diagnostico y diseño de del sistema de calidad haccp aplicado a la producción de sopa, pulpas,...
DESCRIPTION
SOPAS Y MAS :DTRANSCRIPT

DIAGNÓSTICO Y DISEÑO DEL SISTEMA DE CALIDAD HACCP APLICADO A LAS LÍNEAS DE PRODUCCIÓN DE SOPAS, PULPAS, CARNES, ENSALADAS
Y PASTAS PERTENECIENTES A LA INDUSTRIA DELICIAS
CARULLA VIVERO S.A.
YULIBETH TENJO USEDA 43011045
PROYECTO COMO OPCIÓN DE GRADO
UNIVERSIDAD DE LA SALLE INGENIERÍIA DE ALIMENTOS
Mayo de 2007 Bogotá.
1
TABLA DE CONTENIDO
1. Introducción………………….…………………………………………….………………………….………4
2. Objetivo……………………………………………………………………….......…………….…….………6
2.1 General…………………………………………………………………………….…………….……….….…6
2.2. Especifico……………………………………………………………….…….……………….………..…..6
3. Marco Teórico…….….…………………………………………………………………………………….….7
3.1.Conceptos generales……………………………………………………………………………………11
3.2. Determinación de los puntos críticos de control (PCC)……………………… ……14
4. Metodología…………………………………………………………………………………………………….15
5. Resultados…………………………………………………………………………………………….………16
5.1 Diagnóstico....................................................................................16
5.2. Selección del equipo de trabajo HACCP………….……………….…………….…………21
5.3. Definición de líneas de proceso………….……………….…………….………………………21
5.4. Prerrequisitos………….……………….…………….……………….…………….…………….….…27
5.4.1 Manual de Calidad………….……………….…………….……………….……………………...27
5.4.2 Programa de Limpieza y Desinfección………….……………….…………….…………42
5.4.3. Capacitaciones………….……………….…………….……………….…………….……..………85
5.4.4 Proveedores………….……………….…………….……………….…………….………………….86
5.4.5 Rotulado………….……………….…………….……………….…………….……………….……..94
2

5.4.6 Trazabilidad…………….…………….……………….………………….…………….…………...98
5.4.7 Producto no conforme…………….…………….……………….………………….………….98
5.4.8 Plan de muestreo…………….…………….……………….………………….………………….103
5.4.9 Fichas técnicas…….……………….………………….…………….……………….…………….103
5.5 Análisis HACCP……………………………………………………………………………………..…..104
6. Análisis de resultados……………..………………………………………………………………….123
7. Conclusiones .........................……………………………………………………………..…124
8. Bibliografía………………………………………………………………………………………..…….….125
9. Anexo 1. Formatos………………………………………………………………………………………126
3
1. INTRODUCCION
El presente proyecto tiene por finalidad realizar el diagnóstico del sistema
HACCP (Análisis De Peligros Y Puntos Críticos De Control) como herramienta
que contribuye al aseguramiento de la calidad de forma tal que cumpla con los
estándares de calidad propuestos por la Empresa Carulla Vivero S.A. n su sede
central ubicada en Bogotá en la Carrera 68-D No. 21-35. CARULLA VIVERO
S.A. es una empresa que se dedica a producir, distribuir y comercializar
productos y bienes de consumo complementarios para el hogar. Para la
producción cuenta con una serie de plantas o industrias para tal fin, en este
caso se desea profundizar industria Delicias, esta planta procesa productos
para los restaurantes y Delikateseen ubicados en las unidades de venta de la
compañía y las cafeterías de los empleados de la compañía. Actualmente los
despachos de esta planta son de 190 toneladas mensuales que son
aproximadamente 630 millones de pesos en producto despachado.
Carulla Vivero S.A. como empresa dedicada al sector alimentario, su prioridad
es la satisfacción del cliente, de allí se origina su misión: “Trabajamos para que
el cliente regrese” en los que incluyen los clientes, asociados internos,
accionistas, proveedores y comunidad en general. El consumidor exige valer su
compra con productos de excelente calidad, y por ello debemos ser muy
exigentes en calidad no sólo por mantener la imagen sino también, minimizar
los reclamos. Por ello se hace necesario certificar los productos de la planta
Delicias ya que conforma una variada gama de alimentos y de esta forma
minimizar las no conformidades presentadas por nuestros clientes tanto
externos como internos.
El sistema de HACCP, que tiene fundamentos científicos y carácter sistemático,
permite identificar peligros específicos y medidas para su control con el fin de
garantizar la inocuidad de los alimentos. Es un instrumento para evaluar los
peligros y establecer sistemas de control que se centran en la prevención en
lugar de basarse principalmente en el ensayo del producto final. Todo sistema
de HACCP es susceptible de cambios que pueden derivar de los avances en el
diseño del equipo, los procedimientos de elaboración o el sector tecnológico.
4

Para que el diagnóstico del sistema HACCP realizado sea funcional y dé buenos
resultados, es necesario que tanto la dirección como el personal se
comprometan y participen plenamente. El empeño por parte de la dirección es
necesario para la aplicación de un sistema de HACCP eficaz. Cuando se
identifiquen y analicen los peligros y se efectúen las operaciones consecuentes
para elaborar y aplicar HACCP, deberán tenerse en cuenta las repercusiones de
las materias primas, los ingredientes, las buenas prácticas de fabricación de
alimentos, la función de los procesos de fabricación en el control de los
peligros, el probable uso final del producto, las categorías de consumidores
afectadas y las pruebas epidemiológicas relativas a la inocuidad de los
alimentos.
5

2. OBJETIVO
2.1 GENERAL
Diagnosticar y diseñar el sistema de calidad HACCP, basado en los
principios de calidad de Carulla Vivero S.A. para la planta delicias en las
líneas de sopas, carnes crudas y cocidas, ensaladas, pastas y pulpas .
4.2 ESPECÍFICOS
- Efectuar el diagnóstico de la planta Delicias y del personal, respecto a
las Buenas Prácticas de Manufactura (BPM) basadas en el decreto 3075
de 1997 del Ministerio de Salud, dando así las bases necesarias para el
diseño del HACCP.
- Elaborar los prerrequisitos propuestos del Plan HACCP para llevar a cabo
el programa y así cumplir con los estándares de Calidad.
- Determinar las operaciones del proceso que constituyen los puntos
críticos de Control y así reducir o eliminar los riesgos en la producción de
la planta Delicias.
6

3. MARCO TEÓRICO
HACCP es un sistema de seguridad de los alimentos que se basa en la
prevención. Brinda un método sistemático para analizar los procesos de los
alimentos, define los peligros posibles y establece los puntos de control críticos
para evitar que lleguen al cliente alimentos no seguros. La norma HACCP está
basada en el Codex Alimentarios desarrollado por la Organización de las
Naciones Unidas para la Agricultura y la alimentación, la Organización Mundial
de la Salud y adoptada por la Unión Europea, MERCOSUR, los Estados Unidos y
otros países.
El sistema HACCP es importante porque permiten a las autoridades sanitarias
desarrollar una labor más eficaz en sus actividades de control. Las industrias
se benefician no sólo en la seguridad de sus alimentos sino que además
pueden obtener la racionalización de los procesos, beneficios adicionales que
se reportan como reducción de costos en rubros tan importantes como:
Laboratorio de Control e Calidad, programa de saneamiento preventivo
disminución de quejas y reclamos que deben atender, costos de reproceso y de
materias primas o de productos terminados dañados, entre otros.
HACCP se puede implementar en todas las industrias de alimentos, desde la
más artesanal hasta la más sofisticada multinacional, ya que este es
compatible con cualquier sistema de aseguramiento de calidad. Cada empresa
debe elaborar su propio plan HACCP de acuerdo con su proceso y necesidad.
Elaboración del diagnóstico de la situación.
Este es uno de los pasos más importantes para la implementación del SISTEMA
HACCP el cual por ocasiones se pasa por alto, creyendo que HACCP es sólo
poner en marcha los siete principios que conforman la filosofía del sistema. El
plan HACCP solo se puede aplicar si se conoce a fondo la situación real de la
empresa. Existen muchos formatos que se pueden adaptar al proceso o
requerimientos de la empresa.
El objetivo principal es conocer con exactitud cuáles son los factores que se
pueden convertir en peligros para los productos que se elaboran: como focos
7

de contaminación, debilidades en la edificación que permitan la entrada de
plagas, ductos y ventilaciones que contaminen al hacer el intercambio de aire,
equipos construidos en materiales alterables o de difícil limpieza, operarios sin
capacitación, con malos hábitos, o enfermos, carencia de programas de
saneamiento y mantenimiento. Este informe debe ser absolutamente verídico,
preciso y completo con el fin de que no queden lagunas o puntos oscuros que
luego se conviertan en obstáculos para la elaboración y el desarrollo del plan
HACCP.
Caracterización de los productos.
Esta caracterización ayuda al diagnóstico de la situación, se hace necesario
conocer los productos que se elaboran, los procesos a los que cada uno de
ellos son sometidos a la influencia que pueden ejercer las condiciones
encontradas en la edificación, equipos, servicios públicos, etc. Por tanto se
debe analizar:
• Fichas técnicas de la materia prima, empaques y productos terminados.
• Estándares de materia prima y producto terminado.
• Origen y características de las materias primas.
• Etapas que se ejecutan para la elaboración de cada producto.
• Programa de identificación y codificación de productos.
• Vida útil, indicaciones para el consumo, condiciones de distribución y
comercialización cuando el producto lo requiera.
Análisis de Peligro
Un análisis de peligro es la identificación exhaustiva de todos los posibles
productos o líneas de proceso que puedan verse afectados por contaminantes
que pueden ser de origen físico, químico o biológico, los cuales pueden afectar
la salud de los consumidores. Los contaminantes físicos son un problema
puesto que las lesiones causadas por vidrios, conchas, astillas o elementos
metálicos incorporados en el alimento pueden dañar gravemente la salud del
consumidor además ocasionan deterioro de la imagen.
8

Los contaminantes químicos dependiendo de su origen, puede ocasionar
respuesta rápida en el organismo tales como intoxicaciones que pueden causar
la muerte o se pueden ir acumulando en el organismo sin mostrar ninguna
manifestación y cuando se descubren son irreversibles.
Este último es uno de los peligros más difíciles de enfrentar puesto que los
alimentos pueden tener residuos de: plaguicidas, funguicidas, fertilizantes,
hormonas, estimulantes del desarrollo, drogas veterinarias, etc. Muchos de los
cuales no son eliminados en los procesos a los que son sometidos.
Los contaminantes de origen biológicos generalmente causan daños
inmediatos, como las toxinas y un poco más lentos a corto plazo el caso de las
infecciones causadas por bacterias; en las infecciones por parásitos los
periodos de incubación son entre mediano y largo plazo.
Los factores que más influyen en la contaminación de los productos en las
plantas de alimentos son:
- Materias primas alteradas, infectadas o de procedencia desconocida.
- Almacenamiento inadecuado de materias primas y productos terminados
- Malos hábitos de higiene y de proceso de los manipuladores
- Malas condiciones locativas en las plantas
- Equipos deficientes inadecuados y/o mal mantenimiento.
- Inadecuados sistemas de limpieza y desinfección.
- Instalaciones sanitarias inadecuadas y deficientes
- Dificultad para la limpieza y desinfección obligatorios.
- Mal manejo de residuos sólidos y líquidos
- Inadecuado control de plagas.
- Falta de capacitación técnica y sanitaria.
El diagnóstico HACCP realiza una valoración de todos los procedimientos de las
plantas como la cría, el engorde, cultivo, procesamiento, faneado,
almacenamiento, distribución, preparación y consumo de los productos para
9

identificar materias primas potencialmente peligrosas que puedan contener
contaminación de cualquiera de las mencionadas anteriormente.
El equipo HACCP deberá elaborar y disponer de toda la información necesaria
que le permita identificar con certeza la realidad de los peligros; los
documentos más importantes son:
- Diagnóstico de la situación actualizada.
- Listado de los productos que se elaboran con sus respectivas fichas
técnicas y estándares de operación.
- Fichas técnicas de las materias primas
- Diagramas de flujo del proceso de cada producto.
Los documentos señalados tienen importancia para lograr un buen análisis de
peligros y en la explicación de los principios a que corresponda cada uno. Una
vez que el equipo HACCP se ha documentado procederá a elaborar una hoja de
análisis de peligro en la que se detallará.
- Etapa del proceso (columna 1): Se coloca el nombre que corresponde a
la etapa o actividad que se realice: Recepción, Almacenamiento.
- Peligro potenciales introducido, controlado, mantenido o aumentado en
esta etapas (columna 2): Se identificarán los peligros biológicos,
químicos y/o físicos que se han detectado en el diagnóstico y pueden
afectar el proceso.
- Peligros significativos para la seguridad del alimento (columna 3): Se
anotará simplemente si los peligros son significativos o no, es decir
aquellos que por condiciones del proceso o de la materia prima pueden
hacerse presentes. (si o no).
- Justificación de la decisión tomada en la columna 3 (columna 4): Se
anotará el porque de la decisión tomada.
- Medidas que se puedan aplicar para prevenir el peligro (columna 5): se
hará un listado de las medidas a aplicar para eliminar o controlar el
peligro.
10

- ¿Es esta etapa un Punto Crítico de Control? (columna 6): De acuerdo
con la definición de Punto Crítico de Control, se definirá si la etapa es o
no un punto crítico de control. (Véase Tabla 1.)
Los peligros son significativos cuando es razonablemente posible que ocurran
si así resulta los productos deben ser inaceptables para el consumidor. (2)
Tabla 1. Formato de Análisis de Peligros Formato de Análisis de Peligros
1 2 3 4 5 6
ING
RED
IEN
TE O
TAPA D
E P
RO
CESO
PELIGROS POTENCIALES A CONTROLAR O REDUCIR EN ESTA ETAPA
ES ESTE UN PELIGRO
POTENCIAL QUE DEBE
SER INCLUIDO
EN EL PLAN HACCP, SI/NO?
POR QUE? QUE MEDIDAS PUEDEN
APLICARSE PARA PREVENIR, ELIMINAR O
REDUCIR LOS PELIGROS QUE SE INCLUYERON
EN EL PLAN HACCP?
¿ES ESTA ETAPA UN
PUNTO CRITICO
DE CONTROL?
Biológico Químico Físico
Biológico Químico Físico
3.1. Conceptos generales
Acción o Medida Correctiva: Cualquier tipo de acción que deba ser tomada
cuando el resultado del monitoreo o vigilancia de un punto de control crítico
esté por fuera de los límites establecidos.
Análisis de Peligros: Proceso de recopilación y evaluación de información
sobre los peligros y condiciones que los originan, para decidir cuáles están
11
relacionados con la inocuidad de los alimentos y por lo tanto deben plantearse
en el Plan del Sistema HACCP.
Autoridad Sanitaria Competente: El Instituto Nacional de Vigilancia de
Medicamentos y Alimentos, Invima, y las Entidades Territoriales de Salud que
de acuerdo a la ley ejerzan funciones de inspección, vigilancia y control,
adoptarán las acciones de prevención y seguimiento con el propósito de
garantizar el cumplimiento a lo dispuesto en el presente decreto.
Auditoria: Examen sistemático funcionalmente independiente, mediante el
cual se logra determinar si las actividades y sus consiguientes resultados se
ajustan a los objetivos propuestos.
Buenas Prácticas de Manufactura (BPM): Principios básicos y prácticas
generales de higiene en la manipulación, preparación, elaboración, envasado,
almacenamiento, transporte y distribución de alimentos para consumo
humano, con el objeto de garantizar que los productos se fabriquen en
condiciones sanitarias adecuadas y se minimicen los riesgos inherentes durante
las diferentes etapas de la cadena de producción.
Certificación Sanitaria: Documento expedido por la autoridad sanitaria
competente, sobre la validez y funcionalidad del Sistema Haccp a las fábricas
de alimentos.
Control: Condición en la que se observan procedimientos correctos y se
verifica el cumplimiento de los criterios técnicos establecidos.
Controlar: Adopción de las medidas necesarias para asegurar y mantener el
cumplimiento de los criterios establecidos en el Plan del Sistema Haccp.
Desviación: Cuando el proceso no se ajusta al rango del límite crítico
establecido.
Diagrama de Flujo: Representación sistemática y secuencial de las etapas u
operaciones utilizadas en la producción o fabricación de un determinado
producto alimenticio.
Documentación: Descripción y registro de operaciones, procedimientos y
controles para mantener y demostrar el funcionamiento del Sistema Haccp.
12

Fábrica de Alimentos: Establecimiento en el cual se realiza una o varias
operaciones tecnológicas, ordenadas e higiénicas, destinadas a fraccionar,
elaborar, producir, transformar o envasar alimentos para consumo humano;
incluye mataderos de animales de abasto público, enfriadoras, plantas de
higienización y pulverización de leche.
Fase o Etapa: Punto, procedimiento, operación o etapa de la cadena
alimentaria, incluidas las materias primas, desde la producción primaria hasta
el consumo final.
HACCP: Iniciales que en inglés significan "Hazard Analysis Critical Control
Point" y en español se traduce "Análisis de Peligros y Puntos de Control
Crítico".
Inocuidad de los Alimentos: Garantía en cuanto a que los alimentos no
causarán daño al consumidor cuando se preparen y/o consuman de acuerdo
con el uso a que estén destinados.
Límite Crítico: Criterio que permite separar lo aceptable de lo inaceptable, en
una determinada fase o etapa.
Medida Preventiva o de Control: Medida o actividad que se realiza con el
propósito de evitar, eliminar o reducir a un nivel aceptable, cualquier peligro
para la inocuidad de los alimentos.
Monitoreo o Vigilancia: Secuencia de observaciones y mediciones de límites
críticos, diseñada para producir un registro fiel y asegurar dentro de los límites
críticos establecidos, la permanente operación o proceso.
Peligro: Agente físico, químico o biológico presente en el alimento o bien la
condición en que este se halle, siempre que represente o pueda causar un
efecto adverso para la salud.
Plan Haccp: Conjunto de procesos y procedimientos debidamente
documentados de conformidad con los principios del Sistema Haccp, con el
objeto de asegurar el control de los peligros que resulten significativos para la
13

inocuidad de los alimentos, en el segmento de la cadena alimentaria
considerada.
Procedimientos Operativos Estandarizados: Descripción operativa y
detallada de una actividad o proceso, en la cual se precisa la forma como se
llevará a cabo el procedimiento, el responsable de su ejecución, la periodicidad
con que debe realizarse y los elementos, herramientas o productos que se van
a utilizar.
Punto de Control Crítico (PCC): Fase en la que puede aplicarse un control
esencial para prevenir, eliminar o reducir a un nivel aceptable un peligro
relacionado con la inocuidad de los alimentos.
Sistema Haccp: Sistema que permite identificar, evaluar y controlar peligros
significativos contra la inocuidad de los alimentos.
Validación: Procedimiento que permite probar que los elementos del plan
Haccp son eficaces.
Verificación o Comprobación: Acciones, métodos, procedimientos, ensayos
y otras evaluaciones, mediante las cuales se logra determinar el cumplimiento
del Plan Haccp.
Vigilancia y Control de la Autoridad Sanitaria: Función que por ley realiza
la autoridad sanitaria competente, con el propósito de comprobar la existencia
y validez de la documentación y registros que soportan la ejecución,
formulación, implementación y funcionamiento del Sistema Haccp, así como de
los prerrequisitos.(4).
3.2. Determinación de los puntos críticos de control (PCC)
Es posible que haya más de un PCC al que se aplican medidas de control para
hacer frente a un peligro específico. La determinación de un PCC en el sistema
de HACCP se puede facilitar con la aplicación de un árbol de decisiones, como
por ejemplo el Diagrama 2, en el que se indique un enfoque de razonamiento
lógico. El árbol de decisiones deberá aplicarse de manera flexible, considerando
si la operación se refiere a la producción, el sacrificio, la elaboración, el
14

almacenamiento, la distribución o otro fin, y deberá utilizarse con carácter
orientativo en la determinación de los PCC. Este ejemplo de árbol de decisiones
puede no ser aplicable a todas las situaciones, por lo cual podrán utilizarse
otros enfoques. Se recomienda que se imparta capacitación en la aplicación del
árbol de decisiones.
4. METODOLOGÍA
Para el desarrollo del proyecto se realizó un diagnóstico para detallar el estado
de la planta, esta ya contaba con Buenas Prácticas de Manufactura, lo que
ayudó como base a pensar en implementar el sistema de calidad HACCP, luego
fue necesaria una reunión y acordar el equipo HACCP, en esta reunión además
se definieron las líneas a las cuales se les debería implementar este sistema de
calidad, se escogieron las líneas de ensaladas, carnes, sopas por ser las de
mayor auge y por ende las que requieren mayor cuidado, y las líneas de pulpas
y lasañas debido a su proceso y presentación ya que son productos congelados
y se cuenta con procesos controlados.
Al definir las líneas se listaron los productos que la conformaban, luego se
realizaron los prerrequisitos uno a uno de acuerdo a la exigencia del HACCP
como lo fueron el manual de calidad, luego el programa de limpieza y
desinfección, el cual fue necesario reestructurar, las capacitaciones las cuales
son programadas por el área de calidad a principio de año para todas las
plantas, el listado de los proveedores y así programar visitas periódicas de
acuerdo al riesgo de la materia prima, el rotulado ya que algunos productos
despachaban solo con la información necesaria para el almacén, la trazabilidad
la cual se basa en la información plasmada en los formatos ya realizados con
anterioridad, producto no conforme, el plan de muestreo que se debe llevar
durante el año y finalmente las fichas técnicas las cuales se adelantaron en el
sistema, es decir, estas no fueron impresas ya que quedan en la red interna de
la compañía para su consulta.
15
Finalmente, se realizó el análisis HACCP en el que se determinaron los puntos
críticos de control de acuerdo al riesgo en el proceso de cada línea establecida,
fue necesario realizar seguimientos teniendo en cuenta cada una de las
variables a realizar en cada operación.
5. RESULTADOS
5.1 DIAGNOSTICO
De acuerdo al diagnóstico realizado en la planta de Carulla Vivero S.A. se
tuvieron en cuenta varios parámetros a calificar, teniendo en cuenta que las
auditorias hechas por la Secretaria de Salud certificaban la planta en Buenas
Prácticas de Manufactura, fue centrado el trabajo en los procesos como tal.
Para realizar el diagnóstico fue necesario tener en cuenta:
Llenado de registros: una de las funciones principales es la de mantener todos
los registros al día en Delicias, en los cuales se llevaban un estricto un control
diario de las visitas físicas realizada a la planta mencionada anteriormente; Así
mismo se ejerció una inspección de producto terminado que calificaba los
productos a despachar en aspectos tales como presentación, rotulado y
algunas características organolépticas; otra planilla es la de almacenamiento
de materia prima e insumos la cual se calificaba de acuerdo al buen manejo de
los cuartos fríos, los sistemas de sistema de inventarios PEPS (primeros en
entrar, primeros en salir), embalaje adecuado, el adecuado uso de canastillas
bases, seguimiento a las fechas de vencimiento de los productos, evidencia de
contaminación cruzada, depósito especifico para producto rechazado/devuelto,
limpieza y desinfección, finalmente se revisó a todos los productos los cuales
debían estar debidamente rotulados; Otra de las planillas que debía ser
diligenciada es la de cloro residual en el que se registraban a diario las lecturas
de el nivel de cloro en el agua utilizada en los diferentes procesos; Al igual que
control de despachos en el que se registró la temperatura del vehículo que
transporta el producto terminado con su respectiva placa, el nombre del
conductor, la empresa a la que pertenece, destino de alguno de los almacenes
a donde se dirigía y el control de BPM; Registros de no conformidades de los
16

productos fuera de norma; se evaluaron las BPM de operarios de proceso y de
limpieza; en el caso de los operarios se calificaban los ítems base de las BPM
como lo son uniforme completo y limpio, cabello recogido, uñas cortas entre
otras; en el proceso se tuvo en cuenta el modo adecuado de realizar las
operaciones que implica cada producto en cuanto a higiene y secuencia lógica,
finalmente en la limpieza se tiene en cuenta el procedimiento adecuado de
desinfección en equipos, superficies y productos fuera de norma; hay otro
registro en el que se llenaban las muestras que se ingresaban a los diferentes
laboratorios (microbiológico, fisicoquímico y/o sensorial), especificando si
cumplían o no con la norma interna y en caso de no ser así se debía especificar
en que se incumple de norma.
Productividad delicias: diversas tareas respecto a las actas de las reuniones de
productividad de la planta delicias en pro de mejoras como lo fueron
seguimientos de procesos, verificación de gestión de calidad en el desarrollo de
los nuevos productos, además se verificó fichas técnicas y para ello se realizó
un listado completo de las materias primas utilizadas en la planta.
Seguimientos de procesos: Semanalmente en la planta Delicias se realizó un
seguimiento para el cual existe un formato de paso a paso de cada proceso,
desde su recibo hasta el empaque, en el que se especifica el tiempo total del
proceso, variables como lo son tiempo y temperatura además de la cantidad de
cada ingrediente. En el caso de que varíe el peso de los ingredientes utilizados
de acuerdo a las formulaciones debía quedar registrado.
Almacenado: para la planta Delicias se verifica que no existieran productos
vencidos en los cuartos de recibo y en el despacho se verificó la rotación de
productos de acuerdo a su vida útil, además todos los productos deben estar
debidamente marcados e identificados, sin residuos. También se verificó que
las temperaturas fueran las adecuadas, y que no fueran productos en
descomposición ni que se evidenciara contaminación cruzada.
17

Control de cloro: diariamente se hacía una toma de agua en los diferentes
puntos de la planta Delicias donde esta se utiliza como insumo, para lo cual se
utiliza el kit de cloro y se debía registrar el rango establecido por la empresa
en partes por millón, de no ser así de inmediato se informaba a la central de
mantenimiento, ya que una de sus funciones es el tratamiento de aguas, para
solucionar lo más pronto la concentración de cloro.
Toma de temperaturas: se realizaron una serie de ensayos en los que se
tomaban las temperaturas de algunos productos cocidos los cuales tenían
tiempos prolongados de espera para el empaque y su respectivo choque
térmico, para ello se hizo necesario realizar unas tomas de tiempos vs
temperaturas, dando como conclusión que era necesario otro auxiliar de
empaque ya que una sola persona implicaba producto en espera por lapsos de
tiempos largos afectando la calidad del producto.
Fichas técnicas: Se actualizaron las fichas técnicas de producto terminado y de
materias primas, ya que existían en físico, estaban impresas, aunque no en su
totalidad, fue diseñado un programa por el área de sistemas, para tener en red
interna la información de las fichas técnicas de todas las plantas, por ello fue
necesario digitar lo existente y se verificó los datos ya que muchos de ellos
fueron necesarios actualizar. A la fecha fueron ingresados al sistema un 36%
de fichas técnicas de materias primas y un 10% de producto terminado, ya que
la empresa tomo la opción de contratar estudiantes pasantes con la función de
digitar estas fichas técnicas.
Verificar BPM: como lo exige el decreto 3075 fue necesario verificar el
cumplimiento de Las Buenas Prácticas de Manufactura, ya que actualmente las
auditorias realizadas por parte de la secretaria, esta certificada con BPM, fue
necesario verificar su cumplimiento, con el personal a cargo, por lo que implicó
confirmar los procedimientos de limpieza y desinfección no sólo de los
operarios, sino también de la infraestructura, equipos y superficies.
18
Indicador: en la planta Delicias se publicaba mensualmente un indicador de
calidad, que implicaba la evaluación de los parámetros básicos de calidad, para
ello esta diseñada una hoja en Excel para el ingreso cuantitativo de datos en el
que presenta un porcentaje final, este se convirtió en gran importancia para el
personal ya que de este depende una bonificación, por esto ellos se han
esmerado de llevar todos los procedimientos de limpieza y desinfección muy
minuciosamente para que así mismo no hayan productos fuera de norma
microbiológicamente y obtener un indicador alto. Anexo a esta hoja de Excel se
entregaba un informe explicando porque se afectaba el indicador y la cantidad
de reclamos existentes por cada mes.
Reclamos: Es necesario responder todos los reclamos internos (almacenes) y
externos (clientes), para ello también existe un formato en el que se
explicaban las posibles causas del por qué se veía afectada la calidad de los
productos, y así mismo explicaban como se eliminaban estas causas y reducir
estos reclamos.
No conformidades: Existe un registro en el que se especifican las no
conformidades de las planta Delicias, en él se registraban los productos fuera
de norma microbiológicamente aclarando las posibles causas mediante el
formato de espina de pescado, así mismo se especifican como se pueden
eliminar las causas y se verificaba que se hayan eliminado las causas por la
analista de calidad
Seguimientos: Se realizaba diariamente el seguimiento a los despachos de la
línea de sopas a los diversos almacenes, ya que era uno de los productos que
más reclamos tenía por ello se realizó los análisis del laboratorio sensorial
diariamente para verificar que el producto realmente saliera bien de la planta,
para ello se entregaron unos informes al gerente de industria en donde se
especifican las muestras aceptables y las correcciones antes del despacho de
las no aceptables.
19
Inspección de despachos: se realizó dos veces por semana, se verificaban la
temperatura del furgón, el embalaje, que no lleve productos ajenos del proceso
de la planta y que todos los productos que se despachen tuvieran
adecuadamente la fecha de vencimiento de acuerdo a su vida útil.
Inspección de recibo de materia prima: fue necesario recordar muchos
procedimientos debido a que se rotó el personal y a la persona encargada del
recibo fue necesario aclarar el instructivo respectivo, ya que se presentaron
problemas en el índice de madurez de algunas frutas además de cerciorar que
todo el producto que se recibiera fuera del pesaje adecuado. En el caso de no
tener certeza de recibir o no el producto por las características propias fue
necesario ingresarlo al laboratorio de sensorial para ser evaluado más
detenidamente.
Muestreo a planta: Fue necesario verificar el correcto procedimiento de
desinfección, para ello se realizaron unas pruebas semanales de superficies,
ambientes, agua y manos de los operarios, estas fueron ingresadas al
laboratorio de microbiología y en caso de que alguna muestra estuviera fuera
de norma se rectificaba el procedimiento de limpieza y desinfección y a la
siguiente semana nuevamente se realizaba el muestreo.
Inspección de fumigación: la fumigación a la planta Delicias se hace una vez al
mes por lo que fue necesario realizar una inspección exhaustiva de la
desinfección después de la fumigación, además se verificó que la compañía
externa contratada para tal fin, efectuara este proceso de forma correcta en
todos los espacios de la planta.
Seguimiento vida útil: Para los productos nuevos fue necesario realizar los
seguimientos de vida útil, esta se realiza mediante las pruebas microbiológicas
y sensoriales propias de cada producto, además estas pruebas también fueron
utilizadas para los alimentos en los que se cambian los empaques, después de
que se tuvieran las repuestas de éstos laboratorios se fijaba una fecha de vida
útil para su respectivo rotulado.
20

Fue necesario llevar un orden de actividades los cuales se acordaron con los
directivos del área de Calidad para su aprobación y desarrollo del mismo.
5.2. Selección del equipo de trabajo HACCP
Para la empresa fue indispensable cerciorarse que se dispusiera de un equipo
de trabajo de conocimientos y competencias específicas para los productos de
las líneas de sopas, carnes, ensaladas, lasañas y pulpas de planta delicias, que
permitieran formular un plan de HACCP eficaz. Para lograrlo, lo ideal fue crear
un equipo multidisciplinario. El equipo de trabajo encargado del diseño del Plan
de autocontrol de la empresa debía ser multidisciplinario y tener experiencia
previa y conocimientos extensos del producto. En función de los mismos, se
diseñaron las tareas a desempeñar, desde la dirección hasta la manipulación a
pie de planta. Respecto a la formación de los miembros del equipo se
propusieron que tuvieran conocimientos sobre control de calidad, procesos
productivos de la empresa, peligros y análisis microbiológico y de peligros y
análisis físico-químicos. En este caso esta conformado por el jefe de Calidad
quien dispone de proveer los recursos necesarios para el desarrollo del
proyecto y de dirigirlo, además de darle validez; también esta conformado por
la jefe de producción quien conoce los procesos, y finalmente de la persona a
cargo de Calidad de la planta delicias.
5.3. Definición de líneas de proceso
Debido a la gran gama de productos que maneja la planta delicias, fue
necesario escoger la línea de proceso en el que se diagnosticó y se diseñó el
sistema HACCP. En este caso fue necesario escoger tres, que son las más
representativas en el ámbito del despacho. Entre ellas encontramos la línea de
sopas que incluye varios productos con el mismo fundamento en su
preparación; otra es la carnes, allí se manejan productos cocidos y crudos de
carne de res, de pollo y pescados. La línea de ensaladas que incluyen una serie
de productos de gran apetencia a los consumidores; y finalmente se desea
implementar HACCP en las dos líneas que incluyen productos que tienen
registro sanitario que son Pulpas y Lasañas. (Diagrama 1).
21

Diagrama 1. Líneas de proceso
22

CARNES CONDIMENTOS
PESADO PRECOCCION PESADO
PESADO
ALISTAMIENTO
DIAGRAMA DE FLUJO SOPAS CARNES
INICIO
RECIBO DE MATERIA PRIMA
ALMACENAMIENTO
PELADO DESINFECTADO
COCCIÓN
EMPAQUE
PESADO
PESADO TAJADO
ALMACENAMIENTO
DESPACHO
ENFRIAMIENTO
TUBERCULOS
PESADO
HORTALIZA
PICADO TAJADO
VERDURAS GRANOS
PICADO
PESADO
1
2
3
1
2
3
4
PCC
PCC
5
6
8
7
23

1 Pasta
2 Aceite
3 Sal
4 Agua
5 Salsa Bolognesa
6 Salsa Bechamel
7 Queso parmesano
Carne molida y/o
pollo desmechado
9 Bandeja Aluminio
PESADO
8
ENFRIAMIENTO
COCCION
CORTE
ENSAMBLE
ALMACENAMIENTO
DESPACHO
EMPAQUE
DIAGRAMA DE FLUJO LASAÑA
INICIO
RECIBO DE MATERIA PRIMA
ALMACENAMIENTO
ALISTAMIENTO
1
3
1
2
3
4
PCC
5
8
7
1 4 5 8
9
6
9
10
PCC
24

1 Fruta
2 Azúcar
3 Benzoato de Sodio
4 Sorbato de Potasio
5 Bolsa
ALMACENAMIENTO
DESPACHO
ESCALDADO
DESPULPADO
AJUSTADO BRIX AZÚCAR
ENFRIAMIENTO
DESINFECTADO
EMPAQUE
ALISTAMIENTO
DIAGRAMA DE FLUJO PULPAS
INICIO
RECIBO DE MATERIA PRIMA
ALMACENAMIENTO
1
3
1
2
3
4
PCC
5
8
7 5
6
9
10
1
24
PCC
11
PCC
25

1 Aceite
2 Carnes
3 Condimentos
4 Empaque
5 Fruta
6 Hortaliza
7 Salsa
8 Tuberculo
9 Verdura
10 Bolsa plástica
ALMACENAMIENTO
DESPACHO
INICIO
DESINFECCIÓN
PESADO
ENSAMBLE
EMPAQUE
ALISTAMIENTO
PESADO
DIAGRAMA DE FLUJO ENSALADA
RECIBO DE MATERIA PRIMA
ALMACENAMIENTO
1
3
1
2
3
4
PCC
5
7
1 4 7 9
5 6
10
6
26

5.4. PREREQUISITOS
Los prerrequisitos incluyen gran parte de las Buenas prácticas de Manufactura
(BPM) ya que es un soporte para el desarrollo del plan HACCP. Entre los
prerrequisitos a realizados están:
5.4.1 Manual de Calidad
La base de un Sistema de Calidad es el Manual de Calidad, se definen por un
lado el conjunto de la estructura, responsabilidades, actividades, recursos y los
procedimientos genéricos que la empresa establece para llevar a cabo la
gestión de la calidad. Especifica la política de calidad de la empresa y la
organización necesaria para conseguir los objetivos de aseguramiento de la
calidad de una forma similar en toda la empresa. En él se describen la política
de calidad de la empresa, la estructura organizacional, la misión de todo
elemento involucrado en el logro de la Calidad, etc.
Los manuales de la calidad son elaborados y utilizados por una organización
para:
o Comunicar la política de la calidad, los procedimientos y los requisitos de
la organización.
o Describir e implementar un sistema de calidad eficaz.
o Suministrar control adecuado de las prácticas y facilitar las actividades
de aseguramiento.
o Suministrar las bases documentales para las auditorias.
27

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
1 de 14
Elaborado por: Coordinado de calidad Fecha: 01.11.06 Revisado por: Coord. Calidad Fecha: 01.11.06 Aprobado por: Adriana Coral D. - Dir. Gestión de calidad Fecha: 01.11.06
MANUAL DE CALIDAD 1. ALCANCE EL presente manual de calidad contempla los lineamientos para asegurar la calidad de los procesos de elaboración relacionados con la planta Delicias de Carulla Vivero S.A., en cumplimiento a su misión y como respuesta a la declaración de su política de calidad, ha implementado un sistema de gestión de calidad en el proceso Delicias. Dicho programa está documentado en el manual de Calidad de cada proceso, el cual describe la forma como Carulla Vivero S.A. desarrolla la función de asegurar la calidad sanitaria de los productos que elabora, distribuye y comercializa. Se entiende por aseguramiento de calidad todas las acciones planificadas y sistemáticas implementadas dentro del sistema de calidad y evidenciadas como necesarias para dar adecuada confianza de que una entidad (proceso, organización) cumplirá los requisitos de calidad. Documentos a referenciar Este manual adopta para su organización el principio según el cual las Buenas Prácticas de Manufactura y HACCP constituyen la base del programa de Gestión de Calidad de Delicias, que a su vez están apoyados en el Decreto 3075 del Ministerio de Salud y el Decreto 60 del Ministerio de Salud, respectivamente; por esto este manual reemplaza al Manual de BPM. Igualmente el manual referencia todos los documentos que se derivan de la labor de Gestión de calidad, remitiendo a los planes o programas existentes, a los procedimientos, especificaciones y registros y que pueden ser consultados en los puntos de uso. 2 IDENTIFICACIÓN DE LA EMPRESA
NOMBRE CARULLA VIVERO S.A. DIRECCIÓN CARRERA 68 D No. 21-35 TELÉFONO Y FAX 570 75 00, 418 41 94 CIUDAD Y DEPARTAMENTO BOGOTA D.C. CUNDINAMARCA
ACTIVIDAD MERCADEO, PRODUCCIÓN Y VENTA DE ALIMENTOS Y BIENES DE USO REPETITIVO EN EL HOGAR Y LAS ORGANIZACIONES.
REPRESENTANTE LEGAL SAMUEL AZOUT

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD
06 11 01 06 11 01 Página
2 de 14 DELICIAS
3 DIRECCIONAMIENTO ESTRATÉGICO
ORGANIZACIÓN CARULLA VIVERO
Misión: Trabajamos para que el cliente regrese
Visión: Carulla Vivero será la empresa líder en conocimiento del cliente, innovación y rentabilidad entre las grandes cadenas de almacenes de la región Andina
Valores: − Honestidad − Respeto − Trabajo en equipo
PLANEACIÓN ESTRATÉGICA 2004 – 2008 CADENA DE ABASTECIMIENTO CLIENTES GENTE CRECIMIENTO
Objetivo: Garantizar el abastecimiento, oportuno y eficiente, de la manera más rentable
Objetivo: Construir relaciones amigables, duraderas y de mutuo beneficio con nuestros clientes
Objetivo: Crear un equipo humano, motivado y de alto desempeño, enfocado hacia el cliente
Objetivo: Crecer mediante proyectos de inversión que generen rentabilidad e impacto positivo en los clientes
Redefinir, optimizar e implementar los principales procesos de la cadena
Asegurar el conocimiento del cliente. Crear e implementar una estrategia de desarrollo humano de alto impacto en el negocio.
Crecer con nuevos almacenes y remodelaciones.
Asegurar un sistema de información que garantice una gestión excelente.
Garantizar una comunicación efectiva con el cliente (masivo y CRM)
Asegurar un clima laboral adecuado y sentido de pertenencia.
Asegurar un desarrollo industrial rentable y diferenciador.
Asegurar el equipo físico requerido para una operación eficiente.
Desarrollar soluciones de negocios y servicios.
Desarrollar un sistema de compensación variable, atado a resultados
Desarrollar nuevos negocios complementarios al retail que sean competitivos.
Minimizar pérdidas a través de toda la cadena de distribución.
Desarrollar marcas propias. Lograr una cultura de “servicio vendedor”.
Definir y aplicar la propuesta de valor por formato
Lograr el trabajo en equipo.
POLÍTICA DE CALIDAD Proveemos productos y servicios que cumplen con las normas de calidad de la organización y con las disposiciones legales operamos con un SGC basado en las normas ISO 9000 que fomentan el mejoramiento continuo y la innovación, para exceder las expectativas de nuestros clientes / huéspedes

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
3 de 14
4.1 MISIÓN DE GESTIÓN DE CALIDAD La Dirección de gestión de calidad de Carulla Vivero S.A. cumplirá la Misión y principios Corporativos a través del desarrollo de sistemas científicamente competitivos, sanitaria, ambiental y técnicamente sustentables, organizacional y económicamente viables, que permitan: − Generar y consolidar la confianza del cliente: por la calidad y sanidad de los productos que
adquiere, y por el aseo e higiene en las personas y en los procesos, instalaciones, equipos, uniformes, utensilios y materiales utilizados,
− Desarrollar la cultura de calidad, sanidad, aseo e higiene y protección del medio ambiente en el desempeño de cada trabajador de la compañía.
− Desarrollar procesos de normalización de la calidad con su homologación y certificación nacional e internacional
− Optimizar y desarrollar el potencial humano − Contribuir al logro de los objetivos estratégicos de Carulla Vivero S.A. 4.2 PROMESA DE SERVICIO GERENCIA INDUSTRIA DELICIAS Somos conscientes de cada una de nuestras funciones, las desarrollamos mejorando permanentemente para ofrecer al cliente un servicio oportuno, aprovechamos los recursos materiales, técnicos y humanos para seleccionar y procesar productos que satisfagan totalmente a nuestros clientes. Mantenemos comunicación permanente con nuestros clientes y hacemos de nuestra actitud positiva una Filosofía de Trabajo para resolver cualquier imprevisto. 4.3 VISIÓN DE CALIDAD SIGLO XXI ISO 9001/14001 4.4 POLÍTICA DE CALIDAD Proveemos productos y servicios que cumplen con las normas de calidad de la organización y con las disposiciones legales; operamos con un Sistema de Gestión de Calidad basado en las normas ISO 9000 que fomenta el mejoramiento continuo y la innovación, para exceder las expectativas de nuestros clientes / huéspedes.
BPM
HACCP

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
4 de 14
|
4.5 OBJETIVOS DE CALIDAD – DELICIAS Los objetivos de calidad de Delicias se definen a comienzo de año. Estos objetivos son mensurables y se controlan a través de los cuadros de mando, los cuales los administra la dirección de gestión de calidad.
CUADRO DE MANDO – DELICIAS
Factor clave de éxito Indicador Procesos confiables Calidad Satisfacción cliente interno y externo Reclamos Eficiencia del proceso Devoluciones
5. PROCESOS E INTERACCIÓN ENTRE LOS PROCESOS DEL SISTEMA DE GESTIÓN DE LA CALIDAD Los procesos necesarios para el sistema de gestión de la calidad se clasifican en tres grupos: - Procesos de dirección: Son los que direccionan el negocio de Delicias. - Procesos de apoyo: Soportan la gestión del negocio de Delicias. - Procesos clave: Son los procesos propios del negocio Delicias. 6. REQUISITOS DE LA DOCUMENTACIÓN Ver Control de documentos y registros RE-1-001 DE 7. RESPONSABILIDAD DE LA DIRECCIÓN La dirección de industria está comprometida con el desarrollo e implementación del sistema de gestión de calidad, así como con la mejora continua de su eficacia. Garantiza la comunicación a los asociados internos de la planta Delicias la importancia de satisfacer los requisitos del cliente, esto se logra a través de jornadas de capacitación, boletines internos, cartelera con publicación de cuadros de mando y flujo de información a través del director de compras y del líder de operaciones de la bodega. Respalda la política de calidad de la empresa, establecida por la Presidencia de la compañía. Se asegura del establecimiento de los objetivos de calidad y los revisa permanentemente a través de los indicadores de calidad. El sistema de gestión de calidad es revisado periódicamente a través del comité de calidad, en donde en conjunto con la dirección de Gestión de calidad y el director de compras Industria se evalúa y se dan las instrucciones del mejoramiento del sistema. El gerente evalúa de igual forma la disponibilidad de recursos en forma de presupuesto (para cada periodo presupuestal) o extraordinariamente.

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
5 de 14
|
La dirección nacional de industria ha delegado al director de área como representante a fin de liderar el comité HACCP. Se programa a través de un cronograma, aprobado por la dirección de gestión de calidad, de revisión del sistema (HACCP) el cual se hace sobre la base de auditorias internas. 8. REVISIÓN POR LA DIRECCIÓN La dirección de industria revisa el sistema de calidad (HACCP) a través de los reportes de auditoria interna, retroalimentación del cliente (quejas y reclamos), desempeño de los procesos (indicador de calidad) y conformidad del producto (inspección de producto terminado etapa despacho), estado de las acciones correctivas y preventivas (no conformidades), acciones de seguimiento de revisiones por la dirección previas (actas de calidad y producción). 9. RECURSO HUMANO Para el buen desempeño de las labores del manipulador de alimentos se da al personal la dotación necesaria como botas, petos, uniforme blanco, uniforme térmico y redecilla y gorro. El buen desempeño de las buenas prácticas de manufactura se evalúa mediante unas listas de chequeo y una calificación mensual que incluye presentación personal (afeitada diaria, uñas cortas y limpias, uniforme completo y limpio). 9.1 ESTADO DE SALUD DE MANIPULADORES Todo el personal de la planta es sometido a una valoración médica general para manipuladores de alimentos una vez al año y se le practican exámenes específicos como frotis de garganta, coprológico y uñas. Cada seis meses se realizan pruebas biológicas del sistema de vigilancia epidemiológica: Pruebas tamiz para patología lumbar, y para sintomatología de miembros superiores. Esta información se encuentra en el área de Salud Ocupacional. Todo el personal mientras trabaja directamente en la manipulación o elaboración de alimentos adopta las prácticas higiénicas y medidas de protección contempladas en el Decreto 3075 MinSalud. El personal que manipule alimentos y presente heridas infectadas, irritaciones de la piel o alguna enfermedad susceptible de transmitirse por los alimentos es retirada parcialmente del cargo y remitida al médico correspondiente y retornado a sus labores cuando se haya diagnosticado la desaparición del problema. El personal que está sujeto a ingerir medicamentos o a utilizar cremas bajo prescripción médica no debe hacerlo en su sitio de trabajo, evitando contaminar las materias o productos procedentes en la planta y deberá desplazarse al área de baños.

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
6 de 14
|
9.2 ENTRENAMIENTO Carulla Vivero S.A. en la Planta Delicias cuenta con personal calificado y entrenado de acuerdo a sus necesidades para garantizar el cumplimiento de los requisitos de calidad. El área de Formación y la planta Delicias identifican las necesidades de entrenamiento del personal de cada una de las áreas de la organización que intervienen en la calidad (plan de inducción) Existe un programa de entrenamiento para el personal de cada área que efectúa trabajos que afectan la calidad. La organización cuenta con personal calificado en cuanto a educación apropiada, entrenamiento y/o experiencia (perfiles de cargo). Existen registros apropiados de entrenamiento (registros de asistencia a capacitaciones) 9.3 DOCUMENTOS RELACIONADOS Registros de asistencia a capacitación Inducción general de la compañía Cronograma de capacitación Perfiles de cargo 10 INFRAESTRUCTURA Y AMBIENTE DE TRABAJO 10.1 CONDICIONES DE LAS ÁREAS DE ELABORACIÓN PLANTA DE DELICIAS Su diseño y construcción protege, los ambientes de las salas de producción de tal forma que impide la entrada de lluvia, polvo, suciedad u otros contaminantes, así como el ingreso de plagas y animales domésticos. Pisos y drenajes: Los pisos en baldosa antideslizante, sin grietas, rupturas y con desniveles de un grado de tal forma que conducen las aguas hacia los sifones dotadas de rejillas, teniendo además las terminaciones con las paredes de forma que permita su fácil limpieza y desinfección Paredes y techos: Las paredes dentro de la planta de proceso son en baldosín de color blanco, lisas, de fácil lavado y resistentes a productos químicos desinfectantes. Los techos están libres de grietas o rebordes, no permiten la acumulación de polvo y están construidos de material galvanizado.

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
7 de 14
|
Puertas: Están construidas de acero con pintura anticorrosiva y lavable. Todas las entradas están protegidas con barreras anti - plagas tales como cortinas plásticas de refuerzo en nylon, control de anjeos y trampas para roedores. Ascensor: La planta posee un ascensor metálico interno que comunican al segundo piso en donde se encuentra una bodega de almacenamiento de Materia Prima. Sanitarios: La planta cuenta con baños independientes para hombres y mujeres, dotadas con dispensadores de jabón líquido y secadores de manos. Adyacentes a estos se encuentran los respectivos vestidores. Agua: Se cuenta con un programa de agua potable para todos los procesos (ver Programa de agua potable). Existen lavamanos dentro del área de procesos. EQUIPOS Y UTENSILIOS Todos los equipos están construidos en materiales que no son tóxicos, resistentes a la corrosión, en acero inoxidable 304, no presentan migraciones al entrar en contacto con los alimentos y son fáciles de lavar. Los equipos no están recubiertos de pintura u otro tipo de materiales que se desprendan y representen riesgo para la inocuidad del alimento. Las tuberías elevadas para el vapor son en acero negro, para agua caliente son en acero inoxidable y para agua fría en acero galvanizado. Las tuberías para conducciones eléctricas son en material MTE. En los espacios interiores de los equipos los contactos que existen entre el alimento y el equipo no poseen piezas o accesorios que requieran lubricación ni roscas, ni acoplamientos, ni otras conexiones peligrosas. Todos los equipos que requieren controles específicos de variables poseen los accesorios de medición y registro de acuerdo a la necesidad del proceso, permaneciendo en buen estado y calibrados, evitando lecturas erróneas que puedan causar daño a los productos y accidentes al personal. Los equipos y utensilios cumplen con el MANUAL DE LIMPIEZA Y DESINFECCION.
NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
8 de 14
|
10.2 PLAN DE SANEAMIENTO 10.2.1 Programa de limpieza y desinfección de la planta Describe los procedimientos utilizados para la limpieza de la planta y cada uno de los equipos, la frecuencia, el tipo de sustancias que se utilizan, concentraciones adecuadas y la tecnología empleada. Se encuentra en el documento Manual de Limpieza y Desinfección . 10.2.2 Programa de residuos líquidos Carulla Vivero S.A., cuenta con una Planta de Tratamiento de Aguas Residuales en la Central de Montevideo, la cual mejora las características del agua residual proveniente de cada una de las plantas de proceso antes de su vertimiento en el alcantarillado, cumpliendo de esta manera con las normas exigidas por el Departamento Administrativo del Medio Ambiente (DAMA). La planta DELICIAS tiene sistemas de desagüe que permiten evacuar rápidamente el agua de las áreas a las cuales se les está realizando el aseo, todo residuo sólido debe ser retirado del piso antes de proceder hacer el aseo respectivo, se deben depositar en los recipientes utilizados para este fin y así evitar que se vayan por los sifones de la planta Delicias, contribuyendo así al buen funcionamiento de la planta de Tratamiento de Aguas Residuales. 10.2.3 Programa de desechos sólidos Todos los desechos sólidos orgánicos de la planta DELICIAS se recogen en bolsas plásticas transparentes. El Programa de Desechos Sólidos describe la manera como todos los desechos de la planta deben ser recogidos. 10.2.4 Programa de control de plagas Describe el programa actual para el exterminio de plagas que se encuentran en los alrededores de la planta DELIAS, las sustancias que se emplean en las fumigaciones, la frecuencia y la incidencia que tienen con respecto al Medio Ambiente. La planta cuenta con un programa de fumigación mensual periódica contra insectos y roedores con la empresa Fumigar Ltda. Programa Verificado por el coordinador de Gestión Ambiental. 10.3 TRANSPORTE Los productos de la Planta DELICIAS deben distribuirse a las unidades de venta en vehículos provistos de sistema de refrigeración (temperatura entre 0 y 4+/-1º C) evitando romper la cadena de frío (norma de transporte de producto terminado). Se deben seguir los lineamientos estipulados en la Norma de Transporte. Los productos deben transportarse en canastillas limpias evitando el contacto directo con el piso del vehículo (canastilla base).

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
9 de 14
|
El vehículo no debe ser utilizado para fines diferentes al de transporte de alimentos, debe permanecer limpio y cumplir con las disposiciones del Decreto 3075 de 1997 del Ministerio de Salud. 11 COMPRAS Existe un programa de seguimiento a proveedores, donde se contempla evaluaciones periódicas. Antes de codificar un proveedor se realiza una vista de inspección para evaluar el grado de conformidad de su sistema de calidad y se levanta un informe de perfil sanitario donde se acuerdan acciones correctivas. Se crean documentos de compromiso de especificaciones técnicas de común acuerdo con el proveedor para tener un patrón de comparación y métodos de evaluación del producto 12 DISTRIBUCIÓN Y COMERCIALIZACIÓN Durante la distribución y comercialización debe asegurarse el mantenimiento de las condiciones que garanticen la inocuidad del alimento (temperatura 0°C a 4ºC ). Las unidades de venta cuentan con los equipos adecuados (neveras) para la exhibición de los productos, sin embargo el jefe de producto fresco es el responsable del uso adecuado y la verificación del buen funcionamiento de los equipos, de otro lado Gestión de calidad audita periódicamente el manejo y cumplimiento de las normas establecidas para los productos de Planta DELIAS 13 IDENTIFICACIÓN Y TRAZABILIDAD Carulla Vivero S.A. en la planta DELICIAS identifica el producto en todas las etapas desde la recepción, procesamiento, entrega y distribución. Se documentan los procedimientos para la identificación del producto en cada una de sus fases desde la recepción hasta la instalación (instructivo de rotulado) Si la trazabilidad es un requisito especificado se mantienen actualizados los documentos para identificación única de producto o de lotes la cual es debidamente registrada (instructivo de trazabilidad). DOCUMENTOS RELACIONADOS Instructivo de rotulado IN-2-017- DE Instructivo de trazabilidad IN-3-006-DE Registro de trazabilidad RE-6-001-DE

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
10 de 14
|
14 PRESERVACIÓN DEL PRODUCTO – ALMACENAMIENTO El almacenamiento de materia prima y de producto terminado cumplen con un sistema de marcaje que permite mantener actualizadas las cantidades de materias primas o productos, su fechas de ingreso o fabricación de productos y número de lote de producción además de mantener el orden, limpieza y temperatura adecuada (Instructivo de almacenamiento). En los lugares destinados para almacenamiento de materias primas y producto terminado no se debe realizar ningún tipo de actividad diferente a esta. El almacenamiento de productos refrigerados debe realizarse teniendo en cuenta las variables de temperatura y humedad del cuarto para ello se cuenta con termo registradores. Todas las sustancias como insecticidas, detergentes y desinfectantes se almacenan en áreas destinadas para este fin, evitando el contacto con materias primas y productos terminados. DOCUMENTOS RELACIONADOS Instructivo de almacenamiento IN 2-015 DE 15 CONTROL DE LOS DISPOSITIVOS DE SEGUIMIENTO Y DE MEDICIÓN El área de mantenimiento en la planta DELICIAS controla, calibra y mantiene los equipos de medición, inspección y ensayo de la planta y laboratorio de ensayos. Se llevan procedimientos documentados suministrados por el contratista, las normas técnicas de metrología para mantener, calibrar y verificar los equipos de medición. Los equipos de medición y ensayo poseen medios de identificación que evidencia su estado de calibración y sus fechas límite para verificación. Las comprobaciones tienen un alcance y frecuencia de las cuales se conservan registros de evidencia de control (hojas de registros del contratista). Se tienen disponibles los datos técnicos de los equipos de inspección, medición y ensayo (Hojas de registro del contratista, hoja de vida del equipo). En los procedimientos de control: Los equipos de medición, inspección y ensayo están debidamente identificados (Instructivo metrología). Existen patrones certificados en una entidad reconocida para este fin (certificados del proveedor, certificados del laboratorio). Se calibran y ajustan los equipos antes de su uso, y después con una frecuencia establecida (cronograma de metrología)

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
11 de 14
|
Si no existe el patrón certificado se documenta la base utilizada para la calibración (NTC correspondiente). DOCUMENTOS RELACIONADOS Instructivo metrología PR-4-001-AC Cronograma metrología PR-4-001-AC Hojas de registro de calibraciones del contratista RE-8-006-AC 16 SATISFACCIÓN DEL CLIENTE La Planta DELICIAS mantiene informado al cliente / huésped a cerca del uso, utilización y almacenamiento de los productos. Se describe el uso previsto en la relación con el almacenamiento y etiquetado (Instructivo de rotulado). Se describe el uso, preparación y servido para dar a conocer al consumidor (Anexo Folletos), (Folletos, habladores, información al consumidor, avisos alusivos en puntos de venta. Se identifica y documenta los usuarios y consumidores para cada producto o categoría del producto. Se identifica los grupos conocidos de consumidores especialmente vulnerables según el Plan HACCP para DELICIAS . El área de servicio al cliente recibe, gestiona y analiza en conjunto con gestión de calidad los reclamos y sugerencias de los clientes. DOCUMENTOS RELACIONADOS Instructivo de rotulado IN-2-017-DE 17 AUDITORÍA INTERNA Carulla Vivero S.A. en su planta DELICIAS, programa e implementa auditorias internas de calidad para verificar el cumplimiento de los requisitos de calidad y la eficacia del sistema, igualmente verifica que los requerimientos de HACCP se mantengan y se cumplan. El área de gestión de calidad planifica e implementa auditorias internas con el fin de verificar si las actividades de calidad y sus resultados son conformes con las disposiciones establecidas (lista de chequeo BPM; lista de chequeo producto terminado, materia prima, vehículos, seguimiento de etapas de proceso, indicador de calidad, perfil sanitario)

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
12 de 14
|
Existe una programación de auditorias internas de calidad de acuerdo a la necesidad e importancia de las actividades auditables (indicador de calidad mensual, plan de calidad, lista de chequeo auditoria a laboratorios, auditoria al sistema HACCP). Existen registros de los resultados de las auditorias de los cuales tiene conocimiento el personal responsable del área auditada (actas de reunión grupo HACCP, indicador de calidad, actas de mejoramiento). El personal responsable toma acciones correctivas cuando las auditorias en encuentran deficiencias en el sistema (actas de reuniones grupo HACCP, actas de mejoramiento). Existen registros sobre la implementación y eficacia de las acciones correctivas tomadas (actas de reuniones HACCP, actas de mejoramiento). DOCUMENTOS RELACIONADOS Instructivo de auditoría interna Lista de chequeo BPM RE-6-005-AC Lista de chequeo producto terminado. RE-9-007-AC Lista chequeo materia prima RE-9-003-AC Lista de chequeo verificación sistema HACCP RE-7-003-AC Perfil sanitario RE-6-001-AC Actas de reuniones grupos HACCP RE-9-000-AC Actas de reuniones mejoramiento RE-9-000-AC Lista de chequeo auditoría a laboratorios RE-3-008-AC Actas de reuniones mejoramiento 18 SEGUIMIENTO Y MEDICION DE LOS PROCESOS La planta DELICIAS en conjunto con gestión de calidad identifica, planifica y controla los diferentes procesos que afecten la calidad. Se identifican y planifican los procesos que afectan la calidad del producto y se asegura que se realizan bajo condiciones controladas (plan de calidad, registros centros de control). Se cuenta con instructivos para fabricación de productos (procedimientos básicos de operación). Se cuenta con equipo adecuado y ambiente apropiado para los diferentes procesos (plan de calidad). Los criterios de producción son claros y precisos (instructivo centro de control, instructivo de limpieza y desinfección). Se efectúa mantenimiento preventivo para los equipos que intervienen en el proceso (informe INFOMANTE).

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
13 de 14
|
Se hace la selección y calificación de equipos incluyendo el personal entrenado que interviene en el proceso de producción (plan de entrenamiento). DOCUMENTOS RELACIONADOS Manual de BPM PR-1-001-DE Plan de calidad HACCP PR-3-002-DE Procedimientos básicos de operación PR-7-001-DE Instructivo de limpieza y desinfección IN-3-002-DE Instructivos de centros de control IN-4-020-DE Plan de entrenamiento y capacitación IN-2-009-DE INFOMANTE 19 CONTROL DEL PRODUCTO NO CONFORME Carulla Vivero S.A. en su planta DELICIAS controla los productos no conformes, para asegurar la prevención del uso no propuesto o la instalación del producto no conforme con los requisitos especificados, evitando así que el cliente reciba un producto de esta clase. El control establece: La identificación, la documentación, la evaluación, la disposición del producto no conforme y la notificación a los involucrados (instructivo de producto no conforme). El producto no conforme se revisa y se trata según lo disponga el responsable, luego de la revisión este producto se puede manejar como: producto aceptado por derogación, producto para reclasificación, producto para otro diferente destino ya sea formato de supermercado, ventas institucionales, Gerencia de industria, o producto rechazado o desechado (Instructivo de producto no conforme, orden de rechazo,) DOCUMENTOS RELACIONADOS Instructivo manejo de producto no conforme IN-2-016-DE Ordenes de rechazo RE-9-004-DE 20 ANÁLISIS DE DATOS Carulla Vivero S.A. realiza análisis de datos con el fin de generar mejora continua. Los valores de los puntos críticos de control son registrados y analizados. De la misma manera se tiene una base de datos de reclamos por área. 21 ACCIONES CORRECTIVAS Y PREVENTIVAS Carulla Vivero S.A. en su planta DELICIAS ejerce acción correctiva y preventiva ante un problema o situación de riesgo que afecte o pueda afectar la calidad del producto. El grado de acción tomada se adecua a la magnitud del problema y se registran y aplican los cambios en los procesos resultantes de la acción (instructivo de acciones correctivas).

NORMAS Y PROCEDIMIENTOS DE CALIDAD CODIGO: PR 1-001 DE
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D 01
MANUAL DE CALIDAD DELICIAS 06 11 01 06 11 01
Página
14 de 14
|
Los procedimientos para la acción correctiva incluyen el manejo de quejas de clientes e informes de no conformidad, la investigación de las causas de no conformidades relacionadas con el producto, el proceso y el sistema de calidad HACCP con el registro de los resultados. Se ejecuta y se registra la acción correctiva necesaria. Se ejecuta y se registra el control de la aplicación y efectividad de la acción correctiva. Los procedimientos de la acción correctiva incluyen la utilización de la información que permita detectar, analizar y eliminarlas causas de no conformidades potenciales. La determinación de los pasos necesarios para el tratamiento del problema que requiera acción preventiva. La aplicación de la acción preventiva el control de su efectividad Revisión de la gerencia de las acciones tomadas. DOCUMENTOS RELACIONADOS Instructivo acciones correctivas y preventivas Registro de No conformidades RE-7-002-AC Respuesta a reclamos RE-5-001-AC Manejo de crisis 22 HACCP (Decreto 60/MinSalud) Carulla Vivero S.A. en su planta DELICIAS, establece un sistema actualizado de calidad según especificaciones de HACCP para asegurar la inocuidad de sus productos. Se define y se documenta responsabilidades y autoridad del personal que actúa en el equipo HACCP (plan de calidad, perfiles de cargo). La alta dirección asigna recursos identificados en la planificación del sistema HACCP (plan HACCP). La dirección del proyecto HACCP asegura que el sistema HACCP se establece, se implementa y se mantiene (plan HACCP) Se mantiene actualizado el Plan HACCP que incluye análisis de peligros, puntos críticos de control, monitoreo y medición. Se establecen acciones correctivas y preventivas para asegurar que no conformidades no vuelvan a aparecer o minimizar su ocurrencia.

5.4.2. Programa de Limpieza y Desinfección
La limpieza es el proceso o la operación de eliminación de residuos de
alimentos u otras materias extrañas o indeseables. Se debe contar con un
programa de limpieza y desinfección de superficies, equipos, utensilios,
recipientes, medios de transporte, etc. con productos autorizados para la
industria alimentaría y para ese fin. El Programa de limpieza y desinfección es
un requisito previo para prevenir las posibles contaminaciones en las
instalaciones. Los procedimientos de limpieza deben asegurar la eliminación de
suciedad, restos de alimentos y productos químicos del equipo y superficies de
producción y elaboración. Los procedimientos de desinfección deben limitar la
presencia de microorganismos, mediante la aplicación de microbicidas en las
superficies limpias. La desinfección es posterior a la limpieza.
El Programa de Limpieza y Desinfección debe especificar las distintas labores
de limpieza y desinfección que se deben realizar en Carulla. Este programa
debe considerar que las labores de limpieza son realizadas por los mismos
empleados del proceso, por lo que deberán ser entrenados y tener acceso a
este documento. Así mismo la empresa debe contemplar que la limpieza tiene
un costo, razón por la cual debe ser tomada en cuenta dentro de los costos de
producción.
La empresa debe contar con Procedimientos de Higiene escritos, que indiquen
en forma clara el área o equipo a limpiar y desinfectar, la frecuencia, la forma
de hacerlo, los instrumentos a utilizar y el responsable de hacerlo, así mismo
debe asegurarse que dichos procedimientos se apliquen y cumplan.
4.3.2.1. Consideraciones Generales del Programa
El personal que lleve a cabo los trabajos de Limpieza y Desinfección debe estar
bien capacitado en los procedimientos establecidos para cada área.
Los Productos de limpieza deben aplicarse de manera que no contaminen la
superficie de los equipos y/o a los alimentos.
Todos los productos de limpieza y desinfección serán aprobados previamente a
su uso (deben ser específicos para la industria de alimentos), no se permite
42
realizar un cambio sin previa aprobación del encargado del Programa. Los
productos aprobados y sus respectivas fichas técnicas.
Los productos utilizados como detergentes o desinfectantes, no deben estar
fabricados a base de solventes tóxicos o que impartan olores a los alimentos.
Todos los productos de limpieza y desinfección se almacenarán en un lugar
específico, fuera del área de proceso.
Todos los productos de limpieza y desinfección deberán estar rotulados y
contenidos en recipientes destinados para tal fin. Dichos recipientes de ninguna
manera deberán ser utilizados para contener productos alimenticios.
Aquellos equipos que estén conformados por piezas deben desarmarse para
asegurar una adecuada limpieza y desinfección. Las piezas o partes del equipo
no deben colocarse directamente sobre el piso, pero sí sobre mesas o estantes
diseñados específicamente para este propósito. Esto también se aplica para
equipo portátil y utensilios necesarios para el proceso.
El equipo, una vez limpio, no debe arrastrarse por el piso para que no se
contamine.
Todos los implementos de limpieza deben mantenerse suspendidos en el aire o
sobre una superficie limpia cuando no estén en uso. Los cepillos y escobas no
deberán mantenerse directamente sobre el piso ya que este tiene suciedad que
puede adherirse fuertemente a las cerdas y por otra parte, pueden perder su
forma o configuración física, lo que ocasiona daño prematuro y costo adicional
por su reposición.
Los implementos de limpieza deben ser de uso específico, de ninguna manera
deben utilizarse para otros fines. Por ejemplo: Las escobas o cepillos utilizados
para limpiar los pisos, no deben utilizarse para restregar las cajas plásticas.
Se debe evitar que el agua sucia de un equipo que se está lavando salpique en
algún equipo ya lavado.
No se permite el uso de cepillos de metal, esponjas de metal, lanas de acero o
cualquier otro material abrasivo ya que pueden dañar los equipos.
43

CODIGO IN 3-002 DE
CARULLA VIVERO S.A.
NORMAS Y ROCEDIMIENTOS DE
CALIDAD PAGINA 1 DE 41
FECHA DE EMISION FECHA DE REVISION DIA MES AÑO DIA MES AÑO
MANUAL DE LIMPIEZA Y DESINFECCIÓN
PLANTA DELICIAS - VEGETALERO 28 10 06 16 12 2007
VER
03
Elaborado por:
Fecha:
Revisado por: Elizabeth Lopez Lozano
Fecha:
Aprobado por:
Fecha:
1. AMBITO DE APLICACIÓN Este Manual es aplicado a las instalaciones, equipos y personal operativo de la Planta de Delicias – Vegetalero de CARULLA VIVERO S.A. 2. ALCANCE Los conceptos y descripciones hechos en este documento son aplicables exclusivamente a la planta Delicias - Vegetalero 3. CONTENIDO
CONTENIDO PÁGINA SECCIÓN 1: LIMPIEZA Y DESINFECCIÓN INSTALACIONES
Ambientes 3 Cortinas 4 Paredes 5 Pisos 6 Ventanas 7 Sifones 8 Fachada y escaleras 9
SECCIÓN 2: LIMPIEZA Y DESINFECCIÓN EQUIPOS
Básculas 10 Cuartos Fríos 11 Mesones 12 Beaker 13 Ayudantes de Cocina (Utensilios bandejas) 14 Basculantes 15 Planchas 16 Freidoras 17 Batidora 18 Hornos 19 Estufas 20 Marmitas 21

CONTENIDO
Cook and Shill 22-24 Ayudante de cocina 25 Molino Biro 26 Ayudante pelapapa 27 Licuadora 28 Clipeadora 29 Despulpadora 30 Artesas 31
SECCIÓN 3: LIMPIEZA Y DESINFECCIÓN ACCESORIOS
Difusores 32 Jaboneras 33 Tuberías aéreas 34 Campana extractora 35
SECCIÓN 4: HIGIENE DEL PERSONAL MANIPULADOR
Manos 36 Botas 37 Petos y guantes 38
Anexos: 39
Fichas técnicas detergentes y desinfectantes 40 LAVADO GENERAL DE TODO EL PROCESO: 1 VEZ AL MES 41

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
AMBIENTES
FRECUENCIA
Diario
ASPECTO: DESINFECCIÓN
PASOS 1. Conectar manguera de la instalación del aspersor en el desinfectante (Divosan
Suredis al 1%).
2. Verificar que los aspersores funcionen a la hora programada.
3. Realizar aspersión en la mañana y en la tarde desde el fondo de la planta hasta
la parte delantera de la misma, por un tiempo de 15 minutos.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
CORTINAS
FRECUENCIA
Diario
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Retirar residuos de suciedad a presión con agua caliente.
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Realizar acción mecánica con sabra.
4. Enjuagar a presión con agua caliente.
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
PAREDES
FRECUENCIA
Semanal
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
2. Realizar acción mecánica con escoba
3. Enjuagar a presión con agua caliente.
4. Aplicar solución desinfectarte (Divosan Suredis al 1%) a través de la pistola
aspersora.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
PISOS
FRECUENCIA
Diario
ASPECTOS: LAVADO
PASOS
1. Retirar residuos de suciedad con escoba de cerdas duras
2. Aplicar solución detergentes (Easy foam al 2%) a través del equipo FOAM-IT.
2. Realizar acción mecánica con escoba.
3. Enjuagar a presión con agua caliente.
4. Secar con aragan el piso.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
VENTANAS
FRECUENCIA
Mensual
ASPECTO: LIMPIEZA Y DESINFECCION
PASOS
1. Retirar residuos con agua a presión
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT.
3. Restregar
4. Enjuagar con abundante agua
5. Secar al aire.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
SIFONES
FRECUENCIA
Diario
ASPECTOS: LIMPIEZA Y DESINFECCION
PASOS
1. Retirar las rejillas.
2. Retirar residuos sólidos de la rejilla interna con agua caliente a presión.
3. Aplicar solución detergente (Easy foam al 2%) a través del FOAM-IT
4. Restregar con escoba.
5. Enjuagar con abundante agua a presión.
6. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 1. INSTALACIONES
FACHADA Y ESCALERAS
FRECUENCIA
Dos veces por semana
ASPECTOS: LIMPIEZA Y DESINFECCION
PASOS
1. Retirar residuos de suciedad con escoba de cerdas duras
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Realizar acción mecánica con escoba
4. Enjuagar a presión con agua caliente
5. Aplicar solución desinfectarte (Divosan Suredis al 1%) a través de la pistola
aspersora o con balde.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
BASCULAS
FRECUENCIA
Diario
ASPECTO: LIMPIEZA
PASOS
1. Desconectar el equipo.
2. Aplicar solución detergente (Easy foam al 2%).
3. Retirar la base para pesar y estregar.
4. Enjuagar con abundante agua
5. Desinfectar con solución desinfectante (Divosan Suredis 1%) y con pistola
aspersora
6. Armar la balanza.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
CUARTOS FRIOS
FRECUENCIA
Diaria – piso y puerta Semanal – paredes y
techos
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Enjuagar con agua a presión
2. Aplicar solución Detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Restregar con escoba las paredes, pisos y puerta
4. Enjuagar con agua a presión
5. Secar con haragán.
6. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora.
7. No enjuagar
RESPONSABLE:
AUXILIAR ENCARGADO DE ESTE EQUIPO
(de acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
MESONES
FRECUENCIA
Diario
ASPECTOS: LAVADO Y DESINFECCIÓN
PASOS
1. Enjuagar con abundante agua, para retirar los residuos gruesos.
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Restregar con una sabra sobre todas la superficie incluyendo la parte inferior
del mesón.
4. Enjuagar con suficiente agua.
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
6. Dejar actuar durante 15 minutos
7. Si el lavado se realiza durante el proceso por cambio de producto enjuagar,
si se realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
BEAKER
FRECUENCIA
Diario
ASPECTOS: LAVADO Y DESINFECCIÓN
PASOS
1. Enjuagar con abundante agua, para retirar los residuos gruesos.
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Restregar con una sabra sobre todas la superficie (Beaker).
4. Enjuagar con suficiente agua.
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
6. Dejar actuar durante 15 minutos
7. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
AYUDANTES DE COCINA (UTENSILIOS, BANDEJAS)
FRECUENCIA
Diario ó al cambiar de proceso
ASPECTOS: LIMPIEZA Y DESINFECCION
PASOS
1. Retirar residuos gruesos con agua a presión
2. Aplicar solución detergente (Easy foam al 2%) a todas las superficies y sus
partes.
3. Realizar acción mecánica a las superficies y todas sus partes
4. Enjuagar con abundante agua.
5. Aplicar solución de desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora o dejar por inmersión en la solución desinfectante de Divosan Suredis
por un tiempo de 15 minutos.
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)
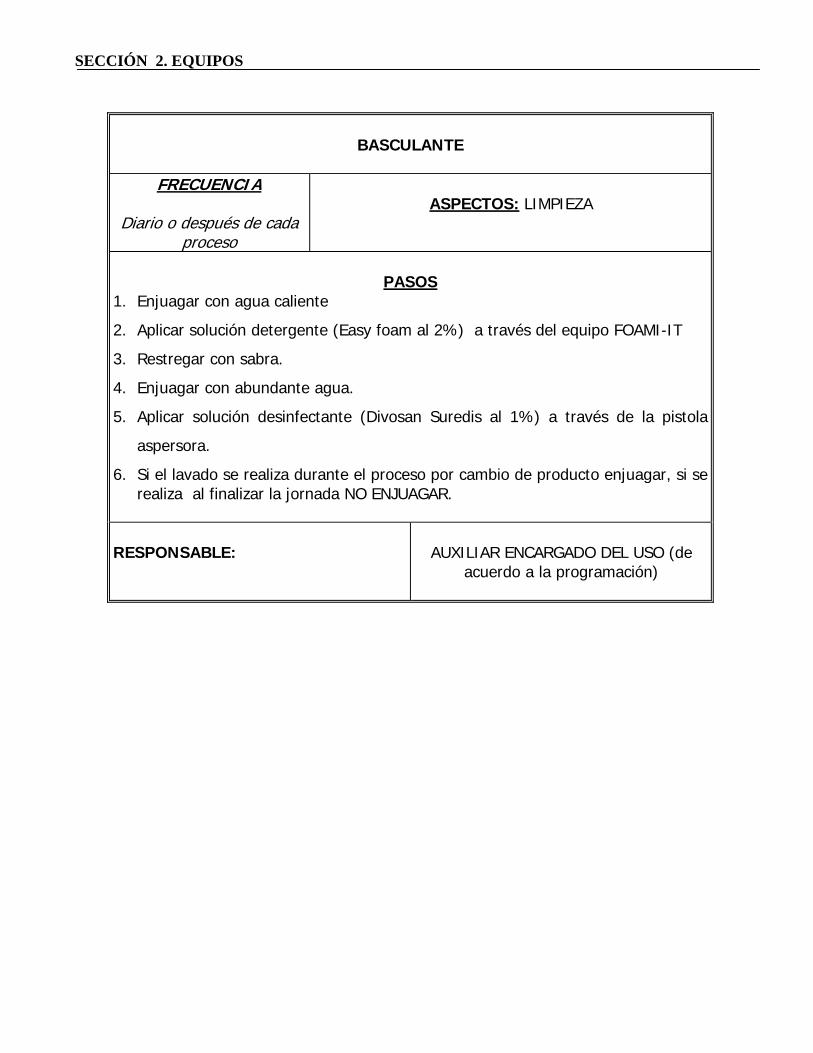
F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
BASCULANTE
FRECUENCIA
Diario o después de cada proceso
ASPECTOS: LIMPIEZA
PASOS
1. Enjuagar con agua caliente
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAMI-IT
3. Restregar con sabra.
4. Enjuagar con abundante agua.
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora.
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
PLANCHAS
FRECUENCIA Después de ser utilizada
ASPECTOS: LIMPIEZA
PASOS 1. Retirar los residuos gruesos de la plancha 2. Aplicar el (Sumagrill), puro en la plancha 3. Dejar actuar por 15 minutos 4. Restregar con sabra 5. Enjuague con suficiente agua. Nota: Las planchas deben estar a una temperatura de 40ºc
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)
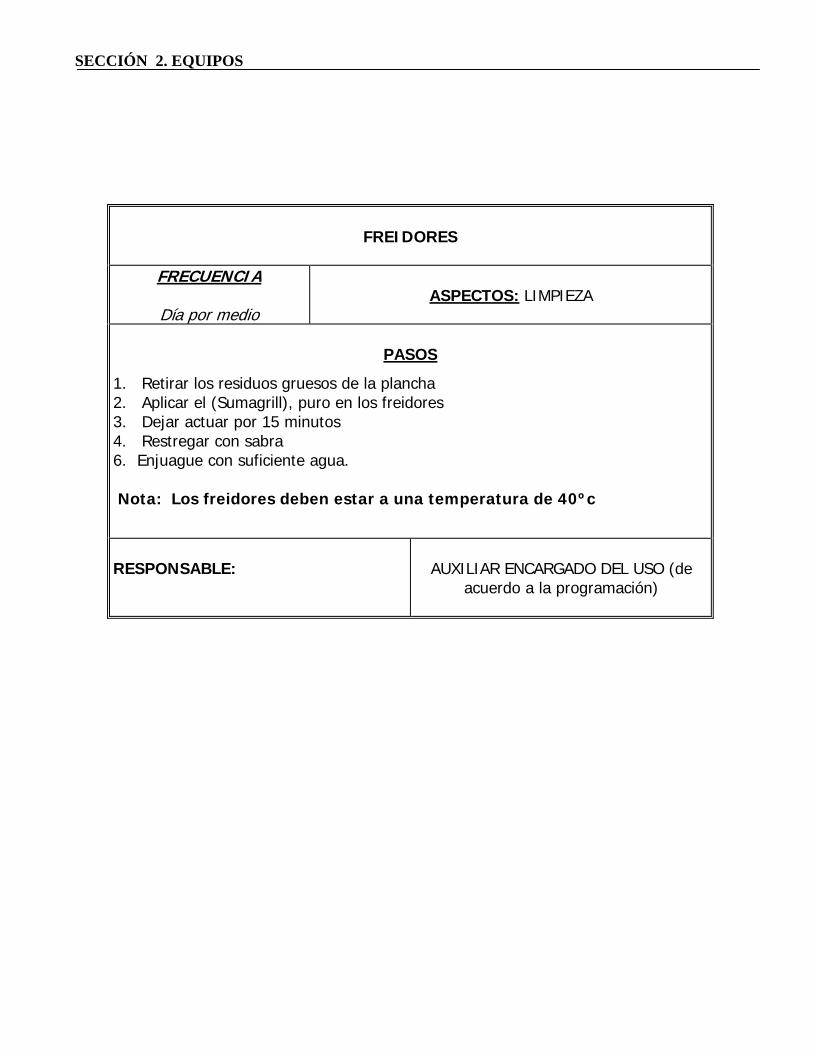
F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
FREIDORES
FRECUENCIA
Día por medio
ASPECTOS: LIMPIEZA
PASOS
1. Retirar los residuos gruesos de la plancha 2. Aplicar el (Sumagrill), puro en los freidores 3. Dejar actuar por 15 minutos 4. Restregar con sabra 6. Enjuague con suficiente agua. Nota: Los freidores deben estar a una temperatura de 40ºc
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
BATIDORA
FRECUENCIA
Diario
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Enjuagar con agua caliente
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAMI-IT
3. Restregar con sabra
4. Enjuagar con abundante agua
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si
se realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
HORNOS
FRECUENCIA
Semanal
ASPECTOS: LIMPIEZA
PASOS
1. Retirar la suciedad gruesa del horno
2. Aplicar desincrustante (Sumagril /puro) al horno internamente y a las parrillas
(la superficie no debe superar los 60°C de temperatura)
3. Dejar actuar por 15 minutos
4. Realizar acción mecánica con sabra
5. Enjuague con suficiente agua.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
ESTUFA
FRECUENCIA
Diaria
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Enjuagar con agua caliente a presión
2. Aplicar desincrustante (Sumagril), restregar con sabra y dejar actuar por 15
minutos.
3. Enjuagar con agua caliente a presión
4. Aplicar solución desinfectante (Divosan suredis al 1%) a través de la pistola aspersora
5. Si el lavado se realiza durante el proceso por cambio de producto enjuagar,
si se realiza al finalizar la jornada NO ENJUAGAR. RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
MARMITA
FRECUENCIA
Diario
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
7. Enjuagar con agua caliente
8. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAMI-IT
9. Restregar con sabra.
10. Enjuagar con abundante agua.
11. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora.
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
COCK AND CHILL TANQUE DE ALMACENAMIENTO DE AGUA Y EQUIPO DE
ENFRIAMIENTO
FRECUENCIA
Cada 3 meses ( se debe realizar con el area de
matenimiento)
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
EQUIPO DE ENFRIAMIENTO:
1. Drenar el Equipo. 2. Retirar residuos sólidos con agua caliente a presión. 3. Tomar de la estación dosificadora detergente (Easy foam 2%) a través de un
balde. 4. Aplicar el detergente a toda parte interna y poner en funcionamiento el
equipo. 5. Desmontar sistema de taparosca y filtros y lavarse con solución detergente
(Easy foam 2%) a través del equipo FOAMI-IT 6. Enjuagar el equipo con agua caliente a presión. 7. Aplicar solución desinfectante (Divosan Suredis 1%) al equipo y sus partes
desmontadas. 8. Realizar montaje.
TANQUE DE ALMACENAMIENTO:
1. Drenar el tanque. 2. Retirar residuos sólidos. 3. Accionar mecánicamente con esponjilla y detergente (Easy foam 2%). 4. Enjuagar con agua caliente a presión. 5. Aplicar desinfectante (Divosan Suredis 1%) por aspersión.
RESPONSABLE:
AUXILIAR ENCARGADO DE ESTE EQUIPO

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
COCK AND SHILL TANQUE DE ALMACENAMIENTO DE AGUA Y EQUIPO DE
ENFRIAMIENTO
FRECUENCIA
Diario. El agua se debe cambiar a diario.
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Cubrir el tablero de control del sistema de bombeo dosificador
2. Desconectar las mangueras de salida de productos de las boquillas del
sistema dosificador.
3. Retirar la rejilla del sistema dosificador
4. Remover sólidos con agua caliente a presión
5. Accionar mecánicamente todas las partes del equipo con detergente (Easy
foam al 2%), sabra y churrusco para mangueras
6. Enjuagar con agua caliente a presión
7. Desinfectar con solución desinfectante (Divosan Suredis 1%) por medio de la
pistola aspersora
8. No enjuagar
RESPONSABLE:
AUXILIAR ENCARGADO DE ESTE EQUIPO

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
COOK AND SCHILLER TANQUE DE ALMACENAMIENTO DE AGUA Y EQUIPO
DE ALMANCENAMIENTO
FRECUENCIA
Dia por Medio
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
EQUIPO DE ENFRIAMIENTO ( UNIDAD DE PAUSTERIZACION)
1. Desenergizar el equipo. 2. Desactivar alimentación de aire comprimido 3. Retirar puerta y tapas frontales 4. Lavar manualmente con agua jabón y escoba la parte interna del tambor al
igual que la estructura interna del equipo ( Espacio entre el cilindro y la carcasa)
5. Enjuagar con agua caliente a presión 6. Aplicar desinfectante con aspersión 7. Dejar actuar por 15 min. y enjuagar
LAVADO DE MANGUERAS:
1. Retirar abrazaderas 2. Lavar con agua y jabón y una sonda (metálica) que pasa de extremo a
extremo varias veces 3. Enjuagar con agua caliente a presión 4. Aplicar desinfectante y dejar actuar por 15 min. 5. Enjuagar el desinfectante con agua a presión. 6. Amar completamente el equipo
Nota: este procedimiento siempre se debe realizar con la persona autorizada del departamento de Mantenimiento.
RESPONSABLE: AUXILIAR ENCARGADO DE ESTE EQUIPO

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
AYUDANTES DE COCINA
FRECUENCIA
Diario ó al cambiar de proceso
ASPECTOS: LIMPIEZA Y DESINFECCION
PASOS
1. Desmontar sistemas de discos
2. Retirar residualidad con agua a presión
3. Aplicar solución detergente (Easy foam al 2%) a todas las superficies y sus
partes
4. Realizar acción mecánica a las superficies y todas sus partes
5. Enjuagar con abundante agua
6. Aplicar solución de desinfectante (Divosan Suredis al 1%) a través de la
pistola aspersora.
7. Si el equipo es utilizado inmediatamente enjuagar con abundante agua de lo
contrario NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
MOLINO BIRO
FRECUENCIA
Diario
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Desmontar el sistema, tornillo sinfín, cuchilla y disco
2. Retirar residualidad con agua a presión en toda sus partes y superficies
3. Aplicar solución detergente (Easy foam al 2%) en toda la superficie, las partes
pequeñas se sumergen por un tiempo en solución detergente.
4. Restregar con sabra
5. Enjuagar con agua a presión.
6. Aplicar solución desinfectante (Divisan Suredis al 1%) a través de la pistola
aspersora
7. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
AYUDANTE PELAPAPA
FRECUENCIA
Diaria
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Enjuagar con agua caliente
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Restregar con sabra
4. Enjuagar con abundante agua
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
LICUADORA
FRECUENCIA
Diaria
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Retirar residuos con agua a presión
2. Aplicar solución detergente (Easy foam al 2%) a través de equipo FOAM-IT
3. Restregar con sabra
4. Enjuagar con abundante agua
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si
se realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
CLIPEADORA
FRECUENCIA
Diaria
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Retirar residuos con agua a presión
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Restregar con sabra
4. Enjuagar con abundante agua
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)
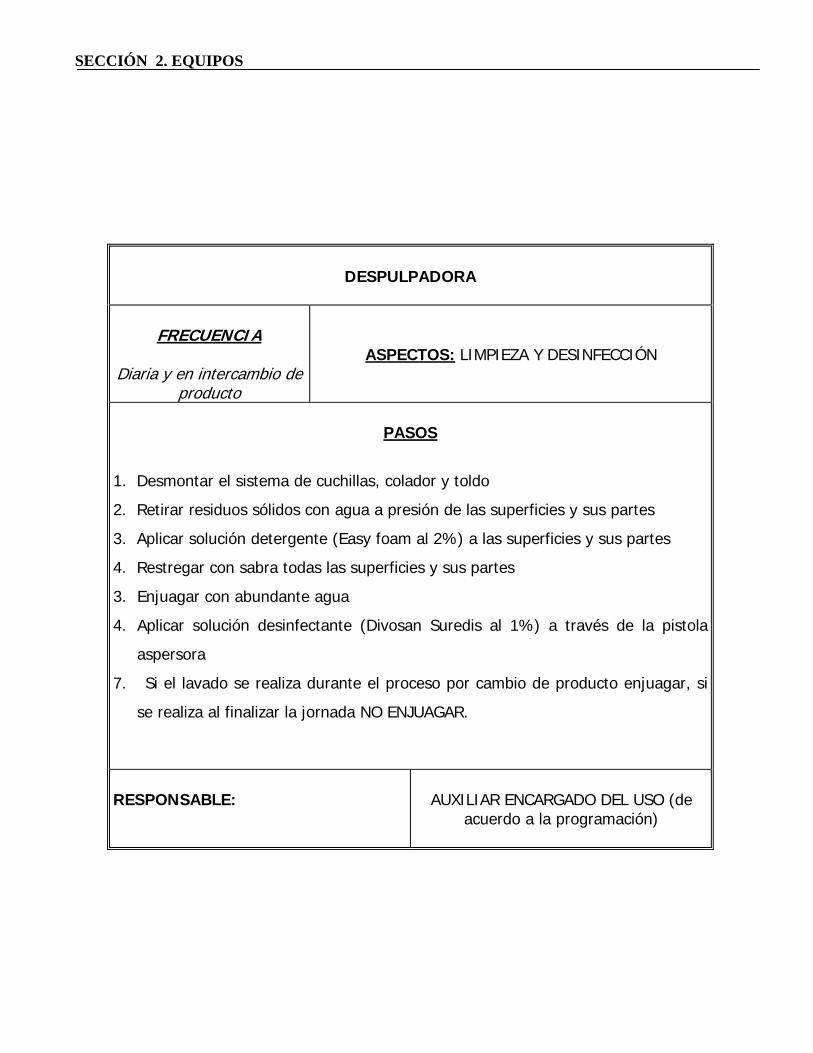
F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
DESPULPADORA
FRECUENCIA Diaria y en intercambio de
producto
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Desmontar el sistema de cuchillas, colador y toldo
2. Retirar residuos sólidos con agua a presión de las superficies y sus partes
3. Aplicar solución detergente (Easy foam al 2%) a las superficies y sus partes
4. Restregar con sabra todas las superficies y sus partes
3. Enjuagar con abundante agua
4. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersora
7. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si
se realiza al finalizar la jornada NO ENJUAGAR.
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

F:\ARCHIVOS\TRABAJOS_GRADO\ING.ALIMENTOS\43011045\tesis final\7.doc SECCIÓN 2. EQUIPOS
ARTESAS
FRECUENCIA
Diario
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Retirar residuos sólidos con agua a presión
2. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT
3. Restregar con sabra
4. Enjuagar con abundante agua
5. Aplicar solución desinfectante (Divosan Suredis al 1%) a través de la pistola
aspersor.
6. Si el lavado se realiza durante el proceso por cambio de producto enjuagar, si se
realiza al finalizarla jornada NO ENJUAGAR
RESPONSABLE:
AUXILIAR ENCARGADO DEL USO (de
acuerdo a la programación)

SECCIÓN 3 ACCESORIOS
DIFUSORES
FRECUENCIA
Trimestral
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Aplicar solución detergente (Easy foam al 2%) a través del equipo FOAM-IT,
permitiendo un contacto mínimo de 15 minutos.
2. Realizar acción mecánica
3. Enjuagar con agua caliente a través de la maquina carcher
RESPONSABLE:
Mantenimiento

SECCIÓN 3 ACCESORIOS
JABONERAS
FRECUENCIA
Quincenal
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Desmontar las jaboneras
2. Lavar con solución detergente (Easy foam al 2%)
3. Restregar con sabra
4. Enjuagar con agua caliente
5. Aplicar solución desinfectante (Divosan Suredis al 1%)
6. No enjuagar.
RESPONSABLE:
AUXILIAR PROCESO (de acuerdo a la
programación)

SECCIÓN 3 ACCESORIOS
TUBERIA AEREA
FRECUENCIA
Trimestral
ASPECTOS: LIMPIEZA
PASOS
1. Aplicar solución detergente (Easy foam al 2%)
2. Realizar acción mecánica
3. Enjuagar con agua caliente a través de la maquina carcher.
RESPONSABLE:
Mantenimiento

SECCIÓN 3 ACCESORIOS
CAMPANA EXTRACTORA
FRECUENCIA
Trimestral
ASPECTOS: LIMPIEZA
PASOS
1. Aplicar solución detergente (Easy foam al 2%)
2. Realizar acción mecánica
3. Enjuagar con agua caliente a través de la maquina carcher.
RESPONSABLE:
Mantenimiento

SECCIÓN 4. HIGIENE PERSONAL DEL MANIPULADOR
MANOS
FRECUENCIA
Diaria y cada cambio de
actividad
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Humedecer las manos
2. Aplicar 2 Push de jabón de manos (Soft care Bac/ puro) tomado de la jabonera.
3. Realizar lavado profundo de los dedos, manos, uñas, y antebrazos,
4. Enjuagar muy bien
5. Secar con secador de aire
6. Aplicar 1 push de desinfectante (Soft care gel H5/puro) tomado de la jabonera
7. No enjuagar.
RESPONSABLE:
Cada Auxiliar

SECCIÓN 4. HIGIENE PERSONAL DEL MANIPULADOR
BOTAS
FRECUENCIA
Diario (cada vez que se ingrese a la planta)
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Restregar la bota con cepillo tomando solución detergente (Easy foam al 2%) de
la poceta ubicada en la entrada de la planta.
2. Enjuagar con agua a presión.
3. Desinfectar la bota oprimiendo el botón correspondiente al equipo de aspersión.
RESPONSABLE:
Cada Auxiliar

SECCIÓN 4. HIGIENE PERSONAL DEL MANIPULADOR
PETOS Y GUANTES
FRECUENCIA Diario. Cada vez que sea
necesario
ASPECTOS: LIMPIEZA Y DESINFECCIÓN
PASOS
1. Enjuagar a presión con agua caliente
2. Apoyar petos y guantes en una superficie plana (mesón)
4. Aplicar solución detergente (Easy foam al 2%)
5. Restregar con sabra o cepillo
6. Enjuagar con agua caliente
7. Aplicar solución desinfectante (Divisan Suredis al 1%)
8. No enjuagar
RESPONSABLE:
Cada Auxiliar

FICHA TÉCNICA No 1
DETERGENTE EASY FOAM
USO MODO APLICACIÓN CARATERÍSTICAS RECOMENDACIONES DE SEGURIDAD
Limpieza
de pisos,
paredes y
superficies
en general.
El producto se puede
aplicar en solución o en
forma de espuma.
La concentración de uso
recomendada es entre el
2 –3 % v/v
Limpiador alcalino –
clorado para aplicación por
espuma, inmersión o alta
presión, en plantas
procesadoras de alimentos
y embotelladoras de
bebidas.
Ideal para ser utilizado en
limpieza de superficies de
difícil acceso (llenadoras,
cadenas transportadoras,
cutters, etc.). y en grandes
áreas (pisos, techos,
exteriores de tanques, etc.)
Por ser un producto
alcalino, puro es irritante en
ojos y piel.
En caso de contacto
enjuagar durante 10 minutos
con abundante agua.
En caso de Ingestión
enjuagar la boca con
abundante agua y procurar
atención médica.
Para su utilización se
recomienda el uso de los
siguientes elementos de
seguridad:
- Guantes de Caucho
- Gafas de Seguridad
- Overol o Peto de hule.
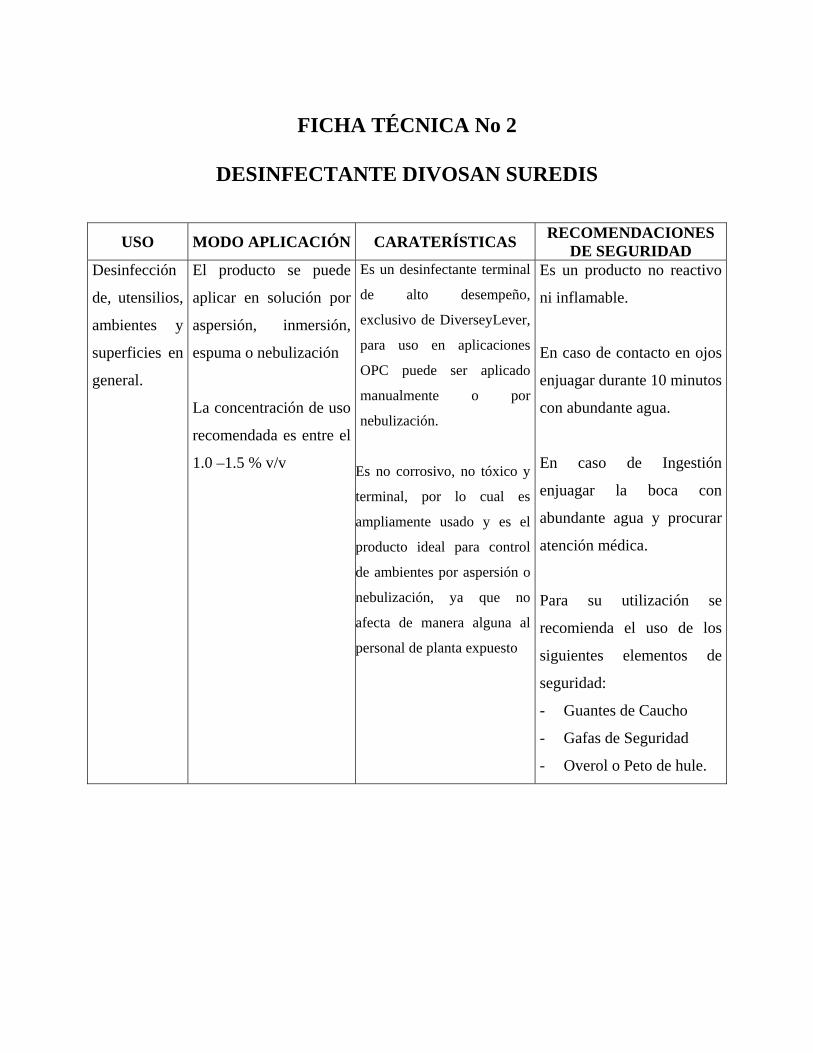
FICHA TÉCNICA No 2
DESINFECTANTE DIVOSAN SUREDIS
USO MODO APLICACIÓN CARATERÍSTICAS RECOMENDACIONES DE SEGURIDAD
Desinfección
de, utensilios,
ambientes y
superficies en
general.
El producto se puede
aplicar en solución por
aspersión, inmersión,
espuma o nebulización
La concentración de uso
recomendada es entre el
1.0 –1.5 % v/v
Es un desinfectante terminal
de alto desempeño,
exclusivo de DiverseyLever,
para uso en aplicaciones
OPC puede ser aplicado
manualmente o por
nebulización.
Es no corrosivo, no tóxico y
terminal, por lo cual es
ampliamente usado y es el
producto ideal para control
de ambientes por aspersión o
nebulización, ya que no
afecta de manera alguna al
personal de planta expuesto
Es un producto no reactivo
ni inflamable.
En caso de contacto en ojos
enjuagar durante 10 minutos
con abundante agua.
En caso de Ingestión
enjuagar la boca con
abundante agua y procurar
atención médica.
Para su utilización se
recomienda el uso de los
siguientes elementos de
seguridad:
- Guantes de Caucho
- Gafas de Seguridad
- Overol o Peto de hule.

FICHA TÉCNICA No 3
JABON ANTIBACTERIAL PARA MANOS
HANDY BAC
USO MODO APLICACIÓN CARATERÍSTICAS RECOMENDACIONES
DE SEGURIDAD Lavado y
desinfección
de manos
El producto debe
aplicarse puro sin
diluirse.
Aplicar siempre antes
de entrar a la planta.
Restregar en uñas,
manos, espacio entre
dedos y antebrazo.
Jabón líquido en crema
grado antibacterial, de
moderada espuma y fácil
enjuague. Contiene una
mezcla balanceada de
humectantes,
desinfectantes y
emolientes. No contiene
perfume.
Efectivo contra un amplio
rango de microorganismos
y hongos.
Es un producto no reactivo
ni inflamable.
En caso de contacto en ojos
enjuagar durante 10 minutos
con abundante agua,
mantener los párpados
separados y procurar
atención médica.
En caso de Ingestión beber
abundante agua y procurar
atención médica.

5.4.3 Capacitaciones
La capacitación del personal de la industria, y las aplicaciones del sistema de
HACCP y la mayor conciencia de los consumidores constituyen elementos
esenciales para una aplicación eficaz del sistema de HACCP. Para contribuir al
desarrollo de una capacitación específica en apoyo de un plan de HACCP,
deberán formularse instrucciones y procedimientos de trabajo que definan las
tareas del personal operativo que se destacará en cada punto crítico de
control.
La cooperación entre productor primario, industria, grupos comerciales,
organizaciones de consumidores y autoridades competentes es de máxima
importancia. Deberán ofrecerse oportunidades para la capacitación conjunta
del personal de la industria y los organismos de control, con el fin de fomentar
y mantener un diálogo permanente y de crear un clima de comprensión para la
aplicación práctica del sistema de HACCP.
Todas las personas que han de realizar actividades de manipulación de
alimentos deben tener formación en materia de educación sanitaria,
especialmente en cuanto a prácticas higiénicas en la manipulación de
alimentos. Igualmente deben estar capacitados para llevar a cabo las tareas
que se les asignen, con el fin de que sepan adoptar las precauciones
necesarias para evitar la contaminación de los alimentos. (3)
Las empresas deberán tener un plan de capacitación continuo y permanente
para el personal manipulador de alimentos desde el momento de su
contratación y luego ser reforzado mediante charlas, cursos u otros medios
efectivos de actualización. Esta capacitación estará bajo la responsabilidad de
la empresa y podrá ser efectuada por esta.
El manipulador de alimentos debe ser entrenado para comprender y manejar el
control de los puntos críticos que están bajo su responsabilidad y la
importancia de su vigilancia o monitoreo; además, debe conocer los límites
críticos y las acciones correctivas a tomar cuando existan desviaciones en
dichos límites (3)
85
5.4.4 Proveedores
Dentro de sistema HACCP es necesario establecer procedimientos que
garanticen el aprovisionamiento de materias primas correctas. Además de la
definición de fichas técnicas para cada producto, se debe establecer los
mecanismos de seguimiento a los proveedores, al menos a los identificados
como críticos en relación a la seguridad alimentaría. Los procedimientos para la
homologación y deshomologación de los proveedores y las auditorias a
proveedores son una de los mejores medios para cumplir con esto.
Además, sirven para conocer mejor las posibilidades y limitaciones del
proveedor, y mejorar el entendimiento entre proveedor-cliente.
Las auditorias a los proveedores deben estar definidas en un Programa de
auditorias. Se debe tener en cuenta la criticidad de la materia prima y la
fiabilidad del proveedor en la planificación de las auditorias a los proveedores.
Además de realizar un cronograma de visitas a proveedores anual, de tal
forma que se conozcan a fondo y poder calificar el estado de estas empresas
86

PROVEEDOR PRODUCTOS QUE MANEJA
VISITAS TECNICAS
GRADO DE RIESGO
HARINERA DEL VALLE S.A. PASTA TORNILLOS ANUAL 1 SPAGUETTI ANUAL 1
COMERCIALIZADORA AL GRANO LTDA ARROZ SONORA NUECES (solo Diciembre) Octubre (semana 43) 1
ACEITES Y GRASAS VEGETALES S.A. ACEITE Abril ( semana 14) 1 MARGARINA DAGUSTO * 15 k Abril ( semana 14) 1
COMVERFRUT LTDA ACELGA Mayo (semana 19) 2 o 3 ARROZ PRECOCIDO Sept (semana 37) 1 AHUYAMA Mayo (semana 19) 2 o 3 AJOS AJI Sept (semana 37) 2 o 3 ALBAHACA Mayo (semana 19) 1 APIO ARREGLADO Sept (semana 37) 2 o 3 ARRACACHA Mayo (semana 19) 2 o 3 BROCOLI Sept (semana 37) 2 o 3 CALABAZA Mayo (semana 19) 2 o 3 CEBOLLA CABEZONA BLANCA Sept (semana 37) 2 o 3 CEBOLLA LARGA ARREGLADA Mayo (semana 19) 2 o 3 CILANTRO Sept (semana 37) 2 o 3 COLICERO Mayo (semana 19) 2 o 3 COLIFLOR Sept (semana 37) 2 o 3 CURABA Mayo (semana 19) 2 ESPINACAS Sept (semana 37) 2 o 3 FRESAS (aveces) Mayo (semana 19) 2 FRIJOL VERDE EN CASCARA Sept (semana 37) 1 FRIJOL VERDE DESGRANADO Mayo (semana 19) 1 GUANABANA Sept (semana 37) 2 GUAYABA Mayo (semana 19) 2 GUASCAS Sept (semana 37) 2 HABAS Mayo (semana 19) 1 HABICHUELA PICADA Sept (semana 37) 2 LECHUGA Mayo (semana 19) 2 LULO Sept (semana 37) 2 MORA Mayo (semana 19) 2 MANZANA VERDE Sept (semana 37) 2 MANGO Mayo (semana 19) 2 MARACUYA Sept (semana 37) 2 MAZORCA Mayo (semana 19) 2 o 3 PAPA CRIOLLA LAVADA Sept (semana 37) 2 o 3 PAPA R12 Mayo (semana 19) 2 o 3
PLANTA DELICIAS ACTUALIZACION PROVEEDORES

PAPA CHALEQUIADA Sept (semana 37) 2 o 3 PAPA PICADA Mayo (semana 19) 2 o 3 PAPA EXTRALAVADA Sept (semana 37) 2 o 3 PAPA PORCION Mayo (semana 19) 2 o 3 PEPINO COHOMBRO Sept (semana 37) 2 o 3 PEPINO COMUN Mayo (semana 19) 2 o 3 PEREJIL CRESPO Sept (semana 37) 2 o 3 PEREJIL LISO Mayo (semana 19) 2 o 3 PIMENTON Sept (semana 37) 2 o 3 PIÑA (aveces) Mayo (semana 19) 2 PLATANO MADURO Sept (semana 37) 2 o 3 PLATANO VERDE Mayo (semana 19) 2 o 3 RABANO ROJO Sept (semana 37) 2 o 3 REMOLACHA Mayo (semana 19) 2 o 3 REPOLLO BLANCO Sept (semana 37) 2 o 3 TOMATE CHONTO Mayo (semana 19) 2 o 3 YUCA Sept (semana 37) 2 o 3 YUCA ARREGLADA Mayo (semana 19) 2 o 3 ZANAHORIA PELADA Sept (semana 37) 2 o 3 CHAMPIÑONES Mayo (semana 19) 1 LAUREL Sept (semana 37) 1 TOMILLO Mayo (semana 19) 1
LEVAPAN S.A. MOSTAZA Junio (semana 26) 2 MAYONESA Nov (semana 48) 2 SALSA DE TOMATE Junio (semana 26) 2 PASTA DE TOMATE Nov (semana 48) 2 ESENCIA DE VAINILLA Junio (semana 26) 1 FECULA DE MAIZ Nov (semana 48) 1
TECNAS S.A. CALDO DE CARNE Mayo (semana 21) 1 CALDO DE GALLINA Mayo (semana 21) 1 ADOBO DE POLLO Mayo (semana 21) 1 LIGADOR XT Mayo (semana 21) 1 SALSA DE SOYA Mayo (semana 21) 2 RESPONSE (reemplaza al Wheates) Mayo (semana 21) 1 PREMEZCLA NATILAS AREQUIPE Mayo (semana 21) 1
GRANJA BUENOS AIRES S.A. NO ES PROVEEDOR
MANUELITA S.A. AZUCAR ANUAL 1
PRODUCTOS EL DIAMANTE LTDA CREMA DE LECHE Abril (semana 16) 3
DIST.PESCADOS Y MARISCOS SERVIPEZ CAMARON Marzo (semana 12) 3
PROD ALIMENTICIOS SANTILLANA UVAS PASAS Mayo (semana 20) 1

AREQUIPE Mayo (semana 20) 3
DISTRI ALIMENTOS OJEDA LTDACIRUELAS PASAS (solo Diciembre) ANUAL 1
POMAR LECHE Litro Marzo (semana 13) 3
CALSA DE COLOMBIA S.A. COLOR AMARILLO Octu (semana 40) 1
BRINSA S.A. SAL ANAUL 1
RAMIREZ RAFAEL ANTONIO ARVEJA VERDE DESGRANADA Junio (semana 23) 2 o 3
LACTEOS LA CAROLINA LTDA NO ES PROVEEDOR
SCHADEL LTDA QUESO RALLADO Mayo (semana 18 ) 3 QUESO RICCOTA Mayo (semana 18 ) 3
AGROINDUSTRIA UVE S.A NO ES PROVEEDOR
FRESAS SANTA ANA FRESAS Julio (semana 27) 2
COMESTIBLES A LA LATA WILLOP LTDA PAPA FOSFORITO Agosto (semana 32) 1 o 2
PRODUCTOS EL TOMATICO SALSA DE TOMATE Julio (semana 27) 2 MAYONESA Julio (semana 27) 2 DULCE DE PIÑA Julio (semana 27) 1
FACTORES & MERCADEO LTDA BENZOBATO Julio (semana 30) 1 SORBATO Julio (semana 30) 1
COMESTIBLES SAN ANTONIO NO ES PROVEEDOR
COMESTIBLES ALFA LTDA ALCAPARRAS Sept (semana 36) 2 o 3
PROD. ALIM. FROZEN EXPRESS PAPAS FOSFORITO Octu (semana 40) 1 o 2 CROQUETAS DE YUCA Octu (semana 40) 1 o 2
PRONATO PRODUCTOS NATURALES DEL TOL ZUMO DE LIMON Julio (semana 28 ) 2

FABRICA DE ESPECIAS Y PRODUCTOS EL REY PIMIENTA Sep (semana 39) 1
AGRINCO LTDA. NO ES PROVEEDOR
RAUL CORTES RAMIREZ NO ES PROVEEDOR
COLOMBINA S.A NO ES PROVEEDOR
PROD LACTEOS PASCO QUESO DOBLE CREMA Junio (semana 25) 3
ANGEL VALENZUELA CLAUDIA ROCIO NO ES PROVEEDOR
PARMALAT IND LECHE CONDENSADA Marzo (semana 11) 3
LISTA ALIMENTICIA S.A RAVIOLIS DE CARNE Agosto (semana 34) 3
PRODUCTOS EL DORADO S.A. MIEL Sept (semana 39) 1
MALAGON SUAREZ YENNY CONSTANZA NO ES PROVEEDOR
NESTLE DE COLOMBIA S.A SALSA DEMIGLACE 2
PRODUCTOS ITALA LTDA PASTA LASAGNA Octu (semana 41) 1
INDUS DE ALIMENTOS LTDA. BOG NO ES PROVEEDOR
COLACTEOS DE NARI¥O COOP P LAC NARI NO ES PROVEEDOR
PRODUCTOS JACOBSEN LTDA CANELA EN POLVO Octubre (semana 44) 1 ASTILLAS Octubre (semana 44) 1 COMINO Octubre (semana 44) 1 CLAVO ENTERO Octubre (semana 44) 1 MOSTAZA EN POLVO Octubre (semana 44) 1
DISTRIBUIDORA DE MAZORCA MAZORCA DESGRANADA Agosto (semana 35) 2 o 3
UNILEVER ANDINA COLOMBIA LTDA NO ES PROVEEDOR
SURAMERICANA DE FRUTAS LTDA SALSA DE AJI Junio (semana 23) 2
FRIGORIFICO DE LA COSTA S.A THAINE CREMA DE AJONJOLI 2

BUONGUSTAIO E.U. NO ES PROVEEDOR
ALPINA INDUSTRIA NO ES PROVEEDOR
HOGIER GARTNER & CIA S.A. ETIQUETAS DIC. (Natillas, Excelenze) Octubre (semana 44) 1
IMCO FOODS LTDA AZUCAR IMPORTADA (Pernil Virginia) 1
PRODUCTOS PRECOCIDOS MUTE Agosto (semana 31) 1
PROD NATURALES DE LA SABANA S.A NO ES PROVEEDOR
ETQTAS E IMPRESOS S.A. ETIPRES CODIGOS DE BARRAS Octubre (semana 44) 1
PRODUCTOS ALIM INGEL GELATINAS 1
INDES LTDA NO ES PROVEEDOR
FABRICA ENVASES ALUMINIO ASEO LIMPI NO ES PROVEEDOR
CUCA QUINONES OCTAVIO NO ES PROVEEDOR
POZO ANTIGUO LTDA NO ES PROVEEDOR
PRODUCTOS ROYVE LTDA NO ES PROVEEDOR
PLANTA CENTRAL PESCADERIA GALEON TRUCHA DESHUESADA GALEON BIMESTRAL 3 MOJARRA GALEON BIMESTRAL 3 CALAMAR MORADO LIMPIO GALEON BIMESTRAL 3 BAGRE AMAZONAS GALEON ENTERO KILO BIMESTRAL 3 ALMEJA PELADA GALEON BIMESTRAL 3 FILETE ROBALO NACL GALEON BIMESTRAL 3
PLANTA CARNICAS CARNES CHORIZO PARRILLA PORCHI CARULLA PQT X 225 GR BIMESTRAL 3 MORCILLA PORCHI 1PQTX450G BIMESTRAL 3
PLANTA CENTRAL CARNES TRANSFERENCIA PERNIL CON RABADILLA A GRANEL BIMESTRAL 3 PERNIL SIN RABADILLA GRANEL BIMESTRAL 3 POSTA FILETE DE AGUJAS BIMESTRAL 3 POSTA MOLIDA CORRIENTE BIMESTRAL 3 POSTA SOBREBARRIGA BIMESTRAL 3 POSTA MUCHACHO DE PIERNA BIMESTRAL 3
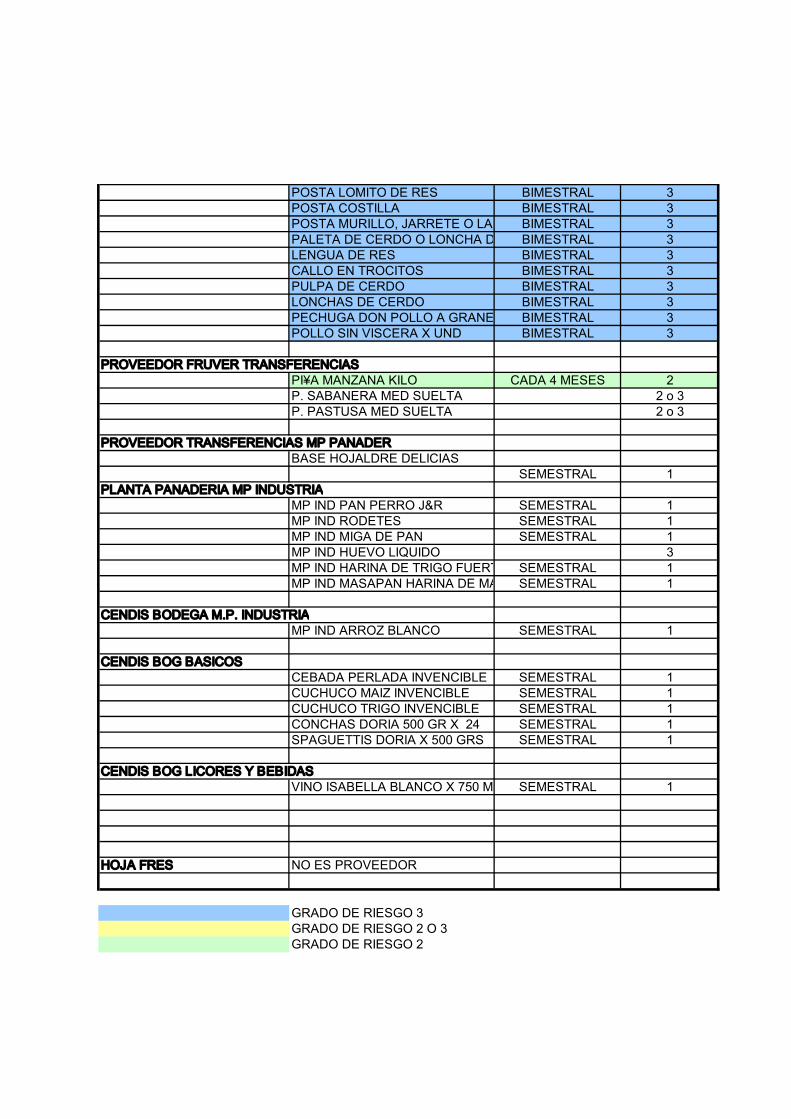
POSTA LOMITO DE RES BIMESTRAL 3 POSTA COSTILLA BIMESTRAL 3 POSTA MURILLO, JARRETE O LAGARTO BIMESTRAL 3 PALETA DE CERDO O LONCHA DE CERDO C/P BIMESTRAL 3 LENGUA DE RES BIMESTRAL 3 CALLO EN TROCITOS BIMESTRAL 3 PULPA DE CERDO BIMESTRAL 3 LONCHAS DE CERDO BIMESTRAL 3 PECHUGA DON POLLO A GRANEL BIMESTRAL 3 POLLO SIN VISCERA X UND BIMESTRAL 3
PROVEEDOR FRUVER TRANSFERENCIAS PI¥A MANZANA KILO CADA 4 MESES 2 P. SABANERA MED SUELTA 2 o 3 P. PASTUSA MED SUELTA 2 o 3
PROVEEDOR TRANSFERENCIAS MP PANADER BASE HOJALDRE DELICIAS
SEMESTRAL 1 PLANTA PANADERIA MP INDUSTRIA
MP IND PAN PERRO J&R SEMESTRAL 1 MP IND RODETES SEMESTRAL 1 MP IND MIGA DE PAN SEMESTRAL 1 MP IND HUEVO LIQUIDO 3 MP IND HARINA DE TRIGO FUERTE SEMESTRAL 1 MP IND MASAPAN HARINA DE MAIZ BLANCA SEMESTRAL 1
CENDIS BODEGA M.P. INDUSTRIA MP IND ARROZ BLANCO SEMESTRAL 1
CENDIS BOG BASICOS CEBADA PERLADA INVENCIBLE SEMESTRAL 1 CUCHUCO MAIZ INVENCIBLE SEMESTRAL 1 CUCHUCO TRIGO INVENCIBLE SEMESTRAL 1 CONCHAS DORIA 500 GR X 24 SEMESTRAL 1 SPAGUETTIS DORIA X 500 GRS SEMESTRAL 1
CENDIS BOG LICORES Y BEBIDAS VINO ISABELLA BLANCO X 750 ML SERVIMOS SEMESTRAL 1
HOJA FRES NO ES PROVEEDOR
GRADO DE RIESGO 3 GRADO DE RIESGO 2 O 3 GRADO DE RIESGO 2

5.4.5 Rotulado
El rotulado o etiquetado es un material escrito, impreso o gráfico que contiene
el rótulo o etiqueta, y que acompaña el alimento o se expone cerca del
alimento, incluso en el que tiene por objeto fomentar su venta o colocación.
El Rotulado de las materias primas de alimentos para consumo humano.
Las materias primas en el rótulo o etiqueta de los empaques o envases que las
contienen deberán tener como mínimo la siguiente información en idioma
español:
1. Nombre de la materia prima. 2. Lista de ingredientes. 3. Contenido Neto. 4. Nombre y Dirección. 5. País de Origen. 6. Identificación del Lote. 7. Fecha de Vencimiento. 8. Sistema de Conservación. (4)
94

1
Revisado por: COORDINADOR ASEGURAMIENTO DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD Directora Aseguramiento de Calidad
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-017 DE
INSTRUCTIVO DE ROTULADO FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
00
Página 1 de 3
07 02 15
1. OBJETIVO Impartir el instructivo al rotulado de producto en proceso. 2. INSTRUCCIÓN RECEPCIÓN DE MATERIA PRIMA Las materias primas utilizadas para las diferentes referencias deben cumplir con los siguientes requisitos de identificación para su recibo: − Identificadas con su respectivo stiker con la fecha de vencimiento ó Fecha de
producción, lote, el nombre del producto, nombre del proveedor. − La materia prima e insumos al ingreso a la bodega de almacenamiento, son
identificados con un sello que indica la fecha de entrada: (Día – Mes – Año). − La diferentes carnes (carne de res y pollo), recibidas en canastillas plásticas
deben contener una a una su respectiva identificación, esto se debe cumplir tanto para proveedor interno como externo en su respectivo empaque.
− Para los diferentes tipos de vegetales, tubérculos y frutas se tendrá en cuenta, la fecha de recepción de la materia prima para su respectiva rotación, aplicando el sistema PEPS (primero en entrar, primero en salir)
− Para los productos no perecederos como aceite, granos, caldo de gallina, harina de trigo, huevos, condimentos se tendrá en cuenta la fecha de vencimiento y/o producción.
MATERIAL DE EMPAQUE Los diferentes empaques al ingreso a la bodega de almacenamiento, son identificados con un sello que indica la fecha de entrada (Día – Mes – Año).
El laboratorio de análisis de empaques analizará el producto y determinará si las características cumplen con la ficha técnica correspondiente. De no ser así, se debe rotular el lote como RECHAZADO.

2
Revisado por: COORDINADOR ASEGURAMIENTO DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD Directora Aseguramiento de Calidad
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-017 DE
INSTRUCTIVO DE ROTULADO FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
00
Página 2 de 3
07 02 15
ROTULOS Y ETIQUETAS La planta Delicias cuenta con varios tipos de etiquetas según el producto elaborado. Estas etiquetas contienen la información general que debe tener el producto fabricado en las industrias alimentarías, en conformidad con la resolución 5109 del Ministerio de la Protección Social. La información general que se presenta en las etiquetas es: Nombre del producto Ingredientes Registro sanitario Fecha de vencimiento Fecha de empaque Peso neto Lote País de origen Nombre y Dirección del fabricante ALMACENAMIENTO Y ROTACION DE MATERIA PRIMA EN EL CUARTO FRIO Cada una de las materias primas que ingresan a los cuartos fríos correspondientes son identificadas con un stiker que contenga la fecha de ingreso, se aplica el sistema PEPS ROTULADO DE ALMACENAMIENTO DE PRODUCTO EN TRANSITO El producto en tránsito debe estar identificado con un stiker con la fecha de producción y las carnes con la fecha del día

3
Revisado por: COORDINADOR ASEGURAMIENTO DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD Directora Aseguramiento de Calidad
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-017 DE
INSTRUCTIVO DE ROTULADO FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
00
Página 3 de 3
07 02 15
ETIQUETADO PRODUCTO TERMINADO Cada una de las referencias de tamal despachadas a los diferentes puntos de venta a nivel nacional, debe contener la siguiente información sobre la etiqueta preimpresa: _ Nombre del producto. _ Instrucciones de uso. _ Ingredientes _ Nombre y dirección de la empresa. _ Logo del formato hacia donde va dirigido. _ Peso neto _ Manténgase refrigerado _ Registro sanitario _ Preguntas y sugerencias _ Código de barras (identificación del producto)


5.4.6 Trazabilidad
La trazabilidad es una herramienta de gestión necesaria para garantizar el
sistema HACCP, la trazabilidad es "la posibilidad de encontrar y seguir el
rastro, a través de todas las etapas de producción, transformación y
distribución, de un alimento.
Según el Codex Alimentarius, "Trazabilidad es la capacidad para seguir el
movimiento de un alimento a través de etapa(s) especificadas de la
producción, transformación y distribución".
El procedimiento o sistema de Trazabilidad tendrá en cuenta:
• La clasificación de los productos: identificación
• La información relevante de los productos: datos
• La relación entre la identificación del producto y los datos: registros
• La relación con el sistema de autocontrol (HACCP): procedimientos
5.4.7 Producto no conforme
El fabricante proporcionará medios para asegurar que el producto que no
conforme con los requerimientos del producto sea identificado y controlado
para prevenir el uso o entrega involuntaria de producto no conforme.
El control de producto no conforme estará definido en el sistema de
documentación.
Todos los productos no conforme serán segregados de la producción hasta que
se disponga de ellos por una autoridad reconocida.
• Control del producto no conforme: Bloqueo producto no conforme
1. Análisis de No Conformidades
2. Destino producto no conforme: Reparado - Aceptados mediante
permiso - Recalificados - Rechazados -
3. Concesiones de Clientes
4. Verificación reproceso.
98

1
Revisado por: COORDINADOR DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-016 DE
PRODUCTO NO-CONFORME Y
CORRECCIÓN
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
07 02 15 00
Página 1 de 4
1. OBJETIVO Impartir el instructivo correspondiente para identificar y controlar el uso o entrega de producto no conforme con los requisitos establecidos durante las diferentes etapas del proceso y la corrección de la no conformidad aplicable. 1. DEFINICIONES PRODUCTO NO-CONFORME: Es aquel que por sus características físicas, químicas microbiológicas o sensoriales no cumple con las especificaciones definidas. 2. ETAPAS DEL PROCESO MATERIA PRIMA 2.1 RECIBO DE VEGETALES, GRANOS, HARINAS, ACEITES, FRUTAS, TUBERCULOS, CONDIMENTOS Y CARNES (POLLO, DE RES): 2.1.1 Temperatura y limpieza del vehículo Los diferentes cortes de carnes que tengan temperatura interna > a 5.0°C, no serán aceptado en la planta Delicias. Estas materias primas se deben transportar en vehículos aislados del medio ambiente, en canastillas cubiertas con plástico. En caso contrario este producto es considerado No Conforme y se realizará su respectiva devolución al proveedor. La no conformidad debe quedar consignada en el registro Recibo de Materia Prima ubicado en el centro de control Recibo Materias Primas. El Analista de calidad debe diligenciar el formato de No Conformidades.

2
Revisado por: COORDINADOR DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-016 DE
PRODUCTO NO-CONFORME Y
CORRECCIÓN
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
07 02 15 00
Página 2 de 4
2.2. RECIBO DE PRODUCTOS PERECEDEROS Y SEMI PERECEDEROS 2.2.1. Inspección visual Los vegetales que presenta características no aceptables como presencia de hongos, podredumbre, sucias y secas son considerados como No Conforme y se realizara su respectiva devolución al proveedor. Los productos no perecederos que no cumplan con su empaque original o presentan deterioro de este, que no tengan su respectiva identificación (fecha de vencimiento, fecha de producción, lote). Son considerados como No Conforme y se realizará su respectiva devolución al proveedor. El coordinador de recibo debe informar al Analista de Calidad, quien diligenciará una Orden de Rechazo. Esta orden será revisada y firmada por el Líder de producción. De igual forma, el Analista debe diligenciar el formato de No Conformidades 2.3. MATERIAS PRIMAS EN ALISTAMIENTO Para las materia primas en transito como los vegetales y las carnes se realizará un pre-alistamiento el día anterior a la producción, al siguiente día se deben utilizar para los diferentes lotes de las líneas de producción de la planta Delicias. Si una de estas materias primas no es utilizada dentro de las siguientes horas se procederá a rechazarlas como materia orgánica. Carnes adobadas: 36 horas Carnes en proceso de descongelación: 60 horas Vegetales: 24 horas

3
Revisado por: COORDINADOR DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-016 DE
PRODUCTO NO-CONFORME Y
CORRECCIÓN
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
07 02 15 00
Página 3 de 4
El coordinador del proceso debe informar al Analista de Calidad, que diligenciará una Orden de Rechazo. Esta orden será revisada y firmada por el Líder de producción. De igual forma, el Analista debe diligenciar el formato de No Conformidades. MATERIAS PRIMAS CAIDAS AL PISO: Una vez caídas las diferentes referencias de materias primas se procede a colocarlas en sus respectivas canecas de desecho orgánico, esto debe cumplirse para las diferentes materias primas que ya han tenido un proceso de cocción. 3 PRODUCTO TERMINADO Producto terminado no conforme (por inspección visual, determinación de laboratorio o cumplimiento de su vida útil en planta). Según norma interna del laboratorio de microbiología CARULLA VIVERO S,A. , solo se aceptaran 500 Mesófilos (Microorganismos no patógenos) y como norma externa 10.000 Mesófilos hasta la culminación de su vida útil. Si el producto terminado es no conforme según los análisis realizados por el laboratorio de microbiología, el lote será retenido y se realizara un nuevo muestreo, si este presenta microorganismos patógenos en el segundo muestreo ( por ejemplo Salmonella), se procederá a rechazarlo y destruirlo y desviarlo a desecho orgánico. Sí el lote de producción presenta microorganismos no patógenos ( por ejemplo mesofilos ), Se tendrán en cuenta tres alternativas: 1. Este sé recocinara por un tiempo no mayor a 60 minutos, y se realizaran nuevos análisis de laboratorio, para su posterior despacho.
Una vez conocido el resultado del laboratorio si este es aceptable se libera el lote

4
Revisado por: COORDINADOR DE CALIDAD
Fecha:
Aprobado por: ADRIANA CORAL D. DIREC. ASEGURAMIENTO DE CALIDAD
Fecha:
NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-016 DE
PRODUCTO NO-CONFORME Y
CORRECCIÓN
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
07 02 15 00
Página 4 de 4
para su respectivo despacho. 2. Sí el producto una vez recoccinado presenta Microorganismos no patógenos (Mesofilos), se despachara para consumo interno en las cafeterías de la compañía. 3. Si el producto es no-conforme por mesófilos y ya se ha despachado se le informa a la unidad de venta para que revise el producto y de acuerdo al diagnostico se devuelva a la planta el producto que no cumpla con las características sensoriales. Cuando el laboratorio informe que el producto es no conforme por patógenos o coliformes y este producto ya haya sido despachado se informara y recogerá de inmediato de la unidad de venta. El producto que no cumpla con las características de presentación es considerado no conforme, será direccionado al reproceso. El producto terminado que haya cumplido con la vida útil establecida para cada uno, y cumpla con las diferentes características sensoriales será destinado para la cafetería central o en su defecto para la venta de su cliente interno. El producto se almacenará de acuerdo a su vida útil en planta y luego se procede al despacho al punto de venta teniendo en cuenta la vida útil para los almacenes. Esto aplica para temporada alta. El analista de Calidad diligenciará una Orden de Rechazo. Esta orden será revisada y firmada por el Líder de producción.

5NORMAS Y PROCEDIMIENTOS DE CALIDAD CÓDIGO: IN 2-016 DE
PRODUCTO NO-CONFORME Y
CORRECCIÓN
FECHA DE EMISIÓN FECHA DE REVISIÓN REVISIÓN
A M D A M D
07 02 15 00
Página 5 de 4

5.4.8 Plan de muestreo
Para Las muestras de análisis, las autoridades sanitarias, podrán tomar
muestras en cualquiera de las etapas de fabricación, procesamiento, envase,
expendio, transporte y comercialización de los alimentos, para efectos de
inspección y control sanitario. La acción y periodicidad de muestreo estará
determinada por criterios tales como: riesgo para la salud pública, tipo de
alimento, tipo de proceso, cobertura de comercialización.
De toda toma de muestras de alimentos, la autoridad sanitaria competente
levantara un acta firmada por las partes que intervengan, en la cual se hará
constar la forma de muestreo y la cantidad de muestras tomadas y dejara
copia al interesado con una contra muestra. En caso de negativa del
representante legal o propietario o encargado del establecimiento para firmar
el acta respectiva, esta será firmada por un testigo. (3)
5.4.9 Fichas técnicas
Las Fichas Técnicas deben contener: a) Identificación y procedencia del producto alimenticio o materia prima; b) Presentación comercial; c) Vida útil y condiciones de almacenamiento; d) Forma de consumo y consumidores potenciales; e) Instrucciones especiales de manejo y forma de consumo; f) Características organolépticas, físico–químicas y microbiológicas del producto alimenticio; g) Material de empaque con sus especificaciones.(5)
103

5.5. ANALISIS HACCP
El Plan HACCP debe elaborarse para cada producto, ajustado a la política de
calidad de la empresa y contener como mínimo lo siguiente:
1. Organigrama de la empresa en el cual se indique la conformación del
Departamento de Aseguramiento de la Calidad, funciones propias y relaciones
con las demás dependencias de la empresa.
2. Plano de la empresa en donde se indique la ubicación de las diferentes
áreas e instalaciones y los flujos del proceso (producto y personal).
3. Descripción de cada producto alimenticio procesado en la fábrica, en los
siguientes términos:
Ficha Técnica
a) Identificación y procedencia del producto alimenticio o materia prima;
b) Presentación comercial;
c) Vida útil y condiciones de almacenamiento;
d) Forma de consumo y consumidores potenciales;
e) Instrucciones especiales de manejo y forma de consumo;
f) Características organolépticas, físico–químicas y microbiológicas del
producto alimenticio;
g) Material de empaque con sus especificaciones.
4. Diagrama de flujo del proceso para cada producto y narrativa o descripción
de las diferentes fases o etapas del mismo.
El diagrama de flujo de proceso es una herramienta que sirve para observar
detenidamente e integrar las condiciones reales en que se llevan a cabo los
procesos, comprendiendo mejor el producto, su composición, sus
características de calidad y las medidas de prevención que es necesario tomar
para garantizar su seguridad.
Para realizar el diagrama hay que tener en cuenta estas estrategias:
104
- Observar los procesos en forma sistemática y rigurosa, verificando la
secuencia real paso a paso, las condiciones de operación en todas las
etapas del mismo, midiendo y comprobando cada paso que así lo
amerite y utilizando el tiempo que sea necesario. Para que este paso sea
representativo hay que realizarlo en el tiempo que dure cada proceso,
las observaciones parciales se realizan para verificar puntos concretos
sobre lo que quedaron dudas.
- Entrevista con todas las personas que tienen responsabilidades en una
línea de proceso, sin importar el rango o las actividades que realicen.
Las entrevistas facilitan el conocimiento de la forma como los procesos
se desarrollan y permiten evaluar sus niveles, las actitudes de los
manipuladores y a su vez estimulan al personal a expresar ideas que
pueden contribuir a la aplicación del HACCP.
- Identificación de los factores intrínsecos y extrínsecos que pueden influir
en la presencia de riesgos en un proceso.(2)
5. Análisis de peligros, determinando para cada producto la posibilidad
razonable sobre la ocurrencia de peligros biológicos, químicos o físicos, con el
propósito de establecer las medidas preventivas aplicables para controlarlos.
6. Descripción de los puntos de control crítico que puedan afectar la inocuidad,
para cada uno de los peligros significativos identificados, incluyendo aquellos
fijados para controlar los peligros que puedan originarse tanto al interior de la
fábrica, planta o establecimiento, como en el exterior de la misma.
7. Descripción de los límites críticos que deberán cumplir cada uno de los
puntos de control crítico, los cuales corresponderán a los límites aceptables
para la seguridad del producto y señalarán el criterio de aceptabilidad o no del
mismo. Estos límites se expresarán mediante parámetros observables o
mensurables los cuales deberán demostrar científicamente el control del punto
crítico.
8. Descripción de procedimientos y frecuencias de monitoreo de cada punto de
control crítico, con el fin de asegurar el cumplimiento de los límites críticos.
105

Estos procedimientos deberán permitir detectar oportunamente cualquier
pérdida de control del punto crítico y proporcionar la información necesaria
para que se implementen las medidas correctivas.
9. Descripción de las acciones correctivas previstas frente a posibles
desviaciones respecto a los límites críticos, con el propósito fundamental de
asegurar que:
– No salga al mercado ningún producto que, como resultado de la desviación
pueda representar un riesgo para la salud o esté adulterado, alterado o
contaminado de alguna manera.
– La causa de la desviación sea corregida.
10. Descripción del sistema de verificación del Plan HACCP, para confirmar la
validez de dicho Plan y su cumplimiento.
11. Descripción del sistema de registro de datos y documentación del
monitoreo o vigilancia de los puntos de control crítico y la verificación
sistemática del funcionamiento del Plan HACCP.
106

INGREDIENTE O
ETAPA
DE PROCESO
PELIGROS
POTENCIALES A CONTROLAR O REDUCIR EN ESTA ETAPA
ES ESTE UN PELIGRO
POTENCIAL QUE DEBE SER
INCLUIDO EN EL PLAN HACCP,
SI/NO?
POR QUÉ?
QUÉ MEDIDAS PUEDEN APLICARSE PARA PREVENIR, ELIMINAR O REDUCIR LOS
PELIGROS QUE SE INCLUYERON EN EL PLAN HACCP?
ES ESTA ETAPA UN PUNTO CRITICO DE CONTROL?
(1) R
ECIBO M
ATERIA
PRIM
A
BIOLOGICOS: Salmonella, E. coli, Listeria monocytogenes, Clostridium perfringes. S. aureus, B. cereus, mohos, Campylobacter
SI PARA LAS CARNES
Las carnes (pollo, ) pueden traer en su superficie contaminación de E. coli, Salmonella, S.aureus,Clostridium spp, Campylobacter y Listeria monocytogenes.
En las carnes se reduce la ocurrencia de microorganismos patógenos garantizando buenas prácticas de sacrificio, comprando a proveedores certificados y controlando la temperatura en el recibo.
SI
(1) R
ECIBO M
ATERIA PRIM
A
QUIMICOS: Aflatoxinas, antibióticos, promotores de crecimiento, dioxinas y residuos químicos. Jabones, desinfectantes y lubricantes.
SI PARA LOS GRANOS Y VERDURA
Los antibióticos, promotores de crecimiento, dioxinas y residuos de químicos fueron considerados peligros de bajo riesgo. Los jabones y desinfectantes se controlan cumpliendo con el programa de Limpieza y Desinfección.Los lubricantes son aprobados para su uso en la industria de alimentos y su uso es controlado por mantenimiento. Las aflatoxinas en los granos tienen poca probabilidad de aparición porque en la central de granos carulla se reciben cumpliendo estandares de calidad como 16% de humedad de grano y se controlan características sensoriales que puedan evidenciar granos húmedos, mal almacenados o viejos. También se realiza control de inventarios en bodega y en planta Delicias una semana máximo, lo que minimiza la aparición de hongos.
Se debe analizar la harina de maiz para buscar aflatoxinas aplicando la norma menor o igual a 20 ppb.
SI
ANALISIS DE PELIGROS ENSALADAS
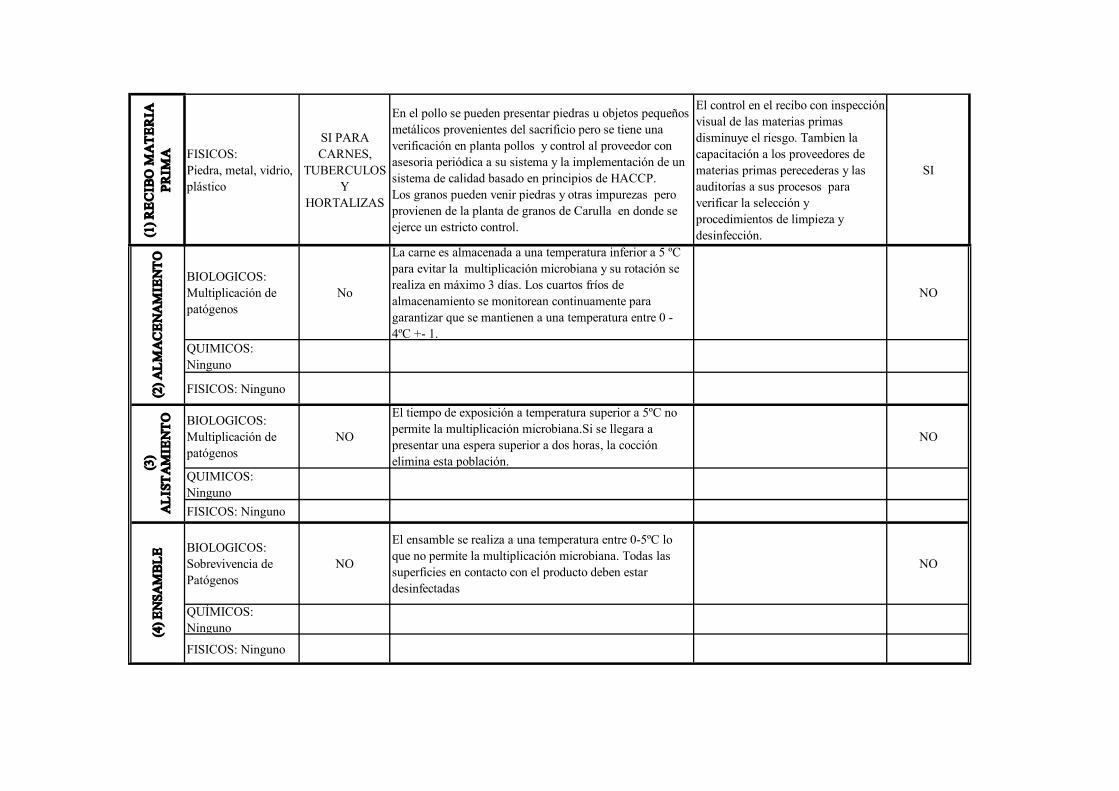
(1) R
ECIBO M
ATERIA
PRIM
A
FISICOS: Piedra, metal, vidrio, plástico
SI PARA CARNES,
TUBERCULOS Y
HORTALIZAS
En el pollo se pueden presentar piedras u objetos pequeños metálicos provenientes del sacrificio pero se tiene una verificación en planta pollos y control al proveedor con asesoria periódica a su sistema y la implementación de un sistema de calidad basado en principios de HACCP. Los granos pueden venir piedras y otras impurezas pero provienen de la planta de granos de Carulla en donde se ejerce un estricto control.
El control en el recibo con inspección visual de las materias primas disminuye el riesgo. Tambien la capacitación a los proveedores de materias primas perecederas y las auditorías a sus procesos para verificar la selección y procedimientos de limpieza y desinfección.
SI
BIOLOGICOS: Multiplicación de patógenos
No
La carne es almacenada a una temperatura inferior a 5 ºC para evitar la multiplicación microbiana y su rotación se realiza en máximo 3 días. Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 0 4ºC + 1.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos
NO
El tiempo de exposición a temperatura superior a 5ºC no permite la multiplicación microbiana.Si se llegara a presentar una espera superior a dos horas, la cocción elimina esta población.
NO
QUIMICOS: Ninguno FISICOS: Ninguno
BIOLOGICOS: Sobrevivencia de Patógenos
NO
El ensamble se realiza a una temperatura entre 05ºC lo que no permite la multiplicación microbiana. Todas las superficies en contacto con el producto deben estar desinfectadas
NO
QUÍMICOS: Ninguno
FISICOS: Ninguno
(2) A
LMACENAMIENTO
(3)
ALISTAMIENTO
(4) E
NSA
MBLE

BIOLOGICOS: Recontaminación con microorganismos patógenos
NO
El cumplimiento de las buenas prácticas de manufactura por parte de los operarios y los tiempos de empaque disminuyen la probabilidad de recontaminación microbiana.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos sobrevivientes
NO
Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 04ºC+ 1. El análisis microbiológico del producto demuestra que se han cumplido los parámetros establecidos y la ausencia de microorganismos patógenos.
NO
QUIMICOS: Ninguno FISICOS: Ninguno
BIOLOGICOS: Multiplicación microbiana
NO El despacho se realiza desde los cuartos frìos y el control de temperaturas en los vehiculos de transporte minimiza el riesgo.
NO
QUIMICOS:
FISICOS:
(6)
ALMACENAMIENTO
CUARTO FRIO
(7) D
ESP
ACHO
(5) E
MPA
QUE

INGREDIENTE O
ETAPA
DE PROCESO
PELIGROS
POTENCIALES A CONTROLAR O REDUCIR EN ESTA ETAPA
ES ESTE UN PELIGRO
POTENCIAL QUE DEBE SER
INCLUIDO EN EL PLAN HACCP,
SI/NO?
POR QUÉ?
QUÉ MEDIDAS PUEDEN APLICARSE PARA PREVENIR, ELIMINAR O REDUCIR LOS
PELIGROS QUE SE INCLUYERON EN EL PLAN
HACCP?
ES ESTA ETAPA UN PUNTO CRITICO DE CONTROL?
(1) R
ECIBO
MATERIA PRIM
A
BIOLOGICOS: Hongos y levaduras
SI PARA LAS FRUTAS
Las frutas pueden traer en su superficie contaminación de hongos y levaduras
En las frutas se reduce la ocurrencia de microorganismos patógenos garantizando buenas prácticas de sacrificio, comprando a proveedores certificados y controlando la temperatura en el recibo.
SI
(1) R
ECIBO M
ATERIA
PRIM
A
QUIMICOS: Aflatoxinas, antibióticos, promotores de crecimiento, dioxinas y residuos químicos. Jabones y desinfectantes
SI PARA FRUTAS Y
HORTALIZAS
Los antibióticos, promotores de crecimiento, dioxinas y residuos de químicos fueron considerados peligros de bajo riesgo. Los jabones y desinfectantes se controlan cumpliendo con el programa de Limpieza y Desinfección. También se realiza control de inventarios en bodega y en planta Delicias una semana máximo, lo que minimiza la aparición de hongos.
Se debe analizar la fruta para buscar hongos aplicando la norma. SI
(1) R
ECIBO M
ATERIA
PRIM
A
FISICOS: Piedra, metal, vidrio, plástico
SI PARA FRUTAS
Las frutas pueden venir piedras y otras impurezas pero provienen de proveedores en donde se ejerce un estricto control.
El control en el recibo con inspección visual de las materias primas disminuye el riesgo. Tambien la capacitación a los proveedores de materias primas y las auditorías a sus procesos para verificar la selección y procedimientos de limpieza y desinfección.
SI
ANALISIS DE PELIGROS PULPAS
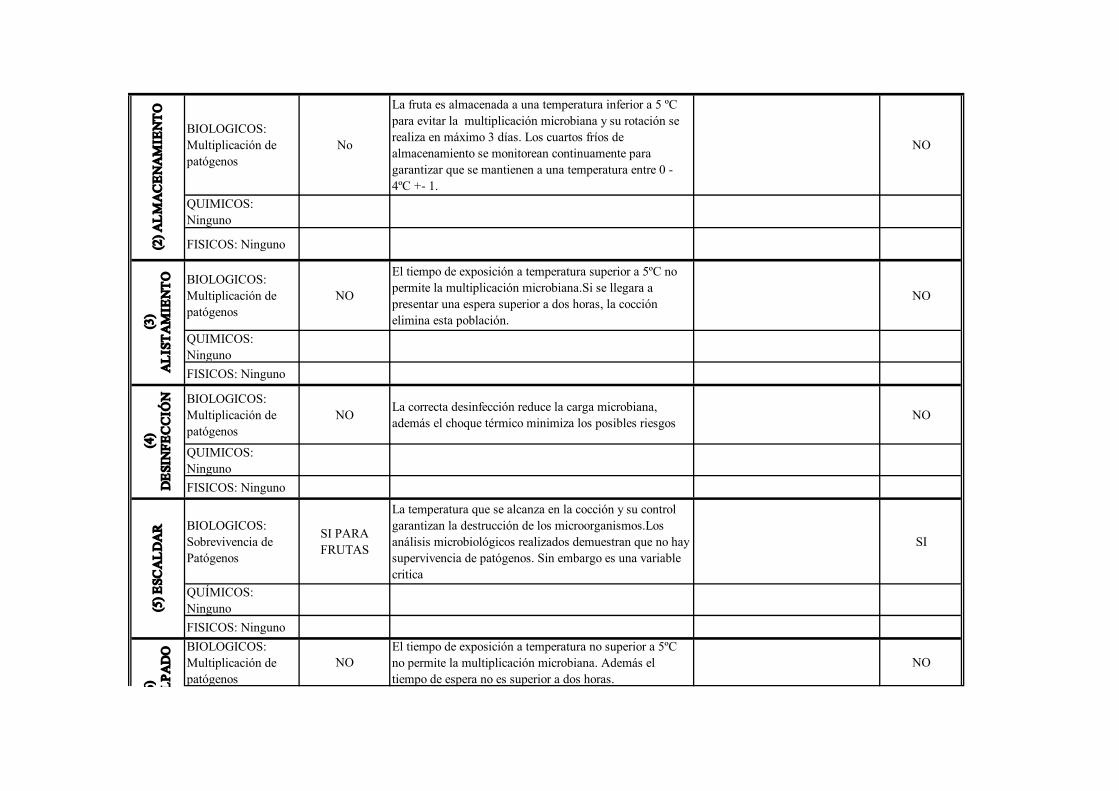
BIOLOGICOS: Multiplicación de patógenos
No
La fruta es almacenada a una temperatura inferior a 5 ºC para evitar la multiplicación microbiana y su rotación se realiza en máximo 3 días. Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 0 4ºC + 1.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos
NO
El tiempo de exposición a temperatura superior a 5ºC no permite la multiplicación microbiana.Si se llegara a presentar una espera superior a dos horas, la cocción elimina esta población.
NO
QUIMICOS: Ninguno FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos
NO La correcta desinfección reduce la carga microbiana, además el choque térmico minimiza los posibles riesgos NO
QUIMICOS: Ninguno FISICOS: Ninguno
BIOLOGICOS: Sobrevivencia de Patógenos
SI PARA FRUTAS
La temperatura que se alcanza en la cocción y su control garantizan la destrucción de los microorganismos.Los análisis microbiológicos realizados demuestran que no hay supervivencia de patógenos. Sin embargo es una variable critica
SI
QUÍMICOS: Ninguno FISICOS: Ninguno BIOLOGICOS: Multiplicación de patógenos
NO El tiempo de exposición a temperatura no superior a 5ºC no permite la multiplicación microbiana. Además el tiempo de espera no es superior a dos horas.
NO
(2) A
LMACENAMIENTO
(3)
ALISTAMIENTO
(4)
DESINFE
CCIÓ
N
(5) E
SCALDAR
(6)
DESP
ULPA
DO

QUIMICOS: Ninguno FISICOS: Ninguno BIOLOGICOS: Ninguno NO NO
QUÍMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Recontaminación con microorganismos patógenos
NO
El cumplimiento de las buenas prácticas de manufactura por parte de los operarios y los tiempos de empaque disminuyen la probabilidad de recontaminación microbiana. El producto es luego sometido a choque térmico.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Recontaminación con microorganismos patógenos
NO Buenas prácticas de manufactura en el enfriamiento, en el agua hielo de enfriamiento puede estar contaminada. Aseguramiento del buen selle del empaque
Asegurarse de la limpieza y desinfección del equipo y el cambio de agua en el emfriamiento
SI
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos sobrevivientes
NO
Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 04ºC+ 1. El análisis microbiológico del producto demuestra que se han cumplido los parámetros establecidos y la ausencia de microorganismos patógenos.
NO
QUIMICOS: Ninguno
(7) A
JUST
AR
BRIX Y
ASU
CAR
(8) E
MPA
QUE
(9) E
NFR
IAMIENTO
(10)
ALMACENAMIENTO
CUARTO FRIO
(6)
DESP
ULPA
DO

FISICOS: Ninguno
BIOLOGICOS: Multiplicación microbiana
NO El despacho se realiza desde los cuartos frìos y el control de temperaturas en los vehiculos de transporte minimiza el riesgo.
NO
QUIMICOS:
FISICOS:
ALMACENAMIENTO
(11) DESP
ACHO

INGREDIENTE O
ETAPA
DE PROCESO
PELIGROS
POTENCIALES A CONTROLAR O
REDUCIR EN ESTA ETAPA
ES ESTE UN PELIGRO
POTENCIAL QUE DEBE SER INCLUIDO EN
EL PLAN HACCP, SI/NO?
POR QUÉ?
QUÉ MEDIDAS PUEDEN APLICARSE PARA PREVENIR, ELIMINAR O REDUCIR LOS
PELIGROS QUE SE INCLUYERON EN EL PLAN HACCP?
ES ESTA ETAPA UN PUNTO CRITICO DE CONTROL?
(1) R
ECIBO
MATERIA PRIM
A
BIOLOGICOS: Salmonella, E. coli, Listeria monocytogenes, Clostridium perfringes. S. aureus, B. cereus, mohos, Campylobacter
SI PARA LAS CARNES
Las carnes (pollo) pueden traer en su superficie contaminación de E. coli, Salmonella, S.aureus,Clostridium spp, Campylobacter y Listeria monocytogenes.
En las carnes se reduce la ocurrencia de microorganismos patógenos garantizando buenas prácticas de sacrificio, comprando a proveedores certificados y controlando la temperatura en el recibo.
SI
(1) R
ECIBO M
ATERIA
PRIM
A
QUIMICOS: Aflatoxinas, antibióticos, promotores de crecimiento, dioxinas y residuos químicos. Jabones, desinfectantes y lubricantes.
SI PARA HARINA Y
CONDIMENT OS
Los antibióticos, promotores de crecimiento, dioxinas y residuos de químicos fueron considerados peligros de bajo riesgo. Los jabones y desinfectantes se controlan cumpliendo con el programa de Limpieza y Desinfección.Los lubricantes son aprobados para su uso en la industria de alimentos y su uso es controlado por mantenimiento. . También se realiza control de inventarios en bodega y en planta Delicias una semana máximo, lo que minimiza la aparición de hongos.
Se debe analizar la harina de maiz para buscar aflatoxinas aplicando la norma menor o igual a 20 ppb.
SI
ANALISIS DE PELIGROS LASAÑAS

(1) R
ECIBO M
ATERIA
PRIM
A
FISICOS: Piedra, metal, vidrio, plástico
SI PARA CARNES Y HORTALIZA
En el pollo se pueden presentar piedras u objetos pequeños metálicos provenientes del sacrificio pero se tiene una verificación en planta pollos y control al proveedor con asesoria periódica a su sistema y la implementación de un sistema de calidad basado en principios de HACCP. En el caso de algunas hortalizas pueden venir con objetos extraños, tierra y piedras
El control en el recibo con inspección visual de las materias primas disminuye el riesgo. Tambien la capacitación a los proveedores de materias primas perecederas y las auditorías a sus procesos para verificar la selección y procedimientos de limpieza y desinfección.
SI
BIOLOGICOS: Multiplicación de patógenos
No
La carne es almacenada a una temperatura inferior a 5 ºC para evitar la multiplicación microbiana y su rotación se realiza en máximo 5 días. Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 0 4ºC + 1.
No
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos
NO
El tiempo de exposición a temperatura superior a 5ºC no permite la multiplicación microbiana.Si se llegara a presentar una espera superior a dos horas, la cocción elimina esta población.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Sobrevivencia de Patógenos
NO
La temperatura que se alcanza en la cocción y su control garantizan la destrucción de los microorganismos.Los análisis microbiológicos realizados demuestran que no hay supervivencia de patógenos.
NO
QUÍMICOS: Ninguno
FISICOS: Ninguno
(2) A
LMACENAMIENTO
(3)
ALISTAMIENTO
(4) C
OCCIO
N
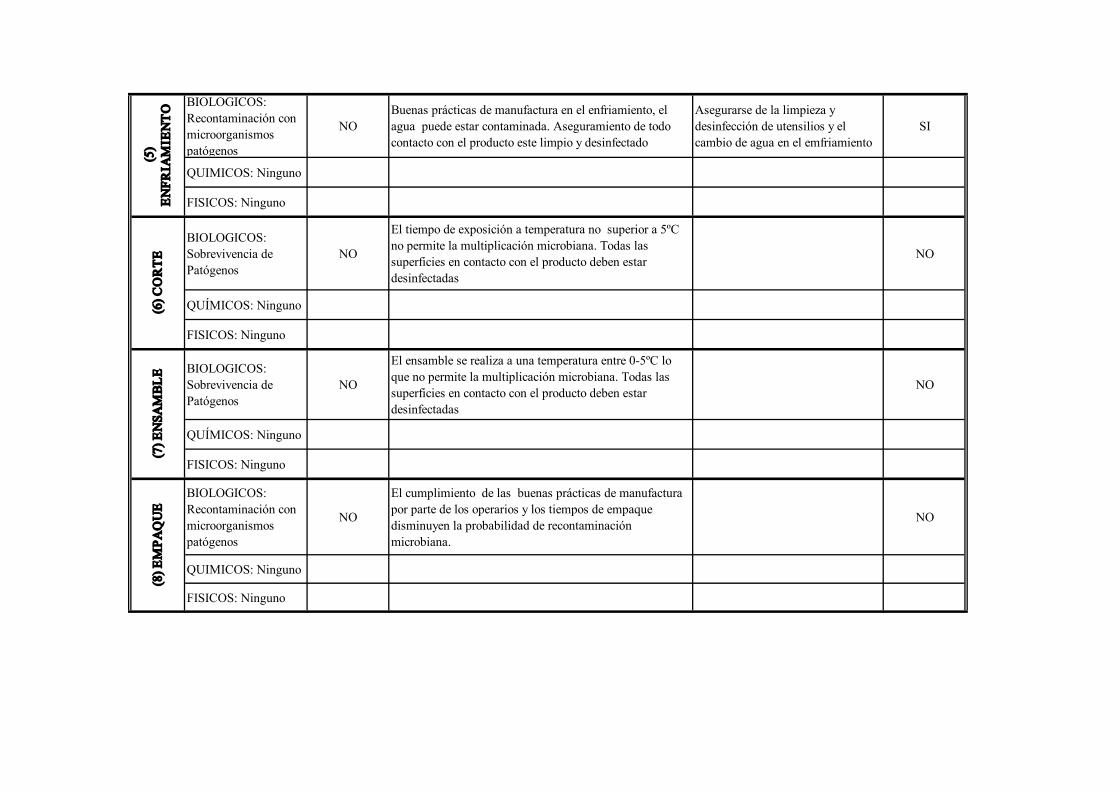
BIOLOGICOS: Recontaminación con microorganismos patógenos
NO Buenas prácticas de manufactura en el enfriamiento, el agua puede estar contaminada. Aseguramiento de todo contacto con el producto este limpio y desinfectado
Asegurarse de la limpieza y desinfección de utensilios y el cambio de agua en el emfriamiento
SI
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Sobrevivencia de Patógenos
NO
El tiempo de exposición a temperatura no superior a 5ºC no permite la multiplicación microbiana. Todas las superficies en contacto con el producto deben estar desinfectadas
NO
QUÍMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Sobrevivencia de Patógenos
NO
El ensamble se realiza a una temperatura entre 05ºC lo que no permite la multiplicación microbiana. Todas las superficies en contacto con el producto deben estar desinfectadas
NO
QUÍMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Recontaminación con microorganismos patógenos
NO
El cumplimiento de las buenas prácticas de manufactura por parte de los operarios y los tiempos de empaque disminuyen la probabilidad de recontaminación microbiana.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
(8) E
MPA
QUE
(5)
ENFR
IAMIENTO
(6) C
ORTE
(7) E
NSA
MBLE

BIOLOGICOS: Multiplicación de patógenos sobrevivientes
NO
Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura menor a 0ºC (congelación). El análisis microbiológico del producto demuestra que se han cumplido los parámetros establecidos y la ausencia de microorganismos patógenos.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación microbiana
NO El despacho se realiza desde los cuartos frìos y el control de temperaturas en los vehiculos de transporte minimiza el riesgo.
NO
QUIMICOS:
FISICOS:
(9) A
LMACENAMIENTO
CUARTO FRIO
(11) DESP
ACHO

INGREDIENTE O
ETAPA
DE PROCESO
PELIGROS
POTENCIALES A CONTROLAR O REDUCIR EN ESTA ETAPA
ES ESTE UN PELIGRO
POTENCIAL QUE DEBE SER
INCLUIDO EN EL PLAN HACCP,
SI/NO?
POR QUÉ?
QUÉ MEDIDAS PUEDEN APLICARSE PARA PREVENIR, ELIMINAR O REDUCIR LOS
PELIGROS QUE SE INCLUYERON EN EL PLAN HACCP?
ES ESTA ETAPA UN PUNTO CRITICO DE CONTROL?
(1) R
ECIBO M
ATERIA
PRIM
A
BIOLOGICOS: Salmonella, E. coli, Listeria monocytogenes, Clostridium perfringes. S. aureus, B. cereus, mohos, Campylobacter
SI PARA LAS CARNES
Las carnes (pollo, cerdo) pueden traer en su superficie contaminación de E. coli, Salmonella, S.aureus,Clostridium spp, Campylobacter y Listeria monocytogenes.
En las carnes se reduce la ocurrencia de microorganismos patógenos garantizando buenas prácticas de sacrificio, comprando a proveedores certificados y controlando la temperatura en el recibo.
SI
(1) R
ECIBO M
ATERIA PRIM
A
QUIMICOS: Aflatoxinas, antibióticos, promotores de crecimiento, dioxinas y residuos químicos. Jabones, desinfectantes y lubricantes.
SI PARA LOS GRANOS Y VERDURA
Los antibióticos, promotores de crecimiento, dioxinas y residuos de químicos fueron considerados peligros de bajo riesgo. Los jabones y desinfectantes se controlan cumpliendo con el programa de Limpieza y Desinfección.Los lubricantes son aprobados para su uso en la industria de alimentos y su uso es controlado por mantenimiento. Las aflatoxinas en los granos tienen poca probabilidad de aparición porque en la central de granos carulla se reciben cumpliendo estandares de calidad como 16% de humedad de grano y se controlan características sensoriales que puedan evidenciar granos húmedos, mal almacenados o viejos. También se realiza control de inventarios en bodega y en planta Delicias una semana máximo, lo que minimiza la aparición de hongos.
SI
ANALISIS DE PELIGROS SOPAS CARNES

(1) R
ECIBO M
ATERIA
PRIM
A
FISICOS: Piedra, metal, vidrio, plástico
SI PARA CARNES,
TUBERCULOS Y
HORTALIZAS
En el pollo se pueden presentar piedras u objetos pequeños metálicos provenientes del sacrificio pero se tiene una verificación en planta pollos y control al proveedor con asesoria periódica a su sistema y la implementación de un sistema de calidad basado en principios de HACCP. Los granos pueden venir piedras y otras impurezas pero provienen de la planta de granos de Carulla en donde se ejerce un estricto control. En el caso de algunas hortalizas y tuberculos pueden venir con objetos extraños y piedras
El control en el recibo con inspección visual de las materias primas disminuye el riesgo. Tambien la capacitación a los proveedores de materias primas perecederas y las auditorías a sus procesos para verificar la selección y procedimientos de limpieza y desinfección.
SI
BIOLOGICOS: Multiplicación de patógenos
No
La carne es almacenada a una temperatura inferior a 5 ºC para evitar la multiplicación microbiana y su rotación se realiza en máximo 3 días. Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 0 4ºC + 1.
No
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos
NO
El tiempo de exposición a temperatura superior a 5ºC no permite la multiplicación microbiana.Si se llegara a presentar una espera superior a dos horas, la cocción elimina esta población.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Sobrevivencia de Patógenos
NO
La temperatura que se alcanza en la cocción y su control garantizan la destrucción de los microorganismos.Los análisis microbiológicos realizados demuestran que no hay supervivencia de patógenos.
NO
QUÍMICOS: Ninguno
FISICOS: Ninguno
(2) A
LMACENAMIENTO
(3)
ALISTAMIENTO
(4) C
OCCIO
N

BIOLOGICOS: Recontaminación con microorganismos patógenos
NO
El cumplimiento de las buenas prácticas de manufactura por parte de los operarios y los tiempos de empaque disminuyen la probabilidad de recontaminación microbiana. El producto es luego sometido a choque térmico.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Recontaminación con microorganismos patógenos
NO Buenas prácticas de manufactura en el equipo chiller, en el agua de enfriamiento puede estar contaminada. Aseguramiento del buen selle del empaque
Asegurarse de la limpieza y desinfección del equipo y el cambio de agua en el emfriamiento
SI
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación de patógenos sobrevivientes
NO
Los cuartos fríos de almacenamiento se monitorean continuamente para garantizar que se mantienen a una temperatura entre 04ºC+ 1. El análisis microbiológico del producto demuestra que se han cumplido los parámetros establecidos y la ausencia de microorganismos patógenos.
NO
QUIMICOS: Ninguno
FISICOS: Ninguno
BIOLOGICOS: Multiplicación microbiana
NO El despacho se realiza desde los cuartos frìos y el control de temperaturas en los vehiculos de transporte minimiza el riesgo.
NO
QUIMICOS:
FISICOS:
(6) E
NFR
IAMIENTO
(7) A
LMACENAMIENTO
(8) D
ESP
ACHO
(5) E
MPA
QUE

BIOLÓGICOS QUÍMICOS
POLLO (Menudencias)
E.coli S.aureus ECSR Salmonella Listeria monocytogenes Pseudomonas Campylobacter
Lubricantes Jabones Desinfectantes Residuos de antibióticos Promotores de crecimiento
AGUA E. coli
ARROZ B. cereus Aflatoxinas Residuos químicos
GUASCAS Coliformes E. coli
ARVEJA( verde) B. cereus Aflatoxinas Residuos químicos
CALDO DE GALLINA
E. coli S. aureus ECSR Salmonella
Glutamato monosódico
CALDO DE CARNE
E. coli S. aureus ECSR Salmonella
Glutamato monosódico
CEBOLLA CABEZONA E. coli ECSR Residuos químicos
CEBOLLA LARGA E. coli ECSR Residuos químicos
CUCHUCO DE MAIZ Y DE TRIGO
Mohos B. cereus
PASTA DE AJO Mohos Sorbato Propionato
MAZORCA EN GRANO B. cereus ECSR
TIPOS DE PELIGROS POTENCIALES
MATERIA PRIMA PELIGROS POTENCIALES

PAPA (ICA, Criolla, Pastusa)
E. coli B. cereus
AHUYAMA
APIO
ARRACACHA E. coli B. cereus
AVENA EN HOJUELAS
CEBADA PERLADA
PLATANO VERDE Y COLICERO
LENTEJAS E. coli B. cereus
ZANAHORIA E. coli B. cereus Residual desinfectante
ESPINACA Ninguno
SAL Ninguno
FRIJOL Mohos B. cereus
FIDEOS Mohos B. cereus
CILANTRO Salmonella
HABICHUELA E. coli B. cereus Residual desinfectante
BOLSA CRYOVAC Mohos E. coli
Residuos químicos Desinfectantes
CAJA GANCHOS CLIP 401 Ninguno

FÍSICOS
Piedra Metal Ganchos (empaque)
Piedras
Piedras
Suciedad
Suciedad
Piedras

Suciedad
Piedras
larvas de insectos
Cabellos larvas de insectos Suciedad

6. ANÁLISIS DE RESULTADOS
Luego de realizar el diagnóstico de la planta Delicias de Carulla Vivero S.A.
y de evaluar los prerrequisitos básicos del diseño del sistema de Calidad
HACCP se evaluaron las líneas de procesos fundamentales y para ello fue
preciso definir los productos realizados en cada línea. (Diagrama 1)
El paso a seguir fue realizar los diagramas pertinentes a cada línea de
proceso y definir así los posibles riesgos, para ello se realizaron una serie de
seguimientos en donde se precisaron paso a paso las operaciones básicas
para la elaboración de cada producto, fue necesario tener en cuenta
variables básicas como tiempos, temperaturas y pesos. De acuerdo al
diagrama también se fue verificando las posibles contaminaciones que
podían tener los productos en su transformación, para ello se detallo desde
la materia prima las condiciones de recibo, luego en el almacenamiento se
tuvo en cuenta la temperatura de tal forma que no hubiera pérdida de
cadena de frío, ni contaminación cruzada ya que en este caso se tiene una
gran ventaja al contar con un cuarto frío para carnes y otro para verduras,
en el caso de los productos almacenados a temperatura ambiente se verificó
la rotación adecuada de las materia primas; de allí en adelante en cada
operación se tomaron las medidas pertinentes para cada caso del tal forma
que no solo se cumplieran las Buenas Prácticas de Manufactura sino
también la inocuidad del producto. En el caso del despacho se verificaron
que todos los productos fueran debidamente identificados, además que
llevaran la temperatura interna adecuada de los productos refrigerados y los
congelados, como en el caso de la lasaña, además de llevar el registro
pertinente a los despachos ya que también fue importante confirmar la
temperatura de los vehículos además de su limpieza.
123

7. CONCLUSIONES
Una vez realizado el diagnóstico en la planta se pudo desarrollar el
proyecto basado en la necesidad de implementar un sistema de Calidad.
Mediante el análisis de peligros se pueden determinar las variables a
controlar y las etapas que pueden representar un riesgo para la salud de
los consumidores de la compañía Carulla Vivero S.A.
La identificación de los puntos críticos permite detallar el seguimiento de
un producto lo que conlleva a tener un estricto control e identificar
posibles causas en los reclamos
Los prerrequisitos son fundamentales para el diseño de calidad HACCP
ya que son una pauta del buen funcionamiento de éste desarrollando así
un sistema operativo
124
8. BIBLIOGRAFIA
(1) MORTIMORE SARA; WALLACE CAROL. HACCP Enfoque Práctico. Editorial
Acribia S.A. Zaragoza, España. 2001
(2) MANUAL DEL INGENIERO DE ALIMENTOS, Grupo Latino Ltda. Colombia.
2006.
(3) MINISTERIO DE PROTECCION SOCIAL. DECRETO 3075 DE 1997.
Por el cual se reglamenta parcialmente la Ley 09 de 1979 y se dictan
otras Disposiciones.
(4) MINISTERIO DE PROTECCIÓN SOCIAL. RESOLUCIÓN 0002652.
20/08/2004
(5) MINISTERIO DE SALUD. DECRETO 60 DE 2002. Por el cual se
promueve la aplicación del Sistema de Análisis de Peligros y Puntos de Control
Crítico.
COMISION DEL CODEX ALIMENTARIUS. Informe de la 29ª Reunión del Comité
del Codex sobre Higiene de los Alimentos. Apéndice II.
http://www.fao.org/docrep/meeting/005/W3700S/w3700s0n.htm#TopOfPa
ge
FORSYTHE, S.J. HAYES, P. R. Higiene de los alimentos, microbiología y HACCP.
Editorial Acribia S.A. Zaragoza, España. 1999.
125
RHAMAN, M. SHAFIUR. Manual de conservación de los alimentos. Editorial
Acribia S.A. Zaragoza, España. 2003.
ORGANIZACIÓN PAN ALIMENTOS. Guía breve de HACCP.
http://www.panalimentos.org/haccp2/FAQSINFO.htm
USDA. UNITED STATES DEPARTMENT OF AGRICULTURE. HACCP 4. Modelo
HACCP general para productos crudos; no incluye a productos molidos de
carne y aves. http://www.fsis.usda.gov/oppde/nis/Outreach/Models/HACCP-
4_SP.pdf
126

ANEXO 1.
FORMATOS
127

EV AC EV AC EV AC EV AC EV AC EV AC EV AC
CONTROL DE PRODUCTO ANALIZADO PLANTA:____________________________________________
FECHA PRODUCTO PROVEEDOR Código IDENTIFICACIÓN MATERIA PRIMA PRODUCTO TERMINADO
Observaciones LOTE F.V. F.P. o F.E.
MB FQ SE SE EM MB FQ

PLANTA:____________________________________
C NC C NC C NC C NC C NC 1 Control PEPS 2 No evidencia de producto o material vencido 3 Bolsas incompletas apropiadamente sellados cuando se almacenan 4 Tiempos de espera adecuados para materia prima 5 Temp. de almacenamiento adecuada (ambiente, refrigeción o congelación). 6 Verificación y registro de temperatura de cuartos m.p. 7 No evidencia de contaminación cruzada 8 Insumos y productos terminados bien protegidos e identificados con claridad 9 Almacenamiento a 60 cm de la pared y a 15 cm entre sí y del piso.
10 Depósito específico para devoluciones/rechazos con identificación y registro adecuado del manejo de las mismas
11 Sustancias peligrosas debidamente rotuladas, almacenadas en estantes, manejadas por personal idóneo 12 Control de plagas 13 Puertas cerradas y en buen estado 14 Formato de ingreso de materia prima correctamente diligenciado 15 Limpieza e higiene del área incluyendo cuartos m.p. 16 Estiba o canastilla base diferenciada
TOTAL
ANALISTA DE CALIDAD
ALMACENAMIENTO DE MATERIA PRIMA E INSUMOS
ASPECTO
FECHA/SEMANA
OBSERVACIONES/ACCIONES CORRECTIVAS

PLANTA:____________________________________
C NC C NC C NC C NC C NC 1 Secuencia lógica de operaciones 2 Proceso acorde a PBO 3 No evidencia de contaminación cruzada 4 Tiempos de espera adecuados 5 Contenido de acuerdo a formulación 6 Se cumple con el programa de calibración (cron., estampilla) 7 Condiciones para reproceso adecuadas 8 Registros de proceso 9 Temp. adecuada de cuartos (cartas, registros y lectura)
TOTAL
C NC C NC C NC C NC C NC 1 Secuencia lógica de operaciones 2 Proceso acorde a PBO 3 No evidencia de contaminación cruzada 4 Tiempos de espera adecuados 5 Contenido de acuerdo a formulación 6 Se cumple con el programa de calibración (cron., estampilla) 7 Condiciones para reproceso adecuadas 8 Registros de proceso 9 Temp. adecuada de cuartos (cartas, registros y lectura)
TOTAL
ANALISTA DE CALIDAD
CONTROL DE PROCESO DELICIAS
ASPECTO
FECHA/SEMANA
OBSERVACIONES/ACCIONES CORRECTIVAS
ASPECTO
FECHA/SEMANA
OBSERVACIONES/ACCIONES CORRECTIVAS
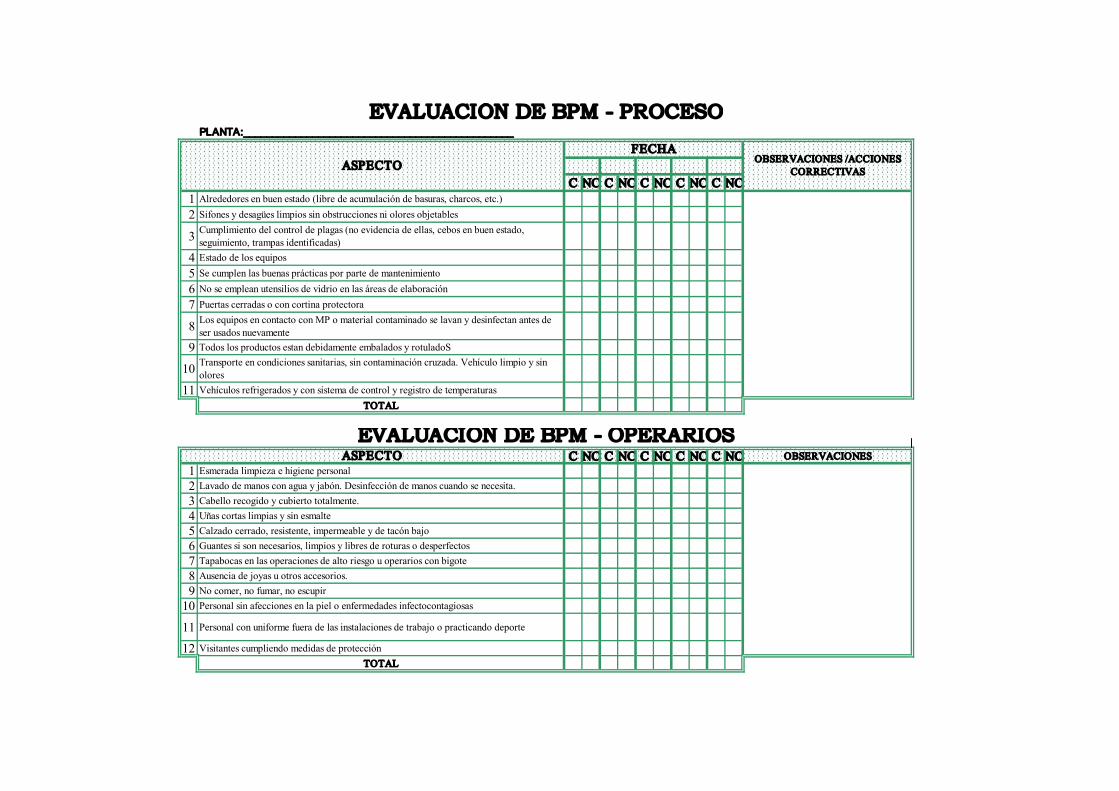
PLANTA:_______________________________________________
C NC C NC C NC C NC C NC 1 Alrededores en buen estado (libre de acumulación de basuras, charcos, etc.) 2 Sifones y desagües limpios sin obstrucciones ni olores objetables
3 Cumplimiento del control de plagas (no evidencia de ellas, cebos en buen estado, seguimiento, trampas identificadas) 4 Estado de los equipos 5 Se cumplen las buenas prácticas por parte de mantenimiento 6 No se emplean utensilios de vidrio en las áreas de elaboración 7 Puertas cerradas o con cortina protectora
8 Los equipos en contacto con MP o material contaminado se lavan y desinfectan antes de ser usados nuevamente
9 Todos los productos estan debidamente embalados y rotuladoS
10 Transporte en condiciones sanitarias, sin contaminación cruzada. Vehículo limpio y sin olores 11 Vehículos refrigerados y con sistema de control y registro de temperaturas
TOTAL
C NC C NC C NC C NC C NC OBSERVACIONES 1 Esmerada limpieza e higiene personal 2 Lavado de manos con agua y jabón. Desinfección de manos cuando se necesita. 3 Cabello recogido y cubierto totalmente. 4 Uñas cortas limpias y sin esmalte 5 Calzado cerrado, resistente, impermeable y de tacón bajo 6 Guantes si son necesarios, limpios y libres de roturas o desperfectos 7 Tapabocas en las operaciones de alto riesgo u operarios con bigote 8 Ausencia de joyas u otros accesorios. 9 No comer, no fumar, no escupir 10 Personal sin afecciones en la piel o enfermedades infectocontagiosas
11 Personal con uniforme fuera de las instalaciones de trabajo o practicando deporte
12 Visitantes cumpliendo medidas de protección TOTAL
EVALUACIÓN DE BPM PROCESO
ASPECTO FECHA
OBSERVACIONES /ACCIONES CORRECTIVAS
EVALUACIÓN DE BPM OPERARIOS ASPECTO

C NC C NC C NC C NC C NC OBSERVACIONES
1 Se cumple con el cronograma de limpieza y desinfección 2 Los procedimientos de L&D corresponden a lo indicado en el manual 3 Los tiempos de contacto establecidos se cumplen 4 Las herramientas utilizadas son las adecuadas 5 Concentración de los insumos es la indicada 6 Estado de estación
TOTAL
C NC C NC C NC C NC C NC OBSERVACIONES
1 Los resultados microbiológicos de ambientes están dentro de norma (*) 2 Los resultados microbiológicos de superficies están dentro de norma (*) 3 Los resultados microbiológicos de manos están dentro de norma (*)
TOTAL (*) En C/NC escribir la cantidad de análisis
ANALISTA DE CALIDAD
LIMPIEZA Y DESINFECCIÓN VERIFICACIÓN ASPECTO
LIMPIEZA Y DESINFECCIÓN PROCEDIMIENTOS ASPECTO

C NC C NC C NC C NC C NC ROTACIÓN
OBSERVACIONES/CORRECTIVO
INSPECCIÓN DE PRODUCTO TERMINADO
PLANTA:________________________
FECHA PRODUCTO LOTE F.V. PRESENTACIÓN PESO SENSORIAL ETIQUETA

ANALISTA DE CALIDAD