current research trend in wire edm: an overvie · current research trend in wire edm: an overview...
TRANSCRIPT

Current Research Trend in Wire EDM: An Overview
Abstract: Wire electric discharge machining is a non-conventional metal removal process as well as one of the best manufacturing processes available for hard material for producing jigs, fixtures and dies. This paper projects the main research areas of WEDM machine. Whenever there is a need of high precision in dimensions WEDM is used. WEDM is influenced by many variables, the effect of different variables on MRR, cutting speed (CS) and surface roughness (SR) is presented in this paper. The present paper also projects the major current research areas in field of WEDM and the application area of WEDM.
Key Words: Surface roughness (SR), Wire electro discharge machining (WEDM),Material removal rate (MRR),Cutting speed (CS).
Chanchala,P.G Student
Mechanical Engineering Department,YMCAUST, Faridabad 121006
Email: [email protected]
Navdeep Malhotra,Professor,
Mechanical EngineeringDepartment, YMCAUST, Faridabad 121006Email:[email protected]
1. INTRODUCTION
The rapid developments in the field of materials have given an impetus to the non-conventional manufacturing (NCM) technology to develop, modify and discover newer technological processes with the view to achieve results that are far beyond the scope of conventional manufacturing processes. Needs of future manufacturing technology is sustained productivity in face of rising strength barrier, Higher accuracy consistent with the increasing demand for better tolerances, versatility of automation. Advanced material have attractive properties i.e. high strength, high bending stiffness, good damping capacity, low thermal expansion, better fatigue characteristics which make them more reliable for defence, aero-space and nuclear industry. It is difficult to machine the advanced material. It has become a challenge to manufacturing engineers to develop new processes and tool materials that are necessary for meeting the desire higher metal removal rate, better surface finish and greater dimensional accuracy, with less tool wear [1].
The conventional machining processes normally involve the use of energy from electric motors, hydraulics, gravity, etc and rely on the direct physical contact between tools and work piece. On the contrary, NCM processes utilize energy such as that from electromagnetic force, electrochemical reactions, high temperature plasma, high velocity jets and loose abrasives mixed in various carriers etc. According to the type of energy used to remove material NCM processes are classified. The various forms of energy have been identified to classify these processes, such as mechanical, thermal, electrochemical and chemical. Based upon these types of energy, a large number of NCM processes have been developed in the past.
Wire-electrical-discharge machining (WEDM) is one of the modification of electro-discharge machining (EDM) and has been widely used for cutting punches, dies, shaped pockets and other machine parts on conductive materials. WEDM erodes work piece materials by a series of discrete electrical sparks between the work piece and dielectric performs the flushing
action The WEDM process is particularly suitable for machining hard materials as well as complex shapes.
2. HISTORICAL BACKGROUND
Year Development made
1943 Boris and Natalya Lazarenko invention of EDM principle and developed the first EDM machines
1950 industries produced the first EDM machines but performances of the machines were limited at this time due to the poor quality of Electronic components.
1960 wire-cutting machines were at their very beginning
1970 Computer numerical control (CNC) system was initiated into WEDM that brought a major evolution of the machining process
1974 D.H. Dulebohn applied the optical line follower system to automatically control the shape of the component to be machined by the WEDM process1980Applications in micro-machining
1990 EDM process control arose by using fuzzy control, neural networks response surface methodology, Taguchi optimization etc.
3. PRINCIPLE OF WIRE ELECTRICAL DISCHARGE MACHINING
The Spark Theory on a wire EDM is basically the same as that of the vertical EDM process. In wire EDM, the conductive materials are machined with a series of electrical discharges (sparks) that are produced between an accurately positioned moving wire (the electrode) and the work piece. High frequency pulses of alternating or direct current are discharged from the wire to the work piece with a very small spark gap through an
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
37
insulated dielectric fluid. Fluid is continuously flowing in the machining zone.
Many sparks can be observed at one time. This is because actual discharges can occur more than one hundred thousand times per second with discharge sparks lasting in the range of 1/1,000,000 of a second or less. A plasma channel exist between cathode and anode due to supplied electric current, that get finally converted into thermal energy of range 80,000- 12,000°C [3] that melt the metal. The volume of metal removed during this short period of spark discharge depends on the desired cutting speed and the surface finish required.
The heat of each electrical spark, estimated at around 15,000° to 21,000° Fahrenheit, erodes away a tiny bit of material that is vaporized and melted from the work piece. (Some of the wire material is also eroded away) These particles (chips) are flushed away from the cut with a stream of de-ionized water through the top and bottom flushing nozzles. The flushing process occurs as pulsating DC power supply occurring between 20,000 and 30,000Hz [4] is turn-off, then plasma channel break down. Due to this sudden break down temperature reduction occurring between the work piece and electrode allows circulating dielectric fluid to enter the zone and flush the removed particles from the machining zone in the form of small debris. From the machine zone ejected material is flushed away whereas portion of molten material resolidify on to the work surface which is termed as recast layer. The dielectric used also prevents heat build-up in the work piece. Without this cooling, thermal expansion of the part would affect size and positional accuracy. Keep in mind that it is the ON and OFF time of the spark that is repeated over and over that removes material, not just the flow of electric current. In WEDM deionised water is used as dielectric but in conventional EDM process it cannot be used because of its low viscosity and faster cooling rate.
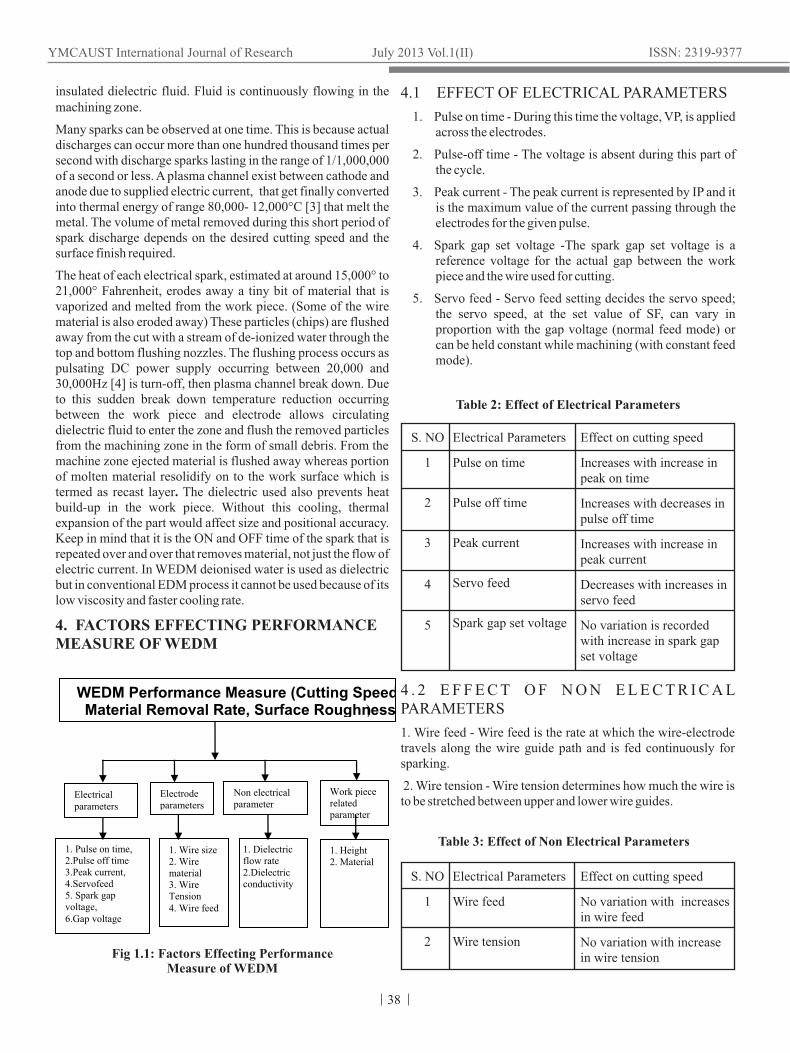
4. FACTORS EFFECTING PERFORMANCE MEASURE OF WEDM
Fig 1.1: Factors Effecting PerformanceMeasure of WEDM
4.1 EFFECT OF ELECTRICAL PARAMETERS
1. Pulse on time - During this time the voltage, VP, is applied across the electrodes.
2. Pulse-off time - The voltage is absent during this part of the cycle.
3. Peak current - The peak current is represented by IP and it is the maximum value of the current passing through the electrodes for the given pulse.
4. Spark gap set voltage -The spark gap set voltage is a reference voltage for the actual gap between the work piece and the wire used for cutting.
5. Servo feed - Servo feed setting decides the servo speed; the servo speed, at the set value of SF, can vary in proportion with the gap voltage (normal feed mode) or can be held constant while machining (with constant feed mode).
Table 2: Effect of Electrical Parameters
S. NO
1
2
3
4
5
Electrical Parameters
Pulse on time
Pulse off time
Peak current
Servo feed
Spark gap set voltage
Effect on cutting speed
Increases with increase in peak on time
Increases with decreases in pulse off time
Increases with increase in peak current
Decreases with increases in servo feed
No variation is recorded with increase in spark gap set voltage
4 . 2 E F F E C T O F N O N E L E C T R I C A L PARAMETERS
1. Wire feed - Wire feed is the rate at which the wire-electrode travels along the wire guide path and is fed continuously for sparking.
2. Wire tension - Wire tension determines how much the wire is to be stretched between upper and lower wire guides.
Table 3: Effect of Non Electrical Parameters
S. NO
1
2
Electrical Parameters
Wire feed
Wire tension
Effect on cutting speed
No variation with increases in wire feed
No variation with increase in wire tension
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
38

4.3 EFFECT OF WORK PIECE RELATED PARAMETERS
1. Height – Height of work piece show the thickness of work piece.
2. Material – Material properties like its melting point, electrical properties, magnetic condition of material is considered under material properties.
Table 4: Effect of Work Piece Related Parameters
4.4 EFFECT OF ELECTROD PROPERTIES
1. Wire tension – The wire tension force between the two wire guides present on WEDM machine.
2. Wire size – The wire diameter show the wire size used.
3. Wire feed – Feed of wire shows the speed with which wire is supplied for cutting operation.
4. Wire material – The wire composition is considered in wire material.
Table 5: Effect of the Electrode
S. NO
1
2
3
4
Electrical Parameters
Wire tension
Wire size
Wire feed
Wire material
Effect on cutting speed
With increase in wire tension cutting speed increases
Not much variation is observed
With increase in feed not much variation in speed
On greater the wire tension a wire can work higher the cutting speed
5. Advantages of Wire EDM
Here is the list of advantages of WEDM. [6]
• No electrode fabrication required
• No cutting forces
• Unmanned machining
Fig 1.2: Major Research Areas of WEDM
Some of the research work done by various authors is studied and listed below along with the techniques and material used in table 6.
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
39
Parameters
• Die cost reduced by 30-70%
• Cuts hardened material
• Intricate shapes can be cut with ease
6. MAJOR AREAS OF WEDM RESEARCH
OPTIMIZATIONOF PROCESSVARIABLE
MONITORING &CONTROL THE
PROCESS
IMPROVING PERFORM-ANCE MEASURE
WEDMDEVELOP-MENT
ProcessParameter
Design
ProcessModelling
Pulse Duration,
Discharge Current
Intensity, Discharge
Frequency Etc.
FUZZYCONTOL
FUZZY LOGIC, WIRE
BREAKAGE, SELF
TURNING ADAPTIVE
CONTROL
UltrasonicvibrationAssisted,
WECT, WECG,WEDG
Research work done by the various authors in the area of wire EDM some of the authors had done in the field of optimization of process variables and some are worked on monitoring and control of the process of wire EDM. Many of the authors also completed their research work on the performance measures to improve the performance of the process. A few of the authors also did their research work in the field of development of wire EDM to enhance its applications to meet the industrial requirements. Figure 1.2 shows the major research are of wire EDM.
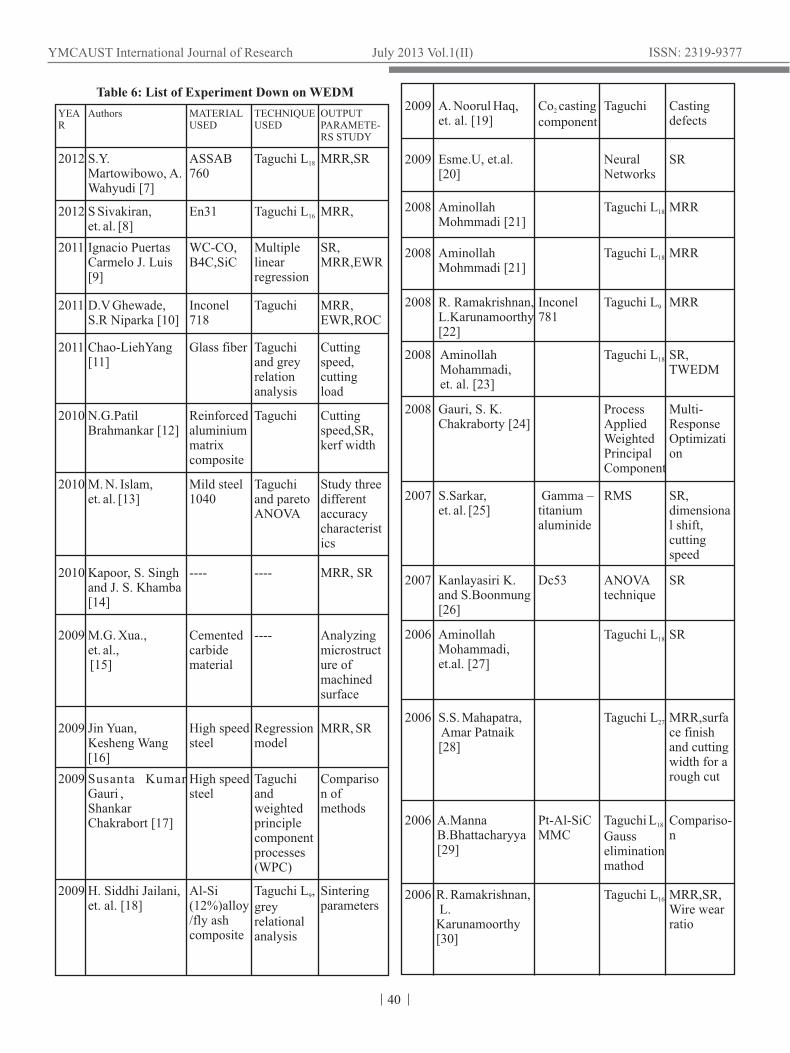
Table 6: List of Experiment Down on WEDM
YEAR
Authors MATERIAL USED
TECHNIQUE USED
OUTPUT PARAMETE-RS STUDY
2012 S.Y. Martowibowo, A. Wahyudi [7]
ASSAB 760
Taguchi L18 MRR,SR
2012 S Sivakiran, et. al. [8]
En31 Taguchi L16 MRR,
2011 Ignacio Puertas Carmelo J. Luis [9]
WC-CO, B4C,SiC
Multiple linear regression
SR, MRR,EWR
2011 D.V Ghewade, S.R Niparka [10]
Inconel 718
Taguchi MRR, EWR,ROC
2011 Chao-LiehYang [11]
Glass fiber Taguchi and grey relation analysis
Cutting speed, cutting load
2010 N.G.Patil Brahmankar [12]
Reinforced aluminium matrix composite
Taguchi Cutting speed,SR, kerf width
2010 M. N. Islam,et. al. [13]
Mild steel 1040
Taguchi and pareto ANOVA
Study three different accuracy characteristics
2010 Kapoor, S. Singh and J. S. Khamba [14]
---- ---- MRR, SR
2009 M.G. Xua.,et. al., [15]
Cemented carbide material
---- Analyzing microstructure of machined surface
2009 Jin Yuan, Kesheng Wang [16]
High speed steel
Regression model
MRR, SR
2009 Susanta Kumar Gauri ,Shankar Chakrabort [17]
High speed steel
Taguchi and weighted principle component processes (WPC)
Comparison of methods
2009 H. Siddhi Jailani, et. al. [18]
Al-Si (12%)alloy/fly ash composite
Taguchi L , 9
grey relational analysis
Sintering parameters
2009 A. Noorul Haq,et. al. [19]
Co casting 2
component Taguchi Casting
defects
2009 Esme.U, et.al. [20]
Neural Networks
SR
2008 Aminollah Mohmmadi [21]
Taguchi L18 MRR
2008 Aminollah Mohmmadi [21]
Taguchi L18 MRR
2008 R. Ramakrishnan, L.Karunamoorthy [22]
Inconel 781
Taguchi L9 MRR
2008 Aminollah Mohammadi, et. al. [23]
Taguchi L18 SR, TWEDM
2008 Gauri, S. K.Chakraborty [24]
Process Applied Weighted Principal Component
Multi-Response Optimization
2007 S.Sarkar, et. al. [25]
Gamma – titanium aluminide
RMS SR, dimensional shift, cutting speed
2007 Kanlayasiri K. and S.Boonmung [26]
Dc53 ANOVA technique
SR
2006 Aminollah Mohammadi, et.al. [27]
Taguchi L18 SR
2006 S.S. Mahapatra, Amar Patnaik [28]
Taguchi L27 MRR,surface finish and cutting width for a rough cut
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
40
2006 A.Manna B.Bhattacharyya [29]
Pt-Al-SiC MMC
Taguchi L18
Gauss elimination mathod
Compariso-n
2006 R. Ramakrishnan, L. Karunamoorthy [30]
Taguchi L16 MRR,SR,Wire wear ratio

2006 A.Manna, B. Bhattacharya [31]
Al/SiC MMC
Taguchi 18
Gauss elimination method
MRR, SR
2006 Hari Singh, Pradeep Kumar[32]
En24 Taguchi MRR, SR
2005 Sarkar, S. et al [33]
γ-titanium aluminide alloy
Mthematical model
Parametric analysis
2005 Hewidey, et.al. [34]
Inconel 601
Mathematical model
Modeling the Machining Parameters
2005 Kuriakose, S. Shunmugam [35]
Genetic algorithm,
Multi objective optimization
2004 K.H.Ho, et. al. [36]
Taguchi L27 Cutting speed , SR, geometricalInaccuracy due to wire lag
7. CONCLUSION
Based on the study carried, it has been observed that process
parameters viz, voltage, current and pulse related parameters
(viz. pulse on time, pulse off time) are the most important
parameters in WEDM. They are affecting the output parameters
viz., MRR, surface roughness, etc. The depth of crater,
temperature generated and the resultant surfaces obtained are
result of pulse energy applied. Study also reveals that which
parameter is actually affecting the cutting speed. This paper also
show the various advancement made in the field of WEDM
research.
REFERENCES
[1] P. K. Mishra, ”Non-Conventional Machining” Narosa
publication House, Edition 2005.
[2] Anand Pandey et. al. (2010) Current research trends in
variants of Electrical Discharge Machining: A review
International Journal of Engineering Science and
Technology Vol. 2(6), 2172-2191
[3] Boothroyd, G.; Winston, A. K. (1989), “Non-
conventional machining processes”, Fundamentals of
Machining, Marcel Dekker, Inc, 491.
[4] McGeough, J. A. (1988), “Electro discharge machining,
Advanced Methods of Machining”, Chapman & Hall,
London, 1988, pp. 130.
[5] C. Sommer & S. Sommer, ‘‘The Wire EDM Hand book”, www.reliableedm.com.
[6] Benedict, G. F. (1987), “Electrical discharge machining (EDM), nontraditional manufacturing process”, Marcel Dekker, Inc, New York & Basel, 231-232.
[7] S. Y. Martowibowo, A. Wahyudi(2012) Taguchi Method Implementation in Taper Motion Wire EDM Process Optimization ,Journal of The Institution of Engineers (India): Series C Volume 93, Issue 4, pp 357-364
[8] S Sivakiran, C. Bhaskar Reddy, C. Eswara reddy (2012) “Effect Of Process Parameters on MRR In Wire Electrical Discharge Machining of En31 Steel” International Journal of Engineering Research and Applications (IJERA) ISSN: 2248-9622, Vol. 2, Issue 6, November- December 2012, pp.1221-1226
[9] Ignacio Puertas & Carmelo J. Luis (2011), “Optimization of EDM conditions in the manufacturing process of B4C and WC-Co conductive ceramics” International Journal of Advanced Manufacturing Technology (2012) Vol. 59, pp.575–582.
[10] D. V Ghewade, S.R Niparkar (2011), “Experimental Study of Electro Discharge Machining For Inconel Material” Journal of Engineering Research and Studies Vol.2, Issue 2, April-June,2011 pp.107-112
[11] Chao-Lieh Yang(2011), Optimizing the Glass Fiber Cutting Process Using the Taguchi Methods and Grey Relational Analysis, New Journal of Glass and Ceramics, 2011, 1, 13-19
[12] N. G. Patil and P. K. Brahmankar (2010), “Some Studies into Wire Electro-Discharge Machining of Alumina P a r t i c u l a t e - R e i n f o r c e d A l u m i n u m M a t r i x Composites”,International Journal of Advanced Manufacturing Technology, vol. 48, 537–555.
[13] M. N. Islam, N. H. Rafai and S. S. Subramanian (2010), “An Investigation into Dimensional Accuracy Achievable in Wire-cut Electrical Discharge Machining”, Proceedings of the World Congress on Engineering, Vol. 3
[14] Kapoor, S. Singh and J. S. Khamba (2010) “Recent Developments in Wire Electrodes for High Performance WEDM”, Proceedings of the World Congress on Engineering, Vol.2.
[15] M. G. Xua., J. H. Zhangb, Y. Lia, Q. H. Zhangb, S. F. Rene.(2009), “Study Material removal mechanisms of cemented carbides machined by ultrasonic vibration assisted EDM in gas medium”, Journal of materials processing technology Vol.209, pp.742-746
[16] Jin Yuan, Kesheng Wang (2009) “Reliable multiobjective optimization of high-speed WEDM process based on Gaussian process regression”, International Journal of Machine Tools & Manufacture, vol.48 , pp. 47-60
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
41

[17] Susanta Kumar Gauri & Shankar Chakraborty (2009), “Optimisation of multiple responses for WEDM processes using weighted principal components” International Journal of Advanced Manufacturing Technology, Vol. 40 pp.1102–1110
[18] H. Siddhi Jailani, A. Rajadurai, B. Mohan, A. Senthil Kumar, T. Sornakumar(2009), “Multi-response optimisation of sintering parameters of Al–Si alloy/fly ash composite using Taguchi method and grey relational analysis”, The International Journal of Advanced Manufacturing Technology, Volume 45, Issue 3-4, pp 362-369
[19] A. Noorul Haq, S. Guharaja, K. M. Karuppannan (2009), “Parameter optimization of CO casting process by using 2
Taguchi method”, International Journal on Interactive Design and Manufacturing (IJIDeM),February 2009, Volume 3, Issue 1, pp 41-50
[20]. Esme. U, Sagbas. A, and Kahraman. F,(2009), “Prediction of Surface Roughness in Wire Electrical Discharge Machining using Design of Experiments and Neural Networks”, Iranian Journal of Science and Technology, Transaction-B, Engineering, Vol. 33, No. B3, pp 231-240.
[21] Aminollah Mohammadi, Alireza Fadaei Tehrani [2008], “Statistical analysis of wire electrical discharge turning on material removal rate”, Journal of materials processing technology 205, pp. 283-289.
[22] R. Ramakrishnan, L. Karunamoorthy [2008], “Modeling
and multi-response optimization of Inconel 718 on
machining of CNC WEDM process”, Journal of
Materials Processing Technology, Volume 207, Issues 1-
3, pp 343-349
[23] Alireza Fadaei Tehrani, Ehsan Emanian, Davoud Karimi
(2008), “A new approach to surface roughness and
roundness improvement in wire electrical discharge
turning based on statistical analyses”, The International
Journal of Advanced Manufacturing Technology,
October 2008, Volume 39, Issue 1-2, pp 64-73
[24]. Gauri, S. K. and Chakraborty, S.,(2008) “Multi-
Response Optimization for WEDM Process Applying
Weighted Principal Component”, Proc. of the 2nd
International & 23rd AIMTDR Conference.
[25] S. Sarkar, M. Sekh, S. Mitra, B. Bhattacharyya (2007),
“Modelling and optimization of wire electrical discharge
machining of TiAl in trim cutting operation”, Journal of
Material Processing Technology.
[26] Kanlayasiri K. and S. Boonmung (2007), “Effects of
Wire-EDM Machining Variables on surface Roughness
of newly developed DC 53 die steel: Design of
Experiments and Regression Model” J. Mater. Process
Technology, 192-193:459-464.
[27] Aminollah Mohammadi, Alireza Fadaei Tehrani, Ehsan
Emanian and Davoud Karimi (2007), “A new approach to
surface roughness and roundness improvement in wire
electrical discharge turning based on statistical
analyses”, The International Journal of Advanced
Manufacturing technology, Volume 39, Numbers 1-2 ,pp
64-73.
[28] S. S. Mahapatra, Amar Patnaik (2006), “Optimization of
wire electrical discharge machining (WEDM) process
parameters using Taguchi method”, International Journal
of Advance Technology.
[29] A. Manna, B. Bhattacharya (2006), “Taguchi and Gauss
elimination method: A dual response approach for
parametric optimization of CNC wire cut EDM of Pt-Al-
SiC MMC”, International Journal of Advanced
Manufacturing Technology vol. 28,pp. 67-75.
[30] R. Ramakrishnan, L. Karunamoorthy(2006), “Multi
response optimization of wire EDM operations using
robust design of experiments”, the International Journal
of Advanced Manufacturing Technology, Volume 29,
Issue 1-2, pp 105-112
[31] A. Manna, B. Bhattacharya (2006), “Taguchi and Gauss
elimination method: A dual response approach for
parametric optimization of CNC wire cut EDM of
PRAlSiCMMC”, the International Journal of Advanced
Manufacturing Technology February 2006, Volume 28,
Issue 1-2, pp 67-75
[32] Hari Singh, Pradeep Kumar (2005), “Optimizing multi -
machining characteristics through Taguchi's approach
and Utility concept”, Journal of Manufacturing
Technology management, Volume 17, No-2, pp. 255-
274.
[33]. Sarkar, S. et al., (2005), “Parametric analysis and
optimization of wire electrical discharge machining of γ-
titanium aluminide alloy”, Journal of Materials
Processing Technology, 159, pp.286-294.
[34]. Hewidey, M. S., El-Taweel, T. A. and El-Safty, M.F.,
(2005), “Modelling the Machining Parameters of Wire
Electrical Discharge Machining of Inconel 601 using
RSM, Journal of Materials Processing Tech, V. 169, pp.
328 – 336.
[35] Kuriakose, S. and Shunmugam, M.S.,(2005) “Multi
objective optimization of wire EDM process by non-
dominating sorting genetic algorithm”, J. of Materials
Processing Technology,170, pp.133-141.
[36] K. H. Ho, S. T. Newman, S. Rahimfard, R. D. Allen
[2004], “State of the art in wire electrical discharge
machining (WEDM)”, International Journal of Machine
Tools and Manufacture, Volume 44, pp. 1247-1259.
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
42

Biographical of Author(s)
CHANCHALA received B.E. from Jabulpur Engineering College,Jabalpur, M.P India in 2010 and P..G (Manufacturing Technology and automation) from YMCAUST, Faridabad, Haryana India in 2013.
Navdeep Malhotra has obtained his B.E (Production Engineering) Degree from NMU, Jalgaon in 1996, PGdMM from NMU in 1998, M.P.M. from NMU in 1999, PGdPE (Plastics Engineering) from CIPET Mysore, India in 2000, M.E (Industrial Engineering) from Thapar University (TIET) 2002, Patiala, India
and Ph.D, from NIT, Kurukshetra, Haryana, India 2011. The major field of interest is Plastics Engineering, Advanced Manufacturing Processes, Optimization, Composites, Fibre Reinforced Plastics and Engineering Graphics. He worked as faculty incharge Central workshop, Shri Mata Vaishno Devi University, katra (J&K)
He has more than 15 years of Teaching Experience. Presently he is working as Professor in Mech. Engg. Department of YMCA university of Science & Technology.
Dr. Malhotra is life member of various technical societies like SME, ISTE, IE, FRPI, ISAMPE, MRIS. He also organized various International and National Conferences. He has published more than 30 papers in Journals and conferences.
July 2013 Vol.1(II)YMCAUST International Journal of Research ISSN: 2319-9377
43