direct - rgafasteners-psm.com · direct screw fixings pt® type 2 reduced installation torque. high...
TRANSCRIPT

DIRECT
SCREW
FIXINGS
Wherever you are... we have the solution!

INTRODUCTIONDirect Screw Fixings provide a fast, economical, production line solution to fixing plastic and light alloy components where the need for re-use and high assembly torque is not a major factor.
The unique patented thread forms of the PT®
Screw range have been engineered to maximise the advantages of Direct Screw Fixings with forming screws for thermoplastics and light alloy materials and cutting types for use with thermosetting materials.
The adoption of these thread forms ensures that the
PT® SERIES DURO-PT® SERIESP T ® S E R I E S - D e s i g n e d f o r u s e i n thermoplastics, its key design features include a profiled thread root to assist plastic flow, a 30° flank angle to reduce boss bursting forces and an 8° pitch angle.
PT® TYPE DG
PT® TYPE DG-Developed to provide an effective s c r e w f i x i n g i n l i g h t alloy materials with low installation torque and high stripping torque.
Technical details may change.Please contact PSM International for latest drawings and specifications.
margins between installation and stripping torque are optimised (an essential for trouble free installation) together with higher than normal re-usability - typically greater than 10 times-into thermoplastic materials, and maximum resistance to vibration.
The information in this catalogue is intended as a general guide. For further advice please consult your local PSM Sales Engineer or our Applications Engineers. The PSM Technology Centre can also provide pre-production test facilities for accurate performance data.
DIRECT SCREW FIXINGS
1
DURO-PT® SERIES-The cutting notch combined with the profiled thread root gives low installation torques whilst the special thread form provides high stripping torques when used in thermosett ing materials.
DIRECT SCREW FIXINGS PT® TYPE
2
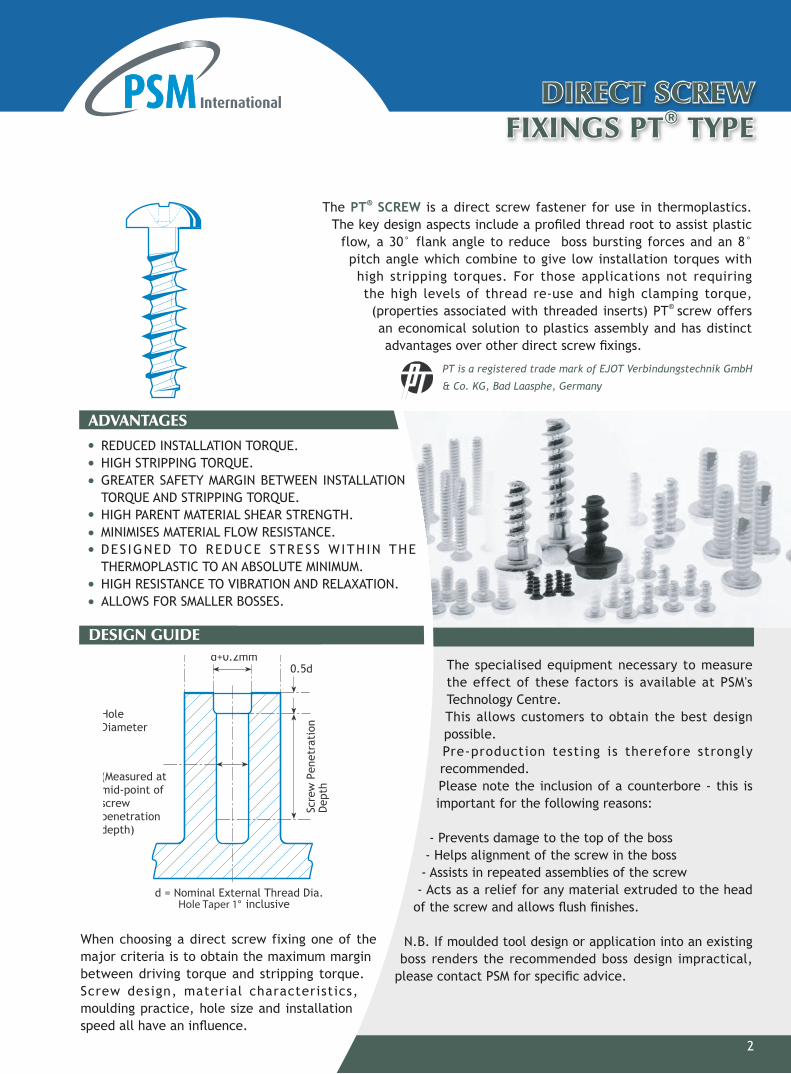
REDUCED INSTALLATION TORQUE.HIGH STRIPPING TORQUE.GREATER SAFETY MARGIN BETWEEN INSTALLATION TORQUE AND STRIPPING TORQUE.HIGH PARENT MATERIAL SHEAR STRENGTH.MINIMISES MATERIAL FLOW RESISTANCE.DES IGNED TO REDUCE STRESS WITHIN THE THERMOPLASTIC TO AN ABSOLUTE MINIMUM.HIGH RESISTANCE TO VIBRATION AND RELAXATION.ALLOWS FOR SMALLER BOSSES.
The PT® SCREW is a direct screw fastener for use in thermoplastics. The key design aspects include a profiled thread root to assist plastic
flow, a 30° flank angle to reduce boss bursting forces and an 8° pitch angle which combine to give low installation torques with high stripping torques. For those applications not requiring the high levels of thread re-use and high clamping torque, (properties associated with threaded inserts) PT® screw offers an economical solution to plastics assembly and has distinct advantages over other direct screw fixings.
ADVANTAGES
The specialised equipment necessary to measure the effect of these factors is available at PSM's Technology Centre.This allows customers to obtain the best design possible.Pre-production testing is therefore strongly recommended.Please note the inclusion of a counterbore - this is important for the following reasons:
- Prevents damage to the top of the boss- Helps alignment of the screw in the boss- Assists in repeated assemblies of the screw- Acts as a relief for any material extruded to the head of the screw and allows flush finishes.
N.B. If moulded tool design or application into an existing boss renders the recommended boss design impractical,
please contact PSM for specific advice.
DESIGN GUIDERecommended Boss Design
d = Nominal External Thread Dia.Hole Taper 1° inclusive
d+0.2mm0.5d
HoleDiameter
(Measured atmid-point ofscrewpenetrationdepth)
Scre
wPe
netr
atio
nD
epth
When choosing a direct screw fixing one of the major criteria is to obtain the maximum margin between driving torque and stripping torque. Screw design, material characteristics, moulding practice, hole size and installation speed all have an influence.
PT is a registered trade mark of EJOT Verbindungstechnik GmbH
& Co. KG, Bad Laasphe, Germany

8° OPTIMUM PITCH ANGLE DESIGN RECOMMENDATION
Lowest installation torque/highest stripping torqueMaximum resistance to vibration loosening and material relaxation in the component
DIRECT SCREW FIXINGS PT® TYPE
3
PROFILED THREAD ROOT
8°
Improved plastic flow reduces stress, providing long term reliabilityGreater surface area contact between screw thread and plastic, to give a high shear and stripping torqueLower installation torques
Flat Root thread v PT Profiled Root thread
Material flow restrictedHelpsmaterial flow
Thread RootThread Root
Hole HoleMat
eria
l flo
w
Mat
eria
l flo
w
30° COMBINED FLANK ANGLE
Lower radial stresses, reducing boss bursting forceGreater thread penetration into the plastic material, permitting enhanced clamping torqueLower installation torquesReduced centre of pressure, producing lower installation torque
60°30°
Resolution of Resultant Forces for the Same Volume Displacement
F Rad 1 = 0.500R F Rad 2 = 0.259RF Axi 1 = 0.867R F Axi 2 = 0.966R
ABSABS/PC BlendASAPA 4.6PA 4.6 - GF 30PA 6PA 6 - GF 30PA 6.6PA 6.6 - GF 30PBTPBT - GF 30PCPC - GF 30
2d2d2d
1.85d1.85d1.85d
2d1.85d
2d1.85d1.8d2.5d2.2d
2d2d2d
1.8d1.8d1.7d1.9d1.7d1.8d1.7d1.7d
2.2d*2.0d*
MATERIAL
0.8d0.8d
0.78d0.73d0.78d0.75d0.8d
0.75d0.82d0.75d0.8d
0.85d0.85d
HoleDiameter
BossDiameter
Min. ScrewPenetration
Depth
For other materials contact PSM.
ABSABS/PC BlendASAPA 4.6PA 4.6 - GF 30PA 6PA 6 - GF 30PA 6.6PA 6.6 - GF 30PBTPBT - GF 30PCPC - GF 30
2d2d2d
1.85d1.85d1.85d
2d1.85d
2d1.85d1.8d2.5d2.2d
MATERIAL
0.8d0.8d
0.78d0.73d0.78d0.75d0.8d
0.75d0.82d0.75d0.8d
0.85d0.85d
HoleDiameter
BossDiameter
Min. ScrewPenetration
Depth
2d2d2d
1.8d1.8d1.7d1.9d1.7d1.8d1.7d1.7d
2.2d*2.0d*
d = Nominal External Thread Diameter.
* Where materials are known to be sensitive to environmental stress cracking, ageing tests should be carried out as recommended by the material manufacturer.

PT® TYPEDIMENSIONS
4
External threadThread rootThread pitchHead diameterHead heightFlange thicknessA PHILLIPSB POZIHead diameterHead heightWasher thicknessC TORXRDTORX PLUSR with AUTOSERTRScrew lengths > 3dScrew lengths .3dHead diameterHead heightA PHILLIPSB POZIHead diameterHead heightC TORXRDTORX PLUSR with AUTOSERTRScrew lengths > 3dScrew lengths .3dHead diameterCylinder head heightScrew lengths > 3dScrew lengths .3dA PHILLIPSB POZIHead diameterC TORXRDTORX PLUSR with AUTOSERTR
dRP
HDHS
Recess No.Recess No.
HDHS
Recess No.Recess No.
XX
HDH
Recess No.Recess No.
HDH
Recess No.Recess No.
XX
HDFYY
Recess No.Recess No.
HDRecess No.Recess No.
1.81.040.80
1.80.93.61.5003.61.3T66 IP1.80.93.40.200.900.50003.4T66 IP
2.21.250.984.41.60.5114.51.40.5T66 IP2.21.13.91.5114.01.4T66 IP2.21.13.80.251.100.60113.8T66 IP
2.51.401.125.01.80.6115.01.50.5T66 IP2.51.34.41.7114.21.6T66 IP2.51.34.70.301.300.70114.7T88 IP
3.01.661.346.02.10.7116.02.10.6T1010 IP3.01.55.32.0115.62.1T1010 IP3.01.55.50.351.500.75115.5T88 IP
3.51.911.577.02.40.8227.02.40.7T1010 IP3.51.86.12.5226.92.3T1010 IP3.51.87.30.401.801.00227.3T1515 IP
4.02.171.798.02.50.9228.02.60.8T2020 IP4.02.07.02.7227.52.6T2020 IP4.02.08.40.452.001.00228.4T2020 IP
5.02.682.2410.03.21.12210.03.31.0T2020 IP5.02.58.83.4228.22.9T2020 IP5.02.59.30.502.501.25229.3T2020 IP
6.03.192.6912.04.01.33312.03.61.2T2525 IP6.03.010.54.03310.83.8T2525 IP6.03.011.30.553.001.502211.3T3030 IP
7.03.703.1414.04.61.53314.04.21.4T3030 IP7.03.512.34.53312.54.4T3030 IP7.03.513.60.603.501.753313.6T4040 IP
10.05.234.49
20.05.52.0T4040 IP10.05.0
16.06.0T4040 IP10.05.0
HD
H
S
Rd
P
L
30°
X
HD
H
L
L
HDF
90°
Y
Nominal Diameter K18 K22 K25 K30 K35 K40 K50 K60 K70 K100
PRODUCT CODEWN 14
HEAD STYLE11 Pan Flange
HEAD STYLE12 Pan.
HEAD STYLE13 Countersunk
©
MATERIALHardened & Tempered SteelSTANDARD FINISHESZinc Plate and Clear Passivation (Z)Zinc Plate and Chromate (ZC)Zinc Plate and Black Chromate (ZBC)OTHER FINISHES– Available to order.
© ©
©
© ©
©
© ©
HOW TO SPECIFYHEAD STYLE WN1412-KB30 x10-ZRECESS CODE WN1412-KB30 x10-ZTHREAD DIAMETER WN1412-KB30 x10-ZLENGTHOFSCREW WN1412-KB30 x10-ZFINISH WN1412-KB30 x10-Z
4 `0.65 `0.66` 0.67 `0.758` 0.7510 `0.7512` 0.914` 0.916` 0.918 `0.920` 1.0525` 1.0530` 1.0535` 1.2540` 1.2550` 1.2560` 1.570` 1.580` 1.590` 1.75100` 1.75
K 18
1.80
K 22
2.20
K 25
2.50
K 30
3.00
K 35
3.50
K 40
4.00
K 50
5.00
K 60
6.00
K 70
7.00
K 100
10.00Nominal ØLength 'L' (mm) (mm)
PT SCREWS
STANDARD RECESS STYLES- Other available recesses are shown on page 11.
A PHILLIPS B POZI C TORX® D TORX PLUS®
TORX PLUS© , TORX© and AUTOSERT© are registered trademarks of Camcar Division of Textron Inc.

ASSEMBLY DATA PT© TYPEA RECOMMENDED INSTALLATION TOOL SPEEDSTo determine the optimum performance of direct screw fixings there are a number of influential factors which have to be considered if problems on the production line or in service are to be avoided. In order to establish the optimum clamping torque it is first necessary to establish the following:
1 Amount of torque required to form the first thread2 The amount of torque required for the screwhead to come into contact with the mating component.3 The amount of torque required for the joint to fail.
These figures should be obtained by the use of specialised equipment which simulates production line conditions since testing by hand omits the important effect of friction due to installation speed.PSM's Technology Centre is fully equipped to conduct these tests for you.
The repeat torque accuracy of the installation tool can vary and should always be considered when specifying the recommended clamping torque.
DIRECT SCREW FIXINGS PT® TYPE
5
The speed at which screws are installed should be carefully considered - speeds which are too high can destroy the material into which the screws are being driven.
Although a speed of 600rpm is recommended for most materials, pre-production testing and consultation with PSM should be undertaken for optimum results.
1 2 3
Screw head incontact with material
Joint Clamping
Thread Friction
Thread Forming Torque
Screw Penetration Depth
Installation Torque
Stripping Torque
Torq
ue
Ts
T1
1
2
3

DIRECT SCREW FIXINGS DURO-PT® TYPE
6
ADVANTAGESREDUCES STRESS IN THERMOSETTING PLASTICS TO AN ABSOLUTE MINIMUM.
WIDE SAFETY MARGIN BETWEEN INSTALLATION AND STRIPPING TORQUE.
SUITABLE FOR ALL TYPES OF THERMOSETTING PLASTICS.
CAN BE USED IN THERMOPLASTICS WITH A HIGH FILL CONTENT.(>30%)
PT is a registered trade mark of EJOT Verbindungstechnik GmbH
& Co. KG, Bad Laasphe, Germany
The DURO-PT© SCREW is a direct screw fastener for use in thermosetting plastics.
The design incorporates many unique features which provide designers with a really effective direct screw fixing for these materials. The cutting notch combined with the profiled threadroot and special thread form provides low installation and highstripping torques.The efficient removal of cutting debris ensures greatly reduced bursting forces, providing the solution to a common problem associated with conventional self tapping screws, when used in thermosets.

SPECIAL CUTTINGN OTCHRemoves 60-80% of material cut during the thread cutting operation
Reduces installation torque
Reduces radial pressure
DIRECT SCREWFIXINGS DURO PT® TYPE
7
SPECIAL PROFILED ROOTProvides space for debris
Reduces radial stress
Reduces installation torque
Increases stripping torque
SPECIAL SHAPED TOOTHReduces radial stress
Maximum surface bearing area
High stripping torque
High clamping force
High back-off torque
DESIGN GUIDEBOSS DESIGN DEPENDS ON THE FOLLOWING FACTORS:- Type of thermoset material used- The density of the material- The amount and type of filler Because of these variables the following recommendations are minimum and maximum guidelines only.
Minimum Maximum
HOLE DIAMETER
BOSS DIAMETER
SCREWPENETRATION
DEPTH
0.85 x d 0.88 x d
2.5 x d
2.0 x d
3.0 x d
3.0 x d
FOR SPECIFIC APPLICATION ADVICE,CONTACT PSM
Recommended Boss DesignBoss Diameter
d = Nominal External Thread Dia.Hole Taper 1° inclusive
Scre
wPe
netr
atio
nD
epth
HoleDiameter
d+0.2mm0.5d
120°
0.5d
Chip Space
(Measured atthe midpoint
ofscrew
penetrationdepth)

DURO PT® TYPEDIMENSIONS
8
MATERIALCase Hardened Mild SteelSTANDARD FINISHESZinc Plate and Clear Passivation (Z)Zinc Plate and Chromate (ZC)Zinc Plate and Black Chromate (ZBC)OTHER FINISHES– Possible on quotation.
HOW TO SPECIFYSCREW TYPE WN1742-KB30 x10-ZHEAD STYLE WN1742-KB30 x10-ZRECESS CODE WN1742-KB30 x10-ZTHREAD DIAMETER WN1742-KB30 x10-ZLENGTH OFS CREW WN1742-KB30 x10-ZFINISH WN1742-KB30 x10-Z
STANDARD RECESS STYLES- Other available recesses are shown on page 11.
TORX PLUS© ,TORX© and AUTOSERT© are registered trademarks of Camcar Division of Textron Inc.
Nominal Diameter K22 K25 K30 K35 K40 K50 K60 K70
PRODUCT CODEWN 17
HEAD STYLE42 Pan
ı
External threadThread rootThread pitchHead diameterHead heightA PHILLIPSB POZIHead diameterHead heightC TORX ®
®D TORX PLUS with AUTOSERT
®
Screw lengths > 3dScrew lengths3d
Head diameterCylinder head heightA PHILLIPSB POZIHead diameterCylinder head heightC TORX ®
®D TORX PLUS with AUTOSERT®
Screw lengths > 3dScrew lengths3d
Recess No.Recess No.
Recess No.Recess No.
Recess No.Recess No.
Recess No.Recess No.
dRPHDH
HDH
X
HDF
HDF
YY
X
2.21.590.714.01.6114.01.6T66 IP2.21.1
3.80.25113.80.25T66 IP1.100.60
8.05.911.7916.06.0
16.06.0T4040 IP8.04.0
44
6.04.421.4212.04.6
12.04.6T3030 IP6.03.0
33
3.52.560.957.02.7
7.02.7T1515 IP3.51.8
22
5.03.681.2310.03.8
10.03.8T2525 IP5.02.5
22
4.02.931.048.03.1
8.03.1T2020 IP4.02.0
22
2.51.810.775.02.0
5.02.0T88 IP2.51.3
11
3.02.180.866.02.4
6.02.4T1010 P3.01.5
14.50.65
15.80.70T4040 IP4.02.0
44
11.00.55
11.30.55T3030 IP3.001.50
33
6.50.40
7.30.40T1515 IP1.801.00
22
9.20.50
9.30.50T2525 IP2.501.25
22
7.50.45
8.40.45T2020 IP2.001.00
22
4.70.30
4.70.30T88 IP1.300.70
11
5.60.35
5.50.35T1010 IP1.500.75
11
11
HD
H
X
Rd
P
L
HD
90 °
F
Y L
HEAD STYLE 43Countersunk
A PHILLIPS B POZI C TORX ® D TORX PLUS®
Nominal ØLength 'L' (mm) (mm)5` 0.66` 0.67` 0.758` 0.7510 0.7512 0.914` 0.916 0.918 0.920 1.0525 1.0530` 1.0535 1.2540` 1.2550` 1.2560` 1.570` 1.580 1.5
K 22
2.20
K 25
2.50
K 30
3.00
K 35
3.50
K 40
4.00
K 50
5.00
K 60
6.00
K 80
7.00
PT SCREWS

DIRECT SCREW FIXINGS PT® TYPE DG
ADVANTAGESTHREAD FORMING - NO DEBRISRELIABLE & EASY INSTALLATION INTO PUNCHED, DRILLED, EXTRUDED & MOULDED HOLESRE-USABILITY OF SCREW
The PT© TYPE DG is a direct screw fastener for use in light alloys. The design incorporates many unique features which provide designers
with a really effective direct screw fixing for these materials.
The profiled thread root gives low installation torque whilst the special thread form provides high stripping torque.
PT is a registered
trade mark of EJOT
Verbindungstechnik
GmbH & Co. KG, Bad
Laasphe, Germany
SPECIAL PROFILED ROOTReduces stressAllows material to flow during thread formingReduces installation torqueIncreases stripping torqueIncreases pull-out load
9
SPECIAL SHAPED TOOTHReduces radial stressMaximum surface bearing areaHigh stripping torqueHigh clamping forceHigh back-off torque30°
DESIGNGUIDE
SoftMaterials
MediumSoft Materials
HardMaterials
HOLE DIA.
MINIMUM BOSSDIAMETER
MINIMUM SCREWPENETRATION
MAXIMUM SCREWPENETRATION
0.94 x d 0.92 x d 0.90 x d
2.5 x d
2.5 x d
1.5 x d
2.5 x d
2.5 x d
1.5 x d
2.5 x d
2.5 x d
1.5 x d
DESIGNGUIDE
Recommended Boss DesignBoss Diameter
d = Nominal External Thread Dia.Hole Taper 1° inclusive
Scre
wPe
netr
atio
nD
epth
HoleDiameter
d+0.2mm0.5d
120°
(Measured atthe midpoint
ofscrew
penetrationdepth)
SOFT MATERIALS = ≤50 VPN
MEDIUM SOFT MATERIALS = 51 TO 75 VPN
HARD MATERIALS = 76 TO 100 VPN
FOR SPECIFIC APPLICATION ADVICE, CONTACT PSM
Hole Diameter
Punching Direction= Drive in Direction
HoleDiameter
PUNCHED HOLEEXTRUDED HOLE
5 0.66 0.67` 0.758 0.7510 `0.7512 0.914 0.916 0.918 0.920 1.0525 1.0530 1.0535 1.2540 1.2550 1.2560 1.570 1.580 1.5
K 22
2.20
K 25
2.50
K 30
3.00
K 35
3.50
K 40
4.00
K 50
5.00
K 60
6.00
K 80
8.00
PT SCREWS
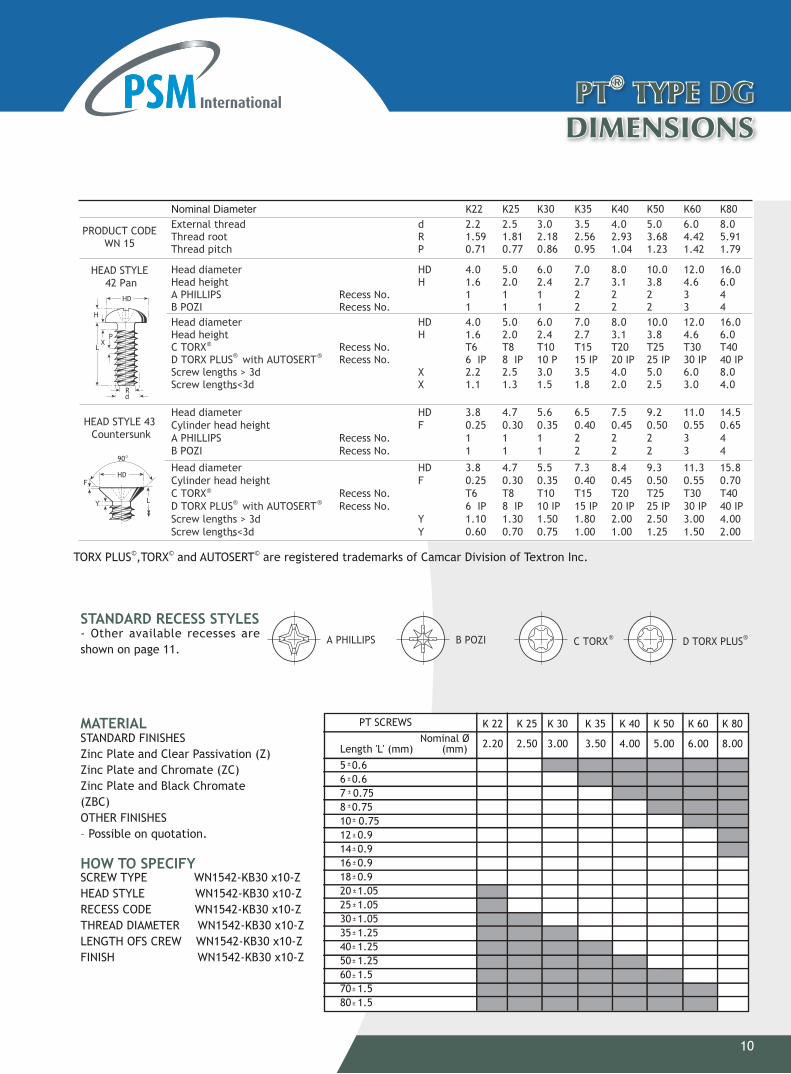
Nominal ØLength 'L' (mm) (mm)
PT® TYPE DGDIMENSIONS
10
MATERIALSTANDARD FINISHESZinc Plate and Clear Passivation (Z)Zinc Plate and Chromate (ZC)Zinc Plate and Black Chromate(ZBC)OTHER FINISHES– Possible on quotation.
HOW TO SPECIFYSCREW TYPE WN1542-KB30 x10-ZHEAD STYLE WN1542-KB30 x10-ZRECESS CODE WN1542-KB30 x10-ZTHREAD DIAMETER WN1542-KB30 x10-ZLENGTH OFS CREW WN1542-KB30 x10-ZFINISH WN1542-KB30 x10-Z
STANDARD RECESS STYLES- Other available recesses are shown on page 11.
TORX PLUS©,TORX© and AUTOSERT© are registered trademarks of Camcar Division of Textron Inc.
D TORX PLUS with AUTOSERT
D TORX PLUS with AUTOSERT®
Nominal Diameter K22 K25 K30 K35 K40 K50 K60 K80
PRODUCT CODEWN 15
HEAD STYLE42 Pan
ı
External threadThread rootThread pitch
Head diameterHead heightA PHILLIPSB POZIHead diameterHead heightC TORX®
®
Screw lengths > 3dScrew lengths<3d
Head diameterCylinder head heightA PHILLIPSB POZI
Head diameterCylinder head heightC TORX®
®®
Screw lengths > 3dScrew lengths<3d
Recess No.Recess No.
Recess No.Recess No.
Recess No.Recess No.
Recess No.Recess No.
dRP
HDH
HDH
X
HDF
HDF
YY
X
2.21.590.71
4.01.6114.01.6T66 IP2.21.1
3.80.2511
3.80.25T66 IP1.100.60
8.05.911.79
16.06.0
16.06.0T4040 IP8.04.0
44
6.04.421.42
12.04.6
12.04.6T3030 IP6.03.0
33
3.52.560.95
7.02.7
7.02.7T1515 IP3.51.8
22
5.03.681.23
10.03.8
10.03.8T2525 IP5.02.5
22
4.02.931.04
8.03.1
8.03.1T2020 IP4.02.0
22
2.51.810.77
5.02.0
5.02.0T88 IP2.51.3
11
3.02.180.86
6.02.4
6.02.4T1010 P3.01.5
14.50.65
15.80.70T4040 IP4.002.00
44
11.00.55
11.30.55T3030 IP3.001.50
33
6.50.40
7.30.40T1515 IP1.801.00
22
9.20.50
9.30.50T2525 IP2.501.25
22
7.50.45
8.40.45T2020 IP2.001.00
22
4.70.30
4.70.30T88 IP1.300.70
11
5.60.35
5.50.35T1010 IP1.500.75
11
11
HEAD STYLE 43Countersunk
_
_
HD
H
X
Rd
P
L
HDF
90°
Y L
A PHILLIPS B POZI C TORX® D TORX PLUS®

OPTIONALFEATURES
OPTIONAL FEATURES
OTHERAV AILABLE RECESSES
11
SPECIAL VARIATIONS
Ratchet Head Head withhollow groove
Pilot Point Cone Point Dog Point
PH CombinationRecess (AL)
Tamper Proof
PZ CombinationRecess (BL)
CombinationTORX® (CL)
Tamper ResistantTORX PLUS®(DR)
SlottedCheese Head
SlottedPan Head
SlottedCountersunk
DoubleEnded Stud
SlottedShoulder Screw
HexHead
HexFlange
Captive ClawWasher