4. hasil dan pembahasan
TRANSCRIPT
15 Universitas Kristen Petra
4. HASIL DAN PEMBAHASAN
Departemen Centralized Material and Resource Planning (CMRP)
memiliki tiga sub-departemen yaitu Back Office (BO), Front Office (FO), dan
Process and Governance (PG). Penelitian ini hanya akan membahas mengenai
proses perencanaan kebutuhan direct material yang dilakukan oleh sub-departemen
BO. Pengumpulan data dilakukan melalui pengambilan data langsung di program
SAP dan database data masa lalu yang disimpan oleh perusahaan.
4.1. Gambaran Umum
Sub-departemen BO melakukan perencanaan kebutuhan akan direct
material (DIM) dengan menggunakan program SAP. Proses perencanaan
kebutuhan DIM sangat bergantung pada data berbagai parameter yang ada di
Material Master, jumlah production volume, maupun data Bill of Material (BOM).
Data yang tersimpan di material master meliputi lot size, safety time, safety stock,
lead time, GR processing time, scheduled margin, rounding quantity, minimum lot
size, maximum lot size dan masih banyak lagi. Sedangkan, data mengenai
production volume serta BOM sudah otomatis terolah menjadi shortfall. Shortfall
berisikan mengenai jumlah rencana kebutuhan masing-masing material setiap
minggu. Data rencana kebutuhan material pada shortfall dapat berubah-ubah setiap
minggunya. Proses perencanaan dan pemenuhan kebutuhan DIM pada sub-
departemen BO dapat dilihat pada Gambar 4.1.
16 Universitas Kristen Petra
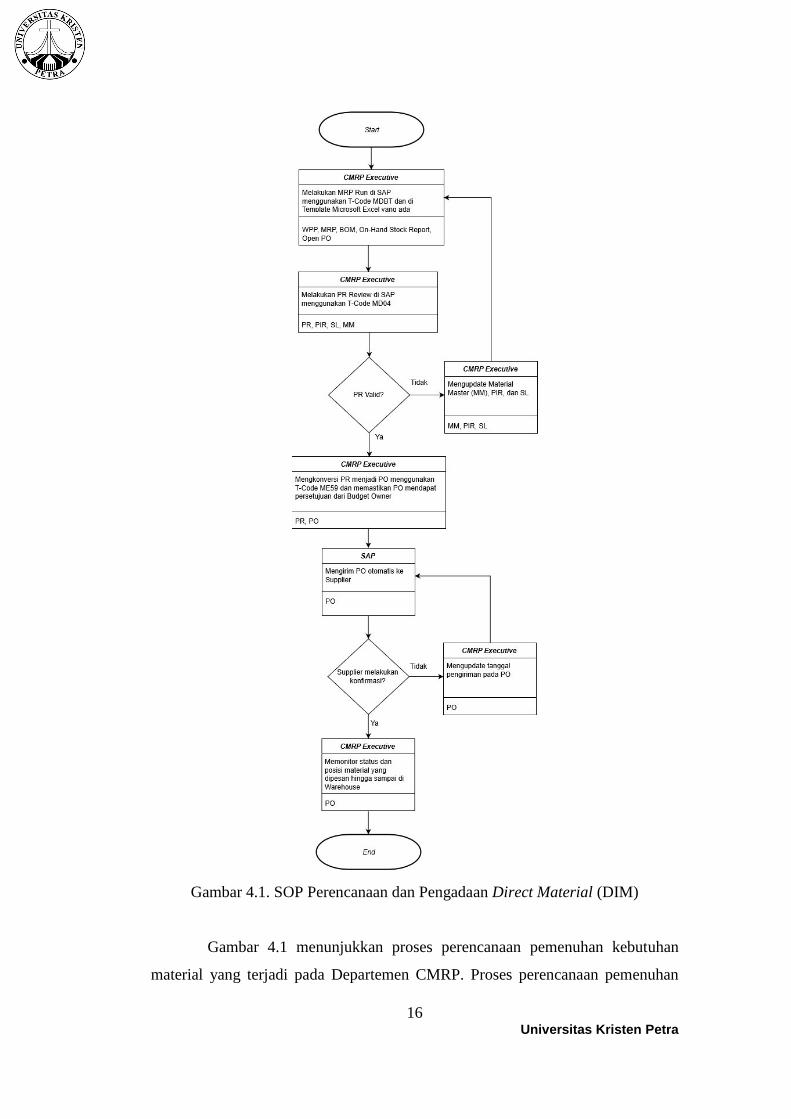
Gambar 4.1. SOP Perencanaan dan Pengadaan Direct Material (DIM)
Gambar 4.1 menunjukkan proses perencanaan pemenuhan kebutuhan
material yang terjadi pada Departemen CMRP. Proses perencanaan pemenuhan
17 Universitas Kristen Petra
kebutuhan material dibagi menjadi enam tahapan aktivitas. Penjabaran dari
aktivitas tersebut adalah sebagai berikut :
1. MRP Run
Proses mingguan ini dilakukan secara otomatis oleh SAP dengan menggunakan
transaction code MDBT untuk melakukan generasi jumlah kebutuhan material.
Kemudian planner memasukkan data shortfall dan open PO yang didapatkan
dari SAP ke dalam template Microsoft Excel yang sudah ada untuk melihat
perkiraan kapan suatu material akan critical atau tidak dapat memenuhi
kebutuhan permintaan material tersebut. Hasil dari template Microsoft Excel ini
digunakan untuk menentukan prioritas PR material mana yang harus lebih
dahulu dikonversikan menjadi PO.
2. PR Review
Purchase requisition (PR) akan digenerasi otomatis melalui sistem SAP sesuai
dengan jumlah kebutuhan material yang terlihat berdasarkan minggu MRP Run
dilakukan dan dengan harga maupun berbagai parameter yang tersimpan dalam
material master SAP. PR Review dilakukan untuk mengetahui apakah PR yang
digenerasikan oleh SAP sudah memiliki nama supplier, jumlah dan harga
material yang sesuai, serta tanggal pengiriman yang benar. PR Review dapat
dilakukan dengan menggunakan transaction code MD04. Jika PR yang
digenerasikan oleh SAP dirasa kurang tepat, planner seharusnya mengecek dan
melakukan update data pada material master, purchase info record (PIR), dan
source list (SL) dan kemudian melakukan MRP run dan PR review kembali.
3. Mengkonversi PR menjadi PO
Setelah melakukan PR review dan PR yang direview dirasa sudah sesuai maka
PR tersebut akan diubah menjadi PO menggunakan transaction code ME59.
4. Meminta persetujuan budget owner dan mengirimkan PO ke supplier
PO kemudian akan dikirimkan ke budget owner menggunakan transaction code
ME28. Jika PO tidak kunjung disetujui oleh budget owner, planner akan terus
menanyakan status persetujuan PO dari budget owner. Setelah disetujui oleh
budget owner, PO akan dikirimkan secara otomatis ke supplier melalui e-mail.
18 Universitas Kristen Petra
5. Melakukan update tanggal pengiriman material pada PO
Setelah PO terkirm pada supplier, planner masih harus memastikan bahwa PO
telah dikonfirmasi oleh supplier dan supplier menyanggupi tanggal pengiriman
tersebut. Jika supplier tidak mengkonfirmasi atau menyanggupi tanggal
pengiriman yang tertera di PO, planner akan mengubah tanggal pengiriman pada
PO dan PO akan kembali dikirimkan ke supplier.
6. Memonitor status pengiriman material
Planner akan memonitor status pengiriman dari material yang ditangani.
Planner harus memantau material pesanannya sudah sampai di tahap apa dan
memastikan bahwa material akan datang tepat waktu.
4.2. Parameter-Parameter yang Mempengaruhi Tingkat Inventori
Proses perencanaan kebutuhan material dilakukan menggunakan program
SAP dengan mempertimbangkan berbagai parameter. Parameter-parameter ini
tersimpan dalam material master dan ikut mempengaruhi rencana pemesanan
material yang disarankan oleh program SAP dan berdampak pada tingkat inventori.
Parameter-parameter tersebut antara lain sebagai berikut :
Lot Size
Lot Size merupakan banyaknya material yang akan dipesan. Pada Departemen
CMRP, lot size yang digunakan biasanya dalam satuan waktu. Contoh lot size
yang digunakan antara lain, WB (Weekly Lot Size), MB (Monthly Lot Size), Y2
(2 Weeks Lot Size), Y4 (4 Weeks Lot Size), Z1 (1 Month Lot Size), Z2 (2 Months
Lot Size), Z3 (3 Months Lot Size), Z4 (4 Months Lot Size), dan Z6 (6 Months Lot
Size).
Safety Time
Safety time akan membuat kedatangan material lebih cepat beberapa hari dari
tanggal material tersebut dibutuhkan. Tujuannya adalah agar material yang
sudah datang lebih cepat tersebut dapat digunakan terlebih dahulu ketika terjadi
fluktuasi kebutuhan material. Safety time dinyatakan dalam hari.
Safety Stock
Safety stock merupakan stok tambahan di luar requirement yang digunakan
sebagai stok cadangan ketika terjadi fluktuasi kebutuhan material.
19 Universitas Kristen Petra
Planned Delivery Time
Planned delivery time adalah jumlah hari lead time yang dibutuhkan agar
material dari supplier dapat tiba di perusahaan afiliasi PT.X.
GR Processing Time
GR processing time adalah jumlah hari yang dibutuhkan untuk melakukan
inspeksi terhadap material yang datang.
Scheduled Margin
Jumlah hari yang dibutuhkan untuk mengkonversikan planned order menjadi
purchase requisitions (PR).
Rounding Quantity
Rounding quantity adalah pembulatan yang dilakukan pada jumlah pesanan ke
nilai kelipatan dari suatu angka.
Minimum Lot Size dan Maximum Lot Size
Batas bawah dan batas atas yang telah ditentukan untuk lot size.
4.3. Kondisi Penentuan Safety Time Awal
Penentuan safety time yang dilakukan perusahaan saat ini biasanya
dipengaruhi oleh lead time supplier, kondisi permintaan kebutuhan direct material,
serta kebiasaan dari supplier. Pendekatan yang awalnya digunakan oleh perusahaan
untuk menentukan safety time adalah dengan melihat asal supplier yang
bersangkutan. Pendekatan awal tersebut dapat dilihat pada Tabel 4.1.
Tabel 4.1. Pendekatan Awal Perusahaan untuk Menentukan Safety Time
Asal Supplier Safety Time (Hari)
Overseas Asia 30-45
Overseas Europe 45-60
Local 15-30
Safety time awal yang ditentukan oleh perusahaan mempertimbangkan asal
supplier yang bersangkutan dikarenakan semakin jauh lokasi supplier maka
semakin lama lead time dari supplier tersebut. Departemen CMRP merencanakan
kebutuhan material untuk perusahaan afiliasi di seluruh Asia Pasifik, yaitu
Indonesia, Filipina, Korea, dan Pakistan. Overseas Asia menyatakan bahwa
20 Universitas Kristen Petra
material diimpor dari benua Asia, namun berada di luar lokasi plant yang
bersangkutan. Overseas Europe menandakan bahwa perusahaan mengimpor
material dari benua Eropa. Local berarti material didatangkan dari negara yang
sama dengan lokasi plant.
Tinjauan terhadap nilai safety time ini dilakukan setiap tiga bulan sekali.
Planner saat ini tidak memiliki standar yang jelas tentang bagaimana cara
melakukan penyesuaian terhadap nilai safety time. Planner biasanya
memperkirakan berapa nilai safety time yang harusnya digunakan berdasarkan
peningkatan atau penurunan permintaan kebutuhan dan frekuensi pengiriman yang
datang terlambat. Tidak adanya cara perhitungan yang pasti membuat para planner
hanya menggunakan perasaan dalam menentukan nilai safety time. Nilai safety time
yang digunakan oleh perusahaan untuk material hinge lid pada PH70 dapat dilihat
pada Tabel 4.2. Nilai safety time material hinge lid untuk plant lainnya, serta
material soft label untuk semua plant dapat dilihat pada Lampiran 1.
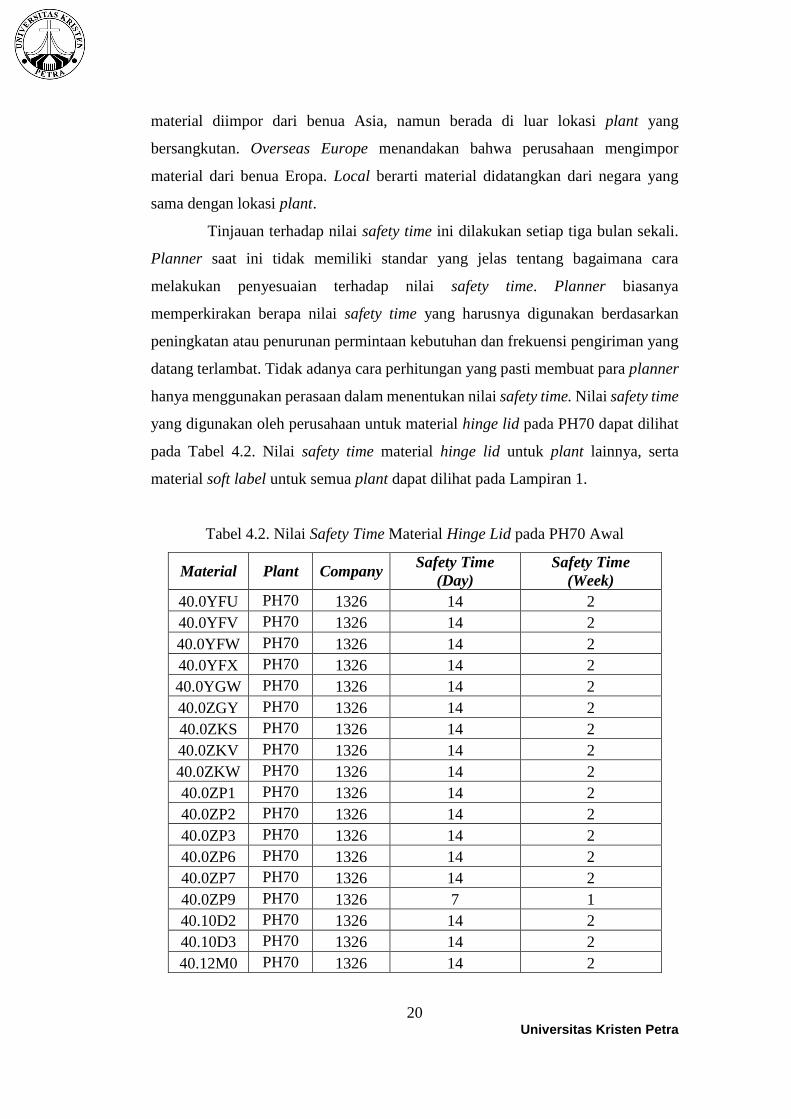
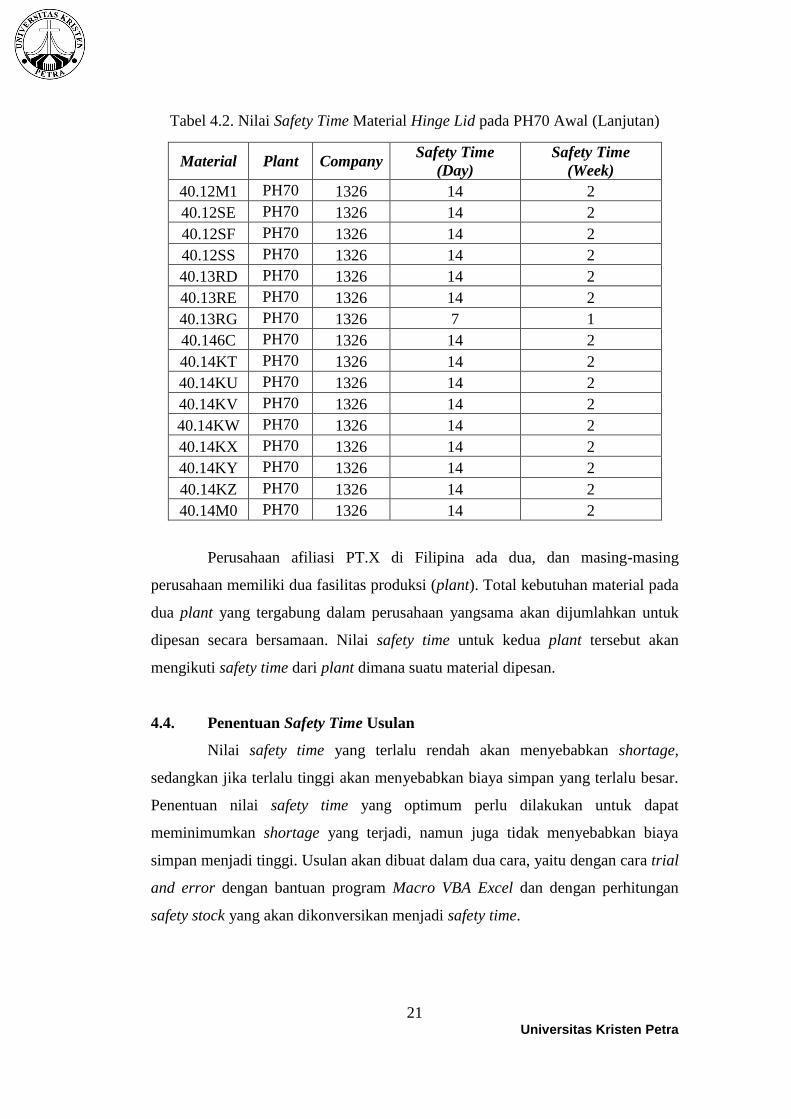
Tabel 4.2. Nilai Safety Time Material Hinge Lid pada PH70 Awal
Material Plant Company Safety Time
(Day)
Safety Time
(Week)
40.0YFU PH70 1326 14 2
40.0YFV PH70 1326 14 2
40.0YFW PH70 1326 14 2
40.0YFX PH70 1326 14 2
40.0YGW PH70 1326 14 2
40.0ZGY PH70 1326 14 2
40.0ZKS PH70 1326 14 2
40.0ZKV PH70 1326 14 2
40.0ZKW PH70 1326 14 2
40.0ZP1 PH70 1326 14 2
40.0ZP2 PH70 1326 14 2
40.0ZP3 PH70 1326 14 2
40.0ZP6 PH70 1326 14 2
40.0ZP7 PH70 1326 14 2
40.0ZP9 PH70 1326 7 1
40.10D2 PH70 1326 14 2
40.10D3 PH70 1326 14 2
40.12M0 PH70 1326 14 2
21 Universitas Kristen Petra
Tabel 4.2. Nilai Safety Time Material Hinge Lid pada PH70 Awal (Lanjutan)
Material Plant Company Safety Time
(Day)
Safety Time
(Week)
40.12M1 PH70 1326 14 2
40.12SE PH70 1326 14 2
40.12SF PH70 1326 14 2
40.12SS PH70 1326 14 2
40.13RD PH70 1326 14 2
40.13RE PH70 1326 14 2
40.13RG PH70 1326 7 1
40.146C PH70 1326 14 2
40.14KT PH70 1326 14 2
40.14KU PH70 1326 14 2
40.14KV PH70 1326 14 2
40.14KW PH70 1326 14 2
40.14KX PH70 1326 14 2
40.14KY PH70 1326 14 2
40.14KZ PH70 1326 14 2
40.14M0 PH70 1326 14 2
Perusahaan afiliasi PT.X di Filipina ada dua, dan masing-masing
perusahaan memiliki dua fasilitas produksi (plant). Total kebutuhan material pada
dua plant yang tergabung dalam perusahaan yangsama akan dijumlahkan untuk
dipesan secara bersamaan. Nilai safety time untuk kedua plant tersebut akan
mengikuti safety time dari plant dimana suatu material dipesan.
4.4. Penentuan Safety Time Usulan
Nilai safety time yang terlalu rendah akan menyebabkan shortage,
sedangkan jika terlalu tinggi akan menyebabkan biaya simpan yang terlalu besar.
Penentuan nilai safety time yang optimum perlu dilakukan untuk dapat
meminimumkan shortage yang terjadi, namun juga tidak menyebabkan biaya
simpan menjadi tinggi. Usulan akan dibuat dalam dua cara, yaitu dengan cara trial
and error dengan bantuan program Macro VBA Excel dan dengan perhitungan
safety stock yang akan dikonversikan menjadi safety time.

22 Universitas Kristen Petra
4.4.1. Penentuan Safety Time Menggunakan Usulan Pertama
Usulan pertama adalah usulan yang dilakukan dengan menggunakan cara
trial and error. Penentuan usulan dengan metode trial and error yang dimaksudkan
adalah dengan cara mensimulasikan peningkatan dan penurunan yang dilakukan
pada nilai safety time dan melihat dampaknya terhadap shortage yang terjadi.
Simulasi akan dijalankan berdasarkan data masa lalu, yaitu data 6 bulan terakhir.
Usulan safety time ini hanya layak untuk diaplikasikan ke depannya dengan asumsi
pola perubahan permintaan kebutuhan material masih sama dengan periode
sebelumnya yang akan disimulasikan. Jika pola perubahan kebutuhannya telah
mengalami pergeseran atau perubahan maka hasil usulan menjadi kurang sesuai
untuk digunakan dan seharusnya simulasi dijalankan kembali.
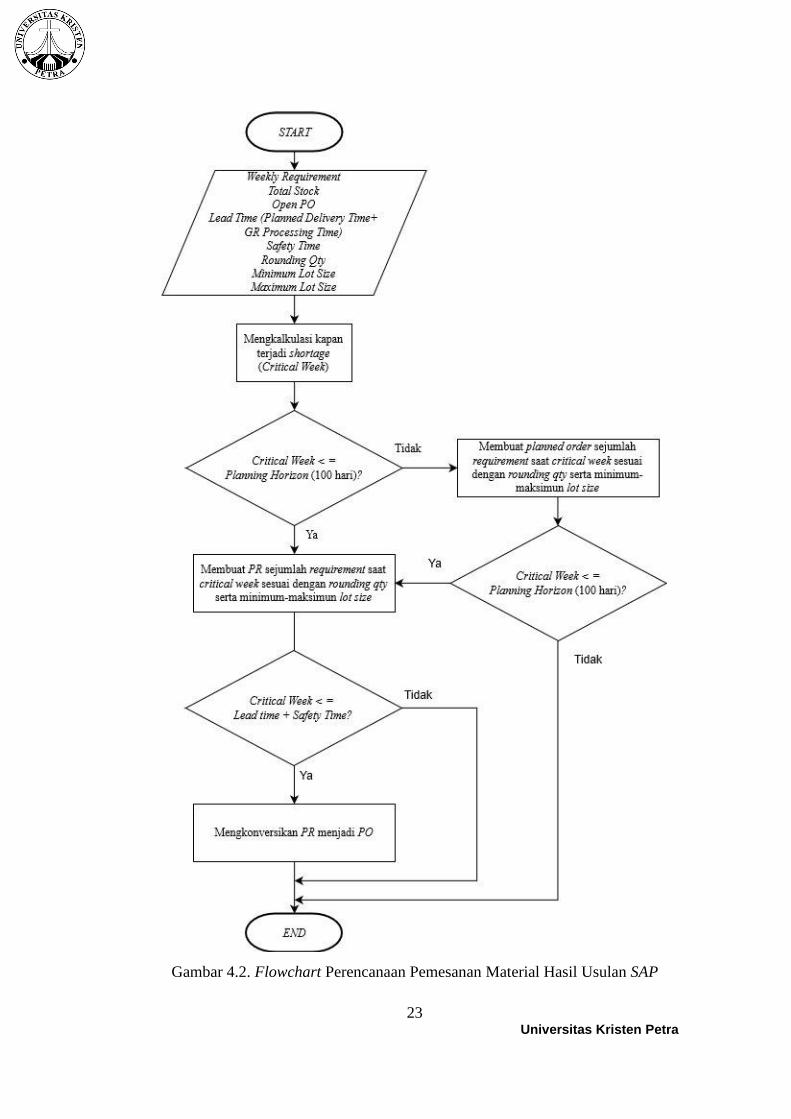
Pembuatan model skenario awal diperlukan untuk mengetahui cara kerja
program SAP dalam menghasilkan usulan atas pemesanan direct material (DIM)
berupa PR yang akhirnya dapat dikonversikan menjadi PO. Cara kerja program SAP
dalam menentukan perencanaan pemesanan direct material dapat dilihat pada
Gambar 4.2.
Program SAP akan menghitung perkiraan kapan suatu material akan
mengalami shortage (Critical Week). Perhitungan ini didapatkan dengan cara
mengkalkulasikan totak stok di awal minggu yang bersangkutan dikurangi dengan
requirement atau permintaan kebutuhan material dan ditambahkan dengan rencana
kedatangan sesuai dengan open PO. Hasil kalkulasi yang bernilai negatif pertama
kali menunjukkan critical week.
Program SAP hanya akan membuat usulan PR jika critical week berada di
antara planning horizon yaitu 100 hari, sedangkan jika melebihi dari jangka waktu
tersebut maka yang terbentuk adalah planned order. Planned order akan secara
otomatis berubah menjadi PR ketika sudah memasuki planning horizon, namun
kuantitas pemesanannya akan diperbarui sesuai dengan requirement di minggu saat
usulan PR terbentuk. Jumlah material yang tertera pada PR ataupun planned order
adalah hasil pembulatan sesuai dengan rounding qty serta minimum dan maksimum
lot size seperti yang tertera pada material master.
23 Universitas Kristen Petra
Gambar 4.2. Flowchart Perencanaan Pemesanan Material Hasil Usulan SAP
24 Universitas Kristen Petra
Hasil usulan dari program SAP berupa PR ini dapat berubah secara
otomatis setiap minggunya hinnga PR dikonversikan menjadi PO. PR harus
dikonversikan menjadi PO agar pesanan material bisa sampai di tangan supplier
ketika sudah memasuki jangka waktu lead time ditambah dengan safety time.
Keputusan terakhir apakah usulan PR ini akan dikonversikan menjadi PO ataupun
akan diubah kuantitasnya diserahkan kepada planner masing-masing.
4.4.1.1. Pembuatan Simulasi Model Awal
Model dibuat berdasarkan dari cara kerja program SAP dalam membuat
PR otomatis. Pembuatan model awal didahului dengan menentukan periode waktu
dan material yang akan digunakan. Periode yang akan digunakan dalam simulasi
model awal ini adalah periode minggu ke-37 tahun 2018 hingga minggu ke-8 tahun
2019, sedangkan material yang akan digunakan adalah 40.0YFW untuk company
code 1326. Contoh data permintaan kebutuhan material yang digunakan dalam
simulasi model ini dapat dilihat pada Gambar 4.3.
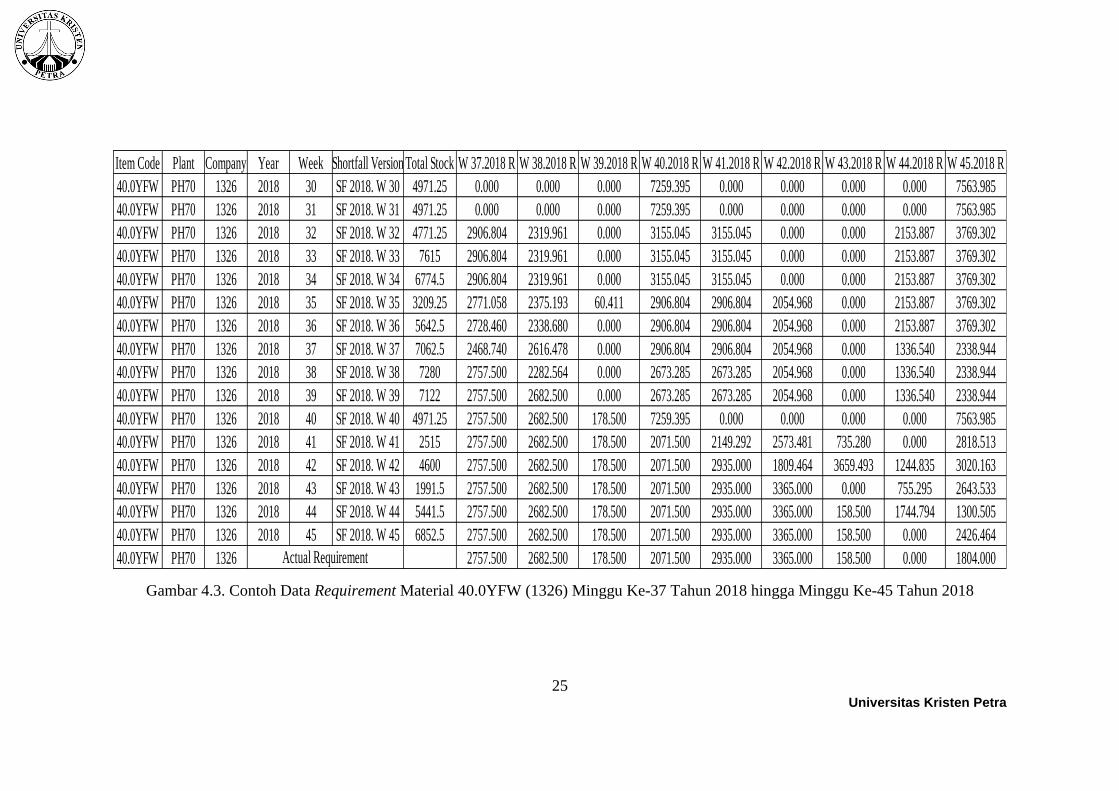
Gambar 4.3 menunjukkan data permintaan material 40.0YFW untuk
company code 1326 berdasarkan shortfall version minggu ke-30 tahun 2018 hingga
minggu ke-45 tahun 2018. Permintaan kebutuhan material setiap minggunya dapat
berubah-ubah. Misalnya permintaan untuk minggu ke-45 tahun 2018, berdasarkan
shortfall version minggu ke-39 berjumlah 2338,994, sedangkan berdasarkan
shortfall version satu minggu setelahnya (minggu ke-40) berjumlah 2607,799.
Kolom total stock menunjukkan jumlah stok aktual yang ada di inventori saat
minggu yang bersangkutan.
25 Universitas Kristen Petra
Gambar 4.3. Contoh Data Requirement Material 40.0YFW (1326) Minggu Ke-37 Tahun 2018 hingga Minggu Ke-45 Tahun 2018
Item Code Plant Company Year Week Shortfall Version Total Stock W 37.2018 R W 38.2018 R W 39.2018 R W 40.2018 R W 41.2018 R W 42.2018 R W 43.2018 R W 44.2018 R W 45.2018 R
40.0YFW PH70 1326 2018 30 SF 2018. W 30 4971.25 0.000 0.000 0.000 7259.395 0.000 0.000 0.000 0.000 7563.985
40.0YFW PH70 1326 2018 31 SF 2018. W 31 4971.25 0.000 0.000 0.000 7259.395 0.000 0.000 0.000 0.000 7563.985
40.0YFW PH70 1326 2018 32 SF 2018. W 32 4771.25 2906.804 2319.961 0.000 3155.045 3155.045 0.000 0.000 2153.887 3769.302
40.0YFW PH70 1326 2018 33 SF 2018. W 33 7615 2906.804 2319.961 0.000 3155.045 3155.045 0.000 0.000 2153.887 3769.302
40.0YFW PH70 1326 2018 34 SF 2018. W 34 6774.5 2906.804 2319.961 0.000 3155.045 3155.045 0.000 0.000 2153.887 3769.302
40.0YFW PH70 1326 2018 35 SF 2018. W 35 3209.25 2771.058 2375.193 60.411 2906.804 2906.804 2054.968 0.000 2153.887 3769.302
40.0YFW PH70 1326 2018 36 SF 2018. W 36 5642.5 2728.460 2338.680 0.000 2906.804 2906.804 2054.968 0.000 2153.887 3769.302
40.0YFW PH70 1326 2018 37 SF 2018. W 37 7062.5 2468.740 2616.478 0.000 2906.804 2906.804 2054.968 0.000 1336.540 2338.944
40.0YFW PH70 1326 2018 38 SF 2018. W 38 7280 2757.500 2282.564 0.000 2673.285 2673.285 2054.968 0.000 1336.540 2338.944
40.0YFW PH70 1326 2018 39 SF 2018. W 39 7122 2757.500 2682.500 0.000 2673.285 2673.285 2054.968 0.000 1336.540 2338.944
40.0YFW PH70 1326 2018 40 SF 2018. W 40 4971.25 2757.500 2682.500 178.500 7259.395 0.000 0.000 0.000 0.000 7563.985
40.0YFW PH70 1326 2018 41 SF 2018. W 41 2515 2757.500 2682.500 178.500 2071.500 2149.292 2573.481 735.280 0.000 2818.513
40.0YFW PH70 1326 2018 42 SF 2018. W 42 4600 2757.500 2682.500 178.500 2071.500 2935.000 1809.464 3659.493 1244.835 3020.163
40.0YFW PH70 1326 2018 43 SF 2018. W 43 1991.5 2757.500 2682.500 178.500 2071.500 2935.000 3365.000 0.000 755.295 2643.533
40.0YFW PH70 1326 2018 44 SF 2018. W 44 5441.5 2757.500 2682.500 178.500 2071.500 2935.000 3365.000 158.500 1744.794 1300.505
40.0YFW PH70 1326 2018 45 SF 2018. W 45 6852.5 2757.500 2682.500 178.500 2071.500 2935.000 3365.000 158.500 0.000 2426.464
40.0YFW PH70 1326 2757.500 2682.500 178.500 2071.500 2935.000 3365.000 158.500 0.000 1804.000Actual Requirement

26 Universitas Kristen Petra
Data permintaan tersebut kemudian akan dijadikan gross requirement
dalam simulasi model awal. Data total stock minggu ke-37 akan dijadikan
beginning inventory pada minggu ke-37. Simulasi model awal akan dijalankan pada
Microsoft Excel menggunakan Macro VBA. Contoh bentuk dari simulasi model
awal dapat dilihat pada Gambar 4.4.
Gambar 4.4. Hasil Simulasi Model Awal Minggu ke-37
Gambar 4.4 menggambarkan contoh simulasi model awal. Material
40.0YFW untuk company code 1326 ini memiliki lot size WB (Weekly Basis) yang
berarti bahwa sekali pembelian adalah untuk keperluan satu minggu, serta lead time
31 hari atau 5 minggu. Material ini juga memiliki minimum lot size 1 dan rounding
quantity 1. Cara kerja program SAP adalah mengkonversikan PR menjadi PO
ketika sudah saatnya melakukan pemesanan yaitu lead time ditambahkan dengan
safety time. Safety time yang coba untuk disimulasikan pada model ini adalah 7 hari
atau 1 minggu. Program SAP akan melihat apakah ada kebutuhan pada periode
minggu ke-37 hingga minggu ke-43 dan hanya akan melakukan pemesanan sesuai
yang dibutuhkan saja.
Planned order receipt sejumlah 7869 didapatkan dengan cara
menambahkan kebutuhan pada minggu ke-40 hingga minggu ke-42, yaitu sebesar
7868,576. Hasil ini kemudian dibulatkan karena material jenis ini memiliki
rounding quantity 1, sehingga menjadi 7869. PR sejumlah 7869 akan dikonversikan
menjadi PO pada minggu ke-37 ini seperti yang tergambarkan pada planned order
release. Sesuai dengan lead time yaitu lima minggu kemudian (minggu ke-42),
material diperkirakan akan tiba. Simulasi kemudian dilanjutkan untuk minggu ke-
38 seperti yang dapat dilihat pada Gambar 4.5.
Shortfall Wk 37
37 38 39 40 41 42 43 44 45
Gross Requirement 2468.74 2616.478 0 2906.804 2906.804 2054.968018 0 1336.54 2338.944
Net Reqirement 0 0 0 929.5222 3836.326 0 0 0 1697.778
Scheduled Receipt
Beginning Inventory 7062.5 4593.76 1977.282 1977.282 -929.522 -3836.326172 1977.706 1977.706 641.1658
Ending Inventory 4593.76 1977.282 1977.282 -929.5222 -3836.33 1977.705811 1977.706 641.1658 -1697.78
Planned Order Receipt 0 0 0 0 0 7869 0 0 0
Planned Order Release 7869

27 Universitas Kristen Petra
Gambar 4.5. Hasil Simulasi Model Awal Minggu ke-38
SAP tidak menjadwalkan ada konversi PR menjadi PO yang dilakukan
pada minggu ke-38. Hal ini dikarenakan tidak adanya kebutuhan dalam periode
lead time ditambah safety time. Minggu ke-43 dan minggu ke-44 tidak memiliki net
requirement yang menandakan bahwa stok yang ada saat ini serta kedatangan yang
sudah direncanakan dapat memenuhi kebutuhan hingga minggu ke-44. Simulasi
kemudian dilanjutkan untuk minggu ke-39 seperti yang tertera pada Gambar 4.6.
Gambar 4.6. Hasil Simulasi Model Awal Minggu ke-39
Simulasi yang dilakukan untuk minggu ke-39 ini dapat menggambarkan
pengaruh safety time dalam perencanaan. Planned order release yang dilakukan
pada minggu ke-39 sebenarnya adalah sejumlah kebutuhan untuk minggu ke-45.
Safety time yang digunakan dalam simulasi ini adalah 7 hari atau 1 minggu yang
berarti material sudah harus tiba 1 minggu sebelum material tersebut dibutuhkan.
Hal ini ditunjukkan dengan adanya planned order receipt pada minggu ke-44,
padahal material tersebut seharusnya dibutuhkan pada minggu ke-45. Safety time
disini dapat dikatakan berperan sebagai safety stock karena material yang dating
sebelum dibutuhkan ini dapat digunakan untuk mengatasi fluktuasi permintaan
yang mungkin akan terjadi.
Simulasi untuk minggu-minggu selanjutnya akan dijalankan terus hingga
data terakhir yang dimiliki. Kemudian, safety time akan dicoba untuk dinaikkan
Shortfall Wk 38
38 39 40 41 42 43 44 45 46
Gross Requirement 2282.564 0 2673.285 2673.285 2054.968 0 1336.54 2338.944 2338.943
Net Reqirement 0 0 650.8489 3324.134 0 0 0 1185.586 3524.529
Scheduled Receipt
Beginning Inventory 4305 2022.436 2022.436 -650.8489 -3324.13 2489.898193 2489.898 1153.358 -1185.59
Ending Inventory 2022.436 2022.436 -650.849 -3324.134 2489.898 2489.898193 1153.358 -1185.59 -3524.53
Planned Order Receipt 0 0 0 0 7869 0 0 0 0
Planned Order Release 0
Shortfall Wk 39
39 40 41 42 43 44 45 46 47
Gross Requirement 0 2673.285 2673.285 2054.968 0 1336.540039 2338.944 2338.943 0
Net Reqirement 0 1050.785 3724.07 0 0 0 0 1585.465 1585.465
Scheduled Receipt
Beginning Inventory 1622.5 1622.5 -1050.78 -3724.07 2089.962 2089.962158 3092.422 753.478 -1585.47
Ending Inventory 1622.5 -1050.78 -3724.07 2089.962 2089.962 3092.422119 753.478 -1585.47 -1585.47
Planned Order Receipt 0 0 0 7869 0 2339 0 0 0
Planned Order Release 2339
28 Universitas Kristen Petra
hingga maksimal bernilai LT-1. Penentuan safety time yang paling optimal
dilakukan dengan cara menghitung frekuensi terjadinya shortage serta frekuensi
terjadinya safety time yang terpakai hingga kurang dari 50%. Safety time yang
dipilih adalah yang memiliki frekuensi shortage paling sedikit, jika ada dua atau
lebih safety time yang memiliki jumlah shortage yang sama maka akan dipilih yang
frekuensi terjadinya safety time terpakai hingga kurang dari 50% paling sedikit.
4.4.1.2. Verifikasi Model Awal
Verifikasi model dilakukan untuk mengetahui apakah model yang telah
dibuat sudah sesuai dengan kenyataan atau tidak dan telah memenuhi seluruh
konstrain yang telah ditetapkan. Model harus melalui dua tahapan verifikasi untuk
dapat dikatakan telah terverifikasi dan dapat digunakan. Tahap pertama adalah
verifikasi apakah gross requirement yang dimunculkan sudah sesuai dengan data
pada shortfall. Verifikasi tahap pertama ini dilakukan dengan membandingkan
gross requirement pada Gambar 4.4 hingga Gambar 4.6 dengan data shortfall yang
dapat dilihat pada Gambar 4.3. Hasil perbandingan yang dilakukan menyatakan
bahwa tidak terdapat perbedaan kebutuhan pada Gambar 4.3 dengan Gambar 4.4
hingga Gambar 4.6. Hal ini menyatakan bahwa model telah berhasil melewati
verifikasi tahap pertama.
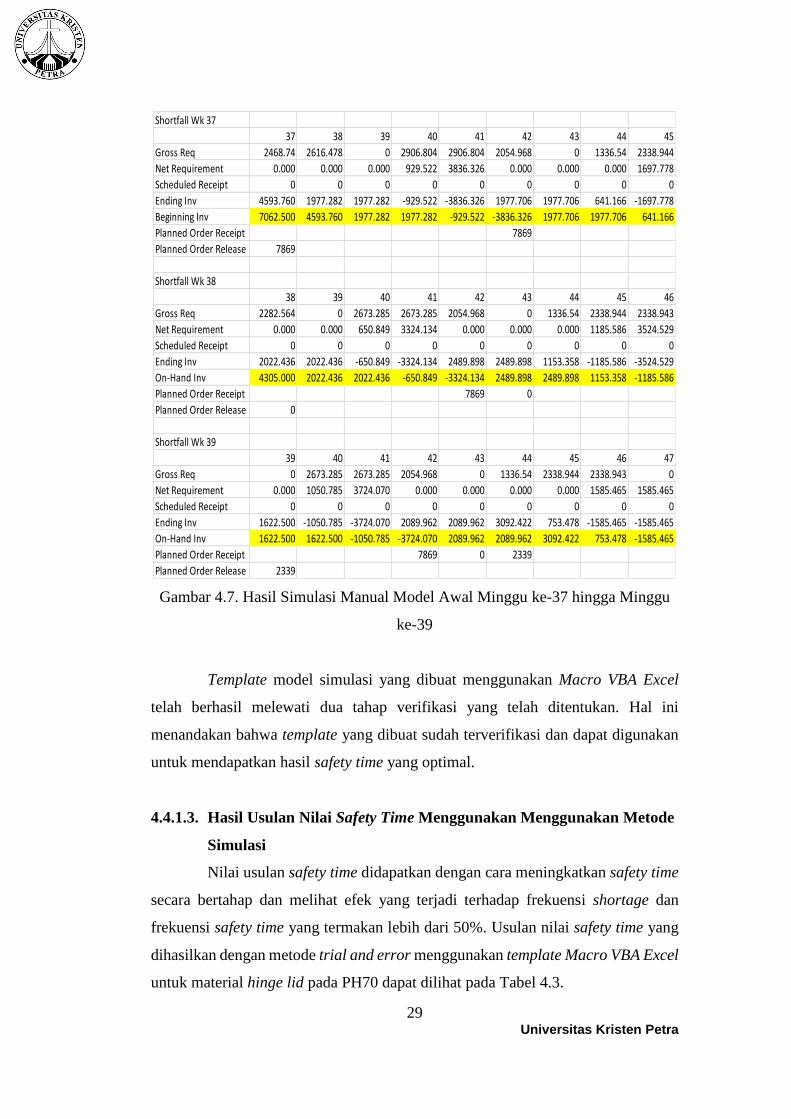
Tahap kedua adalah verifikasi apakah jumlah planned order receipt dan
planned order release yang dihasilkan oleh model simulasi sudah sesuai dengan
model manual yang telah dibuat. Model manual yang telah dibuat dapat dilihat pada
Gambar 4.7. Planned order release dan planned order receipt yang dihasilkan oleh
model simulasi Macro VBA Excel sudah sama dengan hasil simulasi model awal
yang dilakukan secara manual hanya dengan menggunakan Microsoft Excel. Hasil
verifikasi untuk minggu ke-40 hingga seterusnya dapat dilihat pada Lampiran 2 dan
Lampiran 3.
29 Universitas Kristen Petra
Gambar 4.7. Hasil Simulasi Manual Model Awal Minggu ke-37 hingga Minggu
ke-39
Template model simulasi yang dibuat menggunakan Macro VBA Excel
telah berhasil melewati dua tahap verifikasi yang telah ditentukan. Hal ini
menandakan bahwa template yang dibuat sudah terverifikasi dan dapat digunakan
untuk mendapatkan hasil safety time yang optimal.
4.4.1.3. Hasil Usulan Nilai Safety Time Menggunakan Menggunakan Metode
Simulasi
Nilai usulan safety time didapatkan dengan cara meningkatkan safety time
secara bertahap dan melihat efek yang terjadi terhadap frekuensi shortage dan
frekuensi safety time yang termakan lebih dari 50%. Usulan nilai safety time yang
dihasilkan dengan metode trial and error menggunakan template Macro VBA Excel
untuk material hinge lid pada PH70 dapat dilihat pada Tabel 4.3.
Shortfall Wk 37
37 38 39 40 41 42 43 44 45
Gross Req 2468.74 2616.478 0 2906.804 2906.804 2054.968 0 1336.54 2338.944
Net Requirement 0.000 0.000 0.000 929.522 3836.326 0.000 0.000 0.000 1697.778
Scheduled Receipt 0 0 0 0 0 0 0 0 0
Ending Inv 4593.760 1977.282 1977.282 -929.522 -3836.326 1977.706 1977.706 641.166 -1697.778
Beginning Inv 7062.500 4593.760 1977.282 1977.282 -929.522 -3836.326 1977.706 1977.706 641.166
Planned Order Receipt 7869
Planned Order Release 7869
Shortfall Wk 38
38 39 40 41 42 43 44 45 46
Gross Req 2282.564 0 2673.285 2673.285 2054.968 0 1336.54 2338.944 2338.943
Net Requirement 0.000 0.000 650.849 3324.134 0.000 0.000 0.000 1185.586 3524.529
Scheduled Receipt 0 0 0 0 0 0 0 0 0
Ending Inv 2022.436 2022.436 -650.849 -3324.134 2489.898 2489.898 1153.358 -1185.586 -3524.529
On-Hand Inv 4305.000 2022.436 2022.436 -650.849 -3324.134 2489.898 2489.898 1153.358 -1185.586
Planned Order Receipt 7869 0
Planned Order Release 0
Shortfall Wk 39
39 40 41 42 43 44 45 46 47
Gross Req 0 2673.285 2673.285 2054.968 0 1336.54 2338.944 2338.943 0
Net Requirement 0.000 1050.785 3724.070 0.000 0.000 0.000 0.000 1585.465 1585.465
Scheduled Receipt 0 0 0 0 0 0 0 0 0
Ending Inv 1622.500 -1050.785 -3724.070 2089.962 2089.962 3092.422 753.478 -1585.465 -1585.465
On-Hand Inv 1622.500 1622.500 -1050.785 -3724.070 2089.962 2089.962 3092.422 753.478 -1585.465
Planned Order Receipt 7869 0 2339
Planned Order Release 2339
30 Universitas Kristen Petra
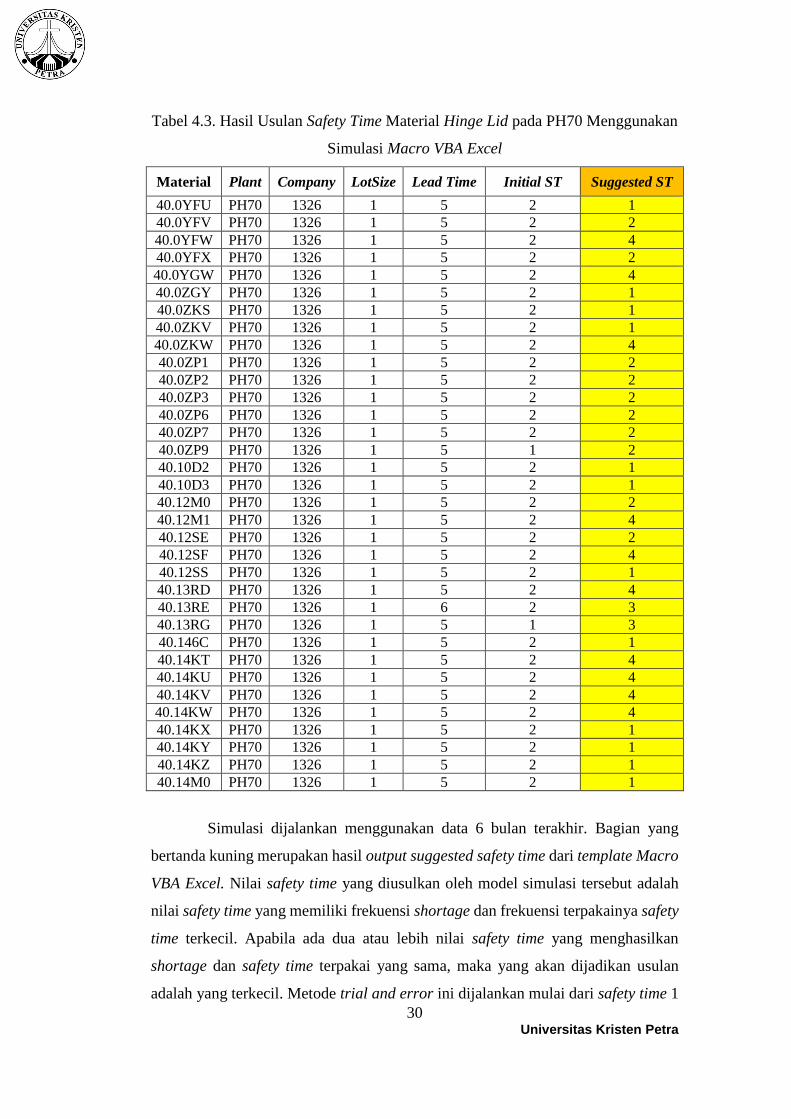
Tabel 4.3. Hasil Usulan Safety Time Material Hinge Lid pada PH70 Menggunakan
Simulasi Macro VBA Excel
Material Plant Company LotSize Lead Time Initial ST Suggested ST
40.0YFU PH70 1326 1 5 2 1
40.0YFV PH70 1326 1 5 2 2
40.0YFW PH70 1326 1 5 2 4
40.0YFX PH70 1326 1 5 2 2
40.0YGW PH70 1326 1 5 2 4
40.0ZGY PH70 1326 1 5 2 1
40.0ZKS PH70 1326 1 5 2 1
40.0ZKV PH70 1326 1 5 2 1
40.0ZKW PH70 1326 1 5 2 4
40.0ZP1 PH70 1326 1 5 2 2
40.0ZP2 PH70 1326 1 5 2 2
40.0ZP3 PH70 1326 1 5 2 2
40.0ZP6 PH70 1326 1 5 2 2
40.0ZP7 PH70 1326 1 5 2 2
40.0ZP9 PH70 1326 1 5 1 2
40.10D2 PH70 1326 1 5 2 1
40.10D3 PH70 1326 1 5 2 1
40.12M0 PH70 1326 1 5 2 2
40.12M1 PH70 1326 1 5 2 4
40.12SE PH70 1326 1 5 2 2
40.12SF PH70 1326 1 5 2 4
40.12SS PH70 1326 1 5 2 1
40.13RD PH70 1326 1 5 2 4
40.13RE PH70 1326 1 6 2 3
40.13RG PH70 1326 1 5 1 3
40.146C PH70 1326 1 5 2 1
40.14KT PH70 1326 1 5 2 4
40.14KU PH70 1326 1 5 2 4
40.14KV PH70 1326 1 5 2 4
40.14KW PH70 1326 1 5 2 4
40.14KX PH70 1326 1 5 2 1
40.14KY PH70 1326 1 5 2 1
40.14KZ PH70 1326 1 5 2 1
40.14M0 PH70 1326 1 5 2 1
Simulasi dijalankan menggunakan data 6 bulan terakhir. Bagian yang
bertanda kuning merupakan hasil output suggested safety time dari template Macro
VBA Excel. Nilai safety time yang diusulkan oleh model simulasi tersebut adalah
nilai safety time yang memiliki frekuensi shortage dan frekuensi terpakainya safety
time terkecil. Apabila ada dua atau lebih nilai safety time yang menghasilkan
shortage dan safety time terpakai yang sama, maka yang akan dijadikan usulan
adalah yang terkecil. Metode trial and error ini dijalankan mulai dari safety time 1
31 Universitas Kristen Petra
hingga safety time bernilai sebesar lead time dikurangi 1. Hasil usulan safety time
material hinge lid untuk plant lainnya serta soft label untuk keempat plant dapat
dilihat pada Lampiran 4.
4.4.2. Penentuan Safety Time Menggunakan Usulan Kedua
Usulan kedua adalah usulan dengan melakukan perhitungan safety stock
yang dikonversikan menjadi safety time. Sebelum melakukan perhitungan safety
stock, material terlebih dahulu harus diklasifikasikan. Material akan dibagi menjadi
tiga kelompok berdasarkan basis produksinya. Material akan dibedakan menjadi
weekly, non-weekly, serta rarely. Material akan digolongkan dalam kelompok
weekly jika permintaan kebutuhan hampir selalu ada setiap minggunya. Material
weekly memiliki frekuensi terdapat permintaan kebutuhan lebih banyak
dibandingkan frekuensi tidak adanya permintaan kebutuhan. Material yang
digolongkan dalam kelompok non-weekly memiliki frekuensi permintaan
kebutuhan yang lebih sedikit daripada frekuensi tidak adanya permintaan
kebutuhan setiap minggunya. Material yang tergolong kelompok rarely memiliki
frekuensi adanya permintaan kebutuhan lebih sedikit dari 6,5 kali dalam setahun
atau kurang dari 3,25 kali dalam setengah tahun terakhir.
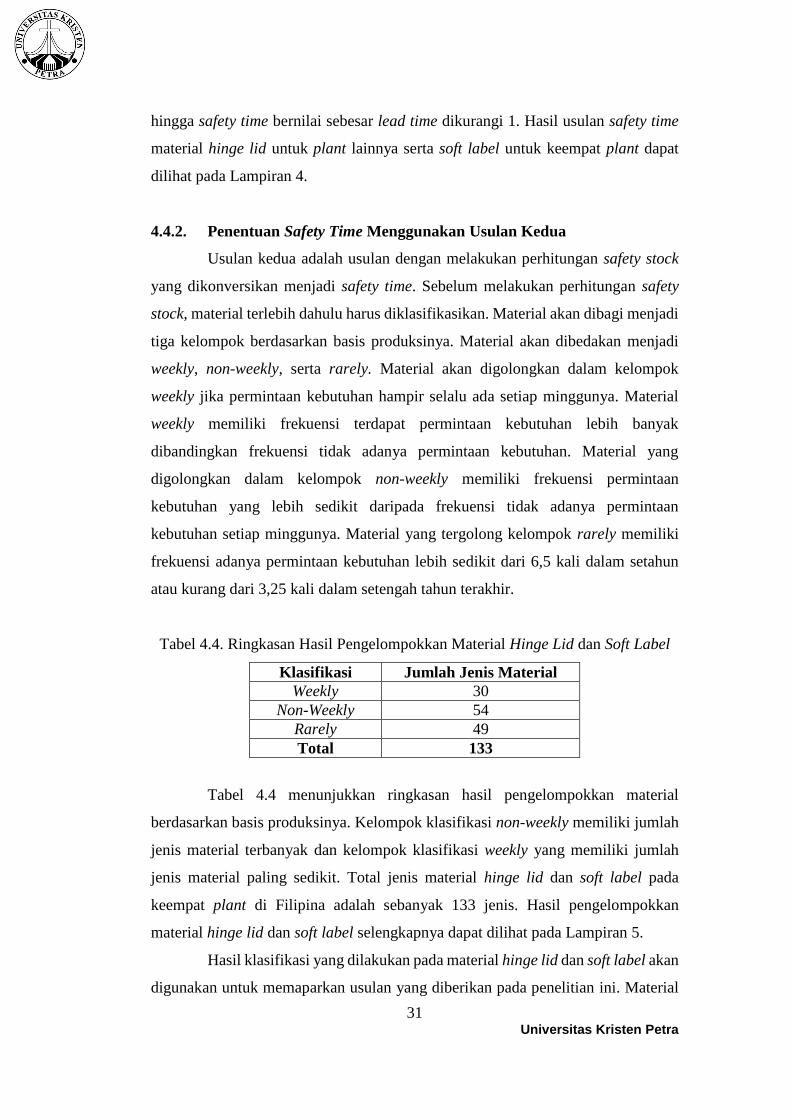
Tabel 4.4. Ringkasan Hasil Pengelompokkan Material Hinge Lid dan Soft Label
Klasifikasi Jumlah Jenis Material
Weekly 30
Non-Weekly 54
Rarely 49
Total 133
Tabel 4.4 menunjukkan ringkasan hasil pengelompokkan material
berdasarkan basis produksinya. Kelompok klasifikasi non-weekly memiliki jumlah
jenis material terbanyak dan kelompok klasifikasi weekly yang memiliki jumlah
jenis material paling sedikit. Total jenis material hinge lid dan soft label pada
keempat plant di Filipina adalah sebanyak 133 jenis. Hasil pengelompokkan
material hinge lid dan soft label selengkapnya dapat dilihat pada Lampiran 5.
Hasil klasifikasi yang dilakukan pada material hinge lid dan soft label akan
digunakan untuk memaparkan usulan yang diberikan pada penelitian ini. Material

32 Universitas Kristen Petra
yang tergolong weekly dan non-weekly akan menggunakan persamaan (2.1) untuk
menentukan jumlah safety stock yang harus dimiliki. Material yang tergolong rarely
akan menggunakan nilai permintaan kebutuhan maksimum di masa lalu untuk
dijadikan safety stock.
Contoh material weekly atau non-weekly yang akan digunakan sebagai
contoh perhitungan safety stock menggunakan persamaan (2.1) adalah 40.0YFW
untuk PH70 dan PHMC. Kebutuhan material untuk kedua plant tersebut
digabungkan karena kedua plant termasuk dalam perusahaan afiliasi yang sama
yaitu company 1326, dan pemesanan dilakukan sekaligus. Data yang digunakan
adalah data kebutuhan material aktual untuk periode minggu ke-43 tahun 2018
hingga minggu ke-14 tahun 2019, seperti yang dapat dilihat pada Tabel 4.5.
Tabel 4.5. Data Kebutuhan Aktual Material 40.0YFW untuk PH70 dan PHMC
Minggu ke-43 Tahun 2018 hingga Minggu ke-14 Tahun 2019
Minggu
Ke-
Actual
Demand
Minggu
Ke-
Actual
Demand
Minggu
Ke-
Actual
Demand
43 158,500 51 2364,500 7 3174,500
44 0,000 52 1410,250 8 3257,500
45 1804,000 1 1727,250 9 2837,500
46 2150,000 2 3150,000 10 3262,500
47 3175,000 3 3522,500 11 3000,000
48 1204,500 4 0,000 12 3012,500
49 1433,000 5 1489,250 13 1875,000
50 3100,000 6 2750,000 14 2972,000
Rata-Rata 2201,260 Standar Deviasi 1089,184
Service level yang digunakan adalah 95%. Rata-rata dan standar deviasi
yang digunakan mengacu pada periode yang sama dengan yang dilakukan pada
usulan simulasi menggunakan Macro VBA Excel. Lead time supplier untuk material
ini adalah 31 hari atau 5 minggu. Contoh perhitungan safety stock menggunakan
persamaan (2.1) adalah sebagai berikut :
𝑆𝑆 = 𝑍 × √𝐿𝑇 × 𝜎𝐷 = 1,645 × √5 × 1089,184 = 4006,380 𝑇𝐻 𝑝𝑐
Safety stock kemudian akan dikonversikan dalam bentuk safety time.
Konversi dilakukan dengan cara membagikan safety stock dengan nilai rata-rata
33 Universitas Kristen Petra
kebutuhan material tersebut. Contoh cara konversi safety stock menjadi safety time
adalah sebagai berikut :
𝑆𝑎𝑓𝑒𝑡𝑦 𝑇𝑖𝑚𝑒 =𝑆𝑆
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝐷𝑒𝑚𝑎𝑛𝑑=
4006,380
2201,260
= 1,82 𝑀𝑖𝑛𝑔𝑔𝑢
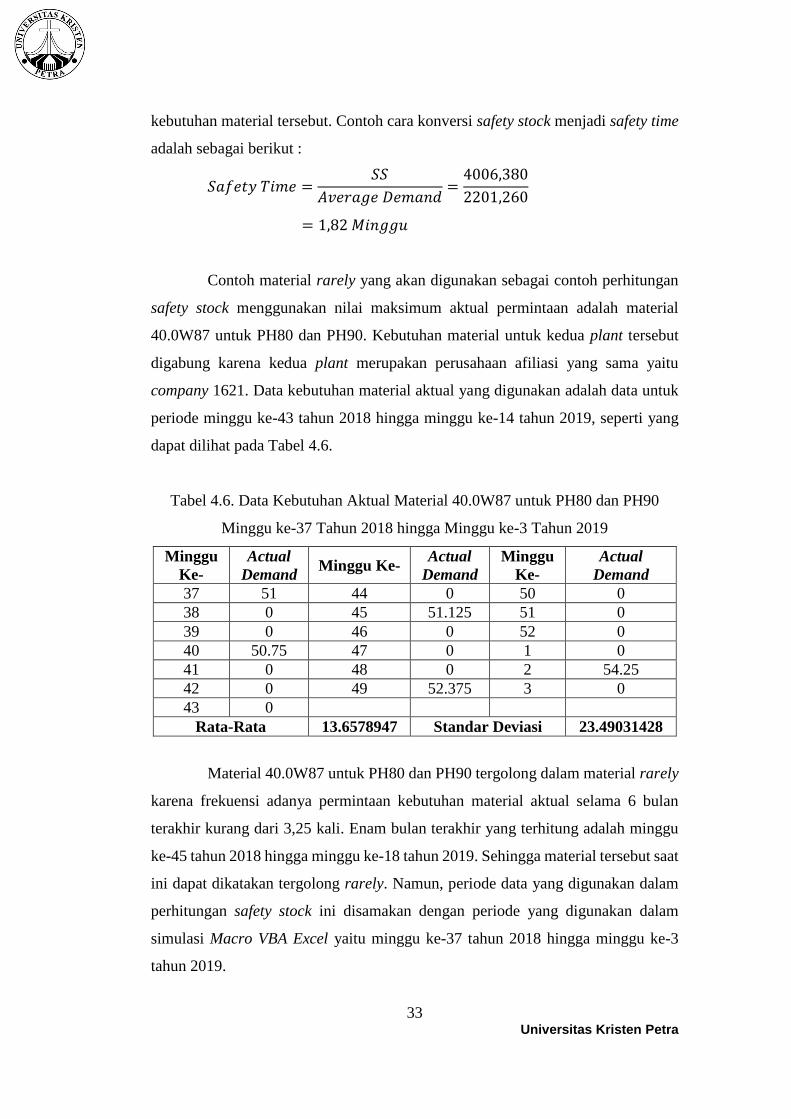
Contoh material rarely yang akan digunakan sebagai contoh perhitungan
safety stock menggunakan nilai maksimum aktual permintaan adalah material
40.0W87 untuk PH80 dan PH90. Kebutuhan material untuk kedua plant tersebut
digabung karena kedua plant merupakan perusahaan afiliasi yang sama yaitu
company 1621. Data kebutuhan material aktual yang digunakan adalah data untuk
periode minggu ke-43 tahun 2018 hingga minggu ke-14 tahun 2019, seperti yang
dapat dilihat pada Tabel 4.6.
Tabel 4.6. Data Kebutuhan Aktual Material 40.0W87 untuk PH80 dan PH90
Minggu ke-37 Tahun 2018 hingga Minggu ke-3 Tahun 2019
Minggu
Ke-
Actual
Demand Minggu Ke-
Actual
Demand
Minggu
Ke-
Actual
Demand
37 51 44 0 50 0
38 0 45 51.125 51 0
39 0 46 0 52 0
40 50.75 47 0 1 0
41 0 48 0 2 54.25
42 0 49 52.375 3 0
43 0
Rata-Rata 13.6578947 Standar Deviasi 23.49031428
Material 40.0W87 untuk PH80 dan PH90 tergolong dalam material rarely
karena frekuensi adanya permintaan kebutuhan material aktual selama 6 bulan
terakhir kurang dari 3,25 kali. Enam bulan terakhir yang terhitung adalah minggu
ke-45 tahun 2018 hingga minggu ke-18 tahun 2019. Sehingga material tersebut saat
ini dapat dikatakan tergolong rarely. Namun, periode data yang digunakan dalam
perhitungan safety stock ini disamakan dengan periode yang digunakan dalam
simulasi Macro VBA Excel yaitu minggu ke-37 tahun 2018 hingga minggu ke-3
tahun 2019.
34 Universitas Kristen Petra
Data jumlah permintaan kebutuhan yang paling besar terjadi pada minggu
ke-2 tahun 2019 yaitu sebesar 54,25. Nilai inilah yang akan digunakan sebagai
pengganti safety stock. Nilai safety stock tersebut akan dikonversikan menjadi
safety time, seperti contoh perhitungan di bawah ini :
𝑆𝑎𝑓𝑒𝑡𝑦 𝑇𝑖𝑚𝑒 =𝑆𝑆
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝐷𝑒𝑚𝑎𝑛𝑑=
54,25
13,68
= 3,97 𝑀𝑖𝑛𝑔𝑔𝑢
Hasil perhitungan safety time harus dilakukan pembulatan ke minggu
terdekat karena safety time pada program SAP harus diisi bilangan bulat dan
kelipatan 7 hari. Hasil perhitungan safety stock sekaligus safety time untuk seluruh
material hinge lid dan soft label untuk keempat plant dapat dilihat pada Lampiran
6.
4.4.3. Perbandingan Safety Time Kondisi Awal, Usulan Pertama, dan
Usulan Kedua
Perbandingan terhadap safety time pada kondisi awal, usulan yang
dihasilkan simulasi, dan usulan yang dihasilkan dari perhitungan safety stock perlu
dilakukan. Hal ini bertujuan untuk mengetahui apakah usulan yang diberikan
berdampak positif terhadap tingkat inventori suatu material. Perbandingan akan
dilakukan dengan mempertimbangkan frekuensi shortage serta frekuensi safety
time yang terpakai hingga kurang dari 50%.
Usulan safety time yang dihasilkan dari perhitungan safety stock perlu
dilakukan penyesuaian agar dapat dibandingkan dengan kondisi awal maupun
usulan hasil simulasi. Penyesuaian yang dimaksud adalah apabaila hasil safety time
lebih besar daripada lead time dikurangi satu, maka hasil safety time akan diubah
menjadi lead time dikurangi satu. Hal ini dikarenakan baik kondisi awal maupun
usulan hasil simulasi juga memiliki batasan yang sama yaitu nilai safety time
maksimum adalah lead time dikurangi satu. Perbandingan untuk material hinge lid
pada PH70 dapat dilihat pada Tabel 4.7, sedangkan untuk material serta plant
lainnya dapat dilihat pada Lampiran 7.
35 Universitas Kristen Petra
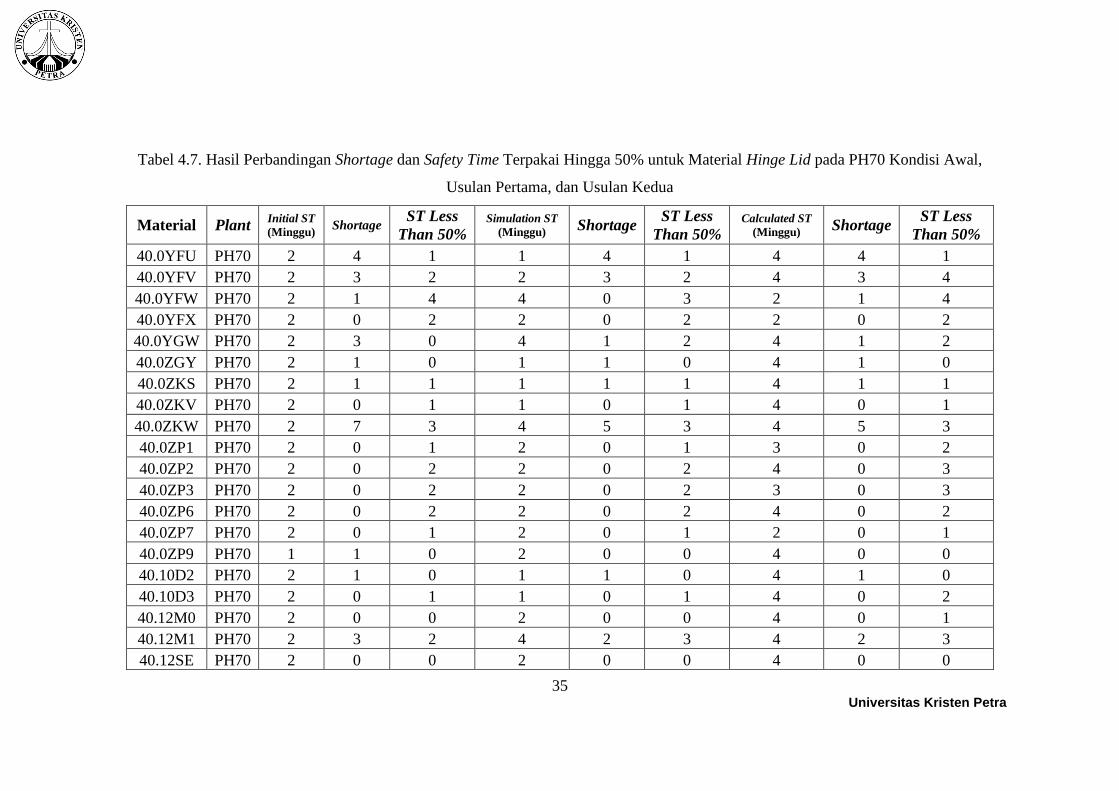
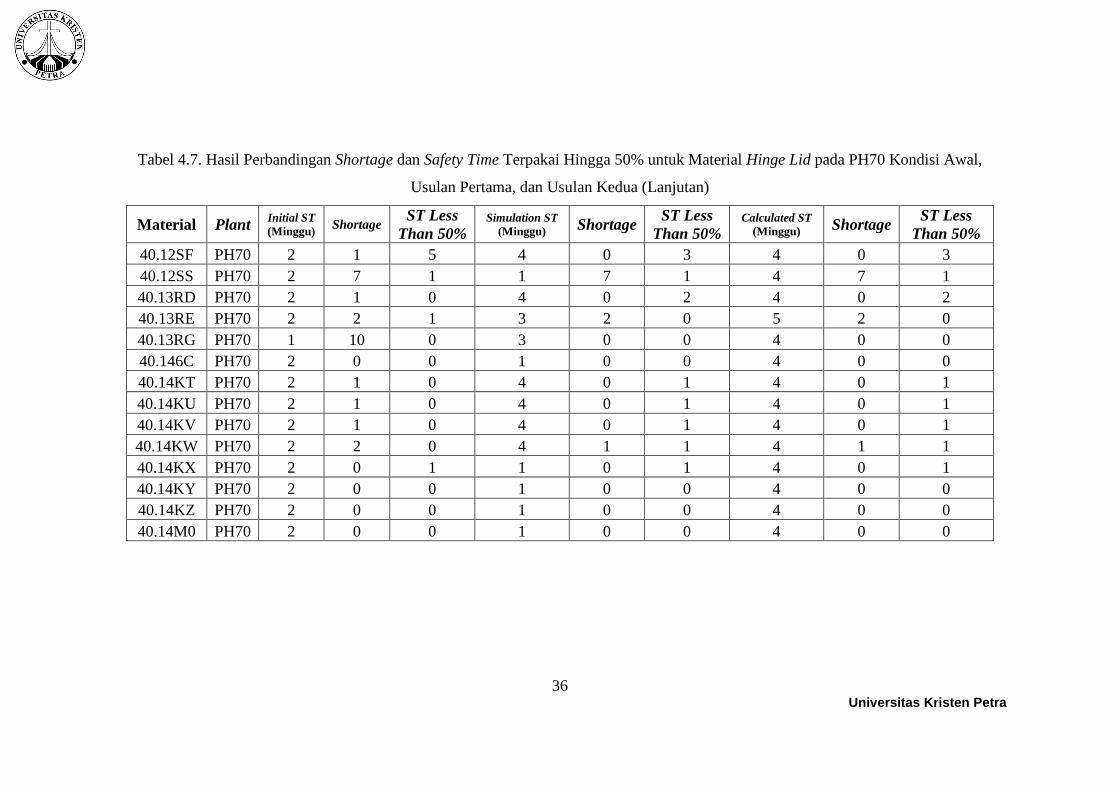
Tabel 4.7. Hasil Perbandingan Shortage dan Safety Time Terpakai Hingga 50% untuk Material Hinge Lid pada PH70 Kondisi Awal,
Usulan Pertama, dan Usulan Kedua
Material Plant Initial ST
(Minggu) Shortage
ST Less
Than 50% Simulation ST
(Minggu) Shortage
ST Less
Than 50% Calculated ST
(Minggu) Shortage
ST Less
Than 50%
40.0YFU PH70 2 4 1 1 4 1 4 4 1
40.0YFV PH70 2 3 2 2 3 2 4 3 4
40.0YFW PH70 2 1 4 4 0 3 2 1 4
40.0YFX PH70 2 0 2 2 0 2 2 0 2
40.0YGW PH70 2 3 0 4 1 2 4 1 2
40.0ZGY PH70 2 1 0 1 1 0 4 1 0
40.0ZKS PH70 2 1 1 1 1 1 4 1 1
40.0ZKV PH70 2 0 1 1 0 1 4 0 1
40.0ZKW PH70 2 7 3 4 5 3 4 5 3
40.0ZP1 PH70 2 0 1 2 0 1 3 0 2
40.0ZP2 PH70 2 0 2 2 0 2 4 0 3
40.0ZP3 PH70 2 0 2 2 0 2 3 0 3
40.0ZP6 PH70 2 0 2 2 0 2 4 0 2
40.0ZP7 PH70 2 0 1 2 0 1 2 0 1
40.0ZP9 PH70 1 1 0 2 0 0 4 0 0
40.10D2 PH70 2 1 0 1 1 0 4 1 0
40.10D3 PH70 2 0 1 1 0 1 4 0 2
40.12M0 PH70 2 0 0 2 0 0 4 0 1
40.12M1 PH70 2 3 2 4 2 3 4 2 3
40.12SE PH70 2 0 0 2 0 0 4 0 0
36 Universitas Kristen Petra
Tabel 4.7. Hasil Perbandingan Shortage dan Safety Time Terpakai Hingga 50% untuk Material Hinge Lid pada PH70 Kondisi Awal,
Usulan Pertama, dan Usulan Kedua (Lanjutan)
Material Plant Initial ST
(Minggu) Shortage ST Less
Than 50% Simulation ST
(Minggu) Shortage ST Less
Than 50% Calculated ST
(Minggu) Shortage ST Less
Than 50%
40.12SF PH70 2 1 5 4 0 3 4 0 3
40.12SS PH70 2 7 1 1 7 1 4 7 1
40.13RD PH70 2 1 0 4 0 2 4 0 2
40.13RE PH70 2 2 1 3 2 0 5 2 0
40.13RG PH70 1 10 0 3 0 0 4 0 0
40.146C PH70 2 0 0 1 0 0 4 0 0
40.14KT PH70 2 1 0 4 0 1 4 0 1
40.14KU PH70 2 1 0 4 0 1 4 0 1
40.14KV PH70 2 1 0 4 0 1 4 0 1
40.14KW PH70 2 2 0 4 1 1 4 1 1
40.14KX PH70 2 0 1 1 0 1 4 0 1
40.14KY PH70 2 0 0 1 0 0 4 0 0
40.14KZ PH70 2 0 0 1 0 0 4 0 0
40.14M0 PH70 2 0 0 1 0 0 4 0 0

37 Universitas Kristen Petra
Perbandingan pertama kali dilakukan untuk membandingkan antara safety
time pada kondisi awal dengan safety time hasil simulasi menggunakan Macro VBA
Excel. Hasil perbandingan yang dilakukan terhadap safety time kondisi awal dan
safety time hasil usulan simulasi dapat dilihat pada Tabel 4.8.
Tabel 4.8. Hasil Perbandingan Safety Time Kondisi Awal dan Hasil Usulan
Pertama
Kondisi Safety Time Dampak terhadap Shortage Jenis Material
Safety Time Naik Shortage Berkurang 50
Safety Time Naik Shortage Tetap 6
Safety Time Turun Shortage Tetap 37
Safety Time Tidak Berubah Shortage Tetap 36
Total Material 129
Jumlah total material yang dapat dibandingkan adalah hanya 129 material
dari keseluruhan 133 material hinge lid dan soft label yang masih digunakan sampai
dengan minggu ke-18 tahun 2019. Hal ini dikarenakan empat material masih belum
dapat dicari safety time usulannya dikarenakan masih tergolong material baru
sehingga data masa lalu yang ada belum mencukupi.
Hasil usulan simulasi ini paling banyak memberikan usulan untuk
menaikkan safety time sehingga shortage dapat dikurangi. Hasil usulan simulasi ini
juga banyak memberikan usulan untuk menurunkan safety time karena safety time
yang ada saat ini dinilai berlebih. Namun, ada juga hasil usulan simulasi ini yang
menganjurkan untuk menaikkan safety time tetapi shortage tidak mengalami
perubahan. Hal ini dikarenakan adanya pertimbangan tambahan untuk
mengutamakan agar safety time tidak sampai terpakai hingga 50%. Material yang
tidak mengalami perubahan safety time sebanyak 36 jenis material.
Perbandingan juga akan dilakukan pada safety time hasil usulan simulasi
menggunakan template Macro VBA Excel dan safety time hasil usulan perhitungan
safety stock. Hasil perbandingan usulan simulasi dan usulan dari perhitungan safety
stock dapat dilihat pada Tabel 4.9.
38 Universitas Kristen Petra
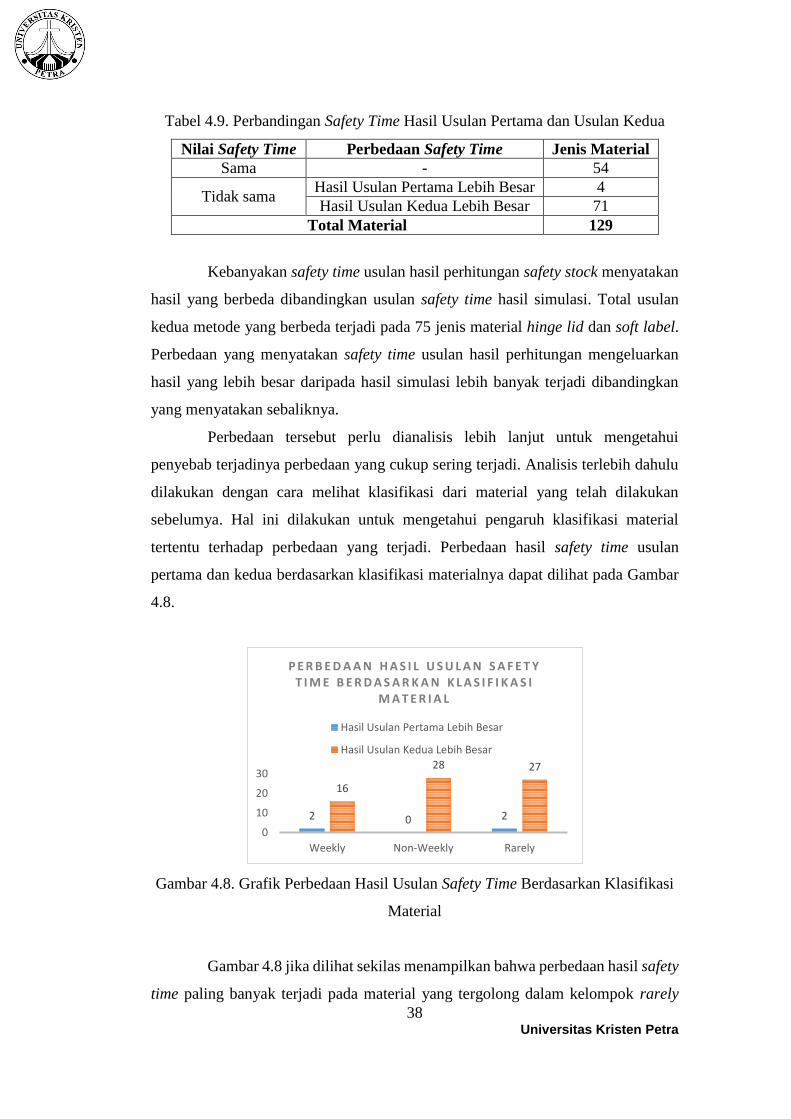
Tabel 4.9. Perbandingan Safety Time Hasil Usulan Pertama dan Usulan Kedua
Nilai Safety Time Perbedaan Safety Time Jenis Material
Sama - 54
Tidak sama Hasil Usulan Pertama Lebih Besar 4
Hasil Usulan Kedua Lebih Besar 71
Total Material 129
Kebanyakan safety time usulan hasil perhitungan safety stock menyatakan
hasil yang berbeda dibandingkan usulan safety time hasil simulasi. Total usulan
kedua metode yang berbeda terjadi pada 75 jenis material hinge lid dan soft label.
Perbedaan yang menyatakan safety time usulan hasil perhitungan mengeluarkan
hasil yang lebih besar daripada hasil simulasi lebih banyak terjadi dibandingkan
yang menyatakan sebaliknya.
Perbedaan tersebut perlu dianalisis lebih lanjut untuk mengetahui
penyebab terjadinya perbedaan yang cukup sering terjadi. Analisis terlebih dahulu
dilakukan dengan cara melihat klasifikasi dari material yang telah dilakukan
sebelumya. Hal ini dilakukan untuk mengetahui pengaruh klasifikasi material
tertentu terhadap perbedaan yang terjadi. Perbedaan hasil safety time usulan
pertama dan kedua berdasarkan klasifikasi materialnya dapat dilihat pada Gambar
4.8.
Gambar 4.8. Grafik Perbedaan Hasil Usulan Safety Time Berdasarkan Klasifikasi
Material
Gambar 4.8 jika dilihat sekilas menampilkan bahwa perbedaan hasil safety
time paling banyak terjadi pada material yang tergolong dalam kelompok rarely
2 0 2
16
28 27
0
10
20
30
Weekly Non-Weekly Rarely
P E R B E D A A N H A S I L U S U L A N S A F E T Y T I M E B E R D A S A R K A N K L A S I F I K A S I
M A T E R I A L
Hasil Usulan Pertama Lebih Besar
Hasil Usulan Kedua Lebih Besar

39 Universitas Kristen Petra
dan non-weekly. Perbedaan tersebut menunjukkan bahwa perhitungan safety stock
yang dikonversikan menjadi safety time cenderung memiliki hasil yang lebih besar
dibandingkan dengan cara simulasi menggunakan Macro VBA Excel.
Material yang tergolong rarely menggunakan nilai maksimum pada data
permintaan kebutuhan aktual sebagai nilai dari safety stock sehingga sebenarnya
tidak dipengaruhi oleh standar deviasi yang ada. Penyebab material rarely
membutuhkan safety time besar adalah cara yang digunakan untuk
mengkonversikan safety stock menjadi safety time. Cara untuk mengkonversikan
safety stock menjadi safety time adalah dengan membagikan nilai hasil perhitungan
safety stock dengan rata-rata permintaan kebutuhan. Nilai rata-rata pada material
rarely menjadi sangat kecil karena sangat banyaknya frekuensi tidak ada
permintaan kebutuhan material. Nilai rata-rata yang kecil menyebabkan nilai safety
time yang dihasilkan menjadi besar.
Hasil usulan kedua yang menggunakan perhitungan safety stock pada
material non-weekly sangat dipengaruhi oleh standar deviasi yang terjadi. Material
non-weekly memiliki standar deviasi yang besar. Standar deviasi yang besar ini
dipicu oleh banyaknya frekuensi tidak adanya permintaan kebutuhan. Konversi
yang dilakukan untuk mengubah safety stock menjadi safety time juga dipengaruhi
oleh rata-rata permintaan kebutuhan aktual. Rata-rata permintaan kebutuhan aktual
menjadi kecil dikarenakan seringnya tidak ada permintaan kebutuhan karena
produksi tidak dilakukan setiap minggu.
Jumlah material weekly yang menghasilkan hasil safety time yang berbeda
hanya tampak sedikit jika dibandingkan dengan material non-weekly dan rarely.
Namun, jumlah material weekly sendiri pada awalnya memang paling sedikit jika
dibandingkan dengan dua klasifikasi lainnya. Persentase perbedaan hasil safety time
menurut klasifikasinya dapat dilihat pada Tabel 4.10.
Tabel 4.10. Persentase Perbedaan Hasil Safety Time Menurut Klasifikasi
Nilai Safety Time
Klasifikasi Sama Tidak Sama
Weekly 40% 60%
Non-Weekly 48% 52%
Rarely 36% 64%
40 Universitas Kristen Petra
Standar deviasi permintaan kebutuhan masa lalu material weekly
seharusnya tidak terlalu besar, namun sebagian besar material weekly menghasilkan
hasil safety time yang berbeda antara usulan pertama dan kedua. Hal ini mungkin
dikarenakan changes requirement yang terlalu besar setiap miggunya ataupun
perbedaan yang terjadi antara rencana produksi pada shortfall dengan jumlah
produksi aktual. Contoh data changes requirement material weekly yang besar dapat
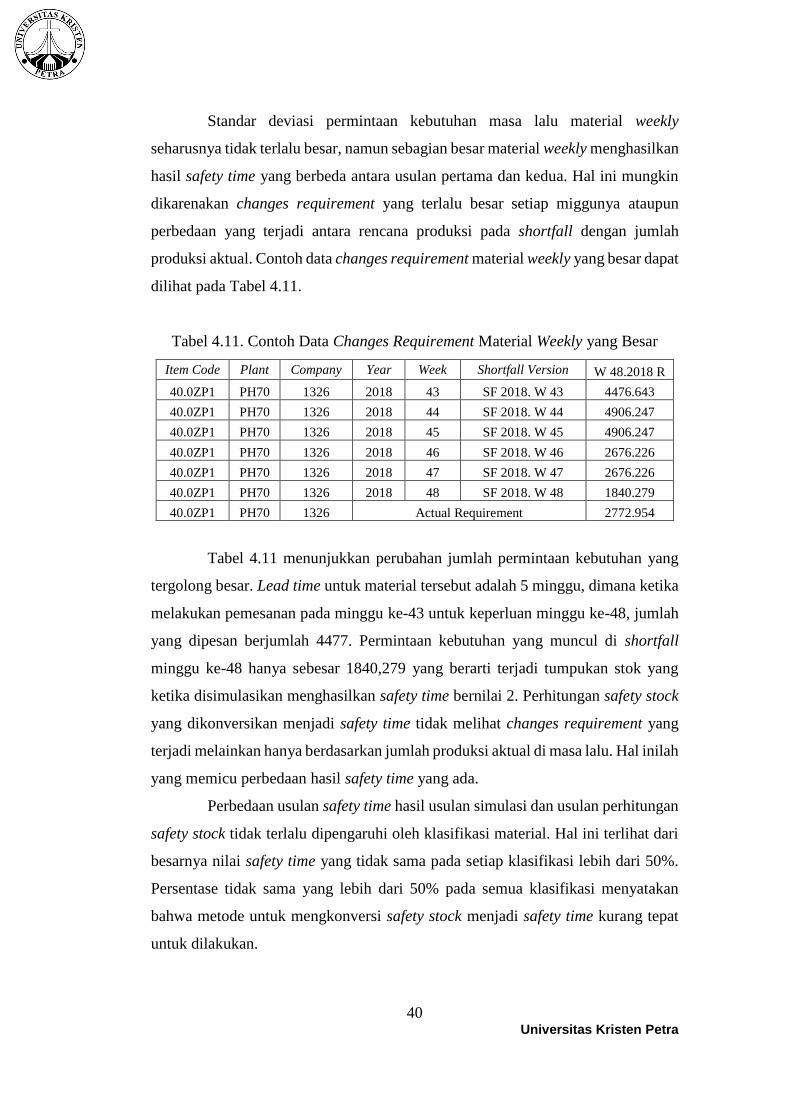
dilihat pada Tabel 4.11.
Tabel 4.11. Contoh Data Changes Requirement Material Weekly yang Besar
Item Code Plant Company Year Week Shortfall Version W 48.2018 R
40.0ZP1 PH70 1326 2018 43 SF 2018. W 43 4476.643
40.0ZP1 PH70 1326 2018 44 SF 2018. W 44 4906.247
40.0ZP1 PH70 1326 2018 45 SF 2018. W 45 4906.247
40.0ZP1 PH70 1326 2018 46 SF 2018. W 46 2676.226
40.0ZP1 PH70 1326 2018 47 SF 2018. W 47 2676.226
40.0ZP1 PH70 1326 2018 48 SF 2018. W 48 1840.279
40.0ZP1 PH70 1326 Actual Requirement 2772.954
Tabel 4.11 menunjukkan perubahan jumlah permintaan kebutuhan yang
tergolong besar. Lead time untuk material tersebut adalah 5 minggu, dimana ketika
melakukan pemesanan pada minggu ke-43 untuk keperluan minggu ke-48, jumlah
yang dipesan berjumlah 4477. Permintaan kebutuhan yang muncul di shortfall
minggu ke-48 hanya sebesar 1840,279 yang berarti terjadi tumpukan stok yang
ketika disimulasikan menghasilkan safety time bernilai 2. Perhitungan safety stock
yang dikonversikan menjadi safety time tidak melihat changes requirement yang
terjadi melainkan hanya berdasarkan jumlah produksi aktual di masa lalu. Hal inilah
yang memicu perbedaan hasil safety time yang ada.
Perbedaan usulan safety time hasil usulan simulasi dan usulan perhitungan
safety stock tidak terlalu dipengaruhi oleh klasifikasi material. Hal ini terlihat dari
besarnya nilai safety time yang tidak sama pada setiap klasifikasi lebih dari 50%.
Persentase tidak sama yang lebih dari 50% pada semua klasifikasi menyatakan
bahwa metode untuk mengkonversi safety stock menjadi safety time kurang tepat
untuk dilakukan.
41 Universitas Kristen Petra
4.5. Perhitungan Reorder Point dan Economic Order Quantity sebagai
Usulan Ketiga
4.5.1. Perhitungan Reorder Point Usulan
Usulan penggunaan reorder point (ROP) juga dapat dijadikan alternatif
cara perencanaan kebutuhan material dibandingkan dengan menggunakan konsep
safety time. ROP dapat digunakan untuk membantu merencanakan kapan
pemesanan material kembali dilakukan. Pemesanan sebaiknya dilakukan saat stok
di inventori menyentuh nilai ROP.
Perhitungan ROP dapat dilakukan menggunakan persamaan (2.6).
Perhitungan ROP harus diawali dengan menhitung safety stock. Hasil perhitungan
safety stock telah dilakukan sebelumnya dan dapat dlihat pada Lampiran 6. Contoh
perhitungan ROP material 40.0YFW untuk PH70 dan PHMC adalah sebagai
berikut :
𝑅𝑂𝑃 = (𝐷 × 𝐿𝑇) + 𝑆𝑆 = (2201,260 × 5) + 4006,380 = 15012,68 𝑇𝐻 𝑝𝑐
Lead time supplier yang dimiliki oleh material 40.0YFW adalah 31 hari atau
5 minggu. Hasil ROP sebesar 15012,68 menandakan bahwa PT.X seharusnya
melakukan pemesanan saat jumlah stok material 40.0YFW yang ada di PH70 dan
PHMC menyentuh angka tersebut. Hal ini dikarenakan ROP sudah memperkirakan
bahwa stok di inventori akan habis atau mendekati nol saat ada kedatangan material
yang sudah dipesan sesuai lead time yang ditentukan. Perhitungan ROP untuk
material hinge lid dan soft label untuk keempat plant dapat dilihat pada Lampiran
8.
4.5.2. Perhitungan Economic Order Quantity Usulan
Penggunaan ROP biasanya diimbangi dengan perhitungan economic order
quantity. Economic order quantity menyatakan jumlah pemesanan yang optimal
dengan mempertimbangkan biaya pesan dan biaya penyimpanan. Biaya pesan
adalah biaya yang dikeluarkan untuk sekali pemesanan, sedangkan biaya
penyimpanan adalah biaya yang secara tidak langsung dikeluarkan untuk
menyimpan material.

42 Universitas Kristen Petra
Biaya untuk sekali pemesanan terdiri dari biaya untuk mempersiapkan PR,
biaya untuk membuat PO, memonitor pesanan, serta melakukan penerimaan
material. Biaya yang dibutuhkan untuk mempersiapkan PR dan membuat PO adalah
biaya internet karena pembuatan PR dan PO dilakukan menggunakan program SAP.
Planner juga harus memonitor pesanannya sudah sampai dimana, hal ini dilakukan
planner dengan cara mengontak pihak supplier maupun pihak warehouse
perusahaan afiliasi yang ditangani. Rincian biaya pemesanan untuk sekali pesan
dapat dilihat pada Tabel 4.12.
Tabel 4.12. Rincian Biaya Pesan
Jenis Biaya Jumlah Satuan Biaya per
satuan Total Biaya
Biaya Membuat PR +
PO 30 Menit Rp1,183.71 Rp35,511.36
Biaya Telepon Supplier 30 Menit Rp1,412.50 Rp42,375.00
Biaya Telepon
Warehouse 30 Menit Rp1,412.50 Rp42,375.00
Biaya GR 10 Jam Rp29,166.67 Rp291,666.70
Total Biaya Pesan Rp411,928.06
Tabel 4.12 menunjukkan perhitungan biaya untuk sekali pemesanan yang
dilakukan. Biaya pembuatan PR dan PO merupakan biaya internet yang digunakan
untuk menjalankan program SAP serta mengirim e-mail kepada supplier. Asumsi
internet yang digunkan PT.X adalah internet perusahaan berkapasitas 750 Mbps
seharga Rp12.500.000,00 sebulan. Jam kerja staf di PT.X adalah 8 jam sehari dan
dalam sebulan ada 22 hari kerja. Biaya per menit untuk mengakses SAP adalah
sebesar Rp1.041,67. Planner juga harus melakukan koordinasi dengan supplier dan
pihak warehouse. Biaya telepon yang digunakan adalah tarif biaya telepon
interlokal ke luar negeri yang berjarak lebih dari 500 km yaitu sebesar Rp1.412,50
per menit. Proses GR diasumsikan dilakukan oleh 5 orang staf warehouse selama 2
jam, dengan asumsi gaji sebesar Rp7.000.000,00 per orang per bulan. Warehouse
beroperasi selama 7 hari seminggu.
Biaya penyimpanan terdiri dari holding rate dan harga material yang
bersangkutan. Holding rate menggunakan suku bunga bank kredit kerja Filipina
Bulan April 2019 sebesar 7,5% per tahun. Suku bunga kredit per bulan menjadi

43 Universitas Kristen Petra
0,144% per minggu. Harga beli setiap jenis material berbeda-beda. Nilai tukar uang
yang digunakan adalah Rp276,36 per PHP1,00. Daftar harga beli material hinge lid
dan soft label dapat dilihat pada Lampiran 9. Contoh perhitungan biaya
penyimpanan menggunakan persamaan (2.5) dan perhitungan EOQ menggunakan
persamaan (2.4) adalah sebagai berikut :
ℎ = 𝑖𝑐 = 0,144% × 239.678,95 = 𝑅𝑝345,14/𝑚𝑖𝑛𝑔𝑔𝑢/𝑇𝐻 𝑝𝑐
𝑄∗ = √2𝐴𝐷
ℎ= √
2 × 411.928,06 × 2201,26
345,14= 2.292,267 𝑇𝐻 𝑝𝑐
Contoh perhitungan EOQ yang dilakukan adalah untuk material 40.0YFW
pada PH70. Hasil perhitungan EOQ tidak dapat langsung digunakan dalam
perencanaan pemesanan material karena adanya minimum lot size serta rounding
quantity yang dimiliki oleh masing-masing jenis material. Perencanaan pemesanan
material akan dilakukan saat stok di inventori menyentuh nilai ROP dengan
memesan sesuai jumlah hasil EOQ. Besar nilai ROP dan EOQ usulan dapat dilihat
pada Lampiran 10.
4.5.3. Simulasi Perencanaan Pemesanan Material Menggunakan Konsep
ROP dan EOQ
Simulasi perencanaan pemesanan material menggunakan konsep ROP dan
EOQ usulan perlu dilakukan untuk mengetahui apakah usulan perhitungan ROP
dan EOQ layak untuk digunakan kedepannya. Simulasi ini akan dilakukan secara
manual dengan menggunakan Microsoft Excel menggunakan periode yang sama
dengan yang sudah dilakukan sebelumnya dengan konsep safety time.
Simulasi perencanaan pemesanan material menggunakan konsep ROP dan
EOQ tidak dapat dilakukan pada semua material dikarenakan keterbatasan waktu
yang ada. Simulasi hanya akan dilakukan pada 20 sample jenis material hinge lid
dan soft label yang diambil secara acak. Sample akan diambil secara proporsional
berdasarkan proporsi banyaknya material weekly, non-weekly, dan rarely yang ada
seperti yang tertera pada Tabel 4.13.
44 Universitas Kristen Petra
Tabel 4.13. Jumlah dan Proporsi Sample Material
Klasifikasi Jumlah Material Proporsi Jumlah Sample
Weekly 30 23% 5
Non-Weekly 54 42% 8
Rarely 45 35% 7
Total 129 100% 20
Material akan diambil secara acak sesuai dengan proporsi sample pada
Tabel 4.13. Jumlah material weekly yang akan diuji ada 5 jenis, non-weekly 8 jenis,
dan rarely 7 jenis. Contoh pengerjaan simulasi perencanaan pemesanan material
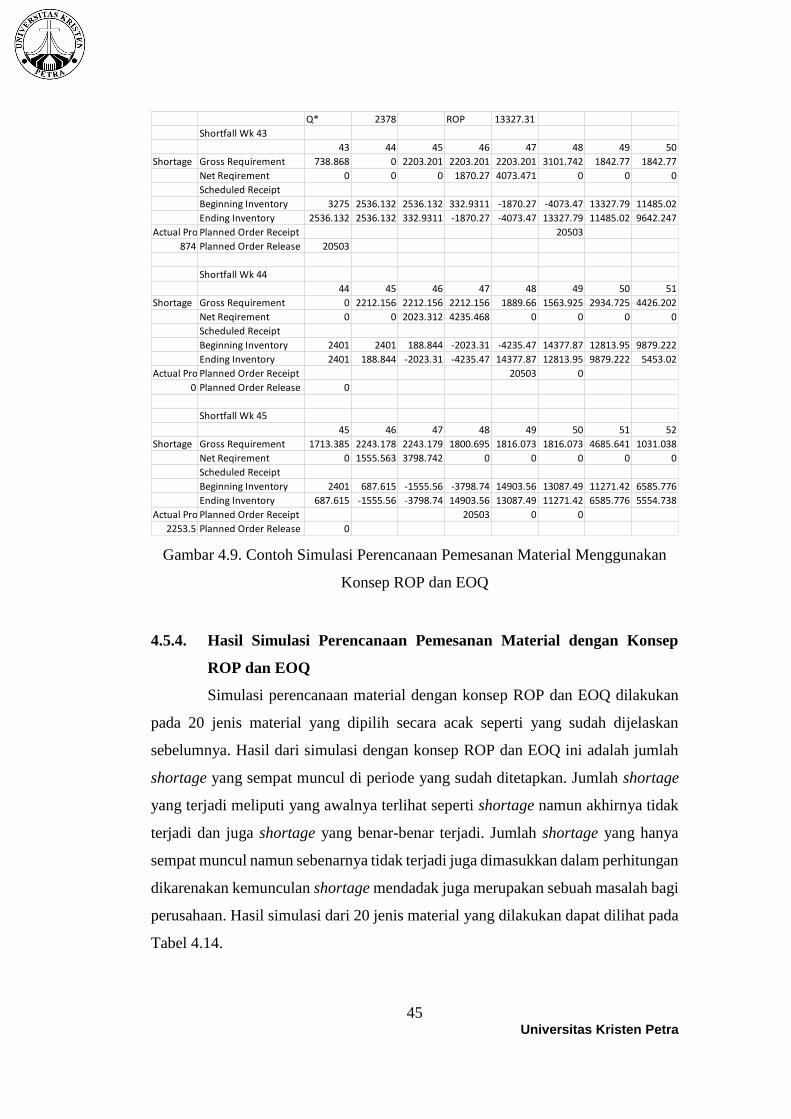
dapat dilihat pada Gambar 4.9.
Beginning inventory pada periode dimulainya simulasi didapatkan dari
total stok yang ada di shortfall minggu yang bersangkutan. Pemesanan di awal
periode simulasi dilakukan dengan memesan sejumlah material sehingga pada saat
material tersebut tiba sesuai lead time maka total ending inventory saat minggu
tersebut adalah sebesar ROP. Jumlah pemesanan juga akan memperhatikan
minimum dan maximum lot size serta rounding quantity. Pemesanan di periode-
periode selanjutnya hanya akan dilakukan ketika beginning inventory pada minggu
yang bersangkutan bernilai kurang dari atau sama dengan ROP. Jumlah pesanan di
periode-periode selanjutnya adalah sebanyak EOQ.
45 Universitas Kristen Petra
Gambar 4.9. Contoh Simulasi Perencanaan Pemesanan Material Menggunakan
Konsep ROP dan EOQ
4.5.4. Hasil Simulasi Perencanaan Pemesanan Material dengan Konsep
ROP dan EOQ
Simulasi perencanaan material dengan konsep ROP dan EOQ dilakukan
pada 20 jenis material yang dipilih secara acak seperti yang sudah dijelaskan
sebelumnya. Hasil dari simulasi dengan konsep ROP dan EOQ ini adalah jumlah
shortage yang sempat muncul di periode yang sudah ditetapkan. Jumlah shortage
yang terjadi meliputi yang awalnya terlihat seperti shortage namun akhirnya tidak
terjadi dan juga shortage yang benar-benar terjadi. Jumlah shortage yang hanya
sempat muncul namun sebenarnya tidak terjadi juga dimasukkan dalam perhitungan
dikarenakan kemunculan shortage mendadak juga merupakan sebuah masalah bagi
perusahaan. Hasil simulasi dari 20 jenis material yang dilakukan dapat dilihat pada
Tabel 4.14.
Q* 2378 ROP 13327.31
Shortfall Wk 43
43 44 45 46 47 48 49 50
Shortage Gross Requirement 738.868 0 2203.201 2203.201 2203.201 3101.742 1842.77 1842.77
Net Reqirement 0 0 0 1870.27 4073.471 0 0 0
Scheduled Receipt
Beginning Inventory 3275 2536.132 2536.132 332.9311 -1870.27 -4073.47 13327.79 11485.02
Ending Inventory 2536.132 2536.132 332.9311 -1870.27 -4073.47 13327.79 11485.02 9642.247
Actual ProductionPlanned Order Receipt 20503
874 Planned Order Release 20503
Shortfall Wk 44
44 45 46 47 48 49 50 51
Shortage Gross Requirement 0 2212.156 2212.156 2212.156 1889.66 1563.925 2934.725 4426.202
Net Reqirement 0 0 2023.312 4235.468 0 0 0 0
Scheduled Receipt
Beginning Inventory 2401 2401 188.844 -2023.31 -4235.47 14377.87 12813.95 9879.222
Ending Inventory 2401 188.844 -2023.31 -4235.47 14377.87 12813.95 9879.222 5453.02
Actual ProductionPlanned Order Receipt 20503 0
0 Planned Order Release 0
Shortfall Wk 45
45 46 47 48 49 50 51 52
Shortage Gross Requirement 1713.385 2243.178 2243.179 1800.695 1816.073 1816.073 4685.641 1031.038
Net Reqirement 0 1555.563 3798.742 0 0 0 0 0
Scheduled Receipt
Beginning Inventory 2401 687.615 -1555.56 -3798.74 14903.56 13087.49 11271.42 6585.776
Ending Inventory 687.615 -1555.56 -3798.74 14903.56 13087.49 11271.42 6585.776 5554.738
Actual ProductionPlanned Order Receipt 20503 0 0
2253.5 Planned Order Release 0
46 Universitas Kristen Petra
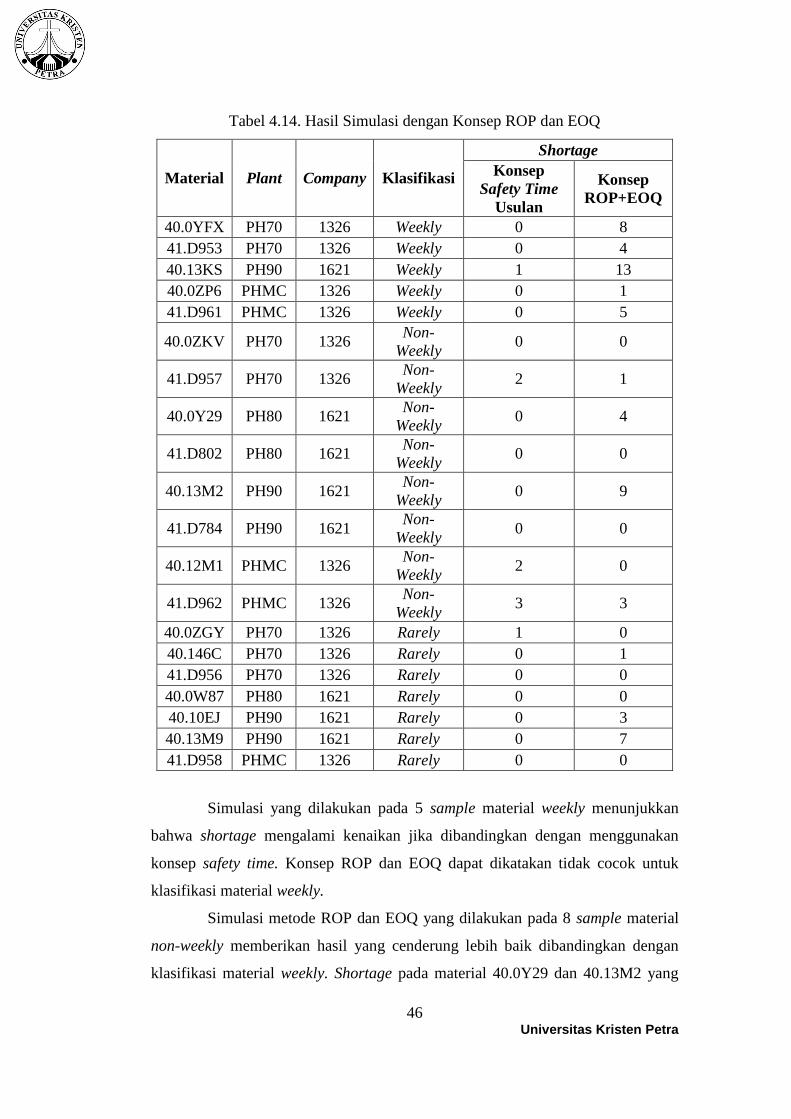
Tabel 4.14. Hasil Simulasi dengan Konsep ROP dan EOQ
Material Plant Company Klasifikasi
Shortage
Konsep
Safety Time
Usulan
Konsep
ROP+EOQ
40.0YFX PH70 1326 Weekly 0 8
41.D953 PH70 1326 Weekly 0 4
40.13KS PH90 1621 Weekly 1 13
40.0ZP6 PHMC 1326 Weekly 0 1
41.D961 PHMC 1326 Weekly 0 5
40.0ZKV PH70 1326 Non-
Weekly 0 0
41.D957 PH70 1326 Non-
Weekly 2 1
40.0Y29 PH80 1621 Non-
Weekly 0 4
41.D802 PH80 1621 Non-
Weekly 0 0
40.13M2 PH90 1621 Non-
Weekly 0 9
41.D784 PH90 1621 Non-
Weekly 0 0
40.12M1 PHMC 1326 Non-
Weekly 2 0
41.D962 PHMC 1326 Non-
Weekly 3 3
40.0ZGY PH70 1326 Rarely 1 0
40.146C PH70 1326 Rarely 0 1
41.D956 PH70 1326 Rarely 0 0
40.0W87 PH80 1621 Rarely 0 0
40.10EJ PH90 1621 Rarely 0 3
40.13M9 PH90 1621 Rarely 0 7
41.D958 PHMC 1326 Rarely 0 0
Simulasi yang dilakukan pada 5 sample material weekly menunjukkan
bahwa shortage mengalami kenaikan jika dibandingkan dengan menggunakan
konsep safety time. Konsep ROP dan EOQ dapat dikatakan tidak cocok untuk
klasifikasi material weekly.
Simulasi metode ROP dan EOQ yang dilakukan pada 8 sample material
non-weekly memberikan hasil yang cenderung lebih baik dibandingkan dengan
klasifikasi material weekly. Shortage pada material 40.0Y29 dan 40.13M2 yang
47 Universitas Kristen Petra
cukup banyak terjadi kemungkinan disebabkan pergeseran basis produksi. Material
40.0Y29 pada awalnya memiliki basis produksi weekly kemudian permintaan
kebutuhan untuk material tersebut mendadak hilang sehingga tentunya
memperkecil rata-rata permintaan kebutuhan aktual. Material 40.13M2 pada
awalnya tidak ada permintaan kebutuhan material pada 10 minggu pertama
terhitung dari periode yang digunakan dalam simulasi dengan konsep safety time.
Hal tersebut juga meyebabkan rata-rata permintaan kebutuhan menjadi kecil. Rata-
rata permintaan kebutuhan yang lebih kecil dibandingkan dengan yang seharusnya
menyebakan ROP menjadi terlalu kecil, dan berakibat pada banyaknya shortage
yang terjadi.
Hasil simulasi penggunaan ROP dan EOQ untuk klasifikasi non-weekly
masih tidak dapat diambil kesimpulan metode mana yang lebih baik. Hal ini
dikarenakan jumlah sample material yang mengalami kenaikan dan penurunan
shortage berjumlah sama yaitu masing-masing 2 sample material, sedangkan 4
material lain memiliki jumlah shortage yang sama. Namun, jika dilihat polanya
metode ROP dan EOQ memiliki kemungkinan akan menjadi lebih baik seandainya
sample material yang diambil tidak memiliki riwayat pergeseran klasifikasi.
Simulasi metode ROP dan EOQ pada material rarely menunjukkan bahwa
1 sample material mengalami penurunan shortage jika dibandingkan dengan
menggunakan konsep safety time. Namun, terdapat 3 sample material yang
menunjukkan sebaliknya. Shortage yang cenderung lebih tinggi disebabkan safety
stock yang diperlukan untuk perhitungan ROP yang cukup kecil. Safety stock hanya
menggunakan maksimum permintaan kebutuhan yang pernah terjadi di masa lalu
sehingga dapat dikatakan cukup kecil yang menyebabkan ROP yang dipertahankan
juga kecil. ROP yang cukup kecil dapat mengakibatkan shortage ketika ada
permintaan kebutuhan material pada 2 minggu berturut-turut.
Analisis klasifikasi material mana yang cocok menggunakan konsep ROP
dan EOQ atau menggunakan konsep safety time belum dapat dilakukan. Analisis
lebih dalam akan dilakukan dengan menggunakan perbandingan inventory cost
yang terjadi seperti yang akan dibahas pada sub-bab selanjutnya.

48 Universitas Kristen Petra
4.6. Pemilihan Metode Terbaik Berdasarkan Inventory Cost
Metode terbaik adalah metode yang dapat menghasilkan total biaya
penyimpanan atau inventory cost paling rendah. Metode yang dibandingkan pada
penelitian ini adalah manajemen inventori menggunakan konsep safety time dan
dengan menggunakan ROP-EOQ. Simulasi perencanaan pemesanan kebutuhan
material menggunakan konsep safety time maupun ROP-EOQ telah dilakukan
sebelumnya. Simulasi yang telah dilakukan ini kemudian akan dihitung total biaya
persediaannya.
Total biaya persediaan atau total inventory cost terdiri dari ordering cost,
holding cost, dan juga shortage cost. Ordering cost akan dipengaruhi oleh frekuensi
pemesanan. Holding cost akan dipengaruhi banyaknya inventori yang disimpan.
Shortage cost adalah biaya yang sebenarnya tidak tampak, namun perlu
diperhatikan sebagai penalti yang didapatkan perusahaan jika gagal untuk
memenuhi permintaan kebutuhan yang ada.
Ordering cost merupakan biaya yang dikeluarkan perusahaan untuk sekali
pemesanan. Ordering cost yang telah dihitung pada sub bab sebelumnya adalah
sebesar Rp411.928,06 untuk sekali pemesanan. Holding cost masing-masing jenis
material juga telah dihitung pada sub bab sebelumnya. Asumsi penalti untuk
perhitungan shortage cost yang digunakan adalah 4 kali lipat dari holding cost.
Asumsi 4 kali lipat ini bertujuan untuk memberi penalti yang jauh lebih besar
apabila perusahaan gagal untuk memenuhi permintaan kebutuhan material.
Hasil perhitungan total inventoy cost menggunakan konsep safety time
baik kondisi awal, usulan menggunakan simulasi, maupun usulan perhitungan
safety stock yang dikonversi menjadi safety time dapat dilihat pada Lampiran 11.
Hasil perbandingan perhitungan menggunakan konsep safety time pada ketiga
kondisi dan dengan menggunakan konsep ROP-EOQ dapat dilihat pada Tabel 4.15.
49 Universitas Kristen Petra
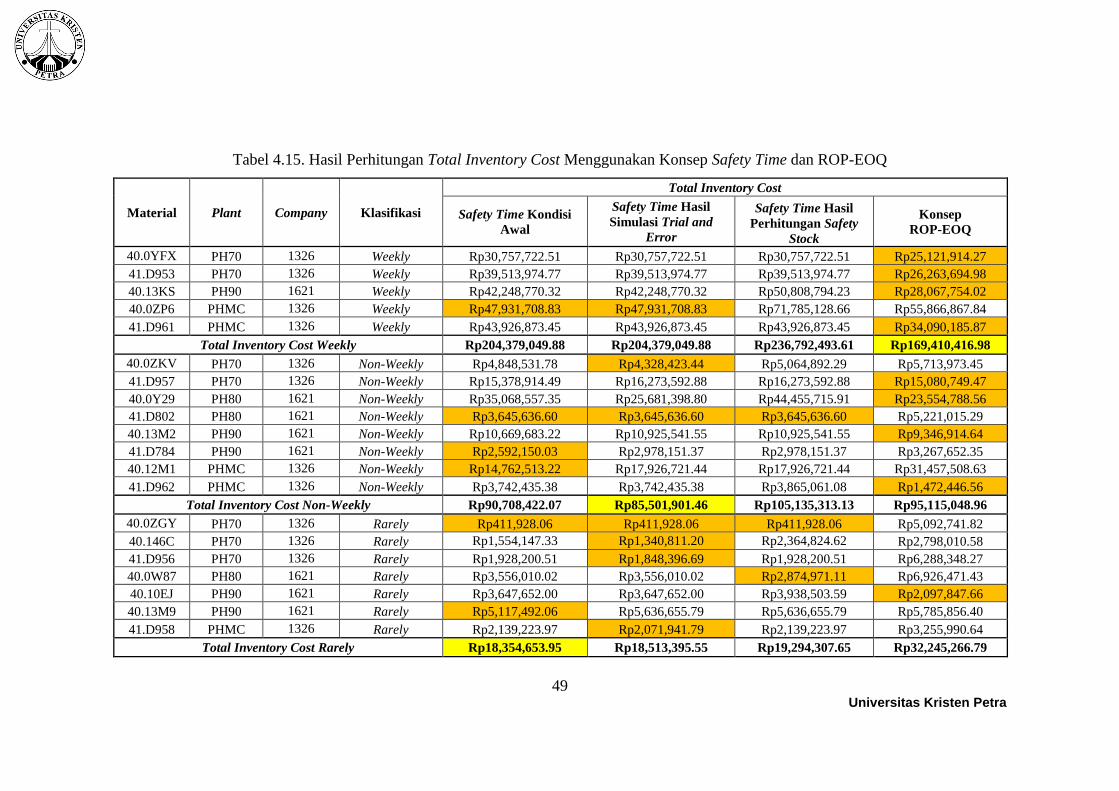
Tabel 4.15. Hasil Perhitungan Total Inventory Cost Menggunakan Konsep Safety Time dan ROP-EOQ
Material Plant Company Klasifikasi
Total Inventory Cost
Safety Time Kondisi
Awal
Safety Time Hasil
Simulasi Trial and
Error
Safety Time Hasil
Perhitungan Safety
Stock
Konsep
ROP-EOQ
40.0YFX PH70 1326 Weekly Rp30,757,722.51 Rp30,757,722.51 Rp30,757,722.51 Rp25,121,914.27
41.D953 PH70 1326 Weekly Rp39,513,974.77 Rp39,513,974.77 Rp39,513,974.77 Rp26,263,694.98
40.13KS PH90 1621 Weekly Rp42,248,770.32 Rp42,248,770.32 Rp50,808,794.23 Rp28,067,754.02
40.0ZP6 PHMC 1326 Weekly Rp47,931,708.83 Rp47,931,708.83 Rp71,785,128.66 Rp55,866,867.84
41.D961 PHMC 1326 Weekly Rp43,926,873.45 Rp43,926,873.45 Rp43,926,873.45 Rp34,090,185.87
Total Inventory Cost Weekly Rp204,379,049.88 Rp204,379,049.88 Rp236,792,493.61 Rp169,410,416.98
40.0ZKV PH70 1326 Non-Weekly Rp4,848,531.78 Rp4,328,423.44 Rp5,064,892.29 Rp5,713,973.45
41.D957 PH70 1326 Non-Weekly Rp15,378,914.49 Rp16,273,592.88 Rp16,273,592.88 Rp15,080,749.47
40.0Y29 PH80 1621 Non-Weekly Rp35,068,557.35 Rp25,681,398.80 Rp44,455,715.91 Rp23,554,788.56
41.D802 PH80 1621 Non-Weekly Rp3,645,636.60 Rp3,645,636.60 Rp3,645,636.60 Rp5,221,015.29
40.13M2 PH90 1621 Non-Weekly Rp10,669,683.22 Rp10,925,541.55 Rp10,925,541.55 Rp9,346,914.64
41.D784 PH90 1621 Non-Weekly Rp2,592,150.03 Rp2,978,151.37 Rp2,978,151.37 Rp3,267,652.35
40.12M1 PHMC 1326 Non-Weekly Rp14,762,513.22 Rp17,926,721.44 Rp17,926,721.44 Rp31,457,508.63
41.D962 PHMC 1326 Non-Weekly Rp3,742,435.38 Rp3,742,435.38 Rp3,865,061.08 Rp1,472,446.56
Total Inventory Cost Non-Weekly Rp90,708,422.07 Rp85,501,901.46 Rp105,135,313.13 Rp95,115,048.96
40.0ZGY PH70 1326 Rarely Rp411,928.06 Rp411,928.06 Rp411,928.06 Rp5,092,741.82
40.146C PH70 1326 Rarely Rp1,554,147.33 Rp1,340,811.20 Rp2,364,824.62 Rp2,798,010.58
41.D956 PH70 1326 Rarely Rp1,928,200.51 Rp1,848,396.69 Rp1,928,200.51 Rp6,288,348.27
40.0W87 PH80 1621 Rarely Rp3,556,010.02 Rp3,556,010.02 Rp2,874,971.11 Rp6,926,471.43
40.10EJ PH90 1621 Rarely Rp3,647,652.00 Rp3,647,652.00 Rp3,938,503.59 Rp2,097,847.66
40.13M9 PH90 1621 Rarely Rp5,117,492.06 Rp5,636,655.79 Rp5,636,655.79 Rp5,785,856.40
41.D958 PHMC 1326 Rarely Rp2,139,223.97 Rp2,071,941.79 Rp2,139,223.97 Rp3,255,990.64
Total Inventory Cost Rarely Rp18,354,653.95 Rp18,513,395.55 Rp19,294,307.65 Rp32,245,266.79
50 Universitas Kristen Petra
Hasil simulasi yang dilakukan pada 20 sample material terhadap inventory
cost menunjukkan bahwa total inventory cost paling minimum untuk masing-
masing klasifikasi material terletak pada penggunaan konsep yang berbeda.
Material weekly paling cocok menggunakan konsep ROP-EOQ karena selain
mendapatkan total inventory cost paling minimum juga terdapat 4 dari 5 material
yang mempunyai inventory cost paling kecil dari semua konsep safety time lain.
Total inventory cost dari semua material non-weekly yang paling minimum
terletak pada penggunaan safety time hasil simulasi trial and error menggunakan
Macro VBA Excel. Namun, empat dari delapan material non-weekly memiliki hasil
inventory cost paling baik jika menggunakan konsep ROP-EOQ. Perbedaan hasil
ini dikarenakan hanya terdapat perbedaan inventory cost yang kecil di antara
penggunaan ROP-EOQ dengan safety time hasil simulasi trial and error. Hal ini
menyatakan bahwa material non-weekly paling sesuai jika menggunakan hasil
simulasi trial and error menggunakan Macro VBA Excel.
Material rarely memiliki total inventory cost yang hampir sama pada
penggunaan safety time kondisi awal dan penggunaan hasil simulasi trial and error.
Hasil total inventory cost yang paling minimum adalah dengan menggunakaan
safety time kondisi awal, namun hasil safety time mengunakan simulasi Macro VBA
Excel tentunya memiliki jumlah shortage yang muncul lebih sedikit. Hasil total
inventory cost yang tidak terpaut jauh pada kedua konsep safety time ini
menyatakan bahwa safety time hasil trial and error lebih menguntungkan untuk
digunakan.
Hasil perhitungan total inventory cost konsep safety time kondisi awal,
hasil simulasi trial and error serta hasil perhitungan safety stock seperti yang dapat
dilihat pada Lampiran 11 menunjukkan perbedaan hasil dengan jumlah shortage.
Jumlah shortage paling sedikit terjadi saat penggunaan konsep safety time hasil
simulasi trial and error, namun hasil terbaik berdasarkan total inventory cost
terletak pada penggunaan konsep safety time kondisi awal. Perbedaan hasil yang
terjadi ini dikarenakan dua hal, yaitu cara perhitungan shortage dan ada
pertimbangan untuk memperhitungkan terpakainya safety time hingga kurang dari
50%.
51 Universitas Kristen Petra
Cara perhitungan shortage yang digunakan pada simulasi trial and error
adalah dengan mennjumlahkan semua perkiraan shortage atau material critical
yang pernah muncul meskipun pada kenyataannya belum tentu terjadi shortage.
Perhitungan shortage ini dilakukan karena saat terlihat bahwa ada material yang
mungkin mengalami shortage, planner akan langsung berusaha untuk melakukan
penyesuaian terhadap open PO yang ada ataupun melakukan airfreight. Hal ini
tentu saja sebisa mungkin ingin dihindari atau dikurangi sehingga jumlah shortage
yang dihitung adalah perkiraan shortage yang pernah muncul. Pertimbangan
tambahan untuk memperhitungkan terpakainya safety time hingga kurang dari 50%
dilakukan untuk mengatasi kemungkinan lead time supplier mengalami
kemunduran.
Hasil pemilihan konsep safety time terbaik yang berbeda berdasarkan
jumlah shortage dan berdasarkan total inventory cost menyebabkan perbandingan
dengan ROP-EOQ menjadi bias untuk dilakukan. Simulasi trial and error
menggunakan Macro VBA akan kembali dilakukan, namun kali ini penentuan safety
time terbaiknya adalah dengan mempertimbangkan total inventory cost.
4.7. Penentuan Safety Time Usulan Berdasarkan Total Inventory Cost
Menggunakan Metode Simulasi sebagai Usulan Keempat
Simulasi akan tetap dijalankan menggunakan template Macro VBA Excel
yang telah dibuat sebelumnya dan dengan periode waktu simulasi yang sama
dengan ketiga usulan sebelumnya. Safety time terbaik tidak lagi dilihat berdasarkan
jumlah perkiraan shortage yang mungkin terjadi, namun dilihat dari total inventory
cost yang paling rendah. Perhitungan total inventory cost sendiri akan dilakukan
dengan cara yang sama dengan yang digunakan untuk perhitungan total inventory
cost pada konsep ROP-EOQ. Total inventory cost akan dihitung dengan
menambahkan ordering cost, holding cost, serta shortage cost. Hasil perhitungan
safety time usulan menggunakan metode simulasi trial and error berdasarkan
minimum total inventory cost dapat dilihat pada Lampiran 12.
Hasil simulasi penentuan nilai safety time optimum yang dilakukan
menggunakan minimum total inventory cost menghasilkan pengurangan total
inventory cost sebesar Rp758.547.044,03 atau sekitar 27,65% dari kondisi awal.

52 Universitas Kristen Petra
Hasil perbandingan yang dilakukan terhadap safety time kondisi awal dan safety
time hasil usulan simulasi menggunakan minimum total inventory cost dapat dilihat
pada Tabel 4.16.
Tabel 4.16. Hasil Perbandingan Safety Time Kondisi Awal dan Hasil Usulan
Simulasi Menggunakan Total Inventory Cost
Klasifikasi Kondisi Safety Time Weekly Non-Weekly Rarely Total
Safety Time Naik 0 4 0 4
Safety Time Turun 28 46 43 117
Safety Time Tidak Berubah 2 4 2 8
Total Material 30 54 45 129
Hasil usulan simulasi ini paling banyak memberikan usulan untuk
menurunkan safety time sehingga total inventory cost dapat dikurangi. Safety time
usulan kebanyakan bernilai 1 seperti yang dapat dilihat pada Lampiran 12.
Penyebabnya adalah semakin kecil safety time maka holding cost akan semakin
rendah, sedangkan hoding cost memegang peranan yang cukup penting dalam
perhitungan total inventory cost karena banyaknya jumlah inventori yang disimpan.
Shortage cost yang digunakan dalam simulasi ini dihitung dengan
memberikan penalti pada perusahaan sebesar 4 kali lipat dari holding cost. Penalti
sebesar 4 kali lipat ini dapat diubah jika ingin memberikan penalti lebih kecil atau
besar ketika terjadi shortage. Hasil total inventory cost kemungkinan dapat berubah
jika perusahaan menaikkan penalti shortage, sehingga tentunya usulan terbaik yang
dihasilkan juga dapat berubah. Jumlah shortage yang sebenarnya terjadi mungkin
juga bisa dikatakan bias. Hal ini dikarenakan data permintaan kebutuhan aktual
masa lalu ini sudah terpengaruh oleh adanya STP change atau perubahan
perencanaan produksi karena planner telah memperkirakan bahwa material tidak
dapat tiba saat dibutuhkan. Namun, data mengenai permintaan kebutuhan aktual di
minggu ke berapa yang dipengaruhi oleh STP change tidak dapat diketahui.
Hasil usulan simulasi menggunakan Macro VBA berdasarkan total
inventory cost kemudian dapat dibandingkan dengan hasil simulasi manual
menggunakan konsep ROP-EOQ. Hasil simulasi manual terhadap 20 sample jenis
material sebelumnya telah dilakukan. Perbandingan hasil safety time usulan
53 Universitas Kristen Petra
simulasi berdasarkan total inventory cost terhadap konsep ROP-EOQ dapat dilihat
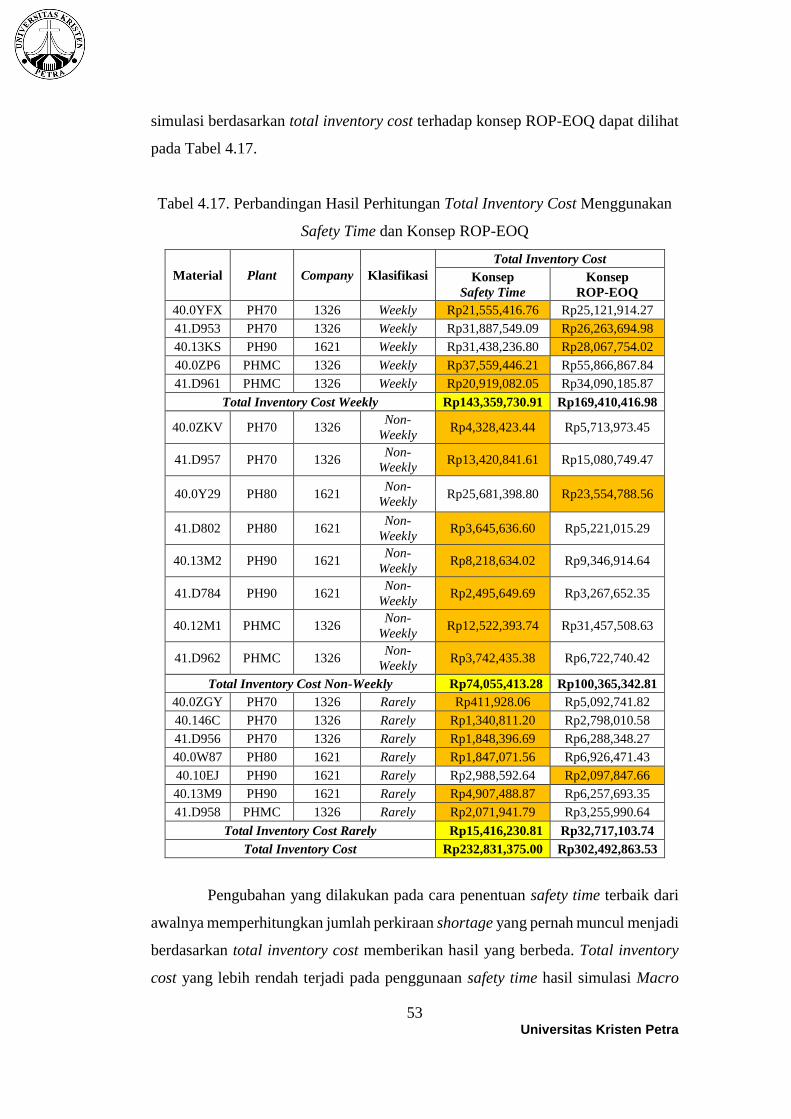
pada Tabel 4.17.
Tabel 4.17. Perbandingan Hasil Perhitungan Total Inventory Cost Menggunakan
Safety Time dan Konsep ROP-EOQ
Material Plant Company Klasifikasi
Total Inventory Cost
Konsep
Safety Time
Konsep
ROP-EOQ
40.0YFX PH70 1326 Weekly Rp21,555,416.76 Rp25,121,914.27
41.D953 PH70 1326 Weekly Rp31,887,549.09 Rp26,263,694.98
40.13KS PH90 1621 Weekly Rp31,438,236.80 Rp28,067,754.02
40.0ZP6 PHMC 1326 Weekly Rp37,559,446.21 Rp55,866,867.84
41.D961 PHMC 1326 Weekly Rp20,919,082.05 Rp34,090,185.87
Total Inventory Cost Weekly Rp143,359,730.91 Rp169,410,416.98
40.0ZKV PH70 1326 Non-
Weekly Rp4,328,423.44 Rp5,713,973.45
41.D957 PH70 1326 Non-
Weekly Rp13,420,841.61 Rp15,080,749.47
40.0Y29 PH80 1621 Non-
Weekly Rp25,681,398.80 Rp23,554,788.56
41.D802 PH80 1621 Non-
Weekly Rp3,645,636.60 Rp5,221,015.29
40.13M2 PH90 1621 Non-
Weekly Rp8,218,634.02 Rp9,346,914.64
41.D784 PH90 1621 Non-
Weekly Rp2,495,649.69 Rp3,267,652.35
40.12M1 PHMC 1326 Non-
Weekly Rp12,522,393.74 Rp31,457,508.63
41.D962 PHMC 1326 Non-
Weekly Rp3,742,435.38 Rp6,722,740.42
Total Inventory Cost Non-Weekly Rp74,055,413.28 Rp100,365,342.81
40.0ZGY PH70 1326 Rarely Rp411,928.06 Rp5,092,741.82
40.146C PH70 1326 Rarely Rp1,340,811.20 Rp2,798,010.58
41.D956 PH70 1326 Rarely Rp1,848,396.69 Rp6,288,348.27
40.0W87 PH80 1621 Rarely Rp1,847,071.56 Rp6,926,471.43
40.10EJ PH90 1621 Rarely Rp2,988,592.64 Rp2,097,847.66
40.13M9 PH90 1621 Rarely Rp4,907,488.87 Rp6,257,693.35
41.D958 PHMC 1326 Rarely Rp2,071,941.79 Rp3,255,990.64
Total Inventory Cost Rarely Rp15,416,230.81 Rp32,717,103.74
Total Inventory Cost Rp232,831,375.00 Rp302,492,863.53
Pengubahan yang dilakukan pada cara penentuan safety time terbaik dari
awalnya memperhitungkan jumlah perkiraan shortage yang pernah muncul menjadi
berdasarkan total inventory cost memberikan hasil yang berbeda. Total inventory
cost yang lebih rendah terjadi pada penggunaan safety time hasil simulasi Macro
54 Universitas Kristen Petra
VBA Excel. Hal ini terjadi pada seluruh klasifikasi material yang ada, seperti yang
dapat dilihat pada Tabel 4.17 yang ditandai dengan warna kuning. Sebagian besar
sample material yaitu sebanyak 80% sample material memiliki nilai inventory cost
yang lebih rendah pada penggunaan konsep safety time, dan hanya 20% yang
menyatakan sebaliknya.
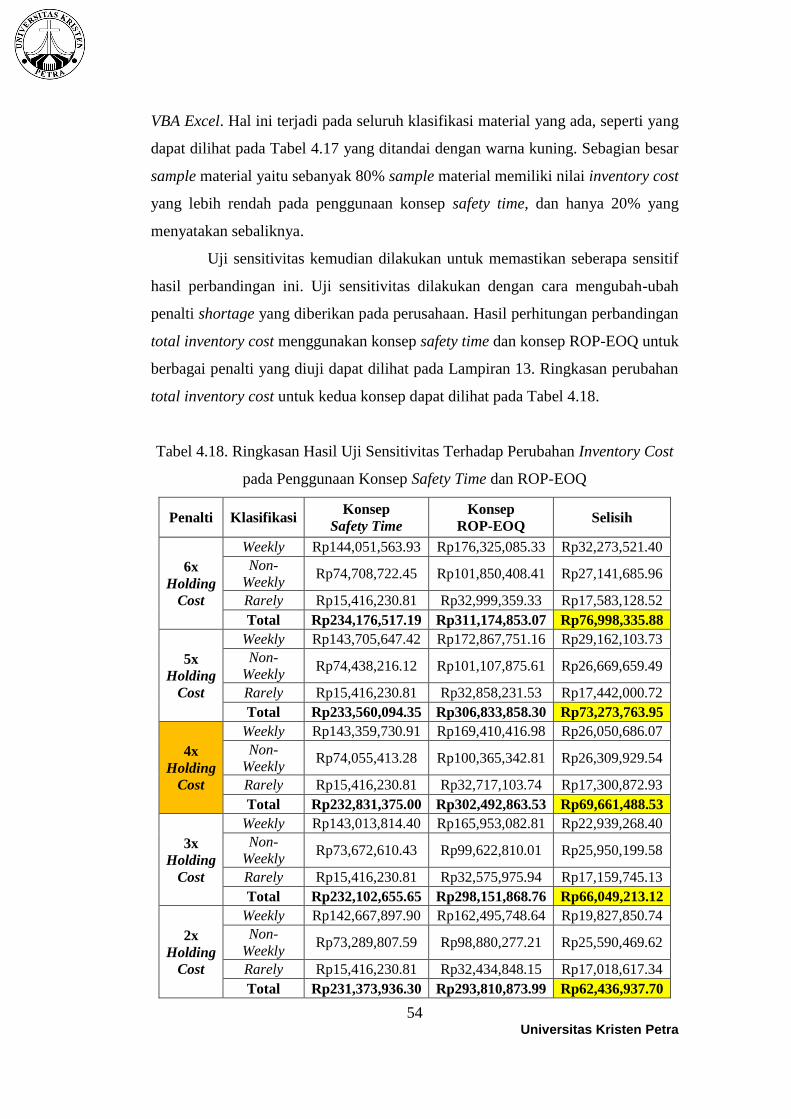
Uji sensitivitas kemudian dilakukan untuk memastikan seberapa sensitif
hasil perbandingan ini. Uji sensitivitas dilakukan dengan cara mengubah-ubah
penalti shortage yang diberikan pada perusahaan. Hasil perhitungan perbandingan
total inventory cost menggunakan konsep safety time dan konsep ROP-EOQ untuk
berbagai penalti yang diuji dapat dilihat pada Lampiran 13. Ringkasan perubahan
total inventory cost untuk kedua konsep dapat dilihat pada Tabel 4.18.
Tabel 4.18. Ringkasan Hasil Uji Sensitivitas Terhadap Perubahan Inventory Cost
pada Penggunaan Konsep Safety Time dan ROP-EOQ
Penalti Klasifikasi Konsep
Safety Time
Konsep
ROP-EOQ Selisih
6x
Holding
Cost
Weekly Rp144,051,563.93 Rp176,325,085.33 Rp32,273,521.40
Non-
Weekly Rp74,708,722.45 Rp101,850,408.41 Rp27,141,685.96
Rarely Rp15,416,230.81 Rp32,999,359.33 Rp17,583,128.52
Total Rp234,176,517.19 Rp311,174,853.07 Rp76,998,335.88
5x
Holding
Cost
Weekly Rp143,705,647.42 Rp172,867,751.16 Rp29,162,103.73
Non-
Weekly Rp74,438,216.12 Rp101,107,875.61 Rp26,669,659.49
Rarely Rp15,416,230.81 Rp32,858,231.53 Rp17,442,000.72
Total Rp233,560,094.35 Rp306,833,858.30 Rp73,273,763.95
4x
Holding
Cost
Weekly Rp143,359,730.91 Rp169,410,416.98 Rp26,050,686.07
Non-
Weekly Rp74,055,413.28 Rp100,365,342.81 Rp26,309,929.54
Rarely Rp15,416,230.81 Rp32,717,103.74 Rp17,300,872.93
Total Rp232,831,375.00 Rp302,492,863.53 Rp69,661,488.53
3x
Holding
Cost
Weekly Rp143,013,814.40 Rp165,953,082.81 Rp22,939,268.40
Non-
Weekly Rp73,672,610.43 Rp99,622,810.01 Rp25,950,199.58
Rarely Rp15,416,230.81 Rp32,575,975.94 Rp17,159,745.13
Total Rp232,102,655.65 Rp298,151,868.76 Rp66,049,213.12
2x
Holding
Cost
Weekly Rp142,667,897.90 Rp162,495,748.64 Rp19,827,850.74
Non-
Weekly Rp73,289,807.59 Rp98,880,277.21 Rp25,590,469.62
Rarely Rp15,416,230.81 Rp32,434,848.15 Rp17,018,617.34
Total Rp231,373,936.30 Rp293,810,873.99 Rp62,436,937.70
55 Universitas Kristen Petra
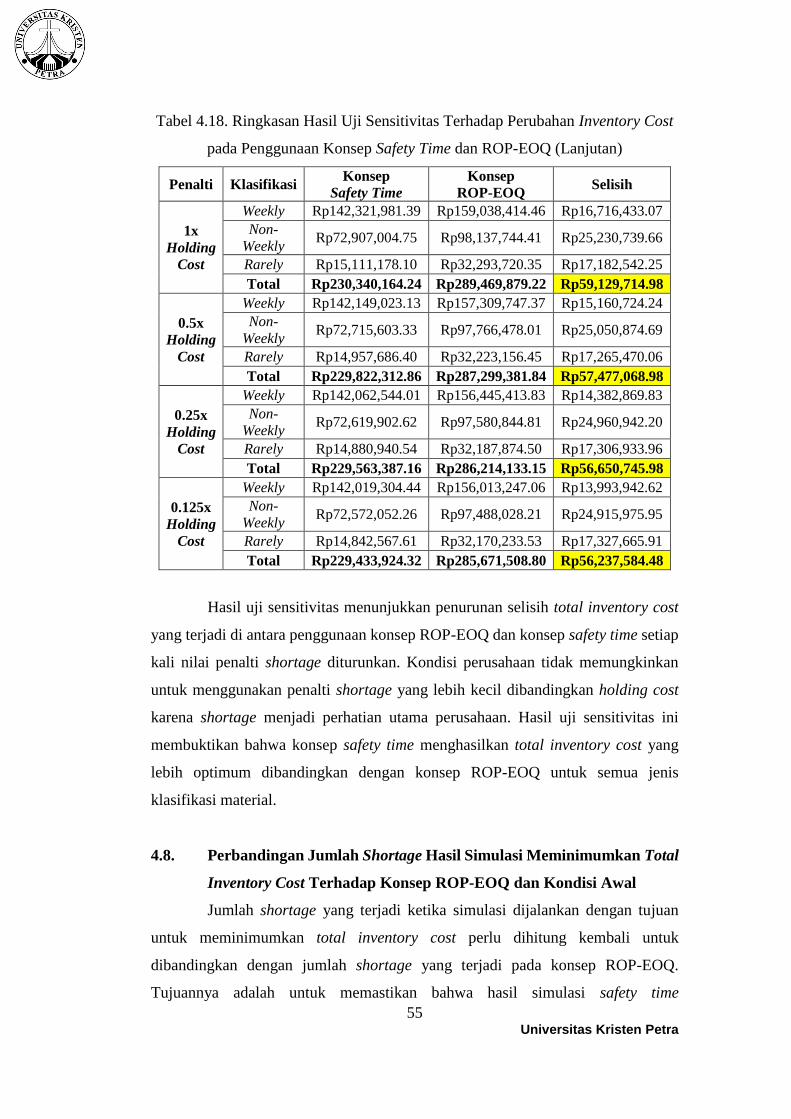
Tabel 4.18. Ringkasan Hasil Uji Sensitivitas Terhadap Perubahan Inventory Cost
pada Penggunaan Konsep Safety Time dan ROP-EOQ (Lanjutan)
Penalti Klasifikasi Konsep
Safety Time
Konsep
ROP-EOQ Selisih
1x
Holding
Cost
Weekly Rp142,321,981.39 Rp159,038,414.46 Rp16,716,433.07
Non-
Weekly Rp72,907,004.75 Rp98,137,744.41 Rp25,230,739.66
Rarely Rp15,111,178.10 Rp32,293,720.35 Rp17,182,542.25
Total Rp230,340,164.24 Rp289,469,879.22 Rp59,129,714.98
0.5x
Holding
Cost
Weekly Rp142,149,023.13 Rp157,309,747.37 Rp15,160,724.24
Non-
Weekly Rp72,715,603.33 Rp97,766,478.01 Rp25,050,874.69
Rarely Rp14,957,686.40 Rp32,223,156.45 Rp17,265,470.06
Total Rp229,822,312.86 Rp287,299,381.84 Rp57,477,068.98
0.25x
Holding
Cost
Weekly Rp142,062,544.01 Rp156,445,413.83 Rp14,382,869.83
Non-
Weekly Rp72,619,902.62 Rp97,580,844.81 Rp24,960,942.20
Rarely Rp14,880,940.54 Rp32,187,874.50 Rp17,306,933.96
Total Rp229,563,387.16 Rp286,214,133.15 Rp56,650,745.98
0.125x
Holding
Cost
Weekly Rp142,019,304.44 Rp156,013,247.06 Rp13,993,942.62
Non-
Weekly Rp72,572,052.26 Rp97,488,028.21 Rp24,915,975.95
Rarely Rp14,842,567.61 Rp32,170,233.53 Rp17,327,665.91
Total Rp229,433,924.32 Rp285,671,508.80 Rp56,237,584.48
Hasil uji sensitivitas menunjukkan penurunan selisih total inventory cost
yang terjadi di antara penggunaan konsep ROP-EOQ dan konsep safety time setiap
kali nilai penalti shortage diturunkan. Kondisi perusahaan tidak memungkinkan
untuk menggunakan penalti shortage yang lebih kecil dibandingkan holding cost
karena shortage menjadi perhatian utama perusahaan. Hasil uji sensitivitas ini
membuktikan bahwa konsep safety time menghasilkan total inventory cost yang
lebih optimum dibandingkan dengan konsep ROP-EOQ untuk semua jenis
klasifikasi material.
4.8. Perbandingan Jumlah Shortage Hasil Simulasi Meminimumkan Total
Inventory Cost Terhadap Konsep ROP-EOQ dan Kondisi Awal
Jumlah shortage yang terjadi ketika simulasi dijalankan dengan tujuan
untuk meminimumkan total inventory cost perlu dihitung kembali untuk
dibandingkan dengan jumlah shortage yang terjadi pada konsep ROP-EOQ.
Tujuannya adalah untuk memastikan bahwa hasil simulasi safety time
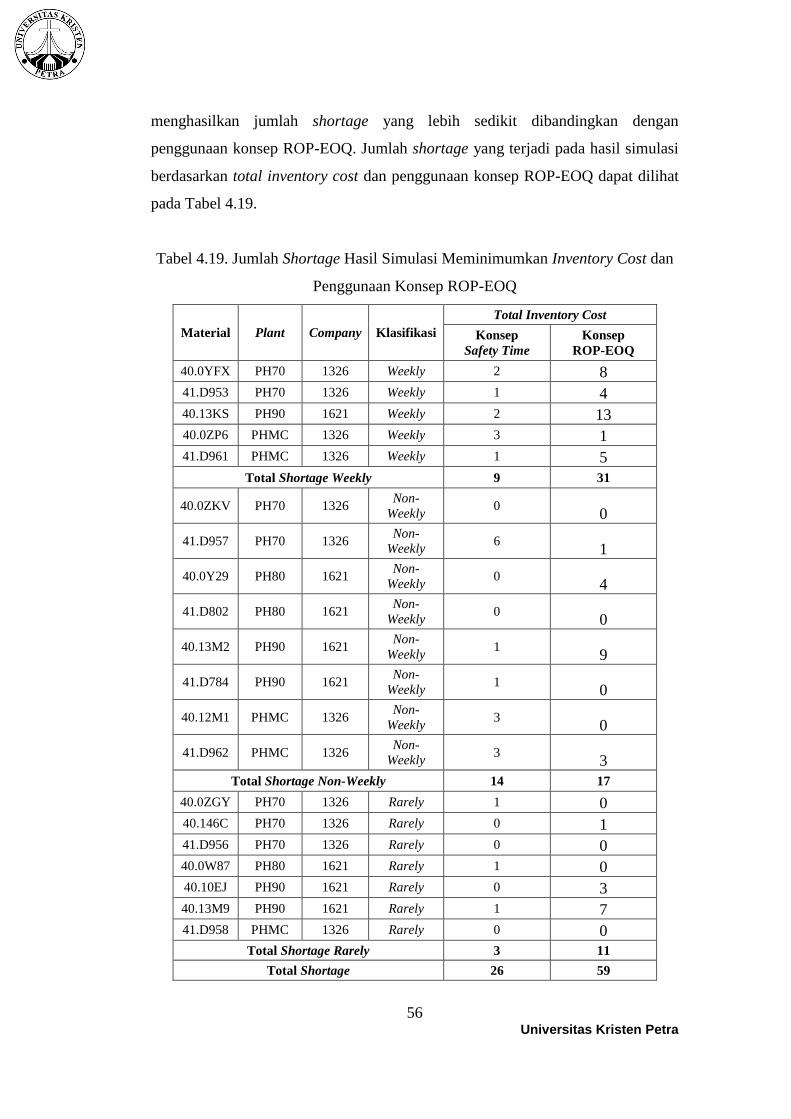
56 Universitas Kristen Petra
menghasilkan jumlah shortage yang lebih sedikit dibandingkan dengan
penggunaan konsep ROP-EOQ. Jumlah shortage yang terjadi pada hasil simulasi
berdasarkan total inventory cost dan penggunaan konsep ROP-EOQ dapat dilihat
pada Tabel 4.19.
Tabel 4.19. Jumlah Shortage Hasil Simulasi Meminimumkan Inventory Cost dan
Penggunaan Konsep ROP-EOQ
Material Plant Company Klasifikasi
Total Inventory Cost
Konsep
Safety Time
Konsep
ROP-EOQ
40.0YFX PH70 1326 Weekly 2 8
41.D953 PH70 1326 Weekly 1 4
40.13KS PH90 1621 Weekly 2 13
40.0ZP6 PHMC 1326 Weekly 3 1
41.D961 PHMC 1326 Weekly 1 5
Total Shortage Weekly 9 31
40.0ZKV PH70 1326 Non-
Weekly 0
0
41.D957 PH70 1326 Non-
Weekly 6
1
40.0Y29 PH80 1621 Non-
Weekly 0
4
41.D802 PH80 1621 Non-
Weekly 0
0
40.13M2 PH90 1621 Non-
Weekly 1
9
41.D784 PH90 1621 Non-
Weekly 1
0
40.12M1 PHMC 1326 Non-
Weekly 3
0
41.D962 PHMC 1326 Non-
Weekly 3
3
Total Shortage Non-Weekly 14 17
40.0ZGY PH70 1326 Rarely 1 0
40.146C PH70 1326 Rarely 0 1
41.D956 PH70 1326 Rarely 0 0
40.0W87 PH80 1621 Rarely 1 0
40.10EJ PH90 1621 Rarely 0 3
40.13M9 PH90 1621 Rarely 1 7
41.D958 PHMC 1326 Rarely 0 0
Total Shortage Rarely 3 11
Total Shortage 26 59
57 Universitas Kristen Petra
Dari 20 jenis material yang disimulasikan didapatkan bahwa jumlah
shortage yang terjadi pada hasil simulasi meminimumkan total inventory cost
sebesar 26 kali, sedangkan pada penggunaan konsep ROP-EOQ sebesar 59 kali.
Hal ini menyatakan bahwa simulasi untuk meminimumkan total inventory cost
dapat menghasilkan hasil yang lebih baik, baik dalam total inventory cost maupun
jumlah shortage dibandingkan dengan penggunaan konsep ROP-EOQ.
Perbandingan juga dilakukan terhadap jumlah shortage yang terjadi pada
hasil simulasi meminimumkan total inventory cost dan pada kondisi awal.
Tujuannya adalah untuk mengetahui simulasi manakah yang terbaik untuk
dijalankan. Jika hasil simulasi untuk meminimumkan total inventory cost memiliki
jumlah shortage yang lebih baik dari kondisi awal dapat dipastikan bahwa simulasi
jenis inilah yang terbaik untuk dilakukan. Namun, jika jumlah shortage yang terjadi
berdasarkan hasil simulasi dengan meminimumkan total inventory cost lebih besar
dari kondisi awal, maka perusahaan harus menentukan pilihan simulasi mana yang
sesuai dengan harapan perusahaan. Jumlah shortage yang dihasilkan dari simulasi
meminimumkan total inventory cost dan pada kondisi awal dapat dilihat pada
Lampiran 14.
Jumlah shortage yang dihasilkan oleh simulasi dengan meminimumkan
total inventory cost ternyata lebih besar dari jumlah shortage yang terjadi pada
kondisi awal yaitu sebesar 220 dibandingkan dengan 156. Hal ini menyatakan
bahwa meskipun total inventory cost yang dihasilkan oleh usulan ini lebih rendah,
namun jumlah shortage yang terjadi lebih banyak dari kondisi awal. Keputusan
pemilihan metode simulasi yang sebaiknya dijalankan diserahkan pada pihak
perusahaan. Jika perusahaan memilih untuk berfokus pada jumlah shortage
minimum maka simulasi berdasarkan shortage minimum yang layak dijalankan.
Jika perusahaan lebih berfokus untuk meminimumkan total inventory cost maka
simulasi berdasarkan inventory cost minimum yang sebaiknya dijalankan.
4.9. Analisis Sensitivitas pada Penggunaan Safety Time Hasil Usulan
Pertama terhadap Holding Cost dan Shortage Cost
Safety time hasil usulan pertama adalah solusi yang paling tepat digunakan
secara keseluruhan karena dapat menurunkan sekitar 54% jumlah shortage yang
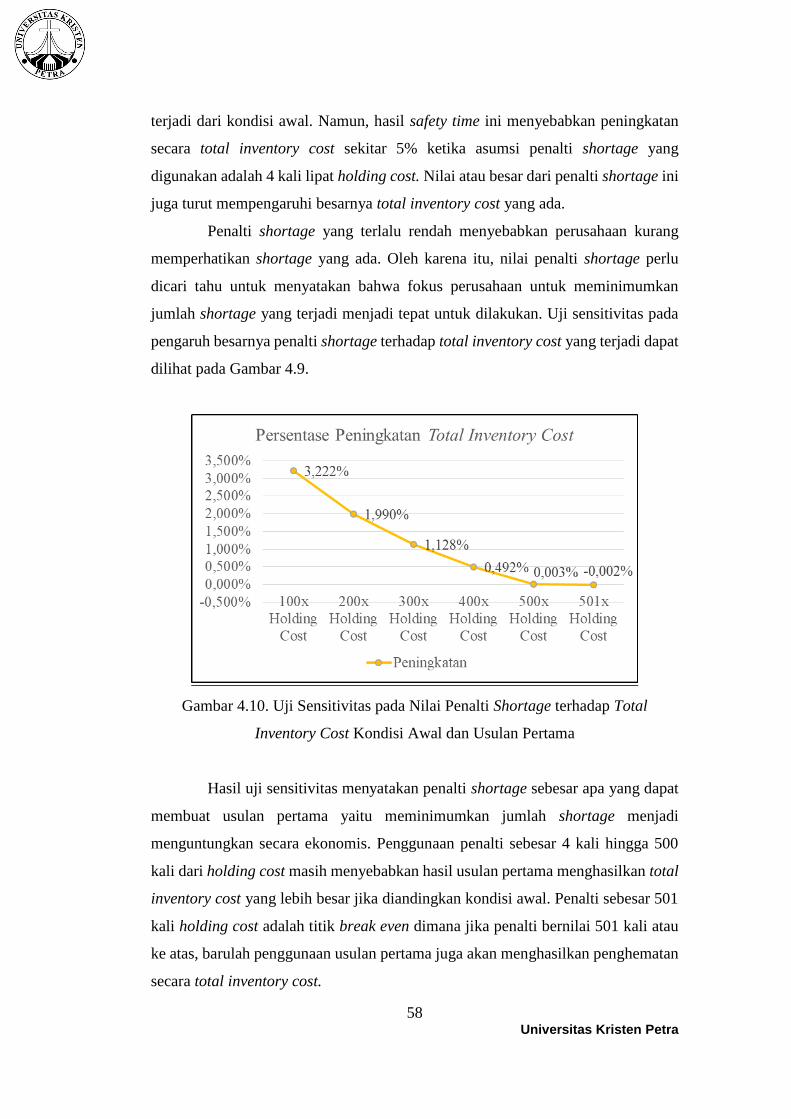
58 Universitas Kristen Petra
terjadi dari kondisi awal. Namun, hasil safety time ini menyebabkan peningkatan
secara total inventory cost sekitar 5% ketika asumsi penalti shortage yang
digunakan adalah 4 kali lipat holding cost. Nilai atau besar dari penalti shortage ini
juga turut mempengaruhi besarnya total inventory cost yang ada.
Penalti shortage yang terlalu rendah menyebabkan perusahaan kurang
memperhatikan shortage yang ada. Oleh karena itu, nilai penalti shortage perlu
dicari tahu untuk menyatakan bahwa fokus perusahaan untuk meminimumkan
jumlah shortage yang terjadi menjadi tepat untuk dilakukan. Uji sensitivitas pada
pengaruh besarnya penalti shortage terhadap total inventory cost yang terjadi dapat
dilihat pada Gambar 4.9.
Gambar 4.10. Uji Sensitivitas pada Nilai Penalti Shortage terhadap Total
Inventory Cost Kondisi Awal dan Usulan Pertama
Hasil uji sensitivitas menyatakan penalti shortage sebesar apa yang dapat
membuat usulan pertama yaitu meminimumkan jumlah shortage menjadi
menguntungkan secara ekonomis. Penggunaan penalti sebesar 4 kali hingga 500
kali dari holding cost masih menyebabkan hasil usulan pertama menghasilkan total
inventory cost yang lebih besar jika diandingkan kondisi awal. Penalti sebesar 501
kali holding cost adalah titik break even dimana jika penalti bernilai 501 kali atau
ke atas, barulah penggunaan usulan pertama juga akan menghasilkan penghematan
secara total inventory cost.