decoupling constrained model predictive control of multi ... · scaled distillation column. mixture...
TRANSCRIPT

World Applied Sciences Journal 13 (3): 517-530, 2011ISSN 1818-4952© IDOSI Publications, 2011
Corresponding Author: Süleyman Karacan, Department of Chemical Engineering 06100, Ankara University,Faculty of Engineering, Tandogan, Ankara, Turkey, E-mail: [email protected].
517
Decoupling Constrained Model Predictive Control of Multi-component Packed Distillation Column
Saniye Ay and Süleyman Karacan1 2
Air Lojistic center, Ankara, Turkey1
Department of Chemical Engineering 06100, Ankara University,2
Faculty of Engineering, Tandogan, Ankara, Turkey
Abstract: In this work, separation of multi-component mixture was conducted in a continuously fed laboratoryscaled distillation column. Mixture including five components, namely methanol-ethanol-n buthanol-isoaminealcohol-anisol, was obtained from ethyl alcohol production plant and was used as a feed mixture. Stable controlof packed distillation column is of great importance for improvements of operation efficiency and higher productconcentration. Decoupled multi-loop Unconstrained Model Predictive Controllers (MPC) are not carried outto manage to eliminate the effects of interactions among the control loops, but they generally become sluggishdue to imperfect process models and a close control of the process is usually impossible in real practice. Basedon its inherent unconstrained scheme, Constrained Model Predictive Control (CMPC) is employed to handlesuch highly interacting system. For high quality requirements, a two-input two-output model of the packeddistillation column is constructed. Constrained model predictive control is applied in packed distillation columnplant and operation of the process close to their optimum operating conditions is achieved.
Key words: Packed distillation column Decoupling Constrained model predictive control
INTRODUCTION optimum is an important objective. Based on the market
The multi-component distillation operation is periodically. At these updates, the objective of themultivariable and highly non-linear process, that presents control system is to move the process to the new optimala very complex dynamics. It constitutes therefore a very operating point. At o ther times, the objective of theserious control problem, been at the same time very control system is to cancel the effect of disturbances onwidely used in process plant [1]. Distillation column are the controlled variables by making minimal changes in thesubstantial energy consumers. Their energy requirements manipulated variables from their optimal values. Incan be considerably reduced when applying heat addition, the constraints on the manipulated and otherintegration. Synthesis of multi-component separation process variables need to be satisfied [2]. Agrawal [3]sequences is an important process design problem in suggested single distillation column structures withchemical industry. It is concerned with the selection of a partitions and multiple reboilers and condensers forseparation method and the selection of the best sequence separation of a multi-component feed and the totalof separators to split a multi-component mixture into number of reboilers and condensers required for suchseveral products, relatively pure species . Distillation structures was generally equal to the number ofcolumns are important process units in petroleum refining components in the feed. Pelkonen et al. [4] wasand need to be maintained close to be optimum investigated an extensive set of experimental data onoperating conditions on account of economic incentives. multi-component distillation with non-ideal systems inTherefore, these units have been considered for structured packed column An example how to use dateapplication of advanced control and optimization. The was shown by comparing the experimental data withoptimal operating point usually lies at some constraints simulation results when applying different mathematicaland the operation of the distillation columns close to the models.
conditions, the real time optimizer updates the optimum

World Appl. Sci. J., 13 (3): 517-530, 2011
518
Over the last twenty years, many papers and The steady-state target must satisfy the requirements ofapplications of model-predictive control (MPC) have system safety, energy and technical conditions. Zhao andappeared in the open literature [5-8], MPC has been Zongli [22] were studied the problem of infinite horizonsuccessfully applied in chemical process industries. The constrained linear quadratic regulation (LQR) for discrete-MPC algorithm has many attractive features such as dead time systems. It is known that there exists a finite horizontime compensation, multivariable control and handling of such that the infinite horizon constrained LQR problemsystem constraints. The MPC algorithm optimizes the can be solved as a finite horizon constrained LQRprocess outputs over some finite future time interval problem. They first proposed several algorithms toknown as the prediction horizon P. At the current time estimate the upper bound on the length of this finitestep, the future outputs are predicted using a dynamic horizon. Conservativeness and computational complexitymodel of the process. This model is used to compute the of these algorithms are compared through numericalpresent and future M (M £ P) control actions (the control examples.horizon), which minimize a user-specified performance In this work, Constrained Model predictive control isindex. employed to handle the highly interacting multivariable
After the Mth time step, it is assumed that the control system of packed distillation column. A two input two-action is constant. Only the first of the resulting optimal output model of packed distillation column is constructedinputs is implemented on the process. This entire process for the high quality requirements of the process studied.is repeated at each time step. The choice of model Compared with unconstrained MPC, the run results ofrepresentation is an important issue in MPC. A linear constrained MPC scheme demonstrate its betterMPC system utilises a simple transfer function model to performances in process control. CMPC schemes canrepresent the process. In practice, most of the systems handle manipulated variable constraints explicitly andencountered in chemical engineering have severe operation of product temperatures close to their optimumnonlinear dynamics. However, controllers based on a operating conditions is achieved. The run results showlinear approximation of the process are only effective in a that the proposed CMPC scheme is an effective way tolimited range around the nominal operating conditions. In control packed distillation column.a nonlinear MPC, a nonlinear dynamic model is used.Such models are accurate over a broad range of operating Process Description: Distillation columns, which areconditions. Therefore, a nonlinear MPC allows processes widely used for separation and refining operations,to be run over a larger operating range without controller. require a phenomenal amount of energy for theirretuning. The formulation of the constrained optimization operation. Nevertheless, minimization of energy usage isproblem has been proposed using linear programming possible if the compositions of both the top and bottom(LP) [9-14]. Gupta [15] was studied to utilize the solution product streams are controlled to their design values, i.e.of a constrained optimization problem involved in model deal temperature control. A common scheme is to usepredictive control. reflux flow to control top product temperature whilst heat
MPC has become an industry standard to solve input is used to control bottom product temperature.complex constrained multivariable control problems in the However, changes in reflux also affects bottom productprocess industry with its wide usage in refinery and temperature and component fractions in the top productpetrochemical processes [16]. Currently, constraint MPC stream are also affected by changes in heat input. Severalis being successfully used in the control of various loop interactions can therefore occur in the dualdynamic systems and its use is becoming more temperature control of distillation columns. widespread [17-19]. However, chemical plants in modern The loop interactions in the examples given aboveindustries have become increasingly complex, which leads occur naturally, i.e. as a result of their physical andto excessive targets and constraints. The study of chemical make-up. Loop interactions may also arise as aconstraint MPC is also a major problem [20-21]. In Olaru consequence of process design: typically the use ofand Dumur [21], the methods to avoid constraints recycle streams for heat recovery purposes. An exampleredundancy in MPC are discussed. As an important part is where the hot bottom product stream of distillationof a two-stage constraint MPC algorithm, steady-state column is used as the heating medium to heat the reboilertarget calculation faces many problems and challenges. as shown in Figure 1. Suppose heat input to the reboilerThere are many manipulated variables and controlled is used to control the temperature of bottom productvariables in the process of MPC dynamic optimization. stream. If for some reason, the composition of this stream
F
TT
TT
L
TT TC
D
B
2
3
4
6 78
9
10
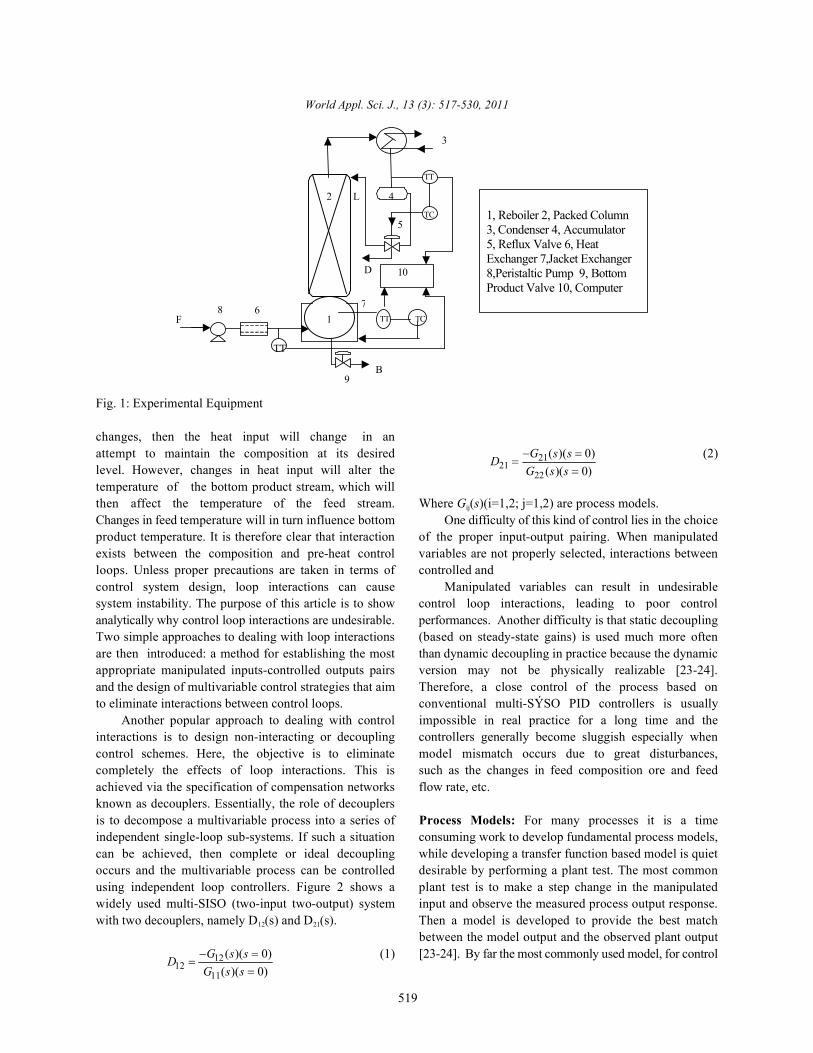
1, Reboiler 2, Packed Column3, Condenser 4, Accumulator5, Reflux Valve 6, HeatExchanger 7,Jacket Exchanger8,Peristaltic Pump 9, BottomProduct Valve 10, Computer
1
5TC
1212
11
( )( 0)( )( 0)
G s sDG s s− =
==
2121
22
( )( 0)( )( 0)
G s sDG s s− =
==
World Appl. Sci. J., 13 (3): 517-530, 2011
519
Fig. 1: Experimental Equipment
changes, then the heat input will change in anattempt to maintain the composition at its desired (2)level. However, changes in heat input will alter thetemperature of the bottom product stream, which willthen affect the temperature of the feed stream. Where G (s)(i=1,2; j=1,2) are process models.Changes in feed temperature will in turn influence bottom One difficulty of this kind of control lies in the choiceproduct temperature. It is therefore clear that interaction of the proper input-output pairing. When manipulatedexists between the composition and pre-heat control variables are not properly selected, interactions betweenloops. Unless proper precautions are taken in terms of controlled andcontrol system design, loop interactions can cause Manipulated variables can result in undesirablesystem instability. The purpose of this article is to show control loop interactions, leading to poor controlanalytically why control loop interactions are undesirable. performances. Another difficulty is that static decouplingTwo simple approaches to dealing with loop interactions (based on steady-state gains) is used much more oftenare then introduced: a method for establishing the most than dynamic decoupling in practice because the dynamicappropriate manipulated inputs-controlled outputs pairs version may not be physically realizable [23-24].and the design of multivariable control strategies that aim Therefore, a close control of the process based onto eliminate interactions between control loops. conventional multi-SÝSO PID controllers is usually
Another popular approach to dealing with control impossible in real practice for a long time and theinteractions is to design non-interacting or decoupling controllers generally become sluggish especially whencontrol schemes. Here, the objective is to eliminate model mismatch occurs due to great disturbances,completely the effects of loop interactions. This is such as the changes in feed composition ore and feedachieved via the specification of compensation networks flow rate, etc.known as decouplers. Essentially, the role of decouplersis to decompose a multivariable process into a series of Process Models: For many processes it is a timeindependent single-loop sub-systems. If such a situation consuming work to develop fundamental process models,can be achieved, then complete or ideal decoupling while developing a transfer function based model is quietoccurs and the multivariable process can be controlled desirable by performing a plant test. The most commonusing independent loop controllers. Figure 2 shows a plant test is to make a step change in the manipulatedwidely used multi-SISO (two-input two-output) system input and observe the measured process output response.with two decouplers, namely D (s) and D (s). Then a model is developed to provide the best match12 21
(1) [23-24]. By far the most commonly used model, for control
ij
between the model output and the observed plant output

W1
Gc1
u1
G11(s)
Gc2 G22(s)
G21(s)
G12(s)
u2
y1
y2W2
Coupled process
+
-
+
-
( ) ( )1
sP
P
K ey s u ss
=+
1
2
( ) ( )( ) ( )
D
B
y s T sY
y s T s
= =
1
2
( ) ( )( )( ) R
u s R su
Q su s
= =
11 12
21 22
( ) ( )( )
( ) ( )G s G s
G sG s G s
=
World Appl. Sci. J., 13 (3): 517-530, 2011
520
Fig. 2: Multi-SISO system with decouplers.
system design purpose, is the first-order plus time-delay (7)model or second-order plus time-delay model, while theformer can be represented by the transfer functionrelationship It's obvious that strong interactions exist between
the manipulated and controlled variables. As for(3) conventional multi-loop PID controllers as shown in
Where Kp is process gain, is dead time, is decouplers to solve the problems of loop interactions.p
process time constant. To obtain relevant model, the same Moreover, static decoupling is often used which willparameters must be determined. To determine these degrade the control performance in real practice, whileparameters, one of the most utilized methods is the step MPC scheme is much suitable for this case.test application. From the reaction curve obtained at theend of this test, the parameters are easily evaluated. In the Constrained Model Predictive Control Algorithm:step test, a step change is given to manipulated variable The underlying philosophy of DMC scheme [25] consistsµ(R or Q ) and then the reaction curve is obtained by of predictive model, reference trajectory, feedbackR
observing output variables y (T and T ) change with correction and rolling optimization as shown in Figure 3.D B
time. DMC can be stated as follows: at any sampling instant,Let R and Q denote manipulated variables, reflux given a reasonably accurate predictive model and theR
ratio and reboiler heat duty respectively and T and T desired future closed loop behavior (or a referenceD B
controlled variables, namely top product temperature and trajectory), plan the set of future control moves in such abottom product temperature. Packed distillation process way that the predictive output is as close to the referencemodel can be written as: trajectory as possible without any violations in the
Y =GU (4) step response models which are obtained by making aWhere; unit step input change to a process operating at steady
(5) vector of step response coefficients,
(6) Where a represents the step response coefficient
Figure 2, a two-input two-output system needs 2
operating constraints. DMC scheme is based on finite
state as mentioned above. The step response model is the
A = [a a a .......a ] (8)11 12 13 1NT
1i
for the ith sample time. N is the model length which

( ) [ ( 1) ( 1)]
[ ( 1) ( 1)] ( ) ( )
Tr p
Tr p
J k y k y k Q
y k y k u k R u k
= + = − +
+ − + + ∆ ∆
min max( ) , 0,1,.... 1u u k u k M≤ ≤ = −
min max( ) ( 1) , 0,1,.... 1u u k u k u k M∆ ≤ − − ≤ ∆ = −
min max( ) , 0,1,..... 1y y k y k P≤ ≤ = −
World Appl. Sci. J., 13 (3): 517-530, 2011
521
Fig. 3: Diagram of DMC
tableshould be long enough so that the coefficient values Note that u(k) represents the future manipulatedare relatively constant, i.e. the process is close to a new input moves to be decided by the optimization procedure.steady state. Thus, the DMC problem can be stated as
Mathematically, the control problem is posed as aminimization of a quadratic objective function of the (12)future prediction errors subject to constraints on futuremanipulated variables and controlled variables. Let theprocess dynamics of the MIMO system be represented bythe following convolution model: Where y (k+1) is the expected vector, y (k+1) =
y (k+1) = y (k = 1) + A µ(k) (9) factor vector, Q=diag[q q … q ] and R is the inputm 0
Where ym(k+1) is the model output vector, Magnitude and rate constraints on the manipulatedy (k+1)=[y (k+1) y (k+1) … y (k+P)] ; u(k) is the control variables and the controlled variables are expressed asm m m m
T
action, u(k)= [ u(k) u(k+1) … u(k+M-1)] ; y (k+1) is followed:T0
the initial output vector without control action, y (k+1) =0
[y (k+1) y (k+2) … y (k+ P)] and A(k) is the unit step Manipulated variable constraints:0 0 0T
response coefficient matrix, (P×M). P is the predictionhorizon and M is the control horizon. The values of the (13)unit step response coefficients are obtained bynormalizing the transient responses of the circuit for step Manipulated variable rate constraints:changes in inputs by dividing the step response valuesby the respective steady-state gains. (14)
Due to the measurement noise and the unmodelledload disturbance effects as well as the plant-model Controlled variables constraints:mismatch, the predictive output should be corrected bythe real output y(k) to realize close-loop control. (15)
y (k+1) = y (k+1) + g [y(k)-y (k)] = y (k+1) + g e(k) MPC scheme is implemented in a recedingp m 0 m m 0
(10) horizon framework. At any sampling instant, the
Where y (k+1) is the predictive output after prediction horizon and a future manipulated variablep
correction, g is the coefficient matrix usually defined as trajectory is calculated that minimizes the objective0
g = [1 1....,1] and e(k) is the error by feedback correction, function satisfying all the constraints. Only the first move0
e(k) = y(k) - y (k) (11) sampling instant.m
r r
[y (k+1) y (k+2) … y (k + P)] ; Q is the error weightingr r rT
1 2 pT
weighting factor vector, R=diag[r r … r ] .1 2 MT
optimization problem is formulated over the
is applied to them plant and this step is repeated for next

11.7 4.64
8.15 -1.24s
1.84 1.04( ) ( )56.1 1 16.55 1
2.88 2.39e ( )( )74.6 1 9.94s 1
s sD
sRB
e eT s R ss s
e Q sT ss
− −
−
+ + = + +
World Appl. Sci. J., 13 (3): 517-530, 2011
522
The desired closed loop behavior and MPC tuning the process around the normal operating point to showparameters have a straight forward relationship. If tighter whether the increase in a particular manipulated variablecontrol of some specific controlled variables is desired, it increases, decreases or has a complex relationship withcan be achieved by choosing a corresponding higher the controlled variables and whether the action is slow orweight in the factor Q. Also excess variations in fast.manipulated variables moves can be suppressed by anappropriate choice of R. Step Response Models: When the multi-component
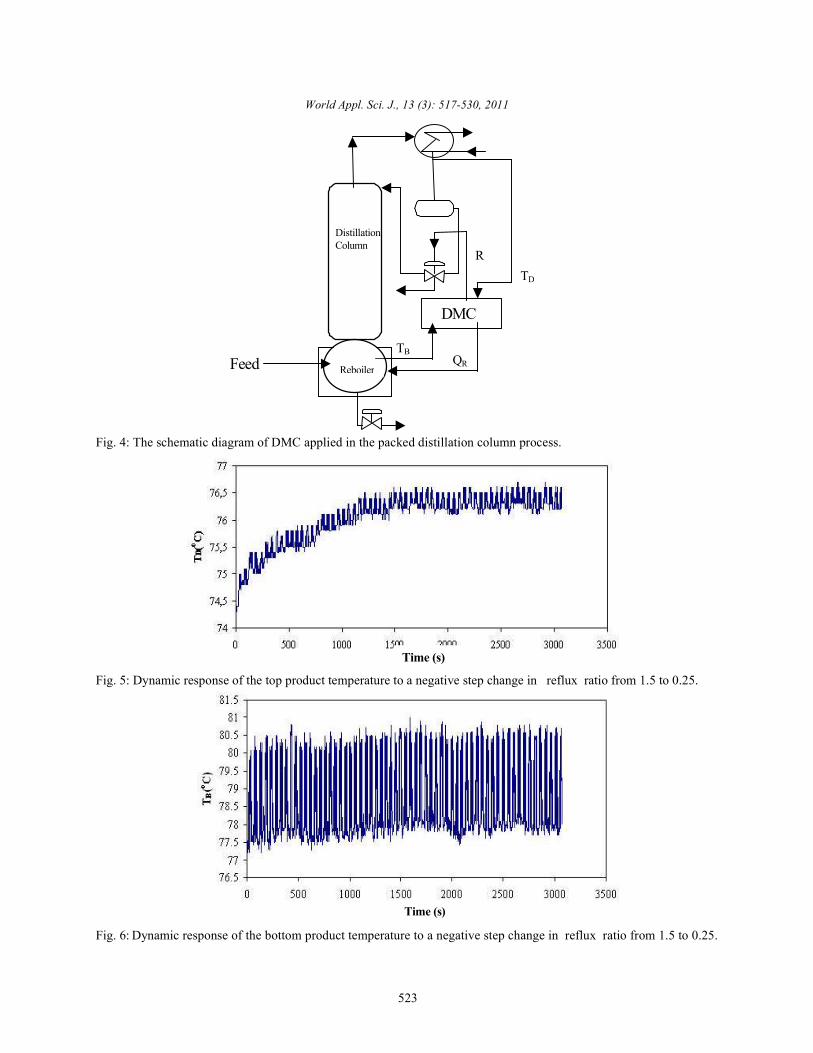
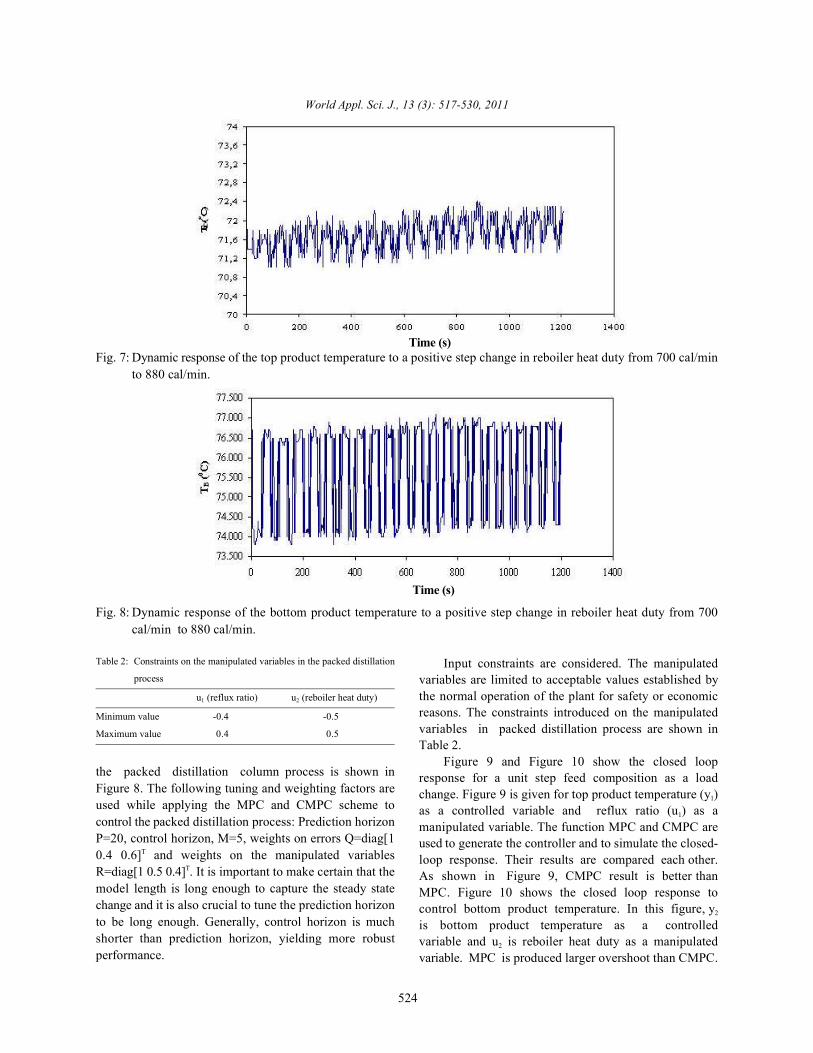
Experimental System: Experiments were carried out in a at total reflux, reflux ratio and feed flow rate are adjustedlaboratory scale packed column to distil the multi- to 1.5 and 0.22 mol/min, respectively and then 36.79 % molcomponent mixture. All experimental equipment’s were ethanol in mixture is fed to column for continuousshown in Figure1. In the experiments, overhead product operating condition. The system works under thiscomposition and temperature changes with time were condition and occurrence of the steady-state condition isobserved at steady-state and dynamic conditions. Mixture waited. This steady-state condition is given in Table 1.including five components, namely methanol-ethanol-n The manipulated variables are reflux ratio R andbuthanol-isoamine alcohol-anisol, was used as a feed reboiler heat duty Q and controlled variables are top andmixture. The column utilized has 1 m packing height. bottom product temperatures (T and T ). One experimentPacking type is raschng ring 20-15 mm sizes. The reboiler was performed for each input variable and the responseswas made from 2 L glass container. A peristaltic pump was of all output variables were recorded. When the multi-utilized to feed the relevant liquid into the column. Reflux component packed distillation column works atratio was adjusted by on-line computer. The system continuous steady-state condition, a negative steptemperatures were measured with three thermocouples. change from 1.5 to 0.25 is given to the reflux ratio and thenEach thermocouple was connected to a controller module the system stars to show dynamic behavior. Top andand was transferred to the computer with a Digital/ Digital bottom product temperatures shown in Figures (4 and 5)(D/D) converter. Temperature data measured at each are obtained. Another step change is given to the reboilersecond was recorded. Temperature profiles observed on heat duty from 700 cal/min to 880 cal/min. Dynamicthe computer were recorded and samples were taken responses of product temperatures are drawn in Figure (6regularly from the top and bottom of the column. The and 7). Statistical method is used to fit parameters insamples were analyzed by GC/MS. When the transfer functions and transfer function matrixes areconcentrations and temperatures of top and bottom obtained as follows:product are constant, the system is said to have reachedthe steady-state condition.. In control studies, the top andbottom product temperatures were controlled by givingpositive and negative step effects to set points of the top (16)and bottom product temperatures and the concentrationof feed mixture.
RESULTS
For the purpose of control study and industrial The system based on this control strategy was put intoapplication many experiments have been conducted in operation. The schematic diagram of DMC applied in
distillation column works under the steady-state condition
R
D B
Constrained Model Predictive Control Results:
Table 1: Operating parameters and steady state resultsDistillation Column X XF D
Parameters (%mol) (%mol) R Q M T T T F B DR B F B D
Experimental 20.20 (a) 24.74 (a) 1.5 700 59.6 51 77 70.5 0.22 0.027 0.253Data 36.79 (b) 75.26 (b)
7.93 ©17.62(d)17.46 (e)
Components : (a): Methanol, (b): Ethanol, (c): n-butanol, (d): soamil alkol, (e): Anisol; MB: Reboiler holdup
TD
TB
DMC
QR
R
Reboiler
DistillationColumn
Feed
Time (s)
Time (s)
World Appl. Sci. J., 13 (3): 517-530, 2011
523
Fig. 4: The schematic diagram of DMC applied in the packed distillation column process.
Fig. 5: Dynamic response of the top product temperature to a negative step change in reflux ratio from 1.5 to 0.25.
Fig. 6: Dynamic response of the bottom product temperature to a negative step change in reflux ratio from 1.5 to 0.25.
Time (s)
Time (s)
World Appl. Sci. J., 13 (3): 517-530, 2011
524
Fig. 7: Dynamic response of the top product temperature to a positive step change in reboiler heat duty from 700 cal/minto 880 cal/min.
Fig. 8: Dynamic response of the bottom product temperature to a positive step change in reboiler heat duty from 700cal/min to 880 cal/min.
Table 2: Constraints on the manipulated variables in the packed distillation
process
u (reflux ratio) u (reboiler heat duty)1 2
Minimum value -0.4 -0.5
Maximum value 0.4 0.5
the packed distillation column process is shown inFigure 8. The following tuning and weighting factors areused while applying the MPC and CMPC scheme tocontrol the packed distillation process: Prediction horizonP=20, control horizon, M=5, weights on errors Q=diag[10.4 0.6] and weights on the manipulated variablesT
R=diag[1 0.5 0.4] . It is important to make certain that theT
model length is long enough to capture the steady statechange and it is also crucial to tune the prediction horizonto be long enough. Generally, control horizon is muchshorter than prediction horizon, yielding more robustperformance.
Input constraints are considered. The manipulatedvariables are limited to acceptable values established bythe normal operation of the plant for safety or economicreasons. The constraints introduced on the manipulatedvariables in packed distillation process are shown inTable 2.
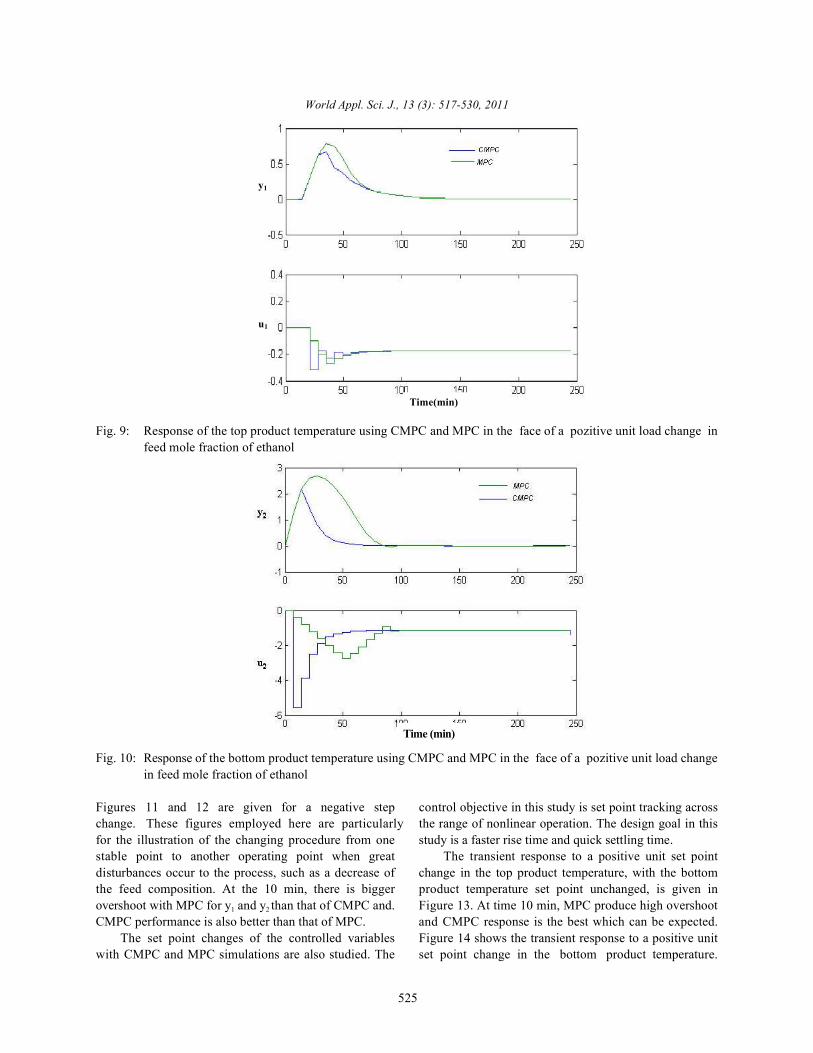
Figure 9 and Figure 10 show the closed loopresponse for a unit step feed composition as a loadchange. Figure 9 is given for top product temperature (y )1
as a controlled variable and reflux ratio (u ) as a1
manipulated variable. The function MPC and CMPC areused to generate the controller and to simulate the closed-loop response. Their results are compared each other.As shown in Figure 9, CMPC result is better thanMPC. Figure 10 shows the closed loop response tocontrol bottom product temperature. In this figure, y2
is bottom product temperature as a controlledvariable and u is reboiler heat duty as a manipulated2
variable. MPC is produced larger overshoot than CMPC.
y1
u1
Time(min)
Time (min)
World Appl. Sci. J., 13 (3): 517-530, 2011
525
Fig. 9: Response of the top product temperature using CMPC and MPC in the face of a pozitive unit load change infeed mole fraction of ethanol
Fig. 10: Response of the bottom product temperature using CMPC and MPC in the face of a pozitive unit load changein feed mole fraction of ethanol
Figures 11 and 12 are given for a negative step control objective in this study is set point tracking acrosschange. These figures employed here are particularly the range of nonlinear operation. The design goal in thisfor the illustration of the changing procedure from one study is a faster rise time and quick settling time.stable point to another operating point when great The transient response to a positive unit set pointdisturbances occur to the process, such as a decrease of change in the top product temperature, with the bottomthe feed composition. At the 10 min, there is bigger product temperature set point unchanged, is given inovershoot with MPC for y and y than that of CMPC and. Figure 13. At time 10 min, MPC produce high overshoot1 2
CMPC performance is also better than that of MPC. and CMPC response is the best which can be expected.The set point changes of the controlled variables Figure 14 shows the transient response to a positive unit
with CMPC and MPC simulations are also studied. The set point change in the bottom product temperature.
Time (min)
u1
y1
Time (min)
u2
y2
World Appl. Sci. J., 13 (3): 517-530, 2011
526
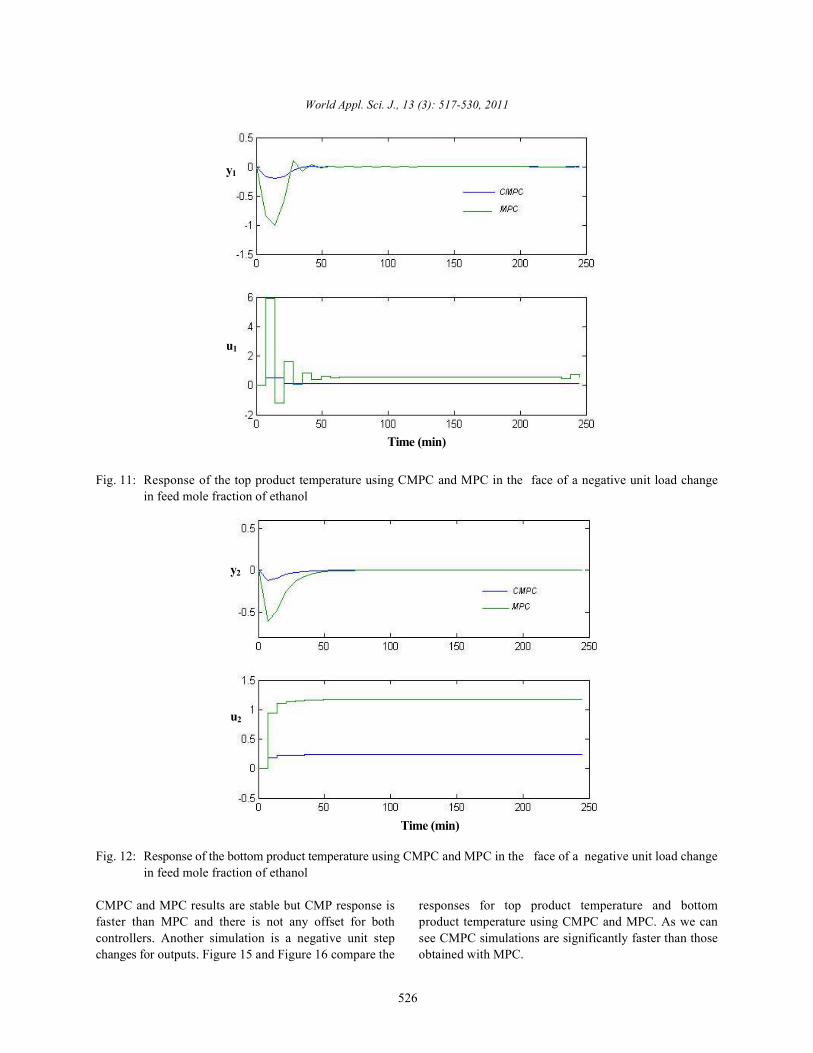
Fig. 11: Response of the top product temperature using CMPC and MPC in the face of a negative unit load changein feed mole fraction of ethanol
Fig. 12: Response of the bottom product temperature using CMPC and MPC in the face of a negative unit load changein feed mole fraction of ethanol
CMPC and MPC results are stable but CMP response is responses for top product temperature and bottomfaster than MPC and there is not any offset for both product temperature using CMPC and MPC. As we cancontrollers. Another simulation is a negative unit step see CMPC simulations are significantly faster than thosechanges for outputs. Figure 15 and Figure 16 compare the obtained with MPC.

Time (min)
u1
y1
Time (min)
u2
y2
World Appl. Sci. J., 13 (3): 517-530, 2011
527
Fig. 13: Response of the top product temperature using MMPC controller in the faceof a positive unit set point changein the top product temperature.
Fig. 14: Response of the bottom product temperature using MMPC controller in the face of a positive unit set pointchange in the bottom product temperature.

Time (min)
u1
y1
Time (min)
u2
y2
World Appl. Sci. J., 13 (3): 517-530, 2011
528
Fig. 15: Response of the top product temperature using MMPC controller in the face of a negative unit set pointchange in the top product temperature.
Fig. 16: Response of the bottom product temperature using MMPC controller in the face of a negative unit set pointchange in the bottom product temperature.

World Appl. Sci. J., 13 (3): 517-530, 2011
529
CONCLUSION Greek Symbols
In this work presents a very efficient alternative : [min] Process time constantmodeling methods specifically designed for processcontrol, termed empirical identification. The models REFERENCESdeveloped using this method provides the dynamicrelationship between selected input and output variables. 1. Kenneth B., Process Control: Structures andThe empirical models for the multivariable laboratory Applications, New York, 1988.packed distillation column could relate the reflux ratio and 2. Abouu-Jeyab, R.A., P. Gupta, J.R., Gervais, P.A.reboiler heat duty to the top and bottom product Branchi and S.S. Woo, 2001. Constrainedtemperatures. In comparison to this simple empirical multivariable control of a distillation column using amodel, the fundamental model provides information on simplified model predictive control algorithm. J.how all of the top product composition depends on Process Control. 11: 509-517.variables such as reflux ratio. 3. Agrawal, R., 2001. Multi-component Distillation
The empirical methods involve designed experiments, Columns with Partitions and Multiple Reboilers andduring which the process is perturbed to generate Condensers. Industrial Engineering Chemistry Res.,dynamic data. The success of the methods requires close 40: 4258-4266.adherence to principles of experimental design and model 4. Pelkonen, S., A. Gorak, A. Ohligschlager, R.fitting. Statistical model identification was used for Kaesemann, 2001. Experimental study on multi-determining the parameters of the system transfer component distillation in packed columns. Chemicalfunction. Transfer functions obtained from empirical Engineering and Processing, 40(3): 235-243.method were used to MPC and CMPC algorithms. 5. Garcia, C.E. and M. Morari, 1982. Robust Process
Model predictive control is employed to handle the Control. Industrial and Engineering Chemistryhighly interacting multivariable system of packed rocess Design and Develop., 21: 308-323.distillation column. A two input two-output model of 6. Garcia, C.E. and AM. Morshedi, 1986. Quadraticpacked distillation column is constructed for the high Programming Solution of Dynamic atrix Controlquality requirements of the process studied. Compared (QDMC). Chemical Engineering Communication,with MPC, the run results of CMPC scheme demonstrate 46: 73-87.its better performances in process control. CMPC 7. Henson, MA., 1998. Nonlinear model predictiveschemes can handle manipulated variable constraints control: current status and future directions.explicitly and operation of the product temperatures close Computers and Chemical Engineering, 3(2): 187-202.to their optimum operating conditions is achieved. The 8. Busch, J. and W. Marquardt, 2009. Model-basedrun results show that the proposed CMPC scheme is an control of MF/UF filtration processes: pilot planteffective way to control packed distillation column. implementation and results, Water Science and
Symbol Used 9. Chang, T.S. and D.E. Seborg, 1983. A lineara : [-] Step response coefficient programming approach for multivariable feedbackA : [-] Dynamic matrix control with inequality constraints. International J.D : [-] Decouplers Control, 37: 583-597.ij
e : [-] Error 10. Morshedi, A., C.R. Cutler and TA. Skorovanek, 1985.G : [-] Transfer function In Proceedings American Control Conference,ij
K : [-] Process gain Boston,p
M : [-] Control horizon 11. Campo, P.J. and M. Morari, 1986. In ProceedingsP : [-] Prediction horizon American Control Conference, Seattle, W.A.Q : [cal/min] Reboiler heat duty 12. Allwright, J.C. and C.G. Papavasiliou, 1992.R
R : [-] Reflux ratio Generalized Predictive Control with FlexibleT : [°C] Bottom product temperature Inequality Constraints. Systems and Control Lett.,B
T : [°C] Top product temperature 18, 159. D
u : [-] Input variable 13. Zheng, Z.Q. and M. Morari, 1993. In Proceedingsy : [-] Output variable American Control Conference, San Fransisco,
: [min] Dead timeP
Technol., 59: 1713-1720.

World Appl. Sci. J., 13 (3): 517-530, 2011
530
14. Dave, P., D.A.Willig, G.K. Kudva, J.F. Pekny and 19. Lam, D.K., R. Baker and C.L.E. Swartz, 2007.F.J. Doyle, 1997. LP methods in PC of large-scale Reference trajectory optimization under constrainedsystems: Application to paper-machine CD control. predictive control. Canadian J. ChemicalAIChE J., 43(4): 1016-1031. Engineering, 85: 454-464.
15. Gupta, Y.P., 2004. Solution of Low-Dimensional 20. Olaru, S. and D. Dumur, 2008. Avoiding constraintsConstrained Model Predictive Control Problems. ISA redundancy in predictive control optimizationTransactions, 43(4): 499-508. routines. IEEE Transactions on Automatic Control,
16. Qin, S.J. and TA. Badgwell, 2003. Soft computing in 50: 1459-1465.model-based predictive control. Control Engineering 21. Fukushima, H. and RR. Bitmead, 2005. RobustPractice, 11: 733-764. constrained predictive control using comparison
17. Wills, A.G., D. Bates, A.J. Fleming, B. Ninness, model. Automatica, 41: 97-106.S.O.R. Moheimani, 2008. Predictive Control 22. Zhao, X. and Z. Lin, 2008. On the horizons inApplied to Constraint Handling in Active Noise constrained linear quadratic regulation. Automatica,and Vibration Control. IEEE Transactions on Control 44: 3107-3112.Systems Technol., 16: 3-12. 23. Chen, X.S. and M.L. Wang, 2005. Process control
18. Perez, T., G.C. Goodwin, 2005. Constrained system, Science Press, Beijing, predictive control of ship fin stabilizers to prevent 24. Bequette, B.W., 2002. Process control: modeling,dynamic stall. Control Engineering. Practice, design and simulation, Prentice Hall, New Jersey,16: 482-494. 25. Cutler, C.R. and B.L. Ramaker, 1980. AIChE national
meeting, Houston, T.X.,