control y mejora de la calidad, 1° ed. - albert prat bartes & xavier tort-martorell llabres
TRANSCRIPT
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 1/286
Control y mejora de la calidad
Prat Bartés, Albert
Tort-Martorell Llabrés, Xavier
Grima Cintas, Pere
Pozueta Fernández, Lourdes

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 2/286
Cuando decidimos escribir este libro, lo hicimos con un objetivo fundamental: satisfacer lasnecesidades y expectativas, en cuanto a formación estadística, de los estudiantes de ingeniería y detodos aquellos técnicos, ingenieros y científicos que quieren utilizar métodos estadísticos para acelerarla adquisición de conocimientos.
El proceso de detección de estas necesidades y expectativas ha sido largo pero extraordina-riamente interesante. La principal fuente de información ha sido la experiencia adquirida por losautores durante las múltiples asesorías realizadas a todo tipo de organismos públicos y privados tantonacionales como multinacionales. Este contacto intenso con la realidad, además de ser una fuenteinestimable de temas para la investigación teórica y aplicada, permite la obtención de datos reales y laaplicación de los métodos estadísticos a problemas relevantes para el público a quien se dirige el texto.
En este sentido, el capítulo 1 introduce al lector en la importancia actual de los conceptos de lacalidad total y sitúa el papel de la estadística como uno de los tres pilares en los que se fundamentandichos conceptos.
Una de las constataciones realizadas por personajes de la talla de Deming y Juran es que unporcentaje muy elevado de problemas por mala calidad en la industria y los servicios se pueden resolvermediante la utilización masiva y sistemática de las herramientas que se explican en el capítulo 2.
Los capítulos 3 y 4 presentan de forma conceptual y resumida los elementos básicos de la
variabilidad y de su medida en la teoría de la probabilidad. Los resultados teóricos de estos doscapítulos constituyen la base en que se fundamentan los métodos estadísticos descritos en el texto.
Los capítulos 5 y 6 contienen los métodos utilizados para comparar dos o más poblaciones,tanto para el caso de diseños totalmente aleatorizados como para los diseños en bloques completosaleatorizados.
En la actualidad, las técnicas de diseño de experimentos, tanto en su versión clásica de diseñosfactoriales y factoriales fraccionales, como en su versión de métodos de Taguchi para el diseño deparámetros en ingeniería de la calidad, son de gran importancia en todo tipo de organizacionesindustriales. A ellas hemos dedicado los capítulos 7, 8, 9 y 10.
Finalmente, otra área de gran interés para el control y la mejora de la calidad es la de controlestadístico de procesos (SPC) que se expone brevemente en el capítulo 11.
Al final de cada grupo temático se proponen una serie de ejercicios que pretenden facilitar la
compresión de los conceptos teóricos.
Prólogo
7
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancionesestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 3/286
El enfoque del libro está también influenciado por las largas conversaciones y el trabajo encomún de algunos de los autores con dos auténticos maestros de la estadística: George E. P. Box y eldifunto William G. Hunter. Compartimos con ellos la idea de mantener al mínimo imprescindible elaparato matemático utilizado en el texto, e intentar que, a través de la utilización de datos reales, ellector pueda apreciar toda la complejidad del proceso iterativo de adquisición de conocimientos y enla resolución de problemas de interés para la industria y los servicios.
Este libro es el resultado de muchos años de experiencia en la enseñanza de la estadística. Estaexperiencia no se limita únicamente a los estudiantes de ingeniería en la Escola Tècnica Superior de
Enginyers Industrials de Barcelona, y a los de la diplomatura de Estadística de la Facultat deMatemàtiques i Estadística de la Universitat Politècnica de Catalunya, sinó que se extiende a laenseñanza de la estadística en los múltiples cursos realizados a medida para ingenieros, economistas,técnicos, etc., en distintas empresas de una gran variedad de campos de actividad.
Desearíamos que nuestro libro satisfaga realmente a nuestros lectores pero, como todo productoes mejorable, les estimulamos a que nos hagan llegar todo tipo de comentarios y sugerencias quepermitan mejorarlo en ediciones futuras.
Finalmente, deseamos manifestar nuestro agradecimiento a la Universitat Politècnica deCatalunya, a la cual pertenecemos, por concedernos un premio a la elaboración de material docente queha facilitado la elaboración del presente texto, a los becarios Natalia Montolío y Santiago Fernández,que han colaborado en la recopilación de los problemas y la elaboración de las tablas que figuran enel libro, así como a Pia Margarit por su trabajo en la edición del primer original.
Albert PratXavier Tort-Martorell
Pere GrimaLourdes Pozueta
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
8
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 4/286
1 El entorno de la calidad total
1.1 Evolución histórica del concepto de control de la calidad . . . . . . . . . . . . . . . . . . . . . . . . . .151.1.1 Inspección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .161.1.2 Control estadístico de procesos (C.E.P) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .171.1.3 Calidad en la etapa de diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
1.2 Mantenimiento, mejora e innovación en la calidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .181.2.1 Conceptos básicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .181.2.2 El ciclo PDCA como estrategia básica de los procesos de mejora continua . . . . . . .20
1.3 Conceptos básicos de la gestión de la calidad total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .211.4 Métodos estadísticos en la calidad total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23
2 Herramientas básicas para la mejora de la calidad
2.1 Plantillas para la recogida de datos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .262.2 Histogramas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .282.3 Diagramas de Pareto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .312.4 Diagramas causa-efecto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .342.5 Diagramas bivariantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .362.6 Estratificación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42Apéndice 2A Datos e información . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .45
3 Causas y medidas de la variabilidad
3.1 Causas de la variabilidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .473.2 Medidas de la variabilidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49
3.2.1 Variabilidad en una muestra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .503.3 Densidad de probabilidad. Variabilidad en la población . . . . . . . . . . . . . . . . . . . . . . . . . . .503.4 Esperanza matemática y varianza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .513.5 Función de distribución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .523.6 Caso discreto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .53
Índice
9
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 5/286
3.7 El caso bivariante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .543.7.1 Variabilidad muestral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .54
3.8 Densidades de probabilidad conjunta y densidades marginales . . . . . . . . . . . . . . . . . . . . . .543.8.1 Densidades marginales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
3.9 Densidades condicionales e independencia de variables aleatorias . . . . . . . . . . . . . . . . . . .553.10 Covarianza y coeficiente de correlación lineal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .563.11 Esperanza matemática y varianza de combinaciones lineales de variables aleatorias . . . . .583.12 Ejemplo del “helicóptero” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .62
4 Algunos modelos probabilísticos
4.1 La ley normal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .664.1.1 Función de distribución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .68
4.2 La ley binomial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .704.3 Ley de Poisson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .72
4.4 Distribución de estadísticos en muestras aleatorias simples de poblaciones normales . . . . .744.5 Distribución de Y (σ2 conocida) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .754.6 La ley de Chi-cuadrado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .764.7 La ley t-Student . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .774.8 Distribución de S2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .794.9 Distribución de Y (σ2 desconocida) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .794.10 El caso de dos poblaciones normales independientes . . . . . . . . . . . . . . . . . . . . . . . . . . . . .804.11 La ley F-Snedecor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .814.12 Distribución del cociente de dos varianzas muestrales . . . . . . . . . . . . . . . . . . . . . . . . . . . .82Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .83
5 Comparación de dos tratamientos
5.1 Caso 1: comparación de dos productos en un proceso de curtido de piel . . . . . . . . . . . . . .855.1.1 Planteamiento del problema. Recogida de datos . . . . . . . . . . . . . . . . . . . . . . . . . . . .855.1.2 Análisis exploratorio. Formalización del problema . . . . . . . . . . . . . . . . . . . . . . . . . .865.1.3 Resolución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .87
5.2 Generalización del caso de la comparación de dos productos para el curtido:comparación de medias en diseños totalmente ateatorizados . . . . . . . . . . . . . . . . . . . . . . .89
5.3 Caso 2: comparación de dos tratamientos superficiales para lentes . . . . . . . . . . . . . . . . . . .915.3.1 Planteamiento. Recogida de los datos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .915.3.2 Análisis exploratorio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .915.3.3 Resolución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .92
5.4 Generalización del caso de la comparación de dos tratamientos superficiales de lentes: . . . . .comparación de medias en diseños en bloques aleatorizados . . . . . . . . . . . . . . . . . . . . . . .93
5.5 Aleatorización y bloqueo: recapitulación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .945.6 Contraste de hipótesis. Formalización y limitaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . .955.7 Un análisis alternativo: intervalos de confianza para la diferencia de medias . . . . . . . . . . .97Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .99Apéndice 5A Test de comparación de medias cuando no puede asumirse la igualdadde varianzas poblacionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .102Apéndice 5B Pruébelo Ud. mismo. Comparación de dos tipos de helicóptero . . . . . . . . . . . . . . .103
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
10
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 6/286
EL ENTORNO DE LA CALIDAD TOTAL
6 Comparación de más de dos tratamientos: análisis de la varianza
6.1 Método gráfico de comparación de medias para poblaciones independientes . . . . . . . . . .1066.1.1 Ideas básicas para la aplicación del método . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1066.1.2 Requisitos de aplicación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1086.1.3 Caso de la comparación de procedimientos de montaje. Aplicación del método . .110
6.2 Caso de la comparación de procedimientos de montaje con datos bloqueados.Hipótesis sobre el modelo de la respuesta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1136.2.1 Resolución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .114
6.3 Método clásico de análisis de la varianza. Tabla ANOVA . . . . . . . . . . . . . . . . . . . . . . . . .1176.3.1 Planteamiento de un caso y cuestiones previas . . . . . . . . . . . . . . . . . . . . . . . . . . . .1176.3.2 Construcción e interpretación de la tabla ANOVA en diseñostotalmente aleatorizados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1186.3.3 Tabla ANOVA para diseños bloqueados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .121
Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .124
7 Diseños factoriales
7.1 Necesidad de la experimentación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1277.1.1 Avance del conocimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1277.1.2 Diferencia entre experimentar y analizar datos existentes . . . . . . . . . . . . . . . . . . . .1277.1.3 Modelos mecanicistas y empíricos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .129
7.2 Posibles estrategias experimentales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1307.2.1 Estrategia secuencial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1307.2.2 Diseños factoriales frente a intuición . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1317.2.3 Concepto de interacción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .133
7.3 Variabilidad de la respuesta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .134
7.3.1 Variabilidad en el sistema de medición de la respuesta . . . . . . . . . . . . . . . . . . . . . .1357.4 Diseños factoriales con las variables a dos niveles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1357.4.1 Diseños factoriales a dos niveles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1367.4.2 Matriz de diseño. Construcción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1377.4.3 Aleatorización . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1387.4.4 Réplicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .139
7.5 Cálculo de los efectos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1407.5.1 Cálculo de los efectos a partir del cubo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1407.5.2 Algoritmos de cálculo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .142
7.6 Significación de los efectos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1447.6.1 Significación cuando se dispone de réplicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1457.6.2 Papel probabilístico normal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .147
7.7 Interpretación de resultados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1507.7.1 Cálculo de residuos. Diagnosis del modelo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1517.8 Diseños a dos niveles bloqueados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .152Apéndice 7A Relación entre los algoritmos de cálculo y el método de los mínimos cuadrados . .153Apéndice 7B Papel probabilístico normal para diseños con ocho y dieciséisexperimentos y casos prácticos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .155Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .162
11
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 7/286
8 Diseños factoriales fracciónales
8.1 Utilidad y justificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1658.1.1 Justificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .165
8.2 Ejemplo introductorio. Cinco variables en dieciséis experimentos . . . . . . . . . . . . . . . . . .1668.2.1 Confusión de los efectos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .169
8.3 Construcción de diseños fraccionales y cálculo de las confusiones introducidas . . . . . . . .1708.3.1 Construcción de diseños fraccionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1708.3.2 Cálculo de las confusiones introducidas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1718.3.3 Concepto de resolución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .172
8.4 Otros diseños fraccionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1728.4.1 Medias fracciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1728.4.2 Fracción complementaria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1738.4.3 Diseños saturados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1758.4.4 Diseños intermedios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .177
8.5 Bloqueo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .179
8.5. 1 Bloqueo de factoriales completos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1798.5.2 Ejemplo de proceso químico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1808.5.3 Factoriales completos divididos en más de dos bloques . . . . . . . . . . . . . . . . . . . . . .1828.5.4 Fraccionales divididos en bloques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .183
8.6 Tablas de diseños fraccionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1848.7 Estrategia secuencial utilizando diseños fraccionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .187
8.7.1 Advertencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1888.7.2 Fracciones complementarias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1888.7.3 Efecto bloque al añadir fracciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1918.7.4 Adición de experimentos para conseguir clarificaciones puntuales . . . . . . . . . . . . .191
Apéndice 8A Teoría de la proyección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .195Apéndice 8B Significación de las interacciones de dos factores . . . . . . . . . . . . . . . . . . . . . . . . .196
Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .198
9 Introducción a la metodologia de superficie de respuesta
9.1 Introducción. Necesidad de modelos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2019.2 Grado de conocimiento y objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2029.3 Estrategias de la metodología de superficie de respuesta . . . . . . . . . . . . . . . . . . . . . . . . . . . .2039.4 Aproximación lineal a las condiciones óptimas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2069.5 Aproximación por el camino de máxima pendiente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2099.6 Aproximación cuadrática. Diseños centrales compuestos . . . . . . . . . . . . . . . . . . . . . . . . . . .2129.7 Análisis canónico de la superficie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .215Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .221
10 Diseño de productos robustos
10.1 Concepto de producto robusto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22310.2 Variabilidad funcional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22410.3 Metodología del diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22510.4 Diseño de parámetros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .226
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
12
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 8/286
EL ENTORNO DE LA CALIDAD TOTAL
10.5 Matriz de diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22710.6 Ejemplo de producto robusto a ruido externo: suavizante . . . . . . . . . . . . . . . . . . . . . . . . .22910.7 Ejemplo de producto robusto a ruido interno: tubo calefactor . . . . . . . . . . . . . . . . . . . . . .23610.8 Diseño de tolerancias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .238Apéndice 10A Función de pérdidas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .239Apéndice 10B Método de Taguchi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .240Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .242
11 Control estadístico de procesos
11.1 Evolución del CEP y objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24311.2 Proceso en estado de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .244
11.2.1 Comportamiento esperado de las observaciones individualesen un proceso en estado de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24411.2.2 Comportamiento de la media de un proceso en estado de control . . . . . . . . . . . . . .246
11.3 ¿Qué es un gráfico de control? Metodología . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .247
11.4 Gráficos de control para variables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24811.4.1 Gráficos X - R . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24911.4.2 Gráfico de observaciones individuales y gráfico de rangos móviles . . . . . . . . . . . .25111.4.3 Gráfico de medias móviles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25211.4.4 Interpretación de los gráficos de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25211.4.5 Estudios de capacidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .255
11.5 Gráficos de control para atributos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25811.5.1 Gráfico P . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25811.5.2 Gráfico NP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26111.5.3 Gráfico C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26311.5.4 Gráfico U . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .265
11.6 Otros gráficos de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .266
11.6.1 Gráfico CUSUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26611.6.2 Gráficos EWMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26911.7 El precontrol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27111.8 Gráficos de control para observaciones dependientes . . . . . . . . . . . . . . . . . . . . . . . . . . . .272Ejercicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .274
Apéndice 1: Tablas estadísticas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .277
Índice alfabético . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .295
Bibliografía . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .299
13
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 9/286
[ABRA64] ABRAMOWITZ, M.; STEGUN, I. Handbook of Mathematical Functions pover. Nueva York, 1964.[AT&T85] AT & T. Statistical Quality Control Handbook. ASQC, 1985.[BOX76] BOX, G.; JENKINS, G. Time series analysis forecasting and control. Holden-Day, California, 1976.[BOX86] BOX, G.; FUNG, C. Studies in Quality Improvement. Minimizing Transmitted Variation by Parametrer
Design. Center for Quality and Productivity Improvement, Report Num. 8, University of Wisconsin-Madison, 1986.
[BOX87] BOX, G. Empirical Model-Building and Response Surfaces. Draper, Norman Richard, John Wiley &Sons, Nueva York, 1987.[BOX88] BOX, GEORGE E.P.; HUNTER, WILLIAM G.; HUNTER, J. STUART. Estadística para investigadores. Reverté,
Barcelona, 1988.[BOX92] BOX, G.E.; KRAMER. Statistical Process Monitoring and Feedback Adjustment. Technometrics, 1992.[BRIT80] BRITISH STANDARDS INSTITUTION. Guide to Data analysis and quality control using cusum techniques.
1980.[CHUN68] CHUNG, KAILAI. A course in Probability Theory. Hartcolurt, Brace & world, Inc., Nueva York, 1968.[DEMI82] DEMING, W. EDWARDS. Out of the Crisis. MIT, Massachussets, 1982.[DEMI83] DEMING, W. EDWARDS. Quality, Productivity and Competitive Position. MIT Center for Advanced
Engineering Study, Cambridge- Massachussets, 1983.[DOUG91] DOUGLAS, C.; MONTGOMERY, D.C. Introduction to Statistical Quality Control Second Edition. Wiley, 1991.[GRIM93] GRIMA, P. Aportaciones metodologicas al diseño de productos robustos. Tesis doctoral. Universitat
Politècnica de Catalunya, 1993.
[HOGG78] HOGG, R.; CRAIG, A. Introduction to mathematical statistics. Macmillian, Nueva York, 1978.[IMAI86] IMAI, MASAAKI. Kaizen, the key to Japanis competitive success the Random House. Nueva York,1986.
[ISHI85] ISHIKAWA, KAORU. Guía de control de calidad. Ed. UNIPUB, Nueva York, 1985.[ISHI85] ISHIKAWA, KAORU. Wath is Total Quality Control? The Japanese way, Prentice-Hall. Inc. Englewood
clidds, Nueva York, 1985.[JOHN71] JOHN, PET ER. Statistical design and analysis of experiments. The MacMillan Company. Nueva York
(1971)[JOHN70] JOHNSON, NORMAN; KOTZ, SAMUEL. Distributions in Statistics: Continuous Univariate Distributions 1
and 2. Houghton Mifflin Company, Boston. 1970.[JURA51] JURAN, J.M. Quality Control Handbook. McGraw-Hill, Nueva York, 1951.[JURA80] JURAN & GRYNA. Quality Planning and Analysis. McGraw-Hill, 1980.[JURA90] JURAN, J.M. Juran y la planificación para la calidad. Ed. Díaz de Santos, Barcelona, 1990.[KACK85] KACKAR, R.N. “Off-Line Quality Control, Parametrer Design, and the Taguchi Method.” Journal of
Quality Technology, vol. 17, Nº 4, 1985.
Bibliografía
299
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 10/286
[KANO87] KANO, NONAKI. TGC as total Quality Creation. ICGC, Tokyo, 1987.[KARA91] KARATSU, HAIJME. CTC: La sabiduría japonesa. Ediciones Gestión 2000 S.A., Barcelona, 1991.[KHUR87] KHURI, A.I; CORNELL, J.A. Response Surfaces. Design and Analyses. Marcel Dekker, Inc. ASGC
Quality Press, 1987.[LUKA56] LUKACS, E. “Procedings 3d Berkeley Symposium on Mathematical Statistics.” Probabilidad 2, pp.
195-214, 1956.[MACG90] MACGREGOR, J.F. A Different View of the Funnel Experiment. J.Q.T., 1990.[MAGH90] MAGHSOODLOO, S. “The Exact Relation of Taguchi’s Signal-to-Noise Ratio to His Quality Loss
Function”. Journal of Quality Technology. vol. 22, nº 1, 1990.
[MILL84] MILLIKEN & JOHNSON. Analysis of Messy Data. vol. 1 Designed Experiments, Van Nostrand Reinhold,Nueva York, 1984.
[MONT91] MONTGOMERY, D.C.; MASTRANGELO, C.M. Some Statistical Process Control Methods for
Autocorrelated Data Journal of Quality Technology. vol. 23, nº 3, 1991.[PATE82] PATEL, JAGDISH K.; READ, CAMPBELL B. Handbook of the normal distribution. M. Dekker, Nueva York,
1982.[PEÑA86] PEÑA, D.; PRAT, A. Cómo controlar la calidad. Manuales IMPL, Ministerio de Industria y Energía,
Madrid, 1986.[ROSS88] ROSS, P.J. Taguchi Techniques for Quality Engineering. McGraw-Hill, Nueva York, 1988.[RYAN88] RYAN, T.P. Taguchi’s Approach to Experimental Design: Some Concerns. Quality Progress, 1988.[SHEW31] SHEWHART, W.A. Economic control of Quality of Manufactured Product. American Society for Q.C,
1931.[SHOE91] SHOEMAKER, A.C.; TSUI, C.F.; WU, JEFF. “Economical Experimentation Methods for Robust Design”.
Technometrics, vol. 33, nº 4, 1991.
[SNED37] SNEDECOR, G.W. Statistical Methods. Colegiate Press, Ames, Iowa, 1937.[TAGU86] TAGUCHI, G. Introdution to Quality Engineering: Designing Quality Into Products and Processes.
Asian Productivity Organization, Tokyo, 1986.[TORT85] TORT-MARTORELL, J. Diseños factoriales fraccionales. Aplicación al control de calidad mediante el
diseño de productos y procesos. Tesis doctoral.Universitat Politècnica de Catalunya, 1985.
[TRIB89] TRIBUS, M.; SZONYI, G. An Alternative View of the Taguchi Approach. Quality Progress, 1989.[VACH92] VACHETTE, J.L. Mejora contínua de la calidad. Ediciones Ceac, S.A., Barcelona, 1992.[WU87] WU, C.F.J.; MAO, S.S.; MA, F.S. An Investigation of OA-Based Methods for Parameter Design
Optimitation. Center for Quality and Productivity Improvement, Report Num. 24, University of Wisconsin-Madison, 1987.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
300
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 11/286
Aleatorizar 89, 95, 138Algoritmo de Yates 142-144, 153, 154, 176,
177, 204Análisis exploratorio de los datos 90, 94, 108,
118Bloque 93-95, 113, 114, 116, 164, 179-183,
188, 191-193, 198-200, 210, 212-216Bloquear 95, 152, 164, 179, 181, 183, 185-187Brainstorming 35Calidad total 15, 18, 21, 23, 244Capacidad 15, 16, 69, 83, 135, 201, 223-225,
254-258, 275, 276Causa asignable 48, 49, 60, 225, 245, 250, 253,
254, 260, 267, 269, 271común 48, 49, 60, 244, 248, 249, 273fundamental 34potencial 36primaria 35, 36
trivial 32Ciclo PDCA 20, 203Cliente 16, 18, 22, 223-226, 229, 233, 239,
244, 247, 257, 261Competitividad 15, 16Condición experimental 139, 145, 146, 151,
164, 175, 199, 230Confusión de los efectos 128, 154, 169, 175Control de calidad 16, 36, 255Correlación 36, 37, 39-42, 56, 57, 63, 193Covarianza 56, 57, 63Creatividad 15, 19, 188Criterio de ortogonalidad 212
Criterio de rotabilidad 212Cultura de la calidad 21Curvas de nivel 132, 202, 204, 215, 216Datos apareados 105
inconsistentes 128Densidad 23, 28, 47, 50-52, 54-56, 60, 62, 63,
66-68, 74, 76-78, 106, 128, 129, 133, 157Densidad condicional 55
de probabilidad 23, 28, 47, 50-52, 54-56,60, 63, 66, 68, 74, 76-78de probabilidad conjunta 54, 56marginal 55
Desviación tipo 23, 67, 70, 83, 92, 94, 97, 107,111, 115, 135, 145-147, 256, 276
Diagrama 33-37, 39-42, 94, 129, 130bivariante 37, 39, 42, 129, 130causa-efecto 36, 42de barras 33
de Pareto 31-34Diferencia de medias 86, 95, 97, 98Diseño central compuesto 204, 205, 212
de experimentos 18, 22, 23, 130, 135, 223,225, 271de productos robustos 23, 223, 225, 238de tolerancias 226, 238en bloques aleatorizados 102estrella 205, 212-214factorial 136, 153, 154, 162-165, 179, 199,200, 205, 212factorial a dos niveles 136, 155primario 225
Índice alfabético
295
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 12/286
secundario 226terciario 226
Distribución 19, 20, 23, 30, 47, 48, 52, 53, 55,62, 63, 65, 67-71, 73-79, 81, 82, 88-90, 92-95, 100, 102, 105-108, 112-114, 117, 121,123, 146, 147, 149, 184, 215, 229, 231, 233,246-248, 252, 255-257, 261, 263, 265, 270
Efecto aditivo 93, 114
bloque 93, 114, 179, 181, 183, 188, 191,192, 199, 212-216principal 140-143, 150, 176, 196, 199
Estadísticamente significativa 89, 94, 96, 105Estadístico de prueba 94, 95, 123Estado de control 49-52, 59, 68, 243, 244, 246-248, 250, 253, 255-259, 262, 269-272Estimador 75, 79, 88, 90, 97, 111, 116, 119,120, 262Estrategia experimental 130
secuencial 130, 131, 147, 158, 175, 177,187-189
Estructura organizativa 17
Evaluación 20, 138Experimentar 127, 130, 132, 136, 152, 175,
192, 203, 205, 209, 210, 236, 237, 240Experimentos independientes 70Factor de control 227, 232
de escala de la t-Student 111Fracción complementaria 173, 174, 188, 191Frecuencia absoluta 28, 29
relativa 28, 29, 51, 54, 60Gestión de la calidad total 21Grado de libertad 145, 183, 192, 211Gráfico C 263, 264
CUSUM 266-268de control 246-248, 254, 256, 260, 261,263, 264, 269, 270, 275de observaciones individuales 251, 252EWMA 269, 270NP 261P 258-262R 250, 252, 254Shewart 271U 265
Heterocedasticidad 109, 110Hipótesis alternativa 86, 90, 96, 111Hipótesis nula 86, 89, 95, 96, 98, 110, 111,
113, 211
Histograma 28-30, 48, 50, 51, 54, 60, 103, 255Igualdad de varianzas poblacionales 88, 90,
102Independencia de las diferencias 94
de las poblaciones 90Índice de capacidad 256, 257Innovación 15, 18, 19Inspección 16-18, 30, 225, 243, 250, 260
Intervalo de confianza 97-99de confianza para la diferencia de medias 97Límite de control 248Mantenimiento 15, 18, 19, 35, 47, 72, 224, 225,
238, 255Media muestral 74, 83, 119, 250
poblacional 52, 119ponderada de las varianzas muestrales 111fracciones 172, 173, 175, 177, 188
Mejora continua 15, 18-20, 244, 247, 256Método de matriz producto 230
de Taguchi 226, 240, 241Modelo de segundo orden 207, 211, 214, 217,
221, 237Muestra aleatoria simple 74, 79, 94Muestreo 16, 17, 45, 247, 248, 260, 272Nivel codificado 137, 138Normalidad de las poblaciones 89Planificar 19, 72, 89, 113, 130Plantilla 26, 33, 250, 256, 268, 269Población conceptual 51, 54, 59, 61, 74Población normal 75, 121Proceso en estado de control 49-52, 59, 68,
244, 246, 247, 258, 259, 270, 272Productividad 16, 22, 93, 110, 111, 113, 116,
117Producto robusto 223, 229, 236Quality function deployement (QFD) 18Rango 30, 41, 128, 129, 154, 202, 231, 248-
252, 257Recogida de datos 25, 26, 41, 45, 89, 90, 93-
95, 113, 203, 248Región de operabilidad 206Relación no causal 129Réplica 139, 163, 164Residuo 151Resolución 22, 34, 45, 87, 92, 110, 114, 172,
173, 175, 177, 178, 183-185, 187, 189-191,
195, 196, 198, 200, 203, 228-230, 233
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
296
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 13/286
ÍNDICE ALFABÉTICO
Responsabilidad 19, 22, 48Recurso humano 130Riesgo 91, 247, 267, 268Ruido externo 226, 227, 229, 232, 235, 236Ruido interno 226, 227, 236-238Sesgado 30Sistema 48, 49, 68, 134, 135, 139, 144, 145,
149, 158, 188, 193, 248
Suceso 74Tolerancia 30, 69, 275Tratamiento 23, 89, 91, 92, 94, 95, 111, 113,
115, 117, 118, 229, 271Valor de prueba 39, 40Valor previsto 115, 151, 270Variabilidad funcional 224Variable aleatoria 23, 49, 51-54, 60, 62, 65-67,
70, 74, 76, 121Variable oculta 129, 154Varianza 23, 51, 52, 58, 62, 71, 73, 77-81, 88,
90, 97, 105, 108-111, 115-121, 133, 141,144-146, 152, 231, 236, 238, 239, 241, 248,
61, 263, 266Volante de Deming 20 297
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 14/286
En este capítulo se justifica la importancia de la calidad de los productos y servicios como elementoestratégico para la competitividad de las organizaciones que los producen. El concepto de calidad quesubyace a lo largo de este libro es el de que la calidad es inversamente proporcional a las pérdidas einconvenientes de todo tipo que un producto o servicio provoca al usuario.
Los métodos utilizados en la industria para asegurar la calidad de sus productos hanevolucionado a lo largo del tiempo. En este capítulo se analiza críticamente dicha evolución y serefuerza la idea de que el mejor momento para considerar la calidad de un producto es cuando se estádiseñando.
A continuación, y siguiendo todavía en el ámbito de calidad de los productos (o servicios), seanalizan tres clases de actividad que requieren distintos tipos de actitud por su distinta complejidad.
Dichas actividades son las de mantenimiento o control de la calidad, actividades de mejoracontinua y, finalmente, las de innovación o creatividad.
En el apartado 1.4 se discuten los aspectos culturales, organizativos e instrumentales necesariospara que la calidad sea un elemento básico en la gestión de las organizaciones, y para que éstas seancapaces de satisfacer a sus clientes tanto en calidad como en precio, plazo de entrega y serviciopostventa de sus productos.
Finalmente, y dado que este libro trata sobre métodos estadísticos para el control, la mejora yla innovación de la calidad, se discute el papel que tiene el método científico en general y la estadísticaen particular dentro de las organizaciones para el desarrollo de los tres tipos de actividad.
1.1 Evolución histórica del concepto de control de la calidad
Desde sus orígenes, probablemente el ser humano ha considerado de vital importancia el disponer deproductos de alta calidad. Es de suponer que el cazador que disponía de mejores flechas obtenía másy mejores presas y que este hecho no debía pasar inadvertido a nuestros antepasados.
La organización del trabajo en la era industrial ha añadido otros puntos de vista acerca delproducto tales como costes, plazo de entrega, servicio postventa, seguridad, fiabilidad, etc.
La prioridad asignada a los diversos conceptos ha ido evolucionando con el tiempo. Así, porejemplo, en situaciones en las que la demanda de productos ha sido muy superior a la capacidad deoferta, la gestión empresarial se ha orientado hacia la producción y ha dado alta prioridad a la
15
1
El entorno de la calidad total
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancioneestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 15/286
productividad, mientras que cuando la demandade ciertos productos ha sido menor que la capa-cidad de oferta, la gestión se ha orientado haciael cliente y la calidad ha sido altamenteprioritaria.
En la actualidad pocos discuten la impor-tancia estratégica de la calidad como factor decompetitividad industrial en una situación defuerte saturación y globalización de losmercados.
Paralelamente, también ha ido evolu-cionando la etapa del desarrollo de unproducto en la que se ha intentado asegurar sucalidad. Dicha evolución está representada enla figura 1.1.
1.1.1 Inspección
Durante el inicio de la era industrial la calidad de los productos se intentaba asegurar mediante lainspección de los mismos antes de ser enviados al mercado.
El modelo conceptual del enfoque basado en la inspección es el de la figura 1.2.
Fig. 1.2 Enfoque conceptual de la inspección
A la inspección, ya sea exhaustiva (100%) o mediante muestreo estadístico, se le asignan dosobjetivos:
a) separar el producto defectuoso para ser reprocesado o desechado, yb) advertir al responsable del proceso de fabricación sobre la aparición del producto
defectuoso para que aquél pueda tomar las medidas de ajuste que estime oportunas.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
16
π
Fig. 1.1 Historia del control de calidad
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 16/286
EL ENTORNO DE LA CALIDAD TOTAL
17
π
Es bien conocido el hecho de que la inspección, incluso si es al 100%, no cumple eficazmenteel objetivo (a), debido a la fatiga del inspector entre otras causas. Pero aunque pudiésemos suponer unainspección perfecta, no se debe olvidar que el producto detectado como defectuoso ya ha sidoproducido y, por lo tanto, se han consumido recursos de mano de obra, materia prima, energía, etc queincrementarán el coste del producto. Además, en el producto considerado como aceptable puede existiruna proporción elevada de unidades cuya calidad no se diferencie mucho de las unidades rechazadas,y el operario se puede desentender de la calidad confiando en la inspección. Si añadimos a lo anteriorque la inspección es una actividad no productiva, y que en muchas organizaciones la estructuraorganizativa no facilita la comunicación necesaria para hacer posible la consecución del objetivo (b),se entiende que este enfoque para asegurar la calidad claramente no es adecuado.
1.1.2 Control estadístico de procesos (C.E.P.)
Durante los años que precedieron al inicio de la II Guerra Mundial, y debido principalmente a lostrabajos de W. Shewhart (1931), el aseguramiento de la calidad se desplazó a la etapa de fabricación
de los productos.El esquema conceptual del C.E.P. (o S.P.C. en abreviación inglesa) es el de la figura 1.3.
Fig. 1.3 Modelo conceptual del control estadístico de procesos
Se trata, esencialmente, de minimizar la producción de unidades defectuosas reduciendo eltiempo que transcurre entre la ocurrencia y la detección de algún desajuste en el proceso defabricación, así como la identificación de las causas del mismo a fin de evitar su repetición.
Este tipo de control, que se desarrolla en el capítulo 11 de este libro, se implementa mediantemuestreo de características físicas del producto (longitud, peso, diámetro, etc.), o de variables delproceso (temperatura, presión de rodillo, etc.).
Dado que el C.E.P. no conseguirá eliminar por completo la fabricación de unidades defectuosas,puede ser necesario mantener cierto grado de inspección final tal como se indica en la figura 1.3.Ahora, sin embargo, la inspección tiene como finalidad el separar el producto defectuoso.
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 17/286
1.1.3 Calidad en la etapa de diseño
Tanto la inspección como el C.E.P. son mecanismos internos de la organización. Es por ello que,aunque en una cierta empresa funcionasen a la perfección tanto las inspecciones a la recepción dematerias primas como las de producto acabado, así como el control estadístico de los principalesprocesos de la misma, nada o muy poco aportarían estos procedimientos a algo tan importante comosaber los problemas que los productos de la empresa en cuestión provocan a sus clientes cuando losutilizan, o por qué algunas personas utilizan productos de la competencia, etc.
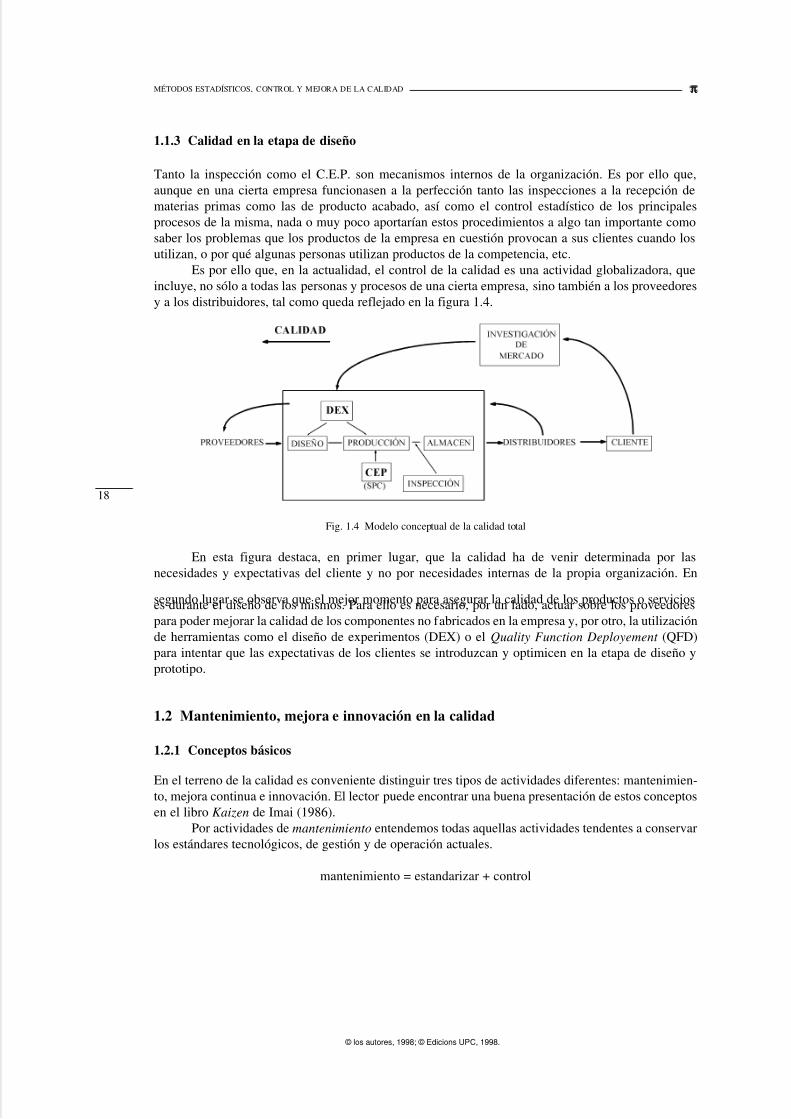
Es por ello que, en la actualidad, el control de la calidad es una actividad globalizadora, queincluye, no sólo a todas las personas y procesos de una cierta empresa, sino también a los proveedoresy a los distribuidores, tal como queda reflejado en la figura 1.4.
Fig. 1.4 Modelo conceptual de la calidad total
En esta figura destaca, en primer lugar, que la calidad ha de venir determinada por lasnecesidades y expectativas del cliente y no por necesidades internas de la propia organización. En
segundo lugar se observa que el mejor momento para asegurar la calidad de los productos o servicioses durante el diseño de los mismos. Para ello es necesario, por un lado, actuar sobre los proveedorespara poder mejorar la calidad de los componentes no fabricados en la empresa y, por otro, la utilizaciónde herramientas como el diseño de experimentos (DEX) o el Quality Function Deployement (QFD)para intentar que las expectativas de los clientes se introduzcan y optimicen en la etapa de diseño yprototipo.
1.2 Mantenimiento, mejora e innovación en la calidad
1.2.1 Conceptos básicos
En el terreno de la calidad es conveniente distinguir tres tipos de actividades diferentes: mantenimien-to, mejora continua e innovación. El lector puede encontrar una buena presentación de estos conceptosen el libro Kaizen de Imai (1986).
Por actividades de mantenimiento entendemos todas aquellas actividades tendentes a conservarlos estándares tecnológicos, de gestión y de operación actuales.
mantenimiento = estandarizar + control
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
18
π
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 18/286
EL ENTORNO DE LA CALIDAD TOTAL
Parece recomendable que, antes de embarcarse en cualquier programa de mejora de la calidad,una empresa estandarice la mejor forma conocida de operar y se asegure de que todo el personal trabajade acuerdo a dichos estándares. En nuestra opinión, los estándares deben ceñirse a las operacionesverdaderamente importantes, deben estar redactados de forma clara y ser comprendidos por el personalque debe seguirlos. El control del cumplimiento de dichos estándares es responsabilidad de la gestiónde la empresa
Por actividades de mejora continua (Kaizen en japonés) entendemos todas aquellas actuacionesdirigidas hacia la mejora constante de los estándares actuales.
Tal como indica Bill Hunter , todo proceso u operación además de producto físico, generainformación suficiente para mejorarlo. Hasta tal punto es cierta esta afirmación que es muy probableque cuando un estándar está en vigor más de seis meses sin ser modificado, ello sea debido a que noes seguido por nadie dentro de la propia organización.
Las actividades de mejora constante se realizan mediante la secuencia (Plan, Do, Check,
Action), es decir, planificar la mejora, implementarla, verificar sus efectos y actuar en función de losresultados de dicha verificación, tal como explicamos en el apartado 1.2.2.
Creemos importante destacar que a toda mejora en los estándares operativos deben seguir
actividades de mantenimiento, ya que de lo contrario es casi seguro que los efectos beneficiosos de lamejora desaparecerán rápidamente (ver figura 1.5).
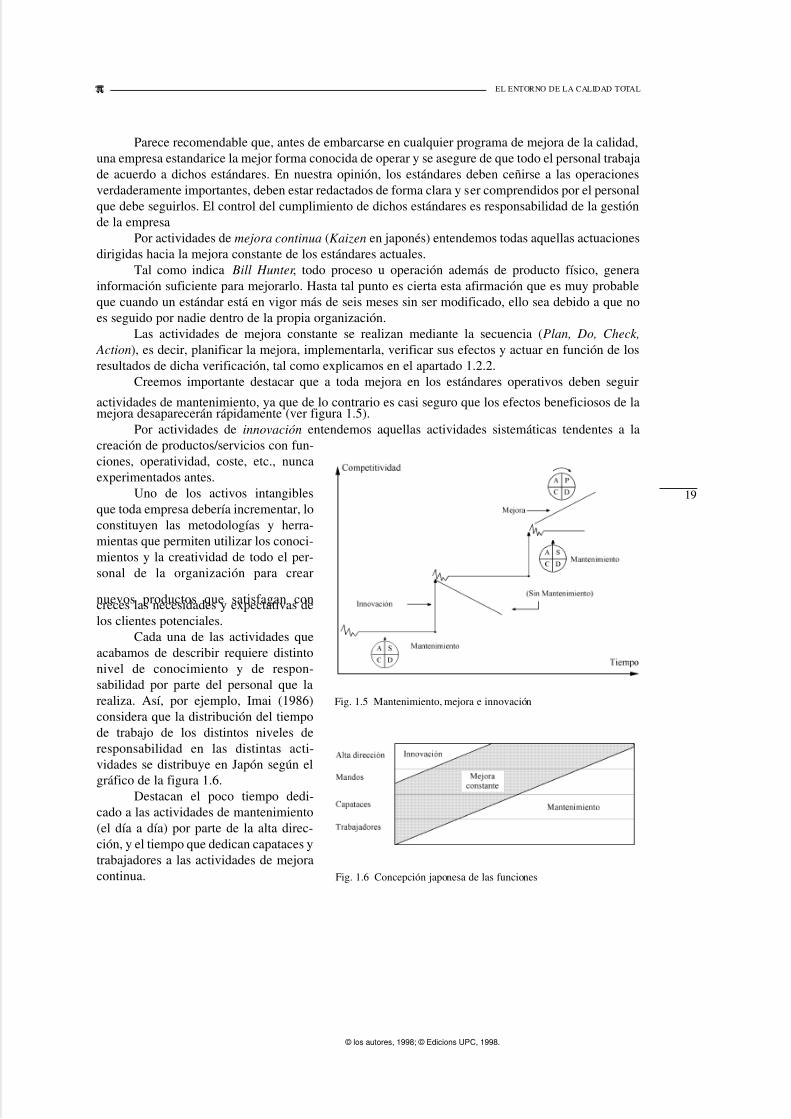
Por actividades de innovación entendemos aquellas actividades sistemáticas tendentes a lacreación de productos/servicios con fun-ciones, operatividad, coste, etc., nuncaexperimentados antes.
Uno de los activos intangiblesque toda empresa debería incrementar, loconstituyen las metodologías y herra-mientas que permiten utilizar los conoci-mientos y la creatividad de todo el per-sonal de la organización para crear
nuevos productos que satisfagan concreces las necesidades y expectativas delos clientes potenciales.
Cada una de las actividades queacabamos de describir requiere distintonivel de conocimiento y de respon-sabilidad por parte del personal que larealiza. Así, por ejemplo, Imai (1986)considera que la distribución del tiempode trabajo de los distintos niveles deresponsabilidad en las distintas acti-vidades se distribuye en Japón según elgráfico de la figura 1.6.
Destacan el poco tiempo dedi-cado a las actividades de mantenimiento(el día a día) por parte de la alta direc-ción, y el tiempo que dedican capataces ytrabajadores a las actividades de mejoracontinua.
19
π
Fig. 1.5 Mantenimiento, mejora e innovación
Fig. 1.6 Concepción japonesa de las funciones
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 19/286
1.2.2 El ciclo PDCA como estrategia básica de los procesos de mejora continua
Desde su primera visita a Japón en 1950, Deming transmitió a los ejecutivos e ingenieros japoneses que asistían a sus sesiones de consulta la importancia transcendental de la interacciónconstante entre I+D, diseño, fabricación y servicio postventa. Esta idea se generalizó en lo quediversos autores (Imai (1986), Ishikawa (1985)) han llamado el volante de Deming, también
conocido por el ciclo PDCA (Plan, Do,
Check, Action). La versión de Ishikawa delciclo PDCA se encuentra en la figura 1.7.
Este ciclo es útil para actividadestan diversas como la planificación estra-tégica de una empresa, o la mejora del pro-ceso de distribución del correo interno enla misma. En el contexto que discutimos eneste capítulo, se propone el ciclo PDCAcomo la estrategia a seguir en toda acti-
vidad de mejora constante de los estándaresexistentes en una organización.
En primer lugar debe planificarse
(Plan) la mejora.La etapa de planificación comprende,
entre otras actividades:
a) definición de los objetivos a alcanzar,b) definición de medidas que permitan saber en un momento dado el nivel de cumplimiento de
sus objetivos,c) definición del equipo responsable de la mejora,d) definición de los recursos o medios necesarios para alcanzar los objetivos propuestos.
En segundo lugar aparece la ejecución (Do) de las tareas necesarias para implementar la mejora.En esta etapa es importante considerar la necesidad de educar y entrenar al personal responsablede la implementación de la mejora. La omisión de esta actividad suele hacer fracasar una buena partede los proyectos de mejora. Evidentemente la fase de ejecución requiere la puesta en práctica de lasmodificaciones del producto o del proceso que han sido consideradas como oportunas y efectivas porel equipo de trabajo.
En tercer lugar tenemos la etapa de evaluación (Check). Esta fase es de enorme importancia. Setrata de verificar los resultados de la implementación de la mejora comparándolos con los objetivosiniciales. Es importante aclarar en este punto que, en general, no es suficiente evaluar los resultadosfinales. En efecto, si fuese cierto algo del tipo: “Si se aplica la solución Y debería obtenerse el resultadoX”, no se trataría de verificar si se ha obtenido X sino también si se ha aplicado la solución Y.
Finalmente, en cuarto lugar, tenemos la etapa de actuación (Action).De la etapa de verificación debe desprenderse la necesidad de actuar sobre el proceso para
corregir los aspectos que hayan merecido una evaluación negativa. La actuación puede implicar ymejorar el propio plan, por ejemplo, fijando nuevos objetivos, o mejorando el proceso de educacióndel personal, o modificando la asignación de recursos para el proyecto de mejora, etc.
Una vez completado el ciclo es importante seguir dando vueltas al volante PDCA, repitiendolas cuatro etapas en un nuevo proceso de mejora. Sólo mediante esta perseverancia puede una empresamejorar realmente todos los procesos y, en consecuencia, la calidad de sus productos y servicios.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
20
π
Fig. 1.7 El ciclo PDCA
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 20/286
EL ENTORNO DE LA CALIDAD TOTAL
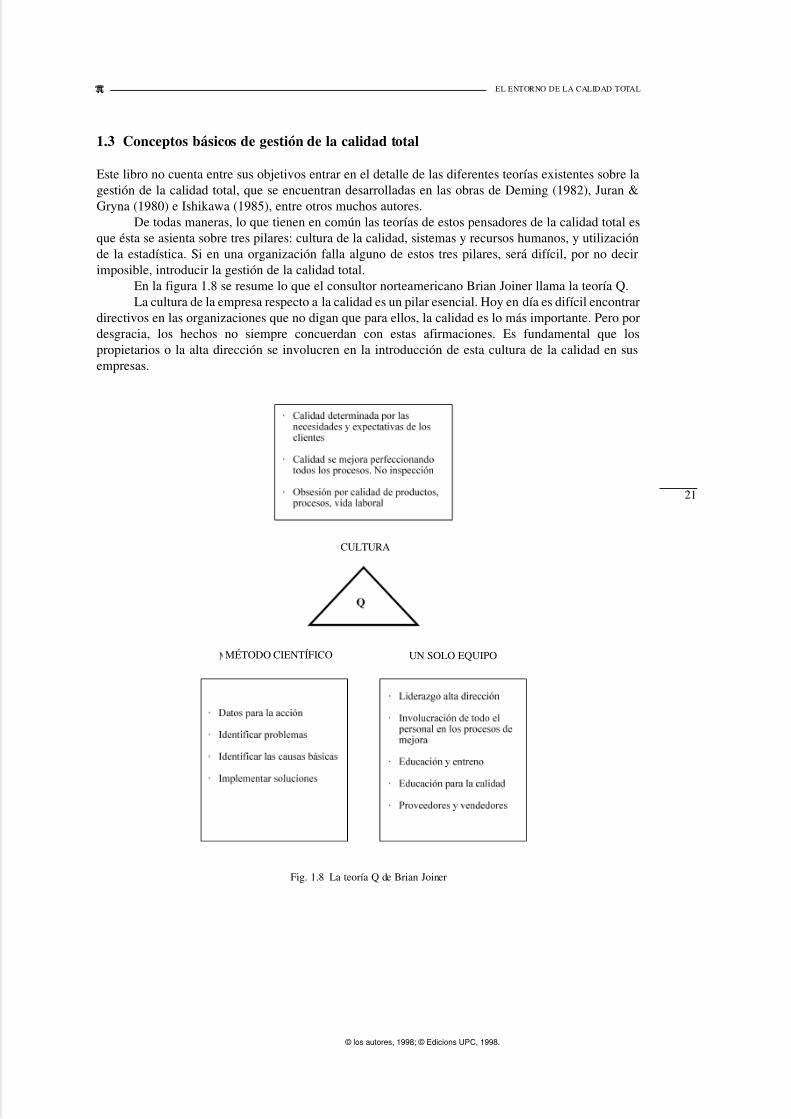
1.3 Conceptos básicos de gestión de la calidad total
Este libro no cuenta entre sus objetivos entrar en el detalle de las diferentes teorías existentes sobre lagestión de la calidad total, que se encuentran desarrolladas en las obras de Deming (1982), Juran &Gryna (1980) e Ishikawa (1985), entre otros muchos autores.
De todas maneras, lo que tienen en común las teorías de estos pensadores de la calidad total esque ésta se asienta sobre tres pilares: cultura de la calidad, sistemas y recursos humanos, y utilizaciónde la estadística. Si en una organización falla alguno de estos tres pilares, será difícil, por no decirimposible, introducir la gestión de la calidad total.
En la figura 1.8 se resume lo que el consultor norteamericano Brian Joiner llama la teoría Q.La cultura de la empresa respecto a la calidad es un pilar esencial. Hoy en día es difícil encontrar
directivos en las organizaciones que no digan que para ellos, la calidad es lo más importante. Pero pordesgracia, los hechos no siempre concuerdan con estas afirmaciones. Es fundamental que lospropietarios o la alta dirección se involucren en la introducción de esta cultura de la calidad en susempresas.
21
π
Fig. 1.8 La teoría Q de Brian Joiner
CULTURA
MÉTODO CIENTÍFICO UN SOLO EQUIPO
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 21/286
Dicha cultura empieza por reconocer que la calidad viene definida por las necesidades yexpectativas del cliente, y no por consideraciones internas de los departamentos de la empresa. La ideafundamental es que los productos y servicios deben cumplir siempre las especificaciones del cliente e
incluso sorprender al mismo con prestaciones en las que ni tan siquiera había pensado. Es esta calidadexcitante (en la denominación de Kano (1987)) la que puede captar nuevos usuarios y ampliar la cuotade mercado de la organización que sea capaz de fabricar este tipo de productos.
Además, cuando se habla de cliente, hay que tener en cuenta que nos referimos, tanto al clienteexterno o destinatario final de los productos y servicios, como al cliente interno. En este sentido esimportante tener presente que toda unidad operativa dentro de la empresa se caracteriza por tenerproveedores (el proceso anterior), tener clientes (el siguiente proceso) y realizar las operacionespropias de la unidad. Todo proceso debe, pues, intentar satisfacer las expectativas del proceso que lesigue (cliente interno) y, por descontado, intentar no crearle problemas o inconveniencias.
Otra idea básica en el aspecto cultural de las organizaciones es que la calidad se mejoraúnicamente mejorando todos los procesos de la organización. La mejora constante de la calidad esresponsabilidad de todo el personal. De hecho podría decirse que en cualquier descripción de lasfunciones de un puesto de trabajo debería figurar la de mejorarlo constantemente.
Atendiendo al elevado porcentaje de componentes en un producto final que son comprados aproveedores externos, pero que el cliente final asociará a la empresa que sitúa el producto en elmercado, se ha impuesto la idea de que es importante asociar a los proveedores en la responsabilidadde la mejora de la calidad. Esta idea, que en la versión de Deming se debería realizar mediantecolaboración entre proveedor y comprador en beneficio mutuo y en convenios a largo o medio plazo,no siempre se aplica con este enfoque y puede generar importantes tensiones entre las partesinvolucradas.
Los distribuidores pueden aportar información pertinente sobre el comportamiento de losproductos cuando están en manos del cliente y, en consecuencia, aportar a la empresa datos sobre lasnecesidades y expectativas del mercado que deberían ser satisfechas por los productos y servicios dela organización.
Finalmente, el tercer pilar lo constituye la utilización masiva del método científico y más enconcreto de la estadística.
El lector habrá observado que hemos puesto en cursiva la palabra masiva. En efecto, no se tratatanto de que un porcentaje reducido del personal utilice métodos estadísticos altamente complejos sinode que en toda la organización se utilicen datos fiables para la toma de decisiones a todos los niveles.Como decía Bill Hunter, (1) si una organización desea mejorar sus niveles actuales de calidad yproductividad debe actuar, es decir, tomar decisiones; (2) para tomar decisiones es necesario disponerde buena información y, (3) la estadística es la disciplina especializada en convertir datos eninformación. De este simple razonamiento se desprende la importancia del tercer pilar.
Creemos conveniente insistir en la necesidad de la existencia de los tres pilares en todaorganización que quiera situar la calidad en el centro de sus actividades, y que desee mejorar suproductividad y sus costes por el único camino real, que es la mejora de la calidad. Así, por ejemplo,de poco serviría que se utilizasen gráficos de control o diseño de experimentos en una empresa dondeno existiera la cultura necesaria, o se quisieran solucionar los problemas de calidad mediante laintroducción de círculos de calidad sin que éstos supiesen utilizar las herramientas estadísticas básicasy sin que la alta dirección asumiera la responsabilidad en la resolución de los problemas que sólo ellapudiese abordar. Es importante insistir en esta idea dado que el presente libro se refiere exclusivamentea métodos estadísticos y el lector podría deducir, equivocadamente, que son sólo estos métodos losnecesarios para mejorar la calidad de los productos y servicios de una organización.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
22
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 22/286
EL ENTORNO DE LA CALIDAD TOTAL
1.4 Métodos estadísticos en la calidad total
En este libro presentamos algunos de los métodos estadísticos más utilizados para la mejora y elcontrol de la calidad de productos y servicios.
No pretendemos ser exhaustivos y quedan fuera de este trabajo algunos métodos de uso muyextendido como la regresión múltiple, la fiabilidad y los experimentos con mezclas, entre otros.
En el capítulo 2 se presentan algunas herramientas básicas, conocidas como las herramientas deIshikawa, cuyo uso sistemático y masivo en toda la organización es suficiente para resolver unporcentaje muy elevado de problemas de calidad. Uso sistemático significa entender las organizacio-nes como sistemas y tener en cuenta, por lo tanto, que una modificación o mejora en un cierto procesopuede influir en otros procesos de la organización. El lector deberá, pues, prestar más atención alconcepto de uso sistemático y, uso por parte de todas las personas con un enfoque claro de mejora dela calidad, que en las técnicas o herramientas en sí mismas.
En el capítulo 3, se estudian de manera conceptual algunas ideas básicas de la teoría de laprobabilidad, tales como variable aleatoria, densidad de probabilidad y función de distribución y losmodelos probabilísticos más usuales.
El capítulo 4 se dedica al estudio de las distribuciones asociadas a muestras aleatorias simplesde poblaciones normales, que constituyen la base teórica necesaria para el desarrollo del resto del libro.
En el capítulo 5 se presentan los métodos basados en la t-Student para comparar dospoblaciones. En la práctica es frecuente que un mismo producto sea fabricado en dos o más procesosidénticos que funcionan en paralelo. Antes de mezclar las producciones de dos máquinas, deberíamosasegurarnos de que, efectivamente, están trabajando con la misma media y desviación tipo. Estacomprobación puede hacerse mediante pruebas de significación basadas en la t-Student para diseñostotalmente aleatorizados.
Otro tipo de problemas que se resuelven con los métodos de la t-Student para diseños enbloques aleatorizados son, por ejemplo, comparar una población de individuos antes y después dehaber sido sometida a un tratamiento, como podría ser un plan de formación.
En el capítulo 6 se generalizan los métodos estudiados en el capítulo 5, al caso de comparar más
de dos poblaciones. Dicha comparación se realiza mediante técnicas de análisis de la varianza que sepresentan para el caso de diseños totalmente aleatorizados y para diseños en bloques aleatorizados.Los capítulos 7 y 8 están dedicados a la presentación de los conceptos y métodos para el diseño
de experimentos con factores a dos niveles. Se estudian tanto los diseños factoriales como losfactoriales fraccionales con o sin bloqueo. El capítulo 9 extiende los conceptos de los dos capítulosanteriores al estudio de las superficies de respuesta.
Las aportaciones de G. Taguchi al diseño de productos robustos y las posibles mejoras a susmétodos, son objeto de estudio en el capitulo 10.
Finalmente el capítulo 11 se dedica al estudio del control estadístico de procesos.
23
π
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 23/286
Es práctica habitual en todas las empresas fijar unos objetivos en cuanto a ventas, producción, stocks,beneficios, etc., y periódicamente ir comprobando si los resultados obtenidos coinciden con lasprevisiones realizadas, para tomar las acciones correctoras oportunas en el caso de que las desviacionesrespecto a lo previsto sean importantes.
Sin embargo, las acciones en cuanto a la mejora de la calidad se toman en muchas ocasionesbasándose en sensaciones, impresiones u opiniones, pero no en el análisis científico de datos objetivos.
Cada vez está más extendida la idea de que los problemas de calidad deben ser atacadosmediante la aplicación de métodos científicos de recogida y análisis de datos (estadística). Pero el usode esta práctica no debe quedar restringido a un grupo reducido de “expertos en calidad” sino que todoel personal puede (¡y debe!) participar en el proceso de control y mejora de la calidad.
Naturalmente, no todos deben aplicar las mismas técnicas. Por ejemplo, los planes deexperimentación para la optimización de productos (que se estudian con detalle en los capítulos 7 y 8
de este libro) exigen la utilización de importantes recursos materiales y requieren un cierto nivel deespecialización y conocimientos; por tanto, deben quedar en manos de los cuadros técnicos.No obstante, existen otras técnicas que sí deben ser conocidas y utilizadas por todo el personal
de la empresa. Estas técnicas se conocen con el nombre de “Las siete herramientas básicas deIshikawa”, ya que ha sido este ingeniero japonés el que más ha promocionado su uso, primero enJapón, con notable éxito, y después en el resto del mundo.
Existe unanimidad entre los expertos de más prestigio en temas de calidad respecto a que estassencillas herramientas, bien utilizadas por parte de todo el personal de la empresa, permiten solucionaren torno al 90 % de los problemas de calidad que se presentan. Conviene, por tanto, tenerlas presentesy fomentar su utilización. Las herramientas son:
> Plantillas para la recogida de datos.> Histogramas.> Diagramas de Pareto.> Diagramas causa-efecto.> Diagramas bivariantes.> Estratificación.> Gráficos de control.
En este capítulo se presentan con detalle las seis primeras. A los gráficos de control, por sumayor envergadura, se les dedica el capítulo 11 de este libro.
25
2
Herramientas básicas
para la mejora de la calidad
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 24/286
2.1 Plantillas para la recogida de datos
No es difícil suponer que para mejorar la calidad se necesitan datos. Pero muchas veces los datos setoman de forma desordenada o mal documentada, haciendo imposible su análisis posterior. Otras veceslos datos son incorrectos porque se han tomado de forma distinta a la prevista, y las conclusiones quese obtienen a partir de éstos carecen de sentido por mucho esmero que se ponga en su análisis.
Por tanto, la recolección de datos debe efectuarse de manera cuidadosa y exacta, y para ellonada mejor que utilizar plantillas especialmente diseñadas para cada caso.
Los objetivos que se pretenden con el uso de las plantillas son:> facilitar las tareas de recogida de la información,> evitar la posibilidad de errores o malos entendidos,> permitir el análisis rápido de los datos.
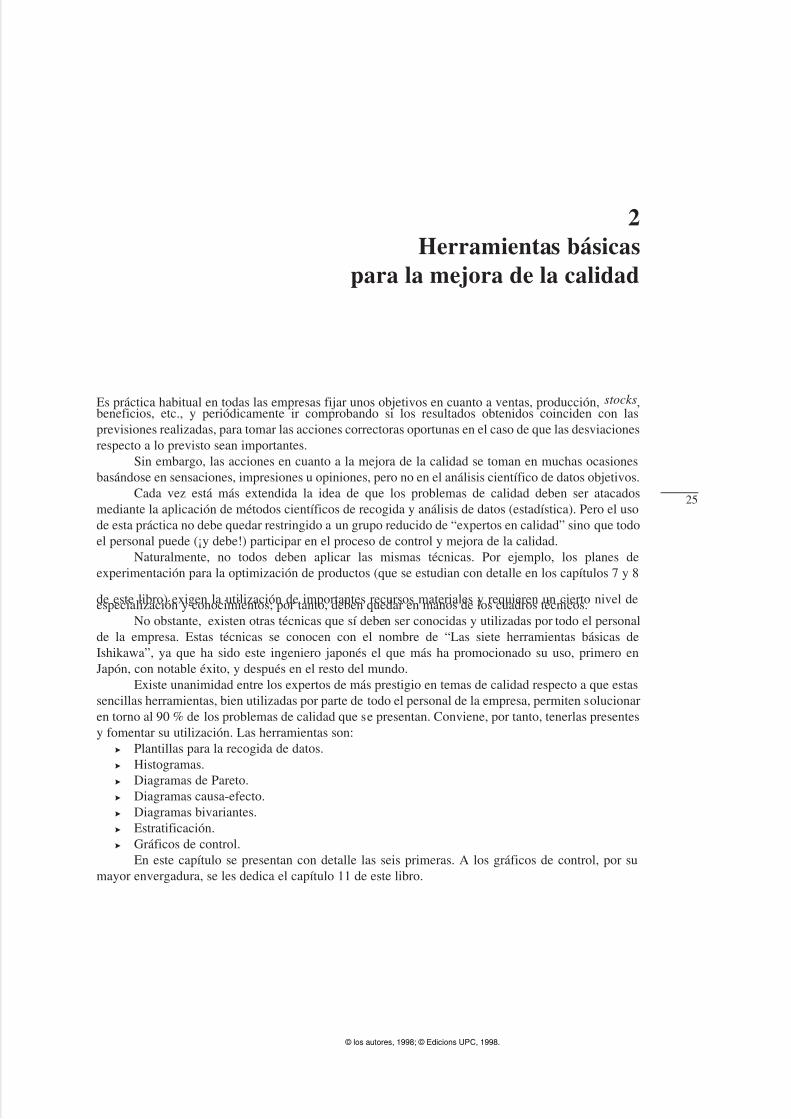
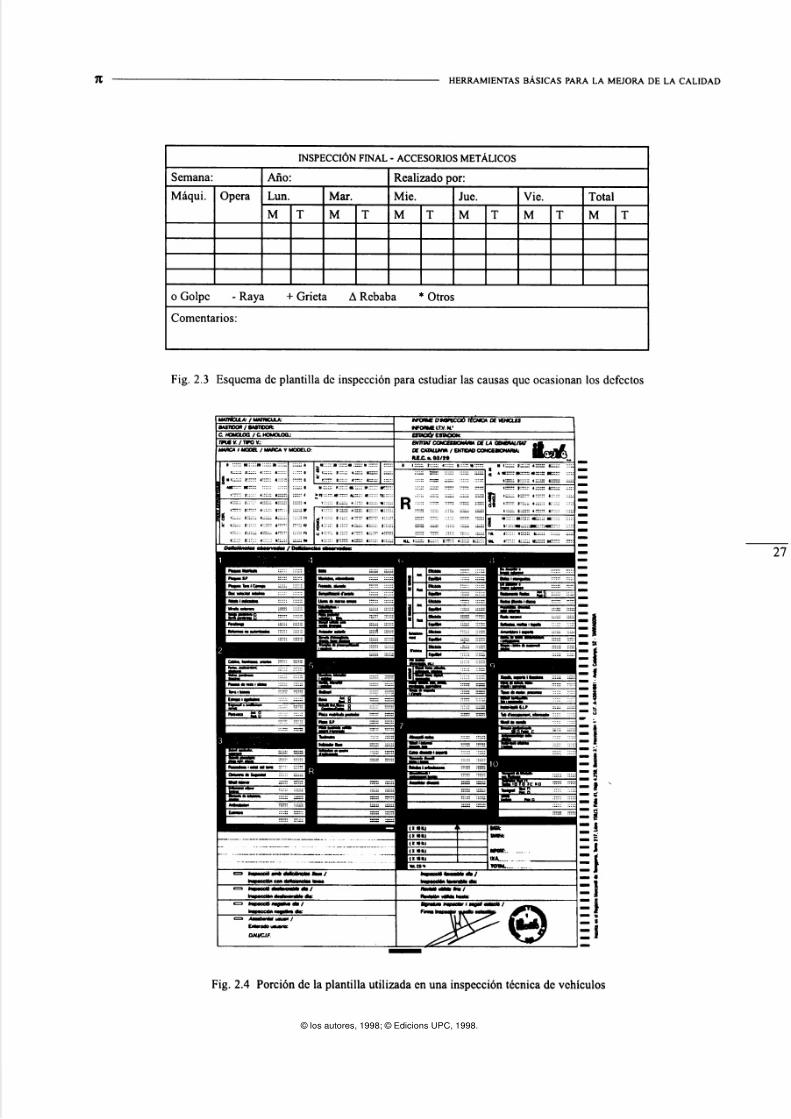
Las plantillas para la recogida de datos pueden tener distintas finalidades: controlar una variablede un proceso, llevar un control de productos defectuosos, estudiar la localización de defectos en unproducto, estudiar las causas que originan los defectos o realizar la revisión global de un producto.
Las figuras 2.1 a 2.4 muestran algunos ejemplos.
La experiencia demuestra que en la recogida dedatos conviene seguir algunas reglas, éstas son:
1. No tomar datos si después no se van a utilizar. Puede parecer obvio pero es una costumbrebastante arraigada. Los datos inútiles sólo sirven para dificultar la localización de los útiles.
2. Asegurarse de que los datos se toman de forma que se análisis sea fácil, de lo contrario esprobable que no se haga nunca. Entretenerse en el diseño de la plantilla de recogida de datos esuna de las actividades más rentables que pueden realizarse.
3. No pasar los datos “a limpio”. Es una pérdida de tiempo y una fuente de errores. Es necesarioanotarlos de forma clara y ordenada a la primera.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
26
π
CONTROL DE SERPENTINES
Identificaci\n
Tipo:Lote:Hoja de ruta:
Fecha:LRnea:Operario:
Total revisado:
Defectos:
Tipo Total
Soldadura
Poro
Deformado
Incompleto
Otros
Notas e incidencias:
Fig. 2.2 Plantilla para la localización de porosen guantes de goma. Obsérvese la diferenciaque supone conocer la información que aquí figura respecto a saber que “se presentanmuchos poros”. (Tomado de J.M. Juran Manual
de Control de Calidad )
Fig. 2.1 Ejemplo de plantilla para el control de productos defectuosos.El conocimiento de cuáles son los defectos que se presentan máscorrientemente permite dar prioridad a las acciones que se deben tomar
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 25/286
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 26/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
28
π
2.2 Histogramas
En muchos casos, si los datos han sido tomados de forma correcta, las conclusiones que se puedenobtener a partir de los mismos son inmediatas. Si no es así, raramente se precisan análisis estadísticoscomplicados, suele bastar con una adecuada representación gráfica.
La tabla de datos que figura a continuación corresponde a una muestra, tomada aleatoriamentedurante 20 días, del peso en gramos de cierto embutido que puede ser elaborado por dos máquinasdistintas (1 y 2), que a su vez son atendidas indistintamente por dos operarios (A y B).
Las especificaciones del peso son 220 ± 10 g, y últimamente se han detectado ciertos proble-mas a este respecto. Veamos cuál sería el diagnóstico de la situación y la propuesta de medidas a tomara la vista de estos datos.
Cuando se trata, como en este caso, de analizar la dispersión que presentan unos datos, larepresentación gráfica más adecuada es el histograma. Para realizar un histograma se marcan una seriede intervalos sobre un eje horizontal, y sobre cada intervalo se coloca un rectángulo de alturaproporcional al número de observaciones (frecuencia absoluta) que caen dentro de dicho intervalo.
Si se pretende comparar varios histogramas construidos con distinto número de datos, espreferible que las alturas de los rectángulos sean proporcionales al porcentaje de observaciones en cadaintervalo o al tanto por uno (frecuencia relativa). Utilizando la frecuencia relativa en el eje deordenadas también se facilita la comparación entre el histograma obtenido y un determinado modeloteórico representado por una función densidad de probabilidad (véase el capítulo 3). En este caso seconsidera que la frecuencia relativa es proporcional al área definida por cada columna. Puedeinterpretarse la función densidad de probabilidad como la representación del histograma cuando elnúmero de observaciones tiende a infinito y la anchura de los rectángulos tiende a cero.
DÍA OPERAR. MÁQUINA 1 MÁQUINA 2
12345
678910
1112131415
1617181920
ABBBA
AABBA
BBBAA
BBAAA
220.3215.8220.4221.5215.7
222.7216.0219.4219.8220.2
218.0219.3220.0223.9218.1
216.9217.9224.2214.1221.1
215.5222.0218.7227.0225.3
215.1218.8218.3222.6219.5
223.9219.6214.1220.6218.8
221.6225.7216.2219.7225.0
219.1218.9218.6219.5223.0
219.6217.9216.7219.1222.4
219.6218.8224.3219.5218.4
220.6222.2219.9222.4222.7
219.2213.6219.6222.5218.0
217.3213.0224.1217.7219.9
221.9219.9217.4219.6217.9
222.6216.1220.4224.5222.2
220.3216.9222.9223.1216.0
212.1216.9216.2216.2222.9
214.9219.0218.0211.8214.6
215.6212.5215.8213.7212.5
208.0213.4219.7215.3210.9
213.0216.0218.4212.2214.3
212.6216.7219.5218.2215.7
220.4214.6219.9209.7217.5
214.4217.7209.4220.4221.4
218.0213.5216.6216.9219.1
219.4216.4219.5218.3218.0
217.3209.7216.5216.9217.4
219.2217.7221.6215.6210.9
216.5219.2214.9214.9216.7
212.3213.5222.3217.4216.4
216.2211.3211.9213.1215.7
Tabla 2.1 Datos sobre el peso (en gramos) de cierto embutido
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 27/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
29
π
En la figura 2.5 se han realizado dos histogramas con todos los datos (en total 160). En elhistograma de la izquierda se ha colocado la frecuencia absoluta en el eje vertical y en el de la derechala frecuencia relativa. La única diferencia es la escala vertical, pero naturalmente las conclusiones quese pueden obtener son las mismas: El proceso está descentrado y se está produciendo un ciertoporcentaje de unidades fuera de tolerancias (por defecto). A partir de estos histogramas no puedeobtenerse ninguna otra conclusión, pero la forma en que se han anotado los datos permite construirhistogramas para las unidades producidas por cada operario y también por cada máquina.
Los histogramas realizados por operario no revelan nada útil, pero los realizados por máquina(figura 2.6) ponen de manifiesto el origen del problema. Mientras que la máquina 1 está centrada yproduce dentro de tolerancias, la máquina 2 está descentrada, y esto es lo que produce que un ciertoporcentaje esté por debajo del peso mínimo.
También pueden realizarse gráficos por operario y máquina, pero no revelan nada que nosepamos ya. No hay diferencias entre operarios, la diferencia está en las máquinas.
Fig. 2.5 Histograma de los datos globales, colocando en el eje vertical lafrecuencia absoluta y la frecuencia relativa
Fig. 2.6 Histogramas correspondientes a las unidades producidas por cada máquina
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 28/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
30
π
Los histogramas que se han presentado han sido elaborados con ayuda de un paquete desoftware estadístico. En algunos casos, especialmente si son los operarios los que analizan los datosque ellos mismos recogen, puede ser más rápido y cómodo construir los histogramas a mano. En estecaso, conviene seguir una sistemática adecuada como la siguiente:
1. Colocar los datos a representar en filas de aproximadamente 10 números.2. Identificar y señalar el máximo y el mínimo de cada fila.3. A partir del máximo y el mínimo de cada fila, localizar el máximo y el mínimo globales.4. Calcular el rango ( R) de los datos.
R = Valor máximo - Valor mínimo
5. Optar por un número de intervalos (k ), enprimera aproximación, utilizando la siguientetabla:
6. Determinar la amplitud (h) de los intervalos, haciendo:
y redondeando el valor obtenido a un múltiplo exacto de la precisión de los datos.7. Fijar los límites de los intervalos. Para evitar el problema que se presenta al asignar un valor a
un intervalo cuando dicho valor coincide con el extremo superior de un intervalo y el extremoinferior del otro, conviene fijar dichos extremos con una precisión igual a la mitad de laprecisión de los valores.Así, si los datos se presentan con un solo decimal y los extremos de los intervalos son de laforma 2,15 - 2,35, está claro que los valores 2,2 y 2,3 deberán situarse en este intervalo, 2,4 enel intervalo siguiente, etc.
8. Rellenar la tabla de frecuencias, indicando el número de veces que aparecen datos dentro decada uno de los intervalos definidos.9. Construir el histograma.
En la figura 2.7 se presentan varias formas de histograma que responden a patrones decomportamiento típico.
El histograma 1 corresponde a la forma de campana habitual que representa la variabilidaddebida a causas aleatorias. El histograma 2, con dos máximos diferenciados, responde a unadistribución denominada bimodal y se presenta cuando están mezclados datos de distinto origencentrados en valores distintos.
El histograma 3 se denomina, por su forma, sesgado a la derecha, y responde a la variabilidadque presentan ciertas variables que no siguen una ley normal, como los tiempos de vida. Tambiénpuede representar una magnitud con un “cero natural”, como la tolerancia entre eje y cojinete.
Al histograma 4 parece faltarle una parte y por ello se le llama censurado (en este caso, a laizquierda). No representa una variabilidad natural y por tanto hay que sospechar que se han eliminadoalgunos valores. Esto ocurre si después de la producción se realiza una inspección al 100 % paraseparar las unidades fuera de tolerancias.
En los histogramas 5 y 6 aparecen datos que no siguen el patrón de comportamiento general(anomalías, errores, etc.). Su variabilidad puede atribuirse a alguna causa asignable que deberá seridentificada y eliminada.
NÚM. DE DATOS NÚM. DE INTERVALOS
<5050 - 100
100 - 250>250
5 - 76 - 107 - 12
10 - 20
h R
k =
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 29/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
31
π
2.3 Diagramas de Pareto
Existen muchos aspectos de cualquier actividad industrial (y también no industrial) susceptibles demejora. En algunos casos, la mejora es obligada, pero el problema a abordar es de tal envergadura queparece imposible de resolver. Pensemos, por ejemplo, en una línea de envasado que sufre frecuentesparadas por avería en alguno de los módulos (no siempre el mismo) de que está compuesta. Puedeplantearse la necesidad de cambiar la línea entera, pero en muchas ocasiones ésta es una inversiónimportante que se va postergando.
Supongamos que después de tomar datos durante seis meses, la información obtenida puederesumirse mediante la tabla 2.2.
Fig. 2.7 Diversas formas típicas que pueden presentar los histogramas
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 30/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
32
π
La información que contienen estos datos se manifiesta de forma más clara construyendo unosgráficos como los de la figura 2.8.
Estos gráficos se denominan “diagramas de Pareto” y ponen de manifiesto que, cuando seanalizan las causas de un problema, en general son unas pocas las responsables de su mayor parte. Aestas pocas se les llama causas fundamentales, al resto, que son muchas pero ocasionan una pequeñaparte del problema se les denomina causas triviales.
En el caso que estamos analizando, sólo dos causas han ocasionado en torno al 80 % delproblema (el 79,7 % del tiempo de parada y el 85,7 % del número de paradas). Por tanto, éstas seránlas primeras causas a atacar. Todo el esfuerzo debe concentrarse en la eliminación de las causasfundamentales, ignorando en principio las triviales, que ya serán atacadas más adelante.
Los diagramas de Pareto pueden aplicarse a situaciones muy distintas con el fin de establecerlas prioridades de mejora, y siempre reflejan el mismo principio de “pocas fundamentales y muchastriviales”.
La construcción de estos diagramas puede realizarse siguiendo los pasos que a continuación seindican:
CAUSA NÚM. DE PARADAS TIEMPO DE PARADA
Ma Z. Tar. E Ma Z. Tar. E
Rotura hiloCintaVibradorTornillo sin finApelmazamientoRotura sacoOtros
(1)(2)(3)(4)(5)(6)(7)
181592
1021
241088
6110
4225
1807131
201262
2048
311068
8110
5122
13010
158
Tabla 2.2 Número de paradas y tiempo de parada en una línea de envasado
Fig. 2.8 Diagramas de Pareto para el número total de paradas y el tiempo de parada total
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 31/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
33
π
1. Plantear exactamente cuál es el problema que se desea investigar, qué datos serán necesarios,cómo recogerlos (no olvidar el diseño de la plantilla) y durante qué período.
2. Tabular los datos recogidos. Si se trata de analizar las reclamaciones de clientes durante un año,dicha tabulación tendrá el aspecto que se indica en la tabla 2.3.
3. Rellenar el formulario previo a la construcción del diagrama. Las causas deben ordenarse demayor a menor importancia, situando “otras” siempre al final.Para los datos de la tabla anterior, el formulario tiene el aspecto que se indica en la tabla 2.4.
4. Iniciar la realización del diagrama dibujando los ejes. Se coloca un eje horizontal dividido entantas partes como causas figuran en el formulario anterior, y dos ejes verticales. El eje de laizquierda se marca desde 0 hasta el total (de reclamaciones, en este caso) y el eje de la derecha,que sirve colocar los porcentajes, se marca del 0 al 100 %.
5. Construir el diagrama de barras. La altura de cada barra debe corresponder al número deobservaciones correspondientes a cada causa, de acuerdo con la graduación del eje de laizquierda.
6. Construir el polígono de frecuencias acumulado y añadir toda la información relativa al gráficopara que pueda ser fácilmente interpretado. El resultado final tiene el aspecto que se presentaen la figura 2.9.
CAUSA
NÚM. DE
RECLAMACIONES
TOTAL
ACUMULADO PORCENTAJE
PORCENTAJE
ACUMULADO
DBFA
CE
Otras
104422010
64
14
104146166176
182186200
5221105
327
52738388
9193
100
TOTAL 200 100
Tabla 2.4 Formulario previo a la construcción del diagrama de Pareto
CAUSA TABULACIÓN TOTAL
A
B
C
D
E
F
Otras
10
42
6
104
4
20
14
TOTAL 200
Tabla 2.3 Tabulación de los datos recogidos para la relaciónde un diagrama de Pareto
... ...
... ...
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 32/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
34
π
Siempre que sea posible, es convenienteutilizar unidades monetarias en el eje verticalizquierdo. Consideremos, por ejemplo, que se harealizado una auditoría final a un lote de productosy se han detectado 200 defectos por causasindicadas en la tabla 2.5.
Con esta información, y realizando eldiagrama de Pareto por número de defectos, sellegaría a la conclusión de que la primera causa aatacar es la A. Sin embargo, considerando loscostes que origina cada tipo de defecto, la tablapodría ser la 2.6 y, por tanto, vista la situación deesta forma, la causa que tendría un interésprioritario sería la B.
Otra recomendación importante es recogerlos datos de forma que puedan ser fácilmente
estratificados según su origen (turno, operario,máquina, día de la semana, tipo de materia prima, etc.). No hay que conformarse con un diagrama de Paretoglobal, sino estratificar según el origen de los datos, comparar los diagramas y sacar conclusiones.
2.4 Diagramas causa-efecto
En muchas ocasiones, cuando se presenta un problema, se confunde su resolución con la eliminaciónde los efectos que produce, y esta práctica suele traer consigo malas consecuencias.
Ishikawa, en su libro ¿Qué es el control total de calidad?, presenta un caso de su propiaexperiencia. Explica que cierto dispositivo iba unido a una máquina por medio de cuatro pernos. Elperno 1 se rompía con frecuencia por lo que se decidió sustituirlo por otro de mayor diámetro. A partirdel cambio no se volvió a romper el perno 1, pero empezó a romperse el perno 2. Ante la nuevasituación se decidió que los cuatro pernos deberían ser más grandes y se procedió al cambio. Ya no
Fig. 2.9 Ejemplo de representación de un diagrama de Pareto
TIPO DE CAUSA NÚM. DE DEFECTOS PROPORCIÓN PROPORCIÓN ACUMULADA
ABCD
Otras
11045226
17
0.550.230.110.030.08
0.550.780.890.921.00
Tabla 2.5 Causas ordenadas según su frecuencia de aparición
TIPO DE
CAUSA
NÚM. DE
DEFECTOS
COSTE
UNITARIO
COSTE POR
CAUSA
PROPORCIÓN
COSTE
PROPORCIÓN
ACUMULADA
BACD
Otras
45110226
17
5132
1.5
2251106612
22.5
0.510.250.150.030.06
0.510.760.910.941.00
Tabla 2.6 Causas ordenadas según el coste ocasionado por cada una de ellas
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 33/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
35
π
se volvió a romper ningún perno, pero empezaron aaparecer fracturas en la placa de hierro en la que estabasituado el dispositivo. Se cambió la placa de hierro por otramás gruesa y se anunció que el problema había quedadoresuelto definitivamente.
Un estudio más profundo realizado posteriormentepuso de manifiesto que una vibración que llegaba aldispositivo era lo que ocasionaba los fenómenos deruptura, y que si no se eliminaba acabaría rompiendo lanueva placa metálica o inutilizando el dispositivo congraves consecuencias.
Lo que se había hecho era intentar evitar el efecto del problema, pero sin eliminar su causa, y sila causa permanece, el efecto vuelve a manifestarse, de forma aún todavía más perjudicial.
Para solucionar un problema deben estudiarse sus causas y eliminarlas (en el caso de Ishikawa lacausa era la vibración, aunque también debería haberse investigado el origen de la misma). La idea estáclara, para solucionar un problema: ¡atacar las causas, no los efectos!
Pero descubrir el entramado de posibles causas que hay detrás de un efecto no es fácil. Para hacerloes conveniente seguir una determinada metodología y construir el llamado “diagrama causa-efecto”1. Unabuena forma de hacerlo es siguiendo los puntos que ha continuación se describen:
1. Determinar e identificar claramente cuál es el efecto (el problema, la característica de calidad, etc.)a estudiar.
2. Reunir a las personas que puedan aportar ideas sobre el origen del problema y realizar unbrainstorming de posibles causas.Existen distintas formas de organizar este tipo de reuniones, pero el objetivo básico es siempreasegurarse de que cada participante aporta todo lo que lleva dentro. Una posibilidad es establecerrondas de intervenciones en las que todos participen siguiendo un orden establecido. Cada personadeberá ir aportando posibles causas hasta que las ideas se hayan agotado totalmente.
3. Realizar una selección de las causas aportadas. Seguramente algunas de las causas que aparecen en
el brainstorming son descabelladas o están repetidas. Es necesario, por tanto, realizar una selecciónacordada de cuáles son las causas que deben aparecer en el diagrama.4. Construir el diagrama. Con todas las causas aportadas, una sola persona, especialista en estas
tareas y con un buen conocimiento delproblema estudiado, debe ser la respon-sable de construir el diagrama.En el diagrama las causas se presentan
de forma jerarquizada y agrupadas en unoscuatro o seis grandes grupos denominados“causas primarias”, las cuales suelen ser: manode obra, maquinaria, materiales, métodos,medio ambiente y mantenimiento (conocidascomo las seis M). Cada causa primaria estáintegrada por varias secundarias, estas últimaspor terciarias, y así sucesivamente, tal comose indica en la figura 2.11.
Fig. 2.10 Dispositivo unido a una máquina porcuatro pernos
Fig. 2.11 Disposición jerarquizada de causas en un diagramacausa-efecto
1 También “diagrama de espina de pez” o “diagrama de Ishikawa”
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 34/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
36
π
En la figura 2.12 se reproduce undiagrama en el que sólo se han consi-derado cuatro causas primarias.
No debe perderse de vista que lascausas anotadas en el diagrama son causaspotenciales. Por tanto, será necesariorecoger datos para confirmar que lasrelaciones causa-efecto realmente existen.
Como consecuencia de lo anterior,el diagrama causa-efecto debe ser consi-derado un diagrama vivo. Es decir, undiagrama que va cambiando a medida quese van adquiriendo nuevos conocimientos
sobre el fenómeno estudiado. Algunas causas desaparecen porque se han logrado eliminar, otrasporque se ha constatado que no influyen. Cuando una causa deja de ser considerada, debe tacharse, másque borrarse, para dejar constancia de que ya se ha estudiado. También pueden aparecer nuevas causas
potenciales que en un primer momento no se habían considerado.
2.5 Diagramas bivariantes
Una forma de comprobar si existe relación entre una característica de calidad y un factor que puedeafectarle es la construcción de diagramas bivariantes. El profesor Hajime Karatsu, en su libro CTC.
La sabiduría japonesa, explica un interesante caso en el que la utilización de este tipo de diagramaspermitió resolver un importante problema. Dice así:
“El sintonizador suele ser lo primero que se estropea en un televisor. Actualmente los boto-
nes electrónicos son algo corriente, pero en el pasado todos los selectores de canal tenían que girar-
se manualmente y podían funcionar mal si el sintonizador tenía un contacto pobre.
El sintonizador es el punto en que las ondas magnéticas se captan por primera vez. Los sin-tonizadores estandarizados se producían en masa y se empleaban en distintos modelos de televisor.
Hace algún tiempo, un experto en control de calidad investigó el nivel de mal funcionamiento de los
sintonizadores. Descubrió que, aunque se utilizaban sintonizadores idénticos, la proporción de mal
funcionamiento era muy distinta de un modelo de televisor a otro. Se dio cuenta de que el problema
debería estar relacionado con alguna cosa que no fuera el propio sintonizador; no obstante, seguía
teniendo el problema de descubrir el verdadero factor entre varias alternativas posibles. La gente
utiliza sus televisores de distinta manera; algunos los colocan en rincones polvorientos, otros los
tienen en el salón, más o menos como un objeto decorativo. La frecuencia de uso y la fuente de elec-
tricidad también pueden ser distintas. En consecuencia, la avería de un televisor podía estar cau-
sada por el entorno o por un simple error en el proceso de fabricación. Los datos reunidos en cien-
tos y cientos de televisores revelaron, sin embargo, que los sintonizadores se estropeaban en función
del tipo de televisor en que habían sido instalados.
El experto en control de calidad analizó los datos desde distintos ángulos y descompuso en
factores cada una de las condiciones concebibles y su relación con la proporción de averías:
¿Estaba relacionada con el tamaño de la caja, o con un aumento de la temperatura? ¿Se trataba de
la longitud del eje del sintonizador o de la diferencia en unidades de corriente eléctrica? Durante
bastante tiempo, parecía que no había ninguna correlación entre ninguno de los factores, pero al
final surgió la causa.
Fig. 2.12 Ejemplo de diagrama causa-efecto
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 35/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
37
π
La correlación residía en la distancia
entre el sintonizador y el altavoz. Cuanto más
cerca estaba el sintonizador del altavoz, con
más frecuencia se averiaba; cuanto más
lejos, menor era la proporción de mal
funcionamiento. Una vez establecida esta
correlación, los fabricantes empezaron a
colocar los altavoces tan lejos de los
sintonizadores como permitían los cajas, y el
resultado fue que las quejas de los
consumidores se redujeron drásticamente”.(figura 2.13)
La construcción de un diagramabivariante puede realizarse de la siguienteforma:
1. Reunir pares de datos de las variables
cuya relación se desea investigar. Conmenos de 30 pares es difícil sacarconclusiones. En torno a 50 suele sersuficiente.
2. Trazar los ejes. Decidir las escalas deforma que ambos ejes tengan aproxi-madamente la misma longitud.Marcar los ejes con valores fáciles deleer.Si una variable es una característica decalidad y la otra un factor (de diseño ode producción), se sitúa la primera en el
eje vertical.3. Situar los puntos en el gráfico. Si dos omás puntos coinciden, se señala mar-cando círculos concéntricos.
4. Incorporar toda la información perti-nente que ayude a interpretar el gráfico(título del diagrama, número de paresde datos, título y unidades de cada eje,identificación del autor, etc.).Los datos de la tabla 2.7 indican la
temperatura a que se ha realizado cierta reacciónquímica y el rendimiento que se ha obtenido enla misma. A partir de esta tabla se obtiene elgráfico de la figura 2.14.
Los diagramas bivariantes puedenpresentar distintos aspectos según el tipo de relación que exista entre las variables. En la figura 2.15 sehan representado los diversos tipos de diagramas que pueden aparecer. En algunas ocasiones no está clarosi existe o no correlación. Para estos casos, Ishikawa propone la realización del llamado “test decorrelación de las medianas”. Para ello se sigue el siguiente procedimiento:
Fig. 2.13 Diagrama de correlación entre la proporciónde averías y la distancia altavoz-sintonizador, obtenidaa partir de los datos de un gran conjunto de televisores
Tabla 2.7 Datos correspondientes a las temperaturas derealización y el rendimiento obtenido en 50 reacciones químicas
OBS. TEMP. REND. OBS. TEMP. REND.
123456789
10111213
141516171819202122232425
162154148116152136158126140160160160144
120126134164162132130170148144112126
94.693.093.992.792.892.593.591.593.893.692.694.192.9
91.092.092.493.493.692.391.193.091.493.091.692.0
26272829303132333435363738
394041424344454647484950
160110138140150134162180142152170150160
104130160138152130110120110152172126
94.091.392.592.092.292.093.595.292.192.492.991.593.0
91.092.593.193.093.493.492.092.592.392.892.092.6
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 36/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
38
π
Fig. 2.14 Diagrama bivariante elaboradoa partir de los datos de la tabla 2.7
Fig. 2.15 Distintos aspectos que puedepresentar un diagrama bivariante
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 37/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
39
π
1. Determinar las medianas de las x (variable colocada en el eje horizontal) y de las y (variablecolocada en el eje vertical).
2. Trazar ambas medianas en el diagrama bivariante. De esta forma, el diagrama queda divididoen cuatro cuadrantes, que son notados como I, II, III y IV, a partir del extremo superior derechoy en sentido contrario a las agujas del reloj.
3. Contar los puntos que quedan en cada cuadrante excluyendo los que están situados sobre lasmedianas. Determinar la suma de puntos en los dos cuadrantes opuestos (I y III o II y IV) quepresenten la suma menor. Este número se denomina “valor de prueba”.
4. Comparar el valor de prueba en la tabla 2.8. Si el valor de prueba obtenido es igual o inferior ala cantidad límite que se da en la tabla, puede decirse que existe correlación con unaprobabilidad de error igual o menor al 5 %. La justificación teórica de las cantidades límite dela tabla requiere el uso del modelo binomial que se estudia en el capítulo 4.
NÚM. DE
PUNTOS
LÍMITE DEL VALOR
DE PRUEBA
NÚM. DE
PUNTOS
LÍMITE DEL VALOR
DE PRUEBA
202122232425262728293031323334
35363738394041424344454647484950
5152535455
55566777889999
10
10111212121313141415151516161717
1818181919
565758596061626364656667686970
71727374757677787980818283848586
87888990
202021212122222323242425252526
26272728282829293030313132323233
33343435
Tabla 2.8 Límites del valor de prueba para el test de correlación de Ishikawa
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 38/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
40
π
En el diagrama temperatura-rendimiento (figura 2.16), los puntosque se obtienen en cada cuadrante son:
Por tanto, en este caso el valor de prueba será 10 (número de puntos en los cuadrantes II+IV).El número de puntos a considerar es de 46, ya que del total se restan los que caen sobre las medianas(cuatro en este caso). El valor límite que da la tabla para N=46 es 15, y como 10<15, podemos afirmarcon una probabilidad de equivocarnos menor del 5 % que existe correlación entre temperatura yrendimiento. (Ver figura 2.16.)
Respecto a la construcción de este tipo de diagramas, cabe hacer las siguientes recomen-daciones:
1. Representar los datos con distinto símbolo según su origen (estratificar).Observe la figura 2.17. El diagrama de la derecha representa la relación entre la humedad finalde un producto tras un pro-ceso de secado y el tiempo de molturación a que fue sometidopreviamente. Del análisis de este diagrama parece deducirse la inexis-tencia de correlación. Sinembargo, no se ha considerado que las medidas han sido toma-das por dos aparatos distintos, yteniendo este hecho en cuenta, se ha representado el diagrama de la derecha.Éste no es un caso raro, puesto que, cuando se toman medidas con dos aparatos distintos, éstospueden estar calibrados de forma distinta y conviene distinguir los puntos que han sidoobtenidos con uno u otro aparato.Lo mismo podríamos decir si los datos hubieran sido tomados por dos (o más) operarios, devarios turnos, de varias máquinas, de materias primas de distinto origen, etc.
CUADRANTE PUNTOS
I
IIIIIIV
18
5185
Fig. 2.16 Test de correlación de Ishikawa sobre los datos de la tabla 2.7
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 39/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
41
π
2. Aunque los datos históricos de que se dispone no indiquen la presencia de correlación, nosignifica que ésta no exista.
Quizá los datos de que se dispone, sobre el factor cuyo efecto se estudia, se mueven en un rangode variación demasiado pequeño para poner de manifiesto la correlación existente, tal comopone de manifiesto la figura 2.18.
3. La existencia de correlación no implica unarelación causa-efecto.Se ha comprobado que existe una altacorrelación entre la temperatura media de unmes y el número de matrimonios que duranteese mes se celebran. Sin embargo, no cabeesperar que una ola de calor en el mes defebrero aumente el número de matrimoniosese mes. Esta relación es debida a otras
variables interpuestas (en este caso, quizá:calor6 vacaciones, vacaciones 6 matrimonio).Es necesario, por tanto, ser prudente a la horade sacar conclusiones ante un diagrama quepresenta una clara correlación.
2.6 Estratificación
La estratificación es también una de las siete herramientas básicas que propone Ishikawa. En realidad,no es una técnica nueva, sino que es una metodología que conviene incorporar a cada una de lasherramientas que ya hemos visto.
Así, las plantillas para la recogida de datos deben pensarse para que posteriormente puedarealizarse los análisis dividiendo los datos según su origen. En el caso de los histogramas, losdiagramas de Pareto o los diagramas bivariantes, una correcta estratificación permite obtener unainformación de gran importancia que, de otra forma, no se pondría de manifiesto.
Fig. 2.18 Aunque los datos de que se dispone no indiquenla presencia de correlación, no significa que ésta no exista
Fig. 2.17 Diagrama bivariante con los datos sin estratificar y estratificados
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 40/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
42
π
Ejercicios
2.1 Durante una semana, se ha medido diariamente el contenido de humedad correspondiente a 24paquetes de un determinado producto, tomados al azar a la salida de una línea de envasado.Los resultados obtenidos son:
Indicar qué conclusiones se pueden obtener a partir de estos datos.
2.2 Construir los diagramas causa-efecto para los siguientes efectos:a) llegar tarde al trabajo,b) suspender un examen,c) derrota en una competición deportiva.
2.3 En un diagrama causa-efecto aparece la temperatura de la matriz de una prensa como posiblecausa de la aparición de poros en el producto. Para confirmarlo, se recogen datos de 50prensadas y se realiza un diagrama bivariante entre la temperatura (T ) y el número de porosobtenidos (P).Indique cuáles serían las conclusiones obtenidas al realizar el test de correlación de Ishikawa,en cada uno de los siguientes casos.
LUNES 8.208.368.378.52
8.058.768.518.18
8.538.648.838.35
8.488.348.518.08
8.158.158.688.79
8.798.918.328.49
MARTES 8.619.148.529.20
9.308.588.818.68
8.598.668.709.08
8.328.338.419.07
9.089.138.698.46
8.438.669.178.56
MIÉRCOLES 9.438.85
8.668.89
9.289.14
9.419.34
9.599.15
8.759.18
8.869.28
8.509.19
9.199.12
9.208.80
9.228.85
8.569.46
JUEVES 8.979.029.619.15
9.219.539.289.28
8.868.759.649.05
8.769.218.769.40
9.559.509.489.58
9.389.589.099.46
VIERNES 8.468.008.328.91
8.178.608.488.65
8.978.208.338.26
8.648.818.738.73
8.408.608.478.10
8.178.118.05.8.89
A B C DCUADRANTE 1 19 10 5 8
CUADRANTE 2 4 12 20 21
CUADRANTE 3 20 11 5 8
CUADRANTE 4 5 10 20 13
© los autores, 1998; © Edicions UPC, 1998.
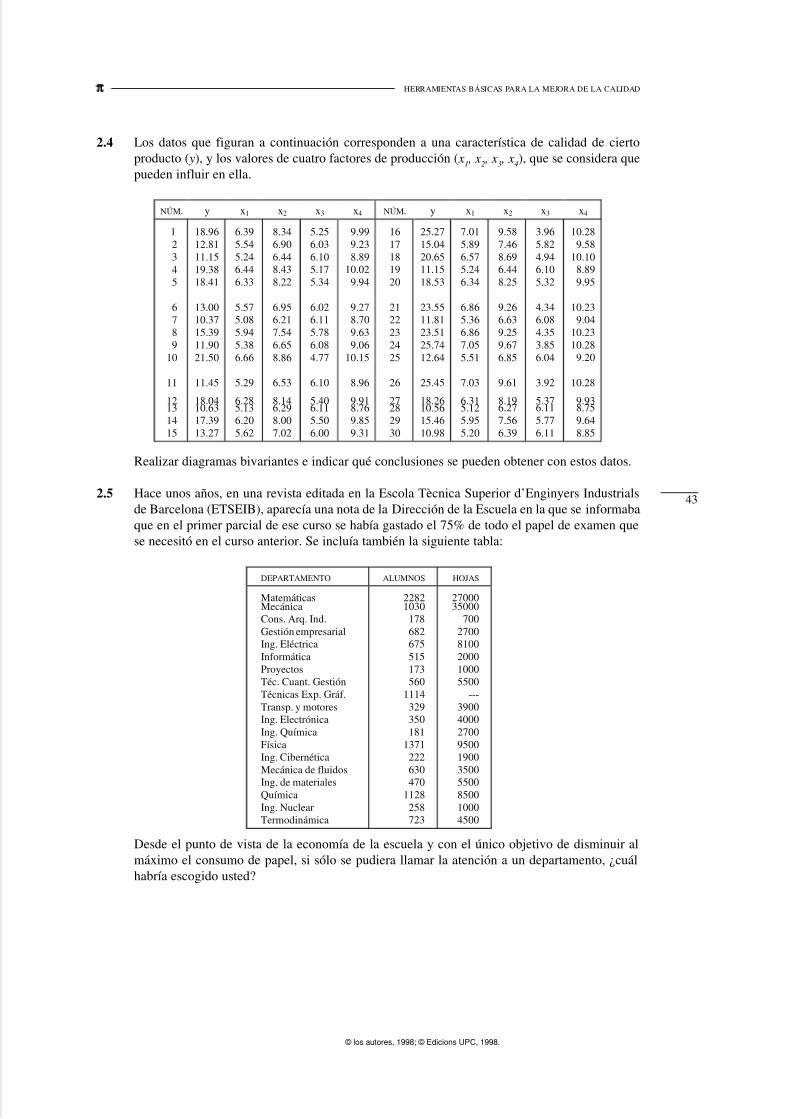
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 41/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
43
π
2.4 Los datos que figuran a continuación corresponden a una característica de calidad de ciertoproducto ( y), y los valores de cuatro factores de producción ( x
1 , x
2 , x
3 , x
4), que se considera que
pueden influir en ella.
Realizar diagramas bivariantes e indicar qué conclusiones se pueden obtener con estos datos.
2.5 Hace unos años, en una revista editada en la Escola Tècnica Superior d’Enginyers Industrialsde Barcelona (ETSEIB), aparecía una nota de la Dirección de la Escuela en la que se informabaque en el primer parcial de ese curso se había gastado el 75% de todo el papel de examen quese necesitó en el curso anterior. Se incluía también la siguiente tabla:
Desde el punto de vista de la economía de la escuela y con el único objetivo de disminuir almáximo el consumo de papel, si sólo se pudiera llamar la atención a un departamento, ¿cuálhabría escogido usted?
NÚM. y x1 x2 x3 x4 NÚM. y x1 x2 x3 x4
12345
6789
10
11
12131415
18.9612.8111.1519.3818.41
13.0010.3715.3911.9021.50
11.45
18.0410.6317.3913.27
6.395.545.246.446.33
5.575.085.945.386.66
5.29
6.285.136.205.62
8.346.906.448.438.22
6.956.217.546.658.86
6.53
8.146.298.007.02
5.256.036.105.175.34
6.026.115.786.084.77
6.10
5.406.115.506.00
9.999.238.89
10.029.94
9.278.709.639.06
10.15
8.96
9.918.769.859.31
1617181920
2122232425
26
27282930
25.2715.0420.6511.1518.53
23.5511.8123.5125.7412.64
25.45
18.2610.5615.4610.98
7.015.896.575.246.34
6.865.366.867.055.51
7.03
6.315.125.955.20
9.587.468.696.448.25
9.266.639.259.676.85
9.61
8.196.277.566.39
3.965.824.946.105.32
4.346.084.353.856.04
3.92
5.376.115.776.11
10.289.58
10.108.899.95
10.239.04
10.2310.28
9.20
10.28
9.938.759.648.85
DEPARTAMENTO ALUMNOS HOJAS
MatemáticasMecánicaCons. Arq. Ind.Gestión empresarialIng. EléctricaInformáticaProyectosTéc. Cuant. GestiónTécnicas Exp. Gráf.Transp. y motoresIng. ElectrónicaIng. QuímicaFísicaIng. CibernéticaMecánica de fluidosIng. de materialesQuímicaIng. NuclearTermodinámica
22821030178682675515173560
1114329350181
1371222630470
1128258723
2700035000
70027008100200010005500
---3900400027009500190035005500850010004500
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 42/286
Justifique su respuesta realizando el gráfico que le parezca más adecuado.
2.6 El número de piezas defectuosas detectadas en un mes debido a diversas causas es el que semuestra a continuación:
Se realiza una modificación para intentar reducir el número de piezas defectuosas y se obtienenlos siguientes resultados:
Realice un gráfico que ponga de manifiesto los efectos de la modificación introducida.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
44
π
CAUSA NÚM. DE PIEZAS DEFECTUOSAS
PresiónTemperaturaRuidoHumedadOtros
4215106
12
CAUSA NÚM. DE PIEZAS DEFECTUOSAS
PresiónTemperaturaRuidoHumedadOtros
51197
12
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 43/286
HERRAMIENTAS BÁSICAS PARA LA MEJORA DE LA CALIDAD
Apéndice 2A Datos e información
No es extraño que en una empresa se recojan y archiven gran cantidad de datos y, sin embargo, cuandose pretende solucionar un problema concreto, no se disponga de los datos para realizar un diagnósticoseguro. O los datos son incompletos o, simplemente, no son fiables.
J. M. Juran aclara esta aparente paradoja, distinguiendo claramente entre los conceptos de datose información.
Los datos pueden definirse como la concreción numérica de hechos o realidades, mientras quela información debe entenderse como la respuesta a preguntas previamente planteadas.
Datos = Hechos, realidades
Información = Respuesta a preguntas
Cuando se plantea un problema, su resolución exige disponer de una cierta información(respuestas a preguntas del tipo, ¿con qué frecuencia se presenta el problema?, ¿en qué circunstanciasse presenta?, etc.). Pero, mientras que la buena información siempre está basada en datos, un
determinado volumen de datos, por grande que sea, no necesariamente aporta la información que seprecisa para resolver el problema.
La “información” incluye “datos”.
Los “datos” no necesariamente incluyen “información”.
Así pues, la clave no está en cómo recoger datos, sino en cómo obtener información que resulteútil.
El proceso de generar información puede resumirse en las siguientes etapas:1. Formular claramente las preguntas que se desea contestar.2. Recopilar datos relativos a la cuestión planteada.3. Analizar los datos para determinar la respuesta a la pregunta.
4. Presentar los datos de forma adecuada para poner claramente de manifiesto cuál es la respuestaa la pregunta.Es importante tener presente cuál es la pregunta que se desea contestar, cuando se planifica la
recogida de datos. Unos datos correctos y muy exactos, recopilados mediante un elaborado diseño demuestreo estadístico, son inútiles si no permiten contestar alguna pregunta de interés.
45
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 44/286
Consideremos el proceso de correr 100 m libres por parte de un atleta. En principio cada carrera
representa una repetición de ciertos pasos del proceso: precalentamiento, colocación en los tacos desalida, la salida en aceleración, mantenimiento de la velocidad, etc. La evidencia nos indica que, apesar de que se intenta repetir todos los pasos en forma idéntica, el resultado no es el mismo en todaslas carreras. Esta variación en el “producto” (resultado de la carrera en nuestro ejemplo) recibe elnombre de variabilidad y está presente en todo proceso real, de modo que no se puede predecir conexactitud el resultado de una carrera antes de que ésta se celebre. Ello no significa que la variabilidadno se pueda medir. En nuestro ejemplo, sí suele ser posible saber el tiempo aproximado en queacostumbra a correr la prueba el atleta en cuestión, o con qué frecuencia corre por debajo de 10,2 segpor ejemplo, ya que no hay que confundir la variabilidad con ausencia total de regularidad.
En la vida real, casi siempre hay que tomar decisiones en presencia de “ruido” o variabilidad,y es la estadística la disciplina especializada en el tema.
En este capítulo se analizan conceptualmente las distintas causas que generan variabilidad en la
mayoría de procesos, y se introducen los importantes conceptos de función de densidad deprobabilidad y función de distribución que nos permiten medirla.
3.1 Causas de variabilidad
Consideramos el proceso genérico de la figura 3.1.
47
3
Causas y medidas de la variabilidad
Fig. 3.1 Variabilidad en un proceso

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 45/286
En la práctica, existen siempre variaciones en las entradas de un proceso y, en consecuencia,existirán diferencias (variaciones) entre las características de las distintas unidades de producto obtenidascomo salida del proceso.
Si, por ejemplo, consideramos un cierto proceso de mecanización de piezas de acero y de cadapieza medimos su diámetro, el histograma de la parte derecha de la figura 3.1. representará la variabilidaddel diámetro de las distintas piezas producidas. Toda variabilidad tiene sus causas, y el hecho de que losdiámetros de dos piezas fabricadas por el mismo proceso sean distintos es la consecuencia de variacionesen la materia prima (diferencias en el porcentaje de carbono entre distintas partidas de acero), de lavariabilidad en la mano de obra (los operarios no trabajan siempre de la misma manera), o de lavariabilidad en cualquier otra entrada del proceso.
Un hecho de trascendental importancia, y que justifica la gran utilidad de la estadística en el estudiode la variabilidad, consiste en que, aunque los diámetros de las distintas piezas sean distintos, si se mantiene
constante el sistema de causas que producen variabilidad en las entradas, las frecuencias con que seobservan los distintos valores de los diámetros tienden a estabilizarse en forma de una distribución predecible.
En otras palabras, si bien el diámetro de una pieza individual es impredecible, cuando el sistema decausas de variabilidad es estable, se pueden hacer predicciones estadísticas sobre grupos de piezas.
En la argumentación anterior ya se intuye que las causas de variabilidad podrán tener consecuenciasmuy distintas, dependiendo de que su presencia en el proceso sea estable o esporádica. Pero lo másimportante es que, según cuales sean las características de una causa de variabilidad, su eliminación delproceso o, por lo menos, la reducción de sus efectos corresponderá a distintos niveles de autoridad yresponsabilidad dentro de la organización.
Como se explica en Peña, Prat (1986), bajo supuestos muy generales, las pérdidas que un productocausa a la sociedad cuando se utiliza son directamente proporcionales a la variabilidad de la característicade calidad del producto en cuestión. Por ello, en general, será cierto que:
Así pues, la estrategia básica para la mejora de la calidad pasa por la identificación de las causasque producen variabilidad, y por una correcta asignación de la misma a una u otra de las dos categorías
definidas ya por Shewhart (1931):1) Causas comunes, cuya eliminación es responsabilidad de la dirección de la empresa y queacostumbran a ser responsables de más del 90% de los problemas de calidad.
2) Causas asignables, cuya eliminación es más sencilla y son responsabilidad del operario, si bienrepresentan menos del 10% de los problemas de calidad de un cierto proceso.Aunque no existe una definición precisa de estos dos tipos de causas, en la tabla 3.1 se
encuentran algunas características de cada uno de ellos.
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
48
π
MEJORAR LA CALIDAD REDUCIR LA VARIABILIDAD
CAUSAS COMUNES CAUSAS ASIGNABLES (ESPECÍFICAS)
• Suelen ser muchas y cada una produce peque Zasvariaciones.
• Son parte permanente del proceso. Su suma(superposici\n) determina la capacidad del proceso.
• Son dif Rciles de eliminar. Forman parte del sistema y esresponsabilidad de la direcci\ n disminuir sus efectos.• Afectan al conjunto de m<quinas, operarios, etc.• La variabilidad debida a estas causas admite
representaci\n estadRstica (densidad de probabilidad).
• Suelen ser pocas pero de efectos importantes.• Aparecen espor<dicamente en el proceso. Este
hecho facilita su identificaci\n y eliminaci\n(gr<ficos de control).
• Son relativamente f <ciles de eliminar por partede operarios y/o tJcnicos.• Afectan especRficamente a una m<quina,
operario, etc.• No admite representaci\n estadRstica.
Tabla 3.1 Características de las causas de variabilidad

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 46/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
49
En la tabla 3.2 se encuentra una lista de condiciones a las que normalmente se asocian las doscategorías de causas de variabilidad.
No es exagerado decir que toda la teoría de los gráficos de control de Shewart tenía comoobjetivo el desarrollo de métodos que permitiesen identificar la ocurrencia de causas asignables devariabilidad en un determinado proceso, para proceder a su eliminación y mejorar así la calidad de losproductos industriales. Al mismo autor se debe el concepto de proceso en estado de control, comoaquel proceso sobre el que únicamente actúa un sistema estable de causas de variabilidad (las causascomunes), y cuyo output es, en consecuencia, predecible estadísticamente.
Todas estos conceptos serán desarrollados con mayor detalle en el capítulo 11 de este libro.
3.2 Medidas de la variabilidad
Las unidades producidas y las que conceptualmente puede producir un proceso en estado de control sonun ejemplo de lo que en estadística se conoce como población.
Consideremos, por ejemplo, un proceso de rellenado automático de botellas de agua y supongamosque está en estado de control. Un conjunto de n botellas, seleccionadas aleatoriamente de entre lasfabricadas por el proceso, constituye una muestraaleatoria de dicha población.
Recibe el nombre de variable aleatoria lafunción, Y , que asocia, por ejemplo, cada botellade agua con su contenido en cm3. El concepto devariable aleatoria es objeto de estudio profundo encualquier libro de estadística matemática y, aunqueeste estudio queda lejos de los objetivos de estelibro, es conveniente observar que la función Y
convierte la muestra de observables (botellas deagua) en números reales (contenidos en cm3),que se pueden tratar matemáticamente.
Estos conceptos se representan esque-máticamente en la figura 3.2.
π
CONDICIONES ASOCIADAS A
CAUSAS COMUNES
CONDICIONES ASOCIADAS A
CAUSAS ASIGNABLES
InevitableEstableHomogJneoConstanteNormalEstacionarioControladoPredecibleConsistentePermanenteNo significativoEstadRsticamente estableM dltiple
EvitableInestableHeterogJneaErr<ticoAnormalDescontroladoImpredecibleInconsistenteEspor<dicoDiferenteImportanteSignificativoDesgastePocas
Fig. 3.2 Población, muestra y variable aleatoria
Tabla 3.2 Condiciones asociadas a las causas de variabilidad
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 47/286
3.2.1 Variabilidad en una muestra
Es evidente que una manera de representar gráficamente la variabilidad en los datos muestrales es elhistograma de dichos datos.
En la figura 3.3 se presenta el histogramacon los contenidos en cm3 de una muestra de100 botellas rellenadas por el procesoconsiderado.
El histograma permite contestar fácil-mente a preguntas del tipo:
1. ¿Qué proporción de botellas en lamuestra tienen un contenido inferior a198 cm3?
2. ¿Qué proporción de botellas en lamuestra cumplen con las especificaciones200 ± 2 cm3?
A pesar de que sería de considerable interés tener respuestas a las preguntas anteriores, no cabeduda que sería de mayor utilidad aún poder contestar a preguntas similares, pero referidas a lapoblación de las botellas que se pueden rellenar con el proceso en estado de control. Esta idea ladesarrollamos a continuación.
3.3 Densidad de probabilidad. Variabilidad en la población
En este apartado vamos a introducir de forma intuitiva un concepto cuya formulación matemáticacorrecta nos llevaría excesivo tiempo y que el lector interesado puede encontrar en cualquier libro deestadística matemática, desde textos introductorios como Hogg-Craig (1978) hasta textos comoChung (1968).
Consideramos la situación descrita en la figura 3.4.
Fig. 3.4 Concepto intuitivo de densidad de probabilidad
Si tomamos una muestra de, por ejemplo, n=20 unidades de un cierto proceso y representamosla variabilidad de la muestra mediante un histograma, muy probablemente éste presentará la formairregular de la parte izquierda de la fig. 3.4. El reducido tamaño de muestra obligará a definir unaamplitud de intervalo grande, y además pueden existir intervalos con pocos efectivos.
Si la muestra fuese de n=200 unidades, seguiríamos hablando de una muestra real de un procesoreal y el histograma resultante sería, posiblemente, más regular que el anterior y con intervalos demenor amplitud. Manteniéndonos en el mundo real podríamos extraer una muestra de 2.000 unidades
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
50
π
Fig. 3.3 Histograma del contenido en cm3 en una muestra detamaño 100
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 48/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
51
y, seguramente, el histograma que representase la variabilidad muestral sería todavía más regular y conunos intervalos de menor amplitud.
Pasemos ahora al mundo de las abstracciones. Siguiendo el proceso anterior hasta el límite,cuando n
=4 o, lo que es lo mismo, cuando tuviésemos valores de la población conceptual formada
por todas las unidades que se pueden rellenar con el proceso en estado de control, en una granmayoría de casos el “histograma” que se obtendría sería tan regular como la función f ( y)representada en la parte derecha de la figura 3.4. Esta curva suave es la que recibe el nombre defunción densidad de probabilidad (d.p.) de la variable aleatoria Y considerada.
Por tanto, en términos coloquiales podríamosdecir que la densidad de probabilidad es como elhistograma realizado con todas las unidades queconstituyen la población. La d.p. es evidentemente unente abstracto o modelo matemático y, como todomodelo, está sometido a la afirmación de Box: “Todoslos modelos son falsos; algunos modelos son útiles”.Esta afirmación viene a decirnos que, cuando formu-
lemos una d.p., f ( y) debe ser útil para hacer previsionessobre las unidades fabricadas por dicho proceso, perono podemos afirmar que la variabilidad del proceso seaexactamente la implicada por f ( y).
Consideremos ahora la figura 3.5.Hemos visto en el capítulo anterior que, en un
histograma, el área sobre un cierto intervalo era la frecuencia relativa con que se habían observadovalores en dicho intervalo.
Teniendo en cuenta que una de las definiciones de probabilidad es que ésta es el límite hacia elque tiende a estabilizarse la frecuencia relativa cuando el tamaño de la muestra crece indefinidamente,y la relación entre histograma y d.p. que hemos visto anteriormente, se deduce que:
donde informalmente Prob(a#Y #b) significa la probabilidad de que la variable aleatoria Y tome, en unaunidad de la población, un valor en el intervalo cuyos extremos son a y b.
No todas las funciónes matemáticas pueden ser una d.p. En efecto, de la relación intuitiva entrehistograma y d.p. se deduce que, para que una función f pueda ser d.p., se requiere:
(a) f ( y)$0 para todo y 0 ú
(b)
3.4 Esperanza matemática y varianza
Al igual que en una muestra, parte de la variabilidad puede venir sintetizada en un par de estadísticosmuestrales como y S2
y, la variabilidad representada exhaustivamente por la d.p. f ( y), puede tambiénser caracterizada parcialmente por dos parámetros poblacionales: µ=E (Y ) y σ 2=Var (Y ) cuyadefinición es:
x
π
f y dy a Y ba
b
( ) ( )∫ = ≤ ≤Prob (3.1)
f y dy( )∫ = 1
µ = = ∫ E Y yf y dy( ) ( ) (3.2)
ú
ú
Fig. 3.5 Densidad de probabilidad
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 49/286
asociada con el nombre de media poblacional o esperanza matemática de la variable aleatoria y
conocida como varianza poblacional.El parámetro µ es un parámetro de localización, es decir, es el valor alrededor del cual toman
valores los individuos de la población considerada, mientras que σ 2 es un parámetro de dispersión, yaque es la esperanza matemática de las desviaciones respecto a µ , al cuadrado.
Si bien en la estadística matemática se definen múltiples parámetros de localización y dedispersión, µ y σ2 son los más utilizados en el presente libro.
3.5 Función de distribución
Supongamos de nuevo, que la función f ( y) de la figura 3.5 es d.p. del contenido en cm3 de la poblaciónde botellas de agua rellenadas por un proceso en estado de control.
Está claro que f ( y) contiene toda la información sobre la variabilidad de proceso. En efecto,conocida f ( y) se pueden contestar preguntas del tipo:
1. ¿Qué proporción de las botellas rellenadas por el proceso tendrán contenidos entre a y b?
Respuesta:
2. ¿Qué proporción de las botellas rellenadas por el proceso tendrán contenidos inferiores a a?
Respuesta:
3. ¿Qué proporción de las botellas rellenadas por el proceso tendrán contenidos superiores a b?
Respuesta:
El único inconveniente es que cada respuestaimplica calcular un área bajo la curva f ( y). Por elloresulta de gran utilidad el concepto de función dedistribución.
Dada una variable aleatoria Y , se llama función de distribución de la v.a. Y a la función F dela recta real ú en el intervalo [0,1] definida por:
La figura 3.6 representa esquemáticamente larelación existente entre la densidad de probabilidady la función de distribución de una variablealeatoria.
Es importante observar que las ordenadasF ( y) son directamente probabilidades, mientras que
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
52
π
σ µ µ 2 2 2= = − = −∫ Var Y y f y dy E Y ( ) ( ) ( ) ( ) (3.3)ú
f y dya
b
( )∫
f y dya
( )−∞∫
f y dyb ( )
∞
∫
F y f t dt Y y y
( ) ( ) ( )= = ≤−∞∫ Prob
Fig. 3.6 Relación entre la función de distribución y ladensidad de probabilidad
(3.4)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 50/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
53
en f ( y) las ordenadas son densidades de probabilidad y, en consecuencia, las respuestas a las preguntas(1), (2) y (3) serían ahora: F (b)-F (a); F (a) y 1-F (b).
Toda función de distribución es obviamente monótona no decreciente, continua por lo menospor la derecha y tal que y .
3.6 Caso discreto
El lector puede preguntarse en este momento por qué decimos que toda función de distribución (f.d.)es continua “por lo menos por la derecha”. La razón es que no todas las variables aleatorias soncontinuas, como la considerada en el ejemplo delcontenido de las botellas de agua.
Consideremos un proceso con una variablealeatoria que vamos a denominar discreta. Supon-gamos que lanzamos 10 veces una moneda y que la
variable aleatoria considerada, Y , es ahora elnúmero de veces que ha salido cara. En este caso, Y
sólo puede tomar los valores 0, 1, 2,..., 10.En este caso recibe el nombre de
distribución de probabilidad la función f definidapor:
f ( y) = Prob (Y = y) para y = 0,1,2,...,10
f ( y) = 0 en el resto
Está claro que para una v.a. discreta, f ya no
es una curva suave como ocurría en el casocontinuo, sino que tendrá una forma como la de lafigura 3.7.
La función de distribución de Y , será ahora:
Su forma geométrica será del tipo repre-sentado en la figura 3.8. (Razone el lector la conti-nuidad por la derecha.)
Para el caso discreto, los parámetros µ y σ2
se definen:
π
lim F y y→−∞ =
( ) 0 lim F y y→∞ =
( ) 1
Fig. 3.8 Función de distribución de una variable aleatoriadiscreta
Fig. 3.7 Distribución de probabilidad de una variablealeatoria discreta
F y f k k
y
( ) ( )==∑
0
σ µ 2 2= −∑ ( ) ( ) y f y y
µ = ∑ y f y y
( ) (3.5)
(3.6)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 51/286
3.7 El caso bivariante
Consideremos de nuevo el proceso de envasado representado en la figura 3.1.Supongamos ahora que a cada individuo de la población le asignamos un par de valores ( x,y)
en el que x es el contenido de la botella en cm3 e y es su peso en gr. Matemáticamente hablando, estaasignación estaría representada por una función ( X,Y ) que hace corresponder a cada individuo de lapoblación un elemento de ( x,y) deú2. Dicha función recibe el nombre de variable aleatoria bidimensio-nal o vector aleatorio de dimensión 2.
Los conceptos de variabilidad muestral y poblacional discutidos en apartados anteriores segeneralizan de manera inmediata al caso bivariante, como veremos a continuación.
3.7.1 Variabilidad muestral
Supongamos que disponemos de n paresde valores ( x
i ,y
i) i=1,2,...,n; correspon-
dientes a valores muestrales de un ciertovector ( X,Y ). Una forma razonable derepresentar la variabilidad muestral es elhistograma generalizado de la figura 3.9en el que el volumen del paralepípedocorrespondiente a la celda rayada en elplano x, y, representa la frecuencia rela-tiva de individuos muestrales, con la que
X,Y toman valores en dicho rectángulo(celda).
3.8 Densidades de probabilidad conjunta y densidades marginales
Al igual que hemos hecho en el apartado 3.3,cuando consideremos la población conceptual enlugar de una muestra concreta, en el histogramageneralizado de la figura 3.9, las v.a. X e Y
convergerán en general hacia una superficieregular, f ( x,y) denominada densidad de proba-
bilidad conjunta (d.p.c), y que puede tener unaforma como la de la figura 3.10, por ejemplo.
De nuevo, no todas las funcionesmatemáticas f ( x,y) pueden ser una densidad deprobabilidad conjunta.
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
54
π
Fig. 3.9 Histograma generalizado
Fig. 3.10 Densidad de probabilidad conjunta
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 52/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
55
Para ello es necesario que:(a) f ( x, y) $ 0 para todo ( x, y) 0 ú2
(b)
En el caso bivariante tendremos que:
3.8.1 Densidades marginales
A partir del conocimiento de la d.p.c. f ( x,y) de un vector aleatorio ( X,Y ), siempre es posible obtener ladensidad de probabilidad univariante correspondiente a cada una de las dos variables aleatorias quedefinen el vector.
La distribución univariante de X se conoce como densidad marginal en X y está definida por:
La distribución univariante de Y se conoce como densidad marginal en Y y está definida por:
Veremos que, por el contrario, no siempre es posible obtener la densidad conjunta a partir de lasdensidades marginales, aunque sí lo será en el caso en que las variables aleatorias X e Y seanestocásticamente independientes. Este concepto se desarrolla en el siguiente apartado.
3.9 Densidades condicionales e independencia de variables aleatorias
Sea ( X,Y ) un vector aleatorio cuya d.p.c. es f ( x,y) y sea y0 un cierto valor de Y tal que f Y ( y
0) 0.
Se define como densidad de X condicional al valor y0 de Y a la densidad univariante:
Si x0 es un valor de X tal que f X
( x0) 0, se puede definir también la densidad de Y condicionada
al valor x0 de X como:
Así pues, en general se tiene que:
El concepto de densidad condicional permite definir la noción de independencia entre variables alea-torias. Dado el vector aleatorio ( X,Y ), diremos que X,Y son variables aleatorias independientes si y sólo si
≠
≠
π
f x y dx dy( , )∫∫ = 1ú2
P x X x dx y Y y dy f x y dxdy( , ) ( , )0 0 0 0 0 0≤ ≤ + ≤ ≤ + =
(3.7)
f x f x y dy X ( ) ( , )= ∫ ú(3.8)
(3.9) f y f x y dxY ( ) ( , )= ∫ ú
f x Y y f x yf x y
f yY
( ) ( )( , )
( )= = =0 0
0
(3.11a)
f y X x f y xf x y
f x X
( ) ( )( , )
( )= = =0 0
0
(3.11b)
f x y f y x f x f x y f y X Y ( , ) ( ) ( ) ( ) ( )= =0 0 0 0(3.12)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 53/286
Observe el lector que en este caso:
y por lo tanto, si las variables X,Y son independientes, es posible obtener la densidad como productode las marginales.
Los conceptos de densidad conjunta, marginal y condicional así como las de independenciaestocástica pueden extenderse fácilmente a los vectores de dimensión n. En particular, si (Y 1, Y 2,..., Y
n)
es un vector aleatorio, diremos que las variables que lo componen Y 1, Y 2,..., Y n
son variables aleatoriasindependientes si y sólo si la densidad de probabilidad conjunta es tal que:
Para ilustrar de manera intuitiva el concepto de independencia entre variables aleatoriasconsideremos un caso concreto.
Supongamos que en una cierta población de individuos se define el vector aleatorio ( X, Y ) talque X es la estatura en cm de un cierto individuo e Y es su peso en kilos.
¿Puede el lector imaginarse la forma geométrica de f ( y|150)? ¿y la f ( y|180)? ¿Cree el lector queambas densidades serán idénticas?
Es casi seguro que la densidad de probabilidad de los pesos de todas las personas que miden150 cm esté centrada en un valor menor que la de las personas que miden 180 cm, ya que en generalesta subpoblación estará constituida por individuos que pesan más que los correspondientes a unaestatura de 150 cm.
En este caso, por tanto, no se cumple la expresión (3.13), ya que f ( y|x0) depende del valor de x0.Este hecho coincide con la noción intuitiva de que la estatura y el peso de una persona no sonindependientes sino que, en general, las personas más altas también pesan más.
Si, por el contrario, las variables fuesen independientes, la densidad de probabilidad de la
variable X sería la misma fuese cual fuese el valor de Y .
3.10 Covarianza y coeficiente de correlación lineal
Sea ( X, Y ) un vector aleatorio. Sabemos que la variabilidad de dicho vector está representada por sufunción de densidad de probabilidad conjunta f ( x,y).
Un parámetro de interés para caracterizar la dependencia lineal entre las v.a X e Y es lacovarianza definida de la manera siguiente:
donde µ x
y µ y
son las medias de las densidades marginales.Comprobamos de manera intuitiva que µ 11 mide el grado de dependencia lineal entre X e Y . En
efecto, si suponemos que X e Y están relacionadas de la manera indicada en la figura 3.11(a), comosería seguramente el caso si X e Y fuesen respectivamente la estatura y el peso de una cierta población,vemos que, si para un cierto individuo, ( X -µ x) es positivo y grande (un individuo de mucho mayorpeso que la media de la población), también en general (Y -µ y) será positivo y grande (el individuoserá más alto que la media), y si (X-µ x) es negativo (individuo de menor peso que la media),
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
56
π
f x y f x X ( ) ( )0 =
(3.13)
f x y f x f y X Y ( , ) ( ) ( )= ⋅ (3.14)
f y y y f y f y f yn Y Y Y nn( , , , ) ( ) ( ) ( )1 2 1 21 2
K K= (3.15)
[ ]µ µ µ 11 = = − −COV X Y E X Y x y( , ) ( )( ) (3.16)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 54/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
57
probablemente (Y -µ y) será también negativo(individuos más bajo que la media). Enconsecuencia, la mayoría de productos (Y -µ y) ( X -µ x) serán positivos y, por lo tanto, µ 11,
que es el valor medio esperado de dichosproductos, será positivo.
Un razonamiento parecido al anteriornos conduce a la conclusión de que, en elcaso de la figura 3.11(b), la covarianza µ 11
sería negativa. Podemos utilizar como X,Y , latemperatura máxima de un cierto día comovariable X , y el consumo de electricidad paracalefacción durante el mismo día en unacierta unidad como variable Y .
En un día que sea más frío que lamedia probablemente se consumirá más
electricidad para calefacción que la que seconsume en media, es decir que, cuando ( X -µ x) sea negativo, (Y -µ y) será positivo. Análogamente en undía más cálido que la media, el consumo de energía para calefacción será menor que la media y, por lotanto, cuando ( X -µ x) es positivo, se tiene que (Y -µ y) es frecuentemente negativo. Así pues, losproductos ( X -µ x) (Y -µ y) serán negativos para una mayoría de individuos de la población y, por lo tanto,µ 11 será negativa.
Cuando no exista dependencia lineal, como ocurre en el caso de la figura 3.11 (c), para unindividuo en el que ( X -µ x) sea positivo, será equiprobable que (Y -µ y) sea positivo o negativo y, por lotanto, es razonable pensar que µ 11 será nulo.
De los razonamientos anteriores se desprende que el signo de la covarianza es un indicador deltipo de dependencia lineal entre X e Y . No ocurre lo mismo con el valor de µ 11, ya que éste depende delas unidades de medida. Así, para el caso de la figura 3.11 (a), si X se mide en toneladas e Y en
kilómetros, µ 11 será un número pequeño, mientras que si X se mide en miligramos e Y en micras, µ 11tendrá un valor muy grande.
En consecuencia, es conveniente definir un parámetro que tenga siempre el mismo signo que lacovarianza, pero cuyo valor sea independiente de las unidades en las que se midan las variables X,Y .Este parámetro se denomina coeficiente de correlación lineal y se define:
Se puede demostrar fácilmente que, si entre X,Y existe una relación lineal exacta:
entonces
Así pues, ρ xy
puede tomar valores desde -1 a +1, y toma el valor 0 cuando X e Y sonindependientes.
π
Fig. 3.11 Algunos patrones en los diagramas bivariantes
ρ σ σ
xy
x y
COV X Y =
( , ) (3.17)
Y X = +β β 0 1
ρ β xy signo= ⋅( )1 1
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 55/286
3.11 Esperanza matemática y varianza de combinaciones lineales de variables aleatorias
Sean Y 1, Y 2,..., Y n variables aleatorias y sean c1, c2,..., cn constantes reales. Consideremos unacombinación lineal del tipo:
De la definición de esperanza matemática, se deduce que E , es un operador lineal y, por lo tanto:
Por otro lado se tiene que:
De la expresión (3.19 a) se deduce que, cuando las variables Y 1, Y 2,..., Y n sean independientes:
Es muy importante entender correctamente el campo de aplicación de la expresión (3.19 b), ypara ello vamos a considerar un ejemplo concreto.
Supongamos un proceso de rellenado de gel en unas botellas de plástico. Definamos lassiguientes variables aleatorias:
X 6 peso neto de gel en una botellaY 6 peso de la botella vacíaZ 6 peso de la botella llena de gel
Es razonable pensar que será fácil obtener datos experimentales que permitan estimar lavarianza σy2 de la variable Y y la varianza σz
2 de las botellas llenas, mientras que será casi imposibleobtener datos experimentales de la variable X (parte del gel quedaría pegado a las paredes de la botellay el vaciado sería imperfecto). No obstante, si tenemos en cuenta que:
Z = X + Y
y que es razonable pensar que X e Y son independientes, podemos aplicar:
y obtener:
y, por lo tanto:
Observe el lector que si hubiese enfocado la solución al cálculo de σx2 a partir de:
X = Z - Y
debería tener en cuenta que ahora Z e Y son claramente dependientes y, en consecuencia, deberíaaplicarse la expresión (3.19 a)
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
58
π
Z c Y i ii
n
==∑
1
(3.18)
E Z c E Y ci ii
n
i ii
n
( ) ( )= == =∑ ∑
1 1
µ
V Z E c Y c E c Y
c Var Y c c COV Y Y
i ii
n
i ii
n
i i ii
n
i ii
n
i j i j j i
n
i
n
( ) ( )
( ) ( , )
= −
= −
=
= +
= = =
= = +=
−
∑ ∑ ∑
∑ ∑∑
1 1
2
1
2
2
1 11
1
2
µ µ
(3.19a)
V c Y c Var Y i ii
n
i ii
n
= =∑ ∑
=
1
2
1
( ) (3.19b)
V c Y c Var Y i ii
n
i ii
n
= =∑ ∑
=
1
2
1
( )
σ σ σ z x y
2 2 2= +
σ σ σ x z y2 2 2= −
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 56/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
59
en lugar de la (3.19 b)
3.12 Ejemplo del “helicóptero”
Para ilustrar los conceptos básicos de este capítulo,vamos a utilizar el “helicóptero” de papel cuyo diseñoestá realizado en la figura 3.12. La idea de utilizar esteejemplo a lo largo del libro le fue sugerida a uno desus autores por George E. P. Box, Soren Bisgaard yConrad Fung de la Universidad de Wisconsin.
El proceso de fabricación de helicópterosconsistiría, entre otros, en los siguientes pasos (verfigura 3.13.):
Supongamos que la característica de calidadmás importante en los helicópteros fabricados es eltiempo que tardan en caer desde tres metros de altura.
Si el lector tiene paciencia suficiente paraconstruir unos cuantos helicópteros a partir del diseñode la figura 3.12, y una vez fabricados los lanza desdeuna altura de 3 m y mide el tiempo de caída, observarálo obvio: no todos los helicópteros tardan el mismotiempo en recorrer los 3 m. ¿Por qué existe variabi-
lidad en estos tiempos?
Como ejemplo de algunas de las causas de variabilidad podríamos considerar las de la tabla 3.3.Obsérvese que en la variabilidad final intervienen, no sólo las causas que actúan durante el
proceso de fabricación de los helicópteros, sino también las que actúan durante el proceso delanzamiento y medida del tiempo de caída.
En este ejemplo la población conceptual estaría formada por todos los helicópteros que sepueden fabricar por el proceso en estado de control, es decir, eliminando las causas asignables comola citada antes en segundo lugar en la tabla 3.3.
π
c Var Y c c COV Y Y i ii
n
i j i j j i
n
i
n2
1 11
1
2( ) ( , )= = +=
−
∑ ∑∑+
V c Y c Var Y i ii
n
i ii
n
= =∑ ∑
=
1
2
1
( )
Fig. 3.12 Diseño del helicóptero de papel
Fig. 3.13 Proceso de fabricación de los helicópteros
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 57/286
Tabla 3.3 Algunas causas de variabilidad en el ejemplo del helicóptero
Una muestra estaría constituida, por ejemplo,por 10 helicópteros seleccionados al azar deentre los fabricados por el proceso.
El experimento consiste en dejar caer
un helicóptero desde 3 m de altura. Midiendoel tiempo de caída definimos la variablealeatoria Y , que asociaría a los 10 helicópterosde la muestra los 10 números reales corres-pondientes a sus tiempos de caída. Dichostiempos, en segundos, podrían ser: 3,25; 3,14;2,68; 2,96; 2,99; 2,60; 2,90; 2,75; 2,86; 3,05.
Dado el reducido número de datosmuestrales, la representación gráfica másadecuada será la de la figura 3.14.
Si en lugar de seleccionar una muestrade 10 helicópteros, hubiésemos elegido una
muestra de mayor tamaño (100 helicópterospor ejemplo), la representación gráfica de losdatos sería el histograma de la figura 3.15.
El área rayada en la figura 3.15 esproporcional a la frecuencia relativa o laproporción de los 100 helicópteros muestralescuyos tiempos de caída desde 3 m han estadocomprendidos entre 2,4 y 3,6 segundos.
Conceptualmente podemos suponerque, si experimentásemos con todos y cadauno de los helicópteros de la población,obtendríamos como límite del histograma unacierta densidad de probabilidad como la de lafigura 3.16.
En esta densidad, el área rayadarepresenta la probabilidad de que un heli-cóptero de la población tarde más de 3,2 ymenos de 3,4 segundos en caer desde 3 m o, loque es lo mismo, la proporción de helicópteros
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
60
π
CAUSA TIPO
Variabilidad en la calidad (textura, peso, etc.) de los folios
utilizados como materia prima.Distracci\n durante el dibujo de las lRneas de corte del 51
helic\ptero.No siempre dejaremos caer el helic\ptero desde 3 metrosexactamente.Variabilidad en las corrientes del aire en la habitaci\n donde sedejan caer los helic\pteros.
Com dn
Asignable
Com dn
Com dn
Fig. 3.14 Representación gráfica con pocos datos
Fig. 3.15 Histograma de los tiempos de caída de 100helicópteros.
© los autores, 1998; © Edicions UPC, 1998.
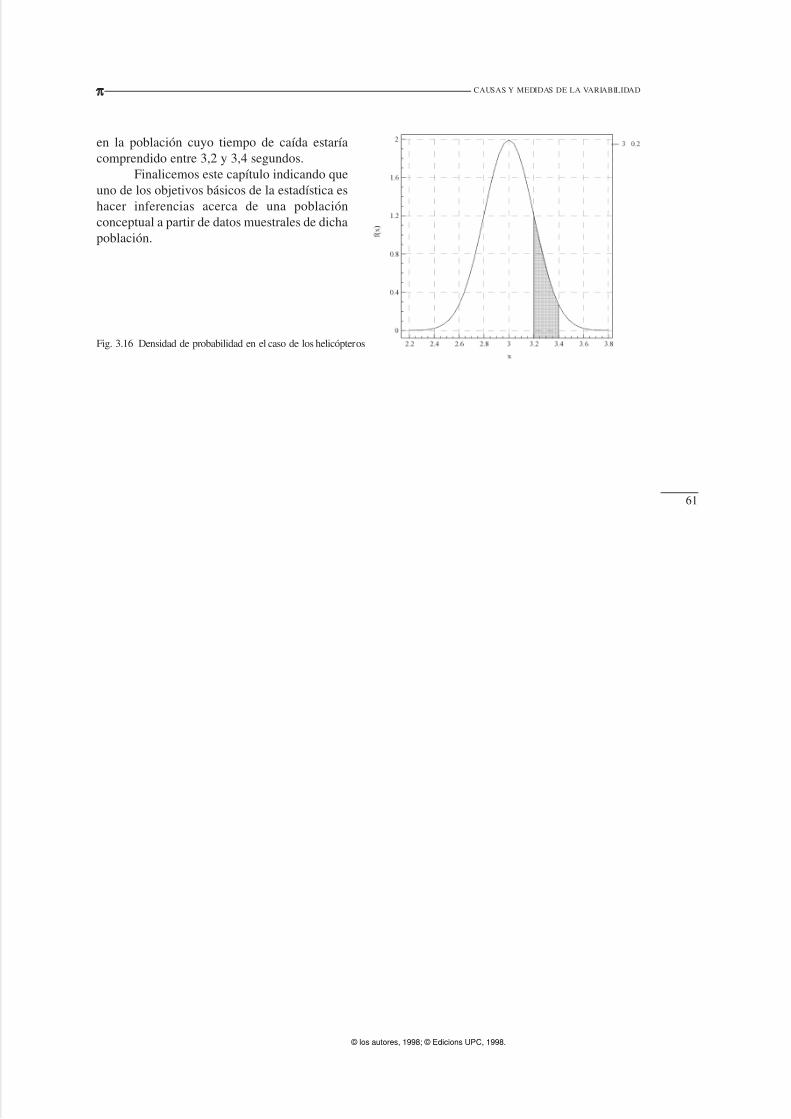
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 58/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
61
en la población cuyo tiempo de caída estaríacomprendido entre 3,2 y 3,4 segundos.
Finalicemos este capítulo indicando queuno de los objetivos básicos de la estadística eshacer inferencias acerca de una poblaciónconceptual a partir de datos muestrales de dichapoblación.
π
Fig. 3.16 Densidad de probabilidad en el caso de los helicópteros
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 59/286
Ejercicios
3.1 El número de averías que sufre una determinada máquina a lo largo del día está descrito por lasiguiente distribución de probabilidad:
Calcular la esperanza matemática y la varianza de la variable aleatoria “número de averías”.
3.2 Una variable aleatoria tiene la siguiente distribución de probabilidad:
Calcular:a) E ( x2)b) E [( x- x)2]c) E ( x)d) E (2 x-1)
3.3 Se considera la variable X “suma del resultado de lanzar dos dados a la vez”.Calcular:a) E ( x)b) V ( x)
3.4 Una variable aleatoria tiene la siguiente distribución de probabilidad: f ( x) = k (1- x)2 0< x<1 f ( x) = 0 en los demás casos.Hallar E ( x) y V ( x).
3.5 Una variable aleatoria x se distribuye según la función de densidad: f ( x) = 3kx 0< x<3 f ( x) = 1+3kx 3< x<5 f ( x) = 0 en los demás casos.a) Hallar el valor de K .b) Hallar la esperanza matemática de x.c) Hallar la varianza de x.d) Dibujar la función de distribución.
MÉTODOS ESTADÍSTICOS.CONTROL Y MEJORA DE LA CALIDAD
62
π
NÚM. DE AVERÍAS (X) PROBABILIDAD P(X)
012345
0.10.20.20.20.20.1
VALOR DE X PROBABILIDAD P(X)
3031323334353637
1/122/123/122/121/121/121/121/12
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 60/286
CAUSAS Y MEDIDAS DE LA VARIABILIDAD
63
3.6 La viscosimetría es una técnica corrientemente utilizada en la industria química para conocer ladistribución de pesos moleculares de polímeros.Un investigador estudió muestras de polimetacrilato de metilo a lo largo de una semana, yobtuvo los siguientes resultados:
a) Calcular la covarianza y el coeficiente de correlación entre el peso (expresado en gramos) yla viscosidad (en poises).
b) Calcular la covarianza y el coeficiente de correlación entre el peso (expresado en kilogramos)y la viscosidad (en poises).c) ¿Qué se puede deducir a la vista de los resultados de los apartados a) y b)?d) ¿Existe relación entre la temperatura y la viscosidad?e) ¿Y entre la temperatura y el peso de los polímeros?f) Realizar diagramas bivariantes y decir si los resultados obtenidos son coherentes con dichosdiagramas.
3.7 En un estudio de mercado se observó que el consumo de una determinada revista dependía dela edad según la siguiente densidad de probabilidad:
f (edad) =0 edad<18
f (edad) =k /edad4
edad$18a) Calcular el valor de k .b) Utilizando dicha densidad de probabilidad, calcular la probabilidad de que una persona quecompre la revista, escogida al azar, tenga una edad comprendida entre 25 y 30 años.
3.8 Un fabricante de juguetes de madera utiliza en sus productos cuatro tipos de material (a, b, c,d ) que une mediante cuatro tipos diferentes de cola ( A,
B, C, D). Ha observado que en ciertas condiciones susproductos se rompen con facilidad según la distribuciónde probabilidad conjunta de la siguiente tabla:a) ¿Cuál es la probabilidad de que se despeguen laspiezas utilizando el material b y la cola C ?b) ¿Cuál es la probabilidad de que la pieza se rompautilizando la cola A?c) ¿Cuál es la probabilidad marginal de b?
π
DÍA PESO (G) VISCOSIDAD (PO) TEMP. LABORTORIO (1C)
1234567
0.82410.60220.45540.42870.22900.20000.3325
0.67490.6680.6410.62400.60100.57500.6200
22.322.118.922.623.122.523.0
A B C D
a 0.01 0 0.07 0.02
b 0.02 0.05 0.1 0.23
c 0.06 0.11 0.03 0d 0.01 0.24 0 0.05
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 61/286
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 62/286
Consideremos tres situaciones frecuentes en la industria:S1.Consideremos el control de recepción de materias primas o de componentes semielaborados. En
general, el control consistirá en extraer una muestra aleatoria del pedido y aceptar o rechazar elmismo en función del número de componentes defectuosas halladas en la muestra.
S2.Consideremos un estudio de mercado destinado a estimar el porcentaje de hogares que tieneninstalado un cierto electrodoméstico. El estudio consistirá en seleccionar una muestra aleatoriade hogares y estimar el porcentaje en la población en función del número de ellos que en lamuestra tengan el electrodoméstico en cuestión.
S3.Supongamos que una empresa desea estimar la proporción de facturas emitidas que tardan másde tres meses en ser cobradas. Para ello se seleccionará una muestra de las facturas emitidas enel pasado y a partir de la proporción muestral de facturas cobradas con el retraso antes indicado,se estimará dicha proporción en el total de facturas.
Las tres situaciones son asimilables al siguiente modelo:Una urna contiene bolas de dos tipos, B y en cantidades N B y N - N B respectivamente. Seextraen n bolas de la urna, sin reposición, y se considera la variable aleatoria X , definida por el númerode bolas del tipo B que han aparecido en la muestra.
En dicho modelo, la probabilidad de que X = x ( x=0,1,2,3...,n) sería:
donde, por ejemplo, es el número de combinaciones de orden x entre N B
elementos.
La expresión (4.1) es la distribución de probabilidad de un modelo probabilístico conocidocomo modelo hipergeométrico.
La tabla 4.1 muestra cómo las situaciones S1, S2 y S3 se adaptan conceptualmente al modelohipergeométrico, es decir, que sería correcto basarnos en dicho modelo para hacer las inferenciasnecesarias en los tres casos descritos.
B
65
4
Algunos modelos probabilísticos
h x N N n
N
x
N N
n x
N
n
B
B B
( ; , , ) =
−−
(4.1)
N
x
B
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancioneestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 63/286
Tabla 4.1 Situaciones que se adaptan al modelo hipergeométrico
En la teoría de la probabilidad existen otros muchos modelos teóricos que resultan de utilidaden una gran variedad de situaciones prácticas. El objetivo de este capítulo es presentar las más
relevantes desde un punto de vista conceptual. El lector interesado en los aspectos matemáticosinvolucrados en la deducción de dichos modelos y de sus principales características puede, de nuevo,dirigirse a los textos de estadística matemática mencionados en el capítulo anterior.
4.1 La ley normal
En este apartado vamos a estudiar las principales características de la ley normal, también conocidacomo ley de Laplace-Gauss. Dicho modelo probabilístico desempeña un papel esencial en la teoría y lapráctica de la estadística, así como en la teoría de la probabilidad, especialmente en los teoremas límite.
Se dice que una variable aleatoria Y se distribuye según una ley normal de parámetros µ y σ [loabreviaremos diciendo: Y - N (µ;σ)], cuando su densidad de probabilidad viene dada por:
para -4<y<4; -4<µ<4 y σ>0.Desde un punto de vista geométrico, la ley normal tiene la conocida forma de campana de la
figura 4.1.Es fácil comprobar los siguientes elementos másrelevantes:
a) f ( y) es simétrica respecto del eje y=µ.b) La gráfica de f ( y) presenta un máximo relativo
en .
c) La gráfica de f ( y) presenta puntos de inflexiónen y=µ-σ e y=µ+σ.
d) f ( y)$0 para todo valor de y.e) .
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
66
π
µ π σ
,1
2
f y dy( ) =∫ 1ú
SITUACIÓN TIPO B TIPO B N N B n
S1 Componentedefectuosa
Componentebuena
N dmero decomponentesen el pedido
N dmero decomponentesdefectuosas
en el pedido
N dmero decomponentesextraRdas
para controlS2 Hogar con
electro-domJstico
Hogar sinelectro-domJstico
N dmero dehogares enla poblaci\nestudiada
N dmero de hogaresde la poblaci\n quetienen electrodomJsticos
N dmero dehogaresen la muestra
S3 Facturaretrasada
Facturacobradaantesde 3 meses
N dmero totalde facturasemitidas
Número de facturasemitidas y cobradascon retraso de m<sde 3 meses
N dmero defacturasexaminadasen el estudio
f yy
( ) exp( )
= −−
1
2 2
2
2π σ
µ
σ (4.2)
Fig. 4.1 Gráfica de la densidad de probabilidad N(µ; σ)
B
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 64/286
ALGUNOS MODELOS PROBABILÍSTICOS
A nivel estrictamente geométrico, esinteresante observar que variar el valor delparámetro µ equivale únicamente a variar la
posición de la campana sin variar su forma.Por el contrario, una variación en el valor delparámetro σ implica una modificación de la
forma de la curva (si aumenta σ, se alejan deleje y=µ los puntos de inflexión y disminuyela ordenada del máximo relativo), pero noafecta a la posición de la misma. En la figura4.2 se observan estos efectos.
Estos efectos son perfectamenterazonables, ya que:
Así pues, µ y σ no son más quela esperanza matemática y la desviacióntipo de la variable aleatoria y, en con-secuencia, µ es un parámetro de loca-lización, mientras que σ afecta a ladispersión y, por lo tanto, a la forma dela densidad.
La gran utilidad de la ley normalen la práctica es consecuencia de suorigen histórico, muy ligado a la teoría
de los errores de medida. De hecho, sibien la ley normal fue descubierta porAbraham de Moivre como límite de unmodelo binomial, su uso fue potenciadopor Laplace y especialmente por Gaussen sus estudios sobre los problemas demedición en astronomía. Parece muyrazonable suponer que la distribuciónde los errores de medida en uninstrumento “normal” sea simétrica,centrada en el valor 0, y que la proba-bilidad de cometer un error sea dealguna manera inversamente propor-cional a la magnitud del error. Gaussobtuvo la densidad (4.2) a partir deestas hipótesis.
En el siglo XIX, Bessel justificala utilidad de (4.2) a partir del principiode superposición, que está en la base de
67
π
Fig. 4.2 Efectos de µ y σ sobre la gráfica de la ley normal
E Y y f y dy R
( ) ( )= =∫ µ
V Y y f y dy R
( ) ( ) ( )= − =∫ µ σ 2 2
Fig. 4.3 Distribuciones obtenidas por simulación de las puntuacionesmedias al lanzar un determinado número de dados
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 65/286
los teoremas centrales del límite de la estadística matemática. La idea consiste en suponer que el errorobservado en una medición concreta es consecuencia de una gran cantidad de causas independientes,con distribuciones de probabilidad parecidas, y cada una de ellas con un efecto pequeño comparadocon el efecto total resultante. En este caso la utilidad de la ley normal para modelar el efecto total esconsecuencia del teorema central del límite que dice, en lenguaje no formalizado, que la suma(superposición) de un número no muy pequeño de variables aleatorias independientes, idénticamentedistribuidas, en condiciones muy generales, se distribuye según la ley normal.
Este teorema puede ser comprobado empíricamente con el ejemplo ilustrado en la fig.4.3.
Si X 1, X 2, ..., X n representan los valores obtenidos al tirar varias veces un dado “perfecto”, la
distribución de probabilidad de X i sería: para i=1, 2,..., 6. Automáticamente comprobamos
que las distribuciones de probabilidad de la media obtenida en 2, 3, 4,..., 8, tiradas, es decir, la
distribución de probabilidad de:
sería la de la figura 4.3(a), (b), (c), (d) para n=2, 3, 4, 8 respectivamente.Obsérvese que podemos abordar la suma (dividida por 8) de 8 variables independientes
equidistribuidas según la figura 4.3(a) mediante una ley normal con algún tipo de corrección porcontinuidad que comentaremos más adelante.
Si el lector repasa los conceptos de proceso en estado de control y el de sistema de causascomunes de variabilidad, comprenderá que como consecuencia del teorema central del límite, lavariabilidad en este tipo de procesos se puede representar en muchas ocasiones por medio de la leynormal.
4.1.1 Función de distribución
La función de distribución (f.d.) de la ley normal viene dada por: , donde f (t ) vienedada por (4.2). Puesto que f (t ) no tiene función primitiva, no existe expresión analítica para F ( y) y, enconsecuencia, la f.d. de la ley normal aparece en forma de tablas o programada en muchas de lascalculadoras existentes en el mercado. El lector interesado en las distintas aproximaciones para elcálculo numérico de F ( y) puede encontrar abundante material en Abramowitz y Stegun (1964),Johnson y Kotz (1970) o Patel y Read (1982) entre otros.
Existen tablas de la f.d. de la ley N (0;1), también conocida como ley normal centrada yreducida o ley normal estándar, y cuya densidad de probabilidad, que se obtiene haciendo µ=0 y σ=1en (4.2), resulta ser
La función de distribución de esta ley N (0;1) será:
y está tabulada en la tabla C del apéndice.Mediante esta tabla, es posible calcular el valor en cualquier punto de la función de distribución
de una ley normal genérica N (µ;σ). En efecto, si Y - N (µ;σ) entonces:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
68
π
f xi( ) =1
6
1
2
1
3
11 2 1 2 3 1 2( ), ( ), , ( ) X X X X X
n X X X n+ + + + + +K K
F y f t dt y
( ) ( )= −∞∫
φ( zz
z) exp= −
− ∞ < < +∞
1
2 2
2
π para
Ψ( φ( z t dt z
) )=−∞∫
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 66/286
ALGUNOS MODELOS PROBABILÍSTICOS
Con el cambio de variable tendremos:
En la figura 4.4 se representa gráficamentela función de distribución de una ley normal
N (µ;σ) y se señalan algunos valores de usofrecuente.
Observemos que ahora es posible interpretarel significado de σ en el caso de distribución
normal; así, por ejemplo, si Y es el contenido encm3 de unas botellas rellenadas por un ciertoproceso, y suponemos que Y - N (200;10), entoncesel 95,44% (97,72-2,28) de las botellas estará entreµ±2σ, es decir, entre 180 y 220 cm 3. Si otramáquina rellenase botellas con σ=4 cm y µ=200,entonces el mismo porcentaje, 95,44%, de botellastendrían contenidos entre 192 y 208 cm3, es decir,una población más homogénea.
Es también evidente que entre µ-4σ y µ+4σse encontrará el 99,994% de la población, es decir,que un intervalo de 8σ centrado en la media
comprenderá prácticamente a todos los individuosde la población. Por este motivo, a veces 8σ recibeel nombre de capacidad o tolerancia intrínseca deuna máquina cuya producción se distribuya nor-malmente.
Si para graduar el eje vertical utilizamosuna escala especial, que se deduce de los valoresde la f.d. de una ley normal N (µ;σ) de la maneraindicada en la figura 4.5, entonces, en un papelgráfico con dicha escala en el eje probabilístico, laf.d. de N(µ;σ) será una recta.
Este hecho nos permite utilizar este papel,
conocido como papel probabilístico normal, paraestudios de capacidad de máquina y de proceso,para análisis de la normalidad de los residuos enun modelo de regresión lineal, o bien paraidentificar los efectos importantes en los diseñosexperimentales que se estudiarán en el capítulo 7.
69
π
F y Y yy
dy
y
( ) ( ) exp0 0
21
2
1
2
0
= ≤ = −−
−∞∫ Prob
π σ
µ
σ
z y= − µ σ
F yz
dz z dz z z
y z
y
( ) exp ( ) ( )0
2
0
1
2 20
00
0
= −
= =
−∞
=−
−∞
=−
∫ ∫ π σ
σ µ
σ
µ
σ φ Ψ
Fig. 4.4 Función de distribución de la ley normal N(µ; σ)
Fig. 4.5 Escala del eje vertical en el papel probabi-lístico normal
© los autores, 1998; © Edicions UPC, 1998.
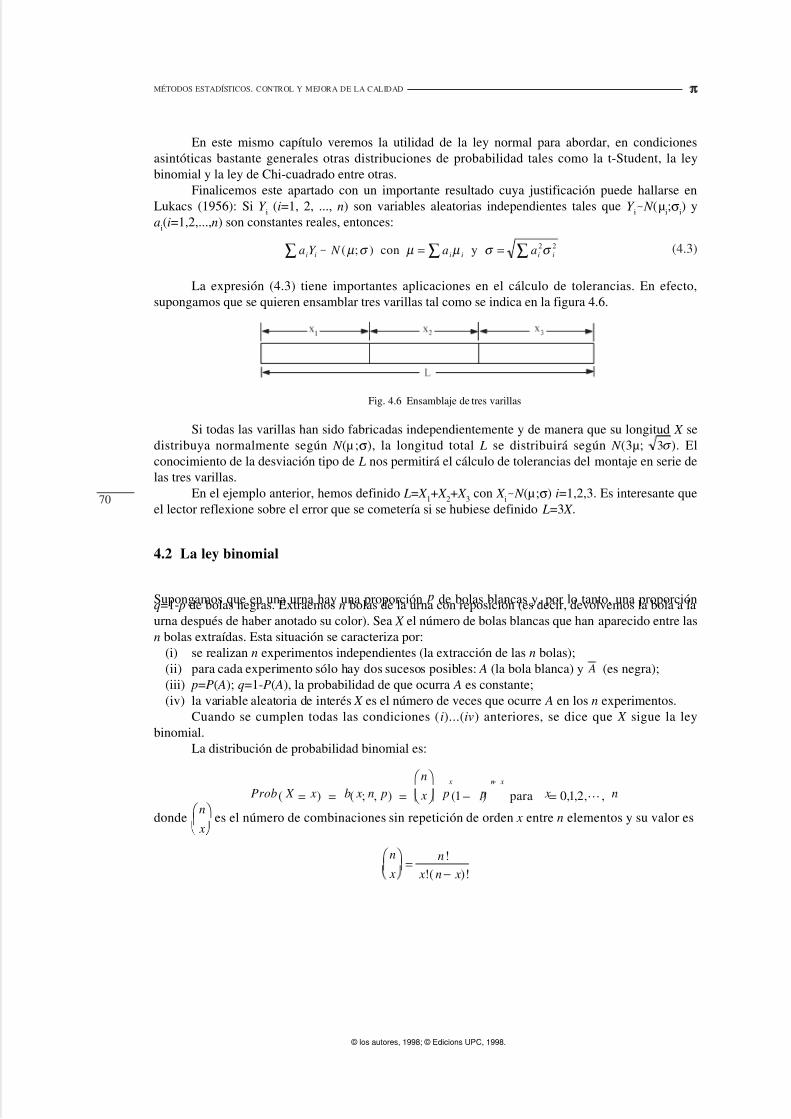
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 67/286
En este mismo capítulo veremos la utilidad de la ley normal para abordar, en condicionesasintóticas bastante generales otras distribuciones de probabilidad tales como la t-Student, la leybinomial y la ley de Chi-cuadrado entre otras.
Finalicemos este apartado con un importante resultado cuya justificación puede hallarse enLukacs (1956): Si Y i (i=1, 2, ..., n) son variables aleatorias independientes tales que Y i- N (µ i;σi) yai(i=1,2,...,n) son constantes reales, entonces:
La expresión (4.3) tiene importantes aplicaciones en el cálculo de tolerancias. En efecto,supongamos que se quieren ensamblar tres varillas tal como se indica en la figura 4.6.
Fig. 4.6 Ensamblaje de tres varillas
Si todas las varillas han sido fabricadas independientemente y de manera que su longitud X sedistribuya normalmente según N (µ ;σ), la longitud total L se distribuirá según N (3µ; ). Elconocimiento de la desviación tipo de L nos permitirá el cálculo de tolerancias del montaje en serie delas tres varillas.
En el ejemplo anterior, hemos definido L= X 1+ X 2+ X 3 con X i- N (µ;σ) i=1,2,3. Es interesante queel lector reflexione sobre el error que se cometería si se hubiese definido L=3 X .
4.2 La ley binomial
Supongamos que en una urna hay una proporción p de bolas blancas y, por lo tanto, una proporciónq=1- p de bolas negras. Extraemos n bolas de la urna con reposición (es decir, devolvemos la bola a laurna después de haber anotado su color). Sea X el número de bolas blancas que han aparecido entre lasn bolas extraídas. Esta situación se caracteriza por:
(i) se realizan n experimentos independientes (la extracción de las n bolas);(ii) para cada experimento sólo hay dos sucesos posibles: A (la bola blanca) y (es negra);(iii) p=P( A); q=1-P( A), la probabilidad de que ocurra A es constante;(iv) la variable aleatoria de interés X es el número de veces que ocurre A en los n experimentos.
Cuando se cumplen todas las condiciones (i)...(iv) anteriores, se dice que X sigue la leybinomial.
La distribución de probabilidad binomial es:
donde es el número de combinaciones sin repetición de orden x entre n elementos y su valor es
A
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
70
π
a Y N a ai i i i i i∑ ∑ ∑= =( ; )µ σ µ µ σ σ con y 2 2 (4.3)
3σ
Prob( ) ( ; , ) ( ) , , , , X x b x n p
n
x p p x n x n x
= = =
− =
−
1 0 1 2para K
n
x
n
x
n
x n x
=
−!
!( )!
-
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 68/286
ALGUNOS MODELOS PROBABILÍSTICOS
La gráfica de b( x;n, p) depende del valor de sus dos parámetros n y p, tal como se indica en lafigura 4.7.
Fig. 4.7 Distribución de probabilidad de la ley binomial
La función de distribución se define de la siguiente manera:
Su gráfica es la de una función en escalón,continua por la derecha y monótona no decreciente, talcomo se indica en la figura 4.8.
B( x;n, p) se encuentra tabulada para algunosvalores de n y p en la tabla binomial del apéndice 1.La esperanza matemática y la varianza de una v.a. que
sigue una ley binomial de parámetros n y p son:
Es interesante observar que µ y σ2 no sonindependientes.
Existen varias aproximaciones de la leybinomial que presentamos a continuación.
Cuando n es grande y p no toma valores extremos, la ley binomial se puede aproximar medianteuna ley normal. Las condiciones bajo las cuales esta aproximación conduce a resultados correctosvarían según distintos autores. Según nuestra experiencia las condiciones más aceptables son:
es la función de distribución de la ley normal estándar en el punto b.El factor ½ que aparece en la expresión anterior es debido a la corrección por continuidad
necesaria al aproximar una distribución de probabilidad de una v.a. discreta con una continua.
71
π
B x n p X x b j n p j
x
( ; , ) ( ) ( ; , )= ≤ ==∑Prob
0
Fig. 4.8 Función de distribución de una ley binomial
µ = = E X np( )
σ 2 1= = −V X np p( ) ( )
Si y entonces dondenn
p
p
p
p B x n p
x np
np pb≥
−−
−< ≈
+ −−
5
1 1
10 3
1 2
1, , ( ; , )
( ), ( )Ψ Ψ
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 69/286
Si en lugar de considerar la v.a. X se considera la proporción de veces que ocurre A en los n
experimentos, es decir, p*, tendremos:
En este caso, cuando se cumpla la condición:
Finalmente, en el próximo apartado veremos que, cuando n es grande, p pequeño y np es finito,
la ley binomial se puede aproximar por la ley de Poisson.
4.3 Ley de Poisson
En este apartado se presenta la ley de Poisson desde dos puntos de vista. El primero es como límite dela ley binomial cuando n64 , p6 0 y np=λ es finito, y el segundo como proceso de Poisson.
Supongamos una máquina que funciona durante 20.000 segundos diarios. Sea p1=0,0001 laprobabilidad de que la máquina se averíe durante un segundo dado, y admitamos la hipótesis de que laocurrencia de una avería en un segundo dado es independiente de lo ocurrido con antelación. Paraplanificar el mantenimiento de dicha máquina es necesario calcular las probabilidades de 0, 1, 2, ...,averías durante un día.
Dichas probabilidades se podrían calcular utilizando la ley binomial y serían:
Si disponemos de otra máquina menos utilizada, que funcione durante 10.000 segundos diarios ycon una probabilidad p2=0,0002 de averiarse durante un segundo dado, las probabilidades de 0, 1, 2, ...,averías en esta segunda máquina serían:
Es interesante constatar que las probabilidades calculadas para las dos máquinas prácticamentecoinciden. ¿Por qué?
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
72
π
pX
n
∗ =
E pn
E X p( ) ( )∗ = =1
V pn
V X pp
n( ) ( )
( )∗ = =−1 1
2
nn
p
p
p
p p a
an
p
p p
n
≥−
−−
< < ≈+ −
−
∗51 1
10 3
121
y tendremos que, , ( )( )
Prob Ψ
NÚM. DE AVERÍAS
EN UN DÍA (x) 0 1 2 3 4
PROBABILIDADES:b ( x; 20.000; 0,0001) 0.13532 0.27067 0.27068 0.18046 0.09022
NÚM. DE AVERÍAS
EN UN DÍA (x) 0 1 2 3 4
PROBABILIDADES:b ( x; 10.000; 0,0002) 0.13531 0.27067 0.27070 0.18046 0.09022
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 70/286
ALGUNOS MODELOS PROBABILÍSTICOS
Observemos que en los dos modelos binomiales n es muy grade y p es muy pequeño, mientrasque el número medio de averías por día es np=2 en ambas máquinas.
Se demuestra fácilmente que:
La distribución límite p( x;λ) se conoce como ley de Poisson. En nuestro caso tendríamos que:
Y es evidente la coincidencia práctica de los resultados obtenidos mediante la ley de Poisson y
los obtenidos aplicando las leyes binomiales respectivas.La gráfica de la distribución de Poisson p( x;λ) depende de λ, tal como se indica en la figura 4.9.
La función de distribución de la ley dePoisson vendrá dada por:
Dicha función de distribución estátabulada en el apéndice de las tablas y sugráfica para λ=2 es la de la figura 4.10.
La ley de Poisson viene caracterizadapor un único parámetro λ y es sencillo probarque E ( X )=λ y V ( X )=λ, es decir, que la media yla varianza de una ley de Poisson coinciden yque las dos son iguales a λ.
73
π
lim b x n p e x
p x np finiton
x
→∞→
−= = =0
( ; , )!
( ; ) ( )λ λ λ λ con (4.4)
NÚM. DE AVERÍAS
EN UN DÍA (x) 0 1 2 3 4
PROBABILIDADES:
0,13534 0,27067 0,27067 0,18045 0,09022
P x X x p j j
x
( ; ) ( ) ( ; )λ λ = ≤ ==∑Prob
0
Fig. 4.10 Función de distribución de la ley de Poisson para λ=2
e x
x
−=
λλ
λ!
( )2
Fig. 4.9 Distribución de Poisson
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 71/286
La ocurrencia de averías en una máquina puede ser vista como un proceso estocásticoparticular.
Supongamos que las averías ocurren a lo largo del tiempo, y llamemos X (t ) al número desucesos (averías en este caso) que ocurran durante el intervalo del tiempo (0,t) con t
$0, y supongamos
sin pérdida de generalidad que X(0)=0.Para que los sucesos (averías en nuestro caso) sigan un proceso de Poisson, deben cumplirse las
siguientes hipótesis:(i) La probabilidad de que durante el intervalo (ζ,ζ+t) ocurran exactamente x sucesos depende sólo
de x y de t , pero no de ζ.(ii) El número de sucesos que ocurren en intervalos de tiempo disjuntos son mutuamente
independientes.(iii)La probabilidad de que durante un intervalo de tiempo de amplitud h ocurra un suceso es
λh+O(h) y la probabilidad de que ocurra más de un suceso es O(h) donde λ es un valorconstante y O(h)/ h60 cuando h60.Bajo estas condiciones, llamamos p( x;λt ) a la probabilidad de que en un proceso de Poisson
ocurran exactamente x sucesos durante un intervalo de tiempo (0,t ) y es:
es decir, la distribución de Poisson de parámetro λt .La coincidencia entre los dos puntos de vista que acabamos de exponer es intuitivamente clara
si consideramos el intervalo (0,t ) dividido en n intervalos disjuntos de amplitud h=t / n.Cuando n64 , las hipótesis (i), (ii) y (iii) equivalen al límite de un modelo binomial en el que
λh60, pero λ es finito.En la expresión 4.5, λ representa, pues, el número medio de sucesos por unidad de tiempo.
4.4 Distribución de estadísticos en muestras aleatorias simples de poblaciones normales
Se dice que una muestra extraída de una cierta población es una muestra aleatoria simple (m.a.s) de lamisma, cuando todo elemento de dicha población tiene la misma probabilidad de ser escogido paraformar parte de la muestra. Si Y es una cierta variable aleatoria será útil imaginar una poblaciónconceptual en la que la frecuencia con que aparezcan los distintos individuos sea la definida por lafunción de distribución de Y . En este caso, una muestra aleatoria simple sería cualquier conjunto de n
realizaciones independientes de Y . Es decir, (Y 1,Y 2,...,Y n) es una m.a.s. de Y si y sólo si:(i) las v.a. Y i son independientes;(ii) Y i - f ( y) i=1,2,...,n donde f ( y) es la densidad de probabilidad de Y .
Sea ( y1, y2,..., yn) una m.a.s. de Y ; los estadísticos muestrales más utilizados en el presente libro son:
Tanto la media muestral , como S 2 son variables aleatorias, y uno de los objetivos delpresente capítulo es obtener las densidades de probabilidad de y de S2 en m.a.s. de poblacionesnormales. La figura 4.11 indica de forma gráfica este objetivo.
Y
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
74
π
p x t et
x x
t x
( ; )( )
!λ
λ λ = − = 0,1,2,K (4.5)
Y Y
n y S
Y Y
n
ii
i
n
= = −−
∑ ∑=2
2
1
1
( )
Y
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 72/286
ALGUNOS MODELOS PROBABILÍSTICOS
Fig. 4.11 Los estadísticos y S2 son variables aleatorias
4.5 Distribución de (σ2 conocida)
Sea (Y 1,Y 2,...,Y n) una m.a.s. de Y - N (µ;σ). Dado que = ΣY i / n se tiene que:
a) La distribución de será normal por ser una combinación lineal de Y i, que son normales.b) .
c) , por ser Y i v.a. independientes.
En consecuencia,
Conviene reflexionar sobre el resultado (4.6). En primer lugar observamos que sería unestimador insesgado de µ o, lo que es lo mismo, que toma valores alrededor del verdadero valor de µ.En segundo lugar, la variancia V ( ) puede hacerse tan pequeña como se quiera, si se toma un tamañode muestra adecuado (aunque puede resultar caro) y, por lo tanto, el valor de en una muestra concretapuede ser tan próxima a µ como se desee.
Por ello, cuando se quiera obtener una buena estimación del parámetro µ en una poblaciónnormal, dicha estimación será .
Y
Y Y
Y
Y
75
π
E Y n
E Y n
ii
n
( ) ( ) ( )= = + + ==∑
1 1
1
µ µ µ µ K
V Y n
V Y n n
ii
n
( ) ( ) ( )= = + + + ==∑1 1
2 21
2 2 22
σ σ σ σ
K
Y N n
µ σ
;
(4.6)
Y
Y
$Y Y =
-
Y
Y
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 73/286
También es importante observar que (4.6) es también cierto para muestras de una poblacióncualquiera (no necesariamente normal), aunque en este caso el tamaño de muestra no debe ser muypequeño. Ello es debido al teorema central de límite aplicado a la suma de v.a. del numerador de
=Σ
Y i / n.La distribución de cuando σ no sea conocida se estudiará en el apartado 4.9.
4.6 La ley de Chi-cuadrado
Para la obtención de la densidad de probabilidad de S2 es necesario introducir una nueva ley deprobabilidad conocida como la ley de Chi-cuadrado.
La ley de (Chi-cuadrado con ν grados de libertad) es la distribución de la suma de loscuadrados de variables aleatorias independientes y todas ellas de distribución N (0;1).
La figura 4.12 ilustra el concepto de .
Supongamos que disponemos de urnas con papeletas en cada una de las cuales hay escrito unnúmero con cuatro decimales, de modo que las frecuencias con que aparecen dichos números sean lasdefinidas por la d.p. de la ley N (0,1). Si extraemos una papeleta de cada urna y observamos losnúmeros escritos en ellas tendremos: (Y
11
,Y 12
,...,Y 1 ν
). Si elevamos al cuadrado y los sumamosobtendríamos un cierto valor Σ . Repitiendo esta operación conceptualmente se irían obteniendovalores Σ , Σ ,...,que serían realizaciones de la variable aleatoria:
χ ν 2
χ ν 2
Y
Y
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
76
π
Fig. 4.12 Esquema conceptual de la ley de Chi-cuadrado
χ ν
ν 2 2
1
==∑Y ii
donde Y i- N (0;1) para i=1,2,...,ν y las Y i son independientes.
Y i12
Y i32Y i2
2
© los autores, 1998; © Edicions UPC, 1998.
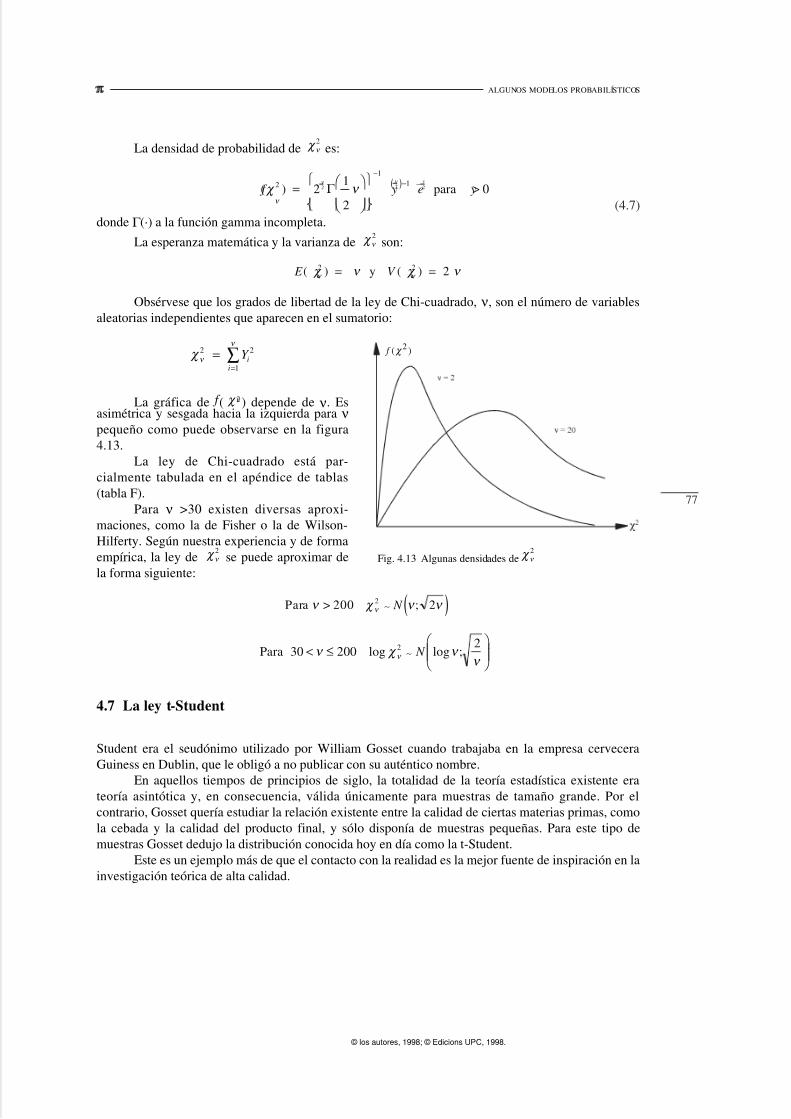
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 74/286
ALGUNOS MODELOS PROBABILÍSTICOS
La densidad de probabilidad de es:
donde Γ (·) a la función gamma incompleta.
La esperanza matemática y la varianza de son:
Obsérvese que los grados de libertad de la ley de Chi-cuadrado, ν, son el número de variablesaleatorias independientes que aparecen en el sumatorio:
La gráfica de f ( ) depende de ν. Esasimétrica y sesgada hacia la izquierda para νpequeño como puede observarse en la figura4.13.
La ley de Chi-cuadrado está par-cialmente tabulada en el apéndice de tablas(tabla F).
Para ν >30 existen diversas aproxi-maciones, como la de Fisher o la de Wilson-Hilferty. Según nuestra experiencia y de formaempírica, la ley de se puede aproximar dela forma siguiente:
4.7 La ley t-Student
Student era el seudónimo utilizado por William Gosset cuando trabajaba en la empresa cerveceraGuiness en Dublin, que le obligó a no publicar con su auténtico nombre.
En aquellos tiempos de principios de siglo, la totalidad de la teoría estadística existente erateoría asintótica y, en consecuencia, válida únicamente para muestras de tamaño grande. Por elcontrario, Gosset quería estudiar la relación existente entre la calidad de ciertas materias primas, comola cebada y la calidad del producto final, y sólo disponía de muestras pequeñas. Para este tipo demuestras Gosset dedujo la distribución conocida hoy en día como la t-Student.
Este es un ejemplo más de que el contacto con la realidad es la mejor fuente de inspiración en lainvestigación teórica de alta calidad.
χ ν 2
χ ν 2
χ ν 2
χ ν 2
77
π
( ) f y e y
y
( ) χ ν ν
ν ν 2
11
21
202 2 2=
>
−− −Γ para
(4.7)
E V ( ) ( ) χ ν χ ν ν ν 2 2 2= =y
χ ν
ν 2 2
1
==∑Y ii
Fig. 4.13 Algunas densidades de χ ν 2
( )Para > 200ν χ ν ν ν 2 2 N ;
Para 30 20022< ≤
ν χ ν
ν ν log log ; N
-
-
f ( ) χ 2
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 75/286
Conceptualmente la ley t-Student con ν grados de libertad la obtuvo Gosset como distribucióndel estadístico:
en el que:a) Z - N (0,1).
b) U - .
c) Z y U son independientes.La densidad de probabilidad de t
ν depende de ν y tiene la expresión:
para *t *<4.Los grados de libertad de la t-Student coinciden con los grados de libertad de la ley de Chi-
cuadrado que aparece en el denominador de t ν . La ley t-Student está parcialmente tabulada en elapéndice de tablas (Tabla D).
La esperanza matemática y la varianza de t ν sólo están definidas para ν>1 y ν>2, respectiva-mente, y son:
La gráfica de f (t ν ) tiene también forma de campana,
centrada en cero y con colas más extensas que la leynormal, por lo que la t-Student puede resultar de utilidadpara modelar datos en los que se sospeche que haya algunasanomalías moderadas. Cuando ν64 (en la práctica, para ν>30), la densidad f (t ν ) se puede aproximar mediante la leynormal centrada y reducida. En la fig. 4.14 se representanalgunas distribuciones de t ν .
Veremos en el apartado 4.8 que Gosset encontró ladensidad del estadístico t ν cuando se interesó por ladistribución del estadístico:
para muestras pequeñas, que es el equivalente a
cuando σ es desconocido y se sustituye por su estimación S.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
78
π
t Z
U ν =
χ
ν ν 2
f t
t
( )ν ν νπ
ν
ν
ν
=
+
+
+1
12
2
1
12
12
Γ
Γ (4.8)
E t ( )ν ν = >0 1para
V t ( )ν
ν
ν ν =
− 2para > 2
Fig. 4.14 Densidad de probabilidad de la leyt-Student
t Y n S= −( ) ,µ
Z Y
n=−( )µ
σ
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 76/286
ALGUNOS MODELOS PROBABILÍSTICOS
4.8 Distribución de S2
Sea (Y 1,Y 2,...,Y n) una muestra aleatoria simple de Y - N (µ;σ).La varianza muestral se acostumbra a definir:
Para m.a.s. de poblaciones normales se puede demostrar que:a) y S2 son independientes;
b) se distribuye según una ley con ν=n-1 grados de libertad.
Una forma intuitiva de comprender a) es la siguiente: Si Y es el vector de observacionesmuestrales, se puede descomponer en dos componentes ortogonales e Y - tal como se indica en lafigura 4.15.
Obsérvese que S2 está relacionado únicamente con la
norma de (Y - ).
La ortogonalidad es debido a que
De b) se deduce que y, por lo tanto:
Estas dos últimas expresiones justifican el hecho de que S2
se utilice frecuentemente comoestimador de σ2, ya que cumple las dos propiedades que hemos comentado para como estimador de µ.
4.9 Distribución de (σ2 desconocida)
Sea (Y 1,Y 2,...,Y n) una m.a.s. de Y - N (µ ;σ). En general σ será desconocida, por lo que el estadístico
no será de gran utilidad.
Se podría sustituir σ por una estimación S que, si se obtiene a partir de una muestrasuficientemente grande, tomará un valor próximo a σ y, por lo tanto, la distribución del estadístico:
podría considerarse idéntica a la de Z , es decir, N (0;1). Este razonamiento es típico de la teoríaasintótica. Cuando n64 , todo resulta fácil.
Ya hemos comentado en el apartado 4.6 que Gosset se enfrentaba al problema de determinar ladistribución de t para muestras pequeñas.
Y
Y
Y
Y Y
χ ν 2
Y
79
π
SY Y
nY
Y
n
i i22
1=
−−
=∑ ∑( )donde
( )nS
−12
2σ
Fig. 4.15 Descomposición ortogonal delvector Y
Y Y Y ii
n
( ) .− ==∑
1
0
Sn
n
22
12
1
σ χ
− −
E Sn
E n
nn( ) ( ) ( )2
2
12
22
1 11=
−=
−− =−
σ χ
σ σ
Z Y n= −( )µ σ
t Y
S n=− µ
V Sn
V n
nn
n( ) ( )( )
( )22 2
12
4
2
4
1 12 1
2
1=
−
=
−− =
−−σ
χ σ σ
-
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 77/286
Si se tiene en cuenta la independencia entre y S2, que y que
se deduce que:
donde, evidentemente, Z - N (0;1) y U - con ν=n-1 y además Z y U son independientes, pues Z
sólo depende de y U de S2. En consecuencia, t se distribuye según la ley t-Student con ν=n-1 gradosde libertad, es decir, que para muestras pequeñas:
4.10 El caso de dos poblaciones normales independientes
Supongamos que X e Y son dos v.a. independientes y tales que X - N (µ x;σx) e Y - N (µ y,σy). El lectorpuede suponer que X es la duración de vida de las bombillas fabricadas por la empresa A e Y es laduración de vida de las bombillas fabricadas por la empresa B.
Sean ( X 1, X 2,..., X nx) una m.a.s. de tamaño nx extraída de la población de bombillas de A, y
(Y 1, Y 2,...,Y ny) una m.a.s. de tamaño ny extraída de las bombillas de B.
Sean , Sx2, y Sy
2 las medias y varianzas muestrales.
Es fácil demostrar que:
En efecto, la normalidad es consecuencia de la normalidad de las distribuciones de y , y elvalor de la esperanza matemática y la varianza del estadístico - es consecuencia inmediata de laexpresión (4.3).
En consecuencia se tendrá que:
y si además σx2 = σy
2 = σ2, entonces se cumplirá que:
X Y
Y
X
Y
Y
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
80
π
t Y n
S
Y n
S
Z
S
Z
n
n
S
Z
U =
−=
−
= =−−
=( )
( )
( )( )
µ µ
σ σ σ
σ
11
2
2
χ ν ν 2
t Y
S nn= − = −µ ν t -Student con grados.1
( ) ;Y X N n n
y x
y
y
x
x
− − +
µ µ σ σ
2 2
Y X
Z Y X
n n
y x
y
y
y
x
=− − −
+
( ) ( )µ µ
σ σ 2 2
Z Y X
n n
N y x
y x
=− − −
+
( ) ( )( ; )
µ µ
σ 1 1
0 1
(4.9)
(4.10)
Z
Y
n N =
− µ
σ ( ; )0 1
-
-
( )nS
n− −12
2 12
σ χ -
-
-
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 78/286
ALGUNOS MODELOS PROBABILÍSTICOS
En general σ2 será desconocida, pero se puede estimar a partir de una media ponderada de lasdos varianzas muestrales. La estimación de la varianza común desconocida será por tanto:
En este caso se tendrá que:
grados de libertad, ya que éste es el denominador de (4.11) utilizado para estimar σ2.
4.11 La ley F-Snedecor
Si definimos una v.a. F :
tal que y U - , V - y U y V son independientes, entonces F se distribuye según la ley F-Snedecorcon ν1 grados de libertad para el numerador y ν2 grados de libertad para el denominador.
La distribución F debe su importancia al uso que de ella se hace en el análisis de la varianza ytambién cuando se quieren comparar dos varianzas de poblaciones normales, como veremos en el
apartado siguiente.La esperanza matemática y la varianza de F son:
En el apéndice de tablas están tabulados los valores F α( ν1, ν2) para algunos valores de α, esdecir el valor F
α( ν1
, ν2
) que, en una ley F de Snedecor con grados de libertad ν1
para el numerador y ν2para el denominador, deja un área de valor α a su derecha.
Para el manejo de estas tablas resulta de utilidad el hecho de que:
81
π
S n S n Sn n
y y x x
y x
2
2 2
1 12= − + −+ −( ) ( )
t Y X
Sn n
n n y x
y x
y x=− − −
+= + −
( ) ( )µ µ ν
1 12t -Sudent con
F U
V =
ν
ν 1
2
χ ν 1
2 χ ν 2
2
E F ( ) =−
>ν
ν ν 2
222
2para
V F ( )( )
( ) ( )=
+ −− −
>2 2
2 442
21 2
1 22
2
ν ν ν
ν ν ν ν para
F F
α
α
ν ν ν ν
( , )( , )1 2
1 2 1
1=
−
-
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 79/286
4.12 Distribución del cociente de dos varianzas muestrales
Para la situación descrita en el apartado 4.9 vamos a estudiar la distribución de Sy2 / Sx
2.Dado que:
donde, como hemos visto en 4.7, U - , V - y U , V son independientes, en consecuencia:
En el caso particular en que σy2=σx
2 se tiene que:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
82
π
S
S
nS
n
nS
n
U
n
V
n
y
x
y
y
y
y
y
x x
x
x
x
y
y
x
x
2
2
2
2
2
2
2
2
2
2
11
11
1
1
=−
−
−−
=−
−
( )
( )
σ
σ
σ
σ
σ
σ
χ n y−1
2
S
SF n n
y
x
y
x
y x
2
2
2
2 1 1
σ
σ ( , )− −
S
SF n n
y
x
y x
2
2 1 1( , )− −
χ n x−1
2
-
-
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 80/286
ALGUNOS MODELOS PROBABILÍSTICOS
Ejercicios
4.1 Un estudiante desea aprobar una asignatura que consta de 100 temas estudiando el mínimoposible.El examen consta de tres preguntas que el alumno escoge al azar de una urna con 100 papeletasnumeradas del 1 al 100; las tres papeletas que saca el estudiante corresponden a los tres temas delos cuales debe escoger uno para exponer.
a) ¿Cuál es el menor número de temas que puede estudiar para que con una probabilidad no inferioral 95% extraiga alguna papeleta correspondiente a un tema conocido?
b) ¿Y si la probabilidad es del 100%?
4.2. Un jugador observa que en 100 jugadas consecutivas de la ruleta el rojo ha aparecido en 70ocasiones. ¿Se puede decir que ello es debido al azar?
4.3. Una máquina fabrica arandelas cuyo radio interior r se distribuye según una ley normal demedia 20 mm y desviación tipo 0,3 mm, y cuyo radio exterior R se distribuye según una ley
normal de media 50 mm y desviación tipo 0,4 mm. Ambas variables aleatorias sonindependientes.Se considera que una pieza es defectuosa si la diferencia de radios supera los 30,98 mm o biensi dicha diferencia es menor de 29,22 mm.
a) ¿Cuál es la probabilidad de que una arandela sea defectuosa?b) Si se recoge una muestra de 20 arandelas, ¿cuál es el valor esperado de la proporción de
arandelas defectuosas?c) De la muestra de 20 arandelas, ¿qué probabilidad existe de que se encuentren 5 arandelas
defectuosas?
4.4. La duración en horas de las lámparas adquiridas en una determinada empresa se distribuye segúnuna ley normal N (1.200;σ). Se sabe que el 97% de todas las lámparas citadas dura entre 1.178,3
horas y 1.221,7 horas.Si se extraen 200 muestras aleatorias simples de 9 lámparas cada una:a) ¿Cuál es la probabilidad de que la media muestral supere las 1.203,5 horas en al menos 90 de las
200 muestras?b) ¿Cuál es la probabilidad de que la s2 muestral supere el valor 193,84 h en 40 muestras como
máximo?
4.5. Una línea eléctrica se avería cuando la tensión sobrepasa la capacidad de la línea. Si la tensiónes N (µ 1 =100; σ1 =20) y la capacidad es N ( µ 2 = 140; σ2 = 10), calcular la probabilidad deavería.
4.6. En un concesionario de ventas de automóviles se supone, por la experiencia que se tiene, quecuando una persona entra a interesarse por un coche, acaba comprándolo en el 20% de los casos.Si en un día se atiende a seis de estos clientes potenciales:
a) ¿Cuál es la probabilidad de que realicen cuatro ventas en este día exactamente?b) ¿Y la probabilidad de que en este día se realicen más de cuatro ventas?c) ¿Cuál sería la probabilidad, en el caso de que apareciesen 15 clientes, de que se realizasen menos
de tres ventas?
83
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 81/286
4.7. Una cierta máquina de fabricación de rollos de cinta aislante tiene un promedio de dos defectoscada 1.000 m. Calcular la probabilidad de que un rollo de 3.000 m:
a) no contenga defectos;b) contenga exactamente 5 defectos;c) contenga menos de 4 defectos.
4.8. Mediante un estudio estadístico realizado en una fábrica de componentes electrónicos se sabeque sólo 1 de cada 100 es defectuoso. Si se empaquetan dichos componentes en cajas porgrupos de 500, ¿cuál es la probabilidad de que la caja no contenga ningún componentedefectuoso?Y si se decide empaquetar las cajas en grupos de 100 componentes, ¿cuál es la probabilidad deque una determinada caja no tenga ningún componente defectuoso?
4.9. Una empresa fabricante de detergentes tiene dos máquinas de llenado. Se sabe que la máquina A llena según N (87,5 g; 0,5 g) y otra máquina B llena según N (87,5 g; 0,8 g). Para que no serechace una bolsa llena, el contenido de detergente no puede ser menor de 86 gramos.
a) ¿Qué probabilidad hay de que una bolsa, escogida la azar, llenada por la máquina A searechazada? Idem si es llenada por la máquina B.
b) Si la bolsas vacías tienen un peso que se distribuye según N (21,5 g; 1,2 g), ¿cuál es laprobabilidad de que el peso de una bolsa llena, escogida al azar, llenada por la máquina A seamayor de 110 gramos? Idem para la máquina B.
c) Se ha recogido una muestra de 10 bolsas llenas producidas por una única máquina y se hanpesado. El resultado es el siguiente:
109 105 112 111 108.5 107.5 111.5 108 109.5 108
¿Qué máquina cree que las habrá producido? Razone la respuesta.
4.10. Se sabe que el 20% de los árboles de un determinado bosque están atacados por un cierto tipo
de parásitos.a) ¿Cuál es la probabilidad de que el número de árboles con el parásito en una muestra de 300 estéentre 49 y 71?
b) Suponga que en la muestra de 300 árboles hay 72 con el parásito.¿Contradice esto la hipótesis de que la población está parasitada en un 20%? Razone larespuesta justificándola con las hipótesis necesarias.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
84
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 82/286
El análisis estadístico que se aborda en este capítulo tiene como objetivo la comparación de dos
poblaciones, que representan lo que genéricamente denominamos “tratamientos”, pudiendo referirnosbajo esta denominación a dos máquinas, dos métodos de trabajo, dos catalizadores, dos proveedores,o dos tipos de materia prima distintos. Dicha comparación se realiza a partir de datos muestrales.
Se tratará de determinar si la diferencia que presentan las medias de las dos muestras esindicativa de una diferencia en las medias poblacionales o si, por el contrario, puede ser atribuida alazar.
Es importante tener presente que el estudio estadístico no se refiere simplemente a la aplicacióndel test de rigor a unos datos de los que no se cuestiona su calidad (quién, cómo, cuándo, con quécriterio se han tomado).
Tal como veremos a continuación, el análisis empieza con un claro planteamiento del problemay sigue con el adecuado diseño de la recogida de los datos (sin descuidar el rigor necesario en surecogida física). A continuación se realiza un análisis exploratorio para detectar posibles valores
anómalos, constatar que no existe evidencia de incumplimiento de las hipótesis del método, y tambiénpara obtener unas primeras conclusiones en torno al objetivo del estudio.
Finalmente, se realiza el test estadístico (contraste de hipótesis) y se interpreta el resultadoobtenido.
5.1 Caso 1: Comparación de dos productos en un proceso de curtido de piel
5.1.1 Planteamiento del problema. Recogida de los datos
Una industria dedicada al curtido de pieles utiliza normalmente una cierta solución A, en la quesumerge el cuero durante 4 horas en la fase final de su proceso de curtido. Aunque el producto A
produce unos resultados satisfactorios, se presenta la oportunidad de sustituirlo por otro producto B,considerablemente más barato. Se sospecha, sin embargo, que la nueva solución puede afectar a lascaracterísticas del cuero reduciendo su resistencia a la tracción.
Los responsables del proceso deciden cambiar, sólo en el caso de constatar experimentalmenteque la nueva solución no reduce la resistencia a la tracción. Para ello, realizan unos experimentos conel fin de analizar los resultados obtenidos y tomar una decisión sobre este tema.
85
5
Comparación de dos tratamientos
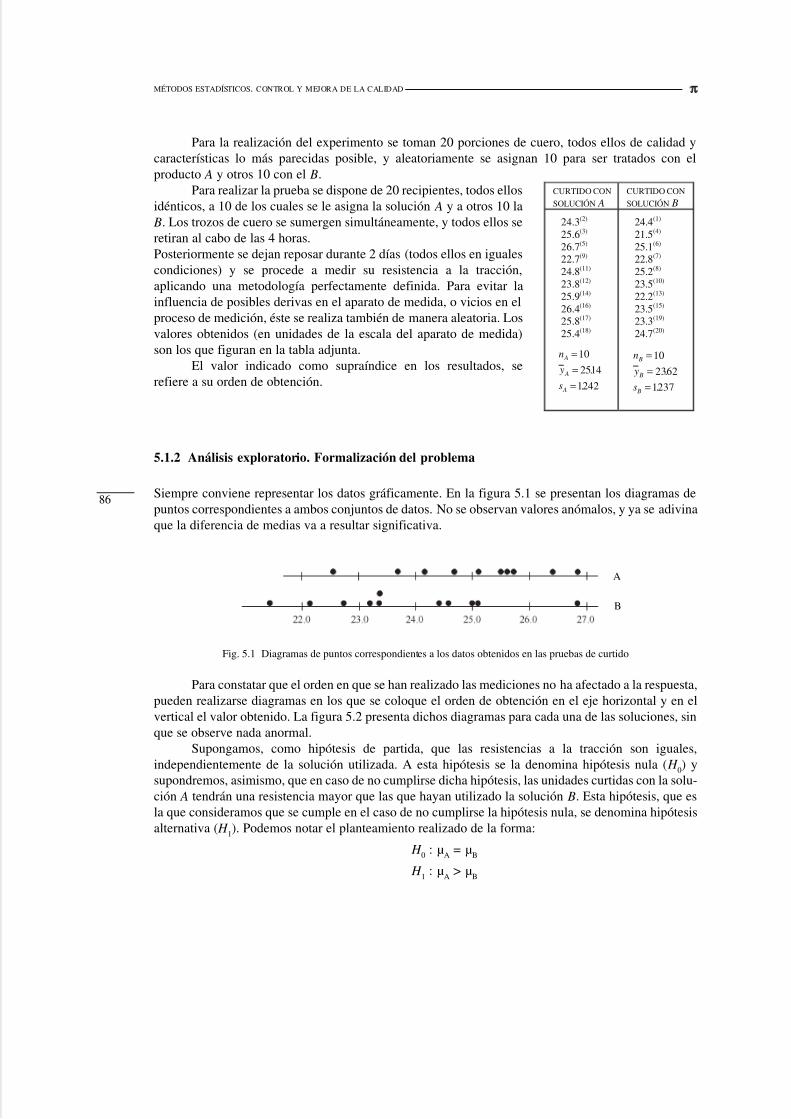
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 83/286
Para la realización del experimento se toman 20 porciones de cuero, todos ellos de calidad ycaracterísticas lo más parecidas posible, y aleatoriamente se asignan 10 para ser tratados con elproducto A y otros 10 con el B.
Para realizar la prueba se dispone de 20 recipientes, todos ellosidénticos, a 10 de los cuales se le asigna la solución A y a otros 10 la B. Los trozos de cuero se sumergen simultáneamente, y todos ellos seretiran al cabo de las 4 horas.Posteriormente se dejan reposar durante 2 días (todos ellos en igualescondiciones) y se procede a medir su resistencia a la tracción,aplicando una metodología perfectamente definida. Para evitar lainfluencia de posibles derivas en el aparato de medida, o vicios en elproceso de medición, éste se realiza también de manera aleatoria. Losvalores obtenidos (en unidades de la escala del aparato de medida)son los que figuran en la tabla adjunta.
El valor indicado como supraíndice en los resultados, serefiere a su orden de obtención.
5.1.2 Análisis exploratorio. Formalización del problema
Siempre conviene representar los datos gráficamente. En la figura 5.1 se presentan los diagramas depuntos correspondientes a ambos conjuntos de datos. No se observan valores anómalos, y ya se adivinaque la diferencia de medias va a resultar significativa.
Fig. 5.1 Diagramas de puntos correspondientes a los datos obtenidos en las pruebas de curtido
Para constatar que el orden en que se han realizado las mediciones no ha afectado a la respuesta,pueden realizarse diagramas en los que se coloque el orden de obtención en el eje horizontal y en elvertical el valor obtenido. La figura 5.2 presenta dichos diagramas para cada una de las soluciones, sinque se observe nada anormal.
Supongamos, como hipótesis de partida, que las resistencias a la tracción son iguales,independientemente de la solución utilizada. A esta hipótesis se la denomina hipótesis nula ( H 0) ysupondremos, asimismo, que en caso de no cumplirse dicha hipótesis, las unidades curtidas con la solu-ción A tendrán una resistencia mayor que las que hayan utilizado la solución B. Esta hipótesis, que esla que consideramos que se cumple en el caso de no cumplirse la hipótesis nula, se denomina hipótesisalternativa ( H 1). Podemos notar el planteamiento realizado de la forma:
H 0 : µ A = µ B H 1 : µ A > µ B
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
86
π
CURTIDO CON
SOLUCIÓN A
CURTIDO CON
SOLUCIÓN B
24.3(2) 25.6(3) 26.7(5)
22.7(9)
24.8(11)
23.8(12)
25.9(14)
26.4(16)
25.8(17)
25.4(18)
24.4(1)
21.5(4)
25.1(6) 22.8(7)
25.2(8)
23.5(10)
22.2(13)
23.5(15)
23.3(19)
24.7(20)
n
y
s
A
A
A
===
10
2514
1242
.
.
n
y
s
B
B
B
===
10
2362
1237
.
.
A
B

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 84/286
COMPARACIÓN DE DOS TRATAMIENTOS
5.1.3 Resolución
Es frecuente realizar la hipótesis de que las poblaciones de las cuales provienen las muestras sonnormales, por tanto, podemos escribir:
Y análogamente para los valores obtenidos con la solución B:
Por tanto, las medias de los valores obtenidos se distribuirán de la forma:
y de acuerdo con lo visto en el capítulo 4:
Por tanto:
87
π
28
27
26
25
24
23
22
21
10987654321 1 2 3 4 5 6 7 8 9 10
RESP.
SOLUCIÓN A SOLUCIÓN B
( ) y N A A Aµ σ ,-
( ) y N B B Bµ σ ,-
y N n
A A A
A
µ σ
,
y N n
B B B
B
µ σ
,
-
-
Fig. 5.2 Diagramas en secuencia temporal de los resultados obtenidos
y y N n n
A B A B A
A
B
B
− − +
µ µ
σ σ ,
2 2
-
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 85/286
Pero no conocemos σA2 ni σB
2, sino que los estimamos a partir de sus respectivas varianzasmuestrales: sA
2 = 1,54, sB2 = 1,53. Estos valores son tan parecidos que, evidentemente, podremos
suponer que las varianzas poblacionales son iguales. En el caso de que las varianzas muestralespresentaran mayor diferencia, antes de realizar esta suposición se debería realizar el test de igualdadde varianzas, utilizando la distribución F de Snedecor.
Ejemplo 5.1a Se toman 2 muestras aleatorias simples de tamaño n = 10 de sendas poblacionesnormales, y se obtiene sA
2 = 1,54 y sB2 = 2,18. ¿Puede considerarse que las
varianzas poblacionales son iguales?Hacemos:
Comparando el valor obtenido con una distribución F de Snedecor con 9 y 9grados de libertad, se obtiene que el área de la cola es mayor de 0,25 y, por tanto,nada se opone a suponer que σA
2 = σB2.
Ejemplo 5.1b Igual planteamiento que en el ejemplo anterior, pero ahora consideramos quesA
2=1,54 y sB2=16,3.
En este caso se obtiene F =10,58, y el área de la cola resulta ser menor de 0,001,luego no podrá trabajarse con la hipótesis de igualdad de varianzas poblacionales.En el apéndice 5A se comenta qué hacer en el caso de que se dé estacircunstancia.
En nuestro caso, calcularemos un estimador de la varianza poblacional única, que será lamedia de las varianzas muestrales ponderada según los grados de libertad de cada muestra (si lasmuestras son del mismo tamaño como en nuestro caso, esto se convierte en una simple mediaaritmética).
Con dicho estimador único podemos escribir:
Si se cumpliera que µ A - µ B = 0, tendríamos que:
En nuestro caso tenemos:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
88
π
( ) ( )( )
y y
n n
N A B A B
A
A
B
B
− − −
+
µ µ
σ σ 2 20 1,-
F
s
s
B
A= = =
2
2
2 18
1 54 1 42
,
, ,
( ) ( ) y y
sn n
t n n g l A B A B
A B
A B
− − −
++ −
µ µ
1 12con . .-
( )t
y y
sn n
t n n g l A B
A B
A B11 1
2=−
++ −con . .-
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 86/286
COMPARACIÓN DE DOS TRATAMIENTOS
Si se cumpliera la hipótesis nula (recordemos: H 0: µ A=µ B), el valor t 1 obtenido pertenecería auna distribución t de Student con 18 grados de libertad. ¿Puede considerarse que esto es así?
Una forma de determinar hasta qué punto es normal un valor en una distribución, es a través delárea de la cola que define. Consultando las tablas observamos que Pr (t > 2,74) = 0,007, luego éste esun valor muy poco probable en su distribución de referencia.
Si las medias de A y B fueran iguales, se darían diferencias como la observada o mayores,realizando una prueba como la que aquí se ha hecho, el 0,7 % de las veces. Luego, en este caso, lo másrazonable será considerar que las medias poblacionales son distintas y diremos que la diferencia entrelas medias muestrales es estadísticamente significativa.
¿Estamos absolutamente seguros de que la media de resultados con la solución B es menor quecon la solución A? La respuesta es no pero la probabilidad de equivocarnos al hacer esta afirmación essólo del 0,7 %.
5.2 Generalización del caso de la comparación de dos productos para el curtido:
comparación de medias en diseños totalmente aleatorizados
La recogida de datos debe hacerse de forma que el único factor que influya de forma distinta en ambasmuestras sea aquel cuyo efecto se desea estudiar. Si otros factores también afectaran de forma distinta,sería imposible distinguir si las diferencias apreciadas (en el caso de que existieran) deberían seratribuidas al factor estudiado o a otros de los que accidentalmente hubieran podido influir.
Deberán seguirse, por tanto, dos reglas básicas al planificar la recogida de datos:> Asegurarse de que todos los factores que puedan tener alguna influencia en la respuesta,
influyan exactamente igual en las dos muestras (excepto aquel cuyo efecto se desea estudiar).
> Aleatorizar todo lo que se pueda para protegerse de posibles sesgos introducidos por factoresno identificados.Así, en el ejemplo de la comparación de soluciones ha sido necesario asegurarse de que todos
los factores que podían influir en la respuesta (tipo de piel, tiempo que está sumergida en la solución,tiempo y condiciones de secado, etc.) afectasen exactamente igual a las unidades tratadas con ambassoluciones. Y aunque consideremos que los 20 retales de piel son muy parecidos (no serán idénticos),los asignaremos aleatoriamente a cada tratamiento y, por si influyera el orden de medición, tambiénmediremos aleatoriamente.
Una vez recogidos los datos es necesario constatar que nada se opone al cumplimiento de lashipótesis en que se basa el método a aplicar. Éstas son:
> Normalidad de las 2 poblaciones. Una forma práctica de comprobarlo sería realizando loshistogramas de ambas muestras, pero en la práctica difícilmente encontraremos evidenciade no normalidad de las poblaciones, porque dispondremos de muestras de tamañospequeños.En cualquier caso, ésta es una hipótesis poco crítica, ya que lo que realmente se supone esque las medias se distribuyen según una normal, lo cual en general podrá considerarsecierto por el teorema central del límite. Por otra parte, se conoce que las pruebas queutilizan como distribución de referencia la t-Student son robustas frente a la hipótesis denormalidad.
89
π
( )t 1
2514 23 62
1 241
101
10
2 74=−
+=
, ,
,
,
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 87/286
> Independencia de las poblaciones. Es una hipótesis que suponemos al decir que:
El origen de los datos pone de manifiesto si las poblaciones pueden considerarse independien-tes o no.
> Aleatoriedad de las muestras. Ésta es una hipótesis absolutamente crítica. El objetivo es extraerconclusiones sobre las poblaciones a partir del análisis de las muestras y, por lo tanto, éstasdeberán ser representativas. La aleatoriedad garantiza la representatividad. La obtención demuestras verdaderamente aleatorias debe ser el objetivo del diseño de la recogida de datos. Unacorrecta aleatorización contribuye a asegurar el cumplimiento de esta hipótesis.
> Igualdad de varianzas poblacionales. Si se trabaja con esta hipótesis es necesario comprobarque nada se opone a su cumplimiento. Para ello se puede aplicar el test de igualdad de varianzastal como se ha presentado en el capítulo 4.Un adecuado análisis exploratorio de los datos también ayuda a constatar el cumplimiento de
las hipótesis anteriores, además de identificar posibles valores anómalos o extraer unas primeras
conclusiones, tal como se ha visto en el ejemplo anterior.A continuación, los cálculos a desarrollar son los siguientes:
1. Calcular el estimador de la varianza poblacional única (media de las varianzas muestralesponderada según los grados de libertad de cada muestra).
2. Calcular el valor de t 0, el cual pertenecerá a una distribución t de Student con nA+nB-2 gradosde libertad, si las medias poblacionales son iguales.
3. Comparar el valor de t 0 con su distribución de referencia. Si la hipótesis alternativa es del tipo H 1: µ A > µ B, como en el caso que se ha planteado, se determina la probabilidad de que sepresente un valor como el obtenido o mayor, y a esta probabilidad se le denomina nivel designificación.
En el apartado 5.6 se explica cómo calcular elnivel de significación según sea la hipótesisalternativa planteada.
El nivel de significación obtenido es unainformación que ayuda a tomar la decisión másadecuada. En general, un nivel de significaciónpequeño aconseja rechazar la hipótesis de igual-dad de medias, aunque para tomar la decisiónhabrá que considerar también otro tipo de infor-mación: costes, riesgos que se corren en caso deequivocarse, etc.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
90
π
( )V y yn n
A B A
A
B
B
− = +σ σ 2 2
( ) ( )s
n s n s
n n
A A B B
A B
=− + −
+ −1 1
2
2 2
t y y
sn n
A B
A B
0
1 1
=−
+
Fig. 5.3 Comparación del estadístico de prueba en su distri-bución de referencia
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 88/286
COMPARACIÓN DE DOS TRATAMIENTOS
5.3 Caso 2: comparación de dos tratamientos superficiales para lentes
5.3.1 Planteamiento. Recogida de los datos
Cierta industria fabricante de lentes para gafas desea comparar dos tipos de recubrimientoantirreflectante. Los dos tipos tienen idéntico aspecto y prestaciones, pero antes de decidirse por unou otro desean comprobar si el tipo de recubrimiento influye en el deterioro que sufre la lente.
En un principio, piensan seleccionar al azar 20 personas que utilicen gafas, y asignar aleatoria-mente gafas sometidas al tratamiento A a 10 de ellas y gafas con el tratamiento B a las otras 10. Alcabo de 6 meses se realizaría un control y, tras tomar medidas con el instrumento adecuado, seanalizaría si existían o no diferencias estadísticamente significativas.
Pero el método planteado tiene un inconveniente. En el desgaste que sufre la lente no sóloinfluye el recubrimiento superficial, sino también el trato que recibe por parte del usuario. Si larecogida de los datos se lleva a cabo de la forma antes planteada, se corre el riesgo de que, si algunaspersonas, por sus hábitos o profesión, deteriorasen las lentes más de lo normal (o menos) y no serepartiesen equitativamente entre los dos tratamientos, atribuyamos a algún tratamiento un efecto que
no le correspondiera, ya que en realidad lo pro-vocarían las personas.
¿Es posible eliminar el efecto de laspersonas en el desgaste de las lentes? Sí puedehacerse. La mejor forma será construyendo lasgafas con una lente de cada tipo. Si alguien lasdesgasta mucho lo hará con ambos trata-mientos, igual que si las desgasta poco. Natu-ralmente, el método de análisis de los datosdeberá tener en cuenta la forma en que se hanrecogido.
Supongamos que la prueba se ha reali-
zado de esta forma (con 10 individuos) y que alcabo de 6 meses se mide el desgaste, y seobtienen los valores que se indican en la tabla5.1 (en unidades codificadas).
5.3.2 Análisis exploratorio
Cuando los datos se han recogido de estaforma, una representación gráfica muyadecuada es la que se indica en la figura5.4. Además, por supuesto, se puedenrealizar los gráficos que en cada caso seconsideren oportunos.
91
π
Tabla 5.1 Resultados del estudio realizado para comparar eldesgaste de dos tipos de lentes. La letra entre paréntesis indicala posición (izquierda o derecha) a que se ha asignado aleato-riamente cada lente
INDIVIDUO
DESGASTE
LENTE A
DESGASTE
LENTE B
DIFERENCIA
B- A
12345678910
Media
6.7 (I)5.0 (I)3.6 (D)6.2 (I)5.9 (D)4.0 (D)5.2 (D)4.5 (I)4.4 (D)4.1 (I)4.96
6.9 (D)5.8 (D)4.1 (I)7.0 (D)7.0 (I)4.6 (I)5.5 (I)5.0 (D)4.3 (I)4.8 (D)5.50
0.20.80.50.81.10.60.30.5-0.10.7
0.55
A
B
7.5
7.0
6.5
6.0
5.5
5.0
4.5
4.0
3.5
3.0
10987654321
Respuesta
Individuo
Fig. 5.4 Representación gráfica de los resultadosobtenidos en el estudio de comparación del desgastede dos tipos de lentes
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 89/286
5.3.3 Resolución
El análisis de los datos no se realiza como en el caso anterior (ahora no se cumpliría la hipótesis depoblaciones independientes), sino que se analizan las diferencias que se observan dentro de cadaindividuo entre un tratamiento y otro.
Seguiremos suponiendo que los resultados de ambos tratamientos pertenecen a sendaspoblaciones normales, es decir:
yA - N (µA, σA) yB - N (µB, σB)
y por tanto: yB-A - N (µB-µA, σd)
donde σd es la desviación tipo de las diferencias. Si las medias poblacionales son iguales, yB-A sedistribuirá según una normal de media cero y una desviación tipo que puede estimarse mediante ladesviación tipo de las diferencias.
Obteniéndose con nuestros datos, sd = 0,344 y la media de las diferencias se distribuirá de laforma:
En nuestro caso tenemos que = 0,54. ¿Podemos considerar que pertenece a la distribuciónanterior? Si así fuera tendríamos que:
O, al trabajar con un valor estimado de σd:
En nuestro caso tenemos que:
y éste es un valor muy poco probable en su distribución de referencia (nivel de significación de0,0008). Por tanto, podemos afirmar con una probabilidad de error de 0,0008 que el recubrimiento B
se deteriora más fácilmente que el A (figura 5.5).
d
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
92
π
( )s
d d
nd
i=∑ −
−
2
1
d N n
d 0,σ
-
( )d
n
N d σ
0 1,-
d
s
n
t n g ld
− −Student con 1 . .-
d s
n
d
= 4 97,
© los autores, 1998; © Edicions UPC, 1998.
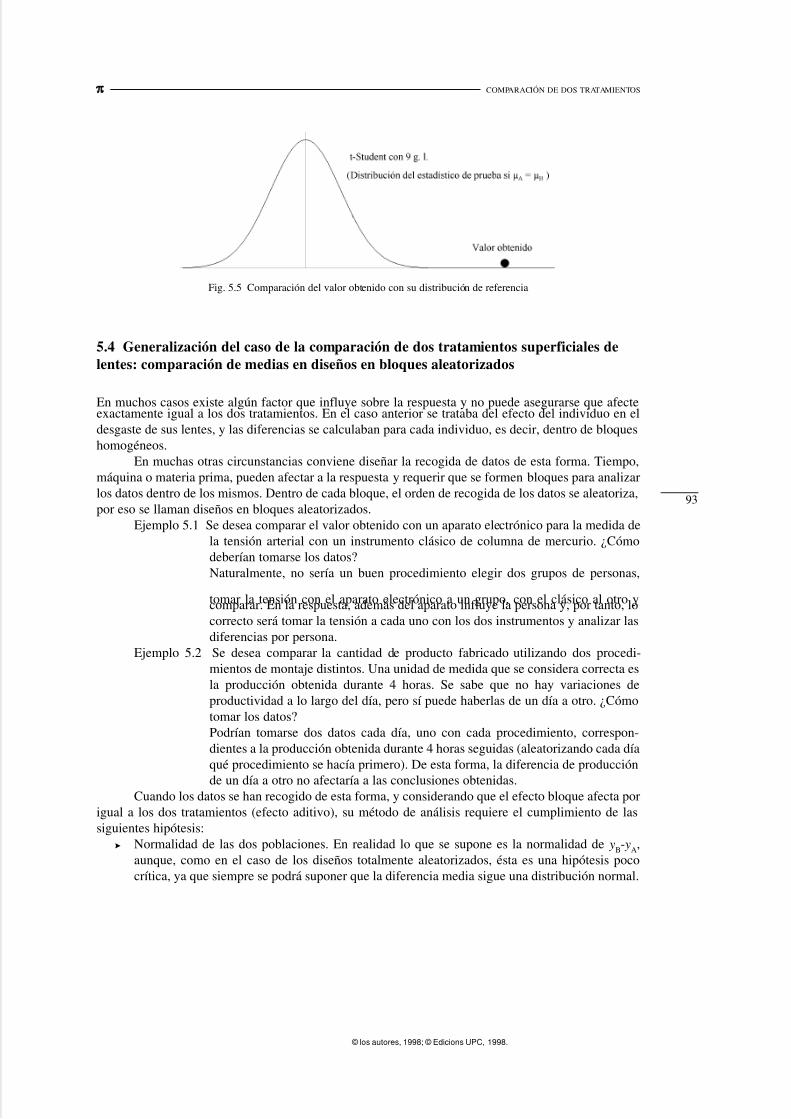
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 90/286
COMPARACIÓN DE DOS TRATAMIENTOS
5.4 Generalización del caso de la comparación de dos tratamientos superficiales de
lentes: comparación de medias en diseños en bloques aleatorizados
En muchos casos existe algún factor que influye sobre la respuesta y no puede asegurarse que afecteexactamente igual a los dos tratamientos. En el caso anterior se trataba del efecto del individuo en eldesgaste de sus lentes, y las diferencias se calculaban para cada individuo, es decir, dentro de bloqueshomogéneos.
En muchas otras circunstancias conviene diseñar la recogida de datos de esta forma. Tiempo,máquina o materia prima, pueden afectar a la respuesta y requerir que se formen bloques para analizarlos datos dentro de los mismos. Dentro de cada bloque, el orden de recogida de los datos se aleatoriza,por eso se llaman diseños en bloques aleatorizados.
Ejemplo 5.1 Se desea comparar el valor obtenido con un aparato electrónico para la medida dela tensión arterial con un instrumento clásico de columna de mercurio. ¿Cómodeberían tomarse los datos?Naturalmente, no sería un buen procedimiento elegir dos grupos de personas,
tomar la tensión con el aparato electrónico a un grupo, con el clásico al otro ycomparar. En la respuesta, además del aparato influye la persona y, por tanto, locorrecto será tomar la tensión a cada uno con los dos instrumentos y analizar lasdiferencias por persona.
Ejemplo 5.2 Se desea comparar la cantidad de producto fabricado utilizando dos procedi-mientos de montaje distintos. Una unidad de medida que se considera correcta esla producción obtenida durante 4 horas. Se sabe que no hay variaciones deproductividad a lo largo del día, pero sí puede haberlas de un día a otro. ¿Cómotomar los datos?Podrían tomarse dos datos cada día, uno con cada procedimiento, correspon-dientes a la producción obtenida durante 4 horas seguidas (aleatorizando cada díaqué procedimiento se hacía primero). De esta forma, la diferencia de producciónde un día a otro no afectaría a las conclusiones obtenidas.
Cuando los datos se han recogido de esta forma, y considerando que el efecto bloque afecta porigual a los dos tratamientos (efecto aditivo), su método de análisis requiere el cumplimiento de lassiguientes hipótesis:
> Normalidad de las dos poblaciones. En realidad lo que se supone es la normalidad de yB- yA,aunque, como en el caso de los diseños totalmente aleatorizados, ésta es una hipótesis pococrítica, ya que siempre se podrá suponer que la diferencia media sigue una distribución normal.
93
π
Fig. 5.5 Comparación del valor obtenido con su distribución de referencia
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 91/286
> Independencia de las diferencias. O lo que es lo mismo, las diferencias son una muestraaleatoria simple de la población de diferencias. Si se ha aleatorizado correctamente y larecogida de datos se ha llevado a cabo con la meticulosidad requerida, en general se podrásuponer el cumplimiento de esta hipótesis.
El obligado análisis exploratorio de los datos servirá también para poner de manifiesto que no existenpruebas de incumplimiento de la hipótesis anterior. Además del gráfico del tipo que se visto en lafigura 5.4, puede realizarse, por ejemplo, un gráfico de las diferencias en función del orden deobtención de los datos. En el caso de las lentes, tendrá el aspecto que se indica en la figura 5.6, quepone de manifiesto un patrón de comportamiento aleatorio en torno a su valor medio, tal como era deesperar.
Una vez se tienen los datos, los cálculos que sedeben desarrollar son los siguientes:1. Calcular las diferencias dentro de cada bloque, ytambién la media ( ) y la desviación tipo (sd) dedichas diferencias.2. Calcular el valor del estadístico de prueba.
3. Comparar el valor del estadístico de prueba con sudistribución de referencia, que será una t de Studentcon n-1 grados de libertad. Determinar la probabilidadde que en dicha distribución se presente un valor igualque el obtenido o superior. Esta probabilidad será elnivel de significación de la prueba.
Si el nivel de significación es bajo se rechazará la hipótesis de igualdad de medias y diremos
que la diferencia observada entre un tratamiento y otro es estadísticamente significativa.
5.5 Aleatorización y bloqueo: recapitulación
En una prueba para la comparación de dos tratamientos, puede considerarse que en los datos obtenidosinfluyen cuatro tipos de factores:
i) El factor cuyo efecto se desea estudiar (el tipo de recubrimiento superficial en el caso quehemos visto anteriormente).
ii) Factores identificados que pueden influir en la respuesta, pero que es posible mantenerconstantes para los dos tratamientos (como podría ser el tipo de montura, que quizá influya enel desgaste de lente, pero cuyo efecto se podría neutralizar utilizando siempre monturas delmismo tipo).
iii) Factores identificados que pueden influir en la respuesta y que resulta imposible mantenerconstantes para los dos tratamientos (como el trato que se da a las gafas y el desgaste quesufren).
iv) Otros factores, no identificados, que también pueden tener influencia en los resultadosobtenidos (quizá el orden en que se efectúan las mediciones por la existencia de pequeñasderivas en el aparato de medida, tal como se ha comentado anteriormente).
d
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
94
π
1.2
0.8
0.4
0.0
-0.4
-0.8
-1.2
10987654321
B-ADiferencia
Individuo
Fig. 5.6 Diagrama que representa la diferencia de des-gaste para cada individuo
t d
s
n
d
=
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 92/286
COMPARACIÓN DE DOS TRATAMIENTOS
Obviamente, el factor estudiado debe afectar de forma distinta a cada tratamiento (en el caso deafectar igual sería imposible detectar su posible efecto).
¿Qué hacer con los factores identificados del tipo ii? No nos interesará que afecten de formadistinta a cada tratamiento, por tanto, deberán mantenerse exactamente igual tanto en un tratamientocomo en el otro.
Pero, ¿y si no es posible mantenerlos constantes? (caso de los factores tipo iii). En este caso seránecesario bloquear, es decir, analizar las diferencias dentro de bloques homogéneos en los que estosfactores afecten por igual.
En general, a medida que transcurre el tiempo, y cuanto mayor es el período en el que seprocede a la recogida de los datos, mayor es la probabilidad de que aparezcan variabilidades nodeseadas (los lunes se trabaja de forma distinta a los viernes, la humedad o la temperatura varían conel tiempo, etc.). En estos casos, suele ser una buena idea utilizar períodos de tiempo como bloques. Así,en el caso de que se comparen dos métodos de trabajo a partir de un dato por turno, pero se sospecheque el turno de la mañana puede dar un nivel de respuesta distinto del de la tarde, la mejor forma dediseñar la recogida de datos sería la que se indica en la figura 5.7.
Dentro de cada día (bloque) conviene aleatorizar para protegernos de la influencia de posiblesfactores del tipo iv (factores no identificados). Si éstos existen, al aleatorizar cabe esperar que su efectose difumine entre los dos tratamientos y no altere las conclusiones del análisis.
La consigna en el diseño de la recogida de datos podría ser “Bloquear lo que se pueda yaleatorizar el resto”. Bloquear neutraliza la influencia de fuentes de variación conocidas, pero no
deseadas. Aleatorizar protege del efecto de posibles factores con cierta influencia, pero noidentificados.Volvamos, para terminar este apartado, al caso del curtido de pieles. Si se aprecia que las
porciones de cuero no son idénticas (lo cual es bastante posible) un diseño mejor que el propuestoconsistiría en tomar sólo 10 retales, dividirlos por la mitad, aplicar a un trozo el tratamiento A y alotro el B. Aleatoriamente, por supuesto.
5.6 Contraste de hipótesis. Formalización y limitaciones
El procedimiento seguido en el análisis de los datos para la comparación de medias puede resumirseen las siguientes etapas:
1. Formular las hipótesis nula ( H 0
) y alternativa ( H 1
).2. A partir de los datos disponibles se calcula un valor relevante (estadístico de prueba) mediante
una determinada expresión. Si no existe diferencia de medias, el valor obtenido pertenece a unadeterminada distribución de probabilidad denominada “distribución de referencia”.
3. Se compara el estadístico de prueba con su distribución de referencia, determinando laprobabilidad (nivel de significación) de que un valor como el observado (o mayor) sea debidoal azar en el caso de que la hipótesis nula sea cierta.
95
π
Fig 5.7 Diseño bloqueado por días debido a la diferencia entre turnos
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 93/286
4. Si el nivel de significación es pequeño se rechaza la hipótesis de igualdad de medias y se diceque la diferencia obtenida es “estadísticamente significativa”.Este esquema de razonamiento, muy usado en estadística, recibe el nombre de contraste de
hipótesis, ya que lo que hace es suponer que se cumple una determinada hipótesis ( H 0) y contrastar si
los datos de que se dispone son o no coherentes con ésta.Normalmente, la hipótesis nula es del tipo de las que se han planteado en los caso anteriores, es
decir: H 0: µA = µB
La hipótesis alternativa puede ser de la forma:
Los dos primeros planteamientos son, en esencia, el mismo (si no son iguales, una media esmayor que la otra), pero el tercero refleja una mayor desinformación sobre el fenómeno que se estudia,lo cual se traduce en una distinta medida del nivel de significación.
La tabla 5.2 indica el enfoque que se da al análisis de los datos en función del resultado obtenidoy de cuál sea la hipótesis alternativa planteada.
Nótese que si la hipótesis alternativa es del tipo µ A µ B se esperan diferencias de medias tantopositivas como negativas. De hecho, en este caso, dada una diferencia, se considera igualmenteprobable la diferencia en sentido contrario y, por tanto, el nivel de significación (área de cola) semultiplica por 2 en este caso.
Tabla 5.2 Acciones a emprender en función del planteamiento del contraste y del resultado obtenido
El tipo de hipótesis alternativa que se plantea depende del conocimiento que se tiene delfenómeno en estudio. En una prueba para estudiar la eficacia de un cierto abono, puede saberse (porrazonamientos biológicos) que el fertilizante puede aumentar la cosecha o no tener ningún efecto, perono es posible que la reduzca (en este caso H 1 sería del tipo µ A>µ B). También puede plantearse enfunción del enfoque que se dé al problema. Si tenemos un proveedor habitual ( A), del que estamosbásicamente satisfechos, y se plantea la posibilidad de cambiar a otro ( B), que podría ser mejor, lahipótesis alternativa debería ser del tipo µ A<µ B.
Puede plantear una cierta perplejidad la circunstancia de que el nivel de significación sea uno o justamente el doble en función de cuál sea la hipótesis alternativa que se plantee (decisión no exenta,
≠
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
96
π
H H H A B A B A B1 1 1: : :µ µ µ µ µ µ > < ≠o o
PLANTEAMIENTO DEL CONTRASTE
RESULTADO
OBTENIDO
H 0: :A=:B
H 1: :A<:B
H 0: :A=:B
H 1: :A>:B
H 0: :A=:B
H 1: :A:B
Resultado esperado. Se trataráde analizar, mediante el proce-dimiento adecuado, si la dife-rencia obtenida es estadística-
mente significativa o no.
No hace falta que realicemosningún cálculo. Con elresultado obtenido es obvioque no podemos rechazar H 0
para quedarnos con H 1.No hace falta que realicemosningún c<lculo. Con el resul-tado obtenido es obvio que nopodemos rechazar H 0 paraquedarnos con H 1.
Resultado esperado. Se trataráde analizar, mediante el proce-dimiento adecuado, si la dife-rencia obtenida es estadística-mente significativa o no.
En este caso, que prácticamente no se dará (sería una casualidad), obviamente no podrá rechazarse lahipótesis nula, sea cual sea la alternativa.
y y A B<
y y A B>
y y A B=
Es necesario analizar si la
diferencia obtenida es estadís-ticamente significativa.
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 94/286
COMPARACIÓN DE DOS TRATAMIENTOS
en algunos casos, de cierta arbitrariedad). Estaforma de proceder puede justificarse con elargumento de que, si sólo se sabe que lasmedias son iguales o son distintas, se conocemenos sobre el proceso que si se está seguro deque, si no son iguales, una en concreto esmayor que la otra. La menor información quese tiene en el primer caso se traduce en unamayor probabilidad de error al rechazar H 0 paraun resultado dado.
5.7 Un análisis alternativo: intervalos de confianza para la diferencia de medias
La comparación de medias también se puede abordar aplicando el concepto de intervalo de confianza.
Un intervalo de confianza 1-α para la media de la población se obtiene mediante una expresión deltipo:
Estimando σ2 a partir de la varianza muestral, obtenemos:
En general, estos intervalos responden a la expresión:
estadístico ± t α /2, ν . desviación tipo del estadístico
Por tanto, a partir de los datos de un diseño totalmente aleatorizado, puede plantearse el
siguiente intervalo de confianza para la diferencia de medias poblacionales µ A-µ B:
donde s es el estimador conjunto de la varianza poblacional.Si el diseño es bloqueado, la expresión obtenida es:
Ejemplo 5.3 Calcular un intervalo de confianza del 95 % para la diferencia de medias poblacio-nales tomando el planteamiento y los datos del caso 1.Tenemos que: y
A
= 25.14 yB = 23.62t 0.025,18 = 2.101s = 1.24nA = 10nB = 10
Luego el intervalo es: 1.52 ± 1.17
97
π
Fig. 5.8 Nivel de significación cuando la hipótesis alternativaes del tipo µ µ A B≠
y zn
± α
σ 2
y t s
n± α ν 2 ,
y y t sn n
A B
A B
− ± +α ν 2
1 1,
d t s
n
d ± α ν 2 ,
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 95/286
Ejemplo 5.4 Igual al ejemplo 5.3 pero a partir del caso 2.En este caso:
d = 0.55t 0.025.9
= 2.262sd = 0.344n = 10
Y se obtiene:0.55 ± 0.25
Si el cero está incluido en el intervalo 1-α, cabe considerar que éste no es un valor extraño parala diferencia de medias y, por tanto, no se podrá rechazar la hipótesis nula de igualdad de las mediaspoblacionales con un nivel de significación de α.
Ejercicio Si en un contraste de hipótesis del tipo:
H 0: µ A=µ B H 1: µ A µ B
se obtiene un nivel de significación exactamente igual a 0.05, ¿qué peculiaridadtendrá uno de los extremos del intervalo de confianza del 95% para µ A-µ B?
≠
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
98
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 96/286
COMPARACIÓN DE DOS TRATAMIENTOS
Ejercicios
5.1. Se desea saber si un determinado plan de seguridad en el trabajo es efectivo en la reducción delnúmero de accidentes laborales y, por tanto, en la pérdida de horas de trabajo debido aaccidentes. Los siguientes datos son las horas de trabajo semanales perdidas a causa deaccidentes en seis fábricas, antes y después de implantar el nuevo plan de seguridad.
a) Especificar las hipótesis necesarias.b) ¿Se puede decir con estos datos que el plan de seguridad es efectivo?
5.2. Una fábrica de automóviles dispone de dos proveedores ( A y B) de llantas de aluminio.
Se tiene la sospecha de que existen diferencias en cierta característica mecánica ( X ) de lasllantas, según sea el proveedor que las suministra.Para analizar el tema se toman muestras aleatorias de cada uno de los proveedores,obteniéndose los valores que se indican en la tabla adjunta.
a) ¿Puede decirse que existen diferencias en las llantas según elproveedor que las suministre?
b) Calcular los tamaños de muestra (iguales para ambosproveedores) para que un intervalo de confianza del 95% deµ B - µ A pueda expresarse de la forma:
xB - xA ± 0,3
5.3. Unos grandes almacenes desean cubrir un puesto de vendedor, para lo cual contratan
temporalmente durante tres meses a dos candidatos.Los datos obtenidos después de estos tres meses son:Nº de días trabajados: A= 66 días
B= 60 días (6 días de baja por enfermedad)S( A)= 3.000 ptsS( B)= 3.100 ptsSe admite que los puestos de trabajo a que han sido asignados tienen idénticas posibilidades deventa.Después del período de prueba el candidato A ha vendido producto por un valor medio de56.000 pts/día, y el candidato B por valor de 53.000 pts/día.¿Justifica esta diferencia la afirmación de que A vende más que B?
5.4. Una empresa suministra tubos de escape a la industria del automóvil. En el tubo deescape se coloca un sensor que comunica al ordenador del coche el contenido de CO enlos gases de escape. La empresa dispone de dos tipos de sensores, A y B, basados enprincipios de medición diferentes. Tanto uno como otro se colocan en el silencioso deltubo de escape.El departamento I+D de la empresa sospecha que pueden haber diferencias entre lasmediciones efectuadas por los dos tipos de sensor y decide realizar un experimento.
99
π
PLANTA
1 2 3 4 5 6
ANTES 12 29 16 37 28 15
DESPUÉS 10 28 17 35 25 16
PROVEEDOR A PROVEEDOR B
n
x
s
A
A
A
===
100
543
120
.
.
n
x
s
B
B
B
===
94
575
112
.
.
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 97/286
La primera idea consiste en seleccionar 10 sensores del tipo A y otros 10 del tipo B, y colocarlosen los tubos de escape de 20 coches distintos. No obstante, un ingeniero de la empresa sugiereque el experimento debería bloquearse para evitar que la variabilidad entre coches distintosenmascarase los resultados del experimento. Para ello sugiere que se utilicen 10 coches y queen cada uno de ellos se monte un sensor A y otro B, ambos colocados en el silencioso y en dosposiciones cercanas entre sí.El contenido en partes por millón de CO observado en el experimento fue el que se indica en la
siguiente tabla.a) Describa brevemente el mecanismo de aleatorización delexperimento.b) ¿Cuál sería la distribución de referencia para comparar losvalores medios de los dos tipos de sensores, si el experimento sehubiera llevado a cabo con los 20 coches?c) ¿Qué decisión se tomaría con la distribución de referenciaanterior?d) Dado que el experimento se ha realizado según el diseño del
propuesto por el ingeniero, es decir con 10 coches, ¿es preferibleutilizar 10 coches del mismo modelo, o 10 coches de modelos ycilindradas diferentes?
5.5. Una fábrica de jabones produce detergente en dos plantas gemelas, una en Getafe y otra enGranollers. En Granollers utilizan materia prima del proveedor A y en Getafe materia prima delproveedor B. Se desea comparar la influencia de los dos proveedores en la producción, para locual se recopilan cantidades producidas en las dos plantas durante 25 días, con los siguientesresultados:
a) Basándose en este estudio, ¿qué pro-veedor es preferible?
b) Comentar el diseño del experimento ylos resultados obtenidos.
5.6. Se desea comparar dos programas de entrenamiento de trabajadores en una línea de producción.Se escogen 10 al azar para ser entrenados por el método A y 10 para ser entrenados por elmétodo B. Finalizados los programas de entrenamiento, se mide el tiempo que tardan en realizaruna de las operaciones en la cadena, y se obtenienen los siguientes resultados:
a) ¿Es mejor uno de los métodos que el otro?b) ¿Qué suposiciones han sido necesarias?c) ¿Qué papel desempeña la aleatorización a la hora de escoger a los trabajadores?d) ¿Qué otros factores pueden tener importancia en el tiempo empleado por cada trabajador? ¿Es
posible protegerse de los mismos?
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
100
π
NÚM. TIPO A TIPO B
12345678910
72.168.270.974.370.766.669.570.868.873.3
74.068.871.274.271.866.469.871.369.373.6
PROVEEDOR A PROVEEDOR B
DÍAS 25 25
PRODUCCIÓN MEDIA 130.0 Tm 127.2 TmDESVIACIÓN TIPO 4.5 Tm 3.1 Tm
TIEMPO (minutos)
MÉTODO A 15 20 11 23 16 21 18 16 27 24
MÉTODO B 23 31 13 19 23 17 28 26 25 28
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 98/286
COMPARACIÓN DE DOS TRATAMIENTOS
5.7. Una fábrica dedicada a la fabricación de losetas para el recubrimiento denaves espaciales recibe el encargo de una empresa muy importantededicada a la aeronáutica.Dicha fábrica produce dos tipos de losetas, A y B. Para saber qué tipo delosetas preferirá la empresa se hace una prueba con 18 losetas (9 del tipo A y 9 del tipo B), introduciéndolas en hornos a 10.000ºC y anotando eltiempo transcurrido hasta su rotura. Los resultados, en horas, son losindicados en la tabla adjunta.
a) ¿Qué losetas preferirá la empresa?b) ¿Cómo se podría haber mejorado la precisión del experimento? ¿Por qué?
101
π
A B
54.645.8
57.440.156.351.550.764.552.6
58.965.7
55.657.664.260.859.859.050.3
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 99/286
Apéndice 5A Test de comparación de medias cuando no puede asumirse la igualdad
de varianzas poblacionales
Una de las hipótesis que hacíamos al aplicar la técnica de comparación de medias en diseñostotalmente aleatorizados era suponer la igualdad de varianzas poblacionales. Si no puede asumirse estahipótesis, puede obtenerse una buena aproximación al nivel de significación resultante calculando elestadístico:
Si nA = nB = n, el nivel de significación se determinautilizando como distribución de referencia una t deStudent con n-1 grados de libertad (figura 5A.1).
Si nA nB, con el valor calculado de t ’ se
hallan los niveles de significación pA y pB endistribuciones t de Student con nA-1 y nB-1 gradosde libertad (figura 5A.2).
Siendo en este caso el nivel de significación de la prueba:
con:
Ejercicio: ¿Qué hacer si en un diseño en bloques aleatorizados no puede suponerse lahipótesis de igualdad de varianzas poblacionales? (Ayuda: Repase cuáles son lashipótesis que se realizan en este caso.)
≠
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
102
π
( )t
y y
s
n
s
n
B A
A
A
B
B
' =−
+2 2
Fig. 5A.1 Nivel de significación en el caso de muestrasdel mismo tamaño
pp p A A B B
A B
=++
ω ω
ω ω
ω A A
A
s
n=
2
ω B B
B
s
n=
2
Fig. 5A.2 Valores previos al cálculo del nivel de significación en el caso de tamaños de muestradiferentes
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 100/286
COMPARACIÓN DE DOS TRATAMIENTOS
Apéndice 5B Pruébelo Ud. mismo. Comparación de dos tipos de helicóptero.
Vamos a utilizar de nuevo helicópteros del tipo que hemos presentado en el apartado 3.12.En primer lugar hay que construirlos. Para ello deberá tomar una hoja DIN A-4 y cortarla
longitudinalmente por la mitad. Uno de los trozos obtenidos deberá recortarlo y doblarlo tal como seindica en la figura 5B.1.
Si lo deja caer desde una cierta altura (3 metros, por ejemplo), observará que primero hace unrecorrido de aproximadamente 0,5 metros de forma desordenada (régimen turbulento), hasta que se ledespliegan las alas y empieza a caer de forma lenta y suave (régimen laminar).
Ejercicio: Consiga un cronómetro y deje caer varias veces (10, por ejemplo) el helicópterodesde la misma altura y en “idénticas” condiciones. Anote cada vez el tiempo queha tardado en caer. Represente gráficamente los datos obtenidos (histograma,serie temporal, etc.). ¿Por qué realizando la prueba siempre en idénticascondiciones, el resultado obtenido no es siempre el mismo?
Vamos a intentar mejorar el diseño para aumentar el tiempo quetarda en caer. Probaremos recortando las puntas de las alas tal como seindica en la figura 5B.2.
¿Qué hacer para comprobar si el nuevo diseño es mejor que elanterior? Desde luego no sería una prueba fiable que dejáramos caer unhelicóptero de cada tipo y comparáramos los dos resultados obtenidos(¿por qué?). Lo correcto sería construir varios helicópteros con el primerdiseño y otros tantos con el segundo, dejarlos caer tomado datos ycompararlos (test de la t de Student para datos totalmente aletorizados).
Ejercicio: ¿Por qué no se utiliza un solo helicóptero de cadatipo dejándolo caer tantas veces como se desee?¿Qué tipo de error se puede cometer si la pruebase realiza de esta forma?
103
π
Fig. 5B.1 Esquema de construcción del helicóptero (cotas en cm)
Fig. 5B.2 Esquema de construc-ción del helicóptero “mejorado”
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 101/286
La prueba que hemos propuesto tiene un inconveniente: todos los helicópteros deben serconstruidos con el mismo tipo de papel y esto implica que, si el nuevo diseño es mejor, lo será con esetipo de papel, pero nada puede asegurarse para helicópteros construidos con papel de característicasdistintas al usado en la prueba.
Dado que este tipo de construcción puede realizarse con una cierta gama de papel de usohabitual (más o menos pesado, más o menos rígido, etc.), en rigor no podemos asegurar que un diseñosea mejor que otro sin hacer referencia al tipo de papel que se ha utilizado.
Ejercicio: ¿Cómo realizar la comparación considerando que los helicópteros puedenconstruirse con distintos tipos de papel? (Ayuda: Recuerde que con cada hoja sepueden construir dos helicópteros. Quizá convendría tomar un conjunto de hojasrepresentativas de las usadas habitualmente para estos menesteres y...)
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
104
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 102/286
Como ya se ha visto en el capítulo anterior, para la comparación de dos medias se utiliza, en la mayoríade los casos, un estadístico que tiene como distribución de referencia la t de Student. Este estadísticose calcula de una forma u otra según se trate de muestras independientes o de datos apareados.Normalmente, el test que se realiza en ambos casos se denomina “test de la t de Student”, en relacióncon la distribución de referencia utilizada.
Cuando se trata de comparar más de dos medias, la técnica que se utiliza recibe el nombre de“análisis de la varianza”. El lector se preguntará por qué “análisis de la varianza”, cuando el objetivoes comparar medias. Un sencillo ejemplo nos servirá para aclarar la razón de esta denominación.
Supongamos que se desea analizar si la diferencia entre las medias de tres muestras esestadísticamente significativa o no. Consideremos dos situaciones distintas, representadas por losdiagramas de puntos de la figura 6.1.
A la vista del gráfico resulta sencillo sacar la conclusión de que en el caso a) sí puede hablarse
de diferencias significativas, mientras que en el caso b) no. Pero, ¿por qué? Las diferencias de mediasson exactamente iguales tanto en un casocomo en otro, entonces, ¿por qué en uncaso se ha considerado que la diferenciaes significativa y en el otro no?
La razón es, simplemente, que seha analizado si las diferencias (varia-bilidad) entre las medias es mayor de laque cabría esperar a partir de la varia-bilidad dentro de cada muestra. Y se hallegado a la conclusión, con toda la razón,de que en el caso a) esas diferencias sí sonmayores de lo que cabría esperar, pero enel caso b) no.
En definitiva, lo que se ha hechoes un análisis de la variabilidad, oanálisis de la varianza, para decidir si lasdiferencias de medias son o no estadís-ticamente significativas.
6
Comparación de más de dos tratamientos:
análisis de la varianza
105
Fig. 6.1 ¿Son significativas las diferencias de las medias muestrales?
© los autores, 1998; © Edicions UPC, 1998.
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 103/286
6.1 Método gráfico de comparación de medias para poblaciones independientes
6.1.1 Ideas básicas para la aplicación del método
Vamos a desarrollar en este apartado una sencilla metodología gráfica, que nos permitirá discernir siun conjunto de medias pueden considerarse iguales o distintas. Lo haremos de una forma más objetivaque la usada anteriormente, basada en la simple contemplación de los correspondientes diagramas depuntos, aunque no conviene desestimar este método, que en muchas ocasiones puede ser suficiente yen otras puede utilizarse como complementario.
Empezaremos planteando un sencillo ejercicio: ¿Puede considerarse quelos valores: 15, 17, 16, 21 y 14, pertenecen a una distribución normal con σ = 1?
Una forma de resolver este problema es representando a escala unadistribución normal con σ = 1, junto con los valores dados, para ver si se puedeconsiderar que pertenecen a esta distribución o no.
El cálculo de las ordenadas de la distribución normal puede hacerse a partirde la fórmula de su función densidad de probabilidad1, y como no hay ninguna
limitación en cuanto a la media, consideramos µ = 0 y obtenemos la tabla de laderecha cuya representación será la de la figura 6.2.
Dado que el parámetro µ (media) en unaley normal es un parámetro de localización, pasarde una ley normal de µ = 0 a cualquier otro valorde µ se consigue mediante una simple traslacióndel eje de simetría de la campana al valor de µ.
En la figura 6.3 hemos centrado la campa-na sobre el valor 16, pero lo podríamos haberhecho sobre cualquier otro.
Lo que se trata de ver es si todos losvalores dados caben “debajo” de la campana, para
alguna posición de la misma.En nuestro caso, está claro que no cabentodos los valores; el 21 se queda fuera, y sicentramos la campana en el 21, se quedan fueratodos los demás. Luego, en este caso sepuede considerar que todos los valoresdados pertenecen a una normal con σ = 1,excepto el 21.
Si en vez de comparar nuestros datoscon una normal de σ = 1, lo hiciéramos conuna de σ = 3, ¿deberíamos construir unacampana distinta?
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
106
π
x f(x)
00.511.522.5
3
0.3990.3520.2420.1300.0540.018
0.004
Fig. 6.2 Representación a escala de una distribuciónnormal con µ = 0, σ = 1
Fig. 6.3 Representación de valores junto a una N(0,1)( ) f x e
x
= −1
2
2
2
π
1 Con σ = 1 y µ = 0, se tiene:
0.30
© los autores, 1998; © Edicions UPC, 1998.
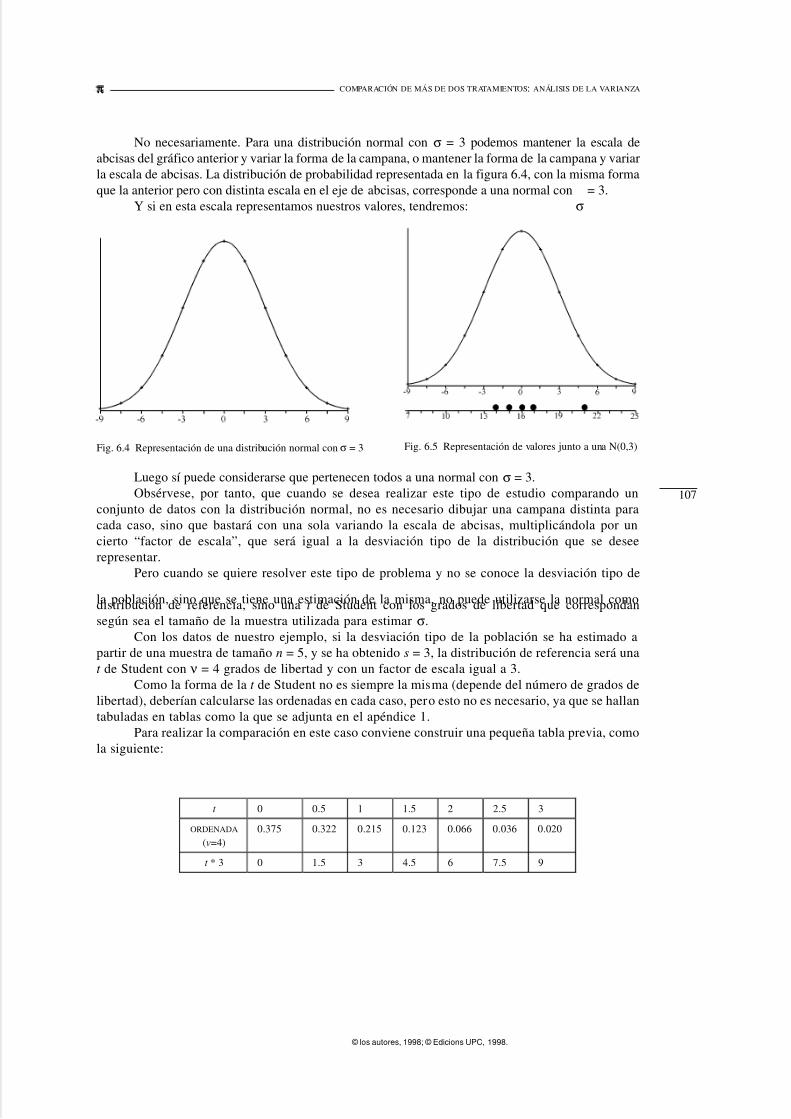
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 104/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
No necesariamente. Para una distribución normal con σ = 3 podemos mantener la escala deabcisas del gráfico anterior y variar la forma de la campana, o mantener la forma de la campana y variarla escala de abcisas. La distribución de probabilidad representada en la figura 6.4, con la misma formaque la anterior pero con distinta escala en el eje de abcisas, corresponde a una normal con
σ= 3.
Y si en esta escala representamos nuestros valores, tendremos:
Luego sí puede considerarse que pertenecen todos a una normal con σ = 3.Obsérvese, por tanto, que cuando se desea realizar este tipo de estudio comparando un
conjunto de datos con la distribución normal, no es necesario dibujar una campana distinta paracada caso, sino que bastará con una sola variando la escala de abcisas, multiplicándola por uncierto “factor de escala”, que será igual a la desviación tipo de la distribución que se deseerepresentar.
Pero cuando se quiere resolver este tipo de problema y no se conoce la desviación tipo de
la población, sino que se tiene una estimación de la misma, no puede utilizarse la normal comodistribución de referencia, sino una t de Student con los grados de libertad que correspondansegún sea el tamaño de la muestra utilizada para estimar σ.
Con los datos de nuestro ejemplo, si la desviación tipo de la población se ha estimado apartir de una muestra de tamaño n = 5, y se ha obtenido s = 3, la distribución de referencia será unat de Student con ν = 4 grados de libertad y con un factor de escala igual a 3.
Como la forma de la t de Student no es siempre la misma (depende del número de grados delibertad), deberían calcularse las ordenadas en cada caso, pero esto no es necesario, ya que se hallantabuladas en tablas como la que se adjunta en el apéndice 1.
Para realizar la comparación en este caso conviene construir una pequeña tabla previa, comola siguiente:
107
π
Fig. 6.5 Representación de valores junto a una N(0,3)Fig. 6.4 Representación de una distribución normal con σ = 3
t 0 0.5 1 1.5 2 2.5 3
ORDENADA
(v=4)0.375 0.322 0.215 0.123 0.066 0.036 0.020
t * 3 0 1.5 3 4.5 6 7.5 9
© los autores, 1998; © Edicions UPC, 1998.
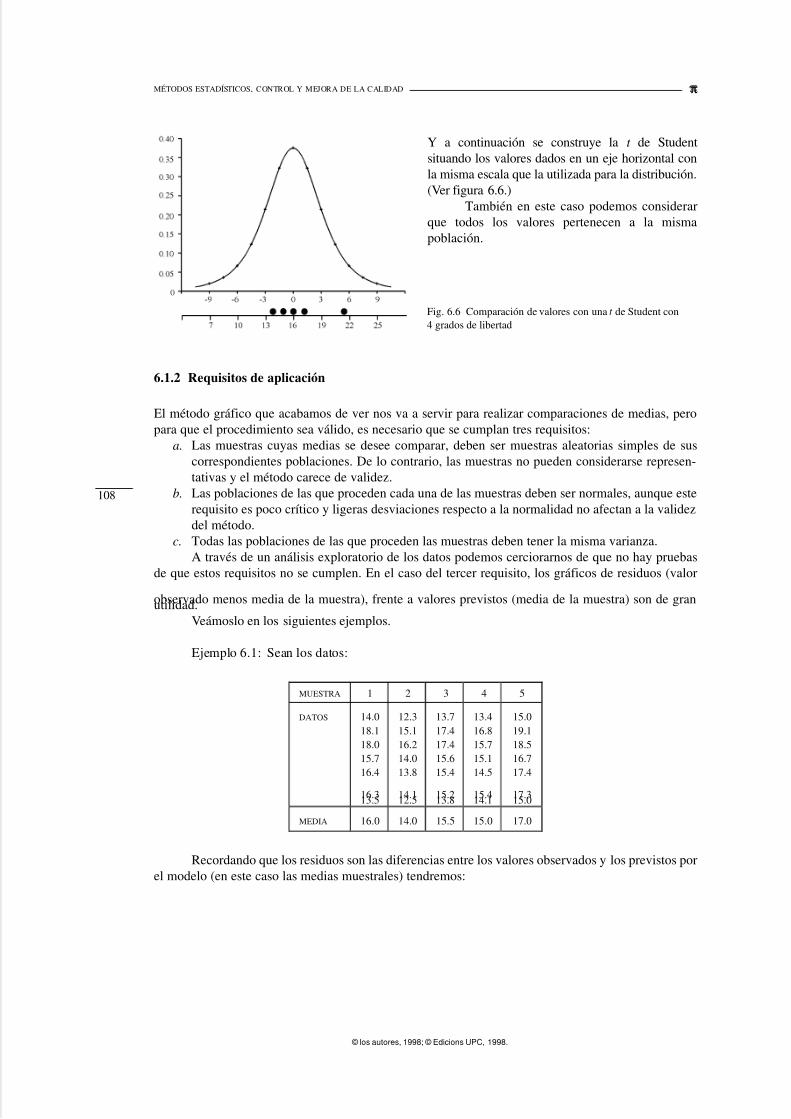
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 105/286
Y a continuación se construye la t de Studentsituando los valores dados en un eje horizontal conla misma escala que la utilizada para la distribución.(Ver figura 6.6.)
También en este caso podemos considerarque todos los valores pertenecen a la mismapoblación.
6.1.2 Requisitos de aplicación
El método gráfico que acabamos de ver nos va a servir para realizar comparaciones de medias, peropara que el procedimiento sea válido, es necesario que se cumplan tres requisitos:
a. Las muestras cuyas medias se desee comparar, deben ser muestras aleatorias simples de suscorrespondientes poblaciones. De lo contrario, las muestras no pueden considerarse represen-tativas y el método carece de validez.
b. Las poblaciones de las que proceden cada una de las muestras deben ser normales, aunque esterequisito es poco crítico y ligeras desviaciones respecto a la normalidad no afectan a la validezdel método.
c. Todas las poblaciones de las que proceden las muestras deben tener la misma varianza.A través de un análisis exploratorio de los datos podemos cerciorarnos de que no hay pruebas
de que estos requisitos no se cumplen. En el caso del tercer requisito, los gráficos de residuos (valor
observado menos media de la muestra), frente a valores previstos (media de la muestra) son de granutilidad.Veámoslo en los siguientes ejemplos.
Ejemplo 6.1: Sean los datos:
Recordando que los residuos son las diferencias entre los valores observados y los previstos porel modelo (en este caso las medias muestrales) tendremos:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
108
π
Fig. 6.6 Comparación de valores con una t de Student con4 grados de libertad
MUESTRA 1 2 3 4 5
DATOS 14.018.118.015.716.4
16.313.5
12.315.116.214.013.8
14.112.5
13.717.417.415.615.4
15.213.8
13.416.815.715.114.5
15.414.1
15.019.118.516.717.4
17.315.0
MEDIA 16.0 14.0 15.5 15.0 17.0
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 106/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
Y el gráfico de residuos frente a valores previstos tiene el aspecto:
Luego nada nos hace pensar que la variabilidad (varianza) seas distinta entre poblaciones, ypodemos asumir el tercer requisito.
Ejemplo 6.2: Sean los datos:
En este caso los residuos son:
109
π
MUESTRA 1 2 3 4 5
RESIDUOS -2.02.1
2.0-0.30.40.3
-2.5
-1.71.1
2.20.0
-0.20.1
-1.5
-1.81.9
1.90.1
-0.1-0.3-1.7
-1.61.8
0.70.1
-0.50.4
-0.9
-2.02.1
1.5-0.30.40.3
-2.0
Fig. 6.7 Gráfico de residuos frente a valores previstos (no se observa heterocedasticidad)
MUESTRA 1 2 3 4 5
DATOS 14.019.118.015.7
16.416.312.5
13.314.115.214.0
14.813.113.5
13.818.216.915.6
16.615.212.2
13.416.815.715.1
14.515.414.1
13.021.118.716.7
17.217.315.0
MEDIA 16.0 14.0 15.5 15.0 17.0
R e s i d u o s
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 107/286
Se obtiene el siguiente gráfico de residuos frente a valores previstos:
En este caso no se puede suponer que la variabilidad sea la misma para todas las poblaciones.De hecho, se da un fenómeno que suele ocurrir con cierta frecuencia, y es que la varibilidad aumentaal aumentar la media, dando origen a gráficos como el que nosotros hemos representado, con una típica
forma de embudo. Este fenómeno se denomina “heterocedasticidad”, y cuando se da, no se puedenaplicar las técnicas clásicas de análisis de la varianza como las que veremos a continuación.
6.1.3 Caso de la comparación de procedimientos de montaje. Aplicación del método
Los datos que se presentan a continuación corresponden a la productividad media por hora en el montajede un cierto mecanismo, según que el procedimiento empleado sea el A, el B o el C . Supondremos quela recogida de los datos se ha aleatorizado convenientemente y que nada hace suponer que exista algúnfactor que no ejerza el mismo tipo de influenciapara todos los resultados obtenidos.
¿Puede decirse que los tres procedimientosno dan la misma productividad?, y en este caso,¿cuál o cuáles son distintas?
El razonamiento que se hace en la reso-lución de este tipo de problemas es considerar quese da la circunstancia más conservadora (hipótesisnula, H 0), que en nuestro caso sería considerar quelos tres procedimientos dan la misma producti-
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
110
π
MUESTRA 1 2 3 4 5
RESIDUOS -2.03.1
2.0-0.30.40.3
-3.5
-0.70.1
1.20.00.8
-0.9-0.5
-1.72.7
1.40.11.1
-0.3-3.3
-1.61.8
0.70.1
-0.50.4
-0.9
-4.04.1
1.7-0.31.20.3
-3.0
PROCEDIMIENTO
A B C
PRODUCTIVIDAD /h. 2.62.53.12.6
3.23.13.53.4
2.62.52.72.7
MEDIA 2.7 3.3 2.625DES. TIPO 0.27 0.18 0.10
Fig. 6.7 Gráfico de residuos frente a valores previstos. Se observa heterocedasticidad
R e s i d u o s
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 108/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
vidad, contrastando a continuación si los datos de que se dispone son coherentes con la hipótesisplanteada o, por el contrario, no lo son, en cuyo caso es rechazada.
Que los tres procedimientos den la misma productividad significa que sus medias poblaciona-les son iguales, es decir que podemos plantear la hipótesis nula de la forma:
H 0 : µ A = µ B = µ CLa hipótesis alternativa ( H 1) es la que se considera cierta en el caso de que no se cumpliese la
hipótesis nula, que en este caso será simplemente considerar que no todas las medias son iguales.La metodología que se debe seguir, si no existe evidencia de incumplimiento de los requisitos
necesarios, puede resumirse en las siguientes etapas:
a) Estimar la varianza poblacional única σ2 (recuerde que éste era uno de los requisitos) medianteuna media ponderada de las varianzas muestrales.Cada una de las varianzas muestrales es un buen estimador de σ2, pero seguramente todas son
distintas. Entonces, ¿con cuál nos quedamos? Si las muestras son iguales en tamaño utilizaremos lamedia aritmética de las varianzas muestrales y, si no lo son, haremos una media de las s2 ponderadasegún los grados de libertad de cada muestra (nos fiamos más de las muestras más grandes).
La fórmula general para el cálculo de la estimación de σ2, que llamaremos sR2, será:
donde:k : Número de procedimientos (o, en general, tratamientos) a compararnt: Número de datos de que se dispone correspondientes al tratamiento t
st2: Varianza de los datos correspondientes al tratamiento t
N : Número total de datos en los k tratamientosEn nuestro caso, al ser iguales los tamaños de muestra, no es necesario aplicar ponderación
alguna, sino que podemos calcular sR2
de la forma:
De donde:
con ν = 9 grados de libertad (3 de cada muestra).
b) Calcular el factor de escala de la t-Student con ν = 9.Recuerde que la media de una muestra se distribuye con una desviación tipo igual a la
desviación tipo de la población, dividida por la raíz cuadrada del tamaño de la muestra (teorema centraldel límite). Por tanto, en nuestro caso el factor de escala será:
Si los tamaños de las muestras no son iguales (pero no muy distintos), entonces en lugar de n
se utiliza:
111
π
( )
( )
( )s
n s
n
n s
N k R
t t t
k
t t
k
t t t
k
2
2
1
1
2
11
1
1
=−
−=
−
−=
=
=∑
∑
∑
ss s s
R
A B C 22 2 2
3
0 073 0 032 0 010
30038=
+ +=
+ +=
. . ..
factor de escala = = =s
n
R 0196
40098
..
s R = =0 038 0196. .
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 109/286
c) Construir la distribución de referencia según el método visto anteriormenteEn este caso, la tabla será:
Con lo que se obtiene una distribución de la forma indicada en la figura 6.9.
d ) Situar las medias en un eje horizontal con la misma escala que la utilizada en la distribución dereferencia. Deslizar la distribución y sacar conclusiones.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
112
π
n
n
k
t t
k
= =∑
1
t 0 0.5 1 1.5 2 2.5 3
ORDENADA
(< = 9)
0.388 0.388 0.229 0.127 0.062 0.028 0.012
t *0.098 0 0.049 0.098 0.147 0.196 0.245 0.294
Fig. 6.9 Construcción de una distribución de referencia
Fig. 6.10 Comparación de valores con su distribución dereferencia (¡misma escala del eje de abcisas!)
Fig. 6.11 No se puede afirmar que A y B sean distintos, nique lo sean B y C, pero sí que lo son A y C
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 110/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
Vemos que no se puede considerar que las tres medias muestrales pertenezcan a la distribucióna la que deberían pertenecer si las medias poblacionales fueran iguales. Luego los datos no están enconsonancia con la hipótesis nula realizada que, por tanto, será rechazada.
La conclusión es que los procedimientos A y C son estadísticamente indistinguibles, mientrasque el B presenta una diferencia significativa respecto a los otros dos. Nótese que el hecho de que A
sea indistinguible de B y B indistinguible de C , no implica que A sea indistinguible de C , tal como ponede manifiesto la figura 6.11.
6.2 Caso de la comparación de procedimientos de montaje con datos bloqueados.
Hipótesis sobre el modelo de la respuesta
Supongamos que en el experimento anterior de análisis de la productividad de tres técnicas de montajedistintas se desea tomar cuatro datos de cada procedimiento, pero considerando ahora que sólo sepuede tomar un dato cada día, y de forma que se tiene la sospecha de que el día de la semana tambiénpuede influir en la productividad.
En este caso, es mejor no recoger los datos de una forma totalmente aleatoria, ya que podría ocurrirque tres datos correspondientes al procedimiento A fueran tomados el lunes, y si este día de la semana elnivel de productividad fuera menor, achacaríamos una disminución del nivel de respuesta alprocedimiento, cuando en realidad correspondería al día en que se tomaran los datos.
En circunstancias como ésta, es indispensable planificar la recogida de datos de forma que el posibleefecto de ese factor, que no se puede mantener constante, quede convenientemente neutralizado.
Una forma de hacerlo es tomando los datos de la siguiente forma:
El experimento ha consistido en cuatro bloques (días), y se han tomado datos para cada uno delos procedimientos de forma aleatoria dentro de cada bloque (diseño en “bloques aleatorizados”). Deesta forma, dentro de cada bloque pueden compararse las productividades (respuesta) de cada procedi-miento, por mucha variación que haya en las medias de los bloques.
Consideraremos que cada resultado obtenido yti se puede expresar mediante el modelo:
donde:µ: Media generalβi: Efecto correspondiente al bloque i
τt: Efecto correspondiente al tratamiento t
εti: Perturbación aleatoria correspondiente a la observación ti. εti - N (0, σ2).
113
π
PROCEDIMIENTO
A B C DÍA
2.6 3.2 2.6 LunesPRODUCTIVIDAD 2.1 2.7 2.1 Martes
3.5 3.9 3.1 MiJrcoles
2.6 3.4 2.7 Jueves
y ti i t ti= + + +µ β τ ε
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 111/286
Como puede observarse en el modelo, el bloque tiene un efecto aditivo sobre la respuesta,subiendo o bajando el nivel de la misma para todas las observaciones incluidas en el bloque. Si noexiste efecto bloque, βi=0 para cualquier i.
6.2.1 Resolución
El objetivo será hallar una distribución de referencia para comparar las medias de los bloques y otrapara la media de los procedimientos (esta última es la de interés fundamental).
Pero en primer lugar siempre es conveniente representar los datos gráficamente. Unarepresentación gráfica de los datos que resulta muy adecuada en este tipo de casos es la que se indicaen la figura 6.12.Para iniciar el análisis de los datos, en primer lugar escribiremos la tabla de resultados incluyendo lasmedias de los bloques y de los procedimientos.
El supraíndice sobre cada uno de los valores corresponde al orden de toma de los datos que, talcomo se ha dicho, es aleatorio dentro de cada bloque.
La metodología que se debe seguir en estos casos se resume en las siguientes etapas:
a. Eliminar las diferencias de nivel entre bloques, restándole a cada dato la media de su bloque:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
114
π
PROCEDIMIENTOSMEDIAS
DE LOS
A B C BLOQUES
Lunes 2.6(2) 3.2(1) 2.6(3) 2.8
Martes 2.1(1) 2.7(3) 2.1(2) 2.3
MiJrcoles 3.5(2) 3.9(1) 3.1(3) 3.5
Jueves 2.6(3) 3.4(2) 2.7(1) 2.9
MEDIAS 2.7 3.3 2.625
PROCEDIMIENTOS SUMA
A B C
Lunes -0.2 0.4 -0.2 0
Martes -0.2 0.4 -0.2 0
MiJrcoles 0 0.4 -0.4 0
Jueves -0.3 0.5 -0.2 0
MEDIAS -0.175 0.425 -0.250
Fig. 6.12 Gráfico para la comparación de las productividadesobtenidas con los datos bloqueados
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 112/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
b. Calcular los residuos. Es decir, a cada observación de la tabla obtenida en la etapa anterior,restarle la media de su columna (valor previsto):
c. Estimar la varianza poblacional σ2.La estimación de la varianza poblacional puede hacerse de la siguiente forma:
En este caso, si llamamos a al número de tratamientos y b al número de bloques, el número degrados de libertad es:
Realmente, en la tabla de residuos, sabiendo que las filas y las columnas suman cero, podemostapar los datos correspondientes a cualquier fila y también los correspondientes a cualquier columna,y volverlos a deducir. Sólo hay 6 residuos que se mueven libremente (6 grados de libertad).
Por tanto, en nuestro caso tendremos:
de donde,
d. Calcular el factor de escala para la comparación de tratamientos.Si H0 : µ A = µ B = µ C fuera cierta, las medias muestrales correspondientes a cada procedimiento
se distribuirían según una t de Student con ν = 6 grados de libertad y con un factor de escala(desviación tipo):
donde b es el número de observaciones dentro de cada tratamiento, o lo que es lo mismo, el tamaño delas muestras.
e. Calcular el factor de escala para comparar las medias de los bloquesEn este caso será:
115
π
PROCEDIMIENTOS SUMA
A B C
Lunes -0.025 -0.025 0.05 0
Martes -0.025 -0.025 0.05 0
MiJrcoles 0.175 -0.025 -0.15 0
Jueves -0.125 0.075 0.05 0
SUMA 0 0 0
s R
2 = Suma de cuadrados de los residuosGrados de libertad
( ) ( )Grados de libertad = − ∗ − = ∗ =a b1 1 2 3 6
( ) ( ) ( ) ( )s R
2
2 2 2 2
0 025 0 025 0175 0 056
0014167= − + − + + + =. . . ... . .
s R = =0 014167 0119. .
factor de escala = = =s
b
R 0119
400595
..
factor de escala = = =s
a
R 0119
300687
..
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 113/286
donde a el número de observaciones dentro de cada bloque, o tamaño de las muestras a partir de lasque se han calculado las medias de los bloques.
f. Construir las distribuciones de referencia.Elaboramos la tabla previa, construida de forma que sea útil para las dos distribuciones.
Luego hay diferencias de productividad según el método utilizado (resultado que nos interesabasaber), y también podemos afirmar que existe diferencia de productividad según el día de la semana.
¿Qué hubiera ocurrido si a unos datos bloqueados como los anteriores, les hubiéramos aplicadola técnica de análisis que corresponde a datos independientes (diseños totalmente aleatorizados)?
En este caso, el estimador de la varianza poblacional única (con las desviaciones tipo de losprocedimientos A, B y C) hubiera sido:
Luego:
el factor de escala sería:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
116
π
t 0 0.5 1 1.5 2 2.5 3
ORDENADA
(< = 6)
0.383 0.332 0.223 0.126 0.064 0.032 0.016
t * 0.0595
(PROCEDIMIENTO)
0 0.030 0.060 0.089 0.119 0.149 0.179
t * 0.0687
(BLOQUES)
0 0.034 0.069 0.103 0.137 0.172 0.206
Fig. 6.13 Comparación de las medidas de los tratamientos Fig. 6.14 Comparación de las medidas de los bloques
Y tenemos, para los tratamientos: y para los bloques:
s g l R
22 2 20 58 0 50 0 41
30 25 9=
+ += =
. . .. , . .con ν
s R = =0 5 9. con ν
factor de escala = = =s
n
R 0 5
40 25
..
© los autores, 1998; © Edicions UPC, 1998.
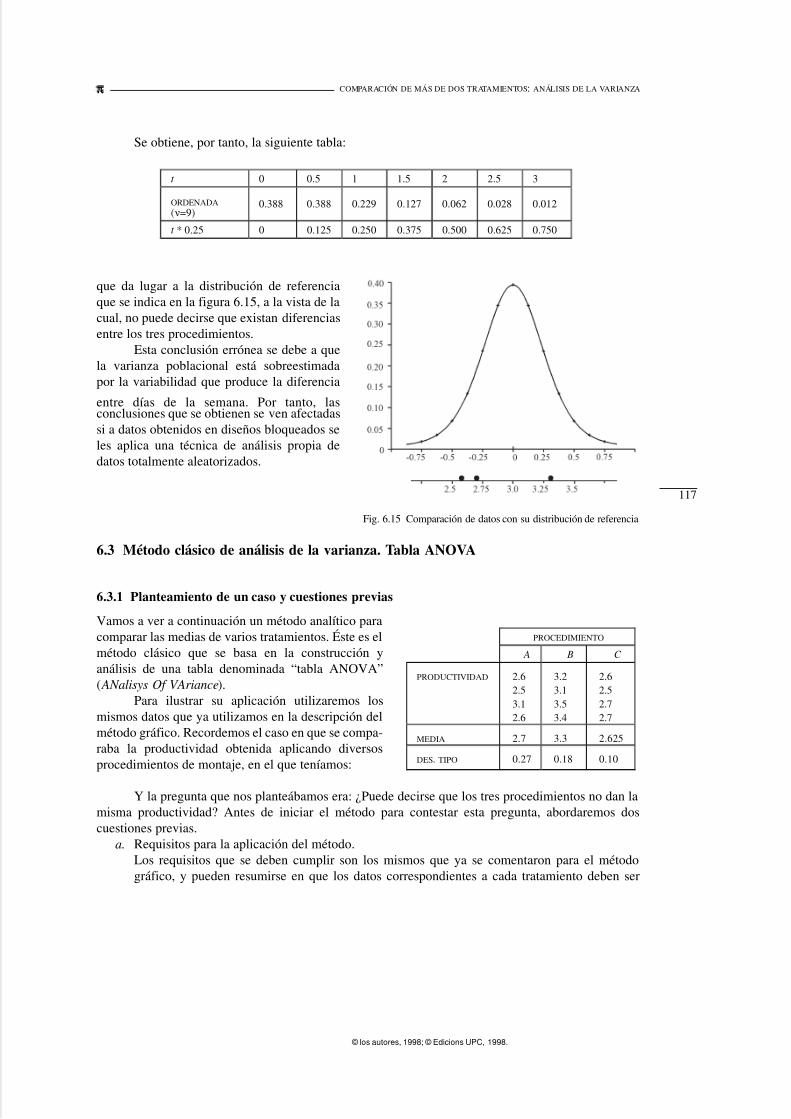
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 114/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
Se obtiene, por tanto, la siguiente tabla:
que da lugar a la distribución de referenciaque se indica en la figura 6.15, a la vista de lacual, no puede decirse que existan diferenciasentre los tres procedimientos.
Esta conclusión errónea se debe a quela varianza poblacional está sobreestimadapor la variabilidad que produce la diferencia
entre días de la semana. Por tanto, lasconclusiones que se obtienen se ven afectadassi a datos obtenidos en diseños bloqueados seles aplica una técnica de análisis propia dedatos totalmente aleatorizados.
6.3 Método clásico de análisis de la varianza. Tabla ANOVA
6.3.1 Planteamiento de un caso y cuestiones previas
Vamos a ver a continuación un método analítico paracomparar las medias de varios tratamientos. Éste es elmétodo clásico que se basa en la construcción yanálisis de una tabla denominada “tabla ANOVA”( ANalisys Of VAriance).
Para ilustrar su aplicación utilizaremos losmismos datos que ya utilizamos en la descripción delmétodo gráfico. Recordemos el caso en que se compa-raba la productividad obtenida aplicando diversosprocedimientos de montaje, en el que teníamos:
Y la pregunta que nos planteábamos era: ¿Puede decirse que los tres procedimientos no dan lamisma productividad? Antes de iniciar el método para contestar esta pregunta, abordaremos doscuestiones previas.
a. Requisitos para la aplicación del método.Los requisitos que se deben cumplir son los mismos que ya se comentaron para el métodográfico, y pueden resumirse en que los datos correspondientes a cada tratamiento deben ser
117
π
t 0 0.5 1 1.5 2 2.5 3
ORDENADA(<=9)
0.388 0.388 0.229 0.127 0.062 0.028 0.012
t * 0.25 0 0.125 0.250 0.375 0.500 0.625 0.750
Fig. 6.15 Comparación de datos con su distribución de referencia
PROCEDIMIENTO
A B C
PRODUCTIVIDAD 2.62.53.12.6
3.23.13.53.4
2.62.52.72.7
MEDIA 2.7 3.3 2.625
DES. TIPO 0.27 0.18 0.10
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 115/286
muestras aleatorias simples de sus correspondientes poblaciones, poblaciones que deben sertodas normales y de la misma varianza, es decir, iguales en todo excepto, quizá, en su media.Como siempre, un adecuado análisis exploratorio de los datos sirve para verificar que nada seopone al cumplimiento de los requisitos establecidos.
b. Notación.En general, consideraremos que existen k tratamientos y que el tratamiento t contiene nt
observaciones, de forma que los datos se pueden escribir:
A la media general de todos los datos se le denomina .
6.3.2 Construcción e interpretación de la tabla ANOVA en diseños totalmente aleatorizados
a) Cálculo de sR2.
Se trata de la estimación de la varianza poblacional única, σ2, a partir de la variación dentro delos tratamientos.
El método habitual consiste en calcular la media de las varianzas de las muestras, ponderándolasegún los grados de libertad de cada muestra.
Teniendo en cuenta que:
tenemos:
y por tanto, podemos escribir:
En nuestro caso:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
118
π
y y y y
y y y y
y y y y
t k
i i ti ki
n n tn knt k
11 21 1 1
1 2
1 21 2
L L
M M M M
M M M M
L L
ss s s s
Rt t k k
t k
2 1 12
2 22 2 2
1 2
=+ + + + +
+ + + + +ν ν ν ν
ν ν ν ν
... ...
... ...
( )ν t t ti t i
n
t s y y S C t
2
1
2
= − ≡=∑
( )SC y y S C t t
k
t
k
ti t i
n
R
t
= − ≡== =∑∑ ∑
11 1
2
( )( ) ( ) ( )
s
y y
n n n
SC
N k R
t
k
ti t i
n
k
R
t
2 1 1
2
1 21 1 1=
−
− + − + + −=
−= =∑ ∑
...
y
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 116/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
b) Cálculo de sT2.
Se trata de realizar una estimación de σ2 basándonos en la variación entre tratamientos.Si no hubiera diferencia entre las medias poblacionales de los tratamientos, todas las
poblaciones serían iguales (en realidad sería una sola población) y podríamos obtener una estimaciónde σ2 a partir de la variación de las medias de los tratamientos respecto a la media general.
Supongamos que todos los tratamientos tienen el mismo número de observaciones n. Como lamedia muestral se distribuye con varianza σ2 / n, tendremos que:
Luego:
¿Qué ocurre si no todos los tratamientos tienen el mismo número de observaciones?Sustituyendo n por nt, que en este caso deberá ir colocado dentro del sumatorio, obtenemos:
El nuevo estimador de σ2, sólo válido cuando las medias poblacionales son iguales, se llama sT2,
y su fórmula es:
En nuestro caso tenemos:
Obsérvese que si la media pobla-cional de los tratamientos no es la mis-ma, sT
2 será mayor que sR2, ya que en este
caso está afectada, no sólo por la
119
π
A B C
nt
st2
SC t
SC R
N-k
sR2
40.073
0.220
40.033
0.100
40.010
0.027= 0.3475= 12 - 3 = 9= 0.3475 / 9 = 0.0386
( ) y y
k n
t t
k
−
−=∑
1
2
2
1es un estimador de
σ
( )n y y
k
t t
k
−
−=∑
1
2
1es un estimador de 2σ
( )n y y
k
t t t
k
−−
=∑1
2
1
( )s
SC n y y
k T
T
t
t t t
k
2 1
2
1= =
−
−=∑
ν
A B C
2.7 3.3 2.625
-0.175 0.425 -0.250
0.031 0.181 0.625
nt 4 4 4
nt 0.1225 0.7225 0.250 E = 1.095
yt
y yt −
( ) y yt −2
n y yt t ( )− 2
sT
2 1095
2 0 55= =.
.y = 2875.
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 117/286
variabilidad dentro de los tratamientos (caso de sR2), sino también por la variabilidad entre
tratamientos.
c) Comparación entre sR
2 y sT
2.Tenemos dos estimadores de σ2:
sR2:Se obtiene a partir de la varianza de las observaciones de cada uno de los tratamientos. Siempre
es un buen estimador de σ2.sT
2:Se obtiene a partir de la varianza de las medias de los tratamientos. Sólo es un buen estimadorde σ2 si la hipótesis de igualdad de medias poblacionales es cierta.Si sT
2 es mucho mayor que sR2 (como en el caso de nuestro ejemplo), nos induce a pensar que
la hipótesis de igualdad de medias entre tratamientos es insostenible.Más adelante se verá cómo se puede contrastar esta sospecha de forma más objetiva.
d ) Tercera forma de estimar σ2.Si las medias de todos los tratamientos son iguales, otro estimador de σ2 es el obtenido
calculando la varianza de todas las observaciones globalmente, sin distinguir entre tratamientos. A esta
nueva estimación se la denomina sD2, y tiene como expresión:
El valor N -1 son los grados de libertad de sD2, para los cuales se utiliza la notación νD.
Puede comprobarse algebráicamente que se verifican las siguientes igualdades:
y que para el cálculo de SC D puede utilizarse la expresión:
e) Presentación de la tabla ANOVA.Los cálculos realizados anteriormente se resumen en una tabla que tiene el siguiente aspecto:
Los valores de SC D y νD, que son los más fáciles de calcular, sirven para verificar la correcciónde los cálculos de SC T, SC R, νT y νR.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
120
π
( )s
y y
N
SC
N D
t
k
tii
n
D
t
2 1
2
1
1 1=
−
−=
−= =∑ ∑
SC SC SC D R T = +
ν ν ν D R T = +
SC y N y Dt
k
tii
nt
= −= =∑ ∑
1
2 2
1
FUENTE DE
VARIACIÓN
SUMA DE
CUADRADOS
GRADOS DE
LIBERTAD
CUADRADOS
MEDIOS RELACIÓN
Entre
tratamientos
SC T = 1.095 <T = 2 sT2 = 0.5475 sT
2 / sR2 = 14.2
Dentro de los
tratamientos
SC R = 0.3475 <R = 9 sR2 = 0.0386
Total respecto a lamedia general
SC D = 1.4425 <D = 11
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 118/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
f ) Uso de la tabla ANOVA.Es sabido que, si sy
2 es la varianza de una muestra aleatoria de tamaño ny de una poblaciónnormal de varianza σy
2 y, análogamente, sx2 es la varianza de una muestra aleatoria de tamaño nx de
una población normal de varianzaσx
2, se verifica que:
y por otra parte, si U es una variable aleatoria que sigue una distribución de χ2 con ν1 grados delibertad, y V otra variable aleatoria que también sigue una distribución χ2, pero esta vez con ν2 gradosde libertad, siendo U y V independientes, se verifica que:
A partir de las expresiones anteriores, y mediante transformaciones algebraicas, puede llegarse a:
Por tanto, si σ12 = σ2
2, se tiene que:
Es decir, si s12 estima la misma varianza poblacional que s2
2, su cociente se distribuye según unaF de Snedecor con ν1 y ν2 grados de libertad.
¿Podemos decir en nuestro caso que sR2 y sT
2 estiman la misma σ2?
La relación sT2
/ sR2
es igual a 14.18. Si las tres poblaciones tuvieran la misma media, sería unvalor de una distribución F de Snedecor con 2 y 9 grados de libertad. ¿Es esto posible? Sí, pero es muypoco probable. Consultando las tablas se observa que tal probabilidad es de 0.002, luego podemosdecir que nuestros datos no son coherentes con la hipótesis de igualdad de medias, hipótesis que portanto será rechazada.
6.3.3 Tabla ANOVA para diseños bloqueados
Tomamos los datos y el planteamiento yarealizados en el apartado 6.2:
121
π
( )ns
y
y
yn y
− −12
2 12
σ χ
( )ns
x
x
xn x
− −12
2 12
σ χ
( )F U
U =
ν
ν ν ν 1
21 2F-Snedecor ;
-
-
-
s
sF 1
2
22
12
22 1 2
σ
σ ν ν -
s
sF 1
2
22 1 2ν ν -
PROCEDIMIENTOS MEDIAS DE
A B C LOS BLOQUES
Lunes 2.6
(2)
3.2
(1)
2.6
(3)
2.8Martes 2.1(1) 2.7(3) 2.1(2) 2.3
MiJrcoles 3.5(2) 3.9(1) 3.1(3) 3.5
Jueves 2.6(3) 3.4(2) 2.7(1) 2.9
MEDIAS 2.7 3.3 2.625
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 119/286
En este caso de diseños bloqueados se usa la notación:
Las fórmulas generales de las sumas de cuadrados para la construcción de la tabla son 2:> Suma de cuadrados debida a la variación entre bloques:
> Suma de cuadrados debida a la variación entre tratamientos:
> Suma de cuadrados debida a la variación dentro de los tratamientos:
> Suma de cuadrados total:
Con los siguientes grados de libertad:
La tabla ANOVA de nuestros datos, tendrá la siguiente forma:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
122
π
TratamientoMedia delos bloques
1 2 ... t ... k1 y11 y21 ... yt1 ... yk1
2 y12 y22 ... yt2 ... yk2...
.
.
....
.
.
....
ue i y1i y2i ... yti ... yki...
.
.
....
.
.
....
n y1n y2n ... ytn ... ykn
ia demientos:
... ...Media general
yi
y y1 y2 yt yk
Bloque
Media detratamientos
( )SC k y y B ii
n
= −∑ 2
( )SC n y yT t i
k
= −∑2
( )SC y y y y Rt
k
ti i t i
n
= − − +∑ ∑ 2
SC y nky Dt
k
tii
n
= −∑ ∑ 2 2
SUMA DE
CUADRADOS
GRADOS DE
LIBERTAD
SC B
SC T
SC R
SC D
n-1k -1
(n-1)(k -1)nk -1
2 La deducción detallada de estas fórmulas puede verse en el libro de Box, Hunter y Hunter Estadística para
investigadores. Ed. Reverté, Barcelona, 1988.
. . .
. . .
© los autores, 1998; © Edicions UPC, 1998.
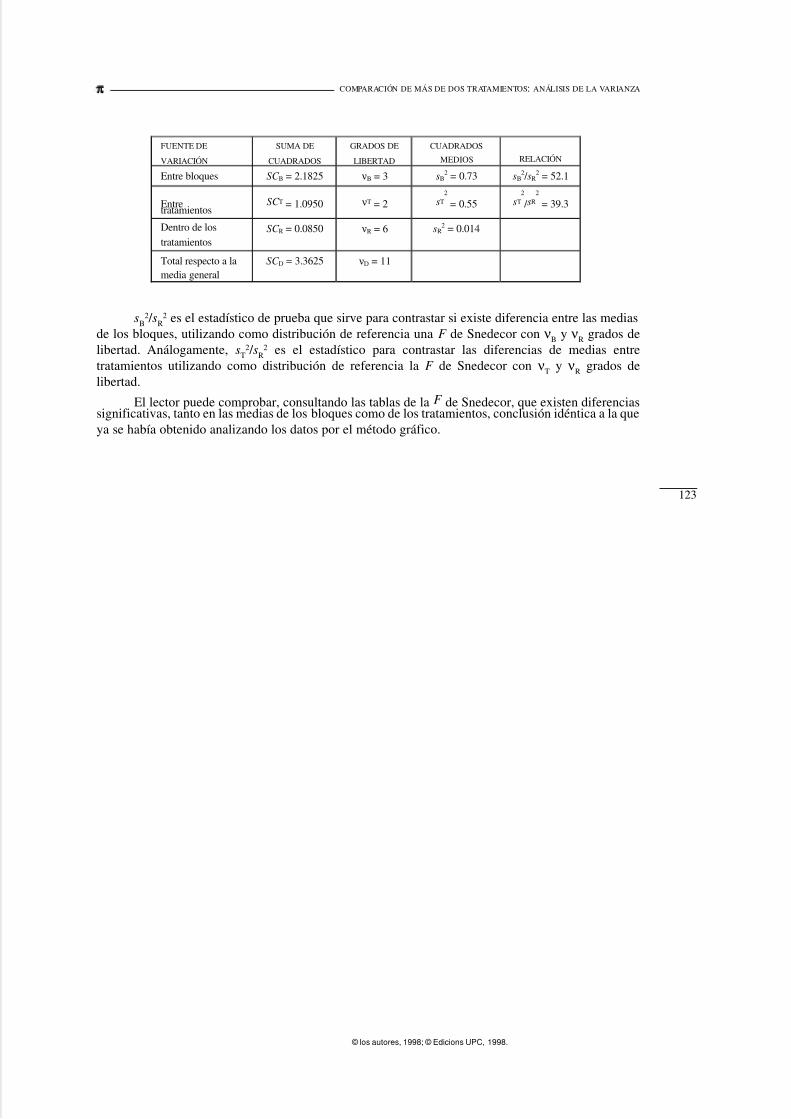
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 120/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
sB2 / sR
2 es el estadístico de prueba que sirve para contrastar si existe diferencia entre las mediasde los bloques, utilizando como distribución de referencia una F de Snedecor con νB y νR grados delibertad. Análogamente, sT
2 / sR2 es el estadístico para contrastar las diferencias de medias entre
tratamientos utilizando como distribución de referencia la F de Snedecor con νT y νR grados delibertad.
El lector puede comprobar, consultando las tablas de la F de Snedecor, que existen diferenciassignificativas, tanto en las medias de los bloques como de los tratamientos, conclusión idéntica a la queya se había obtenido analizando los datos por el método gráfico.
123
π
FUENTE DE
VARIACIÓN
SUMA DE
CUADRADOS
GRADOS DE
LIBERTAD
CUADRADOS
MEDIOS RELACIÓN
Entre bloques SC B = 2.1825 <B = 3 sB2 = 0.73 sB
2 / sR2 = 52.1
Entretratamientos
SC T = 1.0950 <T = 2 sT2
= 0.55 sT2
/ sR2
= 39.3
Dentro de los
tratamientosSC R = 0.0850 <R = 6 sR
2 = 0.014
Total respecto a lamedia general
SC D = 3.3625 <D = 11
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 121/286
Ejercicios
6.1 Se selecciona una muestra aleatoria de 30 muelles. Esta muestra se divide en tres partes y sepintan los muelles de cada parte con una pintura diferente.Posteriormente, los muelles son sometidos a una prueba de elongación y se obtienen lossiguientes valores:
Realice los gráficos y análisis que le parezcan convenientes. Compruebe las hipótesis. ¿Hayalgún efecto del tipo de pintura en la elongación?
6.2 Para comparar la efectividad de tres tipos diferentes de pinturas fosforescentes para señales detráfico, se pintan ocho cuadrantes con cada una de las pinturas. Luego se iluminan loscuadrantes y los siguientes datos indican los minutos que dieron luz por encima de un ciertoumbral, después de que la iluminación fuese apagada.
¿Pueden considerarse idénticos los tres tipos de pintura? En caso contrario decir cuál es elmejor, razonando la respuesta.
6.3 En una determinada fábrica de galletas, se desea saber si las harinas de sus tres proveedoresproducen la misma viscosidad en la masa. Para ello produce durante un día nueve masas, tresde cada tipo de harina, y mide su viscosidad. Los resultados obtenidos son:
¿Puede decirse que existen diferencias en las viscosidades obtenidas?No satisfechos con el resultado, se repite el experimento quince días más tarde, con lossiguientes resultados:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
124
π
PINTURA A PINTURA B PINTURA C
0.380.260.410.330.330.370.540.760.39
0.74
0.530.350.380.451.090.460.570.460.39
0.56
0.510.630.460.470.420.450.410.390.66
0.76
TIPO A 46.3 48.2 42.0 41.8 48.9 51.0 49.7 50.1
TIPO B 48.7 53.6 49.3 47.3 51.4 53.9 43.6 48.8
TIPO C 62.3 64.7 56.2 60.2 53.6 55.5 61.8 54.5
PROVEEDOR A PROVEEDOR B PROVEEDOR C
19
23
21
17
18
21
22
21
24
© los autores, 1998; © Edicions UPC, 1998.
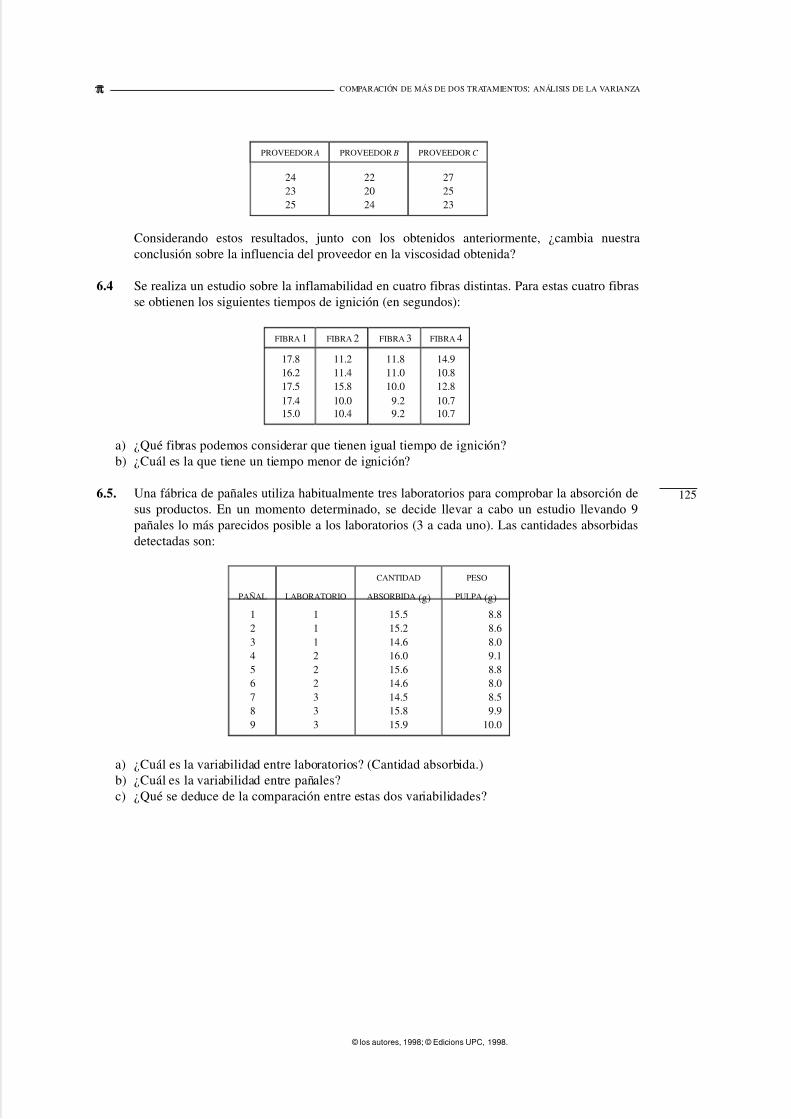
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 122/286
COMPARACIÓN DE MÁS DE DOS TRATAMIENTOS: ANÁLISIS DE LA VARIANZA
Considerando estos resultados, junto con los obtenidos anteriormente, ¿cambia nuestraconclusión sobre la influencia del proveedor en la viscosidad obtenida?
6.4 Se realiza un estudio sobre la inflamabilidad en cuatro fibras distintas. Para estas cuatro fibrasse obtienen los siguientes tiempos de ignición (en segundos):
a) ¿Qué fibras podemos considerar que tienen igual tiempo de ignición?b) ¿Cuál es la que tiene un tiempo menor de ignición?
6.5. Una fábrica de pañales utiliza habitualmente tres laboratorios para comprobar la absorción desus productos. En un momento determinado, se decide llevar a cabo un estudio llevando 9pañales lo más parecidos posible a los laboratorios (3 a cada uno). Las cantidades absorbidasdetectadas son:
a) ¿Cuál es la variabilidad entre laboratorios? (Cantidad absorbida.)b) ¿Cuál es la variabilidad entre pañales?c) ¿Qué se deduce de la comparación entre estas dos variabilidades?
125
π
PROVEEDOR A PROVEEDOR B PROVEEDOR C
242325
222024
272523
FIBRA 1 FIBRA 2 FIBRA 3 FIBRA 4
17.816.217.517.415.0
11.211.415.810.010.4
11.811.010.0
9.29.2
14.910.812.810.710.7
PAÑAL LABORATORIO
CANTIDAD
ABSORBIDA (g)
PESO
PULPA (g)
123456789
111222333
15.515.214.616.015.614.614.515.815.9
8.88.68.09.18.88.08.59.9
10.0
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 123/286
7.1 Necesidad de la experimentación
7.1.1 Avance del conocimiento
La adquisición de conocimientos nuevos, el descubrimiento, viene condicionado por dos elementosesenciales: la ocurrencia de algún hecho diferente de lo habitual, cosa por tanto poco frecuente, yla circunstancia de que este hecho se produzca en presencia de una persona capaz de identificarlocomo extraño, reflexionar sobre él y, lo que es más difícil, extraer consecuencias.
La unión de estos dos sucesos es extremadamente rara, aunque podemos citar aquí algunoscasos famosos: la manzana, Newton y la ley de gravitación universal; la tapadera de la olla, Watty la máquina de vapor; el incensario, Galileo y la ley del péndulo, o la aparición de hongos,Fleming y la penicilina, por citar solo algunos de los casos más conocidos.
La experimentación no consiste más que en reproducir artificialmente estas dos circunstancias.Se trata, pues, de forzar la aparición de circunstancias “extrañas” en presencia de personasespecialmente preparadas para interpretar y extraer conclusiones de lo que ocurra.
Es indudable que, en el mundo competitivo en el que se mueve actualmente cualquierorganización, uno de los factores clave de éxito es el ritmo con el que la organización es capaz deaprender. La experimentación es uno de los elementos que más pueden contribuir a aumentar eseritmo.
7.1.2 Diferencia entre experimentar y analizar datos existentes
Al intentar aprender de los procesos industriales, una situación que se plantea con frecuencia es la de
disponer de gran cantidad de datos sobre el funcionamiento diario del proceso en cuestión, y surge lapregunta: ¿Es realmente necesario hacer experimentos?, ¿no se podría llegar a las mismas conclusionesanalizando convenientemente (con frecuencia se sugieren las técnicas de regresión) los datosdisponibles? A continuación, y sin que ello signifique que no se pueda aprender, y mucho, analizandolos datos del pasado, exponemos cuatro riesgos que se corren y de los que conviene ser consciente,cuando se analizan datos cuya recogida no ha sido planificada.
7
Diseños factoriales
127
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancionesestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 124/286
a) Datos inconsistentesLos procesos industriales cambian con el tiempo, el envejecimiento, las reparaciones, los
cambios en procedimientos, etc. Todo este tipo de cambios no suelen registrarse conjuntamente con losdatos que suelen ser presiones, temperaturas, caudales, concentraciones, etc. Esto provoca que losdatos recogidos mecánicamente no sean consistentes y por tanto intentar extraer conclusiones sobre elcomportamiento del proceso a base de analizarlos es una tarea con escasas posibilidades de éxito.
b) Rango de las variables limitado por el controlLa figura 7.1 muestra un gráfico entre la concentración (una variable importante del proceso) y
la pureza (una característica de calidad crítica del producto). En ella se aprecia la relación que hay entreestas dos variables. Sin embargo, y precisa-mente porque se sabe que la concentracióntiene una gran influencia en la pureza, durantela producción se controla de forma muy estrictael rango de variación de la concentración. Si elrango de control es pequeño en relación a la
variabilidad en la pureza para unaconcentración dada, resulta imposible detectarla relación entre ambas por muy fuerte que sea.
Esta situación es muy frecuente cuandose intenta establecer modelos a base de datosrecogidos en las operaciones habituales.Además, causa sorpresas y comentarios deltipo: ¿Cómo es posible que la concentración noinfluya en la pureza?
c) Variables altamente correlacionadasCuando dos variables del proceso están correlacionadas, se pueden producir dos tipos diferentes
de situación engañosa al analizar datos recogidos durante las operaciones habituales.La primera situación se produce cuando los datos recogidos incluyen, entre otras, las dosvariables en cuestión. Esta situación es conocida como confusión de los efectos.
d ) Confusión de los efectosConsidérese un proceso de extrusión en el queuna característica importante del producto finales la densidad (en gr/l) y se han recogido datosdel caudal o velocidad de avance a través de laextrusora (en r.p.m.) y del contenido de grasas(en %) de la materia prima, una mezcla deharinas vegetales. Y supóngase que la relaciónentre estas dos variables y la densidad es la queaparece en la figura 7.2.
Resulta claro que al aumentar el caudal yel contenido en grasa, aumenta la densidad.Pero lo que no se puede discernir es si elincremento de la densidad es debido alincremento del caudal, al del % de grasa o al
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
128
π
Fig. 7.1 Relación entre la pureza y la concentración cuando serestringe el rango de variación
Fig. 7.2 Relación entre el caudal, el % de grasa y la densidad(número entre paréntesis)
© los autores, 1998; © Edicions UPC, 1998.
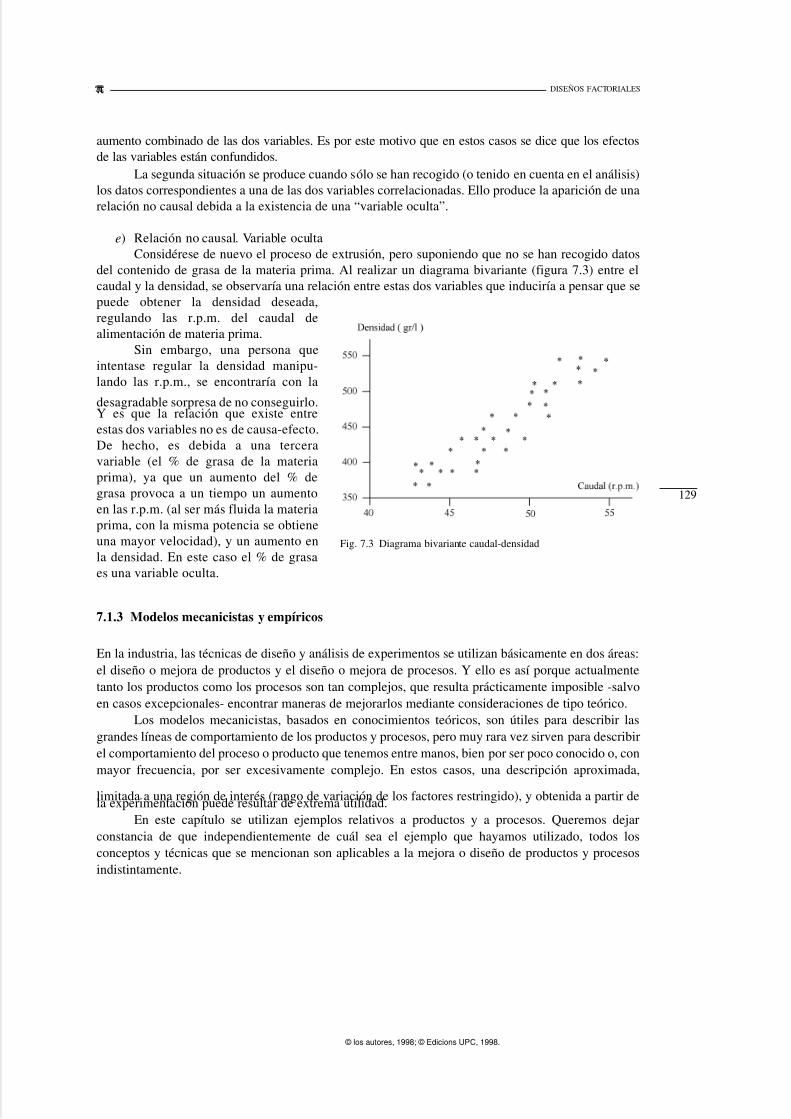
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 125/286
DISEÑOS FACTORIALES
aumento combinado de las dos variables. Es por este motivo que en estos casos se dice que los efectosde las variables están confundidos.
La segunda situación se produce cuando sólo se han recogido (o tenido en cuenta en el análisis)los datos correspondientes a una de las dos variables correlacionadas. Ello produce la aparición de unarelación no causal debida a la existencia de una “variable oculta”.
e) Relación no causal. Variable ocultaConsidérese de nuevo el proceso de extrusión, pero suponiendo que no se han recogido datos
del contenido de grasa de la materia prima. Al realizar un diagrama bivariante (figura 7.3) entre elcaudal y la densidad, se observaría una relación entre estas dos variables que induciría a pensar que sepuede obtener la densidad deseada,regulando las r.p.m. del caudal dealimentación de materia prima.
Sin embargo, una persona queintentase regular la densidad manipu-lando las r.p.m., se encontraría con la
desagradable sorpresa de no conseguirlo.Y es que la relación que existe entreestas dos variables no es de causa-efecto.De hecho, es debida a una terceravariable (el % de grasa de la materiaprima), ya que un aumento del % degrasa provoca a un tiempo un aumentoen las r.p.m. (al ser más fluida la materiaprima, con la misma potencia se obtieneuna mayor velocidad), y un aumento enla densidad. En este caso el % de grasaes una variable oculta.
7.1.3 Modelos mecanicistas y empíricos
En la industria, las técnicas de diseño y análisis de experimentos se utilizan básicamente en dos áreas:el diseño o mejora de productos y el diseño o mejora de procesos. Y ello es así porque actualmentetanto los productos como los procesos son tan complejos, que resulta prácticamente imposible -salvoen casos excepcionales- encontrar maneras de mejorarlos mediante consideraciones de tipo teórico.
Los modelos mecanicistas, basados en conocimientos teóricos, son útiles para describir lasgrandes líneas de comportamiento de los productos y procesos, pero muy rara vez sirven para describirel comportamiento del proceso o producto que tenemos entre manos, bien por ser poco conocido o, conmayor frecuencia, por ser excesivamente complejo. En estos casos, una descripción aproximada,
limitada a una región de interés (rango de variación de los factores restringido), y obtenida a partir dela experimentación puede resultar de extrema utilidad.En este capítulo se utilizan ejemplos relativos a productos y a procesos. Queremos dejar
constancia de que independientemente de cuál sea el ejemplo que hayamos utilizado, todos losconceptos y técnicas que se mencionan son aplicables a la mejora o diseño de productos y procesosindistintamente.
129
π
Fig. 7.3 Diagrama bivariante caudal-densidad
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 126/286
7.2 Posibles estrategias experimentales
Experimentar significa variar deliberadamente las condiciones habituales de trabajo para encontrarmejores maneras de proceder, y ganar al mismo tiempo un conocimiento más profundo sobre elcomportamiento de productos y/o procesos.
El problema básico del diseño de experimentos reside en decidir qué conjunto de pruebaspondrán de manifiesto, de forma más clara y con menor esfuerzo, los diversos aspectos de interés delproblema. Si, simplificando, se considera un experimento con sólo dos variables (temperatura ytiempo), las pruebas que hace el experimentador se pueden representar mediante puntos en undiagrama bivariante, en el que los ejes sean las variables con las que se experimente. En la figura 7.4,el punto P representa un experimento realizado a temperatura 210ºC y tiempo 23 minutos. En P
mediríamos la o las respuestas de interés, como por ejemplo, la viscosidad o la cantidad producida.La cuestión de dónde situar los puntos no es trivial y requiere ciertas suposiciones sobre el
comportamiento de la función respuesta. En concreto, que ésta sea continua y suave, o que lasdiscontinuidades sean en gran medida conocidas. Éste es el caso, por ejemplo, en las discon-
tinuidades producidas por cambios de estado -
líquido a gas-, por energías de activaciónnecesarias, por imposibilidad física de acopla-miento entre dos piezas si no cumplen unosrequisitos básicos, etc. Resultaría prácticamenteimposible llegar a conocer por métodos experi-mentales una función cuya respuesta vinieserepresentada por una superficie similar al lomode un puercoespín.
Afortunadamente, los fenómenos indus-triales, salvo discontinuidades como las comen-tadas que resultan en gran medida conocidas,cumplen estos requisitos de continuidad y
suavidad.
7.2.1 Estrategia secuencial
La principal barrera que se opone a la utilización del diseño de experimentos -aparte de la formacióninicial del personal- es que requiere una inversión importante en tiempo, materias primas, etc. Lo cualprovoca que, aun suponiendo que se decida llevar adelante la investigación, el número de experimentosa realizar sea siempre limitado. La consigna es, por tanto, obtener la máxima información con elmínimo de recursos.
En la manera de utilizar los recursos disponibles para la investigación, podemos distinguirclaramente tres posibles estrategias:
a) Experimentar sin planificarSeguramente es la más utilizada. Se usa la intuición para realizar pruebas, sin excesivo orden yen forma individual, por iniciativas personales y aprovechando momentos que por lascircunstancias - averías, relajación en la carga de trabajo, necesidad de solucionar un problema,etc.- sean propicios. Sin duda esta manera de proceder no puede ser considerada como unaestrategia.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
130
π
Fig. 7.4 Representación gráfica de un punto experimental
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 127/286
DISEÑOS FACTORIALES
b) Decidir de golpe cómo se va a invertir todo el presupuestoEsta estrategia consiste en decidir de entrada en qué condiciones se van a realizar todos y cada unode los experimentos que permite el presupuesto disponible. Por supuesto esta decisión se realizatras haber considerado los objetivos del experimento y estudiado cuidadosamente todos losaspectos que, por razones teóricas o de experiencia, se conocen sobre el problema en cuestión.
c) Estrategia secuencialEn este caso, tras considerar los objetivos y recursos disponibles, se decide en qué condicionesse van a realizar un reducido número de experimentos, de manera que los conocimientosadquiridos se utilizan para decidir en qué condiciones realizar los siguientes. En una primeradecisión lo más recomendable es invertir del orden del 40% del presupuesto.Entre las tres estrategias, sin ninguna duda, la preferible es la tercera. Ésta reserva una parte del
presupuesto para poder aclarar las cuestiones confusas que hayan surgido -siempre surgen- comoconsecuencia del análisis del primer experimento y, además, permite aproximarse paulatinamente a lazona donde los resultados son óptimos, invirtiendo en ella un mayor número de experimentos.
Veamos un ejemplo. Supóngase que se desea realizar un mapa de la superficie del fondo del maro encontrar el punto más profundo en una determinada zona -en este caso, ésta es la respuesta de
interés, en la fábrica será la pureza, la cantidad producida o cosas similares- y que para ello solamentepodemos realizar 100 mediciones de la profundidad. En este caso, obviamente, el equivalente a lasvariables del experimento -que en la fábrica, serán temperaturas, tipo de materias primas,concentraciones, etc.- son la longitud y la latitud. La mejor manera de distribuir los cien puntos, si estose desea hacer de golpe y no se dispone de conocimientos previos, es distribuirlos uniformemente enuna retícula. Compárese esta estrategia con situar en una retícula sólo 40 puntos, reservándose 60 parainvestigar con mayor detalle aquellas zonas en las que la superficie sea más rugosa o en que laprofundidad sea mayor.
A esto hay que añadir que la situación de estos primeros 40 puntos resultará tanto másinformativa en la medida en que hayamos utilizado nuestros conocimientos previos sobre la forma dela superficie del fondo del mar para situarlos. Estos conocimientos previos se pueden haber obtenidode conversaciones con los pescadores de la zona, de informaciones sobre corrientes y mareas, etc. Los
equivalentes en el caso industrial son obviamente los conocimientos teóricos sobre el proceso y lasconversaciones con operarios y encargados en contacto directo con el proceso o producto.Por tanto, una primera regla de oro de la experimentación es:“No invertir nunca todo el presupuesto en un primer conjunto de experimentos y utilizar en su
diseño toda la información previa disponible”.
7.2.2 Diseños factoriales frente a intuición
Suponga que desea optimizar un proceso (obtener la máxima cantidad de producto, por ejemplo) sobreel que se piensa que pueden influir diez variables. ¿Cómo planificaría los experimentos? Unaplanificación aparentemente correcta sería fijar nueve variables e ir probando diferentes niveles de ladécima hasta encontrar aquel en el que se maximize la cantidad. A continuación, se fijaría esta variablea su “mejor” nivel y se probaría cambiando los niveles de una de las nueve restantes. El procedimientocontinuaría hasta haber experimentado con las diez variables tomándolas de una en una.Aparentemente el procedimiento está bien organizado, conduce al óptimo y, además, tiene la granventaja de que los resultados son muy fáciles de analizar.
Veamos gráficamente cómo funciona este procedimiento en un caso con sólo dos variables (condiez resulta imposible visualizarlo, pero la situación es totalmente análoga). Se desea maximizar la
131
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 128/286
cantidad de producto obtenida como resultado de una reacción, sobre la que se sabe que hay dosvariables que pueden resultar tremendamente influyentes: la temperatura del reactor (habitualmentefijada en 225ºC) y el tiempo de reacción (habitualmente 110 minutos). La cantidad que se obtiene enestas condiciones es 84 gr.
Para ello (ver figura 7.5) se mantiene fija la temperatura a su valor habitual y se pruebandiversos tiempos, con lo que se obtiene una cantidad máxima de 87 gr que corresponde a un tiempo de130 minutos. Una cierta mejora. Sigamos con el procedimiento. A continuación se fija el tiempo en130 min y se experimenta con diversos valores de la temperatura (ver figura 7.6). La nueva cantidadmáxima es de 95gr, correspondiente a una temperatura de 240ºC.
Así pues, una vez concluido el experimento, que ha sido un éxito, se ha conseguido aumentarla cantidad producida en once gramos.
¿Ha sido un éxito? Veamos la situación desde otro punto de vista. En la figura 7.7 el eje deordenadas corresponde a la temperatura y eleje de abcisas al tiempo, y la cantidad estárepresentada por curvas de nivel. Salta a lavista que con el procedimiento anterior no seha alcanzado el óptimo, a pesar de lo sencillodel caso, que sólo considera dos variables, y deque la superficie representada por la cantidades simple.
Este procedimiento no resulta adecuado.Lo correcto, aunque parezca ir en contra de laintuición, es experimentar con todas las combi-naciones de variables y niveles; sólo así sepuede detectar la dirección de las pendientes yalcanzar las cimas o los valles de la superficieen sucesivos experimentos.
Los diseños que permiten experimentarcon todas las combinaciones de variables y nivelesse denominan diseños factoriales.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
132
π
Fig. 7.5 Cantidad de producto obtenido en función deltiempo, con la temperatura fija a 225ºC
Fig. 7.6 Cantidad de producto obtenido en función de latemperatura, manteniendo el tiempo fijo a 130 min.
Fig. 7.7 Curvas de nivel que representan la cantidad deproducto obtenido en función del tiempo y de la temperatura
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 129/286
DISEÑOS FACTORIALES
Este tipo de diseños presenta diversas ventajas. Permiten, utilizados secuencialmente, acercarseal óptimo y estimar interacciones (concepto de gran interés que se explica en el siguiente apartado), yproporcionan estimaciones de los efectos de las variables con una varianza reducida, ya que, como seve en el apartado 7.5, se calculan con todas las observaciones y son relativamente sencillos de construiry analizar.
Su principal inconveniente es que requieren un gran número de experimentos. Esteinconveniente se soluciona a través de dos caminos. El primero, que comentamos inmediatamente, esla utilización de dos niveles para cada variable. El segundo, del que se habla en el apartado 8.10, utilizalos diseños factoriales fraccionales.
7.2.3 Concepto de interacción
Todos conocemos por experiencia el efecto de una dosis moderada de alcohol sobre nuestro organismo:ponernos contentos, sensación de euforia. También conocemos el efecto del medicamento X , queingerimos para contrarrestar los efectos de la gripe: disminuir la fiebre, provocar una cierta sensación
de bienestar. La figura 7.8 representa gráficamente la situación.La cuestión es, ¿qué ocurre cuando ingerimos las dos cosas? La intuición parece indicar que
deberíamos sentir sensación de euforia y bienestar; la experiencia y la medicina indican que lasensación será de somnolencia y mareo. Éste es un caso típico de interacción, en que los efectos de lasdos variables consideradas no son aditivos.
Esto ocurre con relativa frecuencia en los procesos industriales, causando desconcierto y admi-ración. Son muy frecuentes los comentarios del tipo:
a) Este proceso no hay quien lo entienda, el otro día aumenté la velocidad de extrusión y aumentóla densidad, hoy he aumentado de nuevo la velocidad de extrusión y la densidad ¡ha disminuido!
b) Nuestro proceso es muy complejo, no siempre reacciona igual. El único que es capaz de mane- jarlo es Juan, un encargado que lleva muchos años.Comentarios de esta índole son casi con seguridad el reflejo de interacciones.
En el ejemplo de la temperatura y el tiempo (figura 7.7), la superficie más bien pareceexcesivamente sencilla para ser real, pues bien, esa forma refleja la existencia de una interacción entreel tiempo y la temperatura. Considérese un encargado que cierto día, trabajando a temperatura 220ºC,aumenta el tiempo de 90 a 150 minutos: observará que la cantidad aumenta de 68 a 78 gr. Si al díasiguiente, en el que la temperatura es de 230ºC, decide también aumentar el tiempo de 90 a 150 minpara, basándose en su experiencia del día anterior aumentar en 10 gr la cantidad producida, seencontrará con que la cantidad permanece inalterable. La situación está representada en la figura 7.9.
133
π
Fig. 7.8 Representación de la interacción alcohol-medicamento X Fig. 7.9 Interacción tiempo-temperatura
230 85 85
Tem
p
220 68 78
90 tiempo 150
(con)- bienestar somnolencia ymareo
medicamento
X
(sin)- normal euforia
(sin) Alcohol (con)
85 85
68 78
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 130/286
Nótese que los valores están extraídos de la superficie representada en la figura 7.7.Pues bien, en situaciones como ésta se dice que las dos variables interaccionan. Una definición
general es: dos variables interaccionan, cuando el efecto de una de ellas sobre la respuesta depende delnivel de la otra.
7.3 Variabilidad de la respuesta
Ya se ha comentado en el capítulo 3 que ningún sistema es totalmente determinista. Es decir, si serepiten exactamente las mismas acciones varias veces, no siempre se obtiene exactamente el mismoresultado. Esta idea es una constante a lo largo de todo el libro; veamos ahora cómo este hecho,especialmente importante cuando se plantean experimentos en la industria, donde los sistemas(procesos, máquinas, etc.) con los que se experimenta suelen ser complejos, afecta al diseño y análisisde experimentos industriales.La figura 7.10 representa la situación. Supóngase que una determinada característica de un productodepende de dos variables del proceso de producción X 1 y X 2. A cada valor de X 1 y X 2 le corresponde
un determinado valor de esa característica representado aquí por f ( X 1, X 2).La realidad es que ese valor f ( X 1, X 2)
es solamente un valor teórico, ya que cuandoproduzcamos realmente bajo las condiciones X 1 y X 2, obtendremos un valor más o menospróximo, pero no igual al esperado. Ello esdebido a que en el complejo mundo industrialactual cada característica depende de unnúmero enorme de variables. Resulta aquí deaplicación el principio de Pareto, ya quedepende en gran medida de un reducidonúmero de variables ( X 1 y X 2) y muy poco de
otras muchas, como condiciones ambientales,diferencias en materias primas, operarios, etc.Esas otras muchas son las que provocan esafluctuación en principio no explicada y queen general representamos por ε.
Esta parte ε no explicada por lasvariables con las que se ha experimentado yque, por tanto, están incluidas en el modelo,provoca la variación en la respuesta.
En general podemos describir la superficie por una ecuación de la forma:
Y = f ( X 1, X 2) + εdonde:
Y : respuesta f ( X 1, X 2): parte deterministaε : parte estocástica (aleatoria)
No hay que olvidar que, como ya se ha comentado, ε es el fruto de las pequeñas variaciones entodos aquellos factores que influyen en la respuesta, pero que no han sido considerados en el modelo.Por tanto, ε puede ser escrito como ε( Z 1, Z 2,..., Z n). En muchas ocasiones uno de los objetivos de laexperimentación es averiguar cuáles de esas variables, en principio no consideradas, afectan a la
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
134
π
Fig. 7.10 Error experimental en la medida de la respuesta
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 131/286
DISEÑOS FACTORIALES
respuesta en mayor medida y cómo lo hacen, para poder tener un nuevo modelo en el que la parteestructural incluya un mayor número de variables y la parte aleatoria, también llamada ruido, seamenor. Así, el modelo:
Y = f ( X 1, X 2, Z 3, Z 7) +ε
proporcionaría una mejor descripción del fenómeno bajo estudio.Los efectos de las variables son detectables en la medida en que son mayores que el ruido. Esta
misma cuestión ha surgido en capítulos anteriores, por ejemplo al intentar detectar diferencias entre lasmedias de dos poblaciones. Por tanto, pasando variables inicialmente incluidas en la parte aleatoria ala parte determinista, se disminuye el ruido lo que, a su vez, nos permite detectar la influencia denuevas variables. Como se ve este proceso iterativo está íntimamente ligado a la naturaleza secuencialde la experimentación.
En otras ocasiones, el objetivo de la investigación es conseguir reducir la variación de larespuesta provocada por algunas de las variables no consideradas inicialmente en el modelo ( Z ), quese sabe que afectan a la respuesta, pero que varían de una forma imposible de controlar. La utilizacióndel diseño de experimentos para este fin es una de las grandes contribuciones de G. Taguchi. Este tema
se tratará en el capítulo 9.
7.3.1 Variabilidad en el sistema de medición de la respuesta
Un aspecto de gran importancia y muchas veces olvidado es el hecho de que una parte importante deε es debida a variaciones en el sistema de medida de la respuesta. Esto ocurre, bien sea porque lasmediciones se realizan con poco cuidado, bien porque los instrumentos de medida son poco precisos.
Como ya se ha comentado la posibilidad de poder detectar los efectos de las variablesdepende del “tamaño” del ruido, y el ruido provocado por el sistema de medida puede en muchasocasiones ser reducido.
Por ello, el primer paso es conocer la variabilidad del proceso de medición. En ocasiones la
proporciona el propio fabricante del equipo de medición. En otras habrá que recurrir a realizar unestudio de capacidad (ver capitulo 11).Si una vez conocido es evidente que resulta muy grande comparado con el tamaño de los efectos
que se pretenden detectar, o si simplemente se sospecha que este es escaso, la manera más sencilla dereducirlo consiste en medir repetidas veces la respuesta de cada prueba y considerar como la verdaderarespuesta la media de estas mediciones. Con ello el ruido se reduce según la conocida fórmula:
No hay que caer en el error, sin embargo, de considerar que la desviación tipo de esas medidasrepetidas representa el ruido del experimento. Representa únicamente el ruido del sistema de medida.Este aspecto es importante y se volverá a insistir sobre él al hablar de réplicas en el apartado 7.4.
7.4 Diseños factoriales con las variables a dos niveles
En el apartado 7.2 se ha comentado la necesidad de utilizar diseños factoriales, es decir, experi-mentando con todas las combinaciones de variables y niveles. A continuación vamos a comentar losconceptos más habituales que intervienen en el planteamiento de este tipo de diseños experimentales.
135
π
σσ
media
obs indiv
n= . .
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 132/286
Respuesta: es el nombre genérico que se da a lacaracterística estudiada. En este libro noscentraremos en ejemplos en los que se estudia unasola respuesta, si bien en la practica es frecuenteque se estudien varias respuestas como conse-cuencia de un solo diseño. En el capítulo 12 semuestran ejemplos de ello.Factores: se designa de esta forma a las variables
que se considera que pueden afectar a la respuesta y, por tanto, se incluyen en el plan deexperimentación.
Niveles: son los valores que toma un factor en un determinado experimento.Supóngase que se desea diseñar un muelle de manera que el número máximo de compresiones
hasta la rotura sea lo mayor posible, y que para ello se puede jugar con tres variables: la longitud, elgrosor del alambre de partida y el tipo de acero del alambre (obviamente hay muchas otras variables aconsiderar, pero en este caso sólo se va a experimentar con estas tres). Además, se ha determinado quese experimentará con dos valores de longitud, 10 cm y 15 cm, y con dos valores de grosor, diámetros
5 mm y 7 mm, y con dos tipos de acero, que llamaremos A y B. La tabla 7.1 resume las variables yniveles del experimento propuesto.
En este caso la respuesta (Y ) será el número de compresiones hasta la rotura.La notación utilizada para referirnos a los diseños factoriales es una potencia de n, del tipo nk.
La n significa que cada factor tomará n niveles (n valores distintos), y k es el número total de factoresque intervendrán en la experimentación. El resultado de elevar nk proporciona el número deexperimentos elementales que se deben realizar. En el caso del alambre, el diseño factorial adecuadosería un 23.
Tambien se pueden realizar diseños en los que el número de niveles no sea el mismo para todoslos factores. Por ejemplo, si considerásemos estudiar cuatro factores a dos niveles y cinco a tresniveles, se tendría un diseño 2435. Este tipo de diseños, sin embargo, excede el ámbito de este libro. EnPeter John (1.971) se encuentra una introducción a este tipo de diseños.
7.4.1 Diseños factoriales a dos niveles
En la industria los diseños más utilizados, con una gran diferencia sobre los demás, son los diseñosfactoriales a dos niveles. Es decir diseños del tipo 2k . En este caso, los valores correspondientes a losdos niveles se codifican asignando al nivel bajo el valor -1 (o simplemente -) y al alto +1 (osimplemente +). Si el factor es cualitativo, a un nivel se le asigna -1 y al otro +1 arbitrariamente.Algunos autores utilizan los símbolos 1 y 2 para denotar los niveles; en este libro utilizaremos lanotación -1 y +1, ya que tiene algunas ventajas conceptuales, si bien al escribir resulta más rápidoutilizar simplemente - y +.
La difusión industrial de los diseños 2k se fundamenta en tres motivos:1. Proporcionan una excelente relación entre el esfuerzo experimental y la información obtenida.2. Son sencillos de construir, realizar, analizar e interpretar.3. Son fáciles de combinar entre ellos para obtener otros diseños más complejos. (Supóngase el
caso más sencillo en el que se realiza un experimento 21, una variable a dos niveles -latemperatura a 50ºC y a 60ºC- y que a continuación se vuelve a realizar un experimento 21 conla temperatura a 70ºC y 80ºC; en conjunto se ha realizado un experimento 41. Es fácil imaginarcasos más complejos.)
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
136
π
FACTORES ABREVIATURA NIVELES
LongitudGrosor
Tipo acero
L
G
T
10 cm y 15 cm5 mm y 7 mm
A y B
Tabla 7.1 Factores y niveles. Ejemplo del muelle
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 133/286
DISEÑOS FACTORIALES
Resulta evidente que los diseños en los que cadafactor sólo se varía a dos niveles tienen un grave incon-veniente: sólo permiten estudiar relaciones lineales.
Así, en la figura 7.11 aparece un diseño 21; porsupuesto el experimentador sólo “verá” los dos puntosmarcados en el gráfico y, a partir de ellos, a la relaciónentre el factor X y la respuesta Y le ajustará unarelación lineal del tipo:
Si la relación entre X e Y fuese no lineal, la divergencia entre el verdadero modelo (no lineal) yel ajustado (lineal) estaría incorporada al término de error (ε) de este último.
Este inconveniente queda en gran medida compensado por dos hechos. En primer lugar, losniveles los escoge el investigador, por lo que siempre puede escogerlos lo suficientemente juntos comopara que una recta sea una buena aproximación a la verdadera forma de la respuesta en la región deinterés. Por otra parte acabamos de ver que una de las ventajas de estos diseños es que resultan fáciles
de combinar para obtener diseños más complejos.Por ello en este capítulo y en el siguiente nos vamos a centrar en los diseños 2 k.
7.4.2 Matriz de diseño. Construcción
La matriz de diseño es la relación que define el valor que deben tomar los factores en cada uno de losexperimentos a realizar.
Siguiendo con el ejemplo del muelle, la tabla 7.2refleja los factores y niveles con su codificación.
La tabla 7.3 refleja la relación de condicionesexperimentales para realizar un diseño 23.
Nótese que no hay dos condiciones experimentalesrepetidas, ni tampoco falta ninguna combinación posiblede los niveles de los factores de diseño.
En la tabla 7.3 se muestra la matriz de diseño para elcaso del muelle y se especifican los valores reales de los
137
π
Fig. 7.11 Diseño 21
Y X = + +β β ε 1 1
NIVELES
FACTORES -1 +1
( L) Longitud(G) Grosor(T ) Tipo acero
10 cm5 mm
A
15 cm7 mm
B
EXPER. LONGITUD GROSOR
TIPO
ACERO
NÚM. DE COMPRESIONES
HASTA LA ROTURA
(RESPUESTA)
12
345678
1015
101510151015
55
775577
AA
AABBBB
.
(A determinar mediantela experimentaci\n)...
Tabla 7.2 Factores y niveles codificados.Ejemplo del muelle
Tabla 7.3 Matriz de diseño. Ejemplo del muelle
© los autores, 1998; © Edicions UPC, 1998.
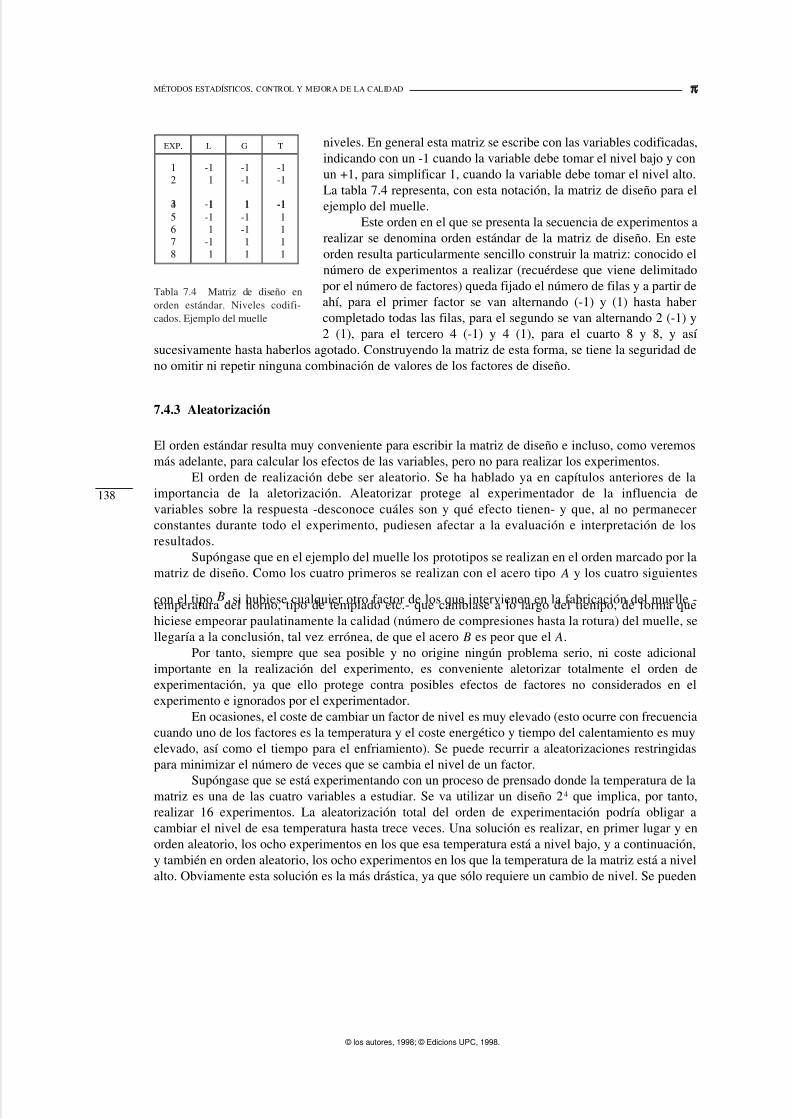
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 134/286
niveles. En general esta matriz se escribe con las variables codificadas,indicando con un -1 cuando la variable debe tomar el nivel bajo y conun +1, para simplificar 1, cuando la variable debe tomar el nivel alto.La tabla 7.4 representa, con esta notación, la matriz de diseño para elejemplo del muelle.
Este orden en el que se presenta la secuencia de experimentos arealizar se denomina orden estándar de la matriz de diseño. En esteorden resulta particularmente sencillo construir la matriz: conocido elnúmero de experimentos a realizar (recuérdese que viene delimitadopor el número de factores) queda fijado el número de filas y a partir deahí, para el primer factor se van alternando (-1) y (1) hasta habercompletado todas las filas, para el segundo se van alternando 2 (-1) y2 (1), para el tercero 4 (-1) y 4 (1), para el cuarto 8 y 8, y así
sucesivamente hasta haberlos agotado. Construyendo la matriz de esta forma, se tiene la seguridad deno omitir ni repetir ninguna combinación de valores de los factores de diseño.
7.4.3 Aleatorización
El orden estándar resulta muy conveniente para escribir la matriz de diseño e incluso, como veremosmás adelante, para calcular los efectos de las variables, pero no para realizar los experimentos.
El orden de realización debe ser aleatorio. Se ha hablado ya en capítulos anteriores de laimportancia de la aletorización. Aleatorizar protege al experimentador de la influencia devariables sobre la respuesta -desconoce cuáles son y qué efecto tienen- y que, al no permanecerconstantes durante todo el experimento, pudiesen afectar a la evaluación e interpretación de losresultados.
Supóngase que en el ejemplo del muelle los prototipos se realizan en el orden marcado por lamatriz de diseño. Como los cuatro primeros se realizan con el acero tipo A y los cuatro siguientes
con el tipo B, si hubiese cualquier otro factor de los que intervienen en la fabricación del muelle -temperatura del horno, tipo de templado etc.- que cambiase a lo largo del tiempo, de forma quehiciese empeorar paulatinamente la calidad (número de compresiones hasta la rotura) del muelle, sellegaría a la conclusión, tal vez errónea, de que el acero B es peor que el A.
Por tanto, siempre que sea posible y no origine ningún problema serio, ni coste adicionalimportante en la realización del experimento, es conveniente aletorizar totalmente el orden deexperimentación, ya que ello protege contra posibles efectos de factores no considerados en elexperimento e ignorados por el experimentador.
En ocasiones, el coste de cambiar un factor de nivel es muy elevado (esto ocurre con frecuenciacuando uno de los factores es la temperatura y el coste energético y tiempo del calentamiento es muyelevado, así como el tiempo para el enfriamiento). Se puede recurrir a aleatorizaciones restringidaspara minimizar el número de veces que se cambia el nivel de un factor.
Supóngase que se está experimentando con un proceso de prensado donde la temperatura de lamatriz es una de las cuatro variables a estudiar. Se va utilizar un diseño 24 que implica, por tanto,realizar 16 experimentos. La aleatorización total del orden de experimentación podría obligar acambiar el nivel de esa temperatura hasta trece veces. Una solución es realizar, en primer lugar y enorden aleatorio, los ocho experimentos en los que esa temperatura está a nivel bajo, y a continuación,y también en orden aleatorio, los ocho experimentos en los que la temperatura de la matriz está a nivelalto. Obviamente esta solución es la más drástica, ya que sólo requiere un cambio de nivel. Se pueden
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
138
π
EXP. L G T
12
345678
-11
-11-11
-11
-1-1
11-1-111
-1-1
-1-11111
Tabla 7.4 Matriz de diseño enorden estándar. Niveles codifi-cados. Ejemplo del muelle
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 135/286
DISEÑOS FACTORIALES
pensar soluciones intermedias en las que se fija un número máximo de cambios de nivel (por ejemplocuatro) y se aleatoriza de forma que se respete esta restricción.
Esta práctica debe ser realizada sólo cuando sea imprescindible y prestando atención al analizarlos resultados a su posible influencia en las conclusiones. En estos casos, la forma correcta de analizarlos resultados es la técnica del Split-plot; su descripción excede el ámbito de este libro, pero se puedehallar en Milliken and Johnson (1984).
7.4.4 Réplicas
Cuando se sabe que el sistema objeto de la experimentación es muy variable, se hacen variosexperimentos bajo cada condición experimental. A estas repeticiones se las denomina réplicas. Comose verá en el apartado 7.6, al analizar los resultados se considera la media de estas réplicas como laúnica respuesta, y se procede a calcular los efectos como si sólo se hubiese experimentado una vez bajocada condición y el resultado hubiese sido precisamente esa media.
Es evidente que esta práctica reduce el efecto de la variabilidad del sistema experimental en la
respuesta, pues se ha visto ya en repetidas ocasiones que:
donde n es el número de observaciones que componen la media.Conviene destacar que una réplica implica la realización de todo el experimento (bajo la condición
señalada) y no recoger dos medidas de la respuesta, ambas consecuencia del mismo experimento.Por ejemplo, supóngase que se está experimentando con un proceso de inyección de plásticos.
Obtener dos mediciones de la respuesta, como consecuencia de medir dos piezas producidas en doscavidades diferentes del mismo molde y producto de la misma inyectada, no son réplicas. O medirdos piezas de la misma cavidad obtenidas en dos inyectadas consecutivas y realizadas bajo las
mismas condiciones, no son réplicas. En ninguno de los dos casos mencionados, la diferencia entrelas dos medidas refleja la totalidad de la variación del proceso. Para que se pudiesen considerarréplicas, las dos medidas tendrían que ser de la misma cavidad del mismo molde, pero producidasen dos inyectadas diferentes, realizadas bajo las mismas condiciones, pero habiéndolas variado enel ínterin.
Es decir, hay que tener en cuenta que la realización de un experimento incluye desde lapreparación de la máquina hasta el hecho de fijar las variables. Por tanto, en el caso de la inyección,para obtener dos réplicas hay que preparar la materia prima, fijar la temperatura, la presión deinyección, etc., esperar que esté a régimen y obtener la primera pieza de la cavidad señalada. Acontinuación habría que obtener piezas bajo otras condiciones y repetir exactamente los mismos pasos:preparación de la materia prima, fijar la temperatura, la presión, etc., y obtener una segunda pieza dela cavidad señalada. Las respuestas medidas en esas dos piezas serían réplicas, ya que las diferenciasentre ellas incorporarían todas las fuentes de variabilidad existentes en el proceso.
Las réplicas así consideradas tienen la ventaja de que permiten medir la variabilidad del sistemacon el que se está experimentando, y esta variabilidad puede ser utilizada para determinar lasignificación de los efectos de los factores, tal como se verá en el apartado 7.5.
Si consideráramos como respuesta la media de dos cavidades del mismo molde de una mismainyectada, podrá ayudarnos a reducir una parte de la variabilidad de la respuesta, al igual que ocurríaen el caso de medir varias veces. Pero no proporcionaría una medida de la variabilidad del sistema.
139
π
σσ
( )( )
mediaobs. individuales
=n
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 136/286
7.5 Cálculo de los efectos
7.5.1 Cálculo de los efectos a partir del cubo
Una vez realizado el experimento se procede a calcular de qué manera afectan a la respuesta losfactores con los que se ha experimentado. Estos cálculos se repetirán tantas veces como respuestashaya.
Considérese el ejemplo anterior en el que los experimentos se hubiesen replicado. La tabla7.5 muestra los experimentos y la respuesta; entre paréntesis al lado de cada respuesta aparece elorden -aleatorio- en el cual se han realizado.
Como ya se ha comentado, se procede al análisis del experimento como si la única respuestafuese el promedio de las réplicas.
Dado que este experimento es un 23 se puede representar gráficamente por medio de un cubo,como en la figura 7.12.
En primer lugar se calculan los efectos de cada factor por separado, a los cuales se denominaefectos principales. El efecto principal de un factor indica cuánto cambia la respuesta (en promedio) alpasar dicho factor del nivel bajo (-1) al nivel alto (+1).
Así, el efecto principal de L corresponde al promedio de valores de la respuesta con L a nivel1, menos el promedio de valores con L a nivel -1. En este caso será:
Es decir, que al cambiar la longitud de 10 a 15, el número de compresiones hasta la roturaaumenta, en promedio, 18 miles de compresiones ( MC ). Análogamente se pueden calcular los efectosprincipales para G y T . (El efecto principal de un factor se designa con la misma notación que lautilizada para designar al propio factor.) Y se obtendrá:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
140
π
EXP. FACTORESRESPUESTA (NÚM. COMP. ROTURA)
(EN MILES)
L G T RÉPLICAS MEDIA
12345678
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
77 (6)98 (12)76 (1)90 (15)63 (8)82 (9)72 (3)92 (7)
81 (13)96 (4)74 (16)94 (10)65 (2)86 (14)74 (11)88 (5)
7997759264847390
Fig. 7.12 Representación gráfica de variables y
respuesta. Ejemplo del muelle
Tabla 7.5 Matriz de diseño, orden de experimentación y respuesta.
Ejemplo del muelle
L =+ + +
−+ + +
=97 92 84 90
4
79 75 64 73
418
G =+ + +
−+ + +
=75 92 73 90
4
79 97 64 84
41 5, T =
+ + ++
+ + +=
64 84 73 90
4
79 97 75 92
48;
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 137/286
DISEÑOS FACTORIALES
Una mirada a la figura 7.12 muestra claramente que no siempre que el grosor pasa de 5 a 7 larespuesta aumenta 1.5 MC . Es más, esto no ocurre en ninguna combinación de las otras variables.Como ya se ha indicado, sólo ocurre en promedio.
Está claro, por tanto, que con los efectos principales no hay suficiente para explicar la forma enque los factores afectan a la respuesta. Ello es debido, como acabamos de ver, a que en muchasocasiones el efecto de un factor depende del valor que toma otro. Hemos comentado ya que cuandoesto ocurre, se dice que estos dos factores interaccionan.
Veamos si en el ejemplo anterior interaccionan el grosor y el tipo de acero. Para ello haremoslos siguientes cálculos:
a) Efecto principal del grosor con el tipo de acero a nivel 1 (nos olvidamos de las respuestas conel tipo de acero a nivel -1, o lo que es lo mismo nos centramos en la cara trasera del cubo):
b) Efecto principal del grosor con el tipo de acero a nivel -1:
Por tanto, el efecto del grosor es distinto según se use uno u otro tipo de acero. Con el tipo B
aumentar el grosor hace aumentar la respuesta, mientras que con el acero tipo A la hacedisminuir. Esta claro que G y T interaccionan, ya que el efecto de uno depende del nivel a quese encuentra el otro.La forma de cuantificar la interacción de 2 factores - A y B- es la siguiente:
Interacción AB = (1/2)(Efecto de A con B a nivel 1) -- (1/2)(Efecto de A con B a nivel -1)
Si esta diferencia es cero indica que el efecto de un factor es independiente del nivel del otro y,por tanto, que no interaccionan. La diferencia se divide por 2 para que la varianza de las interacciones sea
igual que la de los efectos principales (ver la sección significación de los efectos de este mismo apartado).Puede demostrarse, fácilmente, que la interacción AB es exactamente igual que la BA.Así, en el ejemplo :
GT = TG = (1/2)(7.5) - (1/2)(-4.5) = 6
De la misma forma se podrían calcular, y lo dejamos como ejercicio para el lector, las otras dosinteracciones de dos factores y se obtendría:
LG = -1 LT = 0.5
Y con la respuesta en el eje vertical y un factor en el eje horizontal, el otro se indica consímbolos (figura 7.14).
Análogamente, tres factores interaccionan cuando la interacción de dos de ellos depende delnivel de la tercera. En la inmensa mayoría de los casos, se consigue explicar de forma muy satisfactoriael comportamiento de las respuestas a través de los factores sin necesidad de considerar las interaccionesde tres o más factores. Sin embargo, es muy importante tener en cuenta las interacciones de dos.
El lector puede calcular la interacción LGT de forma similar a como se ha calculado la LG.Basta para ello calcular la interacción LG cuando T está a nivel alto y restarle el valor de la interacción LG cuando T está a nivel bajo. Como en el caso anterior y por el mismo motivo, el resultado de estadiferencia debe ser dividido por 2.
LTG = -0.5
141
π
G =+
−+
=73 90
2
64 84
27 5,
G = + − + = −75 92
2
79 97
24 5,
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 138/286
7.5.2 Algoritmos de cálculo
El método que se ha visto para calcular los efectos de los factores tiene la ventaja de ser muy intuitivo,pero también el inconveniente de ser muy laborioso, y de ser aplicable sólo cuando el número defactores es igual o inferior a tres. Existen dos maneras rápidas y sencillas de calcular los efectos(cuando hablamos de efectos lo hacemos en forma genérica, y se incluyen tanto los efectos principalescomo las interacciones de todo tipo); son el algoritmo de los signos también llamado de Box, Huntery Hunter (en el apéndice 7A se justifica su funcionamiento), y el del algoritmo de Yates, que es el querequiere un menor número de operaciones y, al mismo tiempo, es el más adecuado para implementarloen una hoja de cálculo o cualquier otro programa de ordenador.
a) Algoritmo de los signosEste algoritmo calcula los efectos a partir de los signos utilizados para definir los niveles en la
matriz de diseño.Como quiera que entonces sólo se podrían calcular los efectos principales, se añade unacolumna para cada interacción. Los signos de esas columnas se obtienen multiplicandoalgebraicamente los signos de las columnas de las variables que la componen. Se añade además unacolumna con +1, que servirá para calcular la media. Este valor es el promedio de todas las respuestasobtenidas durante la experimentación, pero resulta de escasa utilidad práctica. La tabla 7.6 muestra lamatriz de diseño “completa”, así generada.
Para hallar cualquiera de los efectos, se suma algebráicamente la respuesta, de acuerdo con lossignos definidos en la columna del efecto correspondiente, y se divide por la mitad del número decondiciones experimentales. Para hallar la media la operación es exactamente la misma de antes,excepto que se divide por el número de condiciones experimentales especificadas en la matriz de diseño.
Así, la estimación de la media sería:
la estimación del efecto principal de la longitud ( L):
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
142
π
Fig. 7.14 Interacción GT. Ejemplo del muelleFig. 7.13 Interacción GT. Ejemplo del muelle
media = + + + + + + + =79 97 75 92 64 84 73 908
81,75
L =− + − + − + − +
=79 97 75 92 64 84 73 90
418
© los autores, 1998; © Edicions UPC, 1998.
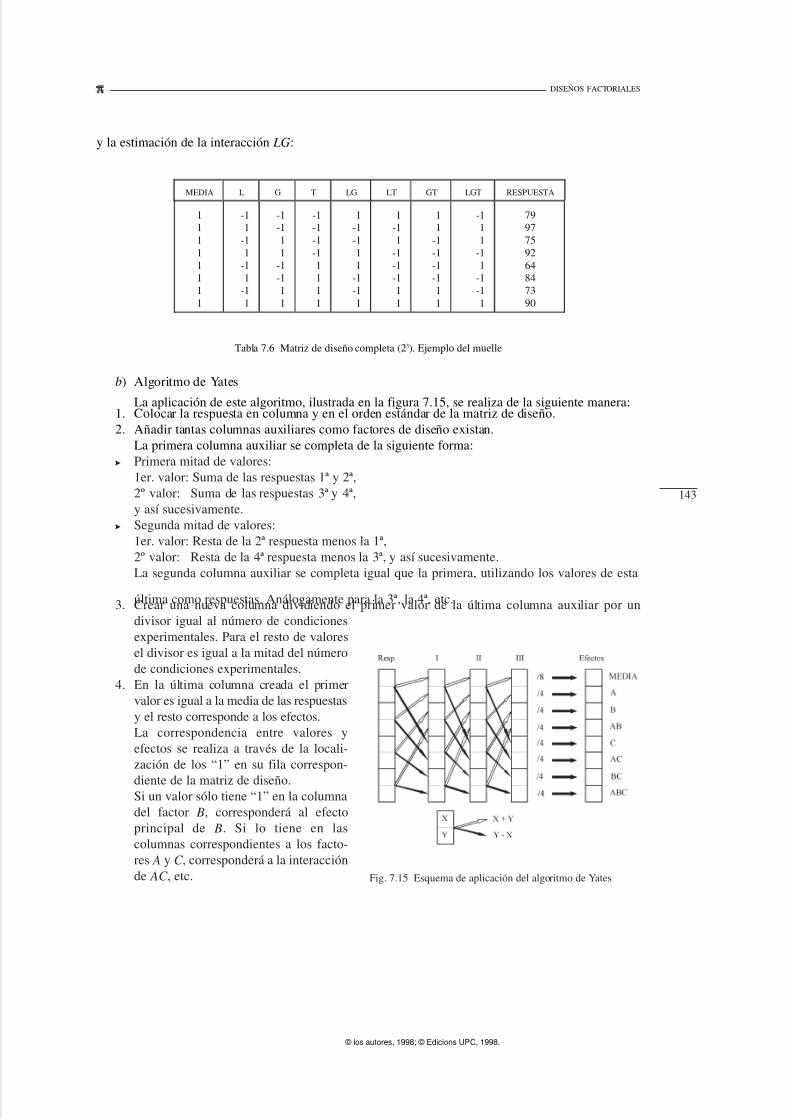
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 139/286
DISEÑOS FACTORIALES
y la estimación de la interacción LG:
Tabla 7.6 Matriz de diseño completa (23). Ejemplo del muelle
b) Algoritmo de Yates
La aplicación de este algoritmo, ilustrada en la figura 7.15, se realiza de la siguiente manera:1. Colocar la respuesta en columna y en el orden estándar de la matriz de diseño.2. Añadir tantas columnas auxiliares como factores de diseño existan.
La primera columna auxiliar se completa de la siguiente forma:> Primera mitad de valores:
1er. valor: Suma de las respuestas 1ª y 2ª,2º valor: Suma de las respuestas 3ª y 4ª,y así sucesivamente.
> Segunda mitad de valores:1er. valor: Resta de la 2ª respuesta menos la 1ª,2º valor: Resta de la 4ª respuesta menos la 3ª, y así sucesivamente.La segunda columna auxiliar se completa igual que la primera, utilizando los valores de esta
última como respuestas. Análogamente para la 3ª, la 4ª, etc.3. Crear una nueva columna dividiendo el primer valor de la última columna auxiliar por undivisor igual al número de condicionesexperimentales. Para el resto de valoresel divisor es igual a la mitad del númerode condiciones experimentales.
4. En la última columna creada el primervalor es igual a la media de las respuestasy el resto corresponde a los efectos.La correspondencia entre valores yefectos se realiza a través de la locali-zación de los “1” en su fila correspon-diente de la matriz de diseño.Si un valor sólo tiene “1” en la columnadel factor B, corresponderá al efectoprincipal de B. Si lo tiene en lascolumnas correspondientes a los facto-res A y C , corresponderá a la interacciónde AC , etc.
143
π
MEDIA L G T LG LT GT LGT RESPUESTA
11111111
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
1-1-111
-1-11
1-11
-1-1-111
11
-1-1-1-111
-111
-11
-1-11
7997759264847390
Fig. 7.15 Esquema de aplicación del algoritmo de Yates
© los autores, 1998; © Edicions UPC, 1998.
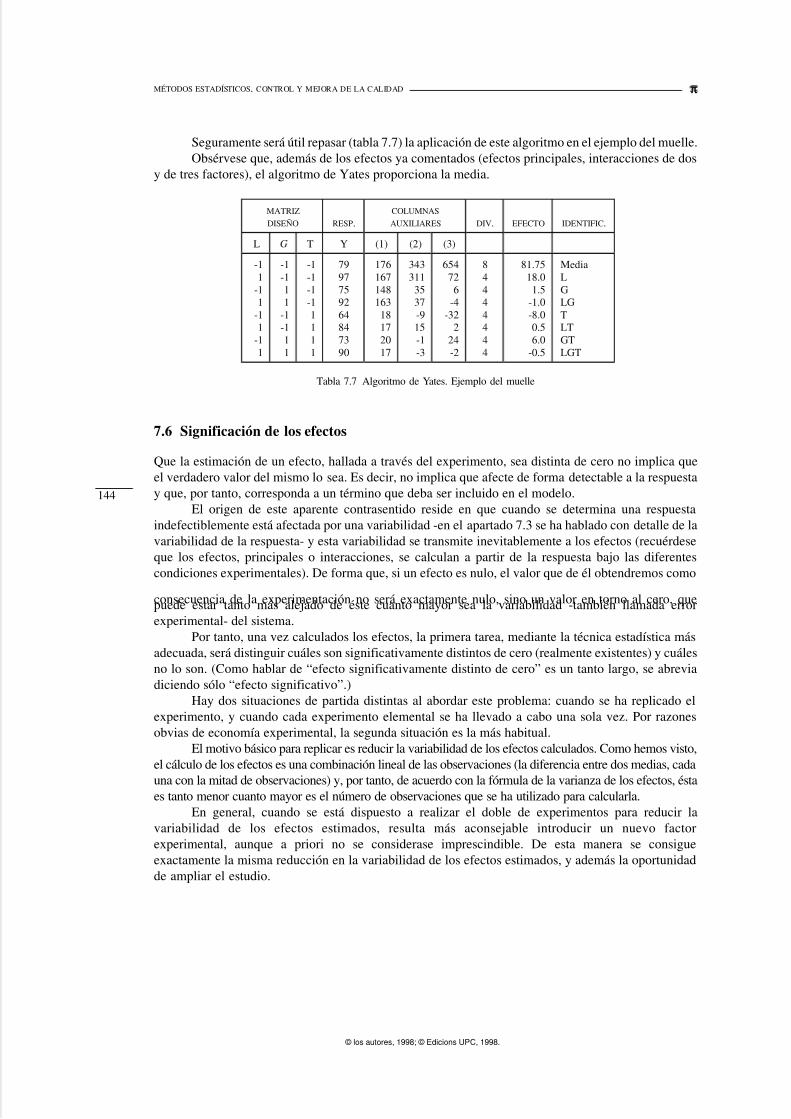
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 140/286
Seguramente será útil repasar (tabla 7.7) la aplicación de este algoritmo en el ejemplo del muelle.Obsérvese que, además de los efectos ya comentados (efectos principales, interacciones de dos
y de tres factores), el algoritmo de Yates proporciona la media.
Tabla 7.7 Algoritmo de Yates. Ejemplo del muelle
7.6 Significación de los efectos
Que la estimación de un efecto, hallada a través del experimento, sea distinta de cero no implica queel verdadero valor del mismo lo sea. Es decir, no implica que afecte de forma detectable a la respuestay que, por tanto, corresponda a un término que deba ser incluido en el modelo.
El origen de este aparente contrasentido reside en que cuando se determina una respuestaindefectiblemente está afectada por una variabilidad -en el apartado 7.3 se ha hablado con detalle de lavariabilidad de la respuesta- y esta variabilidad se transmite inevitablemente a los efectos (recuérdeseque los efectos, principales o interacciones, se calculan a partir de la respuesta bajo las diferentescondiciones experimentales). De forma que, si un efecto es nulo, el valor que de él obtendremos como
consecuencia de la experimentación no será exactamente nulo, sino un valor en torno al cero, quepuede estar tanto más alejado de éste cuanto mayor sea la variabilidad -también llamada errorexperimental- del sistema.
Por tanto, una vez calculados los efectos, la primera tarea, mediante la técnica estadística másadecuada, será distinguir cuáles son significativamente distintos de cero (realmente existentes) y cuálesno lo son. (Como hablar de “efecto significativamente distinto de cero” es un tanto largo, se abreviadiciendo sólo “efecto significativo”.)
Hay dos situaciones de partida distintas al abordar este problema: cuando se ha replicado elexperimento, y cuando cada experimento elemental se ha llevado a cabo una sola vez. Por razonesobvias de economía experimental, la segunda situación es la más habitual.
El motivo básico para replicar es reducir la variabilidad de los efectos calculados. Como hemos visto,el cálculo de los efectos es una combinación lineal de las observaciones (la diferencia entre dos medias, cadauna con la mitad de observaciones) y, por tanto, de acuerdo con la fórmula de la varianza de los efectos, éstaes tanto menor cuanto mayor es el número de observaciones que se ha utilizado para calcularla.
En general, cuando se está dispuesto a realizar el doble de experimentos para reducir lavariabilidad de los efectos estimados, resulta más aconsejable introducir un nuevo factorexperimental, aunque a priori no se considerase imprescindible. De esta manera se consigueexactamente la misma reducción en la variabilidad de los efectos estimados, y además la oportunidadde ampliar el estudio.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
144
π
MATRIZ
DISEÑO RESP.COLUMNAS
AUXILIARES DIV. EFECTO IDENTIFIC.
L G T Y (1) (2) (3)
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
7997759264847390
17616714816318172017
343311
3537-915-1-3
65472
6-4
-322
24-2
84444444
81.7518.0
1.5-1.0-8.00.56.0
-0.5
MediaLGLGTLTGTLGT
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 141/286
DISEÑOS FACTORIALES
7.6.1 Significación cuando se dispone de réplicas
Cuando se dispone de réplicas, estudiar la significación de los efectos es un caso particular de laspruebas de significación que se han visto en capítulos anteriores.
Veámoslo en el ejemplo de los muelles. Recuérdese que se habían realizado dos experimentosen cada condición experimental, lo que nos permite calcular la varianza -con dos observaciones en estecaso- en cada una de ellas (ver tabla 7.6).
Tabla 7.6 Media y varianza de los experimentos. Ejemplo del muelle
Supondremos (suposición en general razonable) que la variabilidad no depende de la condiciónbajo la que se esté experimentando, sino que es una característica del sistema experimental y, por tanto,que se cumple la hipótesis de igualdad de varianzas. Entonces, una buena medida del errorexperimental será el promedio de estas varianzas.
El promedio de las ocho varianzas calculadas es:
con lo que SR= 2.24 es la desviación tipo del error experimental, estimada con ocho grados de libertad,ya que es el promedio de ocho varianzas, cada una de ellas calculada con un grado de libertad.
En general, y admitiendo que por diversas circunstancias propias de cada experimento elnúmero de réplicas en cada condición experimental puede ser diferente, la S2
R será:
con n1 + n2 + ... + nC - C grados de libertad, donde C es el número de condiciones experimentalesdistintas (C=2k) y n
i
el número de réplicas de la i-ésima condición experimental.Para poder determinar la significación de los efectos, es necesario disponer de una medida de
la variación que el error experimental ha inducido en la estimación de los mismos. Esta medida laproporcionará la desviación tipo de los efectos, que puede ser calculada, ya que:
> cada efecto es una combinación lineal de las respuestas obtenidas en las distintas condicionesexperimentales;
> las respuestas obtenidas en las distintas condiciones experimentales son independientes entre sí.
145
π
EXP. FACTORES RESPUESTA
L G T RÉPLICAS MEDIA VARIANZA
123456
78
-11
-11
-11
-11
-1-111
-1-1
11
-1-1-1-111
11
779876906382
7292
819674946586
7488
799775926484
7390
822828
28
S2 8 2 2 8 2 8 2 8
85=
+ + + + + + +=
Sn S n S n S
n n n N R
N N
N
2 1 12
2 22 2
1 2
1 1 1=
− + − + + −
+ + + −
( ) ( ) ( )K
K
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 142/286
Considérese en primer lugar el caso de un diseño 22 en el que cadacondición experimental ha sido replicada, tabla 7.7.el efecto de A será:
Por lo que, suponiendo que todas las respuestas sonindependientes y tienen la misma varianza σ2, se obtiene:
En general, y teniendo en cuenta que cada efecto es un estadístico formado a base (recuérdese elalgoritmo de los signos) de hacer el promedio de la mitad de las observaciones con signo +, representado
por , y restarle el promedio de la otra mitad con signo -, representado por , se obtiene que:
donde cada media ha sido calculada con N /2 observaciones, y donde N es el número total deexperimentos que se han realizado -incluidas por tanto, las réplicas.
La varianza de un efecto será:
donde, por estar calculadas con el mismo número de observaciones, provenientes de la misma ley normal:
Y como e son independientes:
Y su estimación es, por tanto:
Nótese que esta fórmula sólo es válida cuando el número de replicas es idéntico bajo todas lascondiciones experimentales; en caso de que esto no sea así, habrá que deducir la fórmula adecuada enforma análoga a la utilizada aquí. Asimismo, se puede calcular de forma inmediata la desviación tipode la media, si bien rara vez resulta de utilidad práctica.
En el ejemplo de los muelles la estimación de la varianza de los efectos será, pues:
Estrictamente, lo correcto sería realizar una prueba de significación para cada efecto, utilizandola t-Student (con los grados de libertad con los que se ha calculado la SR) como distribución dereferencia. Para ello, el estadístico:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
146
π
EXP.FACTORES
A BRESPUESTARÉPLICAS
1
234
-1
-11-1
-1
111
Y 11 Y 12
Y 21 Y 22Y 31 Y 32
Y 41 Y 42
Tabla 7.7 Diseño 22 con réplicas
efecto A
Y Y Y Y Y Y Y Y
=
++
+
−
++
+21 22 41 42 11 12 31 32
2 22
2 22
V A V Y Y Y Y Y Y Y Y ( ) ( )efecto = + + + − − − −
1
4 21 22 41 42 11 12 31 22
efecto = −+ −Y Y
V V Y Y (efecto) = −+ −( )
V Y V Y Y N
( ) = = =+ −( ) ( )σ2
2
V N
(efecto) =4 2σ
$V N
S R(efecto) =4 2
$ ,25V (efecto) = =4
165 1
Y + Y −
Y + Y −
© los autores, 1998; © Edicions UPC, 1998.
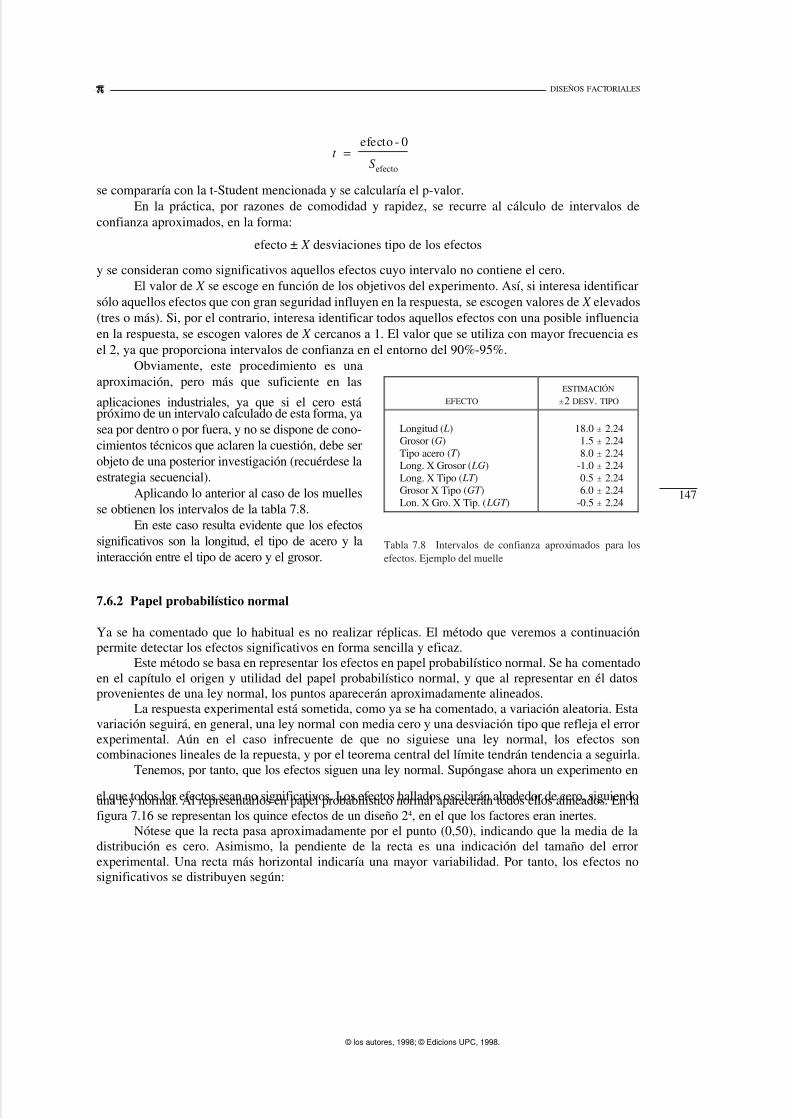
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 143/286
DISEÑOS FACTORIALES
se compararía con la t-Student mencionada y se calcularía el p-valor.En la práctica, por razones de comodidad y rapidez, se recurre al cálculo de intervalos de
confianza aproximados, en la forma:
efecto ± X desviaciones tipo de los efectos
y se consideran como significativos aquellos efectos cuyo intervalo no contiene el cero.El valor de X se escoge en función de los objetivos del experimento. Así, si interesa identificar
sólo aquellos efectos que con gran seguridad influyen en la respuesta, se escogen valores de X elevados(tres o más). Si, por el contrario, interesa identificar todos aquellos efectos con una posible influenciaen la respuesta, se escogen valores de X cercanos a 1. El valor que se utiliza con mayor frecuencia esel 2, ya que proporciona intervalos de confianza en el entorno del 90%-95%.
Obviamente, este procedimiento es unaaproximación, pero más que suficiente en las
aplicaciones industriales, ya que si el cero estápróximo de un intervalo calculado de esta forma, yasea por dentro o por fuera, y no se dispone de cono-cimientos técnicos que aclaren la cuestión, debe serobjeto de una posterior investigación (recuérdese laestrategia secuencial).
Aplicando lo anterior al caso de los muellesse obtienen los intervalos de la tabla 7.8.
En este caso resulta evidente que los efectossignificativos son la longitud, el tipo de acero y lainteracción entre el tipo de acero y el grosor.
7.6.2 Papel probabilístico normal
Ya se ha comentado que lo habitual es no realizar réplicas. El método que veremos a continuaciónpermite detectar los efectos significativos en forma sencilla y eficaz.
Este método se basa en representar los efectos en papel probabilístico normal. Se ha comentadoen el capítulo el origen y utilidad del papel probabilístico normal, y que al representar en él datosprovenientes de una ley normal, los puntos aparecerán aproximadamente alineados.
La respuesta experimental está sometida, como ya se ha comentado, a variación aleatoria. Estavariación seguirá, en general, una ley normal con media cero y una desviación tipo que refleja el errorexperimental. Aún en el caso infrecuente de que no siguiese una ley normal, los efectos soncombinaciones lineales de la repuesta, y por el teorema central del límite tendrán tendencia a seguirla.
Tenemos, por tanto, que los efectos siguen una ley normal. Supóngase ahora un experimento en
el que todos los efectos sean no significativos. Los efectos hallados oscilarán alrededor de cero, siguiendouna ley normal. Al representarlos en papel probabilístico normal aparecerán todos ellos alineados. En lafigura 7.16 se representan los quince efectos de un diseño 24, en el que los factores eran inertes.
Nótese que la recta pasa aproximadamente por el punto (0,50), indicando que la media de ladistribución es cero. Asimismo, la pendiente de la recta es una indicación del tamaño del errorexperimental. Una recta más horizontal indicaría una mayor variabilidad. Por tanto, los efectos nosignificativos se distribuyen según:
147
π
t S
efecto - 0
efecto
=
EFECTO
ESTIMACIÓN
"2 DESV. TIPO
Longitud ( L)Grosor (G)Tipo acero (T )Long. X Grosor ( LG)Long. X Tipo ( LT )Grosor X Tipo (GT )Lon. X Gro. X Tip. ( LGT )
18.0 " 2.241.5 " 2.248.0 " 2.24
-1.0 " 2.240.5 " 2.246.0 " 2.24
-0.5 " 2.24
Tabla 7.8 Intervalos de confianza aproximados para losefectos. Ejemplo del muelle
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 144/286
N (0, σefectos)Por el contrario, en los efectos significa-
tivos, si bien tienen la misma desviación tipo,la media varía dependiendo del tamaño delefecto. De manera que se distribuyen según:
N (µ efecto, σefectos)donde la µ efecto es distinta en cada caso.
En la figura 7.17 se representan losquince efectos de un diseño 24 en el que doceefectos son no significativos y los tres restantessignificativos.
En la figura 7.17 se aprecia claramentecómo los efectos principales A, C y D sonsignificativos y puede haber dudas (quedeberán resolverse mediante los conocimientosteóricos o empíricos previos a la experimen-
tación, o realizando nuevas pruebas) respecto ala significación de la interacción CD.
Recuérdese que para representar enpapel probabilístico normal basta con:
> ordenar los valores (en este caso losefectos excluyendo la media) de menora mayor;
> calcular la proporción de efectosmenores que el que se está considerando(con el factor de corrección 0.5 parapoder representar el efecto menor). Ésteserá el valor de la ordenada. Para ello se
puede utilizar la fórmula:P = 100(i-0.5)/n
donde:i es el número de orden de cada efecton es el número total de efectos
> graduar el eje no probabilístico del papel;> representar las parejas (efecto, P).
Veamos cómo sería la representación enpapel probabilístico normal de los efectos del
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
148
π
100-10
99
95
90
80
7060504030
20
10
5
1
Efectos
Porcentaje
Fig. 7.16 Representación en papel probabilístico normal de losefectos de un 24 con factores inertes
20100-10-20
99
95
90
80
70605040
3020
10
5
1
Efectos
Porcentaje
A
C
CD
D
Fig. 7.17 Representación en papel probabilístico normal de losefectos de un 24 con tres factores activos
NÚM. 1 2 3 4 5 6 7
EFECTO -8 -1 -0.5 0.5 1.5 6 18
IDENTIDAD T LG LGT LT G GT L
P 7.14 21.4 35.7 50 64.3 78.6 92.9
Tabla 7.9 Efectos ordenados para su representación en papel probabilístico normal. Ejemplo del muelle
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 145/286
DISEÑOS FACTORIALES
ejemplo del muelle que hemos venidocomentando.
Construir una tabla como la 7.9 osimilar facilita considerablemente larepresentación. Nótese que se utiliza unafila para mantener la identidad de los efectosy facilitar su identificación una vezrepresentados.
En la figura 7.18 se aprecia clara-mente que hay cuatro efectos que aparecenalineados (aproximadamente) y que esarecta pasa (también aproximadamente), porel punto (0,50). Esto indica que estos efectossiguen una ley normal con media cero, loque es señal de que no son significativos.Han salido diferentes de cero a causa de la
variabilidad del sistema.Por el contrario, hay tres efectos que
están fuera de esa línea; por lo tanto no sepuede pensar que provengan de una distri-bución con media cero. Son los efectos de L, T y GT . En consecuencia, diremos queson claramente significativos.
Requiere una cierta práctica trazarcorrectamente las rectas e interpretar losresultados. Es obvio que la recta debeajustarse a los puntos centrales y no a los delos extremos, que son los efectos potencial-
mente significativos. Un error común esconsiderar como significativos efectos quese apartan de la recta por estar demasiadopróximos al cero (esto ocurre con ciertafrecuencia, ya que al extraer muestras detamaño reducido de una ley normal losextremos tienden a estar sobrepresentados).La figura 7.19 muestra un ejemplo de lo quese acaba de comentar.
Los efectos A y B no son sig-nificativos a pesar de que están fuera dela recta.
En el apéndice 7B se presenta papelprobabilístico normal especialmente prepa-rado para representar los efectos de experi-mentos bajo ocho, y dieciséis condicionesexperimentales. Se incluyen, además, diversos casos de representaciones en papel probabilísticonormal, provenientes de investigaciones reales, para que el lector se familiarice con la manera de trazarlas rectas y juzgar la significación.
149
π
20100-10-20
99
95
90
80
7060504030
20
10
5
1
Efectos
L
GT
T
Porcentaje
Fig. 7.18 Representación en papel probabilístico normal de losefectos. Ejemplo del muelle
20100-10-20
99
95
90
80
7060504030
20
10
5
1
Efectos
A
B
Porcentaje
Fig. 7.19 Representación en papel probabilístico normal de losefectos de un 24 con todos los factores inertes
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 146/286
7.7 Interpretación de resultados
Una vez calculados los efectos y determinado cuáles son significativos, lo único que resta es interpretarfísicamente esos resultados.
Se ha comentado ya la interpretación que se debe hacer de losefectos principales y que la mejor manera de interpretar lasinteracciones es por medio de gráficos. Por supuesto es impres-cindible hacer estas interpretaciones a la luz de los conocimientosprevios que sobre el problema se pudiesen tener.
Es fundamental tener bien asimilada la posible existenciade interacciones de dos factores para entender el comportamientode la respuesta, y elegir de forma acertada la mejor combinaciónde los factores de diseño.
En el ejemplo del muelle, y a la vista de los efectos que hanresultado significativos (tabla 7.10), la interpretación sería:
> Aumentar la longitud de 10 cm a 15 cm hace aumentar el número de compresiones hasta la
rotura en 18.000 (recuérdese que la respuesta estaba medida en miles de unidades).> El tipo de acero y el grosor interaccionan y por lo tanto, se deben estudiar conjuntamente con
la ayuda de la figura 7.13 o la 7.14. Reproducimos aquí la 7.13.El número máximo de compresiones hasta la rotura se obtiene al trabajar con el tipo de acero A
y un grosor de 5 mm. Pero si las circunstancias obligasen a trabajar con acero tipo B, lo indicado seríautilizar un grosor de 7 mm.
Otra manera de interpretar los efectos calculados,que en ocasiones puede ser de ayuda, es considerar que loque se pretende a través de la experimentación es construirun modelo. Si bien no se puede pretender hallar unafunción que represente exactamente la relación entre larespuesta y los factores, sí se puede hallar una
aproximación a la misma, en la zona experimental (espeligrosísimo extrapolar las variables más allá de losniveles en los que se han considerado), que resulte útil.
Mediante diseños 2k se pueden estimar loscoeficientes de modelos polinómicos sin términoscuadráticos. Para un diseño con 3 factores el modelo aestimar es del tipo:
donde:β0: Término independiente del modelo. Corresponde a la media.β1, ..., β123: Coeficientes. Son la mitad de los efectos calculados. Esto es debido a que el efecto
principal de un factor representa el cambio en la respuesta al pasar del nivel bajo (-1)al nivel alto (+1). Mientras que el coeficiente representa el cambio en la respuesta alcambiar el factor una unidad (del 0 al 1, o del -1 al 0)
A, B, C : Valores que toman cada uno de los factores. AB, AC, BC, ABC : Productos de los valores que toman los factores que se indican. En el
modelo representan los efectos de las interacciones. y : Valor que toma la respuesta para los valores dados de A, B, C .
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
150
π
FACTOR EFECTO
Longitud 18
Tipo de acero -8
Interacci\n
Grosor-Tipo de acero 6
Tabla 7.10 Efectos significativos.Ejemplo del muelle
Fig.7.20 Interacción GT. Ejemplo del muelle
y A B C AB AC BC ABC = + + + + + + +β β β β β β β β 0 1 2 3 12 13 23 123
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 147/286
DISEÑOS FACTORIALES
Así, en el ejemplo del muelle, un modelo que explicara el número de compresiones hasta larotura en función de la longitud, el grosor y el tipo de acero sería:
Num. Comp. =81.75 +9 L-4T +3GT
Nótese que en el modelo sólo aparecen los términos correspondientes a aquellos factores quehan resultado ser significativos.
También es importante resaltar que en este modelo las unidades de los factores no son lasoriginales, ya que éstos han sido codificados. Si se desea se puede descodificar por medio de la fórmula:
donde el subíndice C indica unidades codificadas y el O originales. Los niveles superior e inferior seexpresan en las unidades originales.
Aplicándolo al ejemplo del muelle resulta:
No es necesario decodificar la variable tipo de acero, por ser cualitativa.Con lo que en la ecuación resultaría:
Num. Comp. = 36.75 + 3.6 LO
- 22T + 3GOT
y debe ser utilizada con los valores originales de las variables.Las ecuaciones con las variables en las unidades originales deben ser tratadas con cautela, ya que su
interpretación es más compleja. Son útiles para predecir, pero no para interpretar los efectos de los factores.
7.7.1 Cálculo de residuos. Diagnosis del modelo
A partir del modelo es posible calcular el valor previsto ( ) para cada condición experimental ytambién el residuo, es decir, la diferencia entre el valor observado y el previsto por el modelo. En latabla 7.12 aparecen los residuos calculados para el ejemplo de los muelles.
Tabla 7.12 Cálculo de los residuos. Ejemplo del muelle
151
π
X
X
c =−0
nivel sup. + nivel inf.
2nivel sup. - nivel inf.
2
L L
c =−0 12 5
2 5
,
,G
G
c =−0 6
1,
EXP. FACTORES RESPUESTA VALORES RESIDUOS
L G T RÉPLICAS PREVISTOS
12345678
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
7798769063827292
8196749465867488
79.7597.7573.7591.7565.7583.7571.7589.75
-2.750.252.25
-1.75-2.75-1.750.252.25
1.25-1.750.252.25
-0.752.252.25
-1.75
$ y
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 148/286
Los residuos así calculados permiten comprobar si se cumplen las hipótesis del modelo, que son:> independencia,> normalidad,> varianza constante,
y pueden ser comprobadas mediante técnicas gráficas.
7.8 Diseños a dos niveles bloqueados
La técnica del bloqueo, si bien ya ha sido introducida y utilizada en el contexto de la comparación demedias, tiene particularidades en el caso de los diseños factoriales.
En ocasiones no se pueden realizar todos los experimentos elementales que componen undiseño bajo las mismas condiciones. Por ejemplo podría ocurrir que se desease realizar un experimento24, pero sólo hubiese materia prima de la misma partida para realizar ocho experimentos y que sesospechase que la materia pudiese afectar en forma importante a la respuesta.
Hay muchos motivos que podrían provocar que el experimento no se llevase a cabo bajo
condiciones homogéneas. En la industria el más frecuente es que transcurra un período de tiempo largoentre la realización del primer experimento y el último y esto siempre provoca que sea difícil asegurarque no haya cambiado nada durante ese período. Pero cambios de turno, materia prima, operario, etc.,son también motivos frecuentes de bloqueo.
Bloquear es dividir el global de experimentos a realizar en grupos (bloques), dentro de loscuales se piensa que las condiciones bajo las que se va a experimentar son homogéneas.
Para conseguir esas divisiones, se confunden interacciones, de las que en principio se piensaque no son importantes (en general, de tres o más factores), con los factores de bloqueo. La técnica esmuy similar a la que se explica en el siguiente capítulo para diseñar experimentos factorialesfraccionales. Por ello, postergamos la explicación detallada hasta el apartado 8.5, en que dispondremosde una mayor base para su presentación. Baste reseñar aquí la importancia de bloquear para aumentarla precisión de los experimentos, especialmente en la industria, y dejar constancia de esa posibilidad.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
152
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 149/286
DISEÑOS FACTORIALES
Apéndice 7A Relación entre los algoritmos de cálculo y el método de los mínimos
cuadrados
En este capítulo se han detallado dos algoritmos para calcular los efectos, cuando los resultadosprovienen de un diseño factorial con las variables a dos niveles. Los dos, algoritmo de Yates yalgoritmo de los signos, están basados en la simplificación que supone, en el caso general de laestimación de coeficientes por mínimos cuadrados (regresión lineal), el hecho de que las columnas dela matriz de diseño sean ortogonales.
En este apéndice se detalla la relación entre estos algoritmos y el caso general, suponiendo queel lector está familiarizado con los aspectos básicos de la regresión lineal.
Dado un conjunto de variables X 1, X 2, ..., X p (variables independientes o regresoras), de las que sepiensa que pueden contribuir a explicar las variaciones de una variable Y (dependiente) según el modelo:
el problema básico de la regresión lineal es estimar los coeficientes i a partir de los datos disponiblespara esas variables y, por tanto, estimar el modelo anterior por medio de la ecuación:
donde las bi son las estimaciones de las βi.Estas estimaciones se realizan por el método de los mínimos cuadrados. Es decir, se eligen
valores de b de tal manera que minimicen la suma de los cuadrados de los residuos (e).Llamando X a una matriz formada por las variables independientes, e Y a un vector formado por
las observaciones de la variable dependiente, en la forma siguiente,
los valores del vector b:
que minimizan las sumas de cuadradosde los residuos, vienen dados por:
b = ( X ’ X )-1 X ’Y.
Considérese ahora la matriz dediseño completa de un 23 para lasvariables A, B y C:
Llamémosla X . Entonces:
153
π
y X X X p p= + + + + +β β β β ε0 1 1 2 2 K
y b b X b X b X e p p= + + + + +0 1 1 2 2 K
X
X X X
X X X
X X X
X X X
Y
Y
Y
Y
Y
p
p
p
n n pn n
=
=
1
1
1
1
11 21 1
12 22 2
13 23 3
1 2
1
2
3
L
L
L
M M M ML
M
b
b
b
b
b p
=
0
1
2
M
media A B C AB AC BC ABC
11111111
-11-11
-11
-11
-1-111
-1-111
-1-1-1-11111
1-1-111
-1-11
1-11
-1-11
-11
11-1-1-1-111
-111
-11
-1-11
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 150/286
Nótese que X’X es diagonal porque las columnascorrespondientes a los efectos son contrastes ortogonalesentre sí. Este hecho resulta de gran transcendencia, yaque esa ortogonalidad es la que provoca que las b
estimadas (los efectos) sean independientes entre sí y portanto, fácilmente interpretables.
Resulta evidente que la matriz ( X’X )-1 es tambiénuna matriz diagonal, pero con 1/8 a lo largo de la diagonalprincipal.
Por tanto, la estimación b resulta:
donde Y es un vector que representa la respuesta del experimento.Explicitando las matrices resulta:
que es exactamente la misma operación que se realizaba en el algoritmo de los signos, con la única
salvedad de que en este caso los coeficientes se obtienen dividiendo por ocho (el número deexperimentos) en lugar de por cuatro (la mitad del número de experimentos). Esto es así, como ya seha comentado en el apartado 7.5, porque los coeficientes indican el cambio en la respuesta al cambiaruna unidad la variable, mientras que los efectos estiman el cambio en la respuesta al pasar del nivelbajo (-1) al nivel alto (+1) de la variable.
El lector comprobará fácilmente que en el algoritmo de Yates las operaciones son exactamentelas mismas que en el algoritmo de los signos, sólo que se resulta más eficiente, ya que éstas se realizanagrupadas.
Por otra parte, y dejando al margen que el método de estimación sea el mismo, conviene ponerde manifiesto dos diferencias básicas entre la estimación de un modelo cuando la respuesta se haobtenido como resultado de un experimento diseñado, y la que se obtiene cuando la respuesta y lasvariables se han recogido como consecuencia de las operaciones habituales:
> Los peligros ya mencionados al inicio de este capítulo cuando los datos no provienen de unexperimento diseñado. Inconsistencia de los datos, rango de variación de las variables limitadopor el control, confusión de los efectos e imposibilidad de determinar relaciones causa-efecto(variable oculta).
> Cuando los datos no provienen de un diseño factorial, las variables independientes no son, enla practica totalidad de los casos, ortogonales. Esto complica considerablemente lainterpretación de los modelos resultantes.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
154
π
X X ' =
8 0 0 0 0 0 0 0
0 8 0 0 0 0 0 0
0 0 8 0 0 0 0 0
0 0 0 8 0 0 0 0
0 0 0 0 8 0 0 0
0 0 0 0 0 8 0 0
0 0 0 0 0 0 8 0
0 0 0 0 0 0 0 8
b X Y =1
8'
b =
− − − −− − − −− − − −
− − − −− − − −
− − − −− − − −
18
1 1 1 1 1 1 1 11 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
Y
Y
Y
Y
Y
Y
Y
Y
Y
=
1
2
3
4
5
6
7
8
© los autores, 1998; © Edicions UPC, 1998.
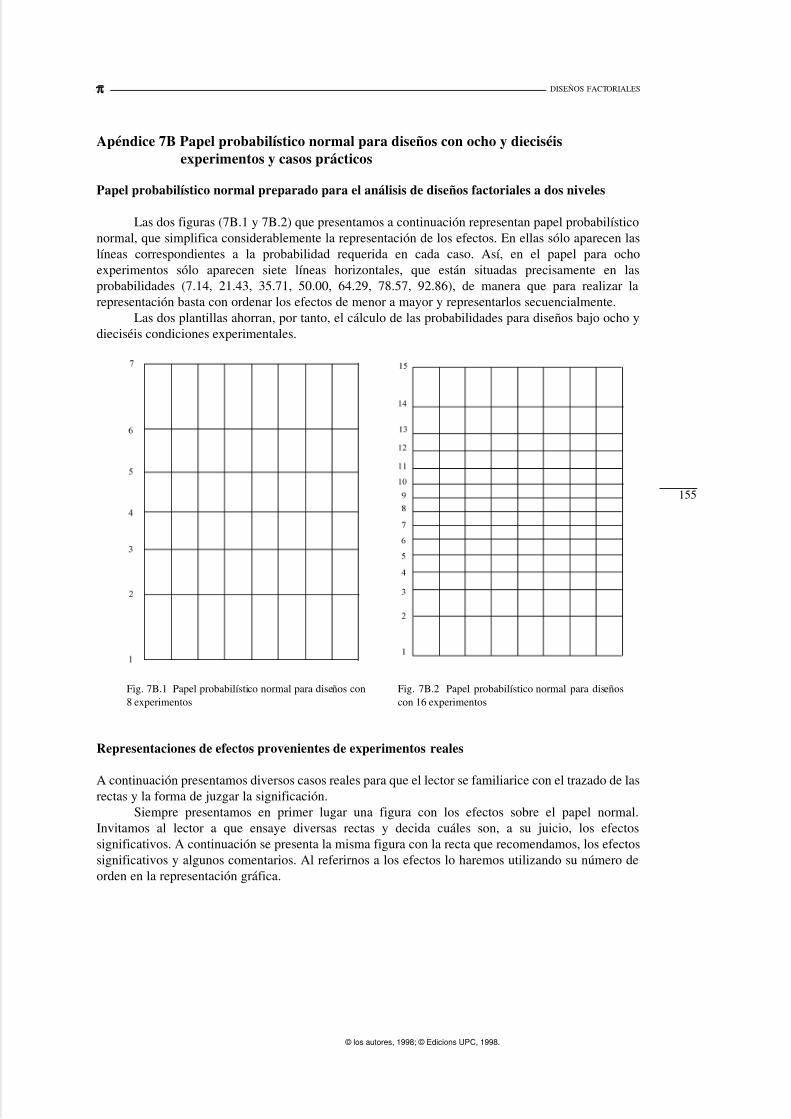
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 151/286
DISEÑOS FACTORIALES
Apéndice 7B Papel probabilístico normal para diseños con ocho y dieciséis
experimentos y casos prácticos
Papel probabilístico normal preparado para el análisis de diseños factoriales a dos niveles
Las dos figuras (7B.1 y 7B.2) que presentamos a continuación representan papel probabilísticonormal, que simplifica considerablemente la representación de los efectos. En ellas sólo aparecen laslíneas correspondientes a la probabilidad requerida en cada caso. Así, en el papel para ochoexperimentos sólo aparecen siete líneas horizontales, que están situadas precisamente en lasprobabilidades (7.14, 21.43, 35.71, 50.00, 64.29, 78.57, 92.86), de manera que para realizar larepresentación basta con ordenar los efectos de menor a mayor y representarlos secuencialmente.
Las dos plantillas ahorran, por tanto, el cálculo de las probabilidades para diseños bajo ocho ydieciséis condiciones experimentales.
Representaciones de efectos provenientes de experimentos reales
A continuación presentamos diversos casos reales para que el lector se familiarice con el trazado de lasrectas y la forma de juzgar la significación.
Siempre presentamos en primer lugar una figura con los efectos sobre el papel normal.Invitamos al lector a que ensaye diversas rectas y decida cuáles son, a su juicio, los efectossignificativos. A continuación se presenta la misma figura con la recta que recomendamos, los efectossignificativos y algunos comentarios. Al referirnos a los efectos lo haremos utilizando su número deorden en la representación gráfica.
155
π
Fig. 7B.1 Papel probabilístico normal para diseños con8 experimentos
Fig. 7B.2 Papel probabilístico normal para diseñoscon 16 experimentos
© los autores, 1998; © Edicions UPC, 1998.
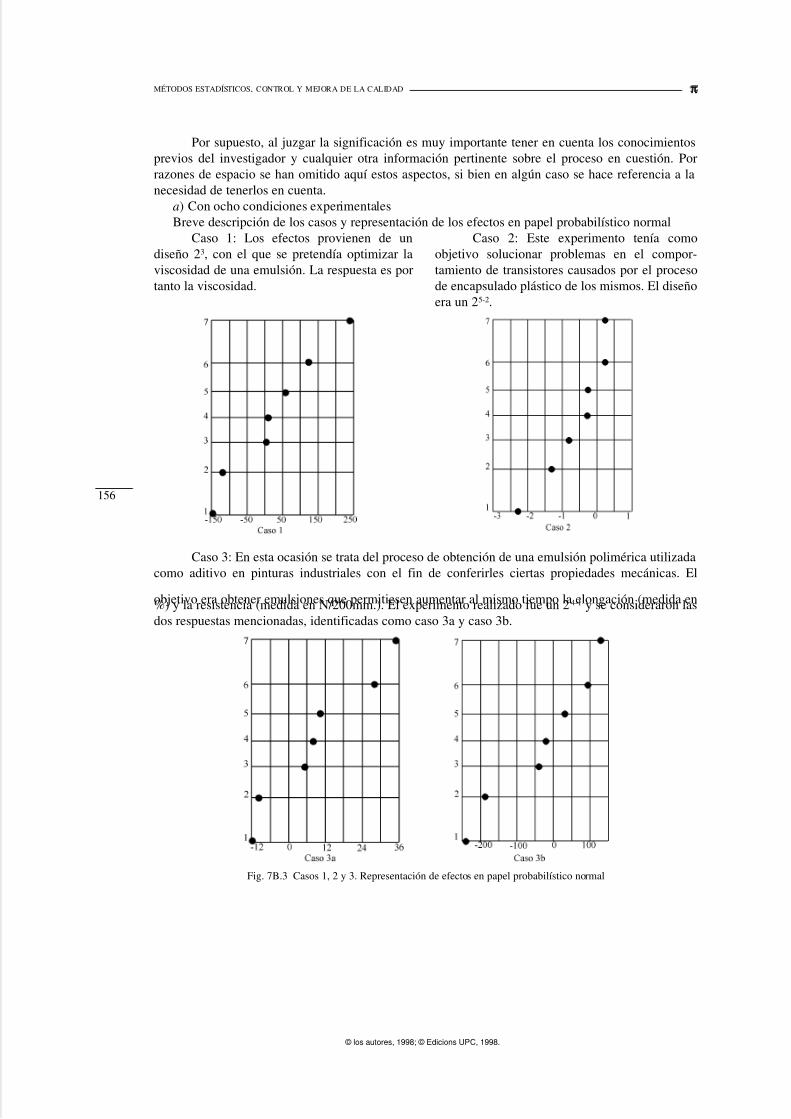
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 152/286
Por supuesto, al juzgar la significación es muy importante tener en cuenta los conocimientosprevios del investigador y cualquier otra información pertinente sobre el proceso en cuestión. Porrazones de espacio se han omitido aquí estos aspectos, si bien en algún caso se hace referencia a lanecesidad de tenerlos en cuenta.
a) Con ocho condiciones experimentalesBreve descripción de los casos y representación de los efectos en papel probabilístico normal
Caso 3: En esta ocasión se trata del proceso de obtención de una emulsión polimérica utilizadacomo aditivo en pinturas industriales con el fin de conferirles ciertas propiedades mecánicas. El
objetivo era obtener emulsiones que permitiesen aumentar al mismo tiempo la elongación (medida en%) y la resistencia (medida en N/200mm.). El experimento realizado fue un 2 4-1 y se consideraron lasdos respuestas mencionadas, identificadas como caso 3a y caso 3b.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
156
π
Caso 1: Los efectos provienen de undiseño 23, con el que se pretendía optimizar laviscosidad de una emulsión. La respuesta es portanto la viscosidad.
Caso 2: Este experimento tenía comoobjetivo solucionar problemas en el compor-tamiento de transistores causados por el procesode encapsulado plástico de los mismos. El diseñoera un 25-2.
Fig. 7B.3 Casos 1, 2 y 3. Representación de efectos en papel probabilístico normal
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 153/286
DISEÑOS FACTORIALES
Caso 4: Las tres respuestas de este experimento (caso 4a: densidad aparente de la pasta, caso4b: consistencia de la pasta y caso 4c: retención de agua de la pasta) corresponden a un diseño 24-1. Conél se pretendía optimizar la formulación de cementos.
Caso 5: Este caso corresponde a la optimización de la densidad del producto final en un procesode mezclado de resinas con carga mineral. El diseño era un 23.
Comentarios a las rectas trazadas y los efectos considerados como significativos en cada uno delos casos planteados. Como ya se ha comentado, por razones de concisión, nos referiremos a cadaefecto por su número de orden, que corresponde al que está señalado en el eje de ordenadas.
157
π
Fig. 7B.4 Casos 4 y 5. Representación de los efectos en papel probabilístico normal
Caso 4a
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 154/286
Caso 1: Nótese que la recta pasa aproximadamente por el punto (0,50) y recuérdese que, talcomo se han etiquetado los ejes, la probabilidad 50% corresponde al punto 4. El hecho de que losefectos 3 y 4 tengan prácticamente el mismo valor confiere a los puntos un aspecto de no alineados.Por otra parte, según como se trace la recta, el efecto 1 podría quedar claramente fuera de la misma,pero en ningún caso puede considerarse como significativo, ya que está fuera de la recta por estardemasiado cerca de cero. Obviamente los significativos son los que están fuera de la recta por estaralejados del cero. Por tanto, en este caso no hay ningún efecto que pueda ser considerado comosignificativo.
Caso 2: La recta esta algo desplazada del punto (0,50); esto puede ser una indicación de laexistencia de algún valor anómalo en los datos correspondientes a la respuesta, que se deberíacomprobar analizando los residuos. El efecto 1 puede considerarse como significativo, si bien porescaso margen. El efecto 7 claramente no, ya que se aparta de la recta, pero por estar más cerca delcero de lo que le correspondería.
Caso 3a: La situación es aparentemente clara, la recta engloba a los tres efectos centrales (3, 4y 5) y los efectos 1, 2 , 6 y 7 son significativos. Nótese, sin embargo, que la recta está muy desplazadadel punto (0,50), lo que de nuevo requiere un análisis de los residuos para aclarar la posible existenciade anomalías. Es de destacar que en este caso, a diferencia del anterior, si se diese por buena la rectase estaría admitiendo que los efectos 1 y 2, cuyo valor es -12 y -9 (aproximadamente), seríansignificativos, mientras que los efectos 4 y 5, que valen 8 y 11, podrían ignorarse. Este caso requiereuna revisión en profundidad de todo el experimento.
Caso 3b: Éste es un caso claro, en el que los efectos 1 y 2 son significativos.Caso 4a: No hay ningún efecto significativo, los dos que se apartan de la recta, el 1 y el 7, lo
hacen por estar demasiado cerca del cero.Caso 4b: En esta situación hay tres efectos que son claramente significativos, el 1, el 6 y el 7,
y un cuarto efecto, el 5, que resulta difícil de juzgar sin tener conocimientos adicionales sobre elsistema con el que se está experimentando. Si estos conocimientos no fuesen suficientes, habría querecurrir a realizar más experimentos para despejar las dudas (estrategia secuencial).
Caso 4c: Es totalmente análogo al caso 2 ya comentado.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
158
π
Fig. 7B.5 Casos 1 y 2. Recta de efectos no significativos
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 155/286
DISEÑOS FACTORIALES
Caso 5: Es similar al caso 3b, con la diferencia de que los dos efectos significativos son en estecaso positivos.
Conviene destacar que en los casos 3 y 4, correspondientes a experimentos en los que se haconsiderado más de una respuesta, es conveniente realizar una interpretación global tras interpretar losresultados para cada respuesta individualmente. No lo hacemos aquí, ya que el propósito es únicamenteclarificar la interpretación del papel probabilístico normal.
b) Bajo dieciséis condiciones experimentalesBreve descripción de los casos y representación de los efectos en papel probabilístico normal.Caso 6: Los efectos corresponden a un diseño 25-1 donde el objetivo era optimizar los
parámetros en un proceso de termofijación de entretelas.Caso 7: Los efectos corresponden a un proceso de curvado de tubos. La respuesta de interés
eran las deformaciones en el diámetro interior. El diseño realizado fue un 2 6-3.
159
π
Fig. 7B.6 Casos 3, 4 y 5. Recta de efectos no significativos
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 156/286
Caso 8: Los efectos provienen de un experimento realizado en un proceso de fabricación depapel con una máquina de doble tela. El diseño fue un 25-1 y la respuesta (a) corresponde a la resistencialongitudinal del papel y la (b) a la resistencia transversal.
Comentarios a las rectas trazadas y los efectos considerados como significativos en cada uno delos casos planteados. De nuevo, nos referiremos a cada efecto por su número de orden, quecorresponde al que está señalado en el eje de ordenadas (figura 7B.8).
Nótese que, en general, la interpretación del papel probabilístico resulta más sencilla cuando sehan realizado dieciséeis experimentos que cuando sólo se han realizado ocho. Ello es debido a que alaparecer un mayor número de efectos no significativos, la recta queda mejor definida. Tambiénconviene destacar que en ninguno de los cuatro casos considerados aparecen problemas de posiblesanomalías y que todas las rectas pasan, aproximadamente, por el punto (0,50) que en este casocorresponde al (0,8).
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
160
π
Fig. 7B.7 Casos 6, 7 y 8. Representación de efectos en papel probabilístico normal
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 157/286
DISEÑOS FACTORIALES
Caso 6: Hay un efecto claramente significativo, el 15, y otro que a nuestro juicio también lo espero con menor seguridad, que es el 14. Para juzgar este último resultaría conveniente conocer elproceso.
Caso 7: Los efectos 13, 14 y 15 son significativos, y puede haber dudas respecto al 1 (aunquenos inclinamos por considerarlo no significativo), que como siempre se deberían clarificar a partir delos conocimientos del proceso o recurriendo a la realización de nuevos experimentos.
Caso 8a: Sólo el efecto 15 es claramente significativo. Al igual que en el caso anterior podríahaber una ligera duda sobre el efecto 1.
Caso 8b: Los efectos 14 y 15 son obviamente significativos. Nos inclinamos por considerar que,si bien en menor medida, también lo son el 1 y el 2, aunque dependiendo del significado físico de losmismos.
161
π
Fig. 7B.8 Casos 6, 7 y 8. Representación de efectos en papel probabilístico normal
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 158/286
Ejercicios
7.1. En un diseño factorial 23 sin réplicas, efectuado con las variables x1, x2, x3, se han obtenidolas siguientes estimaciones:
Analizar qué efectos son significativos e interpretar los resultados.
7.2. Una fábrica de pilas de níquel-cadmio desea obtener una capacitancia lo más alta posible conlos procesos de fabricación de que dispone.En un primer estudio de mejora de la calidad se seleccionaron tres macrovariables:
El estudio se realizó con 48 pilas (6 réplicas) con materias primas homogéneas y con el mismoaparato para medir la capacitancia final.
Los resultados obtenidos fueron: capacitancia (datos codificados)
a) Describir un mecanismo de posible aleatorización del experimento.b) Efectuar un estudio completo para determinar la influencia de las macrovariables en la calidad
del producto obtenido, interpretando los resultados y sugiriendo posibles acciones a emprenderen la fábrica.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
162
π
ESTIMACIÓN
EFECTOS
PRINCIPALES
x1 x2x3
-1.915.250.45
INTERACCIONES
BINARIAS
x1x2x1x3x2x3
-0.071.55
-4.07
INTERACCIÓN
DE TERCER ORDEN
x1x2x3 0.85
A1 A2
B1 B2 B1 B2
C1 C2 C1 C2 C1 C2 C1 C2
-0.1 1.1 0.6 0.7 0.6 1.9 1.8 2.1
1.0 0.5 1.0 -0.1 0.8 0.7 2.1 2.3
0.6 0.1 0.8 1.7 0.7 2.3 2.2 1.9
-0.1 0.7 1.5 1.2 2.0 1.9 1.9 2.2
1.4 1.3 1.3 1.1 0.7 1.0 2.6 1.8
0.5 1.0 1.1 -0.7 0.7 2.1 2.8 2.5
A: Línea de producción A1: Línea de producción A1A1: Línea de producción A1
B: Línea de montaje B1: Línea de montaje B1B2: Línea de montaje B2
C: Estación de proceso final C1: Estación C1C2: Estación C2
© los autores, 1998; © Edicions UPC, 1998.
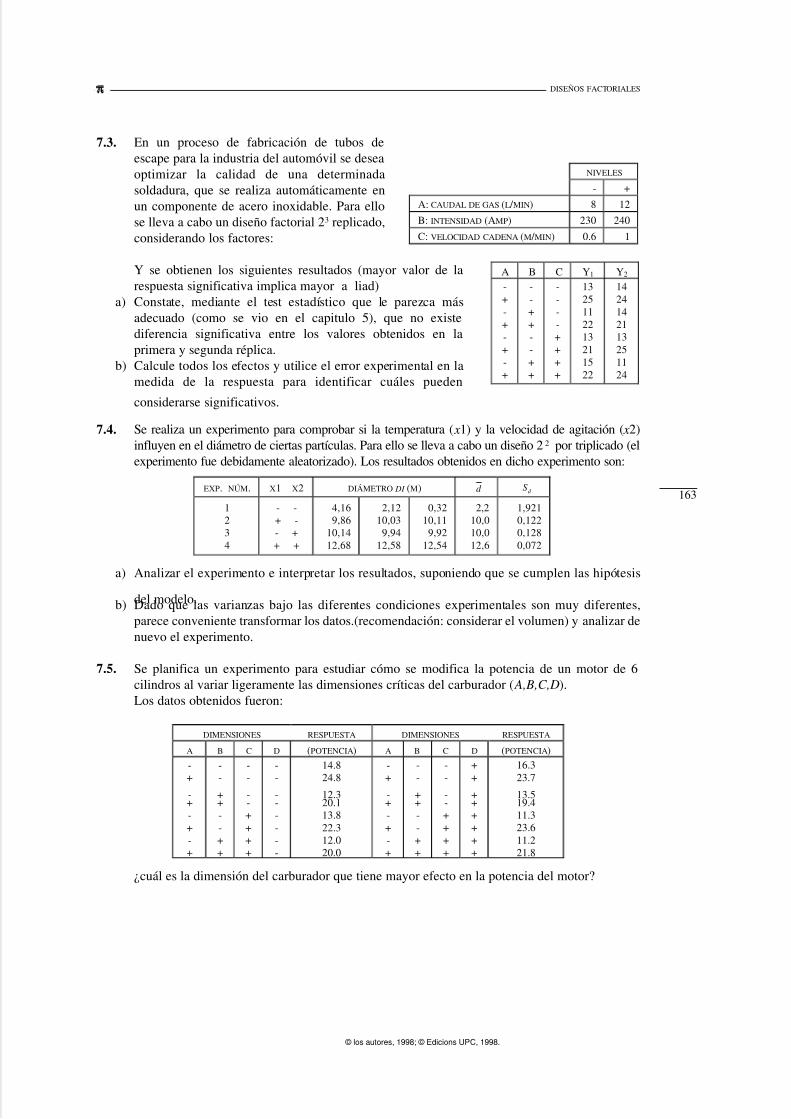
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 159/286
DISEÑOS FACTORIALES
7.3. En un proceso de fabricación de tubos deescape para la industria del automóvil se deseaoptimizar la calidad de una determinadasoldadura, que se realiza automáticamente enun componente de acero inoxidable. Para ellose lleva a cabo un diseño factorial 23 replicado,considerando los factores:
Y se obtienen los siguientes resultados (mayor valor de larespuesta significativa implica mayor a liad)
a) Constate, mediante el test estadístico que le parezca másadecuado (como se vio en el capitulo 5), que no existediferencia significativa entre los valores obtenidos en laprimera y segunda réplica.
b) Calcule todos los efectos y utilice el error experimental en lamedida de la respuesta para identificar cuáles pueden
considerarse significativos.
7.4. Se realiza un experimento para comprobar si la temperatura ( x1) y la velocidad de agitación ( x2)influyen en el diámetro de ciertas partículas. Para ello se lleva a cabo un diseño 2 2 por triplicado (elexperimento fue debidamente aleatorizado). Los resultados obtenidos en dicho experimento son:
a) Analizar el experimento e interpretar los resultados, suponiendo que se cumplen las hipótesis
del modelo.b) Dado que las varianzas bajo las diferentes condiciones experimentales son muy diferentes,parece conveniente transformar los datos.(recomendación: considerar el volumen) y analizar denuevo el experimento.
7.5. Se planifica un experimento para estudiar cómo se modifica la potencia de un motor de 6cilindros al variar ligeramente las dimensiones críticas del carburador ( A,B,C,D).Los datos obtenidos fueron:
¿cuál es la dimensión del carburador que tiene mayor efecto en la potencia del motor?
163
π
NIVELES
- +
A: CAUDAL DE GAS (L / MIN) 8 12
B: INTENSIDAD (AMP) 230 240
C: VELOCIDAD CADENA (M / MIN) 0.6 1
A B C Y1 Y2
-+-+-+-+
--++--++
----++++
1325112213211522
1424142113251124
EXP. NÚM. X1 X2 DIÁMETRO DI (M) Sd
1234
- -+ -- ++ +
4,169,86
10,1412,68
2,1210,03
9,9412,58
0,3210,11
9,9212,54
2,210,010,012,6
1,9210,1220,1280,072
DIMENSIONES RESPUESTA DIMENSIONES RESPUESTA
A B C D (POTENCIA) A B C D (POTENCIA)-+
-+-+-+
--
++--++
--
--++++
--
------
14.824.8
12.320.113.822.312.020.0
-+
-+-+-+
--
++--++
--
--++++
++
++++++
16.323.7
13.519.411.323.611.221.8
d
Sd
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 160/286
7.6. Se desea optimizar cierta característica de calidad y de un producto, y para ello se realiza undiseño factorial 23 en el que los factores A, B y C son las variables de las que se sospecha quepueden tener alguna influencia en y.Las posibilidades de experimentación permiten la realización de cuatro réplicas en cadacondición experimental pero como sólo pueden realizarse 16 experimentos diarios, la experi-mentación se bloquea por día.Los resultados obtenidos son:
a) Describa brevemente cómo podría aleatorizarse la realización de este experimento. Calcule losefectos. ¿Qué opinión le merece el generador del bloque elegido?
b) Indique cuáles son los efectos significativos. ¿Era necesario bloquear?c) Considere que los resultados anteriores se han obtenido utilizando cuatro máquinas,
correspondiendo la primera réplica a los datos de la máquina 1, la segunda réplica a los datosde la máquina 2, y así sucesivamente. ¿Podemos seguir considerando que tenemos cuatroréplicas? ¿Por qué?
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
164
π
A B C Y1 Y2 Y3 Y4
DÍA 1--++
-+-+
--++
83868483
76827975
78878181
79817677
DÍA 2++-
-
-+-
+
-+-
+
717488
94
667084
87
747291
91
696885
88
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 161/286
8.1 Utilidad y justificaciones
En el capítulo anterior se ha desarrollado en detalle el diseño, análisis e interpretación de los diseñosfactoriales completos. También se han comentado las ventajas e inconvenientes de su utilización, yentre estos últimos el más importante es el elevado número de experimentos que requieren. Estenúmero crece, como resulta evidente en la notación 2k utilizada, en forma exponencial con el númerode factores. No es inusual en la industria desear estudiar el efecto de 6, 7, 8 o más factores sobre unarespuesta.
En el caso de considerar siete factores, un diseño factorial completo exigiría la realización de27 = 128 experimentos, y tal volumen de experimentación resulta, en la mayoría de ocasiones,prohibitivo. Los diseños factoriales fraccionales permiten estudiar un elevado número de factores enun número de experimentos mucho menor de lo que requeriría un factorial completo.
8.1.1 Justificaciones
Piénsese que un diseño 27 implica realizar 128 experimentos y, por tanto, se dispone de 128 grados delibertad que permiten estimar 128 efectos que son, además de la media:
> 7 efectos principales> 21 interacciones de 2 factores> 35 interacciones de 3 factores> 35 interacciones de 4 factores> 21 interacciones de 5 factores> 7 interacciones de 6 factores> 1 interacción de 7 factores
En la práctica resulta extremadamente raro que aparezcan interacciones de tres o más factoresque resulten ser significativas. Dicho de otra manera, en general, se obtienen modelos suficientementeaproximados considerando sólo los efectos principales y las interacciones de dos factores.
Este hecho no debe resultar sorprendente: los efectos significativos engloban las característicasmás importantes de la superficie que se está estudiando, y en la práctica resulta infrecuente que estassean muy “rugosas”. La situación es similar a la que se produce cuando, al desarrollar una función enserie de Taylor, se trunca la aproximación en la segunda derivada. Resultaría además contradictorio
8
Diseños factoriales fraccionales
165
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancioneestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 162/286
incluir téminos de tercer o cuarto orden en un modelo, en el que ya desde el inicio (al decidir realizarel experimento con los factores a dos niveles) se han desestimado los términos cuadráticos puros.
Se puede, por tanto, prescindir de parte de la información que proporciona un diseño 2 7
completo y esto permite, a su vez, prescindir de la realización de algunos experimentos.Para estudiar los efectos de interés, será suficiente con realizar una parte (fracción) del
diseño completo. Estos diseños reciben el nombre de: diseños factoriales fraccionales o,simplemente, diseños fraccionales. Para los diseños fraccionales se utiliza la notación 2k-p, donde2 sigue siendo el número de niveles, k el número de factores con los que se experimentará y la letra
p indica el grado de fraccionamiento (más adelante se comenta su significado específico). De talmanera que el resultado de elevar 2 a k - p indica el número de experimentos que se van a realizar.Veamos unos ejemplos:
> 27-1 permite estudiar siete variables en 64 experimentos. Suponiendo que todas las interaccionesde cuarto orden o superior sean cero, permitiría estimar los efectos principales y lasinteracciones de segundo y tercer orden.
> 27-3 permite estudiar siete variables en 16 exprimentos. Suponiendo que todas las interaccionesde tercer orden o superior y una parte de las de segundo orden sean cero, permitiría estimar los
efectos principales y los de las restantes interacciones de dos factores.> 27-4 permite estudiar siete variables en solamente ocho experimentos. Suponiendo que todas las
interacciones sean cero, permitiría estimar los efectos principales de las siete variables encuestión.Hay otra justificación para la realización de diseños factoriales fraccionales y es que en la
significación de los efectos se cumple, en general, el principio de Pareto. Cuando, sobre todo en lasfases iniciales de una experimentación, se incluye un elevado número de factores se suele cumplir queunos pocos son responsables de la mayor parte de variaciones en la respuesta (escasos efectossignificativos), mientras que la mayoría de factores producen cambios en la respuesta de menor cuantía(indistinguibles del ruido experimental). Cuando esto ocurre los diseños factoriales fraccionalespermiten estudiar de manera completa los efectos de las variables activas. En el apéndice 8A secomenta este hecho con mayor detalle.
8.2 Ejemplo introductorio. Cinco variables en dieciseis experimentos
En una investigación -en laboratorio- sobre solidez del color en tejidos se consideraron cinco variables,cada una de ellas a dos niveles, que se situaron alrededor de los habituales en el proceso de tintado. Latabla 8.1 muestra las variables y niveles.
La respuesta medida es la cantidad de color dejadapor la muestra, resultado del experimento, sobreun testigo y comparada con un testigo estándar.De manera que lo que se desea es hallar las condi-ciones que minimicen la respuesta.
Esta investigación se desarrolló por mediode un diseño 25 completo. Los experimentosrealizados (en orden aleatorio) aparecen en latabla 8.2 (en orden estándar) junto con larespuesta obtenida.
Como se han realizado 32 experimentos sedispone de 32 grados de libertad, que permiten
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
166
π
CÓDIGO VARIABLE NIVELES
- +
AB
C
D
E
Ph fijadoTemp. fijadoConcentr. fijadorTemp. acabadoTiempo acabado
4.5701C1 g/l1701C50 seg.
5.5801C3 g/l1901C70 seg.
Tabla 8.1 Variables y niveles. Ejemplo del tintado
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 163/286
DISEÑOS FACTORIALES FRACCIONALES
estimar los siguientes 32 efectos:
Representando estos efectos en papel probabilístico normal se obtine la representación de lafigura 8.1.
En la figura 8.1 se observa claramente que hay cinco efectos significativos: B, C, D, BC y DE .Es decir se cumple el principio de la escasez de efectos.
Dejamos como ejercicio para el lector la interpretación de los resultados, de acuerdo con elobjetivo planteado en la investigación.
Como acabamos de ver, se han podido estimar 32 efectos, si bien es cierto que ya antes derealizar el experimento había 16 efectos que considerabamos despreciables -las interacciones de tres,cuatro y cinco factores.
¿Qué hubiese ocurrido si en lugar de realizar los 32 experimentos de un 2 5 se hubiesen hechosólo los 16 indicados por un 25-1? ¿Podríamos haber realizado solamente 16 experimentos, y noshubiesen servido para estimar los efectos principales y las interaccciones de dos factores?
Imaginemos que realmente se han realizado sólo 16 experimentos y que éstos han sido unsubconjunto de los 32 del diseño completo. En la tabla 8.3 aparecen estos 16 experimentos. Invitamosal lector a comprobar como la respuesta coincide con la que se ha obtenido bajo esas mismas
167
π
EXP. A B C D E RESP.
12
3456789
10111213141516
-11
-11-11
-11
-11
-11
-11
-11
-1-1
11-1-111
-1-111
-1-111
-1-1
-1-11111
-1-1-1-11111
-1-1
-1-1-1-1-1-111111111
-1-1
-1-1-1-1-1-1-1-1-1-1-1-1-1-1
13.19.9
8.17.59.09.2
-1.0-1.010.68.2
11.011.25.19.74.12.9
EXP. A B C D E RESP
1718
1920212223242526272829303132
-11
-11-11
-11
-11
-11
-11
-11
-1-1
11-1-111
-1-111
-1-111
-1-1
-1-11111
-1-1-1-11111
-1-1
-1-1-1-1-1-111111111
11
11111111111111
6.49.8
9.06.64.95.3
-5.1-3.717.312.712.913.712.412.43.84.0
Tabla 8.2 Matriz de diseño y respuesta (32 experimentos). Ejemplo del tintado
MEDIA INTERACCIONES DE DOS INTERACCIONES DE TRES INTERACC. DE CUATRO
media = 7.5 AB = 0.0 AC = 0.9 AD = -0.1 AE = 0.1 BC = -3.5
ABC = -0.6 ABD = 0.3 ABE = 0.1 ACD = 0.3 ACE = -0.3
ABCD = -1.1 ABCE = 0.8 ABDE = 1.0 ACDE = 0.1 BCDE = 0.2
EFECTOS PRINCIPALES BD = 1.4 ADE = -0.7 INTERACCIONES DE CINCO
A = -0.2 B = -4.5
C = -6.0 D = 4.0 E = 0.3
BE = -0.5CD = 0.6
CE = -0.8 DE = 3.0
BCD = 0.4 BCE = -0.5
BDE = -1.5CDE = 0.2
ABCDE = -0.4
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 164/286
condiciones en el diseño completo; para facilitar la tarea, hemos conservado la numeración original delos experimentos. Más adelante justificaremos la elección de estos experimentos y no otros, por el mo-mento concentrémonos en el análisis de los mismos.
Nótese que los experimentos se han reordenado para que al menos en los cuatro primerosfactores ( A,B,C,D), el diseño aparezca en orden estándar.
Al plantear el experimento 25-1 hemos renunciado voluntariamente a las interacciones de ordentres o superior. Utilicemos el algoritmo de los signos para calcular los efectos en los que estábamosinteresados. Para ello, además de las columnas de la matriz de diseño que aparecen en la tabla 8.3,
tendremos que calcular las correspondientes a la media y a las interacciones de dos factores. Aparecenen la tabla 8.4.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
168
π
420-2-4-6
99
95
90
807060504030
20
10
5
1
Efectos
D
DE
BCB
C
P o r c e n t a j e
Tabla 8.3 Matriz de diseño y respuesta (16 experi-mentos). Ejemplo del tintado
Fig. 8.1 Efectos del ejemplo del tintado (32 experimentos) enpapel probabilístico normal
EXP.NÚM. A B C D E RESP.
17
23205
222389
26271229141532
-1
1-11
-11
-11
-11
-11
-11
-11
-1
-111
-1-111
-1-111
-1-111
-1
-1-1-11111
-1-1-1-11111
-1
-1-1-1-1-1-1-111111111
1
-1-11
-111
-1-111
-11
-1-11
6.4
9.98.16.69.05.3
-5.1-1.010.612.712.911.212.49.74.14.0
MED AB AC AD AE BC BD BE CD CE DE RESP
1111111111
111111
1-1-111
-1-111
-1
-111
-1-11
1-11
-1-11
-111
-1
1-1-11
-11
1-11
-11
-11
-1-11
-11-11
-11
-1-11111
-1-111
-1-1-1-111
11
-1-1-1-11111
-1-1-1-111
11
-1-111
-1-1-1-1
11-1-111
-11
-111
-11
-11
-1
1-1-11
-11
1111
-1-1-1-1-1-1
-1-11111
-111
-1-111
-11
-1
-111
-1-11
-111
-11
-1-11
-11
1-11
-1-11
6.49.98.16.69.05.3
-5.1-1.010.612.7
12.911.212.4
9.74.14.0
Tabla 8.4 Columnas de signos de las interacciones de dos factores. Ejemplo del tintado (16 experimentos)
© los autores, 1998; © Edicions UPC, 1998.
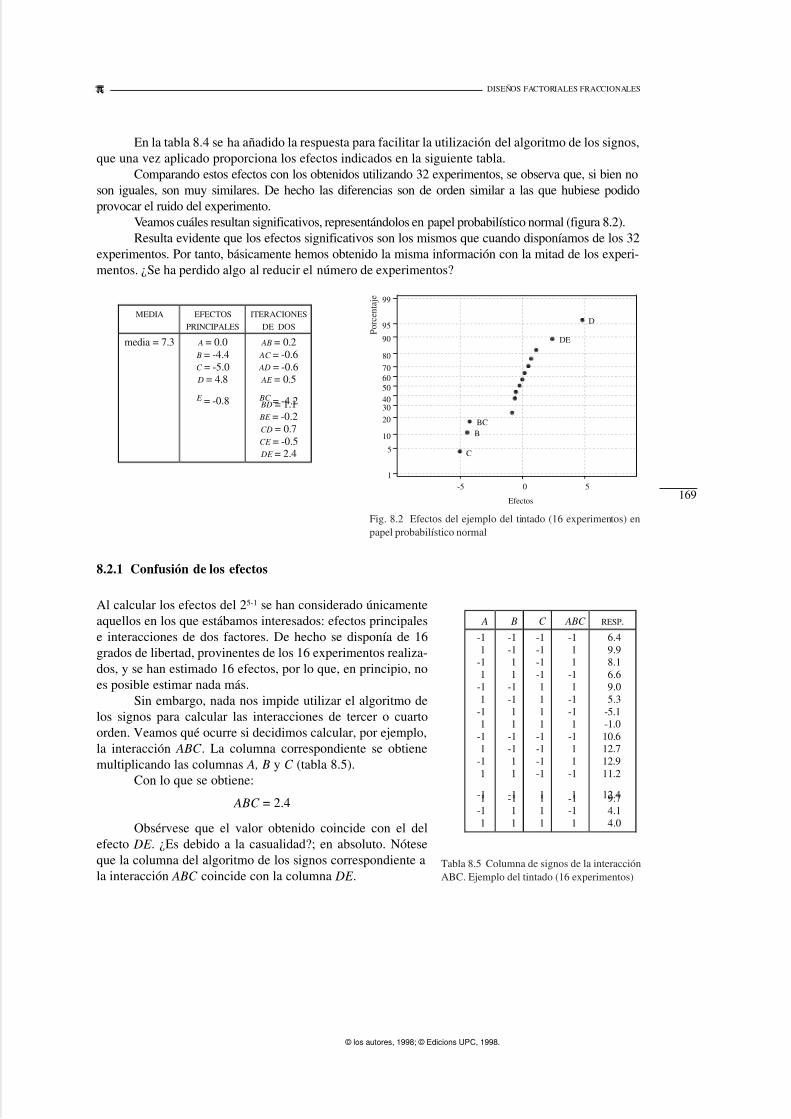
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 165/286
DISEÑOS FACTORIALES FRACCIONALES
En la tabla 8.4 se ha añadido la respuesta para facilitar la utilización del algoritmo de los signos,que una vez aplicado proporciona los efectos indicados en la siguiente tabla.
Comparando estos efectos con los obtenidos utilizando 32 experimentos, se observa que, si bien noson iguales, son muy similares. De hecho las diferencias son de orden similar a las que hubiese podidoprovocar el ruido del experimento.
Veamos cuáles resultan significativos, representándolos en papel probabilístico normal (figura 8.2).Resulta evidente que los efectos significativos son los mismos que cuando disponíamos de los 32
experimentos. Por tanto, básicamente hemos obtenido la misma información con la mitad de los experi-mentos. ¿Se ha perdido algo al reducir el número de experimentos?
8.2.1 Confusión de los efectos
Al calcular los efectos del 25-1 se han considerado únicamenteaquellos en los que estábamos interesados: efectos principalese interacciones de dos factores. De hecho se disponía de 16grados de libertad, provinentes de los 16 experimentos realiza-dos, y se han estimado 16 efectos, por lo que, en principio, noes posible estimar nada más.
Sin embargo, nada nos impide utilizar el algoritmo delos signos para calcular las interacciones de tercer o cuartoorden. Veamos qué ocurre si decidimos calcular, por ejemplo,la interacción ABC . La columna correspondiente se obtienemultiplicando las columnas A, B y C (tabla 8.5).
Con lo que se obtiene:
ABC = 2.4
Obsérvese que el valor obtenido coincide con el delefecto DE . ¿Es debido a la casualidad?; en absoluto. Nóteseque la columna del algoritmo de los signos correspondiente ala interacción ABC coincide con la columna DE .
169
π
MEDIA EFECTOS
PRINCIPALES
ITERACIONES
DE DOS
media = 7.3 A = 0.0 B = -4.4C = -5.0 D = 4.8
E = -0.8
AB = 0.2 AC = -0.6 AD = -0.6 AE = 0.5
BC = -4.2 BD = 1.1 BE = -0.2CD = 0.7CE = -0.5 DE = 2.4
50-5
99
95
90
80
7060504030
20
10
5
1
Efectos
D
DE
BCB
C
P o r c e n t a j e
Fig. 8.2 Efectos del ejemplo del tintado (16 experimentos) enpapel probabilístico normal
A B C ABC RESP.
-11
-11
-11
-11
-11
-11
-11-11
-1-111
-1-111
-1-111
-1-111
-1-1-1-11111
-1-1-1-1
1111
-111
-11
-1-11
-111
-1
1-1-11
6.49.98.16.69.05.3
-5.1-1.010.612.712.911.2
12.49.74.14.0
Tabla 8.5 Columna de signos de la interacciónABC. Ejemplo del tintado (16 experimentos)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 166/286
El valor 2.4 que hemos estimado, ¿corresponde a ABC o a DE ?
Veamos un ejemplo más sencillo.Supóngase que un atleta realiza un expe-
rimento con las variables de la tabla 8.6 para intentarmejorar su marca en los 100 m. Y con la matriz dediseño que aparece en la tabla 8.7 junto con larespuesta.
Como quiera que siempre que calza Nike no toma café, mientrasque siempre que calza Adidas sí lo toma, no se sabe a cuál de losdos factores atribuir la ganancia de dos segundos. De hecho, con lainformación disponible cualquiera de las siguientes explicacionespodría ser válida:> Calzar Adidas en lugar de Nike hace ganar al atleta 2 segundos.> Tomar café hace ganar al atleta 2 segundos.> Calzar Adidas le hace ganar un segundo y tomar café otro segundo.> Calzar Adidas le hace ganar tres segundos y tomar café le hace
perder uno.La lista no es en absoluto exhaustiva, ya que las posibles interpretaciones son inagotables. Los
dos efectos están confundidos. Al calcularlos se obtiene el mismo valor:
pero en realidad lo que se está estimando es la suma de los dos efectos. Es decir, T +C .
Así pues, cuando a dos efectos les corresponde la misma columna de signos decimos que estánconfundidos, y que el contraste lineal definido por esa columna estima la suma de sus efectos.Volvamos al ejemplo del tintado de fibras. Hemos visto que, si para estudiar cinco factores
realizamos un 25 completo, podemos estimar 32 efectos, mientras que si realizamos un 25-1 solamentepodemos estimar 16. ¿Que ocurre con los 16 restantes? La respuesta es sencilla, la confusión entre ABC
y DE no es la única existente, los efectos están confundidos dos a dos.Una manera de averiguar cuál está confundido con cuál sería repetir el procedimiento que
hemos utilizado para la interacción ABC con el resto de interacciones de tercer cuarto y quinto orden.El procedimiento sería tedioso. En el siguiente apartado se presenta un procedimiento alternativomucho más simple.
8.3 Construcción de diseños fraccionales y cálculo de las confusiones introducidas
8.3.1 Construcción de diseños fraccionales
¿Cómo se escogieron los 16 experimentos del diseño 25-1?De hecho, no se escogieron 16 experimentos de entre los 32 del diseño completo, se construyó
la matriz de diseño de la siguiente manera (tabla 8.8):
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
170
π
CÓDIGO VARIABLE NIVELES
+ -
T
C
Tipo de calzadoIngesti\n de caf J
NikeNo
AdidasSí
Tabla 8.6 Variables y niveles. Ejemplo del atleta
T C RESP.
-1-111
-1-111
13 seg.13 seg.11 seg.11 seg.
Tabla 8.7 Matriz de diseño y respuesta.
Ejemplo del atleta
T =− − + +
= −13 13 11 11
22
C =− − + +
= −13 13 11 11
22
© los autores, 1998; © Edicions UPC, 1998.
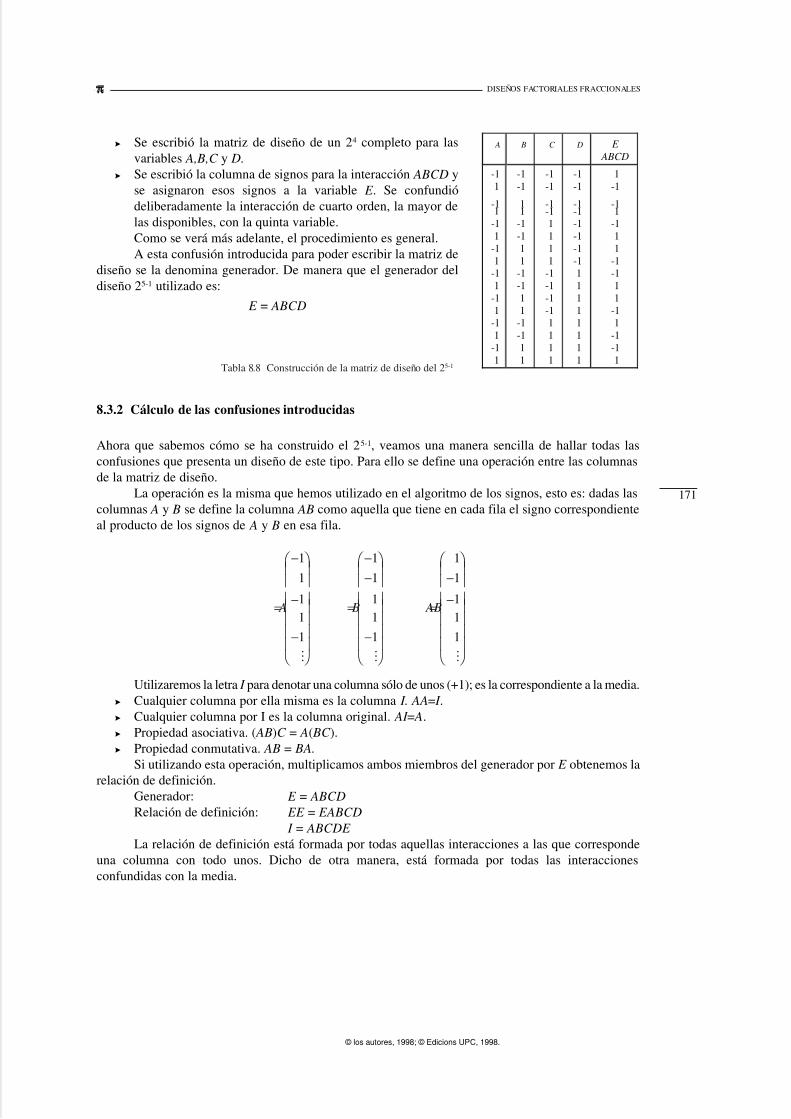
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 167/286
DISEÑOS FACTORIALES FRACCIONALES
> Se escribió la matriz de diseño de un 24 completo para lasvariables A,B,C y D.
> Se escribió la columna de signos para la interacción ABCD yse asignaron esos signos a la variable E . Se confundiódeliberadamente la interacción de cuarto orden, la mayor delas disponibles, con la quinta variable.Como se verá más adelante, el procedimiento es general.A esta confusión introducida para poder escribir la matriz de
diseño se la denomina generador. De manera que el generador deldiseño 25-1 utilizado es:
E = ABCD
8.3.2 Cálculo de las confusiones introducidas
Ahora que sabemos cómo se ha construido el 25-1, veamos una manera sencilla de hallar todas lasconfusiones que presenta un diseño de este tipo. Para ello se define una operación entre las columnasde la matriz de diseño.
La operación es la misma que hemos utilizado en el algoritmo de los signos, esto es: dadas lascolumnas A y B se define la columna AB como aquella que tiene en cada fila el signo correspondienteal producto de los signos de A y B en esa fila.
Utilizaremos la letra I para denotar una columna sólo de unos (+1); es la correspondiente a la media.> Cualquier columna por ella misma es la columna I. AA= I .> Cualquier columna por I es la columna original. AI = A.> Propiedad asociativa. ( AB)C = A( BC ).> Propiedad conmutativa. AB = BA.
Si utilizando esta operación, multiplicamos ambos miembros del generador por E obtenemos larelación de definición.
Generador: E = ABCD
Relación de definición: EE = EABCD
I = ABCDE
La relación de definición está formada por todas aquellas interacciones a las que correspondeuna columna con todo unos. Dicho de otra manera, está formada por todas las interaccionesconfundidas con la media.
171
π
A B C D E
ABCD
-11
-11
-11
-11
-11
-11
-11
-11
-1-1
11
-1-111
-1-111
-1-111
-1-1
-1-11111
-1-1-1-11111
-1-1
-1-1-1-1-1-111111111
1-1
-11
-111
-1-111
-11
-1-11
Tabla 8.8 Construcción de la matriz de diseño del 25-1
A B AB=
−
−
−
=
−−
−
=
−
−
1
1
11
1
1
1
11
1
1
1
11
1
M M M
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 168/286
La relación de definición permite hallarfácilmente cómo están confundidos los efectos,sin más que multiplicar ambos miembros por elefecto de interés. Así, para hallar con cuál estaconfundida la interacción ABC :
ABC ( I ) = ABC ( ABCDE ) ABC = ( ABC )( ABC ) DE
ABC = ( I ) DE
ABC = DE
El cálculo se puede realizar fácilmente sindesarrollar todos los pasos. La tabla 8.9 muestratodas las confusiones existentes en el diseño 25-1
utilizado en el ejemplo del tintado de fibras.Nótese que, aunque utilizamos la misma
notación para designar las columnas de signos
que los efectos que ellas permiten estimar, ellono debe inducir a error.
8.3.3 Concepto de resolución
Se dice que el diseño 25-1 es de resolución V . La resolución de un diseño indica el nivel de confusionesque se presentan en la estimación de los efectos. Así, en este caso, y tal como se puede ver en la tabla8.9, los efectos principales están confundidos con interacciones de cuatro factores y las interaccionesde dos con las de tres.
En general, un diseño de resolución R es aquel en el que ningún efecto de q factores estáconfundido con otro que contenga menos de R-q. Así, un diseño de resolución V indica que como
máximo se confunden interacciones de tres factores con interacciones de dos. Si la resolución es IV seconfunden interacciones de dos entre sí, o efectos principales con interacciones de tres. Si la resoluciónes III, se confunden efectos principales con interacciones de dos, etc.
La resolución se define como la longitud del término más corto de la relación de definición (enel diseño 25-1 solo tiene uno, pero no siempre es así, como veremos en el apartado siguiente).
La resolución de un diseño se denota por un número romano situado como subíndice. Así, eldiseño estudiado sería:
8.4 Otros diseños fraccionales. Generalización de conceptos
8.4.1 Medias fracciones
Del diseño 25-1 que ha servido para introducir los diseños fraccionales, se dice que es una mediafracción, ya que implica realizar la mitad de los experimentos que hubiese requerido el completo.
Resulta muy sencillo escribir medias fracciones. El procedimiento es escribir el diseñocompleto para el número de variables deseado y asignar la variable restante a la interacción mayordisponible. Veamos algunos ejemplos.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
172
π
RELACIÓN ENTRECOLUMNAS
PATRÓN DECONFUSIÓN
EFECTOSESTIMADOS
A=BCDEB=ACDE
C=ABDED=ABCEE=ABCDAB=CDEAC=BDEAD=BCEAE=BCDBC=ADEBD=ACEBE=ACDCD=ABECE=ABDDE=ABCI=ABCDE
A+BCDEB+ACDE
C+ABDED+ABCEE+ABCDAB+CDEAC+BDEAD+BCEAE+BCDBC+ADEBD+ACEBE+ACDCD+ABECE+ABDDE+ABC
media+1/2(ABCDE)
0.0-4.4
-5.04.8
-0.80.2
-0.6-0.60.5
-4.21.1
-0.20.7
-0.52.47.2
Tabla 8.9 Patrón de confusión del 25-1. Ejemplo del tintado
25 1V
−
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 169/286
DISEÑOS FACTORIALES FRACCIONALES
> Diseño: - Escribir un 22 para las variables A y B.- El generador del diseño es: C = AB.- La relación de definición es: I = ABC .- La resolución es III .- Patrón de confusión: A + BC
B + AC
C + AB
media + ABC.
> Diseño: - Escribir un 23 para las variables A, B y C .- El generador del diseño es: D = ABC .- La relación de definición es: I = ABCD.- La resolución es IV .- Patrón de confusión: A + BCD
B + ACD
C + ABD
D + ABC AB + CD
AC + BD
AD + BC
media + ABCD.
En el apartado anterior se ha visto el . El procedimiento es general y , por tanto, sencilloconstruir diseños , , etc.
8.4.2 Fracción complementaria
El procedimiento descrito sirve para escribir media fracción.¿Qué ocurre si deseamos escribir la otra media? Se la llama lafracción complementaria, ya que juntas reproducen el diseñocompleto.
Una manera de hallarla sería escribir el diseño completoy seleccionar los experimentos que no estén incluidos en lamedia fracción original.
Hay un procedimiento más sencillo; consiste en utilizarel mismo generador, pero cambiado de signo. Veámoslo en elcaso del tintado de fibras.
El generador sería E = - ABCD, con lo que la matriz dediseño resultante es la que aparece en la tabla 8.10, acontinuación.
La relación de definición es:
I = - ABCDE
y el patrón de confusión aparece en la tabla 8.11.Supongamos que después de haber completado una
media fracción se hubiese añadido la otra, de manera que se
173
π
23 1 III
−
24 1 IV
−
25 1V
−
26 1VI
− 27 1VII
−
A B C D EABCD
-11
-11
-11
-11
-11
-11
-11-11
-1-111
-1-111
-1-111
-1-111
-1-1-1-11111
-1-1-1-1
1111
-1-1-1-1-1-1-1-11111
1111
-111
-11
-1-111
-1-11
-111
-1
Tabla 8.10 Matriz de diseño (25-1) de lafracción complementaria del 25-1 inicial
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 170/286
dispusiese del factorial completo. Entonces se podrían estimar todos los efectos sin confusión,reanalizando los 32 experimentos, o bien obtenerlos por sumas y diferencias de los efectos estimadosen cada una de las medias fracciones. La tabla 8.12 muestra esta segunda opción.
Obsérvese cómo los efectos para el diseño completo concuerdan con los obtenidos en la sección8.2 para el diseño 25, excepto el de la interacción ABCDE que, por estar confundido con la media,aparece dividido por dos.
Tabla 8.11 Patrón de confusión de la fracción complementaria
Tabla 8.12 Efectos del diseño completo 25, obtenidos por sumas y diferencias de las fracciones complementarias
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
174
π
RELACIÓN ENTRE
COLUMNAS
PATRÓN DE
CONFUSIÓN
EFECTOSESTIMADOS
A=BCDE
B=ACDE
C=ABDE
D=ABCE
E=ABCD
AB=CDE
AC=BDE
AD=BCE
AE=BCD
BC=ADE
BD=ACE
BE=ACD
CD=ABE
CE=ABD
DE=ABC
I=ABCDE
A-BCDE
B-ACDE
C-ABDE
D-ABCE
E-ABCD
AB-CDE
AC-BDE
AD-BCE
AE-BCD
BC-ADE
BD-ACE
BE-ACD
CD-ABE
CE-ABD
DE-ABC
media-1/2(ABCDE)
-0.4
-4.6
-7.0
3.2
1.4
-0.2
2.4
0.4
-0.3
-2.8
1.7
-0.8
0.5
-1.1
3.6
7.7
PATRÓN DE
CONFUSIÓN10 FRACC.
EFECT.
10
FR. x1
PATRÓN DE
CONFUSIÓN20 FRACC.
EFECT.
20
FR. x2
EFECTOS DISEÑO COMPLETO
1/2( x1+ x2) 1/2( x1- x2)A+BCDEB+ACDEC+ABDED+ABCEE+ABCDAB+CDEAC+BDEAD+BCEAE+BCDBC+ADEBD+ACE
BE+ACDCD+ABECE+ABDDE+ABC
I+1/2(ABCDE)
0.0-4.4-5.04.8
-0.80.2
-0.6-0.60.5
-4.21.1
-0.20.7
-0.52.47.3
A-BCDEB-ACDEC-ABDED-ABCEE-ABCDAB-CDEAC-BDEAD-BCEAE-BCDBC-ADEBD-ACE
BE-ACDCD-ABECE-ABDDE-ABC
I-1/2(ABCDE)
-0.4-4.6-7.03.21.4
-0.22.40.4
-0.3-2.81.7
-0.80.5
-1.13.67.7
A=-0.2B=-4.5C=-6.0D=4.0E=0.3
AB=0.0AC=0.9AD=-0.1AE=0.1BC=-3.5BD=1.4
BE=-0.5CD=0.6CE=-0.8DE=3.0med=7.5
BCDE=0.2ACDE=0.1ABDE=1.0ABCE=0.8ABCD=-1.1
CDE=0.2BDE=-1.5BCE=-0.5BCD=0.4ADE=-0.7ACE=-0.3
ACD=0.3ABE=0.1ABD=0.3ABC=-0.6
1/2ABCDE=-0.2
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 171/286
DISEÑOS FACTORIALES FRACCIONALES
8.4.3 Diseños saturados
Las medias fracciones son los diseños menos fraccionados. Veamos ahora el extremo opuesto, losdiseños lo más fraccionados posible. Se denominan saturados, ya que se obtienen mediante lasaturación de un completo 2k asignando a cada interacción una nueva variable, lo cual permite estudiar2k-1 variables. Son, por tanto, diseños de resolución III .
Ejemplos de diseños saturados son:> Permite estudiar 3 variables en 4 experimentos.> Permite estudiar 7 variables en 8 experimentos.> Permite estudiar 15 variables en 16 experimentos.
Resulta evidente que, si se intentase estudiar un mayor número de variables, los diseñosresultarían de resolución II . Esto es, confundirían los efectos principales entre ellos y, por tanto,resultarían de escasa o nula utilidad. Un ejemplo de diseño de resolución II es el del corredor de 100 mque se ha utilizado para introducir el concepto de confusión de los efectos.
Estos diseños también se llaman diseños de efectos principales, y resultan especialmente útilesen los estadios iniciales de una investigación, cuando lo que se desea es identificar las variables activas
(screening), para posteriormente, y utilizando la estrategia secuencial, estimar sus efectos y averiguarla posible existencia de interacciones entre ellas.
Veamos con detalle un ejemplo de diseño .Un fabricante de tubos de escape tenía problemas en una operación de curvado y decidió llevar
a cabo una investigación para hallar mejores condiciones de funcionamiento. El objetivo era múltiple;sin embargo, nos centraremos en conseguir el diámetro del tubo deseado. La máquina era nueva, lo quemotivó que se identificasen como potencialmente importantes siete variables y que se conociese muypoco sobre ellas a priori. Además, se disponía de poco tiempo para experimentar.
Bajo estas condiciones un diseño saturado parecía idóneo. Las variables y niveles eran los dela tabla 8.13.
La matriz de diseño utilizada aparece en la tabla 8.14.Por supuesto los experimentos se llevaron a cabo en orden aleatorio y se tomaron diversas
precauciones para medir el diámetro. De hecho, se realizaron cinco tubos bajo cada condiciónexperimental (no constituyen auténticas réplicas) y la respuesta que se muestra es el promedio.
Nótese que, tras escribir un 23 completo, se asignó una nueva variable a cada una de lasinteracciones disponibles. Por tanto, este diseño tiene cuatro generadores que son:
D = AB E = AC F = BC G= ABC
175
π
23 1 III
−
27 4 III
−
215 III
−
27 4 III
−
CÓDIGO VARIABLE NIVELES
-1 1
ABCDEFG
Presi\n mordazaPresi\n seguidor
Velocidad seguidorVelocidad eje y
Velocidad eje b
Velocidad eje c
Ajuste utillaje
5045-5777
2.2
6055+5999
0.2
EXP.NÚM. A B C
AB
D
AC
E
BC
F
ABC
G
RESP.DIAM.
12345678
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
1-1-111
-1-11
1-11
-1-11
-11
11
-1-1-1-111
-111
-11
-1-11
34.646.348.644.949.734.046.549.0
Tabla 8.13 Variables y niveles. Ejemplo del curvado Tabla 8.14 Matriz de diseño 27-4. Ejemplo del curvado
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 172/286
Con lo que la relación de definición es:
I = ABD = ACE = BCF = ABCG
(productos de dos) = BCDE = ACDF = CDG = ABEF = BEG = AFG
(productos de tres) = DEF = ADEG = BDFG = CEFG
(productos de cuatro) = ABCDEFG
La relación de definición, además de estar compuesta por los cuatro términos obtenidos a partirde los generadores, está compuesta por sus productos dos a dos, tres a tres, etc. Resulta evidente queestos productos tambien proporcionan columnas sólo de masas y que, por lo tanto, forman parte de larelación de definición.
En general, un diseño 2k-p tiene p generadores y 2p términos en la relación de definición(incluyendo la I ). Si no se incluye tiene 2p-1 términos.
Una vez se tiene la relación de definición se puede calcular el patrón de confusión, de formaanáloga a cómo se hizo anteriormente. La única diferencia es que ahora cada efecto estará confundidocon 15 efectos más, cosa perfectamente razonable, ya que en 27 se pueden estimar 128 efectos; si sólo
realizamos los ocho experimentos correspondientes a un 27-4, sólo podemos estimar ocho efectos y, portanto, cada uno de ellos tiene que estimar 128/8 = 16, es decir, cada efecto tiene que estar confundidocon otros 15. En este caso el patrón de confusión es:
A + BD + CE + ABCF + BCG + ABCDE + CDF + ACDG + BEF + ABEG + FG + ADEF + DEG + ABDFG + ACEFG + BCDEFG
B + AD + ABCE + CF + ACG + CDE + ABCDF + BCDG + AEF + EG + ABFG + BDEF + ABDEG + DFG + BCEFG + ACDEFG
C + ...
Como se ve, el patrón de confusión es, en los diseños altamente fraccionados, tedioso decalcular y escasamente informativo. Por ello, cuando el número de confusiones es muy elevado, sesuele utilizar el patrón de confusión restringido, en el que sólo se representan los efectos principales y
las interacciones de dos factores. En este caso es: A + BD + CE + FG
B + AD + CF + EG
C + AE + BF + DG
D + AB + CG + EF
E + AC + BG + DF
F + BC + AG + DE
G + CD + BE + AF
En el ejemplo del tintado de fibras, los efectos se calcularon utilizando el algoritmo de lossignos. Para calcular los efectos en diseños fraccionales utilizando el algoritmo de Yates, se debeproceder como si el diseño fuese el completo correspondiente al número de experimentos realizados ya continuación utilizar el patrón de confusión para identificar los efectos estimados. La tabla 8.15muestra la utilización del algoritmo de Yates en el ejemplo de la operación de curvado.
Representando los efectos en papel probabilístico normal, se obtiene la figura 8.3.Nótese que a la vista de los efectos (con sus confusiones) que han resultado significativos, y
teniendo en cuenta que es extremadamente raro que la interacción entre dos factores sea significativasin serlo el efecto principal de ninguna de ellas, hay cuatro interpretaciones posibles:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
176
π
© los autores, 1998; © Edicions UPC, 1998.
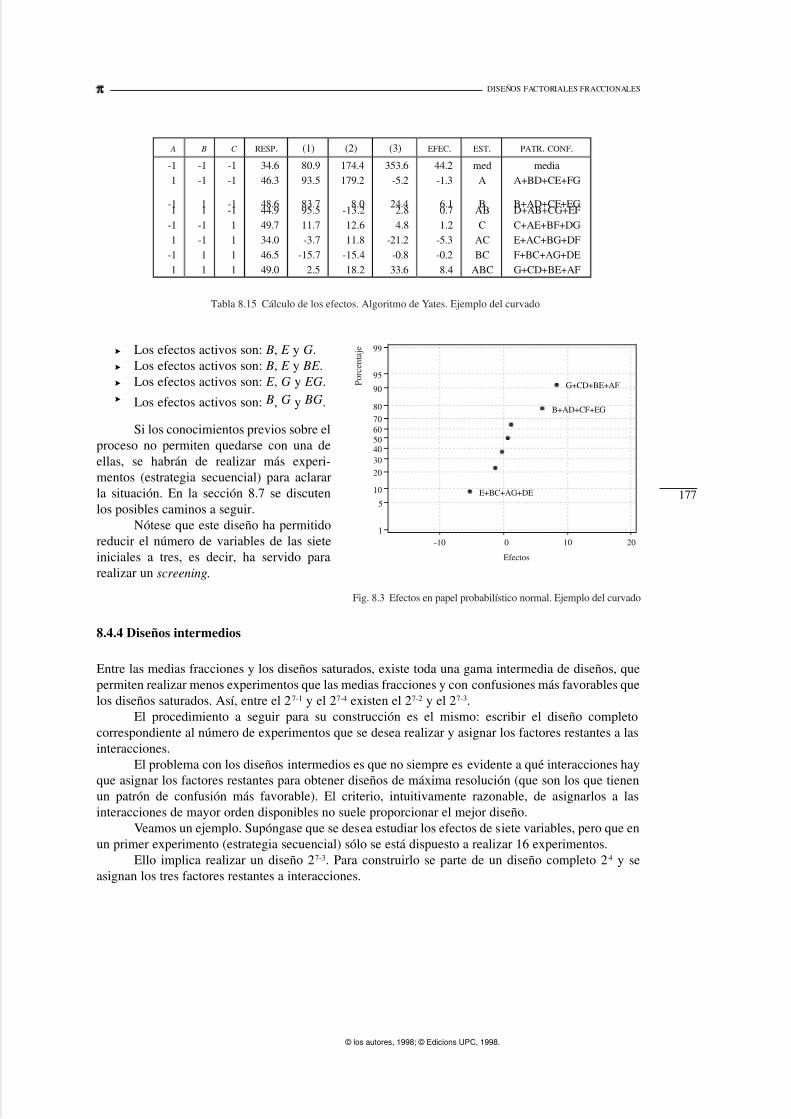
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 173/286
DISEÑOS FACTORIALES FRACCIONALES
> Los efectos activos son: B, E y G.> Los efectos activos son: B, E y BE .> Los efectos activos son: E , G y EG.> Los efectos activos son: B, G y BG.
Si los conocimientos previos sobre elproceso no permiten quedarse con una deellas, se habrán de realizar más experi-mentos (estrategia secuencial) para aclararla situación. En la sección 8.7 se discutenlos posibles caminos a seguir.
Nótese que este diseño ha permitidoreducir el número de variables de las sieteiniciales a tres, es decir, ha servido pararealizar un screening.
8.4.4 Diseños intermedios
Entre las medias fracciones y los diseños saturados, existe toda una gama intermedia de diseños, quepermiten realizar menos experimentos que las medias fracciones y con confusiones más favorables quelos diseños saturados. Así, entre el 27-1 y el 27-4 existen el 27-2 y el 27-3.
El procedimiento a seguir para su construcción es el mismo: escribir el diseño completocorrespondiente al número de experimentos que se desea realizar y asignar los factores restantes a lasinteracciones.
El problema con los diseños intermedios es que no siempre es evidente a qué interacciones hayque asignar los factores restantes para obtener diseños de máxima resolución (que son los que tienenun patrón de confusión más favorable). El criterio, intuitivamente razonable, de asignarlos a lasinteracciones de mayor orden disponibles no suele proporcionar el mejor diseño.
Veamos un ejemplo. Supóngase que se desea estudiar los efectos de siete variables, pero que enun primer experimento (estrategia secuencial) sólo se está dispuesto a realizar 16 experimentos.
Ello implica realizar un diseño 27-3. Para construirlo se parte de un diseño completo 24 y seasignan los tres factores restantes a interacciones.
177
π
A B C RESP. (1) (2) (3) EFEC. EST. PATR. CONF.
-1
1
-11
-1
1
-1
1
-1
-1
11
-1
-1
1
1
-1
-1
-1-1
1
1
1
1
34.6
46.3
48.644.9
49.7
34.0
46.5
49.0
80.9
93.5
83.795.5
11.7
-3.7
-15.7
2.5
174.4
179.2
8.0-13.2
12.6
11.8
-15.4
18.2
353.6
-5.2
24.42.8
4.8
-21.2
-0.8
33.6
44.2
-1.3
6.10.7
1.2
-5.3
-0.2
8.4
med
A
BAB
C
AC
BC
ABC
media
A+BD+CE+FG
B+AD+CF+EGD+AB+CG+EF
C+AE+BF+DG
E+AC+BG+DF
F+BC+AG+DE
G+CD+BE+AF
Tabla 8.15 Cálculo de los efectos. Algoritmo de Yates. Ejemplo del curvado
20100-10
99
95
90
80
7060504030
20
10
5
1
Efectos
G+CD+BE+AF
B+AD+CF+EG
E+BC+AG+DE
P o r c e n t a j e
Fig. 8.3 Efectos en papel probabilístico normal. Ejemplo del curvado
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 174/286
En la tabla 8.16 aparece la matriz de diseño completa correspondiente al 24 y dos posiblesasignaciones.
Tabla 8.16 Matriz de diseño completa de un 24 con dos posibles asignaciones para construir un 27-3
Un posible conjunto de generadores sería, siguiendo el criterio de utilizar las interacciones demayor orden disponibles (primera asignación):
E = ABCD F = ABC G= BCD
Con lo que la relación de definición sería:
I = ABCDE = ABCF = BCDG
= DEF = AEG = ADFG
= BCEFG
Y por lo tanto el diseño resultante es un .Mientras que, en la segunda asignación (nótese que en este caso no se utiliza la interacción de
cuarto orden), los generadores son:
E = ABC F = BCD G= ACD
La relación de definición resultante es:
I = ABCE = BCDF = ACDG
= ADEF = BDEG = ABFG
= CEFG
Y, en consecuencia, proporcionan un diseño .Por supuesto, para llevar a cabo el experimento sólo son necesarias las columnas
correspondientes a los factores, esto es, las correspondientes a A, B, C , D, E , F y G.En la sección 8.6 se proporcionan tablas para facilitar la construcción de diseños fraccionales
de máxima resolución.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
178
π
PRIMERA ASIGNACIÓN F G E
SEGUNDA ASIGNACIÓN E G F
EXP. A B C D AB AC AD BC BD CD ABC ABD ACD BCD ABCD
123456789
1011
1213141516
-11
-11
-11
-11
-11
-1
1-11
-11
-1-111
-1-111
-1-11
1-1-111
-1-1-1-11111
-1-1-1
-11111
-1-1-1-1-1-1-1-1111
11111
1-1-111
-1-111
-1-1
11
-1-11
1-11
-1-11
-111
-11
-1-11
-11
1-11
-11
-11
-1-11
-1
1-11
-11
11
-1-1-1-11111
-1
-1-1-111
11
-1-111
-1-1-1-11
1-1-111
1111
-1-1-1-1-1-1-1
-11111
-111
-1-111
-11
-1-1
11
-1-11
-111
-1-111
-11
-1-1
11
-1-11
-11
-111
-11
-11
-11
-1-11
-11
-1-11111
-1-111
-1
-1-1-111
1-1-11
-111
-1-111
-11
-1-11
27 3 IV
−
27 3 III
−
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 175/286
DISEÑOS FACTORIALES FRACCIONALES
8.5 Bloqueo
En la sección 7.8 se introducía la utilidad de bloquear los diseños factoriales completos, cuando sesospechaba que las condiciones bajo las que se iban a llevar a cabo los diferentes experimentos no eranhomogéneas. Se comentaba que en la industria el motivo más frecuente para recurrir al bloqueo era eltener que llevar a cabo los experimentos a lo largo de un período dilatado de tiempo, pero que otrosmotivos frecuentes eran cambios de turno, de operario, de materia prima, etc. Lógicamente, lo mismosucede con los fraccionales.
Como ya se vio en los capítulos 5 y 6, bloquear resulta de utilidad cuando el efecto que provocala falta de homogeneidad en las condiciones de realización del experimento es aditivo. Es decir, noprovoca cambios en los efectos del resto de factores ni interacciona con ellos. Sólo provoca un cambioen el nivel de la respuesta, que se traduce en un cambio de nivel en la media.
¿Cómo se bloquea un diseño factorial? Para construir diseños en bloques se utiliza el mismoprincipio que para construir diseños fraccionales. Confundir el efecto del bloque con algunainteracción, a ser posible, de las consideradas despreciables a priori.
8.5.1 Bloqueo de factoriales completos
Veamos qué ocurre (tabla 8.17) cuando un diseño 23 se divide en dos bloques, confundiendo el efectodel bloque con la interacción de tres factores.
Designamos a los factores de bloqueo mediante números para distinguirlos de las variables delexperimento, que siempre hemos designado mediante letras mayúsculas.
Nótese que todos los experimentos del bloque I corresponden a los signos menos de lainteracción ABC y todos los del bloque II a los signos más. La figura 8.4 muestra la situación.
En la figura 8.4, los experimentos enmarcados en un círculo corresponden al bloque I y losnormales (dentro de un cuadrado) al bloque II . Obsérvese que en cada cara del cubo hay dosexperimentos de cada bloque, con lo que al calcular los efectos principales -diferencias entre las
medias de las caras- el efecto bloque queda compensado. Lo mismo ocurre con las interacciones de dosfactores. Esta propiedad -que no es más que una consecuencia de la ortogonalidad- se puede observartambién en la tabla 8.17, imaginando que se va a aplicar el algoritmo de los signos.
Por el contrario, la interacción de tres factores estará confundida con el efecto bloque, ya que eldiseño se ha construido precisamente a partir de esa confusión. De hecho, el generador del diseño es:
179
π
NÚM FACTORES 1
EXP. A B C AB AC BC ABC BLOQUE
123
45678
-11
-1
1-11
-11
-1-11
1-1-111
-1-1-1
-11111
1-1-1
11-1-11
1-11
-1-11
-11
11
-1
-1-1-111
-111
-11-1-11
IIIII
IIIIIII
Tabla 8.17 Matriz de diseño de un 23 dividido en dos bloquesFig. 8.4 Representación gráfica de un diseño 23 endos bloques de cuatro experimentos cada uno
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 176/286
1 = ABC
y la relación de definición es: I = ABC 1
Con lo que el patrón de confusión resultante es el que aparece en la tabla 8.18.
Tabla 8.18 Patrón de confusión de un 23 dividido en dos bloques
Como quiera que ya se ha comentado que los factores de bloqueo no interaccionan con lasvariables del experimento (esas interacciones son cero), el único efecto confundido es el de lainteracción ABC . En lo sucesivo, escribiremos directamente el patrón de confusión sin incluir esasinteracciones.
8.5.2 Ejemplo de proceso químico
Imaginemos que se lleva a cabo un experimento 23 con las variables siguientes y que la respuesta es lacantidad obtenida.
Supóngase, además, que el experimento se debe realizaren dos días distintos para no interferir en las necesidades de laproducción. Como se sospecha que esto puede influir en elresultado del experimento, se decide llevar a cabo el experimento
en dos bloques. El orden de experimentación dentrode cada bloque se decide aleatoriamente.
Los resultados del experimento, presentadosen el orden de realización, aparecen en la tabla 8.19.
Calculando los efectos, se puede utilizarindistintamente el algoritmo de los signos o el deYates sin más requisito que tener en cuenta lasconfusiones. Se obtiene:
media = 43.5 AB = 1.0A = 9.0 AC = 1.0B = -1.0 BC = 3.0C = -6.0 ABC + 1 = 6.0
Representados en papel probabilístico resultala figura 8.5.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
180
π
PATRÓN DE CONFUSIÓN INCLUIDAS
INTERACCIONES DE FACTOR DE BLOQUE
PATRÓN DE CONFUSIÓN DEL 23
EN 2 BLQ. DE 4 EXPERIM.
media + ABC1A + BC1B + AC1C + AB1AB + C1AC + B1BC + A1ABC + 1
mediaABC
ABACBC
ABC + 1
CÓDIGO VARIABLE
ABC
TemperaturaConcentraci\n
Velocidad agitaci\n
BLOQUENÚM.STD A B C RESP.
I6417
11
-1-1
-11
-11
1-1-11
41464233
II
5
382
-1
-111
-1
11
-1
1
-11
-1
38
435055
Tabla 8.19 Matriz de diseño y respuesta. Ejemplo delproceso químico
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 177/286
DISEÑOS FACTORIALES FRACCIONALES
Con lo que resulta que los efectossignificativos son el A, el C y la interacción
ABC confundida con el efecto bloque. Supo-niendo la interacción de tercer orden despre-ciable, diremos que el efecto bloque es 6, esdecir, que la respuesta en los cuatro expe-rimentos del primer bloque ha sido unifor-memente seis unidades más alta que en loscuatro del segundo bloque.
¿Qué hubiese ocurrido en este expe-rimento si no se hubiese bloqueado?
La tabla 8.20 muestra la respuesta quese hubiese obtenido, en orden estándar, si losocho experimentos se hubiesen podido rea-lizar el primer día.
Nótese que tanto las respuestas de la
tabla 8.19 como las de la tabla 8.21 se corres-ponden con éstas (tabla 8.20), para lo quebasta añadir 6 (el efecto bloque) a lascorrespondientes a experimentos realizados el segundo día. Por supuesto, el efecto bloque también estasometido a variabilidad, y en la práctica nunca será un valor constante.
La tabla 8.21 muestra los resultados obtenidos, en el orden de realización de los experimentos,al realizar el experimento en dos días diferentes y sin bloquear.
Con lo que los efectos resultan:
media = 43.5 AB = 1.0A = 9.0 AC = 1.0B = -1.0 BC = 9.0
C = -6.0 ABC = 0.0
Que representados en papel probabilístico normal proporcionan la figura 8.6.
181
π
100-10
99
95
9080
7060504030
20
10
5
1
Efectos
A
ABC + 1
C
Porcentaje
Fig. 8.5 Efectos en papel probabilístico normal. Ejemplo del
proceso químico
NÚM.STD A B C RESP.
12345678
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
4249374632413344
Tabla 8.20 Matriz de diseño y respuesta si todos losexperimentos se hubiesen realizado el primer día. Ejemplodel proceso químico
NÚM.STD A B C RESP. DÍA
465381
27
11
-1-11
-1
1-1
1-1-111
-1
-11
-111
-11
-1
-11
464132375048
5539
111122
22
Tabla 8.21 Matriz de diseño y respuesta, experimentosrealizados en días diferentes, sin bloquear. Ejemplo delproceso químico
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 178/286
Fig. 8.6 Efectos en papel probabilístico normal. Ejemplo químico realizado en dos días diferentes sin bloquear
Con lo que se hubiese llegado a la errónea conclusión de que los efectos significativos son el A,el C y el BC .
8.5.3 Factoriales completos divididos en más de dos bloques
Si el experimento anterior se hubiese tenido que llevar a cabo en cuatro días en lugar de dos, el diseñose hubiese tenido que dividir en cuatro bloques de dos experimentos cada uno. Veamos cómo hacerlo.
Para ello habrá que introducir dos generadores de bloque (en general para coseguir 2k
bloquesse requieren k generadores de bloque):
1 = AB
2 = AC
Con lo que la matriz de diseño será la de tabla 8.22.El criterio utilizado para asignar experi-
mentos a bloques es que aquellos que tienen losmismos signos en los dos generadores de bloquequedan incluidos en el mismo bloque.
Con estos generadores de bloques, larelación de definición queda:
I = AB1 = AC 2 = BC 12Y, por tanto, el patrón de confusión es:
media AB + 1 A AC + 2 B BC + 12C ABC
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
182
π
151050-5-10-15
99
95
90
80
7060504030
20
10
5
1
Efectos
Porcentaje
A
BC
C
EXP. FACTORES 1 2 BLOQUE
NÚM. A B C AB AC
1234
5678
-11
-11
-11
-11
-1-111
-1-111
-1-1-1-1
1111
1-1-11
1-1-11
1-11
-1
-11
-11
IIIIIIIV
IVIIIIII
Tabla 8.22 Matriz de diseño de un 23 en cuatro bloques de dosexperimentos (un factor de bloqueo)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 179/286
DISEÑOS FACTORIALES FRACCIONALES
Hay varios aspectos destacables en este patrón de confusión:En primer lugar que la interacción BC aparece confundida con 12, cuando se ha dicho que los
bloques no interaccionaban. La explicación es simple: entre los cuatro bloques definidos hay tresgrados de libertad (análogamente, en el caso anterior entre los dos bloques definidos había un grado delibertad) y, por tanto, se requieren tres columnas para poder estimar sus efectos. Por tanto, 12 no defineuna interacción entre bloques, sino que define un factor de bloqueo exactamente con las mismasimplicaciones que el factor 1 o el factor 2.
Por otra parte, se requiere que la interacción ABC no esté confundida con ningún efecto bloque.Dejamos al lector que averigüe las consecuencias de utilizar la interacción triple como generador debloque. En este caso resulta sencillo hallar los generadores más apropiados, pero en general puede serun problema complejo; por ello en la sección 8.6 se proporcionan tablas (tabla 8.25) para facilitar elbloqueo.
El diseño construido es de resolución III , ya que las interacciones de dos están confundidas conefectos de un sólo “factor”, aunque en este caso sea de bloqueo. La resolución de los diseñosbloqueados es, como en los fraccionales, lalongitud del término más corto de la relación de
definición, con la única consideración de que enlos términos con interacciones entre factores debloqueo, éstas cuentan como un solo factor. Así, eltérmino AC 12 tiene longitud tres.
El diseño que acabamos de comentar sirvepara acomodar un factor (día de realización delexperimento) de bloqueo con cuatro niveles(cuatro días diferentes). O bien, para acomodar dosfactores de bloqueo (día de realización deexperimento y operario), cada uno de ellos a dosniveles (dos días distintos, 1 y 2, y dos operarios,
A y B). La tabla 8.23 muestra cómo hacerlo.
8.5.4 Fraccionales divididos en bloques
Hasta ahora hemos bloquedo diseños factoriales completos. La técnica es igualmente útil para bloqueardiseños factoriales fraccionales.
Cosidérese el caso en el que se desean estudiar 6 variables en cuatro bloques y solamentedieciséis experimentos. Lo que se requiere es un diseño 26-2 divido en cuatro bloques. Los generadores,que se pueden hallar en la tabla de la sección 8.6, son:
E = ABC
F = BCD
1 = ACD2 = ABD
Se requieren dos generadores para el fraccional y dos para los bloques. Estos generadores sepodrían haber hallado por tanteo -lamentablemente no hay ninguna regla que permita hallarlos deforma sencilla-, pero hubiese resultado tedioso.
En la tabla 8.24 aparece la matriz de diseño, ya dividida en bloques.
183
π
EXP. FACTORES 1 2 BLOQUE DÍA OPER.NÚM. A B C AB AC
18273645
-111
-1-111
-1
-11
-111
-11
-1
-11
-11
-11
-11
11
-1-1-1-111
11
-1-111
-1-1
IIIIIIIIIIIIIVIV
1
2
1
2
A
A
B
B
Tabla 8.23 Matriz de diseño de un 23 en cuatro bloques dedos experimentos (dos factores de bloqueo)
© los autores, 1998; © Edicions UPC, 1998.
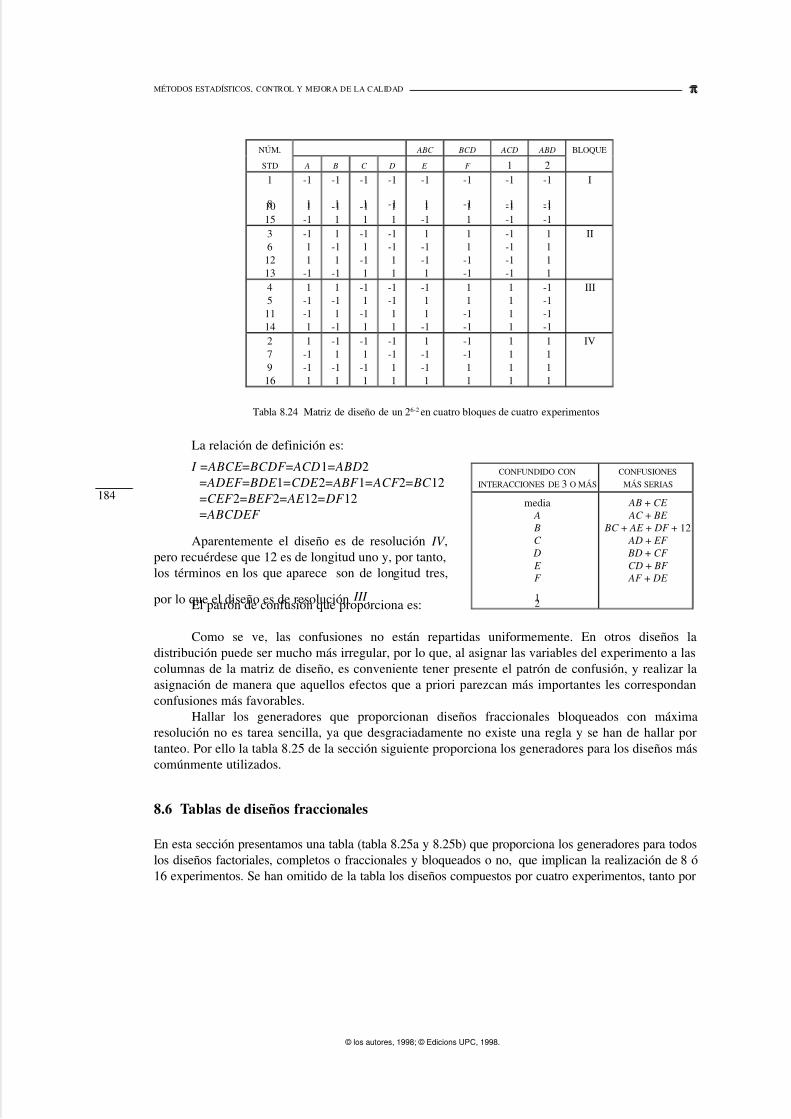
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 180/286
Tabla 8.24 Matriz de diseño de un 26-2 en cuatro bloques de cuatro experimentos
La relación de definición es:
I = ABCE = BCDF = ACD1= ABD2= ADEF = BDE 1=CDE 2= ABF 1= ACF 2= BC 12=CEF 2= BEF 2= AE 12= DF 12= ABCDEF
Aparentemente el diseño es de resolución IV ,pero recuérdese que 12 es de longitud uno y, por tanto,los términos en los que aparece son de longitud tres,
por lo que el diseño es de resolución III .El patrón de confusión que proporciona es:
Como se ve, las confusiones no están repartidas uniformemente. En otros diseños ladistribución puede ser mucho más irregular, por lo que, al asignar las variables del experimento a lascolumnas de la matriz de diseño, es conveniente tener presente el patrón de confusión, y realizar laasignación de manera que aquellos efectos que a priori parezcan más importantes les correspondanconfusiones más favorables.
Hallar los generadores que proporcionan diseños fraccionales bloqueados con máximaresolución no es tarea sencilla, ya que desgraciadamente no existe una regla y se han de hallar portanteo. Por ello la tabla 8.25 de la sección siguiente proporciona los generadores para los diseños máscomúnmente utilizados.
8.6 Tablas de diseños fraccionales
En esta sección presentamos una tabla (tabla 8.25a y 8.25b) que proporciona los generadores para todoslos diseños factoriales, completos o fraccionales y bloqueados o no, que implican la realización de 8 ó16 experimentos. Se han omitido de la tabla los diseños compuestos por cuatro experimentos, tanto por
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
184
π
NÚM. ABC BCD ACD ABD BLOQUE
STD A B C D E F 1 21
81015
-1
11-1
-1
1-11
-1
1-11
-1
-111
-1
11-1
-1
-111
-1
-1-1-1
-1
-1-1-1
I
361213
-111
-1
1-11
-1
-11
-11
-1-111
1-1-11
11
-1-1
-1-1-1-1
1111
II
451114
1-1-11
1-11
-1
-11
-11
-1-111
-111
-1
11
-1-1
1111
-1-1-1-1
III
27916
1-1-11
-11
-11
-11
-11
-1-111
1-1-11
-1-111
1111
1111
IV
CONFUNDIDO CON
INTERACCIONES DE 3 O MÁS
CONFUSIONES
MÁS SERIAS
media A
B
C
D
E
F
12
AB + CE
AC + BE
BC + AE + DF + 12 AD + EF
BD + CF
CD + BF
AF + DE
© los autores, 1998; © Edicions UPC, 1998.
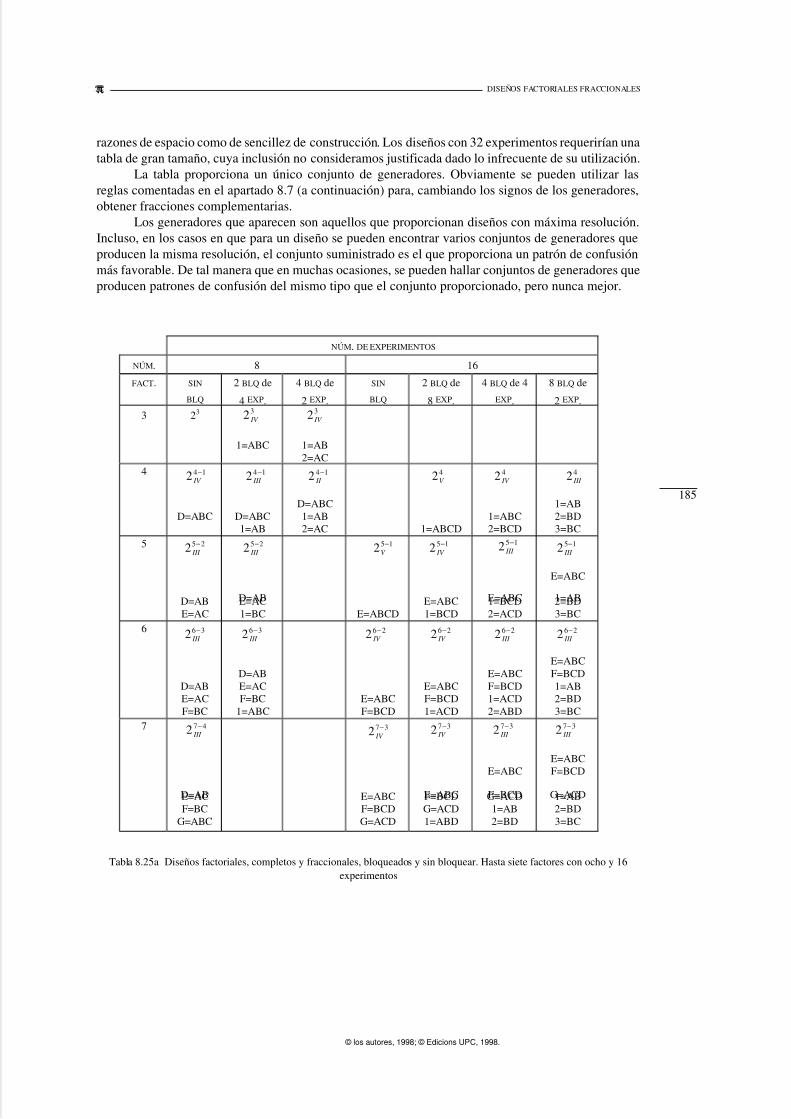
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 181/286
DISEÑOS FACTORIALES FRACCIONALES
razones de espacio como de sencillez de construcción. Los diseños con 32 experimentos requerirían unatabla de gran tamaño, cuya inclusión no consideramos justificada dado lo infrecuente de su utilización.
La tabla proporciona un único conjunto de generadores. Obviamente se pueden utilizar lasreglas comentadas en el apartado 8.7 (a continuación) para, cambiando los signos de los generadores,obtener fracciones complementarias.
Los generadores que aparecen son aquellos que proporcionan diseños con máxima resolución.Incluso, en los casos en que para un diseño se pueden encontrar varios conjuntos de generadores queproducen la misma resolución, el conjunto suministrado es el que proporciona un patrón de confusiónmás favorable. De tal manera que en muchas ocasiones, se pueden hallar conjuntos de generadores queproducen patrones de confusión del mismo tipo que el conjunto proporcionado, pero nunca mejor.
Tabla 8.25a Diseños factoriales, completos y fraccionales, bloqueados y sin bloquear. Hasta siete factores con ocho y 16experimentos
185
π
NÚM. DE EXPERIMENTOS
NÚM. 8 16
FACT. SIN
BLQ
2 BLQ de
4 EXP.
4 BLQ de
2 EXP.
SIN
BLQ
2 BLQ de
8 EXP.
4 BLQ de 4
EXP.
8 BLQ de
2 EXP.3 23
1=ABC 1=AB2=AC
4
D=ABC D=ABC1=AB
D=ABC1=AB2=AC 1=ABCD
1=ABC2=BCD
1=AB2=BD3=BC
5
D=ABE=AC
D=ABE=AC1=BC E=ABCD
E=ABC1=BCD
E=ABC1=BCD2=ACD
E=ABC
1=AB2=BD3=BC
6
D=ABE=ACF=BC
D=ABE=ACF=BC
1=ABCE=ABCF=BCD
E=ABCF=BCD1=ACD
E=ABCF=BCD1=ACD2=ABD
E=ABCF=BCD1=AB2=BD3=BC
7
D=ABE=ACF=BC
G=ABC
E=ABCF=BCDG=ACD
E=ABCF=BCDG=ACD1=ABD
E=ABC
F=BCDG=ACD1=AB2=BD
E=ABCF=BCD
G=ACD1=AB2=BD3=BC
23 IV 23
IV
24 1 IV
− 24 1 III
− 24 1 II
−
25 2 III
− 25 2 III
− 25 1V
−
24V
25 1 IV
− 25 1 III
−
24 IV 24
III
25 1 III
−
26 2 III
−26 2 III
−26 2 IV
−26 2 IV
−26 3 III
− 26 3 III
−
27 4 III
− 27 3 IV
− 27 3 IV
− 27 3 III
− 27 3 III
−
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 182/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
186
π
NÚM. 16 EXPERIMENTOS
FACT. SIN BLQ 2 BLQ de 8 EXP. 4 BLQ de 4 EXP. 8 BLQ de 2EXP.
8
E=ABCF=BCDG=ACDH=ABD
E=ABCF=BCDG=ACDH=ABD1=ABCD
E=ABCF=BCDG=ACDH=ABD1=ABCD
2=BC
E=ABCF=BCDG=ACDH=ABD1=ABCD
2=AB3=AC
9
E=ABCF=BCD
G=ACDH=ABDJ=ABCD
E=ABCF=BCDG=ACD
H=ABDJ=ABCD
1=AB
E=ABCF=BCDG=ACDH=ABD
J=ABCD1=AB2=AC
10
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=AB
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=AB1=AC
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=AB1=AC2=AD
11
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=ABL=AC
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACI=AD
E=ABCF=BCDG=ACDH=ABD
J=ABK=ACL=ACL=AD1=BC2=BD
12
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACM=AD
E=ABC
F=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACM=AD1=BC
E=ABCF=BCD
G=ACDH=ABDJ=ABCD
K=ABL=ACM=AD1=BC2=BD
Tabla 8.25b Diseños factoriales,completos y fraccionales, bloque-ados y sin bloquear. De ocho a 12factores con 16 experimentos
28 4 IV
−
28 4 III
−
28 4 III
−
28 4 III −
29 5 III
−29 5 III
−29 5 III
−
210 6 III
− 210 6 III
− 210 6 III
−
211 7 III
− 211 7 III
− 211 7 III
−
212 8 III
− 212 8 III
− 212 8 III
−
© los autores, 1998; © Edicions UPC, 1998.
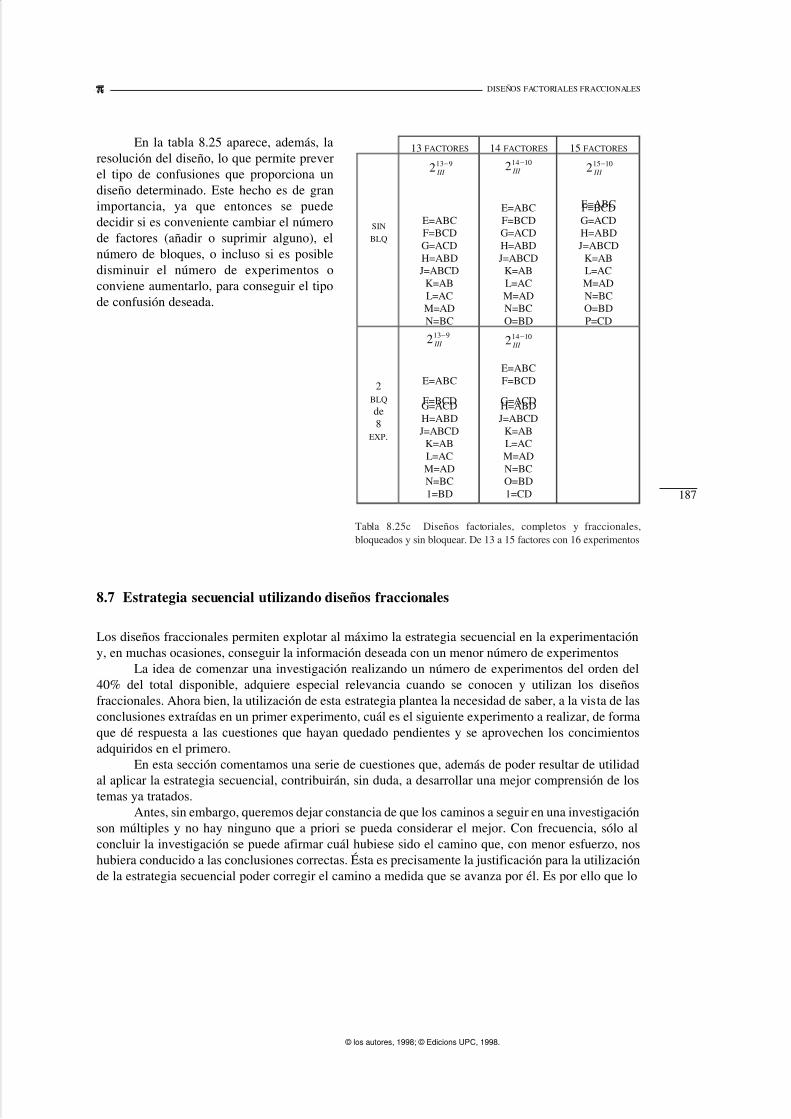
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 183/286
DISEÑOS FACTORIALES FRACCIONALES
En la tabla 8.25 aparece, además, laresolución del diseño, lo que permite preverel tipo de confusiones que proporciona undiseño determinado. Este hecho es de granimportancia, ya que entonces se puededecidir si es conveniente cambiar el númerode factores (añadir o suprimir alguno), elnúmero de bloques, o incluso si es posibledisminuir el número de experimentos oconviene aumentarlo, para conseguir el tipode confusión deseada.
8.7 Estrategia secuencial utilizando diseños fraccionales
Los diseños fraccionales permiten explotar al máximo la estrategia secuencial en la experimentacióny, en muchas ocasiones, conseguir la información deseada con un menor número de experimentos
La idea de comenzar una investigación realizando un número de experimentos del orden del40% del total disponible, adquiere especial relevancia cuando se conocen y utilizan los diseñosfraccionales. Ahora bien, la utilización de esta estrategia plantea la necesidad de saber, a la vista de lasconclusiones extraídas en un primer experimento, cuál es el siguiente experimento a realizar, de formaque dé respuesta a las cuestiones que hayan quedado pendientes y se aprovechen los concimientosadquiridos en el primero.
En esta sección comentamos una serie de cuestiones que, además de poder resultar de utilidadal aplicar la estrategia secuencial, contribuirán, sin duda, a desarrollar una mejor comprensión de lostemas ya tratados.
Antes, sin embargo, queremos dejar constancia de que los caminos a seguir en una investigaciónson múltiples y no hay ninguno que a priori se pueda considerar el mejor. Con frecuencia, sólo alconcluir la investigación se puede afirmar cuál hubiese sido el camino que, con menor esfuerzo, noshubiera conducido a las conclusiones correctas. Ésta es precisamente la justificación para la utilizaciónde la estrategia secuencial poder corregir el camino a medida que se avanza por él. Es por ello que lo
187
π
13 FACTORES 14 FACTORES 15 FACTORES
SIN
BLQ
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACM=ADN=BC
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACM=ADN=BCO=BD
E=ABCF=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACM=ADN=BCO=BDP=CD
2BLQ
de8
EXP.
E=ABC
F=BCDG=ACDH=ABDJ=ABCD
K=ABL=ACM=ADN=BC1=BD
E=ABCF=BCD
G=ACDH=ABDJ=ABCD
K=ABL=ACM=ADN=BCO=BD1=CD
Tabla 8.25c Diseños factoriales, completos y fraccionales,bloqueados y sin bloquear. De 13 a 15 factores con 16 experimentos
214 10 III
−213 9 III
− 215 10 III
−
213 9 III
− 214 10 III
−
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 184/286
comentado en esta sección son cuestiones que pueden resultar de utilidad, pero que en ningún casopueden reemplazar la creatividad y los conocimientos sobre el sistema estudiado por el investigador.
8.7.1 Advertencias
Los métodos y técnicas que se exponen a continuación están basados en la idea de que el investigadorutilizará las mismas variables a los mismos niveles en la fracción añadida y en la original. Obviamenteesto no tiene por qué ser así. Es más, en la mayoría de ocasiones, el análisis de los resultados del primerexperimento permitirá descartar alguna variable, aconsejará cambiar los niveles de otras, o señalaránla necesidad de incluir alguna nueva variable que inicialmente no se tuvo en cuenta. Cuando sea así,se pueden analizar los resultados de cada experimento por separado y luego extraer conclusionesconjuntas de todos ellos, pero si se deseasen analizar los resultados de todos los experimentosconjuntamente, la forma de proceder es recurrir a la regresión lineal (método que queda excluido delámbito de este libro).
Siempre que, utilizando la estrategia secuencial, se realizen experimentos con el mismo sistema
de forma consecutiva, hay que tener en cuenta la posibilidad de que entre el primer y el segundoexperimento se hayan producido cambios en el sistema, quizá no detectados por el investigador, peroque afecten a la respuesta. En otras palabras, hay que tener en cuenta la posible existencia de un efectobloque entre el primer y el segundo experimento.
8.7.2 Fracciones complementarias
En el ejemplo del tintado de fibras se vio que, combinando las dos medias fracciones (2 5-1), seconseguía reproducir el diseño 25 completo. Y se comentó una manera fácil de obtener la mediafracción complementaria: cambiar de signo el generador. Esto es siempre posible, aun cuando losdiseños sean mucho más fraccionados. El procedimiento es sencillo: basta con cambiar de signo los
generadores del diseño fraccional original para obtener nuevas fracciones de la misma familia.Según la notación empleada, un diseño 2k-p es una fracción 1/2p del diseño completo y suconstrucción requiere p generadores. Pues bien, para generar las 2p fracciones que unidas reconstruyenel diseño completo, basta con considerar que cada uno de los p generadores se puede escribir con signo+ y con signo -, y escribir los 2 p conjuntos de p generadores resultado de combinar los signos.
Veamos un ejemplo. Supongamos que tras realizar un 26-3 (los ocho experimentos de este diseñorepresentan 1/8 de los 64 experimentos del diseño completo)con generadores:
D = AB
E = AC
F = BC
obtenidos a partir de la tabla 8.25, se desea añadir ochoexperimentos más (una nueva fracción 26-3), de tal maneraque juntas proporcionen un diseño 26-2. Además de lafracción realizada inicialmente, hay otras siete fraccionesque representan un octavo del diseño completo. En la tabla8.26 aparecen los generadores que permiten construirlas.Considerando conjuntamente los ocho diseños queproporciona la tabla 8.26 se obtendría un 26 completo.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
188
π
FRACCIÓN GENERADORES
1234
5678
D=ABD=-ABD=ABD=AB
D=-ABD=-ABD=ABD=-AB
E=ACE=ACE=-ACE=AC
E=-ACE=ACE=-ACE=-AC
F=BCF=BCF=BCF=-BC
F=BCF=-BCF=-BCF=-BC
Tabla 8.26 Los ocho conjuntos de tres gene-radores que proporcionan diseños 26-3
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 185/286
DISEÑOS FACTORIALES FRACCIONALES
Con cualquier conjunto de generadores de los que aparecen en la tabla 8.26 conseguiríamosnuestro propósito. Consideremos el de la fracción número 5. ¿Cúal sería la relación de definición deldiseño 26-2 resultante?
La relación de definición de la primera fracción es:
I = ABD = ACE = BCF = BCDE = ACDF = ABEF = DEF
La de la segunda fracción es:
I = - ABD = - ACE = BCF = BCDE = - ACDF = - ABEF = DEF
Para obtener la del diseño combinado, no hay más que recordar que cada término de la relaciónde definición significa que, multiplicando los signos de las columnas de cada una de las letras que locompone, se obtiene una nueva columna sólo con signos más. Resulta entonces evidente que larelación de definición del disño 26-2 obtenido será:
I = BCF = BCDE = DEF
Es decir, estará compuesta por aquellos términos que tengan el mismo signo en las relaciones
de definición de las dos fracciones.El diseño 26-2 obtenido es, pues, de resolución III , mientras que, si se hubiese planificado de
entrada un 26-2 se hubiese podido escoger de resolución IV . Aunque no siempre, en muchas ocasiones éstees el precio que se paga por el hecho de utilizar la estrategia secuencial. A cambio, no hay que olvidarque la segunda fracción la hemos escogido entre siete posibles, y que cada una de ellas proporciona parael diseño combinado una relación de definición diferente y, por tanto, un patrón de confusión diferente.Como la elección se realiza sabiendo los resultados de la primera fracción, siempre se puede añadir unasegunda que proporcione un patrón de confusión conjunto para aclarar los puntos conflictivos.
Cuando se desea añadir una fracción para clarificar confusiones entre los efectos significativosdetectados en una primera fracción, hay unas reglas que pueden resultar de utilidad.
En los diseños de resolución III , al añadir una nueva fracción obtenida de la siguiente forma:> Multiplicando por -1 (cambiar de signo) los signos de una columna correspondiente a una
variable, se obtiene un diseño combinado en el que esa variable y todas las interacciones de dosen las que esté involucrada están confundidas con interacciones de orden superior.Ejemplo: Considérese el caso del curvado , en el que los generadores eran:
D = AB, E = AC , F = BC y G = ABC y la relación de definición:
I = ABD = ACE = BCF = ABCG
= BCDE = ACDF = CDG = ABEF = BEG = AFG
= DEF = ADEG = BDFG = CEFG
= ABCDEFG
que proporciona el patrón de confusión restringido:
A + BD + CE + FG
* B + AD + CF + EG
C + AE + BF + DG
D + AB + CG + EF
* E + AC + BG + DF
F + BC + AG + DE
* G + CD + BE + AF
189
π
27 4 III
−
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 186/286
Se han marcado con un asterisco los que resultan significativos. A la vista de esto, lasinterpretaciones posibles son:
- Los efectos activos son: B, E y G.- Los efectos activos son: B, E y BE .- Los efectos activos son: E , G y EG.- Los efectos activos son: B, G y BG.
Para aclarar la situación se podría llevar a cabo una nueva fracción 27-4, cambiando los signosde alguno de los tres efectos principales ( B, E o G). Supongamos que cambiamos los de B. Losgeneradores de la nueva fracción serían D = - AB, E = AC , F = - BC y G = - ABC , y la relaciónde definición conjunta de las dos fracciones (obtenida tomando sólo aquellos términos quetengan el mismo signo en las dos fracciones):
I = ACE = ACDF = CDG = AFG = DEF = ADEG = CEFG
que proporciona el siguiente patrón de confusión restringido (nótese que sólo aparecen 14efectos. De los dos restantes, uno estima la media y sus confusiones, y el otro interacciones deorden superior):
A + CE + FG AB
B AD+ CF + EG
C + AE + DG BC
D + CG + EF BD
E + AC + DF BE
F + AG + DE BF
G + CD + AF BG
Obsérvese que se ha conseguido la propiedad deseada. Obsérvese también que, casi con todaseguridad, se solventarían los problemas de interpretación planteados en la primera fracción.
> Multiplicando por -1 (cambiar de signo) los signos de todas las variables, se obtiene un diseñocombinado de resolución IV . Es decir, un diseño en el que los efectos principales sólo están
confundidos con interacciones de orden tres o superior.Ejemplo: En el mismo caso del curvado, cambiando de signo todos los factores, la segundafracción tendría como generadores: D = - AB, E = - AC , F = - BC y G = ABC , y la relación dedefinición del diseño combinado sería, por tanto:
I = ABCG = BCDE = ACDF = ABEF = ADEG = BDFG = CEFG
Con lo que claramente el diseño combinado es de resolución IV y proporciona el siguientepatrón de confusión restringido (de nuevo aparecen únicamente catorce efectos, los dosrestantes estiman la media e interacciones de orden superior):
A AB+ CG + EF
B AC + BG + DF
C AD + CF + EG
D AE + BF + DG E BC + AG + DE
F BD + CE + FG
G CD + BE + AF
También este diseño hubiese servido para aclarar las dudas planteadas tras el analisis delejemplo del curvado.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
190
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 187/286
DISEÑOS FACTORIALES FRACCIONALES
Como ya se ha comentado, estas reglas únicamente son aplicables a los diseños de resolución III . En los diseños de resolución IV , las reglas son distintas. Al añadir una fracción de la siguienteforma:
> Multiplicando por -1 (cambiar de signo) los signos de una columna correspondiente a unavariable, se obtiene un diseño combinado en el que todas las interacciones de dos en las que esavariable esté involucrada están confundidas con interacciones de orden superior.
> Si todos los términos de la relación de definición son de longitud cuatro, multiplicar por -1(cambiar de signo) los signos de todas las variables reproduce la fracción original y, por tanto,no tiene ninguna utilidad. Ahora bien, si en la relación de definición, además de terminos delongitud cuatro, hay términos más largos, entonces al cambiar de signo todas las columnas seobtiene un diseño combinado de resolución superior a IV . Es decir, un diseño en el que lasinteracciones de dos no están confundidas entre ellas.
8.7.3 Efecto bloque al añadir fracciones
Como ya se ha comentado, al añadir una segunda fracción hay que tener en cuenta la posible existenciade un efecto bloque entre el primer y el segundo experimento.
Considérese de nuevo el ejemplo del tintado. En la sección 8.2 se describe un primer diseño 25-1
y en la sección 8.4 se describe cómo se le añade la fracción complementaria (un nuevo 2 5-1).Recordando que para la estimación de la media utilizamos el símbolo I (la columna sólo con
+1), en la tabla 8.12 vemos que en las dos fracciones la media ( I ) está confundida con ABCDE . Peroen forma distinta, ya que en la primera fracción es I + ABCDE y en la segunda es I - ABCDE .
Si se piensa que puede haber un efecto bloque entre las dos fracciones, lo que en realidad seestá pensando es que las dos medias pueden ser diferentes. Llamemos I 1 a la de la primera fracción y
I 2 a la de la segunda. Entonces la tabla 8.27 resume la situación y los efectos hallados (tomados de latabla 8.12).
El efecto bloque vendrá dado, en consecuencia, por la diferencia entre la media de la primera
fracción I 1 y la media de la segunda I 2 (efecto bloque = I 1 - I 2 ). Nótese que estará confundido con lainteracción ABCDE , ya que al hacer la diferencia entre la estimación de la primera y la segundafracción obtenemos:
( I 1 - I 2) + 2( ABCDE ) = -0.4
no pudiendo separar el efecto bloque de la interacción ABCDE .Por supuesto, si los diseños que se combinan están más fraccionados, el efecto bloque estará
confundido con más interacciones. Así, si consideramos el caso de combinar dos diseños 25-2,tendríamos la situación de la tabla 8.28.
191
π
FRACCIÓN PATRÓN DE CONFUSIÓN EFECTO
10
20
I1 + ABCDE
I2 - ABCDE
7.3
7.7
DISEÑO GENERADORES RELACIÓN DE DEFINICIÓN
1
2
25-2
25-2
D = AB, E = AC
D = AB, E =-AC
I1 = ABD = ACE = BCDE
I2 = ABD = -ACE = -BCDE
Tabla 8.27 Patrón de confusión (ejemplo del tintado)considerando un posible efecto bloque entre las dosfracciones
Tabla 8.28 Generadores y patrón de confusión de dos diseños 25-2
realizados secuencialmente
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 188/286
Y por tanto el efecto bloque ( I 1 - I 2) estaría confundido con las interacciones ACE y BCDE . Dehecho la confusión vendría dada por:
( I 1 - I 2) + 2( ACE ) + 2( BCDE )
8.7.4 Adición de experimentos para conseguir clarificaciones puntuales
En ocasiones, tras la realización de un diseño fraccional, no se desea ni añadir variables, ni cambiar losniveles, ni realizar una nueva fracción con todos los factores, sino realizar el mínimo de experimentosque permitan aclarar algún aspecto (en general una confusión) que haya quedado oscuro, o simplementeconfirmar frente a una confusión que el responsable de la significación es el efecto sospechado.Se ha comentado ya que cada experimento realizado supone un grado de libertad y permite, en
consecuencia, estimar un efecto. Ello significa que siúnicamente se desea eliminar la confusión entre dos efectos,con un experimento que permita estimar uno de ellos libre de la
confusión con el otro tendríamos suficiente para conseguirnuestro propósito. En la práctica necesitaremos dosexperimentos adicionales, ya que utilizaremos uno de losgrados de libertad para estimar un posible efecto bloque.
Consideremos de nuevo el ejemplo del curvado. Tras elanálisis se había hallado que los efectos significativos eran losde la tabla 8.30.
Si aceptamos la idea de que es muy difícil que lainteracción de dos factores sea significativa sin que lo sean los efectos principales de los factores quela componen (apéndice 8.2), la explicación más creíble -ya comentada en elapartado 8.4- es que losresponsables sean los factores B, E y G, o sus interacciones.
Frente a esta situación hay muchas maneras de proceder para resolver las dudas. Algunas de
ellas son:> Añadir una nueva fracción 27-3 como se ha comentado en este mismo apartado.> Experimentar con estas tres variables (23), manteniendo o no los niveles.> Experimentar con dos de estas tres variables, realizando un 22 completo.> Experimentar con estas tres variables más alguna nueva que haya podido surgir en el transcurso
de la investigación.> Añadir el mínimo número de experimentos que permitan clarificar la situación.
En cada caso el investigador deberá escoger entre estas y otras opciones aquella que mejor seadapte a sus necesidades.
Supongamos que en este caso la escogida es la última, sin que ello signifique que sea la mejoropción. De hecho, en este caso concreto, realizando un 22 completo con dos variables de las tresimplicadas, se obtiene el mismo número de experimentos y una mayor sencillez de análisis. De todasformas, el objetivo es describir un procedimiento que sea general y aplicable a muchas otrassituaciones.
Como se desean deshacer tres confusiones ( B+ EG, E + BG y G+ BE ), el mínimo número deexperimentos que permite clarificar la situación (permitiendo detectectar la posible existencia de unefecto bloque) es de cuatro. Se podrían haber deshecho todas las confusiones existentes entre losefectos significativos, pero esto hubiese requerido 10 experimentos.
Para escoger estos cuatro hay que tener en cuenta dos cuestiones:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
192
π
PATRÓN DE CONFUSIÓN EFECTO
mediaB+AD+CF+EG
E+AC+BG+DF
G+CD+BE+AF
44.26.1
-5.3
8.4
Tabla 8.30 Efectos significativos, con susconfusiones, en el ejemplo del curvado
© los autores, 1998; © Edicions UPC, 1998.
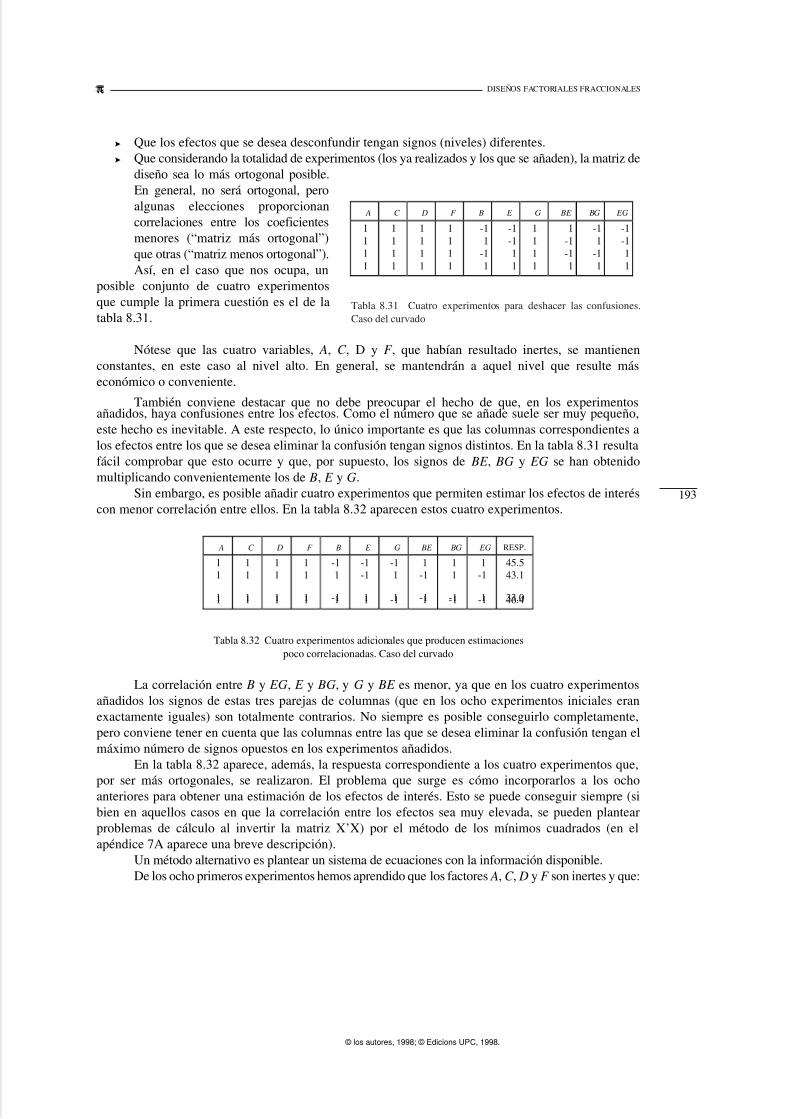
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 189/286
DISEÑOS FACTORIALES FRACCIONALES
> Que los efectos que se desea desconfundir tengan signos (niveles) diferentes.> Que considerando la totalidad de experimentos (los ya realizados y los que se añaden), la matriz de
diseño sea lo más ortogonal posible.En general, no será ortogonal, peroalgunas elecciones proporcionancorrelaciones entre los coeficientesmenores (“matriz más ortogonal”)que otras (“matriz menos ortogonal”).Así, en el caso que nos ocupa, un
posible conjunto de cuatro experimentosque cumple la primera cuestión es el de latabla 8.31.
Nótese que las cuatro variables, A, C , D y F , que habían resultado inertes, se mantienenconstantes, en este caso al nivel alto. En general, se mantendrán a aquel nivel que resulte máseconómico o conveniente.
También conviene destacar que no debe preocupar el hecho de que, en los experimentosañadidos, haya confusiones entre los efectos. Como el número que se añade suele ser muy pequeño,este hecho es inevitable. A este respecto, lo único importante es que las columnas correspondientes alos efectos entre los que se desea eliminar la confusión tengan signos distintos. En la tabla 8.31 resultafácil comprobar que esto ocurre y que, por supuesto, los signos de BE , BG y EG se han obtenidomultiplicando convenientemente los de B, E y G.
Sin embargo, es posible añadir cuatro experimentos que permiten estimar los efectos de interéscon menor correlación entre ellos. En la tabla 8.32 aparecen estos cuatro experimentos.
Tabla 8.32 Cuatro experimentos adicionales que producen estimacionespoco correlacionadas. Caso del curvado
La correlación entre B y EG, E y BG, y G y BE es menor, ya que en los cuatro experimentosañadidos los signos de estas tres parejas de columnas (que en los ocho experimentos iniciales eranexactamente iguales) son totalmente contrarios. No siempre es posible conseguirlo completamente,pero conviene tener en cuenta que las columnas entre las que se desea eliminar la confusión tengan elmáximo número de signos opuestos en los experimentos añadidos.
En la tabla 8.32 aparece, además, la respuesta correspondiente a los cuatro experimentos que,por ser más ortogonales, se realizaron. El problema que surge es cómo incorporarlos a los ochoanteriores para obtener una estimación de los efectos de interés. Esto se puede conseguir siempre (sibien en aquellos casos en que la correlación entre los efectos sea muy elevada, se pueden plantearproblemas de cálculo al invertir la matriz X’X) por el método de los mínimos cuadrados (en elapéndice 7A aparece una breve descripción).
Un método alternativo es plantear un sistema de ecuaciones con la información disponible.De los ocho primeros experimentos hemos aprendido que los factores A, C , D y F son inertes y que:
193
π
A C D F B E G BE BG EG
1111
1111
1111
1111
-11
-11
-1-111
1111
1-1-11
-11
-11
-1-111
A C D F B E G BE BG EG RESP.
11
11
11
11
11
11
11
11
-11
-11
-1-1
11
-11
1-1
1-1
-11
11
-1-1
1-1
1-1
45.543.1
33.046.4
Tabla 8.31 Cuatro experimentos para deshacer las confusiones.Caso del curvado
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 190/286
B + EG = 6.1 E + BG = -5.3G + EB = 8.4
A partir de los cuatro experimentos adicionales podemos plantear las cuatro ecuacionessiguientes:
I 2 + 1/2(- B - E - G + BE + BG + EG) = 45.5 I 2 + 1/2(+ B - E + G - BE + BG - EG) = 43.1 I 2 + 1/2(- B + E + G - BE - BG + EG) = 33.0 I 2 + 1/2(+ B + E - G + BE - BG - EG) = 46.4
donde I 2 representa la media de este segundo bloque de cuatro experimentos añadidos y los efectosestán multiplicados por 1/2 para que, tal como se explica en la sección 7.7, representen lo que cambiala respuesta al cambiar una unidad el nivel.
Resolviendo el sistema planteado de siete ecuaciones con siete incógnitas, se obtiene que:
I 2 = 42.00 B = 5.80 E = -4.95G = 0.25
BE = 8.15 BG = -0.35 EG = 0.30
Y, por tanto, la confusión queda deshecha, ya que claramente los efectos significativos son el B(presión del seguidor), el E (velocidad del eje b) y su interacción. La media de los primeros ochoexperimentos era I 1 = 44.2, por lo que no está claro si se ha producido un descenso de nivel o puedeser atribuible al ruido, pero en cualquier caso no afecta a las conclusiones.
En este ejemplo no había, tras los primeros experimentos, ningún efecto no confundido que
fuese significativo. Si lo hubiese habido naturalmente se tendría que haber incorporado a lasecuaciones. Por ejemplo, si el efecto de A hubiese sido 12, en las ecuaciones hubiese tenido queañadirse un término 1/2( A), es decir, 6. Con signo + en aquellas ecuaciones correspondientes aexperimentos en los que A hubiese estado a nivel alto (todos en este caso) y signo - en caso casocontrario. Entonces cobra sentido incorporar I 2 a las ecuaciones, ya que en el ejemplo descrito, el valorde I 2 coincide con el promedio de los cuatro experimentos añadidos.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
194
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 191/286
DISEÑOS FACTORIALES FRACCIONALES
Apéndice 8A Teoría de la proyección
Se ha comentado en la sección 8.1 que una de las justificaciones para la utilización de los diseñosfatoriales fraccionales es el cumplimiento del principio de Pareto respecto al tamaño de los efectos. Elprincipio es aplicable a la situción, frecuente en la industria, de tratar de encontrar entre los muchosfactores que pueden afectar a una respuesta los pocos que, en general, la afectan apreciablemente. Enestos casos se suelen utilizar diseños altamente fraccionados (de resolución III ), que provocan patronesde confusión complejos.
Relacionada con este principio está la teoría de la proyección de diseños fraccionales. Enesencia, esta teoría dice que, cuando tras realizar y analizar un diseño fraccional con k factores, unoresulta inerte, es como si se hubiese realizado un experimento con solo k -1 factores (y el mismonúmero de experimentos) y, por tanto, se hubiese utilizado un diseño menos fraccionado.
Para ver con más detalle la idea de proyección, supongamos que de los k factores consideradossólo un subconjunto pequeño de tamaño d desconocido, cuya identidad también es desconocida, seránactivos (producirán efectos principales e interacciones apreciables) y que los restantes k-d serán inertes.
En estos casos, si se trabaja con diseños 2k-p y al analizar los resultados se comprueba que varios
factores son inertes, el diseño resultante en los factores activos puede tener un patrón de confusiónmucho más favorable que el diseño original.
Como ilustración consideremos el caso de un 23-1 con factores A, B y C . Si una de las tresvariables resulta ser inerte, cualesquiera que sea, el diseño proporciona un diseño 22 completo en lasdos variables activas (ver figura 8A.1).
Sobre la relación de definición, el efecto de eliminar un factor que ha resultado ser inerte es elde suprimir todos los términos en los que éste aparecía. Así, en el 2 3-1 la relación de definición es I =
ABC , por lo que al eliminar cualquier factor la relación de definición desaparece, indicando que eldiseño “proyección” es un factorial completo.
En general al proyectar (eliminar los factores que han resultado inertes) se pueden obtenerdiseños factoriales fraccionales (replicados o no) o diseños factoriales completos (replicados o no),dependiendo del diseño de partida y de los factores que
resulten inertes.Los diseños de resolución R se proyectan comofactoriales completos en cualquier subconjunto de R-1factores. Así:
> el 23-1 es de resolución III y se proyecta como uncompleto en cualquier subconjunto de dosvariables.
> un 27-3 de resolución IV se proyecta como unfactorial completo 23 (replicado) en cualquiersubconjunto de tres variables.
> un 215-11 de resolución III se proyecta como unfactorial completo 22 (replicado cuatro veces) encualquier subconjunto de dos variables.De hecho, es posible ir más allá de lo enunciado,
ya que este mismo diseño 215-11 se proyecta como unfactorial completo 23 (replicado) en 420 de los 455subconjuntos posibles de tres variables, y como unfactorial completo 24 en 840 de los 1365 subconjuntosposibles de cuatro variables.
195
π
Fig. 8A Proyección de un diseño 23-1 en tresdiseños 23 completos
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 192/286
El problema que se plantea en todo lo expuesto es que, al proyectar un diseño altamentefraccionado, se está dando por supuesto que los factores cuyo efecto principal no es importante nointeraccionan con los demás. Recuérdese que las interaccionas de dos factores estarán, en general(resolución III ), confundidas con los efectos principales y, por lo tanto, es obligado admitir que sonindistinguibles del ruido sin ningún tipo de comprobación, si se desea eliminar ese factor.
Por este motivo, la teoría de la proyección resulta más util como justificación para la utilizaciónde diseños fraccionales que como herramienta práctica al analizarlos. A continuación, en el apéndice8B, se expone una posible justificación para su utilización en la práctica.
Apéndice 8B Significación de las interacciones de dos factores
Al interpretar los resultados de diseños factoriales fraccionales, especialmente si son de resolucióninferior a V , se plantea el problema de tener que decidir si es factible que una interacción de dosfactores que esté confundida con otras interacciones de dos o incluso con algún efecto principal sea
significativa.
Una consideración que puede ayudar a resolver lasdudas es la siguiente: es raro que aparezca una interacciónde dos factores significativa sin que lo sea por lo menos unode los efectos principales de los dos factores que lacomponen, y extremadamente raro sin que los sea ningunode ellos.
Veamos estas dos situaciones a través de un ejemplosencillo. Supongamos que al representar la interacción dedos factores A y B obtenemos el gráfico de la figura 8b.1,donde X
1 , X
2 , X
3y X
4representan la media de las respuestas
obtenidas bajo las condiciones de A y B indicadas.A la vista del gráfico, está claro que los efectos son:
Y, por lo tanto, para que A = 0 y AB 0, se debe cumplir que:
X 2
+ X 4
= X 1
+ X 3
X 1
+ X 4
X 2
+ X 3
Cosa que ocurre, por ejemplo, cuando:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
196
π
Fig. 8B
AX X X X
=− + − +1 2 3 4
2
BX X X X
=− − + +1 2 3 4
2
ABX X X X
=− − +1 2 3 4
2
+1
+2X1
X3X4
X2
-1 FACTOR A +1
F A C T O R B
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 193/286
DISEÑOS FACTORIALES FRACCIONALES
X1 = 50X2 = 40X3 = 10X
4= 20
Estos casos son relativamente raros. Ya que, además de que el efecto de una variable tiene quecambiar de signo al cambiar el nivel de la otra, éstos se han de compensar. Piénsese en la forma de lasuperficie de respuesta que valores de este tipo implican.
Con todo, el caso anterior se presenta en la práctica con cierta frecuencia, incluso mayor de loque la intuición parece indicar. Lo que es extremadamente raro es el segundo caso mencionado, esdecir, que ninguno de los dos factores tenga efecto significativo y sí lo tenga su interacción. Para queesto ocurra ( A=0, B=0 y AB0) debe suceder que:
X 2
+ X 4
= X 1
+ X 3
X 1
+ X 2
= X 3
+ X 4
X 1
+ X 4
X 2
+ X 3
Cosa que ocurre, por ejemplo, cuando:
X0 = 50X1 = 40X2 = 10X3 = 20
Como se ve, esto implica haber escogido los niveles de las variables de forma tal que la zonade la superficie de repuesta hallada sea realmente particular.
Estos criterios han sido los utilizados en el ejemplo del curvado de la sección 8.4 para decidircuáles eran las interpretaciones más probables de los resultados hallados.
197
π
10
50
20
40
10
50
20
40
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 194/286
En los capítulos 7 y 8 se han expuesto las técnicas de diseño y análisis de experimentos, que permitenal experimentador seleccionar aquellos factores que influyen en una determinada característica decalidad, y los niveles de los mismos que optimicen tal característica en la región donde se hayaexperimentado.
En la práctica, el experimentador desea extender estos objetivos a otras regiones deexperimentación y se pregunta: ¿qué factores influyen en la característica en general?, ¿cuál es laregión óptima?, ¿cómo se relacionan los factores con la respuesta en esta región?
En este capítulo presentaremos técnicas que comprenden lo que se denomina metodología desuperficie de respuesta (MSR), que permitirán encontrar la región de interés y contestar a las anteriorespreguntas en esta región.
9.1 Introducción. Necesidad de los modelos
Uno de los deseos más fuertes que a lo largo de la historia ha mostrado la humanidad es el de modelar
la realidad , es decir, el de encontrar funciones matemáticas que expliquen los distintos fenómenos deíndole física, social, económica, etc.
Este deseo de encontrar modelos responde principalmente a las dos aplicaciones másinmediatas que se pueden derivar de ellos:
a) La capacidad de predecir o explicar el valor de cierta respuesta Y una vez conocidos los valoresde ciertas variables X 1, X 2,..., X k.
b) El hecho de poder seleccionar aquellas condiciones de los factores X 1, X 2,..., X k que permitanoptimizar la respuesta Y .Aunque, como veremos en el capítulo 10, conocer el modelo ayuda también a:
c) Determinar aquellas condiciones de los factores X 1
, X 2
,..., X k
en que la respuesta sea más robusta
o insensible al efecto de variaciones en factores que no son controlados por el experimentador(tales factores se denominan factores ruido).En la práctica, es muy difícil intentar resolver este problema de buscar un modelo único, si no
utópico. En su lugar, se intenta aproximar tales relaciones de forma local a través de funcionespolinómicas de primer y segundo orden. Además, el análisis de estas aproximaciones permitirá, comose verá más adelante, localizar la región óptima de una manera secuencial.
9
Introducción a la metodología
de superficie de respuesta
201
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancionesestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 195/286
La figura 9.1 refleja la utilidad del uso deaproximaciones locales para abordar la relaciónteórica de la respuesta. En esta figura se harepresentado con curvas de nivel una supuestarelación entre cierta característica Y , y dosfactores ξ1 y ξ2, en un amplio rango devariación de estos dos factores. Aunque lamejor función que expresa tal relación en todala región es una función complicada, en laregión R1 podría aproximarse dicha relaciónmediante un modelo lineal, ya que el incre-mento de la respuesta parece ser lineal en talregión. Sin embargo, en la zona R2 cercana almáximo, la superficie ya presenta evidencia decurvatura y, por lo tanto, la aproximación localse ha de hacer con modelos que incluyan térmi-
nos cuadráticos.En la práctica, generalmente nunca se
obtendrá “el modelo” que rige la relaciónexistente para cualquier combinación de los factores, sino que se obtendrán aproximaciones locales atal modelo en diferentes regiones de los factores.
Tabla 9.1 Grado de conocimiento y objetivos en las diferentes etapas de la investigación
9.2 Grado de conocimiento y objetivos
Los modelos pueden ser, atendiendo al método que se siga para obtenerlos, mecanicistas oempíricos (este tema fue anteriormente tratado en el apartado 7.1 del capítulo 7). En los primerosse utilizan leyes físicas especializadas en el dominio concreto para seleccionar la estructura del
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
202
π
Fig. 9.1 Relación entre una característica Y con dos factores ξ1
y ξ2 a través de las curvas de nivel
GRADO DE
DESCONOCIMIENTO OBJETIVO NOMBRE DESCRIPTIVO ESTADO
• Determinar el subconjunto de lasvariables importantes de un con- junto X grande de variables poten-cialmente importantes
Eliminación de variables
Diseños factoriales fraccionales CUÁL
• Determinar empíricamente losefectos de las variables conocidas
• Determinar una aproximación de f ( , ) mediante interpolación localg( , )
Construcción del modelo empíricoDiseño de experimentos
Metodología de superficie derespuesta
CÓMO
• Determinar f
• DeterminarConstrucción de un modelomecanicistaEstimación de un modelomecanicista
POR QUÉ
f
ξ
θ
f
θ
f
θ
θ
ξ
θ
X β θ
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 196/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
modelo y, en general, es necesario estimar los parámetros que en ellos aparecen a través de la recogidade datos.
Cuando no se tiene conocimiento teórico de la estructura del modelo, se hace unaaproximación de forma empírica con los datos obtenidos en la experimentación. Tal experimentaciónse ha de realizar de una forma secuencial y con una metodología que dependerá del grado deconocimiento que se tenga del problema. Este conocimiento ayudará en la selección de un modeloque se ajuste a la respuesta y en la selección del diseño a realizar para poder estimar todos losparámetros de interés.
La tabla 9.1 presenta la relación existente entre el grado de conocimiento que se tiene de unproblema, los objetivos en cada instante y la metodología estadística que se lleva a cabo para conseguirtales objetivos.
A la etapa de selección de variables y estimación de sus efectos se han dedicado los capítulo 7y 8 de este libro y a ellos remitimos a aquellos lectores que deseen ampliar estos puntos.
En una primera etapa experimental, los métodos que se denominan metodología de superficiede respuesta utilizan la experimentación para lograr principalmente tres objetivos:
> Encontrar un modelo capaz de explicar la relación existente entre cierta respuesta seleccionada
y determinados factores en una región de interés.> Localizar las condiciones óptimas de los factores de experimentación para la respuesta (las
condiciones que hagan máxima la respuesta, por ejemplo).> Realizar un estudio geométrico de la relación existente entre la respuesta y los factores en la
región óptima, por medio del análisis canónico del modelo estimado.El logro de tales objetivos está ligado a las características que definen la MSR. En primer
lugar, es una metodología secuencial: la aproximación a la región de interés se realiza de formaiterativa utilizando diseños cada vez más complejos dependiendo de la información que se obtiene encada etapa.
En segundo lugar, el método de trabajo que se utiliza es el descrito en el ciclo PDCA (ver elapartado 1.2.2 del capítulo 1), que consiste esencialmente en plantear un modelo tentativo, seleccionarun diseño que permita estimar los parámetros de interés, analizar los datos y verificar si el modelo
planteado es adecuado.
9.3 Estrategias de la metodología de superficie de respuesta
La metodología de superficie de respuesta contiene toda una serie de estrategias que el investigadorpuede seguir para estimar el modelo, f (ξ,θ), que relaciona la respuesta de interés Y con los factores ξlo más adecuadamente posible, con el mínimo coste de experimentación. El investigador actúa comoun detective buscando las pistas que le lleven a la resolución del problema. Tales pistas son obtenidasa través de la información que proporciona la experimentación secuencial.
Al comienzo de la experimentación se puede conocer poco del problema y en tal caso esrazonable suponer que la región donde se comienza a experimentar está lejos de la región óptima. Si
es así, una aproximación suficientemente buena a f (ξ,θ) es la que se obtiene con modelos lineales deprimer orden estimados a partir de diseños factoriales fraccionales a dos niveles.
Por el contrario, cuando se tiene un conocimiento más preciso sobre la relación existente, o seestá próximo a la región óptima, el experimentador se aproxima a la relación f (ξ,θ) mediante modelos
de segundo orden estimados a partir de diseños más complejos.Por lo tanto, distinguiremos entre dos tipos de estrategias:
203
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 197/286
> Estrategias de primer orden:Diseño 2k-p
Estimación por mínimos cuadrados1
Modelos de primer ordenMapas de contornos o curvas de nivelCamino de máximo ascenso o steepest ascent
> Estrategias de segundo orden:Diseño central compuestoEstimación por mínimos cuadradosModelos de segundo ordenMapas de contornos y análisis canónicoEn la primera etapa, a la vez que se emplean los diseños 2 k-p, se pueden llevar a cabo otras
acciones propias de los comienzos de la experimentación, tales como borrar o añadir factores en eldiseño, cambiar la escala de variación de los factores, replicar para una mejor estimación del errorexperimental, añadir fracciones para romper las confusiones, etc. Estas acciones, representadasgráficamente en la figura 9.2, tienen en común que, utilizadas adecuadamente, ayudan a salir de
diversas situaciones de incertidumbre.
Por otra parte, en cada momento existen métodos de chequeo que permitirán comprobar si elmodelo lineal de primer orden es suficientemente bueno, o detectar una evidencia de curvatura en larespuesta. Este hecho implicará la selección de modelos de segundo orden y, por tanto, estrategias desegundo orden.
En cuanto al modelo matemático a utilizar para aproximar f (ξ,θ), se emplearán funcionespolinómicas g( X ,β) de primer o segundo grado, las cuales pueden ser interpretadas como las resultantesde hacer el desarrollo de Taylor de f (ξ,θ) alrededor de (0,0), centro de la experimentación en unidadescodificadas, cortando el desarrollo en los términos de primer o segundo grado respectivamente.
Estos polinomios tienen la siguiente estructura para el caso particular de dos factores:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
204
π
Figura 9.2 Algunas acciones que se llevan a cabo con más frecuencia durante las primeras etapas de laexperimentación. (A: Borrar o añadir factores; B: Cambiar la escala; C: Replicar y D: Añadir fracciones )
Y X X = + + + ε 0 1 1 2 2
Y X X X X X X = + + + + + +β β β β β β ε 0 1 1 2 2 11 12
22 22
12 1 2
1 La estimación de los efectos en diseños 2k-p tal como se ha realizado en los capítulos 7 y 8 utilizando la regla de los signoso el algoritmo de Yates, es equivalente a la estimación por mínimos cuadrados.
( )g x X X r, β β β β ε = + + +0 1 1 2 2 (9.1)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 198/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
para los modelos de primer orden, y
para los modelos de segundo orden. En ambos, ε representa el efecto de aquellos factores que no sehan tenido en cuenta en la experimentación o el efecto de aquellos presentes en el estudio, pero cuyoefecto no se ha podido recoger adecuadamente con el modelo seleccionado.
Los modelos de segundo orden necesitan más experimentos para ser estimados y sólo se recurrea ellos cuando existe evidencia de curvatura en el modelo y, por lo tanto, la aproximación lineal no esadecuada. Para poder detectar la curvatura, a los diseños de primer orden 2 k-p se les añaden puntoscentrales, los cuales, como se verá en el apartado 9.4, permitirán realizar un test de curvatura.
Aquellas regiones de experimentación en las que la superficie no presenta evidencia decurvatura son interpretadas como regiones lejanas a la zona óptima y, una vez más, existe unaestrategia consistente en acercarse lo más rápidamente a esta zona a lo largo de la dirección de máximocambio de la respuesta. La figura 9.3 presenta las dosúltimas estrategias para k =2 factores.
Por último, una vez se detecta la cercanía de laregión óptima, se pasa a la utilización de estrategias desegundo orden. Una de ellas consiste en la selección deun diseño de segundo orden apropiado que permita unabuena estimación de un modelo cuadrático.
Los diseños más utilizados son los “diseñoscentrales compuestos” que aparecen en la figura 9.4,obtenidos al añadir un “diseño estrella” a un diseñofactorial. Las características de estos diseños en cuantoa los niveles en que se han de colocar los factores,propiedades de las estimaciones obtenidas, etc., seestudiarán más adelante en el apartado 9.5.
Una vez obtenida una aproximación cuadráticaque se ajuste a la superficie, es conveniente realizar unanálisis canónico del modelo resultante para interpretarde manera sencilla la geometría de la superficieestimada en la región de experimentación y obtenerinformación que pueda ser útil para sugerir posiblesexplicaciones teóricas del problema.
205
π
( )g x x x x x x xr, β β β β β β β ε = + + + + + +0 1 1 2 2 12 1 2 11 1
222 2
2 (9.2)
Fig. 9.3 Estrategias de experimentación. A) Añadirpuntos centrales para detectar curvatura. B)Experimentar a lo largo del camino de máximocrecimiento o decrecimiento
Fig. 9.4 Diseño central compuesto formado al añadir un “diseño estrella”a un diseño 2k-p
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 199/286
En lo que queda de capítulo se van a desarrollar las diferentes estrategias presentadas en esteapartado, aplicadas en un ejemplo particular, el de la fundición de una determinada pieza de aluminiopor inyección.
El apartado 9.4 se dedica a las estrategias secuenciales de primer orden, los test de curvatura ylos métodos de selección del modelo lineal. A continuación, en el apartado 9.5 se presenta la técnicadel camino de máximo ascenso (descenso).
En el apartado 9.6 aparecen las estrategias de segundo orden, la estimación del modelocuadrático y los test que permiten la comprobación de la validez del modelo obtenido.
Finalmente, el apartado 9.7 está dedicado al análisis canónico de la superficie obtenida. En estemismo apartado se incluirá la clasificación canónica de las superficies en función de su modelocanónico.
9.4 Aproximación lineal a las condiciones óptimas
El presente ejemplo trata de un proceso de fundición de tapas de aluminio por inyección, en el que se
intenta minimizar el índice de porosidad encontrado en ellas. Tal índice es obtenido mediante unmétodo estándar a través de rayos-X. Al parecer la temperatura del aluminio líquido y la presión conque éste se inyecta en el molde afectan al índice de porosidad de la placa resultante.
Los objetivos de la experimen-tación son encontrar unas condi-ciones óptimas de trabajo en lascuales la porosidad sea mínima, yestimar la relación existente entreel índice de porosidad con latemperatura y la presión, en unaregión próxima a las condicionesóptimas.
Los conocimientos que sobreel tema tienen los técnicos delproceso recomiendan no trabajar contemperaturas externas al intervalo600-900 ºC ni con presiones por de-bajo de 700 Kg/cm2. Tales restriccio-nes definen la región de operabilidad.
En la figura 9.5 se presentanlas estrategias de primer orden quese seguirán en este ejemplo. Enprimer lugar se plantea la hipótesissobre el modelo que mejor apro-xima la respuesta en la zona deexperimentación de partida. Puestoque estamos en los comienzos de laexperimentación y poco conoce-mos, se asume que las condicionesóptimas no tienen por qué estarpróximas y que, por lo tanto, la
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
206
π
Fig. 9.5 Estrategias de primer orden en el ejemplo de la porosidad en tapas dealuminio
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 200/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
superficie de respuesta puede ser aproximadamediante un modelo de primer orden.
Para estimar tal modelo se selecciona undiseño 22 con dos puntos centrales tal como apareceen la tabla 9.2.
Los puntos centrales permitirán comprobarmediante un test de curvatura que se presenta en(9.13), si el modelo de primer orden es adecuadoo, por el contrario, se necesita un modelo de se-gundo orden.
Además, el hecho de tener réplicas (en estecaso para 650ºC y 975 Kg/cm2) permite obtener unaestimación de σ2 independiente del modelo selec-cionado. Tal estimación puede ser comparada con laestimación obtenida a través de los residuos del modelo mediante un test de comparación de varianzas,tal como se vio en el apartado 4.12 del capítulo 4. En el caso de que ambas estimaciones difieran
significativamente, tendremos la prueba de que el modelo propuesto no se ajusta bien a la superficie ytendremos que pensar en transformar los datos o en aproximaciones cuadráticas.
El diseño anterior permite estimar los parámetros de un modelo como el presentado en (9.1) quepuede ser expresado en forma matricial como:
donde Y corresponde al vector de observaciones, X es la matriz de diseño, β es el vector de losparámetros del modelo y ε es el vector de errores. Para el ejemplo que nos ocupa:
La estimación mínimo cuadrática de los coeficientes del modelo en 9.3 se puede realizarempleando las técnicas de regresión lineal, lo cual equivale a resolver la ecuación siguiente:
con
obteniéndose los resultados
207
π
TEMPERATURA
(ºC)
PRESIÓN
(kg/cm2)
ÍNDICE DE
POROSIDAD
-1 (640) -1 (950) 6.09
+1 (660) -1 (950) 5.53-1 (640) +1 (1.000) 6.78
+1 (660) +1 (1.000) 6.16
0 (650) 0 (975) 5.93
0 (650) 0 (975) 6.12
Tabla 9.2 Resultados de un primer experimento conllantas de aluminio. Entre paréntesis figuran las unidadesoriginales de los factores
Y X e= +β (9.3)
Y X =
=
−
−
−−
−
=
6 09
553
6 78616
593
612
1
1
11
1
1
1
1
11
0
0
1
1
11
0
0
0
1
2
.
.
.
.
.
.
, , β
β
β
β
(9.4)
( ) ( )b X X X Y X X = = − −$ ' ' $ 'β σ 1 2 1
Varianza (b) = (9.5)
( ) X X X ' '
/
/
/
/
/
/
/
/
/
/
/
/
/ / −
= −− −
−
1
1 6
1 4
1 4
1 6
1 4
1 4
1 6
1 4
1 4
1 6
1 4
1 4
1 6
0
0
1 6
0
0
(9.6)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 201/286
y, por lo tanto, todos los coeficientes significativos.En esta etapa, y tal como aparece en la figura 9.5, se ha de comprobar si existe alguna prueba
de que el modelo lineal estimado no sea una buena aproximación a la respuesta y se necesiten modelosmás complejos, es decir, modelos cuadráticos.
Ello equivale a plantear el siguiente test:> H 0 = Modelo esperado:> H 1 = Modelo “temido”2:o en forma matricial> H 0 = Modelo esperado:> H 1 = Modelo “temido”:
donde Z corresponde a la matriz de términos cuadráticos y γ al vector de sus coeficientes.El test que se debe utilizar para tomar una decisión en (9.8) está relacionado con las
consecuencias que se derivan de aceptar como mejor aproximación la que da un modelo lineal ( H 0),cuando en realidad la mejor es la de un modelo cuadrático ( H 1).
En efecto, si se estiman los parámetros del modelo como en (9.5), suponiendo que H 0 es cierta,cuando en realidad lo es H
1se obtiene
es decir,
con A = ( X’X )-1 X’Z denominada matriz de alias o de confusiones.Esta confusión en las estimaciones para el caso de las tapas de aluminio es
Por lo tanto, en caso de que b11+b22 fuese significativo, al aproximar la superficie mediantemodelos lineales se comete un error en la estimación de la constante del modelo.
Los diseños de primer orden no pueden estimar por separado β 11 y β 22, pero sí su efectoconjunto, β 11+β 22. La estimación de tal efecto por mínimos cuadrados es equivalente a comparar lospromedios de la porosidad en el centro de la superficie con el promedio en las esquinas del cubo, talcomo lo muestra la figura 9.6.
Luego el test de hipótesis planteado en (9.8) sobre la necesidad de modelos de segundo ordenes equivalente al test de hipótesis:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
208
π
b = −
=
610
0 29
0 33
0045
0055
0055
.
.
.
.
.
.
Desv. estandar (b)
y x x= + + + ε 0 1 1 2 2
y x x x x x x= + + + + + +β β β β β β ε 0 1 1 2 2 12 1 2 11 12
22 22
Y X = +β ε Y X Z = + +γ ε (9.8)
2 The Feared Model tal como lo denomina el profesor N. Draper, autor, junto con G. Box, del libro Empirical Model-Building
and Response Surfaces.
[ ] ( )[ ] ( ) [ ] ( ) ( ) ( ) E b E X X X Y X X X E Y X X X X Z X X X Z = = = + = +− − − −' ' ' ' ' ' ' '
1 1 1 1β γ β γ
[ ] E b A= +β γ (9.10)
[ ] ( ) E b0 0 11 22
2
3= + +β β β
[ ] [ ] E b E b1 1 2 2= =β β ;(9.11)
H Y Y
H Y Y
0
1
00
::
cubo centro
cubo centro
− =− ≠
(9.12)
(9.9)
(9.7)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 202/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
sobre la existencia de curvatura, que puede comprobarse comparando el valor del estadístico
con el valor de la t de Student con ν grados de libertad, siendo ν los grados de libertad con los que seha estimado σ,. a partir de s.
En el ejemplo de las tapas, al aplicar la ecuación 9.12 se obtiene
con s2=0.012 estimada con 3 grados de libertad. Por lo tanto,al obtener un valor no significativo, no encontramosevidencia de curvatura. En consecuencia, no se puederechazar H o en (9.8), y concluimos que el modelo linealrealiza una aproximación suficientemente buena de la
respuesta de interés.En consecuencia, se intuye que se está lejos de la
región óptima y, por lo tanto, la siguiente estrategia será la deen alejarse lo más rápidamente posible en la dirección demáximo decrecimiento (se desea obtener llantas con mínimoíndice de porosidad) hacia las condiciones óptimas deexperimentación, y allí volver a plantear un diseño de primerorden con puntos centrales, o directamente uno de segundo siexiste alguna evidencia de curvatura.
9.5 Aproximación por el camino de máxima pendiente
En este momento del experimento, la estrategia que se debe adoptar es la de experimentar a lo largode la dirección de máximo decrecimiento hasta que la porosidad deje de disminuir. Tal hecho indicaráque, o bien se ha cruzado la zona óptima, o bien hay que rectificar la dirección de máximodecrecimiento.
Siguiendo con el ejemplo de las tapas de aluminio, a partir del modelo
Y = 6.10 - 0.29 T + 0.33 P (9.14)
obtenido de (9.7), se puede obtener la dirección de máximo crecimiento de la respuesta a través de ladirección del gradiente, la cual se obtiene derivando respecto a cada factor,
y, por lo tanto, la dirección de máximo decrecimiento será la opuesta,
d =[0.29, -0.33] (9.16)
209
π
Fig. 9.6 Figura que representa la diferenciaentre la respuesta en el centro y en lasesquinas del cubo en una superficie quepresenta curvatura
Y Y
s n s n
cubo centro
cubo centro
−
+2 2 / / (9.13)
614 6 025
0 012 4 0 012 2121
. .
. / . / .
−
+= (9.14)
∂
∂
Y
T = − 0 29.
∂
∂
Y
P= 0 33.
(9.15)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 203/286
la cual marca una dirección orientativa sobre la dirección a seguir en los nuevos experimentos. Si sedesea experimentar en puntos a distancias de una unidad, similar a la distancia entre las condicionesexperimentales anteriores, se puede utilizar el vector unidad como vector orientativo.
El número de experimentos quedeben realizarse y la cercanía de éstosdepende en todo momento del cono-cimiento que tenga el experimentadorsobre el proceso. En el ejemplo de lastapas se han realizado cuatroexperimentos más, cada uno a dosunidades de distancia del anterior, talcomo lo muestra la tabla 9.3.
Cabe notar que, para obtenerlos valores originales de la temperatura y la presión, basta con descodificar las unidades de la tabla 9.3utilizando las expresiones:
donde x1 y x2 son los valores de la temperatura y la presión en unidades codificadas.La dirección de máximo decrecimiento se ha de tomar como un camino orientativo, pero los
experimentos no tienen porqué coincidir exactamente con tal dirección. En el ejemplo de las tapas, losvalores en unidades originales resultantes de descodificar las cuatro posiciones se han adaptado a la
operabilidad del proceso.Como se puede observar, la porosidad ha ido disminuyendo excepto en el experimento 4, dondeha vuelto a aumentar significativamente. Ello induce a pensar que se ha “atravesado” la superficie yque por lo tanto, no es recomendable proseguir experimentando por este camino, aunque existaincertidumbre sobre la zona por donde se ha atravesado.
Si ésta es la zona óptima, la superficie ha de mostrar una curvatura tal, que será necesarioutilizar modelos de segundo orden para aproximarla. En cambio, si no es así, pudiera ser que laaproximación por modelos de primer orden fuese todavía lo suficientemente buena como paracontinuar por este camino. En tal situación, se seguiría experimentando posteriormente a lo largo deuna dirección del steepest descent rectificada.
En cualquier caso, la MSR permite experimentar secuencialmente utilizando un diseño deprimer orden para estimar el “modelo plano”, pudiendo añadir en un segundo bloque uno desegundo orden, si se llega a la conclusión de que el modelo lineal no se ajusta suficientemente biena la respuesta.
En el ejemplo de las tapas, seleccionando el experimento 3 de la tabla 9.3 como el centro dela nueva región de experimentación, se ha decidido utilizar un diseño de primer orden y se hanobtenido los resultados que aparecen en la tabla 9.4. El experimento señalado con una flecha es elexperimento 3 de la etapa anterior; se ha considerado conveniente incluirlo para una mejor estimaciónde la respuesta.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
210
π
POSICIÓN TEMPERATURA
(º C)
PRESIÓN
(Kg/cm2)
ÍNDICE DE
POROSIDAD
1 3 u = (2.01, -2.25) 670 920 4.53
2 5u = (3.35, -3.75) 685 880 3.28
3 7u = (4.69, -5.25) 700 845 2.54
4 9u = (6.03, -6.85) 710 805 4.15
Tabla 9.3 Experimentos adicionales en la dirección de máximo decrecimiento
xT
xP
1 2650
10
975
25=
−=
−
[ ]u = −
= −0295
0 44
0 33
0 440 67 0 75
.
.,
.
.. , . (9.17)
T x P x= + = +650 10 975 251 2
(9.18)
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 204/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
Con las réplicas de este experimento se puede obtener una estimación del error experimentalcon dos grados de libertad. Asimismo, se puede obtener otra estimación del error con un grado delibertad con las réplicas del primer experimento, que seencuentran en la tabla 9.2. Ponderando estas dosestimaciones se obtiene una estimación de σ2 con tresgrados de libertad de s2 = 0.0318. Esta estimación, obtenidaa través de réplicas, se denomina “error puro”.
A continuación se trata de repetir los pasos delapartado 9.4 para confirmar si el modelo lineal realiza unaaproximación suficientemente buena a la superficie o si, porel contrario, existen indicios de curvatura. Aplicando el testde curvatura de (9.13) para los datos en la tabla 9.4 se obtiene:
que es un valor estadísticamente significativo en la t de Student con tres grados de libertad. Por lotanto, en el test planteado en (9.8) se rechaza la hipótesis nula y se acepta que el modelo de segundoorden:
se aproxima mejor a la respuesta.Así pues, ahora es el momento de comenzar a utilizar las estrategias de segundo orden, que
están esquemáticamente representadas en la figura 9.7.
Fig. 9.7 Estrategias de segundo orden
211
π
TEMPERATURA(ºC)
PRESIÓN(kg/cm2)
ÍNDICE DEPOROSIDAD
-1 (690) -1 (820) 2.20
+1 (710) -1 (820) 3.71
-1 (690) +1 (870) 2.86
+1 (710) +1 (870) 3.49
0 (700) 0 (845) 2.53
0 (700) 0 (845) 2.30
0 (700) 0 (845) 2.54 7
Tabla 9.4 Resultados del experimento 3 en elejemplo de las llantas de aluminio.
Y Y
s n s n
cubo centro
cubo centro
−
+=
−+2 2
306 2 46
014 1 4 1 3 / /
. .
. / / (9.19)
y x x x x x x= + + + + + +β β β β β β ε 0 1 1 2 2 12 1 2 11 12
22 22 (9.20)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 205/286
9.6 Aproximación cuadrática. Diseños centrales compuestos
En estos momentos de la experimentación se ha de añadir un segundo diseño al realizado anteriormenteen la tabla 9.4 si se quiere estimar un modelo cuadrático con la precisión suficiente.
El hecho de realizar la experimentación en dos tiempos puede provocar un efecto bloque (verel apartado 7.8 del capítulo 7 sobre efectos bloque si se quiere ampliar el tema), que puede afectar a laestimación de los efectos si las condiciones experimentales del segundo diseño no se han seleccionadoadecuadamente.
Para que esto no ocurra, es decir, para que la estimación de los factores sea independiente delhecho de haber experimentado en dos bloques, el efecto bloque ha de ser ortogonal a efectos de lasdemás variables.
Si además se desea que las estimaciones de los factores sean independientes entre sí, los dosdiseños han de ser ortogonales en sus factores y ortogonales con los bloques.
El primer diseño,
ya cumple la condición de ortogonalidad, basta con multiplicar las columnas del diseño entre sí yobservar que todos los productos se anulan.
El segundo diseño, denominado diseño estrella, contiene los experimentos dispuestos de la
siguiente forma
donde α y el número de puntos centrales n0e se han de determinar según los criterios que se explican acontinuación.
El resultado de añadir un diseño factorial y un diseño estrella se conoce como diseño central
compuesto o central composite design. La forma de tal diseño para tres factores se puede ver en lafigura 9.4.
La selección de α y n0e está basada en dos criterios: el criterio de ortogonalidad mencionadoanteriormente y el criterio de rotabilidad . Se dice que un diseño es rotable si la precisión en laestimación de la superficie es igual para todos los puntos equidistantes del centro del diseño,
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
212
π
X =
−
−
−−
1
1
1
1
1
1
1
1
1
1
1
0
0
0
1
1
1
1
0
0
0
X =
−
−
1
1
1
1
1
1
1
0
0
0
0
0
0
0
0
α
α
α
α
K K
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 206/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
independientemente de la dirección en que se encuentren; es decir, se puede girar la superficie sobresu centro y la precisión en la estimación es la misma.
La rotabilidad en diseños centrales compuestos sólo depende del valor de α y del número deexperimentos que se haya realizado en el cubo sin contar los puntos centrales, N
c, a través de la fórmula,
La condición de ortogonalidad en cambio, implica que las estimaciones de los parámetros en elmodelo (9.20) son independientes entre sí e independientes a su vez del efecto bloque. Para que estoocurra se han de cumplir dos condiciones:
1. Cada bloque debe contener un diseño ortogonal.2. La fracción del total de la suma de cuadrados de cada variable xi en cada bloque debe ser igual
a la fracción del número total de observaciones distribuidas en cada bloque. Es decir, para cadavariable i y sobre cada bloque b se ha de cumplir:
i = Indicador de la variable i. j = Indicador de la observación j de la variable i en el bloque b.n
b= Número de observaciones en el bloque b.
N = Número total de observaciones.Llamando n0c y n0e al número de puntos centrales en el cubo y en el diseño estrella
respectivamente, y k al número de factores en el diseño, al aplicar la condición de ortogonalidad (9.24)al caso particular de los diseños compuestos centrales se obtiene la fórmula simplificada siguiente
donde N c el número de puntos en el primer diseño exceptuando los puntos en el centro. ( N c será de laforma 2k o 2k-p.)
La tabla 9.5 muestra algunos diseños compuestos centrales con los correspondientes valores deα si se quiere obtener ortogonalidad y rotabilidad. Como se puede observar, algunas veces no sepueden conseguir los dos criterios exactamente.
Volviendo al ejemplo de las tapas de aluminio, si se desea añadir un nuevo diseño ortogonal alpresentado en la tabla (9.4) y tal que el conjunto sea rotable, basta con sustituir los valores de lasconstantes: k =2, N c=4 y n0c=3 en las expresiones (9.23) y (9.25), y se obtiene:
para la condición de ortogonalidad y rotabilidad respectivamente.Por lo tanto, si se han de cumplir las dos condiciones, el número de puntos centrales que ha de
contener el diseño estrella será de noe =3.
213
π
α = N c4 (9.23)
x
x
n N
bij
j
n
bij j
N
b
b2
1
2
1
=
=
∑
∑= (9.24)
( )( )
α = ++
N k n
N n
c oe
c oc
22 (9.25)
( )( )
α α =++
= =4 4
2 4 34 24noe y (9.26)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 207/286
La matriz del diseño estrella resultante, junto con losresultados de la experimentación, se puede encontraren la tabla 9.6. Además, en la figura 9.8 se puedelocalizar el conjunto de los experimentos realizadoshasta el momento y desde el comienzo con las dife-rentes estrategias utilizadas.
Con los datos de los dos diseños en las tablas
9.4 y 9.6 se puede estimar un modelo de segundoorden por mínimos cuadrados, resolviendo laecuación (9.5) para el modelo en (9.20). Si ademásse añade una variable con signos -1 y 1, se lograráestimar el efecto bloque como diferencia entre los
promedios de los dos bloques dependiendode si los experimentos vienen del primerdiseño o del segundo.
El resultado del análisis por regre-sión se encuentra en la tabla 9.7. El modeloasí obtenido explica un porcentaje elevadode la variabilidad en el índice de porosidaden función de los dos factores estudiados:presión y temperatura.
Se observa que existe un efectobloque estadísticamente significativo, esdecir, el hecho de realizar el experimentoen dos tiempos diferentes ha afectado a larespuesta con un aumento de 0.71 unidades
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
214
π
( )( )
α =++
= ⇒ =4 4
2 4 32 3
nn
oeoe
(9.27)
TEMPERATURA
(ºC)PRESIÓN
(kg/cm2)ÍNDICE DE
POROSIDAD
-/2 (685) 0 (845) 3.02
/2 (715) 0 (845) 4.40
0 (700) -/2 (810) 3.90
0 (700) /2 (880) 3.76
0 (700) 0 (845) 3.20
0 (700) 0 (845) 3.280 (700) 0 (845) 3.17
− 2
2
− 2
2
Tabla 9.6 Diseño estrella y resultados en el ejemplo delas tapas de aluminio con los puntos en la estrella a unadistancia de 1.41
La ecuación de regresión es
Porosidad = 2.84+0.36 B + 0.51T + 0.26 T 2 + 0.32 P2 - 0.22 T·P
Predictor Coef. Stdev. t-ratio p-valor
ConstanteBloqueTemperatura
(Temperatura)
2
(Presión)Temp. · Presión
2.840.360.51
0.260.32-0.22
0.0480.0310.041
0.0430.0430.058
59.6511.7012.42
6.077.47-3.78
0.0000.0000.000
0.0000.0000.005
s = 0.1165 (8 g. l.) R-Sq = 98.0 % R-Sq(adj) = 96.7 %
Tabla 9.7 Resultado del análisis por medio de regresión lineal de losdatos de la tabla 9.6
Tabla 9.5 Algunos diseños centrales compuestos
k 2 3 4 5 5(1/2) 6
Fracción del cubo 1 1 1 1 ½ ½
N c 4 8 16 32 16 32
Bloques en cubo - 2 x 4 2 x 8 4 x 8 - 2 x 16 N e=2 k 4 6 8 10 10 12
nco por bloque 3 2 x 2 2 x 2 2 x 4 6 4 x 2
nso 3 2 2 4 1 2
N total 14 20 30 54 33 54
α (ortogonalidad) 1.4142 1.6330 2.000 2.3664 2.000 2.3664
α (rotabilidad) 1.4142 1.6818 2.000 2.3784 2.000 2.3784
Generadores de
bloque
- B=123 B=1234 B1=123
B2=2345
- B=123
Generadores del
diseño fraccional
- - - - 5=1234 6=12345
© los autores, 1998; © Edicions UPC, 1998.
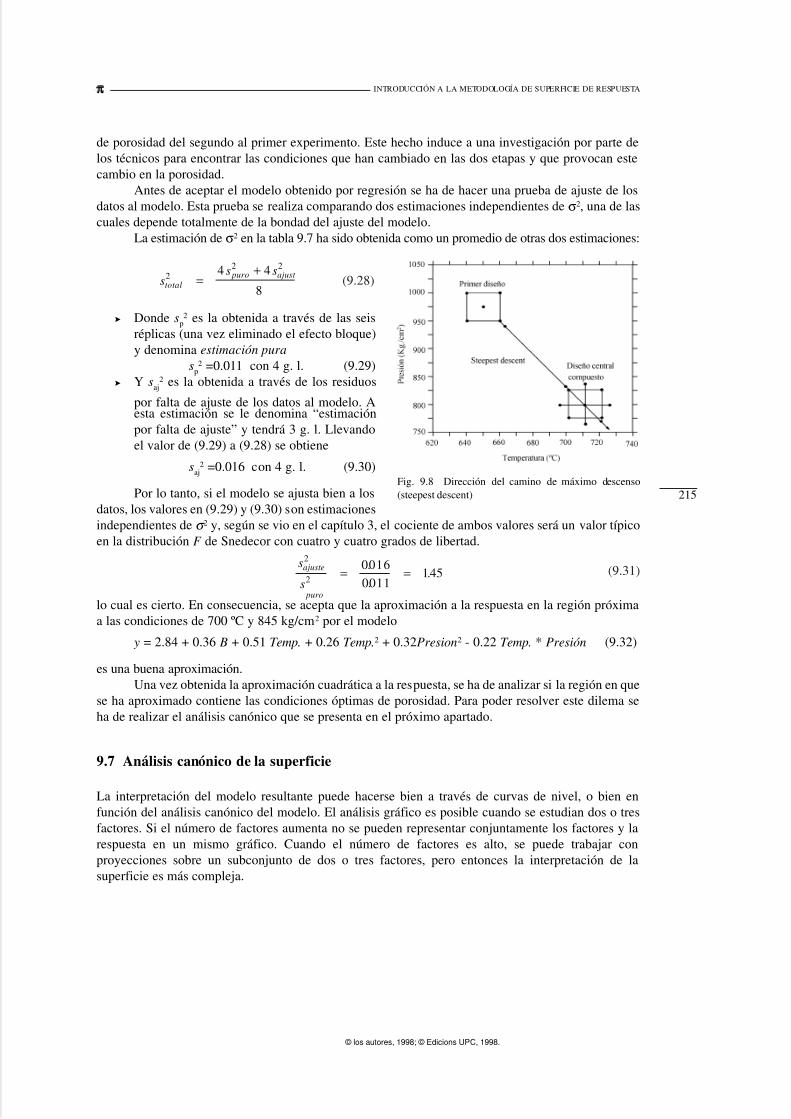
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 208/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
de porosidad del segundo al primer experimento. Este hecho induce a una investigación por parte delos técnicos para encontrar las condiciones que han cambiado en las dos etapas y que provocan estecambio en la porosidad.
Antes de aceptar el modelo obtenido por regresión se ha de hacer una prueba de ajuste de losdatos al modelo. Esta prueba se realiza comparando dos estimaciones independientes de σ2, una de lascuales depende totalmente de la bondad del ajuste del modelo.
La estimación de σ2 en la tabla 9.7 ha sido obtenida como un promedio de otras dos estimaciones:
> Donde sp2 es la obtenida a través de las seis
réplicas (una vez eliminado el efecto bloque)y denomina estimación pura
sp2 =0.011 con 4 g. l. (9.29)
> Y saj2 es la obtenida a través de los residuos
por falta de ajuste de los datos al modelo. Aesta estimación se le denomina “estimaciónpor falta de ajuste” y tendrá 3 g. l. Llevandoel valor de (9.29) a (9.28) se obtiene
saj2 =0.016 con 4 g. l. (9.30)
Por lo tanto, si el modelo se ajusta bien a losdatos, los valores en (9.29) y (9.30) son estimacionesindependientes de σ 2 y, según se vio en el capítulo 3, el cociente de ambos valores será un valor típicoen la distribución F de Snedecor con cuatro y cuatro grados de libertad.
lo cual es cierto. En consecuencia, se acepta que la aproximación a la respuesta en la región próximaa las condiciones de 700 ºC y 845 kg/cm2 por el modelo
y = 2.84 + 0.36 B + 0.51 Temp. + 0.26 Temp.2 + 0.32Presion2 - 0.22 Temp. * Presión (9.32)
es una buena aproximación.Una vez obtenida la aproximación cuadrática a la respuesta, se ha de analizar si la región en que
se ha aproximado contiene las condiciones óptimas de porosidad. Para poder resolver este dilema seha de realizar el análisis canónico que se presenta en el próximo apartado.
9.7 Análisis canónico de la superficie
La interpretación del modelo resultante puede hacerse bien a través de curvas de nivel, o bien enfunción del análisis canónico del modelo. El análisis gráfico es posible cuando se estudian dos o tresfactores. Si el número de factores aumenta no se pueden representar conjuntamente los factores y larespuesta en un mismo gráfico. Cuando el número de factores es alto, se puede trabajar conproyecciones sobre un subconjunto de dos o tres factores, pero entonces la interpretación de lasuperficie es más compleja.
215
π
Fig. 9.8 Dirección del camino de máximo descenso(steepest descent)
ss s
total
puro ajust 22 24 4
8=
+(9.28)
s
s
ajuste
puro
2
2
0016
0011145= =
.
.. (9.31)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 209/286
Para k =2 factores, éstos se representanen los ejes de ordenadas y abcisas indistin-tamente. Entonces, sustituyendo pares devalores de la temperatura y la presión en (9.32)se obtiene el valor de la respuesta, el cual selleva al gráfico situándolo sobre el puntorepresentado por el par de condiciones. Unavez obtenida una cantidad suficiente de valoresde la respuesta, se trazan líneas de nivel paravalores de respuesta similar. Las líneas así formadas representan la proyección tridimen-sional de la respuesta en el plano de experi-mentación formado por los dos factores.
Veámoslo en el ejemplo de las tapas dealuminio. La representación se ha realizado
promediando el efecto bloque, ya que el efecto bloque no influye en la localización del óptimo. Para el
gráfico se han utilizado las variables en unidades originales.Del análisis gráfico se observa que las curvas de nivel son concéntricas y su valor disminuye
conforme se acercan al punto central. Existe, por lo tanto, una única condición óptima en cuanto aporosidad mínima en torno a la condición: temperatura 690 ºC y presión 835 Kg/cm2.
Las coordenadas de tal punto también se pueden encontrar derivando la ecuación de la respuestarespecto a sus parámetros e igualando a 0.
T = -1.15, P = -0.39Las coordenadas del punto crítico en unidades originales, así como el valor estimado de la
porosidad, son:Pc (688.5 ºC, 835.1 Kg/cm2)
YPc = 2.19 (Bloque 1) (9.34)YPc = 2.91 (Bloque 2)
Análisis canónico
El conjunto de todas las superficies cuadráticas se clasifican según su forma canónica. Éstacorresponde a la representación de la superficie con ejes de simetría paralelos a los ejes de coordenadasy centrada en el origen (de coordenadas 0 en todas las variables x).
Las superficies que se obtienen de la metodología de superficie de respuesta no tienen por quécumplir las dos condiciones anteriores y, en tal caso, resulta difícil conocer el tipo de superficie de quese trata. Sin embargo, mediante las dos operaciones que a continuación se detallan, se puederecodificar la superficie para expresarla en su forma canónica. Estas dos operaciones son:
> Utilizar los ejes de simetría como nuevos ejes de coordenadas.> Seleccionar el punto crítico de la superficie como nuevo origen de coordenadas.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
216
π
3.1
3.74.3
4.9 5.5
6.1
6.77.37.9
8.5
725715705695685675
900
850
800
Temperatura
Fig. 9.9. Análisis gráfico de la porosidad por curvas de nivel
( )∂
∂
∂
∂
Y
T
B T T P T P
T T P=
+ + + + − ∗= + − =
284 036 0 51 0 26 0 32 0 220 51 0 52 0 22 0
2 2. . . . . .. . .
( )∂
∂
∂
∂
Y
P
B T T P T P
P
P T =+ + + + − ∗
= − =284 036 0 51 0 26 0 32 0 22
0 64 0 22 0
2 2. . . . . .. .
(9.33)
P r e s i ó n
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 210/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
La ecuación resultante de la primera operación se denomina forma canónica A y, si se aplica lasegunda condición, la ecuación resultante se denomina forma canónica B.
Si llamamos,
el método general de obtener las dos formas canónicas es muy simple y está basado en las propiedadesalgebraicas de la matriz B.
Para ello, primero expresaremos el modelo de segundo orden para la superficie de respuesta enforma matricial,
Y = b0 + X’b + X’ B X (9.36)Ahora, si M es la matriz en cuyas columnas están los vectores propios estandarizados de B: m1,
m2, ..., mk, siendo λ1, λ2, ...,λk, sus valores propios, se cumple: BM = M Λ M’= M (9.37)
M’BM = M’M Λ’ = Λdonde Λ es la matriz diagonal con λ1, λ2, ...,λk, en la diagonal.
Dado que M’M = I , se puede intercalar este producto de matrices en la ecuación (9.36), yagrupando convenientemente se obtiene
Utilizando las propiedades en (9.37) en (9.38), la ecuación (9.36) puede reescribirse como,
Forma canónica A
Y = b0
+ X’θ + X’Λ X
(9.39) X=M’x y θ =M’b
La forma canónica A obtenida en (9.39) sólo contiene términos cuadráticos puros, ya que handesaparecido las interacciones. Si se representa de nuevo la superficie, pero ahora respecto a las nuevasvariables X , se observa que los ejes de simetría de la superficie son paralelos a los ejes de coordenadas.
Para hallar la forma canónica B hay que determinar la distancia a la que se encuentran lospuntos críticos de la superficie (máximo, mínimo, punto silla, zona de máximos, etc.) del origen decoordenadas. Si la zona crítica está dentro de la región de experimentación, se considera que laaproximación de la superficie será igual de válida alrededor del nuevo origen de coordenadas. Si encambio la región crítica está lejos de la zona de experimentación, no tiene sentido extrapolar lasuperficie hasta la zona crítica y, por lo tanto, no se halla la forma canónica B.
En el ejemplo de las tapas, la distancia del punto crítico al centro de experimentación es
y; por lo tanto, podemos considerar que la aproximación obtenida en (9.26) puede extenderse a laregión alrededor de este punto.
217
π
( )b b X
x
x
x
x
b
b
b
b
b
B
b
b
b
b
b
b
b
b
b
k k
k k
k
k
kk
0 0
1
2
3
1
2
3
11
12
1
12
22
2
1
21 2
1 2
1 2
1 2
1 2
1 2= =
=
=
K
K
K
K
K K
K
K
K
K
K
/
/
/
/
/
/ (9.35)
( ) ( ) ( )( ) ( )Y b x M M b x M M BM M x= + +0 ' ' ' ' ' (9.38)
d = + =115 0 39 122 2. . . (9.40)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 211/286
Por consiguiente, para obtener la forma canónica B, se puede realizar la segunda operación decambiar el origen de coordenadas de (0,0) por (-1.15,-0.39), si se trabaja en unidades codificadasoriginales, o de (0,0) por M’ (-1.15,-0.39), si se trabaja con las coordenadas nuevas.
Dado que el resultado final es independiente del orden en que se realicen estas dos operaciones(cambio de ejes de coordenadas y traslación del origen), en aquellos casos en que se han calculado conanterioridad las coordenadas del punto crítico, es más sencillo trabajar con las coordenadas del puntocrítico en unidades originales x.
Por lo tanto, si se aplica este cambio de origen en (9.38) antes de pasar a cambiar los ejes, seobtiene la expresión
que se simplifica dando lugar a la forma canónica B, que aparece en (9.39) en su forma general.
Forma canónica B
Es decir, las nuevas coordenadas se pueden obtener trasladando xo (en unidades originalescodificadas) y girando con M , o girando con M para obtener las nuevas coordenadas X y trasladando
X 0
respecto a las coordenadas del punto estacionario (en las nuevas coordenadas).Con la ecuación (9.42) se está en situación de interpretar la superficie. El signo de los valores
propios λi determinarán el tipo de superficie, y su valor absoluto determina el tamaño de los ejes desimetría.
La figura 9.9 contiene la clasificación de las superficies para dos factores. Para interpretarsuperficies con más factores se pueden seleccionar subgrupos de dos factores e interpretar laproyección de la superficie en ellos.
En el caso de las tapas de aluminio, para hallar la forma canónica B se han de obtener los valorespropios y los vectores propios de la matriz B en el modelo (9.32).
Por lo tanto, llevando los valores de (9.43) a (9.42) se obtiene la forma canónica B:
donde la relación entre las nuevas coordenadas y las anteriores es:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
218
π
( )( )( ) ( )( )( ) ( )( )Y Y x x M M b x x M M BM M x x= + − + − −0 0 0 0' ' ' ' ' (9.41)
Y Y X X X k k = + + + +0 1 1
2
2 2
2 2
λ λ λ
~ ~ ~K
( )~
' ' ' X M x x d M x M x X X i i io i io i io= − = − = −(9.42)
( )b X x
xb B0
1
2
2 840 51
0
0 26
011
011
0 32= =
=
=
−−
.
. .
.
.
.
M =−
= =
0 61
0 79
0 79
0 610 40 0181 2
.
.
.
.. .λ λ
(9.43)
Y B X X = + + +2 55 0 36 0 40 01812
22. . .
~.
~ (9.44)
( ) ( )~
. . . . . . . X x x x x1 1 2 1 20 61 115 0 79 039 0 61 0 79 0 39= − + + + = − + −
( ) ( )~
. . . . . . . X x x x x2 1 2 1 20 79 115 0 61 0 39 0 79 0 61 115= + + + = + −
(9.45)
© los autores, 1998; © Edicions UPC, 1998.
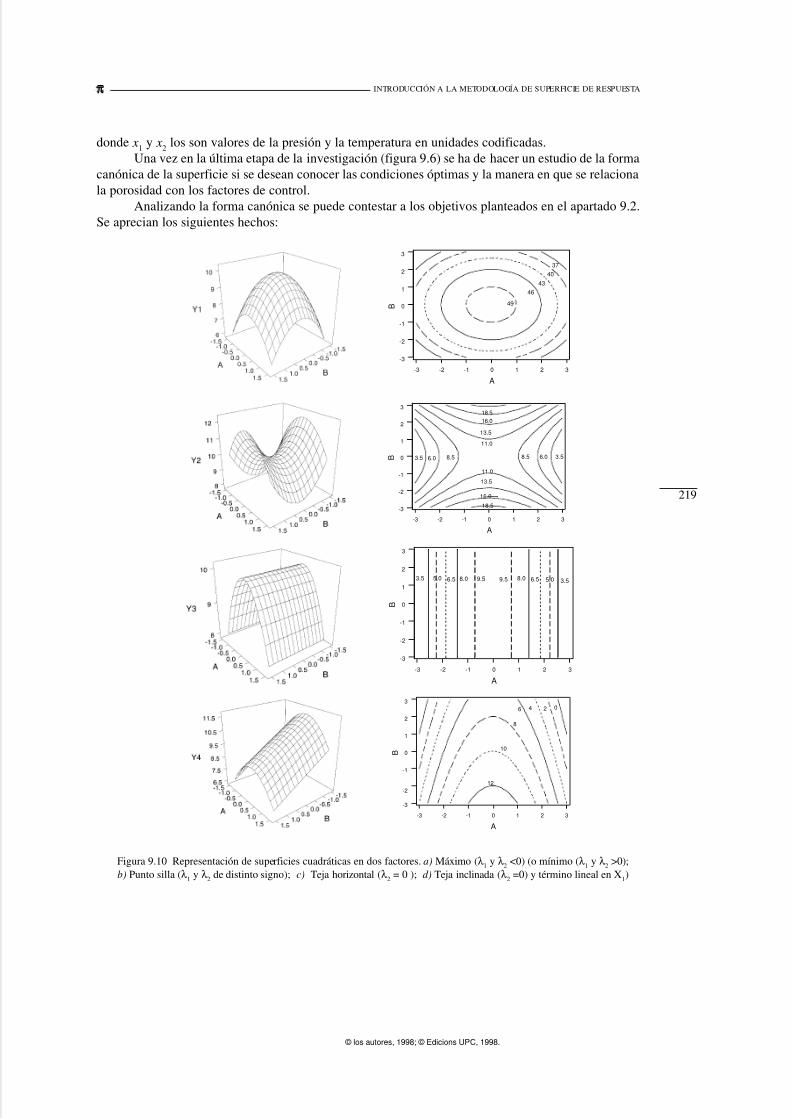
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 212/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
donde x1 y x2 los son valores de la presión y la temperatura en unidades codificadas.Una vez en la última etapa de la investigación (figura 9.6) se ha de hacer un estudio de la forma
canónica de la superficie si se desean conocer las condiciones óptimas y la manera en que se relacionala porosidad con los factores de control.
Analizando la forma canónica se puede contestar a los objetivos planteados en el apartado 9.2.Se aprecian los siguientes hechos:
219
π
Figura 9.10 Representación de superficies cuadráticas en dos factores. a) Máximo (λ1 y λ2 <0) (o mínimo (λ1 y λ2 >0);b) Punto silla (λ1 y λ2 de distinto signo); c) Teja horizontal (λ2 = 0 ); d) Teja inclinada (λ2 =0) y término lineal en X1)
37
40
43
46
49
3210-1-2-3
3
2
1
0
-1
-2
-3
A
B
3210-1-2-3
3
2
1
0
-1
-2
-3
A
B 3.5 6.0 8.5
11.0
13.5
16.0
18.5
8.5 6.0 3.5
11.0
13.5
16.0
18.5
3.55.06.58.09.5
3210-1-2-3
3
2
1
0
-1
-2
-3
A
B
9.58.0
6.55.03.5
0246
8
10
12
3210-1-2-3
3
2
1
0
-1
-2
-3
A
B
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 213/286
> Al ser positivos los coeficientes de los términos cuadráticos en la forma canónica B, existe unúnico punto donde se obtiene un índice de porosidad mínimo. Las coordenadas de este puntoson aproximadamente (688.5ºC, 835.1 kg/cm2).
> Si se desean hacer predicciones del valor de la respuesta para determinadas condiciones de losfactores, se puede obtener el modelo en unidades originales. No obstante, hay que tener encuenta que el modelo obtenido es una aproximación local de la superficie en la zona deexperimentación y que, cuanto más alejado de tal zona se esté, menor precisión en la predicciónse obtendrá. La manera más sencilla de obtener el modelo en unidades originales esdescodificando la ecuación (9.32) mediante:
para obtener el modelo en unidades originales,
> La porosidad cambia más rápidamente en la dirección de que en la de ello
es debido a que el valor propio λ1 =0.39 es mayor que λ2 = 0.17. La dirección de mínimo cambioen porosidad viene determinada por
y la de máximo por
es decir, manteniendo similares los valores de x1 y x2 , se logra la mínima variación en laporosidad al variar las condiciones de temperatura y presión.
> Dada una porosidad límite, existe una variedad de combinación de condiciones para latemperatura y la presión que permite trabajar con menor porosidad. Basta con hallar la curva denivel apropiada para este valor y seleccionar cualquier combinación que quede en la región
interna de la curva de nivel.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
220
π
xT
xP
1 2
700
10
845
25=
−=
−
Y B T P T P T P= ⋅ + − − + + − ∗1087 6 0 36 2 85 0 25 0 0026 0 00051 0 000882 2. . . . . .
(9.46)
(9.47)~
(~
) X X 1 2 0=~
(~
) X X 2 1 0=
~. . . X x x1 1 20 0 61 0 79 0 39= = − + −
~. . . X x x2 1 20 0 79 0 61 115= = + +
(9.48)
(9.49)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 214/286
INTRODUCCIÓN A LA METODOLOGÍA DE SUPERFICIE DE RESPUESTA
Ejercicios
9.1. Se realiza un experimento con dos variables codificadas x1 = ( X 1-450)/10 y x2 = ( X 2-130)/5 y seobtienen los siguientes resultados:
a) ¿Es necesario el uso de un modelo de segundo orden para aproxi-marnos a la superficie estimada por y?
b) Razonar si un modelo de primer orden se ajusta bien a la superficie derespuesta representada por y. (Use algún tipo de test de ajuste delmodelo.)
c) ¿Está el punto ( X 1, X 2) = (268,98) en el camino de máximo decre-cimiento?
d) Dé un modelo que permita predecir los valores de la respuesta a travésde los valores de X 1 y X 2 sin codificar.
9.2. Un experimentador ha realizado un diseño 25-1 con cuatro puntos añadidos en el centro y deseaañadir una estrella a una distancia axial α y ne0 puntos en el centro.
a) ¿Qué valor de se ha de seleccionar si se quiere conseguir rotabilidad?b) ¿Y si se quiere conseguir que los dos bloques sean ortogonales?c) ¿Se puede conseguir rotabilidad y ortogonalidad a la vez?
9.3. Realice un análisis canónico de la superficie: y = 6.88 + 0.0325 x1 + 0.2588 x2 - 0.1363 x3 - 0.1466 ( x1)
2 -0.0053 ( x2)2 + 0.1359 ( x3)
2
obtenida por un análisis de regresión usando las variables codificadas: x1=( x1-5)/3, x2 =( x2-4)/10 y x3=( x3-25)/9
a) ¿Cuáles son las coordenadas del punto estacionario y el valor de la respuesta en tal punto?b) ¿Qué tipo de superficie es?c) Realice un gráfico de contornos en función de x1 y x2 (variables codificadas originales)
alrededor del punto estacionario, dejando fijo el valor de x3 en la coordenada que posee el punto
estacionario.
9.4. Un experimentador realiza un experimento con dosvariables x1 y x2 alrededor del punto (90,20), para elque realiza cinco experimentos:
a) Ajuste un modelo a los datos y diga cuál delas siguientes observaciones estarían en ladirección del steepest ascent.
El experimentador decide ahora combinarlos dos experimentos de coordenadas( X
1
, X 2
,Y ) = (43.25, 53, 65) y (34.75, 59,68)con las seis siguientes:
b) Ajuste un modelo de primer orden a los datos.c) Realice un test de falta de ajuste usando las réplicas.d) Realice un dibujo de cómo han sido expuestos los experimentos con los respectivos valores de
la respuesta.
221
π
x1 x2 y
-11
-1100
-1-11100
44.153.247.356.449.551.0
X 1 80 100 80 100 90
X 2 10 10 30 30 20
Y 11 0 29 6 12
X 1 64.5 47.5 39 30.5 43.25 34.75
X 2 38 50 56 62 53 59
Y 43 58 72 62 65 68
X 1 34.75 43.25 39 39 39 39
X 2 53 59 56 56 56 56
Y 71 68 71 72 72 73
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 215/286
Las metodologías de diseño de experimentos y superficie de respuesta presentadas en loscapítulos anteriores han sido utilizadas para la determinación de los factores que afectaban a unacaracterística particular de calidad, para la selección de los niveles óptimos de tales factores, y para laestimación local de la relación existente entre la respuesta y los factores de diseño en la región de lascondiciones óptimas.
En la práctica, muchas características de calidad vienen afectadas por factores de difícil controlo que no han podido ser controlados durante la obtención del producto, incluso por factores queaparecen una vez que el producto está en manos del cliente.
Una manera de atacar este problema sería mediante el control de tales fuentes de variación, locual resulta caro y muchas veces imposible. Por el contrario, se pueden diseñar productos o procesosrobustos que sean insensibles a estas causas.
En este capítulo vamos a presentar la aplicación de las técnicas anteriormente citadas en la
consecución de tales objetivos.
10.1 Concepto de producto robusto
La definición que da el diccionario a la palabra robusto es “fuerte, vigoroso, sano, saludable”.Por ejemplo, decimos que un ciclista es robusto cuando su rendimiento queda poco afectado por
los cambios que se producen en su entorno: pedalea con igual intensidad en días de sol o en días delluvia, no le afectan las críticas de los periódicos, se adapta a los diferentes tipos de bicicletas, etc.
En la industria también se desea obtener productos robustos y serán aquellos que mantengansus características de calidad con un mínimo nivel de variabilidad. Como veremos en el apartado 10.2,esta variabilidad en el nivel de calidad es debida a factores externos (temperatura ambiente, humedad,etc.), internos (deterioro, etc.) y de producción (capacidad de los procesos de fabricación).
Veamos dos situaciones en las que se desea obtener productos robustos, que serán analizadas endetalle a lo largo del capítulo.
> Se desea obtener una fórmula para fabricar un suavizante de ropa. La característica de calidadque se estudia es su viscosidad. Se conocen el tipo de materia prima, la cantidad deestabilizante, el Ph del producto y el tipo y la cantidad de sales que han de entrar en la fórmuladel producto. Ahora bien, la viscosidad así obtenida puede verse alterada una vez que el
10
Diseño de productos robustos
223
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 216/286
producto esté en manos del cliente, debido al tiempo en que el envase del producto permaneceabierto o debido a características del agua de lavado. El suavizante que se desea ha de serrobusto a estos factores externos a su fórmula, es decir, su viscosidad debe mantenerse en unnivel aceptable sea cual sea el agua de lavado o el tiempo en que el envase esté abierto.
> Se desea diseñar un tubo calefactor seleccionando los niveles de tres parámetros de diseño:temperatura interior y exterior del cilindro calefactor y proporción entre diámetro exterior einterior. El tubo resultante, además de permitir el paso de un flujo determinado de calor por susuperficie, ha de ser robusto, o insensible, a pequeñas variaciones en los parámetros de diseño.Esta preocupación reciente en las empresas por obtener productos robustos ha sido motivada
por las demandas actuales del cliente dentro de un entorno competitivo muy particular.Un mismo producto puede ser fabricado en empresas situadas en zonas geográficas lejanas, las
cuales pueden ser aprovisionadas por diferentes proveedores, e incluso tener diseñados sus procesos dediferente manera. Sin embargo, cuando el cliente compra un producto quiere que sea robusto a estascondiciones del mercado o a otras tales como las características culturales, condiciones ambientales,etc. El producto es identificado por la marca y no por la empresa que lo fabrica.
Un cliente no satisfecho puede reclamar una compensación económica por la falta de calidad o
incluso puede cambiarse a un producto de la competencia. Ello conlleva unas pérdidas económicas ala empresa que se estima que son directamente proporcionales a la desviación cuadrática de lacaracterística de calidad respecto a su valor nominal u objetivo.
Algunos autores prefieren hablar de una función matemática que mide la calidad de un productoen función de la desviaciones cuadráticas de cada individuo respecto al valor nominal. El ingenieroGenichi Taguchi (1986), por ejemplo, define la función de pérdidas que presentamos en el apéndice 10.A.
El objetivo del diseñador es por lo tanto definir productos en los que las pérdidas debidas a estasfuentes de variación sean mínimas. No basta con fabricar bajo el nivel nominal, hay que hacerlo conla mínima variabilidad.
10.2 Variabilidad funcional
La variabilidad entre productos una vez que éstos están en manos del cliente es inevitable. Sinembargo, si se identifican las causas de tales variaciones, se pueden tomar medidas con el fin dereducirla.
Las causas que originan tal variabilidad pueden englobarse en tres grupos:> Causas que provocan variabilidad en el proceso que da lugar al producto, y que determinan la
capacidad de aquél: variaciones en la materia prima, métodos de trabajo, mantenimiento, etc.> Causas en el entorno en que se usa el producto: variaciones humanas en el uso del producto,
condiciones ambientales, etc.> Causas relacionadas con las características internas del producto: envejecimiento, deterioro de
partes, etc.El efecto, en general impredicible, que estas causas producen sobre la característica de interés
se denomina “ruido” y, por extensión, a las causas de tal variabilidad se las denomina factores ruido.Para reducir el ruido la empresa puede adoptar varias posturas. Una sería controlar los factores ruidoque estén a su alcance (aquellos que aparecen antes de que el producto salga de la empresa), ysegmentar la producción de acuerdo con los hábitos del consumidor. Esta postura es en general costosay resulta imposible imaginársela implantada totalmente en las empresas. (Ello no quiere decir que seatotalmente descabellada; por ejemplo, algunas multinacionales del sector del automóvil ya estánreduciendo al máximo el número de proveedores, lo cual reduce una gran fuente de variabilidad.)
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
224
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 217/286
DISEÑO DE PRODUCTOS ROBUSTOS
Una segunda estrategia más económica y eficaz, consistiría en tomar contramedidas contra cadauna de las causas de variabilidad a lo largo de las etapas de desarrollo de un nuevo producto. La tabla10.1 (Kackar 1985) presenta en qué fases del desarrollo de un producto es posible actuar paraminimizar el efecto de cada una de las causas de variabilidad.
Tabla 10.1 Contramedidas posibles en cada una de las fases del desarrollo de un producto
Estas etapas, de una manera simplificada, son las siguientes:> Etapa de diseño del producto de acuerdo con las expectativas del cliente.> Etapa de diseño del proceso que ha de generar los productos diseñados en la etapa anterior.> Etapa de producción de acuerdo con las etapas anteriores en la que se obtendrá el producto final.
La estadística, como ciencia que estudia los fenómenos a través de la cuantificación de lainformación procedente de los mismos, es de una gran ayuda en estas fases.
Así, en la fase de producción, mediante la utilización del control estadístico de procesos (SPC)se controla el proceso para identificar la aparición de “causas asignables” de variabilidad y actuar sobreellas de una manera adecuada para mantener el proceso bajo control (en el capítulo 11 se presenta estetema de una manera más amplia).
En general, la reducción de variabilidad utilizando sólo SPC (o por otra parte inspección delproducto acabado) requiere inversiones económicas considerables (seleccionar los mejoresproveedores, aumentar el mantenimiento de las máquinas, etc.); y el resultado final, una vez más,
dependerá de lo bien que esté diseñado el proceso.En el diseño del proceso de producción también se pueden tomar medidas contra la variabilidaden la producción, escogiendo máquinas con la mínima capacidad o variabilidad, lo cual es tambiéncostoso.
Sin embargo, sólo en la fase de diseño del producto se pueden tomar medidas contra cada unade las diferentes causas de variabilidad. Las técnicas estadísticas que hemos denominado diseño deexperimentos robustos son técnicas que, aplicadas en las etapas del diseño del producto y del proceso,producen una reducción considerable de la variabilidad final del producto en manos del cliente y conuna inversión económica, en general, inferior a cuando se utiliza sólo SPC.
10.3 Metodología del diseño
Las primeras ideas para conseguir el aseguramiento de la calidad de un producto centrando losesfuerzos especialmente en su fase de diseño, se deben al ingeniero Genichi Taguchi, quien comenzóa aplicar las técnicas de diseño de productos robustos a comienzos de los años 80.
G. Taguchi (1986) divide la etapa de diseño del producto en tres fases claramente diferenciadas:> Diseño primario: consiste en el diseño conceptual o funcional del producto para responder a
una necesidad del mercado. En esta fase utilizan conocimientos especializados del dominio.
225
π
CAUSAS DE VARIABILIDAD
(RUIDO)
FASES DEL DESARROLLO
DE UN PRODUCTO
Externas(Ambiente)
Internas(Deterioro)
Producción(Fabricación)
Diseño del producto O O O
Diseño del proceso X X O
Proceso de producción X X O
O Contramedidas posibles
X Imposibilidad de contramedidas
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 218/286
> Diseño secundario, o diseño de los parámetros: consiste en la obtención de los valoresnominales óptimos de los factores, para minimizar la variabilidad de las características decalidad del producto. En esta fase se necesita de la colaboración de los técnicos delproducto y de personal conocedor de las técnicas estadísticas de diseño y análisis deexperimentos.
> Diseño terciario: diseño de tolerancias, para garantizar la mínima variabilidad requerida,cuando la variabilidad final del diseño secundario es todavía excesiva.En este capítulo presentaremos las técnicas estadísticas que ayudan a la consecución del
diseño secundario o diseño de parámetros. Estas técnicas comprenden la selección de una matriz dediseño adecuada y el análisis e interpretación de los resultados.
A pesar de que existe una metodología ampliamente divulgada denominada “metodología deTaguchi”, para llevar a cabo los objetivos anteriormente citados, en los últimos años se hanpresentado críticas en cuanto a sus aspectos estadísticos y metodológicos y se han propuestoalternativas como las de Box (1986), Grima (1993), Maghsoodloo (1990), Ryan (1988), Shoemaker(1991), Tort-Martorell (1985), Tribus (1989) y Wu (1987).
En este capítulo hemos optado por tomar aquellos aspectos del método de Taguchi que,
siendo útiles por su simplicidad, no se alejan demasiado de la técnica óptima. Por otra parte, aquellosaspectos débiles en la metodología, tales como el análisis de los resultados, los hemos sustituido pormétodos alternativos. El lector interesado en conocer los aspectos fundamentales de la metodologíade Taguchi puede dirigirse al apéndice 10.B.
10.4 Diseño de parámetros
El diseño de parámetros consiste principalmente en una estrategia de experimentación durante la etapade diseño del producto o del proceso mediante la cual, con un análisis adecuado de los resultados, sedeterminan los niveles de los factores o parámetros del diseño, bajo los cuales se obtienen productosque cumplen el doble objetivo de presentar la característica de calidad lo más cercana al valor nominal
deseado y con mínima variabilidad.La experimentación se realiza con los dos tipos de factores que hemos introducidoanteriormente y que hemos denominado:
> factores de control,> factores ruido.
Los primeros son los factores cuyos valores pueden ser seleccionados por el experimentadordurante el diseño del producto (o proceso): temperatura del horno, tiempo en el horno, porcentaje deenzima, etc.
Llamamos factores ruido a aquellos factores que, afectando a la característica de calidad delproducto (bien en las fases iniciales de fabricación, o bien cuando el cliente utiliza el producto), nopueden ser controlados, bien por los costes que ello implica o por otras causas, si bien en muchassituaciones será posible realizar experimentos con valores controlados de este tipo de factores. Algunosde estos factores son: la temperatura ambiente en la línea de fabricación, el conocimiento por parte deloperario del proceso, la humedad relativa cuando se utiliza el producto, etc.
La presencia de variabilidad, como ya hemos comentado en al apartado 10.2, es consecuenciadel ruido externo y del ruido interno. Es decir, de la variabilidad provocada por factores no controlablesy la transmitida por los factores de control. Durante la experimentación, los factores de control yalgunos de estos factores ruido son seleccionados y prefijados para conocer su efecto en lacaracterística de calidad.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
226
π
© los autores, 1998; © Edicions UPC, 1998.
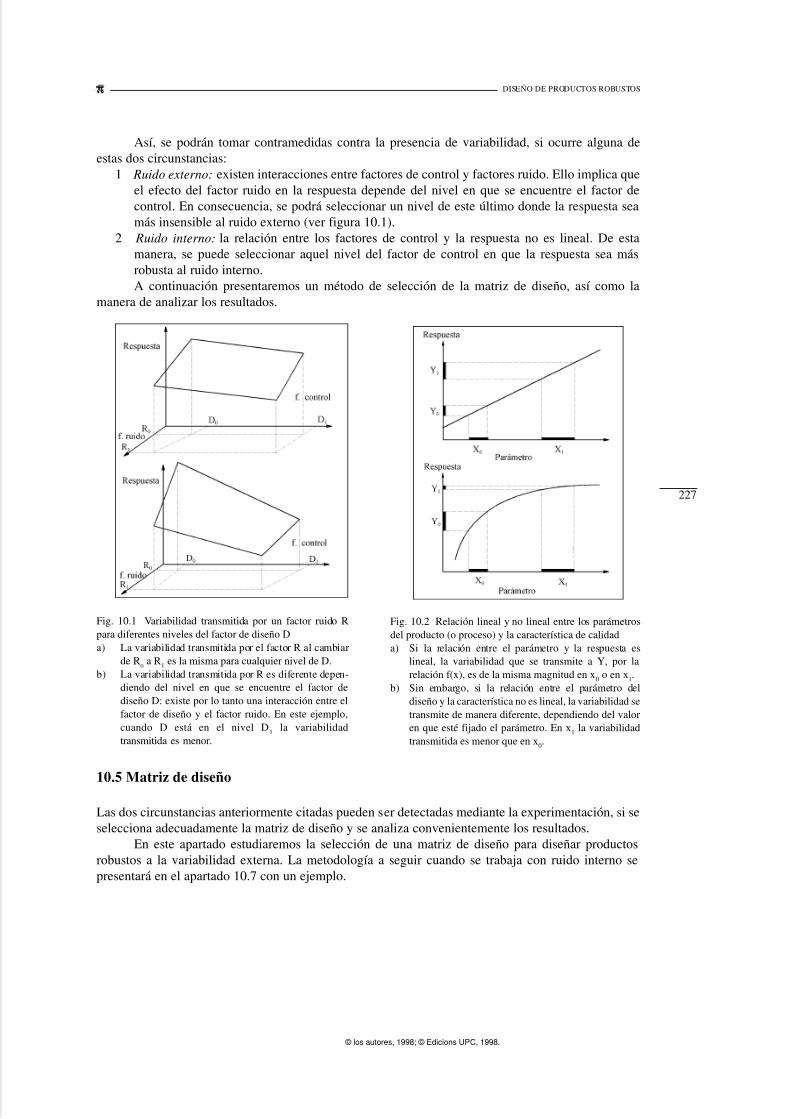
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 219/286
DISEÑO DE PRODUCTOS ROBUSTOS
Así, se podrán tomar contramedidas contra la presencia de variabilidad, si ocurre alguna deestas dos circunstancias:
1 Ruido externo: existen interacciones entre factores de control y factores ruido. Ello implica queel efecto del factor ruido en la respuesta depende del nivel en que se encuentre el factor decontrol. En consecuencia, se podrá seleccionar un nivel de este último donde la respuesta seamás insensible al ruido externo (ver figura 10.1).
2 Ruido interno: la relación entre los factores de control y la respuesta no es lineal. De estamanera, se puede seleccionar aquel nivel del factor de control en que la respuesta sea másrobusta al ruido interno.A continuación presentaremos un método de selección de la matriz de diseño, así como la
manera de analizar los resultados.
10.5 Matriz de diseño
Las dos circunstancias anteriormente citadas pueden ser detectadas mediante la experimentación, si seselecciona adecuadamente la matriz de diseño y se analiza convenientemente los resultados.
En este apartado estudiaremos la selección de una matriz de diseño para diseñar productosrobustos a la variabilidad externa. La metodología a seguir cuando se trabaja con ruido interno sepresentará en el apartado 10.7 con un ejemplo.
227
π
Fig. 10.1 Variabilidad transmitida por un factor ruido Rpara diferentes niveles del factor de diseño Da) La variabilidad transmitida por el factor R al cambiar
de Ro a R1 es la misma para cualquier nivel de D.b) La variabilidad transmitida por R es diferente depen-
diendo del nivel en que se encuentre el factor dediseño D: existe por lo tanto una interacción entre elfactor de diseño y el factor ruido. En este ejemplo,cuando D está en el nivel D1 la variabilidadtransmitida es menor.
Fig. 10.2 Relación lineal y no lineal entre los parámetrosdel producto (o proceso) y la característica de calidada) Si la relación entre el parámetro y la respuesta es
lineal, la variabilidad que se transmite a Y, por larelación f(x), es de la misma magnitud en x0 o en x1.
b) Sin embargo, si la relación entre el parámetro deldiseño y la característica no es lineal, la variabilidad setransmite de manera diferente, dependiendo del valoren que esté fijado el parámetro. En x1 la variabilidadtransmitida es menor que en x0.
© los autores, 1998; © Edicions UPC, 1998.
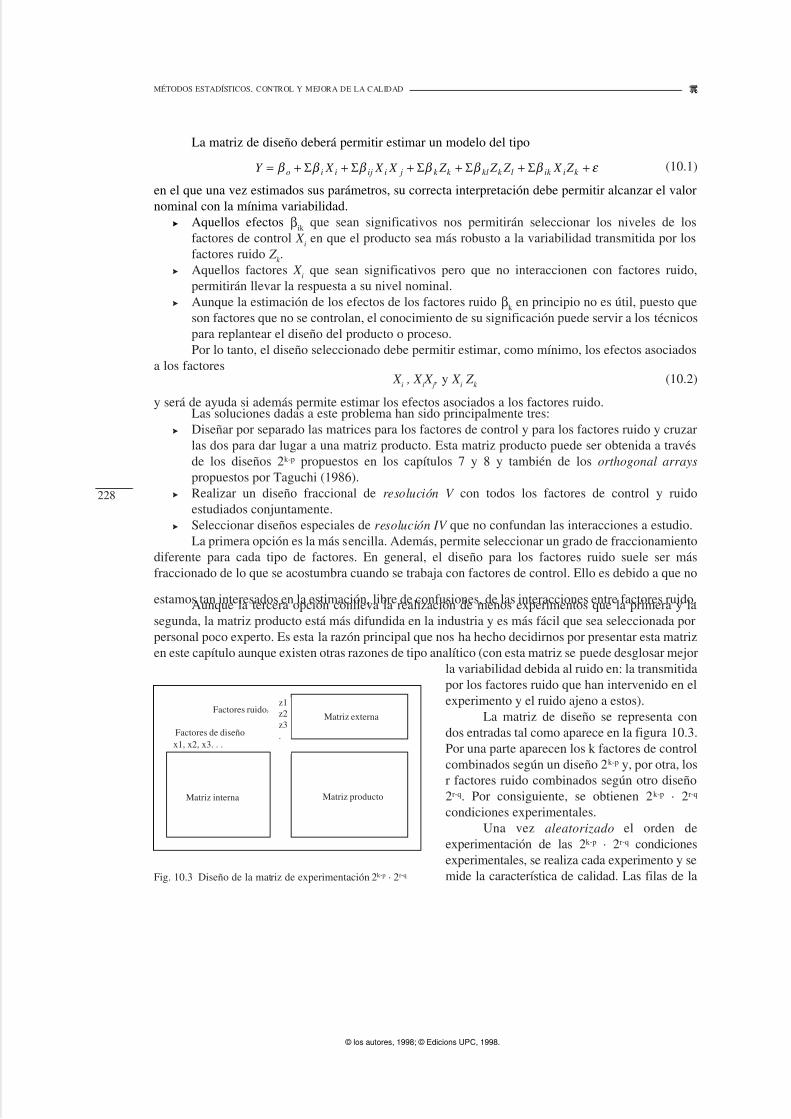
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 220/286
La matriz de diseño deberá permitir estimar un modelo del tipo
en el que una vez estimados sus parámetros, su correcta interpretación debe permitir alcanzar el valornominal con la mínima variabilidad.
> Aquellos efectos βik que sean significativos nos permitirán seleccionar los niveles de losfactores de control X
ien que el producto sea más robusto a la variabilidad transmitida por los
factores ruido Z k .
> Aquellos factores X i
que sean significativos pero que no interaccionen con factores ruido,permitirán llevar la respuesta a su nivel nominal.
> Aunque la estimación de los efectos de los factores ruido βk en principio no es útil, puesto queson factores que no se controlan, el conocimiento de su significación puede servir a los técnicospara replantear el diseño del producto o proceso.Por lo tanto, el diseño seleccionado debe permitir estimar, como mínimo, los efectos asociados
a los factores X
i , X
i X
j , y X
i Z
k (10.2)
y será de ayuda si además permite estimar los efectos asociados a los factores ruido.Las soluciones dadas a este problema han sido principalmente tres:
> Diseñar por separado las matrices para los factores de control y para los factores ruido y cruzarlas dos para dar lugar a una matriz producto. Esta matriz producto puede ser obtenida a travésde los diseños 2k-p propuestos en los capítulos 7 y 8 y también de los orthogonal arrays
propuestos por Taguchi (1986).> Realizar un diseño fraccional de resolución V con todos los factores de control y ruido
estudiados conjuntamente.> Seleccionar diseños especiales de resolución IV que no confundan las interacciones a estudio.
La primera opción es la más sencilla. Además, permite seleccionar un grado de fraccionamientodiferente para cada tipo de factores. En general, el diseño para los factores ruido suele ser másfraccionado de lo que se acostumbra cuando se trabaja con factores de control. Ello es debido a que no
estamos tan interesados en la estimación, libre de confusiones, de las interacciones entre factores ruido.Aunque la tercera opción conlleva la realización de menos experimentos que la primera y lasegunda, la matriz producto está más difundida en la industria y es más fácil que sea seleccionada porpersonal poco experto. Es esta la razón principal que nos ha hecho decidirnos por presentar esta matrizen este capítulo aunque existen otras razones de tipo analítico (con esta matriz se puede desglosar mejor
la variabilidad debida al ruido en: la transmitidapor los factores ruido que han intervenido en elexperimento y el ruido ajeno a estos).
La matriz de diseño se representa condos entradas tal como aparece en la figura 10.3.Por una parte aparecen los k factores de controlcombinados según un diseño 2k-p y, por otra, losr factores ruido combinados según otro diseño2r-q. Por consiguiente, se obtienen 2k-p · 2r-q
condiciones experimentales.Una vez aleatorizado el orden de
experimentación de las 2k-p · 2r-q condicionesexperimentales, se realiza cada experimento y semide la característica de calidad. Las filas de la
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
228
π
Y X X X Z Z Z X Z o i i ij i j k k kl k l ik i k = + + + + + +β β β β β β ε Σ Σ Σ Σ Σ (10.1)
Matrizinterna
Matrizexterna
Matrizproducto
Factoresruido
Factoresdediseño
x1 x2 x3 . . .
z1
z2
z3
.
Fig. 10.3 Diseño de la matriz de experimentación 2k-p · 2r-q
Matriz interna Matriz producto
Matriz externaFactores ruido
Factores de diseñox1, x2, x3. . .
z1z2z3.
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 221/286
DISEÑO DE PRODUCTOS ROBUSTOS
matriz pueden ser consideradas como prototipos idénticos de un producto diseñado con los niveles de losparámetros de la parte izquierda de la tabla y sometidos a diferentes condiciones de los factores ruido.
Si la muestra fuese lo suficientemente grande, la representación gráfica en histogramas de lacaracterística de calidad en estos individuos daría una idea general de la distribución de la calidad delproducto; bastaría con observar el centro de la distribución y su dispersión.
Esta manera intuitiva de interpretar la matriz de diseño ha dado lugar a un análisis de los datosbasándose en la información obtenida para cada “fila” o condición de los parámetros de diseño.
Una vez más, existen diferencias en el tratamiento de estos datos. Remitimos al lector al apéndice10.B si quiere obtener información sobre el método seguido por Taguchi basado en la señal ruido.
Nosotros introduciremos al lector dos métodos de análisis que creemos que mejoransustancialmente el enfoque expuesto en dicho apéndice:
> El primero está basado en el análisis de los datos directamente de la matriz producto. Parallevarlo a cabo se obtendrán la media y la variabilidad para cada condición de diseño y seaplicarán las técnicas de análisis de los capítulos 7 y 8. Ello permitirá estimar los parámetros deun modelo del tipo:
Y = β0 + Σ βi X i+ Σ βij X
i X
j+ ε (10.3)
> Para aplicar el segundo método juntaremos los factores de control y los factores ruido en unaúnica matriz 2(k+r)-(p+q) y pasaremos a estimar los parámetros del modelo en (10.1) que essensiblemente diferente al modelo en (10.3), puesto que incorpora los factores ruido en suestructura.Debemos decir que, si uno planifica analizar los resultados del experimento con la segunda
opción, puede seleccionar la matriz producto de tal forma que el diseño 2(k+r)-(p+q) resultante sea óptimoen el sentido de máxima resolución a costa de, en general, no reproducir todas las condiciones de losfactores ruido para cada condición de los factores de control.
A continuación presentamos el ejemplo de suavizante donde se aplicarán los métodos deanálisis aquí mencionados.
10.6 Ejemplo de producto robusto a ruido externo: suavizante
El experimento que se presenta a continuación está relacionado con un suavizante de ropa. Lacaracterística de calidad que se estudiará es la viscosidad del producto; es deseable que sea lo mínimaposible y robusta a factores externos.
En un principio se han seleccionado cincofactores de control partícipes en la fórmula delsuavizante, y tres factores ruido que aparecen unavez el suavizante está en manos del cliente final.La tabla 10.2 presenta estos factores junto con losniveles en que se trabajó.
El diseño seleccionado ha sidoun 25-2 · 23-1 con generadores:
> D=AB y E=BC para los factoresde control,
> O=MN para los factores ruido.Nótese que, si juntamos dos
diseños de la forma 2k-p y 2r-q, elresultado se podrá interpretar como un
229
π
FACTORES DE CONTROL - +
A Tipo de materia prima M1 M2
B Cantidad de estabilizante baja alta
C Ph del producto 2.5 3.5
D Tipo de sales S1 S2
E Cantidad de sales baja alta
FACTORES RUIDO - +
M Tiempo que el producto está abierto < 10 días ≥ 10 días
N Tipo de agua blanda dura
O Temperatura del agua fría templada
Tabla 10.2 Factores que toman parte en la experimentación con sus niveles
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 222/286
diseño 2(k+r)-(p+q) que, en general, no es de máxima resolución. En este caso podemos considerar eldiseño como un 28-3.
La matriz del diseño junto con los resultados de la viscosidad medida en centipoises seencuentra en la tabla 10.3.
Tabla 10.3 Matriz de diseño y resultado del experimento para el ejemplo del suavizante
En la parte izquierda están definidos los niveles en que se han colocado los factores de controlpara todas las condiciones de ruido situadas en la parte superior derecha de la tabla. Para cada una deestas condiciones se obtienen cuatro suavizantes (en el orden de experimentación preestablecido), queson sometidos a las condiciones de ruido que vienen dadas por los niveles de la parte superior derechade la matriz
Así, en la primera fila aparecen los cuatro suavizantes fabricados con la fórmula determinadapor la materia prima M 1, el estabilizante E 1, con ph 2.5, con el tipo de sal S2 y con una cantidad desal alta. Éstos, como todos los demás, han sido sometidos a las cuatro condiciones de ruido.
Tabla 10.4 Media y variabilidad en el ejemplo del suavizante
Análisis de los datos. Método de matriz producto
Como hemos comentado anteriormente, para cada condición experimental de los factores de controldeberemos hallar la media y la variabilidad a lo largo de las condiciones de ruido, y obtendremos losresultados de la tabla 10.4.
Para estimar los parámetros del modelo (10.3) para la media, por una parte, y para lavariabilidad por otra, se pueden utilizar los mismos procedimientos utilizados en los capítulos 7 y 8.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
230
π
TIEMPO - + - +
T. AGUA - - + +
M.PRIMA ESTABILZ. PH T. SALES C. SALES ºC AGUA + - - +
- - - + + 3200 4500 175 1560
+ - - - + 37.5 42.5 300 242.5
- + - - - 1600 475 137.5 60
+ + - + - 1900 2200 302.5 3660
- - + + - 125 112.5 965 1900
+ - + - - 250 325 325 1920
- + + - + 50 112.5 445 2050
+ + + + + 175 97.5 492.5 340
M. PRIMA ESTABILIZ. PH T. SALES C. SALES LOG(s)-+-+-+-+
--++--++
----++++
+--++--+
++----++
2358.7155.6568.1
2015.6775.6705.0664.4276.3
3.282.132.853.142.922.902.972.25
Y
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 223/286
DISEÑO DE PRODUCTOS ROBUSTOS
Para ello se tomarán como respuestas la media, , y unatransformación logarítmica de la variabilidad, ln(s). (El uso dela transformación logarítmica es muy común cuando se modelala varianza debido a que los residuos no siguen la distribuciónnormal. En este ejemplo, además, es doblemente aconsejableesta transformación por existir un rango muy amplio devariación en los datos.)
Aplicando el algoritmo de los signos a las dosrespuestas, se obtienen las estimaciones de los efectos para lamedia y el logaritmo de la variabilidad que aparecen en la tabla10.5. Llevando estos resultados a un gráfico en papelprobabilístico normal se obtienen los gráficos representados enla figura 10.4.
Se puede apreciar que los grupos de efectos significativos son:
> AE+CD, C+BE y D+AB para la media,> AE+CD, A+BD y E+BC para la variabilidad.
Aunque existen confusiones debido al fraccionamiento del experimento, los expertos en el temaconsideraron que no tenía sentido la existencia de la interacción AE y BE, así como que D era un fuertecandidato a tener influencia en la viscosidad media, lo cual por otra parte tiene bastante sentido. Por lotanto, para el estudio de la media se seleccionaron C, D y su interacción CD.
En el estudio de la variabilidad se seleccionaron como posibles efectos significativos (a falta deexperimentos para confirmarlo) los efectos A, E y su interacción AE .
Con los resultados del análisis se pueden obtener los modelos que permitan una aproximaciónlineal en la zona de experimentación (ver el capítulo 9 para aproximaciones más complejas) de lamedia y la variabilidad de la viscosidad en función de los factores de diseño.Estos modelos son:
> Viscosidad media = 940 - 335 Ph + 417 T. Sales -496 Ph · T. Sales + e V(e) = 259.52
> Logn(s) = 281 - 0.20 M. prima - 0.15 C. sales - 0.27 M. prima · C. Sales + e V(e) = 0.1432
En ninguno de los dos modelos se ha detectado evidencia alguna de comportamiento anómaloen los residuos; por lo tanto, a continuación pasaremos a seleccionar aquellos niveles que optimicenlas dos funciones.
x
231
π
EFECTOS MEDIA LOGN(S)
media 939.9 2.81
A+BD -303.6 -0.40
B+AD+CE -117.7 -0.01
C+BE -669.2 -0.09
D+AB 833.3 0.18
E+BC -152.3 -0.30
AC+DE 74.2 0.03
AE+CD -992.0 -0.53
Tabla 10.5 Efectos sobre la media y lavariabilidad en el ejemplo del suavizante(A= Materia prima; B= Estabilizante; C= Ph;D= Tipo de sales; E= Cantidad de sales)
Fig. 10.4 Representación en papel probabilístico normal de los efectos sobre la media A) y sobre lavariabilidad B). (A= Materia prima; B= Estabilizante; C= Ph; D= Tipo de sales; E= Cantidad de sales)
D+AB
AE+CD
C+BE
A B
E+BC
A+BD
AE+CD
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 224/286
Optimización de la variabilidad
Se desea un suavizante con una viscosidad lo más robusta posible a influencias de factores ruido, estose traduce en que la variabilidad de la viscosidad del suavizante fabricado bajo una fórmula
determinada (mismas condiciones de los facto-res de control) ha de ser mínima.
Del análisis de la figura 10.5 se extrae queello se consigue fabricando el suavizante con:
> materia prima: M 2,> cantidad de sales: alta.
En tal caso la variabilidad mediaesperada en los suavizantes, independiente-mente de los valores en que trabaje en losdemás factores de control, será de
logn(s) = 2.81 - 0.2 - 0.15 - 0.27 = 2.19
s = exp (2.19) = 8.93 centipoises
Optimización de la viscosidad media
Para la selección de aquellos niveles de los factores ph y tipo de sales que minimicen la viscosidad, espreciso analizar la interacción entre ellos, y para ello se ha construido la figura 10.5.
Los niveles de los factores de control queminimizan la viscosidad son por lo tanto:> Ph: 2.5> Tipo de sales: S1
Además, la viscosidad media esperada en
estos suavizantes será de:Visc. media = 940+335-417-496=362 centipoises.
Por lo tanto, se concluye que el diseño delsuavizante robusto al ruido externo quedadefinido por:> materia prima: M 2> cantidad de sales: alta> ph: 2.5> tipo de sales: S1
De los suavizantes fabricados en tales condiciones se esperará una viscosidad media de 362centipoises con una variabilidad de s=8.93 centipoises.
Análisis de los datos. Método de una única matriz (Box-Jones)
Como comentamos en el apartado 10.3 de este capítulo, las técnicas de diseño robusto a la variabilidadexterna se basan en la interacción existente entre factores de control y factores ruido. Este hechoprovoca que la característica de calidad, al verse afectada por diferentes condiciones de factores ruido,varíe de manera diferente dependiendo del nivel en que se encuentre el factor de control.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
232
π
Fig. 10.5 Gráfico de la interacción materia prima · cantidad desales en el estudio de la variabilidad.
Fig. 10.7 Gráfico de la interacción ph · tipo de sales en elestudio de la viscosidad media
M 1 M 2M. prima
C. sales (alta)
C. sales (baja)Log(s)
2.5 3.5Ph
Tipo sal (S2)
Tipo sal (S2)Viscosidad
media
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 225/286
DISEÑO DE PRODUCTOS ROBUSTOS
En el análisis realizado anteriormente, en ningún momento se ha trabajado con interaccionesentre factores de control y factores ruido. Para que estas interacciones, que aparecen en el modelo(10.1), puedan ser analizadas, se tienen que ordenar las condiciones experimentales de la matrizproducto como si pertenecieran a una matriz única de un diseño fraccional con ocho factores en 32experimentos.
La matriz producto estaba formada por dos diseños, de generadores:> D=AB y E=BC en el diseño 25-2 para los factores de control> O=MN en el diseño 23-1 para los factores ruido.
Si los interpretamos conjuntamente tendremos un diseño 2(5+3)-(2+1) =28-3, con tres generadores: D=AB, E=BC y O=MN y con relación de definición:
I= ABD = EBC = MNO = ACDE = ABDMNO = EBCMNO = ACDEMNO.
Como se puede comprobar, aunque este diseño es de resolución III , permite estimar sinconfusiones las interacciones entre factores de control y factores ruido.
Para analizar el problema del suavizante como un diseño 28-3 , los datos han sido colocados talcomo aparecen en la tabla 10.6, y para las estimaciones de los efectos que se encuentran en la tabla10.7 se ha utilizado la regla de los signos.
Podemos clasificar los efectos estimados en tres grupos:1 El grupo que incluye los factores de control y las interacciones entre ellos.2 El grupo que incluye los factores ruido y las interacciones entre ellos.3 El grupo que incluye interacciones de factores de control con factores ruido.
Los efectos significativos (tanto efectos principales como interacciones) pertenecientes afactores del primer grupo determinarán los factores de control que influyen en la viscosidad media delsuavizante.
Los efectos significativos asociados a factores pertenecientes al segundo grupo nos informaránde aquellos factores ruido que afecten a la viscosidad media. Debido a la naturaleza de estos factoresno se podrán seleccionar sus niveles óptimos. (Esta información es realmente importante en aquelloscasos en que exista la posibilidad de cambiar el proceso para pasar a controlar algún factor ruido.)
Los factores del tercer grupo que posean efecto significativo identificarán los factores de
control que pueden ser seleccionados para que la variabilidad transmitida por los factores ruido seamínima. Además, quedarán perfectamente identificados aquellos factores ruido que provocan tal
variabilidad. (Una vez más esto puede hacer pensar a los técnicos del problema en la posibilidad decambiar el diseño del proceso, el método de distribución de los productos,.etc.)
En el ejemplo que nos ocupa, llevando los datos de la tabla 10.7 al papel probabilístico normalse observa que los grupos de efectos significativos son:
AE+CD, C+BE, D+AB, M+NO, O+MN, CN, CDM+AEM y ACN+DEN
Se observa que:> aparecen los mismos factores de control afectando a la viscosidad media que en el análisis
trabajando con la matriz producto: AE+CD, C+BE, D+AB. Por las mismas consideracionesanteriores seleccionaríamos C, D y CD como los que contribuyen a la viscosidad;
> los factores ruido M = “Tiempo en que el recipiente del suavizante está abierto” y O =“Temperatura del agua” influyen notablemente en la viscosidad media. Estos factores dependentotalmente del cliente, pero existe la posibilidad de desarrollar un recipiente de suavizante quecierre herméticamente, de tal forma que el factor M no sea tan importante;
> el grupo de interacciones CN, CDM+AEM y ACN+DEN puede ser utilizado para controlar lavariabilidad en la viscosidad, seleccionando aquellos niveles de los factores de control en queel suavizante es más robusto a cambios en los factores ruido.
233
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 226/286
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
234
π
M. PRIMA ESTABILZ. PH T. SALES C. SALES TIEMPO T. AGUA ºC AGUA VISCOSIDAD
- - - + + - - + 3200
+ - - - + - - + 37.5
- + - - - - - + 1600+ + - + - - - + 1900
- - + + - - - + 125
+ - + - - - - + 250
- + + - + - - + 50
+ + + + + - - + 175
- - - + + + - - 4500
+ - - - + + - - 42.5
- + - - - + - - 475
+ + - + - + - - 2200
- - + + - + - - 112.5
+ - + - - + - - 325
- + + - + + - - 112.5
+ + + + + + - - 97.5- - - + + - + - 175
+ - - - + - + - 300
- + - - - - + - 137.5
+ + - + - - + - 302.5
- - + + - - + - 965
+ - + - - - + - 325
- + + - + - + - 445
+ + + + + - + - 492.5
- - - + + + + + 1560
+ - - - + + + + 242.5
- + - - - + + + 60
+ + - + - + + + 3660
- - + + - + + + 1900+ - + - - + + + 1920
- + + - + + + + 2050
+ + + + + + + + 340
MEDIA 939.9 M+NO 569.8 AN 339.8 DO -2
A+BD -303.6 N+MO -20.5 BN 130.2 EO -317.7
B+AD+CE -117.7 O+MN 504.0 CN 919.2 ACM+DEM -204.5
C+BE -669.2 AM 60.8 DN -343.9 CDM+AEM -640.2
D+AB 833.3 BM -83.3 EN -305.8 ACN+DEN -681.1
E+BC -152.3 CM -66.1 AO 51.1 CDN+AEN 242 AC+DE 74.2 DM 309.5 BO 192.7 ACO+DEO -181.7
AE+CD -992.0 EM -61.1 CO -12.0 CDO+AEO -271.7
Tabla 10.6 Matriz de diseño 28-3 y resultados de la experimentación en el problema del suavizante
Tabla 10.7 Estimación de los efectos en el ejemplo del suavizante para el diseño 28-3 (excepto enlos seis últimos grupos, se han omitido las interacciones de orden 30 superior)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 227/286
DISEÑO DE PRODUCTOS ROBUSTOS
Si consideramos las interacciones CN y ACN como las de mayor contribución con el factorruido N, y la AEM para el factor M , los gráficos en las figuras 10.7 y 10.8 ayudan notablemente en lainterpretación y selección de las condiciones óptimas de diseño.
Como se puede observar en la figura 10.7, la naturaleza de esta interacción no permiteseleccionar un nivel para los factores M. prima y ph tales que la variación transmitida por el tipo deagua sea mínima. En todo caso los gráficos sugieren que tal vez con un ph intermedio se puedan lograrresultados esperanzadores.
De la interpretación de la figura 10.8 en la que está representada la interacción de m. prima · c. sales
con el factor ruido tiempo abierto se obtienen mejores resultados.
Fig. 10.7 Gráfico de la interacción m. prima · ph · tipo de agua.
Fig. 10.8 Gráfico de interacción entre m. prima · c. sales · tiempo abierto.
Se observa que trabajando con la materia prima y la cantidad de sales a un “mismo nivel” ( M 1con cantidad de sal baja y M 2 con cantidad de sal alta), la variabilidad transmitida es mucho menor.
Por lo tanto, concluimos que para obtener un suavizante con mínima viscosidad y robusto alruido externo, hemos de trabajar con:
> ph de 2.5 y sales del tipo S1 si queremos conseguir mínima viscosidad;> con m. prima del tipo M 2 y cantidad alta de sales o con menos sal si se trabaja con la materia
prima M 1 si se desea conseguir un suavizante robusto a la variabilidad transmitida por el efectodel tiempo abierto.Como el lector habrá comprobado, esta última forma de analizar los experimentos permite
conocer más sobre el producto, ya que quedan identificados:> los factores ruido que tienen influencia en la media: M y O;> los factores ruido que pueden ser contrarrestados por medio de una selección adecuada del
diseño: M y N .
235
π
Ph (3.5)
M. prima ( M 1)
M. prima ( M 2)
Blanda Dura
Viscosidadmedia
Tipo de agua
Ph (2.5)
M. prima ( M 1)
M. prima ( M 2)
Blanda Dura
Viscosidadmedia
Tipo de agua
C. sal (bajo)
M. prima ( M 1)
<10 días >10 días
Viscosidadmedia
Tiempo abierto
C. sal (alto)
C. sal (bajo)
M. prima ( M 2)
<10 días >10 días
Viscosidadmedia
Tiempo abierto
C. sal (alto)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 228/286
Sin embargo, con el primer método de análisis de la matriz producto, la variabilidad estimadapara cada condición de diseño tiene una componente debida a aquellos factores ruido ajenos a loscontrolados en la experimentación y, por lo tanto, podríamos decir que el producto resultante es “másrobusto” que el obtenido con el método de la única matriz.
Por la experiencia que hemos ido adquiriendo en la aplicación de las técnicas de análisis de losdiseños de experimentos, no podemos decir que un método de análisis sea mejor que el otro. Por elcontrario, ambos son válidos y complementarios. Del análisis conjunto los técnicos pueden obtenerimportantes conclusiones tanto para el objetivo particular que les ocupa como para futuras líneas deexperimentación.
(En todos los análisis aquí considerados se ha asumido que el orden de experimentación ha sido
aleatorio. En la práctica algunos experimentadores no cumplen este requisito, fabrican prototiposseguidos para cada condición de la matriz de diseño y los someten uno detrás de otro a las condicionesde ruido. El experimentador que se encuentre en esta situación está rompiendo una de las hipótesis enque se basan los análisis aquí presentados y para un correcto análisis de los datos tendrá que aplicar lastécnicas de análisis de varianza denominada split-plot (Milliken y Johnson (1984).)
10.7 Ejemplo de producto robusto a ruido interno: tubo calefactor
Se entiende por ruido interno la variabilidad que presentan ciertas características de calidad de losproductos debido a que los valores que realmente toman sus factores de diseño no son los nominales,
o, si lo son al principio, sufren una cierta variación a lo largo deltiempo.De forma análoga al caso de la existencia de ruido externo, lametodología que se propone consta de las siguientes fases:> Establecer una hipótesis sobre el modelo de la respuesta.> Seleccionar un diseño apropiado que permita estimar losparámetros del modelo.
> Estimar los parámetros del modelo.> Analizar la media y la varianza en la respuesta.
Como ya comentamos en el apartado 10.4 se puede analizar lavariación transmitida por los factores internos y minimizarla sólo si larelación entre éstos y la respuesta es no lineal (ver figura 10.2).
Para poder detectar este tipo de relaciones no lineales debemosexperimentar con diseños que así nos lo permitan. Algunos de estos
diseños, los denominados diseños centrales compuestos, fueron presentados en el capítulo 9.El ejemplo que vamos a presentar se trata del diseño de un tubo calefactor, tal como el que
aparece en la figura 10.9, en el que la característica a estudio es el flujo de calor que pasa por lasuperficie. El objetivo es obtener un tubo de flujo 1400 cal/seg y lo más robusto posible a pequeñasvariaciones en los parámetros de diseño. Éstos son:
> T1 :Temperatura en el exterior del cilindro (ºC).> T2 :Temperatura en el interior del cilindro (ºC).> b :Diámetro exterior del cilindro (cm.).> a :Diámetro interior del cilindro (cm.).
Para la realización del experimento se toma un tubo de 1 cm de largo, con un coeficiente deconductividad térmica de k=0.92 cal/seg cm ºC. Como se conoce la ley física que relaciona el flujo decalor con los parámetros de diseño:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
236
π
T1
T2
a
b
Fig. 10.9 Sección cilíndrica deltubo calefactor
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 229/286
DISEÑO DE PRODUCTOS ROBUSTOS
Flujo = 2p(T 2-T 1)/ ln(b/a) (10.5)no haría falta experimentar. Sin embargo, vamos a seguir los pasos que seguiría el experimentador encaso de desconocer tal ley, aunque los datos serán obtenidos al sustituir los parámetros de diseño en lafórmula.
El modelo que el experimentador desea estimar será unmodelo de segundo orden del tipo:
Y = β0 + Σ βi X i+ Σ βij X
i X
j+ Σ βii X 2i + ε (10.6)
y para ello se han seleccionado las condiciones experimentales queaparecen en la tabla 10.8,
basándose en las diseños que se presentaron en el capítulo 9.Los niveles de los factores son:
Aplicando las técnicas expuestas en el capítulo 9 el modeloestimado por mínimos cuadrados es el que aparece en (10.7) una vezexpresado en unidades originales. En éste, e representa la parte delflujo que no queda explicada por el modelo.
Flujo = 57199 + 270.4 (T 2-T 1) - 95421 r - 193.1 (T 2-T 1) r + 39605 r 2 + e (10.7)Si se realiza un análisis canónico a esta superficie utilizando las técnicas del capítulo 9, se
observa que esta aproximación local de la superficie representa una cresta no estacionaria. La curvaturade la cresta la da la relación cuadrática del flujo con r , y la no estacionalidad la da la relación lineal
con (T 2-T 1). Por lo tanto, para minimizar la variabilidad transmitida por los factores ruido, debemosutilizar la relación cuadrática existente entre el flujo y r .Veamos lo que ocurre si hacemos fijo T
2-T
1= 50ºC. En tal caso el modelo anterior queda de la forma
Flujo = 70719 - 105076 r + 39605 r 2 + ε (10.8)
y la transmisión de la variabilidad debido al ruido interno puede obtenerse a través de la expresión
que en este caso particular toma la forma:
Tal expresión, para un valor fijo de Sr2 , es decreciente en el intervalo (1, 1.3) y tiene un mínimoen r =1.3.
En consecuencia, si fijamos r =1.3 conseguimos un tubo calefactor lo más robusto posible al
ruido interno (por supuesto que r no tiene que ser estrictamente 1.3; este resultado debe deconfrontarse posteriormente con el de la media de flujo que se desee). Cabe notar que el valorseleccionado para r será válido para cualquier valor de T 2-T 1, a pesar de que ha sido hallado con unvalor particular de T 2-T 1 =50.
237
π
T1 T2 r FLUJO
- - - 909.7
+ - - 303.2
- + - 4245.1
+ + - 3638.7
- - + 330.5
+ - + 110.2
- + + 1542.1
+ + + 1321.8
-1.2 0 0 1188.8
1.2 0 0 1381.5
0 -1.2 0 996.2
0 1.2 0 129.20 0 -1.2 2248.4
0 0 1.2 2871.7
0 0 0 777.3
Tabla 10.8 Resultados de la expe-rimentación con el tubo calefactorobtenidos de la fórmula física
NIVELES DE LOS FACTORES
-1.2 -1 0 +1 +1.2
T1 19 20ºC 25ºC 30ºC 31ºC
T2 29.5ºC 35ºC 62.5ºC 90ºC 95.5ºCr 1.08 1.1 1.2 1.3 1.32
s X
sFuncionFuncion
i X i
2 2=
∑ ∂
∂ (10.9)
[ ]s r r sFlujo r 2 9 2 210 11 16 6 6 3= − +. . (10.10)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 230/286
Una vez minimizada la varianza, el valor medio del flujo de este calefactor se puede conseguirseleccionando adecuadamente el valor de T 2-T 1 . Así, si se sustituye en el modelo general (10.7) elvalor r =1.3, se obtiene
Flujo = 84.15 + 19.37 (T 2 - T 1) + e (10.11)
y se logra el flujo deseado vario T 2-T 1. Puesto que el valor objetivo era 1400 cal/seg el valor de (T 2-T 1)ha de situarse en 73 ºC.
En general podemos decir que la metodología de diseño de productos robustos a ruido interno:> utiliza las relaciones no lineales de la característica a estudio con determinados factores para
seleccionar un nivel de estos últimos en el que la variación transmitida sea mínima,> utiliza las relaciones lineales de la característica a estudio con determinados factores para llevar
el valor medio de la característica a su valor nominal.
10.8 Diseño de tolerancias
En el apartado 10.3 hemos citado el diseño de tolerancias como una de las fases diferenciadas en la
etapa de diseño de un producto o proceso, al cual se recurre cuando una vez aplicada la fase de diseñode parámetros la variabilidad resultante no es todavía satisfactoria.
En el diseño de tolerancias se toman decisiones sobre la variabilidad que se está dispuesto aadmitir en las componentes de un producto.
Una de las implicaciones es que hay que poner cotas de variación a los parámetros de diseño.Para ello hay que evaluar la variabilidad transmitida por cada componente del diseño en el productofinal, a partir del modelo estimado en el diseño de parámetros.
La aplicación del diseño de tolerancias es costosa en general, ya que conlleva la selección deproveedores más caros, máquinas más capaces, mantenimiento más rígido, etc.
En el ejemplo del tubo calefactor del apartado 10.7, se trataría de seleccionar aquellosproveedores de tubos calefactores que fuesen más capaces en el suministro de tubos de determinadaproporción r = b/a. Es decir, aquellos cuya s
r fuese menor. Asímismo habría que seleccionar aparatos
precisos de medida, etc.A aquellos lectores que deseen ampliar el tema les recomendamos la lectura de Taguchi (1986).
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
238
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 231/286
DISEÑO DE PRODUCTOS ROBUSTOS
Apéndice 10A. Función de pérdidas
El ingeniero Genichi Taguchi introdujo una nueva filosofía de la calidad impulsada por los cambiosque los sistemas productivos han experimentado en los últimos años.
Taguchi da una medida de calidad de un producto basada en la pérdida económica que supone lavariación de las características de tal producto respecto de los valores nominales para los cuales está definido.
En general, dada una característica de calidad Y con valor nominal τ , la relación existente entrediferentes valores de tal característica y las pérdidas económicas ocasionadas por tales variacionespuede ser aproximada por una función cuadrática P( y):
Tal función puede ser interpretada como una función determinante de la calidad de un individuocuya característica de calidad tiene el valor y. Aunque la relación real sea más compleja, P( y) puedeser considerada como una aproximación local obtenida con los términos cuadráticos del desarrollo deTaylor de la función teórica en torno el valor mínimo τ .
La figura 10.A.1 representa la función P(y). Como se observa, cuanto más alejado se esté del
valor nominal, más pérdidas se ocasiona al cliente y, por lo tanto, según la definición anterior, menoscalidad tiene el producto.
Cuando el producto está en el valor nominal τ , el coste del producto es el mínimo que se puedeobtener. Por otra parte el valor de la constante k queda determinada en el momento que se conoce laspérdidas en cualquier valor de la característica distinta del valor nominal.
Por ejemplo si se conoce la pérdida en el valor y = a, k se obtendrá mediante la fórmula
Sin embargo, cuando se habla de un producto, se engloban las diferentes unidades fabricadaspor el proceso considerado. Tales unidades presentarán variabilidad en cuanto a la característica de
calidad a estudio y, por lo tanto, cada una de ellas poseerá diferente calidad.Por consiguiente, la pérdida esperada paraun proceso en su conjunto, en cuanto a una carac-terística de calidad determinada, se obtendrápromediando la calidad de las diferentes unidadesproducidas. Esta calidad se obtiene hallando elvalor esperado de la función de pérdidas P( y),
donde µ y σ2 representan la media y la varianzaque presenta la característica una vez está enmanos del cliente. Dado que en general seprocurará que
µ = E ( y) = τ (10.15)se tendrá
L( y) = k σ2 (10.16)De (10.16) se deduce que no basta con
centrar un proceso en su valor nominal, sino quehay que hacerlo con la mínima variabilidad.
239
π
P y k y( ) ( )= − τ 2 (10.12)
Figura 10.A.1 Función de pérdidas
k P a
a=
−( )
( )τ 2(10.13)
L y E P y E k y k ( ) ( ( )) ( ( ) ) ( ( ) )= = − = + −τ σ µ τ 2 2 2
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 232/286
Apéndice 10B Método de Taguchi
Las aportaciones de Genichi Taguchi a la ingeniería de la calidad son unánimemente reconocidas comouna de las más importantes en los últimos tiempos (Box 1988), (Kackar 1985), (Ross 1988). A él sedeben las primeras ideas para dar mayor énfasis a la etapa de diseño del producto en la mejora de lacalidad, tal como se ha comentado en el apartado 10.2.
Esquemáticamente, esta metodología puede resumirse en las siguientes etapas:a. Identificación de los factores de diseño, de los factores de ruido y de sus niveles de
experimentación.El diseñador del producto debe identificar las variables que presumiblemente afectan a lascaracterísticas de interés, así como los niveles a los que conviene experimentar.Igualmente deberá identificar los factores de ruido y decidir entre qué niveles de estos factoresse desea que el producto sea insensible.
b. Construcción de las matrices de diseño (para los factores de control y para los factores deruido), y planificación del experimento.Las matrices de diseño, tanto para los factores de control como para los de ruido, son, en
esencia, del tipo de las comentadas en los capítulos 7 y 8, aunque Taguchi utiliza losdenominados orthogonal arrays (ver Taguchi (1986)).Los experimentos se realizan para cada una de las condiciones de la matriz de factores de ruido(matriz externa) en cada una de las condiciones de los factores de control (matriz interna),formando la llamada matriz producto. (Véase la figura 10.B.1.)
c. Realizar los experimentos y evaluar el estadístico adecuado.Una vez obtenidos los resultados experimentales para cada una de las condiciones de la matrizde diseño, se calculan dos estadísticos: la media y el denominado “proporción señal-ruido” (θ).La optimización de los valores de los factores de diseño se resuelve en dos etapas:i) Determinar los factores que afectan a la proporción señal-ruido y escoger los valores quelo maximizan.ii) Seleccionar algún factor que, teniendo influencia sobre el nivel de la respuesta tenga un
efecto lo menor posible sobre la prporción señal-ruido. Éste será el factor que se utilizará parallevar la respuesta al nivel deseado.
Figura 10.B.1: Matriz producto según el plan experimental propuesto por Taguchi
Taguchi propone diferentes proporciones señal-ruido según el objetivo que se persiga. Así, si loque se pretende es minimizar la respuesta, se deberá trabajar en las condiciones que maximicen:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
240
π
Matrizinterna
Matrizexterna
Matrizproducto
Factoresruido
Factoresdediseño
x1 x2 x3 . . .
z1
z2
z3
.
Factores de ruido
Factores de diseño
Matriz interna
Matriz externa
Matriz producto
x1 x2 x3 ...
z1 z2 z3
.
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 233/286
DISEÑO DE PRODUCTOS ROBUSTOS
Si el objetivo es que la respuesta sea lo mayor posible, se maximiza:
Y si se trata de mantener la respuesta en su valor nominal, se maximizará:
donde:Vector que representa una determinada combinación de niveles de los factores dediseño.
Y i: Respuesta en la condición i-ésima de la matriz externa.n: Número de condiciones experimentales de la matriz externa.s2: Varianza de las respuestas obtenidas en cada una de las condiciones experimentales
definidas por la matriz externa, para un determinado valor de .d. Analizar la significación de los efectos.Los resultados se analizan mediante tablas de análisis de la varianza. Esta técnica de análisis dela significación de los efectos es uno de los aspectos más controvertidos del método de Taguchi.(Box (1986), entre otros, ha realizado un detallado análisis crítico sobre este aspecto.)
e. Realización de experimentos confirmatorios.Antes de dar definitivamente por bueno el resultado obtenido, Taguchi propone la realizaciónde una serie de experimentos para confirmar que las condiciones obtenidas como óptimas sonefectivamente las mejores.
241
π
(10.18)
(10.19)
r
x:
θ ( ) logr
xY
n
ii
n
= −
=∑10
21
( )θ ( ) log
r
xY
n
ii
n
= −
=∑10
12
1
θ ( ) logr
xY
s= −10
2
2
r
X
© los autores, 1998; © Edicions UPC, 1998.
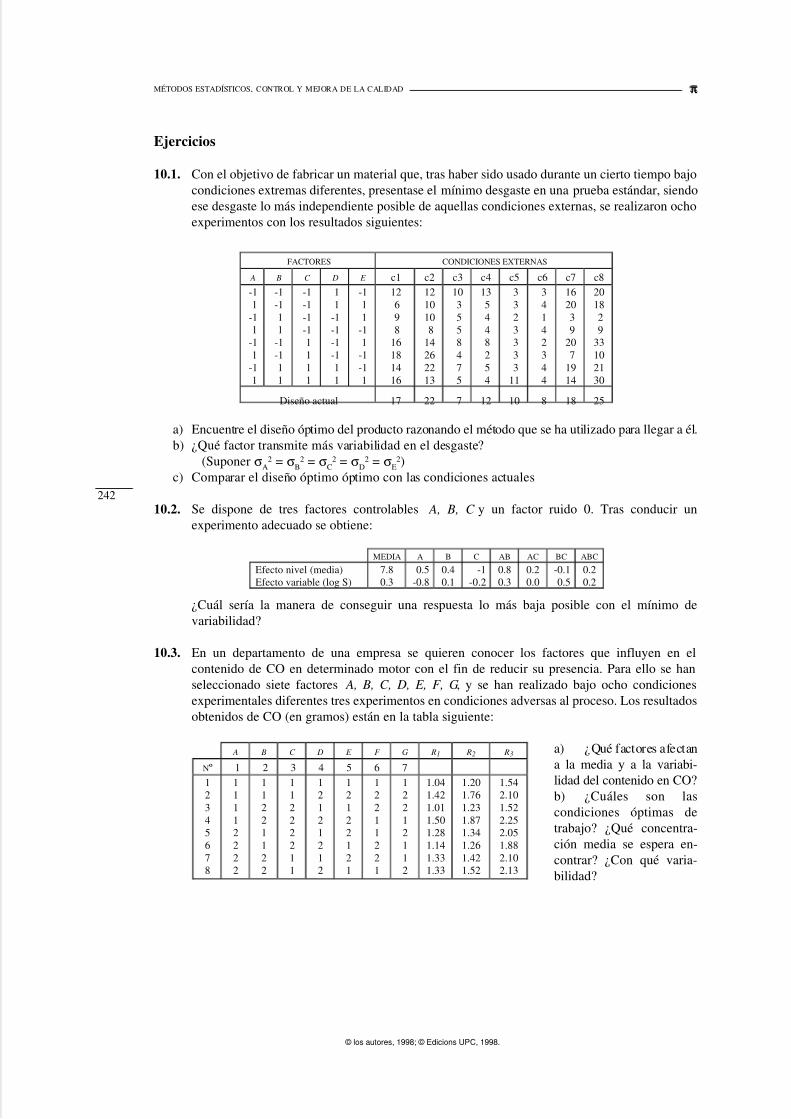
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 234/286
Ejercicios
10.1. Con el objetivo de fabricar un material que, tras haber sido usado durante un cierto tiempo bajocondiciones extremas diferentes, presentase el mínimo desgaste en una prueba estándar, siendoese desgaste lo más independiente posible de aquellas condiciones externas, se realizaron ochoexperimentos con los resultados siguientes:
a) Encuentre el diseño óptimo del producto razonando el método que se ha utilizado para llegar a él.b) ¿Qué factor transmite más variabilidad en el desgaste?
(Suponer σA2 = σB
2 = σC2 = σD
2 = σE2)
c) Comparar el diseño óptimo óptimo con las condiciones actuales
10.2. Se dispone de tres factores controlables A, B, C y un factor ruido 0. Tras conducir unexperimento adecuado se obtiene:
¿Cuál sería la manera de conseguir una respuesta lo más baja posible con el mínimo devariabilidad?
10.3. En un departamento de una empresa se quieren conocer los factores que influyen en elcontenido de CO en determinado motor con el fin de reducir su presencia. Para ello se hanseleccionado siete factores A, B, C, D, E, F, G, y se han realizado bajo ocho condicionesexperimentales diferentes tres experimentos en condiciones adversas al proceso. Los resultadosobtenidos de CO (en gramos) están en la tabla siguiente:
a) ¿Qué factores afectana la media y a la variabi-lidad del contenido en CO?b) ¿Cuáles son lascondiciones óptimas detrabajo? ¿Qué concentra-ción media se espera en-contrar? ¿Con qué varia-bilidad?
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD
242
π
FACTORES CONDICIONES EXTERNAS
A B C D E c1 c2 c3 c4 c5 c6 c7 c8-11
-11
-11
-11
-1-111
-1-111
-1-1-1-11111
11
-1-1-1-111
-111
-11
-1-11
12698
16181416
1210108
14262213
103558475
135448254
3323333
11
34142344
162039
207
1914
201829
33102130
Diseño actual 17 22 7 12 10 8 18 25
MEDIA A B C AB AC BC ABC
Efecto nivel (media)Efecto variable (log S)
7.80.3
0.5-0.8
0.40.1
-1-0.2
0.80.3
0.20.0
-0.10.5
0.20.2
A B C D E F G R1 R2 R3
Nº 1 2 3 4 5 6 7
12345678
11112222
11221122
11222211
12121212
12122121
12211221
12212112
1.041.421.011.501.281.141.331.33
1.201.761.231.871.341.261.421.52
1.542.101.522.252.051.882.102.13
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 235/286
Consideremos que el proceso de relleno de botellas de agua mencionado en el capítulo 3, que tenía deespecificaciones 200 ± 2 cm3, está en estado de control rellenando con una media µ=200 cm3 ydesviación típica σ = 0.7 cm3. Supongamos que cada hora se toman datos del contenido de un númerodeterminado de botellas. ¿Qué estrategia se ha de seguir, basándose en esta información, para poderdetectar lo antes posible cambios en el proceso que provoquen el relleno de botellas fuera detolerancias?
En este capítulo se presentará la herramienta estadística denominada control estadístico deprocesos (CEP o SPC en términos anglosajones), que ayudará a llevar a cabo los objetivos quepresentamos en el siguiente apartado, uno de los cuales es el anteriormente planteado con la línea deembotellado. El CEP utiliza gráficos de control que dependen del tipo de característica a estudio y dela naturaleza de cada proceso. Los gráficos que presentaremos en este capítulo son los quecorresponden a las situaciones más generales que presentan los procesos. Para aquellas situaciones más
específicas, se recomienda al lector la bibliografía que se propone al final del libro: Box y Kramer(1992), Douglas y Montgomery (1991), MacGregor (1990) y Montgomery (1991) entre otros.
11.1 Evolución del CEP y objetivos
Las técnicas de control estadístico de procesos comenzaron a ser desarrolladas en 1920 en EEUU porW. A. Shewart, cobrando especial importancia su utilización durante la Segunda Guerra Mundial enlas empresas de armamento. Hasta entonces las pruebas de calidad que se adoptaban en las empresasestaban basadas principalmente en la inspección de los productos una vez acabados, eliminando losdefectuosos. Este procedimiento se reveló ineficaz por los motivos expuestos en el capítulo 1 de estelibro y el control de la calidad se desplazó al proceso de fabricación.
A partir de entonces el control de procesos ha ido evolucionando respondiendo a lasnecesidades de la industria dando lugar a dos corrientes. La primera, que sigue denominándose controlestadístico de procesos (Statistical Process Control, SPC), ha estado más relacionada con las industriasde producción en serie y se desarrolló principalmente a partir de la crisis de los años 70 en empresasrelacionadas con el sector de automoción. A la segunda corriente se la denomina control adaptativo oautomático de procesos ( Automatic Process Control, APC) y ha estado más ligada a empresas de
11
Control estadístico de procesos
243
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo las sancioneestablecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamientoinformático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación e importación de ejemplares para sudistribución y venta fuera del ámbito de la Unión Europea.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 236/286
producción continua, como pueden ser las empresas químicas. Hoy en día la utilización de unastécnicas u otras es compartida cada vez más por ambos sectores industriales.
En este capítulo presentaremos el CEP remitiendo al lector a la lectura de Box y Kramer (1992)si desea comparar ambas técnicas o encontrar referencias sobre la práctica de APC.
En primer lugar, podemos decir que los objetivos principales del CEP son los siguientes:1) Minimizar la producción defectuosa.2) Mantener una actitud de mejora continua del proceso.3) Comparar la producción respecto a las especificaciones.
Para poder llevar a cabo estos objetivos hay que tener en cuenta, como diría Bill Hunter, quetodo proceso genera un producto, pero además genera información. Información que se puede obtenertomando datos numéricos de las características de los productos que salen del proceso y tratándolaadecuadamente. La información permite “escuchar” el proceso y poder llevar a cabo los objetivosanteriormente citados.
Con la actual filosofía de la calidad total, no basta con conseguir el objetivo 1) de minimizar laproducción defectuosa; hay que mantenerse en una mejora continua, tal como se comentó en elcapítulo 1, y los estándares internos de fabricación se han de ir cambiando independientemente de las
especificaciones externas del cliente.Además, las técnicas de CEP han de ser aplicadas lo más próximas posible al proceso que
genere la información para poder disminuir el tiempo de reacción ante el proceso. Por ello, han de sersencillas de utilizar e interpretar para que los operarios puedan utilizarlas sin apenas necesitar la ayudade los especialistas en CEP.
Para un correcto seguimiento de este capítulo es recomendable que se revisen los conceptosdesarrollados en los capítulos 3 y 4.
11.2 Proceso en estado de control
En el apartado 3.1 del capítulo 3 se definió un proceso en estado de control como aquel que sólo está
afectado por causas comunes de variación. En la tabla 3.1 del mismo capítulo se presentaron lasprincipales características asociadas a las causas comunes y asignables, una de las cuales es laposibilidad de modelar matemáticamente la variabilidad asociada al efecto de las primeras. Parapresentar las filosofía de los gráficos de control es necesario identificar el modelo que subyace en unproceso en estado de control, es decir, se ha de clasificar la característica de interés bajo los modelosmás comunes presentados en el capítulo 4: ley Normal, Binomial y Poisson.
11.2.1 Comportamiento esperado de las observaciones individuales en un proceso en estado de
control
Volvamos al ejemplo del proceso de relleno de botellas de agua que, en estado de control, trabaja conmedia µ=200 cm3 y desviación típica
σ=0.7 cm3. Supongamos que se toma una botella a intervalos de
tiempo fijo y se anota su contenido en un gráfico como el que aparece en la figura 11.1.Como ya se mencionó en el apartado 4.1, el modelo matemático que caracteriza tal proceso es
la ley normal y observamos que “la mayoría” de estas botellas están dentro de unos límitesrepresentados por µ±3σ del proceso. En este caso particular, los límites son 197.9 y 202.1 cm 3,obtenidos por el conocimiento previo que se tenía de los parámetros (en el apartado 11.4.1 se explicacómo estimar estos parámetros cuando sean desconocidos). Además, observamos que los valores
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
244
© los autores, 1998; © Edicions UPC, 1998.
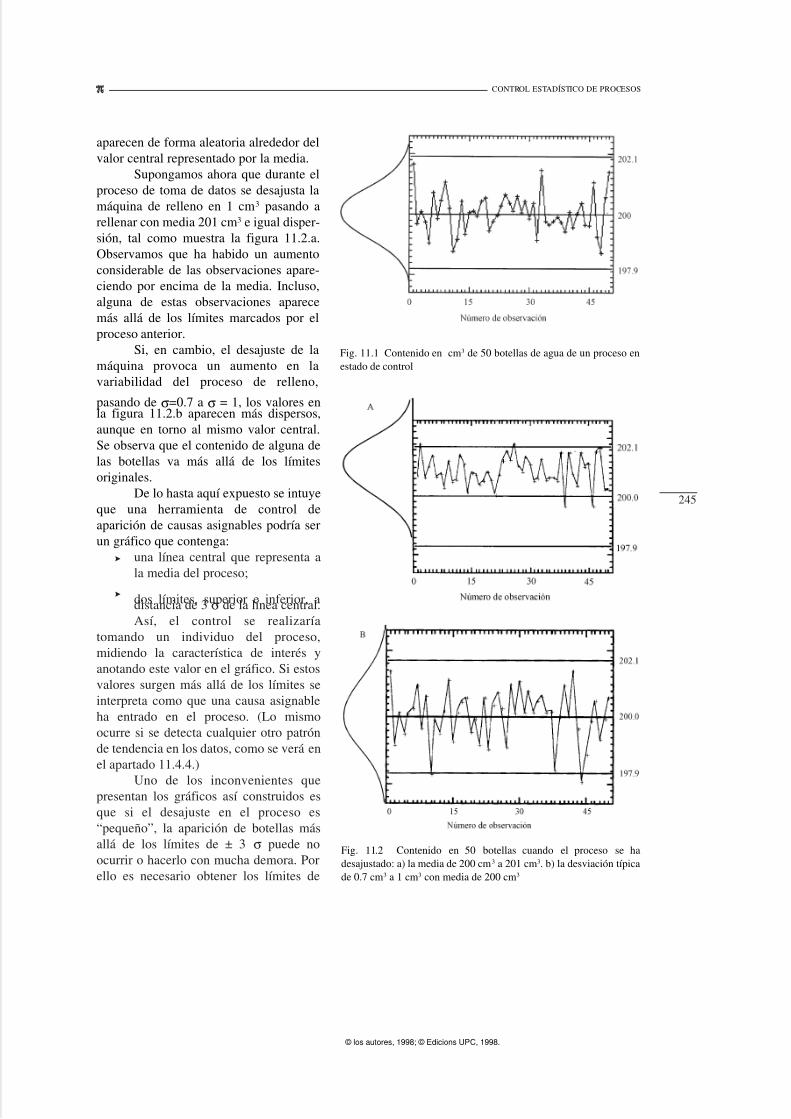
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 237/286
CONTROL ESTADÍSTICO DE PROCESOS
aparecen de forma aleatoria alrededor delvalor central representado por la media.
Supongamos ahora que durante elproceso de toma de datos se desajusta lamáquina de relleno en 1 cm3 pasando arellenar con media 201 cm3 e igual disper-sión, tal como muestra la figura 11.2.a.Observamos que ha habido un aumentoconsiderable de las observaciones apare-ciendo por encima de la media. Incluso,alguna de estas observaciones aparecemás allá de los límites marcados por elproceso anterior.
Si, en cambio, el desajuste de lamáquina provoca un aumento en lavariabilidad del proceso de relleno,
pasando de σ=0.7 a σ = 1, los valores enla figura 11.2.b aparecen más dispersos,aunque en torno al mismo valor central.Se observa que el contenido de alguna delas botellas va más allá de los límitesoriginales.
De lo hasta aquí expuesto se intuyeque una herramienta de control deaparición de causas asignables podría serun gráfico que contenga:
> una línea central que representa ala media del proceso;
> dos límites, superior e inferior, adistancia de 3 σ de la línea central.Así, el control se realizaría
tomando un individuo del proceso,midiendo la característica de interés yanotando este valor en el gráfico. Si estosvalores surgen más allá de los límites seinterpreta como que una causa asignableha entrado en el proceso. (Lo mismoocurre si se detecta cualquier otro patrónde tendencia en los datos, como se verá enel apartado 11.4.4.)
Uno de los inconvenientes quepresentan los gráficos así construidos esque si el desajuste en el proceso es“pequeño”, la aparición de botellas másallá de los límites de ± 3 σ puede noocurrir o hacerlo con mucha demora. Porello es necesario obtener los límites de
245
π
Fig. 11.1 Contenido en cm3 de 50 botellas de agua de un proceso enestado de control
Fig. 11.2 Contenido en 50 botellas cuando el proceso se hadesajustado: a) la media de 200 cm3 a 201 cm3. b) la desviación típicade 0.7 cm3 a 1 cm3 con media de 200 cm3
© los autores, 1998; © Edicions UPC, 1998.
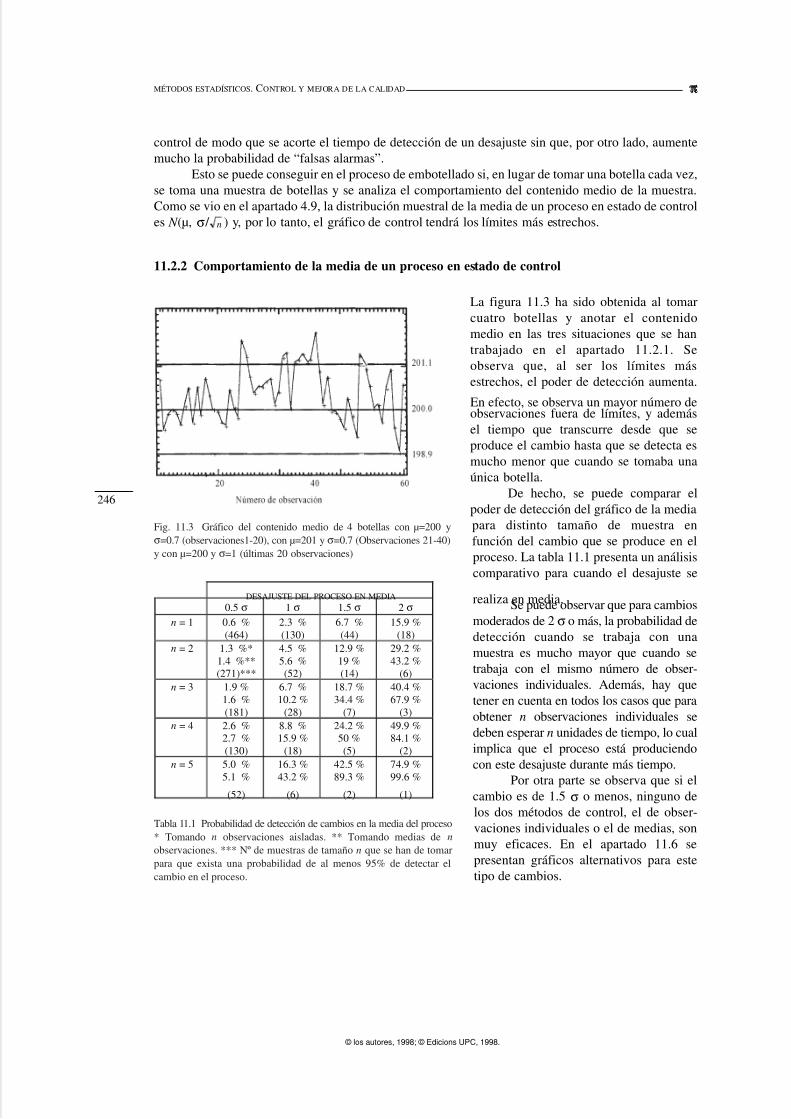
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 238/286
control de modo que se acorte el tiempo de detección de un desajuste sin que, por otro lado, aumentemucho la probabilidad de “falsas alarmas”.
Esto se puede conseguir en el proceso de embotellado si, en lugar de tomar una botella cada vez,se toma una muestra de botellas y se analiza el comportamiento del contenido medio de la muestra.Como se vio en el apartado 4.9, la distribución muestral de la media de un proceso en estado de controles N (µ, σ / ) y, por lo tanto, el gráfico de control tendrá los límites más estrechos.
11.2.2 Comportamiento de la media de un proceso en estado de control
La figura 11.3 ha sido obtenida al tomarcuatro botellas y anotar el contenidomedio en las tres situaciones que se hantrabajado en el apartado 11.2.1. Seobserva que, al ser los límites másestrechos, el poder de detección aumenta.
En efecto, se observa un mayor número deobservaciones fuera de límites, y ademásel tiempo que transcurre desde que seproduce el cambio hasta que se detecta esmucho menor que cuando se tomaba unaúnica botella.
De hecho, se puede comparar elpoder de detección del gráfico de la mediapara distinto tamaño de muestra enfunción del cambio que se produce en elproceso. La tabla 11.1 presenta un análisiscomparativo para cuando el desajuste se
realiza en media.Se puede observar que para cambiosmoderados de 2 σ o más, la probabilidad dedetección cuando se trabaja con unamuestra es mucho mayor que cuando setrabaja con el mismo número de obser-vaciones individuales. Además, hay quetener en cuenta en todos los casos que paraobtener n observaciones individuales sedeben esperar n unidades de tiempo, lo cualimplica que el proceso está produciendocon este desajuste durante más tiempo.
Por otra parte se observa que si elcambio es de 1.5 σ o menos, ninguno delos dos métodos de control, el de obser-vaciones individuales o el de medias, sonmuy eficaces. En el apartado 11.6 sepresentan gráficos alternativos para estetipo de cambios.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
246
n
DESAJUSTE DEL PROCESO EN MEDIA0.5 σ 1 σ 1.5 σ 2 σ
n = 1 0.6 %(464)
2.3 %(130)
6.7 %(44)
15.9 %(18)
n = 2 1.3 %*1.4 %**(271)***
4.5 %5.6 %(52)
12.9 %19 %(14)
29.2 %43.2 %
(6)n = 3 1.9 %
1.6 %(181)
6.7 %10.2 %
(28)
18.7 %34.4 %
(7)
40.4 %67.9 %
(3)n = 4 2.6 %
2.7 %(130)
8.8 %15.9 %
(18)
24.2 %50 %(5)
49.9 %84.1 %
(2)n = 5 5.0 %
5.1 %
(52)
16.3 %43.2 %
(6)
42.5 %89.3 %
(2)
74.9 %99.6 %
(1)
Tabla 11.1 Probabilidad de detección de cambios en la media del proceso* Tomando n observaciones aisladas. ** Tomando medias de n
observaciones. *** Nº de muestras de tamaño n que se han de tomarpara que exista una probabilidad de al menos 95% de detectar elcambio en el proceso.
Fig. 11.3 Gráfico del contenido medio de 4 botellas con µ=200 yσ=0.7 (observaciones1-20), con µ=201 y σ=0.7 (Observaciones 21-40)y con µ=200 y σ=1 (últimas 20 observaciones)
© los autores, 1998; © Edicions UPC, 1998.
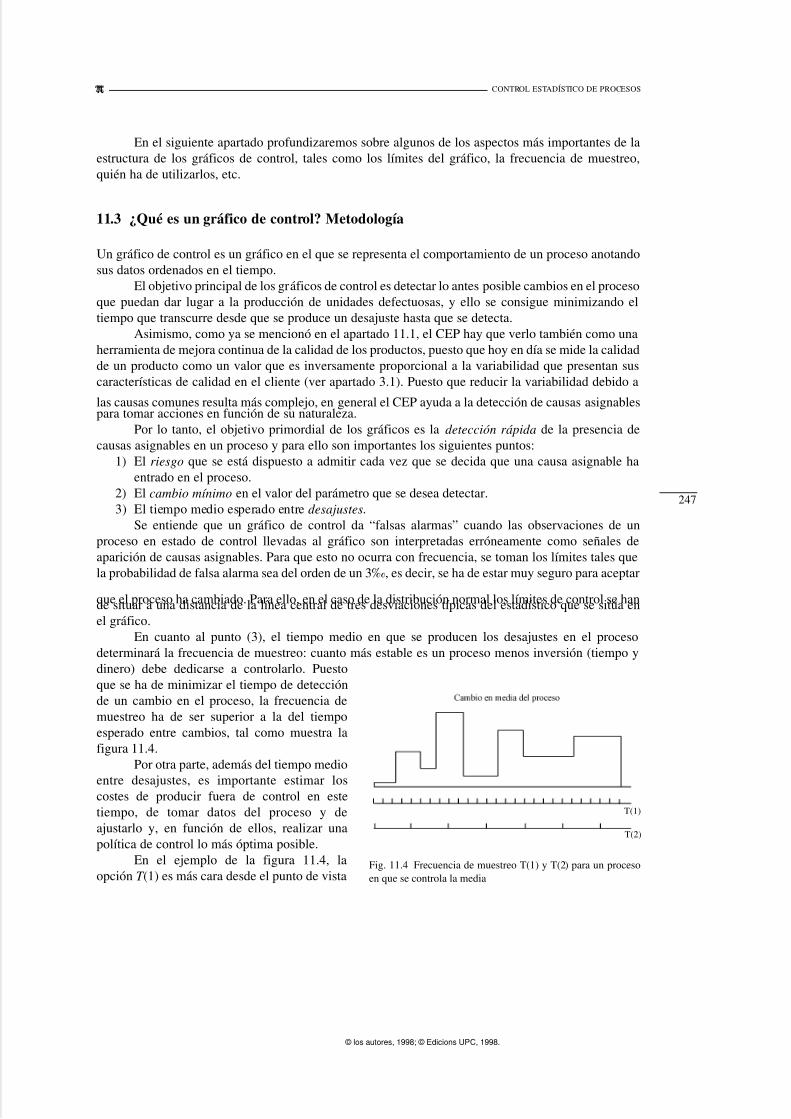
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 239/286
CONTROL ESTADÍSTICO DE PROCESOS
En el siguiente apartado profundizaremos sobre algunos de los aspectos más importantes de laestructura de los gráficos de control, tales como los límites del gráfico, la frecuencia de muestreo,quién ha de utilizarlos, etc.
11.3 ¿Qué es un gráfico de control? Metodología
Un gráfico de control es un gráfico en el que se representa el comportamiento de un proceso anotandosus datos ordenados en el tiempo.
El objetivo principal de los gráficos de control es detectar lo antes posible cambios en el procesoque puedan dar lugar a la producción de unidades defectuosas, y ello se consigue minimizando eltiempo que transcurre desde que se produce un desajuste hasta que se detecta.
Asimismo, como ya se mencionó en el apartado 11.1, el CEP hay que verlo también como unaherramienta de mejora continua de la calidad de los productos, puesto que hoy en día se mide la calidadde un producto como un valor que es inversamente proporcional a la variabilidad que presentan suscaracterísticas de calidad en el cliente (ver apartado 3.1). Puesto que reducir la variabilidad debido a
las causas comunes resulta más complejo, en general el CEP ayuda a la detección de causas asignablespara tomar acciones en función de su naturaleza.
Por lo tanto, el objetivo primordial de los gráficos es la detección rápida de la presencia decausas asignables en un proceso y para ello son importantes los siguientes puntos:
1) El riesgo que se está dispuesto a admitir cada vez que se decida que una causa asignable haentrado en el proceso.
2) El cambio mínimo en el valor del parámetro que se desea detectar.3) El tiempo medio esperado entre desajustes.
Se entiende que un gráfico de control da “falsas alarmas” cuando las observaciones de unproceso en estado de control llevadas al gráfico son interpretadas erróneamente como señales deaparición de causas asignables. Para que esto no ocurra con frecuencia, se toman los límites tales quela probabilidad de falsa alarma sea del orden de un 3‰, es decir, se ha de estar muy seguro para aceptar
que el proceso ha cambiado. Para ello, en el caso de la distribución normal los límites de control se hande situar a una distancia de la línea central de tres desviaciones típicas del estadístico que se sitúa enel gráfico.
En cuanto al punto (3), el tiempo medio en que se producen los desajustes en el procesodeterminará la frecuencia de muestreo: cuanto más estable es un proceso menos inversión (tiempo ydinero) debe dedicarse a controlarlo. Puestoque se ha de minimizar el tiempo de detecciónde un cambio en el proceso, la frecuencia demuestreo ha de ser superior a la del tiempoesperado entre cambios, tal como muestra lafigura 11.4.
Por otra parte, además del tiempo medioentre desajustes, es importante estimar loscostes de producir fuera de control en estetiempo, de tomar datos del proceso y deajustarlo y, en función de ellos, realizar unapolítica de control lo más óptima posible.
En el ejemplo de la figura 11.4, laopción T (1) es más cara desde el punto de vista
247
π
Fig. 11.4 Frecuencia de muestreo T(1) y T(2) para un procesoen que se controla la media
T(1)
T(2)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 240/286
del coste de control que la opción T (2), ya que la frecuencia de muestreo es mayor, pero tal vez losbeneficios obtenidos al detectar antes un cambio en el proceso sean mayores en T (1).
Por último, de poco o nada sirve lo hasta aquí expuesto, si la información que emana de losgráficos de control tarda en ser “escuchada” por aquellas personas que directamente pueden actuarsobre el proceso, o no se le presta la debida atención. Es decir, poner en marcha un sistema de controlestadístico de procesos no consiste en:
> rellenar plantillas de recogida de datos por parte de los operarios, para ser llevados a final demes a un gráfico por parte de los técnicos y posteriormente ser archivados;
> realizar un gráfico con los límites obtenidos la primera vez que se implementó el CEP, loscuales se observan que poco tienen que ver con la situación actual del proceso.El CEP es una técnica que ha de ser utilizada cerca del proceso y, por lo tanto, es recomendable
que sean los operarios los que la utilicen. Para ello, los gráficos de control han de ser sencillos deconstruir e interpretar.
En cuanto a la actualización de los límites de control en los gráficos, hemos de decir que loslímites no se han de cambiar mientras no se tenga evidencia de que el sistema de causas comunes hayacambiado o de que cambia el procedimiento de toma de datos.
A continuación presentamos los gráficos de control más comunes clasificados, de acuerdo conel tipo de característica que se controla, en gráficos de control para variables y para atributos.
11.4 Gráficos de control para variables
Se denominan así los gráficos de control para características continuas del producto o del proceso talescomo: contenido en cm3 de un líquido, peso de un saco de pienso, viscosidad de una resina, intensidadde una tinta, temperatura de un horno, etc., las cuales, cuando el proceso está en estado de control, sedistribuyen en general según la ley normal1.
Un proceso del cual se está controlando una característica continua puede abandonar su estadode control por verse afectada su media, su variabilidad o ambas a la vez. Por consiguiente, hay que
construir gráficos para controlar ambos parámetros por separado, no sólo la media.El control de la media del proceso se realiza, siempre que se pueda, a través de las medias demuestras de tamaño n, tal como se vio en el apartado 11.2.2.
Si de las mismas muestras se calcula la desviación típica muestral s, se puede construir ungráfico de control para σ utilizando la distribución teórica de s presentada en el apartado 4.8
Así, tomando los percentiles adecuados de la chi-Cuadrado, se tendría un gráfico para s2 (notarque este gráfico no es simétrico). En la práctica, el cálculo de la varianza muestral resulta difícil parapersonal poco familiarizado con la estadística y se recurre a calcular el rango de variación muestral R,
que se define como la diferencia entre las observaciones extremas. Se puede demostrarmatemáticamente que existe una relación entre s2 y el rango muestral para muestras de tamaño n y talrelación es:
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
248
1 Si no se distribuyen las observaciones individuales, si lo hacen las medias para tamaño suficientemente grande (teoremacentral del límite.)
( )s
n X n
22
12
1≈
−−
σ (11.1)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 241/286
CONTROL ESTADÍSTICO DE PROCESOS
donde d 2
se puede encontrar, para diferentes tamaños de muestra, en la tabla H del apéndice 1 al finaldel libro.
A continuación se presentan los gráficos más utilizados para características continuas.
11.4.1 Gráficos - R
El CEP utilizando gráficos -R se lleva a cabo tomando muestras de n individuos (entre dos y seis),calculando la media y el recorrido muestral y llevando estos valores a los gráficos correspondientes.
Las muestras han de ser obtenidas de tal forma que contengan individuos homogéneos, es decir,producidos bajo las mismas condiciones; así, los estadísticos que se obtengan de ellos, la media y elrecorrido, serán buenos estimadores de los parámetros del proceso. Es decir, debe procurarse que,durante el tiempo que el proceso fabrica los individuos que forman parte de una muestra, sólo hayan
actuado causas comunes de variabilidad.Los límites en los gráficos se colocan en
donde los valores de A2, D3 y D4 se pueden encontrar, para distintos tamaños de muestra, en la tabla Hdel apéndice 1 al final del libro.
En aquellos casos en que no se tenga una estimación de los parámetros del proceso en elmomento de implementar los gráficos de control, o se desee recalcularlos, se han de seguir lossiguientes pasos:
1) Tomar k (al menos 20) muestras de tamaño n (entre dos y seis) de forma consecutiva y aintervalos de tiempo iguales, calculando la media y el rango de cada muestra:
2) Calcular la media de las k medias muestrales y la media de los k rangos:
3) Calcular los límites de control del gráfico mediante las expresiones (11.3) y (11.4).
X
X
249
π
sR
d = =$σ
2
(11.2)
µ σ
µ
µ σ
+ +
− −
3
3
2
2
n x A R
x
n x A R
o
o
o
Gráfico X (11.3)
D R
R
D R
4
3
Gráfico R (11.4)
( ) ( ) xx x x
n R max x min x j ni
i i ini ij ij
=+ + +
= − =1 2 1 2 3K
K. . , , , , (11.5)
x
x
k R
R
k
ii
k
ii
k
= == =∑ ∑
1 1
(11.6)
Límite superior
Límite central
Límite inferior
Límite superior
Límite central
Límite inferior
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 242/286
4) Llevar los valores de las medias y los rangos de las muestras obtenidas a los gráficos ycomprobar que no hay ningún tipo de comportamiento anómalo en ninguno de ellos. En talcaso, pasar al apartado siguiente.Si existe evidencia de que durante la construcción del gráfico el proceso no ha estado bajocontrol, se han de buscar las causas asignables y actuar sobre ellas. Sólo en este caso sereconstruirá el gráfico eliminando las anomalías y comenzando en el paso 2). En aquellos casosen que hayan variado notablemente las características del proceso, debe comenzarse desde elprincipio.
5) Mantener los límites de control calculados en el apartado 3) y establecer un plan de control parael futuro con el objetivo de realizar un seguimiento del proceso.Para ello, dependiendo de las características del proceso (coste de inspección, producción
diaria, coste de producir fuera de especificaciones) se toman muestras de tamaño n en intervalos detiempo determinado y se lleva la media muestral,
i, y el recorrido, R
i, a los gráficos correspondientes.
Una llamada de atención en uno de los gráficos, equivale a que una causa asignable ha entradoen el proceso. En este caso, se ha de buscar la causa asignable y deben tomarse las acciones adecuadaspara llevar al proceso a su estado de control.
Cuando la construcción de los gráficos se hace manualmente, existen plantillas que han sidoadoptadas con pequeñas variantes en las empresas. En ellas, además del espacio reservado para losgráficos, existen casillas donde se debe anotar toda la información que pueda ayudar a una posteriorinterpretación del gráfico. Un ejemplo de esta plantilla se presenta al final del capítulo.
El gráfico de la figura 11.3 es un caso particular del uso del gráfico . En él, los límites se hancalculado a partir de las primeras 20 observaciones que se encuentran en la tabla 11.2.
Límite superior = 200 + 0.729 x 1.48 = 201.1Límite central = 200Límite inferior = 200 - 0.729 x 1.48 = 198.9Como ya se comentó en el apartado 11.2.2, con este gráfico se han detectado cambios en el
proceso debidos a cambios en la media y también a un incremento de la variabilidad.Para el gráfico de la variabilidad, se llevan los rangos de la tabla 11.2 a un gráfico como el de
la figura 11.5, donde los límites de control se han calculado a partir del rango medio y los valores de D3 = 0 y D4 = 2.282 correspondientes a una muestra de tamaño 4.
Los límites así calculados son los siguientes:
Límite superior = 2.282 x 1.48 = 3.38Límite central = 1.48Límite inferior = 0x 1.48 = 0
Como se puede observar en elgráfico R, el aumento de la media delproceso a partir de la observación 20provoca un ligero incremento en losrangos, aunque este aumento es másmanifiesto cuando aumenta la varia-bilidad del proceso a partir de la obser-vación 40, llegando incluso a salir losrangos fuera de los límites.
X
x
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
250
Fig. 11.5 Gráfico R para la variabilidad del proceso de embotellado.Con µ=200 y σ=0.7 (observaciónes 1-20), con µ=201 y σ=0.7 (obser-vaciones 21-40) y con µ=200 y σ=1 (últimas 20 observaciones)
© los autores, 1998; © Edicions UPC, 1998.
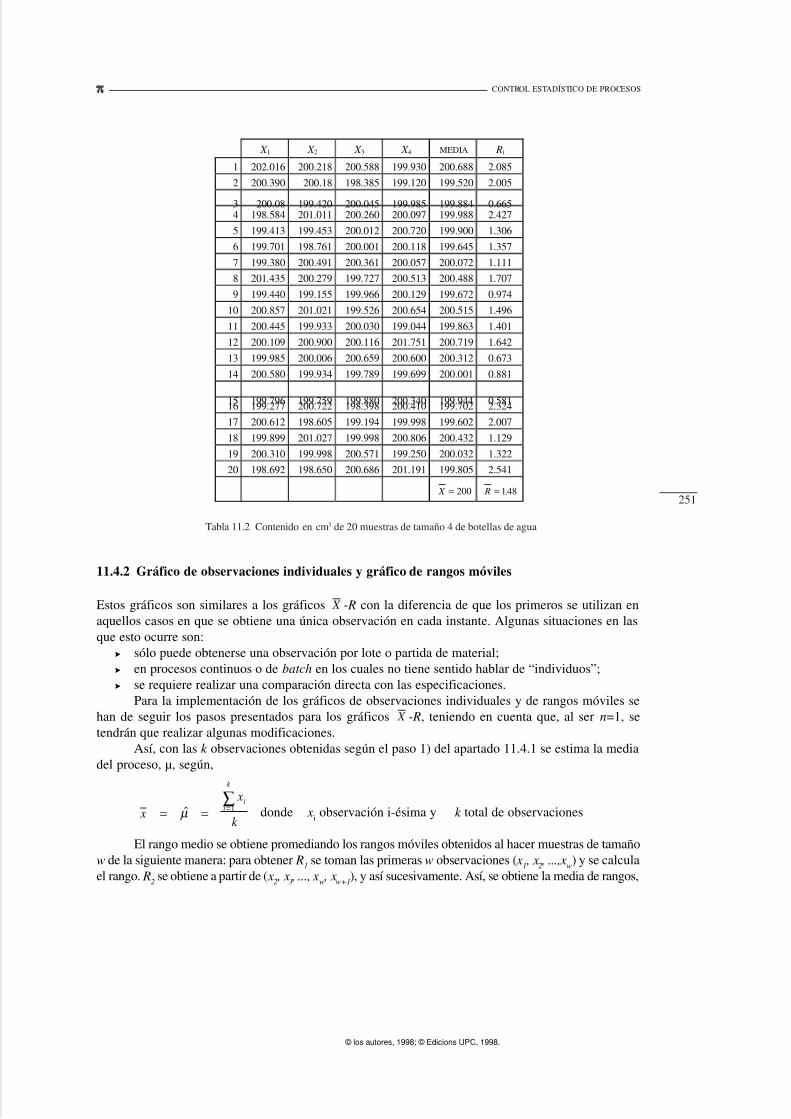
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 243/286
CONTROL ESTADÍSTICO DE PROCESOS
11.4.2 Gráfico de observaciones individuales y gráfico de rangos móviles
Estos gráficos son similares a los gráficos - R con la diferencia de que los primeros se utilizan enaquellos casos en que se obtiene una única observación en cada instante. Algunas situaciones en lasque esto ocurre son:
> sólo puede obtenerse una observación por lote o partida de material;> en procesos continuos o de batch en los cuales no tiene sentido hablar de “individuos”;> se requiere realizar una comparación directa con las especificaciones.
Para la implementación de los gráficos de observaciones individuales y de rangos móviles sehan de seguir los pasos presentados para los gráficos - R, teniendo en cuenta que, al ser n=1, setendrán que realizar algunas modificaciones.
Así, con las k observaciones obtenidas según el paso 1) del apartado 11.4.1 se estima la mediadel proceso, µ, según,
donde xi observación i-ésima y k total de observaciones
El rango medio se obtiene promediando los rangos móviles obtenidos al hacer muestras de tamañow de la siguiente manera: para obtener R
1se toman las primeras w observaciones ( x
1 , x
2 , ...,x
w) y se calcula
el rango. R2se obtiene a partir de ( x
2 , x
3 , ..., x
w , x
w+1), y así sucesivamente. Así, se obtiene la media de rangos,
X
X
251
π
X 1 X 2 X 3 X 4 MEDIA Ri
1 202.016 200.218 200.588 199.930 200.688 2.085
2 200.390 200.18 198.385 199.120 199.520 2.005
3 200.08 199.420 200.045 199.985 199.884 0.6654 198.584 201.011 200.260 200.097 199.988 2.427
5 199.413 199.453 200.012 200.720 199.900 1.306
6 199.701 198.761 200.001 200.118 199.645 1.357
7 199.380 200.491 200.361 200.057 200.072 1.111
8 201.435 200.279 199.727 200.513 200.488 1.707
9 199.440 199.155 199.966 200.129 199.672 0.974
10 200.857 201.021 199.526 200.654 200.515 1.496
11 200.445 199.933 200.030 199.044 199.863 1.401
12 200.109 200.900 200.116 201.751 200.719 1.642
13 199.985 200.006 200.659 200.600 200.312 0.673
14 200.580 199.934 199.789 199.699 200.001 0.881
15 199.796 199.759 199.880 200.340 199.944 0.58116 199.277 200.722 198.398 200.410 199.702 2.324
17 200.612 198.605 199.194 199.998 199.602 2.007
18 199.899 201.027 199.998 200.806 200.432 1.129
19 200.310 199.998 200.571 199.250 200.032 1.322
20 198.692 198.650 200.686 201.191 199.805 2.541
Tabla 11.2 Contenido en cm3 de 20 muestras de tamaño 4 de botellas de agua
X = 200 R = 148.
x
x
k
ii
k
= = =∑
$µ 1
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 244/286
donde:k : total observaciones,w: nº de observaciones utilizadas en el cálculo del rango móvil,
Ri: rango del grupo móvil ( xi,..., xi+w-1),media de rangos móviles,De esta manera el control estadístico de la media del proceso se realiza llevando las
observaciones individuales a un gráfico que tiene de límites,
Para el control estadístico de la variabilidad se utilizan los rangos móviles calculadosanteriormente, siendo el gráfico similar al gráfico R en (11.4). En ambos gráficos para el cálculo de losvalores d
2 , D
3y D
4se considera n=w.
Hay que notar que w ha de ser seleccionado de tal manera que los elementos en un mismo gruposean lo más homogéneos posibles. Un valor de w muy utilizado es w=2, y en tal caso d2 esaproximadamente 9/8.
El gráfico de observaciones individuales es menos sensible que el gráfico , como ya secomentó en el apartado 11.2.1. Además, si la distribución de los datos no sigue una ley normal, hayque tener mucho cuidado en la interpretación del gráfico.
Téngase en cuenta por otra parte, que el hecho de que los valores Ri no sean totalmenteindependientes también dificulta la interpretación del gráfico de la variabilidad.
11.4.3 Gráfico de medias móviles
El gráfico de medias móviles, o gráfico MA ( Moving Average), es un gráfico para controlar lamedia del proceso y se emplea en general en aquellos casos en los que, obteniéndose observacionesindividuales del proceso, se desea analizar el mismo con la sensibilidad que permite un gráfico demedias. Para ello, las medias móviles se obtienen de igual manera que se han obtenido los rangosmóviles en el apartado anterior y los límites de control se obtienen ahora directamente de (11.3)para n=w.
Estos gráficos “suavizan” el comportamiento observado en el de observaciones individuales ymuestran mejor la tendencia del proceso. Por otra parte, y tal como ocurría en el gráfico de rangosmóviles, las observaciones no son independientes, lo cual dificulta la interpretación.
11.4.4 Interpretación de los gráficos de control
El objetivo de la utilización de los gráficos de control para el seguimiento de un proceso esprimordialmente el de detectar cualquier evidencia de que la media y la variabilidad del proceso no se
X
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
252
R
R
k w
ii
k w
=− +
=
− +
∑1
1
1
(11.7)
xR
d
x
xR
d
+
−
3
3
2
2
(11.8)
Límite superior
Límite central
Límite inferior
R:
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 245/286
CONTROL ESTADÍSTICO DE PROCESOS
han mantenido constantes a lo largo del tiempo. Es decir, se pretende detectar la aparición de causasasignables de variabilidad.
Con tal objetivo en el gráfico se han representado dos cotas o límites de variabilidad las cualesevidencian la presencia de tales causas si son sobrepasadas. Este patrón de inestabilidad fue el que semantuvo durante los primeros años de la implantación de los gráficos Shewart.
Los gráficos así construidos tenían varios inconvenientes:> Permanecían impasibles ante aquellas causas asignables que afectaban al proceso sin llegar a
provocar individuos fuera de límites.> Detectaban algunas anomalías demasiado tarde.> No tenían en cuenta la información histórica del proceso.
Para contrarrestar los puntos anteriormente citados, se incorporaron nuevos patrones deinestabilidad. Estos últimos tienen la particularidad de ser tan poco probables de ser presenciados enun proceso bajo control como el hecho de obtener una observación fuera de límites; además, tienen encuenta el comportamiento histórico del proceso a corto plazo.
Para la detección de tales patrones, se han de dividir las dos áreas alrededor del límite centralen tres zonas: A, B y C .
Las figuras 11.6.a y 11.6.b presentan los patrones más utilizados en la interpretación de losgráficos de control. Si alguno de los ocho patrones presentados aparece en el gráfico, se interpreta queel proceso está siendo afectado por causas asignables. En tal caso, si se está seguro de cuál es la causaque ha provocado la anomalía y se sabe cómo actuar sobre ella, se han de tomar las acciones adecuadaspara llevar al proceso a su estado de control.
Nótese, además, que cuanto más se muestrea más posibilidades existen de obtener falsasalarmas y tomar, por lo tanto, acciones que, en lugar de disminuir la variabilidad del proceso, laaumentan. Por lo tanto, no se ha de actuar si no se está seguro de la presencia de causas asignables yse conoce su identidad.
253
π
Fig. 11.6.a Patrones 1-4 de inestabilidad
Patrón 1Un punto fuera de los límites
Patrón 22 puntos de 3 al mismo lado de A
Patrón 34 puntos de 5 al mismo lado de B
Patrón 38 puntos consecutivos al mismo lado de C
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 246/286
Generalmente, cuesta identificar una causa asignable entre todas las posibles. En la práctica loque se hace es estar atento al proceso cuando éste comienza a mostrar anomalías y tratar de analizar ladisposición de los datos entre los cuales van apareciendo estos patrones de inestabilidad.
La manera en que aparecen las anomalías puede ayudar a identificar las causas asignables perono existe una regla general ya que:
> cada proceso tiene unas características particulares que hacen que un tipo de inestabilidades
sean más frecuentes que otras;> dado un patrón de inestabilidad, las causas que pueden provocarlo son variadas y dependen
totalmente del proceso con el que se está trabajando.Por consiguiente, para la interpretación de los gráficos de control es primordial conocer el proceso.En general, las causas que afectan a la media del proceso son aquellas que cuando intervienen
afectan a todo el producto de forma parecida. Por el contrario, las causas que afectan a la variabilidadafectan sólo a una parte del producto.
Por supuesto que ciertas causas pueden afectar a la media y a la variabilidad del proceso a lavez. Por ello, si se trabaja con los gráficos - R es recomendable analizar el comportamiento de lamedia y el recorrido por separado. Primero el comportamiento del gráfico R, que es más sensible acambios en el proceso, después el gráfico y finalmente los dos a la vez. (No tiene sentido interpretarel gráfico si el gráfico R no está bajo control.)
Recomendamos al lector la lectura del manual de AT&T (1985) sobre el control estadístico deprocesos si desea ampliar el tema de interpretación de los gráficos de control.
Por último hemos de insistir en el hecho de que el objetivo en la interpretación de un gráfico decontrol es analizar si el proceso se comporta de una forma estable a lo largo del tiempo. Este análisisno pretende comparar las características del proceso con sus especificaciones o tolerancias. Cuando talcomparación sea necesaria se realizará un estudio de capacidad, tal como se describe en el apartado11.4.5, el cual será fiable sólo cuando el proceso esté bajo control.
X
X
X
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
254
Fig. 11.6.b Patrones 5-8 de inestabilidad
Patrón 515 puntos consecutivos en la zona C
Patrón 68 puntos seguidos a los dos lados de lalínea central y ninguno en C
Patrón 714 puntos seguidos alternados
Patrón 86 puntos seguidos creciendo o decreciendo
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 247/286
CONTROL ESTADÍSTICO DE PROCESOS
11.4.5 Estudios de capacidad
Consideremos el proceso de relleno debotellas utilizado a lo largo de este capítulo.Cuando tal proceso está en estado de control, ala amplitud del intervalo de variabilidad de lasobservaciones individuales, se la denominacapacidad . A tal capacidad contribuirán entreotros, las características de las máquinas, elpersonal, el servicio de mantenimiento delproceso, la forma de la boca de la botella, etc.,que varían a lo largo del tiempo. Por estemotivo se habla de capacidad a largo plazo.
También podemos preguntarnos sobrela capacidad de la máquina embotelladora porsí sola. En tal caso nos referimos estrictamente
a la variabilidad atribuible a la máquinacuando el resto de las característicaspermanecen lo más homogéneas posible, locual ocurre a corto plazo y, por lo tanto, sedenomina a esta capacidad de máquina,capacidad a corto plazo.
La idea de “capacidad” sugiere unacaracterística positiva, de forma que cuanto másmejor, pero en este contexto, capacidad =variabilidad y, por lo tanto, cuanto menos mejor.
La capacidad es una característicainnata a cada máquina o proceso e
independiente de las tolerancias oespecificaciones del producto que genera. Esmás, la capacidad de una máquina se puedeespecificar incluso antes de ser vendida y, porsupuesto, antes de saber las tolerancias delproducto que va a elaborar.
Si tomásemos 40 botellas obtenidasdel proceso de rellenado estando éste en estado de control, un histograma de los contenidos de aguaobtenidos no tendría, seguramente, ninguna de las formas que se indican en la figura 11.8.a, sino quesería del tipo de la figura 11.8.b recordando a una distribución normal.
Como esta variabilidad debida a causas aleatorias sigue una distribución normal, la capacidadde una máquina se define tradicionalmente como la amplitud 6σ, intervalo que contiene el 99.7% delas unidades. Actualmente, y especialmente en el sector del automóvil, prefiere hablarse de 8
σe
incluso 10σ, intervalos que dejan fuera 63.4 y 0.6 unidades por millón respectivamente, lo cualequivale prácticamente a hablar del total de la producción.
Los estudios de capacidad son una herramienta fundamental para la racionalización del controlde calidad. Es necesario saber lo que la máquina es realmente capaz de hacer, y no sólo deben saberlolas personas involucradas en la fabricación, sino también los comerciales cuando negocian con losclientes las características de los productos.
255
π
Fig. 11.7 Capacidad de máquina y de proceso, capacidad a cortoy a largo plazo
Figura 11.8 Histogramas representando la variabilidad de unproceso
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 248/286
Para el cálculo de la capacidad de una máquina el proceso a seguir es el siguiente:1. Asegurarse de que la máquina se encuentra en estado de control.2. Tomar un mínimo de 50 unidades consecutivas (normalmente entre 50 y 100), midiendo para
cada una la característica que se quiere estudiar estudiar.3. Verificar la normalidad de los datos. Esta verificación suele hacerse representando la función de
distribución de los datos en papel probabilístico normal.4. Estimar la desviación tipo del proceso o, directamente, su capacidad.
Puede verse una explicación detallada de este procedimiento en el libro de J.L. Vachette, Mejora continua de la calidad (ver bibliografía).
La capacidad del proceso se determina igual que la capacidad de una máquina pero a partir demuestras tomadas en toda la variedad de condiciones en que debe trabajar la máquina (variedad deturnos, operarios, materias primas, etc.), y se toma el intervalo de 6σ para definirla.
Una vez se tienen los datos, éstos se representan en un gráfico de control para asegurarse de queno existen causas de variabilidad asignables. Si, por ejemplo, se presentan puntos fuera de límites, debeidentificarse la causa que ha producido esa variación inusual y eliminarla. Si no se es capaz deidentificar cuál ha sido la causa, no hay razón para eliminar el dato, y debe considerarse, al menos
provisionalmente, que esa variación forma parte del proceso.Por otra parte, las tolerancias del producto deben ser fijadas al concebir el producto en función
de las necesidades y expectativas de los clientes (no en función de las características del proceso,obviamente). Sin embargo, una vez definidas las especificaciones de un producto es necesariocompararlas con la capacidad del proceso.
Dado un proceso y dadas unas especificaciones diremos que un proceso es capaz, si puedeproducir dentro de las especificaciones exigidas, es decir, si su capacidad es menor que lastolerancias. Para poder comparar estas dos características se define un índice, el índice de capacidad ,que es una medida de lo que se puede conseguir con el proceso teniendo en cuenta lasespecificaciones.
Los índices de capacidad son universalmente empleados en la relación de las empresas con losproveedores y con los clientes. Así por ejemplo Ford, empresa pionera en la filosofía de mejora
continua de la calidad, impone a sus proveedores que la dispersión de la máquina o proceso debe estarcontenida dentro de la especificaciones del producto que compra.El índice de capacidad viene definido, dependiendo de si es para una máquina (corto plazo) o
para un proceso (largo plazo), de la manera siguiente:
La diferencia de la definición estriba en que para poder conseguir que el C p
sea aceptablecomparando con las especificaciones, se ha de ser más estricto en el C
m
de las máquinas que componenel proceso.
El valor de C p
da una idea de la variabilidad transmitida por el proceso a los individuos. Si C p>1se dice que el proceso es capaz; si por el contrario, C p<1, se dice que no es capaz. En general espreferible que el C
psea superior a 1, ya que aquellos procesos con C
pen torno a 1 han de ser vigilados
rigurosamente ya que pequeños descentramientos respecto del valor nominal pueden ocasionar laaparición de un número elevado de individuos defectuosos.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
256
C LTS LTI
m= =
−Tolerancia
8Capacidad de maquina
σ σ 8
C LTS LTI
p= =
−Tolerancia
6Capacidad de proceso
σ σ 6
(11.9)
Capacidad de máquina
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 249/286
CONTROL ESTADÍSTICO DE PROCESOS
Asimismo, el índice C p se puede considerar como una medida de lo implantado que está elprograma de aseguramiento de calidad en una empresa; por ejemplo, en las empresas deautomoción, pioneras en la aplicación de programas de calidad, se habla de C p>1.33 o inclusosuperiores.
Para aquellos procesos que no están centrados en el valor nominal, los índices de capacidadsólo muestran la posibilidad de la máquina, o proceso en su caso, de producir dentro de toleranciasen caso de que se consiga centrarlos. Es decir, es un índice que indica la capacidad potencial depoder cumplir con las especificaciones, pero no tiene por qué coincidir con el comportamientoreal.
Para subsanar este hecho se define un nuevo índice de capacidad que se desvía del valor de C pcuanto mayor es el descentramiento del proceso respecto al valor nominal. Estos índices denominadosC mk y C pk, dependiendo de si se refieren a máquinas o a procesos, vienen definidos de la siguientemanera:
Es fácil comprobar que C mk # Cm y Cpk # Cp. En el caso de procesos centrados y simétricos, lamedia del proceso coincide con el punto medio de las especificaciones (valor nominal) y, por lo tanto,se verifica C mk = C m y C pk = C p . Ocurre que cuanto mayor es la diferencia entre los dos índices mayores el descentramiento. Los valores C mk y C pk podrían ser interpretados como índices de capacidad p
respecto a la tolerancia más próxima.La tabla 11.3 muestra la relación existente entre distintos valores de C p y C pk, y el porcentaje
que tales procesos producen dentro de especificaciones cuando están en estado de control. Cabe notarque para valores negativos de C pk, el porcentaje fuera de especificaciones es similar,independientemente del valor de C p.
En el ejemplo de la planta embotelladora podemos realizar un estudio de capacidad con los
datos de la tabla 11.2 sabiendo que las especificaciones del cliente son 200 ± 2 cm3
. La capacidad deeste proceso puede ser estimada a través del rango medio obtenido con grupos de cuatro observacionesutilizando la expresión (11.2). Así,
capacidad del proceso = 6 s = 6 x 1.48/2.06 = 4.32
Para los índices de capacidad, observamos que el proceso está centrado en el valor nominal,entonces
C p = C pk = 4/4.32 = 0.93
La producción defectuosa se puede hallar utilizando la distribución de referencia que es la leynormal (200, 0.72):
En consecuencia, el proceso de embotellado tiende a producir cinco botellas de cada 1.000fuera de especificaciones, lo cual puede ser un número no demasiado elevado. Sin embargo, el hechode que el valor C p sea aproximadamente 1 implica que hay que tener cuidado con este proceso, ya quesi por alguna causa se descentra, el porcentaje defectuoso se eleva rápidamente, tal como muestra latabla 11.3.
257
π
C LTS X
C X LTI
C LTS X
C X LTI
mu ml pu pl=−
=−
=−
=−
4 4 3 3σ σ σ σ
( ) ( )C C C C C C mk mu ml pk pu pl= =minimo minimo, ,
(11.10)
( ) ( ) ( )Pr Pr Pr
.
Pr
.
Pr . . % x x z z z< + > = −−
+ >−
= ∗ > =198 202198 200
0 72
202 200
0 72
2 2 78 2 4 o
mínimo mínimo
© los autores, 1998; © Edicions UPC, 1998.
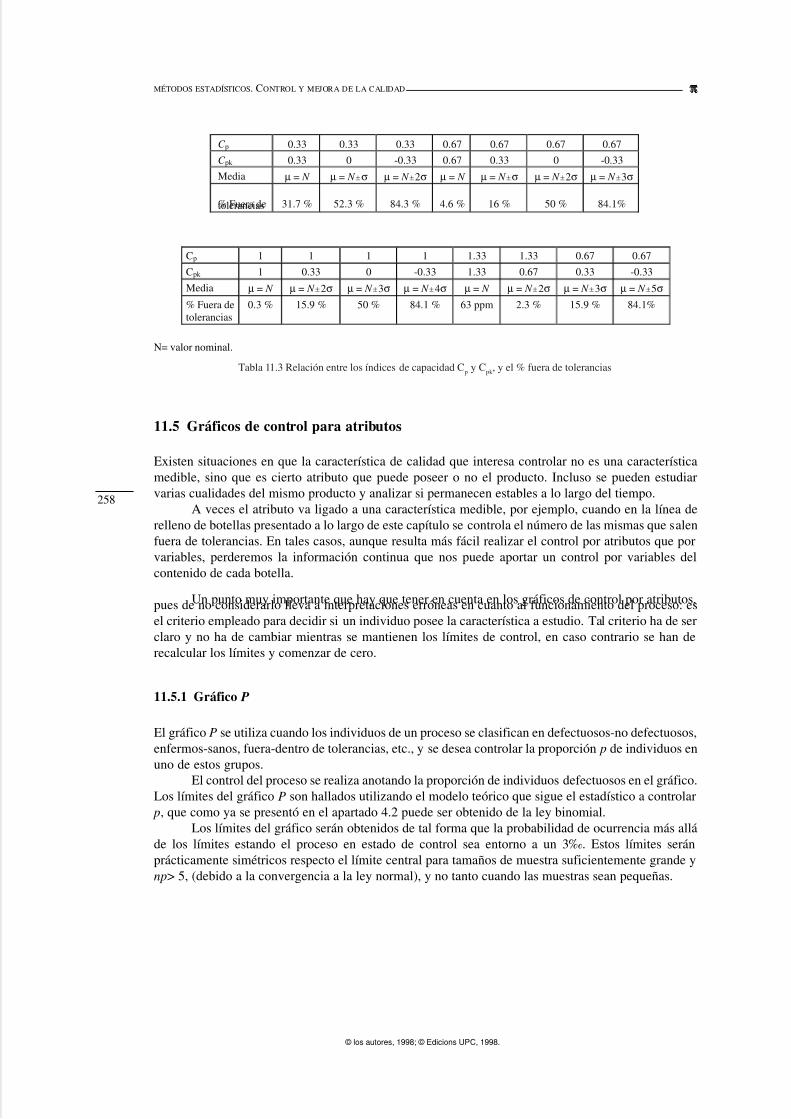
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 250/286
N= valor nominal.
11.5 Gráficos de control para atributos
Existen situaciones en que la característica de calidad que interesa controlar no es una característicamedible, sino que es cierto atributo que puede poseer o no el producto. Incluso se pueden estudiarvarias cualidades del mismo producto y analizar si permanecen estables a lo largo del tiempo.
A veces el atributo va ligado a una característica medible, por ejemplo, cuando en la línea derelleno de botellas presentado a lo largo de este capítulo se controla el número de las mismas que salenfuera de tolerancias. En tales casos, aunque resulta más fácil realizar el control por atributos que porvariables, perderemos la información continua que nos puede aportar un control por variables delcontenido de cada botella.
Un punto muy importante que hay que tener en cuenta en los gráficos de control por atributos,pues de no considerarlo lleva a interpretaciones erróneas en cuanto al funcionamiento del proceso: esel criterio empleado para decidir si un individuo posee la característica a estudio. Tal criterio ha de serclaro y no ha de cambiar mientras se mantienen los límites de control, en caso contrario se han derecalcular los límites y comenzar de cero.
11.5.1 Gráfico P
El gráfico P se utiliza cuando los individuos de un proceso se clasifican en defectuosos-no defectuosos,enfermos-sanos, fuera-dentro de tolerancias, etc., y se desea controlar la proporción p de individuos enuno de estos grupos.
El control del proceso se realiza anotando la proporción de individuos defectuosos en el gráfico.Los límites del gráfico P son hallados utilizando el modelo teórico que sigue el estadístico a controlar
p, que como ya se presentó en el apartado 4.2 puede ser obtenido de la ley binomial.Los límites del gráfico serán obtenidos de tal forma que la probabilidad de ocurrencia más allá
de los límites estando el proceso en estado de control sea entorno a un 3‰. Estos límites seránprácticamente simétricos respecto el límite central para tamaños de muestra suficientemente grande ynp> 5, (debido a la convergencia a la ley normal), y no tanto cuando las muestras sean pequeñas.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
258
C p 0.33 0.33 0.33 0.67 0.67 0.67 0.67
C pk 0.33 0 -0.33 0.67 0.33 0 -0.33
Media µ = N µ = N "σ µ = N "2σ µ = N µ = N "σ µ = N "2σ µ = N "3σ
% Fuera detolerancias 31.7 % 52.3 % 84.3 % 4.6 % 16 % 50 % 84.1%
Cp 1 1 1 1 1.33 1.33 0.67 0.67
Cpk 1 0.33 0 -0.33 1.33 0.67 0.33 -0.33
Media µ = N µ = N "2σ µ = N "3σ µ = N "4σ µ = N µ = N "2σ µ = N "3σ µ = N "5σ% Fuera detolerancias
0.3 % 15.9 % 50 % 84.1 % 63 ppm 2.3 % 15.9 % 84.1%
Tabla 11.3 Relación entre los índices de capacidad Cp y Cpk, y el % fuera de tolerancias
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 251/286
CONTROL ESTADÍSTICO DE PROCESOS
El control de la proporción p se realiza analizando el comportamiento de las proporcionesmuestrales a lo largo del tiempo. Para ello, se aconseja tomar muestras de tamaño lo suficientementegrandes como para dar oportunidad a que aparezcan, al menos, tres o cuatro unidades defectuosas.
Por ejemplo, si extraemos muestras de tamaño 10 en un proceso que genere un 5% deindividuos defectuosos difícilmente podremos detectar un aumento en la proporción defectuosa a un10%, puesto que en ambos casos la mayoría de las muestras no contendrán individuos defectuosos. Elpoder de detección de este cambio, sin embargo, aumenta si las muestras se toman de tamaño 100.
Una vez presentadas las puntualizaciones anteriores pasemos a la construcción del gráfico.Notemos que a diferencia de los gráficos por variables, aquí sólo hay un parámetro independiente delproceso que es la proporción p (la variabilidad muestral en este parámetro una vez elegido n es p(1-p)/n).
Pasos a seguir en la implementación del gráfico P (supondremos que se clasifican losindividuos según sean o no defectuosos)
1) Investigar si existe información histórica de la proporción p de individuos defectuososgenerados por el proceso en estado de control. En tal caso construir el gráfico como en 5),sustituyendo la estimación del parámetro.
2) Seleccionar ni
permitiendo que aparezcan al menos cuatro defectuosos en media en una
muestra. Tomar k (al menos 20) muestras de tamaño ni (n no tiene por qué ser fija) de formaconsecutiva y a intervalos de tiempo iguales.
3) Calcular la fracción de individuos defectuosos para cada muestra.
4) Calcular la estimación de p a través del total de individuos defectuosos encontrados.
El valor será una estimación de la proporción p de defectuosos del proceso si éste ha
permanecido estable, sólo afectado por causas comunes, durante la toma de las muestras.5) Calcular los límites de control del gráfico mediante las fórmulas que siguen. (Si se trabaja con p en %, los límites son iguales excepto que debe aparecer 100- p en lugar de 1- p.)
Nótese que los valores de los límites superior e inferior cambian con el tamaño del subgrupo:cuanto mayor es n más precisión se tiene en la estimación del parámetro p y antes se detecta uncambio en el proceso.Los límites de control así elegidos están basados en la aproximación a la normal. En general, estaaproximación es válida para la mayoría de los procesos industriales en los cuales la proporcióndefectuosa se puede estimar en partes por cien. En aquellos otros procesos industriales en loscuales se habla de defectos por mil, se utiliza más la aproximación a la ley Poisson.
259
π
pn
ni k i
i
= =º
, , ,defectuosos en muestra i
1 2 K(11.11)
pn p
n
i i
i
= =
∑∑
Total defectuosos
Total muestreado(11.12)
p
( )( ) p
p p
n L S
i
+−
31
. .
( ) p L C . .
( )( ) p
p p
n L I
i
−−
31
. .
(11.13)
Límite superior
Límite inferior
Límite central
© los autores, 1998; © Edicions UPC, 1998.
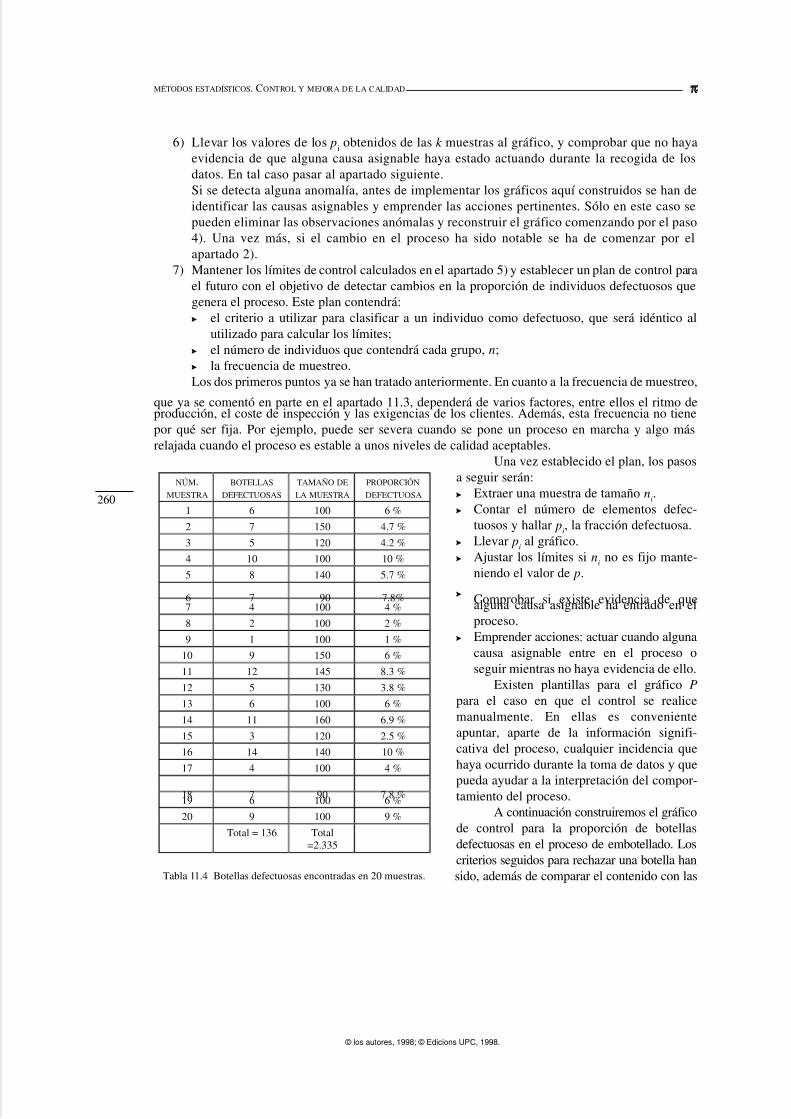
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 252/286
6) Llevar los valores de los pi obtenidos de las k muestras al gráfico, y comprobar que no hayaevidencia de que alguna causa asignable haya estado actuando durante la recogida de losdatos. En tal caso pasar al apartado siguiente.Si se detecta alguna anomalía, antes de implementar los gráficos aquí construidos se han deidentificar las causas asignables y emprender las acciones pertinentes. Sólo en este caso sepueden eliminar las observaciones anómalas y reconstruir el gráfico comenzando por el paso4). Una vez más, si el cambio en el proceso ha sido notable se ha de comenzar por elapartado 2).
7) Mantener los límites de control calculados en el apartado 5) y establecer un plan de control parael futuro con el objetivo de detectar cambios en la proporción de individuos defectuosos quegenera el proceso. Este plan contendrá:> el criterio a utilizar para clasificar a un individuo como defectuoso, que será idéntico al
utilizado para calcular los límites;> el número de individuos que contendrá cada grupo, n;> la frecuencia de muestreo.Los dos primeros puntos ya se han tratado anteriormente. En cuanto a la frecuencia de muestreo,
que ya se comentó en parte en el apartado 11.3, dependerá de varios factores, entre ellos el ritmo deproducción, el coste de inspección y las exigencias de los clientes. Además, esta frecuencia no tienepor qué ser fija. Por ejemplo, puede ser severa cuando se pone un proceso en marcha y algo másrelajada cuando el proceso es estable a unos niveles de calidad aceptables.
Una vez establecido el plan, los pasosa seguir serán:> Extraer una muestra de tamaño n
i.
> Contar el número de elementos defec-tuosos y hallar p
i, la fracción defectuosa.
> Llevar pial gráfico.
> Ajustar los límites si ni
no es fijo mante-niendo el valor de p.
> Comprobar si existe evidencia de quealguna causa asignable ha entrado en elproceso.
> Emprender acciones: actuar cuando algunacausa asignable entre en el proceso oseguir mientras no haya evidencia de ello.
Existen plantillas para el gráfico P
para el caso en que el control se realicemanualmente. En ellas es convenienteapuntar, aparte de la información signifi-cativa del proceso, cualquier incidencia quehaya ocurrido durante la toma de datos y quepueda ayudar a la interpretación del compor-tamiento del proceso.
A continuación construiremos el gráficode control para la proporción de botellasdefectuosas en el proceso de embotellado. Loscriterios seguidos para rechazar una botella hansido, además de comparar el contenido con las
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
260
Tabla 11.4 Botellas defectuosas encontradas en 20 muestras.
NÚM.MUESTRA
BOTELLAS
DEFECTUOSAS
TAMAÑO DE
LA MUESTRA
PROPORCIÓN
DEFECTUOSA
1 6 100 6 %
2 7 150 4.7 %
3 5 120 4.2 %
4 10 100 10 %
5 8 140 5.7 %
6 7 90 7.8%7 4 100 4 %
8 2 100 2 %
9 1 100 1 %
10 9 150 6 %
11 12 145 8.3 %
12 5 130 3.8 %
13 6 100 6 %
14 11 160 6.9 %
15 3 120 2.5 %
16 14 140 10 %
17 4 100 4 %
18 7 90 7.8 %19 6 100 6 %
20 9 100 9 %
Total = 136 Total=2.335
© los autores, 1998; © Edicions UPC, 1998.
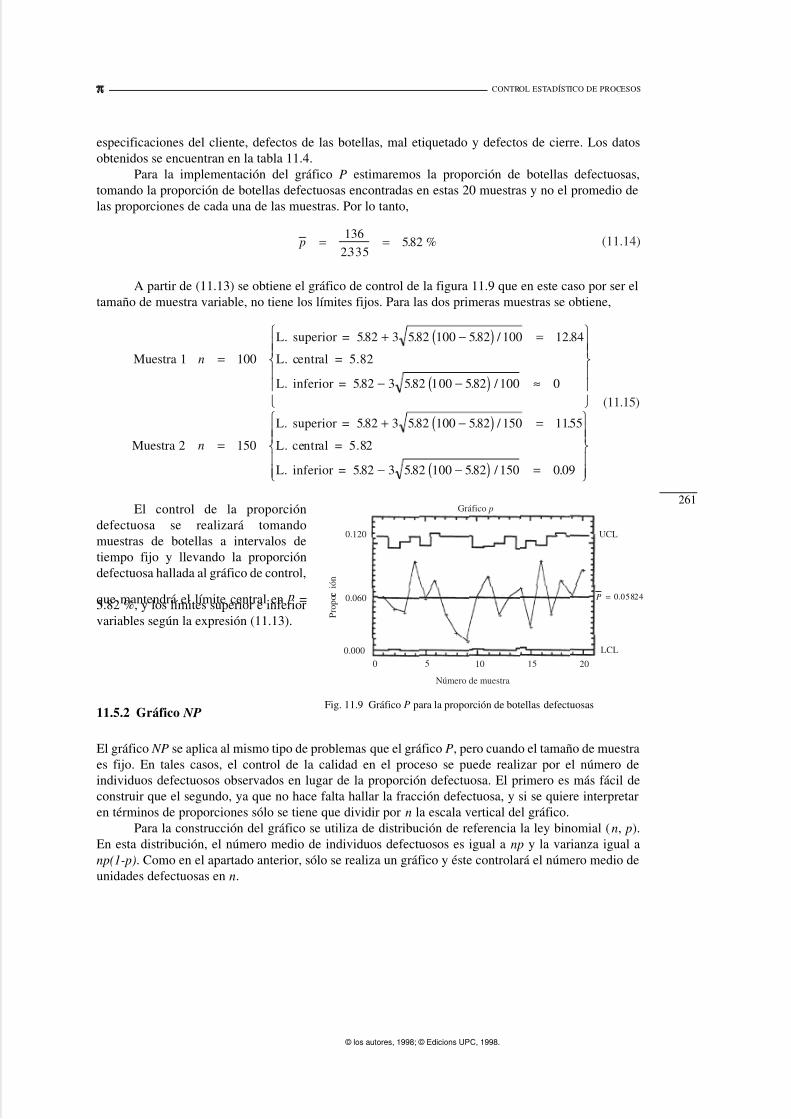
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 253/286
CONTROL ESTADÍSTICO DE PROCESOS
especificaciones del cliente, defectos de las botellas, mal etiquetado y defectos de cierre. Los datosobtenidos se encuentran en la tabla 11.4.
Para la implementación del gráfico P estimaremos la proporción de botellas defectuosas,tomando la proporción de botellas defectuosas encontradas en estas 20 muestras y no el promedio delas proporciones de cada una de las muestras. Por lo tanto,
A partir de (11.13) se obtiene el gráfico de control de la figura 11.9 que en este caso por ser eltamaño de muestra variable, no tiene los límites fijos. Para las dos primeras muestras se obtiene,
El control de la proporcióndefectuosa se realizará tomandomuestras de botellas a intervalos detiempo fijo y llevando la proporcióndefectuosa hallada al gráfico de control,
que mantendrá el límite central en p =5.82 %, y los límites superior e inferiorvariables según la expresión (11.13).
11.5.2 Gráfico NP
El gráfico NP se aplica al mismo tipo de problemas que el gráfico P, pero cuando el tamaño de muestraes fijo. En tales casos, el control de la calidad en el proceso se puede realizar por el número deindividuos defectuosos observados en lugar de la proporción defectuosa. El primero es más fácil deconstruir que el segundo, ya que no hace falta hallar la fracción defectuosa, y si se quiere interpretaren términos de proporciones sólo se tiene que dividir por n la escala vertical del gráfico.
Para la construcción del gráfico se utiliza de distribución de referencia la ley binomial (n, p).En esta distribución, el número medio de individuos defectuosos es igual a np y la varianza igual anp(1-p). Como en el apartado anterior, sólo se realiza un gráfico y éste controlará el número medio deunidades defectuosas en n.
261
π
p = =136
2335582
.. % (11.14)
Fig. 11.9 Gráfico P para la proporción de botellas defectuosas
( )
( )
Muestra 1
L. superior =
L. central = 5.82
L. inferior =
n =
+ − =
− − ≈
100
582 3 582 100 582 100 12 84
582 3 582 100 582 100 0
. . . / .
. . . /
( )
( )
Muestra 2
L. superior =
L. central = 5.82
L. inferior =
n =
+ − =
− − =
150
582 3 582 100 582 150 1155
582 3 582 100 582 150 0 09
. . . / .
. . . / .
(11.15)
Número de muestra
0 5 10 15 20
P = 0 05824.
LCL
UCL
Gráfico p
0.120
0.060
0.000
P r o p o r c
i ó n
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 254/286
Una vez seleccionado n, si no se conoce p se ha de estimar su valor. Para ello es recomendableseguir los pasos que a continuación se señalan, puesto que además de dar una estimación de np
comprueban si el proceso ha estado bajo control durante la estimación del parámetro.Los pasos a seguir son:
1) Investigar si existe información histórica de la proporción p de individuos defectuosos quegenera el proceso. En tal caso elegir n y construir los gráficos basándose en los límites:
pasando directamente al paso 7).2) Seleccionar n permitiendo que al menos aparezcan cuatro o cinco defectuosos en media por
muestra. Tomar k (al menos 20) muestras de tamaño n de forma consecutiva y a intervalos detiempo iguales.
3) Contar el número de defectuosos en cada muestra.
d i
= n pi
con i=1, 2, ..., k
4) Calcular el número medio de defectuosos por muestra promediando por el total de muestras.
Este valor será un estimador de np, la media teórica de elementos defectuosos del proceso engrupos de tamaño n.
5) Calcular los límites de control del gráfico mediante las fórmulas en (11.16), sustituyendo elvalor de np por su estimador n .Nótese que la amplitud del gráfico, o cotas de variabilidad permisible en estado de control,aumenta con el tamaño del subgrupo. Ello no quiere decir que se consiga menos precisióncuanto mayor es el valor de n, sino todo lo contrario. (Dejamos al lector tal comprobación quese puede obtener simplemente con un cambio de la escala dividiendo por n.)Al igual que en los gráficos P estos límites están basados en la aproximación de la binomial ala normal bajo las condiciones comentadas en el apartado 4.2.
6) Llevar los valores del número de defectuosos por grupo al gráfico, y comprobar que durante laobtención de las muestras el proceso ha estado bajo control. En tal caso tomar el estimadorobtenido de np para el futuro y pasar a la fase siguiente.Si existe evidencia de que alguna causa asignable ha entrado en el proceso, antes de continuarse ha de identificar tal causa y tomar las medidas adecuadas. Sólo en tal caso se eliminará lainformación de los grupos afectados y se reconstruirán los gráficos a partir del paso 4). Enaquellos casos que las medidas correctivas hayan producido un cambio significativo en lanaturaleza del proceso, se deberá comenzar el proceso desde el paso 1).
7) Mantener los límites de control calculados siempre y cuando no se cambie el diseño del procesoy el criterio de clasificación de los productos, y establecer un plan de control para el futuro talcomo se comentó para el gráfico P.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
262
( ) ( )= + −np np p L S3 1 . .
( )= np L C . .
( ) ( )= − −np np p L I 3 1 . .
(11.16)
d d
k
np np np
k n
p p p
k npi
i
k k k = =
+ + +=
+ + +
=
=∑
1
1 2 1 2K K (11.17)
p
Límite superior
Límite inferior
Límite central
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 255/286
CONTROL ESTADÍSTICO DE PROCESOS
11.5.3 Gráfico C (2)
En muchas ocasiones la característica que nos interesa controlar no es el número de individuosdefectuosos sino el número de defectos que aparecen en un individuo. Este tipo de control puede sermás completo que los presentados anteriormente puesto que:
> el individuo puede no ser defectuoso y presentar defectos;> el carácter defectuoso puede ser de distinta magnitud dependiendo de la cantidad de defectos
que presenta.En aquellos procesos que no generan individuos, como por ejemplo, los procesos continuos,
también nos puede interesar el control del número de defectos por cierta unidad definida: metro, metrocuadrado, hora, etc. Otros ejemplos en los que se puede aplicar estos gráficos son cuando se deseacontrolar el nº de pasajeros que toman un vuelo determinado por día, o el nº de camas ocupadas en unhospital por semana, o el nº de personas que pasan por una caja registradora de unos grandes almacenespor hora.
En uno u otro caso, este tipo de control puede ser llevado tomando la distribución de referenciade la ley Poisson (λ), donde λ representa el número medio de ocurrencias por unidad de tiempo,
superficie, etc.Cuando λ es suficientemente grande se puede hacer una aproximación de la ley Poisson por la
ley normal, tal como se vio en el apartado 4.3.Para la implementación del gráfico de control hay que tener en cuenta que sólo hay un parámetro
independiente a controlar, λ, ya que la varianza en la ley Poisson es también λ. Supondremos en lo quesigue que se mide el número de defectos de estampación por metro cuadrado de tela.
Los pasos que se deben seguir en la construcción del gráfico C son los siguientes:1) Seleccionar lo que va a ser una unidad de medición: un individuo, un metro de cable, un metro
cuadrado de tela, una hora, etc., permitiendo que en tal unidad ocurran en media al menos 10ocurrencias del fenómeno a estudio.
2) Investigar si existe información histórica del parámetro λ: número medio de defectos por metrocuadrado. En tal caso construir los gráficos basándose en los límites:
pasando directamente al paso 5).3) Tomar k (al menos 20) piezas de un metro cuadrado de tela de forma consecutiva y a intervalos
de tiempo iguales. Contar el número de defectos en cada pieza y calcular el valor medio
llevando este valor a la expresión (11.18). Cuando el valor deλ
no es muy grande, laconvergencia a la normal no es muy buena. En tales casos el límite inferior suele ser negativo,lo cual no tiene ningún sentido, y se sustituye por 0.
263
π
2 Llamado gráfico C porque controla las no-conformidades. Aunque en la mayoría de libros se utiliza la notación de la letraC en lugar de la λ, nosotros utilizaremos esta última.
( )= +λ λ 3 L S. .
( )= λ L C . .
( )= −λ λ 3 L I . .
(11.18)
λ λ
= ==∑ i
i
k
k i k
1
1 2, , ,K (11.19)
Límite superior
Límite inferior
Límite central
© los autores, 1998; © Edicions UPC, 1998.
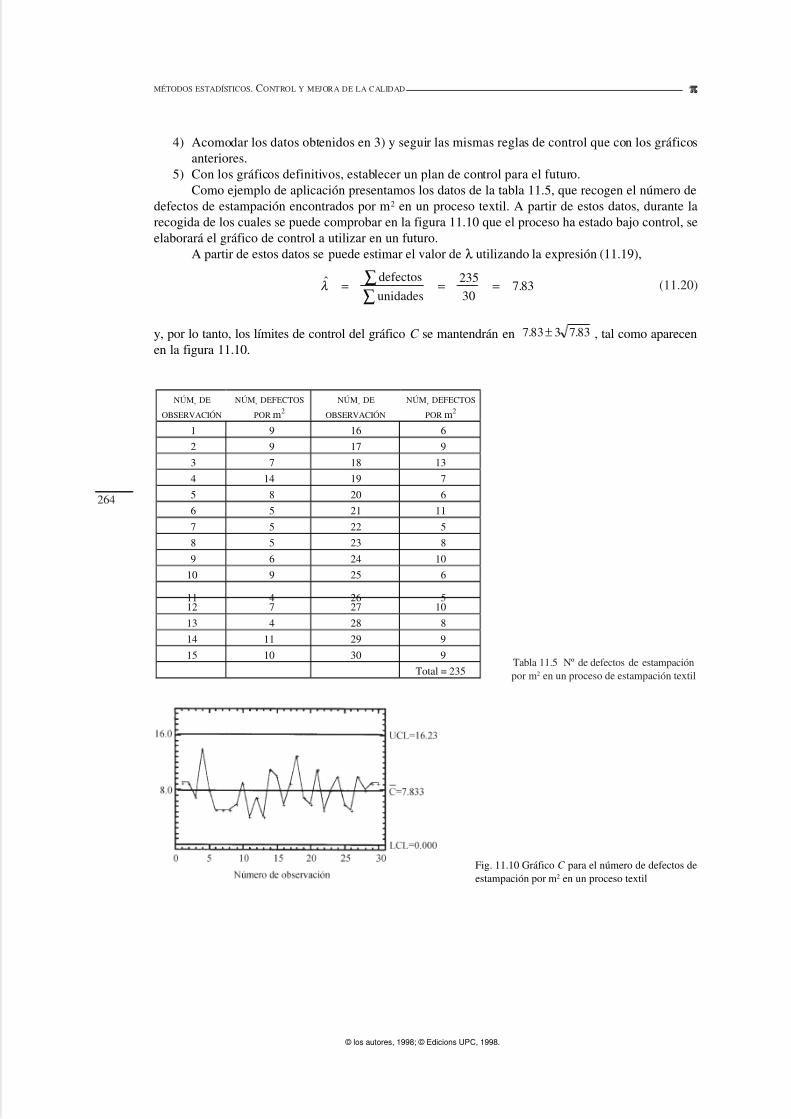
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 256/286
4) Acomodar los datos obtenidos en 3) y seguir las mismas reglas de control que con los gráficosanteriores.
5) Con los gráficos definitivos, establecer un plan de control para el futuro.Como ejemplo de aplicación presentamos los datos de la tabla 11.5, que recogen el número de
defectos de estampación encontrados por m2 en un proceso textil. A partir de estos datos, durante larecogida de los cuales se puede comprobar en la figura 11.10 que el proceso ha estado bajo control, seelaborará el gráfico de control a utilizar en un futuro.
A partir de estos datos se puede estimar el valor de λ utilizando la expresión (11.19),
y, por lo tanto, los límites de control del gráfico C se mantendrán en , tal como aparecenen la figura 11.10.
7 83 3 7 83. .±
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
264
NÚM. DE
OBSERVACIÓN
NÚM. DEFECTOS
POR m2
NÚM. DE
OBSERVACIÓN
NÚM. DEFECTOS
POR m2
1 9 16 6
2 9 17 9
3 7 18 13
4 14 19 7
5 8 20 6
6 5 21 11
7 5 22 5
8 5 23 8
9 6 24 10
10 9 25 6
11 4 26 512 7 27 10
13 4 28 8
14 11 29 9
15 10 30 9
Total = 235
Fig. 11.10 Gráfico C para el número de defectos deestampación por m2 en un proceso textil
$ .λ = = =∑∑
defectos
unidades
235
307 83
Tabla 11.5 Nº de defectos de estampaciónpor m2 en un proceso de estampación textil
(11.20)
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 257/286
CONTROL ESTADÍSTICO DE PROCESOS
11.5.4 Gráfico U
El gráfico U se utiliza para el mismo tipo de problemas que el gráfico C , pero en aquellos casos en queno se puede tomar una unidad del mismo tamaño para controlar el número de defectos. A continuaciónse presentan algunos ejemplos donde esto ocurre y que pueden ser representativos de las situacionesgenerales:
> Puede resultar difícil tomar exactamente un metro cuadrado de tela, por lo que se toman piezassimilares de aproximadamente un metro cuadrado.
> En el control del número de personas que acuden a una máquina registradora en una tienda, enlugar de tomar las mediciones en intervalos de tiempo iguales, se toman las mediciones enintervalos más flexibles.
> Cuando se mide el número de defectos por lote, éste puede no contener un número fijo deindividuos.
En el gráfico U se colocan igualmente el número de defectos por unidad, pero ahora no tiene
porqué ser un valor entero. La distribución de referencia en la cual está basado el gráfico U puede sercalculada a través de la ley Poisson. En efecto, sici = nº de defectos en la muestra i,
ni = unidades inspeccionadas en la muestra i,
ui = ci / ni será el nº de defectos por unidad en la muestra i,
los valores ui seguirán una distribución de Poisson de media:
Cuando en lugar de tomar una unidad tomamos ni unidades, la variabilidad muestral de ui es,
y, por lo tanto, los límites de control del gráfico U se obtendrán a partir de las expresiones (11.18),(11.21) y (11.22) como,
Por lo tanto, los pasos a seguir en la implementación del gráfico U serán idénticos a los seguidospara el gráfico C con la diferencia que:
> el valor que se lleva al gráfico es ui, el número medio de defectos por unidad, y no el número de
defectos encontrados en la muestra (conteniendo niunidades);
> los límites de control no son fijos sino que dependen del tamaño de muestra.
265
π
uc
ni k
i
i
= =∑∑
1, ,K (11.21)
[ ][ ]
V uV c
n
n u
n
u
ni
i
i
i
i i= = =2 2 (11.22)
Limite superior uu
n L S
i
+ 3 ( . .)
Limite central u L C ( . . )
Limite inferior uu
n L I
i
− 3 ( . .)
(11.23)
Límite superior
Límite inferior
Límite central
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 258/286
11.6 Otros gráficos de control
11.6.1 Gráfico CUSUM
El gráfico CUSUM (sumas acumuladas) puede ser aplicado en áreas muy variadas tales como controlde procesos industriales, administración, ciencias médicas, marketing, comercio, biología, etc. En estecapítulo presentaremos la aplicación de los gráficos CUSUM al control de procesos industriales.
Los gráficos de control CUSUM surgieron como una alternativa a los gráficos Shewart paradetectar cambios moderados en los parámetros del proceso (en torno a 0.5-2 σ, siendo σ la desviaciónestándar de los valores observables). Las diferencias principales entre los dos gráficos se deben a losobjetivos que persiguen.
Mientras que el objetivo de los gráficos Shewart es detectar la aparición de causas asignablesde variabilidad, el objetivo del CUSUM es algo diferente. Durante el control con CUSUM se deseafabricar en torno a un valor nominal o target T y se pretende detectar cualquier evidencia dealejamiento por parte del proceso de T en una magnitud superior a un valor preestablecido.
Este valor T puede ser, dependiendo de la característica a estudio:> Un valor constante: el valor nominal de una variable continua, la varianza del proceso σ2, una
proporción de individuos defectuosos p, etc.> Un valor no constante: los valores que predice un modelo teórico.
Para la presentación de los gráficos CUSUM nos basaremos en el caso particular en el que sepretende controlar la media de cierta característica y en tal caso T =µ.
A igual que en los gráficos -R se han de tomar muestras de tamaño n del proceso, a intervalosde tiempo equidistantes, y se ha de calcular la media i y el recorrido, Ri.
A partir de estos datos, en cada instante k , se obtiene el estadístico C k :
que es el que se llevará al gráfico CUSUM. Este valor acumula las discrepancias de los valores
observados respecto al valor nominal. Si el proceso está bajo control produciendo conmedia µ=T , los sumandos positivos y negativos secompensarán unos con otros y observaremos a C k oscilaralrededor de 0 (u otro valor fijo), tal como se muestra enla figura 11.11.
Por el contrario, si la media del proceso no coincidecon T , las discrepancias de los valores observados respectoT se acentuarán en un sentido, dependiendo de si T essuperior o inferior al verdadero valor de µ, y por lo tantoel gráfico CUSUM tendrá una apariencia similar a una delas presentadas en la figura 11.12.
Por lo tanto, en un gráfico CUSUM la magnituddel valor representado no tiene tanto interés como en los
gráficos Shewart, pues aquí la importancia la tiene la pendiente que forma una trama de puntos.En consecuencia, una trama de puntos horizontales, sea cual sea su magnitud, puede ser
interpretada como que en ese período de tiempo no hay evidencia de que la media del proceso no seaT . Por el contrario, el alejamiento de la horizontal da pruebas de cambios en la media del proceso:cuanto mayor sea la pendiente, mayor será la discrepancia entre µ y T .
x
X
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
266
( )C x T T k ii
k
= − ==∑
1
, siendo en este caso particular µ (11.24)
Fig. 11.11 Gráfico CUSUM cuando el proceso estábajo control con T=µ
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 259/286
CONTROL ESTADÍSTICO DE PROCESOS
Por ejemplo, la figura 11.13 presenta unproceso que se ha mantenido con media µ=T alcomienzo de la implementación del gráficoCUSUM; posteriormente la media del proceso ha
pasado a ser más pequeña, volviendo a su valororiginal T durante un período intermedio.
Al final la media del proceso nuevamentecambia a un valor mayor que T . Si comparamos estapendiente creciente con la anterior decreciente,podemos sospechar que el último cambio experi-mentado en la media es de mayor magnitud.
Como ya se ha mencionado, el análisis de losgráficos CUSUM se hará analizando la pendiente deuna trama de observaciones seguidas. Por lo tanto, los límites de control en lugar de estar formados porlíneas paralelas estarán formados por dos “pendientes”, que representarán las máximas pendientespermitidas antes de concluir que hay pruebas de que causas asignables están actuando en el proceso
provocando un cambio en media superior a la admitida.La pendiente de los límites de control dependerá de cuatro factores:> La escala del gráfico.> La variabilidad innata del proceso, σ .> El cambio en el parámetro del proceso que se pretende detectar.> El riesgo que se admite tomar en las decisiones (α).
En cuanto a la escala del gráfico se recomienda que la escala del eje vertical (o escala CUSUM)tenga la siguiente relación con la escala del eje horizontal (o escala del tiempo),
1 unidad escala horizontal = 2 σ e escala vertical = A, (11.25)donde σ e es la desviación estándar del estadístico del cual se obtienen las sumas acumuladas. Porejemplo, si σ e =5, y colocamos las observaciones en el gráfico CUSUM con una separación de uncentímetro en la horizontal, en la escala vertical un centímetro representará 10 unidades de lacaracterística que se mida.
La variabilidad innata del proceso influye directamente en los límites de control: a mayorvariabilidad más fácil es encontrar tramas de puntos en pendiente y más acentuadas pueden ser éstasaun estando el proceso bajo control.
Por lo tanto, para la construcción del gráfico se ha de estimar σ e , o desviación estándar delestadístico obtenido de la muestra. Ésta puede tomar diferentes expresiones dependiendo de lacaracterística que se estudie, y puede ser estimada de la misma manera que en los gráficos Shewart.
267
π
Fig. 11.12 gráficos CUSUM cuando el proceso no está bajo control: a) µ > T. b) µ< T
Fig. 11.13 gráfico CUSUM para la media de un proceso
0 0
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 260/286
Algunas de las formas que puede tomar σ e son:> si se toma la medida de cierta característica que varía con desviación típica σ;
> si se toman proporciones de individuos defectuosos;
> si se toma número de individuos defectuosos;> si se toma número de ocurrencias por unidad.
A continuación daremos las pautas a seguir en la construcción de los gráficos CUSUM. Paraello nos referiremos al caso particular en el que se quiera controlar la media de un proceso que, en elmomento de la implementación del CUSUM, esté centrada en el valor nominal µ=T .
1) Tomar muestras de tamaño n a intervalos de tiempo equidistantes y obtener la media, i, y elrecorrido, Ri, de la característica a estudio para cada una de las muestras.
2) Calcular en cada instante la suma acumulada de las discrepancias de los valores obtenidos en1) con el valor nominal T =µ.
3) Obtener una estimación de . Ésta puede ser obtenida en función del recorridomedio de un número suficientemente grande de muestras como:
4) Determinar el nivel de probabilidad α, o riesgo que se está dispuesto a asumir en la toma dedecisiones, en cada uno de los lados del gráfico. ( α= 0.00135 en los gráficos Shewart.)
5) Definir el factor de escala del gráfico. Es recomendable que
1 unidad horizontal =2 se unidad vertical = A (11.28)
6) Determinar el menor cambio D en media que se quiere detectar y calcular
δ = D/ se
(11.29)
7) Obtener, a partir de δ, la distancia principal d
donde β es la probabilidad de no detectar un cambio de D unidades en la media, y el ángulo θ
8) A partir de d y θ construir la plantilla que definen los límites de control, tal como se muestra enla figura 11.14.Para la interpretación del gráfico CUSUM, el punto O en la plantilla se ha de colocar en el
último valor de C k obtenido. Si alguno de los puntos anteriores queda cubierto por la plantilla, seinterpreta que alguna causa asignable ha entrado en el proceso y ha provocado un cambio en la mediasuperior a D unidades.
Además se ha de tener en cuenta que:> el primer punto cubierto por la plantilla muestra el momento en que el proceso ha dejado de estar
bajo control;> si los puntos están cubiertos por encima de la plantilla es que la media del proceso ha disminuido;> si los puntos están cubiertos por debajo de la plantilla es que la media del proceso ha aumentado.
x
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
268
/ n
( ) p p n1 − /
( )np p1 −λ
( )C x T k ii
k
= − ==∑ µ µ
1(11.26)
$σ e es s n= =
sR d
ne
= / 2 (11.27)
( ) ( )d d =
−=
−2 1 22 2
ln / lnβ α
δ β
α
δ o, si es pequeña,
( )θ = arctg / D A2
$ y
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 261/286
CONTROL ESTADÍSTICO DE PROCESOS
En la interpretación de los gráficosCUSUM de la manera aquí expuesta hay quetomar ciertas precauciones. La primera es que lavariabilidad del proceso ha de permanecerconstante, para ello se ha de llevar un controlaparte de la misma.
En segundo lugar, los gráficos así construidos no son muy eficaces en la detecciónde cambios graduales en media o en los cambiosque surgen y desaparecen rápidamente delproceso. Por lo tanto es recomendable usar losgráficos CUSUM para detectar “saltos” en lamedia del proceso y paralelamente los gráficosShewart para ayudarnos a interpretar otro tipode anomalías.
11.6.2 Gráficos EWMA
El gráfico EWMA ( Exponentially Weighted Moving Average), o gráfico de medias móviles con pesosexponenciales, fueron introducidos en 1971 por Wortham y Ringer, una vez más para suplir la deficienciade los gráficos Shewart en detectar determinados alejamientos del proceso de su estado de control.
Esta necesidad surgió de las empresas de procesos químicos. Tales procesos, ante la presenciade causas asignables, veían modificados sus parámetros generalmente de una manera muy lenta y demodo gradual, no a saltos.
Cuando tal hecho ocurría, la aplicación de gráficos Shewart era insensible a tales cambios o, enel mejor de los casos, de efectos muy retardados. Por otra parte los gráficos CUSUM tampoco eranadecuados puesto que los cambios no eran escalonados y, por consiguiente, se interpretaba mal el
funcionamiento de los procesos.El gráfico EWMA posee “memoria”, pero ésta es de diferente naturaleza que la de los gráficosCUSUM. Mientras que estos últimos daban igual peso a cualquier instante en el pasado, lo que sedenomina “memoria de elefante”, los pri-meros dan pesos a los datos de una maneraexponencial: contribuyendo en mayorcantidad al presente y cada vez menoscuanto más alejados están en el pasado, loque se denomina “memoria humana”. Estehecho queda plasmado en la figura 11.15.
Una característica que diferencia alos gráficos EWMA del resto es que lainterpretación del gráfico se hace enfunción del comportamiento esperado delproceso en el instante siguiente.
Para ver todos estos puntosdefinamos primero el estadístico a utilizaren el gráfico EWMA. Éste es una media,pero con pesos exponenciales,
269
π
Fig. 11.14 Gráfico de control CUSUM con la plantilla decontrol
Fig. 11.15 Pesos de los datos en la interpretación del gráfico en elpresente t para gráficos Shewart, CUSUM y EWMA
1
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 262/286
Tal estadístico depende de los datos anteriores a través de un peso que decrece de formaexponencial. Operando con la anterior expresión,
se llega a la expresión
En ella, a se le denomina “predicción” para el instante t +1 hecha en el instante t , y puedeobtenerse a partir de la “predicción” en el instante t -1 hecha para t y el “error de predicción”, corregidapor un factor de λ.
Hay que entender que este estadístico así construido no predice el valor que se va a obtener en
el proceso, puesto que el valor previsto para observaciones independientes de un proceso en estado decontrol es la media. En cambio, es un valor que acumula la información del pasado, permitiendo así detectar pequeños cambios graduales en la media del proceso.
Así, si el proceso está afectado únicamente por causas comunes, el estadístico se obtendrápor suma de datos independientes distribuidos según una ley normal de parámetros N (µ,σ2) y, por lotanto, seguirá una distribución normal con:
Es decir, al ser distribuido según una , podemos utilizar los límites decontrol definidos por
y construir así el gráfico de control EWMA. En él representaremos las predicciones para el tiempot +1. Si se detecta alguna de las anomalías descritas en el apartado de gráficos -R, se tomarán lasmedidas oportunas en el tiempo t .
Además, recomendamos añadir en el gráfico EWMA las observaciones originales del proceso,con sus límites correspondientes, ya que así,
X
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
270
( ) ( ) ( )EWMA = = + − + − + − ++ − − −$ y y y y yt t t t t 1 12
23
31 1 1λ λ λ λ λ λ λ K
( ) ( ) ( )[ ]$ y y y y yt t t t t + − − −= + − + − + − +1 1 2
2
31 1 1λ λ λ λ λ λ λ K
( )$ $ y y yt t t + = + −1 1λ λ
( )$ $ $ y y y yt t t t + = + −1 λ
(11.31)
(11.30)
$ $ y y et t t + = +1 λ (11.32)
$ yt +1
$ yt +1
$ yt +1
[ ] [ ] ( ) [ ] ( ) [ ] ( ) [ ] E y E y E y E y E yt t t t t $ + − − −= + − + − + − +1 1
2
2
3
31 1 1λ λ λ λ λ λ λ K
[ ] ( ) E yt k
k
$ +=
∞= − =∑1
0
1µ λ λ µ
[ ] [ ] ( ) [ ] ( ) [ ] ( ) [ ]V y V y V y V y V yt t t t t $ + − − −= + − + − + − +1
2 2 21
2 42
2 631 1 1λ λ λ λ λ λ λ K
[ ] ( )V yt k
k
$ +=
∞= − =
−∑12 2
0
221
2σ λ λ σ
λ
λ
(11.33)
(11.34)
$ yt +1 N ( , / )µ σ λ λ 2 2 −
( )Limite superior = + −µ σ λ λ 3 2 /
Limite central = µ
( )Limite inferior = − −µ σ λ λ 3 2 /
(11.35)
$ yt +1
Límite superior
Límite inferior
Límite central
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 263/286
CONTROL ESTADÍSTICO DE PROCESOS
> no se pierde las referencias reales de la característica de calidad bajo estudio;> permite calcular de una manera sencilla los valores del EWMA, , en cada instante.
La sensibilidad los gráficos EWMA para detectar cambios en el proceso depende del valor queadopte
λ. Si
λ6 1, el valor de EWMA depende totalmente de las observaciones más recientes y el
comportamiento del gráfico es similar al del gráfico Shewart. Sin embargo, conforme λ 6 0 se da máspeso al comportamiento histórico del proceso, y en tal caso estamos acercándonos al tratamiento de losgráficos CUSUM. Aunque la elección de λ es libre y a juicio del investigador, si se usan los gráficosEWMA para aplicarlos sobre procesos que en estado de control generan observaciones que se puedenconsiderar independientes, λ será seleccionado en función del cambio que se desea detectar.
Para aquellos procesos que en “estado de control” generan datos dependientes, bien porque lascausas asignables no se pueden eliminar o bien porque las mediciones se toman muy seguidas, porejemplo cuando se realizan lecturas automáticas, no se recomienda la aplicación de estos gráficos, sinouna variante de los mismos que se presenta al final del capítulo.
11.7 El precontrol
El precontrol se utiliza como un método de control estadístico de procesos, que responde al objetivode controlar la variabilidad del proceso que pueda provocar la aparición de individuos fuera detolerancias. Tal variabilidad puede ser provocada tanto por causas comunes como asignables.
Respondiendo a tal objetivo, algunos casos en que se utiliza el precontrol son:> procesos en los que existe una variación importante de la característica a controlar dentro de su
margen de tolerancias;> procesos de corta duración en los que se sabe que existen problemas de “puesta a punto” al
comienzo de la producción, pero requieren poco seguimiento posteriormente.Por lo tanto, la intervención en el proceso sólo se realiza en función de la posición del individuo
respecto de sus especificaciones, y se dice que un proceso está en estado de control si permanece dentrode las líneas de precontrol que a continuación presentamos, independientemente de si está afectado por
causas asignables de variabilidad.El gráfico precontrol se construye de acuerdo con las especificaciones del producto, y se divideen tres zonas a cada lado de la línea central que son pintadas de diferentes colores: verde, amarillo yrojo. A los límites que separan las zonas verdes de las amarillas se las denomina líneas de precontrol.
La implementación de estos gráficos se lleva a cabo de la siguiente manera:1) Construir el gráfico tal como se ha comentado anteriormente.2) Para determinar si el proceso es capaz, tomar cinco mediciones consecutivas del proceso. Si
todas caen en la zona verde, se considera que el proceso está en estado de control y se ha decontinuar la producción en las condiciones actuales.Si en cambio, al menos una no cae en la zona verde, se considera que el proceso no está bajocontrol y se ha de intentar reducir la variabilidad, bien identificando causas asignables o bienutilizando técnicas de diseño de experimentos. Una vez realizadas las acciones adecuadas secomienza otra vez.
3) Una vez el proceso está bajo control, tomar dos mediciones consecutivas periódicamente. Laposición de estas unidades determinará las medidas que se deban tomar:
> Si las dos caen en la zona verde, o una en la verde y una en la amarilla, se continúa.> Si las dos caen en la zona amarilla al mismo lado se ha de ajustar el proceso.> Si las dos caen en la zona amarilla en distinto lado, se ha de estar atento al proceso para una
posible intervención.
271
π
$ yt +1
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 264/286
> Si alguna cae en la zona roja, se ha deparar la producción, buscar las causas quehan provocado esta unidad defectuosa yeliminarlas.
Nótese que siempre que se actúe sobre elproceso se ha de comenzar el precontrol apartir del paso 2).
La frecuencia del muestreo puedevariar en función de la salida del procesosiendo recomendable tomar dos unidades conuna frecuencia de:
lo cual hace que aquellos procesos que se comporten bien sean muestreados con poca frecuencia.
Los gráficos precontrol son muy sensibles cuando actúan sobre procesos en los que 6 es mayorque las especificaciones y obligan a una mejora del proceso. Sin embargo, para aquellos procesos enque 6 es mucho menor que el intervalo de especificaciones, el precontrol permite producir muchasunidades sin actuar sobre el proceso.
11.8 Gráficos de control para observaciones dependientes
El presente capítulo ha tratado el control estadístico de procesos en el supuesto de que el proceso enestado de control muestre observaciones independientes entre sí. Con tal hipótesis, toda evidencia deno aleatoriedad era interpretada como presencia de causas asignables y, por tanto, se debían emprenderacciones para encontrar las causas asignables y actuar adecuadamente sobre ellas.
Sin embargo, existen procesos que muestran dependencia entre las observaciones debido a lapresencia de ciertas causas asignables, que actúan continuamente sin poder ser eliminadas. Losprocesos continuos son un claro ejemplo de estos procesos. En tales procesos, la aplicación de lastécnicas clásicas de SPC conlleva la aparición continua de patrones anómalos sin que se pueda actuarsobre ellos en la mayoría de las veces.
La estrategia a seguir para el control de procesos con datos dependientes es, por tanto, diferentea la presentada en este capítulo, existiendo dos maneras de analizar y, en consecuencia, de actuar.
La primera se sigue denominandoSPC y consiste en acomodar los gráficosanteriores al modelo que sigue la variabilidaddel proceso. Tales modelos, así como losgráficos de control apropiados, pueden serestimados empleando la metodología Box-Jenkins (1976).
La segunda técnica utilizada sedenomina control estadístico y automático, oadaptativo, de procesos (ASPC) y consisteen, además de realizar un control estadísticodel proceso para la detección de causas
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
272
Fig. 11.16 Gráfico precontrol
frecuencia =tiempo medido entre dos paradas del proceso
6
Fig. 11.17 Esquema del control adaptativo de procesos
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 265/286
CONTROL ESTADÍSTICO DE PROCESOS
asignables de variabilidad, realizar ajustes en el proceso siempre y cuando éste se alejeconsiderablemente de su valor nominal. La figura 11.17 presenta un esquema de esta técnica.
Igualmente es necesario estimar el modelo que sigue el proceso Z t, afectado por causas comunes,y conocer el mecanismo de corrección del proceso o función de transferencia Y
t = F(X
t , X
t-1,...), siendo
X t
una variable del proceso que puede ser modificada convenientemente para ajustar el proceso unacantidad Y
t . Si además se incluyen los criterios de costes, la estrategia de control varía. Una vez más
el lector que quiera ampliar conocimientos sobre el tema puede hacerlo a través de las lecturasrecomendadas al comienzo del capítulo.
273
π
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 266/286
Ejercicios
11.1. En un cierto proceso de fabricación, una de las operaciones consiste en efectuar un corte en unapieza de plástico. Dicho corte debe tener una profundidad especificada en los planos. Dado queen el procesado posterior de dichas piezas se tenían problemas debido a piezas con cortes noadecuados, un ingeniero decide recoger información del proceso.Para ello recogió datos de 25 conjuntos de piezas cada uno a intervalos de tiempo de 15 minutosy midió la profundidad del corte obtenido. Los datos obtenidos son los de la tabla adjunta.
a) Represente las medias de cada conjunto de cinco piezas, en secuencia temporal y comente lainformación que contiene dicho gráfico.
b) Represente la secuencia temporal de evolución de la amplitud y, a la vista de la informaciónobtenida con los dos gráficos anteriores, haga un resumen del comportamiento de los datos dela operación de corte.
11.2. En una determinada empresa, se producen piezas A y B que se ensamblan tal como se muestraen la figura:
Los siguientes datos (en micras) corresponden amediciones de la dimensión b de la pieza B, yson las medias y rangos de 24 subgrupos (1 cadahora) de cuatro unidades cada uno. Los datos setomaron durante los tres turnos de un día deproducción.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
274
CONJUNTO Nº R
1234567
891011121314151617181920212223
2425
160.0159.7159.2159.5159.6159.8159.7
159.2159.4159.5159.4159.5159.7159.3159.7159.1159.2160.0159.9159.5159.9159.6159.8
159.3159.3
159.5159.5159.7159.7159.3160.5160.2
159.6159.3159.5159.6160.0159.3159.9158.8158.9159.8159.9159.7160.6159.9159.5159.4
160.3159.7
159.6159.5159.7159.2159.6160.2159.5
159.6159.3159.5159.6160.0159.3159.9158.8158.9159.8159.9159.7160.6159.9159.5159.4
160.3159.7
159.7159.5159.5159.2159.5159.3159.0
160.0159.9158.9159.8159.3159.4158.5160.6159.6159.8160.3159.6160.6159.5159.7160.0
159.9160.1
159.7160.0160.2159.1159.4159.5159.7
159.9159.5159.5159.8159.4159.2159.5159.1159.7159.7159.3159.3159.8161.0159.5159.7
160.0160.1
159.7159.6159.7159.3159.5159.9159.6
159.7159.6159.5159.4159.6159.4159.4159.5159.5159.7160.0159.7159.9160.0159.9159.8
160.0159.8
0.50.51.00.60.31.21.2
0.80.61.31.50.70.51.41.80.80.81.20.81.11.51.60.8
1.30.8
PROFUNDIDAD DEL CORTE X
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 267/286
CONTROL ESTADÍSTICO DE PROCESOS
a) Representar y comentar el gráfico medias-rangos.La capacidad del proceso (6σ) de fabricación de la pieza B con respecto a la dimensión de b esde 45.6.
b) ¿Que relación hay, y bajo que condiciones entre la capacidad del proceso y los límites decontrol? ¿Se cumple en este caso?
11.3. Después de un lamentable accidente, una empresa de ascensores decide implantar el controlestadístico en su proceso de fabricación de pernos. Para ello, se toman cuatro pernos en cadaturno y se someten a una prueba de resistencia. Los datos, después de ocho días de trabajo sonlos siguientes:
Realizar los gráficos de control que se creaconvenientes y comentarlos.
11.4. Se quiere realizar un gráfico de control -R tomando muestras de cuatro unidades. Secomprueba que los límites de control LCL y UCL toman los valores de la tolerancia inferior ysuperior respectivamente, y el valor nominal coincide con LC . ¿Cuál es la proporción esperadade piezas defectuosas?
11.5. En una máquina que produce bobinas de papel aparecen en promedio 0.7 manchas cada 10metros. Cada treinta minutos el operador observa pasar 10 m de papel y anota el número demanchas en un gráfico. ¿Cuál es el gráfico adecuado y cuáles son los límites de control?
11.6. Una máquina produce piezas de mica. Se toman 50 piezas consecutivas y se mide el grosor:
X
275
π
SUB R SUB R SUB R
12345678
288.50281.75294.25284.75293.00293.00291.25300.25
16191517281817
3
910111213141516
296.00292.75289.25299.00282.75296.00284.25295.00
21222
89
162120
1718192021222324
296.00301.25296.75294.00296.00298.00289.50285.00
626231318161915
TURNO 1 TURNO 2 TURNO 3
X X X
DÍA TURNO 1 TURNO 2 TURNO 3 X R X R X R
1234567
8
27.029.030.824.323.526.830.3
5.3
52
1211181218
12
25.326.521.517.830.5
8.130.0
14.8
1128133314
415
14
26.526.525.519.329.310.320.0
18.0
324133512
310
9 X R= =22 79 13 79. .
8.010.012.012.011.5
12.510.510.512.59.0
12.58.0
13.515.5
9.5
14.015.011.513.511.5
13.59.0
12.012.512.5
12.013.015.517.014.0
14.011.014.0
8.011.5
12.010.07.5
11.013.0
10.014.011.511.513.0
14.511.011.017.015.0
© los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 268/286
a) Realizar el estudio de capacidad de los datos anteriores, dando el valor de la media, ladesviación tipo y la capacidad de la máquina.
b) Si se consideran aceptables las piezas entre 6.75 y 15.75, ¿es capaz dicha máquina? ¿Cúal es suC
p? ¿Qué fracción de la producción será defectuosa?
c) Hacer el estudio gráfico para que sólo el 1% de las piezas sean más grandes de 14.0 y sólo un3% sean más pequeñas que 7. ¿Cuáles serán los nuevos valores de la media, desviación tipo ycapacidad?
11.7. Una característica de calidad de un producto con tolerancias (7.9, 12.1), se distribuye según unanormal N (10, 1). El proceso se descentra y pasa a fabricar alrededor de 10.5. ¿Qué se puededecir de la capacidad del proceso?
11.8. Un fabricante de botellas de PVC detecta que el número de botellas producidas es inferior alque debería ser, dado el consumo de materia prima (PVC). Se sospecha que la diferencia esdebida a que se producen botellas con un peso superior al especificado (33 ± 0.4gr.) Paracomprobarlo se decide realizar un estudio de capacidad pesando 50 botellas. Los datos
recogidos, en gramos, son:
a) Realizar un estudio de capacidad, determinando la media y la desviación tipo.b) ¿Qué porcentaje de piezas se puede esperar que no estén dentro de los límites especificados?c) Según el estudio realizado, para conseguir que como máximo se produjesen el 1% de botellas
con exceso de peso y un 5% con un peso inferior al especificado, ¿debería variar la media? ¿Yla desviación tipo? ¿Cuáles son los valores que se deberían tomar?
11.9. Una empresa de helados se dedica en una de sus plantas a la fabricación de helados dechocolate. El helado es vendido en tarrinas de 1.5 dl. Se decide comenzar un estudio de controldel proceso, y para ello se extraen cuatro tarrinas durante la producción, a intervalos de tiempode 10 minutos. Las medidas de las pesadas están en la tabla que sigue:
Hacer un estudio del proceso e interpretarlo.
MÉTODOS ESTADÍSTICOS. CONTROL Y MEJORA DE LA CALIDAD π
276
33.032.633.032.832.6
32.732.932.833.433.3
33.032.833.033.533.0
33.233.432.432.633.1
33.133.033.032.732.9
32.732.733.133.432.9
32.933.433.232.833.1
33.132.933.132.833.1
33.233.033.333.132.5
32.933.232.932.933.0
N1 GRUPO R13141516171819
2021222324
203214192207205204205
202204206204206
204212198208214208204
202206206202205
204206204206215196205
208209206204204
203208198204212196204
208202210207202
18
124
1012
1
67454
203.50210.00198.00206.25211.50201.00204.50
205.00205.25207.00204.25204.25
N1 GRUPO R1234567
89101112
202200202201210202198
206206208198204
201202201200196206196
204204214201204
198212208200200205202
204203213199202
199202201202198203199
206204207198206
412
72
1446
23734
200.00204.00203.00200.75201.00204.00198.75
205.00204.25210.50199.00204.00
X X
X = 20395.
© los autores, 1998; © Edicions UPC, 1998.
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 269/286
© Los autores, 1998; © Edicions UPC, 1998.
© los autores, 1998; © Edicions UPC, 1998. Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "copyright", bajo lassanciones establecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos lareprografía y el tratamiento informático, y la distribución de ejemplares de ella mediante alquiler o préstamo públicos, así como la exportación eimportación de ejemplares para su distribución y venta fuera del ámbito de la Unión Europea.
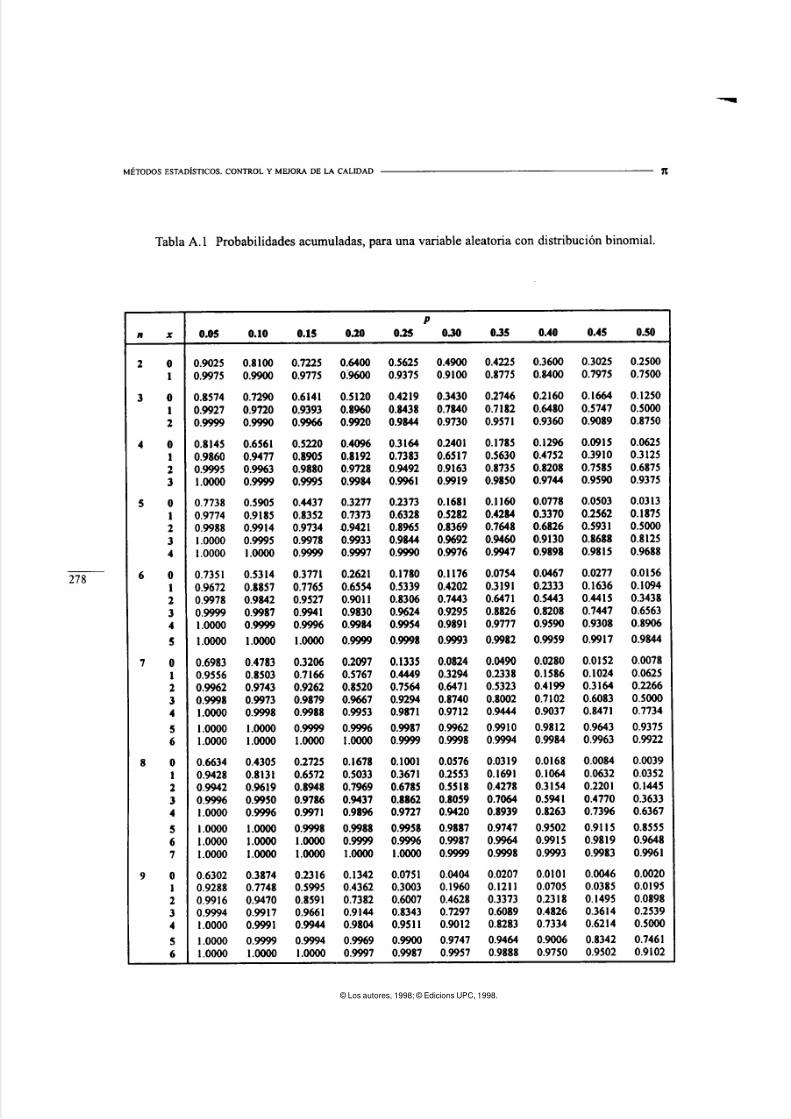
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 270/286
© Los autores, 1998; © Edicions UPC, 1998.
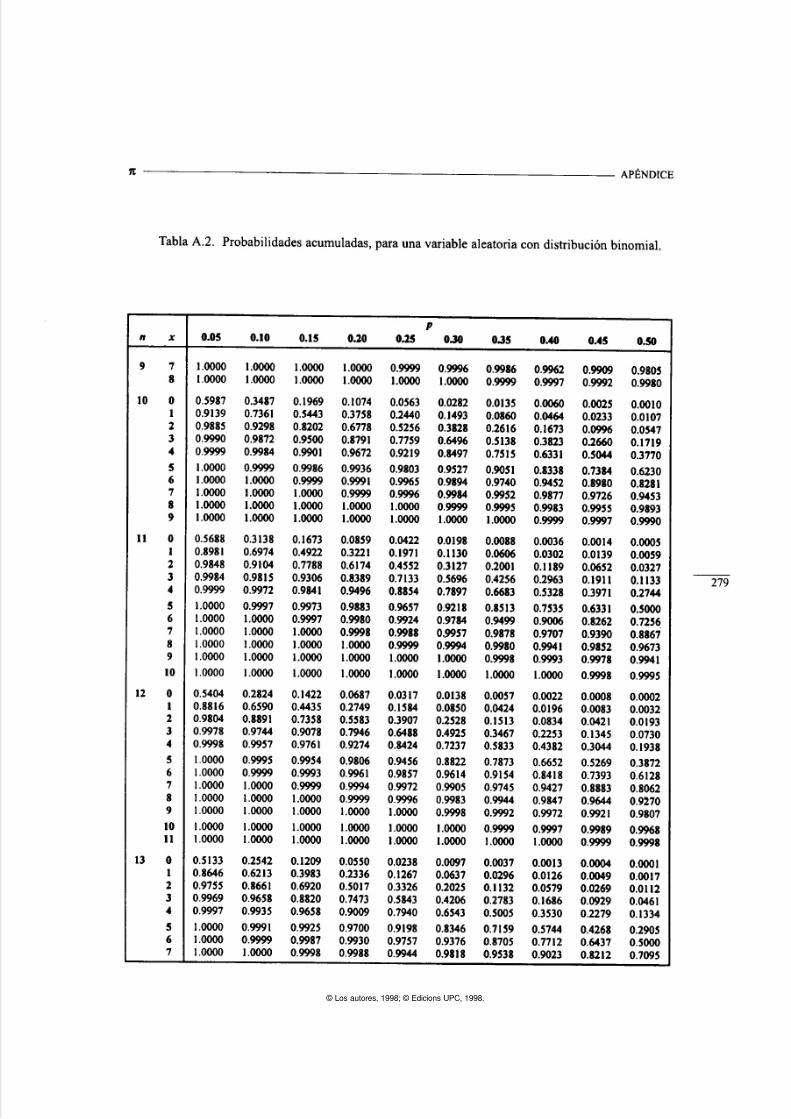
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 271/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 272/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 273/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 274/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 275/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 276/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 277/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 278/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 279/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 280/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 281/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 282/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 283/286
© Los autores, 1998; © Edicions UPC, 1998.
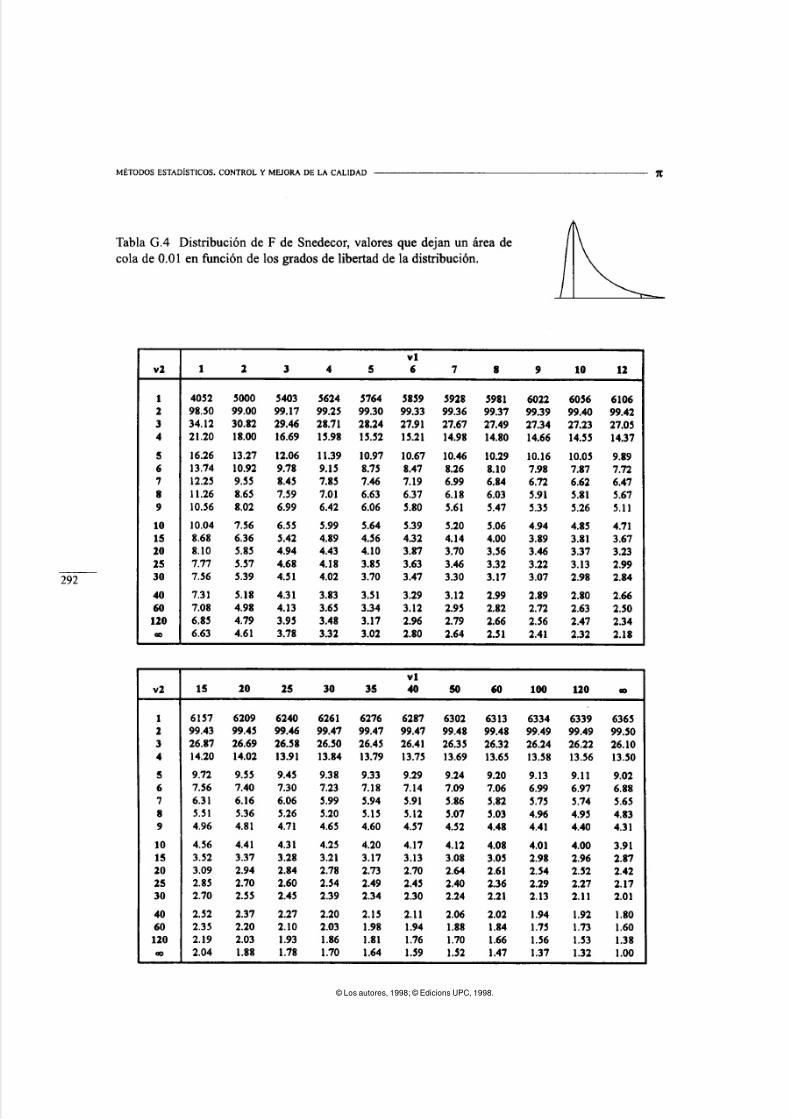
5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 284/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 285/286
© Los autores, 1998; © Edicions UPC, 1998.

5/12/2018 Control y Mejora de la Calidad, 1° ED. - Albert Prat Bartes & Xavier Tort-Martorell Llabres - slidepdf.com
http://slidepdf.com/reader/full/control-y-mejora-de-la-calidad-1-ed-albert-prat-bartes-xavier-tort-martorell-llabres 286/286