controllori a logica programmabile - università degli ... · automazione 1 • i plc sono...
TRANSCRIPT

1
UNIVERSITÀ DEGLI STUDI DI ROMA“LA SAPIENZA”
DIPARTIMENTO DI INFORMATICA E SISTEMISTICA
CONTROLLORI A LOGICA PROGRAMMABILE
ALESSANDRO DE CARLIANNO ACCADEMICO 2005-06
AUTOMAZIONE 1
ESEMPIO DI APPLICAZIONE - STRUTTURA DELL’IMPIANTO 2
ARCHITETTURA E STRUMENTAZIONE
PER L’AUTOMAZIONE
DI UNA ISOLA DI LAVORAZIONE
ESEMPIO
IMPIANTO DI PRODUZIONEDI PEZZI LAVORATI
ROBOT
RO
BOT
RO
BOT
ROBOT
CELLA A DI PRODUZIONE
NASTRO
TRASPORTATORE
OUTPUT
INPUT
COMPONENTIDI POTENZA
CELLA C DI PRODUZIONE
B
D
5 AZIONAMENTI PER LA MOVIMENTAZIONE DEI NASTRI TRASPORTATORI
4 ATTUATORI PNEUMATICI PER AZIONARE LE PORTE DI SCAMBIO
AUTOMAZIONE 1
ESEMPIO DI APPLICAZIONE - STRUTTURA DELL’IMPIANTO 3

2
IMPIANTO DI PRODUZIONEDI PEZZI LAVORATI
ROBOT
RO
BO
T
RO
BO
T
ROBOT
CELLA A DI PRODUZIONE
NASTRO
TRASPORTATORE
OUTPUT
INPUT
COMPONENTIDI POTENZA CELLA C DI
PRODUZIONE
B
D
DISPOSITIVIDI MISURA
5 AZIONAMENTI PER LA MOVIMENTAZIONE DEI NASTRI TRASPORTATORI
AZ3
AZ2
AZ4
AZ1
AZ5
4 ATTUATORI PNEUMATICI PER AZIONARE LE PORTE DI SCAMBIO
AT3
AT4
AT2
AT1
S5S6
S3
S4
S1
S7
12 LETTORI DI CODICI A BARRE
12 SENSORI DI PROSSIMITÀ
S9S10
S11 S8
S2S12
ESEMPIO DI APPLICAZIONE - STRUMENTAZIONE IMPIEGATA 4
AUTOMAZIONE 1
IMPIANTO DI PRODUZIONEDI PEZZI LAVORATI
ROBOT
RO
BO
T
RO
BO
TROBOT
CELLA A DI PRODUZIONE
NASTRO
INPUT
CELLA C DI PRODUZIONE
B
D
DISPOSITIVI DI MISURA
TRASPORTATORE
5 AZIONAMENTI PER LA MOVIMENTAZIONE DEI NASTRI TRASPORTATORI
4 ATTUATORI PNEUMATICI PER AZIONARE LE PORTE DI SCAMBIO
DISPOSITIVIDI ELABORAZIONE
PLC3
PLC
4
PLC5
PLC1
PLC
2
5 PROGRAMMABLE LOGIC CONTROLLER
1 PERSONAL COMPUTER INDUSTRIALE
PC
COMPONENTI DI POTENZA
12 LETTORI DI CODICI A BARRE
12 SENSORI DI PROSSIMITÀ
ESEMPIO DI APPLICAZIONE - STRUMENTAZIONE IMPIEGATA 5
OUTPUT
AUTOMAZIONE 1
IMPIANTO DI PRODUZIONEDI PEZZI LAVORATI
ROBOT
RO
BO
T
RO
BO
T
ROBOT
CELLA A DI PRODUZIONE
NASTRO
OUTPUT
INPUT
CELLA C DI PRODUZIONE
B
D
DISPOSITIVI DI MISURA
TRASPORTATORE
12 LETTORI DI CODICI A BARRE12 SENSORI DI PROSSIMITÀ
5 AZIONAMENTI PER LA MOVIMENTAZIONE DEI NASTRI TRASPORTATORI
4 ATTUATORI PNEUMATICI PER AZIONARE LE PORTE DI SCAMBIO
DISPOSITIVIDI ELABORAZIONE
PLC3
PLC4
PLC5
PLC1
PLC
2
5 PROGRAMMABLE LOGIC CONTROLLER
1 PERSONAL COMPUTER INDUSTRIALE
PC
COMPONENTI DI POTENZA
ESEMPIO DI APPLICAZIONE - STRUMENTAZIONE IMPIEGATA 6
AUTOMAZIONE 1

3
IMPIANTO DI PRODUZIONEDI PEZZI LAVORATI
ROBOT
RO
BO
T
RO
BO
T
ROBOT
CELLA DI PRODUZIONE
CELLA DI PRODUZIONECEL
LA D
I PR
OD
UZI
ON
E
CELLA
DI PR
OD
UZIO
NE
C
D
A
B
OUTPUT
INPUT
DA W8 A W9DA S8 INDIVIDUA PEZZO
INDIVIDUA POSIZIONETRASMETTE A PLC4TRASMETTE A PLC 5TRASMETTE A PCELABORA
PERCORSOTRASMETTE A PLC5TRASMETTE A PLC4COMANDA
ATTUATORE AT4
W1
W2
W3
W4
W5
W6W
7
W8
W10
W12
W11
W9
ESEMPIO DI APPLICAZIONE – SEGMENTAZIONE DELL’IMPIANTO 7
AUTOMAZIONE 1
ESEMPIO DI APPLICAZIONE - STRUTTURA DELL’IMPIANTO 8
IMPIANTO DI PRODUZIONEDI PEZZI LAVORATI
ROBOT
RO
BO
T
RO
BO
TROBOT
CELLA DI PRODUZIONE
CELLA DI PRODUZIONECEL
LA D
I PR
OD
UZI
ON
E
CELLA
DI PR
OD
UZIO
NE
C
D
A
BNASTRO
TRASPORTATORE
OUTPUT
INPUT
SPECIFICHE15 VARIETÀ DI PRODOTTO
OTTENUTE DA 4 TIPI DI LAVORAZIONE
STRUTTURA 4 ROBOT DI LAVORAZIONE1 PORTA DI INGRESSO1 PORTA DI USCITA5 NASTRI TRASPORTATORI4 PORTE DI SCAMBIO
AUTOMAZIONE 1
DEFINIZIONE DI PLC SECONDO LE NORME IEC 9
DEFINIZIONE DI PLC (IEC 1131.3)
SISTEMA ELETTRONICO A FUNZIONAMENTO DIGITALE, DESTINATO ALL’USO IN AMBITO INDUSTRIALE, CHE UTI-LIZZA UNA MEMORIA PROGRAMMABILE PER L’ARCHIVIA-ZIONE INTERNA DI ISTRUZIONI ORIENTATE ALL’UTILIZZA-TORE PER L’IMPLEMENTAZIONE DI FUNZIONI SPECIFICHE, COME QUELLE LOGICHE, DI SEQUENZIAMENTO, DI TEM-PORIZZAZIONE, DI CONTEGGIO E CALCOLO ARITMETICO, E PER CONTROLLARE, MEDIANTE INGRESSI ED USCITE SIA DIGITALI CHE ANALOGICI, VARI TIPI DI MACCHINE E PROCESSI
AUTOMAZIONE 1

4
DEFINIZIONE DI PLC 10
PROGRAMMABLE LOGIC CONTROLLER O PLCLA FILOSOFIA DEL PLC HA AVUTO ORIGINE ALLA FINE DEGLI ANNI ‘60 DA UNA SPECIFICA DELLA GENERAL MOTORS RELATIVA AI SISTEMI DI CONTROLLO DA UTILIZZARSI NEI SUOI IMPIANTI PER LA PRODUZIONE DELLE VETTURE
PLC SIGNIFICA• GESTIONE AUTOMATICA DELLE PERIFERICHE I/O
• INTERFACCIAMENTO DIRETTO CON PERIFERICHE DI QUALSIASI TIPO
• GESTIONE “PARALLELA” DEL PROCESSO
• INSIEME DI ISTRUZIONI ORIENTATO ALLA APPLICAZIONE
• TECNOLOGIA COSTRUTTIVA DI TIPO INDUSTRIALE
AUTOMAZIONE 1
PROGRAMMABLE LOGIC CONTROLLER O PLC
STANDARD INDUSTRIALE, ANCHE SE MANCA L’INTER-CAMBIABILITÀ DEI COMPONENTI
CONTROLLORE CON ARCHITETTURA GENERAL-PURPOSE DEDICATO AL CONTROLLO LOGICO SEQUENZIALE
PROGETTATO PER L’USO IN UN AMBIENTE INDUSTRIALE E QUINDI CON CARATTERISTICHE DI
• AFFIDABILITÀ
• ESPANDIBILITÀ
• SEMPLICITÀ DI PROGRAMMAZIONE
• POSSIBILITÀ DI MIGRAZIONE FRA DISPOSITIVI DI PRODUTTORI DIVERSI
DEFINIZIONE DI PLC 11
AUTOMAZIONE 1
SPECIFICHE INIZIALI 12
MOTIVAZIONI DELLE SPECIFICHE DELLA GENERAL MOTORS
• DOPO L’AUTOMAZIONE DELLA CATENA DI PRODUZIONE DELLE AUTOMOBILI, NACQUE LA NECESSITÀ DI UNIFI-CARE LE TECNICHE DI PROGETTO E DI REALIZZAZIONE DEL CONTROLLO RELATIVO AD OGNI SINGOLA MACCHI-NA DELLA CATENA
• LA COMUNICAZIONE TRA LE MACCHINE VENIVA REALIZ-ZATA CON TECNICHE COMPLESSE, SOPRATTUTTO PER-CHÉ SI TRATTAVA DI MACCHINE PRODOTTE DA SOCIETÀDIVERSE
AUTOMAZIONE 1
5
SPECIFICHE INIZIALI 13
LE SPECIFICHE GENERAL MOTORS DEL 1968DALLA LOGICA CABLATA ALLA LOGICA PROGRAMMABILE
• FUNZIONAMENTO IN AMBIENTE INDUSTRIALE
• INTERFACCIAMENTO CON SENSORI STANDARD
• PROGETTO MODULARE
• ELEVATA AFFIDABILITÀ
• FACILITÀ DI PROGRAMMAZIONE E RIPROGRAMMAZIONE SUL CAMPO
• LINGUAGGIO NATURALE INTERPRETATO
• AMBIENTE DI SVILUPPO A BORDO
• CAPACITÀ DI COMUNICAZIONE
• RACCOLTA DATI E MONITORAGGIO
AUTOMAZIONE 1
SPECIFICHE INIZIALI 14
LE SPECIFICHE GENERAL MOTORSIL PLC DOVEVA:• ESSERE FACILMENTE E RAPIDAMENTE PROGRAMMABILE E RIPROGRAM-
MABILE PRESSO L'UTILIZZATORE, CON TEMPI DI INTERRUZIONE• ESSERE REALIZZATO CON TECNICHE IDONEE AL FUNZIONAMENTO IN
AMBIENTE INDUSTRIALE• ESSERE FACILMENTE MANUTENIBILE E RIPARABILE (INDICATORI DI STATO
ED UN PROGETTO MODULARE DOVEVANO GARANTIRE UNA FACILE E RAPIDA RIPARAZIONE )
• OCCUPARE MENO SPAZIO E CONSUMARE MENO DEL PANNELLO A RELÈCHE ANDAVA A SOSTITUIRE
• ESSERE IN GRADO DI COMUNICARE CON UN SISTEMA CENTRALIZZATO DI RACCOLTA DATI
• INTERFACCIARSI DIRETTAMENTE CON I SEGNALI STANDARD PRESENTI NEGLI IMPIANTI
• A QUELLA MASSIMA RICHIEDENDO MODIFICHE E TEMPO DI ARRESTO MINIMI• ESSERE COMPETITIVO IN TERMINI DI COSTO DI ACQUISTO ED
INSTALLAZIONE• AVERE UNA MEMORIA INTERNA ESPANDIBILE AD UN MINIMO DI 4000
ISTRUZIONI O DATI
AUTOMAZIONE 1
BEDFORD ASSOCIATES PROPOSE UNA MACCHINA CHIA-MATA MODULAR DIGITAL CONTROLLER (MODICON) AI MAGGIORI PRODUTTORI DI AUTO. ALTRE COMPAGNIE PROPOSERO SCHEMI BASATI SU COMPUTER. IL MODICON 084 FU IL PRIMO PLC AD ESSERE COMMERCIALIZZATO E PRODOTTO IN LARGA SCALA.
STORIA DEL PLC
IL MOTIVO PRINCIPALE PER IL QUALE NACQUE L’ESIGEN-ZA DEL PLC FU LA NECESSITÀ DI ELIMINARE I COSTI ELE-VATI PER RIMPIAZZARE I SISTEMI DI CONTROLLO COM-PLICATISSIMI BASATI SU RELÈ. LE ESIGENZE DI INNOVA-ZIONE ERANO TALI DA RICHIEDERE CONTINUE VARIA-ZIONI DELLO SCHEMA RELÈ CON GROSSI RISCHI DI ER-RORE AD OGNI VARIAZIONE
ANNI ‘70
EVOLUZIONE DEI PLC 15
AUTOMAZIONE 1
6
STORIA DEL PLC
LA PRIMA GENERAZIONE DI PLC ERA SOPRATTUTTO COSTITUITA DA SEQUENZIATORI RIPROGRAMMABILI(LOGICA REALIZZATA CON TECNOLOGIA ALLO STATO SOLIDO) MENTRE INIZIAVANO A COMPARIRE LE PRIME MACCHINE BASATE SU MICROPROCESSORE (SOLO PER PICCOLI SISTEMI)
ANNI ‘70
EVOLUZIONE DEI PLC 16
I MICROPROCESSORI DEL TIPO 8080 FURONO TRA QUELLI DI MAGGIOR SUCCESSO (PER PICCOLI PLC) E SONO ANCORA PRESENTI NEL MERCATO (ALLEN BRADLEY PLC-3). L’EVOLUZIONE DEI MICROPROCESSORI HA PERMESSO LA COSTRUZIONE DI PLC SEMPRE PIÙ GRANDI, FINO A SOSTITUIRE COMPLETAMENTE LA PRIMA GENERAZIONE
AUTOMAZIONE 1
STORIA DEL PLC
– UN GRANDE PROBLEMA RIMASE LA STANDARDIZZAZIONE, CONGIUNTA ALLA CONTINUA VARIAZIONE DELLE TECNOLOGIE DI REALIZZAZIONE DEI PLC. NACQUERO MOLTISSIMI STANDARD, OGNUNO RELATIVO AD UN CERTO MARCHIO (O GRUPPO DI MARCHI) PROPRIETARI
ANNI ‘70
EVOLUZIONE DEI PLC 17
• PER LA PRIMA VOLTA (1973) VENNE INCLUSA IN ALCUNI PLC LA CAPACITÀ DI COMUNICARE ATTRAVERSO BUS DEDICATI. QUESTA INNOVAZIONE CONSENTE DI COLLOCARE IL PLC IN UN PUNTO MOLTO DISTANTE DALLA MACCHINA CHE CONTROLLA
– INNOVAZIONI:
• AGGIUNTA DELLA POSSIBILITÀ DI USARE IL PLC PER SPEDIRE E RICEVERE SEGNALI ANALOGICI CONTINUI
AUTOMAZIONE 1
STORIA DEL PLCANNI ‘80
EVOLUZIONE DEI PLC 18
• IL PRIMO TENTATIVO DI DEFINIRE UNO STANDARD DI REALIZZA-ZIONE DEL PLC NACQUE DALLA GENERAL MOTORS, CHE FISSÒ IL PROTOCOLLO DI COMUNICAZIONE MAP (MANIFACTURING AUTOMATION PROTOCOL)
• NASCE LA PROGRAMMAZIONE SIMBOLICA DEI PLC REALIZZATA ATTRAVERSO PERSONAL COMPUTER (INVECE CHE ATTRAVERSO DEI TERMINALI DEDICATI)
• VIENE INTRODOTTO SUL MERCATO DI MINI E MICRO PLC CHE SONO MACCHINE DI BASSO COSTO, IN GRADO DI GESTIRE 8-10 I/O PER LA PICCOLA AUTOMAZIONE
• VENGONO PROPOSTI ANCORA NUOVI PROTOCOLLI E OGNI PRODUTTORE CONTINUA A VOLER IMPORRE IL PROPRIO STANDARD
AUTOMAZIONE 1
7
STORIA DEL PLCANNI ‘90
EVOLUZIONE DEI PLC 19
• GRADUALE RIDUZIONE NELL’INTRODUZIONE DI NUOVI PROTOCOLLI E RAFFORZAMENTO DI QUELLI CHE HANNO RESISTITO AGLI ANNI ‘80
• LO STANDARD IEC 1131-3 (COMITATO ELETTRICO INTERNAZIO-NALE) CERCA DI IMPORRE UN LINGUAGGIO DI PROGRAM-MAZIONE INTERNAZIONALE STANDARD BASATO SU UN INSIEME DI LINGUAGGI DI PROGRAMMAZIONE
• DIAGRAMMI A BLOCCHI FUNZIONALI (FUNCTION BLOCK DIAGRAMS)
• IL PC INIZIZNO A SOSTITUIRE I PLC NELL’AUTOMAZIONE INDUSTRIALE
• LISTA DI ISTRUZIONI• TESTO STRUTTURATO
• ATTUALMENTE MOLTI PLC SUPPORTANO PIÙSTANDARD:
AUTOMAZIONE 1
STORIA DEL PLCANNI ‘90
EVOLUZIONE DEI PLC 20
• NONSTANTE LE CAPACITÀ CRESCENTI DEI PC (ED I PREZZI DECRESCENTI) ALCUNE BARRIERE PERMANGONO ALLA SOSTITUZIONE COMPLETA DEI PLC DA PARTE DEI PC:
• I PC NON SONO NATI PER L’AMBIENTE INDUSTRIALE (TEMPERA-TURE, ALIMENTAZIONI, VIBRAZIONI, CAMPI ELETTROMAGNETICI ECCESSIVI)
• L’AUTOMAZIONE RICHIEDE L’ESECUZIONE REAL-TIME DEL PROGRAMMA (I SISTEMI OPERATIVI PIÙ DIFFUSI ATTUALMENTE SONO MULTITASKING, TRANNE IL DOS E L’OS9) CON TEMPI DI CICLO SPESSO TROPPO BREVI PER UN PC
• IL LINGUAGGIO USATO NEI PLC È MOLTO DIFFERENTE (TIPO L’ASSEMBLER DEI PC), CON MOLTE ISTRUZIONI NATE PER SEMPLIFICARE L’ESECUZIONE DEI PROGRAMMI IN TEMPO REALE
AUTOMAZIONE 1
• I PLC SONO DISPOSITIVI DI ELABORAZIONE DESTINATI A RIMPIAZZARE I CIRCUITI A RELÈ UTILIZZATI PER REALIZZARE L’AUTOMAZIONE DI UN IMPIANTO
• I PLC SONO PRESENTI IN TUTTE LE FASI DELLA PRODUZIONE INDUSTRIALE, OVUNQUE SIA NECESSARIO UN CONTROLLO ELETTRICO DI UNA MACCHINA.
PROGRAMMABLE LOGIC CONTROLLER O PLC
ASPETTO ESTERNO DI UN PLC 21
AUTOMAZIONE 1
8
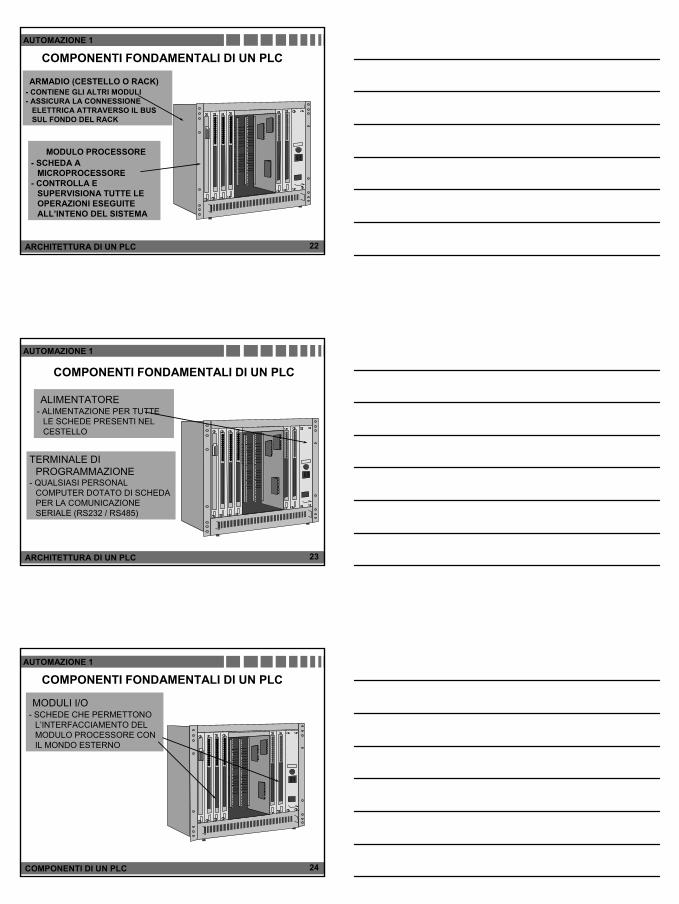
COMPONENTI FONDAMENTALI DI UN PLC
MODULO PROCESSORE- SCHEDA A
MICROPROCESSORE- CONTROLLA E
SUPERVISIONA TUTTE LE OPERAZIONI ESEGUITE ALL’INTENO DEL SISTEMA
ARMADIO (CESTELLO O RACK)- CONTIENE GLI ALTRI MODULI- ASSICURA LA CONNESSIONE
ELETTRICA ATTRAVERSO IL BUS SUL FONDO DEL RACK
ARCHITETTURA DI UN PLC 22
AUTOMAZIONE 1
ARCHITETTURA DI UN PLC 23
ALIMENTATORE- ALIMENTAZIONE PER TUTTE
LE SCHEDE PRESENTI NEL CESTELLO
TERMINALE DI PROGRAMMAZIONE
- QUALSIASI PERSONAL COMPUTER DOTATO DI SCHEDA PER LA COMUNICAZIONE SERIALE (RS232 / RS485)
COMPONENTI FONDAMENTALI DI UN PLC
AUTOMAZIONE 1
COMPONENTI FONDAMENTALI DI UN PLC
COMPONENTI DI UN PLC 24
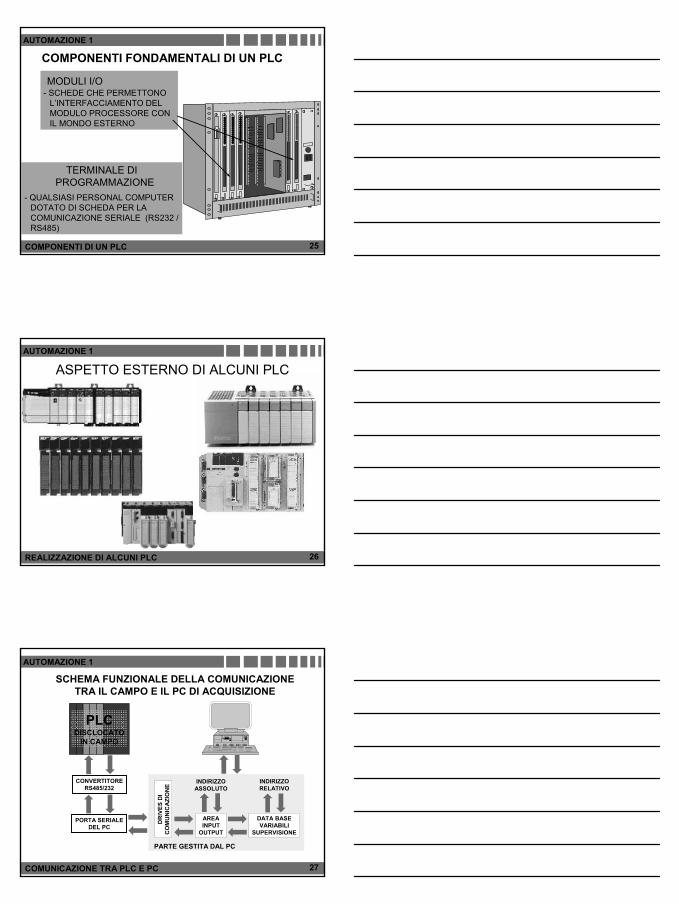
MODULI I/O- SCHEDE CHE PERMETTONO
L’INTERFACCIAMENTO DEL MODULO PROCESSORE CON IL MONDO ESTERNO
AUTOMAZIONE 1
9
COMPONENTI FONDAMENTALI DI UN PLC
COMPONENTI DI UN PLC 25
MODULI I/O- SCHEDE CHE PERMETTONO
L’INTERFACCIAMENTO DEL MODULO PROCESSORE CON IL MONDO ESTERNO
AUTOMAZIONE 1
TERMINALE DI PROGRAMMAZIONE
- QUALSIASI PERSONAL COMPUTER DOTATO DI SCHEDA PER LA COMUNICAZIONE SERIALE (RS232 / RS485)
REALIZZAZIONE DI ALCUNI PLC 26
AUTOMAZIONE 1
ASPETTO ESTERNO DI ALCUNI PLC
COMUNICAZIONE TRA PLC E PC 27
AUTOMAZIONE 1
PARTE GESTITA DAL PC
PORTA SERIALEDEL PC
CONVERTITORERS485/232
PLCDISCLOCATO
IN CAMPO
DATA BASEVARIABILI
SUPERVISIONE
AREAINPUT
OUTPUT
INDIRIZZOASSOLUTO
INDIRIZZORELATIVO
DR
IVES
DI
CO
MU
NIC
AZI
ON
E
SCHEMA FUNZIONALE DELLA COMUNICAZIONETRA IL CAMPO E IL PC DI ACQUISIZIONE
10
PANNELLO OPERATORE 28
AUTOMAZIONE 1
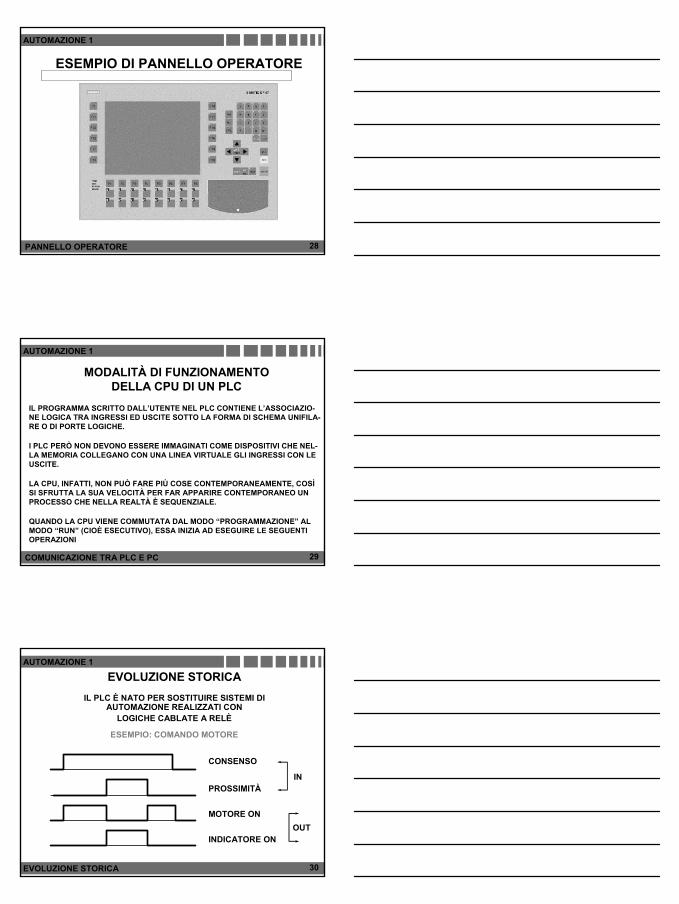
ESEMPIO DI PANNELLO OPERATORE
COMUNICAZIONE TRA PLC E PC 29
AUTOMAZIONE 1
QUANDO LA CPU VIENE COMMUTATA DAL MODO “PROGRAMMAZIONE” AL MODO “RUN” (CIOÈ ESECUTIVO), ESSA INIZIA AD ESEGUIRE LE SEGUENTI OPERAZIONI
MODALITÀ DI FUNZIONAMENTO DELLA CPU DI UN PLC
IL PROGRAMMA SCRITTO DALL’UTENTE NEL PLC CONTIENE L’ASSOCIAZIO-NE LOGICA TRA INGRESSI ED USCITE SOTTO LA FORMA DI SCHEMA UNIFILA-RE O DI PORTE LOGICHE.
I PLC PERÒ NON DEVONO ESSERE IMMAGINATI COME DISPOSITIVI CHE NEL-LA MEMORIA COLLEGANO CON UNA LINEA VIRTUALE GLI INGRESSI CON LE USCITE.
LA CPU, INFATTI, NON PUÒ FARE PIÙ COSE CONTEMPORANEAMENTE, COSÌ SI SFRUTTA LA SUA VELOCITÀ PER FAR APPARIRE CONTEMPORANEO UN PROCESSO CHE NELLA REALTÀ È SEQUENZIALE.
CONSENSO
PROSSIMITÀ
MOTORE ON
INDICATORE ON
IN
OUT
EVOLUZIONE STORICA
EVOLUZIONE STORICA 30
ESEMPIO: COMANDO MOTORE
IL PLC È NATO PER SOSTITUIRE SISTEMI DI AUTOMAZIONE REALIZZATI CON
LOGICHE CABLATE A RELÈ
AUTOMAZIONE 1

11
C
P
I
M
SCHEMA DI AUTOMAZIONE A RELÈ
EVOLUZIONE STORICA
AND
V+ V-
R1C
R2P
R2
R2R1
M
I
EVOLUZIONE STORICA 31
AUTOMAZIONE 1
FUNZIONI LOGICHE CON CONTATTI (RELÈ)EVOLUZIONE STORICA
FUNZIONE OR
FUNZIONE AND
V+ V-
FORMA CANONICASP
EVOLUZIONE STORICA 32
AUTOMAZIONE 1
QUADRI A RELÈ 33
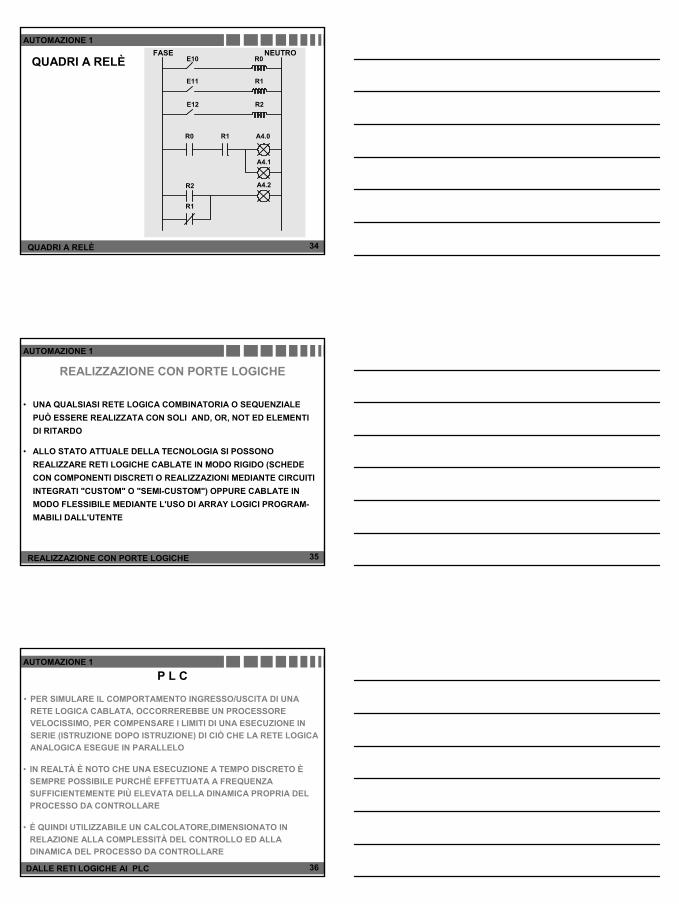
QUADRI A RELÈ
• IL RELÈ È UN OGGETTO INGOMBRANTE E POCO AFFIDABILE (ÈCOMUNQUE UN DISPOSITIVO MECCANICO E QUINDI SOGGETTO AD USURA)
• UN MODESTO VANTAGGIO DELLA SOLUZIONE A RELÈ CONSISTE NEL FATTO CHE, TRATTANDOSI DI UN COMPONENTE DI POTENZA, ESSO PERMETTE L'INTERFACCIAMENTO DIRETTO DEL CONTROLLO CON IL CAMPO
• OGNI MODIFICA DEL CONTROLLO COMPORTA QUINDI MODIFICHE AL CABLAGGIO O UN ADEGUAMENTO DEI RELÈ
• CON I QUADRI A RELÈ LA FUNZIONE CHE SI VUOLE REALIZZARE ÈDEFINITA RIGIDAMENTE DAL TIPO DI CONTATTO DI RELÈ CHE SI UTILIZZA (NORMALMENTE APERTO O NORMALMENTE CHIUSO) E DAI SUOI COLLEGAMENTI
AUTOMAZIONE 1
12
QUADRI A RELÈ E10.
R2
FASE NEUTRO
E11
R0
R1
E12 R2
R0 R1 A4.0
A4.1
A4.2
R1
QUADRI A RELÈ 34
AUTOMAZIONE 1
• ALLO STATO ATTUALE DELLA TECNOLOGIA SI POSSONO REALIZZARE RETI LOGICHE CABLATE IN MODO RIGIDO (SCHEDE CON COMPONENTI DISCRETI O REALIZZAZIONI MEDIANTE CIRCUITI INTEGRATI "CUSTOM" O "SEMI-CUSTOM") OPPURE CABLATE IN MODO FLESSIBILE MEDIANTE L'USO DI ARRAY LOGICI PROGRAM-MABILI DALL'UTENTE
REALIZZAZIONE CON PORTE LOGICHE 35
REALIZZAZIONE CON PORTE LOGICHE
• UNA QUALSIASI RETE LOGICA COMBINATORIA O SEQUENZIALE PUÒ ESSERE REALIZZATA CON SOLI AND, OR, NOT ED ELEMENTI DI RITARDO
AUTOMAZIONE 1
P L C
• È QUINDI UTILIZZABILE UN CALCOLATORE,DIMENSIONATO IN RELAZIONE ALLA COMPLESSITÀ DEL CONTROLLO ED ALLA DINAMICA DEL PROCESSO DA CONTROLLARE
• IN REALTÀ È NOTO CHE UNA ESECUZIONE A TEMPO DISCRETO ÈSEMPRE POSSIBILE PURCHÉ EFFETTUATA A FREQUENZA SUFFICIENTEMENTE PIÙ ELEVATA DELLA DINAMICA PROPRIA DEL PROCESSO DA CONTROLLARE
• PER SIMULARE IL COMPORTAMENTO INGRESSO/USCITA DI UNA RETE LOGICA CABLATA, OCCORREREBBE UN PROCESSORE VELOCISSIMO, PER COMPENSARE I LIMITI DI UNA ESECUZIONE IN SERIE (ISTRUZIONE DOPO ISTRUZIONE) DI CIÒ CHE LA RETE LOGICA ANALOGICA ESEGUE IN PARALLELO
DALLE RETI LOGICHE AI PLC 36
AUTOMAZIONE 1

13
CONTROLLORI LOGICI 37
• PROGRAMMABILE: LO SCHEMA DI CONTROLLO È DEFINITO TRAMITE UN PROGRAMMA MEMORIZZATO
• CABLATO: LO SCHEMA DI CONTROLLO È DEFINITO DALL'INSIEME DEI DISPOSITIVI (RELÈ, PORTE LOGICHE, ...) E DALLE LORO INTERCONNESSIONI
• DINAMICO: LE EQUAZIONI SONO DI TIPO SEQUENZIALE (LE USCITE DIPENDONO DAGLI INGRESSI ATTUALI E DA QUELLI PRECEDENTI)
• STATICO: LE EQUAZIONI SONO DI TIPO COMBINATORIO (LE USCITE DEL SISTEMA DIPENDONO SOLO DAGLI INGRESSI PRESENTI NELLO STESSO ISTANTE)
DEFINIZIONI DI CONTROLLORI LOGICI
• UN CONTROLLORE LOGICO PUÒ ESSERE:
AUTOMAZIONE 1
ARCHITETTURA CLASSICA
C P UINPUT OUTPUT
EPROMROM
RAM
SCHEMA FUNZIONALE DI UN PLC
DIFFERENZE CON SISTEMA A µP
SCHEMA FUNZIONALE DI UN PLC 38
• LINGUAGGIO NATURALE E SISTEMA OPERATIVO• LINGUAGGIO NATURALE E SISTEMA OPERATIVO• PARALLELISMO E STRUTTURA INTERNA
• REALIZZAZIONE DELLE PARTI
AUTOMAZIONE 1
CARATTERISTICHE PECULIARI
CARATTERISTICHE DEI PLC 39
• IN FUNZIONE DEL VALORE DEGLI INGRESSI VIENE CALCOLATO IL VALORE DELLE USCITE CHE VIENE DEPOSITATO IN UN’AREA DI MEMORIA FINCHÉ LA SCANSIONE DI TUTTI GLI INGRESSI NON È STATA EFFETTUATA
• SCANSIONE CICLICA DEL PROGRAMMA
• ACQUISIZIONE SINCRONA DEL PROCESSO
• IL PROCESSORE AVRÀ UN'IMMAGINE DEL PROCESSO IN QUEL MOMENTO
• ALL'INIZIO DEL CICLO DI ESECUZIONE DEL PROGRAMMA IL SISTEMA OPERATIVO LEGGE GLI INGRESSI E LI CARICA IN UNA SPECIFICA SEZIONE DI MEMORIA
• AFFIDATA AL SISTEMA OPERATIVO DELLA MACCHINA • COMPLETAMENTE AUTOMATICA
• GESTIONE DEGLI I/O:
AUTOMAZIONE 1

14
• ELABORAZIONE PARALLELA
1) LETTURA DEGLI INGRESSI
COPIA DEGLIINGRESSIINGRESSI
COPIA DELLE USCITEUSCITE
ELABORAZIONE
IN
OUT
CARATTERISTICHE DEI PLC 40
2) ELABORAZIONE DEGLI INGRESSI E GENERAZIONE DELLE USCITE
3) ATTUAZIONE DELLE USCITE
AUTOMAZIONE 1
CARATTERISTICHE DEI PLC 41
CPU 1-BITI PRIMI PLC AVEVANO UN SET DI ISTRUZIONI MOLTO RIDOTTO (AND, OR, NOT, IN, OUT) PER CONSENTIRE L’ESECUZIONE DI OGNI ISTRU-ZIONE IN UN SOLO CICLO
• ALCUNI PLC USANO LA TECNOLOGIA 1 BIT PER OTTENERE MIGLIORI PRESTAZIONI
• SCARSA FLESSIBILITÀ• GRANDE EFFICIENZA DI ESECUZIONE ED ELEVATE PRESTAZIONI
• IL NUMERO DELLE ISTRUZIONI IMPLEMENTABILE ERA LIMITATO E IL TEMPO DI ESECUZIONE DEL PROGRAMMA ERA LA SOMMA DEL TEMPO DI ESECUZIONE DI OGNI SINGOLA CELLA (OCCUPATA O NON)
• GIÀ NELLE PRIME VERSIONI ERANO PRESENTI LE ISTRUZIONI SET E RESET
• CON QUESTE ISTRUZIONI È POSSIBILE IMPLEMENTARE QUALSIASI LOGICA COMBINATORIA O SEQUENZIALE
AUTOMAZIONE 1
CPU MULTI-BITLA NECESSITÀ DI NUOVE MACRO ISTRUZIONI HA SPINTO
ALL’UTILIZZAZIONE DI CPU MULTI-BIT• POSSIBILITÀ DI INCLUDERE FUNZIONI DI CONTATORE, SHIFT
REGISTER E TIMER. CON LA PRESENZA DI QUESTE FUNZIONI NON È PIÙ NECESSARIO AVERE SOLO FUNZIONI MONOCICLO.
• IL TEMPO DI ESECUZIONE DI UN PROGRAMMA NON È PIÙ LEGATO AL NUMERO DI CELLE PRESENTI NELLA MEMORIA DEL PROGRAMMA.
• NASCONO LE ISTRUZIONI PER MODIFICARE IL FLUSSO DI ESECUZIONE DEL PROGRAMMA JP, JPZ.
• CON LA DIFFUSIONE DI µP PER PLC SEMPRE PIÙ POTENTI SONO STATE RESE DISPONIBILI ISTRUZIONI ARITMETICHE E DI CONFRONTO PER VARIABILI NON BOOLEANE, RENDENDO POSSIBILE PER IL PLC LA REGOLAZIONE DI UN PROCESSO (OLTRE ALLA NORMALE COORDINAZIONE PER LA QUALE SONO NATI).
• NECESSITA L’USO DI UN INTERPRETE (O DI UN COMPILATORE).
CARATTERISTICHE DEI PLC 42
AUTOMAZIONE 1
15
CPU MULTI-BIT
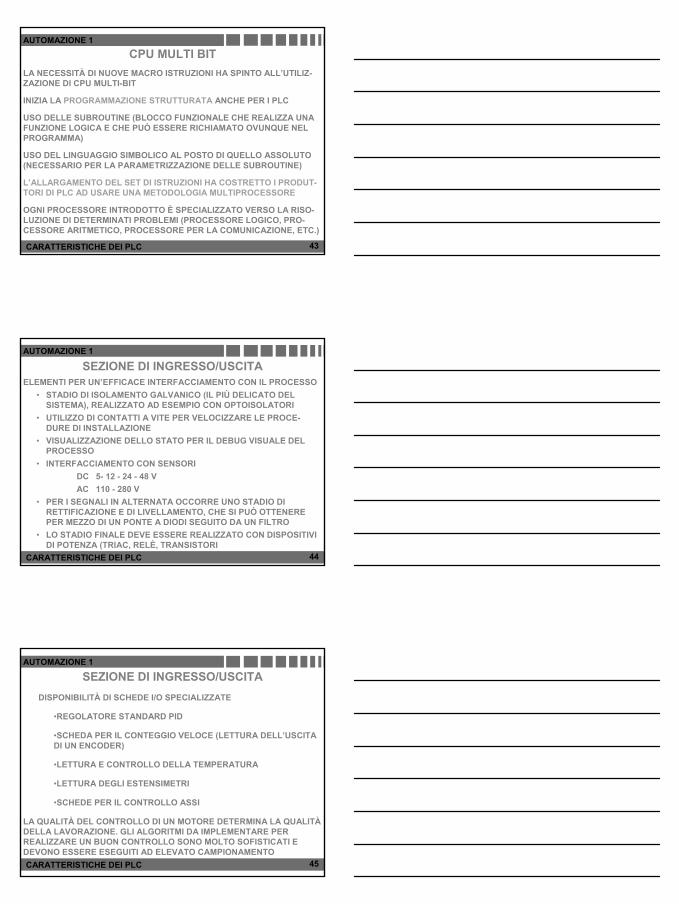
CARATTERISTICHE DEI PLC 43
OGNI PROCESSORE INTRODOTTO È SPECIALIZZATO VERSO LA RISO-LUZIONE DI DETERMINATI PROBLEMI (PROCESSORE LOGICO, PRO-CESSORE ARITMETICO, PROCESSORE PER LA COMUNICAZIONE, ETC.)
L’ALLARGAMENTO DEL SET DI ISTRUZIONI HA COSTRETTO I PRODUT-TORI DI PLC AD USARE UNA METODOLOGIA MULTIPROCESSORE
USO DEL LINGUAGGIO SIMBOLICO AL POSTO DI QUELLO ASSOLUTO (NECESSARIO PER LA PARAMETRIZZAZIONE DELLE SUBROUTINE)
USO DELLE SUBROUTINE (BLOCCO FUNZIONALE CHE REALIZZA UNA FUNZIONE LOGICA E CHE PUÒ ESSERE RICHIAMATO OVUNQUE NEL PROGRAMMA)
INIZIA LA PROGRAMMAZIONE STRUTTURATA ANCHE PER I PLC
LA NECESSITÀ DI NUOVE MACRO ISTRUZIONI HA SPINTO ALL’UTILIZ-ZAZIONE DI CPU MULTI-BIT
CPU MULTI BITAUTOMAZIONE 1
CARATTERISTICHE DEI PLC 44
SEZIONE DI INGRESSO/USCITAELEMENTI PER UN’EFFICACE INTERFACCIAMENTO CON IL PROCESSO
• STADIO DI ISOLAMENTO GALVANICO (IL PIÙ DELICATO DEL SISTEMA), REALIZZATO AD ESEMPIO CON OPTOISOLATORI
• UTILIZZO DI CONTATTI A VITE PER VELOCIZZARE LE PROCE-DURE DI INSTALLAZIONE
• VISUALIZZAZIONE DELLO STATO PER IL DEBUG VISUALE DEL PROCESSO
• LO STADIO FINALE DEVE ESSERE REALIZZATO CON DISPOSITIVI DI POTENZA (TRIAC, RELÈ, TRANSISTORI
• PER I SEGNALI IN ALTERNATA OCCORRE UNO STADIO DI RETTIFICAZIONE E DI LIVELLAMENTO, CHE SI PUÒ OTTENERE PER MEZZO DI UN PONTE A DIODI SEGUITO DA UN FILTRO
• INTERFACCIAMENTO CON SENSORI DC 5- 12 - 24 - 48 VAC 110 - 280 V
AUTOMAZIONE 1
CARATTERISTICHE DEI PLC 45
LA QUALITÀ DEL CONTROLLO DI UN MOTORE DETERMINA LA QUALITÀDELLA LAVORAZIONE. GLI ALGORITMI DA IMPLEMENTARE PER REALIZZARE UN BUON CONTROLLO SONO MOLTO SOFISTICATI E DEVONO ESSERE ESEGUITI AD ELEVATO CAMPIONAMENTO
•SCHEDE PER IL CONTROLLO ASSI
•LETTURA DEGLI ESTENSIMETRI
•LETTURA E CONTROLLO DELLA TEMPERATURA
•SCHEDA PER IL CONTEGGIO VELOCE (LETTURA DELL’USCITA DI UN ENCODER)
•REGOLATORE STANDARD PID
DISPONIBILITÀ DI SCHEDE I/O SPECIALIZZATE
SEZIONE DI INGRESSO/USCITAAUTOMAZIONE 1

16
+
-
SEGNALE
R
R
R R
R
R
V+
V -
INDICATORE
INDICATORE
R
SEZIONE INGRESSO / USCITA 46
SEZIONE DI INGRESSO/USCITA
ESEMPIO DI SCHEMA DI CIRCUITO DI OPTOISOLAMENTOIN INGRESSO AL P L C
AUTOMAZIONE 1
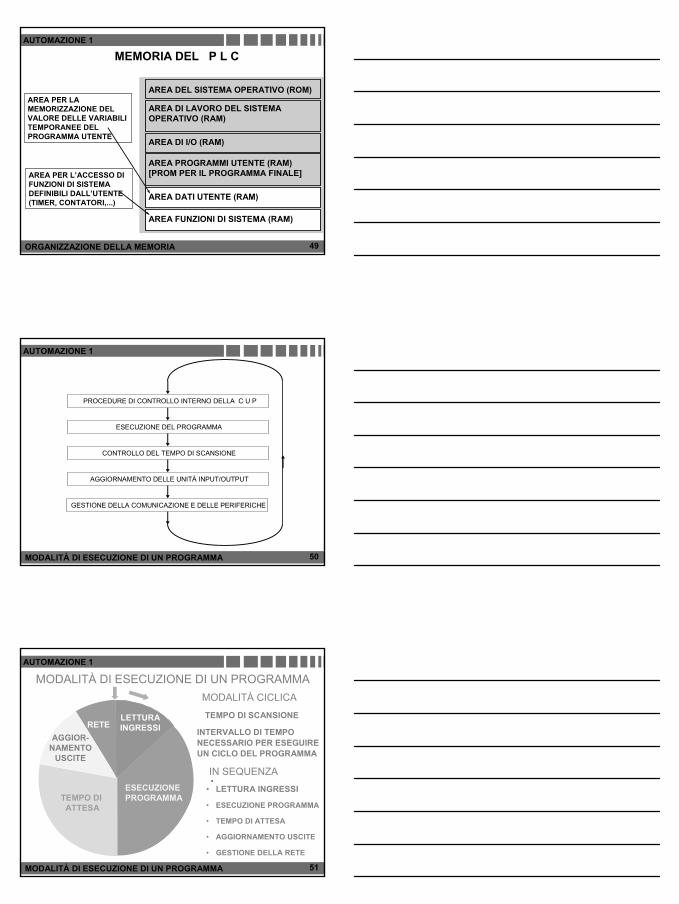
MEMORIA DEL P L C
AREA DEL SISTEMA OPERATIVO (ROM)AREA PER LA MEMORIZZAZIONE PERMANENTE DEI PROGRAMMI DEL SISTEMA OPERATIVO
AREA DI LAVORO DEL SISTEMA OPERATIVO (RAM)
AREA PER LA MEMORIZZAZIONE DI DATI INTERMEDI DA PARTE DEI PROGRAMMI DEL SISTEMA OPERATIVO
ORGANIZZAZIONE DELLA MEMORIA 47
AUTOMAZIONE 1
AREA NELLA QUALE VENGONO MEMORIZZATI I VALORI RILEVATI PER GLI INGRESSI E I VALORI DA ASSEGNARE ALLE USCITE
AREA PER LA MEMORIZZAZIONE DEL PROGRAMMA DA ESEGUIRE DURANTE LA FASE DI CONTROLLO
MEMORIA DEL P L C
AREA DEL SISTEMA OPERATIVO (ROM)
AREA DI LAVORO DEL SISTEMA OPERATIVO (RAM)
AREA DI I/O (RAM)
ORGANIZZAZIONE DELLA MEMORIA 48
AREA PROGRAMMI UTENTE (RAM)[PROM PER IL PROGRAMMA FINALE]
AUTOMAZIONE 1
17
MEMORIA DEL P L C
AREA PROGRAMMI UTENTE (RAM)[PROM PER IL PROGRAMMA FINALE]
AREA DEL SISTEMA OPERATIVO (ROM)
AREA DI LAVORO DEL SISTEMA OPERATIVO (RAM)
AREA DI I/O (RAM)
AREA DATI UTENTE (RAM)
AREA PER LA MEMORIZZAZIONE DEL VALORE DELLE VARIABILI TEMPORANEE DEL PROGRAMMA UTENTE
AREA FUNZIONI DI SISTEMA (RAM)
AREA PER L’ACCESSO DI FUNZIONI DI SISTEMA DEFINIBILI DALL’UTENTE (TIMER, CONTATORI,...)
ORGANIZZAZIONE DELLA MEMORIA 49
AUTOMAZIONE 1
MODALITÀ DI ESECUZIONE DI UN PROGRAMMA 50
AUTOMAZIONE 1
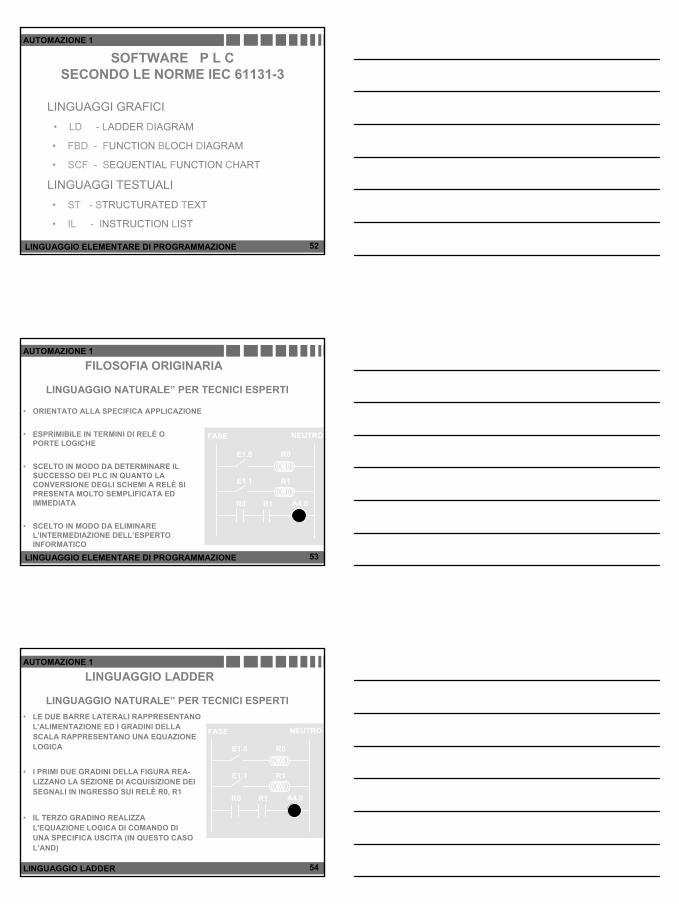
GESTIONE DELLA COMUNICAZIONE E DELLE PERIFERICHE
PROCEDURE DI CONTROLLO INTERNO DELLA C U P
ESECUZIONE DEL PROGRAMMA
CONTROLLO DEL TEMPO DI SCANSIONE
AGGIORNAMENTO DELLE UNITÀ INPUT/OUTPUT
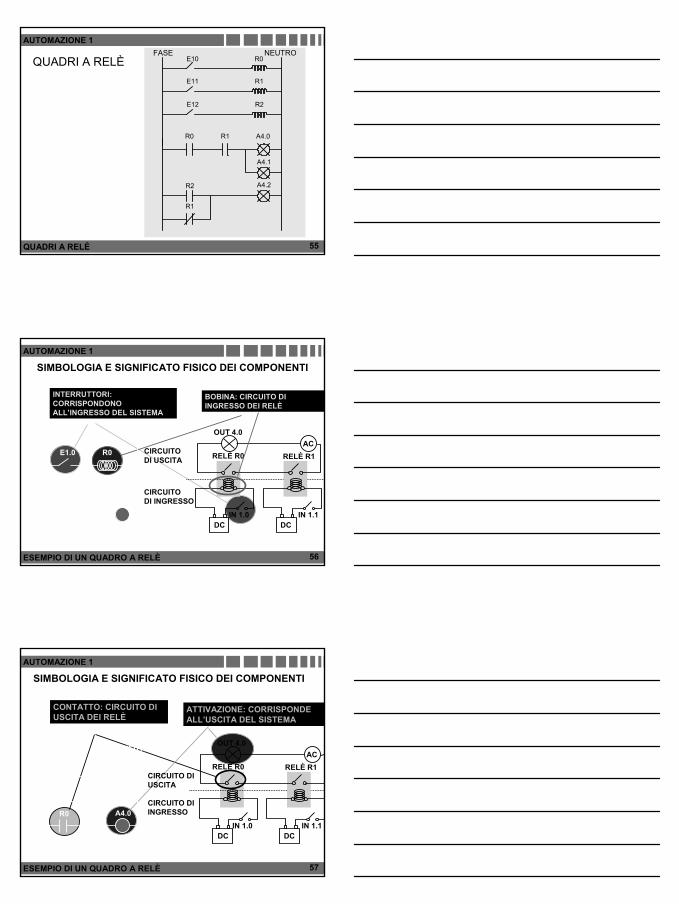
MODALITÀ DI ESECUZIONE DI UN PROGRAMMA
LETTURAINGRESSI
ESECUZIONEPROGRAMMA
RETEAGGIOR-
NAMENTOUSCITE
TEMPO DI ATTESA
MODALITÀ DI ESECUZIONE DI UN PROGRAMMA 51
MODALITÀ CICLICA
TEMPO DI SCANSIONE
INTERVALLO DI TEMPO NECESSARIO PER ESEGUIRE UN CICLO DEL PROGRAMMA
IN SEQUENZA
• LETTURA INGRESSI
• ESECUZIONE PROGRAMMA
• TEMPO DI ATTESA
• AGGIORNAMENTO USCITE
• GESTIONE DELLA RETE
AUTOMAZIONE 1
18
LINGUAGGIO ELEMENTARE DI PROGRAMMAZIONE 52
AUTOMAZIONE 1
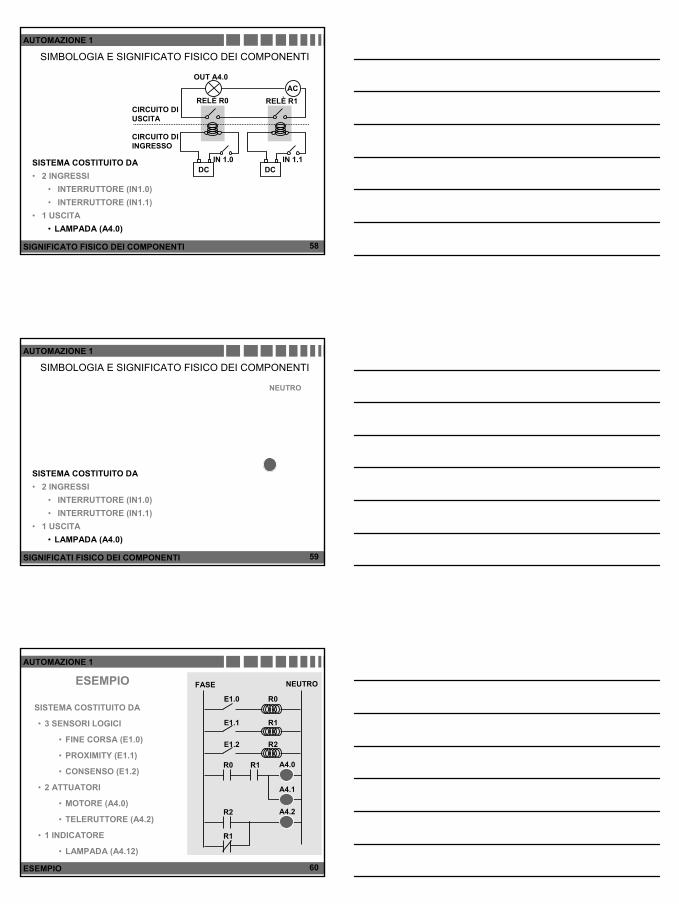
SOFTWARE P L CSECONDO LE NORME IEC 61131-3
LINGUAGGI GRAFICI
LINGUAGGI TESTUALI
• SCF - SEQUENTIAL FUNCTION CHART
• FBD - FUNCTION BLOCH DIAGRAM
• LD - LADDER DIAGRAM
• ST - STRUCTURATED TEXT
• IL - INSTRUCTION LIST
FASE NEUTRO
E1.0 R0
E1.1 R1
R0 R1 A4.0
LINGUAGGIO ELEMENTARE DI PROGRAMMAZIONE 53
FILOSOFIA ORIGINARIA
LINGUAGGIO NATURALE” PER TECNICI ESPERTI
• ORIENTATO ALLA SPECIFICA APPLICAZIONE
• ESPRIMIBILE IN TERMINI DI RELÈ O PORTE LOGICHE
• SCELTO IN MODO DA DETERMINARE IL SUCCESSO DEI PLC IN QUANTO LA CONVERSIONE DEGLI SCHEMI A RELÈ SI PRESENTA MOLTO SEMPLIFICATA ED IMMEDIATA
• SCELTO IN MODO DA ELIMINARE L’INTERMEDIAZIONE DELL’ESPERTO INFORMATICO
AUTOMAZIONE 1
LINGUAGGIO LADDER 54
LINGUAGGIO LADDER
LINGUAGGIO NATURALE” PER TECNICI ESPERTI• LE DUE BARRE LATERALI RAPPRESENTANO
L'ALIMENTAZIONE ED I GRADINI DELLA SCALA RAPPRESENTANO UNA EQUAZIONE LOGICA
• I PRIMI DUE GRADINI DELLA FIGURA REA-LIZZANO LA SEZIONE DI ACQUISIZIONE DEI SEGNALI IN INGRESSO SUI RELÈ R0, R1
• IL TERZO GRADINO REALIZZA L'EQUAZIONE LOGICA DI COMANDO DI UNA SPECIFICA USCITA (IN QUESTO CASO L’AND)
FASE NEUTRO
E1.0 R0
E1.1 R1
R0 R1 A4.0
AUTOMAZIONE 1
19
QUADRI A RELÈ E10.
R2
FASE NEUTRO
E11
R0
R1
E12 R2
R0 R1 A4.0
A4.1
A4.2
R1
QUADRI A RELÈ 55
AUTOMAZIONE 1
SIMBOLOGIA E SIGNIFICATO FISICO DEI COMPONENTI
E1.0 R0
FASE NEUTRO
E1.1 R1
R0 R1 A4.0CIRCUITODI INGRESSO
CIRCUITO DI USCITA
INTERRUTTORI: CORRISPONDONO ALL’INGRESSO DEL SISTEMA
BOBINA: CIRCUITO DI INGRESSO DEI RELÈ
ESEMPIO DI UN QUADRO A RELÈ 56
DC DC
ACRELÈ R0
OUT 4.0
RELÈ R1
IN 1.1IN 1.0
AUTOMAZIONE 1
SIMBOLOGIA E SIGNIFICATO FISICO DEI COMPONENTI
RELÈ R0
DC DC
ACOUT 4.0
RELÈ R1
IN 1.1IN 1.0
CIRCUITO DIINGRESSO
CONTATTO: CIRCUITO DI USCITA DEI RELÈ
ATTIVAZIONE: CORRISPONDE ALL’USCITA DEL SISTEMA
CIRCUITO DIUSCITA
ESEMPIO DI UN QUADRO A RELÈ 57
NEUTROFASE
E1.0 R0
E1.1 R1
R0 R1 A4.0
AUTOMAZIONE 1
20
SIMBOLOGIA E SIGNIFICATO FISICO DEI COMPONENTI
DC DC
ACRELÈ R0
OUT A4.0
RELÈ R1
IN 1.1IN 1.0
CIRCUITO DIINGRESSO
CIRCUITO DIUSCITA
SISTEMA COSTITUITO DA
SIGNIFICATO FISICO DEI COMPONENTI 58
• LAMPADA (A4.0)
• 2 INGRESSI• INTERRUTTORE (IN1.0) • INTERRUTTORE (IN1.1)
• 1 USCITA
AUTOMAZIONE 1
SIGNIFICATI FISICO DEI COMPONENTI 59
FASE
E1.0 R0
E1.1 R1
R0 R1 A4.0
NEUTRO
SIMBOLOGIA E SIGNIFICATO FISICO DEI COMPONENTI
SISTEMA COSTITUITO DA
• LAMPADA (A4.0)
• 2 INGRESSI• INTERRUTTORE (IN1.0) • INTERRUTTORE (IN1.1)
• 1 USCITA
AUTOMAZIONE 1
FASE NEUTRO
E1.0 R0
E1.1 R1
R0 R1 A4.0
E1.2 R2
A4.1
R2 A4.2
R1
ESEMPIO
ESEMPIO 60
SISTEMA COSTITUITO DA
• 3 SENSORI LOGICI
• FINE CORSA (E1.0)
• PROXIMITY (E1.1)
• CONSENSO (E1.2)
• 2 ATTUATORI
• MOTORE (A4.0)
• TELERUTTORE (A4.2)
• 1 INDICATORE
• LAMPADA (A4.12)
AUTOMAZIONE 1
21
FASE NEUTRO
E1.0 R0
E1.1 R1
R0 R1 A4.0
E1.2 R2
A4.1
R2 A4.2
R1
LINGUAGGIO LADDER
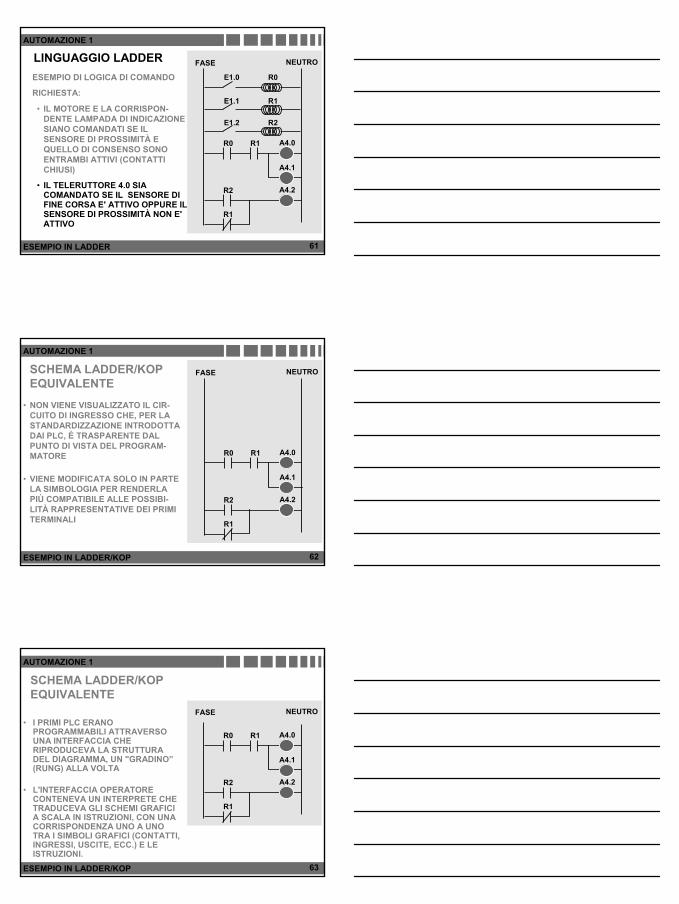
• IL TELERUTTORE 4.0 SIA COMANDATO SE IL SENSORE DI FINE CORSA E' ATTIVO OPPURE IL SENSORE DI PROSSIMITÀ NON E' ATTIVO
ESEMPIO IN LADDER 61
ESEMPIO DI LOGICA DI COMANDO
RICHIESTA:
• IL MOTORE E LA CORRISPON-DENTE LAMPADA DI INDICAZIONE SIANO COMANDATI SE IL SENSORE DI PROSSIMITÀ E QUELLO DI CONSENSO SONO ENTRAMBI ATTIVI (CONTATTI CHIUSI)
AUTOMAZIONE 1
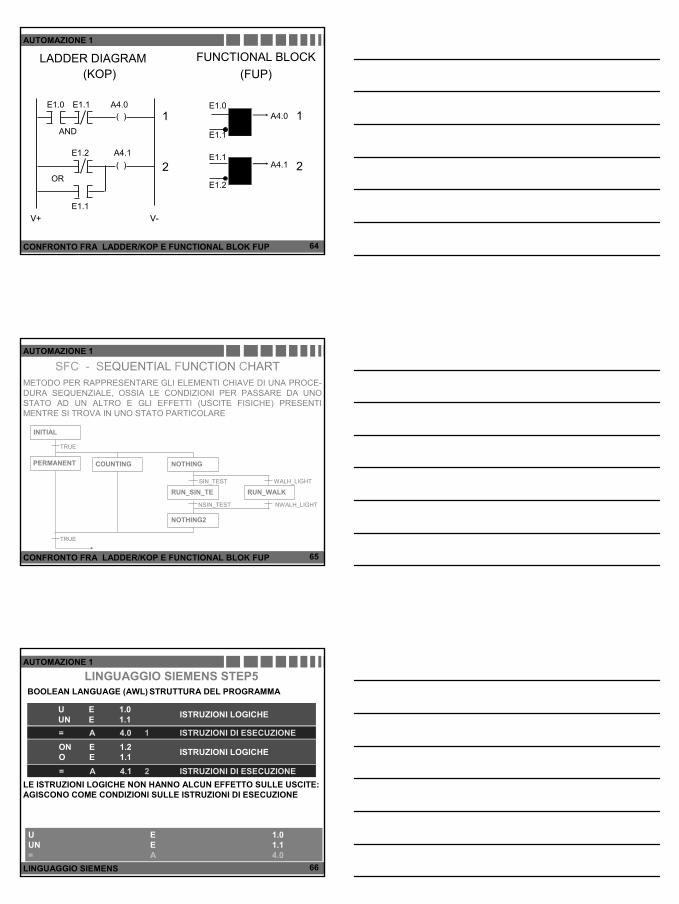
• VIENE MODIFICATA SOLO IN PARTE LA SIMBOLOGIA PER RENDERLA PIÙ COMPATIBILE ALLE POSSIBI-LITÀ RAPPRESENTATIVE DEI PRIMI TERMINALI
ESEMPIO IN LADDER/KOP 62
FASE NEUTRO
E1.0 R0
E1.1 R1
R0 R1 A4.0
E1.2 R2
A4.1
R2 A4.2
SCHEMA LADDER/KOP EQUIVALENTE
• NON VIENE VISUALIZZATO IL CIR-CUITO DI INGRESSO CHE, PER LA STANDARDIZZAZIONE INTRODOTTA DAI PLC, È TRASPARENTE DAL PUNTO DI VISTA DEL PROGRAM-MATORE
FASE NEUTRO
R0 R1 A4.0
A4.1
R2 A4.2
R1
AUTOMAZIONE 1
FASE NEUTRO
R0 R1 A4.0
A4.1
R2 A4.2
R1
• L'INTERFACCIA OPERATORE CONTENEVA UN INTERPRETE CHE TRADUCEVA GLI SCHEMI GRAFICI A SCALA IN ISTRUZIONI, CON UNA CORRISPONDENZA UNO A UNO TRA I SIMBOLI GRAFICI (CONTATTI, INGRESSI, USCITE, ECC.) E LE ISTRUZIONI.
ESEMPIO IN LADDER/KOP 63
SCHEMA LADDER/KOP EQUIVALENTE
• I PRIMI PLC ERANO PROGRAMMABILI ATTRAVERSO UNA INTERFACCIA CHE RIPRODUCEVA LA STRUTTURA DEL DIAGRAMMA, UN "GRADINO”(RUNG) ALLA VOLTA
AUTOMAZIONE 1
22
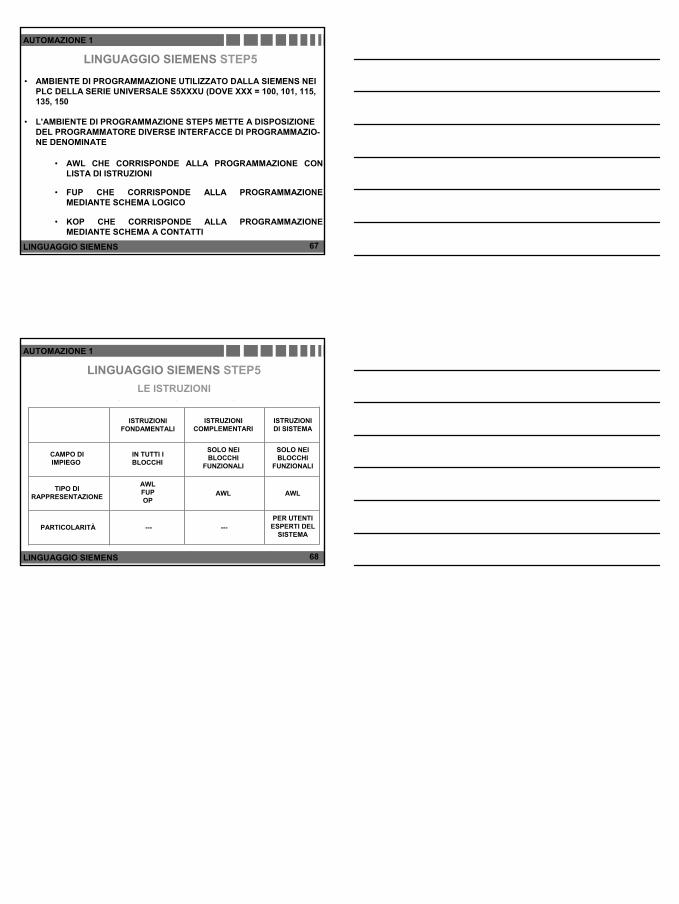
LADDER DIAGRAM(KOP)
AND
( )E1.0 E1.1 A4.0
1
( )OR
E1.2
E1.1
A4.1
2
V+V+ VV--
FUNCTIONAL BLOCK(FUP)
&E1.0
E1.1
A4.0 1
A4.1
E1.2
E1.12≥ 1
CONFRONTO FRA LADDER/KOP E FUNCTIONAL BLOK FUP 64
AUTOMAZIONE 1
CONFRONTO FRA LADDER/KOP E FUNCTIONAL BLOK FUP 65
AUTOMAZIONE 1
SFC - SEQUENTIAL FUNCTION CHARTMETODO PER RAPPRESENTARE GLI ELEMENTI CHIAVE DI UNA PROCE-DURA SEQUENZIALE, OSSIA LE CONDIZIONI PER PASSARE DA UNO STATO AD UN ALTRO E GLI EFFETTI (USCITE FISICHE) PRESENTI MENTRE SI TROVA IN UNO STATO PARTICOLARE
INITIAL
PERMANENT COUNTING NOTHING
RUN_WALKRUN_SIN_TE
NOTHING2
TRUE
TRUE
SIN_TEST
NSIN_TEST
WALH_LIGHT
NWALH_LIGHT
SINTASSI
U E 1.0UN E 1.1= A 4.0
CODICE OPERATIVO TIPO DI VARIABILE INDIRIZZO FISICO
LE ISTRUZIONI LOGICHE NON HANNO ALCUN EFFETTO SULLE USCITE:AGISCONO COME CONDIZIONI SULLE ISTRUZIONI DI ESECUZIONE
U E 1.0UN E 1.1 ISTRUZIONI LOGICHE
ISTRUZIONI LOGICHEON E 1.2O E 1.1
1 ISTRUZIONI DI ESECUZIONE= A 4.0
LINGUAGGIO SIEMENS STEP5BOOLEAN LANGUAGE (AWL) STRUTTURA DEL PROGRAMMA
2 ISTRUZIONI DI ESECUZIONE= A 4.1
LINGUAGGIO SIEMENS 66
AUTOMAZIONE 1
23
LINGUAGGIO SIEMENS STEP5
• AMBIENTE DI PROGRAMMAZIONE UTILIZZATO DALLA SIEMENS NEI PLC DELLA SERIE UNIVERSALE S5XXXU (DOVE XXX = 100, 101, 115, 135, 150
LINGUAGGIO SIEMENS 67
• L'AMBIENTE DI PROGRAMMAZIONE STEP5 METTE A DISPOSIZIONE DEL PROGRAMMATORE DIVERSE INTERFACCE DI PROGRAMMAZIO-NE DENOMINATE
• AWL CHE CORRISPONDE ALLA PROGRAMMAZIONE CON LISTA DI ISTRUZIONI
• FUP CHE CORRISPONDE ALLA PROGRAMMAZIONE MEDIANTE SCHEMA LOGICO
• KOP CHE CORRISPONDE ALLA PROGRAMMAZIONE MEDIANTE SCHEMA A CONTATTI
AUTOMAZIONE 1
LINGUAGGIO SIEMENS STEP5
IN TUTTI IBLOCCHI
AWLFUPOP
---
SOLO NEIBLOCCHI
FUNZIONALI
---
AWL
SOLO NEIBLOCCHI
FUNZIONALI
PER UTENTIESPERTI DEL
SISTEMA
AWL
CAMPO DIIMPIEGO
TIPO DIRAPPRESENTAZIONE
PARTICOLARITÀ
ISTRUZIONIFONDAMENTALI
ISTRUZIONICOMPLEMENTARI
ISTRUZIONIDI SISTEMA
LINGUAGGIO SIEMENS 68
LE ISTRUZIONI
AUTOMAZIONE 1