cubierta manual carpinterias i - reaseguro líder y … thicknessers, profilers, table saws,...
TRANSCRIPT

woodworkingfacilities
Safety guide


01.Introduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
02.Macroeconomic sector information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
03.Raw materials and manufacturing processes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53.1. Raw materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53.2. Manufacturing processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
04.General hazards in woodworking facilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104.1. Risk for workers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104.2. Dangerous fire starting points . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124.3. Damages caused by external agents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
05.Hazardous situations in woodworking facilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145.1. Hazardous operations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145.2. Handling and storage of dangerous products. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185.3. Environment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
06.Fire protection means . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 226.1. Active fire protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Basic level . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Advisable level . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
6.2. Passive fire protection. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 256.3. Other protections. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
07.Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Appendix: Hot work permit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
[1]
> 00
Contents

Due to the high fire load of wood and thepresence of dust or sawdust, along with theexistence of volatile organic compoundspresent in varnishing, painting or lacqueringoperations, woodworking is an industrialactivity with a high risk of fire. This Guide isintended to serve as support for the busi-
nessman in this sector when it comes toidentifying and analyzing the risks associa-ted with this activity, as well as the adoptionand implementation of prevention and con-trol measures, all of this aimed at achievingreasonable safety levels for persons andproperties.
[2] Safety guide woodworking facilities

The use of wood and its application as the predomi-nant element in furniture production is one of themost antique industrial activities which has adaptedthrough time to the market needs thanks to, amongother things, the technological advances.
Wood industry produces solid wood boards andmanufactured boards in lumber mills and similarplaces. In Chart 1 we can see world productiondata for industrial uses.
According to Food and Agricultural Organizationfor United Nations (FAO) report, demographic gro-wing, added to Gross Domestic Production (GDP)increase in Asian, African and East Europe coun-tries will increase world wide demand for forestproducts. This growth of demand will be satisfiedmainly by the own local markets and importationtoo.
The furniture industry is a basic activity in the eco-nomy of industrialized countries, representing bet-ween 2% and 4% of the production value in themanufacturing industry, around 2% of the GDP and2.2% of the employment generation capacity.
Most of furniture producers are small industrieswith less than 50 employees, but usually organizedin associations that bring together common areaproducers. Wood and furniture production is acomplex sector with a lot of subsectors and greatdifferences between them, such as production,industry size and position in market.
The growth of the furniture industry is basicallydetermined by the demand from the householdconsumption and the favourable situation in theconstruction sector. During the last decades, thefast evolution of the sector has been possible
[3]

thanks to the incorporation of chain production,automatization, reduction in production costs andrationalization of work.
Furniture industries were placed in Europe andNorth America traditionally, but the increase oflabour cost in developed countries translates pro-duction to emerging countries especially in FarEast.
Strategies patterns to compete against delocaliza-tion point to quality management, take care aboutinnovation and design and add value products.
Environmental restrictions in developed worldtrend towards forest plantations instead of nativeforests as raw material source.
Also forest plantations produce positive effects forthe society because it contributes to mitigate thegreenhouse effect and climate change.
[4] Safety guide woodworking facilities
Chart 1: Wood Production estimation for 1990 (thousand of m3), source OIT “Wood Industry” Health and SecurityWork Encyclopaedia.

There are a large number of different processesinvolved in wood products manufacturing. Next, themost important aspects related to the essential raw
material, i.e. wood, as well as the most frequentprocesses in woodworking facilities, are set out insummary.
Wood used as raw material in woodworking facilitiescan be:
• Solid wood.
• Semi-finished wood: laminated, particle, plywood,melamine or fibre boards, among others.
Solid wood
Solid wood can be classified in different waysdepending on the criterion used. One of the mostimportant criteria refers to hardness and textureproperties.
• Hard woods: oak, holm oak, beech, etc.
• Soft woods: chestnut, birch, black poplar, etc.
[5]
3.1. Raw materials

• Fine woods: walnut, cherry, etc.
• Exotic woods: mahogany, ebony, teak, rosewood,etc.
Semi-finished wood
• Laminated wood: It is made up by low thicknesssheets with diverse lengths, assembled by meansof multiple joints and stuck to each other withsynthetic adhesives, with the fibres in the samedirection, in order to obtain solid elements of rec-tangular section.
An important drawback for natural wood is thelimitation regarding the surface of the boards,which is limited by the log diameter. In order tosolve this problem, prefabricated or artificialboards are produced, generally of good quality andeconomical, made from wood waste or low qualitywoods.
• Particle boards: These are made from wood par-ticles glued together (particles/glue proportion of9:1). They offer multiple advantages: they are
economical, they are not attacked by insects orwood diseases, they can be presented in largesizes, their entire surface is usable, they are easyto work with, and have medium hardness anddensity.
• Plywood boards: They are made up by thin woodplates bonded together with resistant glues (phe-nol or urea resins or other thermosetting resinsare used nowadays). The number of plates to bebonded depends on the desired final thickness, butit must always be odd (between 3 and 19) and belaid with alternate grain direction, in order for thetwo exterior plates to present the same graindirection.
• Melamine boards: These are particle boards coa-ted with melamine cover which is directly polyme-rized on the board, making it more resistant toexternal agents and providing an impermeablefinish.
• Fibreboards: They are made from pressed woodfibres. This fibreboard is obtained by grinding thewood particles, resulting in small wood threads.Fibres can be bonded together with agglomera-ting substances like glues or resins. However, asthe fibres are made up by cellulose and lignin andhave self-agglomerating properties, the use ofglues is not indispensable. The resulting materialis uniform and allows for machining processessimilar to those with solid wood (milling, carving,etc.). Their faces and edges have a perfect finishand they allow direct application of paints or var-nishes. The main drawback is their high weight,but they can often be found in designs of house-hold and office furniture of large distributiongroups.
[6] Safety guide woodworking facilities
Solid wood
Fibreboard
Laminated wood

With regard to their fire behaviour, it is important toremark that, despite being a combustible material,wood does not burn so easily as it might seem.Without the presence of flame, it needs a surfacetemperature higher than 400 ºC for its ignition. Onthe other hand, in the presence of flame, the surfacetemperature must reach about 250 ºC during sometime before ignition. The more divided the wood, thehigher risk of fire, as in this situation wood has a lar-ger heat exchange surface.
The heat value (energy given off in the form of heatafter ignition) of dry wood is around 19,000 KJ/kg,whereas if wood gets damp, its fire load is reducedaccording to the following relation:
Net Heat Value (KJ/kg) = 19,000 - 220 M
M: Moisture content as a percentage of total weight
The fire behaviour of wood gets worse when it is pre-sent in the form of particle, fibre or melamineboards, the basic element of which is wood, butwhich also contain other elements in their coating,combustible or flammable by themselves, such asglues, polymers or varnishes.
If these data are transferred to the most usual confi-guration of a woodworking facility or a wood furnituremanufacturing plant, the fire load density in this typeof premises ranges from 500 MJ/m2 to 600 MJ/m2,whereas in storage areas it can achieve 800 MJ/m2.
Other raw materials used in woodworking facilitieswhich must be born in mind at the time of analyzingthe hazards in this type of premises are:
• Chemical products: glues, sealers, varnishes,dyes, lacquers, paints, solvents and other finishingproducts.
• Leather, fabric, fibres and organic foams (e.g. polyu-rethane), if upholstering operations are carried out.
• Packaging materials: cardboard boxes, plastic forshrink wrapping and cardboard or plastic cornerunits.
• Metal elements (ironwork), such as screws, hin-ges, locks and rivets.
[7]
Chemical products storage

There is a great variety of manufacturing proces-ses according to the type of wood used in the wood-working facilities and the variety of possible finis-hes. Following, only the most usual ones are des-cribed:
• Raw materials reception: Depending on the waythey are managed, the entry of raw materials inthe woodworking facilities may result in the pre-sence of spots with high density of wood and, the-refore, with a high fire load.
• Cutting and sectioning of the board to the requireddimensions, by means of circular or band saws.
When the particle board is not veneered, this mustbe veneered according to the following steps:
- Cutting of veneers (by means of guillotines).
- Joining together of veneers (by means of asewing machine).
- Gluing (thermosetting adhesives of the urea-for-mol type) by means of roller gluing machines.
- Pressing: Bonding together of veneer and boardthrough application of pressure and heat.
- Machining: Cutting, bevelling, drilling, etc.
- Sanding.
• Piece machining through consecutive trimming,by means of individual or complex machines per-forming several operations in a continuous way:
planers, thicknessers, profilers, table saws,bevellers, lathes, millers, tenoners, moulders,etc. The hazardousness of woodworking machi-nery is linked to the amount of sawdust and sha-vings produced.
• Through sanding and polishing, the surfaces ofmachined pieces are prepared before being sub-jected to surface finishing processes. These ope-rations are carried out in abrasive machines,mainly sanders and polishers. It is in these machi-nes where the largest amount of fine dust is pro-duced.
• Once achieved the surface qualities required, thencomes the moment to carry out the varnishing and
[8] Safety guide woodworking facilities
3.2. Manufacturing processes
Wood storage shelves
Circular cutting saw
Press

painting operations. One first layer of varnish orpaint (bottom) is applied on the dry piece, then it isleft to dry again and it is sanded and painted again(finishing). In any of the two cases, the spaceswhere they are performed must be conditioned toprevent dispersion of volatile substances.
Paints and varnishes are applied either insidevarnishing lines for flat surfaces (the piecesundergo a series of operations like: sanding,polishing, and curtain application of putties,paints and varnishes) or gun spraying for the restof pieces (paint booths). Intermediate dryingoperations are performed inside the varnishingline by means of infrared and/or ultravioletlamps.
• Drying: The painted or varnished pieces undergo adrying operation in order to eliminate the remainsof the solvent used in the varnishing operation or,in certain cases, for polymerization or curing of thepaint applied. This operation may be carried out indrying tunnels, where the pieces, placed on carts,are carried at a certain speed according to the tun-nel length and working temperature.
• Once the different wood elements are finished, thelast operation before shipping consists of assembling
or joining the different items making up the piece offurniture with the addition of the prefabricated ele-ments, ironwork, upholstering, etc. Tools and certainpresses are used for gluing the pieces together.
The final product will have to be packaged for deli-very to the client. To this aim, the materials usedare cardboard boxes, shrinkable plastic, etc., aswell as cardboard or rigid plastic corner beads,commonly used to protect the piece of furnitureduring storage and transportation.
[9]
Curtain paint inside booth
Paint booth with air extraction
Drying oven
Varnishing rollers

[10] Safety guide woodworking facilities
The very activity of a woodworking facility implies aseries of hazards both for the workers and the esta-blishment, among which the following can be outli-
ned: fire, explosion or a possible third party liability,employees’ liability and even environmental liabi-lity.
Workers in the woodworking industry may beaffected by many serious hazards from the point ofview of the Occupational Health and Safety. Thesemainly are caused by equipment and work tools,as well as other secondary elements producedduring the operations usually carried out in thesepremises:
Cuts and entrapments by mobile objects. This typeof hazard is more common when using planers,
drills, circular saws or spindle moulders, amongothers. The prevention of this hazard requires theexistence of protective defences at the handlingpoint of saws and other cutting equipment, as wellas gears, belts, chains, pinions and entrapmentpoints of conveyors and rollers. Railings or cagesshould be placed next to machines near personneltraffic areas, and double operation button systemsshould also be set up in order to stop the machinesin case of emergency.
4.1. Hazards for workers

Blows by objects or hand tools. Blows in hands andfeet due to use of hand tools are frequent in wood-working facilities and, in some cases, if proper mea-sures are not taken, these may lead to more seriousproblems. Due to this, gloves must always be worn toprevent blows, pricks or contact with glues or anyother hazardous product. In the case of mobile heavyequipment, it must be provided with light and acous-tic warning signals. Pedestrian ways and vehicletraffic ways must be clearly signalled.
Fragment or particle spatter. In many operations,like those involving the use of circular saws, non-return devices are needed to prevent jammed woodpieces from being shot out of the machine. Glassscreens or other similar safety materials should beplaced between the workmen and the workingpoints, due to the hazard of sawdust, wood chips andother waste expelled by saws causing -mainly ocu-lar- injuries to workmen.
Contact and exposure to noxious substances of dif-ferent nature like, for example, varnishes, glues,paints or other more hazardous substances likeacids or solvents. Information is a key element tomitigate hazards, so that it is necessary to provideworkers with instructions of use and actions in caseof accident, as well as train them on the handling ofpersonal protection equipment (if necessary).
Electric discharges due to contact with elements ofthe electrical power system, with electrical equip-ment, portable machines, portable lamps, etc. It isrecommended in these cases that equipment shouldbe grounded and also periodically maintained.
Muscle injuries due to poor postures or carryingheavy weight. Classification, selection and othertasks may imply the manual handling of boards andother heavy pieces. Conveyors, ergonomically desig-ned reception boxes and appropriate material han-dling techniques shall be used in these cases, inorder to prevent injuries in the back and upper extre-mities in general.
Intoxication due to air intake in stuffy atmospheresproduced by:
• Volatile Organic Compounds (VOCs), derived fromthe use of varnishes, solvents, paints, thus requi-ring local exhaust extraction systems.
• Gases resulting from chemical reactions duringbattery charging.
Respiratory problems or other diseases1 caused byinhalation of wood dust and sawdust. Another usualailment due to working in woodworking facilities isthe one resulting from the exposure to too high“noise” levels.
[11]
Cut resistant protection
Safety screens
Chart 2. Types of accidents in the Woodworking Industry (Source: INE).
1 Wood dust, the most present substance in woodworking industries, is classified by the IARC (International Agency for Research on Cancer) as a carcino-genic substance for humans -Group 1-). Very high relative risks of sinonasal cancer are observed among workers exposed to high levels of dust from hardwood, like beech, oak and mahogany.

[12] Safety guide woodworking facilities
There are viable technical solutions, such as localexhaust ventilation systems, in order to minimize theamount of contaminants in air. It is also possible tocombine several measures in order to reduce noiseand dust emissions. For example, enclosed booths
reduce the exposure to both noise and sawdust andalso prevent ocular and other kind of injuries. It isessential to control the hazardous accumulations ofdust and sawdust by keeping the facilities under per-fect conditions of order and cleanliness.
Undoubtedly, one of the most critical aspects relatedto woodworking in the establishments where wood istransformed and manipulated is the fire hazard. It ismainly due to the coexistence of a combustiblematerial (in a solid and pulverulent state) togetherwith several sources of ignition, some of them per-manently present. Additionally, the presence offlammable materials (varnishes, glues or solvents)facilitates the fire propagation, with the possibility ofbringing about devastating consequences.
The main ignition sources are the following:
• Electricity: Underdimensioning and lack of main-tenance in electric switchboards, low and high vol-tage rooms and transformers may lead to electricfailures resulting in a fire.
• Cutting and welding operations and hot works, ingeneral.
• Friction or rubbing sparks in machines, exhaustpipes of diesel forklifts, as well as sparks produ-ced in sawdust, shavings and sanding dust extrac-tion systems, caused by strange bodies.
• Inadequate heating devices (heaters, braziers,etc.).
• Arson: defined as “the crime of maliciously, volun-tarily, and wilfully setting fire to property of ano-ther or of burning one's own property for an impro-per purpose”.
• Smokers.
Woodworking facilities have an important density ofmaterials -mainly wooden ones- with a high fire
load, forming piles with a great density of groundoccupation in the form of boards.
Besides wood and derivatives (particle board, plywo-od board, veneer, etc.), glues, paints, solvents andvarnishes are also utilized in wood furniture manu-
facturing, together with other auxiliary productssuch as laminated plastics, polyurethane foams,packaging cardboard and plastic, increasing the riskof fire.
Woodworking facilities and furniture manufacturingplants are also exposed to another hazard inherentto this activity: explosion.
• In paint booths, where lacquering, enamelling andvarnishing operations are carried out, explosiveatmospheres are produced due to the mixture ofvapour and air, as well as the dust clouds.
• Wood dust and sawdust atmospheres. Dust fromsanding and machining of certain type of woods issusceptible to igniting very rapidly and cause anexplosion. It is essential to keep the order andcleanliness to prevent hazardous accumulationsand, above all, provide the equipment they areproduced by with dust and sawdust extraction
systems to transport and place them in siloslocated outside the industrial building. Thesesilos must be frequently emptied in order to pre-vent auto-combustion2.
4.2. Hazardous fire starting points
Dust and sawdust accumulations
2 Property which allows some materials producing spontaneous combustion. It is present in some substances stored when the oxidizing action of certainmicroorganisms produces a increase in temperature up to the ignition temperature until combustion is produced.

[13]
The storage density in woodworking facilities isusually high, which sometimes results in impair-ment of access to protection means, evacuation rou-tes and even emergency exit doors. This circumstan-ce aggravates the consequences of fire, so that careshall be taken to keep said zones obstacle free at anymoment, posting signs if necessary.
Accidents: One third of the serious fires in furnituremanufacturing plants take place in storage areas,and half of them usually happen during the nightime.Besides possible malicious acts, one of the most fre-quent causes for these types of fires to start is thefact that, upon occurrence of any electric failure orany other situation which may result in fire, the lackof personnel capable of mitigating these incipientfires results in fire spreading all over the premiseswith no resistance, which may bring about devasta-ting consequences for the company and also for theadjoining properties.
Within the manufacturing area, most fires start inthe varnishing and painting sections, especially insawdust and shaving extraction systems, and also inauxiliary equipment and installations.
As it happens in other activities, woodworking facili-ties are exposed to external factors which may causedamage to real and personal property:
• Flood and damages caused by water: Water maycause serious damage either on raw material,semifinished or finished products. When in contactwith water, wood (mainly in the form of particleboards and fibreboards), undergoes the swellingphenomenon, which modifies the physical andmechanical properties of wood and makes it vul-nerable to biological attacks.
Floods (usually caused by riverbank overflowing,pipe and downpipe breakage, etc.) may lead to flo-oding inside the buildings and besides the directdamage there are also certain occupationalhazards associated, like the contact with electricwires, possible structural instability or environ-mental pollution due to spillage of hazardoussubstances to the public network, etc.
• Theft: Despite the fact that woodworking facilitiesdo not present high risk of theft of final products orraw materials, they are more exposed to theft oftools, accessories and spare parts, data proces-sing equipment and, in its case, cash.
High density of stored wood
4.3. Damages caused by external agents
In order to correctly analyze the specific hazards thatwoodworking facilities are exposed to, it is necessaryto identify which of the processes carried out insidethese premises are capable of causing a possible fireto start or spread. Some of the most important pro-cesses are following described:
Paint booths
In order to minimise risks and control the explosiveatmospheres surrounding surface treatments (pain-ting, lacquering and varnishing) the applicationshould be carried out in isolated booths.Nevertheless, these deserve special attention inrelation to fire hazard due to the accumulation of ahigh concentration of Volatile Organic Compounds,paints, solvents, varnishes and lacquers (toxic and
flammable materials). An additional hazard is thepresence of boilers and compressors for regulatingboth the temperature inside the booth and the pres-sure required by the equipment, together with thepreviously mentioned flammable products.
In order to prevent stale atmosphere inside paintbooths, they shall be provided with air extrac-tion/exhaust systems, as well as an adequatecontrol of filtration panels, especially in gas eva-cuation zones in the case of forced ventilationsystems. On the other hand, in order to minimizerisks in this kind of premises, it may be manda-tory -in accordance with the Low VoltageElectrical Equipment Regulations to provide elec-trical installations with explosion-proof protec-tions to prevent the contact of a potentially explo-
[14] Safety guide woodworking facilities
5.1. Hazardous operations

sive atmosphere with any electric element whichmay generate sparks (electrical contacts alwaysproduce a little spark inside of them) or acciden-tal overheating.
The maintenance of these paint booths mustalways be carried out according to the manufactu-rer’s indications, with periodic replacement of fil-ters and check on extraction pipes for air or waterunder the filters, at least on a yearly basis.
For the elimination of paint waste in suspension, afiltering operation shall be carried out by meansof dry filters or water curtains, the latter beingmore desirable. These filters shall be cleanedwithout solvents, as the accumulation of these inthe ducts is one of the main causes of fire in pain-ting facilities.
Varnish and paint should be stored out of themanufacturing building, as indicated in Section5.2.
Process equipment
The current production pace in the wood industrymakes necessary, even in small woodworking facili-ties, the use of equipment with high electric powerfor operations such as cutting, pressing, forming,etc. This equipment has a high energy demand,which increases the fire hazard due to electric failu-re, aggravated by the wood dust or sawdust environ-ment which usually surrounds switchboards andconnections, and the high fire load (wood piles)homogeneously distributed all over the industrialbuilding.
Infrared (IR) thermographies are a very useful toolfor detecting anomalies in the electrical installation.This technique allows measurement of the surfacetemperature of different components by using acamera (thermal imager) to measure the naturalemissions of infrared radiation from objects thathave an increased temperature. As a result, a ther-mal picture can be produced to allow accurate analy-sis. The thermography can detect in advance, evenmonths ahead, deficiencies in electrical installationssuch as connection overheatings, over or undertigh-tening, etc., which might result in breakdowns oreven fire.
As a general rule, periodic preventive maintenanceof equipment shall be programmed following themanufacturer’s indications, and correct handlingshall at any time be assured. The equipment withremaining residual hazard shall be provided with thepertinent warning signals by means of standardizedindicators.
[15]
Paint booth
Assembly press
Water curtain in paint booth

Small handheld tools, which may seem less hazar-dous than large machines, may produce during theprocess enough heat or sparks capable of causing afire to start.
In any case, the electrical installation shall be desig-ned and implemented according to the Low VoltageElectrical Equipment Regulations. In the case of wood-working facilities, the Regulations distinguish, at themoment of assessing the risk and putting forward theopportune measures, different hazard levels formachining and varnishing areas, and the latter shouldhave fire compartmentation from the rest of activitiescarried out on the premises. Compartmentation con-sists of providing the industrial premises with cons-truction elements (walls, partitions, floorings, roofs ordoors) which are able to confine the fire inside a deli-mited area (fire compartment) so that it is preventedfrom affecting the entire building.
As for electrical transformers, besides being sub-ject to mandatory periodic reviews, the main con-
sideration is the fact that they shall be located intotally independent premises, either in a separa-te small building, inside the main building orannexed to it. In the last two cases, it shall berequired a fire compartment with a fire resistanceof at least 180 minutes (REI-180) (see Section6.2).
Welding and oxycutting works
Although welding is not a usual process in wood-working facilities, maintenance works in equip-ment, furniture and extension works, amongothers, usually require this type of work. Accidentfacts in industrial establishments show that hazar-dous situations take place within the wood workingprocess due to spatters of melted metal around theworkplace, and also due to electrodes and hottools, or by the effect of heat conduction throughthe metal (for example, the structure or a metalpipe), causing an important increase in temperatu-re even at a certain distance from the weldingpoint.
It is especially hazardous to weld or carry out hotworks in the presence of:
• Combustible products at the reach of weldingsparks.
• Combustible products in contact with ducts orpipes being worked on.
• Wood dust, sawdust, wood, paint and varnishwaste on the floor, either at reach of sparks or incontact with hot ducts.
• Combustible construction elements, especiallysandwich panels with insulating polyurethane orpolystyrene, used in paint booths and closings.
• Tanks and ducts containing or having containedflammable liquids or gases.
• Ducts with combustible thermal insulators.
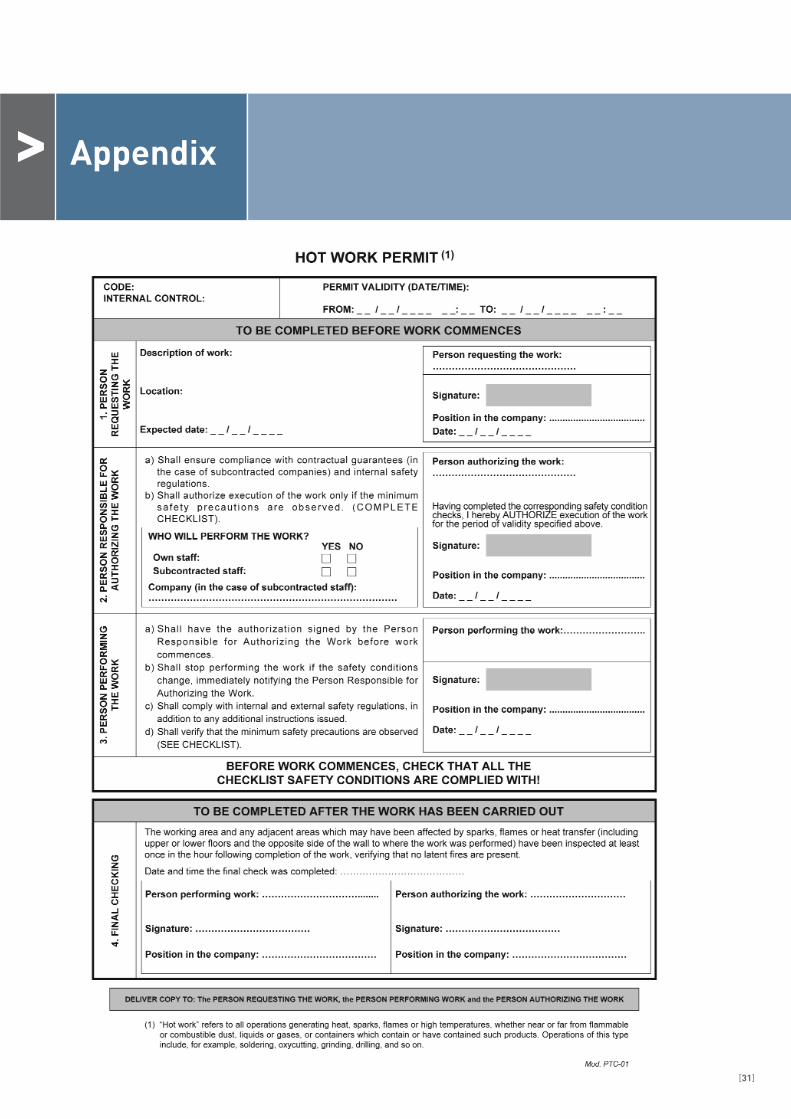
In order to prevent this hazard, Performance
Protocols shall be implemented for welding workscarried out by own or subcontracted personnel.Attached at the end of the present Manual there is asample Hot Work Permit applicable to all kind ofenvironment.
Working with batteries
In woodworking facilities with an important volumeof end product it is usual to find storage at heightareas, which implies the use of electric stackers andforklifts. Any battery charging has its hazards, as
[16] Safety guide woodworking facilities
Manual feed 2-wheeled grinder
Pile of wood close to switchboard

hydrogen and oxygen are given off during this opera-tion. This phenomenon takes place in the water elec-trolysis reaction during the final stage of chargingand especially in the case of overload. Hydrogen isan extremely flammable gas, and if its concentrationis within the range of inflammability or explosivity(4% to 79%) in enclosed premises, there is a risk ofexplosion in the presence of any ignition source. So,it shall be avoided a concentration reaching thelower explosion limit of hydrogen in air (4%), thecharge shall be verified and intensity supplied by thecharger shall be regulated. It is necessary to ensurethat the battery charging area has enough ventila-tion. Moreover, this area should be provided withexplosion-proof lighting, and there shall not be com-bustible or flammable elements, or ignition sources,in the proximities.
Other hazards of this type of activity are possibleburns due to electric arc and splashes of sulphuricacid (highly corrosive), being more serious in thecase of explosion with breakage of the battery con-tainer.
Explosive atmospheres
When organic materials -like wood- are in dusty con-dition, they are susceptible to explode when there isa sufficient concentration in air (higher than 20g/m3). Once the initial explosion has occurred, theexplosion pressure may raise dust deposited onother surfaces, which may lead to secondary explo-sions capable of multiplying all over the premises. Itmust be remarked that combustible dust is an insi-dious hazard, because it accumulates in hiddenareas and difficult access areas.
In order to prevent dust explosions once the hazardhas been identified, it is recommended:
• To put into practice effective cleaning programs inorder to eliminate dust accumulations.
• To control the possible ignition sources.
• All equipment producing dust, sawdust or shavingsshall have local pneumatic extraction systems, pro-vided with sleeve filters or cyclones which, bymeans of ducts, deposit the waste in silos locatedin the outside of the woodworking facility.
• The extraction system must be provided with earthconnections and explosion relief systems. In themost hazardous cases, spark detectors and anautomatic water extinction system within the inte-rior of ducts are also recommended.
• There is auto-combustion hazard in sawdust andwood dust storage silos, which can be mitigated byemptying them on a weekly basis.
[17]
Battery chargers
Sleeve filters
Sanding machine with vacuuming system

Besides dust, Volatile Organic Compounds fromwood finishing processes are also susceptible ofgenerating explosive atmospheres. For flammablevapour extraction there must be ducts installed,independent from the rest of extraction systems,which shall be periodically cleaned in order to pre-vent accumulations of these materials.
Compressed air
Compressed air installations present numerousapplications in a woodworking facility, such as ser-ving machine tools, drying operations, cleaningduring cutting, or finishing treatments (like varnis-hing, lacquering or painting).
The main hazard in this installation is the explosionof the expansion tank. Due to this, compressors areplaced in independent premises, or attached to thebuilding, one of the enclosing walls being preparedto release the pressure wave. This compartmenta-tion shall be designed in such way that damage cau-sed is minimal.
The proper treatment of this risk factor is completedwith the performance of annual reviews as well as apressure test every ten years.
Other hazards for workers derived from woodwor-king processes are:
• Hearing loss due to the high noise level generated.
• Accidental particle spatters from blowing nozzles.
• Direct exposure to the compressed air jet.
Boilers
Boilers are used for heating the water or thermalfluid used in the process and also for building hea-ting. In this kind of premises, boilers are preparedfor burning liquid (generally fuel oil) and solid (woodclippings, sawdust and shavings) combustibles
Industrial buildings are usually heated by means ofair heating units through heat interchange ofambient air either with vapour or overheated waterproduced in the boilers or with thermal oil in somecases. In no case shall it be permitted to use heatingsystems by incandescence, open flame, gas heatersor electric heaters were waste and sawdust areburnt, nor the use of fluids (in case of use of air hea-ting units) with a temperature higher than 150 ºC. Ifducts do not have an appropriate thermal insulation,vapours may be given off and wood may get dried,thus increasing the likelihood of fire.
Internal transport equipment
There is a fire and explosion hazard associated withgas oil if this is used as forklift fuel. As a preventivemeasure, transport equipment should be equippedwith a spark extinguisher in the exhaust pipe, andspecial care shall be taken with the location of fueltanks.
For the performance of storage or handling opera-tions of hazardous products (solvents, lacquers, var-nishes, etc.), work instructions shall be establishedto regulate aspects such as:
• Working area and activity carried out.
• Identification of the hazardous substance.
• Risks for humans and the Environment.
• Protection measures and behaviour guidelines.
• Action in case of danger and first aid to be rende-red after the occurrence of an accident.
• Waste removal and disposal conditions.
Among the recommendable measures for storage ofhandling of flammable products, the most remarka-ble ones are the following:
[18] Safety guide woodworking facilities
Compressed air equipment
5.2. Handling and storage of hazardous products

• Mixing and decanting of flammables should bedone in safety containers, taking special care in theselection of the mixing equipment, ventilation anddrainage, as well as aspects related to order, cle-anliness, maintenance and specific prohibitions tomaintain the safety levels.
• Due to auto-combustion problems, spillagesshould not be neutralized with sawdust, but withinert substances like sepiolite. Due to this samereason, cloths impregnated with flammablesubstances shall be placed in lidded metal con-tainers, which shall be emptied at the end of eachworking day.
Within areas of application of varnishes, paints, etc.,there shall only be the amount of hazardous pro-ducts required for a day’s work. Besides incombusti-ble containers, there should be safety cabinets withautomatic airtight lock to store small amounts of
flammable liquids like solvents or products contai-ning them, such as solvent cans, paints, varnishes,etc., paying special attention not to perform weldingworks or use open flames with ignition sourcesnearby.
In other hand, protection cabinets shall meet thefollowing conditions:
• Their fire resistance shall be of at least 15 minutes.
• They shall have a clearly visible notice of “flam-mable”.
• No more than three cabinets of this type shall beinstalled in the same room, unless each group ofthree is separated by a distance of 30 m from eachother.
• In case of keeping Class A products (liquefied pro-ducts having an absolute vapour pressure excee-ding 1 bar at 15 °C) the cabinet shall be ventilatedto the outside.
Storage rooms. Flammable products shall bestored in buildings or parts of them for storage useonly, and whose structures, ceilings and walls,connected to other rooms or adjoining buildingswith a 120 minute fire resistance (REI-120) (seeSection 6.2). Doorways to other rooms shall featu-re automatic fire doors with a fire resistance of atleast 60 minutes (RF-60), and the floor shouldhave a certain slope and also be drained towards asafe place.
Storage rooms shall have a lightweight enclosure tothe outside (like openings, windows or venting areas)to allow pressure relief in case of explosion, for sto-rage of Class A liquids. The room volume shall besufficient to prevent saturation of the stored liquids.
Among the materials usually handled in a woodwor-king facility, hazardous wastes are those containingsome of the following substances: heavy metals,hydrocarbons, organic solvents, dust and asbestosfibres, acids and bases, and mineral or synthetic usedoils, including oil-water mixtures and emulsions,which may affect the environment in different ways.
Atmospheric pollution
During the usual operations carried out in a wood-working facility, diverse polluting compounds can be
emitted to the atmosphere, such as:
• Combustion gases from boilers.
• Volatile Organic Compounds (VOCs), derived fromthe use of solvents, varnishes and lacquers.
• Particles from cutting, planing, milling and san-ding machines.
[19]
Compartmented paint mixing
5.3. Environment

Emissions must be periodically controlled and alsocomply with the limits set out by the legislation inforce. When the legal limits are exceeded, it isnecessary to adjust the operation of equipment orsearch for corrective measures so that emissionlevels remain within the permitted values.
Water pollution
The water pollution hazard is one of the most impor-tant issues connected with the regular activitiescarried out in a woodworking facility.
It is important to comply with the limits set out by thecorresponding legislation and to prevent the possiblespilling of toxic or hazardous substances to publicwaterways or wastewater pipe networks:
• Cleaning waters of the facility.
• Accidental spillage of hazardous products.
• Direct spillage of toxic substances usually used onthe premises.
• Mud from varnishing or lacquering booths.
In case of spillage of a hazardous liquid, it is recom-mended to use absorbent materials, as cleaning
hazardous substance spillage with water increasesthe soil pollution hazard and generates a largeramount of waste water.
Soil pollution
Soil pollution is one of the overriding problems asso-ciated with industrial facilities. Besides conditioningthe possible future soil use, it may lead to degrada-tion of underground waters and mean a hazard forthe health of people and living things. If the wood-working facility has no pavement or this is in poorcondition, soil pollution may occur.
The main situations leading to for soil pollution arethe following:
• Storage of oils or combustibles.
• Washing of tools impregnated with varnish orlacquer.
• Spillages. Should they take place, they shall becleaned by means of specific methods and absor-bent materials for each substance spilled, likeextraction systems in the case of solids, or bymeans of inert substances -like sepiolite- in thecase of liquids. Protocols and safe storage spacesshould be used in order to minimize the conse-quences of possible spillage.
In order to prevent soil pollution, wood working acti-vities shall be carried out within paved areas provi-ded with means for containment and collection ofpotential hazardous substance spillage.
Waste generation
Waste is produced in woodworking facilities due totheir activity. Inadequate segregation and storage ofwaste, hand over to non-authorized waste managersor release in the environment, represent a seriousthreat to the environment and people’s health.
The main types of waste produced in a woodworkingfacility are the following:
• Waste assimilable to urban: Food scrap, bottleglasses, paper and cardboard, office material,packaging residues, non-hazardous product con-tainers, cans; cloths and non-contaminated workclothes.
• Inert wastes: Wood scrap (sawdust and shaving),plastic scrap and pallets.
• Hazardous wastes: Cloths, clothes, containersand sawdust contaminated with hazardous pro-ducts, dust from cutting and sanding operations,
[20] Safety guide woodworking facilities
Particle extraction system

[21]
glue or filler residues, oils and liquids frommachinery and equipment, aerosols, fluorescents,batteries, etc.
Waste shall be managed in accordance with regula-tions in force, by scrupulously complying with all therequirements on handling, labelling, storage andhand over to authorized waste managers specifiedby said regulations. It is especially important toobserve those prescriptions in the case of wasteclassified as hazardous, as these, as is well known,have a higher capacity of causing damage to theenvironment.
Recycling
As already seen, byproducts from wood working pro-cesses may cause environmental problems throughair emissions, liquid effluents and solid wastes.
Wood chip piles may cause rain-induced runoff pro-blems, as wood lixiviation3 includes acids fromresins, fatty acids and phenolic products, which arevery toxic for the aquatic fauna. Lixiviation is alsoproduced by the burial of wood residues, so thatmitigation measures are required to protect under-ground and superficial waters.
Most of the sawdust and wood chips produced can berecycled precisely in other wood products like parti-cle boards, wood or paper pulp. This better use ismore usually made as waste disposal costs increase,as well as the vertical integration of woodworking
companies. Nevertheless, other wastes like fine dustresulting from the machining of certain types ofwood are not easily usable, so that it becomesnecessary to search for other disposal means.
Noise generation
A great number of activities and equipment in wood-working facilities are capable of generating noiselevels, thus requiring some kind of protection.Examples of these are: cutting saws, milling machi-nes, sanding machines, dust extraction systems, etc.
With regard to the aforementioned, the companyshall ensure compliance with legal noise limits esta-blished by municipal ordinances.
3 Lixiviation: Process of separating soluble from insoluble substances by dissolving the former in water or some other solvent.
Hearing protection devices for equipment handling
The most predictable types of fire in a woodworkingfacility are: Class A, fire involving solid materials(mainly wood, sawdust, wood chips, besides accu-mulations of pallets, dirty cloths, cardboards, etc.)and Class B, involving liquid combustibles or lique-fiable solids.
The recommendations regarding the necessary fire-fighting active protection means in a woodworkingfacility can be prioritized by grouping them into twodifferent levels.
Basic level
Once the fire has started, the protection means mustprevent it from spreading, even more when there is agreat density of combustible or flammable material,as in the case dealt with here. The essential fire pro-tection means are the following:
• Fire extinguishers. It is important to provide thebuilding with a certain number of portable fireextinguishers for use by duly trained personnel.The fire extinguishers must have the featuresshown in the following table:
[22] Safety guide woodworking facilities
6.1. Active fire protection

[23]
There must be a sufficient number of ABC drypowder fire extinguishers so that the actual dis-tance from any point to the nearest fire extinguis-her does not exceed 15 m. Besides, in the proximityof electric switchboards, and in order to put outpossible incipient fires in equipment with electricalcomponents, it is recommended to install CO2 fireextinguishers, more effective against electric fire,as polyvalent powder (with a higher extinguishingeffectiveness) presents corrosion problems on thistype of components and in case of discharge itmight affect this equipment.
• Detection systems and fire alarm. An automaticfire detection system should be installed in thistype of industries, mainly due to possible incipientfires which may remain latent for a certain timeand develop out of working hours. These systemsare especially recommended for buildings with abuilt area of more than 3,000 m2.
This detection system should be installed alongwith alarm buttons distributed so that the maxi-
mum travel distance from any point to an alarmbutton is less than 25 m. Fire detectors and alarmbuttons shall be preferably connected to an exter-nal Central Alarm Receiver (CAR) capable of inter-vening or issuing the appropriate warnings in theevent of fire.
• 45 mm diameter Fire Hose Cabinets (FHCs). It isrecommended to install FHCs in this type of indus-tries, and this protection mean should be installedin woodworking facilities larger than 200 m2 loca-ted in buildings sharing other uses or attached toother buildings, and larger than 500 m2 in isolatedbuildings. Besides, a private water supply systemshould be installed -when the public network is notreliable- for establishments where the largest firecompartment (refer to section 6.2) exceeds 500 m2.
Powder fire extinguisher to protect combustible solid
Signalled alarm button
4 Minimum Fire Rating: Extinguishing effectiveness against fire during a standardized test, in compliance with standard UNE 23110-1, of solid combustible,Class A, and/or liquid combustible, Class B.
Type
ABC Dry Powder
CO2
Water
Minimum fire rating4
34A-144B
89B
21A – 113B
Remarks
For use on any kind of combustible.
For use on liquid combustibles and electric equipment fire.
For solid combustibles. Should it contain a percentage of foa-ming agent, then for use on liquid combustibles.

[24] Safety guide woodworking facilities
FHCs should be distributed with a travel distanceless than 25 m from any point. The company staffshould be trained on their use.
• Emergency lighting and signalling. Evacuationroutes and doors should be signalled and providedwith emergency lighting.
• Signalling of fire-fighting equipment, so that itcan be easily and quickly located.
Advisable level
In addition to the aforementioned measures, theimplementation of the following is recommended inorder to achieve a higher protection level:
• Wheeled fire extinguishers. Additionally to thenumber of handheld fire extinguishers installed,either one wheeled 50 Kg or two 25 Kg ABC pow-der fire extinguishers should be installed per1,000 m2 or fraction thereof of storage area.
• Automatic fire extinguishing systems. For theprevention of electric hazards (transformers) orin potentially explosive atmospheres like thosein painting, lacquering and varnishing booths,fixed CO2 or water mist extinguishing systemsare recommended (water mist is the best extin-guishing agent in fires caused by shaving andsawdust, besides being useful for fighting elec-tric fire). Moreover, an automatic sprinklersystem5, should be installed, especially if thelargest fire compartment in the building exceeds2,000 m2
• Automatic fire detection and extinguishing
systems. To protect dust, shaving and sawdustextraction systems.
• Fire hydrants. Like in the case of sprinklers, whenthe largest fire compartment in the building exce-eds 2,000 m2, it is recommended to install ahydrant system capable of delivering 2,000 l/minflow rate at a 7-bar pressure.
• Water supply for fire protection. In general,supply from the public network is recommended.However, if it is not reliable, private utilities should
CO2 Fire extinguisher
45 mm Fire Hose Cabinet
Emergency lighting
5 The sprinkler system also fulfills the function of automatic detectors, so that it can make up for the lack of this system.
[25]
be installed in the building in order to guaranteethe minimum pressure and flow rate required forthe supply of fireplugs or, in its case, the exteriorhydrant or automatic sprinkler network.
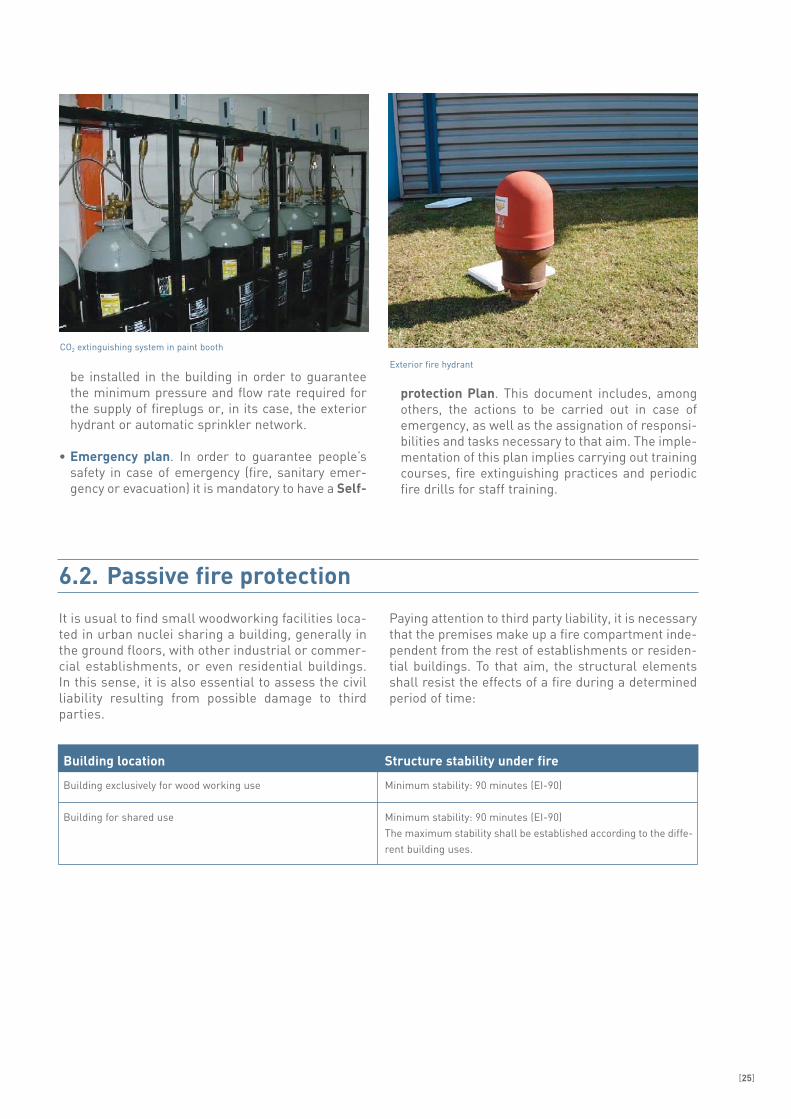
• Emergency plan. In order to guarantee people’ssafety in case of emergency (fire, sanitary emer-gency or evacuation) it is mandatory to have a Self-
protection Plan. This document includes, amongothers, the actions to be carried out in case ofemergency, as well as the assignation of responsi-bilities and tasks necessary to that aim. The imple-mentation of this plan implies carrying out trainingcourses, fire extinguishing practices and periodicfire drills for staff training.
It is usual to find small woodworking facilities loca-ted in urban nuclei sharing a building, generally inthe ground floors, with other industrial or commer-cial establishments, or even residential buildings.In this sense, it is also essential to assess the civilliability resulting from possible damage to thirdparties.
Paying attention to third party liability, it is necessarythat the premises make up a fire compartment inde-pendent from the rest of establishments or residen-tial buildings. To that aim, the structural elementsshall resist the effects of a fire during a determinedperiod of time:
CO2 extinguishing system in paint booth
6.2. Passive fire protection
Building location
Building exclusively for wood working use
Building for shared use
Structure stability under fire
Minimum stability: 90 minutes (EI-90)
Minimum stability: 90 minutes (EI-90)The maximum stability shall be established according to the diffe-rent building uses.
Exterior fire hydrant
The fire safety measures applicable to woodworkingfacilities are usually included in the Fire Safety
Regulations. In these types of Regulations, it isestablished that the distance to be kept by buildingslocated within urban areas with respect to others,which shall depend on the intrinsic hazard of theindustry, should be: 10 m for high hazard, 5 m formedium hazard and at least 3 m for low intrinsichazard.
In general terms, special hazard areas should becompartmented:
• With regard to enclosing walls, false ceilings andpaint booths containing some plastic insulator,mainly polyurethane or polystyrene, compartmen-tation shall be secured and, if possible, these shallbe replaced with other non combustible insulatingminerals like rockwool or fibreglass.
• In general, the fire resistance of doors shall be atleast half of the fire resistance of the fire compart-ment they are part of.
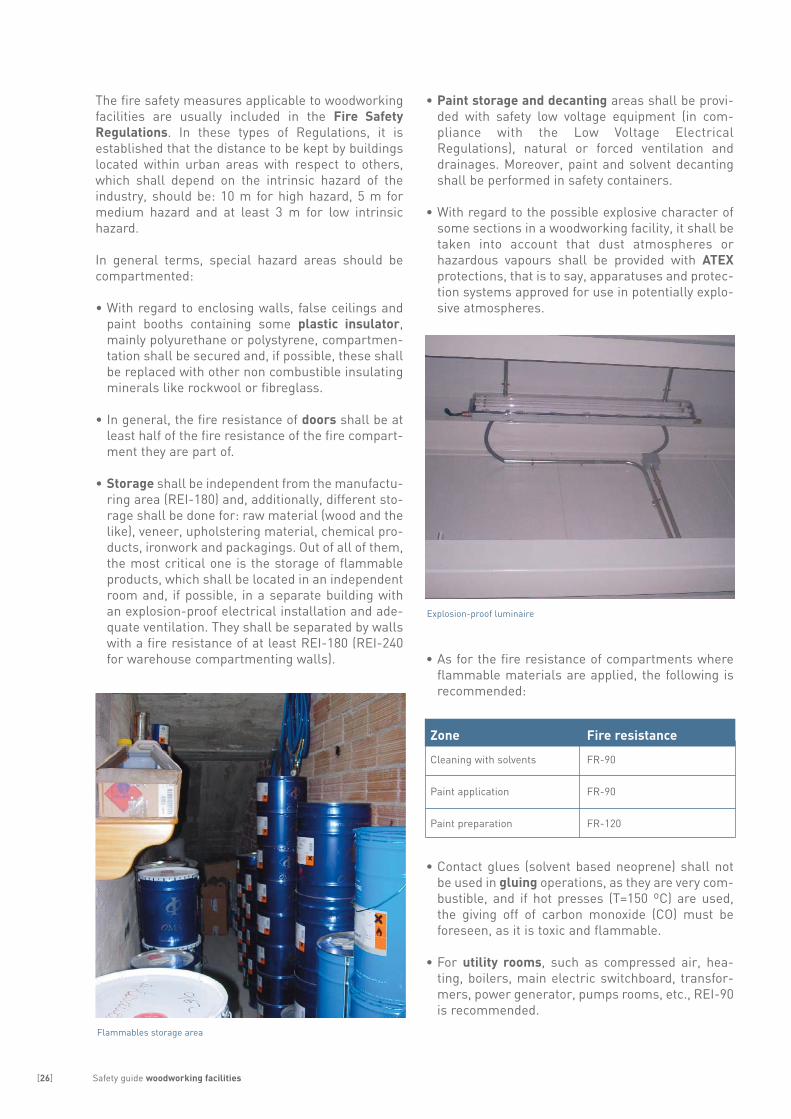
• Storage shall be independent from the manufactu-ring area (REI-180) and, additionally, different sto-rage shall be done for: raw material (wood and thelike), veneer, upholstering material, chemical pro-ducts, ironwork and packagings. Out of all of them,the most critical one is the storage of flammableproducts, which shall be located in an independentroom and, if possible, in a separate building withan explosion-proof electrical installation and ade-quate ventilation. They shall be separated by wallswith a fire resistance of at least REI-180 (REI-240for warehouse compartmenting walls).
• Paint storage and decanting areas shall be provi-ded with safety low voltage equipment (in com-pliance with the Low Voltage ElectricalRegulations), natural or forced ventilation anddrainages. Moreover, paint and solvent decantingshall be performed in safety containers.
• With regard to the possible explosive character ofsome sections in a woodworking facility, it shall betaken into account that dust atmospheres orhazardous vapours shall be provided with ATEX
protections, that is to say, apparatuses and protec-tion systems approved for use in potentially explo-sive atmospheres.
• As for the fire resistance of compartments whereflammable materials are applied, the following isrecommended:
• Contact glues (solvent based neoprene) shall notbe used in gluing operations, as they are very com-bustible, and if hot presses (T=150 ºC) are used,the giving off of carbon monoxide (CO) must beforeseen, as it is toxic and flammable.
• For utility rooms, such as compressed air, hea-ting, boilers, main electric switchboard, transfor-mers, power generator, pumps rooms, etc., REI-90is recommended.
[26] Safety guide woodworking facilities
Flammables storage area
Explosion-proof luminaire
Zone
Cleaning with solvents
Paint application
Paint preparation
Fire resistance
FR-90
FR-90
FR-120

[27]
• In sales and office areas, REI-90 is recommendedif they exceed 250 m2 each.
• Construction openings for service ducts (water,heating, air, electricity, etc.) going through walls or
floorings making up fire compartments, shall beduly sealed with resistant materials so that thedesired compartmentation is not compromisedthrough these openings.
Given the diversity of ignition sources and the greatamount of flammable and combustible material pre-sent in woodworking facilities, it is essential to keepa scrupulous order and an adequate cleanliness andmaintenance. To this aim, the following principles ofgood practice are recommended:
• Avoidance of overload in storage areas and an ade-quate waste and rubbish management.
• An appropriate maintenance program performan-ce on machines and working equipment.
The following shall be done to make fire protectionsystems more effective:
• Stairs and personnel transit areas shall be keptclean, obstacle free and duly signposted.
• Fire extinguishers, hoses and fire fighting equip-ment in general shall not be blocked.
All the employees must be informed about the fireand/or explosion hazards inherent to the manufactu-ring process and receive instructions regarding theirperformance in the event of fire.
A permanent surveillance system shall be neededaccording to the dimensions of the premises and the
value concentration, making periodic rounds follo-wing predetermined routes and controlling that it iscarried out by means of clock-in points. A presencedetection system should also be installed, connectedto an alarm centre and an acoustic-optical siren as adeterrent measure against theft or intrusion.
As seen throughout this manual, electric fire hazard,flammable and toxic materials, as well as manual ope-rations involving risks for workers’ health, are usuallyfound in woodworking facilities. All of them shall besignalled with the relevant danger warning signs.
It is also recommendable to signpost the process
equipment hazards together with the passive protec-tion elements, or the necessary protections on carr-ying out a hazardous operation for the worker’shealth.
With regard to theft prevention measures, theseshall be assessed according to the degree of attrac-tion of the properties and very significantly theireasiness of transportation. From the analysis ofthese factors and the theft loss report, it is deducedthat this factor is not critical from the point of view ofthe products involved in the process (raw materialsor end product), this mainly affecting the theft oftools, hardware or cash.
In the case of cash, an appropriate measure is tokeep it in a safe, which can also be used to safe-
6.3. Other protections
Ground painted passages between roller conveyors
Hazardous storage of combustible material

[28] Safety guide woodworking facilities
guard documents of special importance and filebackups.
The access to the interior of the buildings shall beprotected in the first instance by resistant elementslike window bars and automatic electronic controlagainst intrusion. The alarm devices shall be con-nected with the central alarm in the premises and
an external central managed by an accredited secu-rity company. Both centrals should be connected bymeans of a supervised 2-way (mobile and fixed)phone communication system or anti-sabotagedevices.
In general terms, protection against theft is basedupon the control of three complementary factors:
Physical security
Electronic security
Organization security
• Fences• Bars• Doors• Security glazing• Etc.
• Alarm devices
• Security personnel• Custody of keys• Security key control

Woodworking facilities, and by extension, furnituremanufacturing plants have different features which,as a whole, represent a high number of hazards, so
that it is convenient to implement efficient and ade-quate measures for each type of hazard.
[29]
Type of hazard
Fire
Impact in woodworking acilities
• High accumulation of fire load (wood)• Explosive atmospheres due to wood dust or
flammable vapours• Diversity of ignition sources (machinery,
electricity, furnaces, etc.)
Protective means
• Fire extinguishers• Fire Hose Cabinets• Fire detection• Fire compartmentation (manufacturing and
storage areas)And at a superior level:• Wheeled fire extinguishers• Fire hydrants• Fixed extinguishing systems• Sprinklers• Fire compartmentation of areas with special
hazard (technical rooms, varnishing section,etc.)

[30] Safety guide woodworking facilities
Type of hazard
Theft
Other material damages
Civil liability
Occupational hazards
Impact in woodworking acilities
• Cash, documents, hand tools and data pro-cessing equipment
• Meteorological phenomena: damages cau-sed by water (river bank overflowing, down-pipe blockage), lightning, wind, hard rain,snow, hail
• Fires affecting third parties• Explosions affecting third parties• Environmental• Occupational accident
• Cuts, entrapment and blows by mobileequipment
• Particle spatter and contact with harmfulsubstances
• Electric discharges• Respiratory and hearing problems
Protective means
• Safes• Volumetric detectors, magnetic contacts,
anti-intrusion barriers connected to thealarm centre
• Communications supervised systems andanti-sabotage systems
• Maintenance of downpipes, drainage andrainwater pipe systems in good condition.
• Lightning rod installation in high lightningrate areas
• Effective fire compartmentation to preventdamaging effects on third parties
• Own active and passive fire protectionmeasures
• Recycling, waste management and spillcontrol
• Safe storage of hazardous products
• Development of Occupational RiskPrevention
• Protections and cages• Personal Protection Equipments (PPEs)• Warning signals• Safety screens• Instructions of use• Correct maintenance of equipment• Work in closed booths• Local air extraction systems
[31]
> Appendix

[32] Safety guide woodworking facilities

Title: Woodworking facilities Safety Guide.Published by: Mapfre RE© ITSEMAP Servicios Tecnológicos MAPFRE, S.A.© MAPFRE RE Compañía de Reaseguros, S.A.Printed by: Imagen Gráfica de Ávila, S.L.Printed in SpainSpanish legal deposit: AV-135-2008
All rights reserved. This publication may not be reproduced, recorded nor transmittedin any manner or by any means without the publisher's consent.

Pº Recoletos, 2528004 Madridwww.mapfre.com M
od. M
Re-
SGW
F/09
-08