die attach process development using b-stageable epoxies elgin f bravo may 11th 2001 advisors dr. r....
Post on 22-Dec-2015
213 views
TRANSCRIPT

Die Attach Process Development Using B-stageable Epoxies
Elgin F BravoMay 11th 2001
AdvisorsDr. R. Chung Randall WalbergSJSU NSC

Motivation
• Reduce package size– Ability to wirebond close to edge of die
• Easy to die attach small dies– Dies smaller than 1mm2
• Reduce cycle time– Increase profits
• Innovative
– New to industry
Outline• Objectives• Last semester accomplishments• Background on B-Stage epoxies• Literature review• Percent conversion • Infrared Absorption Spectroscopy• Moisture Sensitivity Level • MSL results• Conclusion• Future work

Objectives
• Determine process feasibility and ease of manufacturing– Coating of die with b-stage epoxy– Die attach die onto leadframe– Elimination of epoxy bleed
• Study moisture and heat sensitivity of B-stageable epoxies when used as die attach materials in leadless leadframe packages.
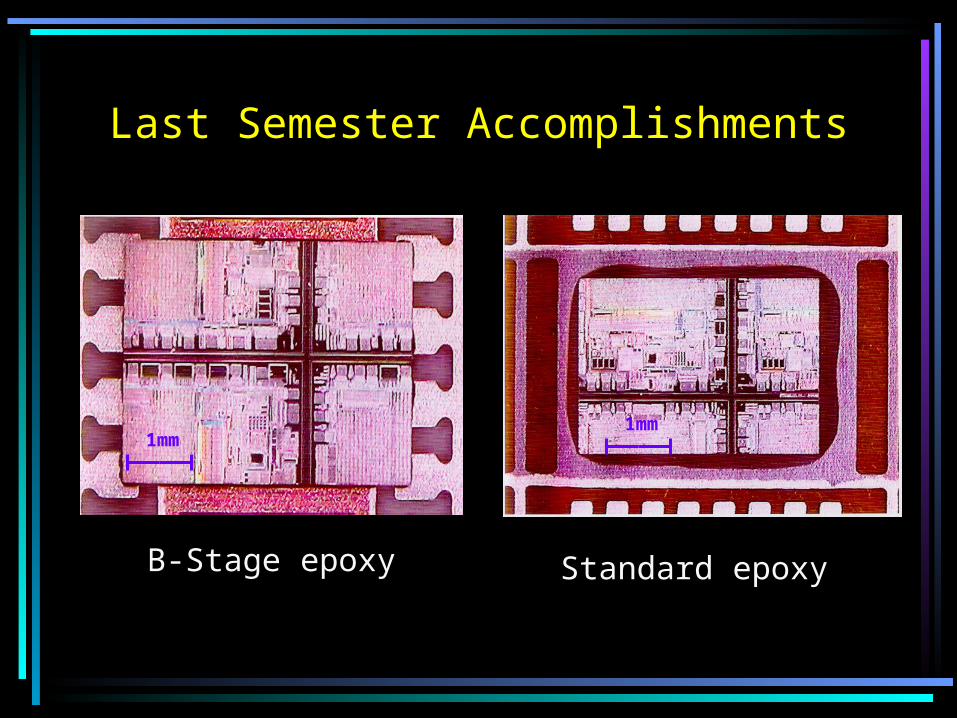
Last Semester Accomplishments
B-Stage epoxy Standard epoxy
1mm1mm

Background on B-stageable Epoxies
• A-stage --> unpolymerized --> 0% conversion
• B-stage --> some polymerization --> 28 ~ 45 % conversion
• C-stage --> mostly polymerized --> 90% conversion

Literature Review
• Percent conversion determines bond reliability
• – Higher degree of conversion lower bond
reliability
– Lower degree of conversion higher bond reliability
Determining % Conversion
• Differential Scanning Calorimetry (DSC)– dX/dt = K(T) x f(X)
» k(T) reaction rate constant» X fractional conversion» t cure time
• Infrared Absorption Spectroscopy– Epoxide + Hardener = polymer chain

Infrared Absorption Spectroscopy
E = h
= c/
NaCl disk, 2.5 mm thick
Thin layer of epoxy ~ 0.5mm
Detector
= 2.5e-4 to 25e-4 cm

Infrared Spectroscopy
%
T
R
A
N
S
M
I
T
T
A
N
C
E
Functional group

Chemical Reaction in Epoxies O || R1 - C = C - R2 + R3 - C - O - O - H --->
Alkene Peroxyacid
O H / \ . . |
• R1 - C - C - R2 + H - N - R3 ---> R1 - C - CH2 - R2
| | H H2N - R3
Epoxide Amine Polymer chain (hardener)
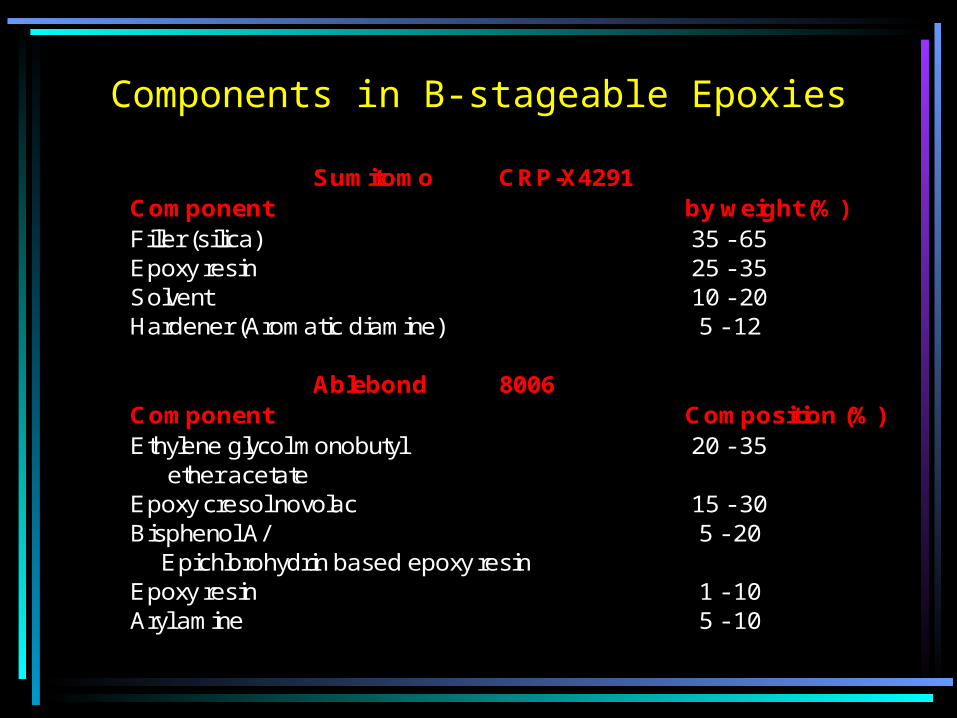
Components in B-stageable Epoxies
Sumitomo CRP-X4291Component by weight (%)Filler (silica) 35 - 65Epoxy resin 25 - 35Solvent 10 - 20Hardener (Aromatic diamine) 5 - 12
Ablebond 8006Component Composition (%)Ethylene glycol monobutyl 20 - 35 ether acetateEpoxy cresol novolac 15 - 30Bisphenol A/ 5 - 20 Epichlorohydrin based epoxy resinEpoxy resin 1 - 10Aryl amine 5 - 10
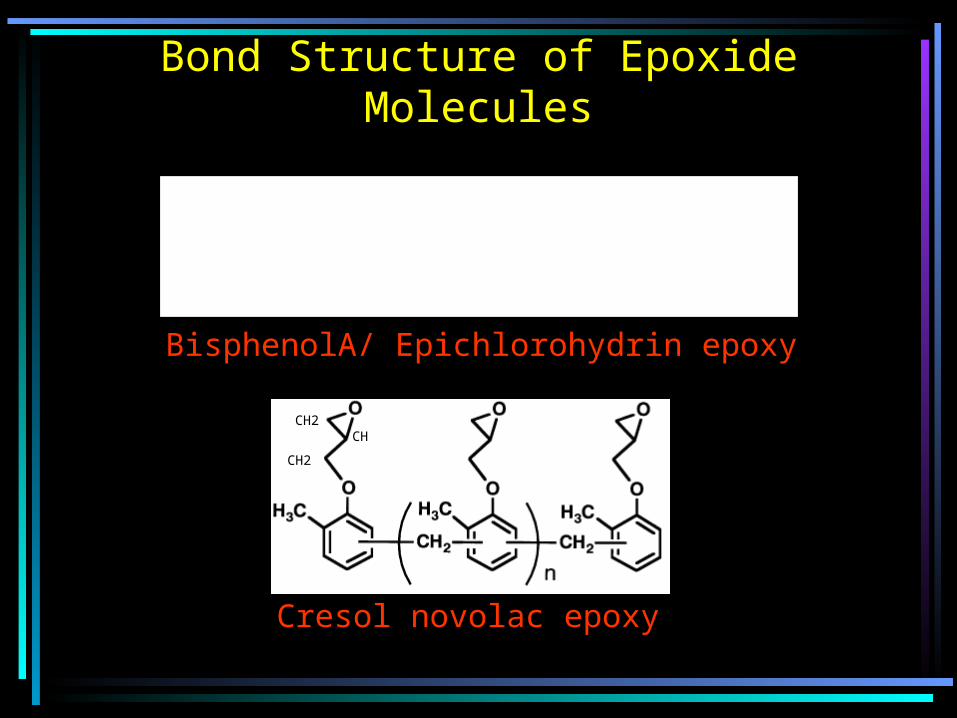
Bond Structure of Epoxide Molecules
BisphenolA/ Epichlorohydrin epoxy
Cresol novolac epoxy
CH2
CH2CH
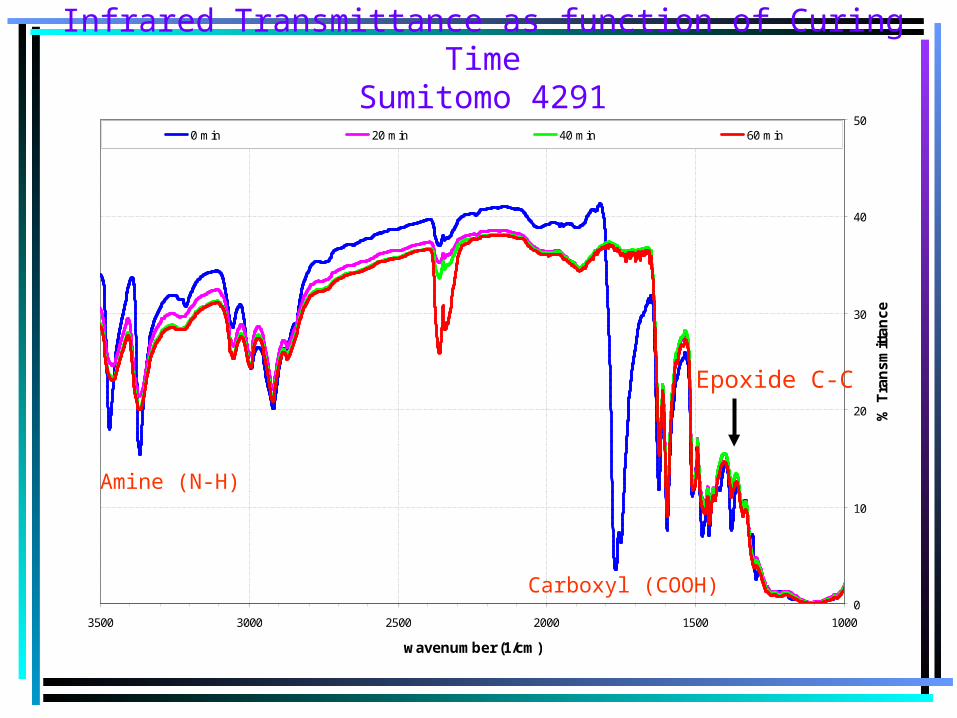
Infrared Transmittance as function of Curing TimeSumitomo 4291
0
10
20
30
40
50
100015002000250030003500
wavenumber (1/cm)
% T
ran
sm
itta
nc
e
0 min 20 min 40 min 60 min
Amine (N-H)
Carboxyl (COOH)
Epoxide C-C

Infrared Transmittance as function of Curing Time
0
20
40
60
80
100
100015002000250030003500
wavenumber (1/cm)
% T
ran
sm
itta
nce
0 min 20 min 40 min 60 min
Amine (N-H)
Carboxyl (COOH)
Epoxide C-C

Curing time & temperature
B-STAGE 1 HR @ 120oC
MIN SUBSTRATE TEMPERATURE 150oC
FINAL CURE 1 HR @ 150oC
B-STAGE 1 HR @ 100oC
MIN SUBSTRATE TEMPERATURE 150oC
FINAL CURE 2 HRS @ 160oC
Sumitomo CRP-X4291
Ablebond 8006
Moisture Sensitive Levels
• Level 1: 168 hrs 85C / 85% Relative Humidity (Excellent)• Level 2: 168 hrs 85C / 60% Relative Humidity (Good)• Level 2A: 150 hrs 60C / 60% Relative Humidity
(Satisfactory)
• Parts go through reflow oven reaching a max temperature of 235C
• Packages assembled onto PCB are reflowed at ~ 220C

Top sonoscan view of a Package
Die
Leads
Cu substrate

Sonoscan Results MSL 1
Front view Back view

Sonoscan Results MSL 2
Front view Back view

Sonoscan Results MSL 2A
Front view Back view

Conclusion
• Process was concluded to be feasible – Die coating– Die attach– Elimination of epoxy bleeding
• Infrared absorption spectroscopy might not be reliable for this type of study
• Both B-stageable epoxies fail all three Moisture Sensitivity Levels

Future Work
• Work together with suppliers to improve MSL rating to at least MSL 2
• Thermal modeling– Determine how well epoxy dissipates heat
• Electrical testing– Determine electrical conductivity of epoxy
Acknowledgements
• Dr. Richard Chung
• Randall Walberg
• Dr. Roger Terrell
• National Semiconductor