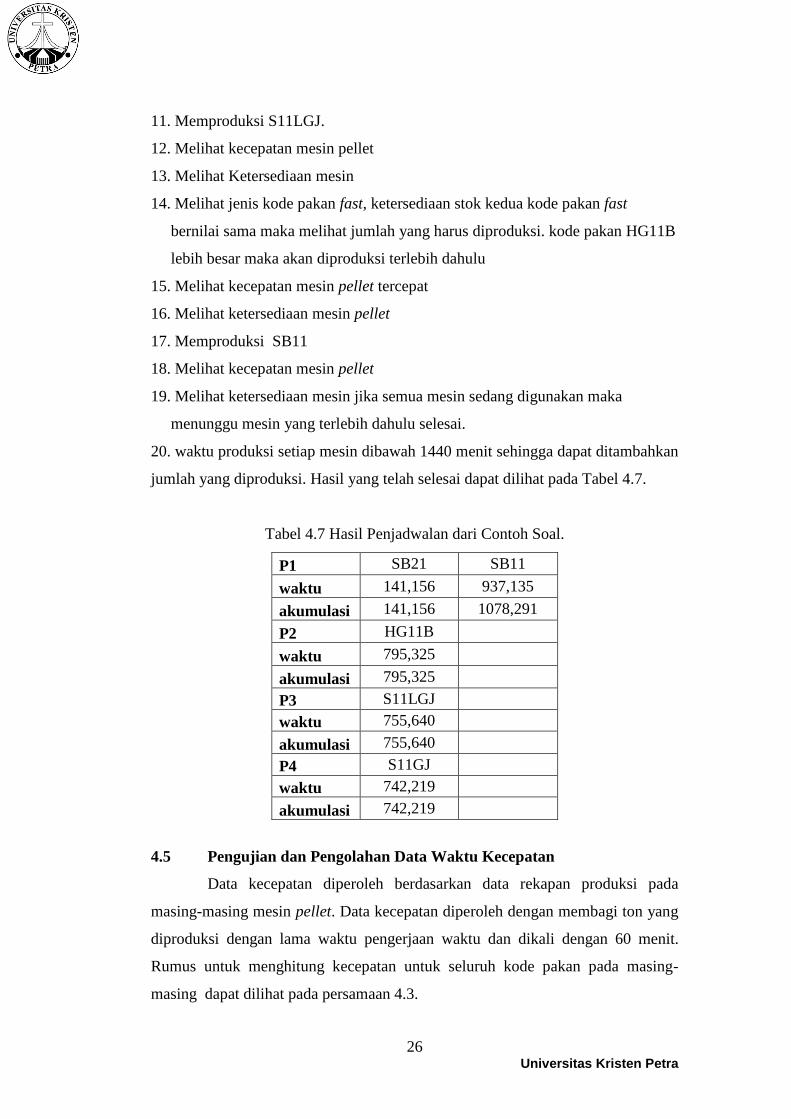
11. Memproduksi S11LGJ.
12. Melihat kecepatan mesin pellet
13. Melihat Ketersediaan mesin
14. Melihat jenis kode pakan fast, ketersediaan stok kedua kode pakan fast
bernilai sama maka melihat jumlah yang harus diproduksi. kode pakan HG11B
lebih besar maka akan diproduksi terlebih dahulu
15. Melihat kecepatan mesin pellet tercepat
16. Melihat ketersediaan mesin pellet
17. Memproduksi SB11
18. Melihat kecepatan mesin pellet
19. Melihat ketersediaan mesin jika semua mesin sedang digunakan maka
menunggu mesin yang terlebih dahulu selesai.
20. waktu produksi setiap mesin dibawah 1440 menit sehingga dapat ditambahkan
jumlah yang diproduksi. Hasil yang telah selesai dapat dilihat pada Tabel 4.7.
Tabel 4.7 Hasil Penjadwalan dari Contoh Soal.
P1 SB21 SB11
waktu 141,156 937,135
akumulasi 141,156 1078,291
P2 HG11B
waktu 795,325
akumulasi 795,325
P3 S11LGJ
waktu 755,640
akumulasi 755,640
P4 S11GJ
waktu 742,219
akumulasi 742,219
4.5 Pengujian dan Pengolahan Data Waktu Kecepatan
Data kecepatan diperoleh berdasarkan data rekapan produksi pada
masing-masing mesin pellet. Data kecepatan diperoleh dengan membagi ton yang
diproduksi dengan lama waktu pengerjaan waktu dan dikali dengan 60 menit.
Rumus untuk menghitung kecepatan untuk seluruh kode pakan pada masing-
masing dapat dilihat pada persamaan 4.3.
27 Universitas Kristen Petra
Kecepatan =
x 60 menit (4.3)
Data kecepatan yang diperoleh dari rumus pada persamaan 4.3 dalam
satuan ton/jam. Data kecepatan hasil perhitungan dikelompokkan berdasarkan
kode pakan. Data kecepatan yang melebihi kapasitas dari mesin pellet akan
dihilangkan. Kapasitas masing-masing mesin dapat dilihat pada Tabel4.2. Data
kecepatan yang ada diasumsikan normal sehingga tidak perlu dilakukan pengujian
distribusi normal. Pengujian selanjutnya yang dilakukan adalah pengujian
keseragaman data. Hasil pengujian keseragaman data berupa batas kendali bawah
(BKB) dan batas kendali atas (BKA). Pengujian keseragaman data dilakukan
hingga tidak terdapat data yang diluar batas kendali. Hasil rata-rata pengujian
keseragaman digunakan sebagai data kecepatan setiap kode pakan untuk masing-
masing mesin.
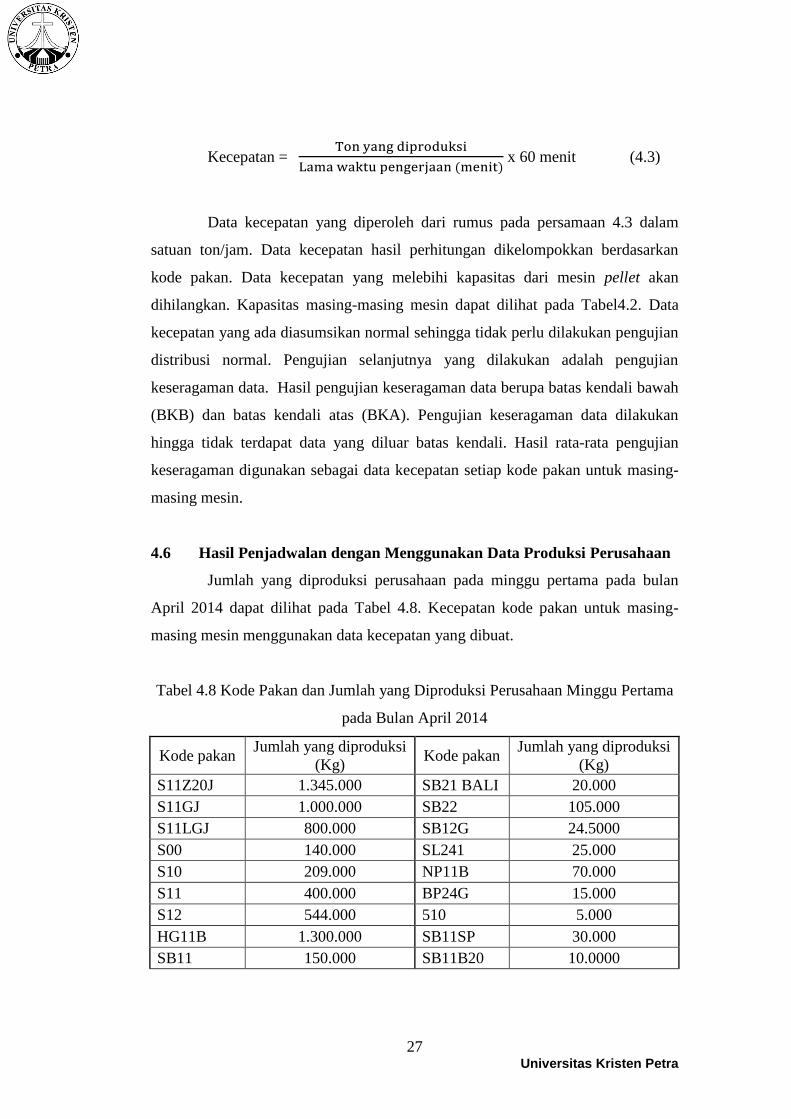
4.6 Hasil Penjadwalan dengan Menggunakan Data Produksi Perusahaan
Jumlah yang diproduksi perusahaan pada minggu pertama pada bulan
April 2014 dapat dilihat pada Tabel 4.8. Kecepatan kode pakan untuk masing-
masing mesin menggunakan data kecepatan yang dibuat.
Tabel 4.8 Kode Pakan dan Jumlah yang Diproduksi Perusahaan Minggu Pertama
pada Bulan April 2014
Kode pakan Jumlah yang diproduksi
(Kg) Kode pakan
Jumlah yang diproduksi
(Kg)
S11Z20J 1.345.000 SB21 BALI 20.000
S11GJ 1.000.000 SB22 105.000
S11LGJ 800.000 SB12G 24.5000
S00 140.000 SL241 25.000
S10 209.000 NP11B 70.000
S11 400.000 BP24G 15.000
S12 544.000 510 5.000
HG11B 1.300.000 SB11SP 30.000
SB11 150.000 SB11B20 10.0000
28 Universitas Kristen Petra
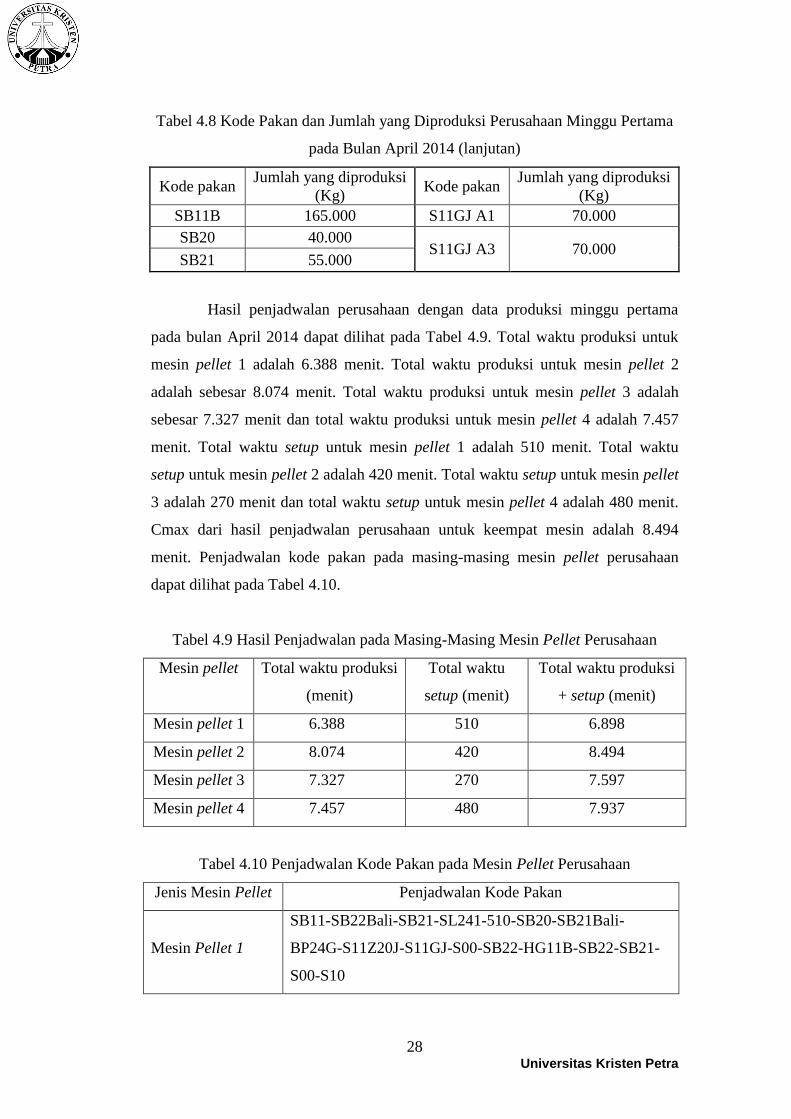
Tabel 4.8 Kode Pakan dan Jumlah yang Diproduksi Perusahaan Minggu Pertama
pada Bulan April 2014 (lanjutan)
Kode pakan Jumlah yang diproduksi
(Kg) Kode pakan
Jumlah yang diproduksi
(Kg)
SB11B 165.000 S11GJ A1 70.000
SB20 40.000 S11GJ A3 70.000
SB21 55.000
Hasil penjadwalan perusahaan dengan data produksi minggu pertama
pada bulan April 2014 dapat dilihat pada Tabel 4.9. Total waktu produksi untuk
mesin pellet 1 adalah 6.388 menit. Total waktu produksi untuk mesin pellet 2
adalah sebesar 8.074 menit. Total waktu produksi untuk mesin pellet 3 adalah
sebesar 7.327 menit dan total waktu produksi untuk mesin pellet 4 adalah 7.457
menit. Total waktu setup untuk mesin pellet 1 adalah 510 menit. Total waktu
setup untuk mesin pellet 2 adalah 420 menit. Total waktu setup untuk mesin pellet
3 adalah 270 menit dan total waktu setup untuk mesin pellet 4 adalah 480 menit.
Cmax dari hasil penjadwalan perusahaan untuk keempat mesin adalah 8.494
menit. Penjadwalan kode pakan pada masing-masing mesin pellet perusahaan
dapat dilihat pada Tabel 4.10.
Tabel 4.9 Hasil Penjadwalan pada Masing-Masing Mesin Pellet Perusahaan
Mesin pellet Total waktu produksi
(menit)
Total waktu
setup (menit)
Total waktu produksi
+ setup (menit)
Mesin pellet 1 6.388 510 6.898
Mesin pellet 2 8.074 420 8.494
Mesin pellet 3 7.327 270 7.597
Mesin pellet 4 7.457 480 7.937
Tabel 4.10 Penjadwalan Kode Pakan pada Mesin Pellet Perusahaan
Jenis Mesin Pellet Penjadwalan Kode Pakan
Mesin Pellet 1
SB11-SB22Bali-SB21-SL241-510-SB20-SB21Bali-
BP24G-S11Z20J-S11GJ-S00-SB22-HG11B-SB22-SB21-
S00-S10
29 Universitas Kristen Petra
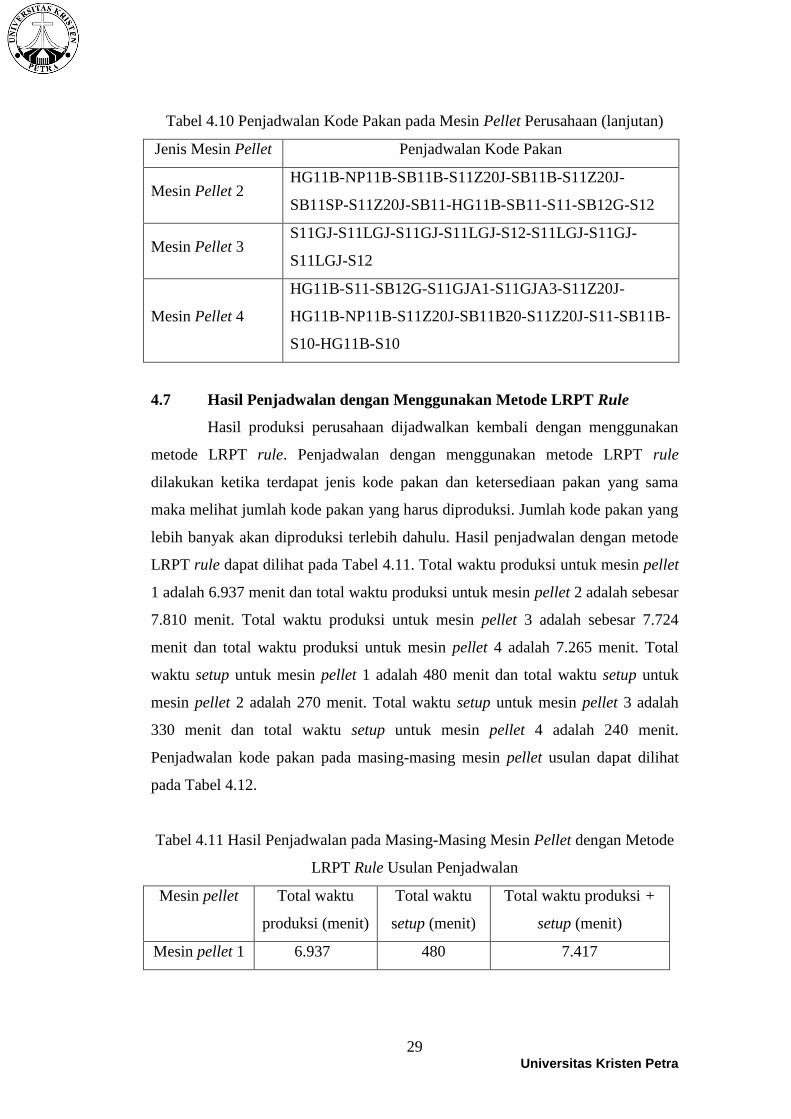
Tabel 4.10 Penjadwalan Kode Pakan pada Mesin Pellet Perusahaan (lanjutan)
Jenis Mesin Pellet Penjadwalan Kode Pakan
Mesin Pellet 2 HG11B-NP11B-SB11B-S11Z20J-SB11B-S11Z20J-
SB11SP-S11Z20J-SB11-HG11B-SB11-S11-SB12G-S12
Mesin Pellet 3 S11GJ-S11LGJ-S11GJ-S11LGJ-S12-S11LGJ-S11GJ-
S11LGJ-S12
Mesin Pellet 4
HG11B-S11-SB12G-S11GJA1-S11GJA3-S11Z20J-
HG11B-NP11B-S11Z20J-SB11B20-S11Z20J-S11-SB11B-
S10-HG11B-S10
4.7 Hasil Penjadwalan dengan Menggunakan Metode LRPT Rule
Hasil produksi perusahaan dijadwalkan kembali dengan menggunakan
metode LRPT rule. Penjadwalan dengan menggunakan metode LRPT rule
dilakukan ketika terdapat jenis kode pakan dan ketersediaan pakan yang sama
maka melihat jumlah kode pakan yang harus diproduksi. Jumlah kode pakan yang
lebih banyak akan diproduksi terlebih dahulu. Hasil penjadwalan dengan metode
LRPT rule dapat dilihat pada Tabel 4.11. Total waktu produksi untuk mesin pellet
1 adalah 6.937 menit dan total waktu produksi untuk mesin pellet 2 adalah sebesar
7.810 menit. Total waktu produksi untuk mesin pellet 3 adalah sebesar 7.724
menit dan total waktu produksi untuk mesin pellet 4 adalah 7.265 menit. Total
waktu setup untuk mesin pellet 1 adalah 480 menit dan total waktu setup untuk
mesin pellet 2 adalah 270 menit. Total waktu setup untuk mesin pellet 3 adalah
330 menit dan total waktu setup untuk mesin pellet 4 adalah 240 menit.
Penjadwalan kode pakan pada masing-masing mesin pellet usulan dapat dilihat
pada Tabel 4.12.
Tabel 4.11 Hasil Penjadwalan pada Masing-Masing Mesin Pellet dengan Metode
LRPT Rule Usulan Penjadwalan
Mesin pellet Total waktu
produksi (menit)
Total waktu
setup (menit)
Total waktu produksi +
setup (menit)
Mesin pellet 1 6.937 480 7.417
30 Universitas Kristen Petra
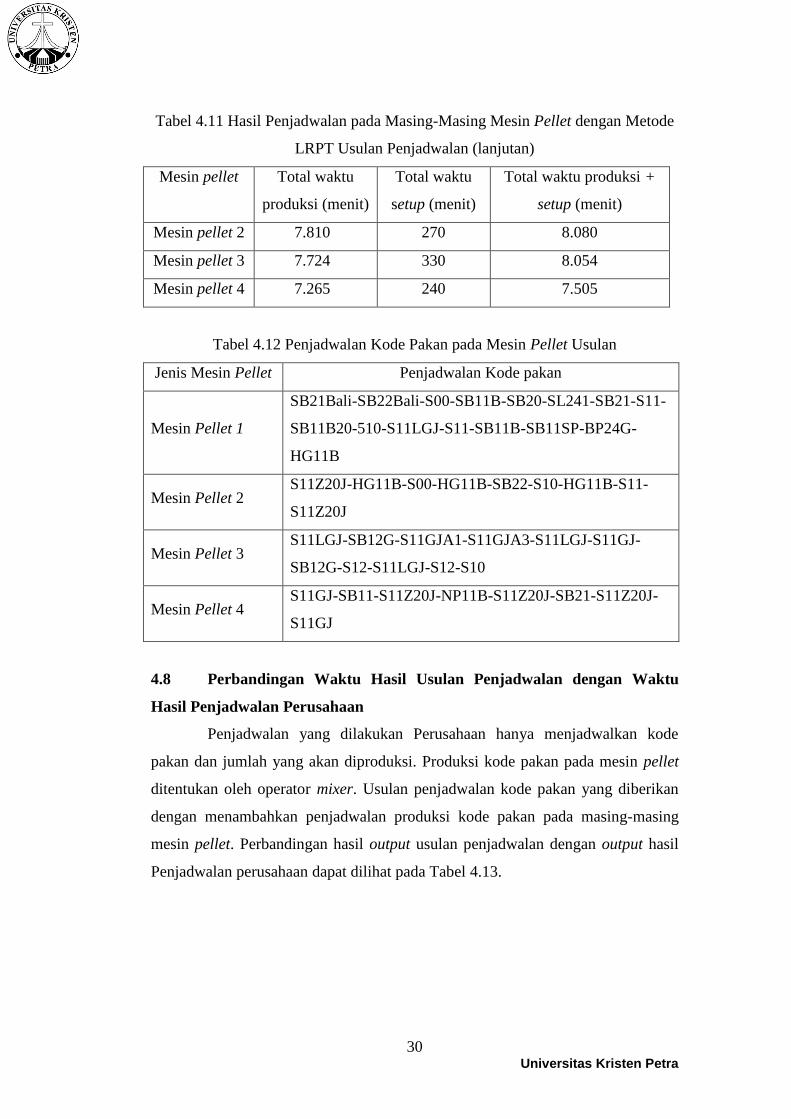
Tabel 4.11 Hasil Penjadwalan pada Masing-Masing Mesin Pellet dengan Metode
LRPT Usulan Penjadwalan (lanjutan)
Mesin pellet Total waktu
produksi (menit)
Total waktu
setup (menit)
Total waktu produksi +
setup (menit)
Mesin pellet 2 7.810 270 8.080
Mesin pellet 3 7.724 330 8.054
Mesin pellet 4 7.265 240 7.505
Tabel 4.12 Penjadwalan Kode Pakan pada Mesin Pellet Usulan
Jenis Mesin Pellet Penjadwalan Kode pakan
Mesin Pellet 1
SB21Bali-SB22Bali-S00-SB11B-SB20-SL241-SB21-S11-
SB11B20-510-S11LGJ-S11-SB11B-SB11SP-BP24G-
HG11B
Mesin Pellet 2 S11Z20J-HG11B-S00-HG11B-SB22-S10-HG11B-S11-
S11Z20J
Mesin Pellet 3 S11LGJ-SB12G-S11GJA1-S11GJA3-S11LGJ-S11GJ-
SB12G-S12-S11LGJ-S12-S10
Mesin Pellet 4 S11GJ-SB11-S11Z20J-NP11B-S11Z20J-SB21-S11Z20J-
S11GJ
4.8 Perbandingan Waktu Hasil Usulan Penjadwalan dengan Waktu
Hasil Penjadwalan Perusahaan
Penjadwalan yang dilakukan Perusahaan hanya menjadwalkan kode
pakan dan jumlah yang akan diproduksi. Produksi kode pakan pada mesin pellet
ditentukan oleh operator mixer. Usulan penjadwalan kode pakan yang diberikan
dengan menambahkan penjadwalan produksi kode pakan pada masing-masing
mesin pellet. Perbandingan hasil output usulan penjadwalan dengan output hasil
Penjadwalan perusahaan dapat dilihat pada Tabel 4.13.
31 Universitas Kristen Petra
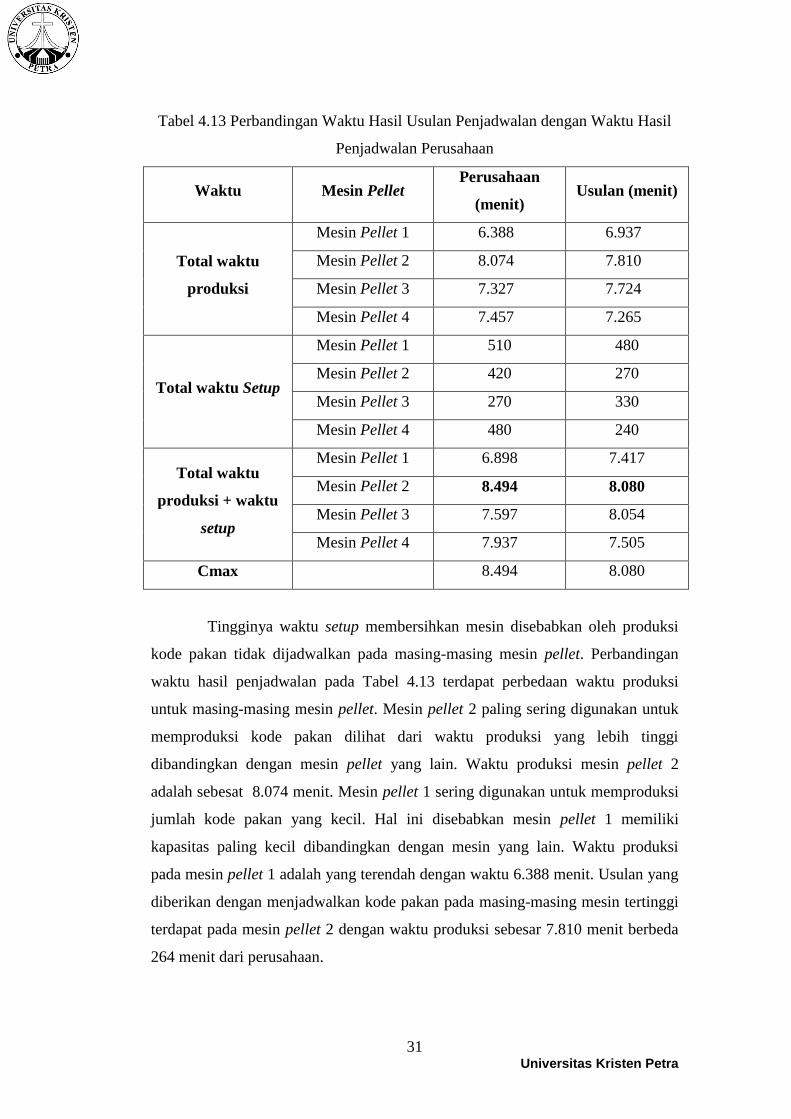
Tabel 4.13 Perbandingan Waktu Hasil Usulan Penjadwalan dengan Waktu Hasil
Penjadwalan Perusahaan
Waktu Mesin Pellet Perusahaan
(menit) Usulan (menit)
Total waktu
produksi
Mesin Pellet 1 6.388 6.937
Mesin Pellet 2 8.074 7.810
Mesin Pellet 3 7.327 7.724
Mesin Pellet 4 7.457 7.265
Total waktu Setup
Mesin Pellet 1 510 480
Mesin Pellet 2 420 270
Mesin Pellet 3 270 330
Mesin Pellet 4 480 240
Total waktu
produksi + waktu
setup
Mesin Pellet 1 6.898 7.417
Mesin Pellet 2 8.494 8.080
Mesin Pellet 3 7.597 8.054
Mesin Pellet 4 7.937 7.505
Cmax 8.494 8.080
Tingginya waktu setup membersihkan mesin disebabkan oleh produksi
kode pakan tidak dijadwalkan pada masing-masing mesin pellet. Perbandingan
waktu hasil penjadwalan pada Tabel 4.13 terdapat perbedaan waktu produksi
untuk masing-masing mesin pellet. Mesin pellet 2 paling sering digunakan untuk
memproduksi kode pakan dilihat dari waktu produksi yang lebih tinggi
dibandingkan dengan mesin pellet yang lain. Waktu produksi mesin pellet 2
adalah sebesat 8.074 menit. Mesin pellet 1 sering digunakan untuk memproduksi
jumlah kode pakan yang kecil. Hal ini disebabkan mesin pellet 1 memiliki
kapasitas paling kecil dibandingkan dengan mesin yang lain. Waktu produksi
pada mesin pellet 1 adalah yang terendah dengan waktu 6.388 menit. Usulan yang
diberikan dengan menjadwalkan kode pakan pada masing-masing mesin tertinggi
terdapat pada mesin pellet 2 dengan waktu produksi sebesar 7.810 menit berbeda
264 menit dari perusahaan.

32 Universitas Kristen Petra
Waktu proses produksi mesin pellet 1 dari usulan yang diberikan berbeda
549 menit lebih lama dari perusahaan. Waktu proses produksi pada mesin pellet 3
usulan berbeda 397 lebih lama dari perusahaan dan pada mesin pellet 4 usulan
berbeda 192 menit lebih cepat. Waktu setup usulan hanya pada mesin pellet 3
yang lebih besar dari hasil perusahaan dengan perbedaan waktu 60 menit lebih
lama. Waktu yang dibutuhkan perusahaan untuk menyelesaikan jumlah yang
diproduksi pada Tabel 4.13 sebesar 8.494 menit dan waktu yang dibutuhkan
setelah dilakukan penjadwalan pada masing-masing mesin sebesar 8.080 menit.
Total waktu produksi ditambah dengan waktu setup dari usulan penjadwalan
dapat dilihat bahwa waktu mesin pellet 1 dan 3 mengalami peningkatan dan
waktu mesin pellet 2 dan 4 mengalami penurunan. Usulan penjadwalan yang
diberikan dapat meratakan pembagian PO pada masing-masing mesin pellet
dilihat dari waktu selesai mengerjakan PO pada setiap mesin pellet. Usulan yang
diberikan dapat mengurangi waktu penyelesaian kode pakan yang diproduksi pada
minggu pertama bulan April 2014 sebesar 414 menit. Perbedaan waktu antara
usulan dengan hasil perusahaan jika digunakan untuk memproduksi kode pakan
dapat memproduksi sebesar 124,2 ton.