designing of new age dairy foods_2015
TRANSCRIPT



LECTURE COMPENDIUM-cum-TRAINING MANUAL
OF
NATIONAL TRAINING PROGRAMME
ON
DESIGNING NEW AGE DAIRY FOODS
NOVEMBER 28 – DECEMBER 18, 2015
CENTRE OF ADVANCED FACULTY TRAINING
(Dairy Processing)
DAIRY TECHNOLOGY DIVISION
ICAR- NATIONAL DAIRY RESEARCH INSTITUTE (DEEMED UNIVERSITY)
KARNAL – 132 001, (HARYANA) INDIA


Course AdvisorsCourse AdvisorsCourse AdvisorsCourse Advisors
Dr. Latha SabikhiDr. Latha SabikhiDr. Latha SabikhiDr. Latha Sabikhi Director, Centre of Advanced Faculty Training in Dairy Processing and
Head, Dairy Technology Division &
Dr. Ashish Kumar SinghDr. Ashish Kumar SinghDr. Ashish Kumar SinghDr. Ashish Kumar Singh Principal Scientist & Acting Head, Dairy Engineering Division
Course DirectorCourse DirectorCourse DirectorCourse Director Mr. Sathish Kumar, M.H.Mr. Sathish Kumar, M.H.Mr. Sathish Kumar, M.H.Mr. Sathish Kumar, M.H.
Scientist, Dairy Technology Division
Course CoordinatorCourse CoordinatorCourse CoordinatorCourse Coordinator Dr. Shaik Abdul HussainDr. Shaik Abdul HussainDr. Shaik Abdul HussainDr. Shaik Abdul Hussain
Scientist, Dairy Technology Division
Course CoordinatorCourse CoordinatorCourse CoordinatorCourse Coordinator Mr. Gunvantsinh Mr. Gunvantsinh Mr. Gunvantsinh Mr. Gunvantsinh Rathod Rathod Rathod Rathod
Scientist, Dairy Technology Division
ICAR-NATIONAL DAIRY RESEARCH INSTITUTE (DEEMED UNIVERSITY)
KARNAL – 132 001, (HARYANA)

Editing and Compilation
Mr. Gunvantsinh Rathod
Dr. Shaik Abdul Hussain
Mr. Sathish Kumar, M.H.
Dr. P.N. Raju
Cover Page Designed By
Mr. Gunvantsinh Rathod
Dr. Shaik Abdul Hussain
All Rights Reserved © No part of this lecture compendium may be reproduced or transmitted in any form or by any
means, electronic or mechanical, including photography, recording or any information
storage and retrieval system without the written permission from the Director, ICAR-National
Dairy Research Institute, Karnal, India.

FOREWORD
Training of faculty is essential to update them with the latest knowledge and innovations in the relevant field.
The present training programme is aimed at providing necessary insights into current issues and also to
provide a platform for professionals to interact and enhance their knowledge for making research and
education more effective.
India has achieved a remarkable position in the area of food production in the world, being one among the
highest food producers in the world. Now India is self-sufficient in food production, with the current focus
being on nutritional security of people. There is a need for designing and engineering food products having
potential to fill the gap concerning nutritional security. Much workforce is engaged in fulfilling this novel
deed. Today’s population is facing problems with several lifestyle related disorders. There is a need to
develop speciality foods to counter these life style related ailments. Vast quantum of money is flowing in to
fund research that focuses on these issues. In this context, new age dairy foods developed to prevent various
health problems are gaining popularity throughout the world.
Designing criteria for dairy based functional foods and nutraceuticals involve clear understanding of the intricacies
of food formulation, adoption of appropriate technologies, evaluation and validation of developed products. It is
essential that faculty and researchers who are involved in developing Human Resource for the Food Industry, are
also tuned to these changing trends and demands of consumers so that they can impart quality education to the
prospective commanders of the food industry. Current training program covers many topics on food, nutrition and
their application. It focuses on specialized dairy products, multiple micronutrient fortification and application of
bioactive peptides and probiotics. In addition, it also focuses on novel non-thermal processes like high hydrostatic
pressure, nanotechnology in food packaging, use of bio preservatives etc.
I am sure that this 31st CAFT Training in Dairy Processing will help the faculty and scientists of SAUs and
ICAR institutions to keep abreast with the advances taking place in new age dairy foods at National and
International levels. I sincerely wish National Training Programme under the aegis of CAFT in Dairy
Processing a great success. Further, the information compiled by the organizers in the form of compendium
will greatly benefit the participants and serve as a guide to sensitise them on the researchable issues in the
fields of food and nutrition.
November 21, 2015 (A.K. Srivastava)


CENTRE OF ADVANCED FACULTY TRAINING IN DAIRY PROCESSING
ICAR-NATIONAL DAIRY RESEARCH INSTITUTE (Deemed University)
(Indian Council of Agricultural Research) Karnal-132001 (Haryana) India
Dr. Latha Sabikhi
Director, CAFT (DP)
ACKNOWLEDGEMENT
The Indian Council of Agricultural Research accorded Dairy Technology Division of NDRI as a
centre of Excellence in Dairy Technology for its Centre of Advanced Studies programme in the year
1996. The Centre has recently been renamed as ‘Centre of Advanced Faculty Training (CAFT) in
Dairy Processing’ by the ICAR. Thirty training programmes in different areas of dairy processing
have been successfully organised under CAFT Programme so far. This is the 31st course on
‘Designing New Age Dairy Foods’ being conducted during November 28 to December 18, 2015.
This course will be highly useful for the participating researchers and teachers of Agricultural
Universities, national and other academic institutions in further updating their knowledge in the area
of New Age Dairy Foods.
We express our gratitude to the Indian Council of Agricultural Research for awarding CAFT in
Dairy Processing to NDRI, Karnal. We take this opportunity to thank Dr M.B. Chetti, ADG (HRD)
for approving this short course and timely release of funds.
We express our sincere thanks to Dr. A.K. Srivastava, Director, NDRI, Karnal for his constant
encouragement and guidance and also for providing all necessary facilities for organizing this
course. The continuing interest of Dr. R.K. Malik, Joint Director (Research), NDRI, Karnal, in this
CAFT programme is gratefully acknowledged.
Mr. Sathish Kumar, Scientist (DT) and Course Director deserves a special mention for his diligent
efforts that made the initiation of this programme a success. He has been very ably supported by Dr.
S.A. Hussain and Mr. Gunvantsinh Rathod (Scientists (DT) & Course coordinators) in this
endeavour.
Compilation of various lectures into a compendium, its editing and formatting is a stupendous job.
We must convey our special thanks to the faculty of Dairy Technology, Dairy Chemistry, Dairy
Microbiology, Dairy Engineering, Dairy Economics, Statistics & Management and English for
submission of lectures and for actively participating in conducting the theory and practical classes.
We are highly indebted to the guest speakers who contributed the lecture material well in time and
traveled to Karnal to share their valuable expertise with the participants. We also thank M/s Mother
Dairy, New Delhi for permitting the participants to visit their processing facility. Further, the
contribution of Chairmen and members of different committees for smooth organization of this
training programme is highly appreciable. We are grateful to the technical and supporting staff of
Dairy Technology Division for their contribution to day-to-day activities of this CAFT course.
Date: November 19, 2015 (Latha Sabikhi)


CENTRE OF ADVANCED FACULTY TRAINING IN DAIRY PROCESSING
COMMITTEES FOR ORGANIZATION OF THE
National Training
ON
DESIGNING NEW AGE DAIRY FOODS
From 28th
November to 18th
December, 2015
ORGANISING COMMITTEE
Dr. Latha Sabikhi (Director, CAFT)
Mr. Sathish Kumar, M.H. (Course Director)
Dr. Shaik Abdul Hussain (Course Coordinator)
Mr. Gunvantsinh Rathod (Course Coordinator)
RECEPTION COMMITTEE
Dr. Kaushik Khamrui (Chairman)
Mr. Writdhama Prasad
TECHNICAL COMMITTEE
Dr. A.K. Singh (Chairman)
Dr. P.N. Raju
Mr. Yogesh Khetra
Mr. Sathish Kumar M.H
HOSPITALITY COMMITTEE
Dr. Shaik Abdul Hussain (Chairman)
Mr. G.S. Meena
TOUR COMMITTEE
Dr. P.N. Raju (Chairman)
Mr. G.S. Meena
PURCHASE COMMIITTEE
Dr. Latha Sabikhi, (Chairperson)
Dr. Shaik Abdul Hussain (Indenting Officer)
Mr. Gunvantsinh Rathod
AAO (Audit)
AAO (Purchase)
AAO (Central Store)


List of Participants
1. Dr. A. Poorani
Assistant Professor
Department of Livestock Products
Technology
Veterinary College and Research
Institute
Ramayanpatti, Tirunelveli
Tamil Nadu, PIN: 627 358 Email:
2. Mr. Ashish Maruti Shendurse
Asst. Professor, Dept. of Dairy & Food
Chemistry, Shri. GN Patel Dairy
Science & Food Technology College,
Sardarkrushinagar,Dantiwada
Agricultural University (SDAU)
Sardarkrushinagar, Banaskantha (Dist),
Gujarat, PIN: 385506
Email: [email protected]
3. Dr. Dhiraj Hiraman Kankhare
Assistant Professor
Dept. of Animal Husbandry and Dairy
Science, College of Agriculture, Dhule
Maharashtra, PIN: 424001
Email: [email protected]
4. Dr. Dinkar Keshav Kamble
Associate Professor
Division of Animal Husbandry,
Dairy Science College of Agriculture,
Vidyanagar, Kolhapur
Maharashtra, PIN: 416004
Email: [email protected]
5. Dr. Dnyaneshwar Devrao Patange
Assistant Professor
Dept. of AHDS, College of Agriculture
Kolhapur, Maharashtra, PIN: 416004
Email: [email protected]
6. Dr. Kadam Bapurao Raghunath
Assistant Professor
Maharashtra Animal & Fishery
Sciences University, Futala Lake Road,
Telangkhedi, Nagpur, Maharashtra,
PIN: 440001
Email: [email protected]
7. Dr. Narendra Kumar Nayak
Assistant Professor
Department of LPT
Veterinary College, Mhow, Indore
Madhya Pradesh, PIN: 453446 Email:
8. Dr. Neelam Upadhyay
Scientist
Dairy Technology Division,
NDRI, Karnal, Haryana, PIN: 132001
Email: [email protected]
9. Dr. Om Prakash Malav
Assistant Professor
Department of LPT
College of Veterinary Science
GADVASU, Ludhiana
Punjab, PIN: 141001
Email: [email protected]
10. Dr. P. K. Singh
Assistant Professor
Dairy Technology Division,
College of Dairy Science &
Technology, GADVASU,
Ludhiana, Punjab, PIN: 141004
Email: [email protected]
11. Dr. Praneeta Singh
Assistant Professor
Department of LPT
College of Veterinary & Animal
Sciences (GBPUAT)
Pantnagar, Udham Singh Nagar
Uttarakhand, PIN: 263145
Email: [email protected]
12. Mr. Ranjan Bhagorao Yedatkar
Assistant Professor
Dept. of Dairy Science
Shivaji Mahavidyalaya, Udgir
Latur (Dist), Maharashtra, PIN: 413517
Email: [email protected]

13. Dr. Reeta Mishra
Subject Matter Specialist
RVSKVV-KVK, A.B. Road,
Near Commissioner Office, Morena
(M.P.) PIN: 476001 Email:
14. Dr. Rita Narayanan
Associate Professor
Dept. of LPT, Madras Veterinary
College
Chennai-7, Tamil Nadu, PIN: 600007
Email: [email protected]
15. Dr. Ruma Devi
Assistant Professor
Department of Livestock Products
Technology
C.V.Sc. & A.H., NDUAT, Kumarganj
Faizabad, U.P., PIN: 224229 Email:
16. Dr. Sanjaykumar Vitthal Londhe
Assistant Professor
Dept. of LPT
College of Veterinary and Animal
Sciences, MAFSU
Parbhani, Maharashtra, PIN: 431 402
Email:
17. Mr. Sanket Girdharbhai Borad
Scientist
142, Food Technology Lab, DT
Division
NDRI, Karnal, Haryana, PIN: 132 001
Email: [email protected]
18. Dr. Sharanagouda B. Patil
Associate Prof. & Head
Dept. of Dairy Technology
Dairy Science College, Mahagaon
Cross, Kalaburagi
Maharashtra, PIN: 585316
Email: [email protected]
19. Dr. Somesh Kumar Meshram
Assistant Professor
College of Veterinary Science &
Animal Husbandry
Kuthulia, Rewa, M.P., PIN: 486001
Email: [email protected]
20. Mr. Somnath Hanumant Mane
Assistant Professor
Department of Animal Husbandry and
Dairy Science
College of Agriculture, Pune-3
Maharashtra, PIN: 411005
Email: [email protected]
21. Dr. Vadivoo V. S.
Assistant Professor
Department of Animal Biotechnology
Madras Veterinary College, Chennai-7
Tamil Nadu, PIN: 600007
Email: [email protected]

CENTRE OF ADVANCED FACULTY TRAINING
IN
DAIRY PROCESSING
National Training
ON
DESIGNING NEW AGE DAIRY FOODS
From 28th
November to 18th
December, 2015
28.11.2015 (Saturday) DAY 1
9:30 AM - 9:55 AM Registration Dr. S. A. Hussain
10:00 AM -12:00 Noon Inauguration Mini Auditorium
12:00 Noon -1:00 PM Metabolites of dairy microbes and their food
application Dr. R. K. Malik
1:00 PM - 2:00 PM Lunch break
2:15 PM -2:40 PM Visit to ATIC Centre Dr. P. S. Oberoi
2:45 PM - 3:30 PM Visit to Experimental Dairy Mr. H.R. Gupta
3:30 PM - 5:00 PM Visit to Model Dairy Plant Mr. Gian Mutreja
29.11.2015 (Sunday) DAY 2 - HOLIDAY
30.11.2015 (Monday) DAY 3
9:45 AM -10:45 AM Novel starters for value added fermented dairy
products Dr. S. K. Tomar
10:45 AM - 11:00 AM Tea break
11:00 AM -1:00 PM Encapsulation of herbal bioactives through double
emulsion technology (Theory and Practical) Mr. Sathish Kumar
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:15 PM Newer probiotic organisms for different
physiological conditions Ms. Rashmi H.M.
3:15 PM - 3:30 PM Tea break
3:30 PM - 5:00 PM Molecular characterization of probiotic organisms-
(Practical) Ms. Rashmi H.M.
01.12.2015 (Tuesday) DAY 4
9:45 AM - 10:45 AM Technological advances in fresh cheeses Dr. S.K. Kanawjia
10:45 AM - 11:00 AM Tea break
11:00 AM -1:00 PM Preparation of functional fresh cheese (Practical) Mr. Yogesh Khetra
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:15 PM Sodium reduction in cheeses Mr. Yogesh Khetra
3:15 PM - 3:30 PM Tea break
3:30 PM - 5:00 PM Designing aspects of newer dairy beverages Mr. Sathish Kumar
02.12.2015 (Wednesday) DAY 5
Programme

9:45 AM - 10:45 AM Technological challenges and design aspects of
vitamin and mineral fortified milks Dr. Sumit Arora
10:45 AM -11:30 AM Communicating science Dr. Meena Malik
11:35 AM -11:45 AM Tea break
11:50 AM -1:00 PM
Technochemical and biological properties of
glycomacropeptide (GMP) and its application in
functional Foods
Dr. Richa Singh
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:30 PM Preparation and evaluation of DVS starter cultures
(Theory & Practical)
Dr. Surajit Mandal
03.12.2015 (Thursday) DAY 6
9:45 AM - 10:35 AM Application of casein and caseinates in formulation
of specialized foods
Dr. V.K. Gupta
10:40 AM -11:30 AM Nanotechnological applications in development of
novel dairy foods Dr. S. A. Hussain
11:30 AM -11:45 AM Tea break
11:50 AM - 1:00 PM Probiotics in cheeses Dr. Latha Sabikhi
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:15 PM
Advances in infant food formulations
Dr. D.K.Thompkinson
(Guest Faculty)
3:15 PM - 3:30 PM Tea break
3:30 PM - 4:30 PM Osteoanabolic effect of milk derived bioactive
peptides Dr. Suman Kapila
4:30 PM - 5:30 PM Mentor Interaction (Dr. Latha Sabikhi, Dr. A. K. Singh, Mr. Sathish Kumar,
Dr. S. A. Hussain & Mr. Gunvantsinh Rathod
04.12.2015 (Friday) DAY 7
9:45 AM - 10:35 AM Oligosaccharides in formulation of functional foods Ms. Indumathi, K.P.
10:40 AM - 11:30 AM Advances in drying of functional dairy foods Er. P.S. Minz
11:35 AM - 11:45 AM Tea break
11:50 AM - 1:00 PM
Designing of herb based traditional dairy products Mr. Writdhama Prasad
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:00 PM Calcium and Iron fortified milk (Practical) Dr. Sumit Arora
05.12.2015 (Saturday) DAY 8
9:45 AM - 1:00 PM Isolation of potential new probiotic bacteria (Theory
& Practical) Mr. Diwas Pradhan
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:00 PM
Technological advances in manufacture of low-
calorie dairy foods (Theory & Practical)
Dr. P. N. Raju
06.12.2015 (Sunday) DAY 9 - Holiday
07.12.2015 (Monday) DAY 10
9:45 AM - 10:35 AM Technologies for the manufacture of colostrum
powder and its applications Mr. Sanket Borad
10:40 AM - 11:30 AM Designing dairy foods to combat metabolic disorders Dr. Kaushik Khamrui
11:35 AM - 11:45 AM Tea break
11:45 AM - 1:00 PM
Preservation potential of plant essential oils in dairy
foods Dr. Chand Ram Grover
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:05 PM ISO & Food safety systems for food processing
plants
Mr. Appaji Rao
(Guest faculty- Food
Safety Consultant)
3:05 PM - 3:15 PM Tea break
3:15 PM - 4:05 PM Newer detection tools to detect milk fat adulteration Dr. Vivek Sharma

4:05 PM - 5:00 PM Technology and application of whey protein
hydrolysate
Ms. Priyanka Singh
Rao
08.12.2015 (Tuesday) DAY 11
9:45 AM - 11:30 AM Cell culture technique for evaluation of therapeutic
potential of dairy foods
Dr. Ritu Trivedi
(Guest faculty)
11:30 AM -11:45 AM Tea break
11:45 AM - 1:00 PM Is it difficult to file Patent in India? Dr. Y. S. Rajput
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:15PM
Spores / Enzymes based sensors–An innovative
approach for monitoring food safety Dr. Naresh Goyal
3:15 PM - 5:00 PM Detection of pathogens in selected dairy foods using
advanced techniques (Practical) Mr. Raghu, H. V.
09.12.2015 (Wednesday) DAY 12
9:45 AM - 10:30 AM Soft computing in dairy and food processing Dr. A. K. Sharma
10:30 AM - 10:45 AM Tea break
10:45 AM - 1:00 PM Integration of milk with other food groups for
improved nutritional profile Dr. A. K. Singh
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:00 PM Cholesterol reduction technologies for milk and milk
products Dr. Vivek Sharma
3:00 PM - 3:10 PM Tea break
3:10 PM - 5:00 PM
Detection of foreign fats in ghee by triglyceride
profiling using low- resolution gas -liquid-
chromatography – (Practical class)
Dr. Vivek Sharma
10.12.2015 (Thursday) DAY 13
9:45 AM - 10:35 AM Newer packaging technologies (nanomaterial-based
and edible packaging) for dairy and food products Dr. P.N. Raju
10:40 AM -11:30 AM Protein based fat replacers: Techno chemical aspects
and their applications in dairy foods
Mr. Gunvantsinh
Rathod
11:30 AM - 11:40 AM Tea break
11:40 AM - 1:00 PM Designing milk for human health Dr. Latha Sabikhi
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:00 PM Preparation of aloe-vera supplemented probiotic lassi
(Practical) Dr. S. A. Hussain
11.12.2015 (Friday) DAY 14
9:45 AM - 10:30 AM Advances in ice cream and frozen desserts Mr. Yogesh Khetra
10:30 AM - 1:00 PM Formulation of low calorie ice cream (Practical) Dr. S. A. Hussain
1:00 PM - 2:00 PM Lunch break
2:15 PM - 3:15 PM Application of cryogenics in processing for
dairy and food products Dr. P. Barnwal
3:15 PM - 4:15 PM
Feeding strategies and rumen microbial interventions
for enhancing the nutritional & therapeutic properties
of milk
Dr. A.K. Tyagi
4:15 PM - 4:30 PM Tea break
4:30 PM - 5:30 PM Strategies for commercialization of milk based health
foods Dr. A. K. Singh
12.12.2015 (Saturday) DAY 15 – Visit to Mother Dairy, Delhi
13.12.2015 (Sunday) DAY 16 - Holiday
14.12.2015 (Monday) DAY 17
9:45 AM - 10:35 AM Bio-functional applications of lactic acid bacteria Dr. Shilpa Vij
10:40 AM -11:30 AM High pressure processing of milk and milk products Dr. A. K. Singh

11:30 AM -11:45 AM Tea break
11:50 AM - 1:00 PM Application of membrane processing for production
of innovative dairy ingredients Mr. G.S. Meena
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:30 PM Membrane processing (Practical) Mr. G.S. Meena
15.12.2015 (Tuesday) DAY 18
9:45 AM - 10:35 AM Selected alternative processes in dairy and food
processing Mr. G. S. Meena
10:40 AM -11:30 AM Production technologies of bioactive peptides from
milk proteins
Dr. Rajesh Kumar Bajaj
11:30 AM -11:45 AM Tea break
11:50 AM - 1:00 PM Milk genomics: An approach for enhancing the
nutritional and therapeutic values of milk Dr. Dheer Singh
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:00 PM Sensory evaluation of milk and milk products
(Theory & Practical) Dr. Kaushik Khamrui
16.12.2015 (Wednesday) DAY 19
9:45 AM - 1:00 PM Presentations on ‘New ideas on functional food
developments’
Participants of this
training program
1:00 PM - 2:00 PM Lunch break
2:15 PM - 5:00 PM An overview of SAS Enterprise Guide in in dairy and
food sciences (Theory and Practical) Dr. Ravinder Malhotra
17.12.2015 14 (Thursday) DAY 20
9:45 AM - 10:35 AM Cost estimation of value added dairy products Dr. A. K. Chuahan
10:40 AM -11:30 AM Marketing strategy of new food products Dr. Smita Sirohi
11:30 AM - 11:45 AM Tea break
11:50 AM - 1:00 PM Challenges in developments of high protein milk and
milk products Dr. V. K. Gupta
1:00 PM - 2:00 PM Lunch break
2.15PM - 5.00 PM
Rapid diagnostic tests for detection of milk
adulterants – Current Status (Theory and Practical) Dr. Rajan Sharma
18.12.2015 (Friday) DAY 21
9:45 AM - 1:00 PM Course evaluation, online feedback submission and
interaction with Faculty Dr. Latha Sabikhi
1.00 PM - 2:00 PM Lunch break
2.00 PM - 5:00 PM Valedictory function Mini Auditorium

CONTENTS
1 Designing milk for human health 01-05
Latha Sabikhi
2 Technological advances in fresh cheeses 06-09
S K Kanawjia
3 Probiotics in cheeses 10-13
Latha Sabikhi
4 Challenges in developments of high protein milk and milk products 14-19
Vijay Kumar
5 Designing dairy foods to combat metabolic disorders 20-24
Kaushik Khamrui
6 Sodium reduction in cheeses 25-30
Yogesh Khetra, S K Kanawjia, Alok Chatterjee and others
7 Nanotechnological applications in development of novel dairy foods 31-34
S A Hussain, Payal Meena and Akanksha Wadehra
8 Application of membrane processing for production of innovative
dairy ingredients
35-41
G S Meena, A K Singh, S Borad and others
9 Application of casein and caseinates in formulation of specialized
foods
42-46
Vijay Kumar
10 Encapsulation of herbal bioactives through double emulsion
technology
47-49
M H Sathish Kumar, Heena Lamba & Latha Sabikhi
11 Designing of herb based traditional dairy products 50-53
Writdhama Prasad and Kaushik Khamrui
12 Selected alternative processes in dairy and food processing 54-62
G S Meena, A K Singh, S Borad and others
13 Milk genomics: An approach for enhancing the nutritional and
therapeutic values of milk
63-67
Dheer Singh and Suneel Kumar Onteru
14 Protein based fat replacers: Techno chemical aspects and their
applications in dairy foods
68-70
Gunvantsinh Rathod, Latha Sabikhi and Sathishkumar M. H.
15 Technologies for the manufacture of colostrum powder and its
applications
71-76
Sanket Borad and Ashish Kumar Singh
16 Advances in ice cream and frozen desserts 77-79
Yogesh Khetra, S K Kanawjia and Gadsingh Shankar Prakash
17 Designing aspects of newer dairy beverages 80-85
M H Sathish Kumar, Latha Sabikhi and Gunvantsinh Rathod
18 Technological challenges and design aspects of vitamin and mineral
fortified milks
86-89
Sumit Arora, Chitra Gupta and Apurva Sharma

19 Advances in drying of functional dairy foods 90-93
P S Minz and P Barnwal
20 Application of cryogenics in processing for dairy and food products 94-99
P Barnwal
21 Oligosaccharides in formulation of functional foods 100-102
K P Indumathi and Rita
22 Osteoanabolic effect of milk derived bioactive peptides 103-106
Suman Kapila, Srinu Reddi and Rajeev Kapila
23 Newer detection tools to detect milk fat adulteration 107-110
Vivek Sharma and Tanmay Hazara
24 Production technologies of bioactive peptides from milk proteins 111-114
Rajesh Kumar Bajaj and Priyanka Singh Rao
25 Technology and application of whey protein hydrolysate 115-121
Priyanka Singh Rao, S Athira and Richa Singh
26 Technochemical and biological properties of glycomacropeptide
(GMP) and its application in functional Foods
122-126
Richa Singh
27 Cholesterol reduction technologies for milk and milk products 127-130
Vivek Sharma
28 Rapid diagnostic tests for detection of milk adulterants – Current
Status
131-135
Rajan Sharma, Bimlesh Mann, K Satya and others
29 Spores / Enzymes based sensors–An innovative approach for
monitoring food safety
136-143
Naresh Kumar, H V Raghu, Pradip Kumar Sharma and others
30 Bio-functional applications of lactic acid bacteria 144-148
Shilpa Vij and Jagrani Minj
31 Preparation and evaluation of DVS starter cultures 149-153
Surajit Mandal
32 Novel starters for value added fermented dairy products 154-165
Sudhir Kumar Tomar, C S Rajani and Hitesh Kumar
33 Newer probiotic organisms for different physiological conditions 166-168
Rashmi H. M
34 Isolation of potential new probiotic bacteria 169-171
Diwas Pradhan
35 Preservation potential of plant essential oils in dairy foods 172-178
Chand Ram Grover and Rohit Panwar

36 Feeding strategies and rumen microbial interventions for enhancing
the nutritional & therapeutic properties of milk
179-183
Amrish Kumar Tyagi and Sachin Kumar
37 Marketing strategy of new food products 184-189
Smita Sirohi and Divya Pandey
38 Cost estimation of value added dairy products 190-195
A K Chuahan
39 Soft computing in dairy and food processing 196-201
A K Sharma
40 An overview of SAS Enterprise Guide in in dairy and food sciences 202-220
Ravinder Malhotra
41 Is it difficult to file Patent in India? 221-224
Y.S. Rajput, Rajan Sharma and Dheraj Nanda
42 Sensory evaluation of milk and milk products 225-230
Kaushik Khamrui and Writdhama Prasad
43 High pressure processing of milk and milk products 231-236
Ashish Kumar Singh, P N Raju, Sanket Borad
44 Advances in infant food formulations 237-248
D K Thompkinson
45 Newer packaging technologies (nanomaterial-based and edible
packaging) for dairy and food products
249-258
Narender Raju Panjagari, Mukesh Kumar Bishnoi, Pavan Kanade
46 Technological advances in manufacture of low-calorie dairy foods 259-262
Narender Raju Panjagari and Ashish Kumar Singh
47 Metabolites of dairy microbes and their food application 263-271
R K Malik, Chhaya Goyal and Taufeeq
48 Detection of foreign fats in ghee by triglyceride profiling using low-
resolution gas -liquid- chromatography – (Practical class)
272-273
Vivek Sharma and Tanmay Hazra
49 Communicating science 274-279
Meena Malik


11
Designing Milk for Human Health
Latha Sabikhi
Dairy Technology Division
1. Introduction
Functional foods, with their extra-nutritional health benefits have started to occupy prime positions in the
manufacturing industries. Milk, with its intrinsic beneficial attributes, is a natural functional food. While
the earlier emphasis was to breed animals to produce more milk, the attention is now tuned to adding
more value to milk and studying its health implications. By a comprehensive understanding of the
biochemistry, genetic makeup and changes in the animals diet that affect milk synthesis and composition,
ways and means to manipulate milk composition to suit specific needs can be found. Using the two
approaches of nutritional and genetic interventions, researchers are now hoping to develop 'designer milk'
tailored to consumer preferences or rich in specific milk components that have implications in health as
well as processing. Some potential means to alter milk composition or 'design' milk by nutritional and
genetic approaches so as to achieve specific health and/or processing opportunities are discussed
hereunder.
2. Applications of ‘designing’ milk
Designer milk may be applied for human health measures and also for better processing abilities. Among
applications of designer milk in diet and human health is that it generates a healthier proportion of
unsaturated fatty acids (USFA) in milk fat, reduced lactose content for the benefit of lactose intolerant
individuals and removal of β-lactoglobulin that is absent in human milk from bovine milk. Better
processing and technological prospects include alteration of primary structure of casein to improve
technological properties of milk, production of high-protein milk, accelerated curd clotting time for
cheese manufacturing, increased yield and/or more protein recovery, milk containing nutraceuticals and
replacement for infant formula etc.
3. Alterations in milk fat
The quantity of milk fat is a determinant of its value and hence a major indicator of the revenue accrued
from milk. However, it has a negative connotation in terms of human health, owing to the negative
publicity that milk fat is receiving. Alternative feeding practices and genetic interventions has now made
manipulation of composition of milk fat to suit the human needs possible. Some of the possibilities are
decreasing the level of saturation in milk fat, increasing conjugated linoleic acid (CLA) and omega 3 fat
levels in milk fat, and reducing the fat content in milk.
The degree of unsaturation of milk fat rises with the increase in the unsaturated fat content in dairy feeds.
Over and above the health benefits, this also provides a boost to the processing industry. For example,
the spreadability of butter made from this milk being higher, owing to the lower melting point of milk fat
containing USFA. Feeding of a special encapsulated blend of canola and soybean meal doubled the
spreadability of butter in an Australisn study in the late 1990s. When taken out of a fridge at 5ºC, the

22
butter was nearly as spreadable as margarine, without losing its special eating qualities. Clinical trials
revealed that consumption of dairy products made from this milk led to decrease in low density
lipoprotein levels in the blood of the consumers. The type of fatty acids present in milk fat also has a
profound impact on the flavour and physical properties of dairy products. Batches of butter produced
from milk of high oleic sunflower seeds- and regular sunflower seeds-fed cows were equal or superior in
flavours to the control butter. Cheddar cheese comparable to control, but with higher concentrations of
USFA could be produced from milk of cows fed on extruded soybean and sunflower diets. Also, the
abundance of C12, C14, C18:1 and C18:2 fatty acids enhanced the safety of cheeses against Listeria
monocytogenes and Salmonella typhimurium.
CLAs reportedly suppress carcinogens, inhibiting proliferation of leukaemia and cancers of the colon,
prostate, ovarian, and breast. The other reported beneficial health effects of CLA are antiatherogenic
effect, altered nutrient partitioning and lipid metabolism, antidiabetic action (type II diabetes), immunity
enhancement and improved bone mineralization. Dairy products are rich in CLA, which is synthesized in
the rumen during the biohydrogenation of linoleic acid. A diet rich in linoleic acid may increase the CLA
levels in milk fat two-fold, while simultaneously reducing the saturated fatty acid levels in milk fat. Milk
from a grass-fed cow can have five times as much CLA as milk from a grain-fed animal.
The polyunsaturated fatty acid content in human diet should not be much greater than 4% of the caloric
total, in approximate proportions of 2% -3 linolenic acid and 2% -6 linoleic acid. Milk from grass-fed
cows contains an ideal ratio of essential fatty acids (EFAs). Replacing grass in the diet with grains or
other supplements increases the proportion of -6 to -3 fatty acids. While deficiency in -3 is
associated with asthma, heart disease and learning deficiencies, high -6 content in the diet can lead to
cancer, cell proliferation, clotting of blood, depressed immune function, high blood pressure,
inflammation, irritation of the digestive tract, sterility and weight gain. Report suggest that nearly equal
amounts of omega 3 and omega 6 fatty acids result in lower risk of allergies, autoimmune disorders,
cancer, cardiovascular disease, dementia, diabetes, some mental disorders and obesity.
Genetic makeup of cows could be altered to enable them to generate milk with only two per cent fat,
which would, in turn, reduce the cost of feed per kg milk by 22%. The methods used to change the fat
composition, enzymes that influence the synthesis of fat are targeted. For example, reducing the activity
of acetyl CoA carboxylase that regulates the rate of fat synthesis within the mammary gland would lead
to reduction in the fat content of milk and also the energy requirement of the animal to produce milk.
4. Alterations in lactose
For many human beings, the level of the hydrolysing enzyme lactase or -galctosidase gradually declines
early in life to become almost absent when they become adults. When such individuals ingest milk or
milk products, the lactose remains undigested and mal-absorbed in the gut. This causes retention of water
by its osmotic action, which, when coupled with the bacterial production of large volumes of carbon
dioxide leads to intestinal upsets and dehydration. Lactose intolerance limits the use of dairy products to
many people, depriving them of this valuable source of nutrients. Moreover, since milk is a major source
of calcium, lactose intolerance is many times associated with osteopaenia in old age. The known
remedies for intolerance are dietary changes such as avoidance of dairy products or consumtion of

33
hydrolysed low-lactose products (post-harvest) or through the use of -galactosidase replacement (pre-
harvest).
The preharvest methodologies of reducing lactose involve either the removal of -lactalbumin (which
helps in lactose synthesis) and gene 'knock-out' methodologies or by introducing the lactase enzyme into
milk via mammary gland specific expression. Although these methods are successful, they reduce the
overall sugar content of the milk, resulting in highly viscous milk. Studies on mice indicated that the milk
of such mice was highly viscous with very high protein (88%) and fat (60%), no - lactalbumin and no
lactose. An alternative to produce low-lactose milk is over-expression of -galactosidase in milk. But, the
monosachharides produced within the milk increases the osmotic pressure within the alveolar lumen,
thereby drawing more water and resulting in further dilution of other milk components. Transgenic
methods that generated mice that selectively produced a biologically active -galactosidase in their milk
led to halving the lactose content of the milk, while the enzyme expression levels were low. These
experiments conducted led to reduction in the lactose content while retaining most of the monosaccharide
content of the milk.
5. Alteration in milk protein
Protein supplementation, in terms of increased content or improved amino acid profile by the addition of
L-taurine, L-leucine and L-phenylalanine offers additional nutritional benefits to milk. -casein, which is
the most abundant milk protein, is involved in binding calcium phosphate and thus controlling milk
calcium levels. Higher -casein content in milk is linked to smaller micelles, better heat stability, and
improved cheese-making properties. Transgenic cows secreting elevated levels of - (8-20%) and -
caseins (two-fold) have been produced by genetic engineering. In one experiment involving transgenic
animals, the total milk protein increased by 13–20% and total milk casein by 17–35% compared to
control cows. This has immense economic benefits for the cheese, casein and milk protein concentrate
industries. Milk augmented with specific inhibitor of either plasmin or plaminogen activator would be a
boon for the process industry, as both these native enzymes hydrolyse proteins, leading to diminished
protein yields.
The consumption of A1 -casein is associated with health risks such as autism or Asperger’s syndrome,
child diabetes, schizophrenia and coronary heart disease. A2 MilkTM from commercial dairy herds is
being marketed in New Zealand and Australia at a small premium over regular or A1 milk. It is claimed
that A2 MilkTM has only negligible amounts of the A1 -casein in it. The animals producing A2
MilkTM are not genetically modified, but achieved by selectively milking only those cows that naturally
produce milk without A1.
6. Bovine milk that resembles human milk
The composition of bovine milk used to produce infant formulae could be greatly improved to suit the
needs of the infant by incorporation ingredients that resemble those of human milk. Lactoferrin, the iron-
binding protein and also lysozyme, have antimicrobial properties and may also mediate some effects of
inflammation and have a role in regulating various components of the immune system. The lactoferrin
level in human milk is about one g/l (in human colostrum about seven g/l), about ten times as much as
there in cow milk. Human milk contains 0.4 g/l of lysozyme. Active human lysozyme has been produced

44
in the milk of transgenic mice at the concentrations of 0.78 g/l. On the processing front, the expression of
lysozyme in milk results in the reduction of rennet clotting time and greater gel strength in the clot. A
double transgenic cow that co-expresses both human lactoferrin and human lysozyme in milk may reduce
the incidence of intra-mammary infection or mastitis. Production of human lipase in bovine milk could be
used as a constituent of formulas to increase the digestibility of lipids especially in premature infants.
Cow milk contains a natural protein, β-lactoglobulin, not present in human milk. Cow milk allerginicity
in children is often caused by the presence of this protein and has been minimised by feeding hydrolysed
whey. However, this is not a perfect process, and some β-lactoglobulin fragments can still induce
allergies in susceptible infants. Removing β–lactoglobulin from cow milk to make it more like human
milk is the obvious alternative. New Zealand researchers have now ‘designed’ a cow that produces little,
if any, β-lactoglobulin in its milk.
7. Human therapeutic proteins in milk
Several human proteins that have high value in terms of health implications have been generated in milk
of cows and other small animals. GTC Biotherapeutics (Framingham, MA) produces more than 60
therapeutic proteins (plasma proteins, monoclonal antibodies, vaccines) from milk of cows and goats.
The company is working on a project to develop a malaria vaccine from goat milk. It is claimed that a
litre of goat milk can contain up to nine grams of the transgenic protein and that eight goats can produce
enough vaccine to inoculate 20 million people. A recombinant human anti-thrombin III (produced in goat
milk), an anti-coagulant protein found in blood is being tested for its efficacy. PPL Therapeutics
(Edinburgh, UK, and Blacksburg, VA) works with rabbits and sheep to produce -1-antitrypsin,
fibrinogen, and a lipase meant for those who cannot digest dietary lipids. Products such as insulin,
growth hormones and blood clotting factors have also been obtained from the milk of transgenic cows,
sheep, or goats. The major advantage of transgenic technology is that proteins can be produced at a very
low cost. The production costs per gram of human tissue plasminogen activator through bacterial
fermentation, mammalian cell culture and cow transgenic technology were estimated at 20000, 10000
and 10 US dollars respectively.
8. Conclusion
If transgenic technology that produced 33% more total solids (40-50% TS) and 17% less lactose in milk
of experimental mice than that of normal ones could be translated into large animals, the idea of cow
milk that contains 6.5% protein, 7% fat, 2.5% lactose and 50% less water is not unimaginable. The
advantages, besides the direct economic benefit in terms of 50% reduction in the cost of shipping milk,
would be less stress on the cow and on her udder (since she would be producing one half her normal
volume of milk) and milk with higher solids content. Despite these promising prospects, the future of
transgenics in dairy animals is far from being accepted, as several ethical, legal and social aspects of
biotechnological research would need to be addressed. Nevertheless, milk designing allows food and
beverage manufacturers to retain all of the best features of milk (texture, taste, protein content and
calcium) intact, while removing or reducing milk lactose and fat inorder to yield value-added ‘designer’
milk.
9. Selected reading
Karatzas C N (2003) Designer milk from transgenic clones. Nature Biotechnology. 21, 138–139.

55
Sabikhi L (2007). Designer Milk. Advances in Food and Nutrition Research. Chapter 5. Vol. 53. Elsevier
Publications, Academic Press/Elsevier, San Diego, CA, USA. pp:161-198.
www.a2corporation.com
www.afns.ualberta.ca
www.nationaldairycouncil.org

6
Technological Advances in Fresh Cheeses
S. K. Kanawjia
Dairy Technology Division
1. Introduction
Cheese has been classified on the basis of its composition, coagulating agent, extent/manner of
ripening etc. On the basis of ripening, cheese is broadly classified as ripened cheese and unripened or
fresh cheese.Fresh cheese include the products which are ready for consumption shortly after
manufacture. These may be acid coagulated or rennet coagulated. On the basis of manner of
coagulation, fresh cheese again may be classified as rennet curd cheese or fresh acid-curd cheese. For
most of the varieties, starter culture and rennet are used in combination for development of desired
quality characteristics. Some of the popular fresh cheese varieties consumed round the globe are
discussed in this chapter.
2. Quarg Cheese
Quarg – the proper German name is Speisequark – is a natural, unripened, fresh cheese produced on a
large scale in Germany and is very popular there. It is essentially a milk protein paste, manufactured
by acid coagulation of milk by proper bacterial cultures (e.g. Streptococcus cremoris and Leuconostoc
citrovorum) with a small rennet addition for better separation of the protein coagulum from the whey
and thus better yields. It is produced in a variety of fat contents, ranging from an essentially fat-free
type to a variant with as much as 40 per cent fat in the dry matter. This cheese is popular in central
Europe (e.g. Germany, Poland and Austria). Other names for this type of product in different countries
include kvarg, tvarog, tworog, twarog, Sauermilchquark and Speisequark. Chakka and Shrikhand are
the products related to quarg popular in India.
Quarg is milky white in color, may be even faintly yellowish. Body and texture are homogeneously
soft, smooth and mildly supple or elastic. Spreadability must be good. Due to high moisture content (~
82%, w/w), the shelf-life is limited to 2-4 weeks at <80C. There should be no appearance of water or
whey, dryness or graininess, bacteriological deterioration, over-acidification or bitter flavour during
storage (Kroger, 1980; Siggelkow, 1984; Guinee et al, 1993). Odor and taste, i.e. the flavour, must be
clean and may be mildly acidic. Quarg is essentially coagulated, flocculated casein with high water
content. It is manufactured from milk by acid coagulation and/or rennet coagulation and subsequent
separation of whey. The composition is variable and depends largely on the composition of vat milk.
In comparison to most ripened cheeses, Quarg is low in dry matter (DM) and, hence, low in fat and
protein and high in lactose/lactate. As most of the calcium is solubilised during the acid coagulation
and removed with the whey, it is much lower in calcium than rennet-curd cheeses. (Schulz, D. et al.
1999).
2.1 Technology Developed at NDRI for manufacture of quarg cheese
Quarg cheese was manufactured by using method described by Spasenija D. Milanovic et al. (2004)
with some modifications. Good quality standardized buffalo milk ( Fat- 3.0±0.30%, SNF-
9.50±0.25%) was taken in a vat and pasteurized at 850C for 15 minutes. The cheese milk is then
cooled and inoculated with NCDC culture @ 1.0 percent and incubated at temperature 370C. Two and
half hrs (2.5 hrs) after the addition of starter culture (when the pH reaches up to 6.3), Meito rennet @
200-300mg/100kg milk was added and mixed thoroughly. Thereafter the vat content was left
undisturbed for curd setting, which took around 14-16 hrs starting from culturing. The coagulum was
then cut using 1/3 inch cheese knives and it was again left undisturbed for about 10-15 minutes. The

7
temperature of the contents was then slowly and gradually increased to 55-600C @ 10C per minute
and the curd kept hold for 10 minutes at 600C as per the requirement for thermoquarg manufacture.
Cooked curd was then cooled to room temperature and filled in muslin cloth for 3.5 to 4 hrs (TS
around 28-30%) for dewheying. Thereafter fibers, plant sterol esters and salt were added in curd and
homogenization of total mass was carried out in Hobart mixer. The quarg is then filled in PS cups and
stored at 6±10C.
Figure 1: Flow Diagram for manufacture of Fiber and phytosterol enriched quarg cheese.
Buffalo Milk
Standardization
Pasteurization
Cooling (30-370C)
Inoculation
Renneting
Incubation 14-16 hrs
Cutting & Stirring
Heating 600C/10 minutes
Cooling [ Room temp.]
Whey off
Mixing
Quarg Cheese
Salt, Dietary Fibers and
Plant Sterol Esters

8
2.2 Enhancement of functional attributes in Quarg Cheese
The current trend is functional foods development is to enhance the health attributes of widely
consumed foods by fortifying with functional ingredient. It has been established that plant sterols and
stanols lower blood cholesterol levels by partly blocking absorption of cholesterol in the gut. Now
they are widely available in a range of food products for those who want to lower their cholesterol
level. Dietary fiber is another food ingredient gaining lot of attention from the health point of view.
2.2.1 Enrichment with Dietary Fibers
Dietary fiber, especially soluble fibers are associated with carbohydrate and lipid metabolism has
shown to have hypercholesterolemic properties. Keeping in view the reported beneficial effect of
dietary fiber on cardiac disease, inulin (Raftiline), oat (Vitacel) fiber and soy fiber were assessed for
their suitability. Inulin was used @ 8-12%, w/w, of curd and oat fiber and soy fiber @1-3%, w/w, of
the curd in order to provide sufficient concentration of dietary fiber in the product. The study revealed
addition of oat fiber at the level 1.0 % resulted in an increase in all the sensory scores of all attributes
studied and also found very close to control. Further increasing the level of oat fiber from 2.0 to 3.0
percent, there was substantial decrease in the sensory scores. Oat fiber @ 1.0 percent showed the
highest overall acceptability may be because of reduced free whey, whitish to creamy colour, good
body and textural attributes. The lowering of scores for body and texture at higher levels of oat fiber
could have been because of harder body, creamy colour and poor spreadability of the product.
Sensory responses of quarg cheese with different levels of soy fiber inferred that the quarg cheese
containing 1.0 percent soy fiber received highest flavour, body and texture, colour and appearance as
well as overall acceptability score. Further increasing the level to 3.0 percent resulted in significant
(p<0.05) lowering of sensory scores.
2.2.2 Enrichment of Quarg cheese with prebiotic and probiotic attributes
The technology design to develop the probiotic Quarg cheese with enhanced therapeutic dose for
claimed health benefits up to the shelf life of product. Two selected probiotics added in Quarg cheese
in three different forms viz. propagated probiotic culture, concentrated cell biomass and encapsulated
probiotic at two different stages viz. with traditional starter culture (TSC) and at mixing stage, and
results of various parameters compared with control sample. In each process prebiotic inulin was also
added for stimulation of growth of probiotic. Probiotic Quarg cheese manufactured by each process,
evaluated for the sensory, textural, physico-chemical and survivability of probiotic in fresh cheese
sample as well as during storage also. Based on these results method of manufacturing and probiotic
culture were selected for further storage study. The results obtained revealed that probiotic Quarg
cheese with desired quality attributes and therapeutic dose can be made employing M3 and M4
methods. Further, it is inferred that M2 method has adverse effect on quality attributes of Quarg
cheese. It was also observed that Quarg manufactured using probiotic L. casei (NCDC 298) possessed
good overall acceptability and survivability during storage of 30 days.
3. Cream Cheese
Cream cheese is a soft, rich, creamy white, unripened cheese having slightly acidic taste with diacetyl
flavor. It is usually manufactured by the coagulation of cream or mixture of milk and cream by
acidification with starter culture (Guinee et al., 1993). It is very popular in North America, Asia and
Oceania. It is used as spread, salad dressing and often used in place of butter, high fat spread.
According to FSSR (2011), cream cheese (Rahmfrischkase) means soft unripened cheese obtained by
coagulation of pasteurised milk of cow and / or buffalo or mixtures thereof and pasteurised cream
with cultures of harmless lactic acid producing bacteria with or without the addition of suitable
coagulating enzymes. It shall have a soft smooth texture with a white to light cream colour. It may
contain spices, condiments, seasonings and fruit pulp. It shall contain moisture not more than 55.0

9
percent and milk fat on dry basis not less than 70.0 percent. Salts, stabilizers and preservatives may be
added in cream cheese.
3.1 Manufacture of cream cheese
Lundstedt (1954) had described the traditional method for making cream cheese. In this method milk
was first standardized to 12% fat. Then the milk was subjected to single stage homogenization at 1800
psi pressure at a temperature of 50˚C followed by pasteurization at 65˚C for not less than 30 min.
Then the milk was cooled to desired setting temperature of 22˚C. The milk was then inoculated with
lactic acid bacteria and incubated for 16 to 18 hr. until the desired pH of 4.6 was reached. The
acidified gel or curd formed was heated to 54˚C followed by drainage of whey in cloth bags for
overnight. It is observed that the source and amount of fat, the percentage of non-fat Solids, heat
treatments, homogenization pressures and pH have a great impact on final body and texture of cream
cheese.
3.2 Enhancemnent of functionality
Now a days, the demand for functional foods has directed the attention of researchers towards making
the cream cheese functional by addition of inulin, phytosterol etc.
It was observed that addition of inulin in cream cheese as a fat replacer at the rate of 1 g for 25 g of fat
replacement made the product more firm as compared to control cream cheese because increase in
inulin content decreases the moisture content of the product (Fadaei et al., 2012). Sensorialy upto 50%
replacement of fat in cream cheese was reported to be acceptable. In addition to this, inulin increases
the dietary fibre content of cream cheese.
Due to the immense potentiality to reduce LDL cholesterol level in blood, plant sterol esters at the
amount of 2, 3 and 4% were added in cream cheese to enhance its functionality. Though the addition
of phytosterol upto 4% level showed no significant change in sensory quality of inulin enriched cream
cheese, it was reported that phytosterol at a level of 4% contributed to smoother as well as firmer
body and texture as well as enriched flavour to the product.
4. Functional Cheese Spread
Butter, the traditional spread for bread is now avoided due to poor spreadability, high saturated fat and
cholesterol content. The annual growth rate of cheese production in India is 10-15% and 90% cheese
is consumed as processed cheese and processed cheese spread. Processed cheese spread contains a
lower amount of fat and higher amount of protein compared to any low fat table spread. It contains
not only that protein and fat are in pre-digested form, also it contains calcium, phosphorus, riboflavin
and other vitamins in a concentrated form and contains health beneficial bioactive peptides. In this
direction, cheese spread can provide nutritionally superior spread for bread and it can be incorporated
with functional ingredients.
Processed cheese spread has been developed with three functional ingredients viz., inulin,
phytosterols and ω-3 fatty acid. Effect of different levels of inulin, phytosterols and ω-3 fatty acid
additions were investigated. The optimization of the level of the three functional ingredients in
combination was carried out using Central Composite Rotatable Design of Response Surface
Methodology. The consumer acceptance study revealed that the product had been liked very much by
the consumers due to its flavour and spreadability and the product itself was nutritionally and
functionally sound. To validate its hypocholesterolemic effect, developed products were fed to
hypercholesterolemic rats and it was observed that serum total, LDL, VLDL cholesterol and
Atherogenic index decreased and at the same time liver cholesterol and triglyceride decreased
significantly (p<0.05). Cost of the developed product was at par with the products available in the
market.

10
Probiotics in Cheeses
Latha Sabikhi
Dairy Technology Division
1. Introduction
The microbial ecology of the human gastrointestinal system has many important functions and establish
interactions that keep them in a state of dynamic equilibrium, the disturbance of which may affect the
human wellbeing. The major aim of consuming probiotics regularly is the restoration of the healthy status
of the gut in particular, and body, in general. The theoretical basis for selection of probiotic micro-
organisms include safety, functional aspects (survival, adherence, colonisation, antimicrobial production,
immune stimulation and prevention of pathogens) and technological details such as growth in milk and
other food base, sensory properties, stability, phage resistance and viability. The nutritional requirements
of the probiotic strains and their tolerance to the manufacturing and storage stress are some of the aspects
to consider while developing new products. Dairy products are frequently chosen as delivery vehicles of
probiotic microorganisms to the intestine. Currently hundreds of probiotic dairy products are
manufactured and consumed around the world, including pasteurized milk, ice-cream, fermented milks,
cheeses and baby foods. Cheese being a 'live' food, is potentially an excellent vehicle for these beneficial
microbial cultures. It can be classified as a nutritional and convenience food, being a potential carrier for
probiotic cultures and a natural source of biological peptides. This lecture, besides listing the
technological challenges faced while attempting to make probiotic cheese, reviews selected studies on the
manufacture of such cheeses.
2. Technological considerations in the manufacture of probiotic cheese
Probiotic bacteria should be technologically suitable for the incorporation into cheese products so as to
retain both viability and functional efficacy during processing on a commercial scale and throughout
consumption. There are significant differences among species and even strains of probiotic organisms
with respect to the acid- and bile-tolerance of some of these organisms. Since most of the probiotic
bacteria are reported to be pH-sensitive, the choice of a strain that would survive the lowered conditions
of pH in the cheese is imperative. Additionally, this strain should also be able to withstand the acidic
conditions of the human stomach and tolerate the high bile salts concentration of the upper small
intestine.
The relation between the normal lactic cultures that are used in cheesemaking and the probiotic bacteria
that would be introduced is another area of technological importance. They should, from the outset,
provide no competition to each other and should be able to survive in harmony, so as to produce no
undesirable flavour or textural trait in the product. The amount of inoculum and the appropriate time of its
addition in milk (or to cheese) are some other parameters to be investigated. Some probiotic organisms,
particularly bifidobacteria being slow growers, some workers suggest that the amount of inoculum must
be large, often to the extent of 3 to 5 per cent, whereas others are of the opinion that such large quantities
of cultures would lead to biochemical fermentations in the cheese that are atypical of the product.
The oxygen sensitivity of probiotic organisms, particularly bifidobacteria, is a major bottleneck in their
successful cultivation in milk. This can be overcome by using super-concentrated cultures. Dairy products
that are direct set with these cultures contain almost 4 million live bacteria per ml. The counts of oxygen-

11
sensitive organisms are reported to increase during the ripening period, probably owing to the anaerobic
conditions produced in the cheese.
From a food processing perspective, it is desirable that the selected strains are suitable for large-scale
industrial cheese production and withstand the mass processing conditions. In addition, a probiotic cheese
should have the same sensory and nutritional qualities as the conventional cheese. This means that the
level of proteolysis and lipolysis must be the same as that in cheese which does not have probiotic
bacteria.
The method of addition of probiotic bacteria into cheese has a crucial effect in the probiotic viability and
functional efficacy during cheese processing and storage. The probiotic bacteria may be added either
before the fermentation, together with the starter culture or after fermentation. In the first option, the
optimal initial inoculum of probiotic to be added and the amount lost in the whey need to be assessed as
per the manufacturing process. In the latter, cheese must be cooled directly after probiotic addition, as
metabolic activities of starters and probiotic bacteria are drastically controlled and reduced at these low
temperatures. Probiotic bacteria have been added semi-hard cheeses by freeze- and spray-drying
techniques. These methods enhanced probiotic viability during cheese processing and storage via the
protecting probiotic bacteria by encapsulating them.
It is recommended that to accrue benefitcial effects, 108
probiotic bacteria must be ingested. Assuming
that approximately 100 g of cheese is consumed daily, about 106-7
CFU/g will assure the ingestion of 108-9
CFU per day. Addition of prebiotic substances has been attempted to maintain and enhance probiotic
viability in cheeses. Oligofructose and/or inulin added to Petit Suisse cheese enhanced the viability of
both Lactobacillus acidophilus and Bifidobacterium animalis subsp. lactis (Cardarelli et al., 2008).
Several techniques have been applied to enhance and maintain the viability of probiotic bacteria under
harsh conditions typical in cheeses, including the selection of probiotic strains tolerant to oxygen, acid
and bile and the addition of amino acids and peptides. Exposure to sub-lethal levels of the stresses
(temperature, pH or bile salts) before use as the starter adjunct has also been successful. Selection of high
oxygen consumers as probiotic strains is also another useful way to increase viability under anerobic
conditions.
Survival of probiotic organisms in salted cheeses is low, owing to the inhibitory effect of salt, especially
when salt level is higher than 4%. Therefore, processing of cheeses with high salt content should be
optimized to minimize the inhibitory effect of salt. Protecting the probiotic bacteria from the hostile
environment by microencapsulation and/or incubating cells under sub-lethal conditions have been
successfully implemented.
The packaging system and environment in which the cheese is stored has an impact on the viability and
stability of probiotic organisms. Probiotic dairy foods, including cheese, are generally packaged in
plastics films which have different levels of oxygen permeability. Films with low oxygen permeability
should be used for storing probiotic cheeses. Vacuum packaging and modified atmospheric packaging or
a combination of the two may also result in higher viability.
The high protein content in cheese provides probiotic bacteria with a good buffering protection against
the high acidic condition in the gastrointestinal tract. The dense matrix and relatively high fat content of
cheese may offer additional protection to probiotic bacteria in the stomach. Also, the relatively high pH
values and lack of antagonistic effects of starter cultures, in rennet set cheese may exert optimal
conditions to maintain probiotic bacteria viability during cheese making and storage.

12
3. Probiotics in cheese
Several soft, semi soft (semi hard), and hard probiotic cheese products have been developed and marketed
in the last few years. Hard cheeses, such as Cheddar, may offer certain advantages over yoghurt-type
products in terms of delivery of viable probiotics, such as the reduced acidity of the cheese compared with
yoghurt environments and the high fat content and texture of Cheddar cheese, which may offer protection
to the microorganisms during passage through the gastrointestinal tract. Studies have demonstrated that
bifidobacteria survived well in Cheddar and Gouda cheeses.
One report (Stanton et al. 1998) documents the incorporation of a number of strains of probiotic
lactobacilli of human origin into Cheddar cheese and assessment of their performance during ripening.
Cheddar-like cheese was produced by using B. infantis (Ross et al., 2002), while Cheddar cheese was
produced by using L. acidophilus, L. casei, L. paracasei and Bifidobacterium spp. (Ong et al., 2006).
Probiotic strains of L. paracasei A13 were used to produce Argentinian Fresco Cheese (Vinderola et al.,
2009). Sabikhi et al. (2014) established that Edam cheese was a good carrier of B. bifidum (ATCC
15696). The probiotic cheese had over 7.5 log cfu/g of viable bifidobacteria after three months of
ripening. Supplementation of cream dressing with freeze-dried concentrates is a suitable method of
incorporating bifidobacteria in cottage cheese. Incorporation of these organisms may also be a way of
making beta-galactosidase available for lactose-intolerant consumers.
Numerous strains of probiotic bacteria have been successfully added into different types of cheeses
including lactobacilli (L. acidophilus, L. casei, L. gasseri, L. paracasei, L. plantarum, L. rhamnosus) and
Bifidobacterium spp. (B. animalis ssp. lactis, B. bifidum, B. infantis, B. longum), and to a lesser extent,
Propionibacterium freudenreichii ssp. shermanii (Karimi et al., 2011).
Some probiotic cultures, (e.g., L. rhamnosus) produce antibacterial substances that act specifically against
undesired micro-organisms such as clostridia. The use of these organisms is a possible replacement for
nitrate addition to suppress the growth of gas-formers in cheeses like Edam and Gouda. Thus they
promote the natural preservation, with minimised use of chemical preservatives.
4. Conclusion
There is abundant scope in the development of diverse range of cheeses that may afford opportunities as
carriers of probiotic organisms in the altered macro-environment of the product. Cheese manufacturers
searching for avenues to diversify their enterprises would gain tremendously, in view of the enormous
value addition that may be envisaged in making and marketing a probiotic cheese. However, certain
technological characteristics of cheese manufacture must be considered when designing a probiotic
cheese in order to maintain cell viability and quality characteristics. Functionality of each new cheese
developed should be assessed in animal models and clinical trials before qualifying the product as a
probiotic cheese.
5. Selected reading
Cardarelli H R, Buriti F C, Castro I A and Saad S M (2008) Inulin and oligofructose improve sensory quality and
increase the probiotic viable count in potentially synbiotic Petit-Suisse cheese. LWT-Food Science and
Technology 41 1037-1046.
Karimi R, Mortazavian A M and Cruz A G (2011) Viability of probiotic microorganisms in cheese during
production and storage: a review. Dairy Science and Technology 91 283–308.
13
Ong L, Henriksson A and Shah N P (2006) Development of probiotic Cheddar cheese containing Lactobacillus
acidophilus, Lactobacillus casei, Lactobacillus paracasei and Bifidobacterium spp. and the influence of these
bacteria on proteolytic patterns and production of organic acid. International Dairy Journal 16446–456.
Ross R P, Fitzgerald G, Collins K and Stanton C (2002) Cheese delivering biocultures-Probiotic cheese. The
Australian Journal of Dairy Technology 57 71-78.
Sabikhi L, Sathish M H K and Mathur B N (2014) Bifidobacterium bifidum in probiotic Edam cheese; influence on
cheese ripening. Journal of Food Science and Technology. 51 3902-3909.
Stanton C, Gardiner G, Lynch P B, Collins J K, Fitzgerald G, Ross R P, Klaenhammer T R, Connolly J F and
FitzGerald R J (1998) Probiotic cheese. In Special Issue: Functional foods: designer foods for the future.
International Dairy Journal 8 491-496.
Vinderola G, Prosello W, Molinari F, Ghiberto D and Reinheimer J (2009) Growth of Lactobacillus paracasei A13
in Argentinian probiotic cheese and its impact on the characteristics of the product. International Journal of
Food Microbiology 135 171-174.

14
Challenges in developments of high protein milk and milk products
Vijay Kumar
Dairy Technology Division
1. Introduction
Milk proteins are well known for their high nutritional quality and bioavailability and, therefore, milk
and milk products are major source of quality protein in our diet.Due to absence of anti-nutritional
factors and presence of high proportions of essential amino acids, milk proteins are nutritionally
excellent proteins.Milk proteins also exhibit specific physiological functions like transportation of
trace element or vitamins, inhibition of angiotensin I-converting enzyme (ACE), anti-microbial
activity, anti-carcinogenic activity, hypocholesterolemic activity etc. Further, milk proteins are
preferred ingredients for their functional supremacy, their good flavour, colour and nutritional profile.
Major protein of milk, casein has some rather unique properties and cannot be replaced by other
proteins in certain food application. Whey proteins have an exceptional biological value that exceeds
that of egg protein and therefore, whey proteins are choice for body builders and elite athletes
(Buckley et al., 1998; Carey et al., 2006). Whey proteins are considered as rapid digested protein that
gives high concentrations of amino acids in postprandial plasma (Nilsson et al., 2007). In addition,
whey proteins contain a number of other proteins that positively affect immune function such as
antimicrobial activity (Ha and Zemel, 2003). Whey protein also contains a high concentration of
branched chain amino acids (leucine, isoleucine, and valine). These latter amino acids are thought to
play a role as metabolic regulators in protein and glucose homoeostasis, and in lipid metabolism, and
as such may play a role in weight control (Smilowitz et al., 2005; Zemel, 2004). They are also
important for their role in the maintenance of tissue and prevention of catabolic actions during
exercise (MacLean et al., 1994). Further, whey proteins are rich and balanced source of sulphur amino
acids (methionine, cysteine). These amino acids serve a critical role as anti-oxidants, as precursors to
the potent intracellular anti-oxidant glutathione (Shoveller et al., 2005), which has been shown to
have strong antioxidant properties that can assist the body in combating various diseases (Counous,
2000).
Demand of protein enriched food products is increasing with increasing consumer health
awareness.Current trends and changing consumer needs indicate a great opportunity for protein
enriched food product. High protein milk is suitable for consumers, those who require high protein
diet. It also helps in coping problem of malnutrition in children. High protein milk is beneficial for
enhancing the physical fitness, decreasing obesity while maintaining muscle and bone strength of the
consumers. Quantity of protein is an important consideration when we use milk as a sports recovery
beverage. High protein milk provides the dietary requirement of protein for lactating and pregnant
women, sports persons, growing children and muscle development and maintenance in adults. High
protein diet is recommended for pregnant women who are strict vegetarian as it helps in placental
growth and its functioning, proper growth of baby in womb. Protein sources are much more important
for elderly as they need amino acids to repair cells and achieve longevity. High mineral content of
high protein milk avoid osteoporosis and other mineral deficiency condition.
2. Challenges in developments of high protein milk
Enhancement of the protein content of milk can be carried out by addition of conventional milk
protein products such as sodium caseinate and coprecipitates, ultrafiltration of milk and by addition of
UF separated milk protein concentrates, whey protein concentrates or whey protein isolates.

15
2.1Addition of conventional milk protein products
Preparation of Sodium caseinate and coprecipitates requires the addition of significant amount of
sodium hydroxide and otherchemicals. Therefore, enhancing milk proteins in milk with the addition
of these protein productscan’t be accepted by FSSA (2006).
2.2Application of UF Technology
McDonough et al. (1976) reported that up to 40% of the total solids of skim milk could be replaced
with a whey protein concentrate (WPC 35%) derived from sweet whey, or 20% with a whey protein
concentrate derived from acid whey without a deleterious effect on sensory quality. The lower
threshold value for whey protein concentrate made from acid whey was attributed to its higher content
of salt and organic acid. Increasing the protein content of 2% fat milk from ~3.4% to at least ~3.8%
by the addition of α-lactalbumin-rich whey protein fraction had no effect on the sensory quality of the
milk (Peter at el., 1987).
High whey protein beverages remain a sensory challenge due often to astringency and an unpleasant
after-taste following consumption. Processing and flavour-masking have both been usefully applied in
addressing this and other challenges in the manufacture of drinks containing a high content of whey
protein (Beecher et al., 2006; Drake, 2006; Johnson et al., 1996).
An attempt was made to develop protein enriched cow and buffalo milk using whey protein
concentrate (WPC) and ultrafiltration (UF) retentate (Bihari, 2012). Effect of different protein
levelsviz. 5, 6 and 7% was investigated on the quality of protein enriched milk. With increased protein
content, there was found a highly significant (p<0.01) increase in total solids, ash content, calcium
content, titratable acidity and viscosity of protein enriched cow and buffalo milks, irrespective of
protein source studied. In case of WPC, enhanced protein content milk exhibited highly significantly
(p<0.01) better sensory scores for flavour, consistency/mouthfeel and colour and appearance at 5%
protein level, irrespective of type of milk. It was observed that, among the two protein sources, UF
retentate enriched milk had a highly significantly (p<0.01) higher sensory scores for flavour,
consistency/mouthfeel and colour and appearance than WPC enriched milk, irrespective of type of
milk. In case of UF retentate enriched cow milk, maximum sensory scores were obtained at 7%
protein level, whereas in buffalo milk, sensory scores were maximum at 6% protein level.
UF retentate enriched milk was stable (27 min) at 140˚C, whereas, WPC enriched milk was thermally
unstable at 140˚C. UF retentate enriched milk contained highly significantly (p<0.01) greater amount
of calcium than WPC enriched milk. Whitening index of UF retentate enriched cow and buffalo milks
was observed highly significantly (p<0.01) higher than WPC enriched milk. Overall, quality of WPC
enriched milk was very much inferior than UF retentate enriched milk.Hence UF retentate was
recommended for the production of enhanced protein content milk.
Addition of UF retentate to milk for the enrichment of proteins was found to be economical both in
cow and buffalo milk. The total estimated production cost per liter of protein enriched cow milk was
₹ 33.50, 40.98 and 48.20 for 5, 6 and 7% protein milk, whereas in protein enriched buffalo milk, at
5, 6 and 7% protein level, total production cost was ₹ 38.78, 45.49 and 52.19, respectively.
3. Challenges in developments of high protein milk products
3.1 Ultrafiltration Process
Ultrafiltration (UF) process is most flexible, convenient and efficient technological method for
enhancement of protein content of milk (Poulsen, 1978). Additionally, UF process has many
advantages like energy saving, improved yield of protein, enhanced nutritive value of the product,
recovery of whey protein and reduction of whey disposal problem. The nutritionally important whey
proteins are recovered in their native and functional state in the product.Ultrafiltration has a wide

16
range of applications in the dairy industry. From milk, UF produces a permeate containing water,
lactose, soluble minerals, non-protein nitrogen and water-soluble vitamins and a retentate in which
proteins, fat and colloidal salts content increase in proportion to the amount of permeate removed. The
process has been widely used for the manufacture of WPC, milk protein concentrates, low lactose
powder several fermented dairy products like Yoghurt and Srikhand. UF retentate seems to be a
highly promising base for chhana, long-life paneer.UF technology has also been applied to upgrade
khoa maufacture from cow and buffalo milks.
The milk concentrate obtained by UF has a greatly altered compositional properties compared
to conventionally or RO concentrated milk. Skim milk ultrafiltration retentate is found to have
higher concentration of protein, fat, total solid and minerals content. However, Ultrafiltration does not
alter the natural ratio of whey protein to casein in milk. Patel et.al., (1992) reported that when buffalo
skim milk ultrafiltered to 5.5 fold concentration, the TS content of buffalo skim milk increased
from 10.20% initially to 23.50% after maximum weight reduction of approximately 77%, after which
the flux rate becomes almost zero. Similarly, protein content increased from 3.96% to 16.44%, fat
from 0.10 to 0.4% and ash from 0.92 to 2.10%. Lactose concentration of skim milk was observed to
decrease from 5.22 to 4.56% by UF.Lewis (1986) reported that viscosity is the main factor, which
limits the extent of concentration by UF; the protein fraction makes the main contribution to the
viscosity.
Patel et al. (1999) reported that as the concentration in terms of total solids increased during UF
concentration of buffalo skim milk the heat stability got decreased. The initial HCT at 120°C of
buffalo skim milk was 111 min, at total solids, 10.59% (protein 4.19%) that decreased to 11 min after
UF concentration to total solids, 28.39% (protein, 21.45%). The HCT at 120°C values at the
total solids level of 14.41, 17.79, 25.04 and 28.39% were reported to be 52, 38, 37.5 and 11 min,
respectively.
3.2 Milkprotein concentrates
Typically with a protein content from 50-85% of total solids, MPC can be considered as a functional
ingredient to be used in the manufacture of other foodstuffs. To obtain milk protein concentrates with
85% protein/TS, it is necessary to employ diafilteration treatment. General problems of MPC are its
poor solubility, reconstitutability and stability. The main application of MPC today are in spreads and
dressings .It is also used as a protein base in processed or even recombined cheeses. This high protein
and high calcium ingredient can be used for the preparation of many dietetic foods including foods for
elderly people and sport persons.
3.3 Low lactose powder
Lactose intolerance is a global problem. UF technology is employed for the manufacture of low-
lactose powder. Additional diafiltration treatment is employed to further reduce lactose. During the
ultrafiltration process, some of the soluble salts like calcium, sodium and potassium are bound to go
in the permeate. These salts are important for giving milk its natural taste. To maintain the salt level
and thereby revive the original taste of milk on reconstitution, salts are added to the retentate before
spray drying. The addition of potassium chloride and trisodium citrate at optimized levels of 0.85%
and 0.55% to buffalo milk UF-DF retentate was observed to increase the flavour score of product
from 6.33 (control) to 7.42 on 9 point Hedonic scale. Further, to improve the drying properties of the
retentate and reconstitutability of the powder, 4% malto-dextrin is added to the retentate before spray
drying (Patel et al., 1991).
17
3.4 UFChhana
Preparation of good quality chhana using skim milk ultrafiltered-diafiltered retentate and plastic
cream has been reported (Sharma and Reuter, 1991). Skim milk, heated to 95°C for 5 min., is
ultrafiltered (26% TS). The retentate is diafiltered (23% TS) with equal amount of water to reduce
lactose. For preparation of chhana, the retentate is mixed with plastic cream to a protein/fat ratio of
0.722. The mixture is heated to 85-90°C/5 min. and coagulated with dilute lactic acid to develop the
characteristic grain. The granular mass is subsequently pressed to remove free moisture, yielding
chhana. The process is reported to yield about 18-19 percent extra product and also no significant
difference in flavour, body and texture and appearance compared to traditional method.
3.5 UF Paneer
Production of good quality paneer using ultrafiltration (UF) has been reported by Sachdeva et al.
(1993). The process offers advantages like access to mechanisation, uniform quality, improved shelf
life, increased yield and nutritionally better product. The method involves standardisation and heating
of milk followed by UF. The yield increases by about 25 percent due to the retention of good quality
whey proteins and the slightly increased moisture content.
3.6 Processed Cheese Foods
At Federal Dairy Research Centre in Federal Republic of Germany, Gupta and Reuter (1992)
standardised the manufacturing process of processed cheese foods with 20% of their cheese solids
replaced by WPC. An increased amount of WPC and trisodium citrate improved the firmness in a
highly significant manner (p <0.01), but had a highly significant deleterious effect (p <0.01) on the
melting quality of processed cheese foods (Gupta and Reuter, 1993). Diafiltration of WPC had a
negative effect as regards suitability for the product. With the increase of moisture content over a
wide range, the firmness of processed cheese foods decreased in a highly significant manner (p
<0.01), while melting quality increased in a highly significant manner. It was also observed that
increased amount of WPC in processed cheese foods imparted milder flavour in the final product
(Thapa and Gupta, 1996). Trisodium citrate at 2.5% and with a moisture content of 45.2% resulted in
processed cheese foods with the best sensory characteristics (out of a total of 7, the scores were as
follows: flavour, 5.5; consistency, 6; appearance, 5.8; overall acceptability, 5.6. With less than 43.4%
moisture, processed cheese foods were judged to be short, dry, hard, brittle and crumbly in body.
Thapa and Gupta (1992) reported the preparation of processed cheese foods with 15 and 20% cheese
solids replacement by solids of WPC (27.41% TS), obtained through ultrafiltration of cheddar cheese
whey. Instron measurements revealed that increased levels of WPC and emulsifier and decreased
moisture level imparted greater hardness, springiness, adhesiveness, gumminess and chewiness in
processed cheese foods.
3.7 WPC added fermented products
The formulation of yoghurt products with optimum consistency and stability to synersis (whey
separation) is of primary concern to the dairy industry. The viscosity and stability of yoghurt is almost
wholly dependent on the protein content of the milk. Workers at Massey University, New Zealand
concluded that the addition of up to 15% WPC (20%, if the preheating step is modified) would
enhance the desirable property of natural set yoghurt. In general, the addition of WPC resulted in a
firmer yoghurt with less synersis, but yoghurt made with more than 20% WPC exhibited slight
graininess.
Gupta et al. (1994) experimented with preparation of yoghurt samples using 3.5% fat UHT milk with
different quantities (0, 2.5 and 4.0%) of two types of WPC, namely Biolan P-35 (35% protein) and
lactalbumin 80 (80% protein) During incubation, a slightly slower development of acidity was

18
observed in yoghurt with added WPC than in control yoghurt. Addition of about 33% more yoghurt
culture was required in all WPC added yoghurt samples for achieving the similar final pH as in
control after 4 - 4.5 h of incubation. It was observed that the higher the amount of WPC and the
higher the temperature pretreatment of WPC added milk, the firmer was the consistency of the
yoghurt. It was concluded that the deleterious effect of higher protein in yoghurt in terms of too firm
body could be countered by resorting to lower heat pretreatment of WPC added UHT milk. Yoghurt
with 4% Lactalbumin 80 could be prepared of comparable consistency and pH by heat treatment of
UHT milk to 72°C/2 min and with the addition of 10% yoghurt as culture. But the final flavour of
this yoghurt was observed to be musty and was, therefore, unacceptable.
3.8 WPC added Khoa
Patel et al. (1993) investigated the manufacture of khoa from buffalo milk with added 0, 5, 10 and
18% WPC (27.40% TS), prepared by ultrafiltration of sweet cheese whey. Addition of higher than
18% WPC was not possible without the addition of cream for maintaining the desired fat/TS ratio
(0.38) in the product. The addition of WPC to buffalo milk prior to heat processing gave more
uniform product. Slow heating during manufacture of khoa gave better quality product in terms of
white colour and softness of grains. The flavour score of 18% WPC added khoa was marginally
higher (6.5) than 6.25 of the control khoa. The increased amount of WPC gave khoa with increased
grain size, mainly due to which the overall acceptability score of 18% WPC added khoa was lower
(6.1) to 6.9 of control khoa. However, such khoa is desirable for the preparation of kalakand. Hence,
the selection of level of WPC is subject to the requirement of type of khoa intended for further
use.Increased level of WPC also resulted in reduced cohesiveness and increased dryness in the
product. Good quality kalakand could be prepared by adding 0.3% k-carrageenan, which was
necessary to improve the cohesiveness of the product. The total solid (TS) and WPC contents of khoa
had significant effect on its rheological characteristics. The addition of WPC increased hardness and
adhesiveness, but decreased cohesiveness, springiness, and chewiness in khoa. Further, The WPC
added khoa bound more moisture, as a result of which, it was difficult to concentrate it to the same TS
level as the controlled khoa. In other words, the desired body of the WPC added khoa could be
obtained at a lower TS level than the controlled khoa, which resulted in substantial increase in the
yield of the former product.
4. Selected Readings
Beecher J W, Drake M A and Foegeding E A (2006) Factors determining flavour and stability of acidic whey
protein beverages. Proc. of the fourth intl. whey conference, Chicago, USA, 279–291.
Bihari H (2012) Production of Milk with Enhanced Protein Content. A M.Tech. Thesis submitted to NDRI
Deemed University.
Buckley J, Abbott M, Martin S, Brinkworth G and Whyte P (1998) Effects of an oral bovine colostrum
supplement (intacts) on running performance. Australian Conference of Sci. and Medicine in Sport.
Adelaide, South Australia.
Carey K, Larsen A, Rowney M and Cameron-Smith D (2006) Application of whey proteins to enhance the
molecular adaptations and strength gains following resistance exercise training. In Proc. of the fourth intl.
whey conference, Chicago, USA, 36-46.
Counous G (2000) Whey protein concentrate and glutathione modulation in cancer treatment. Anticancer
Research20 4785-4792
Drake M A (2006) Flavor and flavor carry-through of whey proteins in beverages. In Proc. of the fourth intl.
whey conference, Chicago, USA, 292–300.
FSSAI, (2006). Food Safety and Standards Regulation, Gazetted notifications.
Gupta, V.K. and Reuter, H. (1992) Processed cheese foods with added whey protein concentrates. Lait, 72, 201.

19
Gupta V K and Reuter H (1993) Firmness and melting quality of processed cheese foods with added whey
protein concentrates. Lait, 73 381.
Gupta VK, Renner E and Renz-SchauenA (1994) Set cream yoghurt with added whey protein concentrates.
Brief Communication, 24th International Dairy Congress, Melbourne, Australia, 404.
Johnson M A, Jelen P, Mitchell I R, Regester G O andSmithers G W (1996) High protein whey drinks. Food
Australia. 48 360–361.
Lewis MJ (1986) Physical properties of dairy products. In: Advances in Milk Products Vol. 2. R. K. Robinson,
Elsevier Applied Science Publishers, London.
MacLean DA, Graham TE and Saltin B (1994) Branched-chain amino acids augment ammonia metabolism
while attenuating protein breakdown during exercise. American Journal of Physiology, 267E 1010-1022.
McDonough, F.E., Alford, J.A. and Womack, M. (1976) Whey Protein Concentrate as a Milk Extender. Journal
of Dairy Science59 34-38.
Nilsson M, Holst JJ, Bjorck IM (2007) Metabolic effects of amino acid mixtures and whey protein in healthy
subjects: studies using glucose-equivalent drinks. American Journalof Clinical Nutrition, 85 996-1004.
Patel RS,Gupta V K, Singh S and Reuter H (1992) Ultrafiltration behaviour of buffalo and cow milk. Indian
Journal of Dairy Science45322-325.
Patel RS, Gupta V K, Singh S and Reuter H (1993) Effect of addition of whey protein concentrates on the
sensory and instron texture profile of khoa made from cow milk. Journal of Food Science and Technology.
30, 64.
Patel R S, Prokopek D, Reuter H and Sachdeva S (1991) Manufacture of low lactose powder using ultrafiltration
technology. Food Science and Technology (Switzerland), 24: 338.
Patel AA, Patel R S, Singh RRB, Rao KK, Gupta, SK, Sindhu JS, Dodeja AK, Kessler H G and Hinrichs J
(1999) Studies on heat stability of membrane concentrated milk meant for ultra high temperature (UHT)
sterilization. Final Report: Volkswagen Foundation Funded Research Project.
Peter S, Rattray W and Jelen P (1987) Heat stability and sensory quality of protein-standardized 2% fat milk.
Milchwisenschaft
Poulsen, P.R. (1978) Feasibility of ultrafiltration for standardizing protein in milk. Journal of Dairy
Science61807-814.
Sachdeva S, Patel RS, Kanawijia SK, Singh S and Gupta VK (1993)Paneer manufacture employing
ultrafiltration, 3rd
Int. Food Conv., IFCON-93, Mysore.
Sharma DK and Reuter H (1991) A method of chhana making by ultrafiltration technique. Indian Journal of
Dairy Science44 (1) 89.
Shoveller AK, Stoll B, Ball RO and Burrin DG (2005) Nutritional and functional importance of intestinal
sulphur amino acid metabolism. Journal of Nutrition135 1609-1612.
Smilowitz JT, Dillard CJ and German JB (2005) Milk beyond essential nutrients: The metabolic food.
Australian Journal of Dairy Technology,60 77–83.
Thapa TB and Gupta VK (1992) Rheology of processed cheese foods with added whey protein concentrates.
Indian Journal of Dairy Science, 45 86.
Thapa TB and Gupta V K (1996) Chemical and sensory qualities of processed cheese foods with added whey
protein concentrates. Indian Journal of Dairy Science, 49 129.
Zemel M B (2004) Role of calcium and dairy products in energy partitioning and weight management.
American Journal of Clinical Nutrition, 79 70–91.

20
Designing Dairy Foods to Combat Metabolic Disorders
Kaushik Khamrui
Dairy Technology Division
1. Introduction
Metabolism is the sum of the chemical processes and interconversions that take place in the cells and
fluids of the body that converts food into energy. This includes the breakdown and buildup of large
molecules, their conversion into small molecules, transportation and absorption of nutrients and minerals
and the ultimate production of energy from these absorbed molecules. A myriad of metabolic functions
are constantly occurring in the body of any living organism, as the cells work together to keep their parent
organism healthy. Virtually every chemical step of metabolism is catalyzed by an enzyme. Hence, a major
part of a healthy metabolism depends on the generation of enzymes which break food down into energy
and handle the transport of that energy.
If a genetic abnormality affects the function of an enzyme or causes it to be deficient or missing
altogether, various disorders can occur that are known as metabolic disorders. The disorders usually result
from an inability to break down some substance that should be broken down, allowing some intermediate
substance that is often toxic to build up, or from an inability to produce some essential substance. Some
compounds may build up to toxic levels in the body, because they are not being properly metabolized. In
other cases, the host organism may fail to get proper nutrition, even if it is eating a healthy, balanced diet.
A metabolic disorder can cause a wide range of symptoms including muscle weakness, neurological
problems, intestinal irregularities, and cardiovascular problems, among many others. Typically, a
metabolic disorder is inherited. In some instances, diseases, exposure to toxins, diet, and drug use may
cause metabolic disorders. Since the symptoms can be vague, diagnosis is complicated, especially in
regions where people do not have access to proper health care.
2. Metabolic Syndrome
“Syndrome” means a combination or group of different symptoms that characterize a specific disease or
illness. The metabolic syndrome is connected with a group of symptoms caused by the malfunctioning
metabolic processes and linked to the existence to specific diseases. The World Health Organization
(WHO) criteria of metabolic syndrome are:
1. Fasting plasma glucose: ≥ 100 mg/dl
2. Impaired plasma glucose tolerance: ≥ 140 mg/dl, two hours after 75g glucose challenge. Plus, any
two of the following
1. Dyslipidaemia: Plasma triglycerides ≥150 mg/dL
2. Dyslipidaemia: High density lipoprotein (HDL) cholesterol <35 mg/dL (men) or <39 mg/dL (women)
3. Hypertension: (≥140 mm Hg systolic or ≥ 90 mm Hg diastolic) or taking blood pressure medication
4. Adiposity: Body Mass Index (BMI) greater than 30 and/or waist:hip ratio >0.9 in men >0.85 in
women

21
5. Microalbuminuria: Urinary albumin excretion rate ≥20 µg/min or albumin:creatinine ratio≥30 mg/g
3. Dairy foods for Lowering Blood Glucose Level
The effect of foods on blood sugar level is measured by Glycemic Index (GI). Foods that contain types of
carbohydrates that break down quickly during digestion and release glucose rapidly into the bloodstream
have a high GI, whereas carbohydrates that break down more slowly, releasing glucose more gradually
into the bloodstream possesses a low GI. A lower glycemic index suggests slower rates of digestion and
absorption of the food carbohydrates and indicates greater extraction of the products of carbohydrate
digestion from the liver. A lower glycemic response usually relates to a lower insulin demand and helps
long-term control of blood glucose as well as blood lipids. The glycemic index of foods depends on a
number of factors such as the type of starch (amylose versus amylopectin), physical entrapment of the
starch molecules within the food, fat and protein content of the food and organic acids or their salts in the
food. High, medium and low glycemic index foods have GI values > 70, between 56-69 and < 55,
respectively. Table 1 shows the glycemic index of some common foods. Most of the dairy products are
naturally low in GI, however fortifying them with soluble fibers e.g., psyllium, pectin, guar gum, fructo-
oligosaccharides etc. lower GI even further by speeding up the gastric emptying rate.
4. Dairy Foods for Lowering Dyslipidemia
Due to the association with high dietary cholesterol and saturated fat dairy foods have been implicated to
contribute to development of dyslipidemia, one of the most potential risk factors for cardiovascular
diseases. It has been reported that only one percent increase in energy as saturated fatty acids would
elevate blood cholesterol by 2 mg/dl. However, contrary to the traditional belief, recent findings suggest
that dietary patterns with high dairy product intake are associated with reduced risk of the components of
metabolic syndrome. Some studies have also demonstrated direct negative association of dairy food
consumption and components of metabolic syndrome, e.g., high blood pressure and adiposity, which are
also risk factors for type 2 diabetes. There are basically two approaches for development of dairy products
to fight dyslipidemia:
4.1 Low-fat dairy products
A DASH (Dietary Approaches to Stop Hypertension) study conducted in USA evaluated the effects of a
healthy diet that included low-fat dairy products (milk, yoghurt, and cheese), fruits, and vegetables on
blood pressure in 450 subjects for eight weeks. Results showed that, prepared by combining low-fat milk,
cheese or yoghurt with fruits and vegetables “the DASH diet,” resulted in the greatest reductions in blood
pressure compared to a fruit and vegetable diet that excluded the low-fat dairy products was about half as
effective as the DASH diet. Another study examined the effects of the DASH diet in subjects with
metabolic syndrome. Compared with the control diet, the DASH diet led to increased HDL, lower
triglycerides, lower blood pressure, weight loss, and reduced fasting blood glucose in both men and
women.
4.2 Fortification with specified nutraceuticals
Dietary fibers have long been acknowledged as food components that are beneficial to health. Dietary
fibers can be either soluble or insoluble in water. Soluble dietary fibers have been associated with
reducing the blood cholesterol levels. The body uses cholesterol in the production of bile acids some of
which are excreted daily. The consumption of water-soluble fiber binds to bile acids, which result in an
22
increased excretion of cholesterol. A number of soluble fibers, e.g., pectin, β-glucans, polydextrose,
hydrolyzed guar gum etc. could be used in dairy-based beverages to make in hypolipidaemic.
Insoluble fibers increase bulk and lowers the speed of passage of foods through the GI tract, reduces the
risk of colon cancer and diverticulitis (formation of small pouches in the colon). By selecting the
appropriate one, insoluble fibers (like lignin, cellulose, hemi-cullulose, resistant starches) could also be
used effectively in dairy beverage products. Particle suspension using fluid gel
technology/micofluidization could also be used for incorporating insoluble fibers in milk beverages.
Omega-3 fatty acids are polyunsaturated fatty acids essential to human health but cannot be manufactured
by the body, hence must be obtained from food. Omega-3 fatty acids can be found in fish and certain
plant oils. There are three major types of omega 3 fatty acids that are ingested in foods and used by the
body: alpha-linolenic acid (ALA), eicosapentaenoic acid (EPA), and docosahexaenoic acid (DHA).
Extensive research indicates that omega-3 fatty acids help to prevent certain chronic diseases such as
heart disease, arthritis, foster brain and visual development and improves immune reaction against
allergies. A number of dairy beverages fortified with omega-3 fatty acids are already available in the
supermarket shelves in US, Canada, Europe and Australia. Fermented milk products and cheeses made
with probiotic cultures could also be fortified with plant sterols and stanol esters. The later ingredients
have been authorized by the US Food & Drug Administration (FDA) for the use of labeling health claims
for their ability to reduce the risk of coronary heart disease (CHD) by lowering blood cholesterol levels.
5. Dairy Foods for Lowering Hypertension
Several bioactive ingredients derived from fractionation of milk protein could play an important role in
reducing hypertension. Hydrolysates of whole milk proteins as well as caseins and whey proteins are
good source of casokinin and lactokinin. Casokinin and lactokinin are Angiotensin-I Converting Enzyme
Inhibitory Peptides (ACE-IP). Inhibition of ACE results in lowering blood pressure and hence, fermented
dairy products or cheese prepared with specific cultures that produces particular enzymes that breaks milk
proteins to generate above-mentioned peptides will help to control blood pressure.
6. Dairy Foods for Lowering Microalbuminuria
Microalbuminuria (MA) is defined as a persistent elevation of albumin content in the urine of ≥20 µg/min
(≥30 mg/d). It is an established risk marker for the presence of cardiovascular disease and predicts
progression of nephropathy (kidney disorder) when urine albumin content increases >300 mg/d. The
presence of MA is basically the kidney's warning to an increased cardiovascular risk. There is a positive
correlation between the protein content in the diet and MA. It has been reported that a 0.1 g/kg body
weight per day reduction in intake of animal protein was related to an 11.1% improvement in MA.
Although beneficial effects from the protein restriction were reported, one study raised concern that too
low a protein intake may cause malnutrition. Patients in the low-protein diet group reported lower energy
intakes and a significant decrease in body weight compared to the control group. Therefore, although the
majority of the studies report that a reduction of protein to 0.8 g/kg body weight per day may improve
MA, this must be done in the context of overall adequate energy and nutrient intake. Increasing the
moisture content in products like cheese and paneer and using ultra and micro-filtration for selective
removal of casein as well as whey proteins could be used for developing lowering protein in dairy
products.

23
7. Lactose Intolerance
Lactose intolerance yet another metabolic disorder (but not life threatening) is the inability to metabolize
lactose, because of a lack of the required enzyme -galactosidase (lactase) in the digestive system.
Lactose, the major component of milk, is a disaccharide with component monoglycerides, viz., glucose
and galactose joined together in , 1-4 linkage. Lactose as such is rarely absorbed by humans; it relies on
the prior conversion to its component monoglycerides carried out by the enzyme -galactosidase of the
mucosal epithelial cells. Because of intestinal -galactosidase inefficiency, some individuals and even the
whole population of some countries, show lactose intolerance and they have difficulty in consuming milk
and dairy products. The prevalence of lactose-malabsorbance is high in East and South India as 60-100%
of among the them are lactose-malabsorbers.
7.1 Dairy Foods for the Lactose Intolerant
Lactose free or low lactose (~30% of normal) dairy products have been developed for the lactose
intolerants by partial or complete hydrolysis of the lactose present in milk. The two main methods of
lactose hydrolysis are: acid hydrolysis and enzymatic hydrolysis using the enzyme -galactosidase. The
first method is characterized by very severe pH and temperature conditions (pH=1-2, t=100 to 150° C),
thus rendering the end product unsuitable for use as a food ingredient. Enzymatic hydrolysis of lactose
using -galactosidase seems to be an attractive method. The enzyme -galactosidase is widely distributed
in nature, e.g., in plants, animal organs, bacteria, yeast and fungi etc. Due to increase expense in using
soluble -galactosidase, the concept of using immobilized enzyme serves as a better alternative to reuse
the enzyme, resulting in lowered enzyme cost, besides making the process continuous.
Several procedures have been developed for immobilization of enzymes. Adsorption of the enzyme onto
an insoluble matrix is the most simple and inexpensive, but suffers from enzyme desorption due to weak
binding. Only very slight improvement could be obtained by cross-linking the enzyme by a reagent. Gel
entrapment, yet another method, where reactor is under diffusion control and thus limited to only small
molecular weight substrates. Covalent bonding of the enzyme to a solid matrix is the most important
method for immobilization, where enzyme is very strongly attached to the support thus processing a very
stable enzyme system.
A range of reduced lactose and lactose free milks are available in American and European Market. The
three most popular lactose-reduced or lactose-free products on the US market are Lactacid, Dairy Esse
and Mootopia. Lactose free brands available in Europe include Hyla, Emmi, Lacto free, etc. The reduced
lactose or lactose free milk manufactured by treatment with -galactosidase possesses a lower freezing
point and sweeter than normal milk. Lactose hydrolyzed milks are more susceptible to Maillard browning
during UHT treatment because the mono-saccharides formed from lactose react faster than lactose with
amino acids, resulting in extensive browning. The -galactosidase treatment of fluid milk increases the
cryoscopic value of milk from 0.054 to 0.650°C making it difficult to assess the adulteration of milk with
water by cryoscopic method. The -galactosidase treatment increases the cost of fluid milk by ~ $0.06-
0.08/L. The dairy company Valio, Finland patented chromatographic separation method to remove lactose
from milk. The milk is low in lactose but tastes like normal fresh milk.
8. Conclusion
On account of increased consumption of energy rich foods having high amount of sugar and fat content
coupled with sedentary lifestyle, has opened gateway for non communicable disorders like obesity,

24
diabetics and cardiovascular diseases to creep in to the human life which are also known as metabolic
disorders. Developing low fat dairy products, fortifying them with functional ingredients, and using
modern technological interventions it is possible to develop dairy products that can help to combat and
cure metabolic disorders.
9. Selected Reading
Glycemic Index (GI) Food Chart. http://www.carbs-information.com/glycemic-index-food-chart.htm. [Internet
document: Accessed on 12.06.2013]
Khamrui K and Solanki D C (2007) Flavouring with Functionalities. Times Foods Processing Journal 5 23-25.
Metabolic Diseases (2011). In: Sale Genetic Encyclopedia. http://www.answers.com/topic/metabolic-disease.
[Internet document: Accessed on 15.02.2011]
Rehman S U (2009) Reduced lactose and lactose free dairy products. In: Advanced Dairy Chemistry. Vol – 3.
(McSweeney, E. L. H. & Fox, P. F., Editors). Pp. 98-103. Springer Science + Business Media, New York.
Spence L A (2008) The Emerging Role of Dairy Foods in Reducing the Risk ofMetabolic Syndrome and Type 2
Diabetes. Nutrition Outlook.
http://www.innovatewithdairy.com/SiteCollectionDocuments/The%20emerging%20rol%20of%20Dairy%20fo
ost.pdf. [Internet document: Accessed on 14.02.2011]
Table 1. Glycemic Index of common foods
Dairy Products
Milk (whole) 22
Milk (skimmed) 32
Milk (chocolate flavored) 34
Ice Cream (full-fat) 61
Ice cream (low-fat) 50
Yogurt (low-fat) 33
Cheese 0
Paneer 0
Grains
Basmati Rice 58
Brown Rice 55
Fruits
Apple 38
Banana 55
Grapes 46
Mango 55
Orange 44
Papaya 58
Pear 38
Pineapple 66
Watermelon 103
Breads
White Bread 70
Whole Wheat Bread 69
Snacks
Cashews 22
Peanuts 14
Popcorn 55
Potato Chips 55
Noodles (instant) 46
Walnuts 15
Sugars
Fructose 23
Glucose 100
Honey 58
Lactose 46
Maltose 105
Sucrose 65
Vegetables
Beets 69
Cabbage 10
Carrots 49
Corn 55
Green Peas 48
Mushrooms 10
Potato (baked) 93
Sweet Potato 54
Pumpkin 75
Onion 10

25
Sodium Reduction in Cheeses
Yogesh Khetra, S.K. Kanawjia, Alok Chatterjee and Gadsingh Shankar Prakash
Dairy Technology Division
1. Introduction
Sodium is an essential nutrient, the cation that regulates extracellular fluid and plasma volume. It also
indulges in transport of some molecules across cell membrane, essentially by affecting their membrane
potential. Approximately 98% of dietary sodium is absorbed in the intestine and the excess is excreted
mainly through kidneys. Urinary sodium excretion roughly equals dietary intake in healthy humans.
Sodium excretion in sweat and urine is altered by several hormones and sympathetic nervous system, in
response to change in dietary sodium and thus, plasma levels of sodium is maintained in an optimal range.
However, faulty functions of kidney, due to age or some chronic diseases, weaken the efficient excretion
of excess sodium, resulting in increased plasma volume and hypertension. Hypertension, in turn, is
correlated to enhanced risk towards coronary heart disease (CHD), stroke and end-stage renal disease.
2. Physiological role of sodium
Sodium regulates extracellular volume, maintains acid-base balance, neural transmission, renal function,
cardiac output and myocytic contraction [1]. Sodium is consumed mainly in the form of sodium chloride
(NaCl) which comprises a sodium atom and a chlorine atom representing respectively 39.33 % and 60.67
% of its mass.
A proper balance of sodium levels in our body is of vital importance as the osmotic pressure of the
extracellular fluids is mainly dictated by the presence of sodium-ions. The level of sodium in our blood
plasma and interstitial fluids is vital for basic physiological functions of almost all cells in our body.
Sodium regulates many transport processes and slight deviations in the levels affect the electrical activity
of muscle and nerve cells, renal function, capillary exchange, cardiac output, and consequently influence
blood pressure.
3. Salt and public health
Sodium is essential for normal human functioning. However, current intakes of sodium in many parts of
the world is well in excess of the levels recommended. Excessive sodium intake is associated with an
increase in blood pressure, which is a major cause of cardiovascular diseases. It has been estimated that
62% of stroke and 49% of coronary heart disease is caused by high blood pressure [2]. Excess dietary
sodium has also been reported to be associated with other health ailments such as gastric cancer,
decreased bone mineral density and obesity [3]. Asaria [4] calculated that a modest 15% reduction in
population sodium intake could prevent 8.5 million cardiovascular-related deaths worldwide over 10
years. Further, it has been reported that cardiovascular diseases are the most expensive health issues and
accounts for approximately 11% of the total health expenditure around the world. A significant amount of
cost has been saved by implementing salt reduction strategies in various countries [3].
Despite the negative health consequences and associated health care costs of high sodium consumption,
humans consume well above the recommended levels in most developed nations, making sodium
reduction a priority for public health. The daily consumption recommended for adults is approximately
2.4g of Na or 6g of NaCl, which can be found naturally in food [5]. It was reported in the Global Burden

26
Na activates ENaCs on taste receptors
Afferent signal to gustatory region of brain
Weak signal – does not produce noticeable difference Signal strength increases --- Na can be
discriminated from water
Further increase in concentration
Na concentration in the range of perceived saltiness
of Disease Study that excess dietary salt intake is the eleventh leading cause of mortality globally
accounting for 4 million deaths, while in the South East Asian Region it is the seventh leading cause of
mortality [6].
4. Mechanism of Salt perception in human body
Sodium-specific transduction mechanism comprising epithelial sodium channels (ENaCs) on the taste
receptor cells can form the defense for the exclusivity of sodium as a stimulus for salty taste. Specific
ENaC is activated at low concentrations of sodium and is held responsible for the appetitive nature of salt
taste. The other is permeable to multiple cations and is activated at higher concentrations of sodium. This
is accountable for the aversive nature of cations. An afferent signal sent to gustatory processing regions of
the brain upon activation of ENaCs by sodium buds the perception of salt taste. This signal might be too
feeble to be able to assist noticeable difference from a similar solution without sodium, given that the
sodium concentration is low. As the number of sodium ions rises per unit intermolecular space of the
solvent, the signal strengthens enough to drive an individual discriminate it from water but for taste vigor.
This is known as the detection threshold and is often used as a measure of individual sensitivity to
sodium. Concrete perception of saltiness strikes when the concentration of sodium is high enough not
only to activate the taste receptors, but produce electrical impulses too, that can be carried via sensory
neurons to the brain where they are decoded and after which the taste quality can be identified. This is
known as the recognition threshold. The sodium concentrations above the recognition threshold are in the
range of perceived saltiness, which is termed suprathreshold. The concentration of sodium required to
elicit saltiness varies considerably between food matrices [7].
5. Role of sodium in cheese
Salt addition is the major source of sodium in natural cheese. In dry salted cheeses like cheddar, the salt is
added directly to the curds just before hooping and pressing. In other types of cheese, the salt is added by
submersing the cheese in brine for an appropriate period of time. Some cheeses have salt rubbed on the
outer side of the cheese.
Fig 1: Mechanism of salt perception
Incr
easi
ng
Na
Co
nce
ntr
atio
n

27
No matter when or how the salt is added to the cheese, it is used for following purposes in the
manufacture and aging of cheese [8]:
Encourage syneresis and control final moisture of the cheese
Control the metabolism and survival of the starter bacteria
Influence the types of secondary organisms that may grow and create flavors during the ripening
period
Control enzyme activity in the final cheese
Control texture of the final cheese
Be a component of the expected taste of the cheese
Salt, in addition to pH, aw, and lactic acid content, is one of the hurdles inherent in maintaining the food
safety of these traditional cheeses. Low-fat cheeses have a higher moisture content resulting in a lower
salt-in-moisture (S/M) ratio at the same absolute salt content. The amount of salt in the moisture phase of
the cheese controls the growth of microorganisms, not the total amount of salt in the food. Lowering the
S/M hurdle is a safety and shelf-life concern especially in the distribution and serving of cheeses.
6. Strategies for salt reduction in cheese
Most of the sodium in diet comes from processed foods and through exogenously added salt. World over,
efforts are being made to reduce sodium in foods but this involves challenges as salt, generally added in
the form of sodium chloride, is associated with flavour, body and texture, controlled microbial growth,
food safety and shelf life. Thus, stand-alone reduction in salt levels jeopardizes the overall quality of
food and this mandates the use of salt replacers/substitutes in foods to impart salty taste with maintenance
of water activity to control microbial growth. Most of the salt replacers, currently in use, communicate
bitter taste perception and therefore restricts complete replacement of sodium chloride. Potassium
chloride (KCl) is being used as the most common salt replacer in variety of foods but it too has been
reported to endow bitter taste. Thus, many novel ingredients and technological interventions are being
attempted to increase saltiness in foods with lesser levels of sodium chloride.
There are many new technological innovations, such as odor induced saltiness enhancement, changing the
food matrix for enhanced saltiness, using double emulsions to enhance saltiness at reduced levels of salt
and using various novel salt replacers, springing in the area of salt reduction in foods. Conversely, sodium
in cheese is generally controlled by 2 approaches. One is to limit the amount of sodium chloride addition
and the other to use salt substitutes throwing salty taste with low or no sodium.
Several attempts were made to prepare low salt cheese and it has been reported that cheese with lesser salt
content (1.25%) had limitations of bitterness and excessive firmness [9, 10]. Sensory acceptable low salt
(1.3, 1.71 and 2.04%) cheeses were prepared but the product at these levels of salt did not meet FDA
standard for low-salt cheese. Irish Cheddar cheeses prepared with 0.5 and 1.25% salt had slower rate of
flavor formation and higher bitterness. Thus, it can be concluded that cheese prepared with restricted
sodium chloride suffers quality loss and dwindles consumer acceptability as well.
Potassium chloride is the most preferred choice for sodium chloride replacement as it is the most similar
compound to NaCl. Fitzgerald [11] prepared cheddar cheese with different salt substitutes at equivalent
ionic strength of the control sodium chloride level (1.5%). Use of magnesium chloride, potassium
chloride, or calcium chloride at this level resulted in bitter taste, metallic flavor and crumbly body defects.
Proteolysis and lipolysis were also reported to be at higher degree. Partial substitution of NaCl with KCl
has been attempted in several varieties of cheese to reduce sodium level up to varying extent. Consumer

28
Inner aqueous phase
Continuous aqueous phase
Oil phase
acceptable low-sodium Minas fresh cheese was prepared by partial substitution of NaCl by KCl at 25%
(w/w) in the salting step [12]. In an attempt to prepare low sodium feta cheese, it was found that up to a
50% reduction of sodium content is feasible, with partial replacement of NaCl by KCl, without
jeopardizing its quality. The results also indicated that the cheeses made with mixtures of NaCl/KCl
returned no significant differences in compositional (moisture, fat, protein, salt), physicochemical, (pH,
aw), sensory (appearance, body and texture, flavour, overall quality) and textural (force and compression
to fracture, hardness) properties in comparison with the control cheese.
7. Futuristic technologies
7.1 Modification of structure of NaCl
Salty taste has been reported to be influenced by varying size of salt crystals. Rate of salty taste
perception can be increased by using smaller size particles which increases the rate of dissolution of salt
particles. Development of sodium chloride with its physical structure re-engineered into hollow
microscopic particle sizes has also been investigated for reducing sodium in foods without affecting
saltiness perception [13].
7.2 Changing the food matrix
Food matrix can be effectively altered to increase saltiness perception. It has been reported that
continuous delivery of salt from food leads to a gradual decrease in taste sensitivity. However, pulsed
delivery of salt in foods increase the perception of salt and thereby less salt can be used with same
saltiness perception [14]. Stiegar [15] patented a work on three different breads – 1 control with
homogeneous salt (1.5%) distribution and two with inhomogeneous distribution having 2.75% and 0.25%
salt. Salt in later samples was applied in layers of 0.5 or 1 cm thickness such that each salted layer is
followed by an unsalted layer. It was found that breads with heterogeneous salt distribution were saltier
than the homogenous salt distribution bread.
7.3 Encapsulation of salt in emulsion
Water/oil/water emulsions can be successfully used either for salt reduction or salt replacement. Salt
release can be controlled by distributing salt in either inner aqueous phase or continuous outer phase.
Figure 2: Water/oil/water emulsion

29
These phases can be stabilized by an oil phase. Saltiness perception can be increased when same quantity
of salt is present in continuous water phase. For replacement of salt, KCl is most commonly used but at
higher levels of this compound, bitterness occurs. KCl can be encapsulated in inner aqueous phase
surrounded by oil phase. The bitterness due to KCl can thus be masked allowing more sodium chloride to
be replaced in food products.
7.4 Odor induced saltiness enhancement (OISE)
The overall perception of flavor is considered as an integration of taste and odor. It has been demonstrated
that taste can increase odor intensity and conversely, the perception of taste can be enhanced by odor.
Lawrence [16] studied the effect of taste odor interaction on saltiness of solutions. It was found that
expected flavors could enhance saltiness in solutions containing low levels of NaCl through odor –taste
interaction and change in overall perception of flavor. OISE can be effectively used for salt reduction by
using aromas that consumers associate with saltiness. Cheese, sardine, soy and bacon have this ability to
enhance saltiness perception of food products [17].
8. Conclusion
Cheese is a sodium rich food and world over efforts have been made to reduce sodium in cheese.
Potassium chloride has been the most preferred salt replacer for cheese industry till date. However, it is
associated with bitterness and increased firmness thereby, limiting the required replacement. Current
research to decrease sodium based salts in foods include gradually decreasing the salt content in food
products, altering the food matrix, using salt substitutes of plant origin, inclusion of water-in-oil-in-water
emulsions (wow emulsions) as well as the inclusion of aromas giving the increased saltiness perception.
9. Selected Reading
1. Dotsch M, Busch J, Batenburg M, Liem G, Tareilus E, Mueller R and Meijer G (2009) Strategies to reduce
sodium consumption: a food industry perspective, Critical Reviews in Food Science and Nutrition, 49841-851,
2009.
2. He F, G and MacGregor (2010)Reducing population salt intake worldwide: From evidence to implementation”,
Progress in Cardiovascular Diseases, 52 363–382.
3. Liem D G, Miremadi F and KeastR S J(2011)Reducing Sodium in foods: The effect on flavour”, Nutrients, 3 694-
711.
4. Asaria P, Chisholm D, Mathers C, Ezzati M and Beaglehole R (2007)Chronic disease prevention: health effects
and financial costs of strategies to reduce salt intake and control tobacco use, Lancet, 3702044–2053.
5. Kaplan N M (2000)The dietary guideline for sodium: should we shake it up? American Journal of Clinical
Nutrition, 711020-1026.
6. Lim S S, Vos S T, Flaxman A D, Danaei G, Shibuya K, Adair-Rohani H (2010)A comparative risk assessment of
burden of disease and injury attributable to 67 risk factors and risk factor clusters in 21 regions, 1990–2010: a
systematic analysis for the Global Burden of Disease Study, Lancet, 380 2224–2260.
7. Keast R S J and BreslinP A S (2003) An overview of binary taste-taste interactions, Food Quality and
Preferences, 14 111–124.
8. Guinne T P(2004) Salting and the role of the salt in cheese, International Journal of Dairy Technology, 57 99-
109.
9. Banks J M,Hunter E A and Muir D D (1993) Sensory properties of low-fat cheddar cheese: effect of salt content
and adjunct culture, Journal of the Society of Dairy Technology, 46 119–23.

30
10. Mistry V V and Kasperson K M(1998) Influence of salt on the quality of reduced-fat cheddar cheese, Journal of
Dairy Science, 811214–21.
11. Fitzgerald E and Buckley J (1985) Effect of total and partial substitution of sodium chloride on the quality of
Cheddar cheese, Journal of Dairy Science, 683127-3134.
12. Gomes A P, Cruz A G, Cadena R S, Celeghini R M S, Faria J A F, Bolini H M A and Granato D (2011)
Manufacture of low-sodium Minas fresh cheese: Effect of the partial replacement of sodium chloride with
potassium chloride, Journal of Dairy Science, 94 2701-2706.
13. Busch J L H C, Yong F Y S and Goh S M (2013) Sodium reduction: Optimizing product composition and
structure towards increasing saltiness perception, Trends in Food Science and Technology, 29 21–34.
14. Morris C, Koliandris A L, Wolf B, Hort J and Taylor A J (2009) Effect of pulsed or continuous delivery of salt
on sensory perception over short time intervals, Chemosensory Perception, 21-8.
15. Stieger M A, Bult J H F, Hamer R J and Noort M W J (2011) Food product with inhomogeneous tastant bulk
distribution and method for making such food product. US Patent Application US2011/0045157 (A1).
16. Lawrence G, Salles C, Septier C,Busch J and Thomas-Danguin T (2009) Odour–taste interactions: A way to
enhance saltiness in low-salt content solutions, Food Quality and Preference, 20 241-248.
17. Wallis K and Chapman S (2012) Current innovations in reducing salt in food products, Food Health and
Innovation Service. Campden, BRI.

31
Nanotechnological Applications in Development of Novel Dairy Foods
S.A. Hussain, Payal Meena and Akanksha Wadehra
Dairy Technology Division
1. Introduction
Nanotechnology is defined as the design, production and application of structures, devices and
systems through control of the size and shape of the material at the nanometer (109 of a meter) scale
(Ravichandran, 2006). Nanotechnology has revolutionized health care, textile, information
technology, and energy sectors etc. but in food sector it is still at infancy.Nanotechnology has the
potential to revolutionize the food and dairy processing sector in upcoming days. The potential
applications of nanotechnology in dairy and food sector comprises of two types: 1. Nano inside -
includesmodifying natural (organic) protein, carbohydrate and fat molecules to achieve added or
altered functionality in foods and preparation of nanosized functional ingredients including food
additives for targeted delivery, 2. Nao outside - includesuse of nanoparticulate materials in food
packaging to improve strength and barrier properties andnano sensors for ensuring the food safety.
Some of the nnao technological research initiatives took place in agri-food sector around the globe
includes sensory improvement of food products (flavour/colour enhancement, texture modification),
increased absorption and targeted delivery of nutrients and bioactive compounds, stabilisation of
active ingredients such as nutraceuticlas in food matrices, packaging and product innovation to extend
shelf-life, sensors to improve food safety and antimicrobials to kill pathogenic bacteria in food.
2. Nanotechnology in Dairy and Food Sector
Food industry is the largest manufacturing sector in the world. There is a great scope for application
of nanotechnology in the food sector. In the present manuscript, application of nanotechnology in the
field of food and dairy industry has covered in two major heads viz. food additives (nano-inside) and
packaging (nano-outside).
2.1 Food Additives (Nano-inside)
Functional ingredients (for example, drugs, vitamins, antimicrobials, antioxidants, flavorings,
colorants, and preservatives etc.) comes in different molecular and physical forms such as polarities
(polar, nonpolar, amphiphilic), molecular weights (low to high), and physical states (solid, liquid,
gas). These ingredients are rarely utilized directly in their pure form; instead, they are often
incorporated into some form of delivery system,which must perform a number of different roles
(Qureshi et al., 2012). Nanoemulsions, nanofibers, nanotubes, nanoencapsulates, nanoceuticals,
nanostrcutres and nanoparticles are the delivery systems generally applied in nanotechnology to
deliver food additives or functional ingredients into food products.
Emulsions with droplet diameter below 100 nm are referred to as nanoemulsions. Due to the reduced
size of droplets, nanoemulsions are less likely to destabilize. Nanoemulsions possesses characteristic
rheological and textural properties, which offer them application in food sector. In the recent past,
supplementation of functional ingredients in food products through nanoemulsions has gained
considerable interest among the researchers. Nanoemulsions offer several advantages like targeted
delivery of the bioactives and also help in their controlled release at specific site. Food-grade
ingredients (such asproteins, polysaccharides, and phospholipids) are also used for the formation of
nanoemulsions usingsuitable processingoperations involving high energy inputs, membrane
technology and interfacial engineering. Nanoemulsions are also used to develop low-fat products

32
without compromising the creaminess. Low-fat nanostructuredmayonnaise, spreads and ice creams
are developed using this technology (Chaudhry et al. 2008).
In recent past, encapsulation of biologically active substances into nanostructures to enhance the
flavour and other sensory characteristics of food and dairy products has been the major research
interest. Nanoencapsulation of functional ingredients is done to protect them from environmental and
processing factors as well as from harsh conditions occurring in GI tract. Nanoencapsulation also
helps in targeted delivery of the bioactives, greater residence time and greater absorption at specific
site (Chen et al., 2006). The protection of bioactive compounds, such as vitamins, antioxidants,
proteins, and lipids as well as carbohydrates may be achieved by using this technique for the
production of functional foods with enhanced functionality and stability (Radha et al., 2008).
Nanoencapsulation can make significant savings for formulators, as it can reduce the amount of active
ingredients needed (Huang et al., 2011). α-lactalbumin, a globular milk protein is beneficially used in
the production of nanotubes. At specified conditions α-lactalbumin forms nano tubes with a diameter
of only 20 nm by self-assembling of the partially hydrolysed molecule (Otte et al., 2005). These
nanotubes can be used to encapsulate several vitamins, enzymes and other bioactive molecules
(Srinivas et al., 2010) for their incorporation into food products. α-lactalbumin nanotubes also mask
the undesirable flavour/aroma and colour imparted by nutraceutical compounds when added to food
(Bikker and Kruif, 2006).
Food grade biopolymers such as proteins and polysaccharides form nanoparticles through self-
association or aggregation or by phase separation in mixed biopolymer systems. These biodegradable
nanoparticles can be used to encapsulate deliver drugs, micronutrients and herbal bioactives etc. like
iron, vitamin, protein etc. (Riley et al.,1999).Nanoceuticals, which deals with nano-sized bioactive
molecules,isalso gaining popularity. Bioactives at their nano-scale were reported to perform better
stability during processing operations and storage. Some examples of the commercial food/dairy
supplements containingnano particles include Omega-3 fatty acids, vitamins, probiotics etc.
(Neethirajan and Jayas, 2011). Recently, a functional butter was developed by supplementing nano
sized herbal supplements into it (Ivanovand Rashevskaya, 2011).
2.2 Food Packaging (Nano-outside)
Food packaging makes up the largest share of current markets of the use of nanotechnology in the
food sector. Incorporation of nanoparticles into packaging materials improves their durability,
temperature resistance, flame resistance, barrier properties, optical properties and recycling properties.
Plastic materials have been dominating the food packaging industry due to their low-cost, low density,
resistance to corrosion, desirable physical (e.g. barrier and optical) and mechanical properties and
ease of processing.However, they are absolutely non-degradable. A variety of renewable biopolymers
such as polysaccharides, proteins, lipids, and their composites, derived from plant and animal
resources have been investigated for the development of edible/biodegradable packaging materials to
substitute for their non-biodegradable petro-chemical counter parts. When biopolymers are combined
with nanoparticles, the resulting bio-nanocomposites exhibit significant improvements in the
mechanical properties, dimensional stability and solvent or gas resistance with respect to the pristine
polymer. The application of nanocomposites promises to expand the use of edible and biodegradable
films produced from agro-processing products and by-products based on polysaccharides such as
starch, cellulose, and chitin and on proteins such as milk proteins including whey proteins, soybean
protein and gelatine. The use of these materials serve a number of important functions such as
extending the food shelf-life, enhancing food quality because they can serve not only as barriers to
moisture, water vapour, gases and solutes but also serve as carriers to some active substances such as
antioxidants and antimicrobials. Milk-protein based bio-nanocomposites in combination with other

33
agro-processing products with or without antimicrobial or antioxidative effects has yet to be
investigated in large-scale (Sorrentino et al., 2007).
A nano-titanium dioxide plastic additive (DuPont light stabilizer210) which can reduce UV damage to
foods in transparent packages has been developed by Du Pont. Incorporation of nanoparticles in food
packaging to create barrier properties against selective gases is a current research programme at
Norwegian Institute of Technology (SINTEF, 2004). Nanoscale edible coatings invisible to naked eye
have also been developed for use on fruits, vegetables and other food products (Rhim,
2004).Nanolaminates coated with functional agents such as antimicrobials, antioxidants, enzymes and
etc. to extend the shelf-life of foods were also developed by several workers. Further, these
nanolaminated coatings could be created entirely from food-grade ingredients (proteins,
polysaccharides, lipids) by using simple processing operations thus creating interest among the
industries (Ravichandran, 2009).Nanotechnology is also used to design nano-sensors for tracking the
internal or external environments of packaging to find out the condition of food products and package
throughout the supply chain (Nachay, 2007). Nano-sensors can detect the gases released when the
food spoils and the package itself or the nano-sensor changes their colour to alert the customer.
Researchers are developing intelligent packaging, which will release a preservative if the food inside
starts to spoil. This “release on command” a bioswitch developed through nanotechnology will
operate the preservative packaging.
3. Conclusion
Potential applications of nanotechnology in dairy and food sector are under research. In the near
future, the entire scenario of dairy and food industry will be transformed by nanotechnology.
However, there are some problems associated with this technology, with respect to the accidental or
deliberate use of nanoparticles in food, or food-contact materials, it can cause some health issues.
Nanotechnology has to face several critical challenges such as to decide optimal intake levels,
development of adequate food delivering matrix, finding out of beneficial compounds, novel product
formulation and safety of product as well as safety of consumer.
4. Selected Reading
Chaudhry Q and Castle L (2011) Food applications of nanotechnologies: an overview of opportunities and
challenges for developing countries. Trends in Food Science and Technology, 22595-603.
Chen H, Weiss JandShahidi F (2006) Nanotechnology in nutraceuticals and functional foods. Food
technology.
Graveland-Bikker J F and De Kruif C G (2006). Unique milk protein based nanotubes: food and
nanotechnology meet. Trends in Food Science and Technology, 17 196-203.
Huang CNotten A andRasters N (2011). Nanoscience and technology publications and patents: a review of
social science studies and search strategies. The Journal of Technology Transfer, 36 145-172.
Ivanov S V andRashevskaya T A (2011). The nanostructure's management is the basis for a functional fatty
foods’ production. Procedia Food Science, 1 24-31.
Mishra U K (2012). Application of nanotechnology in food and dairy processing: an overview. Pakistan
Journal of Food Sciences, 22 23-31.
Nachay K (2007). Analyzing nanotechnology. Food technology, 61 34-36.
Neethirajan SandJayas D S (2011). Nanotechnology for the food and bioprocessing industries. Food and
bioprocess technology, 4, 39-47.
Otte JIpsen R Bauer R Bjerrum M J andWaninge R (2005). Formation of amyloid-like fibrils upon limited
proteolysis of bovine α-lactalbumin. International dairy journal, 15 219-229.

34
Ravichandran R (2009). Nanoparticles in drug delivery: potential green nanobiomedicine applications.
International Journal of Green Nanotechnology: Biomedicine, 1(2), B108-B130.
Ravichandran Rand SASIKALA P (2006). Nanoscience and nanotechnology: perspectives and overview. First
Indian at the South Pole 3 PS Sehra Madame Marie Curie–Radioactivity and 10 Atomic Energy, 44.
Rhim J W (2004). Increase in water vapor barrier property of biopolymer-based edible films and coatings by
compositing with lipid materials. Food Science and Biotechnology.
Riley T Govender T Stolnik S Xiong C D Garnett M C Illum L and Davis S S (1999). Colloidal stability
and drug incorporation aspects of micellar-like PLA–PEG nanoparticles. Colloids and surfaces B:
Biointerfaces, 16 147-159.
SINTEF. (2004). Space station technology applied to food packaging.
http://www.foodproductiondaily.com/news/ng.aspn=5 4940-space-station technology.
SorrentinoA Gorrasi G andVittoria V (2007). Potential perspectives of bio-nanocomposites for food
packaging applications. Trends in Food Science and Technology, 18 84-95.
Srinivas G Zhu Y Piner R Skipper N Ellerby M andRuoffR (2010). Synthesis of graphene-like nanosheets
and their hydrogen adsorption capacity. Carbon, 48 630-635.
Thangapazham R L Puri A Tele S Blumenthal R andMaheshwari R K (2008). Evaluation of a
nanotechnology-based carrier for delivery of curcumin in prostate cancer cells. International journal of
oncology, 32 1119-1123.

35
Application of Membrane Processing for Production of Innovative Dairy Ingredients
G S Meena, A K Singh, S Borad, N Kumarand and P T Parmar
Dairy Technology Division and NIFTEM
1. Introduction
Very less substances are present in nature which are fit for direct human consumption. Hence, the raw
material has to subject to single or a set of different unit operations to convert it into safe and eatable
form. Moreover, if the target componentsareprone to lose its typical desired functional, nutritional and
sensorial characteristics during processing,than selection ofappropriate separation method and processing
conditions become crucial. Milk, which is considered as natural treasurefor goodness for all age groups, is
a good example. Very harsh processing conditions (thermal or chemical) have a detrimental effect on its
nutritionally rich, heath promoting constituents. Although, processes are available to harvest these desired
milk constituents, but their commercial viability depends on factors like separation capability
withoutlosing key ingredients activity and lower energy, capital and labor costs (Akin et al.,
2012).Membrane processing has got the potential to efficiently deal with separation requirements of milk
and the same has made dairy industry as one of the early adopter and potent consumer of membrane
technology. This process require a particular set of equipments and process conditions for the production
of a specific innovative dairy ingredient. With the development of more robust membrane systems like
mineral and hybrid membrane systems, membrane applications in dairy industry is continuously
growing.Several applications of this novel technology in the production of novel dairy ingredients have
been discussed in following sections.
2. Concentration of Milk Fat Globule Membrane (MFGM) and milk fat fractionation
From industrial point of view, lower value products like sweet cream buttermilk (SCBM), butter serum
and whey forms raw materialof MFGM.Several researchers have been tried the isolation of MFGM
fragments from buttermilk using cross flow microfiltration(MF) and ultrafiltration (UF) membrane
processes seems suitable for MFGM purification capable owing to their capability to particles separation
from dissolved solids. Passage of buttermilk constituents is affected by separation parameters like pH,
temperature and type of feed followed by pore size and membrane material (Morin et al., 2004, 2006;
Rombautet al., 2007). For the purification of polar lipids, all other buttermilk constituents needs their
selective separation that can’t be achieved by MF alone.Proteins, particularly similar size casein micelles
in buttermilk causes problem during membrane based purification, thus these separation failed to remove
casein micelles completely. Phospholipids enriched fractions of reconstituted buttermilk was produced by
Sachdeva and Buchheim (1997) through the coagulation of buttermilk with rennet, citric acid and lactic
cultures. Either rennet coagulation with added 0.1% CaCl2or acid coagulation(citric acid, pH-5.2) of
heated (0.1% CaCl2,70°C) reconstituted butter milk transferred about 80 % of the total phospholipids
present in buttermilk into serum phase as compared to lactic cultures induced coagulation that recovered
only 53% phospholipids in to the serum phase. Two MF systems (polysulfone membrane, 0.1µm pore
size and ZrO2membrane, 0.2µm pore size) were used to isolate the phospholipids enriched fractions. With
diafiltration, 67% recovery of phospholipids was obtained in ZrO2 membrane.Further better results (77%
recovery)were obtained with the combined use of 0.1µm ZrO2membrane andUF of the buttermilk
serum.They emphasized on the use of optimal conditions during MF (like high speed of passage of the

36
retentate, low transmembrane pressure (TMP)) to ensure almost constant membrane filtration behavior.
About 97% of phospholipids present in buttermilk serum was recovered by them. As a different approach,
diameter of casein micelle was reduced by Corredig et al. (2003) and Roesch et al. (2004) through
itsdissociation into sub micelles by the addition of sodium citrate and its subsequent MF to obtain MFGM
rich retentate.About 80% MFGM containing material with markedly reduced caseins was obtained
(Corredig et al., 2003). Rombaut et al. (2007) used whey obtained from the acid coagulation of SCBM
(mostly free from caseins) as raw material to concentrate MFGM fraction by MF. MFGM retention was
significantly affected by the filtration conditions, membrane material and its pore size. They observed
best results with negatively charged, <0.15 μm membrane due reduced loss of MFGM. Of the total polar
lipids present in acidified whey, 98% was recovered during optimal conditions. A summary of the
methods (membrane based or other) employed for the isolation of MFGM has been shown in Figure 1.
MF will be used for the fractionation of milk fat globules according to their size in future as till now, it is
not used on commercial scale while classical centrifugal separation is unable to perform the same. Milk
fat fractionation without damaging their native fat globule membrane using ceramic MF membranes has
been proposed (Goudedranche et al., 2000; Michalski et al., 2006). Lopez et al., (2011) prepared native
fractions of varying size fat globules using MF operation with or without diafiltration. They concluded
that unstable (fat globules > 6.6 μm size) and highly stable(1.6 μm) fat globules could be produced.
Moreover, these different fragment will deliver altered techno functional and better health properties that
still needs detailed investigation.
Figure 1. Summary of isolation methods of MFGM (Dewettincket al., 2008;Sichienet al., 2009)

37
3. Concentration and fractionation of milk proteins
Two main class ofproteins present in milk are caseins and whey proteins which contribute to 80% and
20% of the total milk proteins. Further, these two classes are made of different fractions of major and
minor proteins which are unique in their nutritional, biological and functional potential. These protein
fractions are represented with some of their physical properties in Table 1. For the fractionation of caseins
and whey proteins in their native state, UF and MF has been used but MF has been widely used for this
particular application. The fractionation is based on two approaches i.e. protein size and their
molecularweight. Although caseins have lower molecular weight but the same exists as micelles with
average diameter of 0.05 to 0.5 μm (majority lies between 0.13-0.16 μm) as reported by Fox and
McSweeney (2003), greater than whey proteins, hence can be separated on the basis of differed particle
size (Table 1).During MF, different casein fractions, fat, and enzymes are concentrated in retentate while
native whey proteins or serum proteins ( free from chemical and physical changes and have pH similar to
that of milk) that are free from casein peptides, enzymes, fat, and denaturized whey proteins are pass
through the membrane into permeate. This permeate act as an excellent raw material for the further
fractionation of other fragments of whey protein. The native serum proteins have been reported to possess
better functional properties (Maubois, 2002) than classical whey protein concentrate (WPC) and whey
protein Isolates (WPI). The separation caseins and whey proteins from skim milk has been shown if
Figure 2.
Figure 2: Separation of Casein and whey protein from skim milk using MF (Adapted from Hu et
al., 2015)
In this process, generally skim milk is subjected to MF that separates it into caseins and lactose enriched
retentate as well as whey proteins and lactose containing permeate. Upon subsequent stages and
diafiltration, purity of caseins are increased by reduction in lactose content. All types of available MF
processes either equipped with ceramic membranes (0.1-0.22μm pore size) i.e. conventional (0.22μm
ceramic membrane), uniform Transmembrane pressure-TMP (UTP) process (developed by Sandblom,
1978), GP process (developed by Garcera and Toujas, 2002),Isoflux process (developed by Grangeon et
al., 2002) or with polymeric based MF processes (PVDF, 0.3-0.5 μm) has been used for the fractionation
of these proteins. However, all these processes has their own merits and demerits in terms of energy
consumption, throughput and other several operational parameters. This process is also used to produce
native calcium phosphocaseinate that can be used in the cheese manufacture. The solution enriched in

38
serum proteins are further concentrated in UF membrane to increase the concentration of different whey
proteins fractions. From the UF retentate, the different fractions like lactoferrin, β-lactoglobulin (β-lg) and
α-lactalbumin (α-la) are produced using Ion exchange Chromatography as shown in Figure 3.
Figure 3: Potential applications of membrane processing in milk processing (Adapted from
Lipnizki, 2010)
4. Milk protein concentrate (MPC), Milk Protein Isolate (MPI), Whey Protein concentrate and
Whey Protein Isolate (WPI)
MPC and MPI are the two total milk protein enriched powders which have the same ratio of casein and
whey proteins as it was present in the milk from which they were produced. The major difference
between these two powders are in their protein content. MPC contains protein on dry matter basis in the
range of 42-89% while MPI have minimum protein content ≥89%. Both of them are produced from
pasteurized skim milk (raw material) that subjected to removal of fat either by centrifugation or by MF
process followed by subsequent UF of defatted skim milk for the concentration of total milk proteins by
removing lactose, and other water soluble vitamins and salts into permeate. The MWCO of UF membrane
is selected in such a way that it allows either zero or minimum loss of proteins into permeate. The degree
of concentration in UF is governed by the desired protein content in final MPC. The UF retentate is
usually subjected to diafiltration for the improvement in protein purity to produce higher protein
containing MPC and MPI. This retentate is optionally subjected to conventional evaporation for increase
in TS. Finally either UF retentate or evaporator concentrate is subjected to spray drying to convert them in
respective MPC and MPI.Similar to MPC and MPI, WPC and WPI are also produced using UF process
but the raw material for these whey protein rich powders are preferably defatted whey rather than
skimmed milk. Moreover, defatted WPC act as a very good raw material for the isolation of Lactoferrin
(Lf) and Lacto peroxidase(Lp) through Ion exchange chromatography.

39
Figure 4: Potential applications of membrane processing in whey processing (Adapted from
Lipnizki, 2010)
5. Fractionation of other Innovative dairy Ingredients
Another important application of membrane processing is in the development of reduced lactose based
dairy products. Apart from hydrolysis of lactose with Lactase (β-D-galactosidase, β-D-
galactosidegalactohydrolase, EC 3.2.1.23) enzyme and its Chromatographic separation, membrane
processes are have the potential to reduce/modify the lactose content of milk. It is widely accepted fact
that about 70% population from the different parts of the world are suffering from the problem of lactose
intolerance. Membrane process particularly ultrafiltration (0.001- 0.2 μm pore size; 1–1 000 kDa MWCO,
2-10 bar operational pressure) passes lactose into permeate and thus reduces lactose content in retentate.
This reduced lactose retentate can be added into number of food formulations developed for the lactose
intolerant group. Several patented processes has been already available for the production of low lactose
containing dairy products. Glycomacropeptide (GMP) is separated by ultrafiltration having its MWCO
between 20-50kDa.Combined with lactase, UF performs better for the manufacturing of an array of
reduced lactose food products.
Membrane processes are also used to produce demineralized whey based products for the persons having
problems with salts (Figure 4). Moreover, natural milk salts can also be concentrated by combined use of
membrane processes. Membrane processes are one of the integral part during the hydrolysis of milk
proteins for the production of desired peptides where these membrane based processes are used to
concentrate the peptides prior to their further purification and isolation. Moreover, membrane based

40
chromatography is gaining acceptance in biopharmaceutical and protein food production and its wider use
in other sector is yet to be seen.
6. Suggested Readings
Akin O, Temelli F,Köseoğlu S (2012) Membrane Applications in Functional Foods and Nutraceuticals, Critical
Reviews in Food Science and Nutrition52 347-371.
Corredig M, Roesch RR, Dalgleish DG (2003) Production Of A Novel Ingredient From Buttermilk. Journal of
Dairy Science86 2744–2750.
Dewettinck K, Rombaut R, Thienpont N, Le TT, Messens K, Van Camp J (2008) Nutritional And Technological
Aspects Of Milk Fat Globule Membrane Material. International Dairy Journal, 18 436–457.
DOI:10.1016/J.Idairyj.2007.10.014.
Etzel MR (2004)Manufacture and Use of Dairy Protein Fractions. Published in a supplement to The Journal of
Nutrition. Presented as part of the 94th American Oil Chemists’ Annual Meeting & Expo held in Kansas City,
MO, May 4–7, 2003. (http://jn.nutrition.org/content/134/4/996S)
Fox, P.F. and McSweeney, P.L.H. (eds.) (2003) Advanced Dairy Chemistry, Vol. 1, Proteins, third edition, Kluwer
Academic/Plenum Publishers, New York.
Garcera D, Toujas E (2002) Graded permeability macroporous support for crossflow filtration. US patent,
US6375014.
Goud´edranche H, Fauquant J, Maubois JL (2000) Fractionation of globular milk fat by membrane microfiltration.
Lait, 80, 93–98.
Grangeon A, Lescoche P, Fleischmann T, Ruschel B (2002) Cross-flow filter membrane and method of
manufacturing it. US patent US6499606.
Hu K, Dickson JM, Kentish SE (2015)Microfiltration for casein and serum protein separation InMembrane
Processing for Dairy Ingredient Separation, First Edition. Edited by Kang Hu and James M. Dickson. Published
by John Wiley & Sons, Ltd. 1-34.
Lipinzki F (2010)Cross-Flow Membrane Applications in the Food Industry In Membrane Technology Volume 3:
Membranes for Food Applications, Edited by Peinemann,K,V., Nunes,S.P.,andGiorno, L. WILEY-VCH Verlag
GmbH & Co. KGaA, (Weinheim), 1-27.
Lopez C, Briard-Bion V, M´enard O, Beaucher E, Rousseau F, Fauquant J, Leconte N, Robert B (2011) Fat globules
selected from whole milk according to their size: different ompositions and structure of the biomembrane,
revealing sphingomyelin-rich domains. Food Chemistry, 125 355–368.
Maubois JL (2002) Membrane microfiltration: a tool for a new approach in dairy technology. Australian Journal of
Dairy Technology, 57 92–96.
Morin P, Jiménez-Fl Ores R, Pouliot Y (2004) ‘Effect of Temperature And Pore Size On The Fractionation Of Fresh
And Reconstituted Buttermilk By MicrofiLtration’, Journal of Dairy Science87 267–273.
Roesch RR, Rincon A, Corredig M (2004) ‘Emulsifying Properties Of Fractions Prepared From Commercial
Buttermilk By MicrofiLtration’, Journal of Dairy Science87 4080–4087.
Rombaut R, Dejonckheere V, Dewettinck K (2007) Filtration of Milk Fat Globule Membrane Fragments from Acid
Buttermilk Cheese Whey. Journal of Dairy Science90 1662– 1673. DOI:10.3168/Jds.2006-587.
Sachdeva S, Buchheim W (1997) Recovery of Phospholipids from Buttermilk Using Membrane Processing.
KielerMilchwForsch49 47–68.
Sichien M, Thienpont N, Fredrick E, Trung Le, T, Camp, Dewettinck K (2009) In Dairy-derived ingredients Food
and nutraceutical uses, Edited by Milena Corredig, book Chapter: Processing means for milk fat fractionation
and production of functional compounds, 68-95.

41
Table 1.Physical properties of dairy proteins ( Source: Linvey*, 2010; Etzel
#, 2004 and Fox and McSweeney
$, 2003)
Protein
Content
in milk*
(g/l)
Molecular
weight*
(k Da)
Molecular
mass#
(Kg/mol)
Concentration#
(g/L)
Isoelectric#
point
(PI)
Conc.$
(g/L)
Caseins
(Spherical, dia.-0.05 to 0.5 μm)
24–28
αs1 (αs1-CN) 12–15 22.1–23.7 24 13 4.9/5.3
10
αs2 (αs2-CN) 3–4 25.2–25.4 2.6
β (β-CN) 9–11 23.9–24.1 24 9.3 5.2 9.3
κ (κ-CN) 3–4 19.0 19 3.3 5.8 3.3
γ( γ-CN) 0.8
Whey proteins
5–7
β-
lactoglobulin(β
-lg)
2–4 18.3 18 3.2 5.4 3.2
α-lactalbumin
(α-la) 1–1.5 14.2 14 1.2 4.4 1.2
Bovine serum
albumin (BSA) 0.1–0.4 66 66 0.5 5.1 0.4
Immunoglobuli
ns (Ig) 0.6–1.0 146–1,030 150 0.7 5-8 0.7
Lactoferrin (Lf) ∼0.1 80 77 0.1 7.9
Casenomacrop
eptide - - 7 - - -
Lactoperoxidas
e - - 78 0.03 9.6
Glycomacrope
ptide (GMP) - - 8.6 1.5 <3.8
MFGM proteins ∼0.4 13–200 - - -
Total milk proteins 30–35 - - - -

42
Application of Casein and Caseinates in Formulation of Specialized Foods
Vijay KumarDairy Technology Division
1. IntroductionWith a content of 0.7 - 0.9% phosphorus, covalently bound to the casein by a serine ester linkage,casein as a phospho-protein is a member of a relatively rare class of proteins. Moreover, due to highproportions of essential amino acids, casein is nutritionally excellent protein. Its protein efficiencyratio reported is 2.5, which is mostly unaffected by the processing conditions usually employed duringthe dairy operations. Casein has some rather unique properties and cannot be replaced by otherproteins in certain food application. Edible casein and caseinates are long established dairy by-products finding use in many dairy and food products. World production of casein is around 2.5 lakhtonnes. The biggest importer of casein is United States of America, where about 1 lakh tonnes ofcasein is imported, most of which is utilised for the manufacture of imitation cheeses.
Acid casein is insoluble in water. Its soluble form caseinates may be prepared from freshlyprecipitated acid casein curd or from dry acid casein by reaction with dilute solution of alkali (such assodium, potassium, calcium or ammonium hydroxide). Sodium caseinate is the most commonly usedwater-soluble form of casein and is used in the food industry. The two main reasons for using sodiumcaseinate as an ingredient in foods are its functional properties and nutritive value. Sodium caseinateis valued for its ability to emulsify fat in the production of modified dairy products such as coffeewhiteners, whipped cream and ice cream. It also possesses very good water binding and whippingproperties. Industries of meat processing, baking and modified dairy products are the largest consumerof sodium caseinate. The various food products in which sodium caseinate is used consist of variouskinds of sausages, meat-based and milk-based instant breakfasts, modified milk, whipped cream,coffee whiteners, non-dairy creams, desserts, sauces, soups, bread, doughs, crackers (biscuits), dieteticproducts and various protein-enriched products. . Other casein products, used in a descending order inthe food industry are calcium caseinate, potassium caseinate, other caseinates, and, finally, purecasein.
Other soluble forms of casein are produced using phosphates, carbonates, and other salts as thesolubilizers. Magnesium caseinate is prepared from casein and a magnesium base or basic salt suchas magnesium oxide, magnesium hydroxide, carbonate or phosphate or by ion exchange. Compoundsof casein with aluminium may be prepared for medicinal use or for use as an emulsifier in meatproducts. Heavy metal derivatives of casein, which have been used principally for therapeuticpurposes, include those containing silver, mercury, iron and bismuth. Iron and copper caseinates havealso been prepared by ion exchange for use in infant and dietetic products
One another form of casein that is commonly used in the food industry is the hydrolysate. Casein canbe hydrolysed with acid, alkali or proteolytic enzymes. Today, casein hydrolysates have assumed anew dimension in food industry. They find use in wide ranges of soups, gravies, sauces, drinks,vegetable and fruit juices, flavourings and nutritional, dietetic and formulated foods. They are alsoused as ingredients in crackers, snack foods, and other food products. Casein hydrolysates obtained byacid hydrolysis have a meat-like flavor. These are, therefore, used to accentuate the meat flavor inheat-treated canned and dried meat products such as soups.

43
2. Bakery productsCasein and casein derivatives are mainly used in bakery products to enhance flavour and othersensory properties and also for nutritional fortification of the wheat flour. The limiting amino acid(lysine) in most cereal proteins can be very well complemented with dairy proteins. Casein/caseinatescan be added to breakfast cereals, milk biscuits and protein-enriched bread. The PER of wheat flour isonly 1.1, compared with 2.5 for casein. By supplementing the wheat flour with casein, it is possible toincrease considerably the PER of the mixture. For instance, for a 50:50 mixture of casein and wheatprotein, the PER can be raised to 2.2 - 2.3. One of the most important functional characteristics ofcasein products in bakery products is its water binding capacity.
Acid and rennet casein, sodium caseinate and calcium caseinate can be used in bread making and areadded at a level of 15-20% of the wheat flour. A satisfactory loaf volume can be obtained by the useof casein products. The physical structure of bread reflects the unique properties of the major proteinsof wheat flour. Upon hydration, gluten forms a stretchable viscoelastic network that can entrap gasproduced by yeasts. The structure stabilizes during baking. Bread, with milk proteins added in oneform or another, shows a good crumb structure, bread yield, flavour and keeping quality. In themanufacturing of high protein biscuits, milk proteins play an important role as they increase thenutritive value and also the texture.
Milk proteins are often incorporated into the base flour for pasta manufacture for the purpose ofenhancing nutritional quality and to improve texture. Products fortified by addition of sodium orcalcium caseinate prior to extrusion include macaroni and pasta.
3. Modified dairy productsThe use of sodium caseinate in the dairy industry and in the manufacture of modified milk productshas increased all around the world. The addition of 1% sodium caseinate into UHT low-fat milkfortifies this dietetic drink with protein. The addition of sodium caseinate to cultured milk productssimultaneously increases the nutritive value and improves the technological quality of products.
Milk Protein products are widely used to supplement the protein content and, therefore, enhancesensory characteristics of conventionally processed dairy products and are also used in the productionof a range of imitation dairy products. Imitation cheeses are made from vegetable fat, caseins, saltsand water and are used in pizza, lasgne and sauces and on burgers, grilled sandwiches, macaroni etc.,at a significant cost-saving compared to the use of natural cheese. The functional properties of rennetcasein that favour its use in imitation cheese include fat and water binding, texture enhancing, meltingproperties, stringiness and shredding ability.
Sodium caseinate is used in powdered coffee creamers, which also contain vegetable fat, acarbohydrate source and added emulsifier and stabilizers. These creamers are cheaper, have a longershelf life and are more convenient to use (e.g. they require no refrigeration) than fresh coffee creams.In these products, sodium caseinate acts as an emulsifier/fat encapsulator and whitener, imparts bodyand flavour and promotes resistance to feathering.
Sodium caseinate is used to increase gel firmness and reduce synersis in yoghurts, and is added tomilk shakes for its emulsifying and foaming properties. Sodium caseinate is also used as anemulsifying and fat encapsulating agent in the manufacture of high-fat powders for use as shorteningsin baking or cooking. Dry whipping fats or whipping creams contain casein products.
A procedure for the manufacture of a soluble casein concentrate suitable as an ingredient in babyfoods and dietetic foods was developed in the former USSR. Precipitated casein is dissolved byadding 2.8% sodium citrate, 3.2% calcium citrate, and 5% sodium bicarbonate to it and the product isdried and ground.

44
4. BeveragesCasein products are used as stabilizers or for their whipping and foaming properties in drinkingchocolate, fizzy drinks and fruit beverages. There is also alarge market for sodium caseinate as anemulsifier in cream liqueurs and to a lesser extent in wine aperitifs. Cream liqueurs typically contain16% (w/w) milk fat, 3.3% sodium caseinate, 19 % added sugar and 14 % ethanol. Trisodium citrate isalso added to prevent calcium-induced age gelation. Casein products have also been used in the wineand beer industries as fining agent, to decrease colour and astringency and to aid in clarification.
5. ConfectioneryCaseins are used in toffee, caramel, fudge and other confections as they form a firm, resilient, chewymatrix on heating and they contribute water binding and aid emulsification. Casein hydrolysates areused as foaming agents in place of egg albumen in marshmallow and nougat as they confer stability tohigh cooking temperatures and good flavour and browning properties.
6. Meat productsThe possibility of the production of simulated meat by using artificial protein fibers based on caseinhas been investigated for several years. This field is protected by a variety of patents. The basicprinciple described in one of them consists of the extrusion of a sodium caseinate solution through adie with small openings into an acidic medium. Care must be taken that the continuity of casein fibersis maintained at all times. The patent covers the production facility scheme and 26 products based onsodium caseinate. Using characteristic flavors, coloring agents, and other ingredients, it is possible toproduce simulated beef, chicken meat, pork, bacon, ham, and even fish, all of which have the tasteand texture of the products being simulated.
The use of caseinates in meat products is traditional and has been used for 30 years as a potentialfunctional protein ingredient in meat industry and it has gone far since then. Today the best-documented non-meat ingredient in meat products is caseinates round the globe. Besides nutritionalvalue, they are mainly used due to their excellent water binding and emulsifying properties and,therefore, the major application field is that of the rather comminuted meat products. Amongst manyother functional properties, the bland flavour and neutral colour of caseinates deserve a specialmention. The caseinates get their functionality from their unique molecular characteristics. Theyhave a random coil structure with a low percentage of helix. They show no heat gelation ordenaturation and have a high viscosity in solution. The ability of caseinates to bind moisture throughH-bonding and entrapment thereby enhancing the yield of end products, has been used beneficially invarious meat and sausage preparations. In addition, their salt tolerance and high protein contentattract many meat traders.
The functional behaviour of milk proteins in comminuted meat products have been studied by Hungand Zayas (1992). Milk proteins have been utilized as fillers, binders and extenders in cookedcomminuted meat products to reduce cook shrink and formulation cost, as well as to improveemulsifying capacity, emulsion stability, water binding, potential nutritive value and slicingcharacteristics. The dairy proteins can also improve or alter the consumer acceptance (flavour,mouthfeel, colour, appearance etc.) of the finished product. These proteins significantly increase thegel strength of meat proteins and it has been shown that there is a synergistic effect between milkproteins and salt soluble meat proteins, through covalent cross-linkages. The functionally designeddairy ingredients, especially milk protein products, have held their position in this competitive sectorbecause they exhibit good functionality features and affecting the final product in a desirable way.Choice of dairy by-products in meat industry is often more guided by economic criteria. Surpluscaseins have been used for substituting more expensive meat and egg proteins in Western countries.Even in this area, competition from vegetable proteins is increasing. Milk proteins, however, are

45
preferred ingredients for their functional supremacy, their good flavour, colour and nutritional profile,because of which they are able to keep their foothold with vegetable protein products.
In comminuted meat products, a considerable amount of free fat is released during the manufacture ofthese products, which must be stabilized. Caseinates, when used in the desired way, not only stabilizethe fat, but also impart water binding and consistency. They do retain a part of the soluble fraction ofmeat proteins in their native form, which otherwise prone to denaturation at the interface, enabling itavailable for gel formation upon heating (Schut and Brouwer, 1971) possibly through protein-proteininteractions of meat and milk analogues. Consequently caseinates, a milk protein derivative, is awidely accepted functional protein giving the meat product a better stability. This kind of protein alsohas many hydrophobic groups. This could be one of the several reasons why they are perfectemulsifiers, and are active at the fat-water interface to prevent fat separation. Besides they areperfectly water soluble, a truly desirable characteristic in several restructured meat products. It furthersupplements and complements the native meat proteins and does not doubt the naturality of productswhen utilised in functional proportions, i.e. less than 3 percent (Visser, 1984).
Though caseinates may be employed in dry or pre-solubilised form at the beginning of thecomminuting process, optimum stability results are obtained when they are processed in the form ofpreviously prepared caseinate/fat/water emulsion (Schut and Brouwer, 1975; Visser, 1984). Sodiumcaseinate is the most versatile of all milk proteins and disperses well in water or melted fats. Uponaddition of warm water during processing, sodium caseinate dispersion hydrate and the resultingcolloidal solution forms a base for subsequent emulsions. The technologically more difficult andcheaper type of fat,such as of beef and sheep may be perfectly used by pre-emulsifying withcaseinates. The rationale of using sodium caseinate in emulsion technology is based on its manifoldchemical reactivity. The reactivity of caseinates lies in the unique distribution of the electricalcharges on the polymeric molecule, its hydrogen bonding ability and its richness of hydrophilic aswell as lipophilic bonding sites. The more complex colloidal chemical performance of caseinates canbe accentuated by its reactivity with lecithin and carrageenan.
Addition of caseinate stabilizes the meat emulsion as required in the sausage mix. It thickens thegravy during frying and prevents it running out, but excess incorporation of caseinate may result indrying up of the sausages. Further addition of water-absorbent materials becomes essential whensodium caseinate concentration in sausages exceeds 5% (Salavatulina et al., 1983). The greater waterholding capacity, lower viscosity and lower cooking losses of sausage batters containing 2% sodiumcaseinate in comparison to all meat control were observed by Hung and Zayas (1992).
The nutritional value of sausage products, in which part of the meat protein replaced with otherproteins was studied by Safronova (1983). The nutritional value of proteins in sausages dependeddirectly on the levels of replacement; for sodium caseinate 50% of the meat protein could be replacedwithout any adverse effect on it. Usage of a very high viscosity sodium caseinate as an effective meatbinder has been found to be desirable in some meat products, because of its greater water binding andgelling properties.
The effect of sodium and calcium caseinates on the functional quality of nuggets made from spent henmeat has been studied by Rao et al. (1994a,b). They observed that with 2% incorporation of sodiumcaseinate or 1% calcium caseinate, the yields were improved, protein content was higher andbrightness scores were higher for nuggets containing caseinates as compared to control nuggets. Thefrying losses were also lesser for caseinate added nuggets. The texture profile analysis revealedhigher firmness and springiness for sodium caseinate containing chicken nuggets and highercohesiveness and gumminess for nuggets having calcium caseinate (Rao et al., 1996).

46
7. Dietary, pharmaceutical and medical applicationSince milk protein products are of high nutritional quality, they are used extensively in dietarypreparations for people who are ill or convalescing, for malnourished children in developing countrieson a therapeutic diet and for people on weight-reducing diets. Caseins are used in special preparationsto enhance athletic performance and have been incorporated into formula diets for space feeding.
While casein products are not generally used in infant formulae, they are used extensively inspecialized preparations for infants with specific nutritional problems. Caseinates are used in low-lactose formulae for lactose-intolerant infants while various types of caseinates have been used ininfant foods with a specific mineral balance, e.g. low-sodium infant formulae for children withspecific renal problems. Casein hydrolysates are used in specialized foods for premature infants, informulae for infant suffering from diarrhea, gastroenteritis, galactosaemia and malabsorption. Aspecial casein hydrolysate, low in phenylalanine, has been prepared for use in formulae for feedinginfants with phenylketonuria. Casein products are also added to various foods for children and infantsand to drinks as a nutritional supplement.
Diets that are suitable for geriatrics, high-energy supplements, weight-control diets, hypoallergenicinfant formulas and therapeutic or enteric diets are some of the areas in which casein hydrolysates aremost useful. casein hydrolysates are boon to people who are suffering from protein allergy orstomach disorders and to those who require easily digestible foods. The production of hydrolysedprotein provides an opportunity for the dietary management of patients with various digestivedisorders as a result of pancreatic malfunction, pre- and post-operative abdominal surgical patients,patients on geriatric and convalescent feeding and others who for various reasons are not able toingest a normal diet. Casein hydrolysates also have pharmaceutical applications in intensive carefoods, anemia treatment, prevention of blood cholesterol, treatment of dental diseases and inadministration of amino acid mixture intravenously.
Specific drugs have been produced from casein; -casein is useed as raw material for production of -casomorphins, tetra- to hepta-peptides which can regulate sleep, hunger or insulin secretion.Sulphonated glycopeptides prepared from casein have been used for the treatment of gastric ulcers. Itis claimed that the use of casein in toothpaste prevents dental caries, in cosmetics it conceals facialwrinkles and in special therapeutic creams it heals wounds.
8. Selected ReadingHung, S.C. and Zayas, J.F. (1992) Functionality of milk proteins and corngerm protein flour in comminuted
meat products. J. Food Qual., 15: 139-152.Mann, E.J. (1989) Dairy ingredients in meat products. Dairy Indus. Inter., 54(2): 9-10.Rao, K.V.S.S., Anjaneyulu, A.S.R., Singh, R.R.B., Rao, K.H. and Yadav, P.L. (1994a) Effect of sodium
caseinate on the fuctional quality of nuggets from spent hen meat. Ind. J. Poultry Sci., 29(1): 115-116.Rao, K.H., Singh, R.R.B., Anjaneyulu, A.S.R., Rao, K.V.S.S. and Yadav, P.L. (1996) Evaluation of caseinates
and refined wheat flour as emulsion stabilizers in chicken nuggets. Proc. XX World's poultry Cong., Vol-IV,PP 435.
Schmidt, D.G. (1986). "Association of Caseins and Casein Micelle Structure." In Developments in DairyChemistry. 1. Proteins, P.F. Fox, ed. Elsevier, London, pp. 61-86.
Mulvihill, D.M. (1992) "Production, functional properties and utilization of milk protein products." In AdvancedDairy Chemistry. Vol. 1. Proteins, P.F. Fox, ed. Elsevier Applied Science, London, pp. 369-404.
Caric, M. (1990). Technology of Concentrated and Dried Dairy Products, 3rd ed. Naucna Knjiga, Beograd,Yugosla via, 293 pp. (in Serbian).
Mann, E.J. (1991). Dairy Ind. Int. 56, 13-14.Fichtali, J., Voort van de, F.R., and Khuri, A.I. (1990). J. Food Process Eng. 12, 247-258.

47
Encapsulation of Herbal Bioactives through Double Emulsion Technology
Sathish Kumar, M.H., Heena Lamba and Latha Sabikhi
Dairy Technology Division
1. Introduction
Plant bioactive refers to those plant components that incur some health benefits apart from maintaining
the normal metabolism of the body. Source of plant bioactive substances include plant derived foods like
fruits, vegetables, food grains, tree nuts, pulses and drinks like tea, coffee, cocoa, wine, beer, edible oils,
spice and herbal extracts. Plant bioactives fall under following major categories i.e. fatty acids (ω-3 fatty
acids), carotenoids (α-carotene, β-carotene, β-cryptoxanthin, lycopene, lutein and zeaxanthin),
antioxidants (tocopherols, flavonoids and polyphenols), flavonoids (flavonols, flavan-3-ols, flavones,
flavanones and anthocyanidins), glucosinolates, phytoestrogens (isoflavones and lignans), sulphur
containing bioactive compounds, terpenoids, dietary fibres, fat soluble vitamins (A, D, E and K) and
phytosterols (stigmasterol, β-sitosterol and campesterol). Bioactive compounds belong to ‘non-nutritive’
group and have been shown to provide protection against oxidative degenerative diseases like coronary
heart disease, cardiovascular disease, ischemic stroke, cancer, Alzheimer’s disease and lung disorders
such as obstructive pulmonary disease. There is a growing need of incorporation of such bioactive
compounds in functional foods, but this poses several challenges for the researchers because of the
physical and chemical instability when extracted from its source. Due to its instability when incorporated
in a food matrix, it is difficult to maintain its bioactivity or effectiveness through processing, storage,
transport and consumption. Bioactivity of the components could be maintained using appropriate delivery
systems, to which properties such as solubility, polarity and charge of the bioactive component are
compatible. Delivery system functionality refers to the sensory and physical impact it will have when
added in final food matrix.
Double emulsion, in this respect, is gaining popularity since the last two decades as a delivery vehicle for
target delivery, because of the following reasons:
1. It allows the substance to be released at a controlled rate in the desired location
2. Variation in composition and particle size affected the availability of bioactive components
Double emulsions, are the emulsions in which the dispersed phase is itself an emulsion present as fine
droplets. They are mainly of two types: oil-in-water-in-oil (O/W/O) and water-in-oil-in-water (W/O/W).
In O/W/O, oil is first dispersed in water and then this emulsion is dispersed in a second oil phase.
Similarly for W/O/W, water is first dispersed in oil which is then dispersed in another water phase.
Further, based on number of internal droplets they are divided into 3 major types i.e. type A, B and C.
Type-A or ‘core-shell’ type multiple emulsion has internal phase as only one large internal droplet,
whereas type-B and type-C multiple emulsions consists of few and several number of small internal
droplets respectively.
2. Formation of Double Emulsion
A number of methods can be employed for double emulsion formation. Different methods have been
adopted for formation of stable double emulsions. These can be broadly divided into two categories: high
shear devices and membrane emulsification. High shear devices used for double emulsion preparation

48
includes: ultrasonicator, high pressure homogeniser, ultraturrax (high shear mixer) and microfluidiser.
General principle behind use of such devices is the high shear produced by cavitation, collision and
turbulence, which causes breakdown and uniform dispersion of the dispersed phase. Microfluidics is a
field which sums up the principles of engineering and physics to bring innovative techniques in handling
smaller volumes of fluids in order to achieve certain objectives/ applications. A lot of innovation has been
made in microfluidics to broaden its application in stable double emulsion preparation. Microfluidiser is
by far the most efficient equipment forming designed double emulsion (intended for specific purpose and
having uniform internal structure). It makes use of different flow rates inside interaction chamber to
simulate formation of desired internal structure.
2.1 Oil Phase
Food based double emulsions usually have vegetable oil as oil phase. Canola oil medium chain
triglyceride (MCT) rich oil (MIGLYOL), rice bran oil, soybean oil and rapeseed oil have been tried
successfully as oil phase in double emulsions.
2.2 Aqueous Phase
It usually composed of Milli-Q water, RO water or demineralised water along with 0.01-0.02% of sodium
azide as preservative. Acidity regulators are used to adjust the pH to desired value for encapsulating
bioactives. Buffers can also be used as aqueous phase to maintain the pH of the system.
2.3 Emulsifiers
They are amphiphillic compounds containing both hydrophilic and lipophilic groups that can accumulate
in interfacial area. It thus has the capability of lowering interfacial tension and stabilise the interface
formed between two immiscible liquids in an emulsion. Amount of emulsifiers has prominent effect on
emulsion properties, as lower amounts may result in unstable system, whereas higher amounts may also
lead to destabilization. A combination of hydrophilic and hydrophobic emulsifiers is usually employed to
stabilise double emulsions. Polymeric emulsifiers are preferred over monomeric emulsifiers owing to
their minimal or negligible migration. Double emulsions have three phases and thus require use of both
hydrophilic as well as hydrophobic types of emulsifiers to stabilise the two interfaces. Hydrophilic
emulsifiers are mostly proteins or polysaccharides in nature, like whey or soy, sodium caseinate bile acid,
polysorbitan-monolaurat 80 or Tween 80, polysorbiton-monolaurat 20 or Tween 20, SUPER GUMTM
which is modified gum Arabic, Panodan SDK which are esters of monoglycerides and diglycerides of
diacetyl tartaric acid, and β-lactoglobulin isolated from whey protein isolates (WPI). Hydrophobic
emulsifiers having HLB value of four or less are used to emulsify water droplets in oil phase. They have
higher proportion of non polar groups and thus are soluble in oil or lipid phase. The most commonly used
hydrophobic emulsifier in food based double emulsions is PGPR i.e. polyglycerol ester of polyricinoleic
acid, which is a high molecular weight compound obtained from castor beans.
3. Stability of Double Emulsion
Degree of shear produced by the device dictates the stability of double emulsion. High shear rate device is
required for formation of primary emulsion, while a low shear rate device is used for the dispersion of
primary emulsion to avoid breaking of double emulsion structure. Type of dispersing device also has
great impact on the particle size of the double emulsion which in turn effect encapsulation efficiency and
emulsion stability

49
4. Size of the Double Emulsion – Crucial for stability
Particle size is a very crucial parameter in deciding the application of double emulsion. Nano-sized
particles are most suitable for delivery systems. Device like ultraturrax produce particle size in the range
of micrometers, whereas nano-sized double emulsions can be prepared using devices like high pressure
homogeniser, sonicator and microfluidiser. Membranes along with microporous glass or ceramic can also
be used for emulsification. Double emulsion prepared through membrane emulsification showed higher
stability, uniform particle size and no leakage of the contents from inner aqueous to outer aqueous phase.
5. Applications of Double Emulsions
Double emulsions provide protective encapsulation to bioactive substances (hydrophilic and hydrophobic)
in the internal droplets. They are mainly used in applications where controlled (sustained and delayed)
release of bioactive ingredients is desired. They have established industrial applications in various fields
such as pharmaceuticals and cosmetics as a means of microencapsulation of drugs. Applications of double
emulsions in the food industry have been reported in areas like:
Encapsulation and controlled release of flavours, bioactive compounds (both hydrophilic and
hydrophobic), microorganisms or probiotics and nutrients like vitamins and minerals.
Manufacture of low calorie food products e.g. low-fat dressing, low-fat whipping cream and low-fat
cheese.
Manufacture of food products with improved sensory characteristics Encapsulation of substances
having objectionable flavours
Prevention of exposure of sensitive substances from destabilising factors like light, oxygen and heat
Target delivery of drugs and antigens
6. Conclusion
Instability has always remained the key issue regarding commercialisation of this technique. Its
application in food is restricted to the use of all food based ingredients, especially emulsifiers for the
preparation of stable double emulsions. However in the last two decades, a remarkable improvement in
the stability of double emulsions were evident with the use of biopolymer complexes and conjugates as
emulsifiers. Difficulties in scaling up of the process have been tackled by the entry of new processing
equipments like microfluidiser. Plant bioactives are emerging in the field of health and nutrition because
of their vast therapeutic benefits. There is a growing interest in development of functional foods enriched
with plant bioactives. Double emulsions, because of their properties such as controlled release and target
delivery under suitable conditions are considered appropriate delivery vehicles for plant bioactives in
food.

50
Designing of Herb Based Traditional Dairy Products
Writdhama Prasad and Kaushik Khamrui
Dairy Technology Division
1. Introduction
Herbs and spices are common food adjuncts, which have been used as flavoring, seasoning, and coloring
agents and sometimes as preservative, throughout the world for thousands of years, especially in India,
China, and many other southeastern Asian countries. While bringing color and taste to the food, some
spices have long been considered to possess medicinal value and have been effectively used in the
indigenous systems of medicine. Studies on herbs and spices have viewed their bioactive compounds
from the perspective of antioxidants. The antioxidant property of these molecules was explained on the
basis of the availability of hydroxyl group and the system of conjugated double bonds present in these
molecules. Further investigations into the mechanism of action of these molecules have shown that
polyphenols may not merely exert their effects as free radical scavengers, but may also modulate cellular-
signaling processes during inflammation or may themselves serve as signaling agents.
2. Oxidation and Health
The concept of ‘oxidative stress’ hypothesizes that exposure to adverse physiochemical, environmental
and pathological agents disrupts the body's natural balance, and if excess free radicals are not eliminated
by antioxidants, they may damage crucial extracellular or cellular components. Free radicals are highly
unstable chemical species containing one or more unpaired electrons. In order to attain stability they
extract electrons from other chemicals, which damages the latter compound(s). One of the many free
radicals important for human health is Reactive Oxygen Species (ROS). (ROS) are: (1) generated during
irradiation by UV light, by X-rays and by gamma rays; (2) products of metal-catalyzed reactions; (3)
present as pollutants in the atmosphere; (4) produced by neutrophils and macrophages during
inflammation; (5) continuously produced in our body through various endogenous enzymes; (6) by-
products of mitochondria-catalyzed electron transport reactions and other mechanisms. ROS level in our
body is maintained by various regulatory mechanisms but, higher levels of ROS could be induced by
exposure to external oxidant substances or a failure in the defense mechanisms.
About 5% or more of the inhaled oxygen is converted to reactive oxygen species (ROS) such as O2-, H2O2
and OH- by univalent reduction of inhailed oxygen. ROS are potentially damaging transient chemical
species due to the fact that upto certain levels, they are essential to us for energy supply, detoxification,
chemical signaling and immune function, while on other hand, at higher levels, they damages cell
structures, DNA, lipids and proteins, they attack cellular components involving polyunsaturated fatty acid
residues of phospholipids, side chains of all amino acid residues of proteins, in particular cysteine and
methionine residues and all the components of DNA molecule, damaging both the purine and pyrimidine
bases and also the deoxyribose backbone and thus increases risk of more than 30 different diseases. The
most notorious among them being neurodegenerative conditions like Alzheimer’s disease (AD), mild
cognitive impairment (MCI) and Parkinson’s disease (PD). Other diseases include highly disabling
vascular pathologies like cardiovascular disease (CVD) and cardiac failure.
The harmful effects of ROS are balanced by the antioxidant. Thus, there appears a regular need of anti-
oxidants in our body, to prevent such oxidation associated diseases. Epidemiological evidence indicates
existence of correlation between increased dietary intake of antioxidants and a lower incidence of

51
morbidity and mortality. An anti-oxidant is a substance that significantly delays or prevents oxidation of
cell contents including proteins, lipids, carbohydrates and DNA (Gupta et al., 2006). In nature, there are
a wide variety of naturally occurring anti-oxidants which are different in their composition, physical and
chemical properties, mechanism and site of action (Naik, 2003). Kinetically antioxidants can be
classifieds into six categories as: (1) Antioxidants that break chains by reacting with peroxyl radicals
having weak O-H or N-H bonds: phenol, napthol, hydroquinone, aromatic amines and aminophenols. (2)
Antioxidants that break chains by reacting with alkyl radicals: quinones, nitrones, iminoquinones. (3)
Hydro peroxide decomposing antioxidants: sulphide, phosphide, thiophosphate. (4) Metal deactivating
antioxidants: diamines, hydroxyl acids and bifunctional compounds. (5) Cyclic chain terminating
antioxidants: aromatic amines, nitroxyl radical, variable valence metal compounds. (6) Synergistic action
of several antioxidants: phenol sulphide in which phenolic group reacts with peroxyl radical and sulphide
group with hydro peroxide.
3. Findings for potential application of herbs or herbal components for food preservation:
With the concept of hurdle technology, a number of potential synergists have can be studied for use with
herbs such as low pH, low water activity, chelators, low oxygen tension, mild heat and raised pressure,
even some of these have been studied in foods, viz., effect of additives and with preservation techniques
of mild heat treatment, high hydrostatic pressure and anaerobic packaging.
Table: Biological activities of some commonly used herbs
Botanical name Chemical constituents Biological activities
Curcuma longa
(Turmeric)
Curcumin, beta-pinene,
camphene, eugenol, beta-
sitosterol
For cleaning blood, in cough and dysponoea
management, antifertility agent, for malarial fever
Cuscuta reflex
(Akashbela)
Flavonoid, dulcitol,
bergenin, coumarins,
glycosides, lactone
Carminative, anthelmintic, purgative, diuretic,
jaundice, bilious disorder, anti-fertility drug
Emblica
officinalis
(Amla)
Vitamin C, polyphenols
(ellagic acid, gallic acid
and tannins)
Useful in burning sensations, vomiting, urinary
discharges, leprosy, constipation, inflammations,
piles, anemia.
Glycyrrhiza
glabra
(Mulethi)
Glycyrrhizin, flavonoids,
liquiritin, isoliquiritin,
rhamnoliquiritin
Diuretic, emmenagogue, vomiting, asthama,
bronchitis, acute conjunctivitis, curing wounds, in
peptic ulcers.
Psoralea
corylifolia
(Babchi)
Essential oil, fixed oil,
resin, bakuchiol
Purgative, stomachic, anthelmintic, stimulant,
asphrodisiac, leucoderma, scabies, biliousness, in
various blood and skin diseases.
Santalum album
(Safed-chandan)
Volatile oil, santalol, beta-
sitosterol
Antipyretic, aphrodisiac, useful in diseases of heart,
bronchitis, small pox, seeds in the skin diseases
Combinations of oregano EO with sodium nitrite have been studied for their effect on growth and toxin
production by C. botulinum. It was found that Oregano oil acted synergistically with nitrite to inhibit
growth in broth, whereas oregano oil applied alone at up to 400 ppm had no significant inhibitive effect
on growth. The proposed mechanism of synergism depends on oregano EO reducing the number of spores
which germinate and sodium nitrite inhibiting the outgrowth of spores.

52
Synergistic effect of the essential oil from different herbs were also found to have higher activity than
their individual application in certain cases, viz., simultaneous application of nisin and carvacrol or
thymol caused a larger decline in viable counts for strains of B. cereus than was observed when the
antimicrobials were individually applied. Also, it was found that at pH 7 the synergistic action of nisin
and carvacrol was significantly greater at 30OC than at 8
OC, which would appear to indicate temperature-
induced changes in the permeability of the cytoplasmic membrane.
Thymol and carvacrol was shown to have synergistic effect with high hydrostatic pressure (HHP).
Growth of L. monocytogenes cells were reduced more by combined treatment with 300 MPa HHP and
thymol or carvacrol addition than by the separate treatments. This could be due to the fact that both the
herb as well as HHP causes damage to the cell membrane.
Antibacterial activity of Essential Oil was also influenced by the degree to which oxygen is available
(Paster et al., 1990), this could be due to in the absence or at lower oxygen concentrations, oxidative
changes are reduced and also microbes shift to anaerobic metabolism for meeting energy requirements, at
which they are more sensitive. The authors have reported increased antibacterial activity of oregano and
thyme against S. typhimurium and Staph. aureus at low oxygen levels.
4. Incorporation of herbs in milk based products
Fat rich products deteriorates by fat auto-oxidation which leads to generation of off flavors accompanied
by the formation of hydroperoxides which are harmful to human health. Phenolic compounds such as
catechin, catechol, resorcinol, quercetin, and kaempferol inhibit oxidative rancidity in margarine, milk
powder, ghee and buttermilk. Sage (Salvia officinalis) and rosemary (Rosmarinus officinallis) extracts are
one of the most widely used source of natural anti-oxidants. Their extracts are reported to have
antioxidant activity many times stronger than synthetic antioxidants like BHA or BHT.
Addition of rosemary (Rosmarinus officinalis L.) at 7.5% (DM basis) in sheep ghee has shown an
antioxidant effect equivalent to that of mixture of BHA and BHT (250 p.p.m. of a 1:1 mixture of BHA
and BHT) during storage at 78°C. Addition of sage ethanolic extract at 0.1-0.2% (w/w) to sweet cream
directly before churning affected lower level of peroxide value during storage of butter and butter fat at
20 and 60 °C, respectively. Herbal ghee incorporating functional attributes of arjuna has also been
developed for providing beneficial effects against cardiovascular diseases and the product was more
stable to oxidative deterioration as compared to conventional ghee (Rajnikant, 2005; Parmar, 2012).
Freeze-dried hydrodistilled extract of clove (Syzygium aromaticum L.), caraway (Carum carvil L.) and
coriander (Coriandum sativum L.) exhibited antioxidant effect in terms of acid value, peroxide value and
thiobarbituric acid test in the order of clove > coriander > caraway when added at 400 ppm level in butter
oil. Similarly, methanolic extracts of sage, rosemary and oregano were also found to be effective in
retardation of oxidation (TBA test, peroxide value) and lypolisis (FFA) processes in butter. Addition of
Satureja cilicica Essential Oil in butter exhibited strong antioxidant activity. However, the addition of
dried sage and rosemary did not prevent the lipolysis and formation of peroxides during low temperature
storage of the sour-cream butter.
Herbs viz turmeric (Curcuma longa L.), coriander (Coriandrum sativum L.), curry leaf (Murraya koenigii
L.), spinach (Spinacia oleracea) and aonla (Emblica officinalis) incorporation into Sandesh to induce the
antioxidant properties into the product. The authors have reported that the total antioxidative status of
herbal sandesh was lower than samples with TBHQ but similar to those with 200 mg/kg BHA: BHT
(1:1), and even with relatively relatively less anti-oxidative status, all the anti-oxidant added samples
exhibited increased shelf life.

53
5. Conclusion and Future Prospects
Herbs are also rich sources of beneficial compounds including antioxidants and components that can be
used in functional foods. In India more than 70% of the population use herbal drugs for their health,
which is based upon experience-based evidences. Much remains to be done to understand the mechanisms
of action for antioxidants, their impact on various types of tumors, the degree to which antioxidants are
absorbed from foods, and what effective concentrations are needed in humans to reduce oxidative stress at
the tissue or cellular level and how the antioxidant capacity of foods and food components relates to
physiologic events in humans.
To facilitate research in this area, there remains a need to collect additional data on the antioxidant
capacity of herbs, spices, and their bioactive components from in vivo, in vitro, and clinical studies and
establish more detailed research databases to serve as a repository for this data from a variety of
disciplines to promote trans-disciplinary research and ultimately aid in fostering new discoveries.
The need of the day is to encourage to encourage incorporation of these herbs to as many food items as
possible and validate their potential by human trials. Due to the rising consumer interest towards non-
synthetic chemical additives, these herbal foods should be supported by government schemes to increase
their marketability, availability and consumption trend.
6. Suggested readings:
Bin Shan, Yi-Zhong Cai, John D. Brooks, and Harold Corke. (2011) Potential Application of Spice and Herb
Extracts as Natural Preservatives in Cheese. Journal of Medicinal Food, 14 284-290.
Flora J S (2009) Structural, chemical and biological aspects of antioxidants for strategies against metal and metalloid
exposure, Oxidative Medicine and Cellular Longevity, 2(4): 191-206.
Halliwell B, & Gutteridge J M C (1999) Free radicals in biology and medicine (3rd ed.). Oxford University Press.
Maxell S RJ (1995) Prospects for the use of anti-oxidants therapies, Drugs, 49 345-361.
Thakur, R. (2013). Study of antioxidant, antibacterial and anti-inflammatory activity of cinnamon
(Cinamomumtamala), ginger (Zingiberofficinale) and turmeric (Curcuma longa). American Journal of Life
Sciences, 1(6): 273-277.
Tuba, A., and Ilhami, G. (2008). Antioxidant and radical scavenging properties of curcumin. Journal of Chemico–
Biological Interactions, 174: 27–37.
Vankar P S, Shanker R, Srivastava J and Tiwari V (2006) Change in Antioxidant Activity of Spices- Tumeric and
Ginger on Heat Treatment. Journal Environment of Agriculture and Food Chemistry, 5 1313-1317.
Yadav D, Kumar S, Krishen R and Mohammad M (2013) Turmeric (Curcuma longa L.): A promising spice for
phytochemical and pharmacological activities. International Journal of Green Pharmacy, 7 85-89.

54
Selected Alternative Processes in Dairy and Food Processing
Meena, G.S., Singh, A.K., Borad, S.G. and Parmar, P.T.
Dairy Technology Division
1. Introduction
From decades, foods are thermally being processed to enhance their shelf life and also to ensure food
safety. From different thermal processes (pasteurization, sterilization, boiling, canning, drying and others)
only a single or their combination can be employed on the ground of thermal severity to process a
particular food item in dairy or food industry which ultimately governed by desired food form and its
physico-chemical, textural, sensorial, nutritional attributes and microbial quality. Microbial safety of
these processes have established over the years but the destruction of desired nutritional and sensorial
attributes in the treated food as well as consumption of time and energy; environmental protection (i.e.
minimum waste generation) are the remained limiting factors for such processes. Vast difference in the
food habits of ever-growing population and their awareness towards food quality (nutritional, functional,
sensorial or wholesomeness), safety, environment have forced the global scientists and researchers to
develop new or improved food processing technologies. In last decades, several such technologies which
are thermal (Microwave and radio frequency heating, Ohmic heating, High pressure treatment and others)
as well as non-thermal (Pulsed electric field treatment, Pulsed or white light heating, Ultrasound, UV
treatment, irradiation, Osmotic dehydration, Membrane processing etc.) in nature are being evolved and
evaluated as an alternative to the classical traditional processes (Ahmed and Ramaswamy, 2007). Some
of these thermal and non-thermal processes are being discussed in the following section.
2. Irradiation
Irradiation was developed around hundred years ago and presently, it is considered as a well-established,
scientifically proven safe technique being used for food processing. In general, irradiation is a process
accomplished with the help of different radiations (i.e. γ rays, UV rays, X-rays etc.). In this process, target
food is usually exposed to both ionizing (having enough energy to remove the electron from the orbitals)
and non- ionizing (lack in sufficient energy to remove the electron from the orbital) radiations to destroy
micro-organisms, viruses and other insects that might be present in target food without inducing major
chemical changes. This technology is not only helpful in prevention of food products decay through
sterilization of micro-organisms, but also improves both safety and shelf-stability with the retention of
products wholesomeness. Thus, it falls under minimal processing category, globally being used for food,
pharmaceutical and medicinal applications except Europe where it has got least utilization. Currently,
beside food preservation, irradiation is gaining popularity in other applications also viz., cross-linking of
synthetic and biopolymers, elimination of toxic materials including food allergens, carcinogenic volatile,
N-nitrosamines, embryotoxicity of gossypol and modification of proteins etc. Microwave processing that
has become quite popular up to domestic level has been discussed here. Microwaves (MW) are, non-
ionizing type radiation that stands between Radio and Infrared waves and represents one part of the
electromagnetic wave spectrum. The frequency (ᶂ) of microwaves ranges from 300 MHz-300 GHz and
their wavelength (λ) ranges from 1mm-1m. (Meredith, 1998; Hoogenboom et al., 2009). A particular set
of frequencies is allotted for Microwave heating commonly known as ‘ISM’ (Industrial, Scientific and
Medical) applications, namely 915 (896 in the UK) and 2450 MHz. Domestic microwaves are usually

55
operated on 2450 MHz frequency having penetration depth of 3-8 cm. Penetration depth of microwaves
which depends on several factors including composition of food is 8-22 cm at 915 MHz frequency
(Decareau, 1985). It had become quite popular in food processing owing to capability to attain
volumetric heating at higher heating rates that results in substantially reduced cooking time, more uniform
heating, safe handling, easy operation and lower maintenance than conventional heating (Salazar-
González et al., 2012; Zhang et al., 2006). Lesser changes in flavor profile and nutritional qualities of
foods are encountered during their microwave heating than conventional heating particularly during
cooking or reheating of foods as reported by Vadivambal and Jayas, (2010).
In microwave heating, food materials acts as an electrical conductor and when they are placed in
microwave cavity, they absorb as well as dissipate heat under the electromagnetic field which, increases
their temperature. The energy of the microwaves is transferred to the foods being processed at a
molecular level via molecular interaction between electromagnetic field and foods due to the friction that
generated from the rotation of dipole molecules. The main mechanisms behind the heating of foods
during microwave heating are dipole rotation and ionic polarization. Water is one of the important
component of almost all food materials and plays a vital role during their dielectric heating due to its
dipolar nature (Oliveira and Franca, 2002). Water in the food is the primary dipolar component
responsible for the dielectric heating. When food material containing positive and negative molecules or
polar and non- polar ions subjected to continuously changing electric field at the rate of microwave
frequency, its molecules tries to align themselves with the ever changing field. Ultimately, rapid as well
as “inside out” generation of heat takes place within the food due to molecules internal friction between
molecules. Polarization of ions i.e. back and forth movement of the ionic molecules trying to align
themselves with the oscillating electric field is the another main mechanism for microwave heating of
foods. The physical state (bound or free) of the food molecules as free ions has better microwave
absorption compared to bound ions (Hippel, 1954; Decareau and Peterson, 1986; Ahmed and
Ramaswamy, 2007).
2.1 Application of Microwave in Dairy and Food Processing
2.1.1 Microwave pasteurization and sterilization
Pasteurization and sterilization are the two most important milk preservation techniques usually used for
the eradication of pathogenic microorganisms and spore formers, inactivation of enzymes and total
destruction of yeasts and molds from milk by exposing it to suitable time-temperature combination in
conventional or alternative processing techniques which also results in providing food safety as well as
enhancement of the milk shelf life. Hamid et al., (1969) studied the pasteurization of milk in a microwave
system and after that among the reported several studies, higher number of studies were conducted to
check shelf-life enhancement of pasteurized milk, ability of a microwaves to inactivate milk pathogens, to
check the impact of microwave heating on milk nutrients, its sensorial attributes as well as non-uniform
temperature distribution at the time of microwave treatment (Jyanes, 1975; Sieber et al., 1996). Recently,
Al-Hilphy and Ali (2013), carried out flash pasteurization of cow milk using microwave (type 956
Kenwood) at 1000 W power level. They also studied the chemical (moisture, fat, lactose, ash and
protein), microbial (TPC & E. coli) and thermo physical (specific heat, viscosity, thermal conductivity
and density) characteristics of the treated sample.
Buffler (1993) reported that Microwave sterilization is superior over conventional retorting as it very
short heat-up time. Moreover, Ohlsson (1987) showed that microwave HTST process (128°C and 3
minutes cooking time) produced better products superior compared to the product that were either canned

56
(120°C/ 45 minutes) or retorted in foil pouches (125°C/ 13 minutes). The slow adaptation of
microwave sterilization on commercial scale was due to non-uniform heating as well as shortage of
consistent methods to validate commercial thermal processes for food safety. Microwave have large
number of applications in food processing such as cooking, blanching, microwave assisted air, vacuum
and freeze drying etc. A detailed review on ‘microwave food processing’ had recently published by
Chandrasekaran et al., (2013). More details about microwave application in dairy industry as well as its
merits and demerits has been earlier reported by author elsewhere (Meena et al., 2014)
3. Application of Membrane Processing
Membrane processing has got the potential to efficiently deal with separation requirements of milk and
the same has made dairy industry as one of the early adopter and potent consumer of membrane
technology. This process require a particular set of equipment’s and process conditions for the production
of a specific innovative dairy ingredient. With the development of more robust membrane systems like
mineral and hybrid membrane systems, membrane applications in dairy industry is continuously growing.
Application of ultrafiltration in dairy processing (Meena et al., 2015), membrane application in the
development of innovative dairy ingredients (Meena et al., 2015) as well as advances in membrane
processing (Meena et al., 2014) has been already reported by author that can be seen. Moreover, potential
applications of membrane processing in milk and whey processing has been shown briefly in Figure 1.

57
Figure 1: Potential applications of membrane processing in milk and whey processing (Adapted
from Lipnizki, 2010).
4. Ohmic heating
In the current competitive situation of food processing sector due to an rapid increasing number of global
consumer that keeps a constant watch on processed food quality as well as the impact of processing
methods on environmental balance motivates the worldwide researchers/scientists to evolve and evaluate
novel processing tools capable to satisfy their customized needs in terms safe, healthy foods without
disturbing the eco-system. Over the decades, a number of alternative thermal as well as non-thermal
processes have been developed to produce foods retaining “wholesomeness” yet the search of other such
novel process is still ongoing. Ohmic heating, microwave as well as the infrared heating, high pressure
processing etc are considered as novel thermal processes while ultrasonication, irradiation, white/ pulsed
light technology, UV rays are falls under the non-thermal novel processes. Barbosa-Cánovas and
Bermúdez-Aguirre (2010) reported that these processes have the potential to provide pasteurized milk
(most common dairy product) that is at par with classical pasteurized milk in terms of nutritional and
sensorial quality attributes and with enhanced shelf-life.
Ohmic heating is one of the novel thermal process which is also known as Joule heating, Electric heating,
electroheating, and electroconductive heating (Vicente et al. 2006). Moreover, recently Varghese et al.,
(2012) reported that this process is one out of different electromagnetic oriented processes like capacitive
dielectric, radiative dielectric, inductive and radiative magnetic heating. The process which, is exclusively
developed to generate as well as dissipate heat within the material (which are suitable for OH, not all)
itself using its own resistance by subjecting it to an alternating current is known as Ohmic heating. Thus,
it is totally differed from other conventional processes which raise the temperature of target food material
through three classical modes of heat transfer i.e. conduction, convection and radiation because the

58
generated heat directly transferred to food omitting the need of any solid-liquid interfaces (Knirsch et al.
2010).
4.1 Principle of Ohmic Heating
In simple words, the basic principle of Ohmic heating consists, flow of electric current (AC) through the
suitable (from which electrical current can pass) food material. As per Ohm’s law (V= I×R) the electrical
energy will convert into thermal energy owing to resistance of food material and also get dissipated
volumetrically there itself. Moreover, the electrical device which uses the resistance of the treated
material to heat it is known as Ohmic or Joule heater (Sakr and liu, 2014). Different components of an
Ohmic heater and its block diagram of this process is shown in Figure 2 while, the relationship between
electrical conductivity and ohmic heating of different foods are given in Table 1.
4.2 Important Terminology Related to Ohmic Heating
4.2.1 Electrical Conductivity (σ)
It is the main parameter that enables the Ohmic heating to occur and also decides the rate of heating in it.
It is measured by the quantity of electricity transferred across a unit area, per unit potential gradient and
per unit time. The electrical conductivity of any substance is typically given by the sum of the electrical
conductivity of individual ions, molar equivalent concentrations of individual ions and molar equivalent
conductivity (Robinson and Stokes, 1959). Ohmic heating is only possible in range 0.01-10 S/m σ while,
it works optimally in the range 0.1-5 S/m of σ. It is the ratio of current density (J) and electrical field
strength (E) and represented as Siemens per meter (S/m) in SI units. It can be calculated by following
formula (Zell et al., 2009).
……....1
Where A is the cross -section area of the material in the heating cell (m2), L- gap between two electrodes
(M), I – electric current (AC) passing through the material (A), V- voltage across the material (V).
4.2.2 Heating Power
The energy (P) given to the ohmic heating system to prescribed temperature are calculated by using the
current (I) and voltage (ΔV) values during heating time (Δt) as reported by Icier and Ilicali, (2005).
4.2.3 Heating Rate
Due to the flow of electrical current through the heating sample, a sensible heat is generated causing the
temperature of the sample rise from Ti (initial) to Tf(final), the amount of heat given to the system can be
calculate from the following equation as reported by Ghnimi et al., (2008):

59
Figure 2: Batch Ohmic Heater© (Meena et al., 2014)
Table 1 Relationship between electrical conductivity and ohmic heating of different foods.
Products σ (S/m) Ohmic heating
Condiments, eggs, yoghurts, milk desserts, fruit juices,
wine, gelatine, hydrocolloids, etc.
> 0.05 Good
Margarine, marmalade, powders, etc. 0.005 < σ < 0.05 Low
Frozen foods, foam, fat, syrup, liquor, etc. < 0.005 Poor
Source: Goullieux and Pain, 2005
4.2.4 Energy Efficiency
Nguyen et al., (2013) defined energy efficiency in OH as
4.2.5 Merits and limitations of Ohmic heating
Merits and limitation of OH system has been recently reported by Sakr and liu, (2014) and shown in
following Table 2.

60
Merits demerits Suggestions for betterment
Very quickly achieve desired
temperature
Lack of generalized
information
Develop predictive, determinable
and reliable models of ohmic heating
patterns
Rapid uniform heating of liquid
with faster heating rates
Requested adjustment
according to the conductivity
of the dairy liquid
Further research should be
conducted to develop a reliable
Feedback control to adjust the supply
power according to the conductivity
change of the dairy liquid
Reduced problems of surface
fouling
Narrow frequency band Developing real-time temperature
monitoring techniques for locating
cold-spots and overheated regions
during ohmic heating
No residual heat transfer after
shut off of the current
Difficult to monitor and
control
Developing of adequate safety and
quality- assurance protocols in order
to commercialization ohmic heating
technology
Low maintenance costs and high
energy conversion efficiencies
Complex coupling between
temperature and electrical
filed distribution
Instant on -off facility
Reduced maintenance costs
because the lack of moving parts
A quiet environmentally
friendly system
Reducing the risk of fouling on
heat transfer surface
Source: Sakr and liu, (2014).
4.3 Applications of Ohmic heating in dairy industry
Recently, Lien et al., (2014) investigated the suitability of ohmic heating to heat soya milk (10 ˚Brix) up
to 90˚C for tofu manufacture. They observed that as the result of voltage increase, rise in temperature of
soya milk was ranged from 1.46-3.82˚C/min. this research group concluded that OH is an efficient and
convenient technique for tofu making. Sun et al., (2008) investigated the efficacy ohmic heating on
microorganism’s destruction in milk and compared with classical heating under equal temperature
history. They sterilized milk samples by both methods and observed that reduction in microbial counts
and D value of OH treatment were significantly lower than classical heating method. Their results
revealed that OH had thermal and non-thermal effects on MO’s due electrical current. Knirsch et al.,
(2010) also proposed that OH induces electroporation of cell membranes. The application of Ohmic
heating in milk pasteurization and sterilization has been investigated by number of researchers. To
compare the inactivation effects of ohmic heating and conventional heating on total plate count, yeasts
and molds, coliforms, E. coli and salmonella, in buffalo milk under identical temperature conditions,
Kumar et al. (2014) carried out trials on heating of buffalo milk using ohmic heater and subsequent
manufacture of paneer from that milk. Buffalo milk was heated from 20°C to 72°C using ohmic heater as
well as conventionally. Then the paneer manufactured conventionally as well as using ohmically treated
milk was evaluated sensorially as well as microbiologically. Paneer manufactured employing direct
acidification process. The sensory evaluation of the revealed that all the sensory attribute score of paneer

61
made from ohmically treated milk were significantly higher than paneer manufactured conventionally.
Hardness value was found lower in case of paneer made from ohmically treated milk than that made
conventionally. The microbial quality of ohmically treated milk was superior than raw milk and milk
heated conventionally. The results of this study suggest that ohmic heating technique is more efficient in
microbial inactivation than conventional heating.
Lien et al., (2014) investigated the suitability of ohmic heating to heat soya milk (10 ˚Brix) up to 90˚C for
tofu manufacture. They observed that as the result of voltage increase, rise in temperature of soya milk
was ranged from 1.46-3.82˚C/min. this research group concluded that OH is an efficient and convenient
technique for tofu making. Milk was pasteurized using OH at the early 20th century (Quarini 1995).
4.4 Selective applications of Ohmic Heating in dairy processing:
Several researchers had reported different exists applications of Ohmic heating is presently being used for
blanching, evaporation, dehydration, fermentation, extraction, sterilization, sterization and heating of
foods to serving temperatures as well as for space foods (Knirsch et al., 2010).
OH had great scope in in dairy processing to replace traditional sterilization/canning/ retorting as it can
aseptically process different liquid products like milk, lassi, butter milk, condensed and evaporated milks
etc because they fall in the prescribed electrical conductivity range. Ohmic heating is well known to
process foods containing particulates and fragile as well as viscous products. It has wide potential in the
manufacture of traditional dairy products like Kheer, Payasams and Basundi. Inactivation kinetics of
different milk enzymes by Ohmic heating still awaited. Investigation to accesses the suitability Ohmic
heating in fermentation process should be taken more vigorously as it is already reported that OH had
potential advantages during fermentation process which is the main process to produce several fermented
Indian dairy products like curd/yoghurt, lassi, Shrikhand etc. It has been already established by Loghavi et
al., (2009) that due to electroporation carried out by OH, is helpful in faster and more efficient nutrient
transport to the interior of the cell and reduced the lag phase of the fermentation process of L. acidophilus.
This particular application must be studied for different dairy starters and probiotic cultures. Finally the
pasteurization as well as sterilization of dairy fluids can be studied by paying attention particularly
towards the destruction of minor milk components in OH in comparison traditional heating methods. Till
now, systematic and scientific evaluations of the series of changes that occurs in pasteurization/
sterilization of buffalo milk needs to be studied.
5. Suggested Readings
Ahmed J and Ramaswamy H S (2007) Microwave Pasteurization and Sterilization of Foods. In: Handbook of Food
Preservation, 2nd
Ed. CRC Press, Taylor & Francis Group, New York.
Al-Hilphy A S R and Ali H I (2013) Milk Flash Pasteurization by the Microwave and Study its Chemical,
Microbiological and Thermo Physical Characteristics, Journal of Food Processing and Technology, 4 7.
Barbosa-Cánovas G and Bermúdez-Aguirre D (2010) Other Novel Milk Preservation Technologies: Ultrasound,
Irradiation, Microwave, Radio Frequency, Ohmic Heating, Ultraviolet Light and Bacteriocins. In: Improving the
Safety and Quality of Milk. Volume 1: Milk production and processing. 420-450.
Chandrasekaran S, Ramanathan S and Basak T (2013) Microwave Food Processing-A review. Food Research
International, 52 243–26.
Ghnimi S, Flach-Malaspina N, Dresch M, Delaplace G and Maingonnat J F (2008) Design and Performance
Evaluation of an Ohmic Heating unit for Thermal Processing of Highly Viscous Liquids Chemical Engineering
Research and Design 86 626–632.

62
Hoogenboom R, Wilms T F A, Erdmenger T and Schubert U S (2009) Microwave-Assisted Chemistry: a Closer
Look at Heating Efficiency. Australian Journal of Chemistry, 62 236-243.
Knirsch M C, Santos C A D, Vicente A A M D O S and Penna T C V (2010) Ohmic heating -a review. Trends in
Food Science and Technology, 21 436-441.
Kumar M, Jyoti and Hausain A (2014). Effect of Ohmic Heating of Buffalo Milk on Microbial Quality and Texture
of Paneer. Asian Journal of Dairy and Food Research, 33 9-13.
Lien C C, Shen Y C, Ting C H (2014). Ohmic Heating for Tofu Making-A Pilot Study. Journal of Agricultural
Chemistry and Environment, 3 7-13.
Lipnizki F (2010) Cross-Flow Membrane Applications in the Food Industry In Membrane Technology Volume 3:
Membranes for Food Applications, Edited by Peinemann, K,V., Nunes,S.P.,and Giorno, L. WILEY-VCH Verlag
GmbH & Co. KGaA, (Weinheim), 1-27.
Loghavi L, Sastry S K and Yousef A E (2009). Effects of Moderate Electric Field Frequency and Growth Stage on
the Cell Membrane Permeability of Lactobacillus acidophilus. Biotechnology Progress, 25 85-94.
Meena G S, Borad S G, Parmar P T, Singh A K and Arora S (2015). Ultrafiltration and its application in food
processing. Instrumentation involved in quality assurance of milk and milk products. National Dairy Research
Institute, Karnal, Haryana, India. 250-257.
Meena G S, Gupta V K, Parmar P T and Rathwa R (2014) Advances in Membrane Processing Techniques. National
training on Advances in Technology, Quality and Safety of Functional Dairy Foods. National Dairy Research
Institute, Karnal, Haryana, India.
Meena G S, Kumar N, Borad S G and Parmar P T (2014) Microwave applications in dairy and food processing.
Engineering Interventions in processing and value addition in milk and milk products. Summer school organized
by National Dairy Research Institute, Karnal, Haryana, India.
Meena G S, Singh A K, Borad S G and Parmar P T (2015) Application of membrane processing for production of
innovative dairy ingredients (Theory & Practical). Designing new age dairy foods. Centre of Advanced Faculty
Training in Dairy Processing. National Dairy Research Institute, Karnal, Haryana, India.
Meena G S, Singh A K, Raju P N and Borad S G (2014). Laboratory manual on Alternative processes for dairy and
food industries. NDRI Publications, Karnal, Haryana, India. Publication number: 119/2014.
Nguyen L T, Choi W and Lee S H (2013) Exploring the heating patterns of multiphase foods in a continuous flow,
simultaneous microwave and ohmic combination heater. Journal of Food Engineering, 116 65–71.
Sakr M and Liu S (2014) A Comprehensive Review on Applications of Ohmic Heating (OH). Renewable and
Sustainable Energy Reviews, 39 262–269.
Salazar-González C, San Martín-González M F, López-Malo A and Sosa-Morales M E (2012) Recent Studies
Related to Microwave Processing of Fluid Foods. Food Bioprocess Technology, 5 31-46.
Sun H X, Kawamura S, Himoto J I, Itoh K, Wada T and Kimura T (2008) Effects of Ohmic Heating on Microbial
Counts and Denaturation of Proteins in Milk. Food Science and Technology Research, 1 117-123.
Vadivambal R and Jayas D S (2010). Non-uniform Temperature Distribution During Microwave Heating of Food
Materials - A review. Food and Bioprocess Technology, 3 161–171.
Varghese K S, Pandey M C, Radhakrishna K, Bawa A S (2012)Technology, applications and modelling of ohmic
heating: a review. Journal of Food Science and Technology, DOI10.1007/s13197-012-0710-3.
Vicente A A, Castro I and Teixeira J A (2006) Innovations in thermal food processes. In Da-Wen Sun (Ed.),
Thermal food processing: New technologies and quality issues (pp. 424-468). Boca Raton, FL, USA: CRC Press,
Taylor & Francis Group.

63
Milk Genomics: An Approach for Enhancing the Nutritional and Therapeutic Values of
Milk
Suneel Kumar Onteru and Dheer Singh
Animal Biochemistry Division
1. Milk genomics
Milk genomics deals with the characterization of genes, genetic variations, epigenetic changes and gene
products, including proteins and others (e.g., miRNA), that are responsible for milk yield and
composition, which are the key factors for defining milk nutritive value as well as its technolgical
processability to various milk products (Figure 1).
Figure 1. A broad view of milk genomics
2. Need for milk genomics
Inflammation, a silent killer, is one the key factors underlying the major non-communicable diseases like
cancers, cardiovascular, respiratory, digestive and metabolic diseases such as diabetes in the current
world. Milk is a gift from the mother nature to combat such silent killer due to its composition comprising
of proteins, peptides, lactose, vitamins, minerals and oligosacchairdes that act as growth factors, toxin
binding factors, antimicrobial factors, immune regulatory factors and prebiotics (German et al., 2006).
With its elegant ingredients in optimal proportions, milk can prevent several diseases. For instance, milk
poly unsaturated fatty acids (PUFA) can combat inflammation, which is an underlying factor all non
communicable diseases as mentioned above. Malnutrition and infections can be prevented by milk
because of its high bioavailable protein, peptides, essential amino acids, Zn and antimicrobial factors.
Similarly, milk vitamins such as B12, A and D can prevent arthritis, night blindness and anemia,
respectively. More importantly, milk CLA, CLA + probiotics + calcium, calcium + vitamin D + trans-
oleic acid, and oleic acid + selenium can prevent cancer, obesity, type II diabetes and cardiovascular
diseases, respectively (Hung et al., 2007; www.milkfacts.info ). In addition to these health promoting

64
factors, a caution is needed for dairy products usage due to its other components like allergic proteins,
saturated fats and fatty acids.
It has been known that a mutation in the lactase gene in ancient human population drove the Nature’s
milk revolution and dairy industry (Curry, 2013). According to the OECD-FAO agricultural outlook
2013-2022 highlights, the world milk and milk products production and consumption are projected to
drastically be increased 40% more than the current situation with a share of 51% of dairy products
production by developing countries. With this scenario, milk is providing an opportunity to prevent the
growing non-communicable diseases effectively. As the genes of the production animals regulate milk
composition, genomics is one of the ways to make the milk with efficient helath promoting composition
for addressing the world health issues and projected growing dairy industry.
3. Concept of designer milk with nutritional and therapeutic values
Designer milk is a kind of functional milk targeting specific public need with elegant milk composition
and it is produced directly from animals. Functional milk is the milk that provides health benefits beyond
what regular milk provides, when the milk is consumed as part of a varied diet and on a regular basis at
effective levels. The basic difference between functional milk and the regular milk is in the milk
composition. Some of health benefits of few milk ingredients are shown in Table 1. Functional milk can
be obtained by fortification, transgenetic and non-transgenetic approaches. If the functional milk is
obtained by transgenetic and non-transgenetic approaches directly from animals, it can be called as
designer milk. For instance, milk with low lactose can be designed milk for lactose intolerant people.
Similarly, modification of milk protein composition can change the milk processing attributes.
Table 1. Health benefits of few milk ingredients
Milk Ingredient Health benefits
Proteins Essential amino acids, bioactive proteins & peptides, enhanced
bioavailability
Few saturated fatty acids Anti-cancerous (C4:0), anti-inflammatory (C10:0; C12:0),
Anti-bacterial and antiviral (C8:0, C10:0, C12:0)
Mono unsaturated fatty acids Decreases plasma cholesterol, LDL cholesterol and triacylglycerol
(Oleic acid)
Omega -3 fatty acids Anti cancerous, anti inflammatory and anti stress effects (CLA)
Oligosaccharides Prebiotics
Minerals Bone development and weight control (Ca); Prevent Asthma in elders
(Mg); Better immunity ( Zn)
Vitamins Vision & cell differentiation (Vit. A); Antioxidants (Vit. A & E); Anti
anemic (Vit. B12 & Folic acid) & Anti-arbifalvinosi (Riboflavin)
4. Genetic Selection, a non-transgenic tool for designer milk
Genetic selection of dairy animals is a way to enhance the production of functional milk with better milk
composition. The basic requirements for genetic selection of animals for better milk composition are the
information on variability in milk composition, heritability of milk ingredients, chromosomal regions
(QTLs) that explain the variation in phenotypes, breeding strategies and breeding response. The variation
in milk composition could be due to genetic and epigenetic factors. The genetic factors might be species
(e.g., High content of antimicrobial peptides in Kangaroo milk than other species), breed (e.g., high
content of A2 milk in Indian breeds than exotic breeds), and within the breed (e.g., vitamin B12 variation
in Dutch HF cows). The epigenetic factors include environment, nutrition and state of lactation. Several
studies indicated that milk constituents have moderate to high heritabilities, which are further providing
65
clues that genetic selection can improve the milk composition traits. So far, a total of 1907 quantitative
trait loci (QTL) for milk composition traits have been deposited in AnimalQTLdb. Among them, 823,
648, 4 and 10 QTL represent milk protein, fat, processing traits and other milk compositional traits,
respectively.
Genome wide association studies established that the QTL containing the DGAT1 (Diacylglycerol O-acyl
transferase -1) gene could explain at least 18%, 14% and 51% variance in sire daughter yield deviations
of milk yield, protein and fat percentages, respectively (Pimental et al., 2011). This QTL could also
explain nearly 62% of genetic variance in C18:1 mono unsaturated fatty acids. Similarly, a possible
quantitative trait nucleotide (QTN) in lactalbumin-A gene (LALBA_g.242T>C) was identified for milk
protein in Churra ewes (Garcia-Gamaz et al., 2012). The genetic markers like single nucleotide
polymorphisms (SNPs) at a QTL on bovine chromosome 6 could explain 96% variation in milk β-casein
content. Similarly, the SNPs at a QTL on bovine chromosome 11 could explain nearly 100% of genetic
variation casein index in cow milk (Schopen et al., 2011). A total of 68 SNPs on 16 bovine chromosomes
were identified to be associated with vitamin B12 content in cow milk. The SNPs in such QTL are great
tools for marker-assisted selection of cows for better milk composition especially milk protein and fat.
Such genomic studies are very limited to establish variability and heritability in milk minerals and
oligosaccharides.
In India, the number of publications in Pubmed on genes related to milk protein, fat and carbohydrates are
less than 200. This condition indicates that the current research has to be much focused on genes and
genetic selection for improving the milk composition of indigenous cattle and buffaloes to provide
functional milk for large Indian populations. To achieve such goal, our future research should be directed
towards (i) phenotyping of milk composition by advanced technologies in Indian dairy breeds; (ii)
Animal pedigree, feeding and other related data recording; (iii) Genotyping of dairy animals for reported
candidate genes or genome wide genetic markers; (iv) Association analyses by designing the novel
statistical models for Indian livestock production systems; (v) Selection of dairy animals by associated
genetic markers for improvement of specific milk ingredient; (vi) Effective breeding strategies; (vii)
Evaluation of selection response; (viii) Designing new breeding policies for functional milk production.
5. Milk Epigenetics, another non-transgenic approach for designed milk
Milk genomics not only deals with genetic variation at DNA level but also with chemical changes
occurring on top of the DNA and its associated proteins. But studies on these lines are very scanty. It is
well known that age, stage of lactation, feeding regimen, completeness of milking, disease, milking
frequency and disease affect the milk production and composition. For example, two times milking could
cause less methylation of lactation genes than one time milking in mammary gland and promote more
milk yield than one time milking scenario (Singh et al., 2010). It was observed that DNA-re-methylation
around a STAT5- binding enhancer site in the αS1-casein promoter could shutdown of αS1-casein
synthesis abruptly during acute mastitis (Vanselow et al., 2006). Such epigenetic studies exploring the
molecular mechanisms would not only help to understand the animal physiology at different conditions,
but also assist the management of dairy production systems in an effective manner to obtain more milk
yield with better composition.
6. Scope of milk genomics
By exploring the genes, genetic variations, epigenetic changes and gene products, including proteins and
others (e.g., miRNA) responsible for milk yield and composition, milk genomics would be the future area
for the benefits towards dairy industry and consumers as illustrtated in Figure 2.

66
Figure 2. The scope of milk genomics
Figure 3. Flowchart for designer milk production

67
7. Selected Reading
Bouwman et al., (2011) BMC Genetics 12: 43
Curry A (2013). Nature. 500: 20–22
Garcia-Gamaz et al., (2012). PloS One 7: 47782.
German et al., (2006). Trends Food Science and Technology 17: 656-661
Haug et al., (2007). Lipids in Health and Disease 6: 25.
Melzer et al., (2013). PLoS ONE 8: 70256
Pimental et al., (2011). Frontiers in Genetics 2: Article 19.
Rutten et al., (2013). PloS One 8: 62382
Schopen et al., (2011). Journal of Dairy Science 94: 3148–3158.
Singh et al., (2010) Journal of Mammary Gland Biology and Neoplasia 15:101–112.
Vanselow et al., (2006) Journal of Molecular Endocrinology. 37:463-477.

68
Protein Based Fat Replacers: Techno Chemical Aspects and their Applications in Dairy
Foods
Gunvantsinh Rathod, Latha Sabikhi and Sathishkumar M. H.
Dairy Technology Division
1. Introduction
As a food component, fat contributes key sensory and physiological benefits contributing flavour,
mouthfeel, taste, and aroma/odour (Lucca and Tepper, 1994; Mistry, 2001; Sampaio, 2004). It also
contributes to creaminess, appearance, palatability, texture and glossiness of foods and increases the
feeling of satiety during meals (Romanchik-Cerpovicz, 2002; Sipahioglu, 1999). Fat can also carry
lipophilic flavour compounds, act as a precursor for flavour development (e.g., by lipolysis or frying),
and helps to stabilize flavour (Romeih, 2002; Tamime, 1999).
2. Fat Replacer:
A fat replacer is an ingredient that can be used to provide some or all the functions of fat but
contributing fewer calories. Fat replacers need to be able to replicate all or some of the functional
properties of fat in a fat modified food (Schwenk and Guthrie, 1997).
2.1 Types of fat replacer:
They are either fat substitutes or mimetic. Fat substitutes are lipid like substance intended to replace
fat on mass to mass basis, while fat mimetics are protein or carbohydrate ingredients which function
by imitating the physical, textural, mouth feel and organoleptic properties of true fats (Owusu-
apenten, 2005).
Fig. 1. Classification of fat replacers (Owusu-apenten, 2005)
3. Protein Based Fat mimetics
A contribution of protein in fat replacement is determined by the degree of denaturation, which
influences flavour, as well as the protein solubility, gelling properties, and temperature stability.
Proteins are important whipping agents, emulsion stabilizers, and dough strengtheners. Several fat
mimetics are derived from a variety of protein sources, including egg, milk, whey, gelatine, soy,
wheat gluten and corn zein. Some of these products are microparticulated to form microscopic,
coagulated, round, deformable particles that mimic the texture and mouthfeel of natural fats and oils.
Protein-based fat mimetics are commonly used in margarines, butter, cheese, dairy products, sour
cream, salad dressings, mayonnaise containing products, soups, sauces, baked goods, and frozen
desserts. These substances generally give a better mouthfeel than do carbohydrate-based counterparts.
However, similar to carbohydrate-based substances, protein-based fat mimetics cannot be used for

69
frying. Typical examples of various protein-based fat mimetics used in foods and their applications
are reported in Table.
Type of fat replacer Commercial names Applications
Microparticulated
Protein
Simplesse® Dairy products (ice cream, butter, sour cream,
cheese, yogurt), Baked goods, milk/dairy
products, salad dressings, frozen desserts,
mayonnaise type products, margarine type
products, coffee creamer, soups sauces
Modified Whey
Protein Concentrate
Dairy Lo™ Dairy Products, mayonnaise-type products,
baked goods, frostings, salad dressing
Others K-Blazer®,
ULTRA-BAKETM
,
ULTRA-FREEZETM
,
Lita®, Trailblazer
Frozen desserts, baked goods, spreads, butter
salad, dressing
3.1 Simplesse®:
It is manufactured from whey protein concentrate by a patented micro-particulation process. In this
process they undergo heating and blending, egg protein and milk protein are combined and formed
into minute particles that are 1–1.5 mm in size. These particles are spherical and smooth, which
allows the mouth to perceive them as fat. The product was introduced in 1988 by the NutraSweet
Corporation which is a subsidiary of Monsanto Corporation (St. Louis, Missouri), and is currently
marketed by CP Kelco US, Inc. (Wilmington, Delaware). Simplesse® received FDA GRAS status in
1990 and is approved for use as a thickener or texturizer in ice creams and other frozen dessert
products. Up to one-third of fat can be replaced in frozen foods. This product is also suitable for use in
yogurt, cheese spreads, cream cheese, and sour cream as well as oil-based products such as salad
dressings, mayonnaise, and margarine. The caloric value of Simplesse® is 1–2 kcal/g. It provides fat-
like creaminess. However, similar to other proteins, it tends to mask flavour. As it is made from
proteins, it cannot be used in foods that require high-temperature applications such as frying or
baking. When it is heated, protein gel and the texture effects are lost. Products containing Simplesse®
may not be suitable for people on protein restricted diets. People who are allergic to milk proteins or
egg proteins may have an allergic reaction to this product.
3.2 Dairy Lo™:
Modified whey protein concentrate (Dairy-Lo), a GRAS substance, is manufactured from high-quality
whey protein concentrate. This product contributes only 4 kcal/g. Modified whey protein helps
improve texture, flavour, and stability of low-fat foods. It is typically used in sour cream, frozen dairy
desserts, cheese, baked goods, yogurts, dips, and sauces. Its ability to prevent shrinkage and iciness in
frozen foods makes it especially desirable as a fat replacement ingredient in those products.
3.3 Other protein based fat mimetics:
Other than Simplesse® and Dairy Lo™, there are other recently developed fat replacer: Trailblazer
(Kraft general foods, Glenview, IL) derived from egg white, whey protein and xanthan gum and LITA
from Corn Zein.
4. Application in dairy foods
Romeiha et al., 2002 has prepared low fat cheese using Simplesse® and they found that Simplesse®
had a marked improving effect on cheese appearance, the product was rated as a harder cheese than its
full-fat counterpart. Yazici and Akgun, 2004 has used Simplesse® and Dairy Lo™ in yoghurt and
they found good flavour, appearance and colour score to Dairy Lo™ than Simplesse®. Koca and
Metin 2004 has reported that Simplesse® D-100 and RaftilinesHP can improve the texture and
sensory properties of low-fat fresh kashar cheese. Zoulias et al., 2002 has analysed textural properties

70
of low-fat cookies. They have reported that an increase in polydextrose or Dairytrim content resulted
in harder cookies, while an increase in C-deLight, Simplesse® or Raftiline content has the opposite
effect. So, C deLight, Simplesse® or Raftiline could be used as fat replacers to prepare tenderer low-
fat cookies. They also found that increase in brittleness of the cookies with increase of all fat
mimetics, but a moderate increase was obtained with C-deLight, Simplesse® or Raftiline. Prindiville
et al., has studied effect of whey protein based fat replacer on sensory characteristic of low fat and
non-fat Ice cream. They found that Simplesse® was more similar to milk fat than was Dairy Lo™ in
its effect on brown colour, cocoa flavour, cocoa character, and textural stability but was less similar in
terms of thickness and mouth coating.
5. Selected Reading
Koca N, Metin M (2004)Textural, melting and sensory properties of low-fat fresh kashar cheeses produced by
using fat replacers, International Dairy Journal 14 365–373
Lucca P A and Tepper B J (1994) Fat replacer and the functionality of fat in foods. Trends in Food Science and
Technology 5 12-19.
Mistry V V (2001) Low fat cheese technology. International Dairy Journal 11 413-422.
Owusu-apenten R (2005) Introduction to Food Chemistry, CRC Press, Washington, D.C.
Prindiville E A, Marshall R T and Heymann H (2000) Effect of Milk Fat, Cocoa Butter, and Whey Protein Fat
Replacers on the Sensory Properties of Low fat and Non-fat Chocolate Ice Cream, Journal of Dairy
Science 83 2216–2223.
Romanchik-Cerpovicz J E, Tilmon R W, Baldree K A (2002) Moisture Retention and Consumer
Acceptability of Chocolate Bar Cookies Prepared With Okra Gum as a Fat Ingredient Substitute,
Journal of the American Dietetic Association, 102 1301-1303.
Romeih E A, Michaelidou A, Biliaderis C G, Zerfiridis G K (2002) Low-fat white-brined cheese made from
bovine milk and two commercial fat mimetics: chemical, physical and sensory attributes. International
Dairy Journal 12 525-540.
Romeiha E A, Michaelidoub A, Biliaderisb C G, Zerfiridisb G K (2002) Low-fat white-brined cheese made
from bovine milk and two commercial fat mimetics: chemical, physical and sensory attributes,
International Dairy Journal 12 525–540.
Sampaio G R, Castellucci C M N, Silva M E, Torres E A F S (2004). Effect of fat replacers on the nutritive
value and acceptability of beef frankfurters. Journal of Food Composition and Analysis 18 469-474
Schwenk N E and Guthrie J F (1997) Trends in marketing and usage of fat-modified foods implications for
dietary status and nutrition promotion. Family economics and nutrition review 10 16-32.
Sipahioglu O, Alvarez V B and Solano-Lopez C (1999) Structure, physico-chemical and sensory properties of
feta cheese made with tapioca starch and lecithin as fat mimetics. International Dairy Journal 9 783-789.
Tamime A Y, Muir D D, Shenana M E, Kalab M, Dawood A H (1999) Processed Cheese Analogues
Incorporating Fat-Substitutes 2. Rheology, Sensory Perception of Texture and Microstructure.
Lebensmittel-Wissenschsft und Techologie 32 50-59.
Yazici F, Akgun A (2004) Effect of some protein based fat replacers on physical, chemical, textural, and
sensory properties of strained yoghurt, Journal of Food Engineering 62 245–254.
Zoulias E I, Oreopoulou V, Tzia C (2002)Textural properties of low-fat cookies containing carbohydrate- or
protein-based fat replacers, Journal of Food Engineering 55 337–342

71
Technologies for the Manufacture of Colostrum Powder and its Applications
Sanket Borad and Ashish Kumar Singh
Dairy Technology Division
1. Introduction
Colostrum is the first natural secretion by mammal immediately calving. It is the most important food
containing bioactive components like antimicrobial proteins and growth factors present in colostrum.
Colostrum contains immunoglobulins, a principal antimicrobial factor of colostrum, lactoferrin,
lysozyme and lactoperoxidase (Shams, 1994).
Composition of colostrum (Table 1) varies greatly from same milch animal. The best quality of
colostrum, containing the highest proportion of bioactive components, is obtained if milking is carried
out within six hours after parturition. As compared to milk, it is very rich in protein especially
immunoglobulins, growth factors and certain hormones. The basic composition of colostrum is
changed after birth due to maternal reabsorption.
Table 1. Physical properties and chemical composition of Bovine colostrum and milk
Parameter Colostrum (No. of post-partum milkings)
Milk 1 2 3 4
Specific gravity 1.056 1.040 1.035 1.033 1.032
pH 6.17 6.28 6.28 6.38 6.5
Acidity, %LA 0.46 0.28 0.25 0.23 0.14
TS, % 23.9 17.9 14.1 13.9 12.9
Fat, % 6.7 5.4 3.9 4.4 4.0
SNF, % 16.7 12.2 9.8 9.4 8.8
Protein, % 14.0 8.4 5.1 4.2 3.1
Casein, % 4.8 4.3 3.8 3.2 2.5
Total Igs, % 6.0 4.2 2.4 - 0.09
IgG, % 3.2 2.5 1.5 - 0.06
NPN, % of total N 8.0 7.0 8.3 4.1 4.9
Lactose, % 2.7 3.9 4.4 4.6 5.0
Ash, % 1.11 0.95 0.87 0.82 0.74
(Foley and Otterby, 1978 and Tsioulpas et al., 2007)
2. Bioactive components in colostrum 2
Colostrum is reservoir of several bioactive components that can influence immunity, cell growth,
differentiation and other cellular function. Some of the major bioactive protein components of
colostrum are listed in Table 2.
Table 2. Major bioactive protein components of bovine colostrum and milk
Constituent Concentration (g/L)
M.W. (kDa) Colostrum Milk
Casein (αs1-, αs2-, β- and κ-) 26 28 14-22
β-lactoglobulins (β-lg) 8 3.3 18.4
α-lactalbumin (α-la) 3 1.2 14.2
Immunoglobulins (Ig) 20-150 0.5-1.0 150-1000
Glycomacro peptide (GMP) 2.5 1.2 8
Lactoferrin (LF) 1.5 0.1 80

72
Lactoperoxidase (LP) 0.02 0.03 78
Lysozyme (LZ) 0.0004 0.0004 14
Serum albumin (BSA) 1.3 0.3 66.3
Growth factor (GF) 50 µg/L-40 mg/L <1 µg/L-2 mg/L 6.4-30
(Park, 2009)
Number of studies have proved that colostrum components stimulate and modulate the immune
system. Bovine colostrum has been found to exert positive effects in the treatment of certain side
effects of Type-2 diabetes, during surgery; in respiratory infections and on bone growth and
development. Safe and legal supplement of colostrum components has been recommended to improve
athletes’ performance with improved immunity against the stresses of intense training and
competition.
2.1 Immune factors
The antimicrobial activity of colostrum is attributed to mostly immunoglobulins; however, minor
immune components such as lactoferrin, lysozyme and lactoperoxidase also contribute to the same
(Donovan and Odle, 1994).
2.1.1 Immunoglobulins (Igs)
The major classes in bovine and human lacteal secretions are IgG, IgM, and IgA. Igs account for 70 –
80% of the total protein content in colostrum, whereas in milk they account for only 1 – 2% of total
protein (Korhonen et al., 2000). The colostral Igs protect against microbial infections and bacterial
toxins, provide systemic immunity (Butler, 1994; McConnell et al., 2001). The concentrations of Igs
in colostrum and milk of cow and buffalo are listed in Table 3.
Table 3. Concentration of Immunoglobulins in colostrum and milks
Igs
Molecular
Weight
(kDa)
Concentration (g/L)
Colostrum Milk
Cow Buffalo Cow Buffalo
IgG1 146-163 15-180 27.72-34.08 0.3-0.6 0.36-1.15
IgG2 146-154 1-3 1.91-2.03 0.06-0.12 0.1-0.19
Total IgG - 20-200 29.75-36.03 0.15-0.8 0.46-1.34
IgA 385-430 1-6 0.18-0.57 0.05-0.1 0.01-0.03
IgM 900 3-9 0.47-0.57 0.04-0.1 0.04
(Elfstrand et al., 2002; Marnila and Korhonen, 2011)
2.1.2 Lactoferrin (LF)
Lactoferrin is an iron-binding glycoprotein (80 kDa) found in colostrum, milk, other body secretions
and cells of most mammalian species. It is present in human colostrum at about 7 g/L level whereas
mature milk contains about only 1 g/L of it.
The antimicrobial activity of LF and its derivatives has been attributed mainly to three mechanisms:
a) Iron - binding from the medium leading to inhibition of bacterial growth;
b) Direct binding of LF to the microbial membrane, especially to lipopolysaccharide in Gram
- negative bacteria, causing fatal structural damages to outer membranes and inhibition of
viral replication and
c) Prevention of microbial attachment to epithelial cells or enterocytes.
2.1.3 Lysozyme (LZ)
Lysozyme, a muramidase enzyme, damages bacterial cell walls by cleaving the β- 1,4-glycosidic bond
in peptidoglycan layer of the bacterial cell wall (Priyadarshini and Kansal, 2002a,b) and thus exerts

73
antimicrobial effects. It is abundantly found in a many secretions such as saliva, tears, human milk,
etc. It is part of the innate immune system.
It is a major component of the whey fraction in human milk (i.e. 0.4 g/L) although its concentration in
bovine milk is approx. 300 times less (0.13 mg/L). Specific activity of buffalo milk LZ is 10 times
that of bovine milk LZ, 5 times that of camel milk and 3 times that of mare’s milk.
2.1.4 Lactoperoxidase (LP)
Lactoperoxidase is secreted from mammary gland into colostrum. It is a glycoprotein that occurs
naturally in colostrum, milk, and many other human and animal secretions. LP is the most abundant
enzyme present in milk. Lactoperoxidase is an effective antimicrobial agent. In in-vitro studies, the
LP system has been shown to be active against a wide range of microorganisms, including bacteria,
viruses, fungi and protozoa (Seifu et al., 2005)
2.2 Growth factors (GF)
EGF (epidermal growth factor), FGF1 and FGF2 (fibroblast growth factor), IGF-I and IGF-II (insulin-
like growth factor), TGF-β1 and TGF-β2 (transforming growth factor) and PDGF (platelet-derived
growth factor) have been identified in bovine mammary secretions. The concentrations of all known
growth factors are highest in colostrum during the first hours after calving and decrease substantially
thereafter. Basically, the growth factors are polypeptides and their molecular masses range between 6
to 30 kDa with amino acid residues varying from 53 (EFG) to about 425 (TGF - β2), respectively. It is
noteworthy that the growth factors present in milk seem to withstand pasteurization and even UHT
heat treatment of milk relatively well (Gauthier et al., 2006).
2.2.1 Epidermal growth factor (EGF)
EGF is a peptide containing 53 amino acids. Human colostrum (200 mg/L) contains 4-6 time higher
EGF than human milk (30–50mg/L). It is also found in many other species, but is not found in
significant amounts in bovine secretions although related molecules have been identified and
characterised. EGF acts as a ‘luminal surveillance peptide’ in the adult gut, readily available to
stimulate the repair process at sites of injury (Playford et al., 1995).
Table 4. Concentration of growth factors for bovine colostrum and milk
Growth factor Concentration (ng/mL)
Colostrum Milk
Epidermal growth factor 4-325 1-150
Insulin-like growth factor – I 100-2000 5-100
Insulin-like growth factor – I 150-600 5-100
Transforming growth factor – β1 10-50 <5
Transforming growth factor – β2 150-1150 10-70
Gauthier et al., 2006
2.2.2 Insulin-like growth factor (IGF)
IGF-I and IGF-II promote cell proliferation and differentiation. They are similar in structure to pro-
insulin and it is possible that they also exert insulin-like effects at high concentrations. Bovine
colostrum contains much higher concentrations of IGF-I than human colostrum (500 mg/L compared
to 18 mg/L) (Vacher and Blum, 1993), with lower concentrations in mature bovine milk (10 mg/L)
(Collier et al., 1991).

74
2.2.3 Transforming growth factor (TGF)
TGF-α is a 50 amino acid molecule that is present in human colostrum and milk at much lower
concentrations (2.2–7.2 mg/L) than EGF (Okada et al., 1991). Systemic administration of TGF-α
stimulates gastrointestinal growth and repair, inhibits acid secretion, stimulates mucosal restitution
after injury and increases gastric mucin concentrations (Barnard et al., 1995). Within the small
intestine and colon, TGF-α expression occurs mainly in the upper (non-proliferative) zones, which
suggests that its physiological role may be to influence differentiation and cell migration rather than
cell proliferation. TGF-α may therefore play a complementary role to that of TGF-β in controlling the
balance between proliferation and differentiation in the intestinal epithelium.
3. Health benefits of colostrum to human being
Colostrum has been known to offer passive protection against enteric pathogens since long. Number
of studies have proven colostrum as an effective in the prevention or treatment of human and animal
diseases, efficacy of which is mainly based on the antimicrobial activity of the specific antibodies and
growth factors present.
Many researchers have found colostrum and its products suitable for treatment and prevention of
certain health related aspects like immunity development, wound healing, T-cell activation, auto-
immune diseases, respiratory diseases, CVDs, etc.
Colostrum also contain low molecular weight proline rich polypeptides (PRPs). Colostrinin, one of
PRPs, was found to exert immunomodulatory properties, maturation and differentiation of murine
thymocytes (Janusz and Lisowski, 1993) and the production of tumour necrosis factor alpha (Inglot et
al., 1996). Leszek (2002) found colostrinin promising natural agent that can prevent the development
of Alzheimer disease, but the mode of action is not clear. Many researchers reported attractive
properties of colostrinin that may prove it worthy pharmacological agent.
4. Processing and preservation of colostrum
Recently processing and preservation of colostrum have been targeted with an aim to utilize its virtue
for human health and nutrition. Refrigeration, freezing, chemicals, microwave vacuum evaporation,
freeze-drying, spray drying and pasteurisation methods etc. have been studied (Chelack et al., 1993;
Johnson et al., 2007; McMartin et al., 2006; Stewart et al., 2005).
Pasteurization (72°C/15 s) resulted in denaturation of 12 to 30% of colostral IgG and increased
viscosity (Meylan et al., 1996; Godden et al., 2003). Elfstrand et al. (2002) observed 28% loss of Igs
in lipid fraction upon centrifugal cream separation, due to flocculation of fat globules by the Igs.
Upon membrane filtration, (MF followed by UF/DF), IgA and IgG2 contents were reduced by 30%
while IgG1 was remained unaffected. 82% of total IgG1 was recovered in the freeze-dried colostrum
whey prepared using UF retentate of colostrum whey. Upon high-speed shearing using Ultra-Turrax
at 20,000 rpm followed by pasteurization at 60°C/30 min did not affect the IgG1, IgG2, IgA and TGF-
β but decreased IGF-1 by 33%.
Fukumoto et al. (1994) supplemented UHT milk with membrane sterilized bovine immunoglobulins
under aseptic condition. It was stable up to 5 months at 4, 25 and 35°C. Pereira et al. (2014) observed
negative linear association between duration UVC treatment and IgG concentration.
4.1 Freezing of colostrum
Freezing of colostrum provides the maximum retention of Ig and nutrients. Lyophilized colostrum
was found to be stable, easy to handle, and suitable for passive immunization (Husu et al., 1993).
Freezing can be successfully used to store colostrum without significant changes in pH, % acidity,
Fat, Total solids, total nitrogen and NPN. Effect of one-time freezing and thawing of colostrum on
IgG is negligible (Arguello et al., 2003).

75
4.2 Chemical preservation of colostrum
Chemical preservatives like formalin, sodium benzoate, sodium propionate, sodium acetate, benzoic
acid, sorbitol, gluconic acid lactone (GAL), and combinations thereof were studied during early 1980s
but they resulted in alteration in physico-chemical properties and losses of nutrients.
4.3 Thermal processing
Most studies suggested the Igs are thermo-labile, which are vulnerable to heating above 65°C
therefore commercial pasteurization destroys the activity of Igs (Indyk et al., 2008). Lindstrom et al.
(1994) determined the denaturation temperature of Igs in the range of 62.6 to 67.6°C depending upon
pH. The kinetics of thermal denaturation of Igs are still not clear. D and Z values of denaturation of
immunoglobulins undergoing thermal processing is listed in the table.
Table 5. D and Z values for the thermal denaturation of Igs.
Reference Mainer et al., 1997 Fukumoto et al., 1994
Temp Ig G Ig A Ig M Temp Ig G
62 - - 303.33 62 76418
65 - 2966.67 50 66 8543
69 255 200 10.63 70 702
72 58.17 34.83 3.42 74 81.6
77 10.77 2.93 - 78 12.9
81 3.02 - - 80 6.6
Z value (°C) 6.29 4 5.17 - -
4.4 Freeze-drying
Freeze-drying is used to preserve heat sensitive material. Chelack et al. (1993) reported 10 % losses in
biological activities of Igs upon freeze-drying of colostrum. Das (2013) supplemented ice cream and
dahi with freeze-dried colostrum powder. The disadvantages of freeze-drying are a lengthy process
time, high energy consumption and limited capacity of equipment.
4.5 Spray dried colostrum powder
Chelack et al. (1993) observed 94% retention of the immunolgobulins with 5% loss of bioactivity in
spray dried colostrum while freeze drying and microwave evaporation retained 99% and 93% Igs with
10% and 20% loss of bioactivity respectively. Swaroop (2010) reported 71.24-79.60 and 86.61-92.15
% Igs retention in skim milk colostrum powder and whole colostrum powder, respectively.
Spray dried colostrum powder (SDCP) prepared using optimized processing parameters (feed
temperature of 32°C, feed rate of 160 mL/h, inlet air temperature of 125°C, outlet air temperature of
49°C and drying air flow rate of 0.78 m3/min) contained 3.83 % moisture on dry basis. IgG content of
SDCP decreased progressively upon storage (Yu et al., 2013). Keogh et al., (2003) prepared spray-
dried powder from the conventionally concentrated whole milk UF retentate.

76
5. Applications
According to the WHO report 2013, infant mortality rate (per 1000 live births) in India was 43 as
compared to 37 of the global average, whereas under five-mortality rate (per 1000 live births) in India
was 55 as compared to 51 of the global average for the year 2011. The mortality was attributed to
primarily by HIV, diarrhoea, measles, malaria, pneumonia and prematurity, birth asphyxia, neonatal
sepsis conditions, congenital anomalies and other diseases.
Colostrum products can be used as feed supplements or colostrum substitutes to give effective
protection against different enteric diseases in calves and human. The infant mortality rate in India
can be lowered down by feeding colostrum powder fortified milk and other food products.
Immuno-Dynamics, Inc., New life vitamins and APS BioGroup are market leader in the colostrum
based products in USA whereas Lal Nutraceuticals (Delhi), Suboneyo Chemicals Pharmaceuticals (p)
Limited (Jalgaon), The Bangalore Sales Corporation (Bangalore), Avni Food Products (Mahesana)
and many other suppliers are available that can provide range of colostrum powder and other
products.
6. Conclusion
There are increasing concern over nutraceuticals and colostrum is one of the potent reservoir of the
bioactive and immune factors. In order to preserve the immunoprophylactic or therapeutic potential of
immunoglobulins of colostrum, colostrum must be stored in form of dried powder. Colostrum based
products are, thus, having great market demand but they are available in very limited quantity.

77
Advances in Ice Cream and Frozen Desserts
Gadsingh Shankar Prakash, Yogesh Khetra and S.K. Kanawjia
Dairy Technology Division
1. Introduction
According to FSSR (2011), Ice-cream means the product obtained by freezing a pasteurized mix prepared
from milk and/ or other products derived from milk with the addition of nutritive sweetening agents e.g.
Sugar, Dextrose, Fructose, Liquid Glucose, Dried liquid glucose, maltodextrin, high maltose corn syrup,
honey, fruit and fruit products, eggs and egg products, coffee, cocoa, ginger and nuts. It may also contain
Chocolate, and bakery products such as Cake, or Cookies as a separate layer and / or coating. It may be
frozen hard or frozen to a soft consistency. It shall be free from artificial sweetener. It shall have pleasant
taste and smell fee from off flavor and rancidity.
Ice-cream is popular in almost all of the age groups but is highly acceptable by children and adolescents.
Moreover, due to recent developments ice-cream industry has become a profitable industry. There are two
main steps in ice cream production. In the first step a mix is prepared, which is aerated and frozen in the
second one. Ice cream and related products are popular throughout the world, because of several
characteristics such as partial freezing, cooling, and refreshing sensation when the product is consumed,
its sweet taste, and the lack of a preconditioning aroma. Today, more than 200 types of ice-cream are
available in the market.
According to FSSR (2011), frozen dessert means the product obtained by freezing a pasteurised mix
prepared with milk fat and / or edible vegetable oils and fat having a melting point of not more than 37.0
degree C in combination and milk protein alone or in combination / or vegetable protein products singly
or in combination with the addition of nutritive sweetening agents e.g. sugar, dextrose, fructose, liquid
glucose, dried liquid glucose, maltodextrin, high maltose corn syrup, honey, fruit and fruit products, eggs
and egg products coffee, cocoa, ginger, and nuts. It may also contain chocolate, cake or cookies as a
separate layer or coating. It may be frozen hard or frozen to a soft consistency. It shall be free from
artificial sweetener. It shall have pleasant taste and flavor free from off flavor and rancidity.
Ice-cream is a member of family of frozen dessert. The only difference between ice-cream and frozen
dessert is ice creams contain at least 10 percent milk fat and 6 percent non- fat milk solids. Anything less
than those are considered to be different frozen desserts.
2. Advances in Ice cream and Frozen Dessert
2.1 Probiotic Ice cream
Probiotics can be incorporated into ice cream either in free or microencapsulated form. In the first case,
probiotics can be supplied by either blending an acidified/fermented milk base (such as probiotic yogurt,
acidified milk, or cream) with the ice cream mix base at the onset of production, or by direct inoculation
of the ice cream mix with a single or a symbiotic culture starter prior to the whipping-freezing step
(Tamime and Robinson 2007; Soukoulis and Tzia 2008). Direct inoculation into the final ice cream mix
might allow none, partial, or full fermentation depending on the flavor–texture quality characteristics
required (Soukoulis and Tzia 2008). On the other hand, using microencapsulated probiotic bacteria, that
is, in biopolymer cross-linked or spray/freeze-dried matrices facilitates the manufacturing process (no

78
need for cultured milk base preparation). Employing microencapsulated probiotics for the production of
functional ice cream has gained much attention during the last few several years due to the versatility of
the method, the prolonged shelf life attained for both microcapsules and ice cream, and the minimized
impact of the carrier material on the sensory, texture, and structural aspects of the finished product
(Mohammadi and others 2011).
Adding probiotics without any preacidification prior to freezing would not be expected to impact flavor-
taste characteristics of the final product, as probiotic cells would not exert any remarkable metabolic
activity leading to the formation of volatile and nonvolatile flavor compounds. On the other hand,
incorporating probiotics into partially/fully prefermented ice cream base, or immobilized within
biopolymers, can improve the textural and sensory properties of ice cream. Specifically, increase of mix
viscosity, enhancement of melting resistance, development of peculiar organoleptic properties such as
refreshing and pleasantly sour flavor, improved body and controlled iciness, and ice crystal induced
grittiness have been reported.
2.2 Synbiotic Ice cream
Synbiotic are the combination of probiotic and prebiotic. Probiotics such as lactobacilli and
bifidobacteria and prebiotics such as inulin, soybeans, raw oats, unrefined wheat or barley can be used to
produce synbiotic type of ice cream with acceptable quality. Generally, prebiotics are added during the
early stage of preparation of mix. Probiotics are added just before the freezing.
2.3 Ice cream with insoluble fiber
Enrichment of ice cream with insoluble fiber has been investigated in a series of studies to attempt
improving its rheological properties, storage stability, and melting resistance, but also in order to provide
health benefits. The addition of DF (oat, wheat, and apple) with a high content of insoluble matter (45%
to 93% w/w) into ice cream enhanced macroviscosity and induced a significant elevation of the glass
transition and melting point of the frozen systems (Soukoulis and others 2009). The cryoprotective effects
of oat and wheat fiber were attributed to their ability to retain high amounts of water, leading to hindered
mobility of the water molecules in the freeze-concentrated serum.
In a recent study, deMoreas Crizel and others (2013) have investigated the use of orange peel and orange
peel-pulp-seed-isolated fiber (rich in soluble and insoluble fiber and total phenolics) as a potential fat
replacer. The authors reported that incorporating both orange fiber types exerted a fat-mimetic function,
allowing a 70% fat reduction (from 18 to 5 g/100 g in the finished product), with no significant
modification of color, odor, and texture despite a slight impairment of the flavor and overall acceptability
of the low-fat formulation. Dervisoglu (2006) evaluated the feasibility of using food industry by-products
rich in insoluble DF, such as citrus fiber. Citrus fiber as an individual stabilizing agent (0.4% to 1.2%
w/w) did not significantly impact viscosity development and air incorporation. However, increased citrus
fiber content was associated with a remarkable improvement of ice cream melting resistance.
2.4 Ice cream with low GI
Polyols such as maltitol, sorbitol, xylitol, mannitol, and isomalt have been implemented in the
manufacture of low or non-sugar ice creams. Among these maltitol has been identified as a very efficient
ingredient for lowering the GI and the sugar content of ice cream without compromising texture, flavor,
or taste. O¨ zdemir and others (2003) developed an ice cream product suitable for diabetic patients based
exclusively on sorbitol or maltitol. The authors demonstrated that blood glucose concentration was

79
reduced from 381 mg/100 g (sucrose-based product) to 104 and 108 mg/100 g in the case of sorbitol- or
maltitol-based analogs, respectively.
2.5 Ice cream with natural antioxidants
Incorporation of fruit based products (such as pomegranate peel extract, grape seed extract, peppermint
essential oil, kiwi fruit juice), agricultural waste product (such as molasses and pomace), herbal or green
tea extract into ice cream may increase the phenolic content (and thereby antioxidant activity) in final
product. Most of these natural products produce ice cream having very similar characteristics to that of
regular ice cream.
2.6 Frozen Yogurt with rice bran oil
Frozen yogurt (FY) is a dessert characterized by having the textural properties of ice cream combined
with the acidic taste of yogurt. It can be fortified with rice bran oil without change in sensorial and
textural properties as compared to regular product. But the melting resistance of such product is more
compared to traditional product.
2.7 Probiotic Ice cream from goat milk
Ice cream manufactured using goat milk is incorporated with Bifidobacterium animalis subsp. Lactis. The
addition of B. animalis decreases the pH (p < 0.05), but it has no effect on physicochemical properties,
including overrun and melting behavior of ice cream from goat’s milk. Morever, the goat’s milk ice
cream with B. animalis has good sensory attributes and satisfactory probiotic viability (6e7 log CFU/g).
2.8 Ice cream with kiwi fruit juice
Ice cream prepared using a substantial amount (49%) of juice from kiwifruit with green, gold or red flesh
has potential consumer appeal, through the combination of kiwifruit's unique color, natural flavor and
health-promoting constituents. The aqueous fractions from purees of kiwifruit with green, gold and red
flesh (AFKWs) can be added to a basic low-fat ice cream mix without any commercial flavoring and
coloring agents. Such ice cream has pleasant color and flavor of the kiwifruit used.
3. Advances in analysis of ice cream characteristics
Although the physico-chemical analyses are promising techniques, they are time consuming, require large
amount of sample and a lot of pollutant reagents, and in some cases, obtain the limited knowledge of
characteristics of product. There is an increasing demand of the food industries and research institutes to
have means of measurement allowing the characterization of foods. Use of alternative techniques such as
rheometry, spectroscopy, X-ray, electro-analytical techniques, ultrasound, and laser can be helpful in
determining the interfacial properties, droplet size distribution, the effect of formulation on ice cream
structure, and thermo-mechanical properties, visualization of the 3D microstructure, control of freezing,
detection of microbial concentration, quantification of different populations of protein in an emulsified
system, and so on.

80
Designing Aspects of Newer Dairy Beverages
Sathish Kumar, M.H, Latha Sabikhi and Gunvantsinh Rathod
Dairy Technology Division
1. Introduction
India has witnessed radical shift in consumption of non-alcoholic drinks over the recent past.
Increasing middle class population, rapid urbanisation and rising disposable income are some
of the major factors fuelling this growth. Besides this, growing health consciousness among
India’s young population has brought about a revolution in the Indian non-alcoholic drinks
market. It has been seen that cola and other carbonated drinks sales have fallen dramatically
due to rising health concerns and this seems to have benefited the country’s non-carbonated
drinks market such as fruit juices, fruit drinks and dairy drinks. A report from the Associated
Chambers of Commerce and Industry (ASSOCHAM) in India reveals that current market of
non-alcoholic beverages in India is US$1.2billion and it would grow to US$ 2.3 billion by
2015 at the annual growth rate of 20%. The current consumption of non-alcoholic beverages
stands at 175 million litres and estimated to touch 35 billion litres by 2015. It further revealed
that carbonated drinks captured 30% share among non-alcoholic beverages and accounts for
US$370million, fruit drink segment accounts for US$250million and energy drink market
accounts for US$ 100 million in terms of value.
Figure 1: Classification of Dairy Beverages
Dairy Beverages
Milk based
Pasteurized flvoured milk
Sterilized flvoured milk
Fermented dairy drinks
Yoghurt drinks
Fermented whey drinks
Buttermilk Functional beverages
Minerals and Vitamins
fortified drinks
Herbal bioactives
fortifieddrinks
Probiotic dairy beverages
Composite dairy drinks
Fruit and milk drinks
Fruit & whey drinks

81
2. Dairy beverages
Milk provides more satiating nutrients than other beverages. Three cups of milk are
recommended daily by American Dietary Guidelines released in 2005. The interest in
developing dairy beverages is rising day-by-day, driven by the market potential for the health
and well-being of the consumers. Fermented dairy beverages make up an important
contribution to the human diet in many countries because fermentation is an inexpensive
technology, which preserves the food, improves its nutritional value and enhances its sensory
properties.
2.1. Flavoured milk
Flavored milk is popular in traditional flavors such as kesar, elaichi and chocolate, recently
innovative flavors including butterscotch, strawberry, vanilla, and thandai are enter into the
market. Flavoured milk is the most attractive choice for children. It has been considered as
highly palatable and nourishing beverage. Processing and packaging technology adapted for
long life flavoured milk widely in India is a) standardization of milk to desired fat and snf
level, b) homogenization, c) addition of SMP (if required to adjust solids level), d) addition of
sugar, colour and flavour, mixing, filling flavoured milk into glass bottles, capping and
followed by retort sterilization. Recently major dairy giants launched the flavoured milk in
sterilizable (retortable) plastic bottles and few producers launched DHA and EPA fortified
flavoured milk in India. Sterilization was shown to induce lipid oxidation in dairy beverages
but at the same time it produces Maillard Reaction Products (MRPs) that provide antioxidant
properties (Giroux et al., 2008). Recently, it has been shown that pre-heated milk protein-
sugar blends provide MRPs in the early stage of sterilization, which efficiently prevents lipid
oxidation of dairy beverages (Giroux et al., 2010).
Figure 2: Direct Liquid Inoculation System
2.2. Probiotic dairy beverages
The development of probiotics in the last two decades has signalled an important advance in
the food industry. The probiotic microorganisms also have been directly incorporated into the
drinks after the heat treatment. The key to the development of this second generation
1. Flow meter - measures base
product flow
2. Ingredient - in aseptic bag
3. Hose and Pump- ingredient is
transferred from the bag via a
hose and peristaltic pump
4. Injection point-where the
ingredient is dosed into the
product
5. Consumption measurement - the
consumption of the ingredient is
measured by a load cell
6. Control panel - recipe control,
accurate dosing and traceability
82
probiotic products is the design of special Direct Liquid Inoculation System(Fig. 2) by Tetra
Pak commercially available as ‘Tetra FlexDos’. It allows food producers to add the probiotic
bacteria directly to the beverages after heat treatment and just before they are filled into the
cartons. The innovation is expected to significantly boost the market for the probiotic
beverages, which have so far been restricted by the delicate nature of the ingredient and
concerns over the contamination.
2.3. Yoghurt drinks
Yogurt is a conventional food known for its therapeutic, nutritional, and sensory properties.
One possible method of enhancing those properties further is by creating yogurt drinks.
Hydrocolloids have been widely used in texture stabilization of fermented milk products.
High methoxyl pectin is preferred in acidic milk beverages as a stabilizer. Pectin molecules
interact with casein through calcium ions and prevent their aggregation, sedimentation and
hence serum separation by ionic and steric stabilization in acidic milk beverages (Luceyet
al.,1999). Yogurt drinks are highly desired by consumers due to their healthy, convenient,
and portable characteristics. They are being marketed and modified successfully to fit the
target populations, separate formulations for kids and adults are in the market with varying
sugar and fat level. Yogurt drinks, mainly the low-fat and non-fat varieties (326 KJ/serving),
are increasingly popular among the adult female population. Adding an indigestible
carbohydrate and a prebiotic like inulin to yogurt drinks, which has been linked to improved
colon health, and increased absorption of calcium and minerals increases the marketability of
such products. High protein yoghurt drink containing higher α-lactalbumin suppressed hunger
significantly in comparison to control(Hurselet al., 2010). In a study by Gonzalez et al.,
(2011) reveals that the whole milk based yogurt beverages were liked over the skim milk
yogurt drink. The whole milk beverage containing the prebiotic (fructooligosaccharide) being
the most acceptable. However, symbiotic yoghurt drink (fructooligosaccharide and
Lactobacillus acidophilus) was not preferred due to higher intensities of sour and yeasty
aroma.
2.4. Fermented whey beverages
These beverages are obtained by fermenting lactose in whey to lactic acid by lactic acid
bacteria (LAB) and can be mainly categorized into whey based fermented drink, whey based
fermented carbonated drink and whey based cultured dairy products.
Product Type Characteristics
Rivella Whey based fermented
carbonated drink
35% deproteinated whey serum + water, sugar
and flavor
Surelli Whey based fermented
carbonated drink
Almost same as rivella
Fauna-fit Soft drink type Approx. 85% sweet whey UF
permeate fermented & after second UF mixed
with fruit juice (mango, pineapple, strawberry)
Whey kwas Alcoholic kefir like drink Deproteinated whey inoculated with
thermophillic starter and then treated with
yeast
Servovit Whey based cultured
dairy products
Carbonated product based on whey and
cultured buttermilk

83
Kumiss like
beverage
Whey based fermented
drink
Whey + buttermilk inoculated with culture
comprised of kumiss yeast L. bulgaricus and L.
acidophillus
Milone Whey based fermented
drink (mildly alcoholic
and sweet sour in flavour)
Whey + 1% lactic acid + equal amount of tea,
copptn, remaining liquid is then incubated with
lactose fermenting yeast (0.8% ethanol)
Alcoholic
whey beer
Beer like beverage Whey beer brewed with hops but without
added malt
Malted
whey beer
Beer like beverage Malt and hops both were added to whey and
fermented with bottom yeast
Whey malt
beer
Beer like beverage 50% whey + malt, hop, sugar and coloring
matter (produced with top fermentation)
Whey
nutrient beer
----------- Whey + hops and nutrient salts ( low alcoholic
product )
Whey
champagne
Alcoholic wine like Deproteinated whey inoculated with 0.1%
fresh baker’s yeast + addition of coloring and
flavouring substance
Whevit Alcoholic soft drink Whey is fermented with yeast culture
(Saccharomyces cerevisiae),can be carbonated
and non carbonated
Acidowhey Non carbonated soft drink
type
Whey fermented with lactic acid bacteria and
free from preservative and synthetic color
2.5. Milk and fruit drinks
Milk and fruit drinks have established themselves well in the European market and have
grown in recent years by around 7%. New market opportunities are arising in Europe and
China. The motivation for using dairy and fruit drinks is not just refreshment, but also issues
such as healthy nutrition, functional ingredients, satisfaction and enjoyment. It is being the
common practice to have milk shakes prepared freshly by blending milk and fruit pulpslike
mango, grape etc in India. Now, technological advances are being made to process these
drinks commercially, and to extend their shelf life. Recently, Coca Cola launched ‘Maaza
Milky Delite’ prepared with mango pulp and milk solids in India (ET Bureau Aug. 18, 2010).
The pH control is the key factor contributing for longer shelf life and addition of stabilizer
keeps the proteins in suspension at acidic pH.
Casein micelles in milk (pH 6.7) are generally assumed to stay in the suspended state as the
result of steric repulsive interactions between the micelles. In acidified milk drinks (AMDs),
pH of the product was adjusted to acidic pH range to provide longer shelf life to the product.
As the pH decreases calcium leaves the micelle. Below pH 5, electrical charges are strongly
modified. Acid groups of the casein micelles are neutralized. An aggregation of sub micelles
occurs due to disappearance of the negative charges. Extensive aggregation of casein micelles
occur as the pH of the product brought down to less than 4.6, which would result in a
macroscopic gel. Therefore there is a need for the addition of a stabiliser to avoid the
flocculation of milk proteins and subsequent macroscopic whey separation. And other
requirement of the product is it should be as homogeneous as milk for better acceptability.
A stabiliser act to increase steric repulsion between the casein micelles and also sometimes
need to slightly increase the viscosity of the medium to prevent flocculation of proteins.

84
Pectin addition to AMD results in some part of pectin to adsorb on casein micelles and some
part to remain in serum phase. Pectin-coated protein particles are connected both to each
other with pectin–pectin ‘bonds’ as well as to serum pectin without a direct connection to any
protein particle as shown in diagram 2. The pH must be above pI of pectin and below that of
protein.
Fig. 2: Pectin interaction with casein micelle and serum pectin
Homogenization is preferred to reduce protein-pectin particle size. Pressures of 2000 -2500
PSI are ideal to reduce protein particles size for pectin coating. Ideal temperature of
homogenization is at 75 to 80°C for optimum dispersion and smoother texture. Flow diagram
of fruit juice based drink preparation is given below (Fig. 3).
3. Conclusion
Recent consumer trends such as convenience, health and wellness, value for money and
indulgence created huge potential in dairyc beverage market. Manufacture wish to introduce
products in each category to tap the business potential with their brand value. It helps market
players in product differentiation. It motivates researchers to diverge the innovation path to
keep the momentum in market.

85
Fig. 3: Generalised flow diagram of fruit-juice based acidified milk processing
4. Suggested Reading
Beverage Marketing Corporatio.(2010). Soy Beverages in the U.S.
Dalgard C. Nielsen F. Morrow J D Enghusen-Poulsen H, Jojung T, Horder M and M P M de Matt. (2009)
Supplementation with orange and blackcurrant juice, but not vitamin E, improves inflammatory markers in
patients with peripheral arterial disease. British Journal of Nutrition, 101 263-269.
Giroux H J. Acteau G, Sabik H and Britten M (2008) Influence of dissolved gases and heat treatments on the
oxidative degradation of polyunsaturated fatty acids enriched dairy beverage. Journal of Agricultural and
Food Chemistry 56 5710 - 5716.
Giroux H J, Houde J and Britten M (2010) Use of heated milk protein sugar blends as antioxidant in dairy
beverages enriched with linseed oil. LWT - Food Science and Technology 43 1373 – 1378.
Goodman J W, Asplin J R and Goldfarb D S (2008). Effect of two sports drinks on urinary lithogenicity.
Published online by Springer-Verlag. 10 December 2008.
Graham T E and L L Spriet (1995) Metabolic catecholamine and exercise performance responses to various
doses of caffeine.Journal of Applied Physiology.78 867-874.
Hursel R. Lucie van der Zee and Margriet S (2010).Effects of a breakfast yoghurt, with additional total whey
protein or caseinomacropeptidedepleted αlactalbumin enriched whey protein, on diet induced thermogenesis
and appetite suppression. British Journal of Nutrition, 103 775 - 780.
Lucey J A, Tamehana M, Singh H and Munro P A (1999) Stability of model acid milk beverage: effect of pectin
concentration, storage temperature and milk heat treatment. Journal of Texture Studies, 30 305–318.
Ramanathan V K. Chung S J, Giacomini K M and Brett C M (1997).Taurine transport in cultured choroid
plexus.Pharmacological Reseacrh, 14 406–409.
Worthley M I, Prabhu A, De Sciscio P, Schultz C, Sanders P and Willoughby S R (2010) detrimental effects of
energy drink consumption on platelet and endothelial function. The American Journal of Medicine, 123 184–
187.
Milk
Mixing Pectin
Fruit Pulp
pH adjustment
Homogenization
Heat Processing
Packaging

86
Technological Challenges and Design Aspects of Vitamin and Mineral Fortified Milk
Sumit Arora, Chitra Gupta and Apurva Sharma
Dairy Chemistry Division
1. Introduction
Micronutrients are nutrients required by humans and other living creatures in small quantities to
orchestrate a whole range of physiological functions, which the organisms itself cannot produce.
Micronutrient deficiencies such as iron deficiency anaemia (IDA), vitamin A deficiency (VAD) and
iodine deficiency disorders (IDD) continue to be significant public health problems; affecting more than
one third of the world's population. Apart from well established deficiency cases of iron, iodine and
vitamin A, emerging evidences have been reported on low plasma levels of zinc, folic acid and vitamin D
as well. Calcium and vitamin D deficiency have been reported to cause increasing fracture risk in Indian
population as well as an increased rate of deficiencies related to vitamin B1, B2, B12 has emerged in recent
past. Good nutritional status of population contributes to the socio-economic development of a nation. A
significant proportion of the World's population suffers from, or at risk of vitamins and minerals
deficiencies, referred as micronutrients. Adequate intake and availability of these dietary essential
vitamins and minerals are closely related to the survival, physical and mental development, good health
and overall well-being of all individuals and populations. More than 2 billion people in the world, suffer
from micronutrient deficiencies caused largely by dietary deficiency of vitamins and minerals. Vitamin D,
vitamin A, calcium, iron and zinc are needed to be given the first preference. Diet-related micronutrient
deficiencies rarely occur in isolation; deficiencies of calcium and vitamin D are often observed in the
same populations. Multiple micronutrient fortification can be more effective in improving nutritional
status than fortification with single micronutrient; therefore, the multiple fortifications of appropriate food
vectors, including milk, are of interest from the nutritional standpoint.
2. Milk and milk products as a suitable vehicle for fortification:
Milk in its natural form is almost unique as a balanced source of man’s dietary need. The various steps in
processing and storage have a measurable impact on some specific nutrients. Milk also provides
convenient and useful medium for addition of certain nutrients to man’s diet and has following benefits:
Milk is centrally processed hence the quality control can be effectively implemented.
Milk and milk products are widely consumed regularly in predictable amounts by people of all age
groups.
Cost is affordable by target population.
Stability and bioavailability of the added micronutrients to the milk remain high.
Milk is nearly a complete food and all nutrients exist in almost fully available form, the
bioavailability of added nutrients remains high.
Addition of fortificants usually caused minimum change in colour, taste and appearance.
Fortification of milk with different nutrients depends upon various factors including levels of milk
consumption and nutritional status of target population. The effect of added nutrients on the functional or
sensory characteristics of milk and stability of the nutrients during processing and storage of milk are the
important criteria which have to be considered before fortification.
87
3. Consideration during fortification of milk and milk products:
3.1 Bioavailability of commercial preparation
Bioavailability of different compounds facilitates the selection of the optimal compound.
3.2 Nutrient-nutrient reaction
Interaction among the nutrients and other food components is a key factor in nutrient addition. For
example, vitamin C will improve iron absorption; however, phytate, oxalate, uronic acid and polyphenols
of certain foods inhibit iron and calcium absorption. On the other hand, fortification iron will accelerate
vitamin degradation. Fortification of calcium in milk may interfere with absorption of iron or zinc.
3.3 Nutrient- matrix reaction
The added nutrient should not react with any component of the milk. For example, iron is a pro-oxidant
and can accelerate the development of fat rancidity, destroy some of the vitamins and form colored
products.
3.4 Shelf life & packaging
Many of the fortified milk and milk products may have limited shelf life and thus may need different
types of packaging which can be either oxygen impermeable or opaque to light. This is particularly true
for the fortification of liquid milk with vitamin A, since vitamin A is less stable to light. All the fortified
products require proper labeling on the pack.
3.5 Process consideration
The stability of all the vitamins is well known during various processing conditions and the same
knowledge can be applied while processing the vitamin fortified milk. Addition of calcium to milk
resulted in a new distribution of ions between milk serum and casein micelles, leading to physicochemical
changes in casein micelles and affects the heat stability of milk.
3.6 Cost factor
Cost may be a crucial factor in the manufacture and marketing of fortified milk and milk products.
3.7 Safety factor
There should be sufficient insurance against excessive intake of the fortificant. Unlike water soluble
vitamins, fat soluble vitamins exhibited toxicity at higher concentrations.
4. Fortification of milk and milk products with minerals
Milk is saturated with calcium; hence excess calcium may precipitate out. Stabilisers and emulsifiers are
generally used to maintain calcium in suspension to improve the mouthfeel and appearance of products.
Overload of calcium on the protein is the determining factor for the heat stability of milk. The ratio of
calcium-to-protein should not exceed 40 mg calcium per gram of protein. Another important processing
step involves the careful control of final pH followed by calcium salt addition. Finally, the use of a
calcium sequestering agent must be a controlled addition, dependent upon the actual calcium load of the
system. Upon addition of calcium salt, there is a marked drop in the pH, which will render the system
unstable unless it is corrected to near neutrality by the addition of a food grade base.
Addition of ferrous chloride (FeCl2) and ferric chloride (FeCl3) to skim milk led to a decrease in pH. This
decrease is related to the acidities of iron solutions and to exchange between iron ions and micellar bound
H+. The iron binding to caseins depends on their nature (as1-, as2-, β- and К-CN) and the nature of the iron

88
compounds. The binding of iron to caseins induces a neutralisation of their negative charge and also
induces change in their structures.
5. Choice of calcium fortificant
Selecting the right form of a salt for milk fortification is the first hurdle. Ideal source for fortification of
food should be highly absorbable, inexpensive and safe for human consumption. A wide variety of
calcium salts are having GRAS status viz. calcium carbonate, calcium chloride, calcium citrate, calcium
gluconate, calcium hydroxide, calcium lactate, calcium oxide and calcium phosphates (mono-, di- and
tribasic), calcium glycerophosphate, calcium pantothenate, calcium pyrophosphate and calcium sulfate.
Several commercial calcium salts have been used for calcium enrichment of milk/beverages, e.g. calcium
carbonate, calcium chloride, calcium phosphate, tribasic calcium phosphate, calcium citrate malate,
calcium lactate, calcium gluconate, calcium lactate gluconate and natural milk calcium. In general,
organic salts of calcium are more bioavailable than inorganic salts. The choice of calcium fortification
compounds may be made more on technological grounds, since there is little variation in the
bioavailability of the calcium from different compounds. The selection of an appropriate salt for a specific
application is usually based on the consideration of a number of properties associated with the respective
product such as calcium content, solubility, taste, cost and bioavailability. The best suited salt for
fortification should possess a high nutritional value and low interference with the absorption of other
nutrients besides its cost effectiveness and minimal effects on consistency, mouthfeel and taste of the
product.
6. Choice of iron fortificant
Technically, iron is the most challenging micronutrient to be added to foods. Iron compounds that have
the best bioavailability tend to be those which interact most strongly with food constituents to produce
undesirable organoleptic changes. The ideal fortificant for food fortification is one that supplies highly
bioavailable iron, does not diminish the nutritional value of the food vehicle through nutrient oxidation,
does not alter its sensory properties, can be used to fortify solid and liquid foods, is resistant to processing
treatments and is low in cost so that it can be accessible to the whole population.
The selection of iron compound for fortification is important in order to avoid interactions of iron with
food vehicle or the total meal because a minor change in organoleptic characteristics of the food will
result in consumer rejection. Solubility, chemical reactivity, bioavailability and cost are other important
issues when selecting an iron compound. For instance, ferrous sulphate is a highly bioavailable and
relatively inexpensive compound, however, because of its high reactivity; it produces undesirable changes
in some fortified foods. On the other hand, elemental iron (reduced, electrolytic or carbonyl) is also
inexpensive, however, it has been reported to have a low bioavailability depending on particle size and
the food vehicle to be fortified.
Novel microencapsulation technologies render iron fortificants that are more resistant to interaction with
other components in the food vehicles, thus minimising organoleptic changes, increasing shelf life and
maximising consumer acceptance. Most of the iron compounds can be microencapsulated, however, the
most available products are the microencapsulated form of both ferrous sulphate and ferrous fumarate.
The coatings are usually a mixture of phospholipids, polysaccharides, protein or partially hydrogenated
oil. Microencapsulation has little influence on relative bioavailability and the main advantages are fewer
organoleptic changes and a prolonged shelf life of fortified foods. This is a result of the bilayer coating,
protection against the interaction between iron and absorption factors in the fortified foods.

89
7. Vitamin fortification of milk and milk products
Under ambient conditions the water soluble vitamin C and vitamins of the B-complex group such as
thiamine, riboflavin, vitamin B6, niacin, pantothenic acid, folic acid, biotin and vitamin B12 are powdered
and thus relatively easy to work with when producing most dairy products. The fat soluble vitamins
which include vitamins A, D, E and K, however, exist either as oil or as crystals, which may cause
processing difficulties during the production of certain types of dairy products.
One of the problem encountered with the vitamins, is their limited stability in presence of heat, humidity
and oxygen. Among the water soluble vitamins, vitamin C, folic acid, vitamin B6 and vitamin B12 are the
less stable. While in the case of fat soluble vitamins vitamin A, D and E are least stable. In order to
improve the stability of these vitamins, a number of different coating technologies have been developed.
One of the most important methods to protect the fat soluble vitamins is microencapsulation, which
results in a highly sophisticated powder, where the vitamin is kept protected from degradation by the
coating material used for the encapsulation. During microencapsulation, the fat soluble vitamins are
brought from the oil or crystal form to a free flowing powder which makes it suitable for handling and
mixing with other dry ingredients.
8. Conclusion:
Fortification ensures a safest method by which manufacturers can deliver health promoting, nutritionally
dense food products. Milk and milk products provide a convenient and useful vehicle for fortification
with micronutrients and also are a part of the daily diet in almost all countries. Dairy products are also
easily targeted for specific consumer audiences, such as females and infants, allowing for the delivery of
category specific functional ingredients. Micronutrient fortification is found to be a promising tool to
address diseases caused by malnutrition. In some countries, optional and mandatory fortifications are in
place. However, fortification has still not gained a foothold in our country. In developed countries,
regulation of fortification is currently receiving more attention than technologies involved.

90
Advances in drying of functional dairy foods
P.S. Minz and P. Barnwal
Dairy Engineering Division
1. Introduction
The increasing consumer demand for foods with health benefits has led the food industry to diversify its
products. Most of the foods containing probiotic bacteria are dairy products, although there is a rapidly
growing demand for incorporating probiotics in other segments of the food industry. Drying processes are
a major cause of loss of viability of probiotics, and in the specific case of freeze-drying, the freezing step
causes additional stress on the bacterial cells, making the lipid fraction of the cell membrane more
susceptible to damage during the process (Guergoletto et al., 2012). Although the exact mechanisms of
cell inactivation during drying processes are not yet fully elucidated, it is known that bacterial cells
consist of 70 to 95% water, and its removal poses serious physiological obstacles to the survival of cells
(Santivarangka et al., 2008).
Culturing conditions and the cellular growth phase have great influence on viability during drying, with
the cells in the stationary phase being more resistant than in any of the other stages. For that reason, this is
the stage of development that has been used in different drying processes, such as: spray drying; fluid bed
drying; vacuum drying; as well as freeze drying. When the water is removed at a fast rate, the
microorganism has not the time it needs to adapt itself through genetic expression or by adjusting its
metabolism. An osmotic pressure response can be induced by stress conditions and leads to accumulation
of compatible solutes, as well as to a cross-response with the effects of the other stress conditions. Pre
adaptation to heat induces the heat-shock response of proteins and enzymes, such as chaperones and
proteases. The first help to stabilize the RNA and repair denatured proteins, while the proteases degrade
denatured proteins, with both reactions leading to heat stress resistance (Fu and Chen, 2011). The recent
advances in drying methods for functional dairy foods are discussed as follows:
2. Foam mat drying
Foam-mat drying is a promising new technique in the field of drying aqueous foods. Foam-mat drying
can be successfully employed for dehydration, under relatively mild conditions of heat sensitive foods or
for the foods that are difficult to dry, sticky and viscous in nature without compromising the quality of
end product. Produced foam can be dried easily at faster drying rates (Meena et al., 2014). Foam mat
drying, originally develop by Morgan, is a process in which the liquid or semi food is converted to form
stable foam by cooperation with foaming agents or stabilizing agents. The foam is then spread into a thin
sheet and dried by using hot air at lower temperature compared to other drying techniques such as spray
drying and steam drying. The dehydrated product can be converted into powder later using grinding
process (Chandak and Chivate 1972; Labelle 1984; Srinivasan 1996). The cooperation of air bubbles into
the foam is important and affects to drying rate. Usually, drying rate of foam-mat drying is relatively high
due to the larger surface area exposed to the drying air, resulting in rapid moisture removal (Brydigyr et
al. 1977). The dehydrated powder or flakes has better quality than that of drum dried and spray dried
products because of its honey comb structure and better reconstitution properties (Krasaekoopt and
Bhatia, 2012). This drying process is comparatively simple and inexpensive; however, the foam stability
during drying is very important. If the foam collapses, cellular broken down occurs, resulting in serious

91
impairment of the drying process. The foams are stable when low surface tension and high viscosity
occurred at the air/aqueous interface (Cherry and McWatters 1981). There are a lot of factors affecting the
foam characteristics or foam properties include chemical composition of food, type and concentration of
foaming agent, and mixing time (Hart et al. 1967). Yogurt powder was produced by using foam-mat
drying method using two types of foaming agents as methylcellulose and egg albumin (Krasaekoopt and
Bhatia, 2012).
3. Spray freeze drying
The rate-controlling step of freeze drying is almost always the diffusion of water through the solid from
the interior region to the surface. As drying times vary approximately with the square of the sample
thickness, one way to increase drying rates is to reduce the dimensions of the material. This is the basis of
the spray-freeze-drying technique that involves the atomisation of a liquid stream in a manner similar to
spray drying. The spray is then rapidly frozen and the solidified droplets subsequently freeze dried in the
form of a powder. This process is able to work by maintaining a very low dew point of water within the
system, which allows ice to sublime even in the presence of air at atmospheric pressure. Although the
technique was first developed in the 1950s it does not appear to have had widespread use. The most
recent work in this field has been done by using cold dessicated gas to first freeze and then dry the spray
in an integrated fluidised bed at atmospheric pressure. Due to the small particle sizes produced, drying
times of two hours were achieved. A spray-freeze-drying rig has been developed at Loughborough
University, UK, in which the fluidised bed freeze-drying section is capable of operating at reduced
pressures. The equipment is in two parts: a spray freezing chamber and a separate sub-atmospheric
fluidised bed freeze drying unit. Spray frozen particles are first formed by spraying the concentrate
through a heated hydraulic nozzle into a cooled spray chamber (1.5 m high x 0.8 m diameter). The
chamber is previously purged with nitrogen gas from a cylinder before cooling with liquid nitrogen from
a 500 l dewar. The frozen particles are collected from the outlet of the chamber in polystyrene containers.
The spray frozen particles are then loaded into the fluidised bed freeze dryer, which consists of a
polycarbonate cylinder inside a stainless steel vacuum vessel. The top and bottom of the polycarbonate
cylinder are fitted with a fine mesh and a distributor to allow low temperature gas flow through the bed,
whilst maintaining the particles within the drying chamber. The depth of the bed is typically 1 cm, which
yields a product mass of around 10–20 g. The fluidisation gas is provided from the liquid nitrogen dewar
via a trim gas heater and evacuated via a vacuum pump (Stapley and Rielly, 2007).
4. Zeodration
Zeodration is classical vacuum drying one step further with zeolite adsorbers replacing the classical
vapour condensers. During normal vacuum drying both water and aroma molecules are evaporated from
the product and ultimately discarded. However, zeolite will only adsorb water molecules; aroma
molecules are excluded from entering the zeolite pores due to their size. This improved retention of aroma
molecules provides a better product than freeze dried, with improved flavour, colour and aroma. Our
Zeodration drying process has a major advantage over freeze drying. In traditional freeze drying ice
crystals penetrate the cell wall. With Zeodration this shape change is eliminated due to higher processing
temperatures, resulting in less damage to cell walls and greater product stability (Bucher, 2015).
5. Vacuum band drier
vacuum belt drying plants are designed for the continuous charging of liquid or solid products. The dried
granulate is also being discharged continuously and under clean room conditions (GMP). After the drying
process, the products can be milled and customised. Vacuum belt drying can be regarded as one of the

92
most economical and gentle drying methods. Due to the vacuum, very low water evaporation
temperatures can be achieved. Aroma, product color and bulk density can specifically be influenced by
the process. Vacuum belt drying plants find their application in the pharmaceutical, food and chemical
industry. Advantages of vacuum belt drying plants are (SPX, 2015).
Short drying time
Minimal loss of aroma
Little loss of product
No oxidation of product
No mechanical stress
Solvent recovery possible
Low product temperatures
Less energy consumption
Completely closed system
Controllable maillard reaction
Instant properties of the dried product
6. Microwave vacuum belt dryers
Using conventional vacuum dryer the product is heated using contact heating within several heating zone.
Heated plates are used as heat transfer medium using pressure water, steam, oil or electrical sources.
Compared to the above mentioned conventional heating systems microwave is the better alternative.
Microwave vacuum belt dryers are used for the continuous and automatic drying of temperature sensitive
products with low thermal conductivity such as herbal extracts, food, pharmaceutical and chemical
products. The drying process is adapted to the desired dry product quality such as final solids content,
solubility, density and others. The feed of solids is effected by means of a suitably designed feeding
device with attached and product orientated metering and distribution set-up in the dryer. When feeding
wet product a metering pump and an oscillating feeder are allocated. The movement of this feeder is
adjustable during operation. Therefore an easy optimising is possible. Pump able products pass normally
a high viscose and sticky phase during drying. Towards the end of the drying and influenced by the steam
bubbles a dry cake is formed. This cake is brittle and is broken at the end of the belt and, if required,
granulated. The vacuum belt dryer consists of a casing with built in transporting belt. The belts are made
from selected PTFE coated glass fibres. For the continuous and automatic operation of such a plant, a belt
control device that runs reliably for a long period is imperative. For the product quality to be achieved, the
heating temperature during drying is of essential influence. In the tradition vacuum belt dryer normally
the belts run over 3 or 4 heating zones and at the end through a cooling zone. These are fed with hot
water, steam or thermo oil. With using microwave heating careful arranged microwave heater with
infinitely variable power making sure an optimum energy transfer into the product. The temperature
profile may be selected to the needs of the product. The product temperature will be controlled with
infrared thermometers installed on top of the dryer. When the product temperature will climb up in a
critical value, the microwave power will be reduced automatically. Microwave heater usage normally is
1.2/2/3/6kW-2450MHz (Pueschner, 2015).
7. Conclusion
Several drying technologics have reached maturity viz. furher R&D resources are unlikely to yield
appreciable returns on investment. innovative approaches are needed to meet the challenges of global

93
competitiveness. efficient energy utilization, environmental impact and product quality. New products
and new processes often demand new drying techniques. Some of the innovations are a result of
“technology push” as opposed to “market-pull“ (Mujumdar, 1996). The product development in the dairy
food segment is mostly targeted towards improving the nutritional profile. Thus innovate drying
technologies need to be developed and evaluated.
8. Selected Reading
Brydigyr A M, Rzepecka M A and McConnell M B (1977) Characterization and drying of tomato paste foam by hot
air and microwave energy. Journal de l'Institut Canadien de Science et Technologie Alimentaire 9 313-319.
Chandak A J and Chivate M R (1972) Recent development in foam-mat drying. Indian Food Packer 26 26-32.
Cherry J P and McWatters K H (1981) Whippability and aeration. In: Protein Functionality in Foods. ACS
Symposium Series 147. Amer. Chem. Soc., Washington DC, 149-179.
Fu N and Chen X D (2011) Towards a maximal cell survival in convective thermal drying processes. Food Research
International, 44 1127-1149.
Guergoletto K B, Tsuruda A Y, Hirooka E Y, Martins E P, de Souza J C B, Sivieri K, Roig S M, Hirooka E Y and
Garcia S (2012) Dried Probiotics for Use in Functional Food Applications. INTECH Open Access Publisher.
Hart M R, Graham R P, Ginnette L F and Morgan A I (1967) Foams for foam-mat drying. Food Technology 17 302-
304.
Krasaekoopt W and Bhatia S (2012) Production of yogurt powder using foam-mat drying. Faculty of Biotechnology,
Assumption University Bangkok, Thailand, 15(3), 166-171.
Labelle R L (1984) Principles of foam mat drying, Journal of Food Technology 20 89-91.
Meena A, Jawake P, Jain S K, Mudgal V D, Saloda M A and Sharma K C (2014) Foam Mat Drying of Papaya.
Journal of Agricultural Engineering 51 9-18.
Mujumdar A S (1996) Innovation in drying. Drying Technology, 14, 1459-1475.
Pueschner (2015) Microwave vacuum drying for advanced process technology.
http://www.pueschner.com/downloads/vacuumdrying.pdf
Santivarangkna C, Higl B and Foerst P (2008) Protection mechanisms of sugars during different stages of
preparation process of dried lactic acid starter cultures. Food Microbiology, 25 429−441.
SPX. (2015) Vacuum and Freeze Drying Technology. http://www.spxflow.com/en/assets/pdf/e&e_vacuum-
tech_300_02_09_2014_GB-web.pdf
Stapley A and Rielly C (2007) Advances in unconventional freeze drying technology. Chemical Engineer, 790, 33-
35.

94
Application of Cryogenics in Processing for Dairy and Food Products
P. Barnwal
Dairy Engineering Division
1. Introduction
Cryogenics is the branch of Physics and Engineering which deals with the production of “freezing
cold” and the study of materials at such low temperatures. There is no clear sharp dividing line where
refrigeration ends and cryogenics starts. The National Bureau of standards, UK has defined cryogenic
temperature as -150oC and below. According to this definition, liquid nitrogen (boiling point -
195.6oC) falls in cryogenic range, whereas carbon dioxide (boiling point -78.5
oC) does not. However,
in general, cryogenics is defined as a branch of engineering specializing in technical operations at
very low temperature, generally below -50oC and to create such a low temperature, cryogenic liquids
are used.
The terminology ‘cryogenics’ is related with Kamerlingh Onnes, a Dutch physicist, who wanted to
produce a gas in his laboratory that could be refrigerated and become a low temperature boiling
liquid. Cryogenics became a buzz word in India only during 1980s when Russia refused to supply
Cryogenic engines to ISRO for its space programme. Cryogenics, however, started in India as early as
1930 when a British company installed an Oxygen Plant.
The word ‘cryogen’ is used in practice to describe a low temperature boiling liquid. Cryogens are
ultra-cold fluids which require proper precautions and safety measures during its handling. An
instantaneous contact between cryogen and exposed skin can produce a painful burn and a splash of
cryogenic liquid to eye may result in loss of vision. Hence, adequate personal protective equipment
such as heavy gloves, face shield, safety goggles, and proper safety mechanisms should be installed
including warning sensors for cryogens handling.
Liquid nitrogen (LN2) and carbon dioxide (CO2), in liquid or solid form, are the two major cryogens
used for food applications. Cryogenic liquids are those which boil at cryogenic temperatures at
atmosphere pressure. Liquid forms of hydrogen, helium, nitrogen, oxygen, inert gases, air, methane,
carbon dioxide, etc are common cryogens. The thermo-physical properties of these two cryogenic
liquids are presented in Table 1. The use of cryogens in industry, defence and space programmes has
simulated the emergence of the new field of cryogenic engineering.
Table 1: Some thermo-physical properties of liquid nitrogen (LN2) and liquid carbon dioxide
(LCO2)
S.No. Properties Liquid nitrogen Liquid Carbon Dioxide
1 Density ( kg/m3) 808 464
2 Boiling point (oC) -195.6 -78.5
3 Thermal conductivity (W/m-K) 0.14 0.19
4 Specific heat of liquid ( kJ/kg-K) 2.05 2.26
5 Latent heat of evaporation (kJ/kg) 199 352
6 Total usable refrigeration effect
(kJ/kg)
690 565
As a refrigerant, liquid nitrogen (LN2) is being used for many decades. In recent years, it is finding
widespread applications in almost every branch of science, vacuum technology, electronics, space
technology, biology, medicine, agriculture, etc. Nevertheless, the scope for application of cryogenics
in the area of food processing is no less important. Cryogenics systems may be used for several unit
95
operations e.g. cooling, chilling or freezing for a wide variety of dairy and food products etc.
Cryogenic technology has found applications for production of high value frozen products like,
fruits and vegetables, meat products, marine products, fish, prawn, etc. Cryogenic freezing offers a
wide range of unique benefits including high cooling rates, high throughput, flexibility (acceptability
to different products), low capital cost, low dehydration loss and better quality.
Some applications of cryogenic technology are: shrink-fitting of metals, liquid oxygen is used in
welding, in the manufacture of steel, liquid oxygen in artificial breathing in hospitals & aircrafts, for
the preservation of blood, dead bodies and medicines, for freezing the food for preservation - by spray
of liquid nitrogen, quick healing of wounds, cooling the body parts by anaesthesia, preservation of
bull insemination for better creed, for the manufacture of cryogenic magnets, super conductive
transformers and Super conduction motors, used in separation of gases i.e. air, Coke oven gas, Helium
3 from Helium 4, economic transport of ice cream, superconductivity makes computers compact,
liquid hydrogen is used as a fuel in rockets, spectrum lines are more sharpened at low temperatures.
Cryogenic technology has also limited applications in peeling of fruits and vegetables where these are
immersed in liquid nitrogen for few seconds and then thawed in warm water to loosen the peel.
Packaging and homogenization of biological tissues have also limited applications of cryogenic
technology.
India is one of the largest consumers of foods, quantity–wise because of its large population. The
industries for preservation of food products, particularly those of easily perishable nature, is not well
developed as expected. Against the background of the huge spoilage of foods, the preservation
technology calls for its special attention. The Indian products have to be cost effective by using latest
state of art of technology to produce world-class quality goods.
2. Dairy Production: Cryo Preservation in Animal Husbandary
India has vast animal genetic resources with a wide variety of indigenous farm animals including
various types of cattle. Artificial insemination (AI) of cattle using bull semen preserved at cryogenic
temperature is now a standard commercial practice. The “desi” breed can beatifically inseminated by
the exotic semen and thereby genetic improvement can be made which ultimately leads to enhanced
milk production.
Cryogenics is playing an important role in the field of animal husbandry. Artificial insemination of
cows and buffalos has become a normal method of breeding quality cattle’s using frozen semen from
quality sires. This technique of artificial insemination is particularly useful in a country like India
where the paucity of quality sires has been the main hurdle in the way of cattle improvement
programme. Although the storage of semen for 3 to 4 days may be satisfactory for day to day
requirements of an AI centre, yet difficult to maintain its fertility for long. This causes a serious
wastage of semen from valuable sires. The majority of AI activity today is performed with frozen
semen. Freezing has permitted semen to be collected, processed and used anywhere for years
afterwards. Cryo preservation is the most advanced in the bovine species and has served as a basic
model for other species.
3. Cryogenics in Processing for dairy and food Products
Ice creams, sherbets and other dairy products can be made by directly injecting liquid nitrogen (LN2)
into the mixture while it is being churned. This method of manufacturing not only increases the
storage life of the product but also decreases deterioration during storage and in fact it actually
decreases the cost of manufacturing. Commercial viability of using liquid nitrogen in making ice
cream, sherbets etc has been examined and practices in developed countries.

96
The fresh food begins to deteriorate its quality from the moment it is harvested. Preservation of fresh
as well as processed food by conventional means including refrigeration often leads to quality
deterioration viz. discolouration, browning, loss of vitamins as well as aroma and flavour because of
enzymatic and chemical interaction of the products. During the freezing process, the temperature of
food products first falls rapidly from the initial temperature to just bellow 0ºC. The temperature then
falls very slowly until most of the water has changed its state to ice. Once the critical zone is passed,
the temperature drops again quite quickly. Since spoilage continues fairly rapidly at temperature just
below 0ºC, it is important to pass the critical range quickly. The more rapid the freezing, the better
quality of the product obtained.
3.1 Cryo Preservation of Food
Food preservation means destruction of micro-organisms and spores, slowing the rate of chemical
reactions such as oxidation and inactivation of enzymes etc. Food Processing are generally practiced
for destruction of toxins, improving physico-chemical, sensory and aesthetic properties
Most varieties of food items like meat, fruits, vegetables and marine products are perishable in nature.
They deteriorate fast because of bacteriological, enzymatic, oxidative and other chemical reactions.
Since most chemical reactions die down below minus 1200C the shelf life of these products can be
significantly enhanced by Instant Quick Freezing (IQF) Technique. The technique enables to preserve
the taste, aroma, texture or the nutrition value of the food product. Shelf life of the products is
increased dramatically. The cryo preservation of food and marine products for storage and exports has
become an ever growing industry with large market share.
3.1.1 Advantages in Using LN2 as refrigerant
Dehydration loss is less than 1% as against 3 to 10% in conventional freezing; exclusion of O2
minimizes oxidative rancidity during freezing; minimum drip loss, improved quality in terms of
flavour, texture, appearance; reduced floor space equipment; reduced handling losses of the products,
flexibility, high through-put, low investment cost, reduced maintenance cost, minimum man power
requirement and rapid installation and compactness.
3.2 Freezing:
Both refrigeration and freezing involves removal of sensible and latent heat from a food. Freezing
involves the conversion of the aqueous part of a food from water into ice. Thus, freezing makes water
unavailable for microorganisms and for chemical reactions. It lowers the temperature which enables
in prevention of (i) spoilage organisms to grow and (ii) chemical reactions that affect product
degradation, to be slowed or inhibited and helpful in food preservation. Ammonia, carbon dioxide or
liquid nitrogen is generally used for food freezing. Carbon dioxide, in its various forms, is a very
useful food cooling substance. The most commonly and widely used cryogen for cryogenic freezing is
liquid nitrogen. In freezing of dairy and food products, the product must first be cooled to the
transition point of water (0°C). Nitrogen, in its liquid form at -195.6°C, is one of the coldest
substances. Liquid nitrogen is completely inert, colourless, tasteless and odourless. It has no adverse
environmental effects, unlike other refrigerants. This freezing technique exploits features of nitrogen
that make it an ideal natural refrigerant for use in the food industry.
3.2.1 Freezers
3.2.1.1 Primary freezers:
Product is in contact with refrigerant in the form of a cryogenic gas or liquid or solid. Its merits are:
very much suitable for small and thin product, very small ice crystals, insignificant dehydration, color,
flavor, structural changes, drip loss on thawing. Its demerits are: it may induce considerable thermal

97
stresses; large product may display severe cracking due to extremely uneven cooling at the surface
and interior.
3.2.1.2 Secondary freezers
Plate freezers refrigerant moves heat by circulation within the plates those are in contact with the
product. Its merits are: in it, different refrigerants are used to cool air. Its demerits are : irregular
shaped product are very difficult to freeze, time of freezing is very high, larger ice crystal are formed.
3.2.1.3 Tertiary freezing
Air blast freezers are circulated over the product. Its merits are: varied and irregular shaped product
can be frozen, wide variety of shapes, sizes are available. Its demerit are: freezer burn, drip loss etc.
3.2.1.4 Individual Quick Freezing (IQF)
It is an established fact that preservation by quick freezing retains the desirable qualities of foods.
Cryogenic technology not only offers the quick-freezing but also the following advantages:
Less Energy requirement, good retention of original quality attributes, less dehydration, low capital
investment, minimal space requirement, maintenance/simplicity of operation, continuous, in-line
freezing, minimum off-stream time, maximum turn-down/up capacity, maximum versatility in
relation to products handled and least cost per unit of food shipped.
3.3 Preservation of Fruits and Vegetables
Although the country is one of the largest producers of fruits and vegetables, it is estimated that a
considerable part of the total production is waste due to poor preservation technique and shortage of
cold storage. Controlled Atmosphere and Modified Atmosphere Packaging of fruits and vegetables for
consumer marketing is currently drawing the attention of researchers and processors.
The quality and shelf life of many foods can be improved by deposing droplets of liquid nitrogen into
their packaging on the production line. The droplets of LN2 vaporize almost instantaneously and as
the vapors expand by nearly 200 folds of the liquid volume; this gives a large dilution effect of air and
displaces most of the air originally present in the pack to create a controlled atmosphere that will not
support any microbial action.
3.4 Cryo-Pulverising or Cryo-Grinding of Spices
Spice grinding is an ancient industry like cereal milling industry with the difference that in spice
grinding there is the additional problem of natural volatile flavouring components and essential oils
getting lost during grinding. Spices are valued for aroma and flavour, these impart to various foods.
The fat content of spices generally poses a problem and is an important consideration in grinding. The
other considerations are particle size, product yield, product uniformity, freedom from contamination,
economy and dust free operation.
During grinding, spices lose a significant fraction of their volatile oils or flavouring components due
to the heat generated. There are considerable losses of oil and moisture from different spices during
normal grinding. For different spices the product temperature ranged between 42 and 95oC during
grinding.
The quality of spices could be retained by the technique of cryogenic grinding. In cryogenic grinding
liquid nitrogen is used to reduce the temperature of the product prior to and during the grinding
operation in order to minimize the loss of flavouring volatile components of the product. Thus the
flavour strength per unit mass of the resultant ground product is significantly higher than that in the
conventionally ground product.

98
With cryogenic grinding, the temperature of the product can be as low as -195.6oC. But generally such
low temperatures are not used for all spices. In practice, temperatures are regulated anywhere from -
195.6oC to a few degrees below the ambient temperature.
Cryogenic grinding is accomplished by the controlled injection of liquid nitrogen directly into the
mill’s grinding zone. The instantaneous evaporation of liquid nitrogen quickly chills both the spice
and the mill. It also absorbs the frictional heat of grinding. Thus, the temperatures in the grinding zone
generally are well below -73oC.
The extremely low temperature in the grinder solidifies oils so that the spices become brittle, they
crumble easily permitting grinding to a finer and more consistent size. The high quality ground
product would have domestic as well as international market.
In order to obtain high quality ground spices products, a cryogenic grinding system was designed and
developed to cool the spices before feeding to the grinder and also to maintain the cryogenic
temperature in the grinding zone. The main components of the cryogenic grinding system are (i) pre-
cooling unit (cryogenic pre-cooler) and (ii) grinding unit (commercially available grinder, a pin mill
and a hammer mill).
The function of the cryogenic pre-cooler is to remove the heat from the material before it enters the
grinder. The pre-cooling unit (a cooling device) consists of a screw conveyor assembly, an air
compressor, a liquid nitrogen (LN2) dewar, a power transmission arrangement and control panels. The
cryogenic pre-cooler is made up of a screw conveyor enclosed in a properly insulated barrel and a
system to introduce liquid nitrogen into the barrel, thereby providing refrigeration (liquid and cold
gas) within the system. The particle temperature must be low enough to absorb the heat generated in
the grinder and still fracture. Cryogenic pre-coolers, therefore, must have the ability to reduce the
temperature of the seed below its brittle point as well as the freezing point of its oil, before it enters
the grinder.
There must be provision to control the temperature of the pre-cooler and the feed rate to the grinder
for the obvious purpose of controlling the grinding process. Consumption of liquid nitrogen and the
operating cost are important considerations and matters of concern for a cryogenic pre-cooling
system. The liquid nitrogen losses can be minimized to a great extent by proper consideration of the
design and insulation of the pre-cooler. The design of the pre-cooling unit is to prevent the material
from being heated up during grinding. The unit would pre-cool the material before the actual starting
of the grinding operation. Thus, the pre-cooling unit is being designed to match with a commercially
available grinder (a pin mill and a hammer mill) that could withstand low temperature operations.
4 Conclusion
Cryogenics has tremendous scope for application in Processing for dairy and food products. It gives
ultra-low temperature applications in dairy and food sector. Cryo-preservation is the only viable
method available for long-term preservation of the both plant and animal origin species. Cryogenic
preservation of food offers great promise for the country, both from export and also from domestic
consumptions point of view. It is due to assurance of the food quality and safety using cryogenics.
Most industries employ evaporative air chilling systems, preservation by using cryogenics is not so or
less familiar in this sector. Product shrinkage, toughening and loss of tenderness, products shelf life,
microbial activity, drip loss and dehydration losses etc. are the major quality considerations in
freezing of the food products e.g. meat products. The preservation by using cryogenics will improve
the situation. Before using or selecting the cryogenic methods for processing, proper economic
considerations including payback period and life of the system etc. should be taken into account.
Cryogenic grinding of spices is a new development in India and needs demonstration and promotion
in spice pilot plants. In the dairy and food Industry, use of cryogenics has grown from its inception

99
about twelve years ago and most of this involves liquid nitrogen. The availability of indigenous
cryogenic technology for dairy and food processing would ensure production of better quality
products within the country and possibility of further exporting the processed products to different
countries.
5. Suggested References
Anon. 2015a. http://www.cryofoods.com/what-is-cryogenic-the-process.asp
Barnwal P, Singh K K (2012) Cryogenic Grinding Technology for Retention of Spice Quality for Health
Purposes. In: Health Food: Concept, Technology and Scope. Vol.II. (Eds.Gupta R.K., Mangal Manisha,
Bansal Sangita) Biotech Books, New Delhi. ISBN No. 978-7622-267-9. 489-508.
Liu H, Zeng F, Wang Q, Ou S, Tan L, Gu F (2013) The effect of cryogenic grinding and Hammer milling on the
flavour quality of ground pepper (Piper nigrum L.). Food chemistry 141 3402-3408.
Barnwal P, Singh K K, Kumar P, Mohite A K (2012) Cryogenic Spice Grinding for Quality Retention in
Ground Spices. In: Training Manual/Compendium of summer school on “Newer Concepts and
Techniques in Development of Health Foods” (Eds.Gupta R.K., Mangal Manisha, Bansal Sangita). 183-196.
Goswami T K (2010) Role of Cryogenics in Food Processing and Preservation. International Journal of Food
Engineering 6 Issue 1, ISSN (Online) 1556-3758, DOI: 10.2202/1556-3758.1771.
Barnwal P, Singh K K (2010) Application of cryogenic technology for grinding of spices. In: Compendium of
ICAR sponsored Winter School on “Novel techniques in food processing, co-product utilization and quality
assurance” (Eds. Mridula D., Patil , R.T. and Manikantan, M.R.), 26-32.
Khadatkar R M, Kumar S, Pattanayak S C (2004) Cryo-freezing and cryofreezer. Cryogenics, 44 661-678.
Singh K K and Barnwal P (2012) Application of Cryogenics in Grinding of Spices. In: Book on “Food processing
Technologies, Co-product utilization and Quality assurance” (Eds. Mridula D., Patil , R.T. and Manikantan,
M.R.), 373-395.
Barnwal P (2012) Spice Grinding Using Cryogenic Technology. In: Course manual of Training to international
participants (ASEAN delegates) on Production and processing technologies for value addition of
horticultural products” Course director: Dr. R.K.Gupta, HoD, FG & OP Division. 73-79. held during April
30 to May 12, 2012 at CIPHET Ludhiana.
Singh K K and Goswami T K (1999) Design of a cryogenic grinding system for spices. Journal of Food
Engineering 39 359-368.
Mahajan P V and Goswami T K (2007) Use of liquid nitrogen in CA storage: Theoretical analysis and
experimental validation. Journal of food engineering 82 77-83.

100
Oligosaccharides in Formulation of Functional Food
Indumathi K P, Rita
Dairy Chemistry Division
1. Introduction
The use of foods that promote better health and reduction of the risk of diseases are gaining popularity.
One important group is oligosaccharides like inulin or sucrose-derived fructo-oligosaccharides, soy
derived galactosyl-sucroses and galacto-oligosaccharides derived from lactose, xylo-oligosaccharides and
lactulose. Several beneficial effects are claimed on the consumption of non-digestible oligosaccharides.
Such properties include non cariogenicity, a low calorific value and the ability to stimulate the growth of
beneficial bacteria in colon. They are also associated with a lower risk of infections and diarrhea, and an
improvement of the immune system response. Also, due to the decrease in intestinal pH by the
fermentation, NDOs promote reduction of the pathogen and an increased bioavailability of minerals.
Since their average daily ingestion is lower than the level considered as safe (not over 15g/day)
supplementation of non-digestible oligosaccharides could be beneficial.
2. Oligosaccharides
Oligosaccharides are water soluble and typically 0.3-0.6 times as sweet as sucrose. The sweetness
depends on chemical structure, the degree of polymerization of the oligosaccharides present and the levels
of mono- and disaccharides in the mixture. The low sweetness makes them suitable as bulking agents and
as flavor enhancers. The higher their molecular weight, the more viscosity they provide leading to
improved body and mouthfeel. Polydextrose, a carbohydrate-based sugar (bulking agent) and fat replacer,
is soluble up to 80% giving viscous solutions which behave Newtonian. Because of its high Tg (glass
transition temperature, 110 C), it contributes to more stable foods. Polydextrose also functions as a
cryoprotectant, freezing point depressor and gives an over-all cooling effect to the food. Oligosaccharides
do not bind minerals and easy to incorporate into processed foods. Many of them have also shown to be
strong inhibitors of starch retrogradation.
Fat contributes key sensory and physiological benefits to foods, it contributes to the combined perception
of mouthfeel, taste and aroma/odour. Fat also contributes to creaminess, appearance, palatability, texture,
lubrication properties of foods and increases the feeling of satiety during meals. It also can carry
lipophilic flavour compounds, can act as a precursor for flavour development and stabilize flavour. A
very important characteristic of fat is its use for frying. Carbohydrate-based fat substitutes physically and
chemically resemble fats and oils, they are also stable at cooking and frying temperatures. Carbohydrate-
based fat mimetics differ strongly from fats and oils. Generally they adsorb a substantial amount of water
and are therefore not suitable for frying. However, many of them are suitable for baking and retorting.
Since they can only carry water-soluble flavour but not lipid soluble flavour they are less flavourful than
fats and oils. In addition, lowering the fat content of a food by replacing fat with a fat substitute also
affects the vapour pressure of the food which is directly related to flavour intensity. The functionality of
the carbohydrate based fat substitutes is based on their ability to increase viscosity, to form gels, provide
mouthfeel and texture, and to increase water-holding capacity.
Carbohydrate-based fat substitutes are mixtures of sucrose esters formed by chemical transesterification
or interesterification of sucrose with one to eight fatty acids, the class with six to eight fatty acids are

101
called sucrose fatty acids polyesters, the class with one to three fatty acids are called sucrose fatty acid
esters (SFE). Unlike sucrose fatty esters polyesters the SFEs are easily hydrolyzed and absorbed by
digestive lipases and are, thus, caloric. SFEs containing upto seven free hydroxyl groups with one to three
fatty acid esters results in hydrophilic and lipophilic properties and, thus, gives them excellent
emulsifying and surface active properties. In addition they are effective lubricants, anticaking agents,
thinning agents and antimicrobials. Other carbohydrates modified to fatty acid esters are sorbitol,
trehalose, raffinose and stachyose. The functionality and potential application of the sucrose fatty acid
polyesters is governed by the type of fatty esters used in the manufacture. The chemical stability of
carbohydrate-based fat mimetics is comparable with the stability of oligosaccharides and depends upon
the type of constituent sugar residues, ring form and anomeric configuration, type of linkages and degree
of branching. It also depends upon their solubility. At low and high pHs and high temperature they are
liable to degradation. Since they are polysaccharides their participation in Maillard reactions is negligible.
Polydextrose, being a mixture of molecules ranging in degree of polymerization of 1 to 100 with a
molecular weight average of 10, shows Maillard reactions unless they have been reduced. For use as a fat
mimetic polydextrose is coated with fat. Polydextrose is only partially fermented by intestinal
microorganisms producing short chain fatty acids.
Some oligosaccharides also function as preservatives. In terms of antimicrobial activity, chitosan seems
superior to chitin since it contains amino groups which could interact with the negatively charged
bacterial cell membranes and then inhibit the bacterial growth. Other mechanisms for antimicrobial
activity of chitosan have also been suggested, as the blockage of RNA transcription by adsorption of
penetrated chitosan to bacterial DNA or the chelating action of chitosan with metal trace elements or
essential nutrients, leading to microbial growth inhibition. Antimicrobial activities of chitosan were also
demonstrated against many different kinds of microorganisms. Accordingly, chitosan was shown to
inhibit food spoilage microorganisms, such as Candida sp., Escherichia coli and Staphylococcus aureus.
However, as the culture media employed poorly represent what really happens in complex food systems,
this polysaccharide has also been tested in food products. Several studies were realized in fruit juices and
emulsified sauces, but also in solid foods such as meat, mayonnaise, tofu, houmous and chilled salads.
Finally, chitosan was also studied as an edible antimicrobial film to cover fresh fruits and vegetables,
pizza and meat.
Current applications of non-digestible oligosaccharides in the industry include desserts such as jellies,
puddings, sherbats, confectionary products such as candy, cookies, biscuits, breakfast cereals; chocolate
and sweets; breads and pastries; table spreads and spreads such as jams and marmalades; meat products
such as fish paste and tofu. The product in which oligosaccharides is to be added determines the nature of
oligosaccharide to be added. Bread for eg is a suitable food for galactooligosaccharides inclusion during
the fermentation with yeast and the baking of bread, they are not broken down, and render bread excellent
in taste and texture. Infant food and food special for old aged or hospitalized people are promising
examples of products for galactooligosaccharides inclusion, since these people are more susceptible to
modifications in the intestinal microflora.
Maltodextrins – oligosaccharides formed by the partial hydrolysis of starch have a low bulk density, are
fully soluble and have a low sweetness. Frozen desserts may use maltodextrin as its water holding
capacity and relatively low molecular weight give it freezing point depressant qualities. It also undergoes
some non-enzymatic (Maillard) browning.

102
Soluble fibres such as inulin, fructo-oligosaccharides, and Nutriose® (a chemically modified dextrin from
Roquette) are being used more often to help replace sugar in a range of products. Inulin and
Oligofructose belong to a class of carbohydrates known as fructans.
They are extracted from the chicory plant using hot water and are used as food ingredients to help
formulate healthy products. Their prebiotic effect means they help support a healthy digestive function.
Inulin and oligofructose are available in many commercial forms including powder, granulated, instant,
gel and low sugar, meaning that they can be applied to many different products. The organoleptic
properties of both products are dependent on the level of application in the finished product. Inulin only
has a slightly sweet taste and has no associated aftertaste or off flavours. When added into a high acid
environment, such as some acidic soft drinks, hydrolysis of this product may occur. Due to this,
oligofructose may not be a suitable ingredient for long shelf life products of this nature. Inulin gels are
more resistant to acid hydrolysis however, but hydrolysis can occur. Overall inulin and oligofructose are
beneficial food ingredients that have nutrition claims associated with fibre enrichment.
3. Selected Readings
O’Donnell K (2005) Carbohydrate and intense sweeteners. In: Chemistry and technology of soft drinks and fruit
juices, (P.R Ashurst), 2nd Edition, Oxford: Blackwell Publishing Ltd.
Roberfroid MB, Slavin J (2000) Nondigestible oligosaccharides. Crit Rev Food Sci Nutr.40:461–80.
Quemener B, Thibault J F, Coussement P. (1994) Determination of inulin and oligofructose in food products and
integration in the AOAC method for the measurement of total dietary fibre. Lebensm-Wiss Technol. 27:125–32
Roberfroid M. (2005) Inulin-type fructans as functional food ingredients. Boca Raton, FL: CRC Press.

103
Osteoanabolic Effect of Milk Derived Bioactive Peptides
Suman Kapila, Srinu Reddi and Rajeev Kapila
Animal Biochemistry Division
1. Introduction
In the modern era, due to change in life style and increase in life expectancy, there is an increase in the
incidence of old age diseases like osteoporosis, cardiovascular disease, Alzheimer’s disease and ovarian
cancer. Osteoporosis is characterized by low bone mineral density with micro architectural deterioration
of bone tissue leading to enhanced bone fragility and increased susceptibility to fractures. There are 2
forms of osteoporosis, one related to estrogen deficiency at the menopause and the other to calcium
deficiency and aging of skeleton. Estrogen accelerates osteoclast apoptosis and promotes osteoblast
proliferation hence, estrogen is said to possess both anti-catabolic and anabolic activity with respect to
bone remodeling. Women live on average a third of their life in a postmenopausal stage therefore; they
are at higher risk of developing osteoporosis. On a global basis, Indians have the highest prevalence of
osteopenia. Compared to Caucasians, osteoporotic fractures in the Indian population occur 10-12 years
earlier in age. Osteoporotic fractures are more common in Indian men than in the West. These facts
dictate an urgent need to address issues relevant to the prevention of osteoporosis.
Dairy products have also been shown to increase not only bone mineral density but also bone growth
(Matkovic et al., 2004). In recent years, extensive scientific evidences have been provided for the
existence of biologically active peptides derived from milk proteins that may have beneficial effects on
human health. Bioactive peptides have been defined as peptides with hormone- or drug like activity that
eventually modulate physiological function through binding interactions to specific receptors on target
cells leading to induction of physiological responses. According to their functional properties, bioactive
peptides may be classified as antimicrobial, antithrombotic, antihypertensive, opioid, immunomodulatory,
mineral binding and antioxidative. Among different bioactive peptides ACE inhibitory peptides,
immunomodulating peptides and caseinophosphophopeptides are the most favorite bioactive peptides for
application to foodstuffs formulated to provide specific health benefits. Casein derived peptides have
already found interesting applications as dietary supplements and as pharmaceutical preparations such as
tablets, toothpaste, and dental filling material. Recently, it has been reported that antioxidative and ACE-
inhibitory peptides have anabolic effect on bones thus they have the potential to improve bone health
(Narva et al., 2004; Shimizu, et al., 2008; Hunttunen et al., 2008; Shanmugam, 2013). So, identification
of peptides from milk for their application in treatment of osteoporosis as anabolic therapy for
osteoporosis has become the most desirable therapeutic option. Although drug treatments are efficient in

104
osteoporosis treatment, they are always accompanied by a risk of side effects, such as thromboembolic
disease, gastrointestinal adverse effects or even cancer, and the duration of therapy is often limited.
2. Osteoblastogenesis
The progressive development of the osteoblast is characterized by a definite sequential expression of
tissue specific genes that identifies three distinct periods of osteoblast phenotype development:
proliferation, maturation and extra-cellular matrix synthesis, and matrix mineralization. During the active
proliferation phase, osteoblast-committed progenitor cells (pre-osteoblasts) express genes that support
proliferation and several genes encoding for extracellular matrix proteins, such as type I collagen and
fibronectin. Osteoblasts synthesize type – I collagen–rich matrix that has the unique property of
eventually becoming mineralized (Ducy et al., 2000). Immediately after growth arrest, a developmental
sequence involving the selective expression of specific genes that characterize the differentiated
osteoblast phenotype (alkaline phosphatase (ALP), osteocalcin) occurs. ALP appears in less-differentiated
osteoblasts while osteocalcin appears in a later stage of osteoblast differentiation. The extra-cellular
matrix progresses into the mineralization phase in which osteoblasts synthesize several proteins that are
associated with the mineralized matrix including sialoprotein osteopontin and osteocalcin. Osteoblasts
mineralize the matrix by promoting the seeding of basic calcium phosphate crystals of hydroxyapatite in
the sheltered interior of shed membrane-limited matrix vesicles (MVs) and by propagating hydroxyapatite
mineral onto the collagenous extracellular matrix.
3. Osteogenic peptides
Milk derived CPPs, formed in the gastrointestinal tract or during fermentation enhances calcium
absorption by preventing the formation of insoluble calcium salts in the intestine (Kitts et al., 1992).
Osteoblasts treated with IPP have showed significant decrease in the RANK-L/OPG ratio on Day 17
(Huttunen et al., 2008) and thus decreases the osteoclast activity. IPP and VPP have increased the bone
formation by 4.8 and 5.7 fold at 10-6
and 10-10
M, respectively. While the Lactobacillus helveticus (LBK –
16H) fermented whey increased bone formation by 1.3 – 1.4 times at 10-5
M equivalent of these peptides
but has no effect on osteoclast activity (Narva et al., 2004). Collagen-derived peptides with chemotactic,
angiotensin – I converting enzyme inhibitory activity and osteoblastogeneic activity has protective effect
on the osteoporosis in ovariectomized mice has been reported (Guillerminet et al., 2009). Tryptic
hydrolysates of casein possess osteogenic potential (Behera et al., 2013). A novel peptide having 24
amino-acid sequence is isolated from rat stomach and termed osteoblast activating peptide. This peptide
positively regulates bone formation by augmenting osteoblast differentiation (Fukushima et al., 2010).
Bone forming peptide-1 (BFP-1) derived from BMP-7, have more high activities of osteogenic
differentiation compared with BMP-7 (Kim et al. 2012). The osteogenic growth peptide (OGP) is a
naturally occurring tetradecapeptide, inhibits hOB apoptosis induced by an excess of dexamethasone.
OGP (osteogenic growth peptide) significantly induced osteoblast proliferation by increasing the
expression of cylA & cdk2 genes (Fei et al., 2010).
In our laboratory, for the isolation and characterization of bioactive peptides, casein was isolated from
buffalo milk and hydrolyzed by the digestive enzymes either alone or in combination. The hydrolysates
produced analyzed for ACEI (Angiotensin converting enzyme inhibitory) and antioxidant activity. Pepsin
– Trypsin hydrolysates was subjected to ultrafiltration. The ultrafiltration fraction less than one kDa was
resolved on RP-HPLC. Out of the 16 fractions on RP-HPLC, 11th
fraction of less than one kDa
ultrafiltrate sent for LC-MS/MS analysis followed by custom synthesis. Synthetic peptides were analyzed
for ACEI and antioxidant activity. The peptide showing maximum ACEI and antioxidant activity was

105
selected for studying osteoblastogenic potential using rat calvarial cells and for osteoclastogenic activity
using co-culture of calvarial and bone marrow cells.
It was observed that Pepsin–Trypsin hydrolysates at 14.78% degree of hydrolysis showed highest ACEI
and antioxidant activity among other enzymes hydrolysates. Out of the 16 fractions on RP-HPLC, 11th
fraction of less than one kDa ultrafiltrate exhibited highest ACEI and antioxidant activity. LC-MS/MS
analysis of 11th fraction showed the presence of 15 peptides, of which four peptides less than one kDa,
peptide A, B, C and D (coded) deriving from S1-Casein, S2-Casein, -Casein and -Casein, respectively
were selected and synthesized. Synthetic peptide C showed the highest ACEI and antioxidant activity
(Shanmugam et al., 2015) among other peptides. Pepsin–Trypsin hydrolysates of casein and peptide C
enhanced the proliferation of rat calvaria cells significantly at the concentration of 50µg/ml and 30ng/ml,
respectively (p<0.01).Peptide C significantly enhanced the expression of osteoblastic differentiation
marker genes; collagen α1 type I, alkaline phosphatase and osteocalcin. Peptide C significantly
suppressed the expression of osteoclastic marker genes, TRAP and cathepsin K upto 70 % (p<0.01).
Table1: Osteogenic peptides from their respective source of origin
4. Transepitheial transport of peptide
The transepithelial transport of an antioxidative and ACE inhibitory peptide (Peptide C) derived from
casein hydrolysates was investigated along with extensively studied opioid peptide β-casomorphin using a
human intestinal cell (Caco-2) monolayer. The susceptibility to the brush-border peptidases and route of
transepithelial transport were observed to be the primary factors influencing the transport of these
peptides. The apical to basal transport mechanism was studied using bradykinin as control as it shows
resistance to cellular peptidases and its route of transepithelial transport had been established. Peptide C

106
(VLPVPQK) and BCM 5 were hydrolysed by cellular peptidases while bradykinin was found intact. The
transport of VLPVPQK (1.0%) was found to be relatively much higher than BCM 5 (0.03%) and
bradykinin (0.1%). Interestingly the effect of some inhibitors on the transport of VLPVPQK suggested
involvement of PepT1 like transporters/SOPT2 while BCM 5, its hydrolytic product and bradykinin were
suggested to be transported mainly via the intracellular transcytosis pathway (Vij et al., 2016).
5. Conclusion
An osteogenic peptide from buffalo casein isolated, identified and its transepithelial transport studied.
But, the molecular mechanism involved in the processes and safety evaluation has to be validated prior to
augmenting peptide VLPVPQK as a potent agent for the therapy/prevention of Osteoporosis.
6. Selected Reading
Behera P, Kumar R, Sandeep I V R, Kapila R, Dang A K and Kapila S (2013) Food Bioscience 2 13-15.
Ducy P, Schinke T and Karsenty G (2000) Science 289 1501–1504.
Fei Q, Guo C, Xu X, Gao J, Zhang J, Chen T and Cui D (2010) Acta Biochimica et Biophysica Sinica 42 801–806.
Fukushima N, Hiraoka K, Shirachi I, Kojima M and Nagata K (2010) Biochemical and Biophysical Research
Communications 400 157–163.
Guillerminet F, Beaupied H, Fabien-Soule V, Tome D, Benhamou C, Roux C and Blais A (2009) Bone 46 827–834.
Haque E, Chand R and Kapila S (2009) Food Reviews International 25 28–43.
Huttunen M M, Pekkinen M, Ahlstrom M E B and Lamberg-Allarddt C J E (2008) Journal of Nutritional
Biochemistry 19 708–715.
Kim H K, Kim J H, Park D S, Park K S, Kang S S, Lee J S, Jeonga M H and Yoon T R (2012) Biomaterials. 33
7057–7063.
Kitts D D, Yuan Y V, Nagasawa T and Moriyama Y (1992) British Journal of Nutrition 68 765–781.
Matkovic V, Landoll J D, Badenhop-Stevens N E, Ha E Y, Crncevic-Orlic Z, Li B and Goel P (2004) Journal of
Nutrition 134 701S–705S
Narva M, Halleen J, Vaananen K and Korpela R (2004) Life Sciences 75 1727–1734.
Shanmugam V P (2013) Ph.D Thesis, NDRI, Karnal.
Shanmugam V P, Kapila S, Sonfack T K and Kapila R (2015) International Dairy Journal 42 1-5.
Shimizu M, Nakagami H, Osako M K, Hanayama R, Kunugiza Y, Kizawa T, Tomita T, Yoshikawa H, Ogihara T
and Morishita R (2008) The FASEB Journal 22 2465–2475.
Vij R, Reddi S, Kapila S and Kapila R (2016). Transepthelial transport of milk derived bioactive peptide
VLPVPQK. Food Chemistry. 190 681-688.

107
Newer Detection Tools to Detect Milk Fat Adulteration
Vivek Sharma and Tanmay Hazara
Dairy Chemistry Division
1. Introduction
Milk fat is an important component in the dairy industry, which plays a significant role in economic,
nutrition, physical and chemical properties of milk and milk products. Milk fat is one of the valuable fats
that continue to be a target of unscrupulous traders for the maximization of profits. Methods presently
adopted by food law enforcing agencies to ensure the quality of milk fat are mainly based on the physico-
chemical constants like [Butyro- refractometer reading ( B.R – reading), Reichert-Meissl value (R.M –
value) and Polenske Value (P- value), Phyto- sterol Acetate test ( PA- test) and Baudouin - test]. The said
methods are being used by enforcing agencies to ascertain the quality of milk fat but at the same time
unscrupulous traders are developing such concoctions of adulterant fats so they pass the said tests.
Therefore, in addition to these methods some more methods have been developed by the research
laboratories to tackle the menace of rampant adulteration in ghee. The innovative approaches include
change in the ratios of different fatty acids, sterol analysis, Carbon number profiling of Triglycerides,
Reversed- Phase thin layer chromatography and fractionation of milk fat coupled with other parameters.
In the present article an attempt has been made to compile the information on some recent approaches
developed to detect the adulteration of milk fat. It will be more prudent to focus on the tracer component
based techniques to counter this menace.
2. Modified Holde’s test for liquid paraffin in ghee
Isolate the fat from milk by heat clarification method as described above. Saponify 1 g of fat taken in a
test tube with 5 ml of 0.5 N ethanolic KOH solutions by heating on direct flame, using wire gauge for 5
min. Add about 5 ml of distilled water to the hot saponified solution. Appearance of turbidity indicates
the presence of mineral oil (Kumar, 2005)
3. Rapid color based test for detection of vegetable oils
One ml of clear molten fat was dissolved with 1.5 ml of hexane in a tightly capped test tube. To this was
added 1.0 ml of color developing reagent (distilled water, Sulphuric acid - Sp.gr.1.835 and Nitric acid-
Sp. gr. 1.42 in the ratio of 20:6:14), shaken vigorously and kept undisturbed till it is separated into two
layers. The appearance of a distinct orange tinge in the upper
layer indicates the presence of vegetable oils / fats including
vanaspati (Sharma et al., 2007).
4. Temperature controlled attenuated total reflectance- mid-
infrared (ATR-MIR) spectroscopy:
This is a spectroscopic technique used for the rapid estimation
of butter adulteration. The methodology is typically based on the
infra-red spectroscopic technique (Koca et al., 2010). These
workers collected the Fourier transform infrared spectra of the
samples between 4000 and 650 cm-1
on a FTIR

108
spectrophotometer. Here the temperature was controlled, which allowed the stabilization of analysis
temperature at 65± 2°C. The data was analyzed by using statistical tool namely Multivariate data analysis
and calibration models were developed covering all possible adulteration ratios. In this case adulteration
of butter with margarine @ 2.5% could be predicted.
5. FTIR Spectroscopy
The adulteration of butter fat with foreign fat could be detected by observing the FTIR spectra at the
specific wavelength due to the ratios of cis-unsaturations of fatty acid moieties as reported by Sato et al.,
(1990). Nurrulhidayah et al.,(2013) employed FTIR coupled with chemomatrics and PLS analysis and
successfully detected adulteration of milk fat with beef fat and chicken fat at the frequency region of
1500-1000cm-1
(beef fat adulteration) and 1200-1000cm
-1 (chicken fat adulteration
), respectively.
6. Matrix-assisted laser desorption/ionization time of flight mass spectrometry (MALDI-TOF MS)
Mass spectrometry is being increasingly used to identify adulterations in food and milk due to its
simplicity and the need for minimum sample preparation (Sanvido et al., 2010). Matrix-assisted laser
desorption/ionisation time of flight mass spectrometry (MALDI-QTOF MS) is a special type of M.S
which demonstrated the information on the basis of m/z(m –mass of a molecule, z- charge of a molecule)
with the help of special matrix , was seen to be a valuable technique for the analysis of oils and fats by
providing characteristic profiles of triglycerides. MALDI-QTOF MS provided rapid and unambiguous
profiles of the TAG composition, and that the TAG are detected mostly as sodiated molecules
[TAG+Na]+ (Saraiva et al., 2009). They reported that in case of pure milk fat the ions of m/z 881.8,
907.8, 909.8 and 911.8 corresponds to [TAG+Na]+ with the POO, OOO, OSO and SSO compositions (P,
palmitic acid; O, oleic acid and S, stearic acid), respectively, which are changed during adulteration with
any foreign fat. Garcia et al.,(2011) reported that during adulteration of milk fat with vegetable oil
MALDI-QTOF MS spectra data changed due to change in the triacylglycerol characteristic, this
phenomena due to the illegal addition of non-milk fat to milk is shown to mostly increase the relative
abundance of the ion clusters centred on charge by mass ratio of triacylglycerol.
7. Tests based on gas liquid chromatography of triglycerides:
European Union has selected this methodology as official reference method to detect non-milk fat in milk
fat by TG analysis using packed or capillary column and low-resolution gas chromatography (GC).
International Organization for Standardization (ISO) and International Dairy Federation (IDF) jointly
specify a method to detect non-milk fat adulterants in milk fats based on TG compositions and in
combination with standardised formulae known as standardised (S) values (S Total, S2, S3, S4 and S5)
for different kinds of adulterants (ISO 2010). Rcently, this approach has been used by Kalla Amrutha
(2013), in detecting the possible adulteration of market samples of ghee. Author has performed the
Triglyceride (TG) analysis using low-resolution Gas chromatography wherein nitrogen was used as
carrier gas. HP-5, capillary column of 2.5 m length (cut from 15 m 9 0.25 mm 9 0.25 lm), column flow
1.20 mL/min of nitrogen carrier gas, with a split ratio of 1:10. The chromatographic conditions were as
follows: the initial oven temperature of 200 °C was increased to 325 °C at the rate of 5 °C/min and held at
the final temperature for 10 min. The injector and detector temperatures were 330 and 360 °C,
respectively. For TG analysis, 1 µl of 5 mg/mL of control and commercial ghee samples prepared in
hexane and Supelco TG standard mix (5 TG mix- 100 mg neat mixture of 99% pure 20% each of C8:0,
C10:0, C12:0, C14:0 and C16:0 acids) from Bellefonte, PA, USA, was injected to GC. ISO/ IDF specified
equations as mentioned below were used to find out the level of adulteration in market samples.

109
8. Reversed- phase thin layer chromatographic method:
Recently, a reversed- phase thin layer chromatographic protocol has been developed by Anupma; 2013. The method
is based on the detection of tracer component i.e. ß- sitosterol. The presence of ß- sitosterol band in addition to
cholesterol band on chromatographic plate indicates the presence of vegetable oils in ghee. In this method
unsaponifiable matter is extracted from 0.2 g fat using 5 ml of 5% methanolic KOH in a screw capped test tube. The
tube is incubated in a water bath maintained at 90°C with intermittent shaking after every 5 minutes, for about 20
min. After 20 min of incubation the tube is cooled to room temperature under tap water. One ml water and 5 ml
hexane are added in the tube and tube is vortexed for 1- 2 minute followed by centrifugation at 2000 rpm for about 2
minutes. The upper hexane layer is pipetted out and dried. The unsaponifiable matter is dissolved in 500 µl of
chloroform. 6 µl of the unsaponifiable matter solution is spotted on TLC silica gel 60 RP-18 F 254S plate at a
distance of about 1 cm from the bottom. Plate is developed in a solvent consisting of Petroleum ether: Acetonitrile:
Methanol (20:40:40v/v). Color is developed on the plate by spraying phosphomolybdic acid solution (20%
solution in ethanol) and keeping the plate at 90 - 95°C / 3 min. In adulterated samples additional band corresponding
to ß- sitosterol appears, whereas in pure ghee only one band corresponding to cholesterol is seen.
9. DNA based methodologies
Research has been proved that DNA based methods are more sensitive than the protein or fatty acid based methods
and therefore can be applied reliably for species identification in a wide range of dairy products. This can be the
futuristic tool for detection the adulteration of body fats in ghee. Different workers have used this technique in
identifying the source of milk used for the preparation of cheese etc. PCR method for detection of sheep milk
adulteration in cow milk by using species specific primers have been reported by Bobkova et al., (2009). Similarly,
De et al., (2011) used simplex and duplex PCR for species specific identification of cattle and buffalo milk.
Be proactive than reactive
10. Selected Reading
Aktas N and Kaya M (2001).Detection of beef body fat and margarine in butter fat by differential scanning
calorimetry. Journal of Thermal Analysis and calorimetry.66 795- 801.
Anupma Rani (2013) HPLC profiling of unsaponifiable matter and enriched sterol fraction for the detection of ghee
adulteration with vegetable oils/ fats. M. Tech thesis submitted to NDRI, Karnal (Deemed University).
Bobkova A, Zidek R, Flimelova E, Bobko M, Fiková M (2009) Application of PCR method for milk adulteration
and milk products identification. Potravinárstvo 3 1-3.
Adulterated Samples
Pure ghee

110
De S, Brahma B, Polley S, Mukherjee A, Banerjee D, Gohaina M, et al. (2011) Simplex and duplex PCR assays for
species specific identification of cattle and buffalo milk and cheese. Food Control.22 690–696.
Garcia. Jerusa Simone; Gustavo Braga Sanvido; Sérgio Adriano Saraiva; Jorge Jardim Zacca; Ricardo Guanaes
Cosso; Marcos Nogueira Eberlin ( 2012) Bovine milk powder adulteration with vegetable oils or fats revealed by
MALDI-QTOF MS. Food Chemistry 131 722–726.
ISO (2010) ISO 17678/IDF 202:2010 (E) Determination of Milk fat purity by gas Chromatographic analysis of
triglycerides. International Standard Milk and Milk Products. ISO, IDF. Kalla Amrutha A.L (2013) Detection of
possible adulteration in commercial ghee samples using low-resolution gas chromatography triglyceride profiles.
International Journal of Dairy Technology 66 346-351.
Koca N, Kocaogulu-Vurma N A, Harper W J, Rodriguez-Saona L E (2010) Application of temperature controlled
attenuated total reflectance – mid- infrared (ATR-MIR) spectroscopy for rapid estimation of butter adulteration.
Food Chemistry.121 778- 782.
Kumar A (2008) Detection of adulterants in ghee. Ph.D thesis submitted to NDRI, Karnal (Deemed University).
Kumar A, Ghai D L, Seth R and Sharma V (2009) Apparent solidification time test for detection of foreign oils and
fats adulterated in clarified milk fat, as affected by season and storage. International Journal of Dairy
Technology 62 33 –38.
Kumar A, Lal D, Seth R and Sharma R (2002) Recent trends in detection of adulteration in milk fat – A Review.
Indian Journal of Dairy Science 55 319 - 330.
Kumar A, Lal D, Seth R and Sharma V (2005) Turbidity test for detection of liquid paraffin in ghee. Indian Journal
of Dairy Science 58 298.
Kumar A, Sharma V and Lal D (2008) Development of a thin layer chromatography based method for the detection
of rice bran oil as an adulterant in ghee. Indian Journal of Dairy Science 61 113 – 115.
Nurrulhidayah A F, Rohman A, Amin I, Shuhaimi M and Khatib A (2013) Analysis of chicken fat as adulterant in
butter using fourier transform infrared spectroscopy and chemo metrics. grasas y aceites, 64 julio-septiembre,
349-355
Sanvido G B, Garcia J S, Corilo Y E, Vaz B G, Zacca J J, Cosso R G, et al. (2010). Fast screening and secure
confirmation of milk powder adulteration with maltodextrin via ESI(+)-MS and selective enzymatic hydrolysis.
Journal of Agricultural and Food Chemistry, 58 9407–9412.
Saraiva S A, Catharino R R, Cabral E C and Eberlin M N (2009) Amazonian vegetable oils and fats: Fast
typification and quality control via triacylglycerol (TAG) profiles from dry matrix-assisted laser
desorption/ionization time-of flight (MALDI-TOF) mass spectrometry fingerprinting. Journal of Agricultural
and Food Chemistry, 57, 4030–4034.
Sato T, Kawano S and Iwamoto M (1990). Detection of foreign fat adulteration of milk fat by near infra-red
spectroscopic method. Journal of Dairy Science. 73 3408-3413.
Sharma V, Lal D and Sharma R (2007) Color based platform test for the detection of vegetable oils/fats in ghee.
Indian Journal Dairy Science 60 16 – 18.

111
Production Technologies of Bioactive Peptides from Milk Proteins
Rajesh Kumar Bajaj and Priyanka Singh Rao
Dairy Chemistry Division
1. Introduction:
The discovery of bioactive peptides with potential health benefits has been the subject of growing
commercial interest in the context of health-promoting functional foods (Rowan et al., 2005). The
functional food market abounds in dairy products, the products that provide health benefits in addition to
basic nutrition. Milk proteins remain the major source of bioactive peptides and these peptides display a
wide range of biological activities. Casein and whey proteins are sources of peptides with biological
activity containing 2–50 residues, which are released only after hydrolysis of these proteins in vivo or in
vitro. Their activity depends on both their residue composition and sequence, and some of them are
known to display multi-functional properties. Bioactive peptides can display, inter alia, antioxidant,
hypotensive, immunomodulatory, antithrombotic or opioid properties and, consequently, appear to be
capable to exert beneficial health effects by acting on the nervous, digestive, cardiovascular and immune
systems. Among functional foods, dairy products are considered as a potential source of bioactive
peptides which originate from the hydrolysis of the milk proteins by proteolytic enzymes of starter
bacteria. Thus, the existence of peptides with various bioactivities has been reported in the processed
dairy products such as several cheese varieties and fermented milks like yogurt, sour milk, dahi or kefir.
Several fermented milk drinks containing bioactive peptides added and/or generated during the
fermentation are currently being marketed. As example, milk with hypotensive effects such as “Calpis” or
“Ameal S” (Calpis Co, Japan) and Evolus (Valio Oy, Finland) contains IPP and VPP peptides from β- and
κ-casein. Table 1 lists the occurrence of biological activities of some fermented milk products and
bioactive peptide preparations.
2. Functionality of Bioactive Peptides
There is a growing trend towards the use of these food protein-derived peptides as intervention agents
against chronic human diseases and for maintenance of general well-being. Use of dietary BAPs in
intervention against human diseases offers many advantages, including safety of the natural product, low
health cost, as a source of beneficial and essential amino acids. The incorporation of protein hydrolysates
into foods has been increasingly applied in the food industry. The formulation of new food products by
incorporating biopeptides as ingredients is of great interest for human organisms. The benefit of this
technology is to enhance the daily diets of humans by supplementing biological systems capable of
regulating body functions.
3. Release of bioactive peptides
Although some food proteins are able to elicit their effects by acting directly in their intact form,
generally it is peptides (usually between 3 to 20 amino acids in length) derived from the parent protein
that are of most interest. There are three main mechanisms by which bioactive peptides can be released;
the first two being the result of normal digestive processes: 1) degradation via digestive enzymes 2)
digestion via microbial enzymes primarily in the large intestine or 3) in vitro hydrolysis during food
processing, usually by microbial fermentation or proteolytic digestion 4) Recombinant DNA technology.

112
4. Production of bioactive peptides by enzymatic hydrolysis
The enzymatic hydrolysis is the efficient treatment destined for the production of biopeptides from
proteins and it can induce the bioactivity of intact proteins as well. Various proteolytic enzymes including
endoproteinases, such as trypsin, chymotrypsin, pepsin, thermolysin, pancreatin, elastase,
carboxypeptidase and proline-specific endopeptidase, alone or in combination are known to generate
physiological peptides. In addition to this Proteinase preparations sourced from bacteria, fungi, plants
have also been used including Alcalae, neutrase, flavourzyme, papain, bromelain etc can be used to
release bioactive peptides from intact protein molecules. Production of bioactive peptides via normal
digestive processes relies on the active form of the peptide firstly being generated and remaining intact at
its site of absorption or action, which can occur throughout the intestine. In many instances this means
that the protein or the peptide itself must be at least partially resistant to proteolysis, as normally most
food proteins are totally digested during passage through the small intestine. Several proteins such as
lactoferrin and immunoglobulins have been shown to partly resist hydrolysis in the small intestine and
tripeptides with the sequence PP at their C-terminus have also been shown to be resistant to digestion by
peptidases.
5. Production of bioactive peptides with microbial fermentation
The production of biopeptides using microbial fermentation has drawn much of the dairy industry's
attention due to their proteolytic activity as starter cultures. Production of bioactive peptides has been
achieved through fermentation/ripening of protein substrate or precursor using various selected
microorganisms, mainly bacteria. The microbial cells contain proteinases that are responsible for
breakdown of proteins into low mass peptides. Fermentation can be carried out at controlled conditions
for optimum production within a laboratory set up. On the other hand, commercial fermented products
may be used as alternative source of bioactive peptides. This later option is limited due to lack of
uniformity in these products and risk of interfering compounds that could be present in such products.
The other method involves use of suitable proteolytic enzymes to hydrolyse the proteins. This produces
hydrolysates with predictable peptide fractions due to specificity of enzymes in cleaving certain bonds
within the protein chain. Use of combination of both microorganisms and commercial enzymes is
feasible.
Milk products remain the potential materials in generating potent biological peptides by the intervention
of particular microbial proteases. Many examples are elaborated on the potentiality of microbial
fermentation in the production of dairy products such as commercial probiotic bacteria, yogurt bacteria,
and cheese starter bacteria, all these examples being the outcomes of the process of fermentation. Milk
based protein hydrolysates with an antihypertensive activity were produced by using potential dairy yeast
strains belonging to Kluyveromyces marxianus, Kluyveromyces lactis and Debaryomyces hansenii
species. Another study has reported the use of a mixture of commercial starter culture of LAB strains
during fermentation process and demonstrated that the angiotensin-converting enzyme-inhibitory activity
is increased for the hydrolysates after subsequent hydrolysis using microbial proteases. Interesting
observations during secondary proteolysis of cheese ripening have been found to be dependent between
the ripening stage of the cheese and the release of the biopeptides. The beneficial roles of biopeptides
from milk products are considered as promising candidates in promoting various health functions such as
bone functions, heart functions, controlling the stress, digestive systems, improving the immune defense
and reducing the risk of obesity and development of type two diabetes.

113
6. Production of bioactive peptides through Recombinant DNA technology
The use of recombinant DNA technology for the production of specific proteins, bioactive peptides or
their precursors by microbial cells constitutes another approach. It permits to increase the production
yield of the specific bioactive peptides. Two types of strategies can be employed: the first consists of
production of the bioactive peptide using a well-known bacterium such as Escherichia coli followed by
peptide addition to the food matrix; the second, to use LAB to synthesize the bioactive peptide directly in
the food product.
7. Separation of Bioactive Peptides
Once the peptides are produced they remain in solution as mixture of different peptides, intact protein and
enzymes hence there is a need for separation techniques. Membranes with different nominal molecular
weight cut-off have been used in micro filtration, ultra-filtration, and nano filtration. The retentate or
reaction mixture is discarded whereas permeate, so called total hydrolysate, and may undergo further
fractionation before use. Membrane separation techniques have provided the best technology available for
the enrichment of peptides with a specific molecular weight range after enzymatic hydrolysis through
conventional batch hydrolysis or continuous hydrolysis. Meanwhile ultra-filtration membrane reactors are
used to improve the efficiency of enzyme-catalysed bioconversion and to increase product yields, and
they can be easily scaled up. Furthermore, ultra-filtration membrane reactors yield a consistently uniform
product with desired molecular mass characteristics. Continuous extraction of bioactive peptides in
membrane reactors has been mainly applied to milk proteins, however, peptide/peptide and
peptide/protein interactions impairs membrane selectivity.
7. Conclusion
The hydrolysis of milk proteins gives rise to a diversity of peptides, some of them displaying remarkable
functionalities relevant to the maintenance of human health. The knowledge about new bioactive peptides
from milk proteins and about their potent functionalities in the milk products is consistently increasing.
Development in the newer separation and enrichment technologies offers novel opportunities in the
development of functional foods and nutraceuticals.
8. Selected Reading
Aleksandra Zambrowicz A, Timmer M, Polanowski A, Lubec G and Trziszka T (2012) Manufacturing of
peptides exhibiting biological activity. Amino acids, DOI 10.1007/s00726-012-1379-7.
Choi J, Sabikhi L, Hassan A and Anand S (2011). Bioactive peptides in dairy products doi: 10.1111/j.1471-
0307.2011.00725.x
Hafeez Z, Cakir-Kiefer Roux E, Perrin C, Miclo L and Dary-Mourot L (2014) Strategies of producing bioactive
peptides from milk proteins to functionalize fermented milk products. Food Research International 63 71-80
Kamau S M, Lu R R, Chen W, liu X M, Tian F W, Shen Y and Gao T (2010) Functional significance of bioactive
peptides derived from milk proteins. Food review International 26 386–401.
Korhonen H and Pihlanto A (2006) Bioactive peptides: production and functionality. International Dairy Journal.
16 945–960.
Mann, B.; Sharma, R and Kumar, R. (2012) “Bioactive Milk Proteins and Peptides” In Health food-concept
Technology and Scope (Eds. Gupta, RK, Bansal, S & Mangal, M.), Biotech books, New Delhi, Chapter 14,
345-369
Rowan AM, Haggarty NW, Ram S (2005). Milk bioactives: discovery and proof of concept, Australian Journal of
Dairy Technology 60 114-20.

114
Saadi,S, Saari N, Anwar F, Hamid A A and Ghazali H M (2015) Recent advances in food biopeptides: Production,
biological 3 functionalities and therapeutic applications. Biotechnology Advances. 33 80-116.

115
Technology and Applications of Whey Protein Hydrolysate
Priyanka Singh Rao, Athira S. and Richa Singh
Dairy Chemistry Division
1. Introduction
Growing concern over population and environmental control has renewed the pressure on dairy
industries to stop dumping of whey into streams and municipal sewage systems. These legislative
restrictions on whey disposal encouraged a deeper exploration of the widely recognized but less well
understood physical, chemical, nutritional, and biological properties of whey components. So, in the
light of global food storage, the most logical use would be to return whey to the human food chain in
palatable form.
Whey is the liquid remaining after the recovery of cheese. Whey contains more than half of the solids
of original whole milk, including whey protein (20% of total protein) and most of the lactose,
minerals and water-soluble vitamins. Whey represents a rich and varied mixture of secreted proteins
with wide-ranging chemical, physical and functional properties (Smithers et al., 1996). These proteins
not only play an important role in nutrition as an exceptionally rich and balanced source of amino
acids (Regester et al., 1996), but in number of instances also appear to have specific physiological
activity, in vivo. While it has long been recognized that several whey proteins confer non-immune
protection to neonates against disease, and other whey proteins also have putative biological and
physiological effects. Such proteins include α-lactalbumin, β-lactoglobulin, lactoferrin,
lactoperoxidase, immunoglobulins, glycomacropeptides and a variety of growth factors. These
proteins have been implicated in a number of biological effects observed in human and animal studies
ranging from anti- cancer activity to influence on digestive function.
Whey protein (WP) is now recognized as a value-added food ingredient because of its highly
functional and nutritional properties. The functionality of WPs can be improved by chemical,
enzymatic and physical processes. High pressure treatments are used to enhance the functionality of
WPC, but still remain below the expected levels of the industrial food applications (Kresic et al.,
2006). Enzymatic modifications are highly acceptable and applied in the industry not only for
functionality improvement but also for bioactive enhancement (Athira et al., 2014). These
hydrolysates are also being used as protein supplements for infants, senescent, athletes, and
bodybuilders (Sousa et al., 2004).
2. Whey
Whey is a co-product of cheese-making and casein manufacture in the dairy industry. After the casein
curd separates from milk, following coagulation of the casein proteins through the action of chymosin
(rennet) or mineral/organic acid, the remaining watery and thin liquid is called whey. It has been
reported that about 50% of the milk solids appear in the whey, together with essentially the 100% of
the lactose and some 20% of the protein. The lactose makes up a high proportion (47.5%) of the total
whey solids, and contributes in large part to dairy whey being considered one of the most polluting
food by/co-product streams (biochemical oxygen demand (BOD) 4,35,000 ppm; chemical oxygen
demand (COD) 4,60,000ppm) (Siso, 1996). While the polluting power of whey is well known, this
dairy stream also represents an excellent source of functional proteins and peptides, lipids, vitamins,
minerals and lactose that until relatively recently have been less well recognised. It is these latter
components of whey, notably the proteins and peptides and their properties that have helped transform
whey from a waste material that has often been shunned to a valuable dairy stream containing a

116
multitude of components available for exploitation in the agri-food, biotechnology, medical and
related markets.
3. Membrane processes in whey protein recovery
Membrane-based Tangential Flow Filtration (TFF) unit operations are used for clarifying,
concentrating and purifying proteins. Membrane technology is used extensively throughout the dairy
industry to control the protein, minerals and lactose content of a variety of products. These membrane
processes became successful because they can be electively and economically implemented at the
large scale required for most dairy applications. Membrane microfiltration (MF) has been used for the
removal of residual lipids from whey prior to ultrafiltration (Merin et al., 1983). This often involves
heat treatment and/or pH adjustment to aggregate lipids and calcium phosphates (Gesan et al., 1995).
Microfiltration can also be used to remove microorganisms from whey (and milk), thus reducing the
bio burden without need for high temperature pasteurization (Maubois and Ollivier, 1997).
Ultrafiltration (UF) uses polymeric or ceramic membranes which are fully retentive to the whey
proteins to remove lactose and minerals, yielding a retentate stream that can be further processed by
evaporation and spray drying. The net result is a whey protein concentrate (WPC) that is around 60%
protein by weight. The lactose and mineral content in the whey protein concentrate can be further
reduced using a subsequent diafiltration (DF) in which deionized water is continually added to the
retentate while lactose and minerals are simultaneously removed from the filtrate. This combined UF
and DF yields a high value retentate (approximately 85% protein). The main important advantages of
membrane processes are cost reduction, high process speed, the absence of denaturation or protein-
structure modification, and the fact that the protein concentrate is free of salts thereby making it
suitable for all kinds of human foods, even for dietetic or baby-foods (Gardner, 1989).
4. Whey proteins
Whey proteins represent about 20% of the milk proteins. The most abundant of these are β-
lactoglobulin (50%), α-lactalbumin (12%), immunoglobulins (10%), serum albumin (5%) and
proteose peptones (0.23%). From the nutritional point of view, whey proteins have been considered
superior to casein in various aspects. The PER (protein efficiency ratio) value of whey proteins is high
(3.4) compared to standard casein (2.8), and whey proteins have a higher proportion of essential
amino acids than casein (Evans and Gordon, 1980). Their biological value exceeds even that of whole
egg protein. Heating, but to a high temperature results in precipitation of the proteins and reduces the
high nutritive value of whey proteins (Sienkiewicz and Riedel, 1990). The sulphur amino acids
content of whey proteins is higher than that of whole-milk proteins (1.35% versus 0.36%) (Yves,
1979). Lysine content is also higher in whey protein than in total milk-proteins (10.5% versus 7.75%).
Therefore, WPC has become an interesting complement of cereal- based (lysine-deficient) diets and
also for baking products if maillard reactions are required. Whey protein products also offer multiple

117
techno-functional benefits including solubility, gelation, aeration, water-binding and emulsification
(Foegeding et al., 2002)..
5. Whey protein hydrolysates (WPHs)
Functionalities of whey proteins can be improved by hydrolysing it through physical, chemical or
enzymatic methods. There are several advantages of using proteases to cause proteolysis instead of
physical or chemical treatments. Acid and alkaline hydrolysis tend to be difficult process to control
and yield products with reduced nutritional qualities. Chemical hydrolysis can form toxic substances
like lysino-alanine (Lahl and Windstaff, 1989). So, for WPs modification, enzymatic hydrolysis is the
most applicable method in food industry. Many food-grade proteases are available for protein
hydrolysis. These proteases which can be classified based on their origin, i.e. animal, plant or
microbial origin, their mode of catalytic action, i.e. endo- or exo-activity or on basis of their catalytic
site. Endoproteases cleave amide bonds within the protein chain, contrary to exoproteases that remove
terminal amino acids from proteins or peptides, either at the C-terminus (carboxypeptidases) or at the
N-terminus (aminopeptidases). The nature of the catalytic site of proteases differs according to the
active group that will form the enzyme/substrate intermediate. The active group can be either an
amino acid, i.e. serine, cysteine or aspartic acid, or a metallo group, most often zinc (Adler-Nissen,
1993). The functional and biological properties of the WPHs depend to a great extent on the type of
enzyme used (specificity and selectivity), hydrolysis conditions (enzyme-to-substrate ratio, incubation
temperature, pH, and time) employed, and the source of the protein, native or denatured, WPI vs.
WPC, membrane or ion-exchange product, etc.
5. 1 Characterization of hydrolysates
Due to protein hydrolysis, molecular properties of proteins changes, like decreased molecular weight,
increased charge, exposure of hydrophobic groups and disclosure of reactive amino acid side-chains
(Nielsen, 1997). These molecular changes can be detected with several analytical methods, which
reflect one or several molecular properties. As a result of the molecular changes, the functional
properties of proteins are affected. Although the term functional property is often only applied to
indicate techno-functional properties of hydrolysates, it should also comprise bio-functional properties
and can be sub divided in nutritional and physiological or biological functionality (Mahmoud, 1994).
Nutritional properties of hydrolysates reflect by their increased digestibility and decreased
allergenicity as compared to the parental proteins. The physiological properties comprise potential
bioactivities of hydrolysates, which originate from the liberation of bioactive peptides. Finally, the
techno-functional properties represent technological functionality, such as solubility, foam and
emulsion properties.
5.1.1 Molecular characterization
The most commonly used parameter describing the result of a hydrolysis process is the degree of
hydrolysis (DH), used as an indicator of the extent of hydrolysis. Another important parameter for
protein hydrolysis is the molecular weight distribution of the peptides in hydrolysates. The molecular
weight distribution is indicated by SDS-PAGE (Galvao et al., 2001) or by size exclusion
chromatography (Madsen et al., 1997). These techniques are most often used to compare hydrolytic
action of various proteases, or to characterize hydrolysates. Philanto-Leppala et al., (2000) reported
that the -lactalbumin was completely decomposed during pepsin treatment and the hydrolysate was
characterized by a high content of polypeptide > 5 kDa. These polypeptides were further degraded
into smaller peptides during trypsin treatment. There was no major difference in the molecular mass
distribution when heated and unheated -lactalbumins were used. They also reported that the heated
- lactoglobulin (~30%) was more readily hydrolyzed by pepsin than unheated -lactoglobulin, more
component < 5 kDa being found.

118
5.1.2 Biofunctional properties
The term bioactivity refers to food components that can affect biological processes or substrates and
hence have an impact on body function or condition and ultimately health. The two major risk factors
contributing to the worldwide incidence of cardiovascular disease are hypertension and dyslipidemia.
Whey based peptides have demonstrated activity that may reduce both risk factors (Clare and
Swaisgood, 2000). Recent research has shown that bioactive whey peptides may be involved in these
functions like ACE inhibitory activity, opioid-like activity, antithrombotic activity, cholesterol-
reducing activity (Madureira, et al., 2010). Whey peptides may also have other functions, including
antioxidant activity, which improves overall cardiovascular health. Whey proteins can be broken
down into various bioactive peptides through enzymatic proteolysis. This process can occur during
gastrointestinal digestion, by fermentation of milk, or through controlled reactions in the laboratory or
whey processing facility. Regardless of the method of hydrolysis, in order to exert antihypertensive
activity, the peptides must be absorbed from the intestine in an active form. Relatively high levels of
bioactive peptides could potentially be produced using low amounts of whey. These whey peptides
could enter peripheral blood intact and potentially exert systemic effects.
5.1.3 Techno – functional properties
WPH have a variety of functional applications. The term functional properties are often used in
relation to physico-chemical properties of proteins. It is important to study the functional properties of
hydrolysates because molecular changes occur during hydrolysis may alter techno functional
behaviour of the hydrolysates than to that of intact protein in terms of solubility, viscosity, gelling,
sensory properties, emulsion and foam properties (Panyam and Kilara,1996; Nielsen, 1997)
5.1.3.1 Solubility
Generally, the solubility at the isoelectric point (pI) of proteins increases with hydrolysis, which is
mainly the result of reduction in molecular weight and the increase in the number of polar groups. The
effect of hydrolysis on solubility at other pH values depends on the protein studied. Caseinates for
example, are very soluble at pH values above and below the pI (pH 4-5). Consequently, at these pH
values the solubility of hydrolysates is similar to or slightly lower than that of intact caseinates
(Slattery and Fitzgerald, 1998). Whey protein, which is, except at the pI, slightly less soluble than
casein, shows increased solubility with hydrolysis over the entire pH range (Lieske and Konrad,
1996).
5.1.3.2 Gelling properties
Whey proteins can form gels that range in properties from viscous fluid soft, smooth pastes or curds
to stiff, rubbery gels. These gels vary in hardness, cohesiveness, stickiness, color and mouth feel
(Zirbel and Kinsella; 1998). Some enzymes can induce gelation following whey protein hydrolysis;
others impair gelling properties (Forgeding et al., 2002). Gels confer structure, texture and stability to
food products; they also allow the retention of large quantities of water and other small molecules
inside the food matrix. These aspects are appreciated by processed food manufacturers. The loss of
gelling ability of whey protein hydrolysates was due to the stabilization of -lactoglobulin (the main
whey protein involved in the gelling phenomenon) by a hydrophobic peptide liberated during tryptic
hydrolysis.
5.1.3.3 Emulsion and foaming properties
The functional properties of milk proteins may be improved by limited proteolysis. Hence the limited
proteolysis of whey protein concentrate reduces its emulsifying capacity, increases its specific foam
volume but reduces foam stability and increases heat stability. Emulsion and foam properties of
hydrolysate were similar or inferior to those of the parental proteins. Foam-forming ability of whey

119
protein hydrolysates was correlated to the Molecular Weight Distribution (MWD) of the peptides,
showing that especially peptides with MW of 3-5 kDa contributed to foam-forming ability.
Concerning prevention of emulsion instability due to coalescence it was shown that peptides with a
molecular weight larger than 2 kDa are needed. Foam-stabilizing ability of casein hydrolysates also
depended on the MWD of hydrolysates, but higher molecular weight peptides, i.e. larger than 7 kDa,
were needed to obtain good foam stability (Ven et al., 2002).
Reports concerning the altered emulsion and foam properties of both whey proteins and casein
hydrolysate compared to the parental protein. For both whey protein and casein, hydrolysis has been
reported to improve as well as to reduce emulsion-forming properties (Slattery and Fitzgerald, 1998).
The effect of hydrolysis sometimes seems to depend on the enzyme used for hydrolysis. Partial
proteolysis of WPC with trypsin greatly improves thermal stability and emulsifying properties
(Hidalgo and Camper, 1977). These differences might result from differences in the DH of the
hydrolysate or from differences in the methods used to prepare the emulsions and to quantify the
emulsion-forming properties. For example, the Emulsion Activity Index (EAI) measures the turbidity
of an emulsion with a certain oil fraction, whereas the emulsifying capacity (EC) determines the
amount of oil that can be dispersed by a certain amount of protein or hydrolysate. Although both
methods are used to quantify emulsion-forming ability of hydrolysates, they actually do not measure
the same properties.
For β-lactoglobulin, most reported hydrolysates showed improved emulsion stability (Caessens et al.,
1999). Hydrolysates of whey protein isolate (WPI) prepared with pancreatic enzymes (trypsin or
chymotrypsin) or bacterial enzymes (Alcalase or Neutrase) were fractionated over a 10 kDa
membrane, to study the differences in functional properties between total hydrolysates and high and
low molecular weight peptide fractions. Total tryptic and chymotryptic hydrolysates and their
retentate fractions (MW>10 kDa) showed increased emulsion stability relative to WPI. The same
applied for Alcalase or Neutrase hydrolysates with DH levels higher than 6%. With all tested
hydrolysate, the fractions with peptides <10 kDa showed decreased emulsion stability compared to
WPI. These results suggest that high molecular weight peptides have an essential role in emulsion
stabilisation (Mutilangi et al., 1996). The positive effect of high molecular weight peptides on
emulsion stability also appeared from a study concerning different fractions of a plasmin hydrolysate
of β-lactoglobulin. A fraction containing peptides of 7 to 14 kDa showed improved emulsion stability
relative to the parental protein, but an emulsion prepared with a fraction containing peptides <2 kDa
was not able to stabilize the emulsion (Caessens et al., 1999).Hydrolysis of whey protein and casein
generally resulted in increased foam-forming ability of the hydrolysate compared to the parental
proteins (Caessens et al., 1999a). In two studies, WPH were fractionated with ultrafiltration over a 10
kDa membrane (Mutilangi et al., 1996). For almost all hydrolysates, it appeared that the permeate
fraction with peptides having a MW <10 kDa formed a higher foam overrun than the original protein.
The foam-forming behaviour of the retentate fraction decreased for some hydrolysates, although for
trypsin, chymotrypsin and alcalase. The effect of hydrolysis on foam stability seems to depend on
enzyme specificity and degree of hydrolysis (Slattery and Fitzgerald, 1998). In case of tryptic WPH, it
was shown that the fraction with peptides having MW <10 kDa had better foam-stabilizing properties
than the peptides with MW >10 kDa. Other hydrolysate fractionated over a 10 kDa membrane,
showed for both the high and low molecular weight fractions either increased or decreased foam
stability relative to WPI (Althouse et al., 1995; Mutilangi et al., 1996).
Differences in foam-stabilizing behaviour of permeate relative to the retentate fraction depended on
the enzyme used for hydrolysis (Althouse et al., 1995). According to a study with a papain
hydrolysate of whey protein, fractionated with a 1 kDa cut-off membrane, it was shown that the low-
MW fraction (<1kDa) was essential for foam stabilization, though further emulsion and foam

120
properties, no contribution of this fraction was detected (Lieske and Konrad, 1996). Finally, for a
plasmin hydrolysate of β-lactoglobulin it was shown that the fraction containing peptides <2 kDa was
not able to stabilize the foam, whereas the hydrolysate fraction containing larger peptides did form a
stable foam (Caessens et al., 1999a).
6. Conclusion
Whey protein provides a plethora of bioactive ingredients for incorporation into functional food
products. This has come at a time when consumers want more from food than just basic nutrition, but
rather a capacity to alleviate the onset of lifestyle diseases through diet. WP products are used in food
applications considering their functional benefits over the other proteins in the industry. The major
functional activities of the protein depend on their hydration, gelation, interfacial, aggregation, and
sensorial properties. These properties are better enhanced via enzymatic hydrolysis than via chemical
or technical means. WPHs enhance functionality due to their ability to expose the globular protein
structure, reduce the average molecular weight and, increase the ionic strength, molecular charges,
and protein-to-protein interactions, properties which are lacking in non-hydrolyzed WPCs and WPIs.
The optimum functional ability of WPHs would be achieved by using proper hydrolysis conditions
(enzyme-to-substrate ratio, temperature, pH, and time), the type of enzyme, and environmental
conditions in food industry. So Whey components, particularly the proteins and peptides, will
increasingly be preferred as ingredients for functional foods and nutraceuticals, and as active
medicinal agents, built upon the strong consumer trend for health and wellbeing, and continuing
discovery and substantiation of the biological functionality of whey constituents.
7. Selected Readings
Adler-Nissen J (1993) Proteases. In Enzymes in food processing; (Nagodawithana, T., Reed, G., ed.) Academic
Press: San Diego. 159-203.
Althouse P J, Dinakar P and Kilara A (1995) Screening of proteolytic enzymes to enhance foaming of whey
protein isolates. Journal of Food Science 60 1110-1112.
Athira S, Mann B, Saini P, Sharma R, Kumar R, and Singh A K (2014) Production and characterisation of whey
protein hydrolysates having antioxidant activity from cheese whey. Journal of the science of Food and
Agriculture DOI 10.1002/jsfa.7032.
Caessens P W J R (1999a) Enzymatic hydrolysis of β-casein and β-lactoglobulin foam and emulsion properties
of peptides in relation to their molecular structure. Ph.D. Thesis submitted to Wageningen Agricultural
University, Netherland.
Caessens P W J R, Daamen W F, Gruppen H, Visser S and Voragen A G J (1999a) β -Lactoglobulin hydrolysis.
II. Peptide identification, SH/SS exchange, and functional properties of hydrolysate fractions formed by the
action of plasmin. Journal of Agricultural and Food Chemistry 47 2980-2990.
Clare D A and Swaisgood H E (2000) Bioactive milk peptides: a prospectus. Journal of Dairy Science 83:1187–
1195.
Foegeding E A, Davis J P, Doucet D and McGuffey M K (2002) Advances in modifying and understanding
whey protein functionality. Trends in Food Science and Technology 13 151–159.
Galvao C M A, Silva A F S, Custodio M F, Monti R and Giordano R D C (2001) Controlled hydrolysis of
cheese whey proteins using trypsin and α-chymotrypsin. Applied Biochemistry and Biotechnology 91- 93
761-776.
Gardner D (1989) New technologies in the conversion of whey to high protein products. Modern Dairy 68: 15-
17.
Gesan G, Daupn G, Merin U, Labbe J P and Quemerala J (1995) Microfiltration performance Ð
physicochemical aspects of whey pretreatment. Journal of Dairy Research 62 269-279.

121
Hidalgo J and Camper E (1977) Solubility and heat stability of whey Protein Concentrate. Journal of Dairy
Science 60 1515-1518.
Kresic G, Lelas V, Herceg Z and Rezek A (2006) Effects of high pressure on functionality of whey protein
concentrate and whey protein isolate. Lait 86 303-315.
Lieske B and Konrad G (1996) Physico-chemical and functional properties of whey protein as affected by
limited papain proteolysis and selective ultrafiltration. International Dairy Journal 6 13-31.
Madureira A R, Tavares T, Gomes A M P, Pintado M E and Malcata F X (2010) Invited review: physiological
properties of bioactive peptides obtained from whey proteins. Journal of Dairy Science 93 437–455.
Mahmoud, M. I. (1994) Physicochemical and functional properties of protein hydrolysates in nutritional
products. Food Technology 48 89-95.
Maubois J L and Ollivier G (1997) Extraction of milk proteins. In Food Proteins and their Applications, (eds. S.
Damodaran and A. Paraf), Marcel Dekker, New York. 579-595
Merin U, Gordin S and Tanny G B (1983) Microfiltration of sweet cheese whey. New Zealand Journal of Dairy
Science and technology 18 153.
Mutilangi W A M, Panyam D and Kilara A (1996) Functional properties of hydrolysates from proteolysis of
heat-denatured whey protein isolate. Journal of Food Science 61 270-274.
Nielsen P M (1997). Functionality of protein hydrolysates. In Food proteins and their applications; (Damadoran,
S., Paraf, A., eds.); Marcel Dekker: New York, 443-472.
Panyam D and Kilara A (1996) Enhancing the functionality of food proteins by enzymatic modification. Trends
in Food Science and Technology 7 120-125.
Pihlanto-Leppala A, Koskinen P, Piilola K, Tupasela T and Korhonen H (2000) Angiotensin-I-converting
enzyme inhibitory properties of whey protein digests: Concentration and characterization of active peptides.
Journal of Dairy Research 67 53–64.
Regester G O, McIntosh G H, Lee V W K and Smithers G W (1996) Whey proteins as nutritional and functional
food ingredients. Food Australia 48 123-127.
Sienkiewicz T and Riedel C L (1990) Whey and Whey Utilization. Pub. Verlag Th. Mann, Gelsebkirchen,
Germany.
Siso M I G (1996) The biotechnological utilization of cheese whey: A review, Bio-resource Technology 57 1–
11.
Slattery H, Fitzgerald R J (1998) Functional properties and bitterness of sodium caseinate hydrolysates prepared
with a Bacillus proteinase. Journal of Food Science 63 418-422.
Smithers G W, Ballard F J, Copeland A D, De Silva K J, Dionysius D A, Francis G L, Goddard C, Grieve P A,
McIntosh G H, Mitchell I R, Pearce R J and Regester G O (1996) New opportunities from the isolation and
utilization of whey proteins. Journal of Dairy Science 79 1454-1459.
Sousa J R R, Lopes G P, Tardioli P W, Giordano R L C, Almeida P I F and Giordano R C (2004) Kinetic model
for whey protein hydrolysis by alcalase multipoint-immobilized on agarose gel particles. Brazilian journal
chemical engineering 21 147-153.
Ven V D V, Gruppen H, Dries B A, de Bont, Alphons G J and Voragen (2002) Optimization of ACE inhibition
by Whey protein hydrolysates using response surface methodology. International Dairy Journal 12 813-820.
Yves V (1979) Le lactoserum. Matiere premiere noble pour les industries alimentaires humaines et animales.
Revue Laitiere Franaise 372 27-39.
Zirbel F and Kinsella J E (1998) Factors affecting the rheological properties of gels made from whey protein
hydrolysates. Milchwissenschaft 43 689-692.

122
Technochemical and Biological Properties of Glycomacropeptide (GMP) and its
Application in Functional Foods
Richa Singh
Dairy Chemistry Division
1. Introduction
Milk proteins are broadly classified into two groups; caseins and whey proteins. Casein is the principal
milk proteins and whey proteins only account 20% (w/w) of the total milk protein. Whey is a portion of
skim milk that left out after removal of casein, mainly by following two processes:
Enzymatic coagulation, resulting in casein coagulates, which are used for cheese production and
results into sweet whey;
Acid precipitation at the isoelectric point (pH=4.6), resulting in isoelectric casein, which is
transformed into caseinate and acid whey.
Whey has high biological oxygen demand (BOD) in range of 30,000 to 50,000 mg oxygen per liter. It is
not a polluting agent for itself, but when disposed in watercourses, it causes great polluting effects (Porto
et al., 2005). When whey is disposed without treatment it poses about 100 times more BOD than
domestic sewage. An industry with an average production of 10,000 liters of whey per day pollutes as
much as a population of 5,000 inhabitants. Whey is the main byproduct of cheese industries. Therefore,
its disposal can exert a potential threat to environment but at the same time this whey could also be
utilized with great economical interest as a protein source for the food industry. Whey proteins have
number of functional properties such as solubility, viscosity, emulsification and gelling that can be
potentially applied to food industry.
The main protein components in whey are α-lactalbumin, ß-lactoglobulin, bovine serum albumin,
immunoglobulin, glycomacropeptide (GMP; only present in sweet whey), lactoferrin and lactoperoxidase
(Doultani et al., 2004).
2. Glycomacropeptide (GMP):
GMP is a part of sweet whey only and is released when bovine k-casein is treated with chymosin (rennet)
enzyme during cheese making. The protein is hydrolysed on the peptide bond Phe105-Met106 into para-k-
casein (residues 1-105), which remains with the curd, and residues 106-169, which is removed with the
whey. This peptide is usually known as caseinomacropeptide (CMP) or casein-derived peptide (CDP) or
Glycomacropeptide (GMP). Usually GMP refers to the glycosylated form, due to its high carbohydrate
content, and CMP to the peptide´s non-glycosylated form. The glycosylated form represents 50 to 60% of
total CMP and is composed of mainly galactose (Gal), N-acetylgalactosamine (GalNAc) and
acetylneuraminic acid (NeuAc) (Thomä et al., 2006). Smaller concentrations of GMP also exist in bovine
milk. However, GMP released from casein is almost ten times higher than free GMP in mature milk
(Furlanetti and Prata 2003). GMP constitutes 20–25% of total proteins in whey products viz., whey
powder, whey protein isolates (WPI), and whey protein concentrates (WPC) etc., manufactured from
cheese whey (Farías et al., 2010). It is recognized as a bioactive peptide and is thought to be an ingredient
with a potential use in functional foods. The composition of GMP is variable and depends on the

123
particular whey source and the fractionation technology employed in its isolation (Martín–Diana et al.
2006).
2.1 Chemical properties of GMP
2.1.1 Amino acid composition
GMP is made up of 64 amino acid; significantly rich in Pro, Glu, Ser, and Thr but lacks aromatic amino
acids; phenylalanine, tryptophan, tyrosine (Oliva et al., 2002) and also in Cys (Fig. 1). It is rich in
branched-chain amino acids. Of the three branched chain amino acids viz., Leu, Ile, and Val, it is rich in
Ile and Val.
Fig. 1 Primary structure of bovine GMP variant A. The enclosed amino acids represent the sites
corresponding to B variant (Eigel et al. 1984)
2.1.2 Glycosylation
GMP (106-169 residue) is highly glycosylated because, in κ-CN carbohydrate moiety is attached at
Thr131, 133, 135, 142 and Ser141 positions through O-glycosylation linkages (Eigel et al., 1984). In
GMP the distribution of monosaccharide, disaccharide, trisaccharide (straight and branched), and
tetrasaccharide chains is found to be 0.8%, 6.3%, 18.4%, 18.5%, and 56.0%, respectively (Saito et al.
1991). It has been established that following five saccharides are found in mature cow milk:
1. Monosaccharide GalNAc - O - R
2. Disaccharide Gal β1 -> 3 GalNAc - O – R
3. Trisaccharide NeuAc α2 -> 3 Gal β1 -> 3 GalNAc -O - R
4. Trisaccharide Gal β1 -> 3 (NeuAc α2 –> 6) GalNAc - O - R
5. Tetrasaccharide NeuAc α2 ->3 Gal β1 - 3(NeuAc α2 –> 6) GalNAc - O - R
Where Gal=galactose; GalNAc =N-acetylgalactosamine, and NeuAc=sialic acid
Fucose (Fuc) has also been identified as constituents in these saccharide in GMP isolated from cow
colostrum (Fiat & Jolles, 1989);
The most predominant carbohydrate in GMP is NeuAc, known as sialic acid. GMP purified to 90% is
highly glycosylated with 7 to 8% sialic acid (Martín-Diana et al., 2003). On the basis of glycosylation,
GMP can be classified into two major fractions (Kreuß et al., 2009):
1. Glycosylated and phosphorylated glyco-peptide (gGMP),
2. Non-glycosylated but phosphorylated aglyco-peptide (aGMP)

124
Heating of the milk or whey prior to isolation of GMP has an influence on the extent of glycosylation in
isolated GMP; more severe heating produces GMP with less glycosylation (Taylor and Woonton 2009).
GMP is present in milk whey in concentrations of 1.2-1.5 g/L.
2.1.3 Molecular weight
The molecular weight of GMP is between 7 and 8 kDa. Its low molecular weight of 8 kDa makes it
difficult to visualize with Coomassie Blue stain in sodium dodecyl sulphate (SDS)-PAGE. Quantification
procedures for GMP require trichloroacetic acid precipitation of the other whey proteins leaving only the
GMP in solution (van Hooydonk & Olieman, 1982; Sharma et al. 1993). Literature suggests that GMP
has the ability of associating and dissociating under selected pH conditions. Kawasaki et al. (1993a)
proposed that the monomer of k-casein GMP of molecular weight 9 kDa is obtained at pH≤4 and the
polymer of k-casein GMP of molecular weight between 45-50 kDa is obtained at pH higher than 4.
2.1.4 Isoelectric point (pI)
GMP is an acidic peptide with pI of around 4, highly soluble and heat stable (Thomä et al. 2006). This
relatively acidic pI is related to the high amount of acidic amino acid side chains (Glu and Asp). GMP
does not have a single pI because of heterogeneity in glycosylation and phosphorylation (Kreu et al. 2008;
Lieske et al. 2004). The pI of 64 amino acids is around 4, but the sialate and phosphate have relatively
low pKa values of 2.6 and 2.0, respectively. The pI of GMP depends upon sialic acid and phosphate
content present in it. In addition, GMP retains a net negative charge, even at pH 3, so it is not collected on
cation exchangers, nor does it move with the rest of the proteins in native polyacrylamide gel
electrophoresis (PAGE).
2.1.5 UV absorption
As GMP lacks aromatic amino acids (Phe, Trp, and Tyr) therefore, it has no absorption at 280 nm. It is
known that GMP is only detected in the range of 205-226 nm, and differences in the absorption at 210
and 280 nm are frequently used to characterize GMP (Oliva et al. 2002); this has been the most
commonly used tool to perceive the presence of GMP during HPLC.
2.2 Functional properties of GMP
The functional properties of GMP include its emulsification, foaming, and gel formation ability.
Functional properties of GMP are affected by the glycosylation of GMP.
2.2.1 Emulsification and foaming properties
Emulsifying and foaming properties are among the most important functional properties of milk proteins,
and the characteristics of most dairy products depend on how the milk protein fraction is organized at fat–
serum and air–serum interfaces (Dickinson 2003). GMP present in WPC also contributes to the
emulsification (Chobert et al. 1989). When compared with WPC, the emulsifying activity index of GMP
was shown to be significantly lower (36 m2 g−1 for GMP and 185 m2 g−1 for WPC), but GMP had more
stable emulsifying activity index with respect to pH than WPC, thus it can be possibly utilized as
emulsifier in foods which undergo large pH variations during processing, i.e., fermented dairy products
(Martin-Diana et al. 2005). Like emulsification, foaming ability also depends upon glycosylation. GMP is
a good foam-building peptide as it efficiently reduces surface tension and assures high gas content during
foaming but makes unstable foams compared to foams made with WPI (Thomä-Worringer et al. 2007).

125
2.2.2 Gelling ability:
Gel is an intermediary form between solid and liquid. Food processing and the development of new
products require ingredients such as the gelling agents, which build up a structural matrix that supplies
food its desirable texture. It has been proposed that GMP has the capability to form gel and this is because
of strong hydrophobic links between the monomer molecules. At neutral pH, most of the hydrophobic
domains (containing Val, Pro, Ile, Ala, and Met) cannot interact as these are masked by strong charge
density of negatively charged amino acids (Glu and Asp). Above pH 6.5, Glu and Asp get deprotonated
which produces a strong negative shield thereby preventing GMP self-association. Below pH 6.5, the
protonation of these acidic amino acids increases which decreases their shielding effect, allowing the
hydrophobic domains to interact causing self-assembly. GMP solutions (3–10%, w/ w) below pH 4.5
show time-dependent self-assembly at room temperature leading to gelation. A GMP self-assembly model
(Fig. 2b) has been proposed according to which self-assembly occurs in two different stages—a first stage
of hydrophobic interaction to form dimers and in the second stage the dimers further interact through
electrostatic bonds to form gels. In the second stage, the presence of charged glycosidic side chain plays
an important role as it contributes to the negative charge at low pH (Farías et al. 2010).
2.2.3 Biological properties of GMP
GMP provide protection against toxins, bacteria, virus and immune system regulation Brody (2000). It
has also been reported by Oliva et al (2002) that GMP has an effect on gastrointestinal mobility,
inhibition of the binding of the cholera toxin to its receptor, inhibition of the influenza virus
hemagglutination, effect on the growth of lactic acid bacteria, effect on digestion, promotion of growth of
bifidobacteria and antithrombotic activity. Kawasaki et al. (1992) reported inhibitory effect of GMP upon
the cholera toxin and related it to the terminal sialic acid. Aimutis (2004) reported GMP also inhibited the
growth of the cariogenic bacteria Streptococcus mutans and of other species. It may be due to glycosidic
structures bond to GMP and these are important for the biological activity including anticariogenic
activity. GMP showed to inhibit dental enamel demineralization and also promoted remineralization.
Korhonen & Pihlanto, 2006 reported that GMP inhibits gastric secretion and stomach contractions as
GMP stimulates cholecystokinine release and this hormone is involved in the control of food ingestion
and digestion in the duodenum of animals and humans.
3. Nutritional Importance of GMP
GMP has special nutritional properties. It is rich in branched-chain amino acids and poor in methionine,
thus it can be used as an ingredient in diets for hepatic patients (Thoma et al., 2006). Because it lacks
aromatic amino acids (phenylalanine, tyrosine and tryptophan) CMP is suggested as an ingredient in the
diet of phenylketonuric patients (Oliva et al., 2002). GMP is also recognized for enhancing the absorption
of minerals such as calcium, iron and zinc. Kelleher et al. (2003) verified in their studies that GMP
supplementation enhanced zinc absorption, allowing a reduction of this mineral in infant formulas. GMP
is also rich source of sialic acid which is important in neuronal and cognitive development
4. Application
GMP, found only in sweet whey, is a biologically active compound. It possess various biological and
nutritional properties that make it a potential ingredient for functional foods. Glycomacropeptide (GMP)
is a highly bioactive whey protein with superior purity. Isolated from fresh cheese whey, this product is
appears as a light colored, homogeneous, and free flowing powder with a clean, bland flavor. GMP has

126
many unique characteristics compared to other whey proteins. It has low levels of aromatic amino acids
and relatively high amounts of branched chain amino acids, making it an ideal ingredient in nutritional
formulations for people suffering from hepatic diseases. It is also good ingredient for formulations
designed for people with PKU, since it contributes a minimal amount of phenylalanine.
Glycomacropeptide facilitates the production of conventional food products, such as protein bars, desserts
and UHT beverages and makes them an outstanding protein source for people with phenylketonuria
(PKU). GMP is a rich source of protein-bound sialic acid, an essential nutrient for infant brain
development and cognition. In infant formula, it is a natural substitute for the sialic acid present in human
milk. dietary sialic acid using GMP as a source of sialic acid improves learning and memory during early
development. Some of the added benefits of using GMP are linked to weight management, bone health,
compliance and better pH stabilization.
5. Selected Reading
Neelima, Sharma R, Rajput Y S and Mann B (2013) Chemical and functional properties of Glycomacropeptide
(GMP) and its role in the detection of cheese whey adulteration in milk: a review. Dairy Science and Technology
93 21–43.
Ceppa (2007) Review: isolation and purification of milk whey Glycomacropeptide. Curitiba. 25 121-132.
Ernest P B (2000) Biological activities of bovine Glycomacropeptide. British Journal of Nutrition. 84 39-46.

127
Cholesterol Reduction Technologies for Milk and Milk Products
Vivek Sharma
Dairy Chemistry Division
1. Introduction
Milk is considered to be a complete food as it contains almost all essential nutrients required for human
health and growth. Lipids, the most important constituent of milk, play significant role in the nutrition,
flavour and physico-chemical properties of milk and milk products. They are also rich source of fat-
soluble vitamins (A, D, E & K) and essential fatty acids, apart from having pleasant sensory attributes.
Milk fat is easily digestible than other oils and fats. It contains number of components which show
anticarcinogenic activity, e.g. sphingomyeline, conjugated linoleic acid, -carotene etc. So one (especially
vegetarians) cannot avoid it in one’s diet. But recent trend, in the society, is against fat-rich dairy
products due to the presence of saturated fat & cholesterol as these are known to increase the incidence of
coronary heart disease (CHD). CHD is one of the common causes of heart attack. Through a period of
time, many researchers have shown that dietary cholesterol, serum cholesterol and occurrence of coronary
heart disease (CHD) have positive correlation. Milk fat contains about 0.25 to 0.40% cholesterol.
Consumption of ghee and other fat-rich dairy products makes appreciable contribution to cholesterol
intake. Furthermore, some cholesterol oxidation products (COPs) have been reported to be more harmful
than cholesterol itself as they are cytotoxic, atherogenic, mutagenic and carcinogenic. In recent years,
demand of cholesterol-free foods has increased tremendously. This has led to increase in market of
margarine, vegetable fat filled dairy products, milk fat replaced dairy products, etc. Owing to the adverse
affects of cholesterol on human health, various physical, chemical and biological methods have been
developed for reducing cholesterol in foods including milk.
2. Cholesterol content in milk
Animal food products like milk and milk products, meat and meat products and eggs are the major
sources of cholesterol in our diet. Among these, chicken egg contains highest amount (about 215 mg/egg)
of cholesterol. Cholesterol accounts for 0.25-0.45% of the total lipids in milk. Cholesterol concentrates in
the milk fat globule membrane (MFGM). In milk, 80% of the cholesterol is associated with the milk fat
globules and the remaining 20% is partitioned into the skim milk phase where it is associated with
fragments of cell membrane (Patton & Jensen, 1975).
Pantulu and Murthy (1982) observed 8-10 times higher content of cholesterol in whey than in whole milk.
Srinivasan (1984) reported the average cholesterol content of cow and buffalo milk as 2.8 and 1.9 mg/g
fat, respectively. Bindal and Jain (1972) estimated free and esterified cholesterol in Desi ghee, using TLC
method and reported their contents as 0.288 and 0.038% and 0.214 and 0.056 % in cow and buffalo ghee,
respectively. Prasad and Pandita (1987) observed cholesterol content of ghee prepared from milk of
Haryana, Sahiwal and Sahiwal X Friesian cows and from Murrah buffaloes, to be 303, 310, 328 and 240
mg/100 g fat, respectively.
3. Approaches to reduce cholesterol in milk
Since dairy products contain significant amounts of cholesterol, a number of processes for removal of
cholesterol have been developed to produce low-cholesterol dairy products. These include steam

128
stripping, molecular distillation, solvent or super-critical extraction, reaction with cyclic anhydride,
enzymatic method and treatments with adsorbents like saponin, activated charcoal and cyclodextrin.
These are briefly discussed below.
3.1 Steam Stripping
This process is similar to that used in the deodorization of vegetable oils and removal of unsaponifiable
matter. To remove cholesterol by steam stripping, the fat is first deareted under vacuum after which it is
heated with steam upto 2320C and then subjected to steam at low pressure in cylindrical tall chamber. The
anhydrous milk fat (AMF) passing over a series of plates is spread in many thin layers, which increases
the stripping efficiency. The steam rises and carries with it the evaporated cholesterol to be condensed
and collected with other volatiles. This process can remove upto 93% of cholesterol though with 5% fat
losses. The major disadvantage to the process is that it removes flavouring compounds also (Schlimme &
Kiel, 1989).
3.2 Molecular Distillation
In this process, AMF is molecularly distilled at temperature 190 and 210oC at a vacuum of 10
-4 Torr.
Fractions distilled at 190 and 210oC represented 3.43 and 3.99 % of the initial mass and contained more
than 93 % of the total cholesterol (Lanzani et al, 1994 and Sharma et al., 1999). Arul et al. (1988)
fractionated AMF into four fractions at temperatures of 245 and 2650C and pressure of 220 and 100 mm
Hg. Two low melting point fractions were blended together to yield a total of three fractions (liquid,
intermediate and solid). About 78% of the total cholesterol was found in the liquid fraction while the
remaining was found in the intermediate (18%) and solid (4%) fractions in the esterified form. But,
because of the high heat used in the process, the quality of the end product is adversely affected.
3.3 Solvent Extraction
In this process butter oil is mixed with propane and ethanol in the mixing vessel. The low viscous mixture
of butter fat, ethanol and propane is fed into the extraction column. A mixture of ethanol and water,
containing a small amount of propane is used as extractant. The extract, a solution of cholesterol and
butter fat in a mixture of ethanol, water and some propane is withdrawn at the bottom of the extraction
column, which is splitted into two phases. The upper phase consists of fat and cholesterol, which are
subsequently separated, in a further processing step. Around 90 to 95% of the cholesterol is extracted in
this counter-current procedure operated at 30oC and 10 bar (Czech et al., 1993).
3.4 Supercritical Carbon Dioxide Extraction
Some studies have shown that supercritical carbon dioxide (SC-CO2) can be used to fractionate AMF
with evidence that cholesterol can be concentrated into selected fractions. Kaufmann et al., (1982)
obtained two fractions of milk fat by SC-CO2 extraction at a pressure of 200 bars and temperature of
80oC. In this process, the liquid fractions were enriched in total cholesterol. However, Huber et al. (1996)
observed that direct supercritical extraction of cholesterol from AMF is not feasible because of the low
selectivity of cholesterol and poor solubility of AMF. Moreover, under these conditions, important milk
flavours also get separated with the cholesterol. Therefore, they proposed another process for cholesterol
removal from AMF, dissolved in SC-CO2 under high solubility conditions for AMF (40 MPa at 70oC) to
achieve rapid extraction. In this process, the dissolved AMF in SC-CO2 is passed isobarically and
isothermally through a high-pressure column, filled with a suitable adsorbent (e.g. silica gel) to eliminate
cholesterol. Finally, the supercritical mixture is fractionated by either descending or ascending
temperature profile in separators connected in series. Karkare and Alkio (1993) found that over 99% of

129
cholesterol from milk fat could be removed using an SC-CO2 extraction system equipped with a silica gel
column.
3.5 Reaction with Cyclic Anhydride
Gu et al. (1994) developed a method for cholesterol removal from milk fat based on the reaction between
the hydroxyl group of cholesterol and a cyclic anhydride such as succinic anhydride. The conversion of
cholesterol into an acid derivative makes it possible to remove these from fats by extraction with aqueous
alkali. Addition of acetic acid increases the rate of reaction and prevents the distillation of cyclic
anhydride from reaction mixture. They removed 50% cholesterol from animal fats but alongwith it -
tocopherol (50%), - and - lactones also get removed.
3.6. Enzymatic Method
McDonald et al. (1983) have described an enzymatic process using cholesterol reductase for conversion
of cholesterol to biologically inactive, e.g., non-toxic, non-absorbable products like coprosterol, which is
either not or is only poorly adsorbed by the body. This approach, which is theoretically suitable for
reducing the cholesterol content of milk fat, has been verified biologically at least in part, by the finding
that a portion of the intestinal cholesterol is reduced to coprosterol by intestinal bacteria and subsequently
eliminated.
3.7 Adsorption Methods
Cholesterol can be removed by its adsorption on certain material. Adsorbents, which are used to remove
cholesterol, are activated charcoal, saponins and -cyclodextrin.
3.7.1 Activated charcoal
Bindal et al., (1994) could remove half of the cholesterol present in milk fat through treatment of liquid
fat with activated charcoal. Another activated charcoal method claimed 95% of cholesterol removal from
AMF but many other compounds including yellow pigments were also removed simultaneously (Sharma
et al., 1999).
3.7.2 Saponins
Saponins are naturally occurring plant compounds that can be used to selectively bind to cholesterol and
precipitate it out. 80% and 90% cholesterol reduction in cream and anhydrous milk fat was obtained by
using this method (Riccomini et al., 1990). Oh et al. (1998) found 70.5% of the cholesterol removal when
milk was treated with 1.5% saponin at 45oC for 30 min. Further, addition of 0.25% celite increased
cholesterol removal to 72%. However, the methods using activated charcoal or saponins are relatively
non-selective and remove flavour and nutritional components also when cholesterol is removed (Lee et
al., 1999; Sharma et al., 1999).
3.7.3 -cyclodextrin
Beta cyclodextrin, one of the well known members of cyclodextrin family, is a cyclic oligosaccharide of
seven glucose units joined ‘head to tail’ by -1, 4 linkage and is produced by the action of enzyme
cyclodextrin glycosyl transferase (CGT) on hydrolyzed starch syrup. Beta cyclodextrin has torus like
structure (Figure B). The central cavity is hydrophobic, giving the molecule its affinity for non-polar
molecules such as cholesterol (Szejtli, 2004). The radius of the cavity can accommodate a cholesterol
molecule almost exactly, explaining the highly specific nature of -cyclodextrin’s ability to form an
inclusion complex with cholesterol (Hettinga, 1996).

130
Seth and Singh (1994) observed that buffalo milk samples on treatment with beta-cyclodextrin at 1, 2 and
4%, the cholesterol level was reduced from 36 mg to 25 mg, 19.5 mg and 8 mg per 100 ml, respectively,
corresponding to 30.5, 45.8 and 77.6% reduction, respectively. Lee et al., (1999) studied the cholesterol
removal from homogenized milk and reported that 92 – 95% cholesterol removal from milk by using -
cyclodextrin at 0.5-1.5% level. Ahn and Kwak (1999) used -cyclodextrin for cholesterol removal in
cream. Average cholesterol removal increased as -cyclodextrin concentration increased, regardless of
other factors. At 10% of -cyclodextrin level, the effect of stirring speed was more noticeable than that of
stirring time. When stirring was 1600 rpm and stirring was 20 min, the cholesterol was reduced by
97.99% using 15% -cyclodextrin. Recently NDRI has developed a process to remove cholesterol from
ghee, where removal of about 90% cholesterol has been reported by using -cyclodextrin in the range of 1
to 7%.
4. Selected Reading
Ahn J and Kwak H S (1999) Optimizing cholesterol removal in cream using beta-cyclodextrin and response surface
methodology. Journal of Food Science 64 629-632.
Bindal M P, Wadhwa B K, Lal D, Rai T and Aggarwal P K (1994) Removal of cholesterol from milk and milk
products: Application of biotechnical processes. NDRI Annual Report. 98-99.
Gu Y F, Chen Y and Hammond E G (1994) Use of cyclic anhydrides to remove cholesterol and other hydroxy
compounds from animal fats and oils. Journal of American oil chemists society 71 1205-1207.
Hettinga D (1996) Butter. in Bailey’s industrial oil and fat products, Vol. 3, 5th
edn, (eds Y. H. Hui), John Wiley &
Sons, INC. New York, 1-23.
Huber W, Molero A, Pereyra C and Martinez de la Ossa E (1996) Dynamic supercritical carbon dioxide extraction
for removal of cholesterol from anhydrous milk fat. International Journal of Food Science and Technology 31
143-151.
Lanzani A, Bondioli P, Mariai C, Folegatti L, Venturii S, Fedeli E and Barreteau P (1994) A new short-path
distillation system applied to the reduction of cholesterol in butter and lard. Journal of American
oil chemists society 71 609-614.
Lee D K, Ahn J and Kwak H S (1999) Cholesterol removal from homogenized milk with beta-cyclodextrin. Journal
of Dairy Science 82 2327-2330.
Oh H I, Chang E J and Kwak H S (1998) Conditions of the removal of cholesterol from milk by treatment with
saponin. Korean Journal Dairy Science 20 253-260.
Pantulu P C and Murthy M K R (1982) Lipid composition of skimmed milk and whey. Asian Journal of Dairy
Research 1 17-20.
Riccomini M A, Wick C, Peterson A, Jimenez-Flores R and Richardson T (1990) Cholesterol removal from cream
and anhydrous milk fat using saponins. Journal of Dairy Science 73 107.
Seth R and Singh A (1994-95) Removal of cholesterol from milk using -cyclodextrin and preparation of milk
products from such treated milk. NDRI Annual Report. 95.
Sharma R, Nath B S and Lal D (1999) Approaches for cholesterol removal from milk fat: An overview. Indian
Journal of Dairy and Biosciences 10 138-146.
Szejtli J (2004) Cyclodextrins. In Chemical and Functional Properties of Food Saccharides (eds Piotr Tomasik),
CRC Press, Boca Raton, 271-289.

131
Rapid Diagnostic Tests for Detection of Milk Adulterants – Current Status
Rajan Sharma, Bimlesh Mann, Satya K and Dhiraj Kumar Nanda
Dairy Chemistry Division
1. Introduction
The menace of adulteration has taken serious proportion as highlighted by many media reports as well as
by the report of Food Safety and Standards Authority of India (FSSAI). During festival as well as summer
season when there is short supply of milk, the electronic media is flooded with reports of adulteration of
milk and milk products. Although, India is largest milk producer in the World with 140 Million MT
(2013-14) of milk production per annum, the scarcity of milk is felt during lean season and festival days.
Compositional differences in milk are exploited by unscrupulous persons to adulterate milk. Perhaps,
addition of water to buffalo milk is most commonly practiced. The image of milk has been considerably
deteriorated due to the reports of its adulteration with harmful chemicals such as fertilizers, ammonium
salts, potassium sulphate, causitc soda, detergents, urea etc. Media reports indicate the adulteration of
milk with ‘milk-like-preparation’ – the so called synthetic milk. Table 1 indicates the type of common
adulterants of milk and motive behind their addition to milk. The problem of milk adulteration has also
been noticed in many other parts of the world. Table 2 present a data of type of adulterants used in other
countries.
Table 1. Common adulterants reported in milk and their purpose
Nature of
chemical/adulterants
Name of adulterants Purpose
Carbohydrate Sucrose, Glucose, Starch,
Maltodextrin To falsely increase the total solids
To mask the addition of water
Salts and fertilizers Urea, Ammonium sulphate,
NaCl etc. To falsely increase the total solids
To mask the addition of water
Neutralizers NaOH, Na2CO3, NaHCO3 etc. To mask the increase in acidity and to
prevent coagulation of milk during
heating
Preservatives Hydrogen peroxide, Formalin,
Boric acid etc To fraudulently elongate the shelf-life
of milk
Detergents Liquid detergents, Washing
powders etc To emulsify the extraneously added
fat/oil
Water Water/Pond water/ To increase the volume of milk
Extraneous fat/oil Vegetable fats/oils/Refined oil To increase/substitute fat content of
milk
Miscellaneous Soya milk, Cheese whey,
Synthetic milk To substitute milk with cheaper milk-
like ingredients
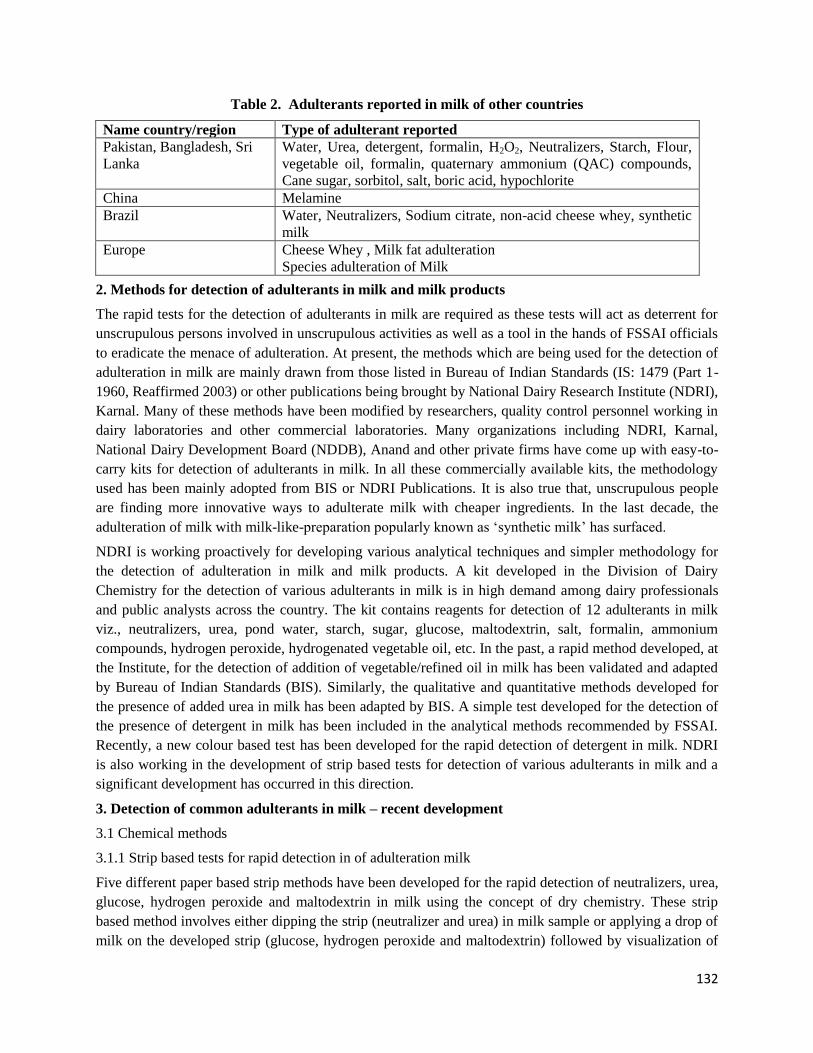
132
Table 2. Adulterants reported in milk of other countries
Name country/region Type of adulterant reported
Pakistan, Bangladesh, Sri
Lanka
Water, Urea, detergent, formalin, H2O2, Neutralizers, Starch, Flour,
vegetable oil, formalin, quaternary ammonium (QAC) compounds,
Cane sugar, sorbitol, salt, boric acid, hypochlorite
China Melamine
Brazil
Water, Neutralizers, Sodium citrate, non-acid cheese whey, synthetic
milk
Europe
Cheese Whey , Milk fat adulteration
Species adulteration of Milk
2. Methods for detection of adulterants in milk and milk products
The rapid tests for the detection of adulterants in milk are required as these tests will act as deterrent for
unscrupulous persons involved in unscrupulous activities as well as a tool in the hands of FSSAI officials
to eradicate the menace of adulteration. At present, the methods which are being used for the detection of
adulteration in milk are mainly drawn from those listed in Bureau of Indian Standards (IS: 1479 (Part 1-
1960, Reaffirmed 2003) or other publications being brought by National Dairy Research Institute (NDRI),
Karnal. Many of these methods have been modified by researchers, quality control personnel working in
dairy laboratories and other commercial laboratories. Many organizations including NDRI, Karnal,
National Dairy Development Board (NDDB), Anand and other private firms have come up with easy-to-
carry kits for detection of adulterants in milk. In all these commercially available kits, the methodology
used has been mainly adopted from BIS or NDRI Publications. It is also true that, unscrupulous people
are finding more innovative ways to adulterate milk with cheaper ingredients. In the last decade, the
adulteration of milk with milk-like-preparation popularly known as ‘synthetic milk’ has surfaced.
NDRI is working proactively for developing various analytical techniques and simpler methodology for
the detection of adulteration in milk and milk products. A kit developed in the Division of Dairy
Chemistry for the detection of various adulterants in milk is in high demand among dairy professionals
and public analysts across the country. The kit contains reagents for detection of 12 adulterants in milk
viz., neutralizers, urea, pond water, starch, sugar, glucose, maltodextrin, salt, formalin, ammonium
compounds, hydrogen peroxide, hydrogenated vegetable oil, etc. In the past, a rapid method developed, at
the Institute, for the detection of addition of vegetable/refined oil in milk has been validated and adapted
by Bureau of Indian Standards (BIS). Similarly, the qualitative and quantitative methods developed for
the presence of added urea in milk has been adapted by BIS. A simple test developed for the detection of
the presence of detergent in milk has been included in the analytical methods recommended by FSSAI.
Recently, a new colour based test has been developed for the rapid detection of detergent in milk. NDRI
is also working in the development of strip based tests for detection of various adulterants in milk and a
significant development has occurred in this direction.
3. Detection of common adulterants in milk – recent development
3.1 Chemical methods
3.1.1 Strip based tests for rapid detection in of adulteration milk
Five different paper based strip methods have been developed for the rapid detection of neutralizers, urea,
glucose, hydrogen peroxide and maltodextrin in milk using the concept of dry chemistry. These strip
based method involves either dipping the strip (neutralizer and urea) in milk sample or applying a drop of
milk on the developed strip (glucose, hydrogen peroxide and maltodextrin) followed by visualization of

133
colour. The colour of the strip changes to deep red in milk containing neutralizers (immediately) and urea
(after 2 min) while in pure milk samples, the strip retained its original yellow colour (Patent application
No. 3472/DEL/2013). In case of glucose and hydrogen peroxide detection in milk, the strip colour
changes to deep pink in adulterated milk samples either immediately (hydrogen peroxide) or after 5 min
(glucose) while the strip retained its original white colour in case of pure milk. Maltodextrin detection
strip (Patent application No. 2097/DEL/2014) changes to yellowish green colour after 5 min in case of
adulterated milk samples while in case of pure milk strip remained white in colour. The strip based tests
have been validated at third party laboratory as well under filed conditions. The sensitivity of the strips
has been established and limit of detection of the developed strip in milk was 0.04% for NaOH (0.06%
Na2CO3, 0.1% NaHCO3); 0.08% for urea (total urea); 0.03% for glucose; 0.005% for H2O2 and 0.05% for
maltodextrin. The developed strips were easy to use and require just one step wherein either they are
dipped in milk sample or a drop of milk sample is applied to the prepared strip followed by visualization
of change in colour. In all cases, sensitivity of the prepared strips was found better than the existing wet
chemistry based tests. The shelf-life of strips is 8 months at room temperature for neutralizer, 4 months at
refrigeration temperature for urea, 2 months for hydrogen peroxide, glucose and maltodextrin. The
technology of strip based tests is available for commercialization.
3.1.2 Detection of Detergent in Milk
Detergents are considered as the essential component of the formulation being used for the preparation of
synthetic milk. Because of ease in availability of anionic detergent, these are being used for
emulsification of added fat of non-milk origin. The other ingredients being used for synthetic milk
formulation are urea, salt, soda, sucrose, vegetable oils, skim milk powder, water etc. The liquid thus
formed has the appearance of genuine milk (i.e. colour, consistency) and it is reported to be used for the
adulteration of dairy milk from 5 to 10%. The detection of detergent in milk is therefore essential for
checking the adulteration of milk with synthetic milk. A qualitative rapid and sensitive test for detection
of detergent in milk has been developed. The method is primarily based on the ionic interaction between
the anionic detergent and cationic dye. Anionic detergents have a property to form a complex with
cationic dyes. The solubility of dye and dye-detergent complex differs significantly as dye-detergent
complex is relatively less polar in comparison to dye alone. Formation of dye-detergent complex between
cationic dye and anionic detergents and subsequently its extraction into the hydrophobic solvent is the
major principle behind the developed method. The method is sensitive to detection 20 mg of detergent in
100 ml of milk. The test can detect all brands of detergent available in the market and sensitivity varies
with different brands of commercial detergent. The method has been validated at Punjab Biotechnology
Incubator, Mohali – a NABL accredited laboratory. The test can detect all brands of commercial
detergents available in the market. The test is nearly five times more sensitive than paper
chromatographic method. The results are available in 2 min. The test does not require any equipment and
the cost of ingredient used for preparation of test reagent is very low. The technology of this test (Patent
Application No. 3677/DEL/2011) is available from NDRI, Karnal.
3.2 Instrument based methods
In recent times two different types of equipments have been launched for the rapid detection of
adulterants in milk. In the first type of equipment named MilkoScreenTM
, the detection is based on the
concept of FT-IR (Fourier Transform infrared spectroscopy) has been used. The machine has been
launched by IndiFoss Analytical Ltd. Ahmadabad (www.indifoss.com) which is part of FOSS, Denmark.
The machine has been claimed to detect urea (≥ 0.25%), melamine (≥ 0.1%), ammonium sulphate (≥

134
0.1%), sucrose (≥ 0.7%) and water (≥ 20%). In the second type of equipment launched by Rajasthan
Electronics and Instruments Ltd. Jaipur, named “EMAT (Electronic Milk Adulteration Tester)”, the
principal of detection is based on identification of specific ions of adulterants in milk sample. The
machine has been claimed to detect urea (≥ 0.1%), salt (≥ 0.2%), liquid soap (≥ 0.2%), detergent (≥
0.3%), caustic soda (≥ 0.3%) and hydrogen peroxide (≥ 0.3%).
4. Adulteration of milk products
Among the milk products, ghee is the most common milk product being adulterated. Because of high cost
of milk fat and availability of look-alike cheaper substitutes (vegetable oils, hydrogenated vegetable oils),
ghee is frequently adulterated. The other milk products which are being adulterated in this country are
khoa, khoa based sweets, paneer etc. Table 3 indicates the types of adulterants reported to be added in
various milk products.
Table 3. Adulterants added in various types of milk products
Milk product Adulterant (s) reported to be added
Ghee Vegetable oil hydrogenated vegetable oil, animal body fat, designer
oil, mineral oil etc.
Paneer Edible and non-edible oil, starch etc.
Khoa and khoa based
sweets
Edible and non-edible oil, starch etc.
Milk Powder Maltodextrin, whey powder
The tests has also been developed for the detection of adulteration of milk products such as ghee, khoa
and paneer etc. The adulteration detection tests developed for the milk either has been validated or
modified for their application in products like khoa and panerr. For the detection of vegetable oil in ghee,
a simple chemical method has also been developed. Due to the natural variation in the composition of
milk fat and also due to the range of available cheap adulterants (body fats as well as vegetable oils), a
combination of tests needs to be applied for confirming the purity of milk fat. Apart from the
conventional tests (e.g. Reichert Meissl value and Butyro-refractometer reading), new generation of tests
such as Apparent Solidification Time (AST), Opacity Test, TLC, HPLC etc. have been developed at this
Institute. In recent times, using the concept of solvent fractionation technique have been developed for
combating the menace of adulteration wherein after enriching the adulterant in a particular fraction,
conventional tests are applied for ascertaining the presence of adulterant.
5. Conclusion
Milk and milk products, since time immemorial, have formed an important part of our diet. Milk is
naturally designed as a nutrient dense food source that nourishes and provides immunological protection
for mammalian offspring. The media reports about adulteration of milk and milk products certainly would
discourage the consumption of milk and thus would deprive people of such a valuable healthy
commodity. Although, methods exist for detection of common adulteration in milk, every dairy industry
in India is not using these methods at reception dock. The reason may be a long list of adulterants and
problem is further aggravated by entry of new adulterants. The industry at times finds it difficult to screen
every tanker/can of milk for all the listed adulterants as most of the methods involve chemists as well as
investment in the form of reagents/glassware. Consumers in the country are also demanding simpler tests
with which they can ascertain the quality of milk they buy. The existing milk adulteration detection
methods are based on the wet chemistry which essentially requires mixing of milk sample with liquid
reagents and at times boiling. For avoiding hassles of purchase of chemicals and preparation of reagents,

135
kits for detection of adulterants are now manufactured and are commercially available. Even these kits are
not to be used at house-hold level. The development of such strip based tests is need of the hour as use of
such kits will provide results in short duration and results can be interpreted by simply observing colour
change of strip by naked eye. Also there will not be requirement of skilled person of applying the test at
house-hold level. Research organizations and private industry should work together to develops such
types of tests.
6. Selected Reading
BIS (1960) IS: 1479. (1960), Reaffirmed 2003. Methods of test for dairy industry. Part I. Rapid examination of milk.
Bureau of Indian Standards, New Delhi.
Patent Application No. 3677/DEL/2011. Barui, A. K., Sharma, R. and Rajput, Y.S. (2011). A qualitative and
quantitative test for detection of anionic detergent in milk and like. Indian Patent Office, New Delhi.
Patent Application No. 3472/DEL/2013. Sharma, R., Panchal, B.K. and Rajput, Y.S. (2013). A strip for detection of
added urea in milk and process for the same. Indian Patent Office, New Delhi.
Patent Application No. 2097/DEL/2014. Sharma, R., Rajput, Y.S., Narula, P., Thakur, R. and Kumar, B. (2014). A
strip for detection of maltodextrin in milk and process for the same. Indian Patent Office, New Delhi.

136
Spores / Enzymes Based Sensors–An Innovative Approach for Monitoring Food Safety
Naresh Kumar, Raghu H V, Pradip Kumar Sharma, Ankita Kalyan, Nimisha Tehri, Birjesh Kumar
and Spurthi, M
Dairy Microbiology Division
1. Introduction
Being a major constituent of the diet, quality Assurance of milk is considered essential to the health
and welfare of a community. However, the area of interest of developing nations is to provide enough
food to the people rather than quality and hygiene of the food (Ellis & Sumberg 1998). They rely on
general practices such as pasteurization and refrigeration to check microbial proliferation in milk and
sometimes pass over these practices also due to lack of infrastructure and funds (Angulo et al. 2009;
Lues, et al. 2003). Milk is a balanced food stuff with a very low microbial load at the time milking but
various contaminants such as pathogenic organisms, antibiotics, pesticides, mycotoxins etc. enter
during various stages of production and processing (Angulo et al. 2009). The diseases spread through
contaminants is well known and the epidemiological impact of such diseases is considerable. The
testing of milk and milk products for presence of these contaminating agents has become a mandatory
practice for dairy industry before dispatching the products into the global market. Food safety
standards based on risk analysis have become bench mark in global trade in view of enhanced
consumers awareness linked with diseases and public health. The current conventional tools for
contaminants monitoring are time consuming and need innovative interventions for their surveillance
during production and processing stages in supply chain. These conventional methods, that generally
involve isolation and confirmation procedures for the detection of the microbes and other platform
tests that are carried to determine non-microbial contaminants of the milk which often are time
consuming and laborious to perform. The other associated problem with such tests is that the product
needs to be hold till the results come. To overcome this unmanageable situation dairy industry is
looking for alternatives to conventional methods. The methods that are rapid, cost effective, and easy
to perform and significantly validated with approved standard methods, are the need of the hour. Our
laboratory is playing a prominent role in this field by developing spore based detection systems for
monitoring microbial and non-microbial contaminants in milk and milk products.
2. Biosensors
Biosensors are devices that can combine a biochemical molecule with a physical signal that can be
translated into an indication of safety or quality of the food. Biosensors help carrying out the
procedures that are sensitive, selective, rapid, cost effective and portable. These devices are evolving
as excellent substitutes for the existing conventional techniques. But still operation of biosensors is a
challenging task for their utility owing to the cost and shelf life of bio-recognition molecule (Kumar et
al. 2013). The members of genera Clostridium and Bacillus have the aptitude to form endospores
during stress and starvation conditions. The dormant spore state is very much stable allowing them to
survive even for millions of years. The typical structure of spore is responsible for its survival ability
even millions of years in dormant state (Desnous et al. 2010) as shown in Fig.1.

137
Fig. 1 (a) Schematic diagram of structure of bacterial spores (b) Dormant spores of Bacillus
megaterium as observed under Phase contrast microscopy
The dormant bacterial spores having unique ability to sense environmental changes in response to
specific ‘‘germinant’’ and their transformation into growing vegetative cells in real time have
enormous scope for their application in bio-sensing of contaminants in food products. The spore
germination concepts involved the release of DPA / or marker enzymes and their action on specific
chromogenic / or fluorogenic substrates as a mean for detection of contaminants in dairy foods has
been explored successful to target antibiotic residues (Indian Patent No. 264145/09/12/2014),
Aflatoxin M1 (3064/DEL/2010) and pesticide residues in milk (patent filing under process). Spore–
enzyme-sensors were also developed for Enterococci (119/DEL/2012), L. monocytogenes
(1357/DEL/2013) and E. coli (2214 /DEL / 2014) in milk after pre-enrichment in selective liquid
medium. The developed spore based analytical devices are cost effective, robust and few such
products like antibiotic residues and other kits for listeria /enterococci were commercialized for its
application at farm levels/or manufacturing stage for screening of contaminants in dairy supply chain
in our country .
3. Spore based sensor for detection of antibiotic residues in milk: The developed technology is
working on principle of spore germination and its inhibition in presence of antibiotic residues in milk.
In case when antibiotic residues are absent in milk, the calcium dipicolinic acid (DPA) is released
during germination which change the color of the bromocresol purple (BCP) indicator from purple to
yellow (Indian Patent no. 264145). However, in presence of antibiotic residues in milk the spore
germination process is inhibited at ≥ MRL level of contaminants and no change in color of BCP
indicates the presence of drug residues in milk when incubated at 64oC for 2.50-3.00 hrs as shown in
Fig.2 (Kumar et al. 2014).
Fig. 2. Microbial drug residues (MDR) test kit for detection of antibiotic residues

138
3.1 Novel Features
o The Cost effective (Rs. 39.5 per test)
o Semi-quantitative detection at Codex MRL
o Validated with AOAC approved Charm 6602 Assay
o Minimal false positive / negative results
o No interference of inhibitors other than antibiotic residues
o Stability of test kits up to 12 months under refrigeration storage
o Test kit can perform at dairy farm, milk collection center, dairy reception dock and R&D
institutions
o Kit can be used for routine monitoring of milk as well as for regulatory compliance
4. Spore based sensor for detection of pesticides: Pesticides are well known carcinogen and their
impact on human beings and presence in different food products including milk are well known in the
prior art. In current innovation, spore based assay(s) which exploit the principle of “spore germination
and enzyme inhibition” for detection of pesticide residues was successfully developed and
miniaturized for their application under field conditions. Three step assay protocol which involves
spore germination; pesticide exposure; enzyme-substrate reaction was developed (Fig.3). Using this
protocol all marker enzymes were screened for their inhibition by pesticide .The optimized 3 step
assay protocol was evaluated for LOD after spiking pesticides in acetonitrile and LOD for
organophosphorous (OP), carbamate (CM) and organochlorine (OC) were observed at 10 ppb-10
ppm, 1-10 ppm and 100 ppm respectively. This protocol was also transformed in a colorimetric 96
well plate assay with LOD in a range of 1-100 ppb, 100 ppb and 50 ppm for OP, CM and OC group.
The protocol developed in tube was further attempted to miniaturize on paper strip for exploring its
potential for field application. Nine different types of paper were screened for optimal enzyme
substrate reaction and assay showed sensitivity in the range of 10ppb-1ppm for OP, 10ppm for CM
and 100ppm for OC pesticides (Patent filing under process). The specificity of developed assay was
evaluated by checking for cross reactivity with other inhibitors, however, marker enzyme activity was
found unaffected by antibiotics, aflatoxin, detergents, heavy metals, preservatives and sanitizers.
Subsequently, a protocol for extraction of pesticides from food sample i.e. spiked reconstituted milk
samples was optimized. Three step Spore based assay" miniaturised on 96 well plate /paper strip was
found useful in detection of OP and CM group of pesticides employing spores as an inexpensive
source of marker enzyme(s) alternative to acetylcholinesterase enzyme which is present only in
eukaryotic system. Developed spore based assay can be of immense use for food industry , R & D
institutions and can also be applied under field condition since it does not require much expertise and
is cost effective when compared with existing prior-art .

139
Fig. 3 Spore based sensor for detection of pesticides
5. Two stage enzyme assay for detection of L. monocytogenes: The two-stage assay was developed
for detection of L. monocytogenes based on the principle of targeting “enzyme-substrate reaction for
the specific marker enzyme (s) to release free chromogen that can be visually detected by color
change. The assay can confirm the presence of L. monocytogenes within real time of 4.30±0.10h after
initial pre-enrichment of food samples in novel selective medium, i.e., LSEM for 18/or 24 as against
5-7 days protocol following conventional method .The detailed test procedure is depicted in Fig.4.
Fig 4: Two stage enzyme assay for detection of L. monocytogenes
5.1 Observations
o Colour change from yellow to black indicates the presumptive detection of Listeria spp. i.e.
24±2 hour at 1.4 log cfu levels for 25g / or 23.15±1.0 hour per g of the milk sample
o Appearance of green color in T-1 indicates the confirmation of L. monocytogenes and yellow
color in T-2 indicates Listeria spp. (Balhara et al. 2014)
5.2 Novel Features
o Cost effective enzyme assay (Rs. (75) per test against Rs. (762.00) in conventional method)
o Rapid detection within one working day as against 5-7 days protocol in conventional method
o Novel LSEM medium with selective inhibition of contaminants like E. faecalis, S. aureus, B.
cereus, Lactobacilli and members of Enterobacteriaceae family

140
o Two stage assay can be used for regulatory compliance of food samples including dairy
products as specified in FSS Act. 2011
o Internal Lab Validation with conventional method (ISO: 11290 Part-1: 1996)
o Third party validation at M/s. SGS India Pvt. Ltd. Gurgaon (certificate no. SGS GG12-
009772.001 dated 09-11-2012).
o Technology was licensed to M/s. Neugen Diagnostic Pvt. Ltd. Hyderabad with a Non-exclusive
license.
6. Enzyme based assay for Detection of E. coli / Coliforms in Milk
Two-stage test was developed for detection of E. coli based on the principle of targeting “enzyme
substrate reaction for specific marker enzyme (s) to release free chromogen in stage-1, which can be
visually detected by a color change after 12.0±1.0h of incubation in E. coli selective medium
(ECSM). In stage-2 using specific enzyme substrate mixture, confirmation of E. coli can be achieved
within 3.0±0.15 h as shown in Fig.5. The developed test can be used in dairy industry for routine
detection of E. coli in milk and milk products for regulatory compliance (Kumar et al. 2014). In
another media called as Coliform selective media (CSM), 0.1 ml of spiked milk or natural milk in 0.9
ml of lyophilized CSM (reconstituted with distil water pH 7.0) is inoculated and incubated at 37±1oC
for 12±1.0 hour. Appearance of yellow color confirms presence of coliforms as depicted in Fig.5.
Fig. 5. Enzyme assay for detection of E. coli / Coliforms in Milk

141
6.1 Novel Features
o The developed enzyme assay for E. coli can confirm <1.0 log cfu/ mL within 12.00±1.0 hour of
incubation as against 3-4 days protocol following conventional method (IS: 5887 Part-1: 1976)
o Selective inhibition of contaminants like Salmonella, Shigella, Yersinia, Proteus, Serratia,
Citrobacter, Enterobacter, L. monocytogenes, B. cereus, S. aureus , L. casei other than E. coli spp.,
hence no chance of false positive results.
o The developed enzyme assay for coliforms can confirm <1.0 log cfu/ml within 12.15 ± 0.30 h of
incubation as against 2-3 days protocol following conventional method (IS: 5401 Part-2: 2002)
o Selective inhibition of non-coliforms like Salmonella, Shigella, Yersinia and Proteus
o Wide scope of application to raw, pasteurized and dried milks for routine as well as for regulatory
standard compliance
o Lab Validation of developed kit with IS: 5887 Part-1:1976 using raw, pasteurized and dried milk.
7. Enzyme based assay for detection of enterococci in milk
The two stage enzyme assay for detection of Enterococci in milk involves application of specific
enzymatic reaction in selective medium. The marker enzyme which participates in unique biochemical
pathways of specific genera or strain hydrolyze chromogenic substrate complex and release free
chromogen which can be detected visually by color change (Fig.6). The developed technology for
detection of Enterococci is a two stage enzyme assay wherein the appearance of black color in stage-1
gives presumptive identification of Enterococci in developed selective enrichment medium i.e.
Esculin Based Sodium Azide Medium (EBSAM) In stage-2 using a specific Enzyme Substrate
Mixture (ESM), appearance of yellow and orange red color in tube-1 & tube-2 respectively indicates
confirmation of Enterococci in milk samples. Currently, commercially available media like citrate
azide agar need an incubation period of 72-96 h for detection of Enterococci in milk. Development of
this new “Two stage Micro Technique” is to facilitate its use in R &D institutions and dairy industry
for rapid detection of Enterococci. The technology has potential to replace the existing medium for
Enterococci for being cost effective (Rs. 98.3 per litre as against Citrate azide agar (CAA) available @
Rs. 262.5 per Litre, Bile Esculin azide agar available @ Rs. 493.5per litre.

142
Fig. 6 Enzyme based assay for detection of enterococci in milk
7.1 Observations
o Presumptive detection of enterococci in milk. Stage 1: Appearance of black color in stage-1 gives
presumptive identification of Enterococci in developed selective enrichment medium i.e.
EBSAM.
o Confirmatory detection of enterococci in milk. Stage 2: In presence of specific ESM, appearance
of yellow and orange red color in tube-1 (T1) & tube-2 (T2) respectively, indicates confirmation
of Enterococci in milk sample. (Kumar et al. 2012).
7.2 Novel features:
o The EBSAM medium is specific for growth of Enterococcus spp. and appearance of black color
after 18.45 ± 0.15 and 24.0 h indicates Enterococci counts >1000 and 100 cfu/mL respectively.
o The working performance of enzyme based bio-assay was compared with IS: 5887 Part-2 (3 days
protocol) and results were found in accordance with the claims of the developed enzyme based
assay.
8. Conclusions
The living phase of bacterial spores revolves around two phases i.e., the dormant state and the
metabolically active vegetative state. This conversion from one phase to another phase is completed
only if spore senses favorable conditions in the environment and presence or absence of microbial or
non-microbial contaminants directly or indirectly affect this conversion. This phenomenon can
therefore be targeted to sense the presence of contaminants in milk and hence develop spore based
biosensor systems. A number of spore based sensing system have been developed to detect aflatoxins,
antibiotics and microbial pathogens in milk. These biosensing systems are superior over existing
methods in terms of better sensitivity, low cost and help on site rapid analysis of milk and milk
products. The spore based biosensor is a novel strategy being exploited to ensure safe and healthy
milk to each consumers.
9. Selected Reading
Angulo F J, LeJeune J T and Rajala-Schultz PJ (2009) Unpasteurized Milk: A Continued Public Health Threat,
Clinical Infectious Disease 48 93-100.
Balhara M, Kumar N, Thakur G, Raghu H V, Singh V K, Lawania R and Khan A Shabnam (2014) Novel
enzyme-substrate based bio-assay for real time detection of L. monocytogenes” in milk system”. Indian

143
Patent reg. No. 1357/DEL/2014. Published in Indian patent Journal Publication no. 50/2014 date 12th
Dec
2014.
Desnous C, Guillaume D and Clivio P (2010) Spore photoproduct: a key to bacterial eternal life. Chemical
Reviews 110 1213-1232.
Ellis F and Sumberg J (1998) Food production, urban areas and policy responses, World Development, 26 213-
225.
Kumar N, Kaur G, Thakur G, Raghu H V, Singh N A, Raghav N and Singh V K (2012). Real-time detection of
Enterococci in dairy foods using spore germination based bioassay. Indian patent publication no. 19/2015
Date: 08/05/2015 (119/DEL/2012).
Kumar N, Lawaniya R, Avinash Arora B, Raghu H V, Balhara M, Kadyan S and Singh V K (2014) Spore-
sensor for rapid detection of E. coli in milk employing marker enzymes and marker sugar as germinants.
Patent: Reg. IPR 2214/DEL/2014.
Kumar N, Patil G R, Rane S, Malik R K (2014) A Novel Process of Sporulation, Activation and Germination in
Thermophilic Bacteria for Rapid Detection of Antibiotic Residues in Milk. Indian Patent No. 264145
dated 9.12.2014.
Kumar N, Thakur G, Raghu H V, Singh N, Sharma P K, Singh V K, Khan A, Balhara M, Avinash Lawaniya R,
Kouser S, Tehri N, Gopaul R and Arora S. (2013) Bacterial Spore Based Biosensor for Detection of
Contaminants in Milk. Journal of Food Processing Technology 4 277.
Lues J, Venter P and Westhuizen V (2003) Enumeration of potential microbiological hazards in milk from a
marginal urban settlement in central South Africa, Food Microbiology 20 321-326.
Kumar N, Tehri N, Gopaul R, Sharma P K, Kumar B, Morab S, Raghu H.V. Rapid spores-enzyme based
miniaturised assay (s) for detection of pesticide residues. Patent filing under process.
Prandini A, Tansini G, Sigolo S, Filippi L, Laporta M and Piva G (2009) On the occurrence of Aflatoxin M1 in
milk and dairy products. Food. Chemical Toxicology. 47 984-991.
Shundo L, Navas S A, Lamardo L C A, Ruvieri V and Sabino M (2009) Estimate of Aflatoxin M1 exposure in
milk and occurrence in Brazil. Food Control 20 655-657.

144
Bio-Functional Applications of Lactic Acid Bacteria
Shilpa Vij and Jagrani Minj
Dairy Microbiology Division
1. Introduction
Lactic acid bacteria (LAB) are the main group of microorganisms that has been used successfully for
decades for the production of fermented milks as they are producing different biofunctional
components such as organic acids, exopolysaccharides, bioactive peptides, folate, oligosaccharides,
dietary sugars, vitamins etc. These organisms belong to the genera of Lactococcus, Leuconostoc,
Pediococcus, Streptococcus and Lactobacillus. LAB are industrially important microbes that are used
all over the world in a wide variety of industrial food fermentations. They are excellent ambassadors
for an often maligned microbial world. Now a day functional lactic acid bacteria are recognizing as
probiotic bacteria. As probiotic bacteria are live microorganisms which when administered in
adequate amounts confer a health benefits to the host. The health benefits may be treatment of lactose
intolerance, antioxidant, antidiarrheal, antimicrobial, immunomodulatory, antidiabetic, anticancer,
antiallergic, toxin neutralizer, antiobesity, hypocholesterolemic, blood pressure lowering etc.
Sometimes even one lactic acid bacteria exhibits more than two functional aspects simultaneously
such as antimicrobial and immune stimulatory activity. In the same way, food derived bioactive
peptides which are produced by proteolytic lactic acid bacteria exhibit many functional role.
Peptidomics study reveals that specific peptide sequences have a unique functional property. Peptide
sequences show antimicrobial activity, antioxidant activity and ACE-inhibitory activity. It is well
known that ACE is a multifunctional enzyme that plays an important role in the regulation of blood
pressure and Coronary heart diseases. High blood pressure and heart related diseases are life style
related diseases which is increasing day by day in western countries as well as in India. ACE peptides
were also found in fermented milk products made with Lactobacillus helveticus.
2. Antimicrobial compounds
2.1 Organic Acids
Organic acids occurring in foods are additives or end-products of carbohydrate metabolism of LAB.
Lactic and acetic acids are the main products of the fermentation of carbohydrates by LAB. These
acids, generally recognised as safe agents for the preservation of foods diffuse through the membrane
of the target organisms and ultimately inhibit their growth.
2.2 Bacteriocins
Bacteriocins are bacterial ribosomally synthesized peptides or proteins with antimicrobial activity and
kill very closely related bacteria upon binding to the inner membrane or other cytosolic targets.
Nowadays, the term bacteriocin is mostly used to describe the small, heat-stable cationic peptides
synthesized by Gram positive bacteria, namely lactic acid bacteria (LAB), which display a wider
spectrum of inhibition. LAB produce different types of bacteriocins against their closely related
organisms. Based on their cationic and their hydrophobic nature, most of these peptides act as
membrane permeabilizers. Pore formation leads to the total or partial dissipation of the proton motive
force, ultimately causing cell death. Bacteriocin pore formation seems to be target mediated. Nisin
and other lantibiotics use the cell wall precursor lipid II as a docking molecule. Thereby, two modes
of action, i.e. inhibition of cell wall biosynthesis and pore formation, are combined within one
molecule for potent antimicrobial activity.

145
3. Antifungal compounds
Antifungal compounds are produced by LAB such as other organic acids, acetoin, carbon dioxide,
diacetyl, hydrogen peroxide, caproicacid, 3-hydroxy fatty acids, phenyllactic acid, cyclic dipeptides,
reuterin, fungicins and other proteinaceous compounds exhibiting antifungal potential.
3.1 Reuterin
Reuterin is produced from glycerol by starving cells under anaerobic conditions, and the active
reuterin is an equilibrium mixture of monomeric, hydrated monomeric and cyclic dimeric forms of 3-
HPA (3-hydroxypropionaldehyde). Reuterin is active against Gram-positive and Gram-negative
bacteria, yeast and fungi. Antifungal activity has been shown against species of Candida, Torulopsis,
Saccharomyces, Aspergillus and Fusarium. The production of reuterin (3-HPA) has also been
reported from L. brevis and L. buchneri, L. collinoides and L. coryniformis. L. reuteri produce the
antibiotic reutericyclin, a tetramic acid active against many Gram-positive bacteria, including
common sourdough LAB, but lacking activity against yeast.
4. Bioactive Peptides
Bioactive peptides are described as food-derived components (genuine or generated) that, in addition
to their nutritional value, exert a physiological effect in the body. Biological activities associated with
such peptides include immunomodulatory, antibacterial, anti-hypertensive and opioid-like properties.
Milk proteins are recognized as a primary source of bioactive peptides, which can be encrypted
withinthe amino acid sequence of dairy proteins, requiring proteolysis for release and activation.
Fermentation of milk proteins using the proteolytic systems of lactic acid bacteria (LAB) is an
attractive approach for generation of functional foods enriched in bioactive peptides given the low
cost and positive nutritional image associated with fermented milk drinks and yoghurt.Thus,
fermentation of milk and milk proteins by proteolytic lactic acid bacteria can lead to development of
functional foods conferring specific health benefits to the consumer beyond basic nutrition. The
starter culture applied in the manufacture of `Festivo‟ cheese, a novel bioactive cheese is a mixture of
commercial starter cultures containing 12 different strains of the following genera or species:
Lactococcus sp. and Leuconostoc sp. (BD type cultures), Propionibacterium sp., Lactobacillus sp. as
well as Lactobacillus acidophilus and Bifidobacterium.
5. Exopolysaccharides (EPS)
Many bacteria are known to produce cell-surface polysaccharides involved in a wide variety of
biological functions including prevention of desiccation, protection from environmental stresses,
adherence to surfaces, pathogenesis and symbiosis. Cell-surface polysaccharides comprise O-antigens
lipopolysaccharides (LPSs), lipoteichoic acids (LTAs), capsular polysaccharides (CPSs) and
exopolysaccharides (EPSs). LAB produce exopolysaccharides (EPS), which are homopolysaccharide
consisting of α-D-glucans such as dextrans mainly composed of α-1,6-linked residues with variable
(strain specific) degrees of branching and alternans composed of α-1,3 and α-1,6 linkages. EPS
produced by LAB have health benefits, such as protection against gastric ulcers, cholesterol lowering
activity and a capability to modulate the immune system and anti tu moural effect
6. Oligosaccharides
6.1 Mannitol
Mannitol (D-) Mannitol is a naturally occurring six-carbon sugar alcohol or polyol. Mannitol is a low-
calorie sugar that could replace sucrose, lactose, glucose or fructose in food products. The mannitol
production in lactic acid bacteria is strongly dependent on the pathway of carbohydrate fermentation:
LAB possess either a homofermentative or a heterofermentative pathway. It is metabolized
independently of insulin and is also applicable in diabetic food products. L. pseudomesenteroides and

146
L. mesenteroides are known for their ability to produce mannitol in the fermentation of fructose.
Mannitol is only partially metabolized by humans and it does not induce hyperglycemia, which makes
it useful for diabetics. Mannitol is applied as a food additive (E421) as a sweet tasting bodying and
texturing agent and it is used as a sweet builder in sugar free chewing gum and in pharmaceutical
preparations. Mannitol has some laxative properties and the daily intake of mannitol should therefore
not exceed 20 g. LAB are found to produce small amounts of mannitol intracellularly e.g.
Streptococcus mutans, L. Leichmanii.
7. LAB as cell factory for nutraceutical compounds
Besides their lactic acid forming capacity, LAB also have the ability to contribute to the production of
several important nutraceuticals through fermentation. The term nutraceutical is defined as “any
substance that may be considered a food or part of a food and provides medical or health benefits,
including the prevention and treatment of disease”. Among the bioactive compounds, phenolic acid,
primarily located on the out layers (aleurone, pericarp) of cereals can act as antioxidants through a
number of different mechanisms. The so-called chain breaking mechanisms, which include hydrogen
donation and radical acceptor (i.e., radical scavenging activity), are the most likely means by which
phenolic acids act as antioxidants. LAB cereal fermentation represents an efficient means to increase
the level of phenolic compounds if appropriate fermentation conditions are applied. Even though most
LAB are auxotrophic for several vitamins,it is known that certain Lactobacillus strains have the
capability to enrich fermented cereal products synthesizing water-soluble vitamins such as vitamin C
and those included in the B-group (folates, riboflavin, and vitamin B12) among others. LAB to
improve the folate content of fermented cornmeal. An increase in the folate level to almost threefold
after 4 days of fermentation at 30◦C. Starter cultures consisting of Lb. plantarum strains produce
lysine in situ during cereal fermentation.
7.1 B vitamins
The B vitamins folate (B11), riboflavin (B2) and cobalamin (B12) are essential in the human diet.
Vitamin deficiency is encountered all over the world including specific population groups, such as the
elderly and adolescents, in well-developed countries. Several food-grade microorganisms produce
excess amounts of these vitamins offering the possibility to fortify raw food material by bacterial
fermentation. Current studies related to riboflavin production in L. lactis focus on obtaining variant
strains that display increased riboflavin production by selection for resistance against purine and
riboflavin analogues, such as roseoflavin, leading to deregulation of riboflavin production.
7.2 Ameliorate nutritional value LAB
Fermentation does not just have a preservation function in fermented cereal products. It can also have
multiple effects on the nutritional value of food through decreasing anti-nutritional biomolecules, thus
amassing bioavailability of suppressed nutrients, and more directly by hydrolyzing carbohydrates and
nondigestible oligosaccharides into functional compounds. LAB fermentation impacts the nutritional
characteristics of various cereal beverages increase digestibility. LAB and yeasts produce well
digestible macro- and micronutrients. Certain oligosaccharides, such as raffinose, stachyose, and
verbascose, which are abundant in cereals, can cause flatulence, diarrhoea, and indigestion. These
oligosaccharides are often resistant to cooking but can be enzymatically hydrolyzed by LAB during
fermentation, thus increasing product digestibility. This oligosaccharide hydrolysis improved the
nutritional value of the fermented cereal beverage by increasing the sugar content and reducing
digestive discomfort.

147
8. Biofunctional mechanisms of LAB in health
Various mechanisms are given for all the functional health benefits of fermented milk and milk
products which are made by lactic acid bacteria as well as probiotic bacteria.
8.1 Anti-cancer
Natural Killer activity (NK) is strongly associated with the cancer. The effect of intake of L. casei
strain Shirota containing fermented milk improves the NK cell activity. Fermented product Yakult
helps in immunomodulation by inhancing the host immune system in bladder cancer via stimulation
of macrophages to produce IL-12, which would the stimulate helper T-cells to differentiate, produce
IFN-ϒ and promote cellular immunity against tumour cells. In case of colon cancer development
some lactobacilli and bifidobacteria lowers the level of faecal enzymes those are implicated to
carcinogenesis and they have ability to degrade nitroso-compounds. Enzymes which are involved in
the conversion of procarcinogens to carcinogens are neutralized by the faecal enzyme activity of
urease, nitroreductase, azoreductase, glycocholic acid reductase and β-glucuronidase.
8.2 Inflammatory bowel diseases and Diarrhoeal disease
In case of inflammatory bowel diseases like ulcerative colitis, pouchitis and Chron’s disease are
implicated with the acute inflammation of the intestinal mucosa and is usually associated with
diarrhoea and rectal bleeding with excess production of mucus. Probiotics reduces the incidence of
IBD. Diarrhoeal disease like antibiotic associated diarrhoea is casued by species Candida albicans
and Clostridium difficle. Regular intake of probiotics reduces the occurrence of antibiotic associated
diarrhoea and their complications.
8.3 Anti tumor
Oral administration of L. casei Shirota strain has inhibitory properties on chemically induced tumors
in rat as animal model. The efficacy of probiotic lactic acid bacteria have been associated with their
antimutagenic properties and ability to modulate immune parameters. Probiotic bacteria hinder the T-
cell, NK-cell and macrophages activity which are associated with the tumor development. Probiotic
bacteria help to make the balance between Th1 cells and Th 2 cells or we can say it anti-inflammatory
cytokines like IL-2 and INF α and suppress the tumor inducing pro-inflammatory cytokines like
transforming growth factor-β (TGF-β), IL-4, IL-10. Lactobacillus kefiranofaciens M1 has strong
potential to induce production of tumor necrosis factor-α (TNF-α), interleukin-1β (IL-1β), IL-6 and
IL-12.
8.4 Immunomodulatory
Application of probiotic bacteria in our daily diet can enhances the immune system by making proper
balances in pro and anti-inflammatory cytokines. It exhibits the suppression effects on pro-
inflammatory cytokines via production of anti-inflammatory components. Thus improves the immune
system in immune-compromised people. Strong immunity depends upon the resistance of body
against foreign invaders or any type of body abnormalities. Antibodies are the major components of
human body immune systems. Lactic acid bacteria are able to produce antibody IgA and immunity
against Staphylococcus aureus infection.
8.5 Anti allergic
Lactic acid bacteria also play a vital role in minimizing allergic responses. As it is well known that Ig
E is involved in the immediate type hypersensitivity reactions has been control by Lactobacillus
citreum that regulates the serum IgE generation.
8.6 Immunostimulatory

148
Various vitamins and bioactive compounds such as conjugated linoleic acid (CLA) have been
produced by yoghurt bacteria in yoghurt and other products. This compound CLA have been reported
for their immunostimulatory and anti-carcinogenic properties.
8.7 Neurological disorders
Production of ϒ-Aminobutyric acid (GABA) is also produced by lactic acid bacteria from L-
glutamate through glutamate decarboxylase activity. GABA has been reported for their improvement
in neurological disorders and improvement in relaxation and sleep. Gammaaminobutyric acid
(GABA) is a major neurotransmitter widely distributed throughout the central nervous system. Low
GABA levels or decreased GABA function in the brain is associated with several psychiatric and
neurological disorders, including anxiety, depression, insomnia, and epilepsy and studies indicate that
GABA can improve relaxation and sleep.
8.8 Anti-nutritional factor
On the other side, lactic acid bacteria through the action of phytase enzyme degrades phytate into
myo-inositol and phosphate during fermentation which is the major anti-nutritional factor that blocks
the availability of minerals.
9. Modulation of gut microbial balance
A deranged gut environment has increasingly been recognized as a source of allergic and autoimmune
disease, as well as acute and chronic infection particularly in patients undergoing advanced medical
and surgical treatment and in patients suffering from various acute diseases. Probiotics can re-
establish the lost balance by adhesion to epithelial cells, competing for nutrients, modifying pH and
producing antimicrobial substances.
10. Conclusions
Lactic acid bacteria traditionally used for carrying fermentation process are now being diversified for
value addition of fermented dairy foods. LAB is also one of the major inhabitants of the human
gastrointestinal tract and is commonly used in fermentation of various kinds of food products.
Furthermore there is mounting scientific evidence that LAB fermented food products positively
influence the health of humans. Functional lactic acid bacteria can offer several organoleptic,
technological, nutritional, or health advantages and have great potential in food fermentation industry.
Therefore, consumption of fermented food products could result into improved health in many low
income communities in the developing world. They may further contribute to the development and
product diversification of food companies for the production of functional foods and health foods.

149
Preparation and Evaluation of DVS Starter Cultures
Surajit Mandal
Dairy Microbiology Division
1. Introduction
A starter culture can be defined as a microbial preparation of large numbers of cells of at least one
microorganism to be added to a raw material to produce a fermented food by accelerating and steering
its fermentation process. The group of lactic acid bacteria (LAB) occupies a central role in these
processes, and has a long and safe history of application and consumption in the production of
fermented foods and beverages. They cause rapid acidification of the raw material through the
production of organic acids, mainly lactic acid. Also, their production of acetic acid, ethanol, aroma
compounds, bacteriocins, exopolysaccharides, and several enzymes is of importance. In this way they
enhance shelf life and microbial safety, improve texture, and contribute to the pleasant sensory profile
of the end product. Lactic acid bacteria, propionibacteria, surface-ripening bacteria, yeasts, and molds
are used as starter cultures for manufacturing of various fermented milk products. Starter cultures
have a multifunctional role in dairy fermentations. The production of lactic acid, by fermenting
lactose is the major role of dairy starters. The acid is responsible for development of characteristic
body and texture of the fermented milk products, contributes to the overall flavour of the products,
and enhances preservation. Diacetyl, acetaldehyde, acetic acid, also produced by the lactic starter
cultures, contribute to flavor and aroma of the final product. Carbon-di-oxide produced by some
hetero-fermentative lactic acid bacteria involves in very characteristics texturization in some
fermented dairy products, viz. “eye” formation in cheeses. Development of flavor and changes in
texture during ripening of cheeses is associated with enzymes originating from bacterial and fungal
cultures, depending on the cheese variety. Dairy starters are also having some direct or indirect
functional health promoting attributes, such as live probiotics, prebiotic exopolysaccharides and
oligosaccharides, bioactive peptides and lipids, etc. Most of the cultured dairy products are produced
using commercial starter cultures that have been selected for a variety of desirable properties in
addition to rapid acid production. These may include flavor production, lack of associated off flavors,
bacteriophage tolerance, ability to produce flavor during cheese ripening, salt tolerance, exo-
polysaccharide production, bacteriocin production, temperature sensitivity, etc.
2. Types of Starter Cultures
In the dairy industry, single or multiple strains of cultures of one or more microorganism are used as
starter cultures. These are belongs to genus Lactococcus (Lactococcus lactis subsp. cremoris, L. lactis
subsp. lactis, L. lactis subsp. lactis biovar diacetylactis), Lactobacillus (L. delbrueckii subsp. lactis,
Lactobaillus acidophilus, Lactobacillus casei), Streptococcus (S. thermophilus), Leuconostoc,
Pediococcus etc. There are two main types of lactic starters:
1) Mesophilic lactic starters (optimum growth temperature: 30°C)
2) Thermophilic lactic starters (optimum growth temperature: 42°C)
Mesophilic cultures usually contain L. cremoris and L. lactis as acid producers and L. diacetylactis
and Leuconostocs as aroma and CO2 producers. Thermophilic starters include strains of S.
thermophilus, and, depending on the product, Lactobacillus bulgaricus, L. helveticus, or L. lactis.
Often, some fermented milks made with thermophilic starters also contain Lactobacillus acidophilus,
L. bulgaricus and bifidobacteria for their healthful and therapeutic properties. Table 1 lists the
common starter cultures and their applications in cheese and fermented dairy products.

150
The lactic starter cultures are also subdivided into two groups:
1) Defined cultures; 2) Mixed cultures.
Defined cultures constitute starters in which the number of strains is known. The application of
defined cultures did control the open texture problem, however, and they were prone to slow acid
production due to their susceptibility to bacteriophage. The use of pairs of phage-unrelated strains and
culture rotation to prevent build up of phage in the cheese factory was practiced to minimize the
potential for phage problems. Eventually, the use of multiple strain starter and factory-derived phage-
resistant strains was made to control the phage problem. Mixed cultures, the type and number of
bacteria is unknown.
Table 1: Lactic starter cultures and applications in dairy products
Lactic Acid Bacteria Associated Microorganisms Products
Mesophilic
Lactococcus lactis,
Lactococcus cremosis,
Lactococcus lactis var. diacetylactis,
Leuconostoc cremosis
Lactococcus lactis var.
diacetylactis,
Penicillium camemberti,
P. roqueforti, P. caseicolum,
Brevibacterium linens
Cheddar, Colby Cottage
cheese, Cream cheese,
Camembert and Roquefort
cheese
Thermophilic
Streptococcus thermophilus,
Lactobacillus bulgaricus,
L. lactis, L. casei, L. helveticus,
L. plantarum, Enterococcus faecium
Candida kefyr, Torulopsis,
spp., L. brevis,
Bifidobacterium bifidum,
Propionibacterium
fureudenreichii, P. shermanii
Parmesan, Romano, Grana
Kefir, Koumiss yogurt,
Yakult, Therapeutic cultured
milks, Swiss, Emmenthal,
Gruyere
Mixed starters
Lactococcus lactis, S. thermophilus,
E. faecium, L. helveticus,
L. bulgaricus
… Modified Cheddar, Italian,
Mozzarella, Pasta Filata,
Pizza cheese
Table 2: Starter cultures for fermented dairy products
1. Hard cheeses without
eyes
Lactococcus lactis ssp. lactis, L. lactis ssp. cremoris
2. Cheeses with small eyes Lactococcus lactis ssp. lactis, Lactococcus lactis ssp. lactis var.
diacetylactis, L. lactis ssp. cremoris, Leuconostoc mesenteroides ssp.
cremoris
3. Swiss and Italian type
cheeses
Lactobacillus delbrueckii ssp. lactis, L. helveticus, L. casei, L.
delbrueckii ssp. bulgaricus, Streptococcus thermophilus
4. Butter and buttermilk Lactococcus lactis ssp. lactis, Lactococcus lactis ssp. lactis var.
diacetylactis, L. lactis ssp. cremoris, Leuconostoc mesenteroides ssp.
cremoris
5. Yoghurt L. delbrueckii ssp. bulgaricus, Streptococcus thermophilus
6. Fermented, probiotic
milk
L. casei, L. acidophilus, L. rhamnosus, L. johnsonii, Bifidobacterium
lactis, B. bifidum, B. brevis
7. Kefir L. kefir, L. kefiranofacies, L. brevis (mixed culture)
3. Technology of starter cultures
Lactic starter cultures are generally available from commercial manufacturers in spray-dried, freeze-
dried (lyophilized), or frozen form. Spray-dried and lyophilized cultures need to be inoculated into
milk or other suitable medium and propagated to the bulk volumes required for inoculating a cheese
vat as follows:

151
Stock
culture
(Freze
dried,
frozen,
spray
dried)
Mother
culture
Intermediate
culture
Bulk
culture
Process Milk
(Multipurpose
vat/Cheese
Vat/Lassi tank)
However, the repeated sub-culturing of certain strains of starter bacteria may loss the plasmids and
consequently can affect the characteristics (i.e., phage-resistant becomes phagesensitive, lack of
lactose utilization etc). The yogurt starter cultures (S. thermophilus and L. delbrueckii ssp. bulgaricus)
are normally used the ratio of cocci : rods as 1 : 1. Starter culture activity is affected by the rate of
cooling after incubation, level of acidity at the end of the incubation period, and the temperature and
duration of storage. Many larger dairy plants develop their own cultures. However, preparing and
maintaining bulk cultures requires specialized facilities and equipment. Much research and
development in the starter culture technology has been aimed at designing specialized growth media
for starters, protecting the starter cultures from sub-lethal stress and injury during freezing, and
minimizing the threat of bacteriophage during starter culture preparations. Therefore, the use of
concentrated direct vat starters is gaining much importance in preparation of fermented milks. The
Direct Vat Starters (DVS) cultures are highly concentrated cultures that are made of mixtures of
defined strains in predetermined proportions. The advantages of DVS are imporved quality, high
yield, less rejection of batches, ease of use and reliability.
4. Starter concentrates
Traditionally 'bulk starter' in liquid form was used to inoculate the milk used in the manufacture of
cheese, yoghurt, buttermilk and other fermented products. The use of starter cell concentrates
designated as either Direct Vat Set (DVS) or Direct Vat Inoculation (DVI) cultures have increasing
being used, particularly in small plants, to replace bulk starter in fermented dairy product
manufacture. Starter concentrates used in DVI cultures are concentrated cell preparations containing
in the order of 1011
-1013
CFU/g. They are available as frozen pellets (fig. 1) or in freeze-dried granular
form (fig. 2).
4.1 DVS frozen culture
Under normal conditions starter growth in milk results in a cell concentration of about 109 cfu/ml.
Growth of starters in milk is limited by a number of factors including the accumulation of lactic acid.
Concentrates can be produced by neutralisation (traditional fermentation technology) or removal of
the lactic acid (using diffusion culture), recovering the cells by centrifugation, and by maintaining
starter activity by freeze drying or freezing. Freeze-dried concentrates can be stored for some months
at 4° C. Frozen concentrates are usually stored at -45°C or lower. Some suppliers recommend that
their frozen DVI cultures are stored at -18°C.
4.2 Production of starter concentrates
Commercial starter cultures currently available for direct addition to production vats contain billions

152
of viable bacteria per gram, preserved in a form that could be readily and rapidly activated in the
product mix to perform the functions necessary to transform the product mix to the desired cultured
product. To attain that, the selected starter bacteria need to be grown in a suitable medium to high
numbers and to concentrate the cells. The generally used ingredients in media formulations include
non-fat milk, whey, hydrolysates of milk and whey proteins, soy isolates, soy protein hydrolysates,
meat hydrolysates and extracts, egg proteins, com steep liquor, malt extracts, potato infusions, yeast
extracts/yeast autolysates, sugars such as lactose, glucose, high-fructose corn syrup, com sugar,
sucrose, and minerals such as magnesium, manganese, calcium, iron, phosphates, salt, etc. For some
fastidious bacteria, amino acids and vitamins may be included. The phosphates are added to provide
mineral requirements as well as for buffering. For some bacteria, which need unsaturated fatty acids
to protect cell membranes, trace quantities of polysorbates (Tweens) are added. To control foaming,
food grade anti foam ingredients may be incorporated.
The medium is then either sterilized by heating at 121°C for a minimum of 15 minutes or heat-treated
at 85-95°C for 45 minutes or subjected to ultrahigh temperature treatment (UHT) for a few seconds.
After heat treatment, the medium is cooled to the incubation temperature. After the addition of the in-
oculum, the medium is incubated until the predetermined endpoint is reached. During incubation, the
pH is maintained at a predetermined level (constant neutralization to maintain pH). Generally, the
endpoint coincides with the exhaustion of sugar reflected by the trace of the neutralization curve. The
frequency of neutralization reflects the activity of the culture in the fermenter, and when the
frequency decreases, it indicates the near depletion of the sugar. Samples are usually taken to
microscopically examine the fermentate for cell morphology, for any gross contamination, for a rough
estimation of cell numbers, and for quantitative measurement of sugar content. After ascertaining
these, the fermenter is cooled. The cells are harvested either by centrifugation or by ultrafiltration.
The cell concentrate is obtained in the form of a thick liquid of the consistency of cream and is
weighed and rapidly cooled. Sterile preparations of cryoprotectants (glycerol, nonfat milk,
monosodium glutamate, sugars, etc.) are added, and uniformly mixed with the cell concentrate. The
concentrate may be filled as such into cans and frozen or frozen in droplet form in liquid nitrogen
(pellets), retrieved, and packaged. The concentrate as such or in pellet form may also be lyophilized in
industrial scale freeze dryers.
There are two main reasons for using pH control systems in propagating bulk starter cultures:
1. To minimize daily fluctuations in acid development and thereby prevent "over-ripening" of the
starter.
2. To prevent the cellular injury that may occur to some starters when the pH of the medium drops
below 5.0.
In the pH control systems, the acid produced by the starter culture is neutralized to maintain the pH at
around 6.0. The external pH control system, uses whey based medium fortified with phosphates and
yeast extract. The pH is maintained at around 6.0, by intermittent injection of anhydrous or aqueous
ammonia, or sodium hydroxide. The internal pH control system, developed uses a whey based
medium containing encapsulated citrate-phosphate buffers that maintain the pH at around 5.2. Unlike
in the external pH control system, no addition of ammonia or NaOH is necessary.
Higher cell densities (greater than 1010
CFU/g) can be obtained by harvesting the cells from the
fermenter medium by centrifugation, to give a starter population of 1011
- 1012
CFU/ml. Even higher
cell densities can be obtained by freeze drying the 'sludge' obtained by centrifugation. Unfortunately,
the increase in cell population for some strains does not necessarily parallel the increase in the ability
of the concentrated culture to produce acid. These strains are susceptible to damage during the
fermentation, centrifugation and freeze-drying/freezing and storage stages.

153
Table 3: Storage conditions and shelf lives of some concentrated cultures
Type of cultures Storage Shelf-life (Months)
1. Freeze dried (Direct Vat) -18°C 12
2. Deep frozen (Direct vat) -45°C 12
3. Freeze dried (Master culture) +5°C 12
4.3 Quality control of commercial cultures (DVS/DVI)
1) Viable cell numbers
2) Absence of contaminants, pathogens, and extraneous matter
3) Acid-producing and other functional activities
4) Package integrity, accuracy of label information on the package
5) Shelf life of the product according to specification
Starter organism 10
10
-1012
cfu/g
Coliforms Absence in 1 g
Enterococci Less than 20 cfu/g
Yeasts and molds Absence in 1 g
Staphylococci (coagulase-positive) Absence in 10 g
Listeria Absence in 25 g
Salmonella Absence in 25 g
5. Conclusions
Commercial starter culture production is a highly demanding operation. It requires specialized knowl-
edge of microbiology, microbial physiology, process engineering, and cryobiology. In addition to
production knowledge, a full-fledged quality control program is necessary to test incoming raw
materials, design and maintain plant sanitation, test sterility of production contact surfaces, monitor
plant environment quality, and test every product lot for the prescribed quality standards. The quality
control section is also required to train and update plant personnel on the importance of sanitation and
strict adherence to process control protocols.
6. Suggested Readings
Cogan T M and Hill C (1993) Cheese starter cultures, Ch.6 in: P.F. Fox, ed., Cheese: Chemistry, Physics and
Microbiology, Vol. 1, General Aspects, 2nd
ed., Chapman and Hall, London. 193-206.
Lewis J E (1987) The Lewis method, in: Cheese Starters, Development and Application of the Lewis System,
196-200.
Tamime A Y and Robinson R K (1999) Preservation and production of starter cultures, In: Yoghurt, Science and
Technology, CRC Press, New York and Woodhead Pub. Ltd., Cambridge, UK. 486- 514

154
Novel Starters for Value Added Fermented Dairy Products
Rajani C. S., Hitesh Kumar, Sudhir Kumar Tomar
Dairy Microbiology Division
1. Introduction
Lactic acid bacteria are among the powerhouses of the food industry, colonize the surfaces of plants and
animals, and contribute to our health and well-being. LAB are gram-positive usually non-motile, non-
spore-forming rods and cocci. These are gaining importance due to their “generally recognized as safe”
status, long-term use in food and beneficial, probiotic properties. Genera that comprise the LAB are
Lactobacillus, Leuconostoc, Pediococcus, Lactococcus, Streptococcus, Enterococcus, Tetragenococcus,
Carnobacterium, and Weisella (Table 1). Besides their technological properties in food production, LAB
can confer beneficial properties to their hosts, as probiotics. Beyond being probiotic, certain strains of
LAB are able to produce specific beneficial compounds in foods such as vitamins, low calorie sweeteners,
antioxidants, polysaccharides and minerals.
Table 1. Characteristic of Lactic Acid Bacteria
Genus
Characteristic
Lactobacill
us
Enterococcu
s
Lactococcu
s
Leuconosto
c
Pediococcu
s
Streptococcu
s
Morphology rods cocci cocci cocci cocci in
tetrads
Cocci
CO2 from
glucose*
± − − + − −
Growth
at 10°C ± + + + ± −
at 45°C ± + − − ± ±
in 6.5% NaCl ± + − ± ± −
at pH 4.4 ± + ± ± + −
at pH 9.6 − + − − − −
Lactic acid
configuration
D, L, DL L L D L, DL L
http://textbookofbacteriology.net/lactics.html
2. B Vitamin Production by Lactic Acid Bacteria
The vitamins are disparate group of compound; they have little in common either chemically or in their
metabolic functions. Nutritionally, they form cohesive group of biomolecules that are required in the diet

155
in small amounts for maintenance of normal health and metabolic integrity that contributes to healthy
lifestyle.
2.1 Riboflavin
Riboflavin (vitamin B2) plays an essential role in cellular metabolism, being the precursor of the
coenzymes flavin mononucleotide (FMN) and flavin adenine dinucleotide (FAD) both acting as
hydrogen carriers in biological redox reactions involving enzymes such as nicotinamide
adeninedinucleotide (NADH) dehydrogenase. Deficiency of riboflavin leads to loss of hair, inflammation
of the skin, sore throat, hyperaemia edema of oral and mucous membranes, cheilosis, glossitis, cataract
development, migrane prophylaxix and decrease in haemoglobin status. Several studies report a link
between homocysteine levels and cardiovascular diseases. Riboflavin has been traditionally synthesized
for food and feed fortification by chemicals means but past decade has witnessed emerging information
about commercial competive biotechnological processes. A study has described the screening of
riboflavin-producing strains from different fermented milk products obtained in the Vellore region of
India. The selection of spontaneous roseoflavin-resistant mutants was found to be a reliable method to
obtain natural riboflavin-overproducing strains of a number of species commonly used in the food
industry. The toxic riboflavin analogue roseoflavin was used to isolate natural riboflavin-overproducing
variants of the food-grade micro-organisms Lactococcus lactis Lactobacillus plantarum, Leuconosctoc
mesenteroides and Propionibacterium freudenreichii. Recently, LAB were obtained from durum wheat
flour samples and screened for roseoflavin-resistant variants to isolate natural riboflavin-overproducing
strains. Two riboflavin-overproducing strains of Lb. plantarum were isolated and used for the preparation
of bread (by means of sourdough fermentation) and pasta (using a pre-fermentation step) to enhance their
vitamin B2 content. The applied approaches resulted in a considerable increase in vitamin B2 content
(about a two and threefold increase in pasta and bread, respectively), thus representing a convenient and
efficient food-grade biotechnological application for the production of vitamin B2-enriched bread and
pasta. The bioavailability of the riboflavin produced by this strain was similar to that of pure riboflavin
demonstrating the usefulness of this strain for the development of riboflavin-enriched fermented foods.
These this strain could be further exploited for the enhanced production of riboflavin using various strain
improvement strategies to develop a better starter culture for the fermented food industry.
2.2 Folate
Folate, an important B-group vitamin, participates in many metabolic pathways such as DNA and RNA
biosynthesis and amino acid inter-conversions. Health of multi-cellular organisms such as humans starts
at the individual cell level: if our cells are healthy so are we. Healthy cells, in turn, depend on the
continued, faultless replication of our DNA. Folates possess antioxidant properties that protect the
genome by inhibiting free radical attack of DNA in addition to their role in DNA repair and replication
mechanisms. Folate deficiency has been implicated in a wide variety of disorders from Alzheimer’s to
coronary heart diseases; osteoporosis, increased risk of breast and colorectal cancer , poor cognitive
performance , hearing loss , and of course, neural tube defects .The proper selection and use of folate
producing microorganisms is a novel strategy to increase “natural” folate levels in foods. Numerous
researchers have reported that LAB, such as the industrial starter bacteria Lactococcus lactis, S.
thermophilus, and Leuconostoc species have the ability to synthesize folate. Whereas many Lactobacilli
species happen to consume folate. The ability to produce folate can differ remarkably between different
LAB (2 to 214 μg/L folate). It is now known that not only the yogurt starter cultures and L. lactis have the
ability to produce folate but also this important property exists in other LAB species as Lb. acidophilus,

156
Leuconostoc lactis, Bifidobacterium longum, and some strains of Propionibacteria, well-known vitamin
B12 producer, can also produce large amounts of folate . Majority of folate produced by L. lactis and
Leuconostoc spp. being intracellular is not excreted into the milk and hence is lesser bioavailable while S.
thermophilus produces folate extracellularly during milk fermentation. Similarly, probiotic
microorganisms as Propionibacteria spp. and Bifidobacteria spp. are also well-known folate producer
but majority of folate produced is intracellular and in the case of Propionibacteria it also consumes folate
from the medium. Moreover, the major limitations of use of these organisms for biofortification of folate
include their requirement of strict anaerobic conditions for folate production and possibilities of folate
utilization by co-cultures when used as adjunct starter. S. thermophilus is known to produce folic acid
during growth in milk, which is a functional attribute. S. thermophilus has a strain-specific ability of
folate production and has been reported to produce higher quantity of folate in comparison to other LAB,
majority of which is excreted into milk and has been reported to be the dominant producer, elevating
folate levels in skim milk, while lactobacilli have been found to deplete the available folate in the skim
milk. Yet fermentations with mixed cultures showed that folate production and utilization by the cultures
is additive. Tomar and others (2009) found culture NCDC177 (35 μg/mL) to be the best folate producer
among the S. thermophilus cultures available at Natl. Collection of Dairy Cultures, Natl. Dairy Research
Inst., Karnal (Haryana, India).
2.3 Vitamin B12
The term vitamin B12 is generally used to describe a type of cobalt corrinoid, particularly of the
cobalamin (cbl) group. In strict terms, vitamin B12 is the form of the vitamin obtained during industrial
production and which does not exist naturally. Animals, plants and fungi are incapable of producing
cobalamin; it is the only vitamin that is exclusively produced by micro-organisms, particularly by
anaerobes. It was shown that Lb. reuteri CRL1098 was able to metabolize glycerol in a B12-free medium;
this being the first hint that a LAB might be able to produce cobalamin. The chromatographic analysis of
the intracellular bacterial extract of Lb. reuteri CRL 1098 confirmed that this strain was able to produce a
cobalamin- like compound with an absorption spectrum closely resembling that of standard cobalamin but
with a different elution time, while cobalamin production was confirmed using different bioassays.
Genetic evidence of cobalamin biosynthesis by Lb. reuteri CRL 1098 was then obtained through the use
of different molecular biology techniques, and it was shown that at least 30 genes are involved in the de
novo synthesis of the vitamin. Recently, a reuterin producing strain of Lactobacillus coryniformis isolated
from goat milk was characterized and was shown to produce a cobalamin-type compound. Vitamin B12
deficiency and depletion are common in underdeveloped/ developing countries, particularly among the
elderly and are most prevalent in poorer populations of lower socioeconomic status around the world.
Food-cobalamin malabsorption is responsible for about 60%-70% of the cases among elderly patients,
and pernicious anemia accounts for 15%-20% of the cases while other causes (nutritional deficiencies,
hereditary disorders and malabsorption) collectively claims for <10%. Researchers have found that H.
pylori gastritis, resulting in to food-cobalamin malabsorption, is found as a major cause of vitamin B12
deficiency in a wide range of age groups. Hence B12 supplementation alone can never be an effective
approach in the treatment of vitamin B12 deficiency as long as H. pylori associated gastritis is intact to the
patient. Nowadays, there is a considerable interest in search of alternative/ adjunctive therapies against H.
pylori which can reduce the antibiotic associated outcomes and increase compliance to patient. In this
odyssey, probiotics have been found as a ‘‘possible tool’’ for eradication of the infection and an
appreciable no. of reports have come out with their positive anti H. pylori effect. After taking in to
consideration these two points, probiotics can be thought of using selectively against H. pylori.

157
Microorganisms most commonly used in clinical practice are lactic acid-producing bacteria
(Lactobacillus spp) and Non-lactic acid bacteria (Bifidobacterium and Bacillus). After taking into
consideration of both vitamin B12 deficiency and removal of H. pylori, one of its potent causes,
Lactobacilli can be looked upon as a biological companion of pharmaceutical therapies, which are mostly
accompanied with unfavorable side effects. Lactobacilli can produce vitamin B12 de-novo and show
improvement in B12 related hematological and physical and biochemical markers.
3. Low - Calorie Sugars Produced by Lactic Acid Bacteria
Firstly, food-grade microorganisms and their products are directly applicable in food products, without
any restriction. Secondly, there is no need for a careful separation of products and microorganisms, which
would be the case if microorganisms are not of food grade. Thirdly, some lactic acid bacteria are claimed
as beneficial in the gastrointestinal tract. Mannitol production by those bacteria may strengthen their
health-promoting ability. Low-calorie sugars have been a recent addition and have attracted a great deal
of interest of researchers, manufacturers, and consumers for varied reasons. These sweeteners also getting
popularized as low-carb sugars have been granted generally recommended as safe (GRAS) status and
include both sugars and sugar alcohols (polyols) which in addition to their technological attributes (sugar
replacer, bulking agent, texturiser, humectant, cryoprotectant) have been observed to exert a number of
health benefits (lowcalories, lowglycemic index, anticariogenic, osmotic diuretics, obesity control,
prebiotic). Some of these sweeteners successfully produced by lactic acid bacteria include mannitol,
sorbitol, tagatose, and trehalose and there is a potential to further enhance their production with the help
of metabolic engineering. These safe sweeteners can be exploited as vital food ingredients for
development of low-calorie foods with added functional values especially for children, diabetic patients,
and weight watchers. Mannitol, sorbitol, and erythritol are naturally occurring sugar alcohols. Mannitol is
produced by bacteria, yeasts, fungi, algae, and several plants. This polyol might help these organisms to
cope with different environmental stresses such as osmotic and oxidative stress. Sorbitol is produced by a
variety of both plants and microorganisms. Erythritol production is usually associated with yeasts but has
also been reported for some lactic acid bacteria (LAB). All these polyols - mannitol, sorbitol, and
erythritol - display properties that are beneficial to human health as they are non - metabolizable, insulin -
independent sweeteners, or low - calorie sugars, which make them applicable in dietetic and diabetic food
products. In addition, mannitol is used in the pharmaceutical industry as a powerful osmotic diuretic agent
and as an osmotic agent for decreasing brain and cellular edema. Mannitol biosynthesis through bacterial
fermentation has become an interesting alternative to existing chemical production. Furthermore, the
capability of certain LAB, belonging to both homofermentative and heterofermentative species, to
synthesize mannitol offers the possibility of in situ production in foods. For this reason, different
fermentation technology- based strategies for improving mannitol production by LAB have been reported.
To date, 93-97 mol% mannitol yields are reached using a bioprocess with a heterofermentative LAB
strain.
3.1 Tagatose
Tagatose is one such rare natural monosaccharide, ketose sugar and is naturally present in heat-treated
dairy products. It has the potential for use as a sugar substitute in food since it has a taste and sweetness
similar to sucrose. It has 92 % of the sweetness but only 38 % of the calories of sucrose and does not
show any significant side tastes. D-Tagatose has gained the generally recognized as safe (GRAS) status
from the U.S. Food and Drug Administration; therefore, it can be used as a low calories bulk sweetener
for human consumption. D-Tagatose also caramelizes during cooking, which leads to the desired

158
browning. It is found naturally in some dairy products, but is commercially manufactured from lactose
and has many health benefits. As a dietary supplement, it relieves type II diabetes symptoms, causing
weight loss and increase in high-density lipoprotein cholesterol, and functions as an anti-hyperglycemic
agent. It also prevents dental caries and supports healthy intestinal flora. However, the use of D-tagatose
remains limited by its production cost. The precursor of D-tagatose, D-galactose, can be produced by
hydrolyzing lactose. Hence, there has been a growing interest in D-tagatose production by L-Arabinose
isomerases using D-galactose as the starting material. Essentially it is metabolized differently, has a
minimal effect on blood glucose and insulin level and furthermore provides a prebiotic effect. It is
especially suitable as a flavor enhancer and as a low carbohydrate sweetener. As synthetic sweetener is
low calories sweetener, resulting in less energy and friendly in dental health. Besides, the one properties
of this sugar that makes it interesting is prebiotic. The D-tagatose can be absorbed only 15-20% in the
small intestine and not-digestible or fermented in the colon by microflora resulting in production of short-
chain fatty acid (SCFA) and butyrate. Due to the minimal absorption of tagatose in the small intestine,
researchers have found tagatose offers the body fewer calories than typical carbohydrates, including
sucrose. Tagatose is estimated to provide < 1.5 kcal/g, whereas sucrose provides 4 kcal/g. Maximum
levels of tagatose allowed in specific products were outlined by the FDA: 1% in carbonated beverages,
1% in ready-to-drink teas pre-sweetened with low calorie sweeteners, 60% in chewing gum, 30% in icing
or glazes used on baked goods, 15% in hard candies, 10% in dietetic soft candies, 3 grams per serving in
ready-to-eat cereals, 5 grams per serving in powdered products prepared with milk, 10% in low fat,
reduced fat, diet, energy, or nutrient fortified bars, and 3% in light ice cream, frozen milk desserts, low-fat
and non-fat frozen yogurt and related frozen novelties. Nutrilab, a subsidiary of the Belgian company
Damhert, has recently begun using tagatose in chocolate, spreads, cookies, and jams. In addition, they are
selling tagatose as a home sugar replacer under the name Tagatesse.
3.2 Trehalose
Trehalose is a disaccharide made up of two glucose molecules joined together by 1,1 glycosidic linkage
that joins the two hexose rings has low energy (1 kcal/mol), which makes it a very stable structure in
comparison with sucrose (27 kcal/mol). Although there are three possible isomers of trehalose i.e. α,α
(trehalose), α,β (neotrehalose) and β,β (isotrehalose), only α,α trehalose has been isolated and synthesized
by living beings and is commonly referred to as trehalose (α,α-trehalose, α-D-glucopyranosyl α-D-
glucopyranoside, mushroom sugar, mycose and tremalose). Earlier, trehalose was considered a rare sugar
because it was could only be extracted from resurrection plant and trehala manna. Trehalose possesses
high thermo stability and wide pH stability range. It can be hydrolysed only in the presence of trehalase
that can be found in cellular cytoplasm. Being a non-reducing sugar, trehalose does not participate in the
Maillard reactions that cause food browning and has also got low hygroscopic profile. It possesses 45%
sweetness and 2.5 times higher perceived sweetness in comparison to sucrose. All these exclusive features
along its natural functions make trehalose an enormously attractive molecule and thus lend themselves to
several possible applications in the health, food, cosmetic and pharmaceutical industries. It suppresses
dental caries in rats and reduces significant acidification in plaques. It has been found to prevent protein
aggregation, thus benefitting in pathological forms associated with protein aggregation like Alzheimer’s
and Huntington’s disease. Trehalose also protects the activities of key antioxidant enzymes, including
superoxide dismutases, ascorbate catalases and ascorbate peroxidases. It also suppresses osteoporosis and
trehalose has been accepted as a novel food ingredient under the GRAS terms in the United States and
European Union. Trehalose has found large commercial applications as a food ingredient because of its
multifaceted effects such as its inherent mild sweet flavor, its preservative properties that maintain the

159
quality of three main nutrients, its powerful water retention capability that preserves the texture of food
by protecting them from drying out of freezing and its ability to suppress bitterness, stringency, harsh
flavor and stench of raw foods, meat and packaged foods. The uses for trehalose span a broad spectrum
that cannot be found in other sugars, the primary one being its use in processed foods. Trehalose is most
commonly used as an additive in western and Japanese confectionary products. Besides the confectionary,
trehalose is used in a variety of processed foods such as dinners, bread, processed vegetables and fruits,
processed seafood, baked goods, beverages, animal-derived deli foods, pouch-packed foods, frozen foods
and refrigerated items as well as foods for lunches, eating out or prepared at home.
4. Glutathione
LAB have taken centre stage in perspectives of modern fermented food industry and probiotic based
therapeutics. These bacteria encounter various stress conditions during industrial processing or in the
gastrointestinal environment. Such conditions are overcome by complex molecular assemblies capable of
synthesizing and/or metabolizing molecules that play a specific role in stress adaptation. Thiols are
important class of molecules which contribute towards stress management in cell. Glutathione, a low
molecular weight thiol antioxidant distributed widely in eukaryotes and Gram negative organisms, is
present sporadically in Gram positive bacteria. However, new insights on its occurrence and role in the
latter group are coming to light. Some LAB and closely related Gram positive organisms are proposed to
possess glutathione synthesis and/or utilization machinery. Also, supplementation of glutathione in food
grade LAB is gaining attention for its role in stress protection and as a nutrient and sulfur source. Owing
to the immense benefits of glutathione, its release by probiotic bacteria could also find important
applications in health improvement. Different species of LAB have evolved specialized mechanisms to
deal with the normally encountered stress conditions in particular niches. These mechanisms essentially
involve intricate maneuvering and interplay of various pathways and biomolecules which support the
growth of the organism in their respective transient environment. Thiols, distributed widely in biological
systems, are one such important class of compounds engaged in stress protection. Important thiol
compounds are glutathione, γ-glutamylcysteine, bacillithiol, mycothiol etc. Glutathione, a tripeptide, is
ubiquitous in eukaryotic system, found widely in Gram negative bacteria but was known to be scarcely
present in Gram positive bacteria.
5. Exopolysaccharides (EPS)
The role of microbes in producing fermented dairy products has evolved from a chance discovery to a
highly elaborated process involving the production of specialized “starter” of bacteria that function
consistently in large cultures. The primary function of almost all starter cultures is to develop acid in the
product. The secondary effects of acid production include coagulation, expulsion of moisture, texture
formation and initiation of flavor production. Starters also help in imparting pleasant acid taste, conferring
protection against potential pathogens and providing a longer shelf life to the product. The food industry
uses polysaccharides as thickeners, emulsifiers, gelling agents and stabilizers. The demand for these
ingredients is mostly met by alginates, carrageenan, cellulose, pectins, starches etc. There is a growing
interest for all-natural, healthy food products. Moreover, in various countries the amount of stabilizers
being used is regulated. In this respect the lactic acid bacteria (LAB) have great potential, as many of its
representatives are known to produce exopolysaccharides (EPS). EPS from LAB are an alternative class
of biothickeners, having potential for development and exploitation as functional food ingredients with
both health and economic benefits. Consumer demand for products with low fat or sugar content and low
levels of additives, as well as cost factors, make EPS a promising and viable alternative as these

160
contribute to texture, mouth-feel, taste perception and stability of the final product. A large variety of EPS
can be produced by LAB employed for production of fermented dairy products. In particular for the
production of yoghurt, drinking yoghurt, cheese, fermented cream, milk-based desserts, EPS producing
LAB play a significant role. They play a major role in the production of fermented dairy products in
Northern Europe, Eastern Europe and Asia. EPS producing lactic cultures have also been successfully
used for the manufacture of Nordic ropy milks. Scandinavian fermented milk drinks display a firm thick,
slimy consistency and these rely on the souring capacity of mesophillic ropy strains of Lactococcus lactis
subsp. lactis and ssp. cremoris and concomitant production of heterotype EPS for texture.
6. Bioproduction/Biotransformation of Trace Elements
6.1 Lactic Acid Bacteria as an Organic Source of Selenium
Selenium is a trace element which is essential for normal functioning of both humans and animals.It
happens to be the only mineral that qualifies for a Food and Drug Administration (FDA)-approved
qualified health claim for general cancer reduction incidence. The Se residue is essential for catalytic
activity as it takes part in catalysis. Thus, Se enhances immunity, growth, reproductive performance, and
inhibition of pathognes. Se deficiency has been associated with the decreased activity of glutathione
peroxidase. Food is the main source of Se for the human population. Se levels in foodstuffs such as
cereals, grains, fruits and vegetables are relatively low and cannot meet people’s daily dietary
requirement. Presence of selenium in food is generally reflected by its levels in soil. It has been reported
that Se bound in organo-metallic complex are much better absorbed by the body than if they are taken in
the inorganic form. In a recent publication, biotransformation of Se (IV) has been studied, when the
process of lactic fermentation was carried out with bacteria Lactobacillus in the presence of increasing
amounts of Se (IV) to produce Se-enriched yogurt. The main species found were selenocystine (SeCys2)
and methylselenocysteine (MeSeCys). It was found that various Lactobacillus species could concentrate
Se intracellular as seleno-cysteine in biomass and suggested that Se-enriched lactobacilli could provide a
means of concentrating selenoproteins and can be used as an organic selenium source for dietary
supplementation. A number of studies have been conducted and resulted in the production of selenium
enriched biomasses. Lactic Acid Bacteria have been recognized to have the ability to synthesize
biomolecules containing Se. It has been reported that Seleno-Lactobacillus could be used as an organic
selenium source. In a US patent application another genera, Pediocccous pentosaceus has been reported
to produce both organic and inorganic fractions of selenium and feeding of such selenium enriched
bacteria to animals showed higher levels of glutathione peroxidase activity in tissues indicating an
increased absorption of and retention of selenium. A US patent have been rewarded for the technology of
food preparation, food supplement and nutraceutical product comprising selenium enriched biomass of
viable Lactobacilli isolated from faecal samples. Advantageously, the microorganism used in the process
of the technology may be selected from the group consisting of the following species: Lactobacillus
bulgaricus, Lactobacillus acidophillus, Bifidobacterium bifidum, Streptococcus thermophilus,
Lactobacillus casei, Lactobacillus rhamnosus and Bifidobacterium longum. The selenium source is the
sodium hydrogen selenite (NaHSeO3) as well, but in powder form. For the inoculation one or the mixture
of the following strains: Lactobacillus acidophillus, Streptococcus thermophilus and Lactobacillus casei
were added. After mixing all components in medium, cans or buckets were placed into the shaking
incubator for 36-48 hours at 37⁰C. In the end of the fermentation process, dense, selenium rich pink or red
yoghurt was prepared.

161
6.2 Lactic Acid Bacteria as an Organic Source of Zinc
Zinc (Zn) is one of the essential metal ions to life. After iron, it is the second most abundant transition
metal ion in living organisms, including humans. In order to develop biotechnological sources of trace
elements for diet supplementation, microorganisms (e.g., yeast, lactobacilli, and Spirulina strains) were
proposed as organic matrixes for incorporation of minerals (Mazo et al., 2007; Qin et al., 2007; Slavik et
al., 2008). The addition of inorganic salts into cultivation media enables the biosorption of the mineral
ions by the microbial biomass. As a consequence, the biomass becomes enriched with organic forms of
trace elements, which are present as complexes with amino acids, proteins, lipids, and polysaccharides
(Mazo et al., 2007). Lactic acid bacteria (LAB) are nonpathogenic, food safe microorganisms, which are
commonly applied in food processing. LAB enriched with zinc could be a valuable source of this element
in food, because zinc organic compounds (metalloproteins or bioplexes) are the best form for absorption
by humans. In that form, their absorption rates are higher than in inorganic compounds (Stanley et al.,
2012). Microelements bound in the form of protein complexes are absorbed in the small intestine in a
manner typical of peptides and proteins that enables penetration of microelements in the intestinal wall
(Mrvcic et al., 2009). To increase the daily intake of these mineral, numerous food supplements
containing different inorganic and organic forms of Zn is commercially available. At any rate, it is quite
well known that inorganic salts have a very low bioavailability. Organic salts, commonly based on
gluconate, orotate, citrate, or other molecules, are characterized by a higher systemic effect. The
innovative opportunity of using certain species of LAB enriched with the zinc could represent an
interesting alternative to these preparations. A spectrum of clinical manifestations ranging from mild to
severe degree have now been recognized in human zinc deficiency states so the supplementation of zinc
deficient groups with zinc-enriched LAB may be a new promising application of LAB in addition to their
probiotic activity. Diet integration with bacteria able to internalize Zn may embody a new application of
probiotics LAB. This approach for zinc supplementation could be of interest if zinc complexes are
released from enriched biomass upon passing through the upper gastrointestinal tract, counteracting the
effects of antinutritional factors. If biosorbed zinc is fully bioavailable, zinc enriched biomass of
Lactobacilli could provide the host with high amount of bioavailable zinc that would fulfil the
requirement of the recommended daily intake.
6.3 Metal Nanoparticle Synthesis by Lactic Acid Bacteria
Biological methods of nanoparticle synthesis using microorganisms have offered a reliable, eco-friendly
alternative to chemical and physical methods. LAB are prokaryotes in terms of cellular organization and
they are gram positive (a thick peptidoglycan cell wall) bacteria showing facultative anaerobic properties,
which probably make them suitable candidate microorganism for biosynthesis of metal as well as oxide
nanoparticle. Like most of the bacteria, they have a negative electro-kinetic potential; which readily
attracts the cations and this step probably acts as a trigger of the procedure of biosynthesis (Jha and
Prasad, 2009 & 2010; Prasad & Jha 2009). Some genera of LAB like Lactobacilli, Bifidobacteria, etc. per
se have been recognised to be endowed with the ability to bind, uptake and biotransform metal ions from
the medium (Mrvčić et al., 2012). This property provides important physiological, technological and
nutritional implications for both LAB and humans. The enrichment with selected heavy metals alters their
physicochemical properties and can be used for potentiating their probiotic and health promoting
attributes (Bomba et al., 2002). Biologically synthesized metal NPs have found wide spectrum
applications which include targeted drug delivery, cancer treatment, gene therapy and DNA analysis,
biosensors, antibacterial agents and food packaging.

162
7. GOS (Prebiotic)
Beta-galactosidases are glycoside hydrolases and are categorized within the glycoside hydrolase families
(GH) 1, 2, 35 and 42. GH2 b-galactosidases catalyze the hydrolysis of lactose into glucose and galactose,
and the transfer of the galactosyl-moiety to suitable acceptors.In the presence of high concentrations of
lactose, GH2 b-galactosidases produce galactooligosaccharides (GOSs) (Hsu, GOSs are commercially
employed in infant formula and have shown therapeutic properties reducing the adherence of
enteropathogenic E. coli. One of the main differences between probiotics and prebiotics is that probiotics
are viable food components whereas prebiotics are nonviable food component. Use of probiotics is a way
to replenish bacteria levels in the gut with external microorganisms. Food products having probiotic
components may contain bacteria that are not necessarily indigenous to the human gut so once in the gut
they have to compete to find a place among established, colonized bacteria. Probiotics can also be
destroyed by the contents of the gastrointestinal tract. So probiotics cannot be used in wide range of food
products because of their viability issue. On the other hand, prebiotics are nondigestible, remain intact
through the digestive system and act as food for already established microflora. They are added to dairy
products, table spreads, baked goods, and breads, breakfast cereals and bars, salad dressings, meat
products, and some confectionery items. So prebiotics overcome many of the traditional limitations of
introducing probiotic bacteria in to the GI tract. Therefore, using prebiotics is arguably a more practical
and efficient way to manipulate the gut microflora. The beta-galactosidases (beta-Gals) of Lb. reuteri
L103 and L461 proved to be suitable biocatalysts for the production of prebiotic galacto-oligosaccharides
(GOS) from lactose. Another study employed b-galactosidases present in disrupted crude cell extracts
(CCEs) and whole cells of LAB and bifidobacteria for formation of galactooligosaccharides (GOSs) and
heterooligosaccharides (HeOSs) from lactose and the acceptor carbohydrates mannose, fucose, N-
acetylglucosamine (GlcNAc) and sialic acid. CCEs and whole cells successfully produced up to three
HeOSs with mannose, fucose or GlcNAc in addition to GOS, but did not utilize sialic acid as acceptor.
Heterologously expressed b-galactosidases of S. thermophilus and Lactobacillus plantarum hydrolysed
the novel HeOSs and confirmed, for the first time, fucose as an acceptor carbohydrate. LAB CCEs and
bifidobacteria CCEs and whole cells are suitable sources of b-galactosidases that can be used to
synthesize novel HeOSs with potentially expanded functionality in addition to GOSs.
8. Antifungal potential of Lactobacillus species
Milk is a rich medium and supports growth of most microorganisms. Fermented milk products have high
acidic conditions that favor the growth of yeast and molds. Bio preservation is the extension of shelf-life
and food safety by the use of natural or controlled microbiota and their antimicrobial compounds. Lactic
acid bacteria (LAB) are GRAS status microorganisms and many LAB strains have been reported to have
antagonistic properties which make them particularly useful as biopreservatives. Antifungal activity of
lactobacillus strains has been extensively studied among lactic acid bacteria. Lactobacillus sp. having
antifungal activity has been identified from different environments like silage, vegetables, fermented
products etc. Antagonistic compounds of Lactobacillus sp. have been classified into proteinaceous and
non proteinaceous (Fig 1.). Table 2 enlists a number of lactobacilli which are commercially used as
bioprotective cultures.

163
Table 2. Commercial Use of Lactobacilli as bioprotective cultures
Commercial
Bio protective
cultures
Microorganisms Products Target organism Company
Proteria™ AF Lactobacillus paracasei,
Propionibacterium
freudenreichii subsp
shermani
Yogurt and Yogurt
based drinks
Yeasts and Molds Handary
BefreshTM AF L. paracasei,
Pr. freudenreichii subsp
shermani
Yogurt, sour
cream, sours milk,
fresh cheese and
Cottage cheese.
Yeasts and Molds Handary
Holdbac™ YM
B plus
L. rhamnosus and
Pr. Freudenreichii
subsp. shermanii
Fresh fermented
milks, white cheese
Yeasts, molds and
certain hetero-
fermentative lactic
acid bacteria
Danisco
Holdbac™ YM
C plus
L. paracasei,
Pr. Freudenreichii subsp.
shermanii
Fresh fermented
milks, white cheese
Yeasts, molds and
certain hetero-
fermentative lactic
acid bacteria
Danisco
Fig 1. Antifungal Substance (AFS) produce by Lactobacillus sp.

164
FreshQ®
LAB (undisclosed) Yogurt, sour
cream, quark,
Tvarog and white
brined cheese
Yeasts and molds Chr Hansens
Pal Bioprotect D L. rhamnosus,
Pr. freudenreichii
subspecies shermani
Fermented milk,
Mozzarella, Feta
cheese
Yeasts, molds and
heterofermentative
lactobacilli
PAL Lab.
STANDA
Lyofast LPRA Contains probiotic
bacteria L. rhamnosus, L.
plantarum
Fermented milks,
Yogurt, cheese,
Yeasts, molds and
unwanted bacteria
Curds &
Whey
Lyofast BG112 L. plantarum Fermented milk Unwanted bacteria,
yeasts and molds
Sacco Clerici
Lyofast FPR 2 Enterococcus faecium,
L. plantarum, L.
rhamnosus
Fermented milk
products and
cheese
Unwanted bacteria,
yeasts and molds
Sacco Clerici
Lyofast LR B Lactobacillus rhamnosus Fermented milk
products and
cheese
Yeasts and molds Sacco Clerici
Lyofast LPR A L. rhamnosus , L.
plantarum
Fresh cheese, soft
cheese, semi-hard
cheese, and hard
cheese
Unwanted bacteria,
yeasts and molds
Sacco Clerici
9. Conclusions
LAB have been extensively used for centuries as starter cultures to carry out food fermentations and are
looked upon as burgeoning “cell factories” for production of host of functional biomolecules and food
ingredients. As such abilities are recognised to be strain specific, it can be an attractive strategy to
bioprospect prolific metabolite producing strains from their diversified natural niche and enhance their
ability by microbiological and biotechnological interventions. Such strains can be used for microbial
synthesis of biomolecules as an effective and attractive strategy for their delivery as a functional bio-
ingredient through foods to meet the daily recommended intake of human population. This information
opens the way to increase metabolites concentrations in fermented foods through judicious selection of
the microbial species and cultivation conditions. The food industry has taken the steps to use this
information for selecting various health promoting metabolites producing strains as part of their starter
cultures to produce fermented products with elevated levels of these essential compounds. Such products
would provide economic benefits to food manufacturers as increased ‘natural’ metabolite concentrations
would be an important value-added effect without increasing production costs. Consumers would

165
obviously benefit from such products as they could increase their functional food ingredients intake while
consuming these as part of their normal diet.
10. Suggested Reading:
Thakur K, Tomar S K and S. (2016). Lactic acid bacteria as a cell factory for riboflavin production. Microbial
Biotechnology (In Press)
Pophaly S, Singh P, Kumar H, Tomar S K and Singh R (2014) Selenium enrichment of lactic acid bacteria and
bifidobacteria: A functional food perspective. Trends in Food Science & Technology 39 135-145.
Poonam, Pophaly S, Tomar S K, De S. and Singh R (2012). Multifaceted attributes of dairy propionibacteria: a
review. World Journal of Microbiology and Biotechnology 28 3081–3095.
Pophaly S , Singh R, Pophaly S D, Kaushik J K and Tomar S K (2012). Current status and emerging role of
glutathione in food grade lactic acid bacteria. Microbial Cell Factories 11 114.
Sangwan V, Tomar S K, Singh R R B, Singh A K and Ali B (2011). Galactooligosaccharides: Novel Components of
Designer Foods. Journal of Food Science 76 R103-111.
Iyer R, Tomar S K, Maheswari U T and Singh R (2010). Streptococcus thermophilus strains: Multifunctional lactic
acid bacteria. International Dairy Journal 20 133–141.
Iyer R and Tomar S K (2009) Folate: A Functional Food Constituent. Journal of Food Science 74 R114-122.
Patra F, Tomar S K and Arora S (2009) Technological and Functional Applications of Low-Calorie Sweeteners from
Lactic Acid Bacteria. Journal of Food Science 74 R16-R23.

166
Newer Probiotic Organisms for Different Physiological Conditions
Rashmi H. M
Dairy Microbiology Division
1. Introduction
Probiotic bacteria, which are the part and parcel of the natural human gut microbiota, benefits the host
by improving gut homeostasis. As gut microbiota continues to fascinate the scientists in many realms,
it is considered as a "super organ" with diverse roles in health and disease. In addition, with the
establishment of profound correlations between gut microbial changes and their activity with common
disorders such as cancer, hypertension, hypercholesterolemia, inflammatory bowel diseases, obesity,
oral health etc., attempts have been made to use probiotics as dietary interventions towards the
prevention and management of various diseases and disorders. Now, the challenge is to mine and
design newer probiotic strains and improved delivery systems with a specific focus on their utility as
therapeutics for a wide range of enteric (from chronic to acute infections), respiratory, metabolic and
neurological diseases and disorders.
2. Probiotics in improving Nutritional status of host
The role of probiotics in improving the nutritional status among people of different age groups
(neonates and adults/elder) and health status (diseased/normal) have been extensively studied by
various investigators in the last few decades. The mechanisms involved in improvement of nutritional
status of host are: 1) improved gut microbial balance for effective metabolism of nutrients, their
absorption and bio-availability 2) improved synthesis of bioactive components like organic acids,
bioactive peptides, short chain fatty acids, vitamins which contribute significantly towards the
betterment of nutritional status of the host. Recently, the application of ‘omic sciences’ in nutritional
research has unraveled various signaling pathways which are modulated by probiotics and their
metabolites that elicit specific responses in the host and enabled the proof of nutrient optimization
rather than waiting for disease symptoms to appear and/or progress (Bron et al., 2012; Ferguson,
2015).
3. Probiotics against allergic and inflammatory disorders
The ability of probiotic bacteria to modulate immune responses is widely used as strategic approach to
treat various allergic and inflammatory disorders (Jan et al., 2012). The main mechanisms of probiotic
action on immune status and inflammatory processes of host have been well documented backed up
with cytokine production profiles in various in vitro cellular and in vivo animal models and their
efficacy has been established with intervention studies in human clinical trials. The mechanism of
immunomodulation involves the secretion of IgA that provide the host with a first line of immune
defense, modulation of DC/NK interaction, maintenance of Th1/Th2 immunity, modulation of anti-
inflammatory response (Aparna et al., 2013), enhancement of Treg activity to modulate cytokine
secretion and expression of antioxidative enzyme cascade (Chauhan et al., 2014).
4. Probiotics and improved intestinal barrier function
The intestinal barrier plays an important role in the maintenance of human health by protecting the
host from penetration of dangerous macromolecules like LPS besides nutrient absorption. The
intestinal barrier is a complex multilayer system made up of an external "anatomic" barrier and an
inner "functional" immunological barrier. The interaction of these two barriers enables equilibrated
permeability that helps in maintenance of human health. However, the factors like gut microflora

167
modifications, altered mucus secretion and epithelial damage were found responsible for decreased
barrier function of intestine and increased translocation of luminal contents to the inner
immunological barrier. The increased translocation of luminal contents through leaky epithelium
causes overstimulation of inner mucosal immune system that is responsible for development of
various pathophysiological consequences resulting into diseases or disorders like IRD, IBS, colitis
and Metabolic Syndrome (Moeinian et al., 2014).
Probiotics are the attractive therapeutic option for improving the gut barrier function through the
modulation of gut microbial composition, increased mucus secretion, increased expression and
structural rearrangement of tight junction proteins in the small bowel and colon that results into
improved health of humans suffering from inflammatory and metabolic diseases and disorders
(Rokana, 2015).
5. Probiotics and antimicrobial effects against potential pathogens
The antimicrobial activity of probiotics against potential enteric pathogens like Salmonella enterica
serovar Typhi, Salmonella enterica serovar Typhimurium, Escherichia coli, Enterococcus faecalis,
Staphylococcus aureus and Clostridium difficile, Klebsiella pneumonia and vaginal pathogens like
Gardnerella vaginalis and Candida albicans has been extensively studied (Tejero et al., 2012;
Rokana, 2015). The main antimicrobial mechanisms include the production of organic acids such as
lactic and acetic acids that consequently lowers the culture pH, secretion of bacteriocins and
antimicrobial peptides, production of H2O2 and nitric oxide besides metabolities like short chain fatty
acids that are antagonistic to potential pathogens.
6. Mechanisms of probiotics action in the prevention and treatment of intestinal diseases
Changes in gut microbial composition with increased numbers of potentially pathogenic species is the
main cause in the development of gastrointestinal disorders and infections like antibiotic-associated
diarrhoea and Clostridium difficile associated diarrhoea, functional bowel problems (constipation and
irritable bowel syndrome), inflammatory bowel diseases [Crohn's disease (CD) and ulcerative colitis
(UC)] among people of various age groups (Malaguarnera et al., 2012). This dysbiosis in gut
microbial composition alters the gut barrier function, intestinal immune system and inflammation that
are responsible for development of above mentioned intestinal diseases. However, probiotics have
been found effective in the treatment of these diseases with improved gut microbial balance, enhanced
intestinal barrier function, improved exclusion of pathogens from intestinal epithelium and
modulation of immunity and improved bowel dysmotility (Chauhan et al., 2014; Rokana, 2015)
7. Mechanisms of probiotics in the management of metabolic disorders
Probiotics have recently emerged as the prospective biotherapeutics in the management of metabolic
syndrome with proven efficacy demonstrated in various in vitro and in vivo animal models adequately
supported with their established multifunctional roles and mechanism of action for the prevention and
disease treatment. The major mechanisms under this involves improved gut microbial balance with
conjugated linoleic acid (CLA) production, decreased food intake, decreased abdominal adiposity and
total cholesterol, decreased inflammatory tone with improved mucosal integrity in the management of
metabolic syndrome (MetS) like obesity and type 2 diabetes (Mallappa et al., 2012; Panwar et al.,
2013).
8. Conclusion:
From general gut health, to immune, respiratory, metabolic and mental health, the probiotic research
thus continues to build. Over the past decade, there has been extensive work in animal models on how
probiotics modulate host metabolism and physiology. However, there are very few good, doubleblind,
placebo-controlled clinical trials that can prove the potential of probiotics on modulating human

168
metabolism. Therefore, elucidation of mechanisms and substantiation of animal studies in humans
with a specific focus on their utility as therapeutics will open new horizon in the area of probiotic
research.
9. Selected Readings
Aparna S V, Panwar H, Chauhan R, Duary R, Rathore R, et al. (2013) Modulation of anti-inflammatory
response in lipopolysaccharide stimulated human THP-1 cell line and mouse model at gene expression level
with indigenous putative probiotic lactobacilli. Genes & nutrition 8 637-648
Bron P A, van Baarlen P and Kleerebezem M (2012) Emerging molecular insights into the interaction between
probiotics and the host intestinal mucosa. Nat Rev Micro. 10 66-78.
Chauhan R, Sudhakaran Vasanthakumari A, Panwar H, Mallapa RH, Duary RK, et al. (2014) Amelioration of
Colitis in Mouse Model by Exploring Antioxidative Potentials of an Indigenous Probiotic Strain of
Lactobacillus fermentum Lf1. BioMed Research International 2014 12.
Ferguson L R (2015) Nutritional modulation of gene expression: might this be of benefit to individuals with
Crohn’s disease? Frontiers in Immunology 6.
Jan R L, Yeh K C, Hsieh M H, Lin Y L, Kao H F, Li P H, Chang Y S and Wang J Y (2012) Lactobacillus
gasseri suppresses Th17 pro-inflammatory response and attenuates allergen-induced airway inflammation in
a mouse model of allergic asthma. British Journal of Nutrition. 108 130-139.
Malaguarnera G, Leggio F, Vacante M, Motta M, Giordano M, Bondi A, Basile F, Mastrojeni S, Mistretta
A, Malaguarnera M, Toscano M A, Salmeri M (2012) Probiotics in the gastrointestinal diseases of the
elderly. The Journal of Nutrition Health and Aging 16 402-410.
Mallappa H R, Rokana N, Duar R K, Panwar H, Batish V K and Grover S (2012) Management of metabolic
syndrome through probiotic and prebiotic interventions. Indian Journal of Endocrinology and Metabolism.
16 20-27.
Moeinian M (2014) Beneficial effect of butyrate,Lactobacillus caseiand L-carnitine combination in preference
to each in experimental colitis. World Journal of Gastroenterology 20: 10876.
Panwar H, Rashmi H M, Batish V K and Grover S (2013). Probiotics as potential biotherapeutics in the
management of type 2 diabetes - Prospects and Perspectives. Diabetes Metabolism Research and Reviews
29:1 03-11 2.D OI: 10.10021dmrc.2376
Rokana N (2015) Mechanistic study of a potential indigenous probiotic Lactobacillus strain and its fermented
milk formulations in enhancing intestinal barrier function in mouse model. (Doctoral dissertation).National
Dairy Research Institute, Karnal
Tejero-Sarinena S, Barlow J, Costabile A, Gibson G R and Rowland I (2012) In vitro evaluation of the
antimicrobial activity of a range of probiotics against pathogens: Evidence for the effects of organic acids.
Anaerobe. doi:10.1016/ 08.004

169
Isolation of Potential New Probiotic Bacteria
Diwas Pradhan
Dairy Microbiology Division
1. Introduction
According to FAO/WHO (2002), ‘Probiotics are live microorganisms, which when administered in
adequate amounts confers a health benefit on the host’. A number of health benefits has been
attributed to probiotic bacteria such as protection against pathogenic microorganisms, decrease of
incidence and duration of antibiotic and rotavirus associated travelers’ diarrhea, alleviation of
symptoms of lactose intolerance, reduction of allergic reactions, anticolon cancer and antimutagenic
activities, antihypertensive or anticholesterol effects etc. Amongst different microbial types, members
of Lactobacilli and Bifidobacteria genera have been explored most extensively as potential probiotics
for human health. These bacteria have a long history of safe use in food fermentation and also form a
significant part of microbial population in human GI tract.
The selection of a strain to be used as an effective probiotic is a long and complex process. It starts
with the isolation process, followed by identification of the isolate and finally validation of essential
probiotic properties through appropriate tests. FAO/WHO (2002), at the international level and
ICMR/DBT (Ganguly et al., 2011) at the national level has laid down the detailed guidelines for the
evaluation of microorganisms to be used as potential probiotics. The isolation process is perhaps the
first step in the selection of effective probiotic strains. Various niches such as human gut, breast milk,
fermented dairy products, animal gut etc. which are normally inhabited by lactic acid bacteria are
most commonly used for probiotic isolation, although it is generally considered that the specificity of
the action is more important rather then the source of the microorganism. Nonetheless a human origin
isolate is more preferred over other niches since human isolates are better adapted to the human
environment (host specificity). A human origin probiotic isolate may be obtained from faecal matter
of healthy adult or infants, breast milk, vaginal flora, oral cavity etc.
2. Isolation Protocol
1. Samples (Fecal matter/dairy products) are collected in sterile containers.
Label the container with relevant information like name, age, date etc.
It is advised to process the sample immediately or refrigerated stored.
Anaerobic transport media may be used to maintain the viability of anaerobic
organisms.
2. A measured amount of sample is placed into a stomacher bag and sample homogenized in a
stomacher.
3. The homogenate is then serially diluted to make adequate dilutions with buffers (saline and
PBS) or pre-reduced buffers or broths (anaerobic dilution buffer, 0.25 x ringer solution
supplemented with cysteine, Wilkins-Chargren broth, saline with cysteine etc.) (Endo and
Gueimonde, 2015).
4. The diluted samples are then plated on respective selective/non-selective media (Table 1).
5. Plates are then incubated at 37°C under aerobic (Lactobacilli) or anaerobic conditions
(Bifidobacteria/Lactobacilli) for 24-48 h.
6. Single colonies are then transferred into selective broth tubes and incubated accordingly.

170
7. Further tests on the isolate maybe then carried out or glycerol stocks of the same may be
prepared and stored at -80°C for future use.
Note: Strict anaerobic conditions at each step needs to be followed for Bifidobacterium sp.
Anaerobic workstations should be used for working with Bifidobacterium sp.
Table 1: Isolation media for Lactobacilli and Bifidobacteria (Coeuret et al., 2003; Ashraf and
Shah, 2011; Endo and Gueimonde, 2015)
Probiotic bacteria Medium of Isolation
Lactobacilli MRS (de Mann Rogosa)
LBS Agar (Lactobacillus Selection Agar)/ Rogosa Agar
Lactobacillus anaerobic MRS agar with Vancomycin and Bromocresol
(LAMVAB) medium
Lb. acidophilus MRS + Maltose agar
MRS + Clindamycin agar
MRS + Salicin agar or MRS + Sorbitol agar
Lb. casei MRS-LP (Lithium chloride & Sodium Propionate) agar
MRS + Maltose agar + 4% Salt
Bifidobacteria BL medium + NPNL (neomycin, paromomycine sulphate, nalidixic acid
and lithium chloride)
MRS + NPNL; MRS-raffinose agar
RMS-PPNL agar (Modified Rogosa agar with sodium propionate,
paromomycin sulphate, neomycin sulphate and lithium chloride)
BLOG agar (blood-glucose-liver agar with oxgall and gentamycin)
MCAP medium (Columbia agar base media with propionic acid)
Wilkins-Chalgren (W-C) agar with muporicin
3. Identification of probiotic organisms
Correct identification of a probiotic strain is of utmost importance. This is important not only
for reliably identifying a bacterial strain but is also required for proper labelling. Conventionally,
bacterial identification methods mainly relied on a set of phenotypic tests. However in the recent
times phenotypic tests as a standalone approach is not used for identification of probiotic cultures. A
polyphasic approach consisting of a combination of phenotypic and genotypic tools is generally
followed for reliably establishing the strain identity.
4. Phenotypic identification
Phenotypic test mainly relies on an organisms phenotypic characteristics such as cell morphology,
growth at different temperatures, pH, salt concentration, analysis of fermentation products, ability to
utilize various carbohydrate etc. In the same line already known phenotypic characters of either
lactobacilli or bifidobacteria can be utilized to have a preliminary identification of the isolate. Ideally,
Bifidobacteria are Gram-positive, non-sporing, non-motile, strictly anaerobic intestinal rods of
variable morphology (bifurcated), which possess fructose-6-phosphate phosphoketolase (F-6-PPK),
the key enzyme of the bifid-shunt. Similarly, Lactobacilli are a wide group of Gram-positive rods that
are microaerophilic to anaerobic in oxygen requirement. Additionally these are catalase negative and
may ferment lactose to lactic acid alone or other products. Strains of lactobacilli and bifidobacteria
can also be grouped according to their ability to ferment a range of carbohydrates.
These test are relatively easy to perform, needs no special equipment or expertise. However these
methods lacks reproducibility and has a poor discriminating power at the species/strain level. These
methods are also lengthy and labor intensive, which has now led to the emergence of polyphasic
approach for establishing the strains identity.

171
5. Genotypic methods for bacterial identification and strain typing
PCR based methods are widely used to reliably identify bacterial isolates. 16S ribosomal RNA
(rRNA) gene sequence analysis is usually regarded as the best tool for the taxonomic positioning of
probiotic cultures. Housekeeping genes or 16S-23S rRNA genes intergenic spacer region is often used
in case of certain closely related species where high sequence similarities in 16S rRNA genes are
present. Housekeeping genes such as hsp60, dnaJ1, pheS, rpoA, atpD, recA, dna etc. have been used
for probiotic bacteria identification.
Probiotic isolates must also be identified at the strain level since probiotic properties are highly strain
specific. A good strain typing method should give reproducible results. Although many other strain
typing methods such as RAPD, MLST, Rep-PCR, RFLP etc. are available, DNA macro restriction
followed by pulse field gel electrophoresis (PFGE) is considered the gold standard for strain
identification. Whole genome sequencing by far constitutes the best method to genetically fingerprint
a given strain. However due to its time consuming nature, cost, equipment availability, method
sophistication etc. the method is still not widely used.
6. Selected Reading
Ashraf R and Shah N P (2011) Selective and differential enumerations of Lactobacillus delbrueckii subsp.
bulgaricus, Streptococcus thermophilus, Lactobacillus acidophilus, Lactobacillus casei and Bifidobacterium
spp. in yoghurt—A review. International journal of food microbiology 149 194-208.
Coeuret V, Dubernet S, Bernardeau M, Gueguen M and Vernoux J P (2003) Isolation, characterisation and
identification of lactobacilli focusing mainly on cheeses and other dairy products. Le Lait 83 269-306.
Endo A and Gueimonde M (2015) Isolation, identification and characterisation of potential new
probiotics. Advances in Probiotic Technology, 1.
FAO/WHO. (2002) Guidelines for the evaluation of probiotics in food, Joint FAO/WHO working group report
on drafting guidelines for the evaluation of probiotics in food. London, ON, Canada, April 30th May 1st.
Ganguly N K, Bhattacharya S K, Sesikeran B, Nair G B, Ramakrishna B S, Sachdev H P S, Batish V K,
Kanagasabapathy A S, Muthuswamy V, Kathuria S C, Katoch V, Satyanarayana K, Toteja G S, Rahi M, Rao
S, Bhan M K, Kapur R and Hemalatha R (2011) ICMR-DBT guidelines for evaluation of probiotics in
food. The Indian journal of medical research 134 22.

172
Preservation Potential of Plant Essential Oils in Dairy Foods
Chand Ram Grover and Rohit PanwarDairy Microbiology Division
1. IntroductionDairy foods are prone to contamination by variety of microbes including pathogens and spoilageduring production, processing, post processing, transportation and handling. India is highest milkproducer but lag behind to meet international standards w.r.t. microbial quality that result about 5%loss due to souring of milk. The contamination of dairy foods with spoilage and pathogenic microbesmake it unfit for consumption causing huge economic loss to manufactures and consumers as well asnation’s health. Further, huge export potential of Indian dairy foods has remained untapped due tonon-conformation of food safety and quality norms of developed countries. Thus, qualityimprovement of milk and milk products is the need of hour to remain competitive in domestic andinternational market. Efforts have been made to enhance food safety and shelf life of dairy productsby use of alternate technologies such as mild heat processing, modified atmosphere and vacuumpackaging as well refrigeration. All these technologies suffer setback as they cannot completelyeliminate pathogens and spoilage microflora. Indiscriminate use of traditional preservatives &antimicrobials has also enhanced resistance in food borne microbes.
The “green consumerism” is a new concept of food safety that necessitates minimum use of syntheticpreservative due to their adverse health effects. Thus, use of “natural antimicrobials” including plantbioactive components would be better strategy to reduce or eliminate risk of pathogens and spoilagemicroorganisms to improve overall food safety and shelf life of dairy products.
2. Food antimicrobials and their requirements for use in foodsFood antimicrobials are chemical compounds which delay microbial growth or cause death in foodmatrix. These are usually classified into traditional/natural and synthetic. Essentials oils (EOs) aresecondary metabolites obtained from various plant parts and have been used for centuries incomplementary or alternative medicine for treatment of various ailments, perfumery and cosmetics.More than 3000 different EOs are known of which ~300 commercially used in flavour and fragrancesmarket and have been accorded GRAS status. Although, food industry primarily uses EOs asflavourings, however recently, these have been explored for food preservation and food safety due totheir broad-range antimicrobial activities. Dela Croix in1881 was the first to evaluate antimicrobialactivity of plant EOs. The antimicrobial nature of phyto-chemical is determined by its chemicalproperties, such as pKa value, hydrophobicity/ lipophilicity ratios, solubility, and volatility. The pHand polarity are the most prominent factors that influence the effectiveness of a food antimicrobial.Therefore, it is very important to know the specific characteristics of the food system that needs to bepreserved since a high proportion of lipids could limit the effectiveness of some antimicrobial agents(Owen and Palombo, 2007). The concentration thresholds required for inactivation of microbesdepends upon specific targets of antimicrobial substance including cell wall, cell membrane,metabolic enzymes, protein synthesis, and genetic systems.
3. Factors affecting antimicrobial efficacyThe application of bioactive components as food preservatives requires detailed knowledge abouttheir properties, i.e., minimum inhibitory concentration (MIC), range of target organisms, mode ofaction and effect of food matrix components on their antimicrobial activity. Generally, higherconcentrations of natural antimicrobials are required to achieve the same effect in food as compared to

173
in-vitro assays. Various intrinsic (pH, salt, antioxidants and other additives) and extrinsic properties(temp, vacuum and modified atmosphere packaging, characteristic of microorganisms) of food play avital role in determining antimicrobial efficacy of bioactive components in food matrix. CinnamonEO was the most effective under refrigerated temp, inhibition of growth of B. cereus for at least 60days in a model refrigerated minimally processed food product made with carrots and fractionalheating. Lettuce leaf, beef and milk model media were used to study the efficacy of EOs againstListeria and spoilage bacteria, which was compared to the laboratory control media i.e. Tryptic SoyBroth (TSB). The efficacy of essential oils in the lettuce model media was 10 fold higher than in TSB,possibly due to the low fat content of vegetables. The EOs were less effective in beef extract than inTSB, probably high protein concentrations in beef extract promoted the growth of Listeria species.
4. Essential oils & extractsDifferent studies have demonstrated the effectiveness of EOs and their active compounds to control orinhibit the growth of pathogenic and spoilage microorganisms. The antibacterial activity is dependson pH, chemical structure and concentration of bioactive compound, besides the number and type ofmicroorganisms. The bacterial susceptibility to EOs increases with a reduction in pH of the food,since at low pH the hydrophobicity of the oil increases, enabling it to more easily soluble in the lipidsof cell membrane of the target bacteria (Burt, 2004). Partition coefficients of the EOs might also havean effect on activity by influencing its diffusion rate through the cell membrane, as higher partitioncoefficient of citral as compared to cinnamaldehyde and eugenol resulted in the faster reduction of E.coli O157:H7 (Raybaudi-Massilia et al., 2009). Storage temperature also influences the antimicrobialeffectiveness of EOs, as the bactericidal activity of different EOs or their active components againstE. coli O157:H7 and Salmonella in apple juice was higher at 37 °C than at 4 and 21°C (Friedman etal., 2004). Owen and Palombo (2007) investigated the ability of Eremophila duttonii and E.alternifolia to control the growth of L. monocytogenes in full cream milk, skim milk, dilutedhomogenates of salami, pate and brie cheese, and reported that both the extracts inhibited the growthof L. monocytogenes in salami at 37°C. In another study on yoghurt, addition of anise EOs andoleoresin at 1.0 g/L conc. was effective in controlling the growth of spoilage microbes without anyadverse effect on physicochemical attributes and viability of LAB. Further, anise is advantageousbecause of its antioxidant and antimicrobial activity as well as nontoxic that can reduce oxidativedegradation of fatty substances as well as inhibit growth of spoilage microflora (Singh et al., 2011).
Table 1 Preservation potential of bio-active components in dairy foods
Products and storageconditions
Natural compounds Main results References
West African softcheese
Treatment witheucalyptus oil andlemongrass oi
The treatment of eucalyptus+lemon grass oil (75+25%) exerteda positive impact on nutritional,sensory & microbial quality ofWest African soft cheese
Belewu etal., 2012
Ricotta cheese storedunder modifiedatmosphere a t4◦C
Coating with achitosan/whey proteinedible film
The chitosan /whey protein filmslowed detrimental phenome-nafor LAB, mesophilic &psychrotrophic microbes. Thiswas significantly lower inchitosan/whey protein coatedcheese as compared to control
Di Pierro etal., 2011
Traditional MinasSerro cheese
Nisin
Nisin was effective @ 100IU/mLreducing S. aureus counts of 1.2& 2.0 log cycles in Serro cheesefrom 7th day of ripening Pinto et al.,

174
2011Fresh cheese Tosèla Antimicrobial comp-
ounds produced bynon-starter lactic acidbacteria.
Cheese showed higher conc oflactobacilli (7.90 log CFU/g) andstreptococci (6.10 log CFU/g),lower development of coliformsand staphylococci than controlcheese
Settanni etal., 2011
Caprese saladpackaged underMAP(65%N2, 30%CO2, and5%O2)
Dipping with thymol(400 ppm)
The combined use of thymol andMAP reduced coliform from 5.65to 4.23 log CFU/g as well asPseudomonadaceae counts andextended shelf-life from 3.77 to12 days.
Bevilacquaet al., 2007
Gorgonzola cheeseNatamycin wasincorporated inpackaging film &lused for processcheese packaging
Films with 2 and 4% natamycinpresented satisfactory results forP. roquefortii inhibition
de Oliveira etal., 2007
Lassi (sweetened) Vanillin incorporatedin conjunction withmild heat treatment
Significantly enhancedinactivation rate of E. coliO157:H7
Gaare etal.,2015
4.1 Essential oil constituent classes
EOs constituent is a diverse family of low mol. weight organic compounds with large differences inantimicrobial activity. Identification of bioactive component is cumbersome as these are complexmixtures of upto 45 different constituents as well as their composition may vary depending on theseason of harvest and methods of extraction (Espina et al., 2011; Paibon et al., 2011). The bioactivecompounds are broadly divided into four groups according to their chemical structure: terpenes,terpenoids, phenylpropenes, and “others.”
4.1.1 Terpenes
These are hydrocarbons produced from combination of several isoprene units (C5H8) and synthesizedin the cytoplasm of plant cells. The main terpenes are monoterpenes( C10H16) and sesquiterpene(C15H24), but longer chains such as diterpenes (C20H32), triterpenes (C30H40),. Examples include p-cymene, limonene, terpinene, sabinene, and pinene. In vitro tests indicate that terpenes are inefficientantimicrobials when applied as single compounds.
4.1.2 Terpenoids
Terpenoids are terpenes that undergoes biochemical modifications via enzymes that add oxygenmolecules and move or remove methyl groups. These can be subdivided into alcohols, esters,aldehydes, ketones, ethers, phenols, and epoxides (e.g. thymol, carvacrol, linalool, linalyl acetate,citronellal, piperitone, menthol, and geraniol). Antimicrobial activity of most terpenoids is linked totheir functional groups. The hydroxyl group of phenolic terpenoids and presence of delocalizedelectrons are important for antimicrobial activity. Exchange of hydroxyl group of carvacrol withmethylether affects its hydrophobicity and antimicrobial activity.
4.2 Mode of action
The mechanism of action of bioactive components is not fully understood. The Gram -ve aregenerally less susceptible than Gram +ve bacteria; as outer membrane of former contain hydrophiliclipo-polysaccharides (LPS), which create a barrier toward macromolecules and hydrophobiccompounds providing them higher tolerance toward hydrophobic antimicrobials present in EOs.

175
Terpenoids and phenolics results membrane disruption, whereas phenols and flavonoids causes metalchelation. Coumarin and alkaloids affect genetic material that inhibits the growth of pathogens andspoilage microorganisms. Degradation of cell wall, damage to cytoplasmic membrane and membraneproteins, leakage of intracellular contents, coagulation of cytoplasm and depletion of proton motiveforce can cause cell death.
Thymol, eugenol, and carvacrol cause disruption of the cellular membrane, inhibition of ATPaseactivity, and release of intracellular ATP and other constituents of target microbes. Cinnamaldehydeproduces a decrease in the intracellular ATP by ATPase activity. It also increases membranepermeability, leakage of cytoplasm and interact with enzymes located on cell membrane. Thesechanges may cause its disruption to proton motive force by leakage of small ions or it can inhibit theenzymes necessary for amino acid biosynthesis. Carvacrol and thymol appear to make the cellmembrane permeable by dissolving into the phospholipid bilayer. This distortion causes expansionand destabilization of the membrane increasing its fluidity. Thymol binds to the membrane proteinshydrophobically and changes the permeability characteristics of membrane. Vanillin showedantimicrobial effect by affecting membrane functions and through inhibition of respiration in severalbacteria. Terpenes accumulate in the membrane and cause a loss of membrane integrity anddissipation of the proton motive force as well as disrupt the lipid structures.
4.3 Stability of bioactive during food processing
Health promotion through diet is gaining importance at a very fast pace, therefore, understanding ofprocessing effects on bioactive components is critical as they not only preserve the foods, but alsohave beneficial effect on human health. Heat processing i.e. sterilization, pasteurization, anddehydration may result loss while in some cases, induces the formation of the novel compounds,which either maintain or even increase the potential of various bioactive ingredients. Thermalprocessing caused marked losses in total anthocyanins in black raspberries and blueberries. Thethermal stability of phytochemicals added to food depends on the matrix in which they are found andadded. Significant changes in individual isoflavone levels were observed during storage of UHTprocessed chocolate flavoured high protein beverage containing soy proteins isolates depending onstorage temperatures (4, 23 & 38°C). Microcapsule curcumin was found to have similar antibacterialand antifungal activities as curcumin after microencapsulation. The amino acid conjugation alsoretained its antibacterial, antioxidant and antimutagenic activities, indicating its stability to chemicalmodifications (Parvathy et al., 2009).
4.4 Toxicity evaluation
Majority of bioactive components of plant origin have been consumed for thousands of years,however, typical toxicological information such as acceptable daily intake (ADI) or no observedadverse effect level (NOEL) are not available. Although International guidelines exist for the safetyevaluation of food additives, however, due to problems in standardization of these components owingto their batch wise compositional variability, it is difficult to assign ADI or NOEL. The markercompounds in EOs are affected by variety of plant, geographical origin, plant part used, age andgrowth condition of plants, method of extraction or drying, preparation, packaging and storage.According to Dietary Supplement Health and Education Act (DSHEA), 1994, botanicals areexempted from food additive category, and GRAS submission of safety evidence is not required aslong as that ingredient was in market before October 1994. The International Life Sciences Institute-Europe has developed a comprehensive document on the use of plant materials in food products(Schilter et al., 2003), which stresses that the ingredient for use in food products must be wellidentified and characterized. (Speijers et al., 2010; van den Berg et al., 2011).

176
4.5 Interaction of bioactive with food components and its effects on antimicrobial activity
Most of investigations on antimicrobial properties of plant EOs have been focused at the efficacyagainst planktonic cultures of food related bacteria. However, evaluation for antimicrobial activityagainst native microflora of foods at different storage times, changes during processing and packagingis better criteria e.g. lightly preserved fish products where certain ingredients such as salt or sugar areadded and mildly processed using cold smoke. This type of processing lowers the water activitythereby inhibiting the growth of spoilage organisms and enhancing the growth of lactic acid bacteria(LAB). Vacuum packing of meat inhibits aerobic Pseudomonas sp. causing a change in microbiota.
4.6 Synergies within bioactive components
The main difficulty in utilization of plant EOs in dairy foods is their adverse effect on sensorialquality. Therefore, optimisation of their levels in foods is utmost priority. Bioactive components incombination exert better antimicrobial effect in foods as compared to individual major constituents,indicative of minor components synergy. Green tea extracts alone (20 or 40 mg/ml) or in combinationwith tartaric acid (37.5 mM) reduced Salmonella, Listeria and E. coli by 3.5 log CFU/ml in brothculture. The antimicrobial activity of grape seed extract when combined with bacteriocins like nisinhas demonstrated more effectiveness than when used alone against L. moncytogenes.
4.7 Delivery systems
Many methods are available to incorporate plant bioactive into foods. The simplest method is directaddition, however, in foods where surface sanitisation is targeted food product can be dipped inbioactive component(s) or applied as a spray. These simple delivery modes have become moresophisticated with the advancement in packaging, encapsulation and nanotechnologies. Some of themodes of application available for plant antimicrobials include:
4.8 Bioactive packaging
Incorporation of antimicrobial components in films rather than direct addition with food providesbetter functional effect at the food surface, where most of the microbial growth is localized.Antimicrobial packaging would include systems such as addition of sachet into package, dispersion orcoating of bioactive in or on the surface or as part of edible packaging material. Incorporation ofgarlic oil at 100 μl/g in chitosan and forming a film was found to exhibit antimicrobial activity againstS. aureus, L. monocytogenes and B. cereus. Kakadu plum (Terminalia ferdinandiana) is one of theAustralian native fruits indentified for its antimicrobial properties, having gallic acid as one of thecomponents with antimicrobial efficacy. Films made from 3% kakadu plum powder were found tohave antimicrobial activity against S. aureus, methicillin-resistant S. aureus (MRSA), L.monocytogenes, B. cereus, B. subtilis, E. coli, P. aeruginosa and Acinetobacter baumannii.
4.9 Encapsulation
Application of phyto-chemicals as preservative in food depends on maintaining the stability andbioactivity of the plant antimicrobial. The adverse effect of strong aroma and taste of bioactiveantimicrobials can be overcome by encapsulation instead of direct addition as free component to thefood. The encapsulation technologies include spray drying, coacervation, liposome entrapment,inclusion complexation, co-crystallization, nano-encapsulation, freeze drying, yeast encapsulation andemulsions etc. Nano-encapsulation of bio-actives represent an efficient approach to enhance physicalstability, protect them from interactions with food ingredients and, improve their bioactivity due tosub cellular size. A mixture of terpenes and D-limonene was encapsulated into nano-emulsions basedon food-grade ingredients, prepared by high pressure homogenization. The minimum inhibitoryconcentration (MIC) and the minimum bactericidal concentration (MBC) of the nano-encapsulatedterpenes against E. coli, L. delbrueckii and S. cerevisiae were lower or equal to the values of the un-

177
encapsulated mixture. Microencapsulation of Mexican oregano EOs by spray drying preservedantimicrobial efficacy against P. aeruginosa, S. aureus and E.coli, improved its solubility in water.Linalool and methylchavicol from basil when incorporated in Low density polyethylene significantlyreduced E. coli and L. innocua in Cheddar cheese.
4.10 Challenges of using plant bioactive in foods
Plant bioactive components are essential to inhibit natural micro-flora of foods. The challenges ofusing plant antimicrobials are:
Some plant bio-actives have adverse effect on sensorial quality, therefore it is essential to matchthe food with bioactive flavour or understand the synergies to decide on the concentration to beused.
Type of microorganisms present in the food that can cause spoilage and disease is critical tounderstand the antimicrobial effect of plant components as it is not the same for allmicroorganisms.
Incorporation of plant antimicrobials in food can promote growth and virulence of certainpathogens due to changes in microbial ecology. It is critical to understand their effect on behaviourof these microorganisms in complex food systems.
The growing environment of the source plants influences the levels of antimicrobial compounds inthem. In addition, the period of harvest, storage and extraction procedures used have an effect onthe levels of active components responsible for antimicrobial activity and this would be achallenge in using it as a functional food ingredient.
5. ConclusionsMicrobial food safety is still a major concern to health conscious consumers, regulatory agencies andfood industries over the globe. Many food preservation strategies have been used traditionally for thecontrol of pathogens and spoilage microflora but contamination of food and spoilage microorganismsis a continuous problem yet to be controlled adequately. The literature demonstrates that differentplant antimicrobials effectively reduce or inhibit pathogenic and spoilage microbes, and thus have apotential to become a good alternative to synthetic preservatives. Further, the use of naturalantimicrobials in combination with another or with other technologies in a multi-hurdle preservationsystem can enhance the performance of natural bio-actives. Natural antimicrobials offer uniqueadvantages for food processing w.r.t. improvement in shelf life and safety of foods; they may allowdevelopments of novel food products with enhanced food safety, shelf life and nutritional security.The applications of natural antimicrobial agents are likely to grow steadily in the future because ofconsumer demand for minimal processing and food containing naturally derived preservatives is onrise. Further, it is expected that plant extracts showing target sites other than those used by antibioticswill be active against drug-resistant microbial pathogens. The impact of product formulation andstorage parameters on the efficacy of natural antimicrobials as well as safety and toxicologyevaluation of these natural antimicrobials require an in-depth study.
6. Selected ReadingBelewu M A, Ahmed El-Imam A M, Adeyemi K D, Oladunjoye S A (2012). Eucalyptus oil and lemon grass oil:
effect on chemical composition and shelf-life of soft cheese. Environment and Natural Resource Research 2114–118.
Bevilacqua A, Corbo M R, Sinigaglia M (2007) Combined effects of modified atmosphere packaging andthymol for prolonging the shelf life of caprese salad. Journal of Food Protection 70 722–728.
Burt S A (2004) Essential oils: Their antibacterial properties and potential applications in foods – a review.International Journal of Food Microbiology 94 223–253.

178
de Oliveira T M, de Fátima Ferreira Soares N, Pereira R M, de Freitas Fraga K (2007) Development andevaluation of antimicrobial natamycin-incorporated film in Gorgonzola cheese conservation. PackagingTechnology and Science 20 147–153.
Di Pierro P, Sorrentino A, Mariniello L, Giosafatto C V L, Porta R (2011) Chitosan/whey protein film as activecoating to extend Ricotta cheese shelf-life. Food Science and Technology 44 2324–2327.
Gaare M, Ram C and Suman (2015) Antimicrobial efficacy of vanillin in conjuction with mild heat treatmentagainst Escherichia coli O157: H 7 in sweetened Lassi. Indian Journal of Dairy Science 68 223-228
Owen Roxanne J, Palombo Enzo A (2007) Anti-listerial activity of ethanolic extracts of medicinal plants,Eremophila alternifolia and Eremophila duttonii, in food homogenates and milk 18 387–390.
Parvathy KS, Negi PS, Srinivas P (2009) Antioxidant, antimutagenic and antibacterial of curcumin-β-diglucoside. Food Chemistry 115 265–271.
Pinto M S, Fernandes de Carvalho A, Pires A C S, Campos Souza A A, Fonseca da Silva P H, Sobral D, dePaula J C J, de lima Santos A (2011) The effects of nisin on Staphylococcus aureus count and thephysicochemical properties of Traditional Minas Serro cheese. International Dairy Journal 21 90–96.
Raybaudi-Massilia R M, Mosqueda-Melgar J, Sobrino-Lòpez A, Soliva-Fortuny R and Martín-Belloso O (2009)Use of malic acid and other quality stabilizing compounds to assure the safety of fresh-cut “Fuji” apples byinactivation of Listeria Monocytogenes, Salmonella Enteritidis and Escherichia coli O157, H7. Journal ofFood Safety. 29, 236–252.
Schilter B, Andersson C and Anton R, (2003) Guidance for the safety assessment of botanicals and botanicalpreparations for use in food and food supplements. Food Chemical Toxicology 41 1625- 49.
Settanni L, Franciosi E, Cavazza A, Cocconcelli P S and Poznanski E (2011) Extension of Tosèla cheese shelf-life using non-starter lactic acid bacteria. Food Microbiology 28 883–890.
Singh G, Kapoor I P S and Singh P (2011) Effect of volatile oil and oleoresin of anise on the shelf life of yogurt.Journal of Food Processing and Preservation 35 778–783.

179
Feeding Strategies and Rumen Microbial Interventions for Enhancing the Nutritional
and Therapeutic Properties of Milk
Amrish Kumar Tyagi and Sachin Kumar
Dairy Cattle Nutrition Division
1. Introduction
Designer foods are the foods that are formulated to have higher contents of nutraceuticals,
antioxidants, and secondary metabolites than the traditional nutrients they contain, so as to promote
beneficial health properties (IFIC, 2011). Foods might inherently possess these supposedly beneficial
qualities, or they may be fortified/modified and/or genetically altered (FSSA, 2006). Designer milk
has vast scope and application by augmenting human health benefits, improving processing and
technological aspects. From human health view point it includes increase in proportion of unsaturated
fatty acids (USFA) in milk fat, reduce lactose content in milk in order to relish persons suffering from
lactose intolerance and remove b-lactoglobulin (b-lg) from milk. Designer milk may have altered
composition, concentration and structural variation in milk constituents. For example there may
change in primary structure of milk protein such as casein, lactalbumin; variation in lipid profile to
incorporate high level of beneficial fatty acid like CLA, and other essential fatty acids, altered
concentration of protein (higher or lower), reduced lactose and absence of beta-lactoglobulin (beta-
LG) etc.
Previously, manipulation in genetic makeup of dairy cattle has considerable implication in
augmenting the nutraceutical value of milk and milk products that impart human health benefits
(Karatzas and Turner 1997). But now-a-days, feeding strategies to the animals have highly influenced
the formation of designer foods primarily targeting the lipid profile. In this context, use of feed
additives is gaining momentum as they play a pivotal role in optimizing nutrient utilization by the
animals; thus affects the overall well beings of the animals. Vitamins, vitamin-like compounds,
minerals, essential fatty acids, probiotics, phytochemicals and others nutraceuticals are under
investigation by different groups in order to explore their effectiveness in the animal performance,
thus the quality of animal origin food.
2. Feeding strategies for designing milk with lipid profile: High conjugated linoleic acid (CLA)
Milk fatty acids (FA) are the group of compounds that have attracted the greatest interest under the
changing life style as typical cow milk fat is composed of 5% polyunsaturated fatty acids (PUFA),
70% saturated fatty acids (SFA) and 25% monounsaturated fatty acids (MUFA) (Tyagi et al., 2012).
Large amounts of SFA can increase the chronic and cardiovascular diseases in humans. Furthermore,
FA content and composition, as well as the fat soluble vitamins are some of the compounds that are
easiest to manipulate through feeding and through selection of animal breed. The main focus with
respect to FA has been to replace a proportion of saturated FA with mono- (MUFA) and
polyunsaturated fatty acids (PUFA) in accordance with the evidence that such replacement will
provide health benefit. However, the milk contains a specific fatty acid, conjugated linoleic acid
(CLA; cis-9, trans-11 C18:2) (Sieber et al., 2004) which has been proved to have anti-carcinogenic,
anti-allergic and anti-inflammatory effects (Kathirvalen et al., 2008; Chinnadurai et al., 2013). So,
the strategy is to make designer milk which should contain more amounts of CLA than is present
originally.

180
3. Biosynthesis of CLA
The CLA refers to a mixture of positional and geometric isomers of linoleic acid (c-9, c-12, C18:2)
with two conjugated double bonds at various carbon positions in the fatty acid chain. The presence of
CLA in milk fat in dairy animals relates to the isomerization and biohydrogenation of unsaturated
fatty acids (FAs) by rumen bacteria as well as the ∆9-desaturase activity in the mammary gland (Fig.
1). The cis-9, trans-11 CLA comprises 75–90% of total CLA and is derived from linoleic acid and
linolenic acid (Bauman et al., 2003). Linoleic acid (cis-9, cis-12, 18:2) is first isomerized to the CLA
cis-9, trans-11 by cis-12, trans-11 isomerase and then hydrogenated by Butyrivibrio fibrisolvens to
vaccenic acid (VA, trans-11 18:1) in the rumen. These initial steps occur rapidly. There is a strong
positive correlation between the trans isomers of 18:1 (VA, trans-13–14, trans-15, and trans-16) in
milk fat and the level of linoleic acid in the diet. The hydrogenation of VA to stearic acid appears to
involve a different group of organisms and occurs at a slow rate. For this reason, VA typically
accumulates in the rumen. This main trans FA is responsible for the formation of the CLA isomer cis-
9, trans-11, which occurs by desaturation (D9-desaturase) of the ruminally derived VA in the
mammary gland. The pathway for the formation of the CLA is presented in flow diagram (Collomb et
al., 2006). Dietary supplementation of Butyrivibrio fibrisolvens alters fatty acids of milk and rumen
fluid in lactating goats (Shivani et al., 2015).
Dietary factors that affect CLA content have been grouped into four categories related to the potential
mechanisms through which they act:
1. The first category includes dietary factors that provide PUFA substrates for rumen production
of CLA and trans-11 18:1.
2. The second group consists of dietary factors that affect rumen bacteria involved in bio-
hydrogenation, either directly or via changes in rumen environment.
3. The third category includes dietary factors that involve a combination of lipid substrates and
modification of rumen bio-hydrogenation.
4. The fourth category is dietary supplements of CLA or trans-11 18:1 fatty acids.
4. Feeding of grains
Replacement of forages with grains in the diet reduces the rate of lipolysis and bio-hydrogenation.
Lipolysis and hydrogenation reactions were observed to occur more rapidly with feed particles
ranging from 1-2 mm size than from 0.1-0.4 mm size (Gerson et al., 1988).
5. Feeding on pasture and conserved forages
Pasture feeding can increase in the short term milk fat CLA concentrations in lactating dairy cows
when changed from indoor winter feeding and that milk fat CLA content increases with increasing
proportions of pasture in the diet (Dhiman et al., 1999). The CLA-enriching effect of pasture has
been attributed to higher α-linolenic acid and its biohydrogenation as a lipid substrate for the
formation of VA in the rumen and its subsequent desaturation to cis-9,trans-11 CLA in the mammary
gland (Bauman et al., 2003). With rising altitude, which is accompanied by a decrease in the
proportion of grasses and a corresponding increase in dicotyledonous species, there was an increase
in CLA levels from lowlands to mountains and highlands (Collomb et al., 2004). Animals fed with
fresh cut pasture than conserved fodder produce more CLA in milk. It because wilting of the grasses
cause oxidative loss of PUFA in grasses. Maturity of the pasture has a negative effect on CLA

181
content of animal tissue (Loor et al., 2002). Deceased leaf stem ratio, maturation of leaves,
initiation of flowering and leaf senescence can cause a decreased total FA and LNA content in
grasses.
Fig. 1 (Adopted from Collomb et al., 2006)
The CLA content was increased by 300 percent in milk when the green fodder in diet increased from
33 to 100 percent (Tyagi et al., 2007). Green fodder increases the CLA content, vitamin A and E
content in goats milk (Tyagi et al., 2008). When ruminants are raised on pasture and green fodder,
their meat and milk contain much higher levels of n-3 PUFA and CLA as compared to products from
animals raised in stall feeding with concentrates (Aurousseau et al., 2004). Cows grazing natural
permanent pastures have 500% higher CLA content in milk compared with cows fed typical dairy
cow’s diet containing preserved forage and grain in a 50:50 ratio (Dhiman et al., 1999).
6. Feeding of diet with supplemented oils
The supplementation of different oils containing high levels of PUFA, including soybean, corn,
peanut, sunflower, linseed, mustard and fish oils to the cattle results in an increase in t-VA
production in the rumen, as well as CLA content in milk (Hossain, 2013). Plant oils from different
oilseeds have quite different FA compositions and accordingly would be expected to have different
effects on milk fat CLA concentrations. Comparisons between different types of plant oils suggest
that those rich in linoleic acid increase CLA concentration most effectively (Collomb et al., 2004).
Different dietary oil treatments (peanut oil, high in oleic acid; sunflower oil, high in linoleic acid;
linseed oil and flaxseed, high in α-linolenic acid) have been shown to exert different degrees of
enrichment of milk fat with CLA.

182
The calcium salt of oils also increased the CLA content in milk fat. Feeding Ca salts of FAs from
soybean oil caused the highest level of CLA compared with canola and linseed oil (Chouinard et al.,
2001). Processing of seeds has a definite effect on CLA. Inclusion of Extruded seed in diet of
animals increases CLA content in milk (Lerch et al., 2012). Kathirvelan and Tyagi (2007) reported
that buffaloes fed with three different concentrate mixtures having different fatty acid composition
resulted in 185% increase in milk CLA in the diet having mustard oil and mustard cake. Mustard oil
based diet (2% of mustard oil) not only enhances the CLA content of milk but also increases the milk
fat and quantity (Tyagi and Kathirvelan, 2009).
Equivalent amount of dietary fish oils are more effective than plant oils for increasing milk CLA
content due to increased rumen output of Vaccenic Acid (VA). Supplementation of plant oils along
with fish oil can produce increased milk CLA than feeding fish oil alone (AbuGhazaleh et al.,
2002). Feeding mixtures of plant and marine oils have an effect on CLA content in milk fat and it is
observed that there was three- to four fold increase in CLA content after feeding mixture of plant and
marine oils.
Mierlata and Vicas, (2015) conducted an experiment to quantify the differences between maize-based
(MS) and grass-silage-based (GS) diets supplementing with camelina seed (Cs). Feeding the MS diets
increased net energy for lactation (NE) intake, raw milk yield and fat, protein and lactose yields.
Feeding +Cs increased energy corrected milk (ECM), milk fat content and fat yield. Maize silage
consumption is associated with an increased proportion of hypercholesterolemic fatty acids (HFA)
and a higher value of the atherogenicity index. However, an MS diet led to an increased share of t11-
C18:1 and c9,t11-conjugated linoleic acid (CLA) in milk. Milk FA profile in ewes fed GS diet was of
higher quality for human beings owing to higher concentrations of α-linolenic acid and a lower
content of HFA. Supplementing with camelina seed resulted in a higher concentration of t11-C18:1,
c9,t11-CLA and C18:3n-3 in milk fat. The trolox equivalent antioxidant capacity (TEAC) value of
milk was higher in milk from MS-fed ewes compared with that of their counterparts fed GS. Dietary
supplementation with camelina seed increased the oxidative stability of milk samples.
7. Conclusion
The paper describes the most effective feeding strategies applied to animals in order to enhance the
healthfulness of foods. Some research studies of designer milk with high CLA, Omega–3 fatty acids,
and high PUFA have been cited which better describes the role of feeding in enhancing their
production. Thus, nutritional and feeding strategies play an important role for making designer milk
having therapeutic potential to augment the health.
8. Selected Reading
Abu-Ghazaleh A A, Schingoethe D J, Hippen A R, Kalscheur K F and Whitlock L A (2002) Fatty acid profiles
of milk and rumen digesta from cows fed fish oil, extruded soybeans or their blend. Journal of Dairy Science
85 2266–2276.
Bauman D E, Corl B A and Peterson D G (2003) The biology of conjugated linoleic acids in ruminants.
Advances in conjugated linoleic acid research, 2 146-173.
Chinnadurai K, Kanwal H K, Tyagi A K, Stanton C and Ross P (2013) High conjugated linoleic acid enriched
ghee (clarified butter) increases the antioxidant and antiatherogenic potency in female Wistar rats. Lipids
Health Disease, 12 121. DOI:10.1186/1476-511X-12-121.
Chouinard P Y, Corneau L, Butler W R, Chilliard Y, Drackley J K and Bauman D E (2001) Effect of dietary
lipid source on conjugated linoleic acid concentrations in milk fat. Journal of Dairy Science 84 680–690.
183
Collomb M, Schmid A, Sieber R, Wechsler D and Ryhänen E L (2006) Conjugated linoleic acids in milk fat:
Variation and physiological effects. International Dairy Journal, 16 1347-1361.
Collomb M, Sieber R and Bu tikofer U (2004) CLA isomers in milk fat from cows fed diets with high levels of
unsaturated fatty acids. Lipids, 39 355–364.
Dhiman T R, Anand G R, Satter L D and Pariza M W (1999) Conjugated Linoleic Acid content of milk from
cows fed different diets. Journal of Dairy Science 82 2146-2156.
FSSA. 2006. Food Safety Standards Authority of India, New Delhi, India. http://www.fssai.gov.in.
Gerson T, King A S D, Kelly K E and Kelley W J (1988) Influence of particle size and surface area on in vitro
rates of gas production, lipolysis of triacylglycerol and hydrogenation of linoleic acid by sheep rumen
digests or Ruminococcus flavefaciens. Journal of Agriculture Science Cambridge, 110: 31.
Hossain, A.S. 2013. Diversity study of CLA producing indigenous Butyrivibrio spp. and its subsequent
application as a feed additive in ruminants. Ph.D thesis. National Dairy research institute, karnal, Haryana,
India.
IFIC, 2011. Background on functional foods. http://www.foodinsight.org.
Karatzas C N and Turner J D (1997) Toward altering milk composition by genetic manipulation: Current status
and challenges. Journal of Dairy Science 80, 2225–2232.
Kathirvelan C, Tyagi A K and Krishnamurthi P (2008) Influence of conjugated Linoleic acid ghee feeding on
cancer incidences and histopathological changes in 7, 12 dimethly benz (a) anthrazene induced mammary
gland carcenogenesis in rats. Veterinary Archive, 78 511-20.
Kathirvelan, C. and Tyagi A.K. 2007. Influence of mustard oil/cake feeding on CLA content of buffalo milk.
Indian Journal of Animal Nutrition, 24 237-240.
Lerch S, Ferlay A, Shingfield K J, Martin B, Pomiès D and Chilliard Y (2012) Rapeseed or linseed
supplements in grass-based diets: Effects on milk fatty acid composition of Holstein cows over two
consecutive lactations. Journal of Dairy Science 95 5221–5241.
Loor J J, Bandara A B P A and Herbein J H (2002) Characterization of C18:1 and C18:2 isomers produced
during microbial biohydrogenation of unsaturated fatty acids from canola and soya bean oil in the rumen of
lactating cows. Journal of Animal Physiology and Animal Nutrition, 86 422–432.
Mierlita D and Vica S (2015) Dietary effect of silage type and combination with camelina seed on milk fatty
acid profile and antioxidant capacity of sheep milk. South African Journal of Animal Science, 45 1-11.
Shivani S, Shandilya U, Srivastava A and A K Tyagi (2015) Dietary supplementation of Butyrivibrio
fibrisolvens alters fatty acids of milk and rumen fluid in lactating goats. Journal of the Science of Food and
Agriculture, (Accepted)
Sieber R, Collomba M, Aeschlimanna A and Jelenb P (2004) Impact of microbial cultures on conjugated
linoleic acid in dairy products-a review. International Dairy Journal, 14 1-15.
Tyagi A K and Kathirvelan C (2009) Conjugated linoleic acid content of milk from buffaloes fed a mustard oil-
based diet. International Journal of Dairy Technology 62 141-146.
Tyagi A K, Hossain S A and Tyagi A (2012) Feeding strategies for enhancing the nutritional and therapeutic
potential of milk. In: Regional Training on Quality Control of Milk during Production, Processing and
Marketing and Introduction to Novel Technologies for Dairy Products Diversification, India, pp. 145-149.
Tyagi A K, Kewalramani N, Dhiman T R, Kaur H, Singhal K K and Kanawjia S K (2007) Enhancement of CLA
content in buffalo milk through green berseem feeding. Animal Feed Science Technology 132 15-19.
Tyagi A K, Saluja M, Kathirvelan C and Singhal S S (2008) Enhancement of the conjugated linoleic acid and
vitamin A and E contents in goat milk through green fodder feeding International Journal of Dairy
Technology, 62 7-14.

184
Marketing Strategy of New Food Products
Smita Sirohi and Divya Pandey
Division of Dairy Economics, Statistics and Management
1. Introduction
The changes in demand pattern for agricultural and food products, fueled by growing population, rising
incomes, and changing lifestyles, is a vividly known trend, that will re-enforce itself in the times to come.
In the modern day market-led economies where ‘consumer is the king’, an assessment of the customer’s
expectations, preferences and aversion becomes a pre-requisite for success of a new product in the
market. The technology tailors the products to meet consumer needs, but it is the demand, not supply, that
drives product offerings and eventually sophisticated business models deliver them to the customer in a
secure manner. Product and process development are the lifeblood of smart business strategy. Failure to
develop new and improved products relegates firms to competing solely on price which favours the
players with access to the lowest cost inputs (land, labour etc).
Business entities are continuously on the lookout for new products as existing products are vulnerable to
changing consumer needs and tastes, new technologies, shortened product life cycles, and increased
domestic and foreign competition. A new product can have various connotations, such as,
- Innovative and new to the world
- Product lines that allow a company to enter an established market for the first time (the product
is new to the company not the market)
- Products that supplement a company’s established products lines (package sizes, flavors, and so
on)
- Products that provide improved performance or greater perceived value and replace existing
product (improvements in features and benefits of a product)
- Products that provide similar performance at lower cost to the company
- Products that are targeted to new markets or market segments (to be called a new product there
must be some changes in the existing product to suit the new segments targeted).
The ultimate test of product development occurs in the market and a new product can only be considered
successful if it is a market and financial success. This lecture note briefly describes the conceptual
framework of marketing strategy and presents some relevant case studies of new food products.
2. Developing a Marketing Plan
Developing a sound marketing plan is important for new food products to be accepted in the market
strategically. There are several factors that need to be considered when developing the market plana:
product position in the market;
stage of the lifecycle for the product class, and therefore the position of the new product on the
product class life cycle;
a Earle, M.D. and Earle, R.L. Creating New Foods. The Product Developer's Guide - Product Commercialisation,
http://www.nzifst.org.nz/creatingnewfoods/index.htm

185
relationship of the new product marketing mix to the overall company marketing mix;
interaction of the parts of the marketing mix - market channel with price, promotion with price,
product with promotion;
quantitative relationship between sales volumes and the various parts of the marketing mix;
marketing profitability and efficiency of the marketing mix;
reactions to the marketing mix of the industrial, social, legal and political environments.
The overall objective of marketing plan is to have high volume of sales, to cover a large market area
and to ultimately earn profit. The plan should consider how socio economic, political and industrial
environment will affect the product and whether there is a need flexible market plan or not. The plan
should also consider the various marketing channels and intermediaries which will be involved in the
product launch and the market targeted for the same.
For planning a product, its characteristics, uses, its branding also need to be considered. The cost born
by the company and the price whether company list price, retail price should also be taken into account.
The plan should also include a proper sales and distribution plan such as the means of transportation, and
location of store or warehouse for storing the product. Targets of sales persons’, of area, sales budgets
also need to be planned. Advertising of the product through press, radio, television, cinema, posters,
internet and promoting the product through providing free samples, reduced price are also a part of an
effective marketing plan. Production and distribution schedules such as the quantity which needs to
produced and distributed, losses in production and distribution are also a necessary part of the plan.
Market research provides the key inputs required by the technical development group for the setting of
appropriate design specifications for the new product or service. Market research is a systematic process
that collects, analyzes and draws conclusions from data gathered from consumers, business owners, or
other groups of interest. The goal of market research is to identify and assess how changing elements of
the marketing mix impacts customer behavior. As it is based on analysis of qualitative and quantitative
data about issues relating to marketing products and services, the market research minimizes risk,
provides business intelligence to make informed decisions and therefore, improves the chances of success
in launch of a new product or service, fine tuning existing products and services, expanding into new
markets, developing an advertising campaign, setting prices, and/or selecting a business location. There
are many ways to perform market research, of which the commonly used five basic methods are surveys
(include in-person surveys, telephone surveys, mail surveys and online surveys), focus groups, personal
interview, observation and field trials.
3. Marketing of New Food Products: Case Studies
3.1 Milk for Lactose-Intolerant (Source: Tetra Pak, 2004)
The case study is about Valio, Finland’s biggest dairy company, which launched low lactose milk for
those with lactose intolerance. About 15 to 20 percent of the Finnish population is lactose intolerant. The
challenge to Valio was to produce milk which was acceptable in terms of taste and could be tolerated by
lactose intolerant people. Valio was able to perfect a unique process to produce lactose-free milk after a
long period of research and development that tasted just as milk should. At first, Valio was not allowed to
call the product ‘milk’, as one of its natural constituents had been removed. Finally, it was launched as
‘light milk drink’. Even though the price is twice as high as normal milk, consumers were not deterred.

186
The case underlines the importance of taste preferences. Consumers were willing to pay a price premium
for a unique product that met their needs.
3.2 Market Mix Plan : Low-calorie chicken hotpot
Here is an example of the market mix plan of a medium-sized canning company that moved into the
nutritional diet market through its product a low-calorie chicken hotpot. The marketing objectives of the
company were to enter the diet food market segment emphasising the nutritional/low calorie/ convenience
aspects of the product, recover development costs within two years and maximise profits. The first step is
to understand the market environment. At the time of introducing the product, the country was in an
economic recession but there was prediction of a minor resurgence in the economy, that would justify
the product launch in current year. The consumer preferences and availability of substitute products is
gauged by the market manager.
The appeal and USP of the product were than were established from the market trial and from this a
product image developed of 'calorie reduced, highly nutritious, convenience meal'. Factors such as 'good
for you', 'balanced', 'quick' and 'healthy' could be emphasised as product benefits. The following section
describing the various other steps in development of market plan are reproduced from :
http://www.nzifst.org.nz/creatingnewfoods/product_commercialisation4.htm#EX61
4. Product name
As the sponsoring company is diversifying into the product area of diet foods, it could be preferable to
establish a new brand with a 'health' image. Brand suggestions include 'LITEWEIGHT', 'VITALITE' or
'NUTRILITE'. The latter brand name tends to be better suited to the product image of a calorie reduced,
nutritional product line.
The product name decided on is 'CHICKEN HOTPOT' as this describes a chicken and vegetable mix
suitable for a quick but special meal. It also implies the product is different from competing canned meat
and vegetable products. This distinction must be emphasised as the developed product is establishing a
different product image.
As the product is to be canned, it is important that the label be distinctive to attract consumer attention.
The label must meet the Food Regulations.
5. Consumer
The product has to appeal to two distinct consumers:
consumers on calorie reduced/health food diets;
general consumers of convenience foods who would buy the product for the reduction in calories,
nutritional attributes and possibly taste preferences to competing convenience products on the market.
6. Price
There are three alternative pricing strategies:
price high, to the upper end of the diet market;
price intermediate, to the low calorie/convenience market;
price low, to the convenience canned meals market.

187
One of the marketing goals set was to maximise profits. To achieve this, the company's demand, cost and
profit functions were analysed. The production cost was estimated at $1.71 and to cover company costs
and profits the wholesale list price was set at $3.22. If there was a retailer mark-up of 30%, this would
give a retail price of $4.19. As the product would have to be promoted, it was decided that the price
should be first set to the upper end, i.e. the diet market, and then as production increases and development
costs are recovered the price should be dropped to the low calorie/convenience market.
The price set allows for 'specials', 'discounting' and other retail discounts that may be necessary in the
marketing of the product and establishing good relationships with retail outlets.
7. Market channels
The alternative market channels are:
market through supermarkets and convenience stores via a wholesaler;
market direct to major supermarket chains (eliminating wholesaler);
market to smaller health food shops and delicatessens via wholesaler;
market to all retail stores directly.
It was established from the market trial that the main retail outlets at which the consumer would expect to
buy the product were supermarkets and convenience stores. A smaller proportion of the respondents
indicated buying the product at health food shops and delicatessens. The company could use the latter if
they adopted the high price strategy (i.e. price to the upper end of the market).
The market channel for sale of the product through a wholesaler to supermarkets and convenience stores
is already established. Using this would minimise the cost and marketing effort required in moving the
product through the channel. Marketing to delicatessens and health food shops requires marketing through
a wholesaler or using a manufacturers' agent to a large number of retail outlet in small volumes. This may
suit the initial small volume produced. Alternatively, during the initial low throughput, it may be more
useful to market the product only to one or two supermarket chains in one of the major cities.
On considering the effectiveness, experience and cost of the alternatives, the first alternative
(supermarkets and convenience stores via a wholesaler) would appear to have the greatest potential.
8. Physical Distribution
The product is canned and has an estimated shelf life of two years at ambient temperatures. Due to the
nature of the product, damage is restricted to dented cans and torn labels, occurring only with excessive
handling. The existing company's physical distribution system is by road or rail, which can be adapted to
the Chicken Hotpot. The product is distributed to warehouses in main city centres. On analysis of
transport costing, it would appear rail is the cheaper method for this initial distribution. Distribution to the
smaller centres could be by road or rail as dictated by local costs and availability of the transport.
The company adopts a policy of minimising the level of capital invested in inventory.
During the initial product launch, it is estimated a three-month supply of product is required to fill the
market channel. As the market establishes, this level of inventory in the warehouses can decrease to
approximately a two-month supply.
This does not allow for any possible seasonal trends such as increased consumption during winter; these
can only be established during the initial years of marketing the product.

188
9. Promotion
The promotional mix consists of a combination of four promotional methods:
advertising;
personal selling;
sales promotion;
publicity.
The mix must be coordinated and conform to the overall market plan. The theme for all promotional work
is:
CHICKEN HOTPOT a calorie reduced, highly nutritious, convenience meal
This theme emphasises that the product is a convenience product giving a balanced meal of essential
vitamins and nutrients for those people on calorie-reduced diets or interested in weight control. It is felt
that the main product benefit to emphasise is convenience: quick to prepare, calorie-reduced meal.
Advertising aims are to stimulate sales, and generate the new product image and the NUTRILITE brand
image.
The advertising media available for marketing the product, in order of increasing cost and increasing
penetration, are:
1. newspapers;
2. magazines;
3. mail pamphlets with discount offers;
4. radio;
5. television.
Due to limited finance, the possibility of television as a promotional medium is eliminated. Radio tends to
be specific for local regions and has intense competition and short attention span. Thus it was also
eliminated. The final media are within the company’s budget allocation. Newspapers have a wide
coverage but date quickly and have a short attention span. Magazines reach a specialist target audience
and have a longer life due to magazine circulation. The mailing of pamphlets provides a rapid means of
informing the public (important during the product launch) but is relatively expensive.
Two possible magazines for advertising the Chicken Hotpot throughout the market could be:
a high circulation women’s magazine;
a high circulation general magazine.
Both magazines have a high reach (i.e. a large number of people exposed one or more times to the
advertisement). The frequency of exposure will be determined by the number of times the product is
inserted.
Coordinating the advertising schedules is important to achieve a high reach at product launch. A possible
schedule is outlined below:
Delivery of pamphlets to householders with a discount on the product.
189
At the same time, concentrated magazine advertising in both magazines.
Periodical burst advertising in magazines as the product is established on the market.
Personal selling in the company consists of a sales force of two area managers with eight sales persons.
The sales persons establish contact with potential customers. To ensure the presentation is effective, sales
staff must be informed of the product, sales method, any possible discounts, trade benefits, advertising
and promotion to be used.
Sales promotions are to gain retailer and consumer confidence in the product. To gain trade acceptance of
the product and achieve prime shelf space and in-store displays, cooperative advertising and buying
allowances could be offered.
In-store displays portray the calorie reduced, convenience, health aspect of the product, for example a
poster with a slim, healthy young couple eating the casserole and a caption underneath stating the ease of
preparation. The displays could show methods of serving the product and, if possible, in-store cooking
demonstrations will be used. Samples could also be given. In-store promotion is important to show the
attractive eating qualities and to emphasise the lower calories than the existing canned meals.
Publicity is to gain widespread awareness of the product in the trade and among the consumers. At the
product launch it may be possible to obtain media coverage of the revolution in food - a calorie reduced,
convenience meal balanced in nutrients and vitamins. This is justified by the fact that the type of product
is not presently available but corresponds to the new awareness in health and fitness. Promotion of this
type would require careful planning to be effective but in general publicity has a high level of truth
attached to it, i.e. consumers tend to believe it is more authentic than advertisements.
Overall, the promotional mix will be informative, building up an awareness of the product at the time of
launching. As the product establishes a market, the mix will become more persuasive.
10. Timing and test market
The most suitable time for launching of the product is prior to winter. This is because the hotpot may
show a seasonal trend with increased demand in the winter months for a hot meal. The extent of the trend
can only be determined by actual marketing, but it will probably not be very marked due to the ‘light’
sauce. Prior to national launching of the product, it may be advantageous to test market the product in a
small region. The cost of this is justified by the newness of the product. It is essential the product is
launched soon to obtain maximum benefit from the change in consumer awareness of health and fitness
combined with the increasing demand for convenient, quick-to-prepare foods.

190
Cost Estimation of Value added Dairy Products
A.K. ChuahanDairy Economics Statistics and Management Division
1. IntroductionIndian Dairy industry is undergoing transformational change (Labernede, 2015). During the next fewyears, till 2030, the demand for dairy products is expected to grow at a rate of 9-12 per cent and industryat a rate of 4-5 per cent. Clearly, the Indian industry will struggle to maintain hundred per cent self-sufficiency due to huge local demand, between 160 to 170 million tonnes of milk that would be requiredby 2030 (Chand et.al, 2015). The NSSO data on Per Capita Monthly Consumption expenditure on milkand milk products revealed an increasing trend from 1971 to 2010. India ranks first in milk production,accounting for 17 per cent of world production. During 2013-14, milk production peaked at137.69 MT,thus becoming an important secondary source of income for 70 million rural households engaged indairying. The average year on-year growth rate of milk, at 4.18 per cent vis-à-vis the world average of 2.2per cent, shows sustained growth in availability of milk and milk products for the growing population(Economic Survey, 2014-15). Consequently, the demand for new and diversified dairy products likemozzarella cheese is rising and hence private investment in the sector has also gone up.
With the potential to accommodate imports with home produced dairy products, the Indian industry willpresent to be a very lucrative market. The dairy sector is a dynamic global industry, with steadily growingproduction trends which are forecast to continue in the long-term. These trends are driven by an increasein demand for animal proteins that goes along with the population growth and income growth in emergingeconomies. According to a report Economic Times 20 Oct 2013, Dairy sector will touch $140 billion by2020.The size of Indian dairy industry in both organized and unorganized sectors is expected to double to$140 billion by 2020, on the back of growing demand and rising disposable income. The increase in milkproduction, elevated demand for processed dairy products and low-cost advantage, have attracted themultinationals and other private entrepreneurs to establish milk plants in India, resulting in the number ofmilk plants registered under milk and milk product order (MMPO) increased from 789 to 1065 during2006 to 2011 (Basic Animal Husbandry Statistics, 2014). In this context, dairy production and dairyprocessing clearly appear as industries of utmost importance in contributing to the global challenge offood security today and for decades to come. Dairy products are a major source of cheap and nutritiousfood to millions of people in India and the only acceptable source of animal protein for large vegetariansegment of Indian population. Due to the stiff competition in the market of milk and milk products, theprices of these products play an important role. To provide the product at reasonable prices to theconsumers, the plants manufacturing value added products need to make all efforts to curtail their costs.Therefore, costing of value added products is very useful management tool to take right decisions.
2. Cost estimation of value added dairy productsSome of the latest cost estimates of different milk and milk products from a study conducted atcooperative sector milk plant in Haryana is given below:

191
Table 1: Component-Wise Cost of Full Cream Milk (Fat-6%, SNF-9%) Manufacturing (2013-14)
Sl. No. Cost Components Unit Cost (Rs/ Lit.) Percentage1 Raw Material 40.44 95.872 Labour 0.1 0.24
3 Electricity 0.08 0.194 Water 0.01 0.025 Steam 0.14 0.336 Refrigerator 0.61 1.457 Quality Control 0.09 0.21
8 Miscellaneous 0.19 0.459 Packaging Material 0.4 0.9510 Administration and Supervision 0.1 0.2411 Interest And Depreciation 0.02 0.05
Total 42.18 100.00
Cost of Full Cream Milk production is displayed in Table 1. Component wise cost analysis revealed thatraw materials alone accounted for 95.87 per cent of total expenditure. Next important cost component wasRefrigeration that accounted for 1.45 per cent of total expenditure followed by cost on packaging material(0.95 per cent).
Table 2: Component-wise Cost of Standardized Milk (Fat-4.5% SNF- 8.6%) Manufacturing (2013-14)
Sl. No. Cost Components Unit Cost (Rs/ Lit.) Percentage
1 Raw Material 34.52 95.57
2 Labour 0.09 0.25
3 Electricity 0.07 0.19
4 Water 0.01 0.03
5 Steam 0.14 0.39
6 Refrigeration 0.61 1.69
7 Quality Control 0.04 0.11
8 Miscellaneous 0.16 0.449 Packaging Material 0.40 1.1110 Administration And Supervision 0.08 0.22
Total 36.12 100.00

192
Table 2 shows the Component wise cost analysis of Standardized Milk production. The table revealed thatraw materials alone accounted for 95.57 per cent of total expenditure. Next important cost component wasRefrigeration that accounted for 1.69 per cent of total expenditure followed by cost on packaging material(1.11 per cent). Rests of all other costs were less than one percent individually.
Table 3: Component-wise Cost of Toned Milk (Fat – 3.1% SNF- 8.6%) Manufacturing (2013-14)
Sl. No. Cost Components Unit Cost (Rs/ Lit.) Percentage
1 Raw material 30.08 95.042 Labour 0.08 0.253 Electricity 0.06 0.194 Water 0.01 0.035 Steam 0.14 0.446 Refrigeration 0.61 1.937 Quality control 0.04 0.138 Miscellaneous 0.15 0.479 Packaging material 0.40 1.2610 Administration and supervision 0.07 0.2211 Interest and depreciation 0.01 0.03
Total 31.65 100.00
Cost of Toned Milk production is displayed in Table 3. Component wise cost analysis revealed that rawmaterials alone accounted for 95.04 per cent of total expenditure. Next important cost component wasRefrigeration that accounted for 1.93 per cent of total expenditure followed by cost on packaging material(1.26 per cent). Rest all other costs were less than one percent individually.
Table 4: Component-Wise Cost of Double Toned Milk (Fat – 1.6% SNF- 9.1%)Manufacturing (2013-14)
Sl. No. Cost components Unit Cost (Rs/ Lit.) Percentage
1 Raw material 26.38 94.55
2 Labour 0.07 0.25
3 Electricity 0.05 0.18
4 Water 0.01 0.04
5 Steam 0.14 0.50
6 Refrigeration 0.61 2.19
7 Quality control 0.03 0.11

193
8 Miscellaneous 0.13 0.47
9 Packaging material 0.4 1.43
10 Administration and supervision 0.07 0.25
11 Interest and depreciation 0.01 0.04
Total 27.9 100.00
The components wise cost of double tonned milk is exhibited in Table 4. The component cost analysisrevealed that the raw material cost was observed 94.55% in the total cost followed by refrigeration(2.19%), packaging material (1.43%) and less than one percent for all other cost components.
Table 5: Component-wise Cost of Paneer Manufacturing (2013-14)
Sl. No. Cost components Unit Cost (Rs/ Lit.) Percentage
1 Raw material 227.78 96.802 Labour 3.25 1.383 Electricity 0.12 0.054 Water 0.21 0.09
5 Steam 0.45 0.19
6 Refrigeration 0.45 0.197 Quality control 0.26 0.118 Miscellaneous 1.05 0.459 Packaging material 1.2 0.5110 Administration and
supervision0.54 0.23
Total 235.31 100.00
Table 5 revealed that the cost of production of Paneer turned out to be Rs 235.31 per kg. In the total cost,processing cost was 3.29 per cent and the rest (96.80 per cent) was raw materials cost. In processing cost,the labour cost contributed 1.38 per cent, packaging material costs 0.51 per cent and miscellaneous 0.45per cent of the total cost. The shares of administration and supervision, steam and refrigeration were alsosignificant.
Table 6: Component-wise Cost of Ghee Manufacturing (2013-14)
Sl.No.
Cost components Unit Cost (Rs/ Lit.) Percentage
1 Raw material 323.99 97.112 Labour 1.72 0.523 Electricity 0.41 0.12

194
4 Water 0.15 0.045 Steam 0.48 0.146 Refrigeration 0 0.00
7 Quality control 0.38 0.11
8 Miscellaneous 1.53 0.46
9 Packaging material 1.65 0.4910 Administration and
supervision0.78 0.23
11 Interest and Depreciation 2.53 0.76Total 333.62 100.00
Table 6, gave the details on the cost components for Ghee. It is revealed that total cost of ghee productionwas Rs.333.62 per litre. Raw materials accounted for 97.11 per cent and Interest and depreciation, 0.76per cent of the total cost., Next came labour (0.52 per cent), packaging material (0.49 per cent) andmiscellaneous (0.46 per cent).
Table 7: Component-wise Cost of Chhachh Manufacturing (2013-14)
Sl. No. Particular Cost1 Raw material 6.352 Processing charge 0.763 Packaging material 0.5
Total 7.61
Table 7, shows the component wise cost of manufacturing Chach in the plant. Raw materials accountedfor 6.35 percent followed by processing charge (0.76 percent) and packaging materials. 0.5 percent.
Table 8: Component-wise Cost of Dahi Manufacturing (2013-14)
Sl. No. Particular Cost
1 Raw material 12.032 Processing charge 0.78
3 Packaging material 3.22
Total 16.03
Table 8, shows the component wise cost of manufacturing Dahi in the plant. Raw materials accounted for12.03 percent followed by packaging materials (3.22 percent) and processing charge (0.78 percent) oftotal cost.

195
Table 9: Profitability in Different Dairy Products (2013-14)
Products Price Received ByPlant(Rs.)
Cost of Manufacturing(Rs.) Profit Margin Profit %
Full Cream Milk (Lt.) 46 42.18 3.82 9.06
Standardised Milk (Lt.) 40 36.12 3.88 10.74
Toned Milk (Lt.) 37 31.65 5.35 16.90
Double Toned Milk (Lt.) 32 27.9 4.1 14.70
Paneer (kg) 237.5 235.31 2.19 0.93
Ghee (kg) 376 332.62 43.38 13.04
Dahi (400ml) 23.8 16.03 7.77 48.47
Chach (500ml) 8.8 7.61 1.19 15.64
Profitability of the dairy products is presented in Table 9. The information contained in the table revealsthat Dahi turned out to be the most profitable product (48.47 per cent) followed by Toned Milk (16.90 percent), Chach (15.64 per cent), Double Toned Milk (14.70 per cent) and Ghee (13.04 per cent),Standardised milk (10.74 per cent) and Full Cream Milk (9.06 per cent). Among different productsmanufactured, Paneer manufacturing turned out to be the lowest profitable proposition (0.93 per cent).There is need to explore the possibility to increase the profits in paneer manufacturing by increasing theprice of the product or to adopt some suitable steps to use the residual whey for by products such as wheybased beverages, whey powder and in pharmaceutical industry to bring down the cost.
Selected ReadingChand A, Swami V and Tipnis J (2015) Structural Changes in Dairy Farming For Better Margins and Local
Economy Development in Indian Context. Abhinav International Monthly Refereed Journal of Research inManagement and Technology. 4 1-10.
Government of India (2014). Basic Animal Husbandry and Fisheries Statistics, Ministry of Agriculture, Departmentof Animal Husbandry, Dairying & Fisheries, Ministry of Agriculture, Krishi Bhawan, New Delhi.
Government of India (2015). Economic Survey 2014-15.Ministry of Finance, New Delhi.Labernède C. (2015). Indian share in global milk production, Food and Beverages News. 03 January 2015. Print.

196
Soft Computing in Dairy and Food Processing
A.K. Sharma
Dairy Economics, Statistics & Management Division
1. Introduction
Soft Computing (SC) is the use of inexact solutions to computationally hard tasks for which there is
no known algorithm that can compute an exact solution. For such complex tasks, conventional
methods like stochastic and statistical methods (called hard computing) have not been able to produce
cost-effective, analytical, or complete solutions. Unlike hard computing, SC deals with imprecision,
uncertainty, partial truth, and approximation to achieve practicability, robustness and low solution
cost. Hence, SC is a set of ‘inexact’ computing techniques, which are able to model and analyse very
complex problems. Actually, the role model for soft computing is the human mind. SC is extensively
studied and applied to scientific research and engineering computing. Scientists and engineers have
developed SC models based on Fuzzy Logic (FL), Artificial Neural Networks (ANN’s), Genetic
Algorithms (GA’s), Decision Trees (DT’s) and Support Vector Machines (SVM’s) to analyse various
aspects of dairy and food processing. SC became a formal area of study in Computer Science in the
early 1990’s. Conventionally, computational approaches could model and precisely analyse only
relatively simple systems. More complex systems arising in fields such as biology, medicine,
management sciences, etc., remained intractable to conventional mathematical and analytical
methods. However, the simplicity and complexity of such systems are relative; and many
conventional mathematical models have been both challenging and very productive.
It is evident from literature (as well as author’s experience) that no single SC technique generally can
be considered as the optimal technique for problem-solving. However, hybrid techniques have been
found to work better in solving various problems since each intelligent technique has a particular
computational property that suits them appropriately to a particular problem. Several real-time
applications including dairy and food processing applications have been efficiently solved using the
hybrid of ANN and FL models called neuro-fuzzy models. Similarly, hybrids of ANN’s and GA’s
have been employed for various problem-solving applications.
Recent trends tend to involve evolutionary and Swarm Intelligence (SI) based algorithms and
biologically-inspired computation. This lecture presentation describes the science of soft computing
mainly focusing commonly used Sc techniques such as ANN, FL, GA and their hybrids and their
application to dairy and food processing in which the fusion of soft computing and hard computing
has provided innovative solutions for challenging problems.
2. Artificial neural network model
ANN’s provide a way to emulate biological neurons to solve complex problems in the manner similar
to human brain. ANN’s are composed of a large number of highly interconnected processing elements
(artificial neurons) working in union to solve specific problems. An artificial neuron is a device with
many inputs and one output. An ANN model is configured for a specific application, such as pattern
recognition or data classification, through a learning process. Learning in biological systems involves
adjustments to the synaptic connections (weights) that exist between the neurons. In 1986, the advent
of ANN learning algorithm, viz., Error Back Propagation (EBP) algorithm, gave a strong impulse to
subsequent research and resulted in the largest body of research and applications in ANN’s although
many other ANN architectures and training algorithms have been developed and applied
simultaneously. ANN paradigm is founded on principle of learning by example rather than being a

197
rigid number crunching procedure. ANN’s have remarkable ability to derive meaning from
complicated or imprecise data. Thus, ANN models are used for solving complex problems like pattern
recognition and fast information processing and adaptation.
3. Fuzzy logic
Fuzzy logic deals with reasoning that is approximate rather than precisely deduced from classical
predicate logic. It is based upon the theory of fuzzy sets. Fuzzy truth represents membership in
vaguely defined sets, like likelihood of some event or condition; and fuzzy sets are based on vague
definitions of sets, not randomness. Since fuzzy logic modelling is a probability based modelling, it
has many advantages over the conventional rule induction algorithms that deal with extraction of
formal rules from a set of observations. That is, fuzzy logic based rule induction can handle noise and
uncertainty in data values.
Fuzzy Systems (FS’s) use soft linguistic variables (e.g., hot, tall, slow, light, heavy, dry, small,
positive, etc.) and a range of their weigthages (or truth values), called membership functions, in the
interval [0, 1], enabling the computers to make human-like decisions. Thus, fuzzy logic is basically a
multi-valued logic that allows intermediate values to be defined between conventional evaluations
like yes/no, true/false, black/white, etc. Notions like or can be formulated
mathematically and processed by computers. In this way, an attempt is made to apply a more human-
like way of thinking in the programming of computers. In essence, FL deals with events and situations
with subjectively defined attributes.
4. Genetic algorithms
GA’s are based on Darwin’s theory of survival of the fittest. It is an optimisation and heuristic search
paradigm that uses techniques inspired by evolutionary biology such as inheritance, mutation,
selection, and crossover. GA works simultaneously on a set (population) of potential solutions
(individuals) to the problem. The algorithm starts with a set of solutions (representing chromosomes)
called a sub-population. The fitness to which solutions meet some performance criterion is evaluated
and used to select surviving individuals that will reproduce a new, better sub-population. Then, the
individuals will conduct alterations similar to the natural genetic mutation and crossover. The
selection scheme makes the process towards high performance solutions. A careful selection of GA
structure and parameters can ensure a good chance of reaching the globally optimal solution after a
reasonable number of iterations. GA’s have become an important method of soft computing.
5. Neuro-fuzzy computing models
The Adaptive Neuro-Fuzzy Inference System (ANFIS) is a combination of the ANN and FL as the
ANN’s are used to determine the parameter of the FS. That is, it combines the advantages of fuzzy
logic, which deal with explicit knowledge that can be explained and understood; and that of the neural
networks, which deal with implicit knowledge acquired through learning. The FL also enhances the
generalisation capability of an ANN by providing more reliable output when extrapolation is needed
beyond the limits of the training data. This approach provides means of training a family of
membership functions to emulate a nonlinear, multi-dimensional mapping function. The ANFIS
approach integrates the basic elements and functions of a conventional fuzzy system into the neural
network connective structure, which distributes the learning ability to obtain the membership
functions and fuzzy logic rules.
6. Neuro-genetic computing models
The idea of combining GA’s with ANN’s to solve difficult problems has been a field of intense
research since 1980’s. The procedure for optimising ANN with GA involves steps: i) initialisation of
ANN;

198
ii) chromosome in GA is constructed by concatenating weights from the network; iii) minimisation of
Mean Square Error (MSE) is used as objective function for GA optimisation; and iv) weights evolved
by GA are fed to ANN. Flowchart for a typical neuro-genetic model is given in Fig.1.
7. Application of soft computing in dairy and food processing
Food including milk and milk products is complex term. Several investigators have attempted to apply
SC models especially ANN models for prediction of food properties, and changes during processing
and storage of foods. ANN models are useful tools for food safety and quality analyses, which include
modelling of microbial growth for predicting food safety, interpreting spectroscopic data, and
predicting physical, chemical, functional and sensory properties of various food products during
processing and distribution. ANN models hold a great deal of promise for modelling complex tasks in
process control and simulation, and in applications of machine perception including machine vision,
electronic longue (e-tongue) and electronic nose (e-nose) for food safety and quality control. For
example, ANN based food sensory evaluation system; identification of registered designation of
origin areas of Portuguese cheese defined by microbial phenotypes and ANN models; prediction of
thermal conductivity, specific heat, and density of milk with ANN models; prediction of shelf-life of
milk and milk product based on artificial predicting neural networks; ANN methods to model and
predict the pH of cheese curd at various stages during the cheese-making process; modelling and
control of food extrusion process using ANN model; an intelligent system for pasteurised milk quality
assessment and prediction to support quality decision makers to assess and predict the pasteurised
milk quality using expert system and ANN techniques; using ANN, ANFIS, Neuro-Genetic-
Algorithm (NGA) techniques for modelling moisture sorption characteristics in various Indian dairy
products such as dried dairy products, viz., Dried Acid Casein, Fortified Nutrimix (weaning food),
Skim Milk Powder, Whey Protein Concentrate, Gulabjamun Mix; and for high moisture dairy
products, i.e., Peda and Kheer,; modelling and simulating the cross-flow ultra-filtration of milk using
Fuzzy Inference System (FIS); FL based reasoning system for evaluating Bulk Tank Milk (BTM)
quality and herd’s milking practice using BTM microbiology test results; classifying raw milk based
on microbiological and physicochemical qualities using FL technology; milk powder spray-drying
based on composite fuzzy control technology; optimisation of the viability of probiotics in a new
fermented milk drink by the GA for response surface modelling; nuero-fuzzy hybrid model for
modelling and simulation of the fouling of milk heat exchangers; predicting antioxidant capacity of
whey protein hydrolysates using ANN and neuro-fuzzy models; precision model based on ANN and
GA methods to predict the protein content in milk powder; optimisation of whole milk powder
processing variables with ANN and GA methods; modelling and optimisation of viscosity in enzyme-
modified cheese using FL and GA techniques; etc.

199
Figure 1 Flowchart depicting steps involved in a typical neuro-genetic-algorithm model.
8. Suggested Readings
Ahuja K K, Sharma et al., (2010) Connectionist approach to predicting shelf life of paneer tikka. In:
Proceedings of the International Conference on Frontiers of Interface between Statistics and Sciences,
December 30, 2009 – January 2, Hyderabad (India), 152–153.
Arbib M A (2003) The Handbook of Brain Theory and Neural Networks. MIT Press CA, USA. ISBN: 0-262-
01197-2.
Baldwin E A, Bai J, et al., 2011. Electronic noses and tongues: Applications for the food and pharmaceutical
industries. Sensors 11 4744–4766.
Initialisation of ANN
Generation of initial population
Selection
Crossover
New
Population
Mutation
Termination
criteria
reached?
Best fitness chromosome
representing optimised weights
No
Yes
Optimised weights fed to ANN for
test data

200
Bhotmange M and Shastri P (2011) Application of artificial neural networks to food and fermentation
technology. In: Suzuki, K. (Ed.) Artificial Neural Networks - Industrial and Control Engineering
Applications, pp. 201–222 (Chapter 10). InTech Europe, Rijeka, Croatia. ISBN 978-953-307-220-3.
Cha M, Park S, et al., (2008). Evaluation of bulk tank milk quality based on fuzzy logic. In: Proceedings of the
2008 International Conference on Artificial Intelligence, ICAI 2008, July 14-17, Las Vegas, Nevada, USA,
722–727.
Chen M J, Chen K N and Lin C W (2006) Optimization of the viability of probiotics in a new fermented milk
drink by the genetic algorithms for response surface modeling. Journal of Food Science 68 632–638.
DOI: 10.1111/j.1365-2621.2003.tb05722.x.
da Cruz, A G, Walter et al., (2009) Monitoring the authenticity of low-fat yogurts by an artificial neural
network. Journal of Dairy Science 92: 4797–4804.
Dote Y and Ovaska S J (2001) Industrial applications of soft computing: A review. In: Proceedings of the IEEE
89 1243–1265.
Erenturk S and Erenturk K (2007) Comparison of genetic algorithm and neural network approaches for the
drying process of carrot. Journal of Food Engineering 78 905–912.
Funahashi H and Horiuchi J (2008). Characteristics of the churning process in continuous butter manufacture
and modelling using an artificial neural network. International Dairy Journal 18 323–328.
Goyal S, Sharma A K and Sharma R K (2010) Comparison of neuro-computing and conventional regression
models for predicting shelf life of Khoa. International Journal of Computational Intelligence Research 6
561–565.
Goyal S, Sharma A K and Sharma R K (2011) Development of efficient artificial neural network and statistical
models for forecasting shelf life of cow milk khoa – a comparative study. In: Mantri, A., et al. (Eds.), High
Performance Architecture and Grid Computing, Proceedings of the International Conference HPAGC-2011,
Chandigarh (India), July 19-20. Communications in Computer and Information Science 169 145–149.
Springer-Verlag GmbH, Berlin, Heidelberg, Germany. ISBN 978-3-642-22576-5.
Huang Y, Lan Y, et al., (2010) Development of soft computing and applications in agricultural and biological
engineering. Computers and Electronics in Agriculture 71 107–127. DOI:10.1016/j.compag.2010.01.0 01.
Irudayaraj J M (2001) Food Processing Operations Modelling: Design and Analysis. Marcel Dekker, Inc. NY,
USA. ISBN: 0-8247-0488-6.
Jain D K, Sharma A K and Ruhil A P (2005) Role of information technology in dairy science: A review. Indian
Journal of Animal Sciences 75 985–991.
Jain P, Sharma A K, et al., (2014). Connectionist approach to prediction of moisture adsorption isotherm in
skim milk powder. In: Proceedings of the 2nd
Annual National Conference of Him Science Congress
Association (HSCA) on “Science: Emerging Scenario & Future Challenges (SESFC-II)”, May 17-18, Shimla
(INDIA), Paper ID: MS-O-02.
Jang J-S. R, (1993) ANFIS: Adaptive-Network-Based Fuzzy Inference System. IEEE Transactions on Systems,
Man and Cybernetics 23 665–683.
Jha S N (Ed.), (2010). Nondestructive Evaluation of Food Quality: Theory and Practice. Springer-Verlag,
Berlin Heidelberg. ISBN: 978-3-642-15795-0.
Jimenez-Marquez, S. A., Thibault, J. and Lacroix, C., 2005. Prediction of moisture in cheese of commercial
production using neural networks. International Dairy Journal 15, 1156–1174.
Khanmohammadi M, Garmarudi A B, et al., (2009) Artificial neural network for quantitative determination of
total protein in yogurt by infrared spectrometry. Microchemical Journal 91 47–52.
Madadlou A, Emam-Djomeh Z, et al., (2009) Response surface optimization of an artificial neural network for
predicting the size of re-assembled casein micelles. Computers and Electronics in Agriculture 68 216–221.
201
Madadlou A, Emam-Djomeh Z, Mousavi M E and Javanmard M (2010) A network-based fuzzy inference
system for sonodisruption process of re-assembled casein micelles. Journal of Food Engineering 98 224–
229.
Marimin Septiani W, et al., (2010) Intelligent System for Pasteurized Milk Quality Assessment and Prediction.
Published by IPB Scientific Repository – Bogor Agricultural University online at:
http://repository.ipb.ac.id/handle/123456789/28783.
Mattar H L, Minim L A, et al., (2004) Modeling thermal conductivity, specific heat, and density of milk: A
neural network approach. International Journal of Food Properties 3 531–539.
Mehraban S M, Mohebbi M, et al., (2012) Application of fuzzy logic to classify raw milk based on qualitative
properties. International Journal of AgriScience 2 1168–1178.
Meng X, Zhang M and Adhikari B (2012) Prediction of storage quality of fresh-cut green peppers using
artificial neural network. International Journal of Food Science and Technology 47 1586–1592.
Mohebbi M, Barouei J, et al., (2008) Modeling and optimization of viscosity in enzyme-modified cheese by
fuzzy logic and genetic algorithm. Computers and Electronics in Agriculture 62 260-265.
Petermeier H, Benning R, et al., (2003) Numero-fuzzy hybrid for modelling and simulation of the fouling of
milk heat exchangers. In: Proceedings in Applied Mathematics and Mechanics 3 470–471.
DOI: 10.1002/pamm.200310505.
Ruhil, A P, Singh R R B., et al., (2011) A comparative study of kinetic and connectionist modeling for shelf-life
prediction of Basundi mix. Journal of Food Science and Technology 48: 204–210.
.Sharma A K, Lal M and Sawhney I K (2014) Computational aspects of soft computing models to predict
sorption isotherms in Nutrimix (weaning food). Mathematics in Engineering, Science and Aerospace 5 105–
119.
Sharma A K and Sawhney I K (2014a) Intelligent modelling of adsorption isotherms in whey protein
concentrate powder using soft computing tools with MATLAB vis-à-vis classical sorption models. In:
Proceedings of the 2nd
Annual National Conference of Him Science Congress Association (HSCA) on
“Science: Emerging Scenario & Future Challenges (SESFC-II)”, May 17-18, Shimla (INDIA), Paper ID:
PS-O-04.
Sharma A K and Sawhney I K (2014b) Modelling moisture sorption isotherms in selected Indian milk products
using soft computing approach. In: Souvenir of National Seminar on Engineering Intervention for Global
Competitiveness of Indian Dairy Industry & 9th
Convention of Indian Dairy Engineers’ Association (IDEA)
organised jointly by Dairy Engineering Division, ICAR-NDRI Karnal and IDEA Chandigarh, September 8-
9.
Sharma A K and Sawhney I K (2015) Modelling moisture sorption characteristics in dried acid casein using
connectionist paradigm vis-à-vis classical methods. Journal of Food Science and Technology 52 151–160.
Sharma A K, Sawhney I K and Lal M (2014) Intelligent modelling and analysis of moisture sorption isotherms
in milk and pearl millet based weaning food ‘fortified Nutirmix’. Drying Technology: An International
Journal 32 728–741.
Sharma P C, Sharma, A K, Gupta A K, Mohanty T K, Chakravarty A K and Singh A, 2010. Predicting lifetime
performance in Karan-Fries dairy cattle using first lactation performance and functional traits – a
connectionist approach. International Journal of Computational Intelligence Research 6 557–560.
Sliwinska M, Wisniewska P, et al., (2014) Food analysis using artificial senses. Journal of Agriculture and
Food Chemistry 62 1423−1448. DOI: dx.doi.org/10.1021/jf403215y.
Singh R R B, Ruhil A P et al., (2009). Prediction of sensory quality of UHT milk – a comparison of kinetic and
neural network approaches. Journal of Food Engineering 92 146–151.
Yigrem S and Welearegay H, (2015). Assessment of microbial quality and safety of a traditional fermented
milk-‘Irgo’, collected from Hawassa city, South Ethiopia. Journal of Food Processing and Technology 6:
431. DOI:10.4172/2157-7110.1000431.

202
An Overview of SAS Enterprise Guide in Dairy and Food Sciences
Ravinder MalhotraDairy Economics Statistics & Management Division
1. IntroductionSAS Enterprise Guide (or SAS EG) is a windows application that provides a point-and-click interface tothe SAS System. SAS EG does not itself analyze data, instead it generates SAS program. Every time werun a task in SAS EG, it writes a SAS program.SAS EG can be used to connect to SAS server on remotesystem or on the local system also. SAS Enterprise Guide communicates with the SAS System to accessdata, perform analysis, and generate results. From SAS Enterprise Guide one can access and analyzemany types of data, such as SAS data sets, Excel spreadsheets, and third-party databases. One can eitheruse a set of task dialog boxes or write its own SAS code for performing the analysis.
SAS Enterprise Guide provides following features
a. access to much of the functionality of SASb. ready-to-use tasks for analysis and reportingc. easy ways to export data and results to other applicationsd. transparent access to datae. a code editing facility
2. Start SAS Enterprise GuideTo open SAS Enterprise Guide click the Start → SAS → Enterprise Guide 4.2 (or the version availableon your system) from menu bar, otherwise double click the shortcut icon Enterprise Guide 4.2 on thedesktop of your system. Every time you open SAS EG, it brings up SAS EG window in the background,with welcome screen (shown in Fig 2.1) in the foreground. It allows one to choose options like openprevious saved project, new project, new SAS program etc.
The first time you start SAS EG, the windows are arranged in the default application layout. This layoutconsists of the Project Tree, Resource Pane, and the Workspace window.
The Project Tree window displays tree structure of the project. Resource Pane window shows Server List, Task List, SAS folder etc. The Workspace window is the container for the process flow, results, data grids, SAS code etc.

203
Fig 2.1At first, the process flow (shown in Fig 2.2) is the only window that is open in the workspace area. Whenyou generate reports or open data, other windows open in the workspace with a tabbed interface. You canalso use the recently viewed items menu in the upper-left corner of the workspace to navigate between thewindows.
Fig 2.2If one wants to customize layout by changing the position of any window or by closing the window, thenit gets automatically saved for the current session of SAS EG. If you close any of the application thenclick on Menu option View and select the window name you want to reopen. If one wants to restore thedefault layout then click on Tools → Options from menu bar then click on Restore Window Layoutbutton.
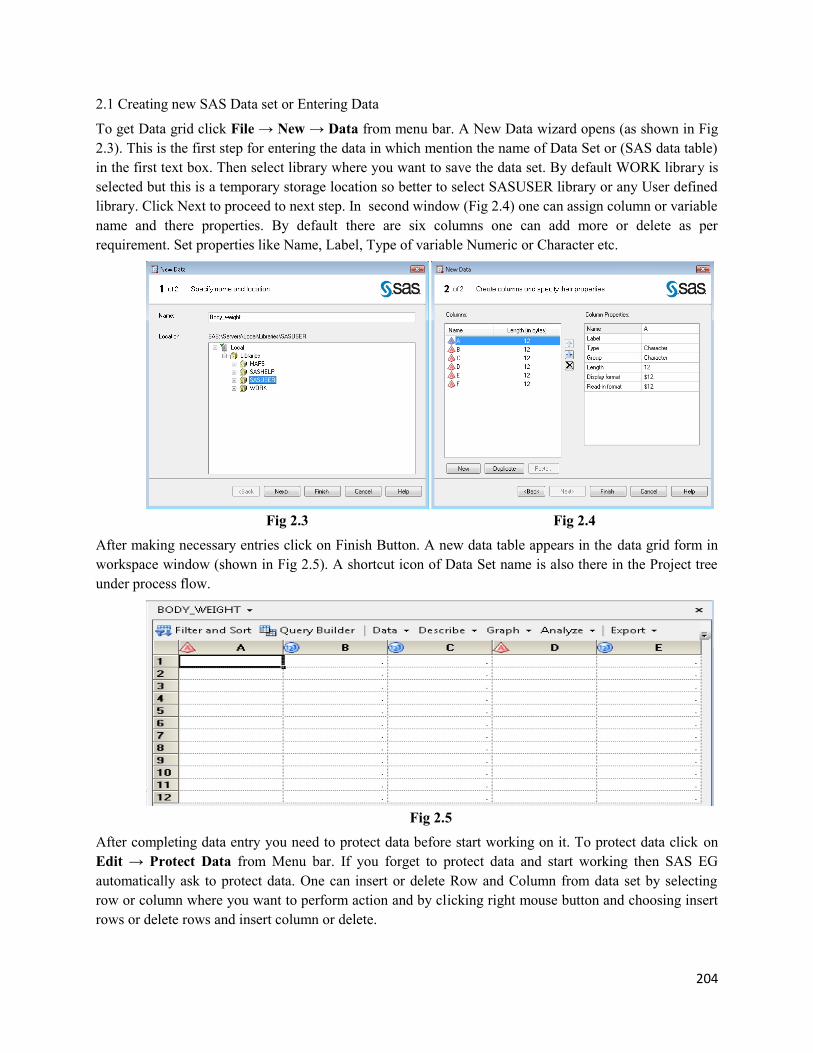
204
2.1 Creating new SAS Data set or Entering Data
To get Data grid click File → New → Data from menu bar. A New Data wizard opens (as shown in Fig2.3). This is the first step for entering the data in which mention the name of Data Set or (SAS data table)in the first text box. Then select library where you want to save the data set. By default WORK library isselected but this is a temporary storage location so better to select SASUSER library or any User definedlibrary. Click Next to proceed to next step. In second window (Fig 2.4) one can assign column or variablename and there properties. By default there are six columns one can add more or delete as perrequirement. Set properties like Name, Label, Type of variable Numeric or Character etc.
Fig 2.3 Fig 2.4After making necessary entries click on Finish Button. A new data table appears in the data grid form inworkspace window (shown in Fig 2.5). A shortcut icon of Data Set name is also there in the Project treeunder process flow.
Fig 2.5After completing data entry you need to protect data before start working on it. To protect data click onEdit → Protect Data from Menu bar. If you forget to protect data and start working then SAS EGautomatically ask to protect data. One can insert or delete Row and Column from data set by selectingrow or column where you want to perform action and by clicking right mouse button and choosing insertrows or delete rows and insert column or delete.

205
2.2 Importing Files other than SAS Data set
Click on File → Import Data from menu bar. A window appears where you mention name of the fileyou need to open for eg. Lactation.xls. Then clicks on open button. An Import Data wizard will openhaving 4 steps in which one can found various option if you want no change in the data then simply clickon Finish button to create SAS Data Set of the file. A SAS Data Set will open in workspace area withshortcut icon in Project tree.
3. Creating New ProjectIn this step one create a new project to store the data and results. Select File→ New→ Project. If youalready had a project open in SAS Enterprise Guide, you might be prompted to save the project. Select theappropriate response. The new project opens with an empty Process Flow window. There is also a Newbutton on the toolbar to accomplish the same function.
4. Save the ProjectOne can save the project in a single file at any desired location on local computer as well as server also (ifyou are connected with server). Select File → Save Project As… from menu bar. A Save window opensin which you can select the location where you want to save the project file (as shown in Fig 4.1). Enterfilename in the textbox; file will be saved with .egp extension. Click on save button.
Fig 4.1To open saved projects select File → Open → Project. An open window appears, one can select locationeither local or server and then select the project you need to open.

206
5. The Project TreeProject tree is hierarchal representation of active project (Fig 5.1). It shows related data, results file, tasks,and programs. One can manage items in the project from project tree. You can rename, rearrange anddelete objects from the project.
Fig 5.1
6. The Workspace and Process flowWhen one creates a new project, an empty Process Flow window opens (as shown in Fig 6.1). As you adddata, run tasks, and generate output, an icon for each object is added to the process flow. The process flowdisplays the objects in a project, any relationships that exist between the objects, and the order in whichthe objects will run when one run the process flow.
Fig 6.1

207
7. Resource PaneThis window consists of four sub options Task List, SAS Folder, Server List, and Prompt Manager.
7.1 Task List
One can use task to do manipulation in data, execute analytical procedures, create graphs and generatereports etc. One can select any task from task list or can have Tasks as an option in menu bar. You canview listing of Task list based on Category, Name or Task template (as shown in Fig 7.2).
7.2 SAS Folder
It displays list of all of your stored processes, information maps, and projects. You can select an itemfrom this list and open it.
7.3 Server List
It displays a list of all the available SAS servers.
7.4 Prompt Manager
It displays a list of all the available prompts (as shown in Fig 7.2).
Fig 7.1 Fig 7.2
8. SAS EG HelpSAS EG provides us a comprehensive help for our ease of access. Select Help → SAS Enterprise GuideHelp. In Help window you can browse through the table of content and index or you can use searchfeature (Fig 8.1).
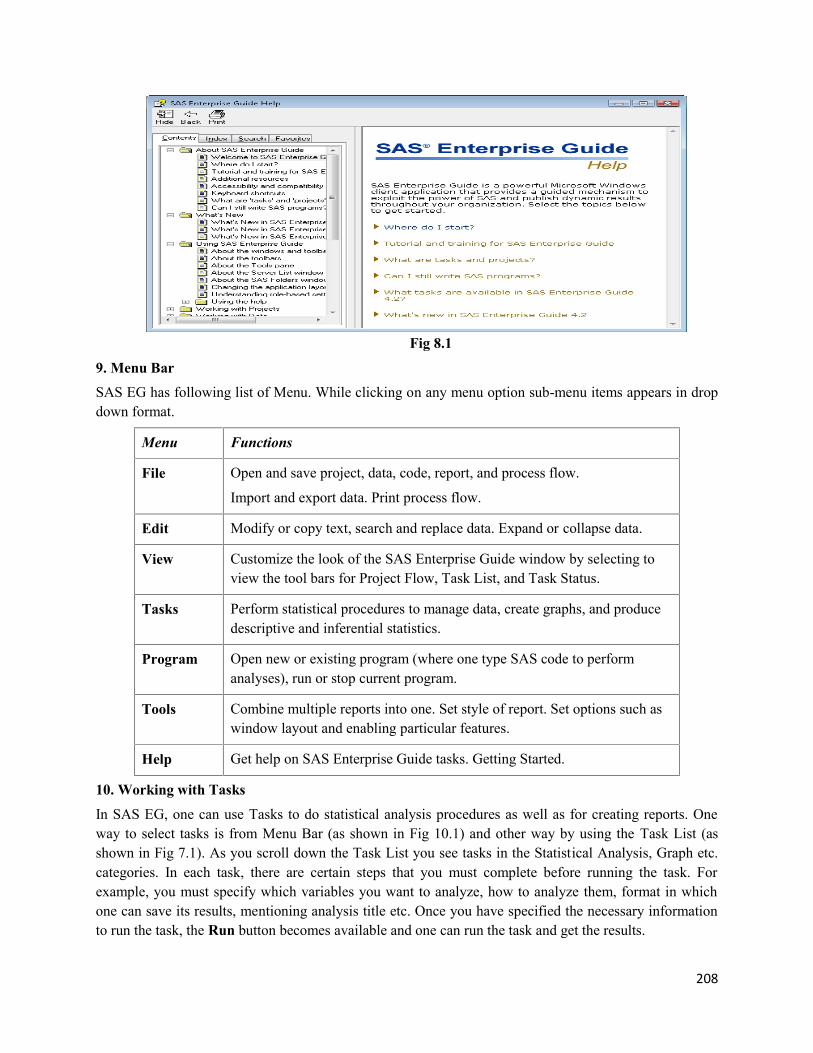
208
Fig 8.1
9. Menu BarSAS EG has following list of Menu. While clicking on any menu option sub-menu items appears in dropdown format.
Menu Functions
File Open and save project, data, code, report, and process flow.
Import and export data. Print process flow.
Edit Modify or copy text, search and replace data. Expand or collapse data.
View Customize the look of the SAS Enterprise Guide window by selecting toview the tool bars for Project Flow, Task List, and Task Status.
Tasks Perform statistical procedures to manage data, create graphs, and producedescriptive and inferential statistics.
Program Open new or existing program (where one type SAS code to performanalyses), run or stop current program.
Tools Combine multiple reports into one. Set style of report. Set options such aswindow layout and enabling particular features.
Help Get help on SAS Enterprise Guide tasks. Getting Started.
10. Working with TasksIn SAS EG, one can use Tasks to do statistical analysis procedures as well as for creating reports. Oneway to select tasks is from Menu Bar (as shown in Fig 10.1) and other way by using the Task List (asshown in Fig 7.1). As you scroll down the Task List you see tasks in the Statistical Analysis, Graph etc.categories. In each task, there are certain steps that you must complete before running the task. Forexample, you must specify which variables you want to analyze, how to analyze them, format in whichone can save its results, mentioning analysis title etc. Once you have specified the necessary informationto run the task, the Run button becomes available and one can run the task and get the results.

209
Fig 10.110.1 Exploring Task Window
Every task has two lists of variables, (as shown in Fig 10.2) Variables to assign and Task roles. TheVariables to Assign list displays all the variables from the data that you have selected. In Task Roles listyou assign variables to roles in the task. This is how you tell SAS EG how you want to analyze your data.The Task Roles list displays all the ways that variables can be used in a task.
Fig 10.2
To assign a variable to a task role, one can select the variable and drag it to the role. You can also selectthe variable by clicking the right arrow, and select the role from the menu that appears. On the left hand
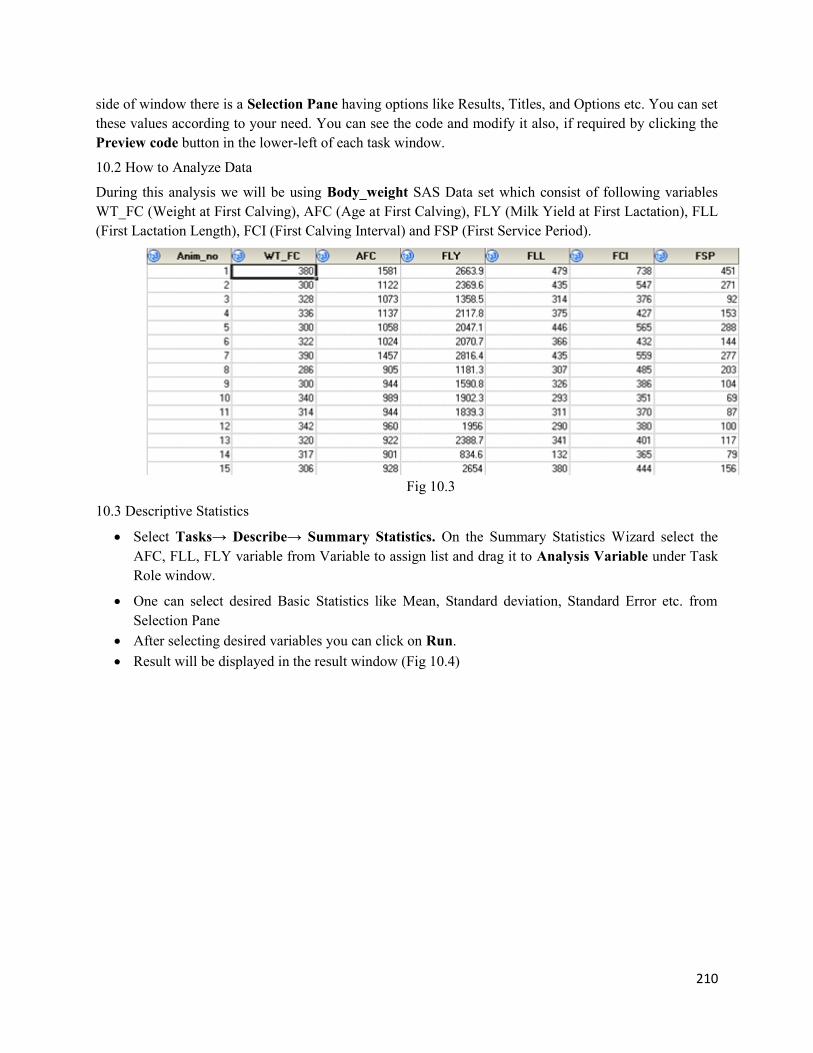
210
side of window there is a Selection Pane having options like Results, Titles, and Options etc. You can setthese values according to your need. You can see the code and modify it also, if required by clicking thePreview code button in the lower-left of each task window.
10.2 How to Analyze Data
During this analysis we will be using Body_weight SAS Data set which consist of following variablesWT_FC (Weight at First Calving), AFC (Age at First Calving), FLY (Milk Yield at First Lactation), FLL(First Lactation Length), FCI (First Calving Interval) and FSP (First Service Period).
Fig 10.3
10.3 Descriptive Statistics
Select Tasks→ Describe→ Summary Statistics. On the Summary Statistics Wizard select theAFC, FLL, FLY variable from Variable to assign list and drag it to Analysis Variable under TaskRole window.
One can select desired Basic Statistics like Mean, Standard deviation, Standard Error etc. fromSelection Pane
After selecting desired variables you can click on Run. Result will be displayed in the result window (Fig 10.4)

211
Fig 10.4
t Testt Test (one Sample) Select Tasks → ANOVA → t Test. In the wizard select One Sample option. Click on Data option and select the AFC, FLL, FLY variable from Variable to assign list and drag
it to Analysis Variable under Task Role window. Click on Run and result will be displayed in the result window (Fig 10.5)
Fig 10.5

212
10.4 Two SampleDuring this analysis we will be using following SAS Data set which consist of following variables Trt(Treatments), Score (Acceptance Score).
Select Tasks → ANOVA → t Test. In the wizard select Two Sample option. Click on Data option and select the Score variable from Variable to assign list and drag it to
Analysis Variable under Task Role window. Select the Trt variable from Variable to assign list and drag it to Classification Variable under
Task Role window. Click on Run and result will be displayed in the result window (Fig 10.6)
Fig 10.610.5 Correlation and Regression
The task that generates results for correlation is Correlations.

213
In the Process Flow window, select the data set on which you want to perform analysis. Then selectTask → Multivariate → Correlations.
Select the FLY variable on which you want to perform analysis and drag it to Analysis Variablesunder Task Role window.
Select the variable AFC to which you want to view correlation and drag it to Correlation withunder Task Role window.
Select Option from Selection Pane, by default type of correlation is selected as Pearson. One canselect any correlation type by clicking on the check box. By checking Fisher Options, one canselect level of significance, one can also select type of alternative hypothesis as lower, upper or twosided from the drop down list.
Select Results in Selection Pane, here one can select show statistics for each variable check box orshow significance probabilities associated with correlations
After selecting desired variables you can click on Run.
Result window will be opened in the process flow area showing results of your analysis. From thereyou can get options to create report, export report in any defined format, and modify the task etc.(as shown in Fig 10.7).
Fig 10.710.6 Partial Correlation
In the Process Flow window, select the data set on which you want to perform analysis. Then selectTask → Multivariate → Correlations.
Select the FLY variable on which you want to perform analysis and drag it to Analysis Variablesunder Task Role window.

214
Select the variable FLL to which you want to view correlation and drag it to Correlation withunder Task Role window.
You need to select a variable under Partial Variables option to perform partial correlation. So,select the FCI variable and drag it to Partial Variables under Task Role window.
Select Option from Selection Pane, by default type of correlation is selected as Pearson. One canselect any correlation type by clicking on the check box. By checking Fisher Options, one canselect level of significance, one can also select type of alternative hypothesis as lower, upper or twosided from the drop down list.
Select Results in Selection Pane, here one can select show statistics for each variable check box orshow significance probabilities associated with correlations
After selecting desired variables you can click on Run.
Result will be displayed in the result window (Fig 10.8)
Fig 10.810.7 Multiple Regression
In the Process Flow window, select the data set on which you want to perform analysis. Then selectTask → Regression → Linear Regression.
Select the FLY variable and drag it to Dependent Variable under Task Role window.
Select the variable AFC & FLL and drag it to Explanatory Variable under Task Role window.
You can also select any variable and drag it to Group Analysis by under Task Role window.

215
After selecting desired variables you can click on Run.
Result will be displayed in the result window (Fig 10.9)
Fig 10.910.8 One-Way ANOVA
During this analysis we will be using following SAS Data set which consist of following variables Trt(Treatments), Rep (Replication), Score (Acceptance Score).
In the Process Flow window, select the data set on which you want to perform analysis. Then selectTask → ANOVA → One-Way ANOVA.
Select the Trt variable from Variable to assign list and drag it to Dependent Variables under TaskRole window.

216
Select the Score variable from Variable to assign list and drag it to Independent Variables underTask Role window.
Under Means in the selection pane, select Comparison. If you reject the null hypothesis of equality of treatment effects, then use multiple comparison
procedure for all possible pair wise treatment comparisons to determine which of the mean aredifferent. A desired Multiple Comparison Procedure from the available options, say Tukey’sstudentized range test (HSD).
For this example one can select Tukey’s studentized range test (HSD). Tukey’s method examinesthe difference between all possible combinations of two treatment means.
Click Run to run the One-Way ANOVA. Result will be displayed in the result window (Fig 10.10)
Fig 10.1010.9 Two-Way ANOVA
During this analysis we will be using following SAS Data set which consist of following variables Trt(Treatments), Mth (Methods), Mois Cont (Moisture Content).

217
In the Process Flow window, select the data set on which you want to perform analysis. Then selectTask → ANOVA → Linear Models.
Select the Mois Cont variable from Variable to assign list and drag it to Dependent Variablesunder Task Role window.
Select the Trt and Mth variable from Variable to assign list and drag it to Classification Variablesunder Task Role window.
In the Selection Pane, select Model option. In the Class and Quantitative variables list, select Trt and Mth and click on main button. For desired type of Sum of Squares select from Model Options. For multiple comparison procedure, select from Post Hoc Tests, Least squares and then select the
trt under the options for means tests. Click Run to run the Two-Way ANOVA. Result will be displayed in the result window (Fig 10.11)
Fig 10.1110.10 Factorial Randomized Complete Block Design
During this analysis we will be using following SAS Data set which consist of following variables Stain(First Factor), Time (Second Factor) , Rep (Replication), Fat Content.

218
In the Process Flow window, select the data set on which you want to perform analysis. Then selectTask → ANOVA → Linear Models.
Select the Fat Cont variable from Variable to assign list and drag it to Dependent Variables underTask Role window.
Select the Stain, Time and Rep variable from Variable to assign list and drag it to ClassificationVariables under Task Role window.
In the Selection Pane, select Model option. In the Class and Quantitative variables list, select Stain, Time and Rep and click on main button,
then press ctrl and select Stain and Time and click on Cross button. For desired type of Sum of Squares select from Model Options. Click Run to run the Two-Way ANOVA. Result will be displayed in the result window (Fig 10.12)
Fig 10.12
11. Export a SAS ReportSuppose you would like to export Linear Regression Report as a step in a project, and you would like it tobe an HTML file. For this purpose you need to follow following steps.
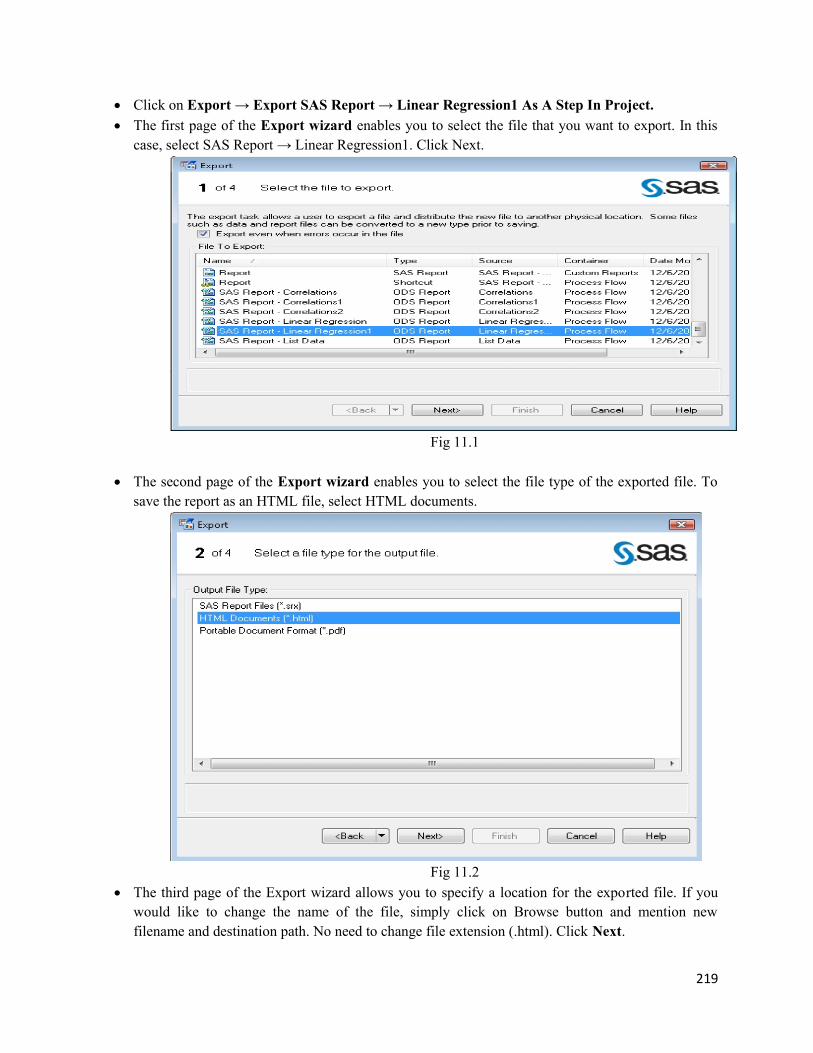
219
Click on Export → Export SAS Report → Linear Regression1 As A Step In Project. The first page of the Export wizard enables you to select the file that you want to export. In this
case, select SAS Report → Linear Regression1. Click Next.
Fig 11.1
The second page of the Export wizard enables you to select the file type of the exported file. Tosave the report as an HTML file, select HTML documents.
Fig 11.2 The third page of the Export wizard allows you to specify a location for the exported file. If you
would like to change the name of the file, simply click on Browse button and mention newfilename and destination path. No need to change file extension (.html). Click Next.
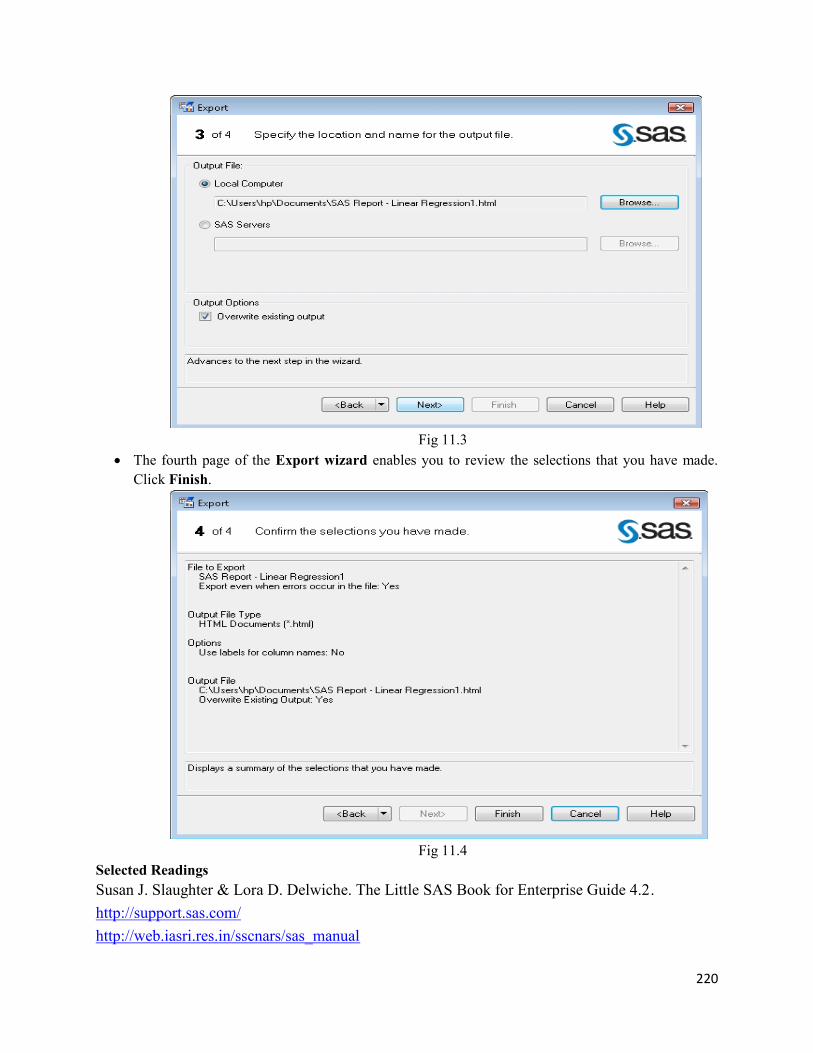
220
Fig 11.3 The fourth page of the Export wizard enables you to review the selections that you have made.
Click Finish.
Fig 11.4Selected ReadingsSusan J. Slaughter & Lora D. Delwiche. The Little SAS Book for Enterprise Guide 4.2.http://support.sas.com/http://web.iasri.res.in/sscnars/sas_manual
221
Is it difficult to file Patent in India?
Y.S. Rajput, Rajan Sharma and Dheraj Nanda
1. Introduction
Intellectual Property means the legal rights granted to a person which result from intellectual activity
in the industrial, scientific, literary and artistic fields. These include (i) Patents, (ii) Copyrights, (iii)
Trademark, (iv) Industrial designs (v) Layout designs of integrated circuits, (vi) Geographical
indications, (vii) Registration of plant varieties and (viii) Trade secrets.
Patent is an exclusive right given by Government to an inventor for a limited period of time, for
protecting against illegal use of invention. The duration of patent in 20 years and is counted from
the Priority Date i.e. the date of filing patent application.
For an invention to be patentable, three basic criteria must be satisfied:
1. Novelty - The invention should not have any prior art. Any material published, presented
or in public use globally will constitute prior art. Any invention which is published before
filing patent application becomes part of prior art and thus cannot be novel. Annual
reports, thesis, journals, periodicals etc are published materials. If student wants to obtain
patent from the work carried out in his/ her dissertation, he/she must file patent first before
submitting thesis. Alternately, thesis is written in a way that inventiveness is not disclosed.
2. Non-obviousness - The invention should not be obvious to the person skill in art. A
skilled person has reasonable knowledge in the subject of invention.
3. Commercial value - The invention must have industrial application.
A patent application is filed only when applicant is satisfied from all the three criteria. There are two
broad types of patent applications. First one is Provisional Patent Application while the other one is
Complete Specification Application.
2. Contents of Patent Application:
A patent application should contain:
1. Application for grant of patent in Form-1.
2. Provisional / complete specification in Form-2.
3. Statement and undertaking in Form-3, which is filed either along with the application or within 6
months from the date of application.
4. Declaration as to inventorship in Form 5 for Applications accompanying a Complete Specification
or a Convention Application or a PCT Application designating India.
5. Power of authority in Form-26, if filed through a Patent Agent.
6. Priority document is required in case of Convention Application (under Paris Convention) or PCT
National Phase Application. The priority document may be filed along with the application or
before the expiry of eighteen months from the date of priority, so as to enable publication of the
application.
7. Every application shall bear the Signature of the applicant or authorized person / Patent Agent
along with name and date. The drawing sheets should bear the signature of an applicant or his

222
agent in the right hand bottom corner. On every sheet, name of applicant is written on top-left hand
corner while total number of drawing sheets and sheet number are written on top-right corner.
8. In case of a biological material obtained from India, the applicant is required to take the permission
from the National Biodiversity Authority before the grant of the patent. The Application form shall
also indicate clearly the source of geographical origin of any biological material used in the
Specification, wherever applicable.
Form 1: This form contains information about the applicant, inventor and the title of invention, the
particulars of same patent filed in convention country or through PCT. It also has columns for patent
of addition in case an inventor makes an improvement in invention specified in original patent
application and divisional patent, in case a patent application contains more than one invention and
the applicant wish to file a separate application for second invention.
Form 2: Form 2 contains Provisional/ Complete Specification. The Specification is a techno-legal
document containing full scientific details of the invention and claims to the patent rights. The first
page of the Form 2 shall contain:
a) Title of the invention;
b) Name, address and nationality of each of the applicants for the Patent; and
c) Preamble to the description.
3. Provisional Specification:
When the applicant finds that his invention has reached a stage wherein it can be disclosed on paper,
but has not attained the final stage, a written description may be submitted to Patent Office as a
Provisional Specification. A Provisional Specification secures a priority date. Immediately on
receiving the Provisional Specification the Patent office accords a filing date and application number
to the Application. A complete specification is to be filed within twelve months from the date of filing
of the provisional specification.
A Provisional Specification shall contain the title and description of the invention and shall start with
a preamble ‘The following Specification describes the invention.’ Claims may not be included in
the Provisional Specification as the purpose of filing a Provisional Specification is to claim a
priority date. The description starts from the second page starting with the field of invention and
containing the background of the invention, object of the invention and statement of the invention.
4. Complete Specification
Every complete specification shall fully and particularly describe the invention and discloses the best
method of performing the invention which is known to the applicant for which he is entitled to claim
protection and end with a claim or set of claims defining the scope of the invention for which the
protection is claimed and is to be accompanied by an abstract. A complete specification shall contain
the title, description, drawings, abstract and claims.
4.1 Title
The subject matter of the invention and shall disclose the specific features of the invention.
4.2 Description
The description should preferably begin with a general statement of the invention e.g. “This invention
relates to …………………”. Description of an invention is required to be furnished in sufficient detail
so as to give a complete picture of the invention and follows the Summary of invention. The nature of
improvements or modifications effected with respect to the prior art should be clearly and sufficiently
described. The details of invention described should enable a person skilled in the art to reproduce the

223
invention into practice without further experimentation. Any biological material described in the
specification must be submitted with the International Depository Authority under the Budapest
Treaty or the International Depository Authority in India, Microbial Type Culture Collection and
Gene Bank (MTCC) – Chandigarh. Sequence listing should also be given in electronic form and the
fees with respect to the corresponding number of pages should be paid.
4.3 Drawings
Drawings shall be on separate sheet(s), shall be prepared neatly and clearly on durable paper sheet, of
standard A4 size with a clear margin of at least 4 cm on the top and left hand and 3 cm at the bottom
and right hand of every sheet, shall be sequentially or systematically numbered and shall bear in the
left hand top corner, the name of the applicant, in the right hand top corner, the number of the sheets
of drawings, and the consecutive number of each sheet and in the right hand bottom corner, the
signature of the applicant or his agent.
4.4 Abstract
The abstract shall contain a concise summary of the matter contained in the specification. The
summary shall indicate clearly the technical field to which the invention belongs, technical problem to
which the invention relates and the solution to the problem through the invention and principal use or
uses of the invention. The abstract may not contain more than one hundred and fifty words.
4.4 Claims
A claim is a statement of technical facts expressed in legal terms defining the scope of the invention
sought to be protected. In a complete specification the description is followed by claims. No
exclusivity is obtained for any matter described in the Complete Specification unless it is claimed in
the claims. What is not claimed in the ‘claims’ stands disclaimed, and is open to public use, even if
the matter is disclosed in the description.
4.5 Scope of claims
Claims must not be too broad to embrace more than what the applicant has in fact invented. A Claim
which is too broad may encroach upon the subject matter which is in public domain or belongs to
others. However, a claim may not be too narrow also because such a Claim would not be sufficiently
effective against potential infringement. A good drafting may begin with broad claims and develops
towards claims that are narrower in scope. The “statement of Claims” may be preceded by the
prescribed preamble, “I / We Claim” as the case may be. Each claim should be in a single sentence
and should be clearly worded.
The first claim is always an independent claim also known as ‘Principal Claim’ and should clearly
define the essential novel features of the most preferred embodiment of the process/product that
constitutes the invention. It is advisable to limit the number of claims, as well as the number of
independent claims in a single application so that the claims are all of cognate character and are linked
so as to form a single inventive concept. A dependent claim derives antecedence from an independent
claim and reads into it the features of the independent claim and may contain additional non-essential
features and even the minute aspects and optional features. Examples: “A wrapper as claimed in
Claim 1, wherein a narrow area of the tear tape, spaced from each edge of the tear-tape, is united to a
narrow area of the wrapper defined on each side by a line of perforations which are covered by the
outer portions of the tear-tape, the perforations facilitating tearing of the wrapper to remove the
portion bounded to the tear-tape.”
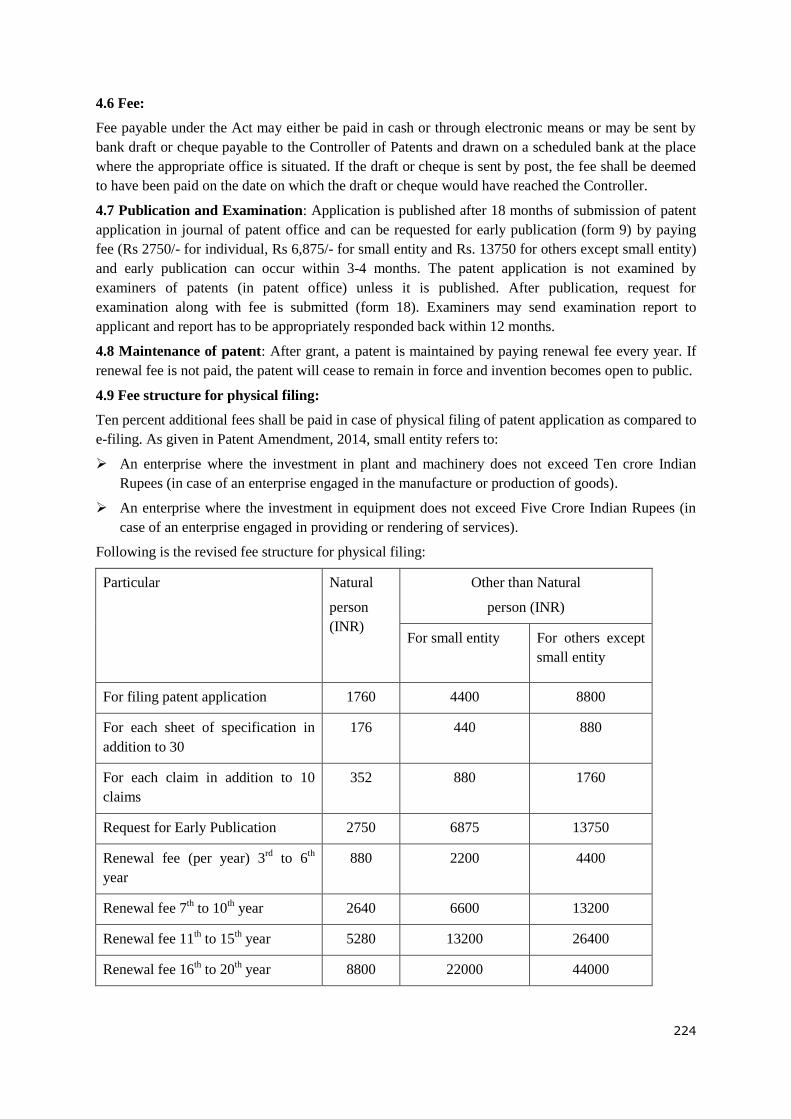
224
4.6 Fee:
Fee payable under the Act may either be paid in cash or through electronic means or may be sent by
bank draft or cheque payable to the Controller of Patents and drawn on a scheduled bank at the place
where the appropriate office is situated. If the draft or cheque is sent by post, the fee shall be deemed
to have been paid on the date on which the draft or cheque would have reached the Controller.
4.7 Publication and Examination: Application is published after 18 months of submission of patent
application in journal of patent office and can be requested for early publication (form 9) by paying
fee (Rs 2750/- for individual, Rs 6,875/- for small entity and Rs. 13750 for others except small entity)
and early publication can occur within 3-4 months. The patent application is not examined by
examiners of patents (in patent office) unless it is published. After publication, request for
examination along with fee is submitted (form 18). Examiners may send examination report to
applicant and report has to be appropriately responded back within 12 months.
4.8 Maintenance of patent: After grant, a patent is maintained by paying renewal fee every year. If
renewal fee is not paid, the patent will cease to remain in force and invention becomes open to public.
4.9 Fee structure for physical filing:
Ten percent additional fees shall be paid in case of physical filing of patent application as compared to
e-filing. As given in Patent Amendment, 2014, small entity refers to:
An enterprise where the investment in plant and machinery does not exceed Ten crore Indian
Rupees (in case of an enterprise engaged in the manufacture or production of goods).
An enterprise where the investment in equipment does not exceed Five Crore Indian Rupees (in
case of an enterprise engaged in providing or rendering of services).
Following is the revised fee structure for physical filing:
Particular Natural
person
(INR)
Other than Natural
person (INR)
For small entity For others except
small entity
For filing patent application 1760 4400 8800
For each sheet of specification in
addition to 30
176 440 880
For each claim in addition to 10
claims
352 880 1760
Request for Early Publication 2750 6875 13750
Renewal fee (per year) 3rd
to 6th
year
880 2200 4400
Renewal fee 7th to 10
th year 2640 6600 13200
Renewal fee 11th to 15
th year 5280 13200 26400
Renewal fee 16th to 20
th year 8800 22000 44000

225
Sensory Evaluation of Milk and Milk Products
Kaushik Khamrui and Writdhama PrasadDairy Technology Division
1. IntroductionSensory evaluation is the measurement of a food product’s quality based on information received fromthe five senses i.e., sight, smell, taste, touch, and hearing. The signals generated at the nerve endings ofthe senses are transmitted via the central nervous system to the brain where they are integrated with pastexperiences, expectations, and other conceptual factors before the option of the response in summarized.Sensory evaluation of milk is of utmost importance. It has been estimated that forty six percent i.e.,approximately 64.4 MMT of India’s total milk production (140 MMT) is consumed at liquid milk.Finished milk products can not be better than the ingredients from which they are made. Milk being themajor raw material for producing all the dairy products proper sensory evaluation of both raw as well asprocessed milk is very important and needs special care. There are two broad categories of milk viz.,market milk and manufacturing milk. Market milk are meant for direct consumption whereas,manufacturing milks are used for the production of other dairy products. The classes of liquid milksaccording to the Food Safety and Standard Regulation (FSSR, 2011) of India are presented in Table 1.
2. Desirable Sensorial Attributes of MilkTypically flavour of milk should be pleasantly sweet and possess neither a foretaste nor an aftertaste. Thenatural richness in milk is due to presence of milk fat and the sweetness due to milk sugar (lactose). Thecolour of cow milk is yellowish and of buffalo milk is white. The colour may vary depending on theextent of mixing the two types milks. There shall be no fat globules/particles on the surface.
3. Score Card for MilkA 25 – point score card has been recommended by American Dairy Science Association (ADSA),whereas a 100 - point score card has been recommended by Bureau of Indian Standards (BIS) for thesensory evaluation of milk (Table 2). Full or perfect score is normally awarded when there is no defect inmilk, and zero score for an unsalable product.
4. Order of Examination and Scoring Technique of Milk4.1 Containers and closure
The package and its closure in which milk is supplied should be carefully observed. Now-a-days milkinvariably packaged in polyethylene sachets. Hence, the evaluator must see that the packaging is noleakage/pilferage from the pouches/containers. The containers should be examined for the extent offullness (specified amount), cleanliness and printing.
4.2 Sediment
Milk samples should be observed for the presence of sediments. The kind, amount and size of sedimentparticles should be carefully observed by visual observation and scored against a chart of mental image. A3-point scale may be employed occasionally. The presence of any sediment in the processed milk isserious and should receive a zero score. One possible scoring system using a sediment disc could be:

226
Amount of sediment ScoreNo sedimant 0
< 0.02 mg/disc 30.02 – 0.025 mg/disc 2
>0.025 mg/disc 1
4.3 Flavour
For the flavour evaluation, milk should be properly tempered between 13 and 18°C, preferably at 15.5°C.Samples should be served in clean, odourless glass or plastic bottles. For each evaluator, about 50 mlsample should be provided. Immediately after removing the lid the milk sample should be smelled andsimultaneously observe for the presence of cream or partially churned fat globules at the top. Then mixthe sample properly and take a generous sip, not less than 10 ml of milk, roll it around the mouth and notethe flavour and tactual sensation, then expectorate the sample, sometimes, the aftertaste may be enhancedby drawing a breath of fresh air very slowly through the nose. Slow agitation of milk leaves a thin film ofmilk on the inner surface of the bottle, which tends to evaporate thus readily giving off the odour present.Bureau of Indian standard has allotted a maximum score of 30 to body, which means consistency(watery/curdy).
4.4 Temperature
Raw milk as well as pasteurized milk should be stored at 7.2°C but lower then 4.4°C is preferred. Forpasteurized milk, if the temperature is above 7.2°C, the sample may be scored zero. One point may begiven is the temperature is between 4.4-7.2°C. Full two points may be given for a sample at or below4.4°C.
4.5 Bacterial count
The maximum permissible bacterial count in pasteurized milk in India is 30000/ml and coliform must beabsent in 0.1g. A sample containing a higher count than this limit should get zero score out of five. Thepractical count, however, cannot be done on every sample of raw milk for judging purpose. Hence, it isrecommended to perform the bacterial count test after a certain interval or in case of suspicion. Onepossible scoring for bacterial count in milk is presented in Table 3.
5. Defects in milkMilk is generally considered to have a flavour defect if it manifests an odour, a foretaste, an aftertaste, ordoes not leave the mouth a clean, sweet, pleasant condition after testing. Off-flavours in milk may becategorized into four major alphabetical groupings (A-B-C-D):
Absorbed (barny, cowy, feed, garlic/onion)
Bacterial (acid, bitter, fruity/fermented, malty, rancid, unclean)
Chemical (astringent, cooked, lacks freshness, light oxidized, metal oxidized, rancid)
Delinquency (flat, foreign, salty, unclean)

227
5.1 Absorbed off-flavours
• Barny: Transmitted off-flavour due to poor maintenance, ventilation, cleaning of barn. It leaves apersistent, unclean after taste in the mouth.
• Cowy: Distinct cow’s breathe like odour & a persistent unpleasant, medicinal, or chemicalaftertaste imparted by acetone bodies & alkyl phenols in milk.
• Feed: Roughages impart aromatic taints if fed within three hours before milking.
• Garlic/onion (weedy): Recognized by characteristic pungent odour and somewhat persistentaftertaste.
5.2 Bacterial off-flavours
• Acid: Sour detected by smell & taste due to microbial conversation of lactose into lactic acid.
• Bitter: Due to rancidity, specific weeds consumed by cows and certain organisms especiallypsychrotrophs.
• Fruity: Certain microorganisms (e.g., Pseudomonas fragi) produce aromatic end products thatseriously taint milk. Quickly detected by odour which may resemble of vinegar, pineapple, appleand other fruits.
• Malty: Pronounced off-flavour suggestive of malt caused by the growth of Streptococcus lacticsubsp. maltigens bacteria in milk as the result of temp abuse (~18.2°C).
• Rancid: Extremely unpleasant flavour due to volatile fatty acids (butyric, caproic, caprylic, lauricand capric acids) formed through enzymatic hydrolysis of fat. Characterized by soapy, bitter,unclean & nauseating after taste.
• Unclean: Higher concentration of alkyl phenols leads to unclean flavour.
5.3 Chemical off-flavours
• Astringent: Tongue and lining of the mouth tend to feel shriveled, almost puckered. Indicatesextreme rancidity.
• Cooked: Appears when milk is heated 76°C or more, Four types of heat induced flavours i)cooked or sulfurus ii) heated iii) caramelized and iv) scorched. “Moderate heated” flavour is notobjectionable but “pronounced” is highly undesirable.
• Lacks freshness/Stale: Not pleasantly sweet and refreshing as is typically desired in milk. It canbe a fore runner of other oxidized or rancid off-flavours.
• Metal induced oxidized: Due to lipid oxidation induced by catalytic action of certain metals.Metallic, oily, cappy, cardboardy, stale, tallowy, paint-like, and fishy are terms used to describethis off-flavour.
• Light induced oxidized: Described as burnt protein, burnt feathers, cabbage-like, light-activated,sunlight or sunshine flavour. Light catalyzed lipid oxidation and protein degradation are involvedin development of this flavour. The aroma is similar wet card board or wet paper.
5.4 Delinquency off-flavours
• Flat: Flatness appears soon after the sample reaches the tongue, partly as a result in markedchanges in the mouthfeel. Could not be detected by smell.
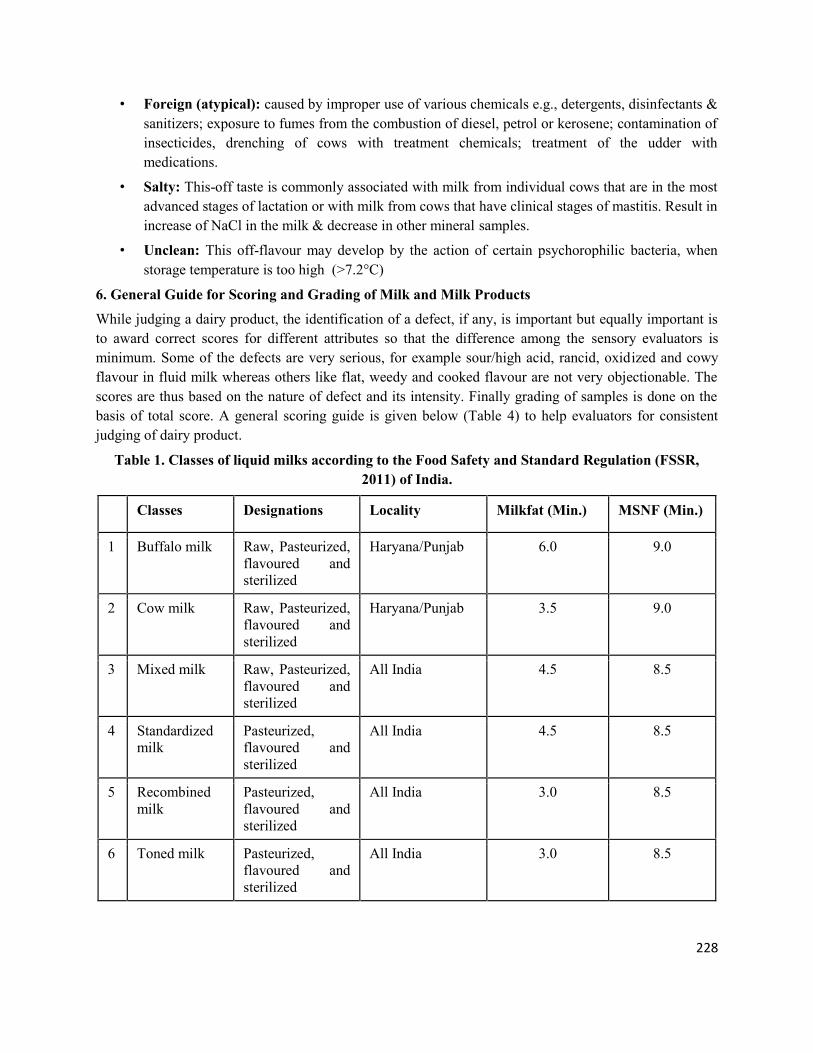
228
• Foreign (atypical): caused by improper use of various chemicals e.g., detergents, disinfectants &sanitizers; exposure to fumes from the combustion of diesel, petrol or kerosene; contamination ofinsecticides, drenching of cows with treatment chemicals; treatment of the udder withmedications.
• Salty: This-off taste is commonly associated with milk from individual cows that are in the mostadvanced stages of lactation or with milk from cows that have clinical stages of mastitis. Result inincrease of NaCl in the milk & decrease in other mineral samples.
• Unclean: This off-flavour may develop by the action of certain psychorophilic bacteria, whenstorage temperature is too high (>7.2°C)
6. General Guide for Scoring and Grading of Milk and Milk ProductsWhile judging a dairy product, the identification of a defect, if any, is important but equally important isto award correct scores for different attributes so that the difference among the sensory evaluators isminimum. Some of the defects are very serious, for example sour/high acid, rancid, oxidized and cowyflavour in fluid milk whereas others like flat, weedy and cooked flavour are not very objectionable. Thescores are thus based on the nature of defect and its intensity. Finally grading of samples is done on thebasis of total score. A general scoring guide is given below (Table 4) to help evaluators for consistentjudging of dairy product.
Table 1. Classes of liquid milks according to the Food Safety and Standard Regulation (FSSR,2011) of India.
Classes Designations Locality Milkfat (Min.) MSNF (Min.)
1 Buffalo milk Raw, Pasteurized,flavoured andsterilized
Haryana/Punjab 6.0 9.0
2 Cow milk Raw, Pasteurized,flavoured andsterilized
Haryana/Punjab 3.5 9.0
3 Mixed milk Raw, Pasteurized,flavoured andsterilized
All India 4.5 8.5
4 Standardizedmilk
Pasteurized,flavoured andsterilized
All India 4.5 8.5
5 Recombinedmilk
Pasteurized,flavoured andsterilized
All India 3.0 8.5
6 Toned milk Pasteurized,flavoured andsterilized
All India 3.0 8.5

229
7 Double tonedmilk
Pasteurized,flavoured andsterilized
All India 1.5 9.0
8 Skimmed milk Raw, Pasteurized,flavoured andsterilized
All India Not more than0.5
8.7
9 Full creammilk
Pasteurized &Sterilized
All India 6.0 9.0
Table 2. Score card for sensory evaluation of milk
ADSA Score Card BIS Score Card
Attribute Perfect Score Attribute Perfect Score
Flavour 10 Odour 20
Sediment 3 Flavour 40
Package 5 Body(Consistency)
30
Bacteria 5 Colour &Appearance
10
Temperature 2 - -
Total 25 - 100
Table 3. Score card for bacterial count of milk
SPC (cfu/ml) Score
>30000 0
18000 - 30000 1
12000 – 18000 2
6000 – 12000 3
3000 – 6000 4
< 3000 5

230
Table 4. General Scoring Guide for Milk and Milk Products
Selected ReadingBourne M (2002) Sensory Methods of texture and viscosity measurement. In: Food Texture and Viscosity.
Academic Press, London, UK. 257 – 291.
Clark, S., Costello, M., Deake, M, and Bodyfelt F (2009) Fluid milk and cream products. In: The sensory evaluationof Dairy products. Springer Science + Business Media, New York, USA. 73-133.
FSSR, (2011) Food Safety and Standard Regulation [Internet document]. www.fssai.gov.in. Accessed 26 ⁄ 08 ⁄ 2015.
Quality according tothe Grade of Dairy
Products
Grade Defect & Intensity Approximate Score(% of the Perfect
Score)
Excellent A No defect More than 90%
Good B Flavour: Flat, slight cooked/stale/barny/neutralized/ saltyConsistency/Texture: defects of onlyslight intensity
More then 80%But less then 90%
Fair C Flavour: Definite cooked/neutralized/feed/ flat. Slight rancid/oxidized/metallic/fishy/ yeasty/mouldy/ acidicConsistency/Texture: Any texture defectof definite intensity
More then 60%But less then 80%
Poor D Flavour: Any flavour defect of the higherintensity as given above for grade CConsistency/Texture: Pronounced defect
Less then 59%. Theproducts are generallyunacceptable at thisscore

231
High Pressure Processing of Milk and Milk Products
Ashish Kumar Singh, P. N. Raju, Sanket Borad
Dairy Technology Division
1. Introduction
Milk was among few commodities on which the first experimentation related to high pressure processing
(HPP) was carried out almost a century ago bit Hite & co-worker at Virginia Experimental Station.
Despite holding the promise to inactivate the microorganisms associated with milk spoilage HHP could
not be further utilized in milk and other food products owing to various issue related to equipment design
and their operation on commercial scale. However, research carried out recently indicate that HHP seems
a very promising processing intervention, as it offers numerous opportunities for developing shelf-stable
foods with better nutritional, excellent organoleptic characteristics and in delivering safe foods to
consumers (Fonberg-Broczek et al., 1999). The technology has potential to address certain critical issues
associated with conventional thermal processing in milk and milk products such as browning, loss of
nutrients and other bioactive components. Since the temperature employed in majority of the HHP
processes is in ambient range hence, it may provide a potential to reduce energy consumption and costs of
operation, as well as to improve sustainability of production (Toepfl et al, 2006). The most attractive
feature which has made the process worldwide acceptable is uniform processing ability as the pressure is
applied uniformly throughout the food material, independent of its mass and time. In the case of dairy
products, high pressure (up to 400 MPa) has been used to process milk successfully, which has resulted in
desriable characteristics of milk products like yogurt, cheese, cream, among others; in fact, there have
been more studies on these products than on fluid milk alone. The advantage of HHP is that it not only
homogenizes milk but also inactivates the microorganisms and extends the shelf life of the product
(O’Reilly et al., 2001), which is similar to milk processed under ultra high temperature conditions.
For low-acid foods, such as milk, mild temperatures in combination with high pressure are necessary to
ensure extended shelf life products with higher quality characteristics (Balasubramaniam, 2003). Pressure
in combination with heat can be used for sterilization of milk. Researchers have shown that the
application of ultra high pressure combined with mild temperatures can extend the shelf life of milk up to
45 d.
2. Effect of HHP on Milk Microorganisms
The resistance of microorganisms to pressure in food is very variable depending on HP processing
conditions (pressure, time, temperature, cycles,), food constituents and the properties and the
physiological state of the microorganism (Smelt, 1998). Bacteria are expected to be injured or killed by
high hydrostatic pressure (HHP). This depends on pressure levels, species and strain of the
microorganism and subsequent storage. Injured bacteria may be repaired which could affect the
microbiological quality of foodstuffs with an important safety consideration especially in low acid food
products. The pressure resistance of microorganisms can be affected by many intrinsic and environmental
parameters. Important among these is the nature of the suspending medium. Milk and cream protect
microorganisms against pressure. Pressurization of samples was carried out using a high pressure at 41 °C
and 448.0 MPa for11 min. Treatment of L. monocytogenes in milk under HPP was not as effective as in
fruit juices, because the high nutrient content in whole milk increased the resistance of the strain to HPP,

232
and that HPP was suitable for inactivation of microorganisms in high and low acid food systems. Studies
conducted by Vachon et al. (2002) revealed that dynamic high pressure treatment inactivates the 3 major
food pathogens (Listeria monocytogenes LSD 105-1, Escherichia Coli O157:H7 ATCC 35150 and
Salmonella Enteritidis ATCC 13047) present in milk. Work carried out on combined application of HHP
and casein on microbiological quality of milk and milk products indicate that this intervention could be
more lethal as compared to HP treatment alone.
3. High Pressure Induced Effects on Milk Components
HP influences the physico-chemical and technological properties of milk. When milk is subjected to HP,
the Casein Micelles are disintegrated into smaller particles which in turn are accompanied by an increase
of caseins and calcium phosphate levels in the serum phase of milk and by a decrease in the both non-
casein nitrogen and serum nitrogen fractions (Law et al., 1998). Pressure above than 3000 atmosphere
tends towards irreversible denaturation as compared to reversible denaturation within range of 1000-3000
atmospheres (Jaenicke, 1981). Felipe et al. (1997) reported that a pressure treatment of 500 MPa at 25 °C,
denatures β-lactoglobulin and denaturation of the immunoglobulins and α-Lactalbumin only occurs at the
highest pressures and particularly at temp above 50° C which gives an idea of preservation of colostrums..
With the application of HP treatment as said above the size and number of casein micelles increases as
spherical particles changes to form chains or clusters of sub-micelles. Thus, reduces RCT (Rennet
Coagulation Time). In general, rennet coagulation properties of milk subjected to pressures of 100–500
MPa for 30 min are enhanced.
Liu et al. (2005) studied the effect of (HHP) treatments on hydrophobicity of whey protein concentrate
(WPC) and observed that treatment of WPC yields increase in the number of binding sites and led to
certain modifications of proteins and showed promising results for improving functional properties of
foods. Similar observations for improved hardness, surface hydrophobicity, solubility, gelation and
emulsifying properties were recorded by Lee et al. (2006) in whey proteins functionality.
Studies carried out by Gervilla et al. (2001) on Free fatty acids (FFA) content in ewe's milk have showed
that HP treatments between 100–500 MPa at 4, 25 and 50° C did not increase FFA content. Thus it is of
great interest to avoid production of off flavours which otherwise gets develop because of lipolytic
rancidity in milk. Hydrostatic pressure up to 500 MPa produces some modifications on size and
distribution of milk fat globules of ewe's milk. HP treatments at 25 and 50° C showed a tendency to
increase the number of small globules in the range 1–2 μm, whereas at 4°C the tendency was the reverse
(Gervilla et al., 2001). However, no damage on the milk fat globule membrane occurred, being proved by
the lack of increase in lipolysis as it has been mentioned above. This provides some advantages for HP-
treated milk, because HP treatment increases the stability of milk treated at 25 and 50° C, whereas at 4 °C
(low temperatures) increases the creaming-off. This aspect could improve cream separation in the
elaboration of butter. Lactose in milk and milk products may isomerise to lactulose by heating and then
degrade to form acids and other sugars. No changes in these compounds are observed after pressurization
(100–400 MPa for 10–60 min at 25 °C), suggesting that no Maillard reaction or lactose isomerization
occur in milk after pressure treatment (López Fandiño et al., 1996).
Contrary to thermal treatments, where covalent as well as non-covalent bonds are affected, HP treatment
at room and mild temperatures only disrupts relatively weak chemical bonds (hydrogen bonds,
hydrophobic bonds, ionic bonds). Thus, small molecules such as vitamins, amino acids, simple sugars and
flavour compounds remain unaffected by the HP treatment. HP treatment of milk at 400 MPa (@ 2.5
MPa/s for 30 min at 25 °C) results in no significant loss of vitamins B1 and B6 (Sierra et al., 2000).
233
4. Effect on Milk Enzymes
The effects of HPP on inactivation of enzymes depend on the structure of the enzyme and the processing
conditions applied. Alkaline phosphatase used as indicator for determining the efficacy of pasteurization
process appears quite pressure-resistant, with no inactivation in raw milk after treatment at 400MPa for 60
min at 20°C. The enzyme is completely inactivated at 800 MPa for 8 min. Indigenous milk
lactoperoxidase, phosphohexoseisomerase and g-glutamyltransferase, are also resistant to pressures up to
400MPa at 20–25°C. Researchers have indicated that lipoprotein lipase (LPL) is pressure stable. In fact,
the activity of lipases in milk is enhanced by high pressure processing (Buffa et al., 2001). Combinations
of higher pressure and temperature are necessary to inactive lipases in milk.
5. High Pressure related Changes on Functional Characteristics of milk
Micelle disintegration induced by HP treatment also affects milk Colour. An study was carried out by
Harte et al. (2003) to observe the series of changes during combine treatment of thermal and HHP for
yogurt manufacture and it was observed that milk subjected to HHP or thermal treatment and then HHP,
lost its white colour and turns into yellowish colour and may be due to reduction in size of casein micelles
(Needs et al., 2000), whereas milk when first subjected to HP and then to thermal treatment regained its
whitish colour and is attributed to reversible nature of casein micelles (or reaggregation of disrupted
micelles) towards HHP treatment when applied in the range of 300-676 MPa followed by thermal
treatment. HPP has been observed to affect the heat coagulation time (HCT) of milk and pressure
treatment above 200 MPa was found to decrease the HCT. The effect on HCT could be attributed to HP
induced changes in casein and milk minerals. Likewise rennet coagulation time (RCT) of milk has also
been observed to be influenced by HPP, but the change in RCT is quite variable. Garcia Risco et al.
(2000) found that HP treatments at 400 MPa for 15 min at 40–60°C reduces the proteolytic activity, and
at 25–60° C improves the organoleptical properties of milk, suggesting that these combined treatments
could be used to produce milk of good sensory properties with an increased shelf life.
6. Prospective Applications of High Pressure Processing in Dairy Industry
In dairy products, high pressure (up to 400 MPa) has been used to process milk successfully, which has
resulted in significant effect on milk molecules that could also influence the characteristics of milk
products like yogurt, cheese, cream, etc. Some of the prospective applications have been discussed
hereunder.
6.1 HHP Induced Effect on Cheese Making Characteristics
Milk pasteurization destroys pathogenic and almost all spoilage microorganisms and it is the most
important heat treatment applied to cheese milk to provide acceptable safety and quality. However, milk
pasteurization is known for its adverse affects with respect to many sensory characteristics of cheese,
leading to alterations in texture and often delayed maturation (Grappin & Beuvier, 1997). HP technology
can be used to increase the microbiological safety and quality of milk to produce high quality cheeses. As
it has been mentioned above, HP processing of milk at room temperature causes several protein
modifications, such as whey protein denaturation and micelle fragmentation, and alters mineral
equilibrium. It has been observed that denaturation of whey proteins due to applied pressure results in
interaction between denatured whey protein and casein, which in turn increases the retention of former
within casein matrix in cheese. Thus, these changes results in modifying the technological aptitude of
milk to make cheese, improving the rennet coagulation and yield properties of cheese milk (Gonzalez et
al., 2004). Microbiological quality of cheeses from HP-treated milk (500 MPa for 15 min at 20 °C) was

234
comparable to pasteurized milk (72 °C for 15 s) cheeses (Buffa et al., 2001). However, the application of
HP technology to cheese milk causes differences in cheese composition and ripening in comparison to
pasteurized milk cheese. The HP-treated milk cheeses have higher moisture, salt and total free amino
acids contents than raw or pasteurized milk cheeses. On the other hand, cheeses made from HP-treated
milk showed a similar level of lipolysis to cheeses made from raw milk, whereas the level of lipolysis in
cheese made from pasteurized milk was lower and this behaviour was explained by heat-sensitive but
partial pressure-resistant characteristics of the indigenous milk lipase. Also pressure treated cheese
showed more viscoelastic texture and had less resistance to flow (Messens et al, 1999).
Being cheese ripening a quite expensive process, acceleration of ripening is highly desirable. Most of the
work in this field has been done by elevation of ripening temperature, addition of cheese slurries or
exogenous enzymes or by the use of adjunct starters, either as such or in modified form. Experimental
Cheddar cheese samples were exposed to pressure from 0.1 to 300 MPa for 3 days at 25°C after cheese
making. Best results were obtained at 50 MPa, where cheese with free amino acid and taste comparable to
that of a 6 month old commercial cheese was obtained. In particular, the kind of starter bacteria added to
the cheese milk was highly proteolytic and at least 10-fold higher than conventional inoculation rates. In
certain cheese varieties such as Mozzarella and Gouda, pressurization increases rate of proteolysis on
exposure to pressure treatment of 400-600 MPa for 5-15 min. There is substantial scope for improving the
quality of cheeses made from Buffalo milk.
6.2 Yoghurt and Ice- Cream
Yoghurt, a very popular dairy product suffers from common defect of syneresis and low viscosity or
rigidity. Yoghurt quality can be improved in terms of its preservation and improved rheological properties
by pressurization treatment. Skim milk treated with combined treatments of high hydrostatic pressure
(400-500 MPa) and thermal treatment (85° C for 30 min) showed increased yield stress, resistance to
normal penetration, elastic modulus and reduced syneresis (Harte et al., 2003). Reps et al. (1999)
investigated the effect of pressurization on inactivation of microflora present in yogurt and found that HP
treatment of 400 MPa completely inactivates Lactobacillus bulgaricus but Streptococcus thermophilus
has been found to be more resistance towards pressure and its resistance varies from strain to strain & is
in the range of 35.3 to 99.9 % which will be beneficial in checking post-acidification in yoghurt a major
detriment for longer shelf life of yogurt.
HPP treatment Induces fat crystallization, Shortens the time required to achieve a desirable solid fat
content, & thereby thus reduces the ageing time of Ice Cream, and also enhances the physical ripening of
cream for making butter (Buchheim and Frede, 1996).
6.3 Prospective Applications in Functional Dairy Foods
Colostrum is the first mammary secretion produced during the first 72 hours after parturition, provides
nourishment for the newborn. It contains numerous immune system and growth factors as well as
essential nutrients, trypsin and protease inhibitors that protect it from destruction in the Gastrointestinal
tract. The most important components of colostrum can basically be divided into two major categories:
immune factors and growth factors. Colostrum is particularly rich in immunoglobulins, lactoferrin,
lactoperoxidase and other bioactive molecules, including growth factors. Colostrum has antioxidant and
anti-inflammatory properties and is a good source of many vitamins, minerals, enzymes and amino acids.
Heat treatment and freeze drying are two most common processing technologies which have been applied
so far for preserving the colostrum, however these cause substantial lossess of immunoglobulins, growth
factors and therapeutic minor whey protiens. There is increasing demand of colostrum powder because of

235
its health promoting properties for infants, women, persons suffering with immune disorders including
HIV, Cancer. HHP technology have been reported to have minor effect on bioactivity of colostrum
preparations, however there is need to systematic carry out detailed investigations.
Probiotic foods are one of the fastest growing sectors of functional foods. One of the major obstacles in
efficacy of probiotic dairy products is the loss of viability of microorganisms during processing, storage
and consumption. Irrespective of the preservation method applied, probiotic cultures are exposed to
unfavourable environmental conditions, due to increased solute concentration, intracellular ice formation
in case of freezing and freeze drying, exposure to high temperatures during spray drying and in general,
dehydration. HP and PEF, particularly, might be highly useful techniques employed in the preservation of
ingredients used in processing liquid probiotic foods (Pereira & Vicente, 2009). In high pressure
processing (HP), the food (solid or liquid) is subjected to pressures above 100MPa upto 900MPa, with
pressures used in commercial systems between 400 and 700M. The probiotic micro organism should be
technologically suitable for incorporation in the food product retaining their viability and efficacy in the
food product. There is great scope for utilizing HP processing for the development of probiotic dairy
foods with higher viable counts.
7. Conclusion
HPP products are becoming choice of a new consumer in terms of health and safety aspects. Being one of
the emerging technologies in developing countries, High pressure technology offers the technologists an
opportunity to develop novel products with enhanced shelf life and higher safety with better sensory and
nutritional aspects of food intact within and being applicable to a wide range of products, this technology
offers food processors to manufacture minimally processed shelf stable products. However, looking at the
potential of High pressure treatment for shelf-life extension without affecting the nutritional value and
modification of functionalities of macromolecules for exploitation of improving the quality characteristics
of resultant products needs to be investigated. HPP offer considerable scope for delivering high-value
dairy products such as colostrum, probiotic dairy products; infant foods and even shelf-life enhancement
of human milk without affecting its nutritional and therapeutic virtues.
8. Selected Reading
Balasubramanian S and Balasubramanian V M (2003) Compression heating influence of pressure transmitting fluids
on bacteria inactivation during high pressure processing. Food Research International 36 661-668.
Buchheim W and Frede E (1996) Use of high-pressure treatment to influence the crystallisation of emulsified fats.
DMZ Lebensmittel industrie and Milchwirtschaft 117 228–237.
Buffa M, Guamis B, Pavia M and Trujillo A J (2001) Lipolysis in cheese made from raw, pasteurized or high-
pressure treated goat's milk. International Dairy Journal 11 175-179.
Chawla R, Patil G R and Singh A K (2011) High Hydrostatic technology in Dairy Processing: A Review. Journal of
Food Science & Technology. 48 260-268.
Felipe X, Capellas M and Law A R (1997) Comparison of the effects of high-pressure treatments and heat
pasteurisation on the whey proteins in goat's milk. Journal of Agricultural and Food Chemistry. 45 627–631.
Fonberg-Broczek M, Arabas J, Kostrzewa E, Reps A, Szczawiński J, Szczepek J, Windyga B, Porowski S. (1999)
High pressure treatment of fruit, meat, and cheese products: equipment, methods and results. Processing
Foods. Quality Optimisation and Process Assessment, eds CRC Press LLC. Pg. 281–300.
Garcia-Amezquita E L, Primo-Mora R A, Barbosa-Cánovas V G, Sepulveda R D (2009). Effect of non-thermal
technologies on the native size distribution of fat globules in bovine cheese-making milk. Innovative Food
Science and Emerging Technologies. 10 491–494.

236
Gervilla R, Ferragut V and Guamis B (2001) High hydrostatic pressure effects on colour and milk-fat globule of
ewe’s milk. Journal of Food Science, 66 880 –885.
Gonzalez-Martin M F San, Chanes- Welti J S and Barbosa- Canovas G V (2004) Cheese manufacturing assisted by
ultra-high pressure. IFT Meeting, July 12-16, Las Vegas, NV.
Grappin R and Beuvier E (1997) Possible implications of milk pasteurisation on the manufacture and sensory
quality of ripened cheese: A review. International Dairy Journal 7 751–761.
Harte F, Luedecke L, Swanson B, Barbosa-Cánovas G V (2003). Low-Fat Set Yogurt Made from Milk Subjected to
Combinations of High Hydrostatic Pressure and Thermal Processing. Journal of Dairy Science 86 1074-1082.
Jaenicke R (1981) Enzymes under extreme conditions. Annual Review Biophysics Bioengineering. 10:1
Law A J R, Leaver J, Felipe X, Ferragut V, Pla R and Guamis B (1998) Comparison of the effects of high pressure
and thermal treatments on the casein micelles in goat’s milk. Journal of Agricultural and Food Chemistry, 46
2523 –2530.
Lee L and Kaletunc G (2010) Inactivation of Salmonella Enteritidis strains by combination of high hydrostatic
pressure and nisin. International Journal of Food Microbiology 140 49-55.
Lopez Fandino R, Carrascosa A V and Olano A (1996). The effects of high pressure on whey protein denaturation
and cheese-making properties of raw milk. Journal of Dairy Science 79 929 – 1126.
Messens W, Foubert I, Dewettinck K, Huyghebaert A (2000) Proteolysis of a high-pressure-treated smear-ripened
cheese. Milchwissenschaft 55 328–332.
Needs E C, Stenning R A, Gill A L, Ferragut V, Rich G T (2000) High pressure treatment of milk: effects on casein
micelle structure and on enzymic coagulation. Journal of Dairy Research 67 31–42.
O' Reilly C E, Kelly A L, Murphy P M, Beresford T P (2001) High pressure treatment: applications in cheese
manufacture and ripening. Trends in Food Science and Technology 12 51−59.
Reps A, Warminska Radyko I, Dajnowiec F (1999). Effect of high pressure on yoghurt. Advances in High
PressureBioscience and Biotechnology Heidelberg, Germany:Springer 453 –456.
Sierra I, Vidal Valverde C and López Fandiño R (2000) Effect of high pressure on the Vitamin B1 and B6 content in
milk. Milchwissenschaft 55 365–367.
Smelt J M (1998) Recent advances in the microbiology of high pressure processing. Trends in Food Science and
Technology 9 152 –158.
Toepfl S; Mathys A, Heinz V, Knorr D (2006) Potential of high hydrostatic pressure and pulsed electric fields for
energy efficient and enviornmentally friendly food processing. Food Reviews International. 22 405-423.
Vachon J F, Kheadr E E, Giasson J, Paquin P, Fliss I (2002) Inactivation of foodborne pathogens in milk using
dynamic high pressure. Journal of Food Protection. 65 345-352.

237
Advances in Infant Food Formulations
D.K.Thompkinson
1. Introduction
Human infants should ideally be nursed on mothers milk which constitutes natures best food. However, in
the event of lactation failure, insufficient milk secretion and where mothers suffering from transmittable
diseases, human milk substitutes serve as savers of precious life during vulnerable stages of infancy. Most
of the breast milk substitutes utilize bovine milk due to easy availability. The pattern of bottle feeding is a
sequal to industrialization and urbanization. There has been an ever increasing reliance of formula
feeding practices both in developed and developing countries. Bovine milk based dried formulations have
become a prominent feature of infantile dietetics. The technological advances has contributed to the
fascinating evolution from simple condensed mix mixtures to sophisticated formulations of today. There
has been an tremendous growth in the dried milk industry for manufacture of infant formula. Today
nearly 185,000 tonnes of infant formula is manufacture d in India representing approximately 3.8% of
total milk production.
Emphesis has been laid on manufacture of formulations having compositional and biochemical
characteristics similar to human milk. This has changed the scenario of infant feeding where conventional
formulas have been constantly replaced with nutritionally improved formulations. Industrially prepared
formulae significantly lack in bioprotective factors, firstly because bovine milk is innately deficit in bio-
immune factors, and, secondly due to thermal processing treatments that tend to further reduce their
levels. Very little work has been done as yet for incorporating bio-immune factors that assume special
significance in the bottle-feeding practice for providing protection against enteropathogenic bacteria
among infants. Never the less, the most appropriate alternatives to breast milk will continue to be infant
formulae based on bovine milk.
2. Physiological response of infant to conventional formulae
The infant’s underdeveloped intermediary metabolism in the critical period of first three months of ‘extra-
uterine’ growth is expected to have certain physiological repercussions when fed on formulas that are
compositionally different from human milk. Although bovine milk seems to be the most perfect food in
the later stages of life, the requirements for nutrients are different in infancy, which can only be met with
human milk at least in the initial stages. It is, therefore, pertinent to review the influence of biochemistry
of human and bovine milk on the nutritional and physiological system of an infant.
3. Significance of Protein Profile
The quality of human milk proteins is most suited for the immature functioning of intermediary
metabolism. Bovine milk creates a variety of problems, if fed to infants without modification. Several
parameters, such as the protein level, protein make-up and amino acid composition should be considered
so as to suit the underdeveloped intermediate enzymes and organ function amongst infants, particularly
during first three months of infancy.
Amount of protein ingested by formula fed infants is far higher than in breast-fed infants. The protein
breakdown products exert an excessive load on the immature kidneys of these infants. On the other hand,
in breast-fed infants, low molecular weight protein breakdown products are efficiently utilized. Human

238
milk has lower casein content (40%) as compared bovine milk (80%). The smaller amounts of casein in
breast milk allow softer milk curdling, shorter stay of the soft and flocculent curd in the stomach and
faster gastrointestinal digestion. In contrast to breast milk, the curd of bovine milk is coarse-flaky, large
and firm. Accordingly, bovine milk curd is more difficult to digest, increases the loss of nitrogen and
develops gastrointestinal dyspepsia. Babies fed on unmodified bovine milk respond with higher
concentration of blood urea compared to those given human milk. Studies on the solute load imposed by
bovine milk indicate the urea concentrations of 1007.3 mg per 100 ml in urine of bovine milk fed infants
as against 211.4 mg in breast-fed ones.
Besides the eight essential amino acids designated for adults, a few others are known to be essential for
infants. As the interconversion mechanisms of histidine from ribose-5-phosphate, cystine from
methionine and tyrosine from phenylalanine is not fully developed in infants, owing to the diminished
activity or even absence of their specific convertases, they are also considered to be essential for infants.
Human milk, although low in its protein content, provides all the eleven essential amino acids required for
infants. In cow milk, although other amino acids are in excess, cystine is considerably low. The
differences in the ratios of phenylalanine/tyrosine in human and cow milk are recognized as being
important or even critical in feeding the newborn babies when ‘transient tyrosinaemia’ is noted
frequently. In this context, buffalo milk once again excels cow milk in which phenylalanine/tyrosine ratio
is comparatively close to that of human milk. As taurine cannot be synthesized and infants are totally
dependent on its dietary intake, higher taurine content of human milk has gained considerable
significance.
4. Modification of milk proteins
Hypersensitivity to cow milk has caused a significant health problem since the introduction of mass-
produced infant formulas at the beginning of the twentieth century. Allergic symptoms normally appear
within the first two months of life and have been noted in 1 to 8 percent of formula fed infants. Although
the -lactoglobulin fraction has been implicated most often in allergic reactions to cow milk, the caseins,
-lactalbumin, serum albumin, and immunoglobulins and digests of these proteins are also allergenic in
infants and children. The -lactoglobulin can be removed and the remainder of the proteins blended for
use in infant formulas.
The caseins of cow milk also have been hydrolyzed and subjected to gel filtration to prepare a non-
antigenic fraction. Kuchroo and Ganguli (1980) prepared a humanized infant formula from buffalo milk
containing low levels of the antigenic s casein. Electrodialyzed skim milk was subjected to protein
hydrolysis with trypsin, pasteurized and fortified with lactose and vegetable oils. After homogenization,
vitamin mix was added and the mixture spray dried. Commercial hypoallergenic infant formulas such as
Neutramagin and Pregestamil from Mead-Johnson contain casein hydrolyzates.
Joglekar (1984) prepared an infant formula wherein the protein was exclusively derived from buffalo milk
to the extent that an adequate amount of limiting essential amino acid could be supplied at comparable
levels to human milk.
5. Significance of lipid profile
Lipids supply between 40 to 50 percent of the energy consumed in infancy. Beside energy, they are also
important sources of essential fatty acids and carriers of fat-soluble vitamins. The estimation of fat
requirement in infancy is, however, based on the types of fat, triglyceride and fatty acid make-up and the
recommended levels of fats. Human milk is better absorbed in comparison to bovine milk fat, which may

239
be attributed to the presence of palmitic acid in beta-position in the triglyceride configuration where it is
absorbed much better than that in terminal position or free acids. Animal studies using rat models have
also demonstrated this phenomenon. Monoglycerides with palmitic acids in beta-position are more
efficiently solubilized and absorbed by human infants. Human milk fat also contains adequate amount of
linoleic acid or linoleates and other essential fatty acids, which are required for maintaining the integrity
of skin and normal growth.
The ratio of unsaturated to saturated fatty acids in infant formulas has been adjusted to that of human milk
by incorporation of soybean, oleo and safflower oils which are rich in unsaturated fatty acids and coconut
oil and milk fat, which are rich in saturated fatty acids. Corn oil may also be added to formula to increase
the oleic acid content. Since cow and goat milk fat also contain highly absorbable triacylglycerols with
palmitic acid in the Sn-2 position, the digestibility of infant formulas could be improved by blending
vegetable fats and milk fats. Such formulations have ratios of saturated : polyunsaturated fatty acid, short
: medium : long chain fatty acids and Linoleic acid content similar to human milk. In contrast to cow
milk, fat absorption from the infant formulas with vegetable oil mixture is similar to that of human milk.
6. Significance of carbohydrate profile
Although lactose is present in both human and bovine milks, the variations in its concentration as well as
higher incidence of mono- and oligo- saccharides, imparts a superior status to human milk in infant
nutrition. Higher carbohydrate level in human milk plays a significant role in infant nutrition. It is well
documented that lactose is assimilated from the digestive tract more slowly than other carbohydrates. The
change of lactose into glucose and galactose in feeding human and bovine milk proceeds so slowly that
part of lactose remains intact almost up to the last section of digestive tract. The production of lactic acid
in the large intestine under the influence of bifidus microflora, makes the intestinal environment acidic
which is conducive to the growth of lactose fermenting rather than putrefactive organisms, thus
decreasing the likelihood of infection. Moreover, the extra lactose present in breast milk is helpful in the
synthesis of certain vitamins. Lactose also increases the absorption of calcium and iron.
There exist differences in the composition of mono- and oligosaccharides (galactose, glucose, fucose, N-
acetyl glucosamine, N-acetyl lactosamine etc.) of the carbohydrates in human and bovine milks.
Galactose plays an important role in the synthesis of galactosides and cerebrosides for myelin formation
and for the synthesis of collagen. Amongst the oligosaccharides, N-acetylglucosamine and N-acetyl
lactosamine possess bifidus-stimulating activity. These substances are present in substantial amounts in
human milk, about 40 times more than the amount found in bovine milk. In contrast to those in cow milk,
the glucides of human milk are only partly broken down and absorbed in infant, the remainder reaching
the lower gut and utilized by the bifidus microflora. The beneficial effects of bifidus flora in the intestinal
tract of infants include increased absorption of certain nutritionally important minerals like calcium,
phosphorus and iron, inhibition of enteropathogenic organisms, synthesis of ‘B’ group of vitamins and
detoxification influence in chronic liver diseases as reported by several workers (Gurr, 1981; Pahwa,
1982).
7. Modification of carbohydrates profile
Having adjusted protein and fat requirements, caloric density of the formulation was adjusted through the
incorporation of carbohydrates. After accounting for the energy available from protein and fat, the
carbohydrates requirement was calculated to be 61.10%. The bovine milk used in the formulation (mainly
as a source of proteins) accounts for only 18.9% of lactose. Balance amount for the total carbohydrate is
derived from the exogenous sources, namely maltodextrin and sucrose. The relative ratios of

240
maltodextrins and sucrose control the level of sweetness in IF. It appears that at 4.55% level, sucrose
masks adequately extraneous flavour in LIF that may originate from vegetable oils used for formulation.
Thus maltodextrin and sucrose in the ratio of 37.7:4.5 may be recommended. The total carbohydrates
content of 61.6 %(W/W) would contribute 51% of the total calories available from the feed. In normal
human milk, lactose contributes about 41% of the total calories. The liquid feeds for infants must have
neutral taste to permit self regulation of feed intake. Thus maltodextrin and sucrose would be suitable
source of energy in the dietary management of lactose intolerant infants.
8. Significance of mineral profile
Bovine milk possesses significantly higher amount of ash and different mineral concentrations compared
to human milk, evoking different physiological response amongst infants. The renal solute load of cow
milk is much greater than that of human milk, thus creating an excessive load on the kidneys, which are
not fully developed yet during first three months of infancy. The higher renal solute load created in
bovine milk is due to the metabolic breakdown of products of high protein content, notably urea. In
addition, the plasma osmolality of breast milk-fed infants is also lower and approximately equals the
physiological level of plasma. The quantitative interrelationships among the various minerals in the
infant’s diet play a more significant role nutritionally than absolute amounts of a particular mineral.
Imbalances due to the calcium:phosphorus and sodium:potassium ratios often lead to physiological
distress that are specially stressful during the first three months of infancy.
8.1 Calcium:phosphorus Ratio
The concentration of calcium and phosphorus and their ratio in human milk lead to a superior utilization
of calcium. In breast-fed infants, calcium absorption amounts to 75 per cent of intake as against mere 20
per cent in infants given bovine milk. Higher calcium content of cow milk is associated with a much
greater incidence of neonatal hypocalcaemia accompanied by convulsions. The level of phosphorus
influences the calcium mal-absorption. Higher concentration of phosphorus in bovine milk and hence,
lower Ca:P ratio leads to increased phosphorus absorption and concomitantly diminished uptake of
calcium. The serum electrolyte estimations in neonatal hypocalcaemia shows both low calcium and high
phosphorus levels. Retention of phosphorus is 90 per cent or higher from human milk and between 25 and
37 per cent from bovine milk. The adequacy of vitamin D is a critical factor in deciding whether or not
the ratio is critical and not the Ca:P ratio.
8.2 Sodium:potassium Ratio
The sodium level in bovine milk is 3 to 4 times higher than in human milk. Excess sodium content of
bovine milk was, therefore, considered to cause hypernatraemic dehydration of bottle-fed infants, which
sometimes leads to convulsion and subsequent mental retardation. Severe hypernatraemia has a toxic
effect of sodium poisoning which could lead to irreversible brain damage and perhaps even mortality. The
hypertension that develops as a result of higher sodium content of bovine may be lowered by altering the
sodium:potassium ratio with higher levels of potassium.
8.3 Iron Status
Although the iron contents of breast and bovine milks are comparable, iron deficiency anaemia is rare in
breast-fed infants but more common in those fed bovine milk. This difference is attributed to the higher
bioavailability of iron from human milk, an average of 49 per cent compared to mere 10 per rcent from
cow milk. This is possibly due to the presence of lactoferrin in human milk (Gurr, 1981). Iron is

241
distributed between high and low molecular weight fractions in human milk. The greater bioavailability is
related to the preponderance of the low molecular weight forms in human milk.
9. Considerations for formulation of infant formule
Infant formulae tend to vary in composition, but within fairly narrow and quite precise limits. In general,
as a complete substitute for human milk, formula should provide protein (of appropriate biological
quality) at 7 to 16 per cent of calories, fat at 30 to 54 percent of calories, linoleic acid at 2 to 3 per cent of
calories, and the remaining calories from carbohydrate sources. For best fat absorption, it is desirable to
have available a portion of monoglycerides with palmitic acid in the 2 position. Both cow’s and goat’s
milk fat represent sources of naturally occurring triglycerides with this fatty acid configuration. Vegetable
fats have little or no such chemical entities. Nonetheless, a reasonable likeness of human milk fat is
simulated through the judicious blending of various vegetable and milk fats. Possibly corn oil is
somewhat more acceptable because of its relatively high level of oleic acid. A complete replacement of
milk fat is possible, or blends of milk fat and vegetable fat possibly serve even better. The state of
scientific knowledge does not permit evaluation of the significance of cholesterol. Because many
contaminants or pollutants of food are soluble in fat, specially refined fats and oils provide better control.
To prevent conversion of cis to trans fatty acids, and loss thereby of essential fatty acids, low (or ultra
high) temperature treatment must be used throughout processing. In addition, evidence exists to suggest a
beneficial effect in fat absorption from presence of the amino acid taurine and the betaine carnitine.
Human milk contains 26.6 µmoles/100 ml of the former and 59 nmol/ml of the latter. Cow (and beef)
formulations are assumed to be equivalent or higher in content of carnitine, but soy formulas, lacking
supplementation, could be considered deficient. In human milk, the ratio of fat to protein is 2 (or more):1.
This balance in formulas is likewise preferably kept within those limits.
Protein in milk-based formulas is best divided between whey proteins and casein in a 60:40 ratio. Of the
major whey proteins in cow’s milk, -lactalbumin more nearly mirrors the whey proteins of mother’s
milk. Absence of the other major whey protein of cow’s milk (i.e., -lactoglobulin) eliminates a possibly
significant allergen. Given 0.9 percent -lactalbumin and 0.6 per cent casein, a reasonable likeness of the
protein profile of mother’s milk is produced. The ideal protein composition of formula would be 1.0 to
1.2 g protein/100 ml, and made consistent with human milk in the levels of taurine and cystine. Moreover,
certain glucosamines (of nonprotein nitrogen) may serve to stimulate growth of B. bifidum. For this
purpose, N-substituted D-glucosamines have been suggested, and also the co-enzyme A precursor,
pantetheine phosphate. In addition, lactulose (4-0-d-galactopyranosyl-d-fructose), a ketose derivative of
lactose, has been shown to enhance growth of the organism. This is true even though the compound is not
found to occur in raw (unheated) milk of either humans or cows. The formula in which the bifidus-
stimulating phenomenon was originally noted consisted of 1.2 g lactulose/70 kcal, with lactose content of
the diet held at 2.5 times the protein level. Work by different investigators put the desired lactulose
content at 1.2 to 1.5 percent of the diet. A heat-sterilized liquid infant formula causes conversion of
between 1 and 5 percent of total lactose to lactulose.
Caloric density of infant formulas of 670 kcal/liter appears nearly optimal for normal full-term infants.
The formulation should provide a calcium-phosphorus ratio of neither less than 1.1:1.0 nor more than 2:1.
The optimal ratio is near 1.5:1, at least through most of the first year of life. By 1 year of age, the
appropriate ratio is more nearly 1:1. Calcium should be of a chemical form that is biologically available
and should be present to a minimum of 50 mg/100 kcal. Minimum phosphorus level is 25 mg/100 kcal.
Minimum and maximum amounts of sodium, potassium and chloride must also be observed. These levels

242
are met within the ranges 6 to 17, 14 to 34 and 11 to 29 milliequivalents (mEq), respectively, in a formula
providing 670 kcal/liter. Major sources of protein for infant formulas include milk, whey, and soy. In the
latter case, highly refined soy protein (soy isolate) is used in most instances. Nonetheless, various
methods of purifying soy protein create significant differences in the composition of associated
ingredients, particularly mineral components. All soy protein supplies should be carefully monitored, and
the protein obtained from different suppliers should not be assumed to be identical. Chemical analysis
will generally serve most monitoring and/or quality control functions. New protein sources (nonmilk,
nonsoy) should undergo extensive metabolic and clinical studies prior to use.
Carbohydrate sources include lactose (or milk and whey products that contain lactose), sucrose, corn
syrup solids (a source of glucose), and starch. Actually, modified starch is used not so much as source of
carbohydrate as a stabilizer. Although there is no reason to believe that starch poses a digestive problem
to infants, neither have studies been carried out to assess its relative digestibility. However, generally
more formulas are prepared without than with it.
Codex standards for infant food has approved various kinds and amounts of food additives such as
thickening agents, emulsifiers, antioxidants, and compounds for adjusting pH. Most of these agents have
GRAS status in the United States. Similarly, these standards also recommend the vitamin additives for
use in infant formula. In some cases, several different chemical forms of the vitamin or provitamin have
approval for use. Processing requirements, availability, and/or stability in the specific food system will
dictate which form(s) will serve best.
A large number of mineral compounds are approved and made mandatory for incorporation in formulated
infant foods . Suitability of any given mineral additive depends on composition and moisture level of the
food product. Furthermore, each food imposes its own requirements for flavor and/or textural stability.
Oxidative rancidity is an ever-present problem in iron and / or copper-fortified foods containing
unsaturated fats. Gelation is a potential problem in concentrated liquid infant formulas. The mineral
composition of dairy-based infant formula involves certain unique technological challenges. The content
of calcium in cow’s milk varies somewhat on a seasonal and regional basis. The level of certain trace
minerals – among them zinc, iodine, copper, sodium, manganese, and cobalt – vary to more or less an
extent by the amount present in feed. The iron content of cow’s milk seems uninfluenced by the intake of
feed. Some amount of iron, copper, molybdenum, manganese, and magnesium is associated with the fat
globule membrane and will be lost upon separation and exclusion of milk fat as an ingredient in formula.
Perhaps a third of both calcium and phosphorus is associated with casein and remains with casein upon
rennet coagulation. Most magnesium (about 75%) and essentially all zinc are complexed with casein. As
they exist in milk, some amount of some mineral components will be lost to the permeate in milk or whey
treated by ultrafiltration, reverse osmosis, electrodialysis, and other methods of concentrating protein. Of
course, a certain amount of mineral depletion is necessary to provide a formula of appropriate osmolar
strength. In the process, however, some amount of some trace minerals will be lost, for better or worse.
When trace minerals are added to formula, sulphate salts are commonly used. Because of the potential to
cause methemoglobinemia, nitrate salts are usually not added to formula. Some small (safe) amount may
occur in formula made up of vegetable products. Nitrates also occur, and occasionally at high levels, in
some water supplies. Copper is another potentially toxic component of water. Soy products not
adequately processed may contain goitrogens, necessitating the presence in formula of added iodine as a
defense against goiter. Minerals commonly added to formulas include calcium, phosphorus, magnesium,
iron, copper, iodine, zinc, potassium, sodium, manganese, and chlorine (as chloride).

243
10. Formulations with bioprotective attributes
Despite the impressive advancement in developing technologies to upgrade the nutritional characteristics
of infant formulae similar to human milk, susceptibility of bottle fed infants to enteropathogenic
microorganism still contributes the largest health risk. The protective effect of human milk for infants, in
spite of lack of transfer of antibodies from gut into the circulatory system, points to a direct protective
role of human milk in the ecological system of the intestinal tract (Table 7). During early infancy, risk for
mortality and morbidity from common pathogens like coliform, salmonella, and shigella are very high. A
number of innate factors in human milk influence, the intestinal microflora of the neonate that ultimately
inhibit these enteropathogenic bacteria. These humoral protective factors are either derived from blood
serum, such as immunoglobulins or synthesized in mother’s memory glands like lactoferrin, lysozyme,
lactoperoxidase etc. Little attention has been paid for incorporating these bioprotective factors that
assume special significance in bottle-feeding practice for providing humoral protection among infants.
The following text describes possible actions and usage of these humoral protective factors for infant
formulae.
10. 1 Lactoferrin
Under physiological conditions, lactoferrin is capable of chelating iron, thus depriving bacteria of the iron
required for metabolism, resulting in their inhibition. Digestion of lactoferrin with certain proteolytic
enzymes does not significantly alter its iron binding property, suggesting that protein was quite capable of
exerting antibacterial activity against the E. coli and other enteropathogens in the digestive tract of the
infant. Lactoferrin also plays a useful role in the absorption of iron from the feed. Anti-carcinogenic
properties of lactoferrins, especially as a possible cure for leukemia have also been demonstrated.
Lactoferroxin, an opioid peptide with six amino acid residues originating from hydrolysis of lactoferrin
has been shown to be physiologically significant, although its usefulness in human health needs to be
further elucidated.
10.2 Lactoperoxidase
The lactoperoxidase system (LP) consists of three components – lactoperoxidase enzyme, hydrogen
peroxide and thiocyanate, an oxidizable substance. In the newborn infant saliva is quite rich in
lactoperoxidase activity and the enzyme is known to be resistant to low pH and proteolysis. The saliva
that enters the stomach and rich in lactoperoxidase is expected to reach the intestinal tract in an active
form for activation of LP system. The lactic acid bacteria metabolically generate hydrogen peroxide.
Thiocyanate, the third factor of LP system occurs naturally in animal tissues and secretions. Thus, the
system oxidizes the chemically inert SCN into OSCN. Exposure of bacterial cell to this oxidative product
results in leakage of potassium and amino acids from the cell and inhibition of carbohydrate uptake and
synthesis of DNA and RNA leading to cell lysis specially of the gram negative organisms. Bovine milk
that contains 30 µg/ml lactoperoxidase and 2 to 8 ppm thiocyanate could be an important source for the
supply of SCN required for activation of LP system. Controlled application of the system in infant
formula may be very useful for protecting neonatal health.
10.3 Lysozyme
In view of the antibacterial effect and possibly general immune system of neonates, there has been a
considerable interest in developing food applications of lysozyme. The incorporation of lysozyme in
infant formula could be useful in view of its influence under the ecological system of the intestinal tract.
The concentration of lysozyme in human milk is 300 times greater than bovine milk. The biological

244
significance of lysozyme lies with its possible protective effect against gram-negative potential
pathogens. Although lysozyme is isolated from egg bovine lysozyme has greater lytic activity. It is stable
at low pH and resists gastric juices under in vivo situations. Lysozyme containing formulations tend to
enhance bifidobacterium population in the intestinal tract.
10.4 Immunoglobulins
It is well established that feeding of colostrum and milk increases the resistance of both human and
neonates against enteric infections. The secretory Ig-A is a major antibody in human milk. Ig-G and Ig-
M are known to involve to a greater extent in providing both the bacteriostatic and bactericidal effects.
These immunoglobulins if incorporated in an active form the infant formula, will complement the
bacteriostatic components present in the formula. Membrane driven processes have been standardised in
our lab for the preparation of immunoglobulins on pilot scale suitable for incorporation in the infant
formulas. In this manner, it may be possible to augment the future infant formulations with the unique
properties of human milk with respect to containment of humoral protective factors apart from the
nutritional properties to fulfil the requirements of an human infant in the absence of availability of
sufficient quantities of mothers milk or in case where mothers are unable to feed their infants due to
socioeconomic reasons or fear of transmittable diseases.
11. Pro- and/or prebiotics in infant feeding
Many of the probiotic organisms are now being proposed as remedies for a number of gastrointestinal
conditions such as infectious and non-infectious diarrhoea, inflammatory bowel disease and food
allergies. There are also reports suggesting their hypocholesterolemic and anti-cancer properties besides
improving lactose tolerance. The predominance of several of the probiotic organisms as natural
inhabitants of the gastrointestinal tract of breast-fed infants has led to detailed studies on their role on the
health and well being of infants, their association with the components of breast milk and their probable
incorporation in infant feeds. The industry is investigating means to make the gut ecology of formula-fed
infants similar to those of breast-fed infants.
The bifidus activity of milk of Indian women were studied by Pahwa and Mathur (1982) who found that
the activity was approximately 30 and 50 times as much as those of buffalo and cow milk respectively.
Cell concentrate of B. bifidum was added to an infant formula mix (BCF) and fed to 24 infants born in a
hospital in New Delhi. The infants were all of the same range of body weight. They were divided into
three groups of eight each and fed on breast milk, BCF and a commercial formula (CCF). The
physiological response of the BCF-fed infants was very close to the breast-fed children. Both the groups
had bifidobacteria implanted in their intestines. Animal bioassays involving the two formulae revealed
that the calcium and iron absorption was greater in the BCF-fed rats than in the CC-fed rats.
Langhendries et al. (1995) reported that the addition of lactobacilli to infant formula resulted in a gut
ecology similar to those of breast-fed infants. It has been demonstrated in independent studies conducted
at the Mount Washington Paediatric Hospital, Maryland (USA) and the Pakkred Babies Home, Bangkok
(Thailand) that supplementation of infant formula with B. bifidum and S. thermophilus can reduce the
incidence of acute diarrhoea and rotavirus shedding in infants admitted to hospital (Saavedra et al., 1994;
Phuapradit et al., 1999). In the US-based experiments, out of the 55 subjects evaluated for a total of 4447
patient days for 17 months, only 7% of those receiving the probiotic formula, but 31% of the control
group developed diarrhoea. Ten per cent of the children on the probiotic formula recorded rotavirus
shedding as against 29% in the control group.

245
Haschke et al. (1998) reported that feeding follow-up formulas and growing-up milks containing
Bifidobacterium strain Bb12 (107-10
8/g formula powder) resulted in rotavirus infection, fewer periods
with hard bowel movements and a lower incidence of diaper rash. They also found that survival of the
organism during intestinal transit was confirmed when Bb 12 was given with milk-based formulas and
was not satisfactory with soy-based formulas. The use of antibiotics, particularly those with broad-
spectrum action, destroys the intestinal flora, causing diarrhoea. The incidence of antibiotic-associated
diarrhoea in children receiving broad-spectrum antibiotics ranges from 20% to 40% (Haschke et al.,
2001). Several studies mention the possibilities of employing probiotics as alternatives to antibiotics to
help the gastrointestinal tract to resist such aggression. Vanderhoof et al. conducted a trial in children
receiving antibiotics, wherein they were given Lactobacillus casei subsp. rhamnosus (Lactobacillus GG)
or placebo. The percentages of children with loose stools and diarrhoea were significantly lower in the
group receiving the probiotic organisms. Incorporation of oligosaccharides and other prebiotics in
humanised infant formulae may boost the survival of probiotic organisms in the gut of formula-fed
infants. The proportions, as well as the absolute numbers of bifidobacteria in the intestinal contents of
infants increase when they are fed formula supplemented with prebiotics (Boehm et al., 2001; Knol et al.
2001). The Scientific Committees on Food (SCF) of the European Commission has confirmed the safety
of oligofructose for use as an ingredient in baby food (Franck, 2002) after examining experimental
evidences. This prebiotic along with galacto-oligofructose can be used in follow-up foods in a
concentration of up to 0.8 g/dl in the product ready for consumption and can be given to infants aged
between 0 and 6 months.
In a double blind, controlled, randomised study, 123 healthy children (4-24 months) attending a day-care
centre were given a regular cereal or a cereal supplemented with 0.55 g/15 g of fructo-oligosaccharides
(Saavedra et al., 1999; Tchernis et al., 1999). The average daily intake of the fructo-oligosaccharide was
1.2 g. There was a reduction in cold symptoms, runny nose, antibiotic use and day-care absenteeism.
Although there was no significance difference in the frequency of reported diarrhoea, the incidence of
diarrhoea-associated symptoms (fever, medical attention required, vomiting, discomfort and
regurgitation) was reduced. Another study conducted simultaneously in Brazil, Mexico, Spain and
Portugal among 626 mild to moderately malnourished children (1-6 years) evaluated the incidence and
duration of sickness when they were given a nutritional supplement with or without synbiotics (L.
acidophilus, B. infantis and an oligosaccharide (Raftilose P95). The catch-up growth increased and the
number of sick days decreased in both the groups, the decrease being more pronounced in younger
children (1-2 years). The number of sick days for older children (3-5 years) as well as the constipation
days was lower in the symbiotic-fed group (Fisburg et al., 2000).
12. Transgenic technology for humanisation of bovine milk
While until recently, emphasis in the field of dairy-based biotechnology has been on breeding large
animals to produce more milk, the attention is now tuned to adding more value to milk and studying its
health implications. Milk composition can be altered by nutritional management or through the
exploitation of naturally occurring genetic variation among cattle. By combining the two approaches of
nutritional and genetic interventions, researchers are now hoping to develop 'designer milk' tailored to
consumer preferences or rich in specific milk components that have implications in health as well as
processing. Although few would debate over the suitability of mother’s milk as the best food for the
sucking infants, due to varying reasons, a number of infants are fed formulas based on bovine milk. The

246
composition of these formulas could be greatly improved to suit the needs of the infant by incorporation
of ingredients that resemble those of human milk in bovine milk, thereby 'humanising' the latter.
Lactoferrin, the iron-binding protein has antimicrobial properties and may also mediate some effects of
inflammation and have a role in regulating various components of the immune system. Its level in human
milk is about one g/l (in human colostrum about seven g/l). As the levels of lactoferrin in cow milk is
only about one tenth of that in human milk, this has caught the attention of those involved in designing
human milk replacement formulas. The human lactoferrin (hLF) gene has already been expressed at low
levels (0.1 to 36 mg/ml) in the milk of transgenic mice and a transgenic bull that carries the gene for hLF
has been produced. Human milk contains 0.4 g/l of lysozyme (LZ), an enzyme that provides antibacterial
activity in human milk. Active human lysozyme (hLZ) has been produced in the milk of transgenic mice
at the concentrations of 0.78 g/l (Maga and Anderson, 1995). On the processing front, the expression of
LZ in milk results in the reduction of rennet clotting time and greater gel strength in the clot. A double
transgenic cow that co-expresses both hLF and hLZ in milk may also reduce the incidence of intra-
mammary infection or mastitis.
Yet another application of transgenic technology could be to produce the human lipase, which is
stimulated by bile salt in the milk of bovines. The lipase thus produced could be used as a constituent of
formulas to increase the digestibility of lipids especially in premature infants who have low lactose
activity (Lonnerdal, 1996).
Several children are allergic to cow’s milk, owing to the presence of -lg, which is not found in human
milk. Elimination of this protein by knocking out -lg gene from cow’s milk is unlikely to have any
detrimental effects, on either cow or human formula, and might actually overcome many of the major
allergy problems associated with cow’s milk.
Industrial interest has focused on the production of high value, low volume, therapeutic proteins in the
milk of domestic animals and in this context, several human proteins have already been expressed with
success. The major advantage of transgenic technology is that proteins can be produced at a very low
cost. Economic comparison of production costs of human tissue plasminogen activator (htPA) through
bacterial fermentation, mammalian cell culture and cow transgenic technology estimates the cost/g of
htPA to be 20000, 10000 and 10 US dollars respectively (Karatzas and Turner, 1997). Two proteins,
human antitrypsin and human antithrombin III have been purified from milk of transgenic ruminants.
Human antithrombin III, a plasma protein that helps prevent harmful blood clotting is also being tested.
13. Conclusion
During the past few decades, there has been a resurgence of interest in infant feeding and in the role of
human milk in particular. However, there is still a place for artificial milks, although the emphasis of
evidence suggests that breast-feeding is the ideal to be sought wherever possible. There is no doubt,
nevertheless, that there are circumstances which demand bottle-feeding. The need of the hour appears to
develop advanced infant foods with antimicrobial and protective components of milk such as lysozymes,
lactoperoxidases, lactoferrin, vitamin binding proteins. Such a formula should have abilities to alter
gastrointestinal microflora of infants and implant beneficial microorganisms removing pathogens. It
should contain concentrations of antimicrobials and proteins, which may offset losses in these biologicals
caused by pasteurization during manufacture of infant foods. Infant formulae with added prebiotics and
with or without probiotics are also gaining recognition. Such formulae help to improve the gut microflora
as well as nutrient absorption. ‘Humanising’ the bovine milk by the most sophisticated transgenic

247
technologies suggest the scope of obtaining straight from the udder of the cow, milk that resembles
human milk in compositional and physiological attributes.
14. Suggested Reading
Blanc B (1981) Biochemical aspects of human milk and comparison with bovine milk. World Review of Nutrition
and Dietetics, 36 1-89.
Boehm G, Cassetta P, Lidestri M, Negretti F, Stahl J and Mariti A (2001) Effect of dietary oligosaccharides on
faecal bifidbacteria in formula-fed preterm infants. Journal of Pediatric Gastroenterology and Nutrition 32 393.
Codex Alimentarius Commission. (1981) International Standards for Foods for Infants and Children. Food and
Agricultural Organisation, Rome, Italy.
Fisburg M, Maulen I, Vasauez E, Garcia J, Camer G M and Alavan P A (2000) Effect of oral supplementation with
and without synbiotics on catch-up growth in preschool children. Journal of Pediatric Gastroenterology and
Nutrition 81S2. Abstract 987.
Franck A (2002) Oligofructose allowed in infant formulae and baby food in Europe. Orafatti Newsletter. No.6.
February. p:2.
Friend B A, Shahani K M and Mathur B N (1983) Newer advances in human milk substitutes for infant feeding.
Journal of. Applied Nutrition. 35 88-115.
Gurr M I (1981) Human and artificial milks for infant feeding. Journal of Dairy Research, 48 518-554.
Haschke F, Firmansyah A, Meng M, Steenhout P and Carrie A L (2001) Functional foods for infants and children.
Monatsschrift Kinderheilkunde. 149 S66-S70.
Haschke F, Wang W, Ping G, Varavithya W, Podhipak A, Rochat F, Link-Amster H, Pfeifer A, Diallo-Ginsstl E and
Steenhout P (1998) Clinical trials prove the safety and efficacy of the probiotic strain Bifidobacterium Bb12 in
follow-up formulas and growing-up milks. Monatsschrift Kinderheilkunde. 146 S26-S30.
Hurrell R F, Berrocal R, Neeser J R, Schweizer T F, Hilpert H, Traitler H, Colarow L and Lindstrand K (1989)
Micronutrient in infant formula. In: Micronutrients in milk and milk-based food products. E. Renner, G.
Schuafsma and K.J. Scott. (Eds.) Elsevier Applied Sci. London. 239-273.
Joglekar S S (1984) Selective aspects of manufacturing an improved infant formula. Ph.D. thesis. Kurukshetra
University, Kurukshetra, India.
Karatzas C N and Turner J D (1997) Toward altering milk composition by genetic manipulation: Current status and
challenges. Journal of Dairy Science 80 2225-2232.
Knol J, Poelwijk E S, van der Linde E G M, Wells J C K, Bronstrup A, Kohlschmid N, Wirth S, Schmitz B, Skopnik
H, Schmelzle H and Fusch C (2001) Stimulation of endogenous bifidobacteria in term infants by an infant
formula containing prebiotics. Journal of Pediatric Gastroenterology and Nutrition 32 399.
Kuchroo C N and Ganguli N C (1980) Technological approaches for infant food manufacture from modified buffalo
milk. Journal of Food Science 45 1333-1335.
Langherdries J P, Detry J, Van Hees J, Lamboray J M, Darimont J, Mozin M J, Secretin M C and Senterre J (1995)
Effect of a fermented infant formula containing viable bifidobacteria on the faecal flora composition and pH of
healthy full-term infants. Journal of Pediatric Gastroenterology and Nutrition 21 125-129.
Maga E A and Anderson G B (1995) The effect of mammary gland expression of human lysozyme on the properties
of milk from transgenic mice. Journal of Dairy Science. 78 2645-2652.
Pahwa A (1982). Studies on the role of bifidus factor in infant nutrition. Ph.D. thesis. Kurukshetra University,
Kurukshetra, India.
Pahwa A and Mathur B N (1982) Nutritional evaluation of a bifidus-containing infant formula. International Dairy
Congress, IE:664.

248
Paul S C (1984) Technological aspects of manufacturing low-lactose infant formula. Ph.D. thesis. Kurukshetra
University, Kurukshetra, India.
Paul S C and Mathur B N (1993a). Development of law lactose infant formula. Indian Journal of Dairy Science, 46:
377.
Paul, S C and Mathur B N (1993b). Effect of lactose hydrolysis on some nutritional characteristics of spray dried
lactose hydrolysed infant formula. Australian Journal of Dairy Technology. 48 49-53.
Rao B V R (1985) Development of a formula for the dietary management of pre-term infants. Ph.D. thesis.
Kurukshetra University, Kurukshetra, India.
Saavedra J M, Bauman N A, Oung I, Perman J A and Yolken R H (1994) Feeding of Bifidobacterium bifidum and
Streptococcus thermophilus to infants in hospital for prevention of diarrhoea and shedding of rotavirus. Lancet.
344 1046-1049.
Singh M N (1982) Studies on the modification of bovine milk for the development of an infant formula. Ph.D.
thesis. Kurukshetra University, Kurukshetra, India.
Singh M N and Mathur B N (1982) Application of electrodialysis for mineral lodification of bovine milk for the
manufacture of infant formula. International Dairy Congress, IE:514.
Tchernis A, Moore N, Abi-Hanna A, Yolken R, Colerts F, Emenhiser C and Saavedra J M (1999) Effects of ling-
term consumption of a weaning food supplemented with oligofructose, a prebiotic, on general infant health
status. Journal of Pediatric Gastroenterology and Nutrition. 29:58.
Thompkinson D K (1986) Technological aspects of incorporating PUFA-rich vegetable oils for infant food
formulation. Ph.D. thesis. Kurukshetra University, Kurukshetra, India.
Thompkinson D K and Mathur B N (1987) Modification of buffalo milk lipid profile for infant food formulation.
Indian Journal of Dairy Science. 40 418-421
Vanderhoof J A, Whitney D B, Antonson D L, Hanner T L, Lupo J V and Young R J (1999) Lactobacillus GG in
the prevention of antibiotic-associated diarrhoea in children. Journal of Pediatrics 135 564-568.

249
Newer Packaging Technologies (Nanomaterial-based and Edible Packaging) for Dairyand Food Products
Narender Raju Panjagari, Mukesh Kumar Bishnoi, Pavan Kanade
Dairy Technology Division
1. IntroductionFood packaging is the largest user of plastics (~40%). In India, as per the Central Pollution ControlBoard, approximately 15,300 tonnes of plastic waste is generated per day (The Hindu, 2011). Thevolume of plastics discarded annually creates a substantial waste, which is causing a great threat toenvironment. Consequently, the approach of making materials from biodegradable materials that canbe disposed of through composting or recycling got momentum. As a result a number ofbiodegradable materials such as naturally occurring polymeric materials, polymers made bypolymerization of organic molecules and biodegradable polymers from petrochemicals have beeninvestigated for use as alternative to plastics. Biopolymers from agricultural food stocks, foodprocessing waste and other resources has the ability upon blending and/or processing to result inbiopolymeric packaging material called as biodegradable polymers or bioplastics (Davis and Song,2006). Unfortunately, so far the use of biodegradable films for food packaging has been stronglylimited because of the poor barrier properties and weak mechanical properties shown by naturalpolymers. Also, biopolymers cannot meet the requirements of a cost-effective film with mechanicaland barrier properties matching those of plastics (Kumar et al., 2011). The most frequently usedstrategies to enhance barrier properties are blending of polymers, coating with high barrier materialsand the use of multilayered films containing a high barrier film. Recently, a new class of materialsrepresented by bio-nanocomposites has proven to be promising option in improving the mechanical,barrier and thermal properties of these biopolymer-based packaging materials. Polymers can also beadded with suitable fillers to form composites for enhanced barrier properties.
2. Polymer nanocompositesPolymer nanocomposites are created by dispersing an inert, nanoscale filler throughout a polymericmatrix in which the filler has at least one dimension smaller than 100 nm. Filler materials could beeither flakes, fibers, whiskers or nanoparticles. The mechanical, thermal and barrier of nano-composites are often remarkably different from those of non-reinforced biopolymer-based materials.Addition of relatively low levels of nanoparticles (less than 5%) have been shown to substantiallyimprove the properties of finished plastic, increasing the deformability and strength, and reducing theelectrical conductivity and gas permeability. Further, polymers when incorporated with certainnanoparticles have the ability to interact with the food/environment and package and conferantimicrobial properties and while some continuously monitor and detect changes in the packageenvironment. Such nanocomposites have applications in active and smart packaging systems. Fillermaterials which have been used widely used by researchers include clay and silicate nanoplatelets,silica (SiO2) nanoparticles, carbon nanotubes, grapheme, starch nanocrystals, cellulose-basednanofibers or nanowhiskers, chitin or chitosan nanoparticles, silver nanoparticles (AgNO3), titaniumnanoparticles (TiO2), magnesium nanoparticles (MgO), copper nanoparticles (CuO), zinc (ZnO), etc.

250
3. Advantages of nanocomposites in food packaging3.1 Enhancement of Barrier Properties
Critical issues in food packaging are that of permeability and migration. None of the packagingmaterials used for food applications is completely impermeable to atmospheric gases and watervapour. In general, permeability of a polymer to oxygen or moisture is dependent on a large numberof interrelated factors including polarity and structural features of polymeric side chains, hydrogenbonding characteristics, molecular weight and polydispersity, degree of branching or cross-linking,processing methodology, method of synthesis and degree of crystallinity (Duncan, 2011). Variousinorganic nanoparticles have been recognized as possible additives to enhance the polymerperformance. Among all, as of now the layered inorganic solids like clay have attracted attention bypackaging industry. This is not only due to their availability and low cost but also due to theirsignificant enhancements and relatively simple processability. The characteristic feature of clayminerals is the stacked arrangement of negatively charged silicate layers with a thickness of about 1nm and lateral extensions of about 100 m (Fig.1). Montmorillonite (MMT), hectorite, saponite andkaolinite are the commonly used layered silicates (Ray and Okamoto, 2003; Duncan, 2011). MMTcomprises of highly anisotropic platelets separated by thin layers of water. Each platelet contains alayer of aluminum or magnesium hydroxide octahedral sandwiched between two layers of siliconoxide tetrahedral. The faces of each platelet have a net negative charge, which causes the interstitialwater layer (known as gallery) to attract cations (Ca2+, Mg2+, Na+, etc.) (Fig.1). The structuralcharacteristics contribute to MMT’s excellent utility as a filler material for polymer nanocomposites,typically giving rise to impressive increase in polymer strength and barrier properties. Three types ofcomposites are created when clay is dispersed in polymer (Fig.2). Clay nanoplatelets tend toagglomerate when dispersed in polymer leading to tactoid structure (microcomposites) with reducedaspect ratios and reduced barrier efficiencies. Hence, the key requirement for the generation ofnanoclay composites is separation of the ultrafine layers, a process known as exfoliation. As the claynanoparticles are essentially impermeable crystals, gas molecules must diffuse around them (tortuouspath) rather taking a straight-line path that lies perpendicular to the film surface (Fig.3). In general,higher the degree of exfoliation of the nanoclay the higher the improvement in barrier and mechanicalproperties of the film.
When biopolymers are combined with nanoparticles, the resulting bio-nanocomposites exhibitsignificant improvements in the mechanical properties, dimensional stability and solvent or gasresistance with respect to the pristine polymer due to high aspect ratio and high surface area ofnanoparticles. The application of nanocomposites promises to expand the use of edible andbiodegradable films produced from agro-processing products and byproducts. Starch-clay is the mostoften cited biodegradable nanocomposites investigated for various applications including foodpackaging (Park et al., 2002; Avella et al., 2005; Chen and Evans, 2005; Yoon and Deng, 2006;Cyras, et al., 2008; Tang et al., 2008). Significant improvements in mechanical properties werereported with the addition of montmorillonite (MMT) clay.
Nanocomposites of amorphous polylactic acid (PLA) and chemically modified kaolinite were studiedby Cabedo et al. (2006). The combination of PLA and montmorillonite layered silicate may result in ananocomposite with barrier properties suitable for food packaging applications (Sinclair, 1996;Thellen et al., 2005). Yu et al. (2006) reported that through the use of high-powered ultrasonics, soyprotein/clay nanocomposites could be produced, which exhibited improvement in modulus. Kumar etal. (2010) studied the effects of the pH of film forming solution, MMT content, and extrusionprocessing parameters on the structure and properties of soy protein isolate-MMT bio-nanocompositefilms. Tunc et al. (2007) investigated that wheat gluten/MMT nanocomposite films could be prepared

251
by casting. Voon et. al. (2012) studied the effect of addition of halloysite nanoclay and SiO2
nanoparticles on barrier and mechanical properties of bovine gelatin films. Biodegradable titaniumdioxide (TiO2)/whey protein isolate (WPI) blend films were made by casting denatured WPI filmsolutions incorporated with TiO2 nanoparticles (Zhou et al., 2009). Similar studies regardinginteractions on ZnO-whey protein nanocomposites have been reported (Shi et al., 2008). The reportedimprovements in barrier properties of biopolymer-based nanocomposites are given in Table 1.
Fig. 1. Structure of Montmorillonite(Source: Duncan, 2011)
Fig. 2. Polymer-clay composite morphologies(a) Tactoid; (b) Intercalated; (c) Exfoliated
(Source: Duncan, 2011)

252
Fig.3 Illustration of tortuous pathway created by incorporation of exfoliated clay nanoplateletsinto a polymer matrix film
Table 1. Barrier Properties of Some Bionanocomposite Films
Film typeWater vapourpermeability@
(g mm hr-1 m-2)
Oxygenpermeability*
(m3 mm-2 s Pa)Reference
Corn Starch + 0% MMT 1.61
Tang et al. (2008)Corn Starch + 3% MMT 1.42Corn Starch + 6% MMT 1.06Corn Starch + 9% MMT 0.77Potato Starch + 0% MMT 1.81
Tang et al. (2008)Potato Starch + 3% MMT 1.22Potato Starch + 6% MMT 0.98Potato Starch + 9% MMT 0.84Soy protein isolate (SPI) 3.1a
Rhim et al. (2005)SPI + MMT 2.9a
SPI+ Bentonite 1.5a
SPI + Talc 2.3a
SPI + Zeolite 2.0a
Poly lactic acid (PLA)
Lagaron et al. (2005)PLA 11 x 10-19
PLA + 4% MMT 10 x 10-19
PLA + 4% Kaolinite 6 x 10-19
* 21C, 40% RH; @ 25C, 75%; a: ng.m.m-2.s.Pa3.2 Enhancement of Antimicrobial Properties
In addition to proving as a passive barrier, packaging can contribute to the control of microbialgrowth in food products, which cause spoilage or in case of pathogens, diseases and illness.Antimicrobial (nisin, silver oxide, zinc oxide, magnesium oxide) nanoparticle and antioxidantcoatings in the matrix of the packaging material can reduce the development of bacteria on or near thefood product, inhibiting the microbial growth on non-sterilized foods, maintain sterility of pasteurizedfoods by preventing post-contamination and prevent oxidative changes in food thereby improving thequality. Most antimicrobial activities of nanocomposites have centered on nanoparticles of silver andzinc oxide. Silver has a long history of being used as an antimicrobial agent in food and beverage

253
storage applications. Silver nanoparticles have been found to be potent agents against numerousspecies of bacteria including Escherichia coli, Enterococcus faecalis, Staphylococcus aureus, Vibriocholera, Pseudomonas aeruginosa, Shigella flexneri, Bacillus subtilis, Salmonella enterica,Micrococcus luteus, Listeria monocytogenes and Klebsiella pneumonia (Duncan, 2011). Cellulose is agood carrier of silver nanoparticles. Fernandez et al. (2010) developed cellulose-silver nanoparticlehybrid materials (cellulose-based silver loaded absorbent pads) and demonstrated that when fresh cut“Piel de Sapo” melon was placed over the pads, the pads released silver ions after the melon juiceimpregnated the pad and controlled the spoilage-related bacteria.
Titanium dioxide (TiO2) coated packaging film has shown to considerably reduce E. colicontamination on food surfaces. TiO2 is a photocatalytic disinfecting material for surface coatings(Chawengkijwanich and Hayata, 2008). Page et al. (2007) reported that combining titanium dioxidewith silver has been shown to improve the disinfection process through improving photocatalysis.Zinc oxide also exhibits antibacterial activity and its antimicrobial property increases with decreasingparticle size (Yammamoto, 2001). Recently, a starch/ZnO-carboxymethylcellulose sodiumnanocomposite was prepared using ZnO nanoparticles stabilized by carboxymethylcellulose sodium(CMC) as the filler in glycerol plasticized-pea starch (Yu et al., 2009). Busolo et al. (2010) developeda novel silver-based nanoclay as an antimicrobial in PLA food packaging coatings and reported thatsuch compounds when incorporated at either 1%, 5% or 10% exhibited strong biocidal activity(99.9% CFU reduction) against Salmonella spp. when the sample taken was 1.5g.
3.3 Smart Packaging
A package that continuously monitors the internal environment and responds or communicates thechanges to external environment and/ or consumer, beyond performing the basic functions, is calledas a smart package and the technique as smart packaging. The unique chemical and electro-opticalproperties of nanoscale particles enable them to be part of a smart package. Such nanoparticles can beused to detect the presence of gases, aromas, chemical contaminants and pathogens. Mills (2005)reported development of a promising photoactivated indicator ink for in-package oxygen detectionbased on nanosized TiO2 or SnO2 particles and a redox-active dye (methylene blue). This detectorgradually changes colour in response to even minute changes in oxygen. Luechinger et al. (2007)reported development of porous metal films for optical humidity sensing from copper nanoparticlesprotected by a 2-3 nm carbon coating. The film is reported to have exceptional sensitivity with opticalshifts in the visible light range of up to 50 nm for a change of 1% in relative humidity. A non-invasivemethod of measuring CO2 content in modified atmosphere packages has been devised by Von-Bultzingslowen et al. (2002). It was reported to be based upon lifetime analysis of luminescent dyesstandardized by fluorophore-encapsulated polymer nanobeads. Many such applications ofnanoparticles in smart packaging are being reported.
4. Edible packagingEdible packaging consists of edible films, sheets, coating and pouches. Edible films and sheets arestand-alone structures that are preformed separately from the food and then placed on or between foodcomponents or sealed into edible pouches, whereas edible coatings are then placed on or betweenfood components or sealed into edible pouches. Whereas edible coatings are thin layers of ediblematerials formed directly onto the surface of food (Janjarasskul and Krochta, 2010). The edible filmscomprise of thickness of <254 µm, whereas edible sheets include upto thickness of 254 µm. Theedible packaging materials offer multifunction, like offer a selective barrier barrier to retard themigration of moisture, gas transport, oil and fat migration and solute transport; improve themechanical handling properties of foods; improve the mechanical integrity or handling characteristicsof the food; retain volatile flavour compounds and carry food additives such as antioxidants and
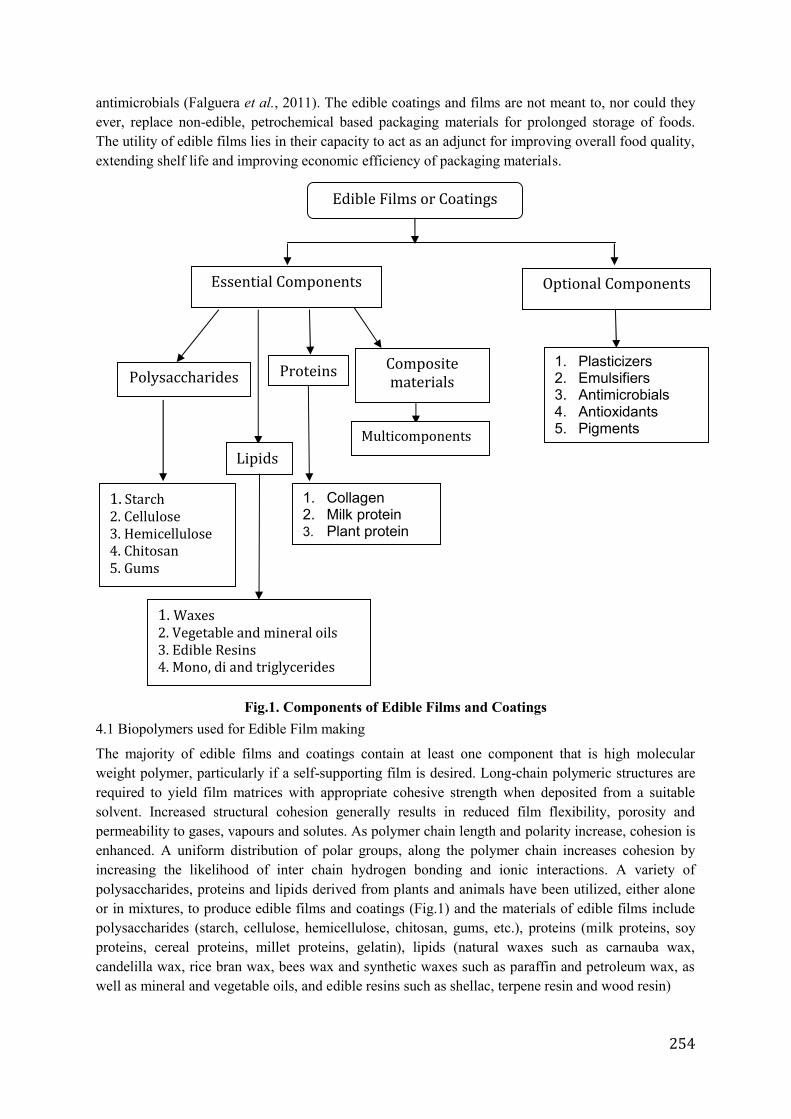
254
antimicrobials (Falguera et al., 2011). The edible coatings and films are not meant to, nor could theyever, replace non-edible, petrochemical based packaging materials for prolonged storage of foods.The utility of edible films lies in their capacity to act as an adjunct for improving overall food quality,extending shelf life and improving economic efficiency of packaging materials.
Fig.1. Components of Edible Films and Coatings4.1 Biopolymers used for Edible Film making
The majority of edible films and coatings contain at least one component that is high molecularweight polymer, particularly if a self-supporting film is desired. Long-chain polymeric structures arerequired to yield film matrices with appropriate cohesive strength when deposited from a suitablesolvent. Increased structural cohesion generally results in reduced film flexibility, porosity andpermeability to gases, vapours and solutes. As polymer chain length and polarity increase, cohesion isenhanced. A uniform distribution of polar groups, along the polymer chain increases cohesion byincreasing the likelihood of inter chain hydrogen bonding and ionic interactions. A variety ofpolysaccharides, proteins and lipids derived from plants and animals have been utilized, either aloneor in mixtures, to produce edible films and coatings (Fig.1) and the materials of edible films includepolysaccharides (starch, cellulose, hemicellulose, chitosan, gums, etc.), proteins (milk proteins, soyproteins, cereal proteins, millet proteins, gelatin), lipids (natural waxes such as carnauba wax,candelilla wax, rice bran wax, bees wax and synthetic waxes such as paraffin and petroleum wax, aswell as mineral and vegetable oils, and edible resins such as shellac, terpene resin and wood resin)
Essential Components Optional ComponentsPolysaccharides
LipidsProteins Compositematerials
1. Starch2. Cellulose3. Hemicellulose4. Chitosan5. Gums1. Waxes2. Vegetable and mineral oils3. Edible Resins4. Mono, di and triglycerides
1. Collagen2. Milk protein3. Plant protein
Multicomponents1. Plasticizers2. Emulsifiers3. Antimicrobials4. Antioxidants5. Pigments
Edible Films or Coatings

255
4.2 Edible Packaging Additives
A number of materials can be incorporated into edible films to enhance structural, mechanical andhandling properties or to provide active functions to the films. They include plasticizers, emulsifiers,antimicrobial compounds, antioxidants, colorants, etc. Among all, plasticizers have an important roleas they are added to improve film flexibility and durability. These include mono, di, oroligosaccharides such as glucose, fructose-glucose syrups and sucrose; polyols such as glycerol,sorbitol, lipids and derivatives such as phospholipids, fatty acids etc.
5. Methods to enhance the properties of edible filmsMany approaches have applied to improve the barrier properties of edible films by modifyingproperties of protein by chemical, enzymatic or physical method. The methods primarily focus onimproving the mechanical strength and moisture barrier properties.
5.1 Chemical method
Chemical treatments with acid, alkali or cross-linking agents (glyoxal, glutaradehyde andformaldehyde etc.) have been extensively used to improve the properties of films. Hydrolyzed proteinresults in grater greater solubility at high pH and high temperature. Denatured protein resultsformation of less flexible and transparent but more moisture resistant films (Guilbert, 1986).
5.2 Enzymatic treatments
The enzymatic treatments improve protein film functionality by modifying polymer network throughthe cross-linking of polymer chains. The enzyme transglutaminase is used widely as cross-linkingagents. Addition of covalent bonds by the use of transglutaminase increased the film’s integrity andheavy duty capacity as well as its capacity to stretch.
5.3 Combination with hydrophobic materials
Protein and polysaccharides based films are having good oxygen barrier properties but are poormoisture barrier due to their hydrophilic character. Combination of hydrophobic lipid with these filmscan improve their moisture barrier properties. High melting point lipids, such as beeswax or carnaubawax are generally used. A composite film made of a protein and a lipid can be divided into laminatesand emulsion.
5.4 Application of irradiation
To improve the functional properties of protein films, ionizing radiation have been tried. Gamma-irradiation affects proteins by causing conformational changes, oxidation of amino acids and ruptureof covalent bond and formation of protein free radicals. Cross-linking induced through gammairradiation was found to improve both barrier and mechanical properties of edible films and coatingsbased on protein. Gamma irradiation was observed to improve water vapour permeability, chemicalstability and resistance to microbial and enzymatic biodegradation (Ouattara et al., 2002).
5.5 Advantages of Edible Packaging Materials
The advantages of edible film over traditional petrochemical-based polymeric packaging materialshave been listed as follows (Gennadios, 2002):
i. They can be consumed with packaged product, leaving no residual packaging to be disposed of.
ii. Even if the films are not consumed, they are biodegradable and contribute to the reduction ofenvironmental pollution.
iii. The edible packaging materials can enhance the organoleptic properties of packaged foodsprovided that various food additives (flavourings, colourings, sweetners etc.) are incorporated intothem.

256
iv. They can be carrier of nutrients like vitamins, minerals etc.
v. They can be used for individual packaging of small portions of food, particularly products thatcurrently are not individually packaged for practical reasons such as peas, beans, nuts andstrawberries.
vi. They can be applied inside heterogenous foods at the interfaces between different layers ofcomponents and tailored to prevent deteriorative inter-component moisture and solute migrationin foods such as pizzas, pies and candies.
vii. They can be very conveniently used for microencapsulation of food flavouring and leaveningagents to efficiently control their addition and release into the interior of foods.
viii.They can function as carriers for antimicrobial and antioxidants agents and be used at the surfaceof foods to control the diffusion rate of preservative substances from surface to the interior of thefood.
They could be used in multilayer food packaging materials together with inedible films, in which casethe edible films would be the inner layers in direct contact with the food.
6. Application of edible filmsi. Edible coatings and films can act as moisture barrier to prevent moisture loss from product and
maintain freshness of fruits and vegetables, frozen products etc.
ii. Edible films and coatings can act as gas barrier to delay fruit O2 uptake from environment andreduce ripening rate. Gas barrier properties can reduce rancidity in peanuts by reducing O2
concentration.
iii. Edible films can act as flavour carrier in addition to provide a protection to aroma loss.
iv. Application of antioxidants in edible films and coatings can reduce lipid oxidation in frozen meat,salmon etc.
v. Edible films or coatings containing antimicrobial compounds can reduce surface microbial loadand can enhance shelf life of cheese, fish, chicken, meat etc.
vi.
7. ConclusionsWith the worldwide growing scientific evidence of the potential benefits of nanotechnology in foodpackaging, there exists huge scope for us to get benefitted in India as such applications are at nascentstage. Biopolymers from agricultural food stocks, food processing waste and other resources could beexploited for developing nanocomposite films for packaging applications. Also, development ofsensor and antimicrobial based smart packaging materials could be developed. The use of edible filmsor coatings on various food products continues to expand. The many potential benefits of edible filmsand coatings as carriers of antimicrobial agents, flavours, antioxidants, colouring agents, vitamins,probiotics and nutraceuticals justify continued research in this arena of active packaging. However,the application of edible films and coatings in India is still at infancy. Data available in the regard ofapplication of edible films and coatings on dairy products especially indigenous dairy products arescanty. Research is necessary to increase understanding of film composition-structure-functionrelations and thus establish food applications. In addition, new legislations and standards in favour ofedible materials seem to be very helpful to spur market growth.

257
8. Suggested ReadingsAvella M, De-Vlieger J J, Errico M E, Fischer S, Vacca P and Volpe M G (2005) Biodegradable starch/clay
nanocomposite films for food packaging applications. Food Chemistry, 93 467-474.
Azeredo H M C, Mattoso L H C, Wood D, Williams T G, Avena-Bustillos R J and McHugh T H (2009)Nanocomposite edible films from mango puree reinforced with cellulose nanofibers. Journal of FoodScience, 74 N31-N35.
Busolo M A, Fernandez P, Ocio M J and Lagaron J M (2010) Novel silver-based nanoclay as an antimicrobial inpolylactic acid food packaging coatings. Food Additives and Contaminants. 27 1617-1626.
Cabedo L, Feijoo J.L., Villanueva, M.P., Lagaron, J.M. and Gimenez, E. (2006). Optimization of biodegradablenanocomposites based on a PLA/PCL blends for food packaging applications. Macromol. Symp. Vol.233(1): 191-197.
Chawengkilwanich C. and Hayata, Y. (2008). Development of TiO2 powder-coated food packaging film and itsability to inactivate Escherichia coli in vitro and in actual tests. International Journal of Food Microbiology,Vol.123(3): 288-292.
Chen, B.Q. and Evans, J.R.G. (2005). Thermoplastic starch-clay nanocomposites and their characteristics.Carbohydrate Polymers, Vol. 61: 455-463.
Cyras, V.P., Manfredi, L.B., Ton-That, M.T. and Vazquez, A. (2008). Physical and mechanical properties ofthermoplastic starch/montmorillonite nanocomposite films. Carbohydrate Polymers, Vol.73(1): 55-63.
Das, K., Ray, D., Bandyopadhyay, N.R., Sahoo, S., Mohanty, A.K. and Misra, M. (2011). Physico-mechanicalproperties of the jute micro/nanofibril reinforced starch/polyvinyl alcohol biocomposite films. CompositesPart B:Engineering, Vol. 42(3): 376-381.
Davis, G. and Song, J.H. (2006). Biodegradable packaging based on raw materials from crops and their impacton waste management. Industrial Crops and Products, Vol.23: 147-161.
Duncan, T.V. (2011). Applications of nanotechnology in food packaging and food safety: barrier materials,antimicrobials and sensors. Journal of Colloid and Interface Science, Vol. 363:1-24.
Falguera, V., Qunitero, J.P., Jimenez, A., Munoz, J.A., Ibarz, A. (2011). Edible films and coatings: Structures,active functions and trends in their use. Trends in Food Science and Technology. Vol.22: 292-303.
Fernandez, A., Picouet, P. and Lloret, E. (2010). Cellulose-silver nanoparticle hybrid materials to controlspoilage related microflora in absorbent pads located in trays of fresh-cut melons. International Journal ofMicrobiology, Vol.142: 222-228.
Janjarasskul, T. and Krochta, J.M. (2010). Edible packaging materials. Annual Review of Food Science andTechnology. Vol.1: 415-448.
Kumar, P., Sandeep, K.P., Alavi, S. and Trong, V.D. (2011). A review of experimental and modeling techniquest odetermine properties of biopolymer-based nanocomposites. Journal of Food Science, Vol.76(1):E2-E14.
Kumar, P., Sandeep, K.P., Alavi, S., Truong, V.D. and Gorga, R.E. (2010). Preparation and characterization ofbio-nanocomposite films based on soy protein isolate and montmorillonite using melt extrusion. Journal ofFood Engineering, Vol.100: 480-489.
Luechinger, N.A., Loher, S., Athanassiou, E.K., Grass, R.N. and Stark, W.J. (2007). High sensitive opticaldetection of humidity on polymer/ metal nanoparticle hybrid films. Langmuir, Vol.23(6):3473-3477.
Mills, A. (2005). Oxygen indicators and intelligent inks for packaging food. Chemical Society Reviews, Vol.34(12):1003-1011.
Page, K., Palgrave, R.G., Parkin, I.P., Wilson, M., Savin, S.L.P and Chadwick, A.V. (2007). Titania and silver-titania composite films on glass-potent antimicrobial coatings. Journal of Materials Chemistry.Vol.17(1):95-104.
Ray, S.S. and Okamoto, M. (2003). Polymer/layered silicate nanocomposites: a review from preparation toprocessing. Progress in Polymer Science, Vol. 28:1539-1641.

258
Shi, L., Zhou, J. and Gunasekaran, S. (2008). Low temperature fabrication of ZnO-whey protein isolatenanocomposite. Materials Letters, Vol. 62(28): 4383-4385.
Sinclair, R.G. (1996). The case for polylactic acid as a commodity packaging plastic. Journal of MassSpectroscopy and Pure Applied Chemistry. Vol. 33(5):585-597.
Tamer, C. and Copur, O.U. (2010). Chitosan: An edible coating for fresh-cut fruits and vegetables. ActaHorticulturae. Vol.877: 619-626.
Tang, X., Alavi, S. and Herald, T.J. (2008). Barrier and mechanical properties of starch-clay nanocompositesfilms. Cereal Chemistry, Vol. 85(3): 433-439.
The Hindu (2011). Cutting plastic waste. The Hindu, editorial section published on 28th February.
Thellen, C., Orroth, C., Froio, D., Lucciarini, J., Farrell, R., D’Souza, N.A. and Ratto, J.A. (2005). Influence ofmontmorillonite layered silicate on plasticized poly(l-lactide) blown films. Polymer. Vol.46(25): 11716-11727.
Tunc, S., Angellier, H., Cahyana, Y., Chalier, P., Gontard, N. and Gastaldi, E. (2007). Functional properties ofwheat gluten/montmorillonite nanocomposite films processed by casting. Journal of Membrane Science,Vol. 289(1-2): 159-168.
Voon, H.C., Bhat, R., Easa, A.M., Liong, M.T. and Karim, A.A. (2012). Effect of addition of halloysite nanoclayand SiO2 nanoparticles on barrier and mechanical properties of bovine gelatine films. Food and BioprocessTechnology. Vol.5(5): 1766-1774.
Yammamoto, O. (2001). Influence of particle size on the antibacterial activity of zinc oxide. InternationalJournal of Inorganic Materials, Vol.3:643-646.
Yoon, S. and Deng, Y. (2006). Clay-starch composites and their application in packaging. Journal of AppliedPolymer Science, Vol. 100(2): 1032-1038.
Yu, L., Dean, K. and Li, L. (2006). Polymer blends and composites from renewable resources. Progress inPolymer Science, Vol. 31(6): 576-602.
Zhou, J.J., Wang, S.Y. and Gunasekaran, S. (2009). Preparation and characterization of whey protein filmincorporated with TiO2 nanoparticles. Journal of Food Science, Vol. 74(7): N50-N56.

259
Technological Advances in Manufacture of Low Calorie Dairy Foods
Narender Raju Panjagari and Ashish Kumar Singh
Dairy Technology Division
1. Introduction
Worldwide non-communicable diseases such as obesity, diabetes, cardiovascular diseases and cancer
have become major health problems due to changing lifestyle and dietary patterns among people. The
World Health Organization indicated that worldwide approximately 1.6 billion adults (age 15+) and
20 million children under the age of 5 years were overweight and at least 400 million adults were
obese in 2005 and projected that approximately 2.3 billion adults will be overweight and more than
700 million will be obese by the year 2015 (WHO, 2006). Further, recent estimations revealed that
worldwide more than 220 million people have diabetes (WHO, 2009). In 2005, an estimated 1.1
million people died from diabetes, with the number likely to be doubled by the year 2030 (WHO,
2009). India has the largest diabetic population with one of the highest diabetes prevalence rates in the
world (King et al., 1998; Bjrok et al., 2003). It is predicted that the Indian diabetic population would
rise to more than 80.9 million by the year 2030 (King, et al., 1998). An Indian National Urban
Diabetes Survey reported the average diabetes prevalence rate as 12.1% (Ramachandran, et al., 2001).
However, there was a large regional variation and the prevalence rates varied from 9.3% in Mumbai
to 16.6% in Hyderabad. Type-2 diabetes is a chronic progressive disease that requires lifestyle
changes (Knowler et al., 2002), the key lifestyle interventions being physical activity and a nutritional
plan with reduced caloric intake (Franz, 1997). The dietary factors such as high intake of fats, sugars,
milk and its products and low intake of fruits and vegetables were ascribed for the role in the non-
communicable diseases (Gupta et al., 2006). Being aware of the impact of high fat and high sugar on
health, today’s health conscious consumer is looking for the low-fat, low-sugar or sugar-free dairy
products. With the continuous invention of low-calorie and high-intensity sweeteners it has been
possible to develop dietetic dairy products for the benefit of health conscious consumers in general
and calorie conscious consumers in particular. In the present manuscript, technological developments
in the manufacture of artificially sweetened dairy products for the management of diabetes and alike
have been presented.
2. Intense sweeteners
Sweeteners elicit pleasurable sensations with or without energy and contribute to bulk and
characteristic colour. These attributes are desired attributes and hence positively regarded qualities in
food products. But, calorie conscious people in general and diabetics in particular need to control their
diet by cutting down their sugar and calories intake. Sweeteners can be classified, based on their
contribution towards energy, as nutritive and non-nutritive sweeteners. Nutritive sweeteners are those
substances, which when consumed, not only provide sweet taste but also contribute 4 kcal per gram of
substance. It includes sugar, honey, D-glucose, invert sugar, caramel, maltodextrin, high-fructose corn
syrup and dextrose syrup. Low-calorie sweeteners are nutritive sweeteners that are relatively less
sweet than sucrose and provide energy between 1 to 3 kcal per gram. Polyols are low-calorie
sweeteners (about 2 kcal per gram) that occur naturally in a number of fruits, all vegetables, cereals,
algae, mushrooms, seaweeds, etc. e.g. sorbitol, maltitol, lactitol and mannitol. Non-nutritive
sweeteners are those sweeteners that offer no energy such as aspartame, acesulfame-K, sucralose etc.
The intensity of the sweetness of a given substance in relation to sucrose is made on a weight basis
(Table-1).

260
Table-1. Relative Sweetness of Sweeteners
Sweetener Approximate
Sweetness
Sucrose 1.0
Crystalline fructose 1.2 - 1.7
HFCS, 55% 1.0
HFCS, 90% 1.0
Hydrogenated starch
hydrolysates 0.4-0.9
Lactitol 0.4
Trehalose 0.45
Isomalt 0.45-0.65
Sorbitol 0.6
Mannitol 0.7
Maltitol 0.9
Xylitol 1.0
Aspartame 180
Acesulfame
potassium 200
Saccharin 300
Sucralose 600
Stevioside 300
Alitame 2000
Neotame 8000
3. Alternatively sweetened dairy products
The dairy industry has responded to the growing needs of health conscious consumers for low-calorie
foods. Consequently, a large number of dairy products made with low-calorie and/or non-nutritive
sweeteners have been developed and some of them can be witnessed in the super market shelves.
Some of the R&D efforts in this area are discussed here.
3.1 Ice-cream and frozen desserts
Olsen (1989) suggested an ice cream formulation with low fat and low sugar content having 3% fat,
0% sugar, 4% glucose syrup, 3% bulking agent, 0.05% aspartame and 0.7% stabilizer/emulsifier.
Palumbo, et al. (1995) developed aspartame sweetened ice cream and ice milk bulked with lactitol
and/or polydextrose. Olinger and Pepper (1996) described a process for frozen dessert sweetened with
acesulfame-K in combination with lactitol and hydrogenated starch hydrolysate was used as the bulk
sweeteners. Taste, texture, hardness, melting and overrun properties of the frozen dessert were
reported to be comparable to those in conventional products sweetened with sucrose and corn syrup.
Verma (2002) had developed frozen dessert using artificial sweeteners and reported that amongst the
various sweeteners attempted, aspartame produced the most acceptable product. Further, it was
reported that such frozen dessert contained 5.5% fat, 12.5% MSNF, 9.9% maltodextrin, 9.3% sorbitol,
1.5% WPC, 0.38% stabilizer and emulsifier and 400 ppm aspartame. Basyigit, et al. (2006) developed
a human-derived probiotic ice cream using sucrose and aspartame and reported that the probiotic
cultures remained unchanged in ice cream stored for 6 months regardless of the sweeteners used.
3.2 Fermented dairy products
Pinheiro, et al. (2005) reviewed the effect of different sweeteners in low-calorie yogurts. Keller, et al.
(1991) had formulated an aspartame-sweetened frozen dairy dessert with increased MSNF but without
bulking agents by treating it with lactase. It was reported that there were no significant differences in
the scores of lactase-treated and artificially sweetened frozen desserts. Malone and Miles (1984) was

261
granted a patent by the US patents organization for the development of a gelled, artificially sweetened
yogurt prepared by mixing a stabilizer solution containing high methoxyl pectin (2-7%), low
methoxyl pectin (3-8%) and an aspartic acid-based sweetener (0.1-0.75%). Farooq and Haque (1992)
developed a non-fat low-calorie yogurt using aspartame and sugar esters and reported that sugar esters
had improved the overall quality of non-fat low calorie yoghurt. It was reported that yoghurt with
sugar esters, mainly stearate-type yoghurt with an HLB range of 5 to 9, had firmer body, texture, and
mouth feel than yoghurts without sugar esters. Further it was reported that skim milk yoghurts
sweetened with aspartame had 50% fewer calories per serving than regular yoghurt containing 3.25%
fat and 4% sucrose. Keating and White (1990) had developed plain and fruit-flavoured yogurts using
9 different alternative sweeteners including aspartame, sodium and calcium saccharins, and
acesulfame-K. It was reported that among all the plain and fruit flavoured yoghurts, yoghurts
sweetened with sorbitol and aspartame received highest sensory flavour scores. Fellows, et al. (1991)
developed a sundae-style yogurt using aspartame and reported that during the manufacture, aspartame
has excellent stability in fruit preparation.
3.3 Traditional Indian dairy products
Burfi, the most popular khoa based confection contains high amounts of fat (20%) and sugar (30%).
Prabha and Pal (2006) developed a technology for the production of dietetic burfi for a target group of
obese and diabetics and reported that aspartame and neotame showed poor stability in dietetic burfi
while sucralose provided the most desirable sweetness profile and excellent stability to the product.
Recently, Arora et al. (2010) reported that aspartame sweetened (0.065%) burfi resembled control
burfi in sweetness with 94% recovery of aspartame when stored at 6-8°C for 7 days. Chetna et al
(2004) optimized conditions for making alternatively sweetened gulabjamun, another khoa based
sweet, and reported that soaking of fried gulabjamun balls in sorbitol syrup of 54B strength added
with aspartame @ 0.25% maintained at 65C for 3 h yielded a good quality product. Technology has
been developed for the manufacture of sugar free rasogolla using artificial sweeteners for such a large
group of people. The use of 40% sorbitol and 0.08% aspartame was found to be optimum for cooking
of rasogolla balls. The higher sorbitol level resulted in hard body and unacceptable flavour where as
lower level caused flattening of rasogolla balls with surface cracks.
Misti dahi contains high fat (1-12%) and cane sugar (6-25%) contents. High fat and sugar contents in
misti dahi may pose a hurdle for its successful marketing in other parts of the country in the present
health foods regime. With an aim to completely replace cane sugar in misti dahi, Raju and Pal (2011)
attempted a blend of artificial sweeteners viz. aspartame and acesulfame-K along with different
bulking agents and reported that maltodextrin was found to be the most suitable bulking agent.
Further attempts to characterize the artificially sweetened misti dahi revealed that hardness and
lightness were the most affected properties by the different binary blends of artificial sweeteners and
bulking agents (Raju and Pal, 2012). Shrikhand has very high content of sugar (40). The effect of
sugar replacers on sensory attributes and storage stability of shrikhand was studied by Singh and Jha
(2005). Among various combinations of sugar and raftilose tired, shrikhand prepared with raftilose
(4%) and sugar (12.5%) was rated as most acceptable by the sensory panelists. Sugar and raftilose
exhibited significant effect (p<0.01) on flavour, body and texture and overall acceptability no
significant effect was observed on color and appearance.
Kumar (2000) developed a low calorie lassi, a traditional fermented refreshing beverage, by using
aspartame and reported that aspartame at a level of 0.08% was required to replace 15% of cane sugar
in lassi. Recently, George et al. (2010) studied the stability of multiple sweeteners in lassi and
reported that binary blend of aspartame and acesulfame-K was found to be the best as it resembled
control sample in all the sensory attributes up to 5 days of storage. Beukema and Jelen (1990) studied
262
the suitability of developing whey-based drinks using high potency sweeteners and reported that both
aspartame and acesulfame-K may be suitable sweetening agents in cottage cheese whey based fruit
drinks. It was further reported that, in such drinks, the total calories were reduced to almost 50%.
4. Conclusion
With growing evidence of the role of diet and dietary components especially sugar in non-
communicable diseases such as obesity and diabetes, worldwide people are cautious of what they eat.
With the continuous invention of food additives such as low-calorie and high-intensity sweeteners it
has been possible to develop dietetic dairy products that suit the palate of local consumers. R&D
efforts in India contributed for the development of low-calorie dairy products such as dietetic
rasogolla, burfi, misti dahi, kulfi, etc. for the benefit of health conscious consumers in general and
diabetics in particular.
5. Suggested Reading
Arora S, Gawande H, Sharma V, Wadhwa B K, George V, Sharma G S and Singh A K (2010) The development
of burfi sweetened with aspartame. International Journal of Dairy Technology, 63 127-135.
Arora S, Singh V P, Yarrakula S, Gawande H, Narendra K, Sharma V, Wadhwa B K, Tomer S K and Sharma G
S (2007) Textural and microstructural properties of burfi made with various sweeteners. Journal of Texture
Studies, 38 684-697.
Beaglehole R and Yach D (2003) Globalization and the prevention and control of non-communicable disease:
the neglected chronic disease of adults. Lancet, 362 903-908.
Bjrok S, Kapur A, King H, Nair J and Ramachandran A (2003) Global policy: aspects of diabetes in India.
Health Policy. 66 61-72.
Chetana R, Manohar B and Reddy S R Y (2004) Process optimization of gulab jamun, an Indian traditional
sweet, using sugar substitutes. European Food Research and Technology, 219 386-392.
Franz M J (1997) Lifestyle modifications for diabetes management. Endocrinology and Metabolism Clinics of
North America, 26 499-510.
George V, Arora S, Sharma V, Wadhwa B K and Singh A K (2010) Stability, physico-chemical, microbial and
sensory properties of sweetener/sweetener blends in lassi during storage. Food and Bioprocess Technology,
DOI 10.1007/s11947-009-0315-7.
Gupta R, Misra A, Pais P, Rastogi P and Gupta V P (2006) Correlation of regional cardiovascular disease
mortality in India with lifestyle and nutritional factors. International Journal of Cardiology, 108 291-300.
Keating K R and White C H (1990). Effect of alternative sweeteners in plain and fruit-flavored yogurts. Journal
of Dairy Science, 73 54-62.
King H, Aubert R E and Herman W H (1998). Global burden of diabetes, 1995-2025: prevalence, numerical
estimates, and projections. Diabetes Care, 21 1414-1431.
Knowler W C, Barrett-Connor E, Fowler S E, Hamman R F, Lachin J M, Walker E A, Nathan D M (2002)
Reduction in the incidence of type-2 diabetes with lifestyle intervention or metformin. New England Journal
of Medicine, 346 393-403.
Pinheiro M V S, Oliveira M N, Penna A L B and Tamime A Y (2005) The effects of different sweeteners in
low-calorie yogurts – a review. International Journal of Dairy Technology, 58 193-199.
Raju P N and Pal D (2011). Effect of bulking agents on the quality of artificially sweetened misti dahi (caramel
colored sweetened yoghurt) prepared from reduced fat buffalo milk. LWT-Food Science and Technology. 44
1835-1843.
Raju P N and Pal D (2012) Characterization of artificially sweetened misti dahi based on physico-chemical,
sensory and textural properties. Indian Journal of Dairy Science, 65 34-46.
WHO (2009) Diabetes. Fact sheet no. 312. Geneva, Switzerland: World Health Organization, Geneva,
Switzerland (http://www.who.int).

263
Metabolites of Dairy Microbes and their Food Application
R K Malik, Chhaya Goyal, Taufeeq
Dairy Microbiology Division
1. Introduction
In the last few years, concerns over food safety have increased their importance due to its dramatic impact
on public health, which feature prominently leads to food safety crisis and rapid spread of foodborne
illness resulting from the consumption of contaminated food. Food safety has become more than ever
important issue from economic point of view as consumers may trigger a sudden lack of confidence in
any food product which can lead to a dramatic fall in demand of a particular product. Undoubtedly, the
major threat to food safety are pathogenic & spoilage causing organisms. Changes in the food chain will
continue to create opportunities for the emergence of new diseases and the re-emergence of old ones
(Elmi 2004; Church 2004). In addition, the presence in food products of chemical additives and residues
of agrochemical and veterinary drugs are also perceived by consumers as a health risk, the use of
antibiotics in intensive animal production poses the additional risk of bacterial resistance, which
constitutes a microbiological hazard. On the basis of these data, the need emerges for solutions to the
problem of food hygienic quality. Consumers are increasingly demanding pathogen-free foods with
minimal processing, fewer preservatives and additives, high nutritional value, and intact sensory quality.
Against this background and relying on improved understanding and knowledge of microbial interactions,
milder preservation approaches such as biopreservation have been developed (Holzapfel et al., 1995;
Hugas, 1998).
2. Brief overview of biopreservative metabolites
Lactic acid bacteria has a long history of use as bio-preservatives for food and feed storage; they are
known to produce different antimicrobial compounds that are able to control pathogenic, spoilage
bacteria, undesirable spoilage yeast and fungi (Dalie et al., 2009, Messens, 2002). Their preserving effect
mainly relates to production of organic acid such as lactic acid and acetic acid, hydrogen peroxide,
competition for nutrients, production of bacteriocins and protein, or proteinaceous compounds (Stiles,
1996; Ström et al., 2002, Dalie et al., 2009). Compounds such as fatty acids (Corsetti et al., 1998),
phenyllactic acid (Lavermicocca et al., 2003), peptide, 4-hydroxyphenyllactic acid, cyclo (Phe- Pro),
cyclo (Phe-OH-Pro) and reuterin (Magnusson, 2003), and organic acids, hydrogen peroxide and diacetyl
(Messens and De Vuyst, 2002) were reported to have antifungal activity.
3. Biopreservative metabolites
3.1 Organic acids
Organic acids produced by LAB are mainly lactic acid and acetic acid beside some other acids depending
on the strain of LAB. These acids diffuse through the membrane of the target organisms in their
hydrophobic un-dissociated form and then reduce the cytoplasmic pH and stop metabolic activities. Other
factors that contribute to the preservative action of the acids are the sole effect of pH, the extent of
dissociation of the acid and the specific effect of the molecule itself on the microorganisms (Axelsson,
1998). Some food borne pathogens can multiply in such conditions and posed risk to the safety of raw,
processed and stored foods. Many of these microorganisms are Gram negative bacteria, including

264
Yersinia enterocolitica and Aeromonas hydrophila; and some of mesophilic species like Salmonella spp,
pathogenic Escherichia coli, Gram positive Listeria monocytogenes that are capable of becoming virulent
during low temperature storage. The inhibition activity of LAB to the growth of pathogenic bacteria is
most likely due to the production of organic acids and bacteriocin (De Vos, 1993). Corsetti et al., (1998)
observed that Fusarium, Penicillium, Aspergillus and Monilia were inhibited by mixture of acetic,
caproic, formic, propionic, butyric and n-valeric acids. These compounds were detected from obligate
heterofermentative Lactobacillus spp and L. sanfrancisco CB1 had the largest antifungal spectrum.
3.2 Bacteriocin
Bacteriocins stand out among the wide variety of antimicrobial ribosomal peptides synthesized by
bacteria. They have been found in all major lineages of bacteria (Riley et al., 2002). Bacteriocin has been
found in several species of bacteria, but most of bacteriocins studied are from LAB because of their
generally recognized as safe (GRAS) status. Bacteriocins produced by LAB are small, ribosomally
synthesized, antimicrobial peptides or proteins that possess activity towards closely related Gram-positive
bacteria, whereas producer cells are immune to their own bacteriocins (Cotter et al., 2005). The first
report about bacteriocin was made by Rogers (1928) who showed the antagonistic activity for
Lactococcus lactis against L. bulgaricus. The substance was determined to be a polypeptide and named
nisin. Its antibacterial spectrum includes inhibition of streptococci, staphylococci, Bacillus spp, clostridia
and lactobacilli. In general, bacteriocins are cationic peptides that display hydrophobic or amphiphilic
properties and the bacterial membrane is in most cases the target for their activity. However, nisin and
bovicin HC5, a bacteriocin produced by Streptococcus bovis HC5, has the putative N-terminal lipid II
binding motif and thus inhibits peptidoglycan synthesis and forms pores at sensitive membranes upon
interaction with lipid II (Paiva et al., 2011).
Corsetti et al., 2005 reported bacteriocin-like inhibitory substances that maintain the inhibition activity.
Lactobacillus pentosus TV35b produced a bacteriocin-like peptide (pentocin TV35b) that have inhibitory
activity against the growth of Clostridium sporogenes, Cl. tyrobutyricum, L. curvatus, L. fermentum, L.
sake, Listeria innocua, Propionibacterium acidipropionici, Propionibacterium sp. and Candida albicans
(Okkers et al., 1999).
The classification of bacteriocins, however, remains controversial. A scheme proposed by Heng and
Tagg (2006), which also takes into account the previous classification schemes has been mentioned in the
table 1 below.
Class General features Producing lactic acid bacteria
I-Lantibiotics
Ia-Linear
Ib-Globular
Ic-Multi-component
Modified, heat stable, <15 kDa
Pore forming, cationic
Enzyme inhibitors, no cationic
Two peptides
Nisin, Lacticin 481, Plantaricin C
None
Lct3147, Plantaricin W
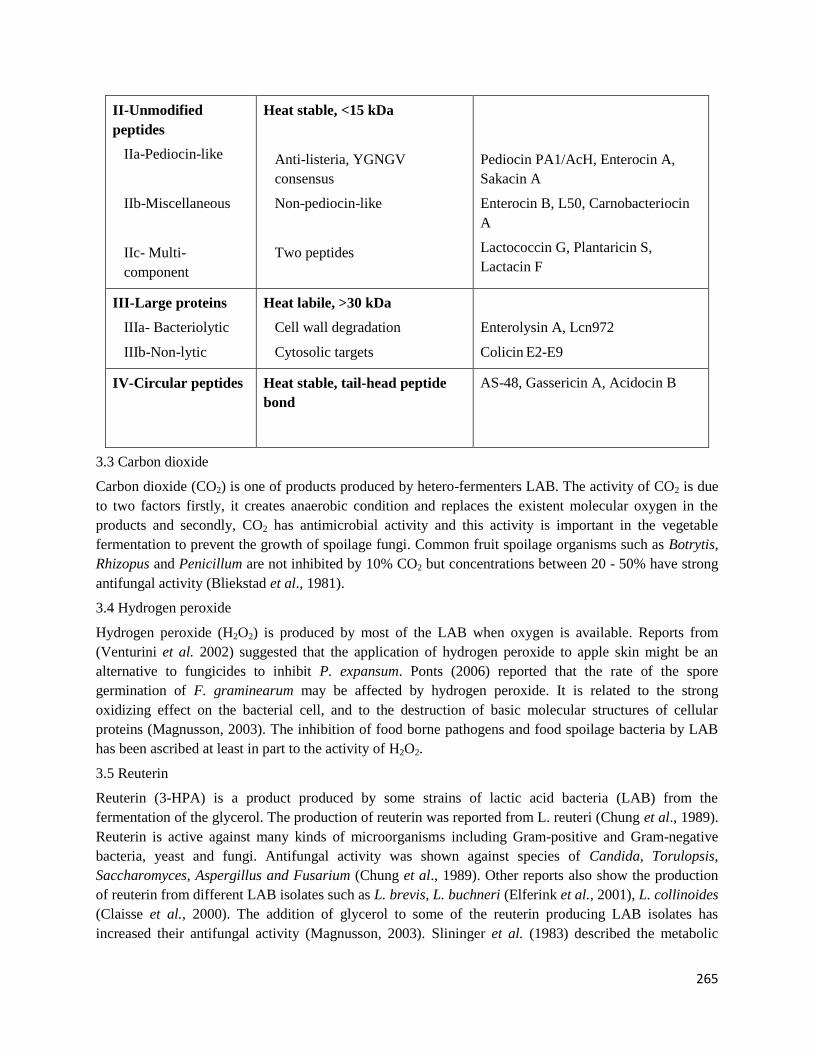
265
II-Unmodified
peptides
IIa-Pediocin-like
IIb-Miscellaneous
IIc- Multi-
component
Heat stable, <15 kDa
Anti-listeria, YGNGV
consensus
Non-pediocin-like
Two peptides
Pediocin PA1/AcH, Enterocin A,
Sakacin A
Enterocin B, L50, Carnobacteriocin
A
Lactococcin G, Plantaricin S,
Lactacin F
III-Large proteins
IIIa- Bacteriolytic
IIIb-Non-lytic
Heat labile, >30 kDa
Cell wall degradation
Cytosolic targets
Enterolysin A, Lcn972
Colicin E2-E9
IV-Circular peptides Heat stable, tail-head peptide
bond
AS-48, Gassericin A, Acidocin B
3.3 Carbon dioxide
Carbon dioxide (CO2) is one of products produced by hetero-fermenters LAB. The activity of CO2 is due
to two factors firstly, it creates anaerobic condition and replaces the existent molecular oxygen in the
products and secondly, CO2 has antimicrobial activity and this activity is important in the vegetable
fermentation to prevent the growth of spoilage fungi. Common fruit spoilage organisms such as Botrytis,
Rhizopus and Penicillum are not inhibited by 10% CO2 but concentrations between 20 - 50% have strong
antifungal activity (Bliekstad et al., 1981).
3.4 Hydrogen peroxide
Hydrogen peroxide (H2O2) is produced by most of the LAB when oxygen is available. Reports from
(Venturini et al. 2002) suggested that the application of hydrogen peroxide to apple skin might be an
alternative to fungicides to inhibit P. expansum. Ponts (2006) reported that the rate of the spore
germination of F. graminearum may be affected by hydrogen peroxide. It is related to the strong
oxidizing effect on the bacterial cell, and to the destruction of basic molecular structures of cellular
proteins (Magnusson, 2003). The inhibition of food borne pathogens and food spoilage bacteria by LAB
has been ascribed at least in part to the activity of H2O2.
3.5 Reuterin
Reuterin (3-HPA) is a product produced by some strains of lactic acid bacteria (LAB) from the
fermentation of the glycerol. The production of reuterin was reported from L. reuteri (Chung et al., 1989).
Reuterin is active against many kinds of microorganisms including Gram-positive and Gram-negative
bacteria, yeast and fungi. Antifungal activity was shown against species of Candida, Torulopsis,
Saccharomyces, Aspergillus and Fusarium (Chung et al., 1989). Other reports also show the production
of reuterin from different LAB isolates such as L. brevis, L. buchneri (Elferink et al., 2001), L. collinoides
(Claisse et al., 2000). The addition of glycerol to some of the reuterin producing LAB isolates has
increased their antifungal activity (Magnusson, 2003). Slininger et al. (1983) described the metabolic

266
pathway for the production and further reduction or oxidation of 3-HPA. The glycerol dehydratase of L.
reuteri has been purified and characterized (Talarico et al., 1990). The production of reuterin was
reported from L. brevis, L. buchneri, L. collinoides and L. coryniformis (Claisse et al., 2000; Nakanishi et
al., 2002).
3.6 Phenyllactic acid
Phenyllactic acid is special organic acid produced by certain LAB and shows antifungal activity (Gerez et
al., 2009). Magnusson et al. (2003) and Ström et al. (2002), reported that phenyllactic acid isolated from
LAB had spectrum range to inhibit pathogen bacteria, spoilage bacteria and spoilage fungi. Prema et al.,
(2008) observed Lactobacillus plantarum strain isolated from grass silage, produced a broad spectrum of
antifungal compound 3-phenyllactic acid L. plantarum 21B that produce phenyllactic acid have antifungal
action against Aspergillus niger.
3.7 Antifungal proteinaceous compounds and Cyclic dipeptides
Several lactobacilli produce compounds that have antifungal properties. L. rhamnosus VT1 exhibited
strong antifungal properties and capable of inhibiting the growth of many spoilage and toxigenic fungi
including species in the genera Aspergillus, Penicillium and Fusarium (Stiles et al., 1999). Okkers et al.,
(1999) purified and characterized a peptide TV35b from L. pentosus with antifungal effect against
Candida albicans. Other kinds of antifungal dipeptides which are cyclic namely, cyclo (Phe-Pro) and
cyclo (Phe- OH-Pro) were produced by L. coryniformis ssp. coryniformis Si3 and were inhibitory to
Aspergillus sp. (Magnusson, 2003; Ström et al., 2002). The peptides are highly heat stable with an
estimated molecular weight 3 KDa. Lavermicocca et al., 2003 reported that different LAB isolate
(Weissella confusa, W. cibaria, Leuconostoc citreum, L. mesenteroides, Lactococcus lactis, L. rossiae and
L. plantarum) inhibited the growth of fungi Aspergillus niger, Penicillium roqueforti and Endomyces
fibuliger in sourdough system and suggested to use them as natural preservatives. Rouse et al. 2008 and
Mandal et al., 2007, observed that L. reuteri 1100 inhibited the growth of a range spoilage causing fungi
in different food materials.
4. Applications of microbial metabolites in food industry
Biopreservation refers to the use of antagonistic microorganisms or their metabolic products to inhibit or
destroy undesired microorganisms in foods to enhance food safety and extend shelf life. Antimicrobial
metabolites can be used to biopreserve the highly perishable or ready –to-eat food in three following
ways.
1) A purified or semi-purified form of antimicrobial compound can be added to food to inhibit
specific undesirable microbes in specific products
2) Addition of food grade microbes (as starter or adjunct culture) during manufacture of food
products for in situ production of antimicrobial metabolites
3) As a part of hurdle technology or as an antimicrobial agent in Anti Microbial Packaging System
So far bacteriocins of LAB have been used to preserve various food items in its purified of semi-purified
form. Though nisin is currently the only bacteriocin approved for use in the United States, many
bacteriocins produced by members of the LAB have potential application in food products. Nisin has been
shown effective against L. monocytogenes in dairy products such as pasteurized milk (Fleming et al.,
1985) and cheese (Davies et al., 1997). Nisin is commonly added to pasteurized processed cheese spreads
to prevent the outgrowth of clostridia spores, such as Clostridium tyrobutyricum (Schillinger et al., 1996).

267
One application of lacticin 3147, a broad-spectrum, 2-component bacteriocin produced by L. lactis subsp.
lactis DPC 3147, is to control cheddar cheese quality by reducing non-starter LAB populations during
ripening (Ross et al., 1999). In cottage cheese the population of L. monocytogenes was reduced by 3-
log10 cycles over a 1-wk ripening period when it was manufactured with L. lactis DPC4275; however,
the number of Listeria in the control cheese, manufactured with a non-lacticin 3147-producing starter,
remained unchanged (104 CFU/g). The lacticin 3147-producing transconjugant has also been used as a
protective culture to inhibit Listeria on the surface of a mold-ripened cheese. Presence of the lacticin 3147
producer on the cheese surface reduced the number of L. monocytogenes by 3-log10 cycles (Ross et al.,
1999). A bacteriocin (Pediocin 34) Based biopreservatives has been found to be effective in extending the
shelf-life of Paneer (an Indian soft cheese) by more than 60 days and Khoa (a desiccated milk product) by
more than 30 days under refrigerated conditions (7C) (Malik, 2008).
The application of bioprotective cultures to ensure hygienic quality is a promising tool. Fermentation with
food grade microbes (starter or adjunct culture, now termed as “Bioprotective Cultures”) during
manufacture of food products for in situ production of antimicrobial metabolites, is the most effective,
easy and general approach for biopreservation. “Protective cultures are preparations consisting of live
microorganisms (pure cultures or culture concentrates) that are added to foods with the aim of reducing
risks by pathogenic or toxigenic microorganisms” (Vogel et al. 2011). A strain combination of lactic acid
bacteria (LAB) and propionic acid bacteria (PAB), used as protective culture, was found to be the most
active against yeasts, molds and Bacillus spp. in fermented milks and in bakery products (Suomalainen et
al., 1999). A novel application of protective cultures is their use in dairy and food products to inhibit the
growth of pathogenic microorganisms (Vibrio, Listeria monocytogenes and histaminogen bacteria) and
spoiling microbiota including yeast and molds to enhance the safety and shelf life of the food.
Industrial starters like SafePro® (CHR Hansen, DK) and HOLDBACTM
(Danisco, DK) find several
applications in efficient spoilage and pathogen prevention in fermented dairy foods. It is used for control
of yeasts and molds and some heterofermentative lactic acid bacteria in fresh fermented foods, for growth
control of Leuconostoc, heterofermentative Lactobacilli and Enterococci in hard and semi-hard cheese.
MicrogardTM
(Wesman Foods, Inc. Beaverton, USA) is the pasteurized product of the fermentation of
skim milk by Propionibacterium freudenreichii spp. shermanii and its protective action has been
associated with diacetyl, propionic, acetic and lactic acid and probably due to a heat stable peptide. It
inhibits Gram-negative bacteria such as Pseudomonas, Salmonella and Yersinia as well as yeasts and
moulds. It has been approved by the FDA for use especially in Cottage cheese and fruit flavoured
yoghurt. Another commercial product is BioprofitTM
(Valio, Helsinki, Finland) which contains
Lactobacillus rhamnosus LC705 and Propionibacterium freudenreichii JJ. The product is reported to
inhibit yeasts and moulds in dairy products and Bacillus spp. in sourdough bread. ALTATM
2341 (Quest
International, USA) is produced from Pediococcus acidilactici fermentation and has to rely on the
inhibitory effects of natural metabolites, including organic acids and the bacteriocin pediocin. It can serve
as an effective barrier to help control the development of Listeria in dairy products. ALC 01 (Niebüll,
Germany) is also a patented antilisteral culture developed especially for soft cheese production. Its
protective activity is due to pediocin generated by Lactobacillus plantarum. It inhibits the growth of
Listeria on the surface of artificially and/or naturally contaminated Munster cheese after spray treatment.
FARGOTM
23 (Quest International, USA) contains the same metabolites as for ALTATM
2341, but live
culture producing pediocin is present in greater quantity. In France it is added to raw milk intended for
raw milk cheese production (Kesenkas et al., 2006).

268
5. Microbial metabolites as part of Hurdle technology and AMP
In general the antimicrobial metabolites of dairy microbes have relatively narrow activity spectra and
moderate antibacterial effects. To overcome these limitations, more and more researchers use the concept
of hurdle technology to improve shelf life and enhance food safety. Hurdle technology is the use of
hurdles of differing levels of intensity to bring microbiological growth under control”. The synergistic
effect between bacteriocins and other processing technologies on the inactivation of microorganisms has
also been frequently reported in the literature. Nisin enhances thermal inactivation of bacteria, thus
reducing the treatment time and resulting in better food qualities. For example, Budu-Amoako et al.,
(1999) found that nisin reduced the heat resistance of L. monocytogenes in lobster meat and significantly
reduced the treatment time compared with thermal treatment alone. Generally, Bacteriocins are not active
against Gram negative Bacteria. However, a few members of Lactobacillus genera have reported to
produce bacteriocin active against gram negative bacteria. Gram-negative bacteria become sensitive to
bacteriocins if the permeability barrier properties of their outer membrane are impaired. For example,
chelating agents, such as EDTA, can bind magnesium ions from the lipopolysaccharide layer and disrupt
the outer membrane of Gram-negative bacteria, thus allowing nisin to gain access to the cytoplasmic
membrane (Abee et al., 1995). Schlyter et al., (1993) reported synergistic effects between sodium
diacetate and pediocin against L. monocytogenes in meat slurries. The use of combinations of various
bacteriocins has also been shown to enhance antibacterial activity (Hanlin et al., 1993; Mulet-Powell et
al., 1998). When used in combination with nisin, leucocin F10 provides greater activity against L.
monocytogenes (Parente et al., 1998). There has been continued interest in the food industry in using
nonthermal processing technologies, such as high hydrostatic pressure (HP) and pulsed electric field
(PEF) in food preservation. It is frequently observed that bacteriocins, in combination with these
processing techniques, enhance bacterial inactivation. In addition, Gram-negative bacteria that are usually
insensitive to LAB bacteriocins, such as E. coli O157:H7 and S. typhimurium, become sensitive following
HP/PEF treatments that induce sublethal injury to bacterial cells (Kalchayanand et al., 1994). Studies
demonstrate that nisin enhances the pressure inactivation of spores of Bacillus coagulans, Bacillus
subtilis, and C. sporogenes (Roberts et al., 1996; Stewart et al., 2000).
Antimicrobial packaging film prevents microbial growth on food surface by direct contact of the package
with the surface of foods, such as meats and cheese. For this reason, the antimicrobial packaging film
must contact the surface of the food so that bacteriocins can diffuse to the surface. Incorporation of
bacteriocins into packaging films to control food spoilage and pathogenic organisms has been an area of
active research for the last decade. The gradual release of bacteriocins from a packaging film to the food
surface may have an advantage over dipping and spraying foods with bacteriocins. In the latter processes,
antimicrobial activity may be lost or reduced due to inactivation of the bacteriocins by food components
or dilution below active concentration due to migration into the foods (Appendini et al., 2002). Two
methods have been commonly used to prepare packaging films with bacteriocins (Appendini et al., 2002).
One is to incorporate bacteriocins directly into polymers. Examples include incorporation of nisin into
biodegradable protein films Two packaging film-forming methods, heat-press and casting, were used to
incorporate nisin into films made from soy protein and corn zein in this study. Both cast and heat-press
films formed excellent films and inhibited the growth of L. plantarum. Compared to the heat-press films,
the cast films exhibited larger inhibitory zones when the same levels of nisin were incorporated.
Incorporation of EDTA into the films increased the inhibitory effect of nisin against E. coli. Coma et al.,

269
(2001) incorporated nisin into edible cellulosic films made with hydroxypropylmethylcellulose by adding
nisin to the film-forming solution. Inhibitory effect could be demonstrated against L. innocua and S.
aureus. Another method to incorporate bacteriocins into packaging films is to coat or adsorb bacteriocins
to polymer surfaces. Examples include nisin/methylcellulose coatings for polyethylene films and nisin
coatings for poultry, adsorption of nisin on polyethylene, ethylene vinyl acetate, polypropylene,
polyamide, polyester, acrylics, and polyvinyl chloride (Appendini et al., 2002).
6. Conclusion and future perspectives
There has been growing interest in the use of food grade bacteria and/or their natural preservative agents
for pathogen-free foods that are minimally processed, have lesser preservatives, additives and have high
nutritional value. Several food grade metabolites have been well characterized to have biopreservatives
effects. Further efforts should be made to scale up the use of these metabolites up to industrial level by
careful selection of dairy microbes and their metabolites for their general and specific use in
biopreservation of different food items. More research is needed on the usage possibilities of metabolites
of dairy microbes in food industry
7. Selected Reading
Appendini P, Hotchkiss J H (2002) Review of antimicrobial food packaging. Innovative Food Science and Emerging
Technologies 3 113-126.
Axelsson L (1998) Lactic acid bacteria: Classification and physiology. In Lactic Acid Bacteria: Microbiology and
functional aspects, 2nd Edition, Revised and Expanded. Edited by S. Salminen & A. von Wright. pp. 1-72.
Marcel Dekker, Inc. New York
Bliekstad E, Enfors S O and Molln G (1981) Effect of carbon dioxide pressure on the microbial flora of poA stored
at 4 or 14°C. Journal of Applied Bacteriology, 50 493-504.
Budu-Amoako E, Ablett R F, Harris J, Delves-Broughton J (1999) Combined effect of nisin and moderate heat on
destruction of Listeria monocytogenes in cold-pack lobster meat. Journal of Food Protection 62 46-50.
Chung T C, Axelsson L, Lindgren S E and Dobrogosz W J (1989) In vitro studies on reuterin synthesis by
Lactobacillus reuteri. Microbial Ecology in Health and Disease, 2 137-144.
Church (2004) Major factors affecting the emergence and re-emergence of infectious diseases. Clinics in Laboratory
Medicine 24 559–586.
Claisse O. and Lonvaud-Funel A (2000). Assimilation of glycerol by a strain of Lactobacillus collinoides isolated
from cider. Food Microbiology, 17 513-519.
Coma V, Sebti I, Pardon P, Deschamps A, Pichavant F H (2001) Antimicrobial edible packaging based on cellulosic
ethers, fatty acids, and nisin incorporation to inhibit Listeria innocua and Staphylococcus aureus. Journal of
Food Protection 64 470-5.
Corsetti A, Gobetti M, Rossi J and Damiani P (1998) Antimould activity of sourdough lactic acid bacteria:
identification of a mixture of organic acids produced by Lactobacillus sanfrancisco CB1. Applied Microbiology
Biotechnology, 50 253-256
Corsetti A, Settanni L, Sinderen D, Felis G E, Dellaglio F and Gobbetti M (2005) Lactobacillus rossii sp. nov.,
isolated from wheat sourdough. International Journal of Systematic and Evolutionary Microbiology, 55 35-40.
Cotter P D, Hill C, Ross R P (2005) Bacteriocins: developing innate immunity for food. Nature Review
Microbiology 3 777–788.
Dalié D K D, Deschamps A M and Richard- Forget F (2009) Lactic acid bacteria - Potential for control of mould
growth and mycotoxins. A review. Food Control, 21 370-380.

270
Davies E A, Bevis H E, Delves-Broughton J (1997) The use of the bacteriocin, nisin, as a preservative in ricotta-
type cheeses to control the food-borne pathogen Listeria monocytogenes. Letters in Applied Microbiology 24
343-6.
De Vos W M (1993) Future Prospects for Research and Application of Nisin and Other Bacteriocins’ in Bacteriocins
of lactic Acid Bacteria .Academic Press. 249-265
Riley M A and Wertz J E (2002) Bacteriocins: evolution, ecology, and application. Annual Review of Microbiology,
56 117-137.
Elferink S J O, Krooneman J, Gottschal J C, Spoelstra S F, Faber F and Driehuis F (2001) Anaerobic conversion of
lactic acid to acetic acid and 1, 2-propanediol by Lactobacillus buchneri. Applied and Environmental
microbiology, 67 125-132.
Elmi. (2004) Food safety: Current situation, unaddressed issues and the emerging priorities. Eastern Mediterranean
Health Journal 10 794–800.
Fleming D W, Cochi S L, MacDonald K L, Brondum J, Hayes P S, Plikaytis B D, Holmes M B, Audurier A,
Broome C V, Reingold A L (1985). Pasteurized milk as a vehicle of infection in an outbreak of listeriosis. New
England Journal of Medicine 312 404-7.
Gerez L C, Torino I M, Rollan G and de Valdez F G (2009) Prevention of bread mould spoilage by using lactic acid
bacteria with antifungal properties. Food Control, 20 144-148
Hanlin M B, Kalchayanand N, Ray P, Ray B (1993) Bacteriocins of lactic acid bacteria in combination have greater
antibacterial activity. Journal of Food Protection 56 255.
Heng N C K and Tagg J R (2006) What's in a name? Class distinction for bacteriocins. Nature Review
Microbiology, 4.
Holzapfel W H, Geisen R and Schillinger U (1995) Biological preservation of foods with reference to protective
cultures, bacteriocins and food-grade enzymes. International Journal of Food Microbiology, 24 343-362.
Hugas M (1998) Bacteriocinogenic lactic acid bacteria for the biopreservation of meat and meat products. Meat
Science, 49 139-150
Kesenkas H, Gursoy O, Kinik O and Akbulut N (2006) Extension of shelf life of dairy products by biopreservation:
protective cultures. Gida 31 217–223
Lavermicocca, P, Valerio F and Visconti A (2003). Antifungal activity of phenyllactic acid against molds isolated
from bakery products. Applied Environmental Microbiology, 69 634-640.
Magnusson J (2003) Antifungal activity of lactic acid bacteria. Ph.D. Thesis, Agraria 397, Swedish University of
Agricultural Sciences, Uppsala, Sweden.
Malik R K (2008) Improvement of shelf-life of indigenous dairy products through the use of bacteriocin based
biopreservatives. Final report: NDRI-NDDB collaborative research project
Mandal V, Sen S K and Mandal N C (2007) Detection, isolation and partial characterization of antifungal
compound(s) produced by Pediococcus acidilactici LAB 5. Natural Product Communications, 2 671-674
Messens W and De Vugst L (2002) Inhibitory substances produced by Lactoacilli isolated from sourdougts- a rev.
International Journal of food Microbiology, 72: 31-43.
Mulet-Powell N, Lacoste-Armynot A M, Vinas M, Simeon De Buochberg M. (1998) Interactions between pairs of
bacteriocins from lactic bacteria. Journal of Food Protection 61 1210-2.
Nakanishi K, Tokuda H, Ando T, Yajima M, Nakajima T, Tanaka O and Ohmomo S (2002) Screening of lactic acid
bacteria having the ability to produce reuterin. Japanese Journal of Lactic Acid Bacteria, 13 37-45.

271
Okkers D J, Dicks, L M, Silvester M, Joubert J J and Odendaal H J (1999) Characterization of pentocin TV35b, a
bacteriocin-like peptide isolated from Lactobacillus pentosus with a fungistatic effect on Candida albicans.
Journal of Applied Microbiology, 87 726-734.
Paiva A D, Breukink E and Mantovani H C (2011) Role of lipid II and membrane thickness in the mechanism of
action of the lantibiotic bovicin HC5. Antimicrobial agents and chemotherapy, 55 5284-5293.
Parente E, Giglio M A, Ricciardi A, Clementi F. (1998) The combined effect of nisin, leucocin F10, pH, NaCl and
EDTA on the survival of Listeria monocytogenes in broth. International Journal of Food Microbiology 40 65-
75.
Prema P, Smila D, Palavesam A and Immanuel G (2008) Production and Characterization of an Antifungal
Compound (3-Phenyllactic Acid) Produced by Lactobacillus plantarum Strain. Food Bioprocess Technology, 3:
379-386.
Riley M A Wertz J E (2002) Bacteriocins: evolution, ecology, and application. Annual Review Microbiology 56
117–137.
Roberts C M, Hoover D G (1996) Sensitivity of Bacillus coagulans spores to combinations of high hydrostatic
pressure, heat, acidity and nisin. Journal of Applied Bacteriology 81 363-8.
Rogers L A (1928) The inhibiting effect of Streptococcus lactis on Lactobacilus bulgaricus. The Journal of
Bacteriology, 16 321-325
Ross R P, Galvin M, McAuliffe O, Morgan S M, Ryan M P, Twomey D P, Meaney W J, Hill C (1999) Developing
applications for lactococcal bacteriocins. Antonie van Leeuwenhoek 76 337-46.
Schillinger U, Geisen R, Holzapfel W H (1996) Potential of antagonistic microorganisms and bacteriocins for the
biological preservation of foods. Trends in Food Science and Technology 7 158-64.
Schlyter J H, Glass K A, Loeffelholz J, Degnan A J, Luchansky J B (1993) The effects of diacetate with nitrite,
lactate, or pediocin on the viability of Listeria monocytogenes in turkey slurries. International Journal of Food
Microbiology 19 271-81.
Slininger P J, Bothast R J and Smiley K L (1983) Production of 3-hydroxypropionaldehyde from glycerol. Applied
and Environmental Microbiology, 46 62-67.
Stewart C M, Dunne C P, Sikes A, Hoover D G (2000) Sensitivity of spores of Bacillus subtilis and Clostridium
sporogenes PA 3679 to combinations of high hydrostatic pressure and other processing parameters. Innovative
Food Science and Engineering Technologies 1 49-56.
Stiles J, Plockova M, Toth V and Chumchalova J (1999) Inhibition of Fusarium sp. DMF 0101 by Lactobacillus
strains grown in MRS and Elliker broths. Advances in Food Science, 21 117-121.
Ström K, Sjörgen J, Broberg A and Schnürer J (2002) Lactobacillus plantarum MiLAB 393 produces the antifungal
cyclic dipeptides cyclo(L-Phe-L-Pro) and cyclo(L-Phe-trans-4-OH-L-Pro) and 3 phenyllactic acid. Applied and
Environment Microbiology, 68 4322-4327.
Suomalainen T H and Mäyär-Mäkinen A M (1999) Propionic acid bacteria as protective cultures in fermented milks
and breads. Lait 79 165-174.
Talarico T L and Dobrogosz W J (1990) Purification and characterization of glycerol dehydratase from
Lactobacillus reuteri. Applied and Environmental Microbiology, 56 1195-1197.
Venturini M E, Blanco D and Oria R (2002) In vitro antifungal activity of several compounds against Penicillium
expansum. Journal of Food Protection, 65 934-939.
Vogel R. F, Hammes W P ,Habermeyer M, Engel K H, Knorr D, and Eisenbrand G (2011) Microbial food cultures -
opinion of the Senate Commission on Food Safety (SKLM) of the German Research Foundation (DFG).
Molecular Nutrition and Food Research, 55 654-662.

272
Detection of foreign fats in ghee by triglyceride profiling using low- resolution gas -
liquid- chromatography
Vivek Sharma and Tanmay Hazra
Dairy Chemistry Division
1. Introduction
Milk fat is an important component in the dairy industry, which plays a significant role in economic,
nutrition, physical and chemical properties of milk and milk products. Milk fat is one of the valuable
fats that continue to be a target of unscrupulous traders for the maximization of profits. Present trend
is the use the concoction of vegetable oils and body fats. Vegetable oil is one of the common
adulterants in concoctions being used by adulterators; hence tracer component ß- sitosterol has been
used as the marker in the RP-TLC based method. In the present practical another approach, which is
based on the principle of low- resolution GLC of triglycerides will be used to check the adulteration
of milk fat with foreign fast including body fats.
2. Low- resolution gas chromatography of chromatographic method
Fit a capillary column of 2.5 mts in the GC oven. The details of the method are as:
2.1 Sample Preparation
Take molten ghee and filter with what man 1or 4 filter paper to remove any residue of ghee. Take 25mg of ghee
in a 5 ml volumetric flask and make the volume to 5.0 ml with hexane to get a solution of 5mg/ ml concentration
and dissolve the contents. Use this solution for GC- injection.
2.2 Conditions of Gas- Liquid- Chromatographic analysis:
a) Injector condition: Temp of injector-350°C; Split ratio-1:50
b) Carrier gas: Nitrogen; Total Flow 79mL/min; Column Flow 1.49mL/min; Purge flow3mL/min.
c) Injection volume:1µl
d) Column: Capillary type, 5% Phenyl / 95% Dimethyl Polysiloxane (BP5/RTx5 etc); Length- 2.3m, Inner
Dia-.25mm,Film Thickness-.25µm; Max temp-335°C
e) Temperature programme for TAG profiling of ghee: Injection at 80°C and holding for 50 sec then
increase the temperature to 190°C @ 50°C and hold for 1 min and finally increase the temperature to
335°C @ 6°C and hold for 6 min.
f) FID condition: Temperature 370°C
g) Other parameters: Make up flow30mL/min, H2 flow 40mL/min, Air flow-400mL/min
2.3 Triglyceride standard: Prepare a solution of the standard in hexane to get the concentration of 5mg/ ml as in
case of ghee. Use Supelco TAG mix (C24, C30, C36, C42, C48) from Sigma Aldrich as standard.

273
Fig1: Chromatogram of TAG mix ( C24,C30,C36,C42,C48)
RT=retention time in minute
Table 1: TAG (%w/w) profile of fat sample
Triacyl glycerol Cow ghee Buffalo ghee Lard
C24 0.17 .019 -
C26 0.25 .313 -
C28 0.324 .434 -
C30 0.855 1.008 -
C32 1.582 1.879 -
C34 4.022 4.3265 -
C36 9.613 9.2133 -
C38 13.323 14.0779 -
C40 11.80 7.353 -
C42 7.6 5.071 -
C44 6.315 7.927 .0626
C46 6.75 6.619 .155
C48 8.366 7.60 1.900
C50 11.312 11.92 15.542
C52 11.044 11.84 59.420
C54 4.960 4.3 22.918
RT 9.08 14.23 18.97 23.14 26.86
C24 C30 C36 C42 C48 2.5 5.0 7.5 10.0 12.5 15.0 17.5 20.0 22.5 25.0 27.5 min
0.0
2.5
5.0uV(x10,000)
0
100
200
300
kPa
Chromatogram

274
Communicating Science
Meena Malik
1. Introduction
Communicating science is part and parcel of a scientist’s daily life. Scientists give talks, write papers and
proposals, communicate with a variety of stakeholders, and also engage themselves in educating others.
Thus, scientists need to communicate effectively regardless of their specialization. In other words, to be a
successful scientist, one must be an effective communicator too. Increasingly, effective communication
skills are becoming part of the core professional skills every science student and professional should have.
2. Diverse Range of Stakeholders
Scientists have to interact with a diverse range of stakeholders in terms of their profile, needs and
expectations. Though many of the concepts scientists deal with on a daily basis are technical and
scientific in nature, yet these are often the basis of policies that affect the population at large. Broadly, the
scientists have to meet the expectations of the following divergent categories of people:
Peers
Donors
Policy makers
Students
Extension Professionals
Farming Community
General Public
In fact science thrives when scientists communicate more effectively. Science is increasingly becoming
interdisciplinary and the ability to communicate more effectively across disciplines fosters collaboration
and innovation. Effective communication of scientists’ ideas and innovations can enhance their ability to
secure funding or brighten their career prospects. It allows them to write better and more comprehensible
research papers. It also allows them to be better teachers and mentors for next-generation scientists.
Effective communication enables scientists to reach out to broad and diverse categories of stakeholders. It
helps build up a broad base to their scientific endeavours, becomes more relevant to society, and
encourages more informed decision-making at all levels. Strong and effective communication helps
bridge the gap between them and the stakeholders and makes new developments and innovations
accessible to the target group that traditionally remains excluded from the process of science. Thus, it can
help make science more diverse and inclusive.
3. Communicating Science
Science education is screaming for transformation. Research scholars and scientists need to be trained not
only in their subjects, but also in terms of their soft skills and other life skills such as critical thinking,
problem solving and communication proficiency. In Institutions of higher learning, the scientific
communication is mostly perceived as short cuts, bullet points, technical terms, scientific equations and

275
formulas. This is more of information processing rather than the knowledge sharing. There is no place for
creativity or criticism. To move from information to knowledge, from experimental facts to rationale
understanding of facts, we need language to express. Incomplete sentences only reflect inadequate
learning and incomplete interpretation/ representation of facts. For creating new knowledge in science,
we need to lay emphasis on the art of scientific communication. Effective communication depends a lot
on our linguistic empowerment, which in turn, enhances our critical thinking and leads to cognitive
empowerment.
Effective communication means transmitting the message clearly and concisely so that it is understood.
Communicating science is as important to the scientific process as designing, conducting and analyzing
the experiment itself. A scientific experiment, irrespective of its spectacular results, is not completed until
the results are communicated. In fact, the foundation of science is based on the premise that original
research must be communicated. This is the only way by which new scientific knowledge can be
authenticated and then added to the existing data base that we call science. Any branch of knowledge
requiring a systematic study involves the use of scientific communication for the purpose of recording
and reporting information. Science writing is different from creative writing as it deals with scientific
facts and does not present an imaginary view of reality. Scientific reporting is objective in content and
systematic in form. It is always precise, exact, and to the point so that it may have the desired effect on
the reader and lead to the required action.
4. Oral Communication Skills
Effective communication skills are one of the important core professional skills for every science
professional. The goal should be to communicate clearly through oral and non-verbal communication.
First step towards effective oral communication is to connect and be aware of how others feel when they
are around us or are talking with us.
Making eye contact and acknowledging someone else's presence by looking at them in the eye is
very important. Constant focused attention is must to help connect with the target audience.
Effective communication is the combined harmony of verbal and nonverbal actions. Body
movements, mostly facial expressions, volume of voice, intonation and rhythm do play an important
part in oral communication. It does not matter so much what we say. It matters a lot how we say it. A
set of various behaviors and methods of relaying information also has a great impact on our lives.
Developing communication skills also demands constant practice on all the four fundamental skills
of listening, speaking, reading and writing. Volunteering to give presentations within smaller groups
initially helps improving both conversational speaking and public speaking.
5. Platforms for Written Communication
In the field of education and research, journals publish technical material on specialized fields and are
circulated amongst the scientists and scholars. There are several platforms for scientific written
communications as listed below:
Research papers in journals
Review papers
Research report
Research notes
276
Letters to journals
Books and book chapters
Book reviews
Scientific magazines
Special publications
Annual reports
Newsletters
Consultancy reports
Newspaper articles
Conference abstracts
Proceedings
Conference posters
Extension literature
Writing for web
Writing for social media
All these writings must conform to the rules of scientific and technical reporting so that they are properly
understood and appreciated. All types of articles such as Technical Articles; Semi-technical Articles;
Popular Articles; Research Papers; Dissertations and Theses, and Technical Bulletins are covered under
the ambit of Scientific Writing.
The nature of the subject, the purpose of the scientific reporting and the reader for whom the report is
meant determine the form and structure of the communication. Every written communication has a
specific purpose and a specific audience. It should be carefully planned and constructed to fit both. Every
scientific communication has one certain clear purpose: to convey information and ideas accurately and
efficiently. The objective requires that the communication be: (1) as clear as possible; (2) as brief as
possible; and (3) as easy to understood as possible.
Scientific communication, if it is to be effective and efficient, must be designed for the needs and the
understanding of a specific reader or group of readers. One must have adequate knowledge of the
educational and professional background of the readers. The language and style of the communication
depends, to a great extent, on the academic and professional background of its readers. We need to have
an idea of what the reader expects from the report and his level of understanding. Writing should be
aimed at the average reader, but should also cater to those at either extreme of the range. It should interest
the more knowledgeable reader and be intelligible to the reader who is less familiar with the subject.
There is no precise formula for the organization of scientific presentations and reports. The material in
any report should be presented in an order that leads logically towards a conclusion or conclusions. The
various sections of the report are organized so that each of them has its logical conclusions. Almost every
scientific communication should have three functional elements. This does not mean that it should be
divided by boundaries into three distinct parts. But functionally it should have a beginning, middle and an
end.

277
6. Research Paper as a Form of Scientific Writing
A scientific paper is a written and published report describing original research results. A
research/scientific paper is primarily an exercise in organization. Each scientific paper should have, in
proper order, its Introduction, Materials and Methods, Results and Discussion (IMRAD). Early journals
published descriptive papers. IMRAD pattern slowly progressed and came to be adopted by most of the
journals in the latter half of the nineteenth century.
IMRAD pattern is an effective way to proceed to answer these four questions:
Introduction: What question was studied?
Materials and Methods: How was the problem studied?
Results: What are the findings?
Discussion: What do these findings mean?
7. Some Important Language Points and Skills
The ability to produce a clear, concise and professionally presented report or oral presentation is a skill
that one is required to develop to be successful both at the research/academic institution and the
workplace alike. A clear, concise and well written report saves a lot of time of the users, be it researchers,
students, teachers, managers or the clients. In other words, the value of accuracy and precision is not only
important for researchers in scientific education and research but also for professionals in all sorts of work
situations.
Successful communication depends upon the correct use of language and a good style of writing. One
may learn the correct use of language, but has to cultivate a good style of writing. The former concerns
grammar, usage, spelling, capitalization and punctuation, the latter concerns the organization of ideas
through proper choice of words, arrangement of words into sentences, grouping of sentences into
paragraphs, sections and chapters. The use of abbreviations, the approach to the reader, use of idioms, use
of visual aids, the format and layout of the report are all aspects of style. Following are some of the some
of the language skills that make scientific writing effective:
7.1 Choice of words
The primary objective of scientific communication is to transmit information briefly, clearly and
efficiently. This can be achieved only through simple, direct and plain style. The first step towards a
simple and clear style is to use simple language. One must choose a short word rather than a long word, a
plain and familiar word rather than a fancy or unusual word and a concrete word rather than an abstract
word.
7.2 Conciseness
Conciseness describes writing that is direct and to the point. Writing that is not concise is wordy. Wordy
and indirect writing irritates the readers. In contrast, concise writing appeals to readers because it is direct.
Hence, all efforts should be made to eliminate from the writing every word that does not contribute to the
meaning or clarity of the message. Conciseness makes the writing clear and effective.
7.3 Discreet Use of Jargons
Jargon is specialized vocabulary of a particular group- words that an outsider unfamiliar with this field
would not understand. Jargon encompasses all technical terms. Such terminology is useful and often
necessary in technical communication restricted to people working on the same or similar subjects.
Technical terms become jargon only when carelessly used for wider audience. Jargon is a special

278
language of a particular field or profession. We can’t expect lawyers to say habeas corpus in English just
because the rest of us don’t understand. The Jargon of any given field is often the most efficient means of
communication within that field. It becomes offensive when handy English equivalents are available or
people outside the field are expected to understand, what is said. In other words, using jargons
unnecessarily is pretentious, showy, and artificial.
7.4 Avoid Colloquial Diction
Colloquial diction is a language that reads like spoken English. In some contexts, colloquial diction is
perfectly appropriate. This is mostly used in fiction as conversational lines for the characters and is
considered as a private style. In public style or technical reporting - colloquial diction is not desirable.
7.5 The Verb ‘Be’
The verb ‘be’ is often a cause of stylistic problems. Eight basic forms of verb ‘be’ are: am, are, is, was,
were, be, being, been. Avoid verb ‘be’ followed by adjectives or nouns that can be turned into strong,
economical verbs.
7.6 Appropriate Use of Coordination and Subordination
A common failing of technical writers is the expression of ideas of unequal importance in constructions
that seem to give equal weight. Appropriate use of coordination and subordination should be made by
carefully examining which ideas are important and which are minor, reworking them into simple,
compound and complex sentences. Meaning can be grasped more quickly and more easily if subordinate
ideas are indicated and put in subordinating constructions. A sentence should express the main thought in
a principal clause. Less important thoughts should be expressed in subordinate clauses. Length of the
sentence should be kept as short as far as possible by using not more than one or two subordinating
conjunctions or relative pronouns in a sentence. There is a greater risk of grammatical error in longer
sentences.
8. Conclusions
Scientific communication helps create a linking base for scientific endeavours for making them more
relevant to society, and encourages more informed decision-making at all levels. Strong and effective
communication helps bridge the gap between inventor and the target user. To help make science more
diverse and inclusive, we need to lay emphasis on imparting skills in communicating science as well.
Research scholars and scientists need be trained not only in their subjects, but also soft skills and other
life skills such as critical thinking, problem solving and communication proficiency. Scientific
communication is objective in content and systematic in form. It has to be clear, simple and well ordered
communication to transmit the scientific facts. It has a specific purpose and a specific audience. It should
be carefully planned and prepared keeping the reader in mind. It is the art of making the subject
intelligible to others, which requires invaluable mental discipline and in turn enhances clear thinking.
9. Selected Reading
CBE Style Manual: A Guide for Authors, Editors and Publishers (1983). 5th
ed. Council of Biological Editors,
Bethesda, Maryland, USA.
Chicago Manual of Style (1996). 14th
ed. Prentice Hall of India.
Day R A (1998) How to Publish a Scientific Paper. 5th
ed. Oryx Press, Westport, Connecticut.
Gordon H M and Walter J A (1970) Technical Writing. 3rd
ed. Holt, Rinehart and Winston.
Joseph G (2000) MLA Handbook for Writers of Research Papers. 5th
Ed. Affiliated East-West Press. New Delhi.

279
Leggett G, Mead C D, Charvat W and Beal R S (1982) Handbook for Writers. 8th
ed. Prentice- Hall, USA.
Malik M and Malik R (2013) The Art of Technical Reporting and Writing, NDRI Publication No 93/2013, p. 1-117.
Malik M (2014) “Technical Writing in Dairy Research” In Compendium of AAddvvaanncceedd FFaaccuullttyy TTrraaiinniinngg ((CAFT) oonn
Advances in Technology, Quality and Safety of Functional Dairy Foods from 8th
July – 28th
July, 2014 at NDRI,
Karnal, 165-170.
Malik M (2013) “The Art of Scientific Writing: From Information Processing to Knowledge Sharing”, 21st Century
Learners: Learning Styles and Strategies: Proceedings of 8th
International and 44th
ELTAI Conference from July
18-20, 2013 at SRM University, Chennai, 256-258.
Malik M (2013) “Scientific writing: styles and strategies” In Compendium of National Training on Advances in
Production, Functional, Rheological &Quality Aspects of Traditional Indian Dairy Products from 8- 28 October
2013 at NDRI Karnal, 234-237.
Malik M (2012) “The Art of Scientific Writing and Communication” In Compendium of AAddvvaanncceedd FFaaccuullttyy TTrraaiinniinngg
CCoouurrssee oonn IInnnnoovvaattiivvee TTrreennddss iinn DDaaiirryy aanndd FFoooodd PPrroodduuccttss aanndd FFoorrmmuullaattiioonn”” ffrroomm 1100--3300 OOccttoobbeerr,, 22001122 aatt NNDDRRII,,
KKaarrnnaall,, 213-18.
Malik M (2011) “Concepts and Skills in Technical and Scientific Writing” In Compendium of Course in Advanced
Faculty Training (CAFT) on Advances in Processing and Quality Assurance of Dairy Foods (22nd
March 11th
April 2011), NDRI Karnal, 359-64.
Malik M (2011) “Essentials of Good Technical Writing” In Compendium of Advanced Course in Faculty Training
on Technological Developments in Cheese and Fermented Dairy Foods (5th
July to 25th
July 2011), NDRI
Karnal, 268-73.
Richard W S (1969) Technical Writing. Barnes & Noble, New York.
Sewak S N and Batra R K (2008). Scientific and Technical Writing: A Practical Approach. 3rd
ed., Kala Sanchar,
Ludhiana.
Troyka L Q (1987). Simon & Schuster Handbook for Writers. Prentice Hall, Inc. New Jersey.