determination of optimal path under approach and exit constraints
TRANSCRIPT
Theory and Methodology
Determination of optimal path under approach and exitconstraints
W.A. Khan a,*, D.R. Hayhurst b, C. Cannings c
a Faculty of Mechanical Engineering, GIK Institute of Engineering Sciences and Technology, N.W.F.P, Topi-23460, Pakistanb Department of Mechanical Engineering, UMIST, Manchester M60 1QD, UK
c Probability and Statistics Section, School of Mathematics and Statistics, University of She�eld, P.O. Box 597, She�eld S10 2UN, UK
Received 12 July 1996; accepted 10 March 1998
Abstract
To economize machining process used in component manufacturing number of procedures are used. Typical pa-
rameters which are optimized are feed rate, spindle speed, depth of cut, machining time etc. Almost no consideration is
given to non-productive machining time, which is an important parameter on modern computer numerical control
machine tools. Its importance is further augmented in the area of numerically controlled cutting where surface area to
thickness ratio is high. The problem is formulated as a large scale traveling salesman problem. The cases of symmetric,
asymmetric and symmetric asymmetric TSP in two dimensions are presented. The stochastic search procedure simu-
lated annealing algorithm is used to solve these instances of TSP. The perturbation scheme is modi®ed for asymmetric
graph and mixed symmetric asymmetric graph TSPs. An investigation is also carried out for empirically ®nding a
suitable value of acceptance probability for random topology of nodes. E�ect of problem size and node distribution on
the convergence is also monitored. Solution of symmetric, asymmetric and mixed symmetric asymmetric TSPs are
provided. This solution allows the optimization of non-productive movement thus reducing the machine tool resident
time and the power consumption. The solution is also applicable to a number of other areas such as multi axes pro-
duction machinery, pick and place technology, and quality control machines. Ó 1999 Elsevier Science B.V. All rights
reserved.
Keywords: Combinatorial analysis; Probabilistic programming; Production; Routing; Traveling salesman
1. Introduction
The routing of production through a manu-facturing facility has often been identi®ed as a
Traveling Salesman Problem (TSP) (Andreou,1987). The TSP instances in this particular area ofapplication are symmetric TSP, asymmetric TSPand the mixed symmetric asymmetric TSP in two-dimensional planes or three-dimensional spaceswith varying problem size and unpredictable nodedistribution (Khan, 1990; Khan and Hayhurst,1991).
European Journal of Operational Research 117 (1999) 310±325www.elsevier.com/locate/orms
* Corresponding author. Tel.: 92 938 718 58 to 61; fax: 92 938
718 89/62; e-mail: [email protected]
0377-2217/99/$ ± see front matter Ó 1999 Elsevier Science B.V. All rights reserved.
PII: S 0 3 7 7 - 2 2 1 7 ( 9 8 ) 0 0 2 6 3 - X

Primary and feed motion is required to ac-complish the metal removal operations. The rela-tive motion between tool and the work piece eitherresults in productive contours or non-productivecontours. When the tool is removing metal thenthe resulting relative motion produces productivecontours. To obtain a desired shape the position ofthe productive contours is ®xed for a particularcomponent. The arrangement of the productivecontours often necessitates non-productive move-ment. The productive contours can be classi®ed aseither open productive contour or closed produc-tive contour. An open productive contour isformed when the productive movement has a dif-ferent start and ®nish position as shown in Fig. 1.A closed productive contour is formed when theproductive movement has the same start and ®nishposition, refer to Fig. 1. The productive contours,when coded in the form of a part program, aresegmented to match the interpolation capability ofa speci®c numerically operated machine. Eachproductive contour may become a combination ofsegments executed at the machine using di�erentinterpolation methods. The point where each seg-ment connects to the next or previous segment isconsidered as a node. A productive contour mayposses a number of such nodes. A distinction canbe made between nodes on the basis of the possi-bility of using a node for approach or exit. Thenodes which can be used for approach or exit aretermed as operational nodes, while the nodeswhich cannot be used for approach or exit aretermed non-operational nodes. An open produc-tive contour has only two operational nodes, whileall the nodes in a closed productive contour areoperational for two-dimensional problem (Khan,1996). For example, node 1 and node 8 are oper-ational nodes in the open contour of Fig. 1(a).Either node 1 or node 8 can be used for approachor exit at any given time. On the other hand, all thenodes, i.e. nodes 1, 2, 3 and 4, are operational nodein the close contour of Fig. 1(b). Any of thesenodes can be used for approach or exit.
The coordinates of the operational and non-operational nodes represent the productive con-tours. The approach and exit constraints associ-ated with each productive contour are representedby following pointers and vectors:
1. node pointers;2. possible approach vectors;3. contour shape pointer;4. current approach vector;5. contour sequence pointer.Details of contour and constraint representationcan be found in Khan (1990).
The machine tool operator or the part pro-grammer de®nes the execution sequence of theproductive contours. Part programmer uses man-ual or computer aided method for part program-ming. The computer aided part programming is
Fig. 1. Productive contours.
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 311
either performed interactively or in an automaticfashion. In case of path planning by the machinetool operator and by part programmer using in-teractive computer aided procedure the sequenceof productive contours is established without usingany sequencing algorithm. In case of transparentsequencing the computer software determines thesequence of the productive contours. The auto-matic tool path generation relies on machining ofisolated surfaces. The resulting tool path givesoptimal productive movement at the isolated sur-face. Appending the local tool paths together the®nal path is obtained. The part programmer de-bugs interference of tool at critical positions. Theappending process does not guarantee an optimalnon-productive movement. The overall sequencingof the productive contour result in non-optimalnon-productive movement whether performed bymanual or computer aided procedure.
This research focuses on optimizing the non-productive movement by distinguishing betweenproductive and non-productive movement andformulating the problem as TSP with approachand exit constraints. Use of TSP solution algo-rithm with approach and exit restriction imposedby the orientation of productive contours leads tooptimal sequencing of productive contours andoptimal non-productive movement. The optimalnon-productive movement reduces the machinetool resident time and the power consumption.
2. Traveling salesman problem
Hassler Whitney ®rst posed the travelingsalesman problem in 1934 (Dantzig et al., 1954). Ageneral traveling salesman problem is the problemof ®nding a minimum weight Hamiltonian cycle ona direct graph. A graph with n nodes is de®ned bya n� n matrix Cij where the elements of the matrixrepresent the cost of traversing the link betweennodes i and j. The elements of the matrix Cij maybe either a positive number or may be zero. A TSPwith route optimization between nodes is a sym-metric TSP. Contour milling is an example of thisinstance of TSP. For symmetric TSP:
Cij � Cji; �1�
while for many important cases:
Cij 6� Cji �2�
and it is termed as an asymmetric TSP. A TSP withroute optimization between open contours is anasymmetric TSP. Application of this TSP instancecan be found in manufacturing processes such aspro®ling. Route optimization between nodes, opencontours and close contours is a mixed symmetricasymmetric TSP instance in two-dimensionalplanes. This situation arises when operations suchas drill, taper and pocket milling are encounteredsimultaneously at a milling machine.
The most suitable candidates for route optimi-zation in two-dimensional planes are those pro-cesses, which are performed on a work piece withhigh surface area to thickness ratio (Kalpakjian,1992; Khan, 1996).
Bellmore et al. (1968) present a survey andsynthesis of research on the solution methodolo-gies for the TSP. Golden et al. (1980) in their workhave presented a survey and complete evaluationof some well known heuristics for approximateTSP algorithms. Lawler et al. (1997) have given amodern review of solution methodologies for TSP.One of the tour to tour improvement TSP solutiontechniques is based on stochastic search procedureand is known as the simulated annealing algorithm(Kirkpatrick et al., 1983; Lundy, 1985; Lundy andMees, 1986; Johnson et al., 1989, 1991). The sim-ulated annealing algorithm has been used to solvethe symmetric, asymmetric and mixed symmetricasymmetric TSP of varying size and unpredictablenode distribution. The simulated annealing algo-rithm has been chosen for the solution of aboveproblem instances because of its characteristic toavoid local optimum traps and to converge withprobability arbitrarily near one.
3. Simulated annealing algorithm
Simulated annealing algorithm is based on arandom atomic con®guration, of the material,possessing energy Ea to produce a `candidate' nextcon®guration of energy Eb. The next con®gurationis taken to be the candidate one for which the
312 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325

Probability min�1; exp�ÿ�Eb ÿ Ea�=T �� �5�
remains the same as the complementary proba-bility of the present con®guration. Repeated ap-plication of the perturbation scheme ensures thatthe process simulates the equilibrium behavior ofatoms at a ®xed temperature (Metropolis et al.,1953; Lundy and Mees, 1986).
Kirkpatrick et al. (1983) incorporated the Met-ropolis scheme to form a search algorithm for theoptimization problem. The current solution, theobjective function value; and the control parameterreplace the terms. The process starts with somesuitably high initial value of the control parameterCi. Then in a sequence of steps, each of which de-creases the control parameter by some smallamount DC, the control parameter is reduced to itsnear zero ®nal value Cf . The value of objectivefunction is determined for the candidate solutionobtained for each value of the control parameters.The probabilistic aspect of the Metropolisprocedure is used to determine the acceptance ofthe candidate solution. For the application of theabove algorithm to an optimization problem thereis a need for1. a method for generating an initial solution;2. a perturbation scheme to produce candidate so-
lution from the current solution;3. a method for establishing the initial value of the
control parameter C0, the intermediate valuesof the control parameter Ci�1; and, the ®nal val-ue of control parameter Cf ; and,
4. a method for the implementation of the proba-bilistic aspect to determine the acceptance ofthe objective function value associated withthe candidate solutions.
The purpose of the perturbation scheme is to allowa new solution to be reached from a previous so-lution. It a�ects the convergence characteristics ofthe simulated annealing algorithm (Lundy, 1985).Lundy and Mees (1986) have suggested two per-turbation schemes. The ®rst scheme regards apermutation of the integers �2; . . . ; n� as a solution,then its neighbor solutions might be all routesgenerated from this one by interchanging the in-dices of two nodes. The second scheme, on theother hand, involves interchanging the two nodeindices and reversing the ordering of all the indices
appearing between them. The later scheme hasbeen adapted as it is known to have better con-vergence characteristics (Lundy and Mees, 1986;Khan, 1990). This perturbation scheme is alsomodi®ed to solve asymmetric and mixed symmet-ric asymmetric TSPs.
For the determination of the initial value of thecontrol parameter C0; any intermediate value ofthe control parameters Ci�1; and, the ®nal value ofcontrol parameter Cf , Lundy and Mees (1986)suggests following approach.1. Take C0�U, where U is an upper bound on the
objective function increase. For the travelingsalesman problem:
U �X
dj;
where dj is longest link leaving the jth city.2. Vary the control parameter as follows:
Ci�1 � Ci=�1� a�Ci�for a�1/U, where a is the error probability.
3. Take Cf 6 e=�log�N ÿ 1� ÿ log a�; where a isthe error probability, e the acceptable error,and N the number of solutions.
The latter scheme provides a sequence of controlparameters, which can safeguard bad or uncertainbehavior of the perturbation scheme. However, itcreates the `freezing e�ect' discussed in detail byLundy and Mees (1986).
It is the capability of the simulated annealingalgorithm to accept increases in the objectivefunction value, which allows it to avoid local op-timum traps, and to converge with probabilitynear to one. The amount of increase in the objec-tive function value, associated with each candidatesolution, can be accepted using any of the fol-lowing criteria.1. Accept small increases in the objective function
value throughout the applications of simulatedannealing algorithm.
2. Accept increases in the objective function valueirrespective of how small or large they are; butmake them dependent upon a random variabledrawn from a uniform distribution on the inter-val (0,1).
Comparative performance of two candidate solu-tion acceptance criteria shows that the use of
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 313
smaller increases in objective function value givesbetter convergence with lower CPU time for vari-able size problem with unpredictable node distri-bution (Khan, 1990; Khan and Hayhurst, 1991).
4. Problem domain and parameter adjustment
The TSP solution algorithm based on simulatedannealing is tested for
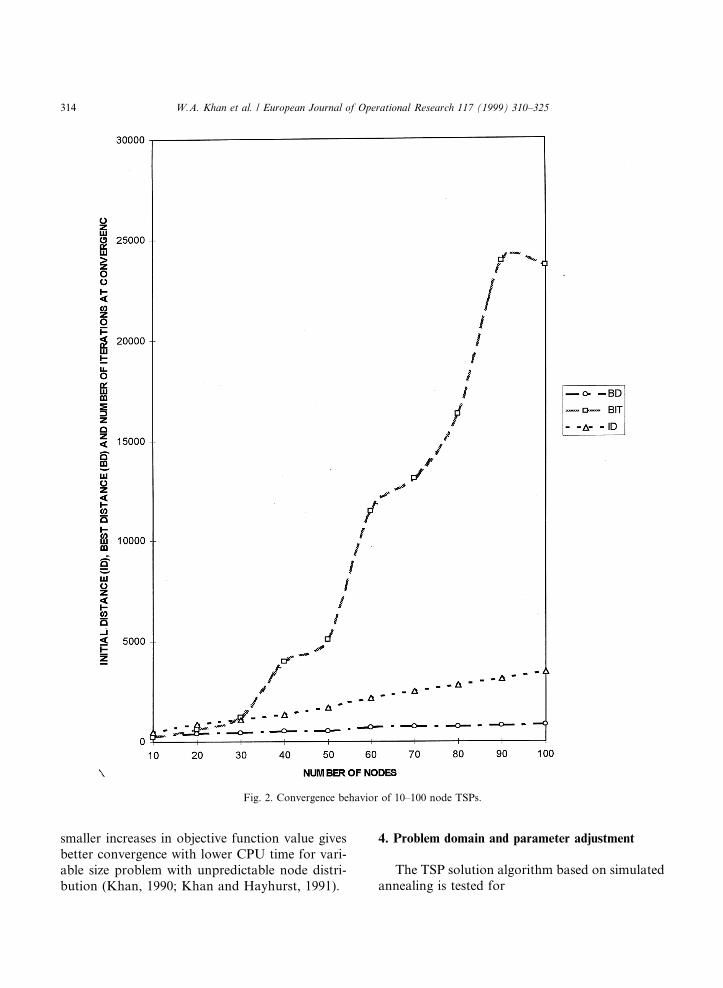
Fig. 2. Convergence behavior of 10±100 node TSPs.
314 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325
1. varying problem size and topology,2. varying acceptance probability, and3. number of iterations.The simulated annealing solution algorithm hasbeen programmed in FORTRAN 77. The pro-gram has been run on a Bull DPX20/600 work-station. The problem size is varied from 10 nodesto 641 nodes posed as symmetric, asymmetric and
mixed symmetric asymmetric cases. The e�ect ofvariation of acceptance probability is monitoredfor 15 di�erent values on a 100 nodes TSP. Thenumber of iterations required to reach a globallyoptimal solution has been monitored for 10±100node cases of TSP. Parameters have been adjustedusing various cases of symmetric TSP. The valuesthus obtained are utilized in solving cases of
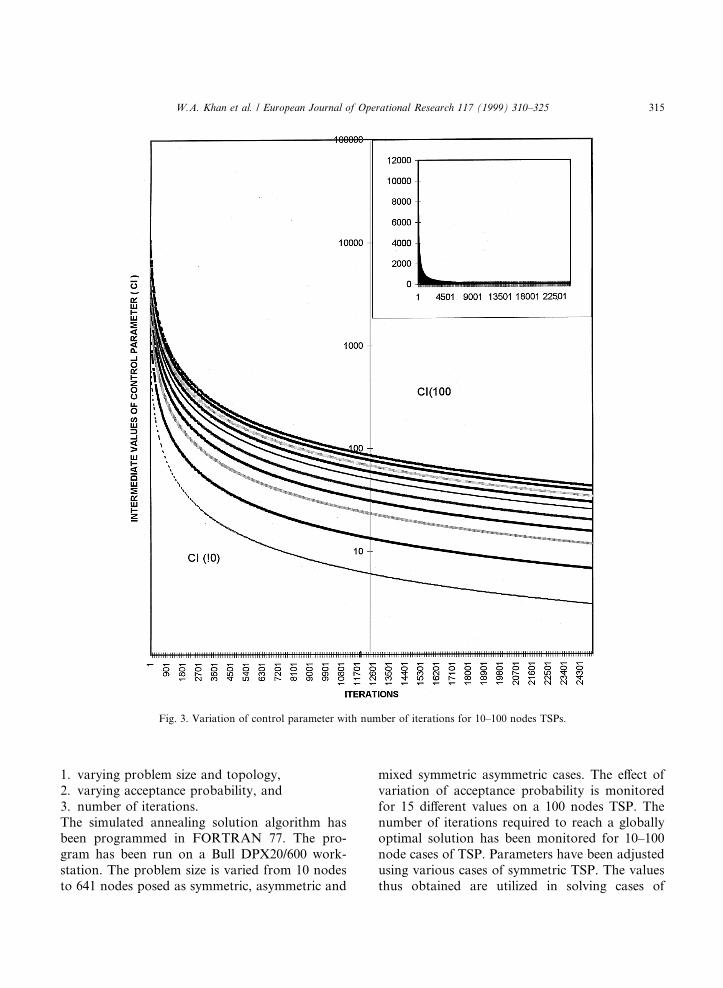
Fig. 3. Variation of control parameter with number of iterations for 10±100 nodes TSPs.
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 315
asymmetric and mixed symmetric asymmetric. TheTSP cases described in the following section aresymmetric TSP where each node is operationalnode and can be used for approach and exit. Thetechnique described in next sections is equallyapplicable to symmetric, asymmetric and mixedsymmetric asymmetric TSP in two-dimensionalplane.
5. Symmetric TSP
The symmetric TSP is a problem situationwhere nodes are distributed in the domain suchthat same node is utilized for approach and exit.A drilling machine exhibits one of the symmetricTSP situation. Symmetric cases of TSP are testedwith variable problem size. The basic objectives
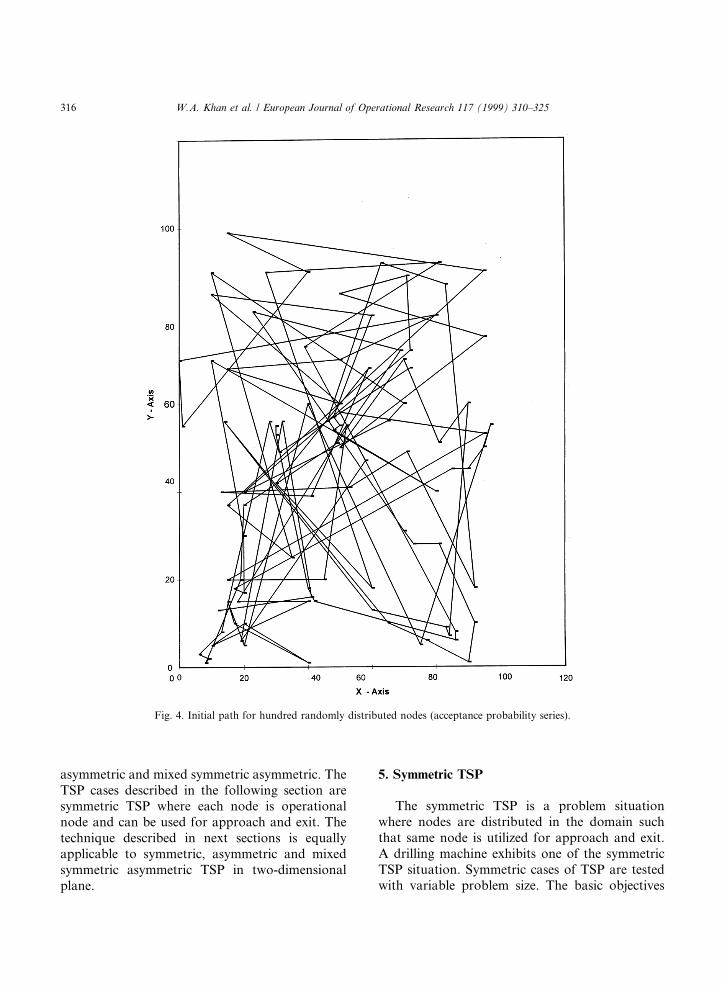
Fig. 4. Initial path for hundred randomly distributed nodes (acceptance probability series).
316 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325
for testing are to obtain a projection on thenumber of iterations for use in ®xed iterationtermination of the simulated annealing algorithm,and to observe the e�ect of set of given parameterson the convergence. The problem size is variedfrom 10 to 100 nodes in step of 10. All cases arerun for 25 000 iterations. The best solution (dis-tance) (BD) for each problems is plotted against
the best iteration (BIT) at which the solution wasobtained, refer to Fig. 2. Initial distance (ID) foreach case is also provided for comparison. Theiteration at which the best solution obtained for aTSP increases exponentially with increase innumber of nodes. It is evident from Fig. 2 that fora speci®c problems size, the iteration at which theoptimal solution is obtained depends upon num-
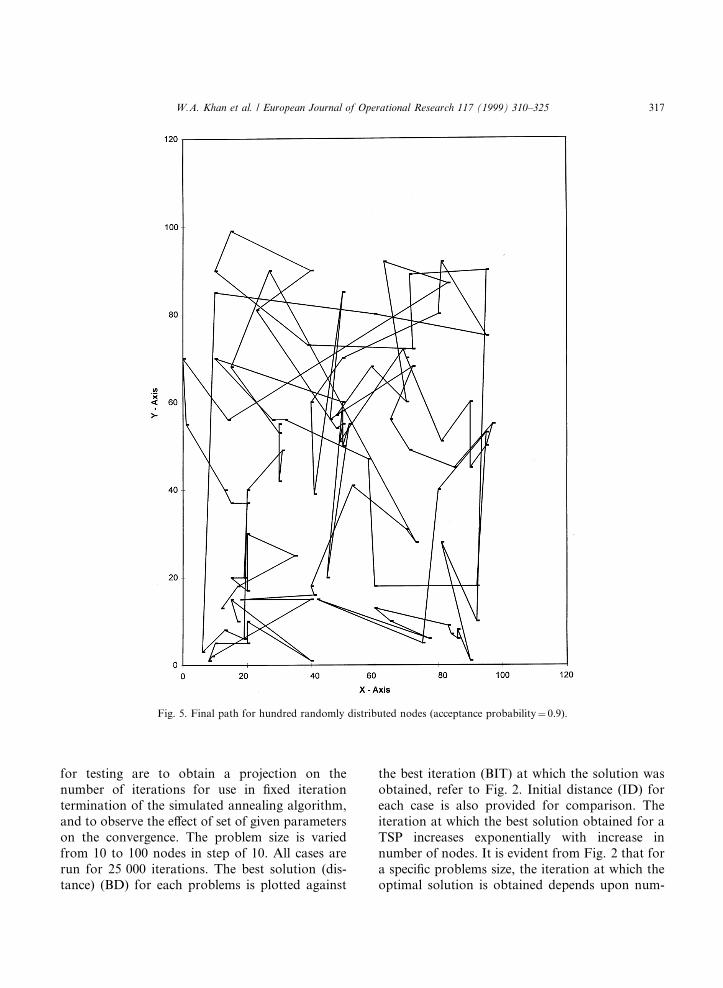
Fig. 5. Final path for hundred randomly distributed nodes (acceptance probability� 0.9).
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 317

ber of nodes and their distribution. Since the nodedistribution is unpredictable, a suitable factor ofsafety must be incorporated to overcome its e�ect,when ®xed iteration termination procedure isused. The Hamiltonian solution is reached for theTSPs with 10±100 nodes. It is also observed thatdespite the varying problem size, for ®xed numberof iterations, the computation time remains con-
stant for all the cases. It indicates that the pre-processing required, in the TSP size considered,takes almost equal time, which is a fraction oftotal time consumed in the iterative process. Thee�ect of freezing is shown through a plot, refer toFig. 3, of intermediate value of control parameterversus iterations. The two graphs presented inFig. 3 are drawn on linear and logarithmic ordi-
Fig. 6. Final path for hundred randomly distributed nodes (acceptance probability� 0.0001).
318 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325
nate scale. It shows that the drop in the value ofcontrol parameter is very high at initial stage,however, it slows down after 2000 iterations for allthe cases, and generates freezing. It suggests that a®xed iteration termination procedure is a betteroption.
A 100 nodes randomly distributed TSP is tes-ted for empirically ®nding a suitable value of ac-ceptance probability. Program termination isbased on a ®xed number of iterations. The initialtraveling distance is 3464.911 units. Fig. 4 givesthe initial path for the 100 nodes TSP. Figs. 5 and
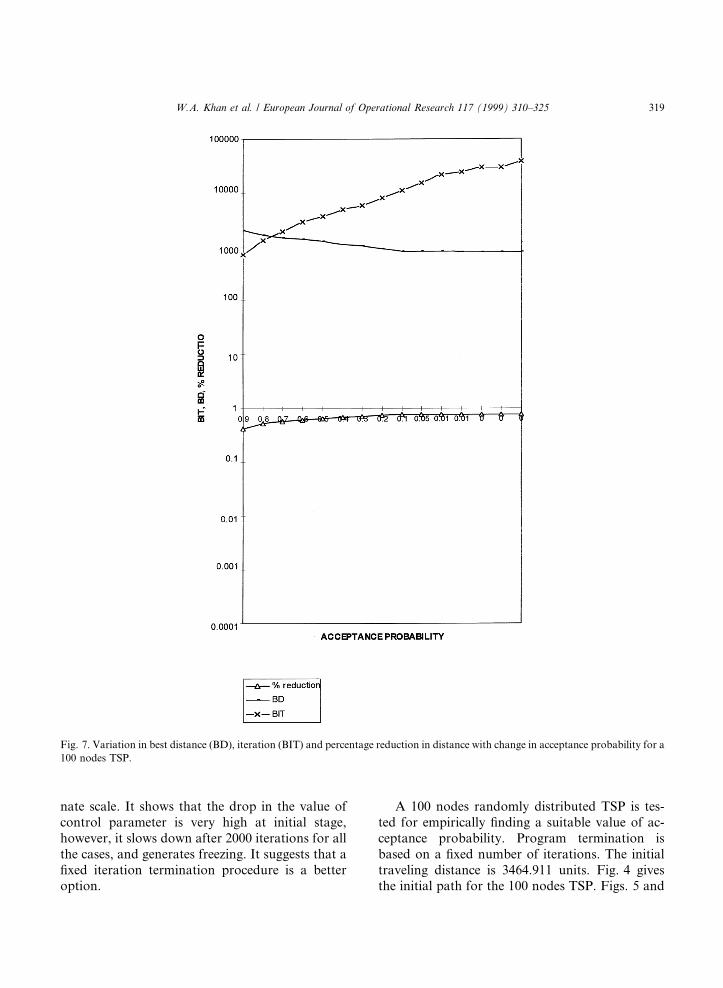
Fig. 7. Variation in best distance (BD), iteration (BIT) and percentage reduction in distance with change in acceptance probability for a
100 nodes TSP.
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 319
6 give the ®nal paths for acceptance probabilityequal to 0.9 and 0.0001 respectively. The bestdistance obtained with acceptance probabilityvalue equal to 0.9 is 2047.635 units at 701 itera-tions. While the best distance obtained with ac-ceptance probability value equal to 0.0001 is807.15 units at 38 401 iterations. The e�ect ofdecreasing the acceptance probability from 0.9 to0.0001 on iteration at which best solution for eachcase is obtained, is the improved best distance atthe expense of larger iteration. This e�ect alongwith percentage reduction in distance is shown inFig. 7. The solution obtained at acceptanceprobability value of 0.0001 is the Hamiltoniansolution and is globally optimal. The value 0.0001of acceptance probability obtained from theabove analysis is used in all subsequent cases ofTSP.
The symmetric cases of TSP are solved usingserial computing and the problem domain is notenumerated at this particular stage. The CPU timerequired to solve these TSP instances are typical.
6. The modi®cation in the perturbation scheme
The perturbation scheme for the solution ofTSP under approach and exit constraints issomewhat similar to one employed for the ordi-nary TSP with the di�erence that the node indicesare now replaced by the contour indices. Twomethods of application of this perturbationscheme to the tool path resequencing problem arepossible. The ®rst method is as follows.
1. The interchange of two contour indices.2. The reversal of the ordering of all contour in-dices appearing between two interchanged indi-ces.3. For the interchanged contour indices:
(a) take each approach vector, associatedwith the ®rst perturbed contour index, andalternatively use all approach vectors associ-ated with the second perturbed contour; and
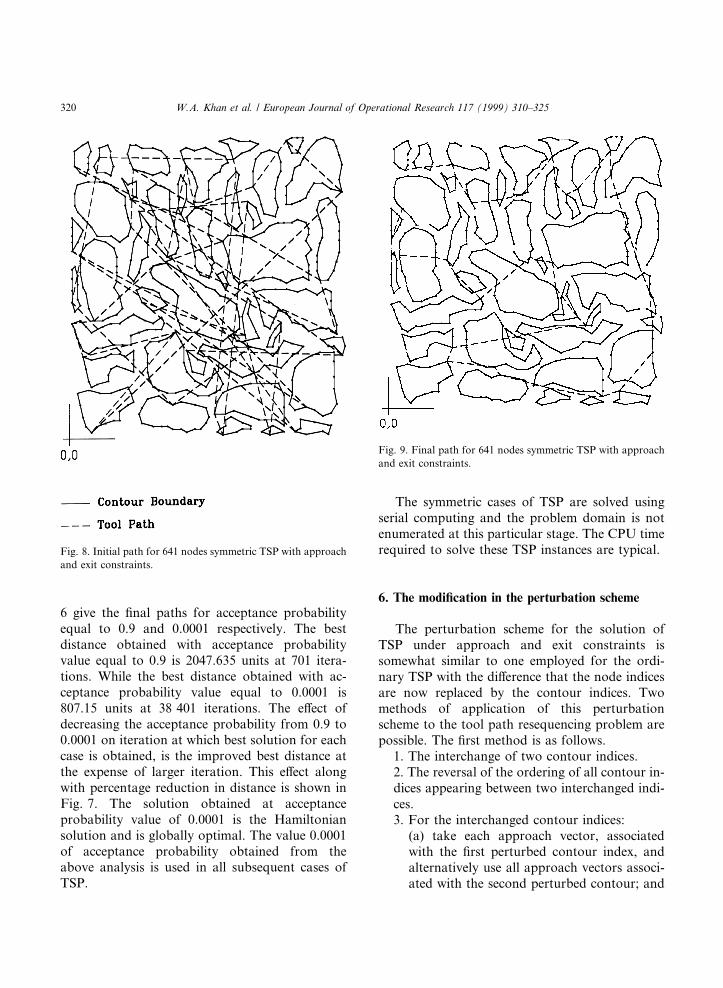
Fig. 8. Initial path for 641 nodes symmetric TSP with approach
and exit constraints.
Fig. 9. Final path for 641 nodes symmetric TSP with approach
and exit constraints.
320 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325

(b) take each candidate solution obtainedusing (a), and calculate the value of the objec-tive function, and then allow small increasesin the objective function value if the objectivefunction value is increased.
This approach creates another di�erence from theapplication of the perturbation scheme to theordinary TSP. In the case of ordinary TSP, thenode indices are perturbed for each candidatesolution. With the use of the above method for
the application of the perturbation scheme to theTSP with approach and exit constraints, thecontour indices are perturbed intermittently. Thecandidate solutions are obtained as described in(a) above.
The second method works as follows.1. The interchange of two contour indices.2. The reversal of the ordering of all the contourindices appearing between two interchanged in-dices.
Fig. 10. Behavior of simulated annealing algorithm for symmetric TSP with approach and exit constraints.
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 321

3. For the interchanged contour indices:(a) randomly select an approach vector forthe ®rst interchanged contour index;(b) randomly select an approach vector forthe second interchanged contour index;and(c) calculate the candidate solution using therandomly selected approach vectors, andthen allow small increases in the objectivefunction value if the object function value isincreased.
This scheme allows the continuous randomperturbance associated with the simulatedannealing algorithm. Both methods for pertur-bation of contour indices have been tested, and ithas been found that the continuous randomperturbance provides better convergence at lowerCPU time.
7. Symmetric TSP with approach and exit con-
straints
Close contours as discussed in earlier sectionsexhibit a symmetric TSP with approach and exitconstraints. They have applications in oxyfuel gascutting, plasma arc cutting, plasma and electronbeam cutting and similar processes where blanksare cut from a large sheet (Kalpakjian, 1992). Asymmetric TSP is solved with 40 contours and 641nodes. This e�ectively demonstrates the solutionof 641 nodes TSP by predetermined isolation ofnodes in small group using the blank edge shapeas isolation criteria. It must be noted that the casecorresponds to situation where the nodes aredistributed along the periphery of the blank.Figs. 8 and 9 respectively provide the initial and®nal paths for the problem. The program employsthe perturbation scheme as described in Section 6.The variation of iteration number with interme-diate distances is shown in Fig. 10. A ®xed itera-tion termination procedure is used to stopsimulated annealing algorithm from searching fora solution.
Fig. 11. Initial path for asymmetric TSP with approach and exit
constraints.
Fig. 12. Final path for asymmetric TSP with approach and exit
constraints.
322 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325
8. Asymmetric TSP
Asymmetric cases of TSP are situations whereopen contours are found in cluster. Each contourshall have at least two nodes, both of them beingoperational, or, more than two nodes with onlytwo nodes acting as operational nodes. One of themanufacturing situation where asymmetric TSP isappropriate is found in milling operations. A 10contour asymmetric TSP containing 35 nodes isused to demonstrate the strength of developed al-gorithm. The procedure remains the same as thatof application discussed in Section 7. Initial and®nal paths for the problem are shown in Figs. 11and 12 respectively.
9. Mixed symmetric asymmetric problem
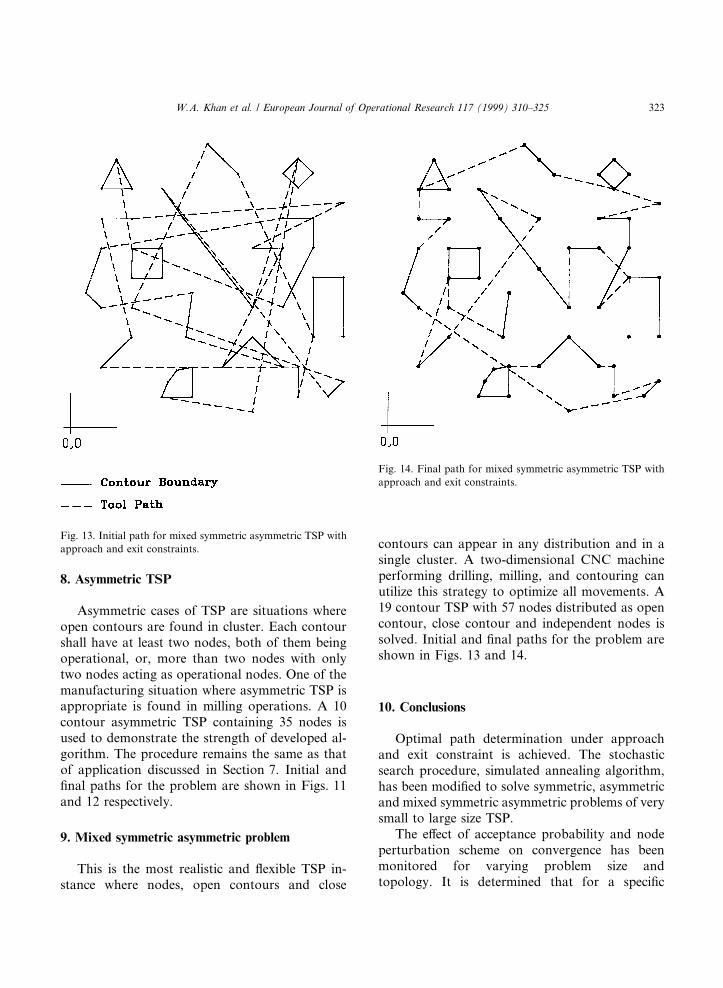
This is the most realistic and ¯exible TSP in-stance where nodes, open contours and close
contours can appear in any distribution and in asingle cluster. A two-dimensional CNC machineperforming drilling, milling, and contouring canutilize this strategy to optimize all movements. A19 contour TSP with 57 nodes distributed as opencontour, close contour and independent nodes issolved. Initial and ®nal paths for the problem areshown in Figs. 13 and 14.
10. Conclusions
Optimal path determination under approachand exit constraint is achieved. The stochasticsearch procedure, simulated annealing algorithm,has been modi®ed to solve symmetric, asymmetricand mixed symmetric asymmetric problems of verysmall to large size TSP.
The e�ect of acceptance probability and nodeperturbation scheme on convergence has beenmonitored for varying problem size andtopology. It is determined that for a speci®c
Fig. 13. Initial path for mixed symmetric asymmetric TSP with
approach and exit constraints.
Fig. 14. Final path for mixed symmetric asymmetric TSP with
approach and exit constraints.
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 323

problem size, the iteration required to achieve aglobally optimal solution is dependent upon thenumber of nodes and their distribution. In realindustrial situation, the problem instances shallhave variable size and unpredictable node distri-bution.
Use of simulated annealing algorithm leads tofreezing e�ect, which is prominent in the interme-diate and the ®nal stages of the tour improvement.The freezing e�ect is countered through use of al-ternate algorithm termination procedure based ona ®xed number of iterations. This procedure isdependent upon problem size. The establishedtermination procedure involving control parame-ters Ci, Ci � 1, and Cf is also used. The relationbetween nodes and iterations for which thesolution is searched a�ects the Hamiltonian solu-tion for the TSP.
The e�ect of acceptance probability on con-vergence of a 100 nodes TSP indicates that de-crease in acceptance probability value providesbetter convergence at increased number of itera-tions. If an optimum value for acceptance proba-bility is not used, the solution may freeze leaving anon-optimal alternative.
Achievement has been made in formulating thevarious commonly occurring topologies related toindustrial situation as TSP under approach andexit constraints. This required the de®nition of abasic representation methodology for nodes, opencontours and close contours. A scheme has alsobeen developed to represent constraints associatedwith nodes and contour. The perturbation schemeis modi®ed to handle such cases.
Actual industrial situations exhibit much largerTSP in terms of number of nodes and their dis-tribution. The scheme presented constitutes afoundation for solving such problems using enu-meration of the problem domain based on tech-nological constraints. The real industrial problemcan then be solved either using serial computing orparallel computing in transputer form or in theparallel virtual machine form.
The simulation of tool path is normally per-formed at the computer aided manufacturingstage. This results in the requirement that neutralformat data be post processed to give the partprogram for a speci®c CNC machine tool. At ei-
ther stage the node distribution is available. Thenodes can be extracted using a ®lter program. Theformulation of this node distribution as a TSP andusing the solution method as detailed in earliersections, provides optimized machine tool resi-dence time.
Simulated annealing algorithm gives optimalsolution. A sub-optimal solution to justify thecomputing cost, may be obtained at reduced it-erations. It is also possible to use other TSP so-lution algorithms for the solution of this problemsituation. Necessary modi®cation shall howeverbe required to introduce approach and exit con-straints.
Acknowledgements
The authors wish to acknowledge Noor Rah-man, Shahzad, Jehan Zeb Khan and NadeemAhmad for helping during the course of this re-search. Education Aid is acknowledged for theirsupport in literature search. Authors also ac-knowledge Ghulam Ishaq Khan Institute of En-gineering Sciences and Technology for permittinguse of computing facilities and other tools forpreparing this manuscript.
References
Andreou, D.A., 1987. Heuristic strategies for large traveling
salesman problem applicable to the traveling sequence
optimization of industrial robots. Ph.D. Thesis, Drexel
University, USA.
Bellmore, M., Nemhauser, G.L., 1968. The traveling salesman
problem: A survey. Operations Research 17, 538±557.
Dantzig, G.B., Fulkerson, D.R., Johnson, S.M., 1954. Solution
of a large scale traveling salesman problem. Operations
Research 2, 393±410.
Golden, B.L., Bodin, L.D., Doyle, T., Stewart, W., Jr., 1980.
Approximate traveling salesman algorithm. Operations
Research 28, 694±710.
Johnson, D.S., Aragon, C.R., McGeoch, L.A., Schevon, C.,
1989. Optimization by simulated annealing: An experimen-
tal evaluation (Part I), Graph partitioning. Operations
Research 37 (6), 865±892.
Johnson, D.S., Aragon, C.R., McGeoch, L.A., Schevon, C.,
1991. Optimization by simulated annealing: An experimen-
tal evaluation (Part II), Graph partitioning. Operations
Research 39 (3), 378±406.
324 W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325

Kalpakjian, S., 1992. Manufacturing Engineering and Tech-
nology, second edition. Addison-Wesley, New York,
U.S.A.
Khan, W.A., 1990. Investigation of tool path sequencing
problem in hierarchical CIM environment. Ph.D. Thesis,
University of She�eld, She�eld, UK.
Khan, W.A., 1996. Path optimization for computer numerical
control machines. In: Proceedings of the 36th Annual
Convention of the Institution of Engineers, Pakistan.
Khan, W.A., Hayhurst, D.R., 1991. Computer aided part
program segmentation and reconstruction for minimization
of machine tool residence time. International Journal of
Computer Integrated Manufacturing 4, 300±314.
Kirkpatrick, S., Gelatt, C.D., Vecchi, M.P., 1983. Optimization
by simulated annealing. Science 220, 671±680.
Lawler, E.L., Lenstra, J.K., Rinooy Kan, A.H.G., Shmoys,
D.B., 1997. The Traveling Salesman Problem: A Guided
Tour of Combinatorial Optimization. Wiley, Chichester,
UK.
Lundy, M., 1985. Application of annealing algorithm to
combination problems in statistics. Biometrika 72, 191±198.
Lundy, M., Mees, A., 1986. Convergence of the annealing
algorithm. Mathematical Programming 34, 11±124.
Metropolis, N., Rosenbluth, A.W., Rosenbluth, M.N., Teller,
A.H., 1953. Equation of state calculation by fast computing
machines. Journal of Chemical Physics 21, 1087±1092.
W.A. Khan et al. / European Journal of Operational Research 117 (1999) 310±325 325