dealing with gas pains in offshore oilfield developments
TRANSCRIPT

Dealing with Gas Pains in Offshore Oilfield Developments


3 proven and operational GTL processes today
World scale GTL
300MMscf/d ++
CompactGTL
<= 150MMscf/d

Conventional GTL vs. CompactGTL
Shell Pearl Plant - Qatar
140,000 bbl/d GTL products
350 football fields
CompactGTL
Modular Plant
1,000bbl/d plant 1 Football field
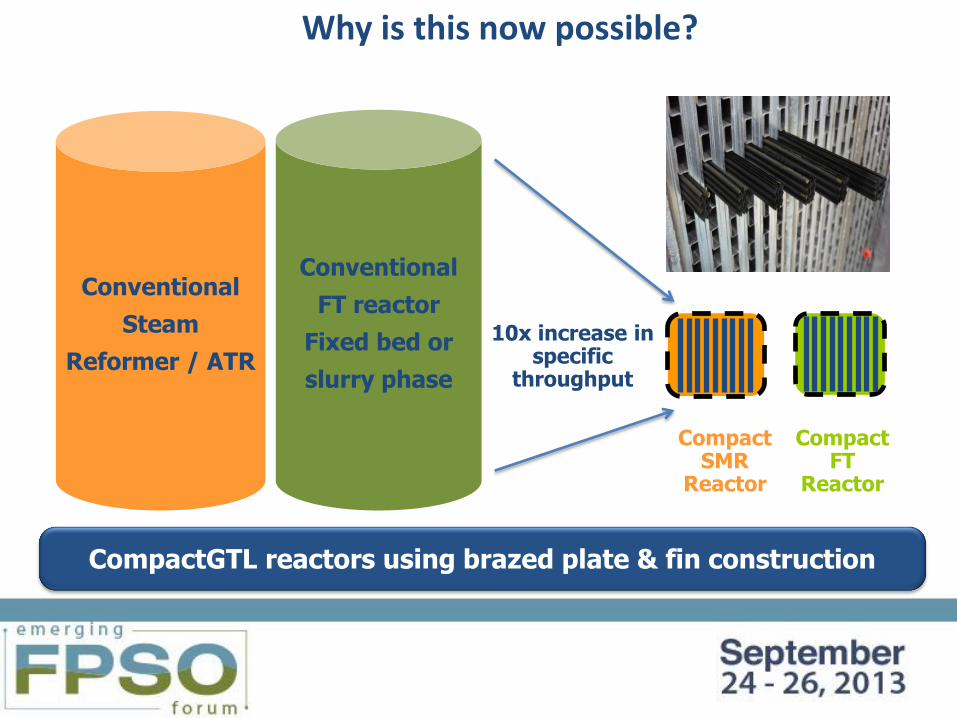
Why is this now possible?
CompactGTL reactors using brazed plate & fin construction
Conventional
Steam
Reformer / ATR
Compact FT
Reactor
Compact SMR
Reactor
Conventional
FT reactor
Fixed bed or
slurry phase
10x increase in specific
throughput

Mini-channel CompactGTL reactors
Automated catalyst insertion and removal
Brazed plate-fin reactor construction minimises metal
content and weight
Corrugated metallic catalyst inserts maximise active surface area
per channel

SMR reactor core construction
0
0
0
0
0
0
0
0
0
0
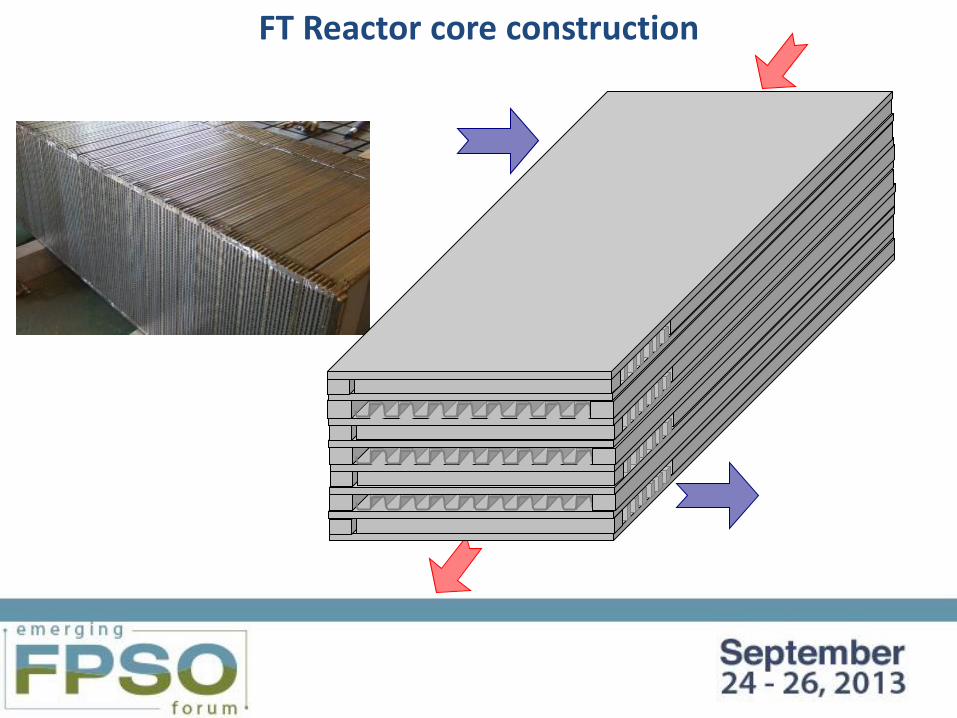
FT Reactor core construction
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0

Commercial Demonstration Plant
• Gas pre-treatment • Pre-reforming • Reforming • Waste heat recovery • Process steam generation • Syngas compression • Fischer Tropsch synthesis • FT cooling water system • Tail gas recycling
World’s first modular fully integrated GTL facility!
Image shown courtesy of Petrobras
Plant commissioned in December 2010. CompactGTL technology now approved
by Petrobras for deployment
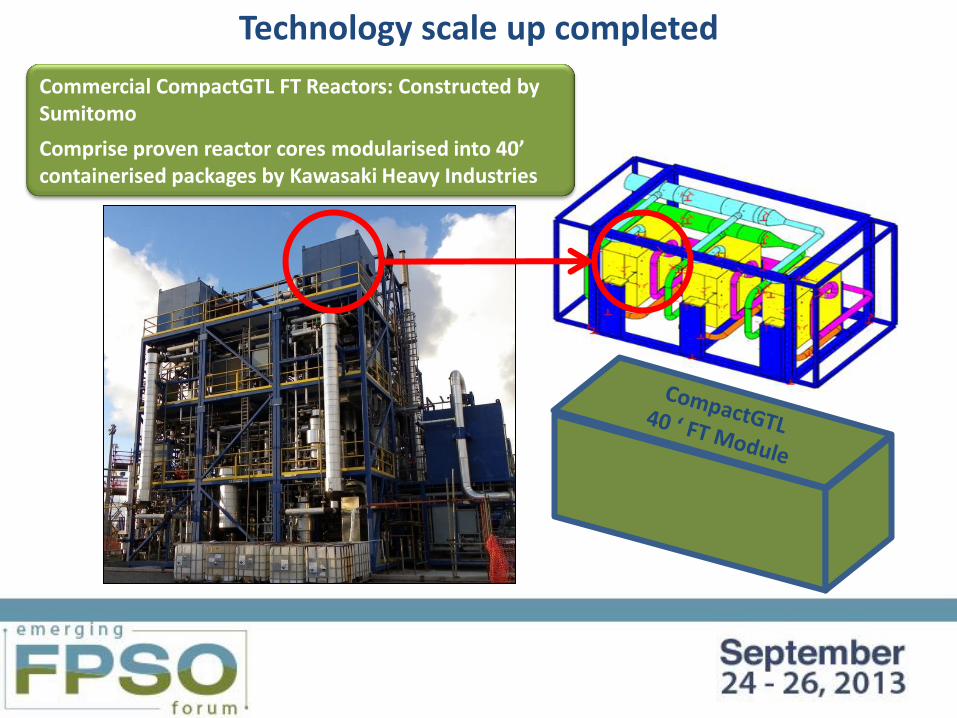
Technology scale up completed
Commercial CompactGTL FT Reactors: Constructed by Sumitomo
Comprise proven reactor cores modularised into 40’ containerised packages by Kawasaki Heavy Industries
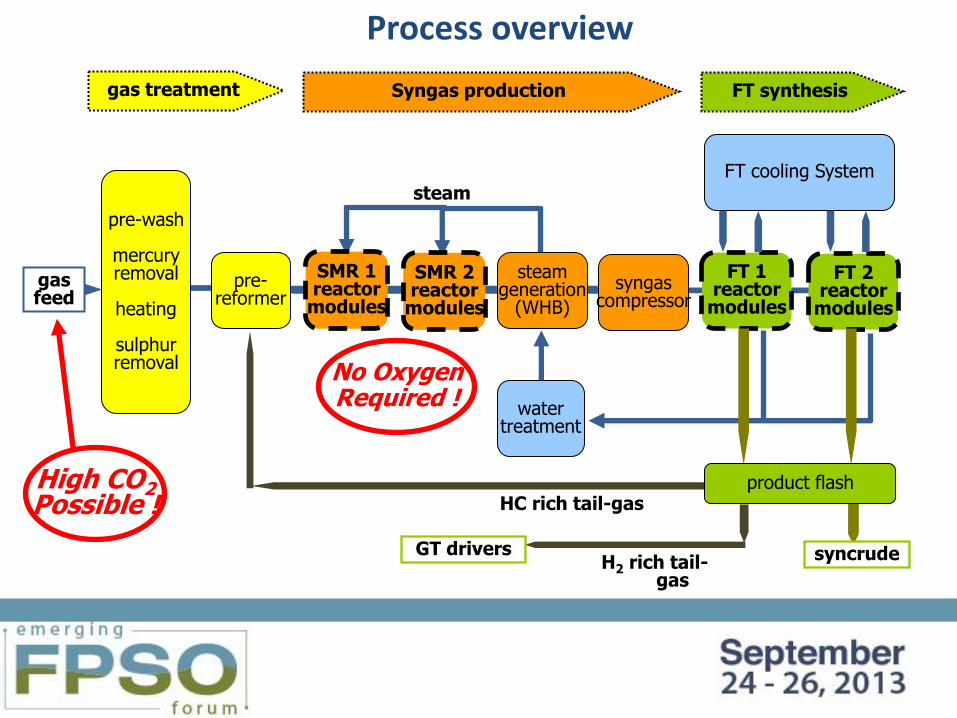
Process overview
HC rich tail-gas
H2 rich tail-gas
GT drivers
water treatment
steam
FT 1 reactor
modules
FT 2 reactor
modules
FT cooling System
product flash
syncrude
SMR 2 reactor
modules
steam generation
(WHB)
syngas compressor
SMR 1 reactor
modules
No Oxygen Required !
gas treatment Syngas production FT synthesis
pre-wash
mercury removal
heating
sulphur removal
gas feed
pre- reformer
High CO2 Possible !

Wide ranging applications
Onshore
5 - 150 MMscf/d 50 – 1,500 MMscm/yr
≈ 500 – 15,000 bopd syncrude or diesel
• Monetise stranded & shale gas • Convert associated gas • Avoid flaring restrictions & penalties • Unconventional gas – UCG , CBM
Offshore Up to ≈ 50 MMscf/d
Up to ≈ 4,000 bopd syncrude FPSO production up to ≈ 60 kbopd crude
• Avoid costly gas export or re-injection • Avoid flaring restrictions & penalties • Extended Well Test Facilities • Early Production Systems • Full Field Development FPSO

What is the market for offshore GTL ?
Stranded Oil !
$ $ $ $

What makes some oil “stranded” ?
Remote oilfields with
enforced gas flaring
legislation
Gas re-injection is :
- Not feasible or..
- Expensive or..
- A risk to the reservoir
No infrastructure
Gas export is :
- Not feasible or..
- Expensive or..
- Has no fair gas buyer
STOP !

Options for associated gas
Pipeline
Reinjection & Flaring
Associated Gas MMscf/d
Dis
tan
ce t
o m
arke
t fo
r co
nve
rte
d p
rod
uct
[km
]
150
75
400
200
50
500
FLNG
CNG
Gas to Wire

Completed study for EWT vessel with CompactGTL facility
Image courtesy of SBM Offshore
GTL Gas Feed 37 MM scf/d
Crude production 30,000 bbls/d
Syncrude product 2,200 bbls/d
NGL product 200 bbls/d
Produced water 10,000 bbls/d
The EWTV GTL application
• Strong application for early adopters of CGTL technology
• Enables valuable, long term well testing whilst complying with gas flaring legislation
• ROI derives from the ‘Value of Information’ gathered on reservoir performance characteristics
• Proven robustness to handle a wide range of gas compositions and flow rates
Convert the associated gas into syncrude Co-mingle and transport with the natural
crude
FPSO conceptual study design basis
• Double hull Suezmax conversion
• ~1 MM bl storage capacity
• ~32,000 bl/day oil production rates
• Gas rates based on GOR’s typical of pre-salt
• ~ 25MMscf/d gas rate to GTL
• Dynamic Positioning
• One or two subsea wells connected via flexible risers and a dis-connectable buoy.
• Disconnect feature allows risers and buoy to be pre-installed on 2nd field during the production operations on the 1st field, thus minimising downtime between re-locations.
• Disconnect feature can also be used for extreme weather or DP failure
• Topsides power via GTs fuelled with NG or hydrogen rich fuel gas.
Utility integration opportunities
• Hydrogen permeate/tail gas used to generate topsides power via GT’s. Allowing displacement of more associated gas to the process so increasing yield.
• Steam and heat for start up provided via vessel auxiliary boilers.
• Waste heat from the GTL process used for heating duties associated with crude oil separation, processing and storage
• Alcohols recovered from FT produced water used for hydrate suppression and as a start up fuel.
• FT produced water can be treated and re-used
in the process, or discharged to the centralised FPSO produced water treatment system.
• Various water treatment options available depending on local environmental regulations.
Safety
• Special attention has been given to the safety of the GTL process offshore.
• Key areas of process and novel equipment design have been identified, risks assessed and mitigation steps implemented .
• “Approval in principle” notification achieved from an offshore certifying authority in February 2012

Modular plant critical for FPSO application
• High availability – via multiple SMR & FT reactor modules in parallel
• High turn-down & flexibility
• Exchangeable 100 bopd equivalent SMR & FT reactor modules
• No catalyst replacement offshore
• Flameless SMR process with no oxygen supply required
• Wide range of feed gas compositions accommodated
• Offshore certification authority : “Approval in Principal”

A ‘Win-Win’ for IOCs, NOCs and Governments
• Enhance production
• Unlock new discoveries
• Increase recoverable reserves
• Add gas reserves to balance sheet
• Increase in PSC profit oil
• Greater tax revenues
• Environmental “Kudos”
• Preserve and utilise National natural resources
• Gain access to World Bank finance
IOCs
NOCs
Governments

Dealing with Gas Pains in Offshore Oilfield Developments