design of scalable biogas digester for the developing...
TRANSCRIPT
Design of Scalable Biogas Digester for the
Developing World
Vanderbilt University, School of Engineering BME 273, Group 19
Submitted on April 27, 2010
Group Members:
Tiffany Cheng (ME) Thomas Davis (BME)
Dawn Schmidt (ChemE) Kyle Schroeder (CE) Andrew Wu (BME)
Sponsors:
Project Pyramid Vanderbilt University, School of Engineering
Advisor:
Dr. Paul King Dr. Dave Owens

Table of Contents
I. Introduction 1.1 Project Pyramid, Bangladesh, and Biogas Digester Review 1 1.2 Goals 2 1.3 Previous Biogas Digester Designs 4 II. Methodology
2.1 Identification and Evaluation of Opportunities for Cost Reduction 5 2.2 Evaluation of the Candidate Materials 7 2.3 Evaluation of Plastic Materials 7 2.4 Theoretical Framework 8 2.5 Prototype Experimental Setup 8 2.6 Gas Chromatography 9 2.7 Cost Analysis 10 III. Results 3.1 Mass Balance 10 3.2 Gas Chromatography 11 3.3 Safety Considerations 11 3.4 Economic Analysis 12 IV. Conclusions 14 V. Recommendations 14 5.1 Future Work 14 5.2 Ethical Concerns 15 5.3 Societal Impact and Related Concerns 16 5.4 Final Thoughts 16
References 17
Appendix 18
Abstract
Biogas digestion is the process of allowing organic material to undergo anaerobic
conversion to biogas facilitated by the presence of bacteria. Project Pyramid, a student
organization at Vanderbilt University’s Owen Business School that addresses issues of poverty,
realized in March of 2009 that the country of Bangladesh has a need for the cheap and available
energy that biogas provides. Specifically, biogas was identified as an existing technology with
considerable opportunity for growth in this country; however, the current situation regarding
biogas technology is economically and pragmatically unsatisfactory. Biogas digesters, the
device that facilitates the production of biogas, cost over $200, which is more than 4 months of
an average family’s income. Furthermore, the technology was difficult to understand, maintain,
install, and therefore, spread across the rural parts of Bangladesh. As part of Vanderbilt’s School
of Engineering, we sought to design a new biogas digester that would meet the energy needs of
an average family household while 1) costing no more than $89, 2) producing 2800L of
biogas/day, 3) adequately function for ≥ 5 yrs, and 4) be easily installed. We determined that
through changing the biogas digester material to polyethylene terephthalate (PET), biogas
digesters could be cheaply made en mass and still provide quality biogas and usability. Two 5
gallon PET bottles were set up as prototypes to test the feasibility of biogas production using this
new material and determine rates of production. Through financial analyses and data collected
from the prototype experiments, we concluded that it is possible to use PET to construct biogas
digesters for Bangladesh for $97. Although this is higher than our target retail price, it is cheaper
than what rural Bangladeshi’s currently spend on biogas energy. Future work will continue to
improve and further this project until the ultimate goal of having Bangladesh self-sufficiently,
safely, and efficiently meet its energy needs is realized.
1
I. Introduction
1.1 Project Pyramid, Bangladesh, and Biogas Digester Review
The Vanderbilt University Engineering School’s Senior Design class was approached by
Project Pyramid, a business venture focusing on alleviating poverty by means of business
incentives sponsored by Owen School of Management and other Vanderbilt University graduate
schools, to help design a scalable biogas digester for the developing world.
A biogas digester is a device that uses anaerobic digestion to convert cow manure and
other organic material into biogas, a feasible energy source. The cow manure and other organic
bio-waste are collected and mixed with water to produce slurry. The slurry is then placed into the
air-tight digester where the bacteria that naturally reside in bio-waste begin the anaerobic
digestion process. Organic matter, which includes carbohydrates, proteins, and fats, is initially
digested by acid-forming bacteria into simple organic acids (Information and Advisory Service
on Appropriate Technology [ISAT], n.d, vol. 1 p.9). These simple organic acids (acetic acid,
propionic acid, butyric acid, and formic acid) are further broken down by other methane-forming
bacteria to produce a gaseous mixture composed of 40-70% methane, 30-60% carbon dioxide
and the final 1-5% is an assortment of other inert gases (ISAT, n.d, vol. 1 pp.4 and 9). After the
digestion process is complete, the residual slurry is forced out of the digester by the addition of
fresh slurry. This digested slurry exits the digester at ground level, where users can obtain and
use it as a fertilizer.
Project Pyramid’s interest in biogas began after a third visit to Bangladesh during which
the organization found a great need for both sustainable energy and improved sanitary
conditions. The country is wrought with malnutrition, short life spans, high child mortality rates,
and water-borne diseases (CIA, n.d.). These issues are largely due to the unsanitary practices of
open defecation and overflowing latrines. The consequences of these practices can be alleviated
through the use of biogas digesters which offer an economic incentive to properly contain
sewage. The country is primarily agrarian and utilizes livestock for economic purposes and
basic subsistence. Any additional feed required for the digester could be obtained from these
livestock. As for the need for sustainable energy, Bangladesh is currently going through an
energy crisis with a supply shortage of natural gas, the country’s principle source of energy
(Khan, 2010). Biogas can be used as a replacement for traditional natural gas, which would
reduce the country’s dependence on natural gas supplies. Bangladesh is also an opportune
2
location to market digesters because it has over 116 million rural residents, which allows for a
large potential customer base for this product (CIA, n.d.). The concept of biogas is also not a
new idea to Bangladeshi’s. Non-governmental organizations (NGOs) have set up biogas
digesters in villages and individual rural homes. However, these digesters cost over $200 and
most Bangladeshi families cannot afford them on their own (S. Songy, personal communication,
March 5, 2009). Considering all of these factors, we found that Bangladesh is an appropriate
environment for designing a biogas digester for developing countries.
1.2 Goals
Before fully developing our design goal, it was necessary to specify the focus and
expound on two aspects of this project: the design of the biogas digester and the target
population of this product, specifically the rural population of Bangladesh. For the design
portion, we considered the features of our ideal digester such that it would adequately meet the
energy needs of the target population. For example, we considered the life span, durability, gas
permeability, affordability, and availability of the biogas digester material. Research aided us in
this process of determining how to specifically approach the design of a cost-efficient digester.
In order to gather information on Bangladeshi population demographics, their typical rural
lifestyles, price points on materials and services in Bangladesh, and other important facts, we
established and maintained contact with Project Pyramid correspondents both at Vanderbilt and
in Bangladesh. Over the course of three months, the necessary facts and literature about digester
designs and Bangladeshi's rural demographic were accumulated and organized to explicitly
finalize our project's goals.
We determined that our goal is to design a biogas digester with the ability to meet the
cooking related energy needs of an average-sized Bangladeshi family by utilizing the bio-waste
of one cow. The typical Bangladeshi family has six members (i.e. two parents and four children),
and about 65% of families in Bangladesh own at least one cow (K.S. Salehin, personal
communication, January 22, 2010). The average family makes about forty-five dollars a month,
and spends approximately ten dollars per month on cooking fuel for the family (K.S. Salehin,
personal communication, January 22, 2010). They also spend approximately two weeks per year
collecting wood and straw as additional fuel (K.S. Salehin, personal communication, January 22,
2010). We wish to design a biogas digester that is cheap enough so that a typical Bangladeshi
family can realistically finance the purchase of a digester.
3
Affordability for the people of rural Bangladesh is our main design criterion for the
digester. In order to be affordable, it must have a retail cost of $89 or less. In this way, the
biogas digester can be financed over a 12 month period with payments of eight dollars per month
at an eight percent simple interest rate. If the digester is able to produce enough gas to generate
59,500 BTU of energy per day, it will completely replace their current fuel costs of ten dollars
per month (Saubolle, 1983, p. 10). This would save them two dollars per month for the first year
and ten dollars per month for every year after. In order for the product to produce large economic
effects for the family, the product must have a lifespan of at least five years. This would save the
family $500 over the product’s lifetime, which is equivalent to almost one year’s salary.
It was also important to know how much waste an average Bangladeshi cow can
produces. This amount was estimated using a study done by Nagamani, B. and K. Ramasamy, on
the manure productivity of Indian cows (1999). This study was selected because India shares
many environmental, economic, and agricultural similarities with Bangladesh. The study
determined that the average Indian cow produces ten kilograms of manure per day, which yields
approximately 3.6 cubic meters of biogas per day. This yields approximately 76,280 BTUs per
cow per day, which is more than enough for the required 59,500 BTU needed to cook for a
family of six (Saubolle, 1983). Given this data, an 80% efficiency rating on the biogas digester is
enough to meet our design specifications.
The two digester design criteria of cost effectiveness (maximum $89 retail price) and
minimum required energy production (59,500 BTU or more) combined to provide a foundation
for further investigation into the overall design of a scalable biogas digester that would be the
most beneficial for the energy needs of the people of Bangladesh.
1.3 Previous Biogas Digester Designs
We began our approach to this project by gathering information on various biogas
digester designs found around the world, each with their own advantages and disadvantages. We
found that there are four major digester designs: the floating drum digester, the egg-shaped
digester, the plastic bag digester, and the fixed dome digester.
The floating drum digester design consists of an underground digester tank and a gas tank.
4
The gas tank floats on the slurry (or
sometimes a water jacket) contained in the
underground digester tank (ISAT, n.d, vol. 1
p. 17). As gas is produced and collected in
the gas tank, the tank floats up (or down if
gas is consumed) and is guided by a frame
to prevent tilting (ISAT, n.d, vol. 1 p. 17).
The volume of gas available is clearly
visible, the construction is relatively easy,
and it is not highly sensitive to construction
mistakes (ISAT, n.d, vol. 1 p. 17).
However, the costs are quite high, especially for the floating drum, which is usually made of
steel, which is also susceptible to corrosion (ISAT, n.d, vol. 1 p. 17). Therefore, floating drum
designs usually have short lifespans and higher maintenance costs (ISAT, n.d, vol. 1 p. 17).
The egg-shaped digester is the best solution as far as overall efficiency of the gas digestion
and the structural strength (ISAT, n.d, vol. 2 p. 20). The reason for this efficiency is the surface
to volume ratio is ideal for anaerobic digestion (ISAT, n.d, vol. 2 p. 20). By having a very large
and curved bottom that tapers off towards
the top in a curve manner allows for the gas
to naturally rise and allows the pressure to
dissipate more evenly throughout the
system. The shape though comes with a
cost. It is very hard to construct and thus
much more expensive than the other
digester because it requires very strong
material like reinforced concrete and
metallic cladding as an outer shell (Gilbert,
2010). This is why the egg-shaped digester is mostly utilized by large scale and industrial sized
settings.
Figure 1: Floating drum digester. http://www.snisd.org.cn/images/05126b.JPG
Figure 2: Egg shaped digester. http://www.water-technology.net/projects/reading_sewage/images/Island-Road-2.jpg

5
The plastic bag designs, also called balloon
digesters, consist of a digester bag that holds the
manure and collects the gas in the upper portion
(ISAT, n.d, vol. 1 p. 16). The inlet and outlet tubes
are attached directly to the plastic skin, and gas
pressure is achieved through the bag's natural
elasticity and by adding weights to the balloon
(ISAT, n.d, vol. 1 p. 16). This design is relatively
cheap, easy to transport, understand, maintain, and
construct (ISAT, n.d, vol. 1 p. 17). On the other
hand, it has a very short life span and high
sensitivity to damage (ISAT, n.d, vol. 1 p. 17).
The fixed dome design consists of a digester tank
and a fixed gas holder that sits on top of the digester
tank (usually sealed to the tank for gas barrier
purposes), which stores that gas and creates the
necessary gas pressure (ISAT, n.d, vol. 1 p. 17).
Fixed dome designs are relatively cheap to construct,
have no moving or rusting parts, have a long life
span, save space because they are planted
underground, and thus are also protected from
significant temperature changes (ISAT, n.d, vol. 1 p.
17). The main disadvantage of this design is the lack
of gas barriers in the dome portion (i.e. cracks from construction) or in the interface between the
dome and tank (ISAT, n.d, vol. 1 p. 17). Therefore, this design usually requires an expert
technician on site (ISAT, n.d, vol. 1 p. 17).
II. Methods
2.1. Identification and Evaluation of Opportunities for Cost Reduction
After establishing a strong, fundamental understanding of the existing state of biogas
technology, an emphasis was placed on understanding the cost drivers of a biogas digester, since
in the end this is the underlying goal of the project. It is readily evident that the cost of materials
Figure 4: Fixed dome digester. http://www.inforse.dk/asia/images/M_III_biogas3.jpg
Figure 3: Plastic bag digester. http://www.saintsfarm.org/photos/biogas_digester_2_large.jpg
6
and the corresponding construction or manufacturing due to the size of the digester is a
significant determinant of the cost of a digester. Nevertheless, other opportunities for reducing
the cost of the digester were explored. Namely, by improving the efficiency of biogas
production, the retention time of manure in the digester could be reduced. Since the size of the
digester is proportional to the retention time and the volume input of slurry, decreasing the
retention time could significantly reduce the cost of the digester. Several strategies for improving
the efficiency of the digester were evaluated: improving the carbon:nitrogen ratio, heating, and
mixing.
In a meeting with Dr. Alan Bowers, it was confirmed that the inherent carbon:nitrogen
ratio of cow manure is approximately 20:1, or close to an already ideal value (A. Bowers,
personal communication, January 26, 2010). Efforts to marginally improve the carbon:nitrogen
ratio would introduce organic material that would put the digester at risk of maintenance
complications, specifically clogging that would induce additional work and cost. Though heating
and mixing both appeared to have potential to improve digestion efficiency, no literature
suggested any significant improvement in efficiency—at least none that would in itself be
capable of meeting the targeted price point. Meanwhile, the selection of appropriate materials for
the construction of a digester presented considerable opportunity for decreasing the cost of the
digester since the material itself is a significant cost driver. Consequently, the scope of the
project was focused on identifying the most appropriate material for the digester.
While identifying candidate materials, the group reached out to Bangladeshi contact Kazi
(Shaheer) Salehin to learn more about the current cost of materials in Bangladesh (K. Salehin,
personal communication, January 22, 2010). From this, it was determined that the current cost of
concrete digesters is 10% more expensive than the cost of a brick digester. Concurrently, a list of
materials was developed without respect to any preconceptions regarding the utility of that
material. The list included materials as diverse as tar, glass, wood, and natural rubber. Example
brainstorming included digging a hole and lining it with tar. After this brainstorming phase, the
ideas were evaluated for their feasibility. For example, tar was found to be toxic to cells and
consequently an unviable solution. Following this process of ideation, the top three methods
were identified—brick, plastic, and a hybrid of the two materials. Masonry was chosen because
of its availability in Bangladesh, whereas plastic was chosen because of its wide range of
properties and usage.
7
2.2. Evaluation of the Candidate Materials
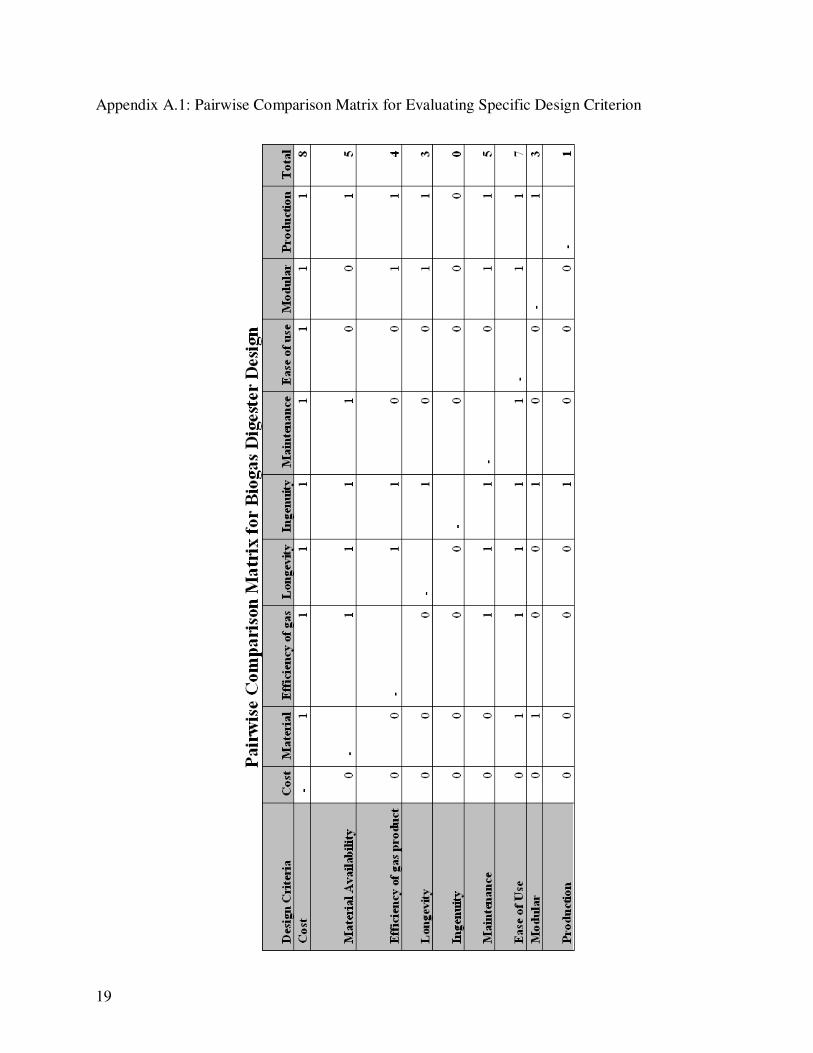
In order to evaluate the proposed materials, a list of design criteria was made, which
includes parameters such as cost, longevity, and material availability. From this, the criteria were
evaluated relative to each other to produce a Pairwise Comparison Matrix (See Appendix A.1).
The matrix showed that cost was the top priority for material choice, followed closely by ease of
use and then material availability and maintenance. From this, each criteron was assigned a
weight that was inputted into the Selection Matrix. A value for each material choice was then
assigned to each respective design criterion based on initial sketch prototypes used for each
proposed material (See Appendix A.2). The product of the value and the weight was then
computed. The sum of products for each material is then computed and compared to identify the
most appropriate material—plastic. Appendix A.3 contains a copy of the results.
2.3. Evaluation of Plastic Materials
Designing with plastic is a particularly exciting area since there is considerable
opportunity for creativity and unexplored opportunity for cost reduction. Brick, on the other
hand, is a rather standard material with less opportunity for innovation. However, before
considering a variety of plastic shapes to minimize cost, it was essential to identify the most
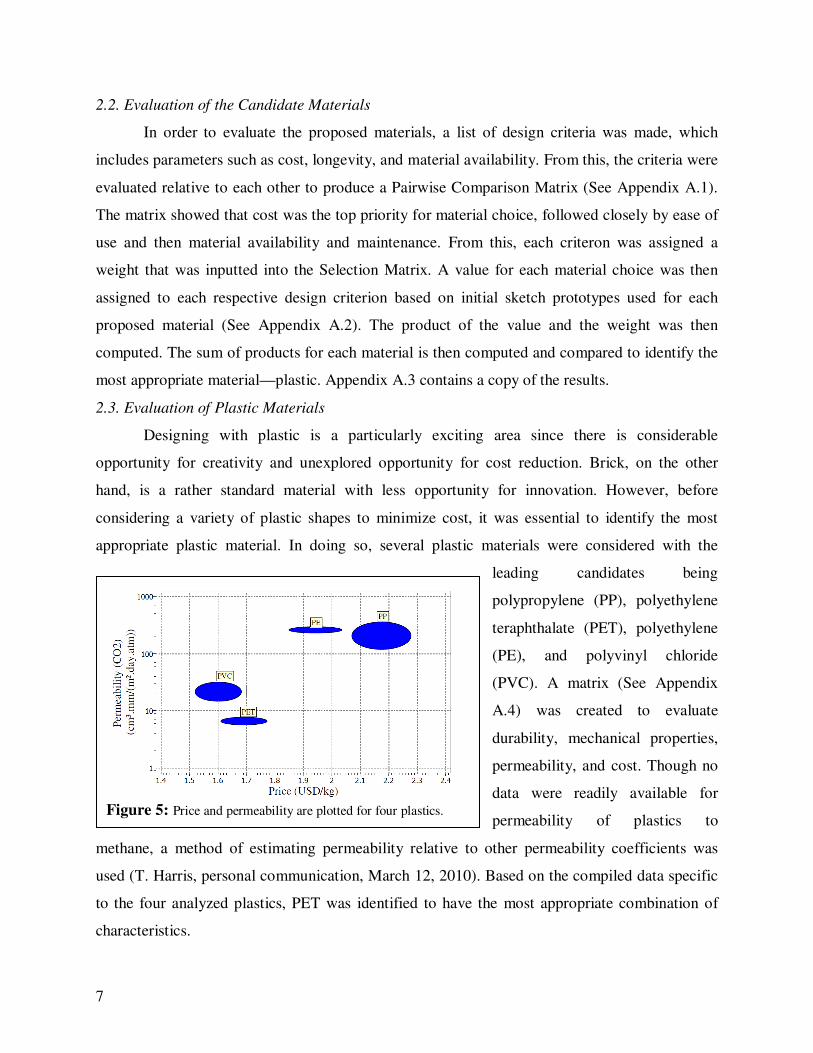
appropriate plastic material. In doing so, several plastic materials were considered with the
leading candidates being
polypropylene (PP), polyethylene
teraphthalate (PET), polyethylene
(PE), and polyvinyl chloride
(PVC). A matrix (See Appendix
A.4) was created to evaluate
durability, mechanical properties,
permeability, and cost. Though no
data were readily available for
permeability of plastics to
methane, a method of estimating permeability relative to other permeability coefficients was
used (T. Harris, personal communication, March 12, 2010). Based on the compiled data specific
to the four analyzed plastics, PET was identified to have the most appropriate combination of
characteristics.
Figure 5: Price and permeability are plotted for four plastics.

8
Though PET does posses a strong set of properties that include high yield strength, low
permeability, and low cost, there was initially some concern regarding the degradability and
specifically the biodegradability of the plastic. However, literature shows that degradation of
PET below its glass temperature due to hydrolytic and thermal degradation is rather insignificant
(Pirzadeh et al., 2007, p. 1544-1549). Additionally, PET is shown not to biodegrade in the
presence of high concentrations of microbes and lipases, suggesting low biodegradability (Zhang
et al., 2004, p. 1089 – 1096).
2.4. Theoretical Framework
Following the identification of the most appropriate plastic material, a theoretical mass
balance equation was written to describe the availability of biogas within the digester for
continuous flow digestion:
From this equation, individual terms can be experimentally identified. By focusing on the first
term on the right hand side, the size of the digester can be optimized so that the digester is
neither too big and consequently too expensive nor too small and unable to meet the fuel
demands.
2.5. Prototype Experimental Setup
The above theoretical mass balance equation models the continuous flow digestion as a
summation of batch processes and assumes no mixing. Therefore, the tested prototype is
designed to evaluate the biogas potential for a specific input of cow manure (See Appendix A.5
for detailed diagrams).
Unfortunately, when starting a new digester, the bacteria generally require considerable
time to reach equilibrium, or a pH level at which digestion can occur. In order to avoid this lag in
digestion onset, the prototype was filled with 100% seed from the Biosolids Facility located in
downtown Nashville, as suggested by Dr. Dick Speece (See Appendix A.6). This experimental
design requirement necessitated the construction of two prototypes—one filled with pure seed

9
and another filled with the same volume of seed plus a measured amount of fresh cow manure.
The difference in biogas production is assumed to be the gas produced by the fresh cow manure.
Two 5 gallon PET bottles were purchased
and each filled with 17 L of 100% seed. The
variable digester was filled with an additional 1.5 L
of freshly collected cow manure from Triple L
Ranch near Franklin, Tennessee. Both PET bottles
were capped with carboy caps purchased from
Nashwood Winery (Dallas, TX) and tightened using
hose clamps. Plastic tubing with inner diameter ½"
was connected to a 3/8" brass T-tube using plastic
adapters. Radiating from each end of the bifurcation
were two plastic tubes each connected to a 3/8" brass ball valve, which also required plastic
adapters. From one ball valve, plastic tubing ran into a 5 gallon bucket filled approximately ¾
full with water. A 2 L graduated cylinder was inverted for collection of biogas from the tube.
Half inch tubing was used since the literature indicates that this is the preferred tubing diameter
for biogas delivery in home settings (ISAT, n.d, vol. 2 p. 49). All experiments were conducted in
a hot room set at 35°C to model typical temperatures in Bangladesh.
Due to the high rate of biogas production and the inability to invert a graduated cylinder
of appropriate size, the rate of biogas production was calculated by measuring the volume of
biogas produced in one hour intervals approximately every twelve hours. This rate of production
during each one hour interval was assumed to be the rate of biogas production across the
respective twelve hour period.
Unfortunately, due to a series of unexpected events including gas leaks in the tubing and
foaming (See Appendix A.5), the data collection process had to be restarted multiple times.
Consequently, only seven days of continuous data were successfully collected. In order to
identify the gas leaks, a soapy water mixture was sprayed on the prototypes and air was blown
through the tubing. Bubbles indicated gas leaks, which were addressed by adding hose clamps or
parafilm to the plastic adapters. Foaming, however, remains an unresolved problem within the
biogas field. According to Dr. Speece, the cause of this phenomenon is unknown.
Figure 6: The output from each digester is collected in an inverted graduated cylinder.
10
2.6. Gas Chromatography
In order to confirm successful production of methane, gas chromatography was
performed in Dr. Kenneth Debelak's laboratory. Due to machine malfunction, Dr. Debelak's
laboratory was unable to analyze all the biogas constituents. Instead, an HP 5890a GC system
was used, which was only able to identify organic constituents such as methane due to the
method of analysis used in the system. The area under the curve of the methane peak from each
biogas sample is related to the area under the curve of the pure methane sample, the percent
composition of methane in the biogas samples is determined.
2.7. Cost Analysis
The method of estimating cost of manufacturing a plastic biogas digester was determined
through conversations with engineer Michael Sykes at Plastic-Mart.com. Plastic-Mart.com uses
rotational molding to manufacture its product. The company estimates the cost by first
calculating the cost of materials and power and utilities. Labor is then estimated to be 20% of the
sum of the aforementioned cost. The machine payment is then calculated similarly as a
proportion of the cost of materials and power and utilities. A gross profit margin of
approximately 32% is then assumed. Finally, two molds will be needed, each with a cost of
$65,000. The cost of tooling is a fixed cost, and the allocated cost per unit thereby decreases as
the production level increases. Finally, the cost of accessories is estimated based on online prices
for items such as PVC piping and PVC cement.
III. Results
3.1. Mass Balance
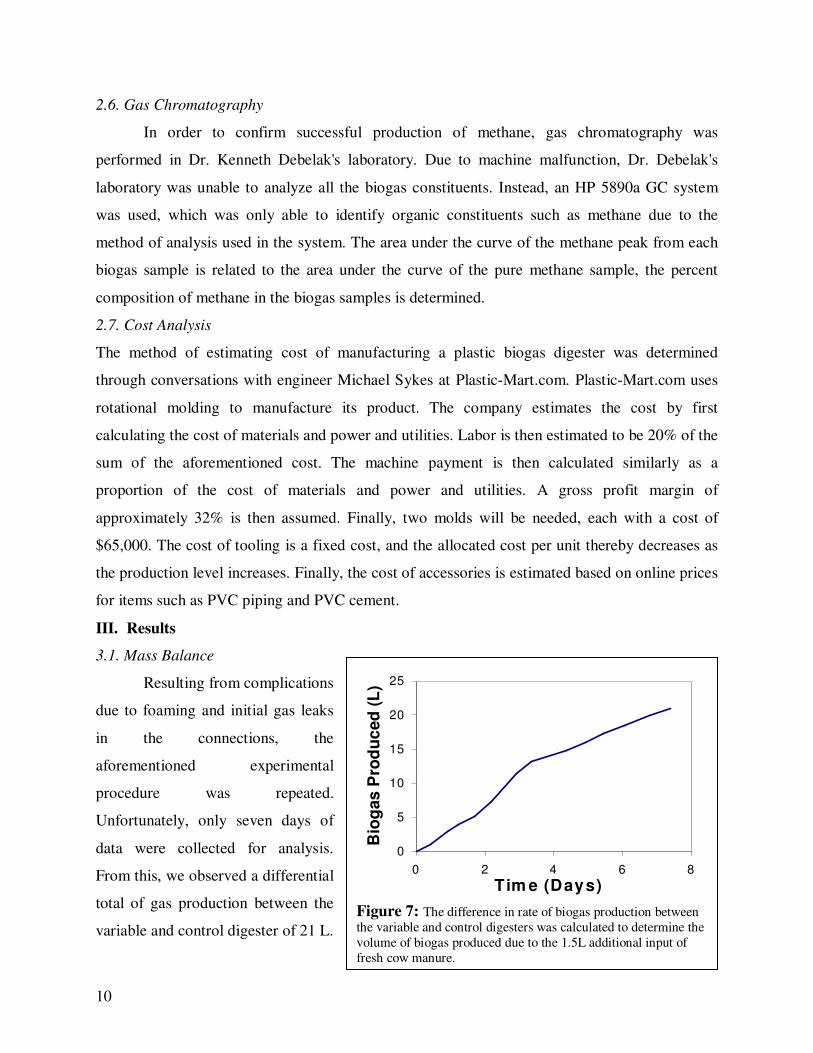
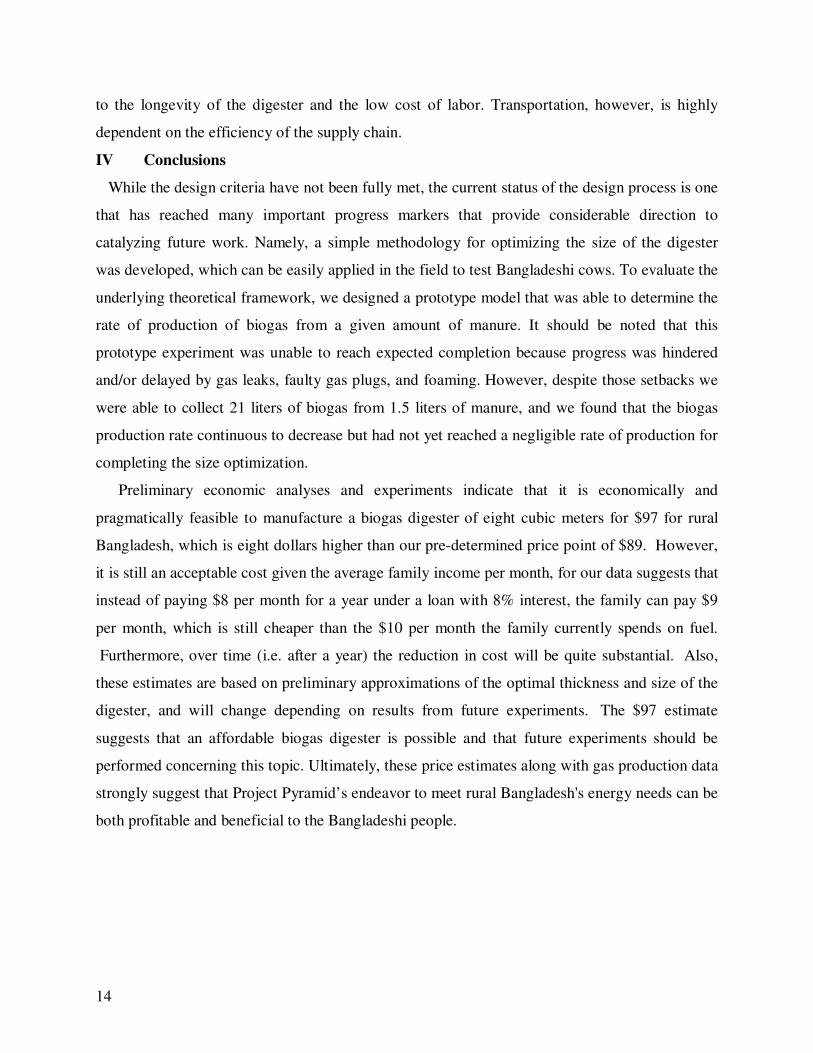
Resulting from complications
due to foaming and initial gas leaks
in the connections, the
aforementioned experimental
procedure was repeated.
Unfortunately, only seven days of
data were collected for analysis.
From this, we observed a differential
total of gas production between the
variable and control digester of 21 L.
0
5
10
15
20
25
0 2 4 6 8
Tim e (Days)
Bio
gas
Pro
du
ced
(L
)
Figure 7: The difference in rate of biogas production between the variable and control digesters was calculated to determine the volume of biogas produced due to the 1.5L additional input of fresh cow manure.
11
Therefore, 1.5 L of input fresh manure yielded 21 L of biogas within one week. Though
published literature reports an expected 60 L of biogas production, the rate of biogas production
remains relatively constant at 1.5 mL/min (2.2 L/day) for the last 3 days of data collection in
Figure 7 (Saubolle, 1983, p.13). This suggests that significant biogas generation potential
remains within the prototype digester. Raw data and analyzed data are available in Appendix B.1
and Appendix B.2, respectively.
3.2. Gas Chromatography
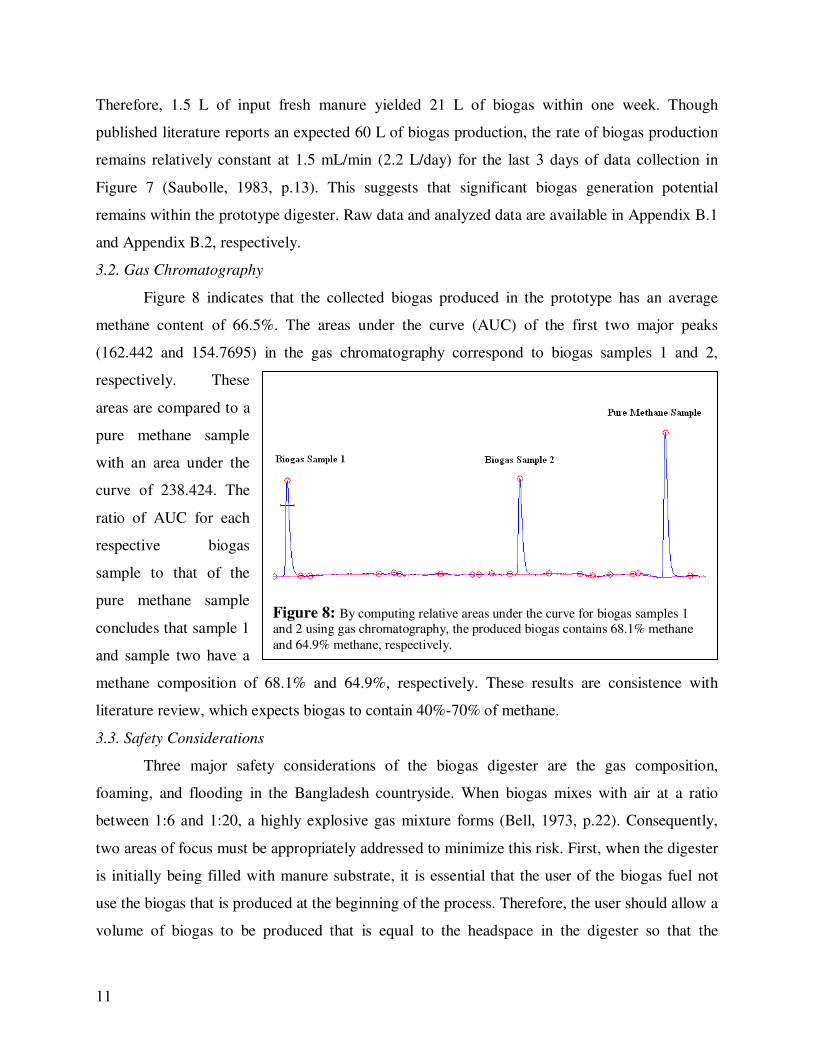
Figure 8 indicates that the collected biogas produced in the prototype has an average
methane content of 66.5%. The areas under the curve (AUC) of the first two major peaks
(162.442 and 154.7695) in the gas chromatography correspond to biogas samples 1 and 2,
respectively. These
areas are compared to a
pure methane sample
with an area under the
curve of 238.424. The
ratio of AUC for each
respective biogas
sample to that of the
pure methane sample
concludes that sample 1
and sample two have a
methane composition of 68.1% and 64.9%, respectively. These results are consistence with
literature review, which expects biogas to contain 40%-70% of methane.
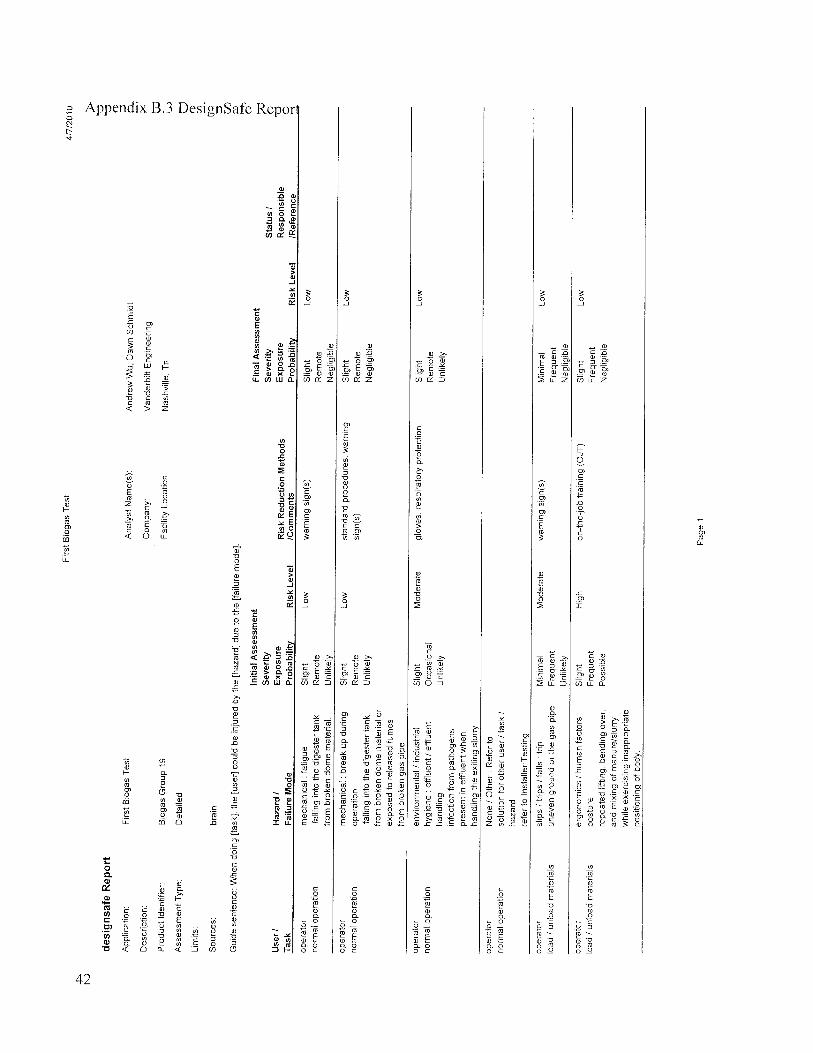
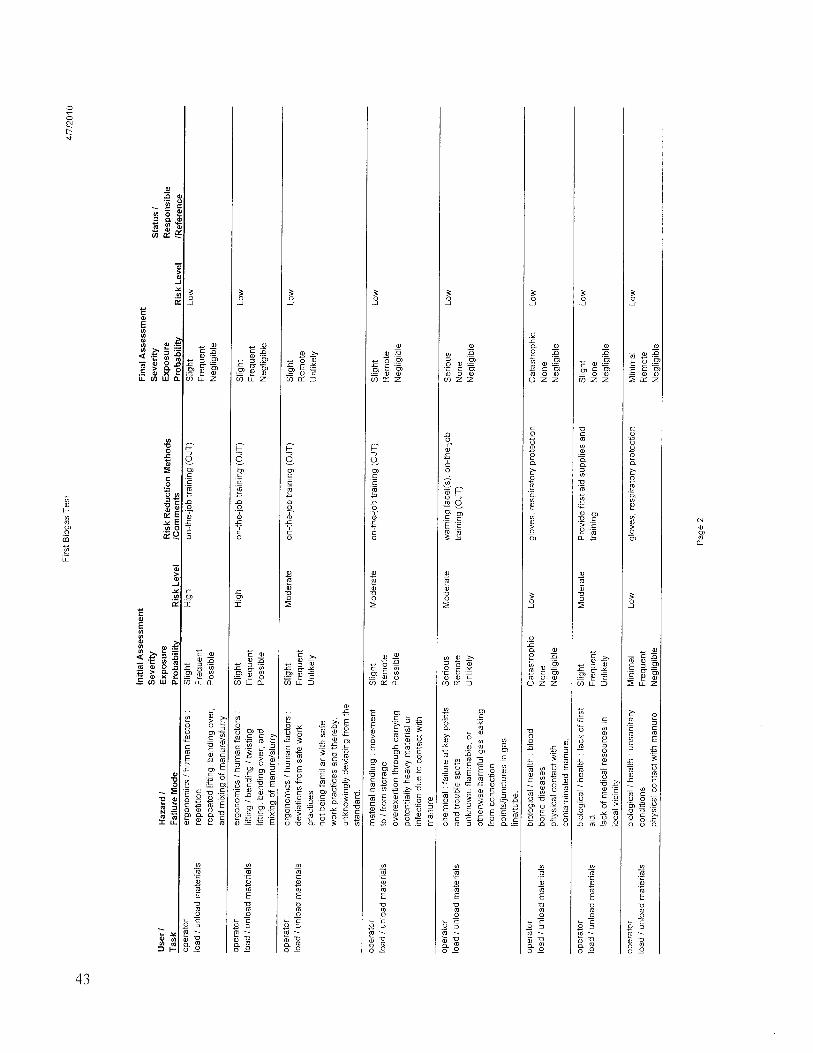
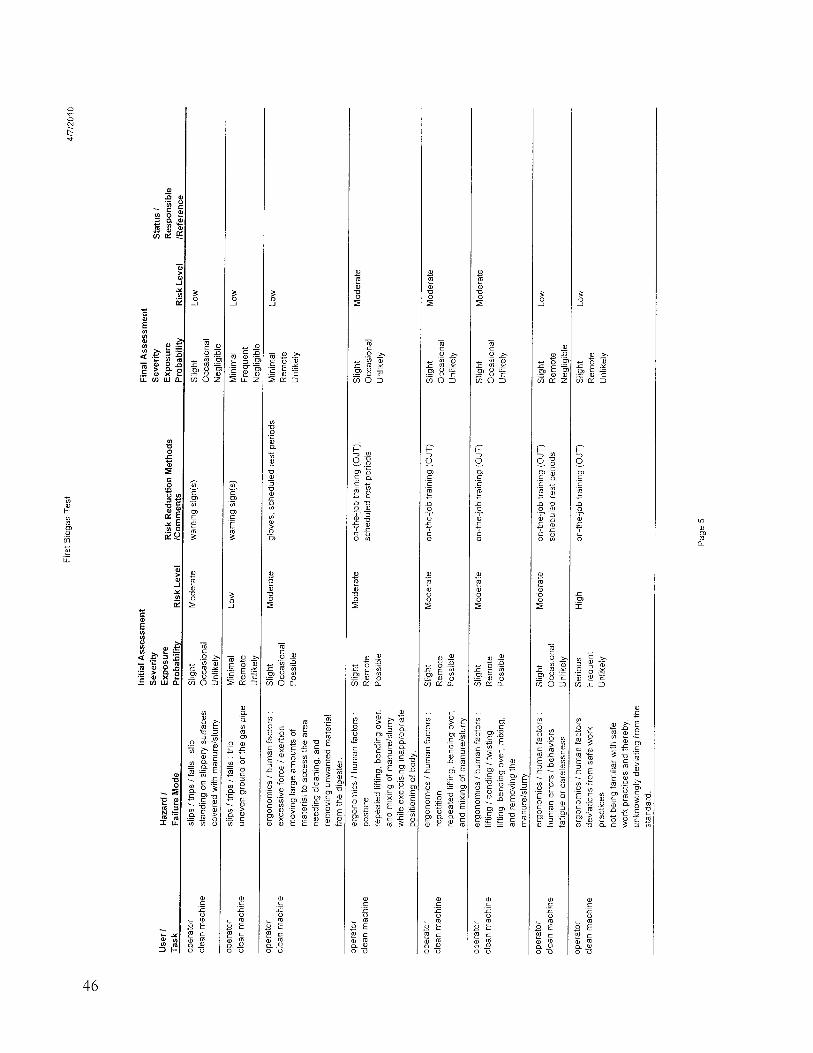
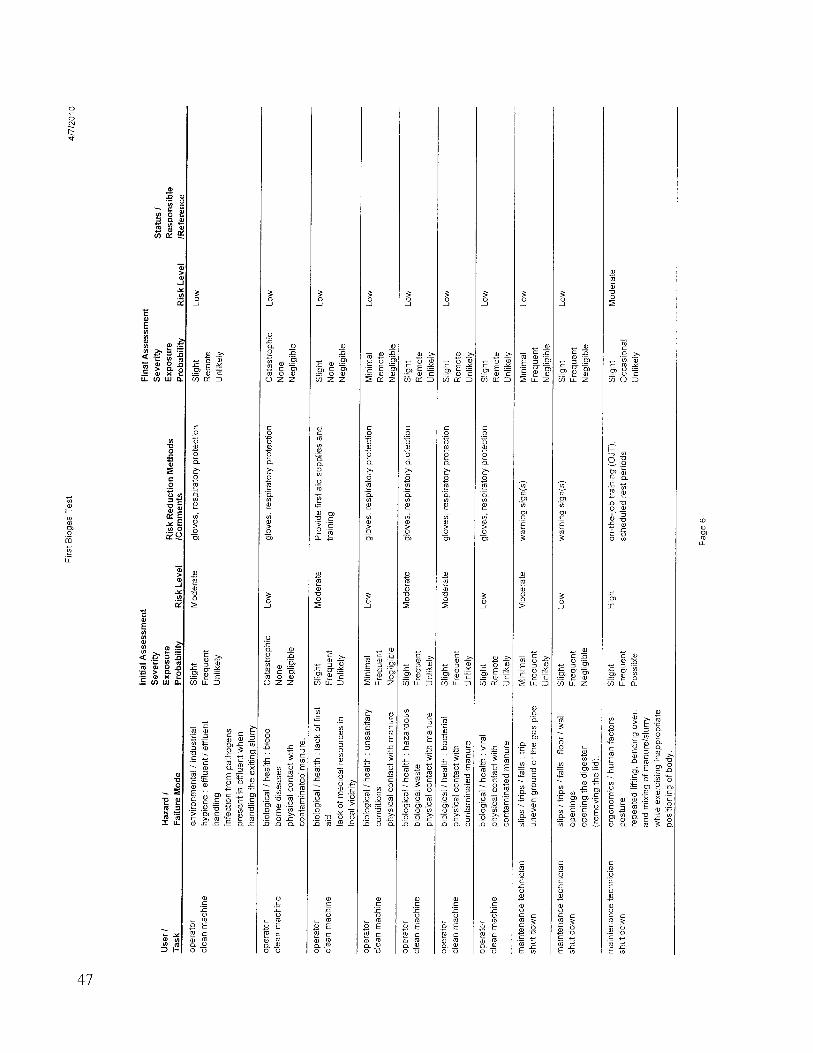
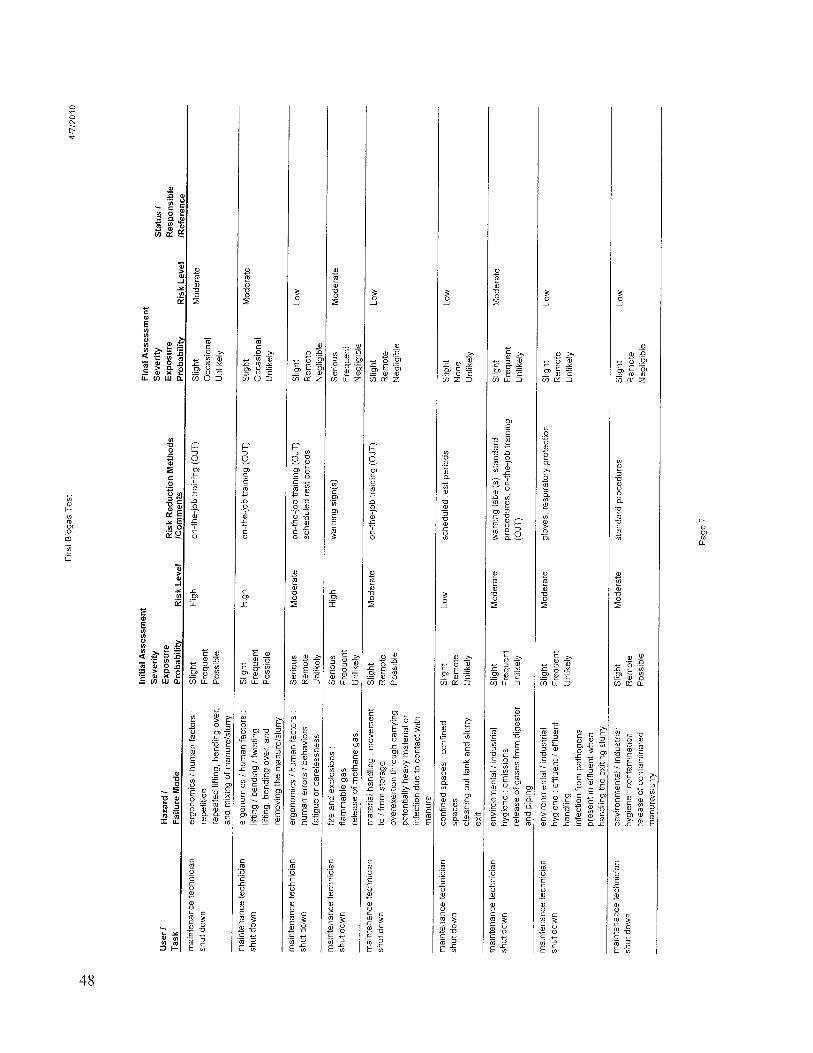
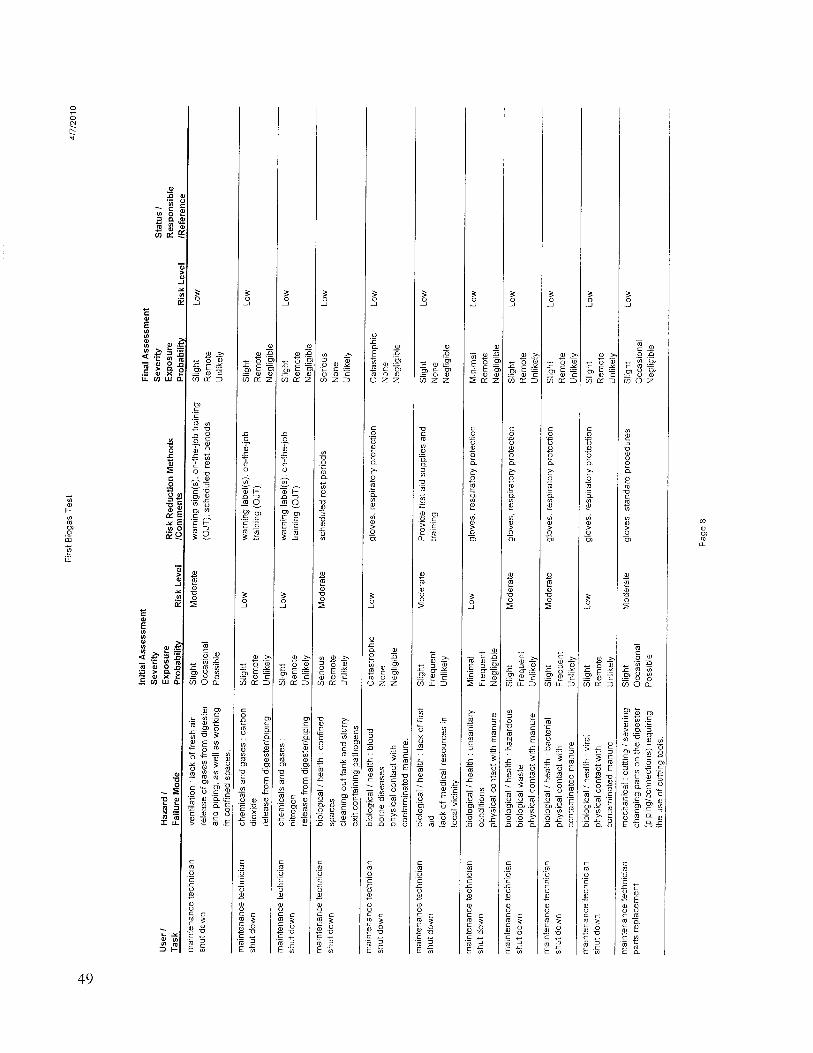
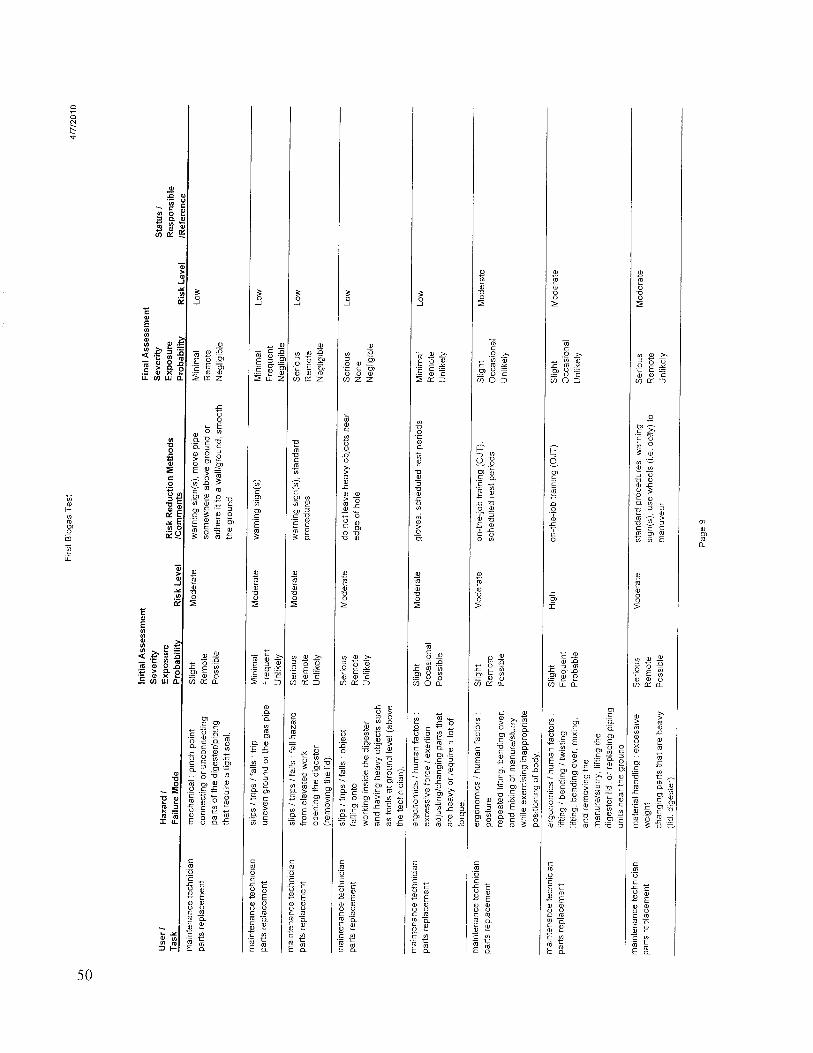
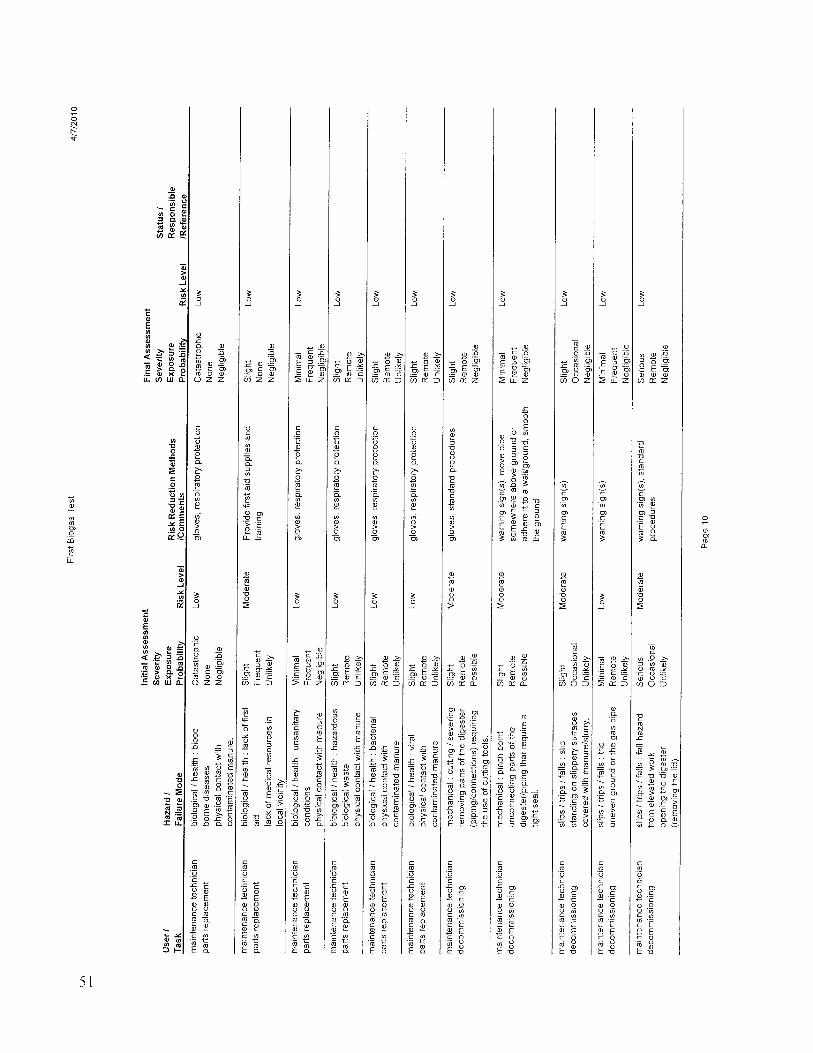
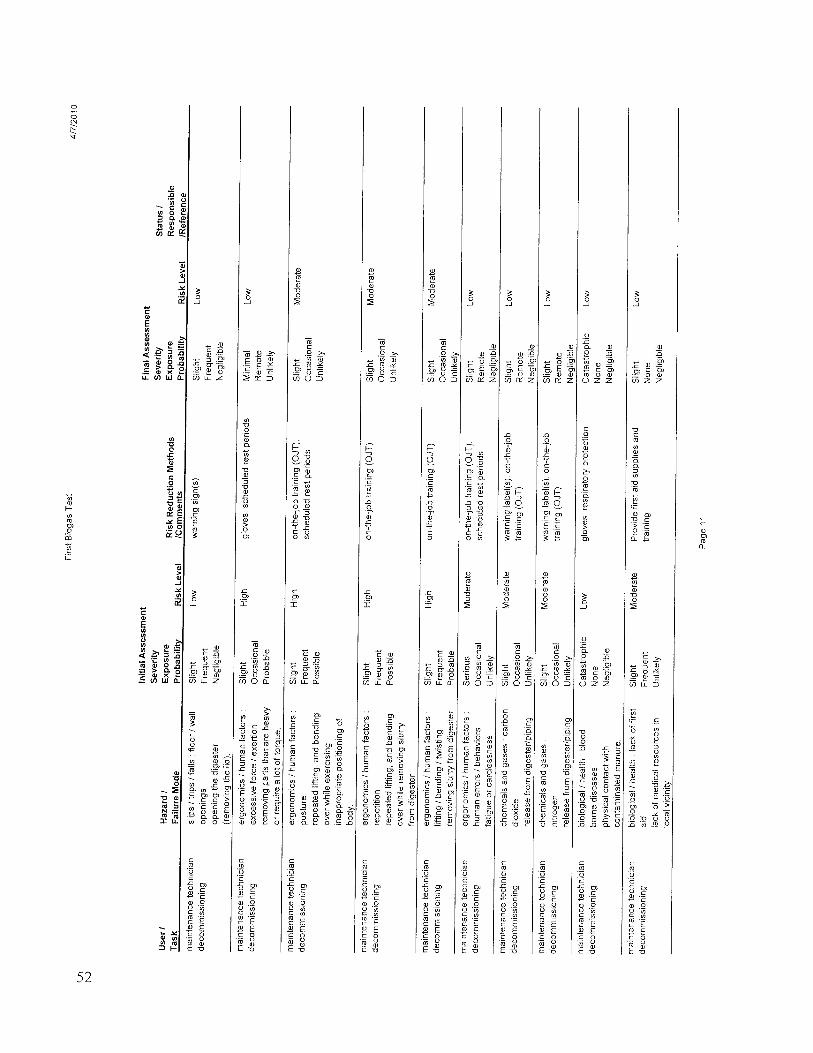
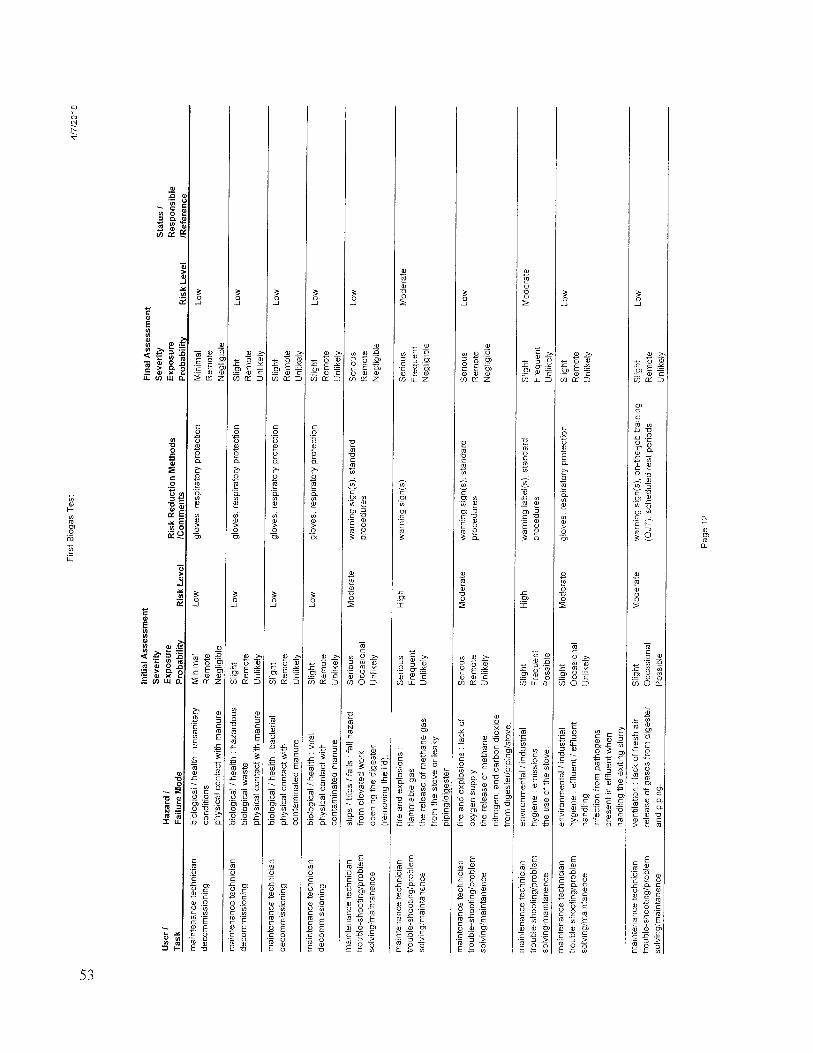
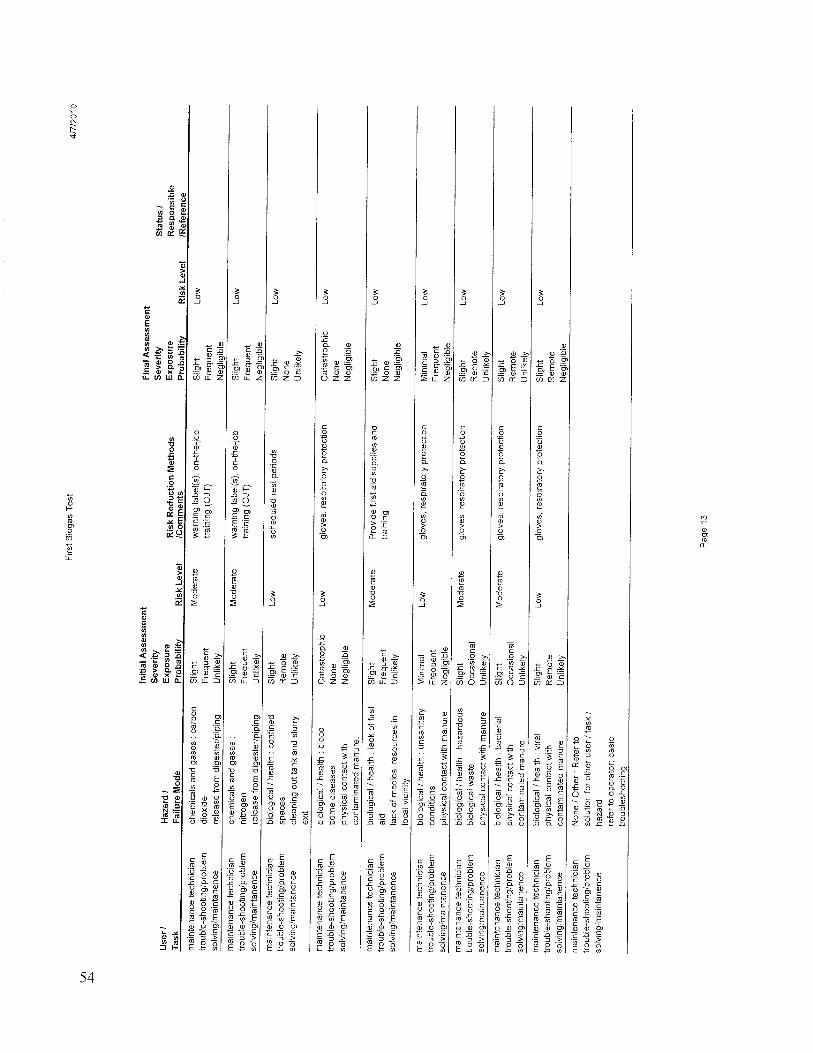
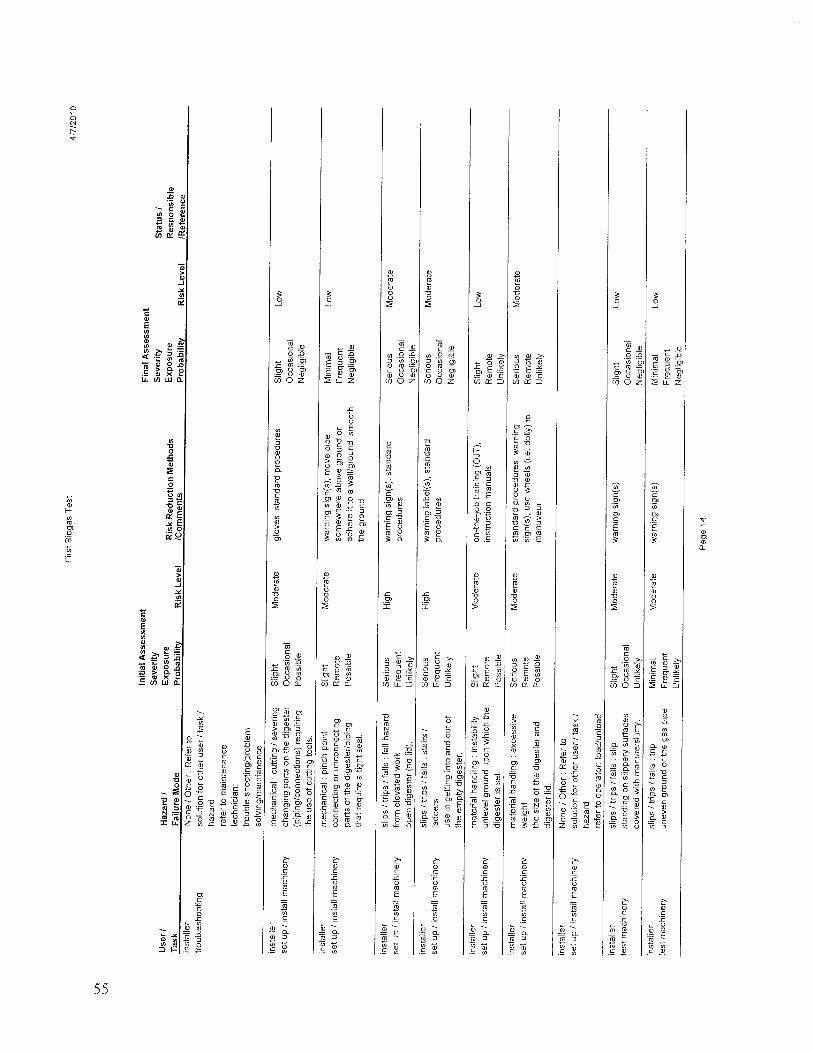
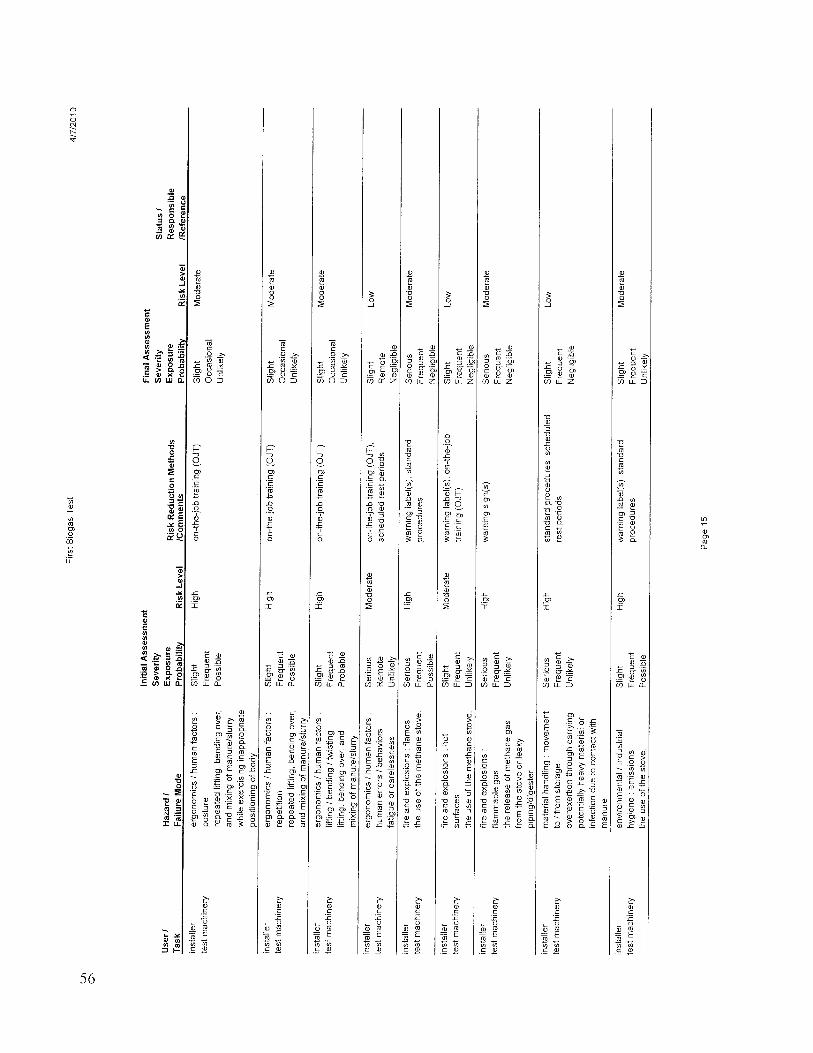
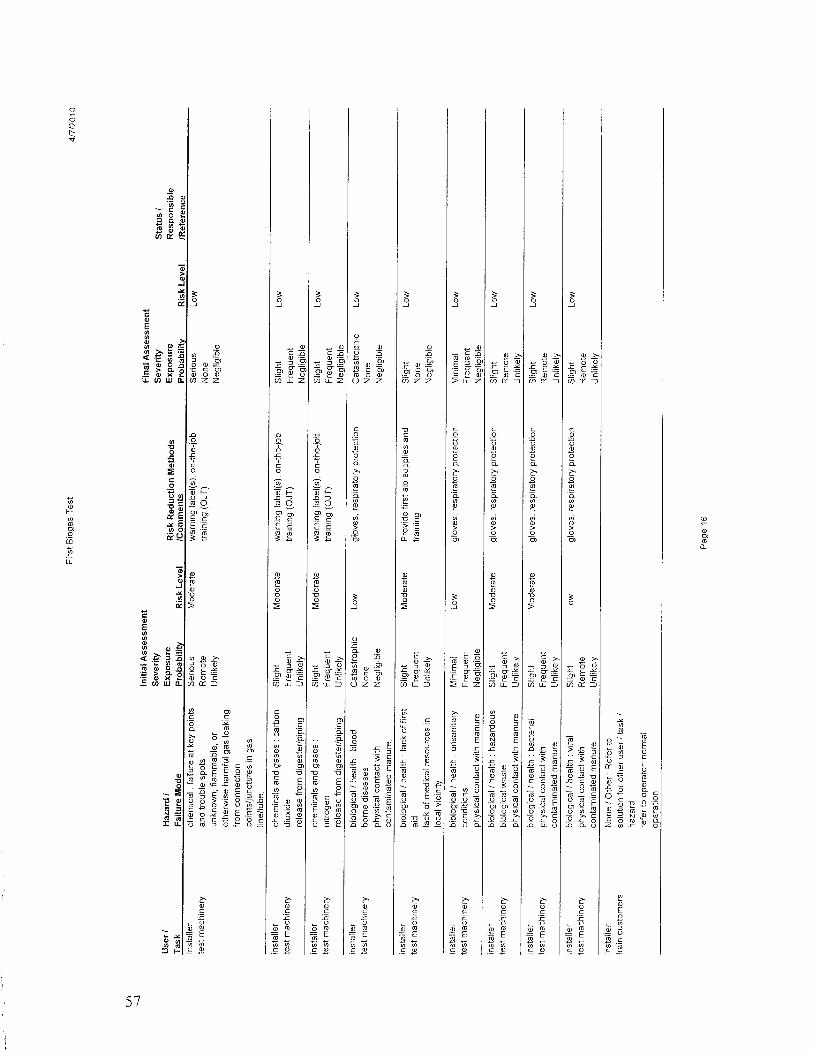
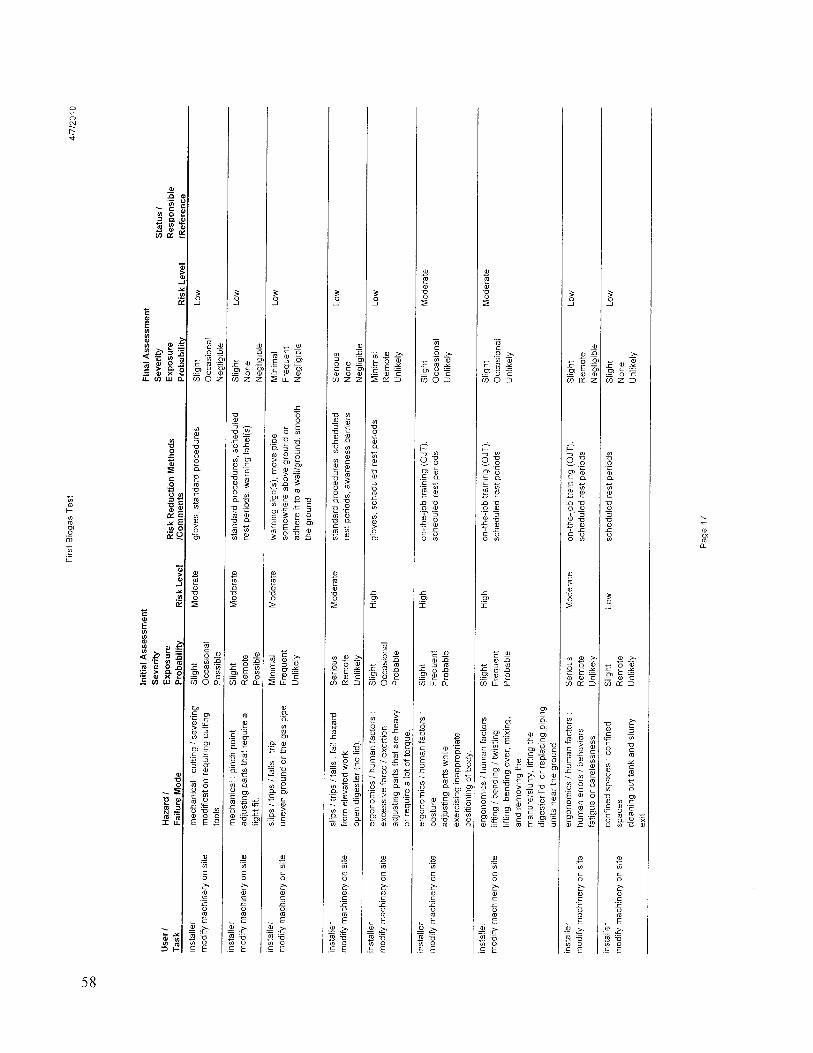
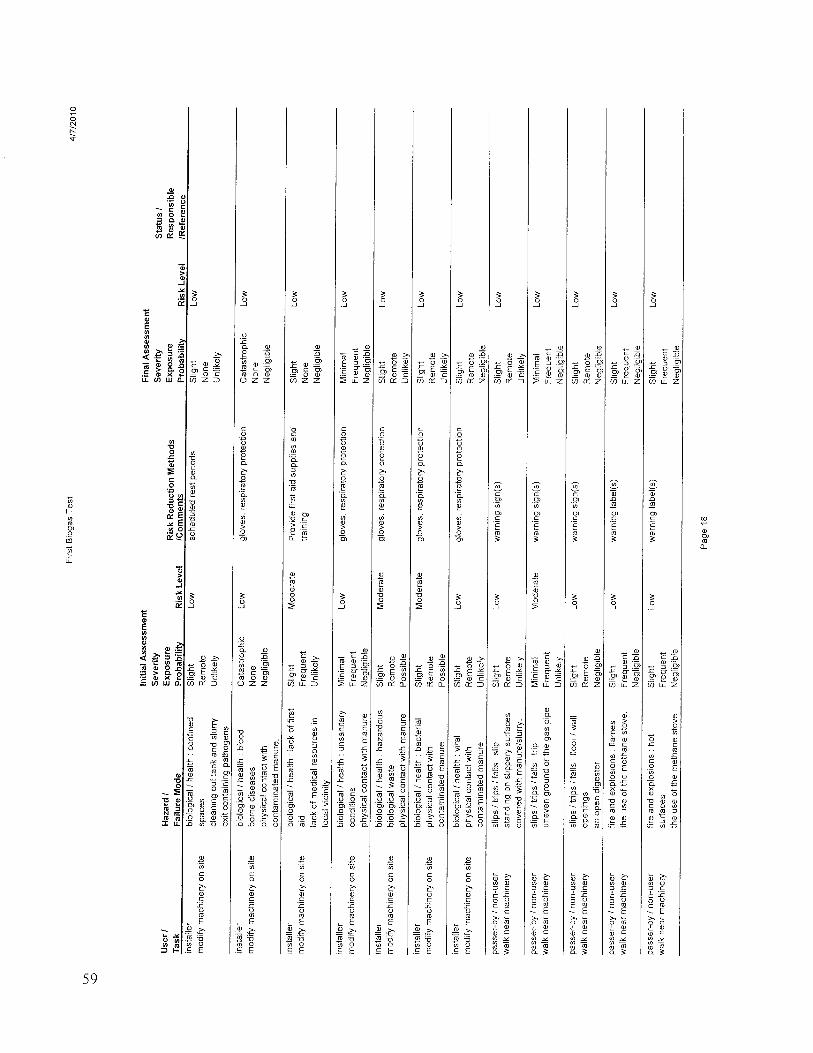
3.3. Safety Considerations
Three major safety considerations of the biogas digester are the gas composition,
foaming, and flooding in the Bangladesh countryside. When biogas mixes with air at a ratio
between 1:6 and 1:20, a highly explosive gas mixture forms (Bell, 1973, p.22). Consequently,
two areas of focus must be appropriately addressed to minimize this risk. First, when the digester
is initially being filled with manure substrate, it is essential that the user of the biogas fuel not
use the biogas that is produced at the beginning of the process. Therefore, the user should allow a
volume of biogas to be produced that is equal to the headspace in the digester so that the
Figure 8: By computing relative areas under the curve for biogas samples 1 and 2 using gas chromatography, the produced biogas contains 68.1% methane
and 64.9% methane, respectively.
12
explosive ratio of gases is removed. Second, gas leaks in the pipes contained in enclosed areas
can pose a safety hazard. Therefore, it is essential to ensure proper ventilation to further dilute
the leaking biogas. This can be achieved by ensuring that nearly all piping is outside the home
with only the most distal end emerging in the home for cooking.
Foaming is a phenomenon during which the digester unexpectedly burps its contents
through the piping. Generally, this disrupts the digestion process and provides an inconvenience
to the user. However, foaming has been reported to produce more violent eruptions, causing the
top of a digester to come off at the Biosolids Facility in downtown Nashville. Unfortunately,
according to Dr. Dick Speece, the cause of foaming remains unknown and, therefore, preventing
this phenomenon is currently unrealizable.
Finally, the environmental conditions of Bangladesh pose unique concern with respect to
the presence of biogas digesters. Namely, Bangladesh frequently experiences flooding which can
expose contained waste to flood waters. Subsequent design iterations should be taken to
determine methods of fully sealing the digester, a process which can also be designed to prevent
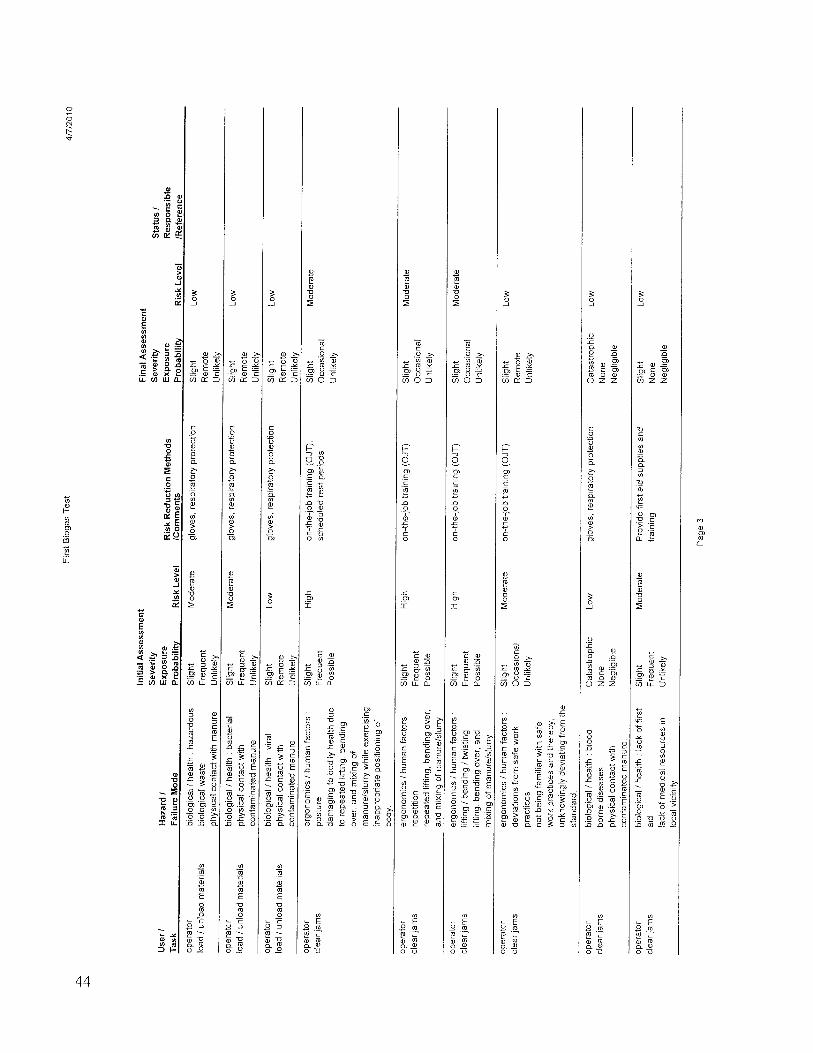
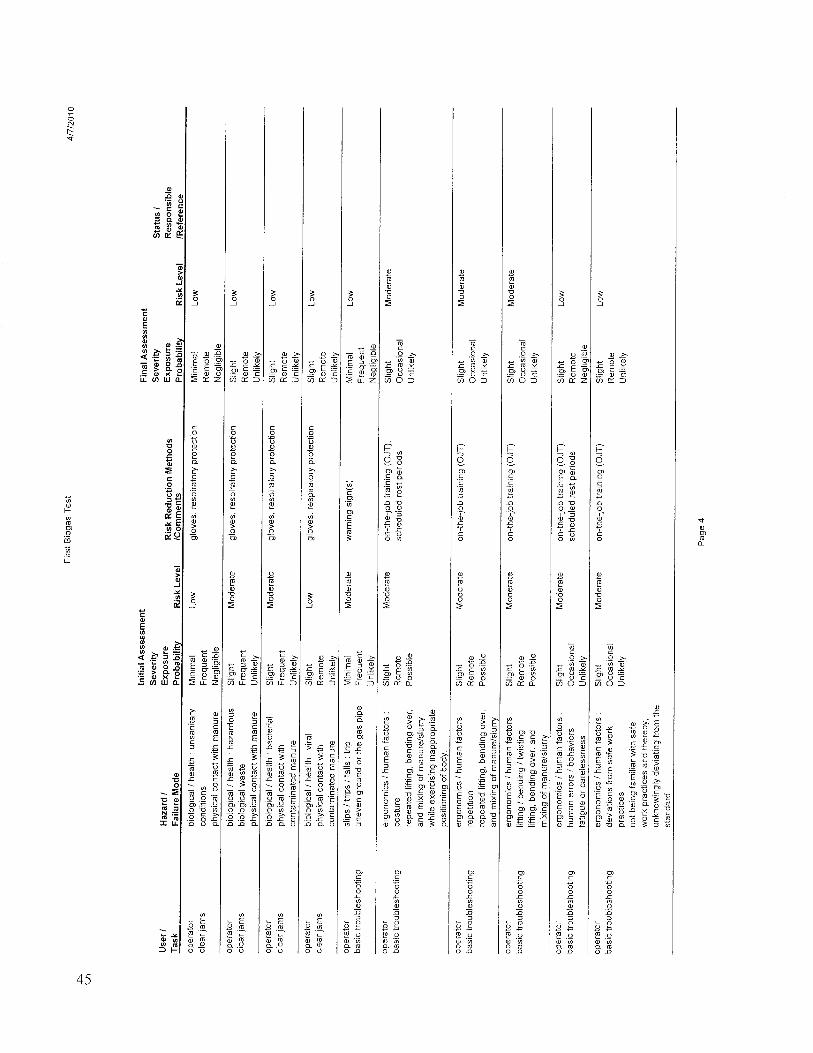
flood water from uplifting the digester. Other safety considerations are addressed in a complete
DesignSafe report given in the Appendix B.3.
3.4. Economic Analysis
Though Bangladesh is a country with a small landmass, its population is staggering. The
country is estimated to be home to over 260 million, making it the most densely populated
country in the world—excluding city-states. According to the Central Intelligence Agency public
database, 73% of the Bangladeshi population is rural. Among the country's rural inhabitants, 60-
65% of families own at least one cow. The average family size is 5-6 people. Therefore, we
estimate that over 21.5 million families live in rural Bangladesh who own at least one cow (CIA,
n.d.).
Bolstering this market potential is Bangladesh's high population density, which improves
the efficiency of the supply chain. Additionally, Bangladesh is fortunate to neighbor both China
and India and is commonly referred to as "Chindia." Each neighboring country is home to over 1
billion people—each of which remain highly rural countries. Clearly, the market potential is
significant.
The threshold value used to evaluate the success of the product through a cost-benefit
analysis is $89. This value significantly weighs a rural and poor family's risk aversion to
13
investing in a new technology as a source of cooking fuel. This target price point was
conservatively calculated so that a retail price of the digester higher than the target price can still
have a high probability of being a viable product.
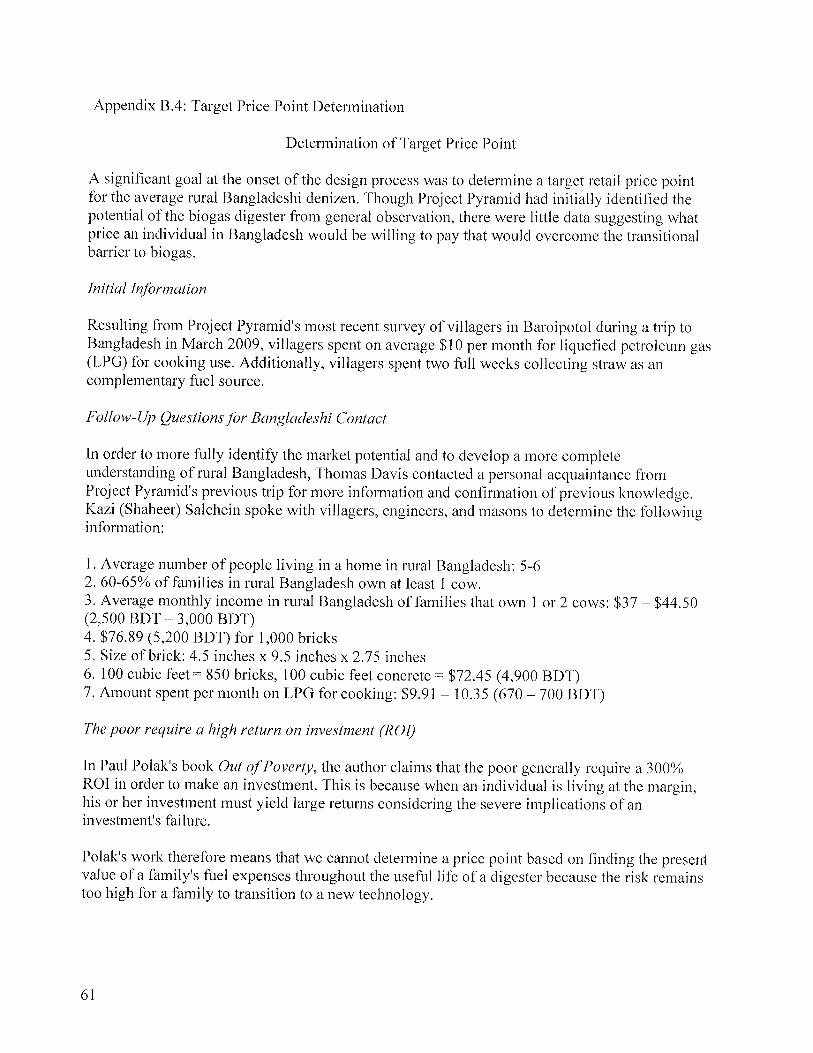
A more detailed explanation of the method used
to calculate the target price point can be found in
Appendix B.4, Target Price Point Determination.
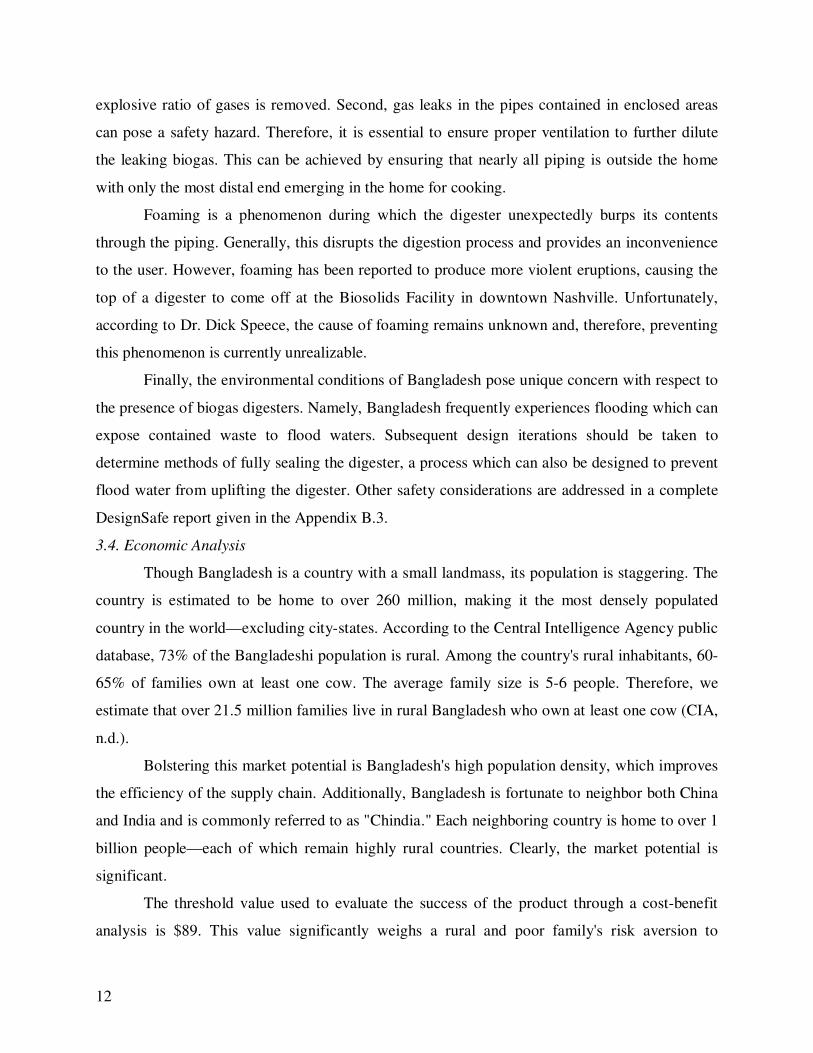
The currently projected cost of an 8m3
digester is $97. However, there are some
assumptions that must be explicitly discussed.
First, the estimate is based on the volume and
thickness of the digester. The current price is
calculated for an 8m3, though it is possible that
the size optimization will be near 6m3.
Additionally, future tests specific to determining
the minimum acceptable plastic thickness for
various digester shapes must be performed in
order to determine the total weight of raw
material needed. More complete evaluation of
both of these intrinsic design characteristics
could affect the cost estimate significantly in
either direction.
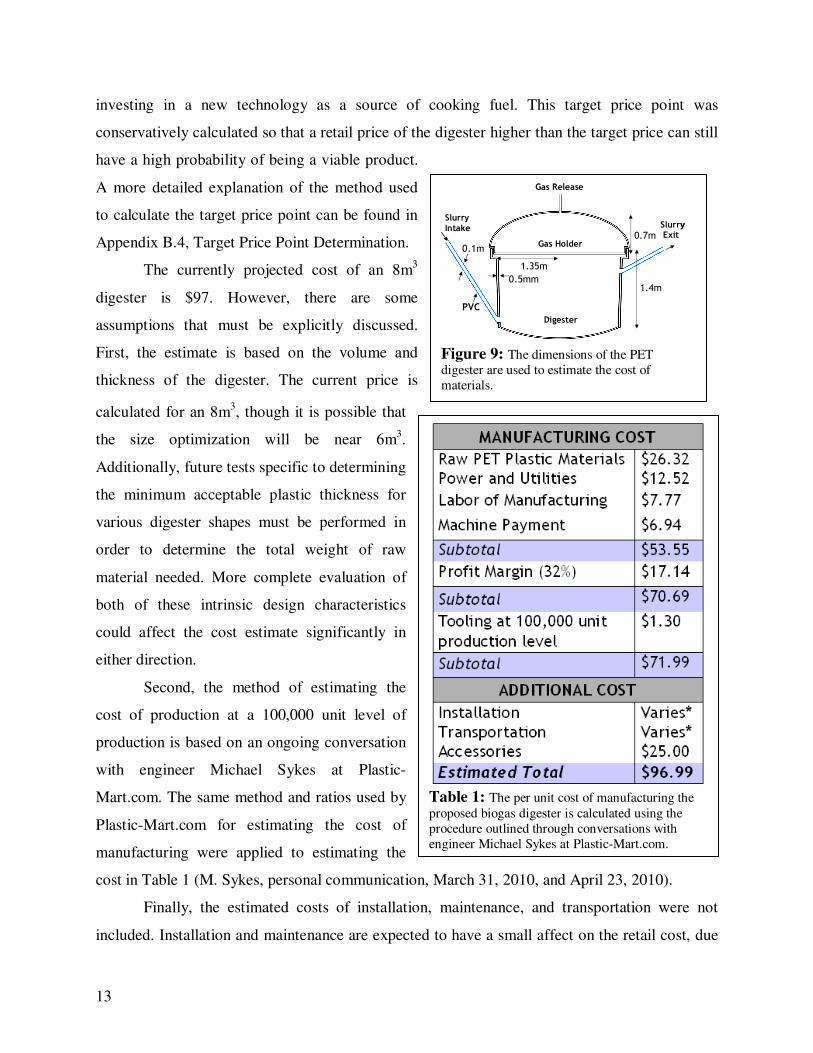
Second, the method of estimating the
cost of production at a 100,000 unit level of
production is based on an ongoing conversation
with engineer Michael Sykes at Plastic-
Mart.com. The same method and ratios used by
Plastic-Mart.com for estimating the cost of
manufacturing were applied to estimating the
cost in Table 1 (M. Sykes, personal communication, March 31, 2010, and April 23, 2010).
Finally, the estimated costs of installation, maintenance, and transportation were not
included. Installation and maintenance are expected to have a small affect on the retail cost, due
Table 1: The per unit cost of manufacturing the proposed biogas digester is calculated using the procedure outlined through conversations with engineer Michael Sykes at Plastic-Mart.com.
0.7m
1.4m
1.35m
0.1m
Slurry
Intake
Gas Release
SlurryExit
0.5mm
PVC
Gas Holder
Digester
0.7m
1.4m
1.35m
0.1m
Slurry
Intake
Gas Release
SlurryExit
0.5mm
PVC
Gas Holder
Digester
Figure 9: The dimensions of the PET digester are used to estimate the cost of materials.
14
to the longevity of the digester and the low cost of labor. Transportation, however, is highly
dependent on the efficiency of the supply chain.
IV Conclusions
While the design criteria have not been fully met, the current status of the design process is one
that has reached many important progress markers that provide considerable direction to
catalyzing future work. Namely, a simple methodology for optimizing the size of the digester
was developed, which can be easily applied in the field to test Bangladeshi cows. To evaluate the
underlying theoretical framework, we designed a prototype model that was able to determine the
rate of production of biogas from a given amount of manure. It should be noted that this
prototype experiment was unable to reach expected completion because progress was hindered
and/or delayed by gas leaks, faulty gas plugs, and foaming. However, despite those setbacks we
were able to collect 21 liters of biogas from 1.5 liters of manure, and we found that the biogas
production rate continuous to decrease but had not yet reached a negligible rate of production for
completing the size optimization.
Preliminary economic analyses and experiments indicate that it is economically and
pragmatically feasible to manufacture a biogas digester of eight cubic meters for $97 for rural
Bangladesh, which is eight dollars higher than our pre-determined price point of $89. However,
it is still an acceptable cost given the average family income per month, for our data suggests that
instead of paying $8 per month for a year under a loan with 8% interest, the family can pay $9
per month, which is still cheaper than the $10 per month the family currently spends on fuel.
Furthermore, over time (i.e. after a year) the reduction in cost will be quite substantial. Also,
these estimates are based on preliminary approximations of the optimal thickness and size of the
digester, and will change depending on results from future experiments. The $97 estimate
suggests that an affordable biogas digester is possible and that future experiments should be
performed concerning this topic. Ultimately, these price estimates along with gas production data
strongly suggest that Project Pyramid’s endeavor to meet rural Bangladesh's energy needs can be
both profitable and beneficial to the Bangladeshi people.
15
V. Recommendations
5.1. Future Work
Before realizing the ultimate end goal of implementing a full-scale, plastic digester in
Bangladesh, the current studies and work will need to be verified and built upon with more
testing and research. Specifically, the short-term (i.e. within months) goals are:
• To repeate the prototype experiments to verify our data
• To calculate the required residence time of the slurry in the digester once biogas
production rate approaches zero
• To calculate the required input and output rates of slurry
• To calculate the appropriate dimensions of the full-scale digester (i.e. tank, input and
output stations, pipes) by using the calculated residence time of the slurry
• To contact plastic manufacturers in Bangladesh to find source of mass production of
plastic digesters
Our long-term (i.e. within years) goals are:
• To determine the minimum digester production number that yields a digester retail
price of no more than $89
• To obtain and test sealants for plastic cap and tank interface
• To obtain and test PVC pipes for durability, leaking, etc.
• To locally construct and test a full-scale plastic digester
• To implement a full-scale plastic digester in Bangladesh
5.2. Ethical Concerns
Considering that the first biogas digester implemented in Bangladesh was in 1972, and that
digesters have propagated in use throughout the country since then, there are few new ethical
concerns that our project faces (Jamil, 2007, p. 9). The novelty of our design involves the cheap
mass production and efficient design material of our biogas digester, characteristics that should
not impede any ethical concerns in Bangladesh.
However, existing ethical barriers to the implementation of biogas digesters should be
noted, most of which arise from cross-cultural differences. Some Bangladeshi’s recognize
religious beliefs that have strict regulations regarding cleanliness, especially within the context
of human and animal waste (ISAT, n.d., vol. 1 p. 39). If these religious beliefs were to be in any
way suppressed, then the installation and use of these digesters might be viewed negatively and
16
thereby, potentially barred or otherwise unused and inefficient. Therefore, the approach to
implement this product in Bangladesh must be done so with consideration of the current
domestic social institutions.
5.3. Societal Impact and Related Concerns
In order to handle any socio-cultural taboos that may arise such as the issue with
cleanliness, highly respected members of a community or educational institutions can participate
and overcome these taboos by way of example. Of course, these persons and groups would need
to be thoroughly verified for cultural acceptance before allowing these parties to become a
mediator for this project.
It has been found that another socio-cultural taboo outside of the religious realm involves
the use of digested sludge for fertilizer, as it is viewed as culturally “unclean” (ISAT, n.d., vol. 1
pp. 39-40). This concern is particularly prominent in those areas that are new to biogas digester
technology. One way this can be resolved is to conduct demonstrations with credible parties to
prove the hygienic and safety characteristics of the digester. Unfamiliarity with the digester
technology may also cause users to irregularly maintain and use the digester, which can cause
inefficient biogas production because of fertilizer build-up or low amounts of slurry in the tank.
To correct for this, the user would need to be trained on how to use the digester in regards to
when and how to load and unload the slurry and fertilizer, respectively.
5.4. Final Thoughts
The research and work described in this paper provides a solid foundation on which the
aforementioned future work can not only build upon, but be justified by. The vision of this
project will be realized when the rural areas of Bangladesh can self-sufficiently meet their energy
needs without NGO intervention or constant expert advice.
17
References Bell, C., Boulter, S., Dunlop, D., & Keiller, P. (1973). Methane: Fuel of the Future. Dorset,
England: Prism Press. Central Intelligence Agency. (n.d.). The World Factbook: Bangladesh. Retrieved April 25, 2010,
from https://www.cia.gov/library/publications/the-world-factbook/geos/bg.html Gilbert, J. (n.d.). Reading Sewage Treatment Works. Retrieved April 25, 2010, from Thames
Water: http://www.thameswater.co.uk/cps/rde/xchg/corp/hs.xsl/5671.htm Information and Advisory Service on Appropriate Technology. (n.d.). Biogas Digest (Vols. 1-4).
Retrieved April 25, 2010, from GTZ: http://www.gtz.de/de/dokumente/en-biogas-volume1.pdf
Khan, S. (2010, April 26). The Power-Rush. Retrieved April 26, 2010, from The Daily Star:
http://www.thedailystar.net/newDesign/news-details.php?nid=135927 Nagamani, B., & Ramasamy, K. (1999). Biogas Production Technology: An Indian Perspective.
Current Science , 77 (1), 44-55. Pirzadeh, E., Zadhoush, A., & Haghighat, M. (2007). Hydrolytic and Thermal Degradation of
PET Fibers and PET Granule: The Effects of Crystallization, Temperature, and Humidity. Journal of Applied Polymer Science , 106 (3), 1544-1549.
Polak, P. (2009). Out of Poverty (1st Edition ed.). San Francisco: Berrett-Koehler Pub. Saubolle, B., & Bachman, A. (1983). Fuel Gas from Cowdung. Kathmandu, Nepal: Sahayogi
Press. Zhang, J., Wang, X., Gong, J., & Gu, Z. (2004). A Study on the Biodegradability of Polyethylene
Terephthalate Fiber and Diethylene Glycol Terephthalate. Journal of Applie Polymer
Science , 93 (3), 1089-1096.

18
Appendix- Table of Content
I. Methodology A.1 Pairwise Comparison Matrix for Evaluating Specific Design Criterion 19 A.2 Initial Sketch Prototypes Used for Each Proposed Material 20 A.3 Evaluation Chart for the Three Proposed Designs 21 A.4 Material Properties of Plastic 22 A.5 Prototype Experimental Setup 23 A.6 Emails and Meeting Notes with Dr. Speece 25
A.7 Ideation Process IWB Conflict Map 32 II. Results
B.1 Raw Data of the Gas Production of the Two Prototypes 40 B.2 Data Analysis of the Prototypes on Gas Production 41 B.3 Target Price Point Determination 42 B.4 DesignSafe Report 61
19
Appendix A.1: Pairwise Comparison Matrix for Evaluating Specific Design Criterion
20
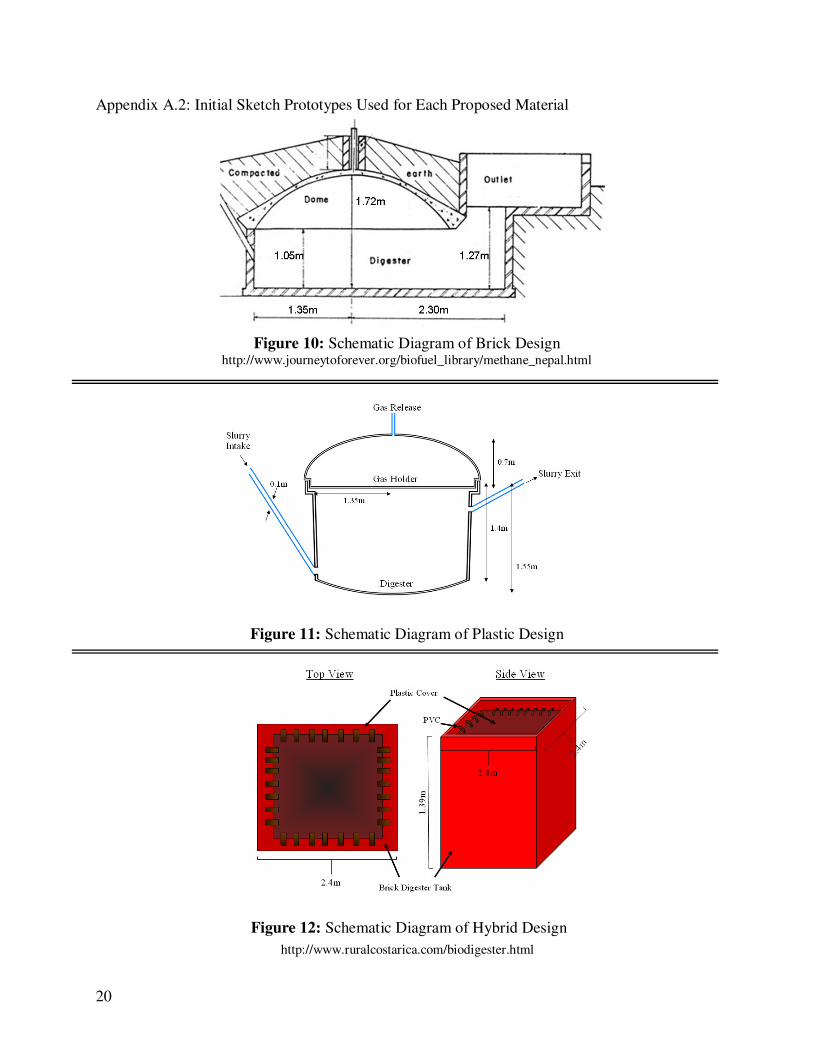
Appendix A.2: Initial Sketch Prototypes Used for Each Proposed Material
Figure 10: Schematic Diagram of Brick Design http://www.journeytoforever.org/biofuel_library/methane_nepal.html
Figure 11: Schematic Diagram of Plastic Design
Figure 12: Schematic Diagram of Hybrid Design
http://www.ruralcostarica.com/biodigester.html
21
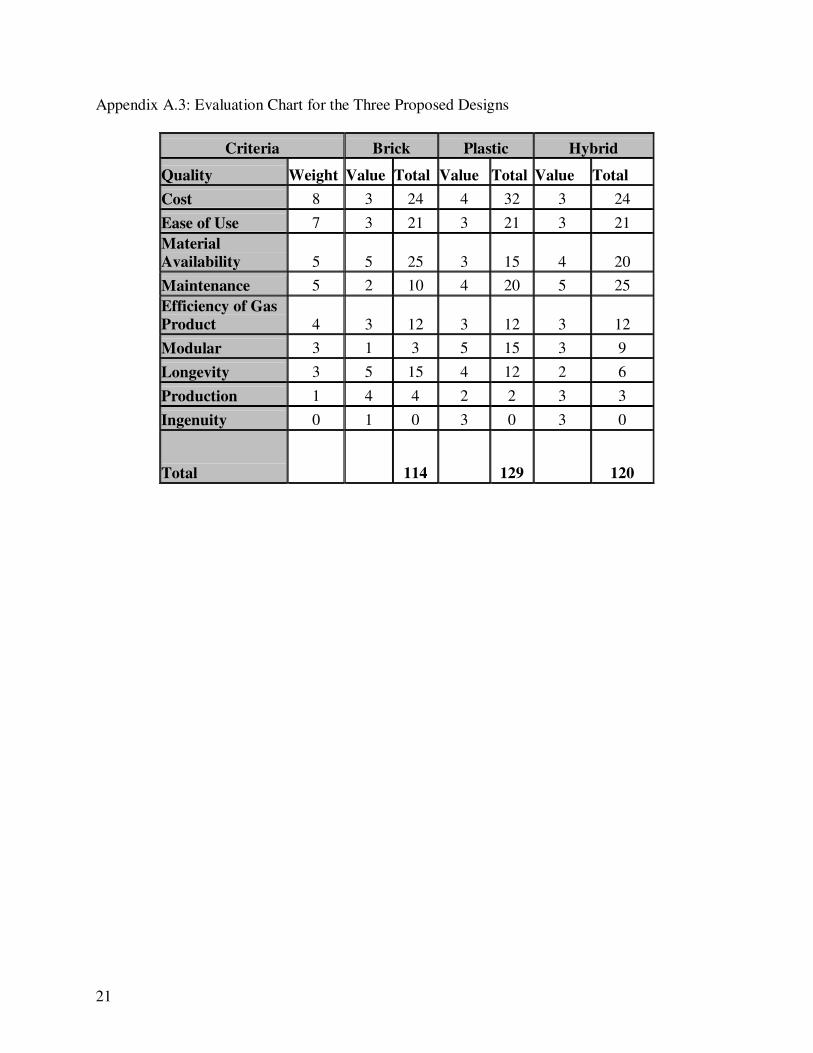
Appendix A.3: Evaluation Chart for the Three Proposed Designs
Criteria Brick Plastic Hybrid
Quality Weight Value Total Value Total Value Total
Cost 8 3 24 4 32 3 24
Ease of Use 7 3 21 3 21 3 21
Material
Availability 5 5 25 3 15 4 20
Maintenance 5 2 10 4 20 5 25
Efficiency of Gas
Product 4 3 12 3 12 3 12
Modular 3 1 3 5 15 3 9
Longevity 3 5 15 4 12 2 6
Production 1 4 4 2 2 3 3
Ingenuity 0 1 0 3 0 3 0
Total 114 129 120
22
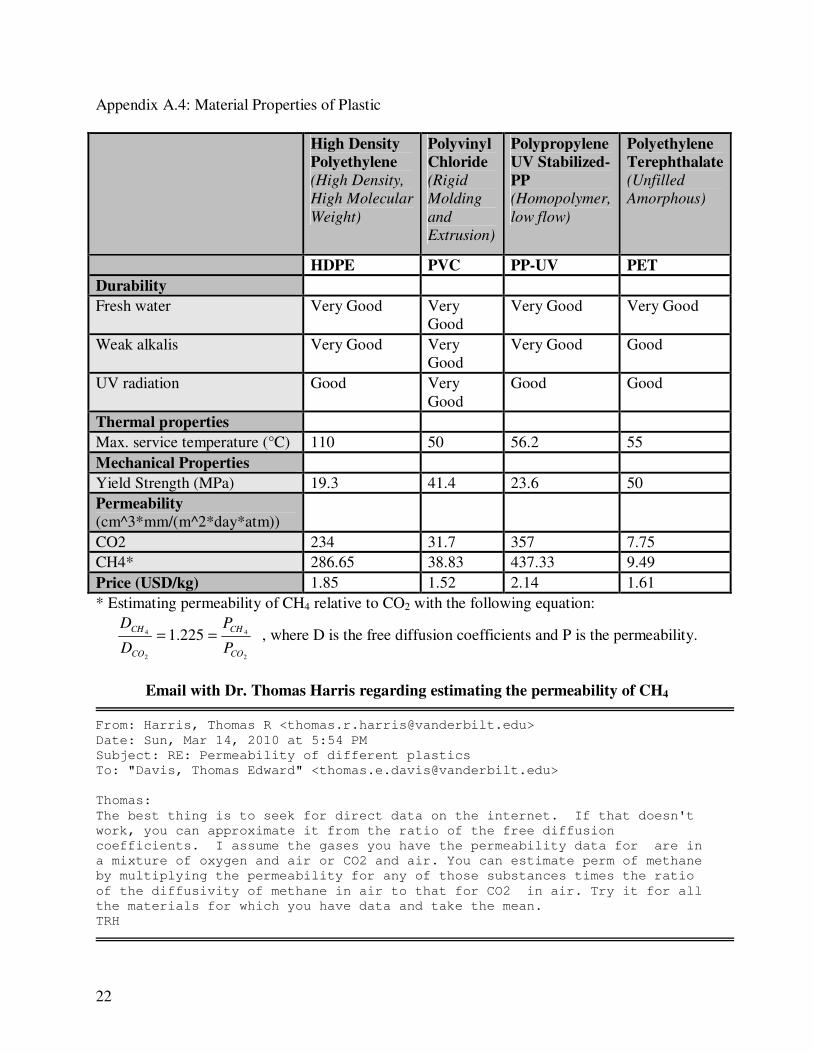
Appendix A.4: Material Properties of Plastic
High Density
Polyethylene
(High Density,
High Molecular
Weight)
Polyvinyl
Chloride
(Rigid
Molding
and
Extrusion)
Polypropylene
UV Stabilized-
PP (Homopolymer,
low flow)
Polyethylene
Terephthalate
(Unfilled
Amorphous)
HDPE PVC PP-UV PET
Durability
Fresh water Very Good Very Good
Very Good Very Good
Weak alkalis Very Good Very Good
Very Good Good
UV radiation Good Very Good
Good Good
Thermal properties
Max. service temperature (°C) 110 50 56.2 55
Mechanical Properties
Yield Strength (MPa) 19.3 41.4 23.6 50
Permeability
(cm^3*mm/(m^2*day*atm))
CO2 234 31.7 357 7.75
CH4* 286.65 38.83 437.33 9.49
Price (USD/kg) 1.85 1.52 2.14 1.61
* Estimating permeability of CH4 relative to CO2 with the following equation:
2
4
2
4 225.1CO
CH
CO
CH
P
P
D
D== , where D is the free diffusion coefficients and P is the permeability.
Email with Dr. Thomas Harris regarding estimating the permeability of CH4
From: Harris, Thomas R <[email protected]>
Date: Sun, Mar 14, 2010 at 5:54 PM
Subject: RE: Permeability of different plastics
To: "Davis, Thomas Edward" <[email protected]>
Thomas:
The best thing is to seek for direct data on the internet. If that doesn't
work, you can approximate it from the ratio of the free diffusion
coefficients. I assume the gases you have the permeability data for are in
a mixture of oxygen and air or CO2 and air. You can estimate perm of methane
by multiplying the permeability for any of those substances times the ratio
of the diffusivity of methane in air to that for CO2 in air. Try it for all
the materials for which you have data and take the mean.
TRH
23
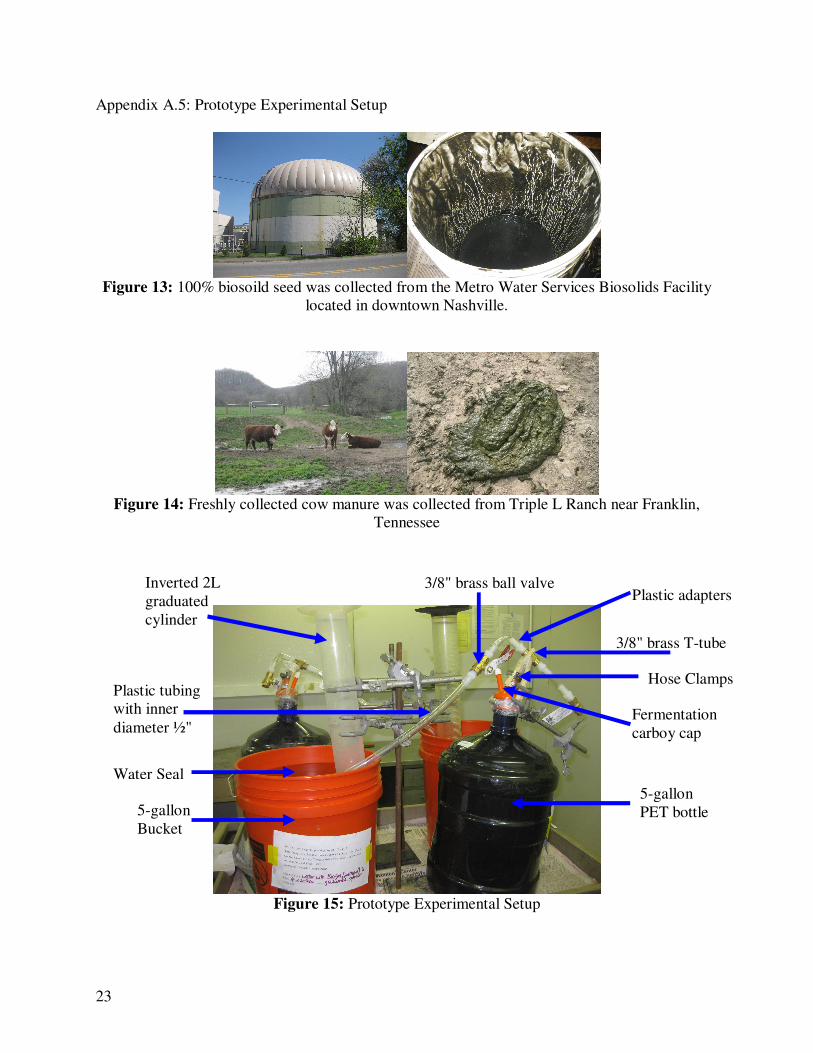
Appendix A.5: Prototype Experimental Setup
Figure 13: 100% biosoild seed was collected from the Metro Water Services Biosolids Facility
located in downtown Nashville.
Figure 14: Freshly collected cow manure was collected from Triple L Ranch near Franklin,
Tennessee
Figure 15: Prototype Experimental Setup
5-gallon PET bottle
Inverted 2L graduated cylinder
Water Seal
Fermentation carboy cap
Plastic tubing with inner diameter ½"
5-gallon Bucket
3/8" brass T-tube
Plastic adapters
Hose Clamps
3/8" brass ball valve

24
Figure 16: To fix the problem with gas leak, hose clamps or parafilm is added to the plastic
adapters
Figure 17: Foaming is a phenomenon during which the digester unexpectedly burps its contents
through the piping
Figure 18: Biogas produced by the manure is collected inside the inverted graduated cylinder.
Biogas Produced
25
Appendix A.4: Emails and Meeting Notes with Dr. Speece Dr. Speece is an Emeritus Professor from Vanderbilt University’s Civil and Environmental Engineering Department. He specializes in anaerobic digestion. Below are some relevant email conversations and meeting notes regarding the senior design project in their respective order: From: [email protected] Tiffany Timyu Cheng To: [email protected] Date: Tue, 26 Jan 2010 13:13:06 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Dear Dr. Speece, Hi, I dont know if you remember me, my name is Tiffany Cheng, a senior Mechanical Engineering Student at Vanderbilt University. I emailed you before Thanksgiving break regarding my senior design project on biogas digester. I was wondering would you be available this week for a meeting. Maybe Thursday at 11am? Or any time that would be best for you. My group would really appreciated any advices. Thank you for your time. Best, Tiffany
From: [email protected] To: [email protected] Tiffany Timyu Cheng Date: Tue, 26 Jan 2010 23:29:42 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Tiffany Nice to hear from you again. I can meet with you at 11 AM on Thursday. However it would be more convenient to meet you between 2 and 4 PM on Thursday if that is convenient for the group. Let me know soon. r.e.speece
26
When: January 28, 2010, 11:00 am Purpose: Discuss with Dr. Speece regarding our senior design project Location: Jacob Hall’s Conference Room Parties Present: Dr. Speece, Tiffany Cheng, Thomas Davis Summary:
• Briefly talked about the basic information on biogas digester.
• Informed Dr. Speece about our concerns about pH, C:N:P:S ratio, temperature change, materials.
• Dr. Speece agreed that focusing on material would be a good approach.
• Dr. Speece told us that about his invention, Wet Tip Gas Meter, and how it works. He imformed us that we can borrowed one from him for our project.
From: [email protected] Tiffany Timyu Cheng To: [email protected] Date: Tue, 23 Mar 2010 21:53:00 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Dear Professor Speece, I hope you are enjoying the warm weather in Nashville! I was wondering if you have time this week for a meeting with our biogas senior design group. We have come up with the prototype that we will be testing and we would like to hear some of your inputs regarding it. We would really appreciate your advices. Also, we were wondering if you have your Wet Tip Gas Meter available for us to use in our prototype to measure how much gas is being produced. Thank you so much for your time. Regards, Tiffany
From: [email protected] To: [email protected] Tiffany Timyu Cheng Date: Tue, 23 Mar 2010 22:17:50 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Tiffany Yes I can make time Thursday or Friday. I will bring a gas meter for you to use. Let me know when are possibilities for meeting. r.e.speece
27
When: March 26, 2010, 2:00 pm Purpose: Discuss with Dr. Speece regarding our senior design project Location: Jacob Hall’s Conference Room Parties Present: Dr. Speece, Tiffany Cheng, Thomas Davis Summary:
• We informed Dr. Speece that we are planning on using five-gallon PET bottle as our digester prototype.
• Dr. Speece bought his Wet Tip Gas Meter.
• We talked through how to set up the experiment and how to analysis our result.
• Since our project is in a time constraint as it will take a while for the anaerobic bacteria to develop, Dr. Speece suggested that we obtain some 100% biosoild seed from Nashville to start our digestion. The two different types of bacteria will digest the cellulose and produce methane. He proposed the following setup:
o Use two 5-gallon PET bottle � 1st bottle is the control with 16L of seed, where bacteria are already
growing already � 2nd bottle is the variable with 16L of seed with 2 additional liters of
slurry. The slurry contains ½ water and ½ cow manure. � Batch system will be use as oppose to continuous feeding system.
• Our goal is to be able to tell the farmer how much manure then have to input in order to produce a certain amount of biogas and produce an optimal size for the biogas digester.
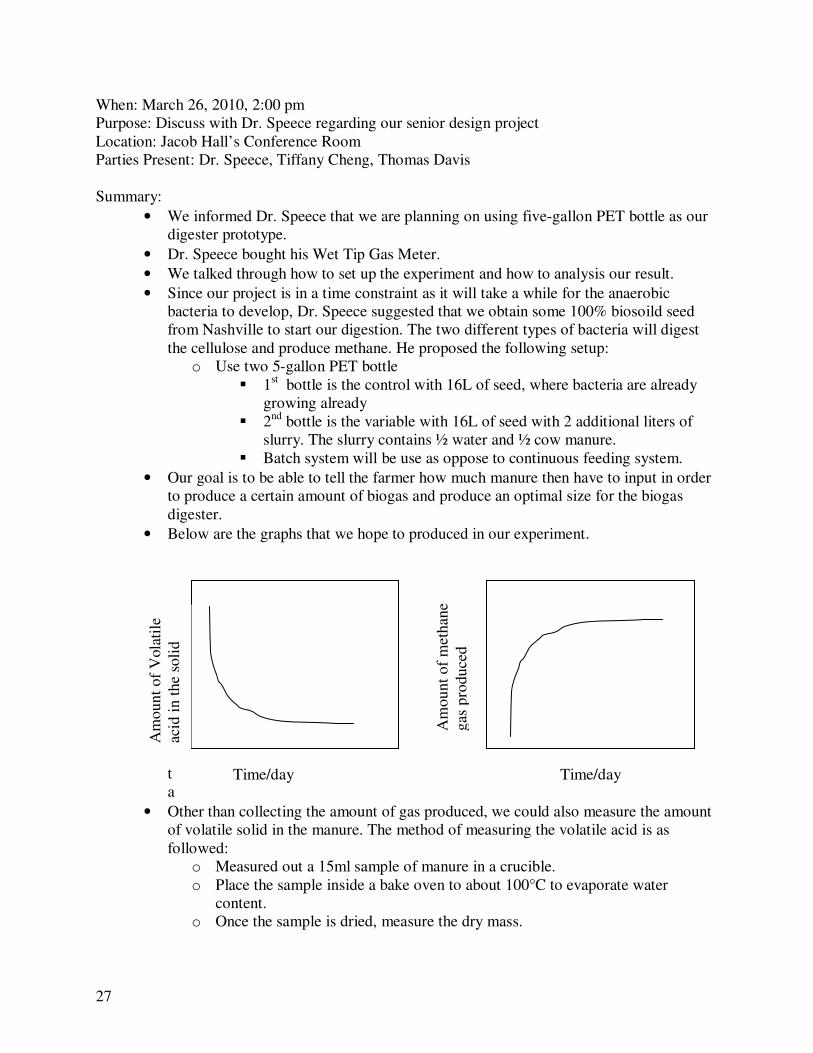
• Below are the graphs that we hope to produced in our experiment.
• We also ta
• Other than collecting the amount of gas produced, we could also measure the amount of volatile solid in the manure. The method of measuring the volatile acid is as followed:
o Measured out a 15ml sample of manure in a crucible. o Place the sample inside a bake oven to about 100°C to evaporate water
content. o Once the sample is dried, measure the dry mass.
Time/day Time/day
Am
ount
of
Vola
tile
ac
id i
n t
he
soli
d
Am
oun
t of
met
han
e g
as p
rod
uce
d
28
o Place the sample inside a muffle furnace at a temperature of 550°C to burn out all the organic content.
o Measured the sample again to measure the mass of the non-volatile content. o The difference between the two measured mass would be the volatile solid.
• Since we are planning on setting up two digesters, we will require two Wet-Tip Gas Meter to monitor the gas produced. However, Dr. Speece can only lend us one. Therefore, we, along with Dr. Speece, decided to measure the gas produced by inverting a graduated cylinder over a water seal.
From: [email protected] Tiffany Timyu Cheng To: [email protected] Date: Wed, 31 Mar 2010 15:15:58 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Dear Dr. Speece, I hope you got the chance to take a walk and enjoy the beautiful weather in Nashville today! I have talked to Rossane and we have a muffle furnace we could use, and graduated cylinders for the gas collection. Our next step is to get the seed and we can start experimenting! During our last meeting, I remember that you mentioned that that there is a place in Nashville that we can collect some seed for the digester. I was wondering if you know the full name of the company that have the seed. My group has tried searching online for the location, but we couldn't find it. If you know the name of the company, that would be really helpful. Thank you for your time! Regards, Tiffany
From: [email protected] To: [email protected] Tiffany Timyu Cheng Date: Wed, 31 Mar 2010 18:45:34 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Tiffany The City of Nashville has a Central WWTP on Second ave. that has 4 very large digesters. The manager is Ron Taylor and he can tell you how to get a sample. Roseanne can probably give you his number. dick
29
From: [email protected] Tiffany Timyu Cheng To: [email protected], [email protected] Thomas Edward Davis Date: Thu, 8 Apr 2010 15:12:27 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Hi Dr. Speece, I hope you are doing well! Thanks for the information. Last Friday, we went downtown to the Nashville Biosolids Facility and got some 100% seed. We tried to contact Ron Taylor, but he was out of town. We were fortunate that Ron Denney ( a Vanderbilt Alum) was there to help us to collect some seed to begin our experiment. We set up the experiment this past weekend, which we have set up as we last discussed. However we are running into some problems that we would like to hear your opinion. Below are the description of our experiment, and the attached Microsoft Word Document has pictures of the experiment. *Experiment * Namely, we have two 5 gallon PET bottle each filled with 17 liters of 100% seed which we obtained at the Biosolids Facility. To one bottle, we added 1.5 liters of manure mixed with water at a 1:1 ratio. We then capped the bottles with carboy caps used for wine production and connected plastic tubes to the cap that then run into the inverted graduated cylinder. *Progress* Unfortunately, we have still not collected any biogas though we have been operating for almost a week now. We have been trying to troubleshoot and have identified the following potential causes. We would like to hear your opinion regarding our thoughts and to see if you have any other suggestions for us. 1. Gas leak 2. Overcome water pressure in order for gas to enter inverted graduated cylinder 3. Equilibrium of bacteria has not been met yet 4. Gas solubility in the slurry and, to some small degree, water that is in the tubing leading into the inverted graduated cylinder *Gas Leak* The most likely point of gas leak is at the carboy cap. Though it is design for 5 gallon bottles, there may still be leaking. We have been unable to find any sealant that interfaces well with both PET and PE. *Water Pressure*
30
It is possible that enough pressure has not built up inside the PET bottles to overcome the water pressure. However, as we placed the inverted graduated cylinders in our buckets, there is only a couple inches of water pressure that would need to be overcome. *Equilibrium* Potentially, the bacteria are no longer in equilibrium due to their being added to the PET bottles. *Gas Solubility* Through conversations with our TA, we believe that the gas may be dissolving into the slurry solution. Once the gas reaches saturation within the bottle, we will be able to collect effluent. *Questions* What do you believe is the most likely cause of our lack of gas production? Is there anything we should try to remedy this problem? Though we have not produced any gas to this point, we have considered taking multiple mass balance measurements to determine the loss of volatile solids over time, which would indicate that digestion is indeed occurring. Finally, our TA expressed some concern in taking multiple mass balance measurements while trying to collect gas from the same container as this may disrupt our ability to remain at saturation and thereby reduce our collection of biogas effluent. For the last several days, we have not disrupted the digesters in any way but have still not produced any gas. We would greatly appreciate any feedback. Thanks for all the time you have already spent guiding us in this project! Warmest regards, Tiffany and Thomas
---- From: [email protected] To: [email protected] Tiffany Timyu Cheng Date: Fri, 9 Apr 2010 10:23:54 -0500 Subject: Re: Engineering Senior Design Regarding Biogas Digester Tiffany Is the system set up in the 35 oC "hot room"? Of course leaks must be prevented. If you inject 50 mL of gas from a syringe with a small hypodermic needle inserted through the wall of the tubing, do you note 50 mL of gas in the inverted cylinder? If you spray a soap solution on the connection with the 5 gal bottles and blow into the tubing coming from the bottle, do you see bubbles? I doubt that the problem is gas solubility. Likewise I doubt that the
31
problem is to overcome the slight pressure differential. There should be no problem with "equilibrium of bacteria". My past experience is that there is little problem with taking a sludge sample back to the lab and getting gas production the next day. Give me a call at XXX-XXXX to try to talk this through. r.e.speece
From: [email protected] Tiffany Timyu Cheng To: [email protected] Date: Wed, 14 Apr 2010 14:52:16 -0500 Subject: Biogas Production Dear Dr. Speece, Yesterday we cleaned the pipes and the water buckets and continued the third trial of the experiment. We find that the the 2000L graduated cylinders are filling up every hour and half! We concluded that it would be very inefficient to repeatedly setup the inverted cylinder every 1.5 hours. So, we were wondering if it would be a reasonable procedure for calculating the total amount of gas produced by the following method. 1) Measure how much gas is produced in 30 minutes every 12 hour period. 2) Calculate the rate of the production in that 30 minutes 3) Use the rate to calculate the total biogas production in that 12 hours period. We understand that there could be a lot of error in this estimation. We were wondering if you had any suggestions for improving our measurement of the total amount of biogas produced. Thank you for your time. Regards, Tiffany
From: [email protected] To: [email protected] Tiffany Timyu Cheng Date: Wed, 14 Apr 2010 14:58:10 -0500 Subject: Re: Biogas Production Tiffany Could you get 2 more 5 gallon carboys and fill them with water and invert them in a pan filled with water as a water seal and put your gas tubes in the mouth so that the gas is collected in a 20 liter rather than 2 liter container. Give me a call if this needs clarification. XXX-XXX-XXXX cell phone. r.e.speece
32
Appendix A.7: Ideation Process IWB Conflict Map
Vanderbilt University- Engineering Senior Design Project 2009-
Group 19
Design a Scalable Biogas Digester for Developing World
Ideation Process
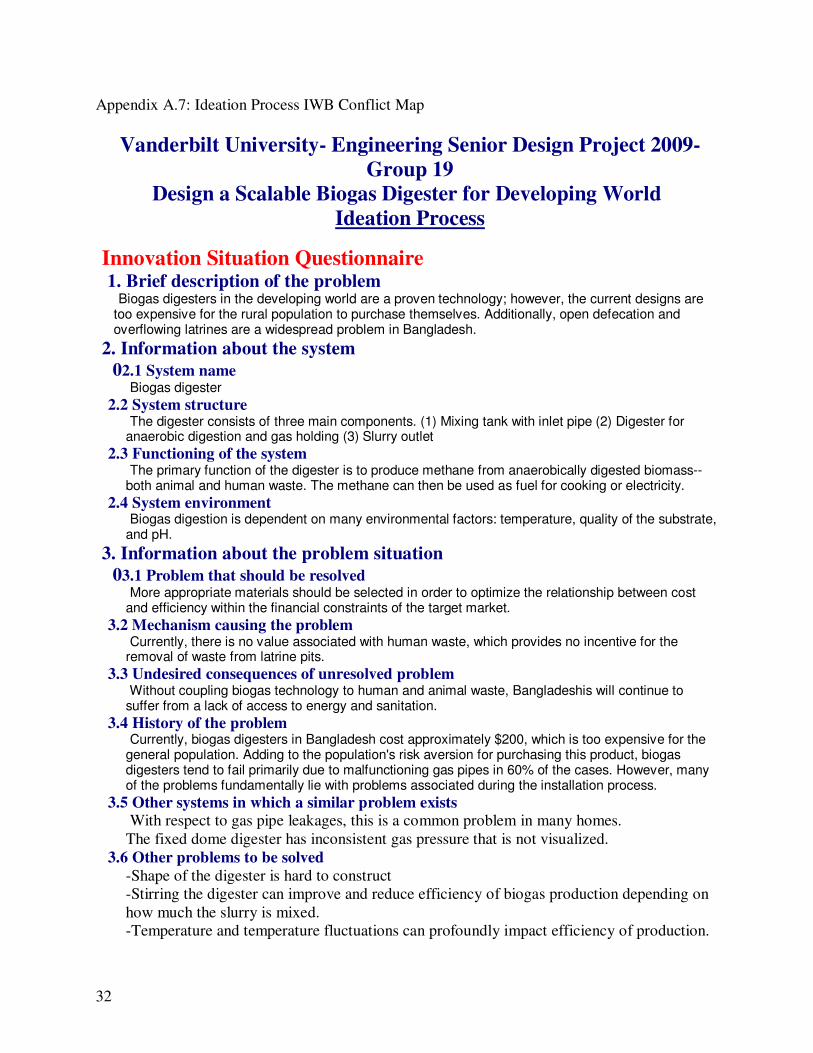
Innovation Situation Questionnaire 1. Brief description of the problem
Biogas digesters in the developing world are a proven technology; however, the current designs are too expensive for the rural population to purchase themselves. Additionally, open defecation and overflowing latrines are a widespread problem in Bangladesh.
2. Information about the system
02.1 System name Biogas digester
2.2 System structure The digester consists of three main components. (1) Mixing tank with inlet pipe (2) Digester for anaerobic digestion and gas holding (3) Slurry outlet
2.3 Functioning of the system The primary function of the digester is to produce methane from anaerobically digested biomass--both animal and human waste. The methane can then be used as fuel for cooking or electricity.
2.4 System environment Biogas digestion is dependent on many environmental factors: temperature, quality of the substrate, and pH.
3. Information about the problem situation
03.1 Problem that should be resolved More appropriate materials should be selected in order to optimize the relationship between cost and efficiency within the financial constraints of the target market.
3.2 Mechanism causing the problem Currently, there is no value associated with human waste, which provides no incentive for the removal of waste from latrine pits.
3.3 Undesired consequences of unresolved problem Without coupling biogas technology to human and animal waste, Bangladeshis will continue to suffer from a lack of access to energy and sanitation.
3.4 History of the problem Currently, biogas digesters in Bangladesh cost approximately $200, which is too expensive for the general population. Adding to the population's risk aversion for purchasing this product, biogas digesters tend to fail primarily due to malfunctioning gas pipes in 60% of the cases. However, many of the problems fundamentally lie with problems associated during the installation process.
3.5 Other systems in which a similar problem exists With respect to gas pipe leakages, this is a common problem in many homes. The fixed dome digester has inconsistent gas pressure that is not visualized.
3.6 Other problems to be solved
-Shape of the digester is hard to construct -Stirring the digester can improve and reduce efficiency of biogas production depending on how much the slurry is mixed. -Temperature and temperature fluctuations can profoundly impact efficiency of production.
33
4. Ideal vision of solution Open defecation and overflowing latrins that cause a harmful effect will be removed from the water system. Appropriate choice of materials will increase local availability and decrease cost. A new digester design will increase efficiency of methane production.
5. Available resources Materials: bricks, polyethylene water tanks Inexpensive manual labor Substrate: Cow dung and human waste Sources of heat: sun, ground, compost Time: Continuos vs. batch digestion
6. Allowable changes to the system Completely changing the system is allowed since the biogas digester is a relatively new product in Bangladesh. However, the use of human waste must be analyzed to determine if such a change in input is culturally acceptable.
7. Criteria for selecting solution concepts Low cost Product life expectancy greater than 5 years Pathogen-free output Easy to install Easy to maintain
8. Company business environment Not applicable
9. Project data Name: Design of a Scalable Biogas Digester Objective: To design a digester that is affordable for the developing world that can increase access to energy and sanitation. Timeline: January 14th--Design and sketch digester protype digester February 15th--Select design and begin construction of functional prototype March 15th--Test and refine funtional prototype April 1st--Finalize prototype and collect data Team: Group 19 Contact information: www.bme.vanderbilt.edu/srdesign/2009/group19/index.htm
34
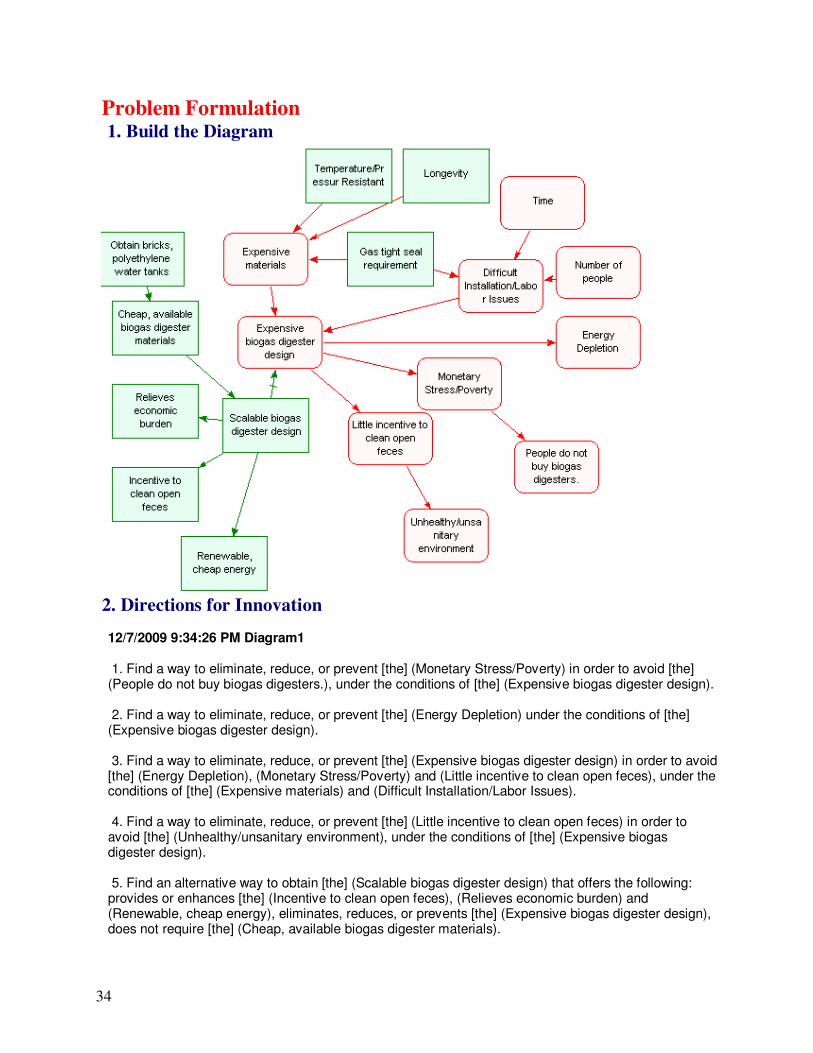
Problem Formulation 1. Build the Diagram
2. Directions for Innovation 12/7/2009 9:34:26 PM Diagram1 1. Find a way to eliminate, reduce, or prevent [the] (Monetary Stress/Poverty) in order to avoid [the] (People do not buy biogas digesters.), under the conditions of [the] (Expensive biogas digester design). 2. Find a way to eliminate, reduce, or prevent [the] (Energy Depletion) under the conditions of [the] (Expensive biogas digester design). 3. Find a way to eliminate, reduce, or prevent [the] (Expensive biogas digester design) in order to avoid [the] (Energy Depletion), (Monetary Stress/Poverty) and (Little incentive to clean open feces), under the conditions of [the] (Expensive materials) and (Difficult Installation/Labor Issues). 4. Find a way to eliminate, reduce, or prevent [the] (Little incentive to clean open feces) in order to avoid [the] (Unhealthy/unsanitary environment), under the conditions of [the] (Expensive biogas digester design). 5. Find an alternative way to obtain [the] (Scalable biogas digester design) that offers the following: provides or enhances [the] (Incentive to clean open feces), (Relieves economic burden) and (Renewable, cheap energy), eliminates, reduces, or prevents [the] (Expensive biogas digester design), does not require [the] (Cheap, available biogas digester materials).
35
6. Find an alternative way to obtain [the] (Incentive to clean open feces) that does not require [the] (Scalable biogas digester design). 7. Consider transitioning to the next generation of the system that will provide [the] (Incentive to clean open feces) in a more effective way and/or will be free of existing problems. 8. Find an alternative way to obtain [the] (Relieves economic burden) that does not require [the] (Scalable biogas digester design). 9. Consider transitioning to the next generation of the system that will provide [the] (Relieves economic burden) in a more effective way and/or will be free of existing problems. 10. Find an alternative way to obtain [the] (Renewable, cheap energy) that does not require [the] (Scalable biogas digester design). 11. Consider transitioning to the next generation of the system that will provide [the] (Renewable, cheap energy) in a more effective way and/or will be free of existing problems. 12. Find an alternative way to obtain [the] (Cheap, available biogas digester materials) that offers the following: provides or enhances [the] (Scalable biogas digester design), does not require [the] (Obtain bricks, polyethylene water tanks). 13. Find an alternative way to obtain [the] (Obtain bricks, polyethylene water tanks) that provides or enhances [the] (Cheap, available biogas digester materials). 14. Find a way to eliminate, reduce, or prevent [the] (People do not buy biogas digesters.) under the conditions of [the] (Monetary Stress/Poverty). 15. Find a way to eliminate, reduce, or prevent [the] (Unhealthy/unsanitary environment) under the conditions of [the] (Little incentive to clean open feces). 16. Find a way to eliminate, reduce, or prevent [the] (Expensive materials) in order to avoid [the] (Expensive biogas digester design), under the conditions of [the] (Gas tight seal requirement), (Temperature/Pressur Resistant) and (Longevity). 17. Find a way to eliminate, reduce, or prevent [the] (Difficult Installation/Labor Issues) in order to avoid [the] (Expensive biogas digester design), under the conditions of [the] (Time), (Number of people) and (Gas tight seal requirement). 18. Find an alternative way to obtain [the] (Gas tight seal requirement) that does not cause [the] (Expensive materials) and (Difficult Installation/Labor Issues). 19. Try to resolve the following contradiction: The useful factor [the] (Gas tight seal requirement) should be in place in order to fulfill useful purpose and should not exist in order to avoid [the] (Expensive materials) and (Difficult Installation/Labor Issues). 20. Find an alternative way to obtain [the] (Temperature/Pressur Resistant) that does not cause [the] (Expensive materials). 21. Try to resolve the following contradiction: The useful factor [the] (Temperature/Pressur Resistant) should be in place in order to fulfill useful purpose and should not exist in order to avoid [the] (Expensive materials). 22. Find an alternative way to obtain [the] (Longevity) that does not cause [the] (Expensive materials).
36
23. Try to resolve the following contradiction: The useful factor [the] (Longevity) should be in place in order to fulfill useful purpose and should not exist in order to avoid [the] (Expensive materials). 24. Find a way to eliminate, reduce, or prevent [the] (Time) in order to avoid [the] (Difficult Installation/Labor Issues). 25. Find a way to eliminate, reduce, or prevent [the] (Number of people) in order to avoid [the] (Difficult Installation/Labor Issues).
Prioritize Directions 1. Directions selected for further consideration
First Priority
1.Find a way to eliminate, reduce, or prevent [the] (Monetary Stress/Poverty) in order to avoid [the] (People do not buy biogas digesters.), under the conditions of [the] (Expensive biogas digester design).
3.Find a way to eliminate, reduce, or prevent [the] (Expensive biogas digester design) in order to avoid [the] (Energy Depletion), (Monetary Stress/Poverty) and (Little incentive to clean open feces), under the conditions of [the] (Expensive materials) and (Difficult Installation/Labor Issues).
4. Find a way to eliminate, reduce, or prevent [the] (Little incentive to clean open feces) in order to avoid [the] (Unhealthy/unsanitary environment), under the conditions of [the] (Expensive biogas digester design).
12. Find an alternative way to obtain [the] (Cheap, available biogas digester materials) that offers the following: provides or enhances [the] (Scalable biogas digester design), does not require [the] (Obtain bricks, polyethylene water tanks). 13. Find an alternative way to obtain [the] (Obtain bricks, polyethylene water tanks) that provides or enhances [the] (Cheap, available biogas digester materials).
14. Find a way to eliminate, reduce, or prevent [the] (People do not buy biogas digesters.) under the conditions of [the] (Monetary Stress/Poverty).
15. Find a way to eliminate, reduce, or prevent [the] (Unhealthy/unsanitary environment) under the conditions of [the] (Little incentive to clean open feces). 16. Find a way to eliminate, reduce, or prevent [the] (Expensive materials) in order to avoid [the] (Expensive biogas digester design), under the conditions of [the] (Gas tight seal requirement), (Temperature/Pressur Resistant) and (Longevity). 17. Find a way to eliminate, reduce, or prevent [the] (Difficult Installation/Labor Issues) in order to avoid [the] (Expensive biogas digester design), under the conditions of [the] (Time), (Number of people) and (Gas tight seal requirement). 18. Find an alternative way to obtain [the] (Gas tight seal requirement) that does not cause [the] (Expensive materials) and (Difficult Installation/Labor Issues). 19. Try to resolve the following contradiction: The useful factor [the] (Gas tight seal requirement) should be in place in order to fulfill useful purpose and should not exist in order to avoid [the] (Expensive materials) and (Difficult Installation/Labor Issues).
37
20. Find an alternative way to obtain [the] (Temperature/Pressur Resistant) that does not cause [the] (Expensive materials). 22. Find an alternative way to obtain [the] (Longevity) that does not cause [the] (Expensive materials).
Long Term 2. Find a way to eliminate, reduce, or prevent [the] (Energy Depletion) under the conditions of [the] (Expensive biogas digester design).
7. Consider transitioning to the next generation of the system that will provide [the] (Incentive to clean open feces) in a more effective way and/or will be free of existing problems.
11. Consider transitioning to the next generation of the system that will provide [the] (Renewable, cheap energy) in a more effective way and/or will be free of existing problems.
21. Try to resolve the following contradiction: The useful factor [the] (Temperature/Pressur Resistant) should be in place in order to fulfill useful purpose and should not exist in order to avoid [the] (Expensive materials).
Out-of-Scope
5. Find an alternative way to obtain [the] (Scalable biogas digester design) that offers the following: provides or enhances [the] (Incentive to clean open feces), (Relieves economic burden) and (Renewable, cheap energy), eliminates, reduces, or prevents [the] (Expensive biogas digester design), does not require [the] (Cheap, available biogas digester materials).
6. Find an alternative way to obtain [the] (Incentive to clean open feces) that does not require [the] (Scalable biogas digester design).
8. Find an alternative way to obtain [the] (Relieves economic burden) that does not require [the] (Scalable biogas digester design). 9. Consider transitioning to the next generation of the system that will provide [the] (Relieves economic burden) in a more effective way and/or will be free of existing problems. 10. Find an alternative way to obtain [the] (Renewable, cheap energy) that does not require [the] (Scalable biogas digester design).
23. Try to resolve the following contradiction: The useful factor [the] (Longevity) should be in place in order to fulfill useful purpose and should not exist in order to avoid [the] (Expensive materials).
24. Find a way to eliminate, reduce, or prevent [the] (Time) in order to avoid [the] (Difficult Installation/Labor Issues).
25. Find a way to eliminate, reduce, or prevent [the] (Number of people) in order to avoid [the] (Difficult Installation/Labor Issues).
2. List and categorize all preliminary ideas
A) Construction Techniques:
1) Don’t use a dome design in order to simplify masonry construction. 2) Use solar energy or compost to increase temperature of the digester.
38
B) Material Choices: 1) Use local brick 2) Use tar to seal ground 3) Use water tanks, which are commonly seen in developing world
4) Invest in higher quality gas pipes and seals in order to ensure longevity. C) Substrate Quality:
1) Optimize ratio of animal:human waste 2) Add other forms of biomass to improve C/N ratio
Develop Concepts
01. Combine ideas into Concepts
A) Construction Techniques:
1) Place the Biogas Digester in a location underground where it can receive the most sun light on its surface.
2) No moving Parts
B) Material Choices:
1) Gas-tight 2) Cheap 3) Available in adequate quantities in Bangladesh
C) Substrate Quality
1)Need an easy method of measuring pH or some other test to determine quality of effluent
2)Help digester operators to mix biomass in appropriate proportions
2. Apply Lines of Evolution to further improve Concepts
Line of Evolution:
1. Methane production noticed in marshes in Western world 2. Concurrent/previous product evolution in China 3. Chinese biogas digester model (fixed-dome) is then adapted to Indian floating-drum
model 4. Other less expensive models have been made but use plastic sheeting which is easily
damaged
39
Evaluate Results 1. Meet criteria for evaluating Concepts
Evaluation of material selection: In order to use a certain material, we must consider factors such as gas permeability, how that material reacts with digesting bacteria, and how easily that material can be sourced. Though tar appears to be readily available in Bangladesh, the material appears to kill bacteria. Evaluation of construction technique: Using a design that does not require a dome would simplify construction. However, what role does the dome have in the collection of biogas? Substrate quality: What is carbon/nitrogen ratio of human waste and how does that affect the efficiency of biogas production. What can be done to improve biogas production efficiency?
2. Reveal and prevent potential failures
Potential failure: gas pipes leak Ideal Scenario: Rugged gas pipes are available at little cost Failure scenario: A tree falls that breaks the pipe Failure prevention: Place gas pipe underground where it will be more protected from damage Potential failure: Temperature will fluctuate too much causing methane production to be significantly inhibited Failure prevention: Insulate digester with the ground or compost Potential failure: Mixing the contents of the digester too much will disrupt the stratification of the bacterial stages of digestion. Failure prevention: Design a digester that can only mix the desired levels of sludge to a certain amount.
3. Plan the implementation
Below are several questions that might be answered by experts in different professional areas
of expertise. Question: What is the ideal C/N ratio? Question: How long should the sludge be digested? Batch or continuous? Question: What is the ideal temperature for digestion? Question: What materials are available in Bangladesh? Question: How much does it cost to create a simple mold of polyethylene?
40
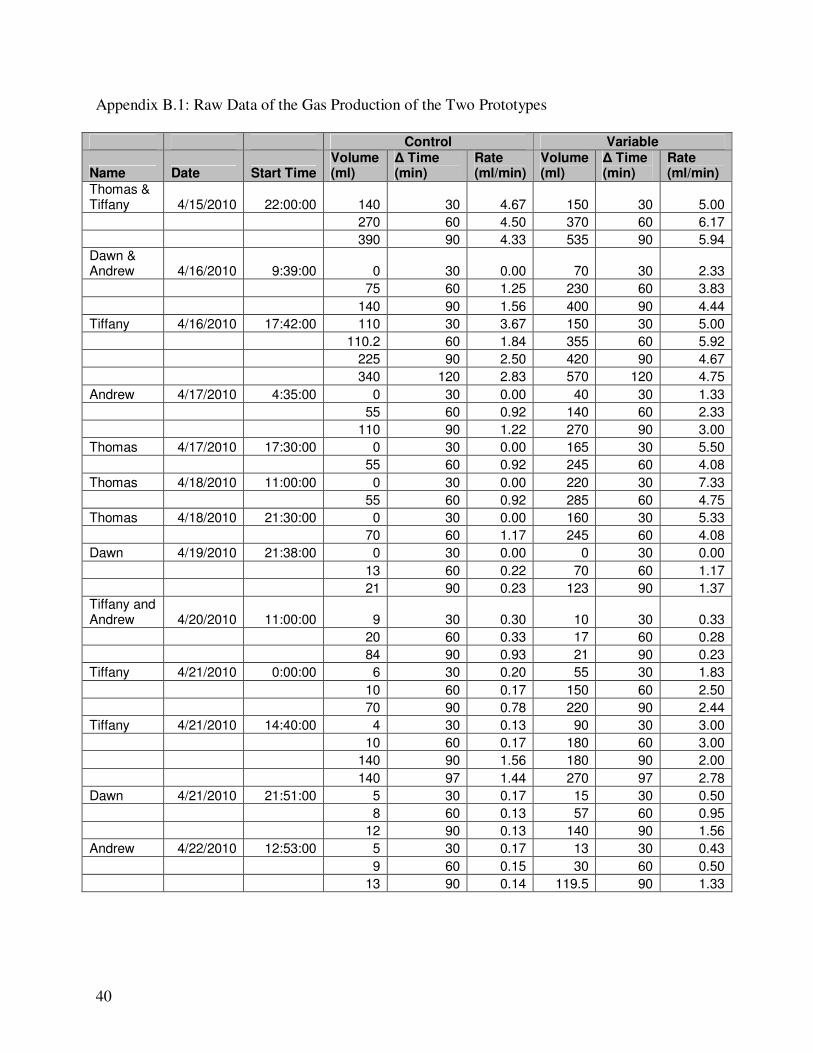
Appendix B.1: Raw Data of the Gas Production of the Two Prototypes
Control Variable
Name Date Start Time Volume (ml)
∆ Time (min)
Rate (ml/min)
Volume (ml)
∆ Time (min)
Rate (ml/min)
Thomas & Tiffany 4/15/2010 22:00:00 140 30 4.67 150 30 5.00
270 60 4.50 370 60 6.17
390 90 4.33 535 90 5.94 Dawn & Andrew 4/16/2010 9:39:00 0 30 0.00 70 30 2.33
75 60 1.25 230 60 3.83
140 90 1.56 400 90 4.44
Tiffany 4/16/2010 17:42:00 110 30 3.67 150 30 5.00
110.2 60 1.84 355 60 5.92
225 90 2.50 420 90 4.67
340 120 2.83 570 120 4.75
Andrew 4/17/2010 4:35:00 0 30 0.00 40 30 1.33
55 60 0.92 140 60 2.33
110 90 1.22 270 90 3.00
Thomas 4/17/2010 17:30:00 0 30 0.00 165 30 5.50
55 60 0.92 245 60 4.08
Thomas 4/18/2010 11:00:00 0 30 0.00 220 30 7.33
55 60 0.92 285 60 4.75
Thomas 4/18/2010 21:30:00 0 30 0.00 160 30 5.33
70 60 1.17 245 60 4.08
Dawn 4/19/2010 21:38:00 0 30 0.00 0 30 0.00
13 60 0.22 70 60 1.17
21 90 0.23 123 90 1.37 Tiffany and Andrew 4/20/2010 11:00:00 9 30 0.30 10 30 0.33
20 60 0.33 17 60 0.28
84 90 0.93 21 90 0.23
Tiffany 4/21/2010 0:00:00 6 30 0.20 55 30 1.83
10 60 0.17 150 60 2.50
70 90 0.78 220 90 2.44
Tiffany 4/21/2010 14:40:00 4 30 0.13 90 30 3.00
10 60 0.17 180 60 3.00
140 90 1.56 180 90 2.00
140 97 1.44 270 97 2.78
Dawn 4/21/2010 21:51:00 5 30 0.17 15 30 0.50
8 60 0.13 57 60 0.95
12 90 0.13 140 90 1.56
Andrew 4/22/2010 12:53:00 5 30 0.17 13 30 0.43
9 60 0.15 30 60 0.50
13 90 0.14 119.5 90 1.33
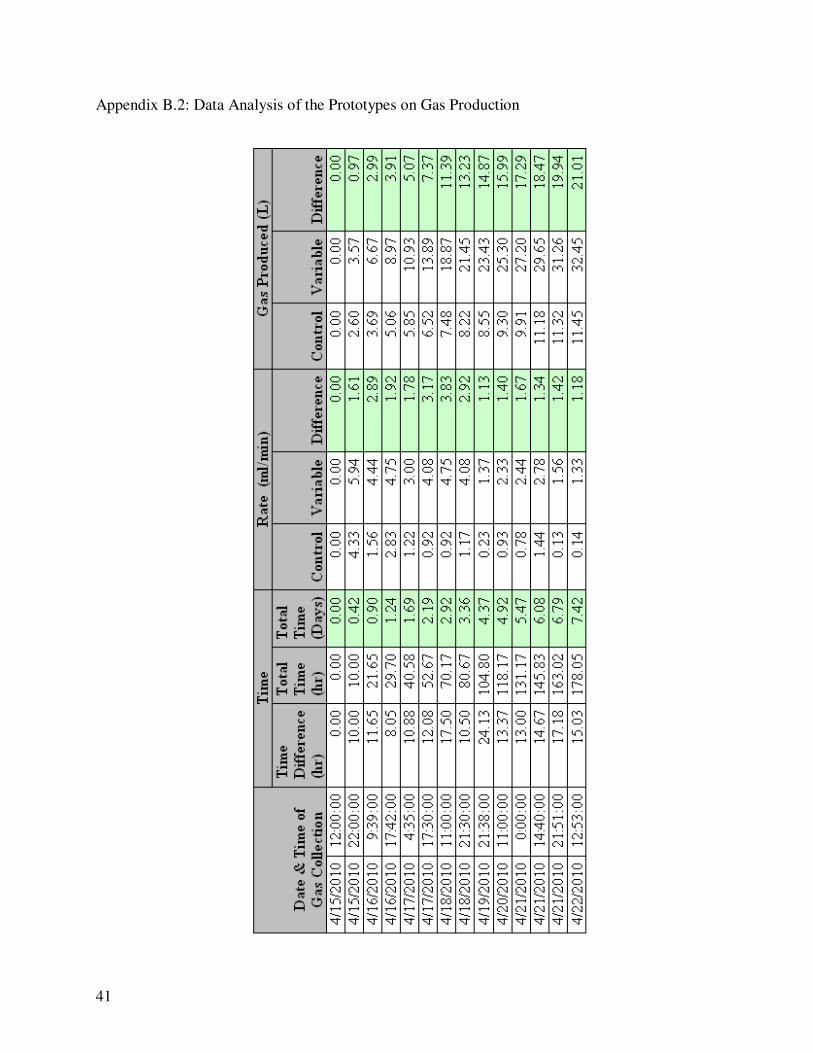
41
Appendix B.2: Data Analysis of the Prototypes on Gas Production