control of sulphur di oxide (so2) from tpps …soxnox.missionenergy.org/presentations/mecon-p k...
TRANSCRIPT

MECON LIMITEDA House of Engineering Excellence
CONTROL OF SULPHUR DI OXIDE (SO2) FROM TPPsTECHNOLOGY, ISSUES, CHALLENGES & WAY FORWARD
SOx NOx 2016 – THE FIRST CONFERENCE
D. VERMA & DR. P.K. MAJI
MECON LIMITED(A Govt. of India Enterprise)

MECON LIMITEDA House of Engineering Excellence
New Emission Norms Notified by MOEF, GOI on 07.12.2015
EMISSION PARAMET
ERS
OLD NORMS NEW NORMS (mg/Nm3)
UNITS INSTALLED BEFORE 31.12.2003
UNITS INSTALLED AFTER 31.12.2003 AND UPTO
31.12.2016
UNITS TO BE INSTALLED
FROM 01.01.2017
UNIT SIZE ALL < 500 MW > 500 MW < 500 MW > 500 MW
ALL
SO2 Dispersion Through Chimney
600 200 600 200 100
NOx No Standard 600 300 100
SPM 150 mg/Nm3
For 210 MW and above
100 50 30
MERCURY No Standard X 0.03 0.03 0.03
Old Vs New Environmental Norms
MECON LIMITEDA House of Engineering Excellence
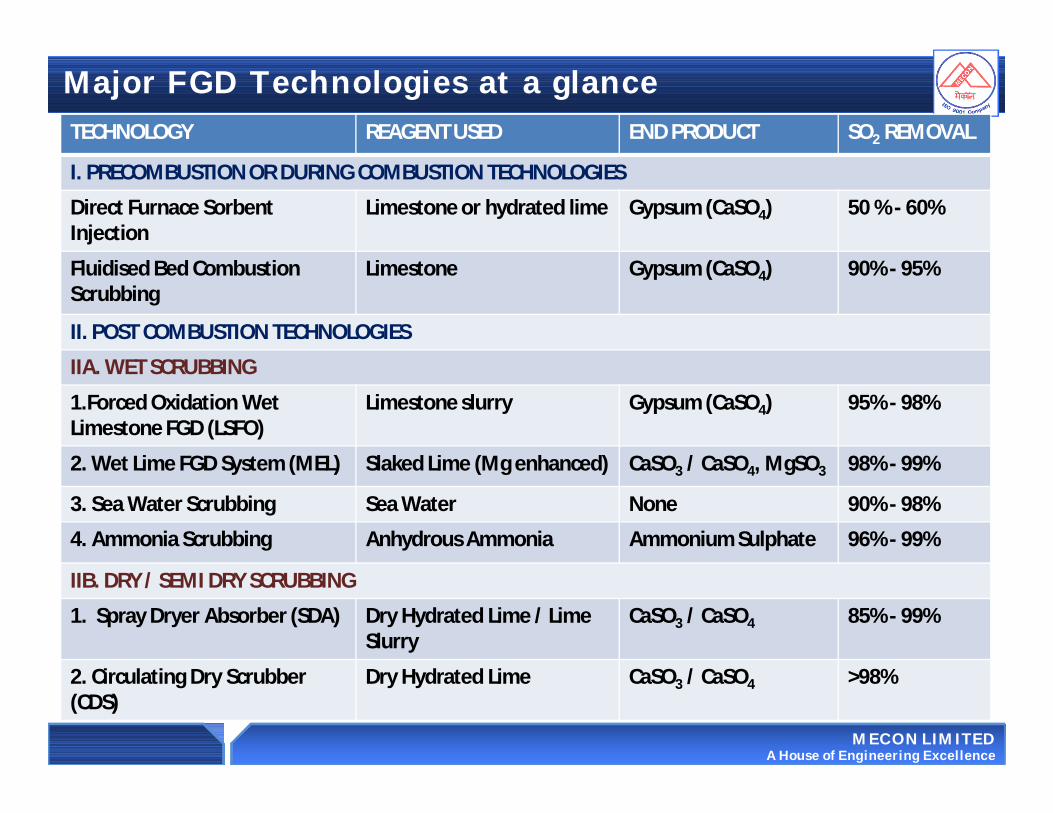
Major FGD Technologies at a glance TECHNOLOGY REAGENT USED END PRODUCT SO2 REMOVAL
I. PRECOMBUSTION OR DURING COMBUSTION TECHNOLOGIES
Direct Furnace Sorbent Injection
Limestone or hydrated lime Gypsum (CaSO4) 50 % - 60%
Fluidised Bed Combustion Scrubbing
Limestone Gypsum (CaSO4) 90% - 95%
II. POST COMBUSTION TECHNOLOGIES
IIA. WET SCRUBBING
1.Forced Oxidation Wet Limestone FGD (LSFO)
Limestone slurry Gypsum (CaSO4) 95% - 98%
2. Wet Lime FGD System (MEL) Slaked Lime (Mg enhanced) CaSO3 / CaSO4, MgSO3 98% - 99%
3. Sea Water Scrubbing Sea Water None 90% - 98%
4. Ammonia Scrubbing Anhydrous Ammonia Ammonium Sulphate 96% - 99%
IIB. DRY / SEMI DRY SCRUBBING
1. Spray Dryer Absorber (SDA) Dry Hydrated Lime / Lime Slurry
CaSO3 / CaSO4 85% - 99%
2. Circulating Dry Scrubber (CDS)
Dry Hydrated Lime CaSO3 / CaSO4 >98%
MECON LIMITEDA House of Engineering Excellence
PRE COMBUSTION FGD TECHNOLOGIES
DIRECT FURNACE SORBENT INJECTION (DFSI) INJECTION OF POWDERED LIMESTONE PNEUMATICALLY INTO
FURNACE COMMERCIALLY DEMONSTRATED ON BOILERS - FROM 15 TO 700 MW BY PRODUCT FORMED IS CaSO4(Gypsum) WHICH COMES OUT WITH
ASH
FLUIDISED BED COMBUSTION SCRUBBING FGD LIMESTONE ADDED TO THE FLUIDISED BED ALONG WITH THE FUEL
FOR INSITU CAPTURE OF SO2 GENERATED COMMERCIALLY DEMONSTRATED ON BOILERS –FROM 10 TO 450 MW BY PRODUCT FORMED IS CaSO4(Gypsum) WHICH COMES OUT WITH
ASH

MECON LIMITEDA House of Engineering Excellence
WET FGD SYSTEMS - CHARACTERISTICSWet FGD accounts for about 80% of all FGD installation.
Among Wet FGD Systems, Limestone Forced Oxidation (LSFO) most commonly usedtechnology.Wet Lime (Mg enhanced - MEL) also quite commonly used. Better reagent utilisation inMEL leads to better SO2 removal efficiency. Absorber Vessel Height is reduced,Pumping Heads are lower, Auxiliary power consumption is less as compared to LSFO .However in Wet Lime (MEL) process, reagent cost is considerably high.ADVANTAGES of WET FGD SYSTEMS DISADVANTAGES of WET FGD SYSTEMSCoal Sulphur range from 0.2% to 8% High Water ConsumptionInlet SO2 ranges from 200 – 6500 ppm High Auxiliary Power ConsumptionSO2 Removal efficiencies up to 99% Requires Waste Water TreatmentMature Technology Alloys or coatings required for corrosion
protectionOne tower per boiler ( no spare tower required upto 1100 MW capacity boiler.
Wet Stack required
Gypsum / Ammonium Sulphate saleable / marketable by – product
Sulfites formed in Wet lime System are difficult to be disposed off. Conversion into Sulfates also possible.

MECON LIMITEDA House of Engineering Excellence
TYPICAL WET FGD (LSFO) SYSTEM WITH GGH

MECON LIMITEDA House of Engineering Excellence
GAS TO GAS HEATER (GGH) – SOME IMPORTANT CONSIDERATIONS
GGH ENTAILS ADDITIONAL AUXILIARY POWER CONSUMPTION
GGH REQUIRES CONSIDERABLE SPACE FOR INSTALLATION
PRONE TO LEAKAGE FROM UNTREATED GAS SIDE TO TREATED GAS SIDE
GGH ENTAILS HIGH O&M COST DUE TO CHOKING PROBLEM REQUIRINGFREQUENT BASKET CLEANING
WET FGD SYSTEMS WITHOUT GGH ARE BEING PREFERRED NOW A DAYS.HOWEVER, WITHOUT GGH CLEAN GAS TEMPERATURE WOULD BE ABOUT 50 –600C. AT OUTLET OF ABSORBER INSTEAD OF 90 – 950C WITH GGH.
LOW TEMPERATURE CLEAN GAS MAKES SYSTEMS DOWNSTREAM OFABSORBER PRONE TO ACID CORROSION.
TO AVOID / MINIMISE CORROSION, SUITABLY DESIGNED WET STACK /CHIMNEY WITH LINERS WOULD BE REQUIRED. SUITABLE ACID RESISTANTMATERIAL / LINER FOR THE CLEAN GAS DUCT FROM ABSORBER TO GGH ANDTO CHIMNEY ALSO WOULD BE REQUIRED. COMMON CHIMNEY LINERS BEINGCONSIDERED ARE BOROSILICATE GLASS, FLAKE GLASS REINFORCED VINYLESTER, FRP ETC.
MECON LIMITEDA House of Engineering Excellence
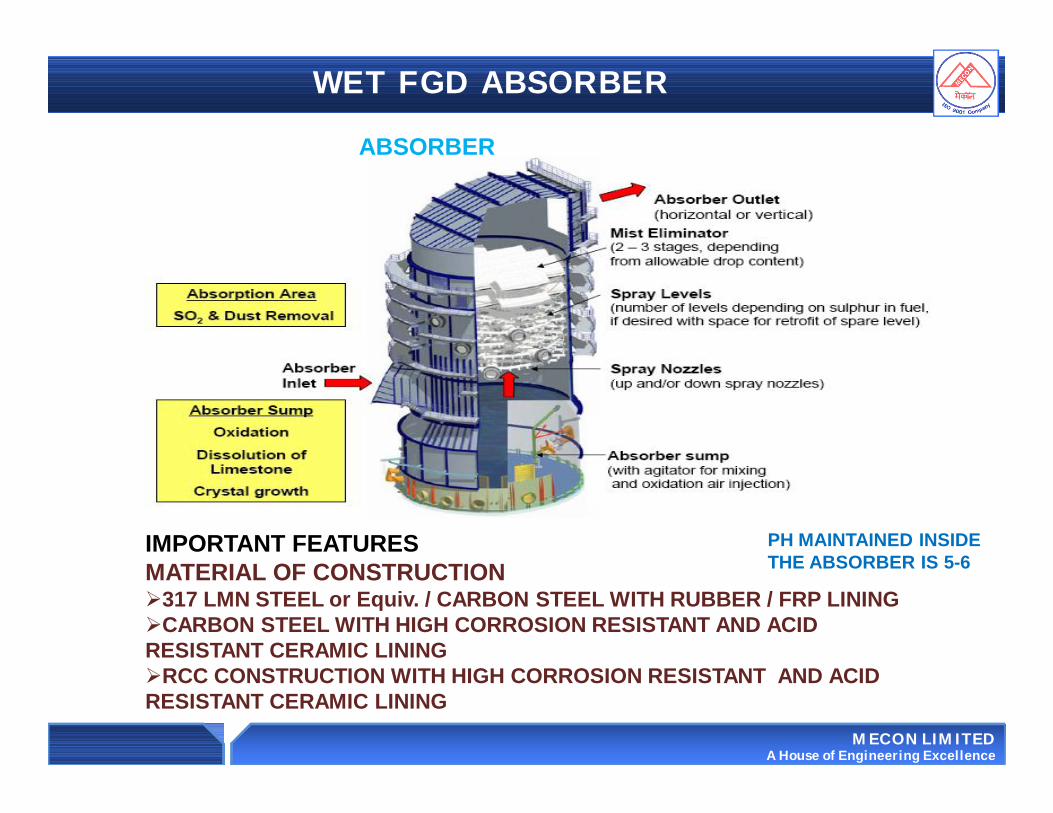
WET FGD ABSORBER
ABSORBER
IMPORTANT FEATURESMATERIAL OF CONSTRUCTION317 LMN STEEL or Equiv. / CARBON STEEL WITH RUBBER / FRP LININGCARBON STEEL WITH HIGH CORROSION RESISTANT AND ACID RESISTANT CERAMIC LININGRCC CONSTRUCTION WITH HIGH CORROSION RESISTANT AND ACID RESISTANT CERAMIC LINING
PH MAINTAINED INSIDE THE ABSORBER IS 5-6
MECON LIMITEDA House of Engineering Excellence
SEA WATER BASED WET FGD SUITABLE AND PREFERRED FOR COASTAL POWER PLANTS AND FOR
MEDIUM TO HIGH SULPHUR CONTENT USES HIGH NATURAL ALKALINITY OF SEA WATER ( SEA WATER CONTAINS
SODIUM, MAGNESIUM, POTASSIUM, CALCIUM, CARBONATES ANDBICARBONATES IONS) HAVING pH IN THE RANGE OF 7.5 – 8.5
LIQUID EFFLUENT IS AERATED AND CO2 IS REMOVED. pH IS RAISED TO 6– 7 TO OXIDIZE HSO3
- and SO32- to HSO4
- and SO42- BEFORE RETURNING TOSEA. IN SEA ALSO, CONVERSION OF REMAINING HSO4
- to SO42-
CONTINUES AS pH INCREASES TO AROUND 8 IN THE OCEAN MIXINGZONE.
ADVANTAGES:- NO CHEMICAL ABSORBENT OR REAGENT (ONLY SEA WATER AND AIR) NO BY PRODUCT AND ITS HANDLING SYSTEM REQUIRED LOWER OPEARTING AND CAPITAL COSTS
CONTAMINATION BY RETURN SEA WATER ( HIGHER SULFATECONCENTRATION, AIR TOXICS, MERCURY, PARTICULATE MATTER ETC.) ISA CAUSE OF CONCERN. SO PROPER OCEAN MIXING ZONE FOR THERETURN SEA WATER IS REQUIRED.

MECON LIMITEDA House of Engineering Excellence
SEA WATER BASED WET FGD SEA WATER SCRUBBING BASED FGD SYSTEM

MECON LIMITEDA House of Engineering Excellence
AMMONIA SCRUBBING BASED WET FGD AMMONIA (NH3) - EITHER IN ANHYDROUS OR AQUEOUS FORM - IS THE SCRUBBING
AGENT
HIGH SO2 REMOVAL EFFICIENCIES (96% - 99%) ACHIEVABLE
END PRODUCT IS SALABLE AMMONIUM SULFATE ((NH4)2SO4) FERTILISER
MAKE UP WATER ADDED TO THE ABSORBER TO KEEP AMMONIA DILUTED.
AMMONIA AS A REAGENT IS COSTLY. HOWEVER, IT CAN BE RECOVERED BY SELLING THE BY PRODUCT AMMONIUM SULPHATE.
AMMONIA HANDLING AND STORAGE AT SITE REQUIRES EXTREME CARE AS AMMONIA IS A HAZARDOUS MATERIAL
SYSTEM COMES WITH THE PRESCRUBBER MODULE IN WHICH SATURATEDAMMONIUM SULFATE LIQUOR ( ABSORBER BLOWDOWN) IS SPRAYED TO COOL THEFLUE GAS AND ALSO TO EVAPORATE WATER FROM SATURATED AMMONIUM SULFATESOLUTION TO PRODUCE AMMONIUM SULFATE CRYSTALS.
NO CO2 GREEN HOUSE GAS IS PRODUCED.
REDUCES / ELIMINATES SOLID AND LIQUID WASTE ISSUES.

MECON LIMITEDA House of Engineering Excellence
AMMONIA SCRUBBING BASED WET FGD
Cost of per ton of Ammonia is about 2.25 times the cost of per tonne ofAmmonium Sulphate. For every 1 kg of SO2 removed, 0.5 kg of Ammonia isrequired and produces 2 kg of Ammonium Sulfate. 4:1 product / feed ratio (Ammonium Sulfate : Ammonia) generates favourable economic leverage whichsignificantly ofsets the operating cost.
MECON LIMITEDA House of Engineering Excellence
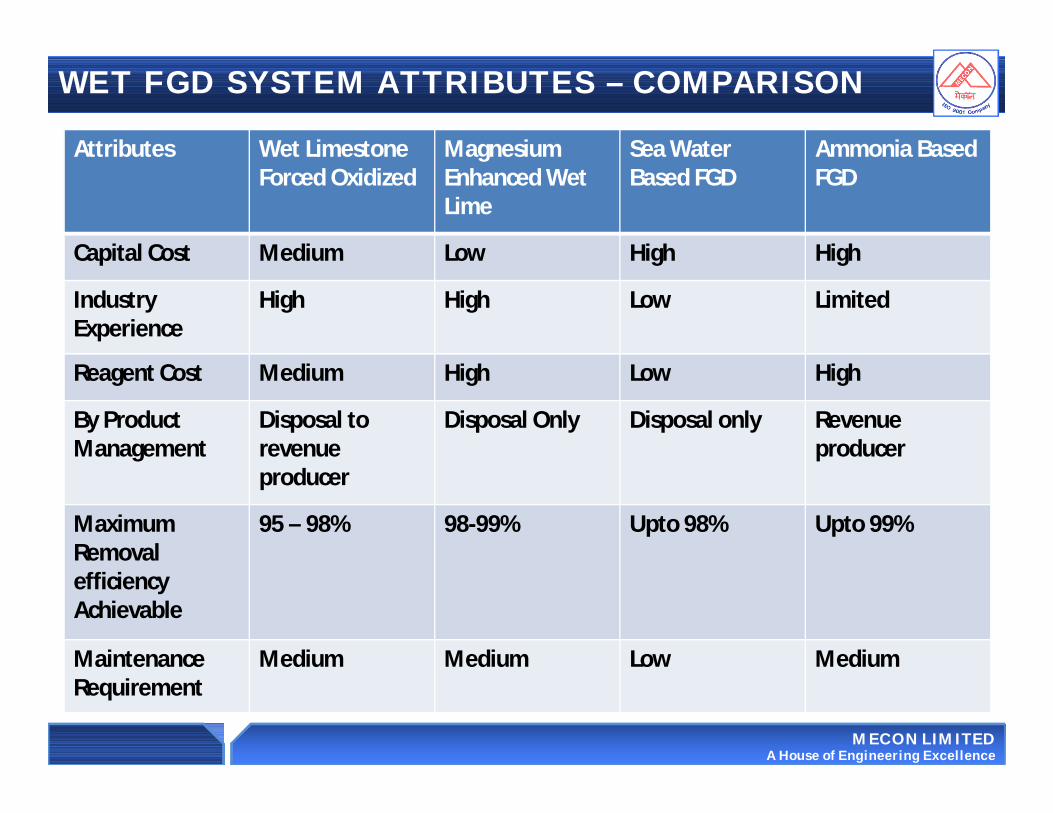
WET FGD SYSTEM ATTRIBUTES – COMPARISON
Attributes Wet Limestone Forced Oxidized
Magnesium Enhanced Wet Lime
Sea Water Based FGD
Ammonia Based FGD
Capital Cost Medium Low High High
Industry Experience
High High Low Limited
Reagent Cost Medium High Low High
By Product Management
Disposal to revenue producer
Disposal Only Disposal only Revenue producer
Maximum Removal efficiency Achievable
95 – 98% 98-99% Upto 98% Upto 99%
Maintenance Requirement
Medium Medium Low Medium

MECON LIMITEDA House of Engineering Excellence
DRY FGD SYSTEM – SPRAY DRYER ABSORBER (SDA)
SDA ACCOUNTS FOR ABOUT 15% OF ALL FGD INSTALLATIONS
LIME SLURRY IS THE SCRUBBING AGENT - ATOMISED INTO FINEDROPLETS BY HIGH SPEED ROTARY ATOMIZERS OR SPRAY NOZZLES –INJECTED IN FLUE GAS INSIDE ABSORBER MODULE
SO2 REMOVAL EFFICIENCIES 85% - 99% AND LOW WATERCONSUMPTION, NO WASTE WATER GENERATED
DURING REACTION WATER IS EVAPORATED COMPLETELY.
PRECISE CONTROL OF PROCESS PARAMETERS ( GAS DISTRIBUTION,SLURRY FLOW RATE, DROPLET SIZE ETC.) ENSURES FREE FLOWINGDRY BY PRODUCT ( CaSO3 / CaSO4) USUALLY COLLECTED WITH FLY ASHIN A FABRIC FILTER. PART OF IT IS RECYCLED FOR BETTER UTILISATIONOF UNREACTED LIME THEREBY REDUCING LIME CONSUMPTION.

MECON LIMITEDA House of Engineering Excellence
DRY FGD SYSTEM – SPRAY DRYER ABSORBER (CONTD.)
IN FABRIC FILTER ALSO REACTION TAKES PLACE BETWEENUNREACTED LIME AND REACTION PRODUCTS. THIS ADDITIONALCONTACT MAY RESULT IN AS MUCH AS 20% ADDITIONAL SO2 REMOVAL.
SO3 REMOVAL EFFICIENCY MORE THAN 99 % IS ACHIEVABLE.
SUITABLE FOR LOW – MEDIUM SULFUR FUELS ( up to 3.5% )
ABSORBER , DOWNSTREAM DUCTS / COMPONENTS, CHIMNEY ARECARBON STEEL CONSTRUCTION. NO CORROSION RESISTANT LINING ISREQUIRED.
WATER REQUIREMENT IS LOW, SLURRY PUMPING REQUIREMENT IS LOW
NO WASTE WATER TREATMENT REQUIRED

MECON LIMITEDA House of Engineering Excellence
DRY FGD – SPRAY DRYER ABSORBER

MECON LIMITEDA House of Engineering Excellence
DRY FGD SYSTEM – CIRCULATING DRY SCRUBBER (CDS)
LIME HYDRATED AT SITE i.e. (Ca(OH)2) IS THE SCRUBBING AGENT -INTRODUCED AS A DRY FREE FLOWING POWDER
THE PROCESS INVOLVES EVAPORATIVE COOLING AND RECIRCULATION OFUNREACTED REAGENT – IMPROVES LIME UTILIZATION
90% OF THE SOLIDS (CONTAINING UNREACTED LIME) DISCHARGED FROMESP or FF ARE RECYCLED TO THE CDS BY GRAVITY USING AIR SLIDES –FRESH HYDRATED LIME ALSO IS FED IN THE ABSORBER BY ROTARYFEEDERS.
EXTREMELY LONG SOLIDS RETENTION TIME ALLOWS HIGH ABSORPTION OFGASEOUS POLLUTANTS AND IMPROVES LIME UTILISATION
BY PRECISE CONTROL OF PROCESS PARAMETERS (GAS DISTRIBUTION,REAGENT FLOW RATE, ETC.) ENSURES FREE FLOWING DRY BY PRODUCT (CaSO3 / CaSO4)
MECON LIMITEDA House of Engineering Excellence
DRY FGD SYSTEM – CIRCULATING DRY SCRUBBER (CDS) – CONTD.
SUITABLE FOR HIGH SULFUR FUELS WITH 98%+ SO2 REMOVAL
ABSORBER, DOWNSTREAM DUCTS / COMPONENTS, CHIMNEY ARE CARBONSTEEL CONSTRUCTION. NO CORROSION RESISTANT LINING IS REQUIRED.
WATER REQUIREMENT IS LOW.
NO WASTE WATER TREATMENT REQUIRED
ELEVATED ESP / BAGHOUSE

MECON LIMITEDA House of Engineering Excellence
DRY FGD SYSTEM – CIRCULATING DRY SCRUBBER
MECON LIMITEDA House of Engineering Excellence
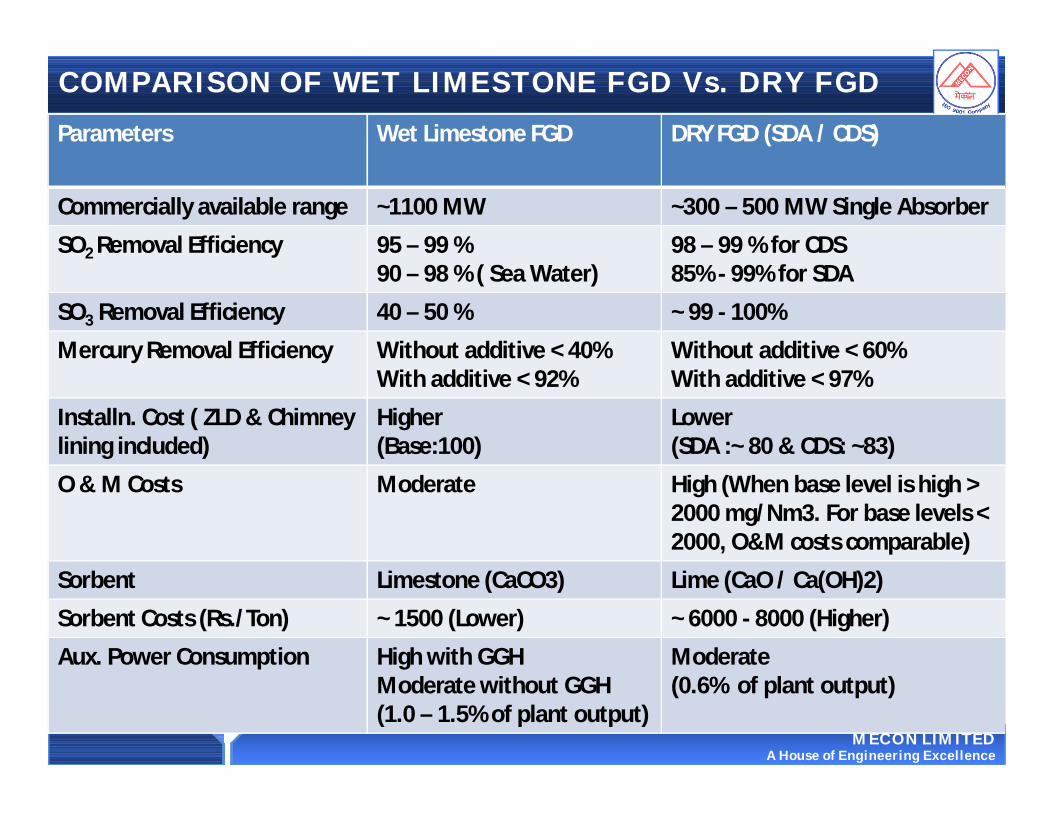
COMPARISON OF WET LIMESTONE FGD Vs. DRY FGDParameters Wet Limestone FGD DRY FGD (SDA / CDS)
Commercially available range ~1100 MW ~300 – 500 MW Single Absorber
SO2 Removal Efficiency 95 – 99 %90 – 98 % ( Sea Water)
98 – 99 % for CDS85% - 99% for SDA
SO3 Removal Efficiency 40 – 50 % ~ 99 - 100%
Mercury Removal Efficiency Without additive < 40%With additive < 92%
Without additive < 60%With additive < 97%
Installn. Cost ( ZLD & Chimney lining included)
Higher(Base:100)
Lower(SDA :~ 80 & CDS: ~83)
O & M Costs Moderate High (When base level is high > 2000 mg/Nm3. For base levels < 2000, O&M costs comparable)
Sorbent Limestone (CaCO3) Lime (CaO / Ca(OH)2)
Sorbent Costs (Rs./Ton) ~ 1500 (Lower) ~ 6000 - 8000 (Higher)
Aux. Power Consumption High with GGHModerate without GGH(1.0 – 1.5% of plant output)
Moderate(0.6% of plant output)

MECON LIMITEDA House of Engineering Excellence
COMPARISON OF WET LIMESTONE FGD Vs. DRY FGD (Contd.)
Parameters Wet Limestone FGD DRY FGD (SDA / CDS)
Water Consumption Higher Lower ( about 40% less)
Flue Gas Temp. at FGD Outlet
Saturation Temperature50 – 60 deg.C without GGH
Above Saturation(~ 90 deg.C)
MOC for Absorber High Alloy Steel or CS with Lining
Carbon Steel
Condition of existing stack Existing stack to be modified in almost all cases
Existing Stack can be used without modifications
FGD By product disposal Gypsum is produced which is saleable when limestone purity is 90% and emission from ESP < 50 mg/Nm3
Product for disposal (CaSO3 / CaSO4). Space required for disposal.
Waste Water Waste Water Generated –Needs to be treated for Zero Liquid Discharge (ZLD)
Waste water free system and can also utilise waste water from other sources .
Fuel % Sulphur preference Upto 8% < 3.5%
MECON LIMITEDA House of Engineering Excellence
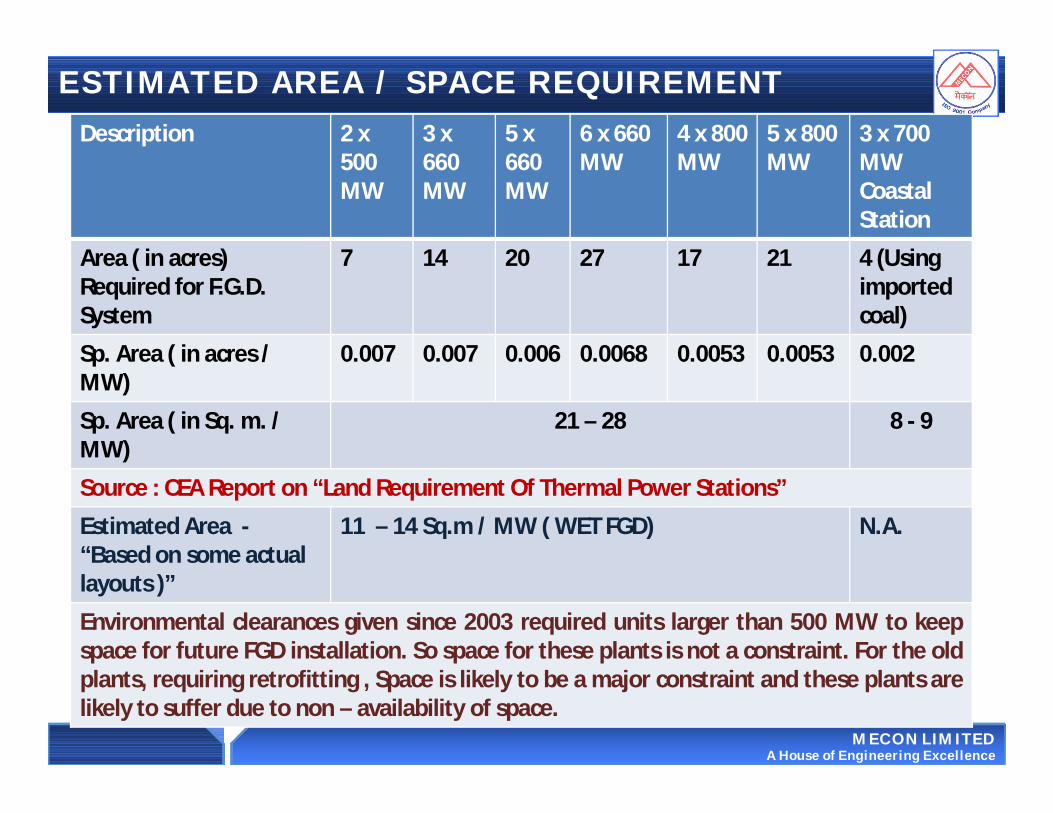
ESTIMATED AREA / SPACE REQUIREMENTDescription 2 x
500 MW
3 x 660 MW
5 x 660 MW
6 x 660 MW
4 x 800 MW
5 x 800 MW
3 x 700 MW Coastal Station
Area ( in acres)Required for F.G.D. System
7 14 20 27 17 21 4 (Using imported coal)
Sp. Area ( in acres / MW)
0.007 0.007 0.006 0.0068 0.0053 0.0053 0.002
Sp. Area ( in Sq. m. / MW)
21 – 28 8 - 9
Source : CEA Report on “Land Requirement Of Thermal Power Stations”
Estimated Area -“Based on some actual layouts )”
11 – 14 Sq.m / MW ( WET FGD) N.A.
Environmental clearances given since 2003 required units larger than 500 MW to keepspace for future FGD installation. So space for these plants is not a constraint. For the oldplants, requiring retrofitting , Space is likely to be a major constraint and these plants arelikely to suffer due to non – availability of space.
MECON LIMITEDA House of Engineering Excellence
LIMESTONE FACT SHEET• Limestone - key raw material required for FGD. Assuming that units larger than
500 MW will install FGD and smaller units can install partial FGD, around 10 – 12million tonnes of limestone is required annum, which is small fraction of cementIndustry’s limestone use. However, this figure is likely to increase progressivelywith increase in FGD installations.
• Total reserve of limestone in India is above 110000 million tonnes. Limestonemines are distributed almost all over India.
• Production of limestone in India was about 279 million tonnes during 2013-14.
• Majority of limestone is of 80%-85% purity which will produce gypsum for cementor fertiliser consumption. High quality limestone mostly available in Rajasthan.
• The present mining capacity of limestone in the country and transportationcapacity to plants shall be able to meet this additional requirement .... May bewith little augmentation.
MECON LIMITEDA House of Engineering Excellence
COST DATA
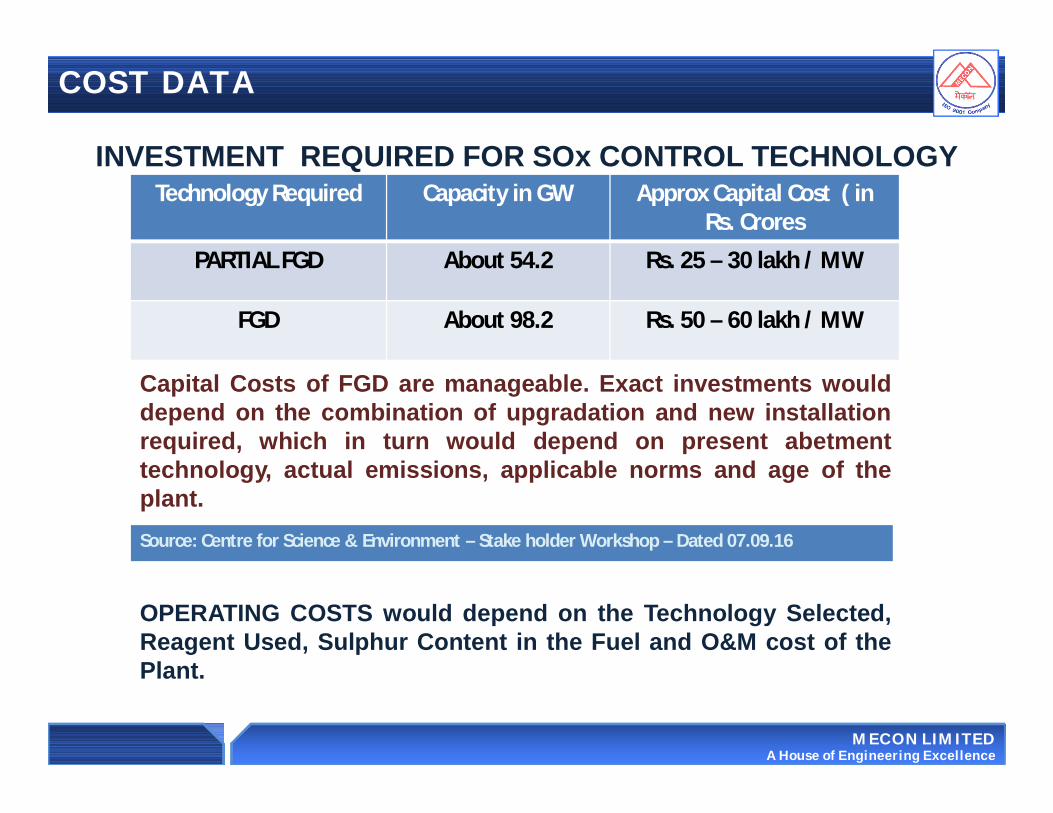
INVESTMENT REQUIRED FOR SOx CONTROL TECHNOLOGYTechnology Required Capacity in GW Approx Capital Cost ( in
Rs. Crores
PARTIAL FGD About 54.2 Rs. 25 – 30 lakh / MW
FGD About 98.2 Rs. 50 – 60 lakh / MW
Source: Centre for Science & Environment – Stake holder Workshop – Dated 07.09.16
Capital Costs of FGD are manageable. Exact investments woulddepend on the combination of upgradation and new installationrequired, which in turn would depend on present abetmenttechnology, actual emissions, applicable norms and age of theplant.
OPERATING COSTS would depend on the Technology Selected,Reagent Used, Sulphur Content in the Fuel and O&M cost of thePlant.
MECON LIMITEDA House of Engineering Excellence
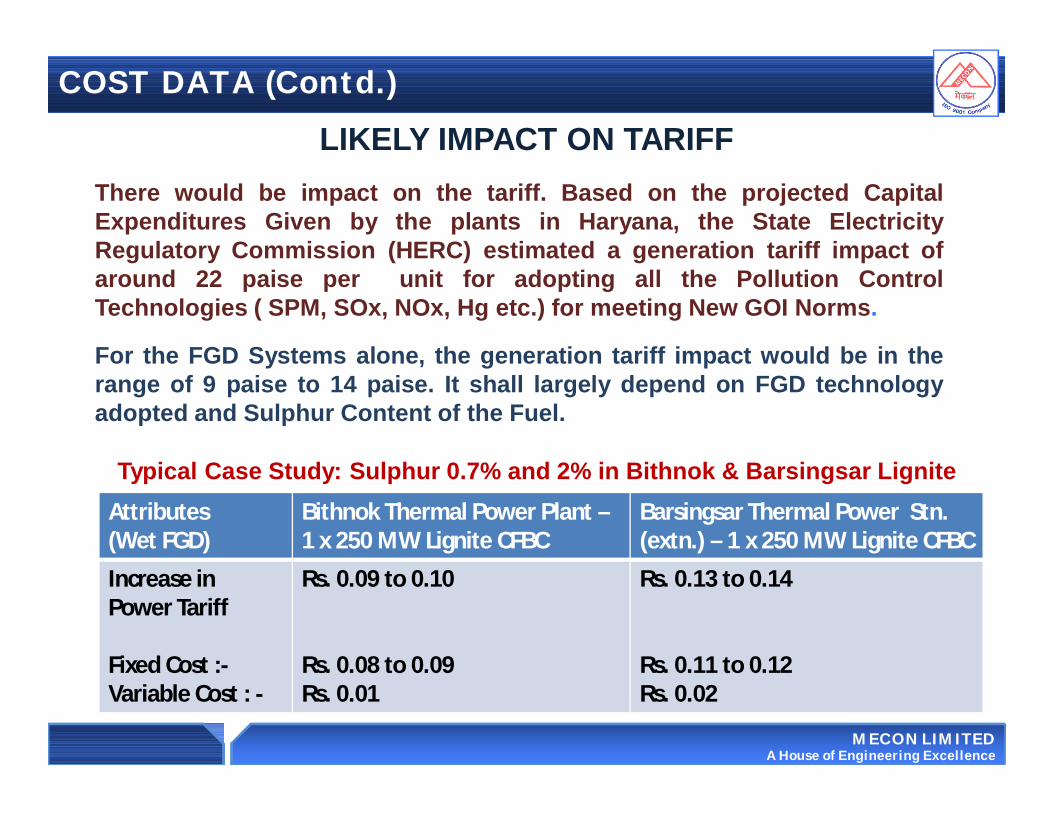
COST DATA (Contd.) LIKELY IMPACT ON TARIFF
Attributes(Wet FGD)
Bithnok Thermal Power Plant –1 x 250 MW Lignite CFBC
Barsingsar Thermal Power Stn. (extn.) – 1 x 250 MW Lignite CFBC
Increase in Power Tariff
Fixed Cost :-Variable Cost : -
Rs. 0.09 to 0.10
Rs. 0.08 to 0.09Rs. 0.01
Rs. 0.13 to 0.14
Rs. 0.11 to 0.12Rs. 0.02
There would be impact on the tariff. Based on the projected CapitalExpenditures Given by the plants in Haryana, the State ElectricityRegulatory Commission (HERC) estimated a generation tariff impact ofaround 22 paise per unit for adopting all the Pollution ControlTechnologies ( SPM, SOx, NOx, Hg etc.) for meeting New GOI Norms.
For the FGD Systems alone, the generation tariff impact would be in therange of 9 paise to 14 paise. It shall largely depend on FGD technologyadopted and Sulphur Content of the Fuel.
Typical Case Study: Sulphur 0.7% and 2% in Bithnok & Barsingsar Lignite

MECON LIMITEDA House of Engineering Excellence
TIME LINE
Estimated FGD PLANT Construction Time and Down Time of the Power Plant Technology Construction Time Down time
FGD ~18 – 24 Months 30 – 90 days
Source: Centre for Science & Environment – Stake holder Workshop – Dated 07.09.16
Flue Gas Desulphurisation installation may take around 2 to 3 years andinvolve plant shutdown of 1 - 3 months. Dismantling / Relocation of existingplant facilities may be required in certain cases, affecting plant operation.
Pre Execution Activities ( Technology Finalisation, cost estimate, financialtie ups / approvals etc.) could take up to 9 months and design, procurementand installation can take another two years.
Indigenous supplier capacity to execute this scale of projects is limited andcosts may rise due to supply shortage. However, global supply likely to risequickly to meet demand and it will have soothing effect on the prices also.

MECON LIMITEDA House of Engineering Excellence
ISSUES & CHALLENGES • Technology suppliers are mostly situated abroad• Indigenous manufacturing capacity to be developed / ramped up fast.• Large consumptive water requirement (about 0.25 m3/hr/MW of Water) for Wet
FGD . Polluted blow down requiring Zero Liquid Discharge (ZLD) system• FGD retrofit …. Difficult in many of the older stations due to space constraint.• The impact on power supply position due to closure of most of coal based
capacity due to non-fulfilment of environmental norms.• Time Limit Constraint:
- Limited time period specified for implementation of FGD for new & oldplants. Little progress made in last one year .
- Two years not likely to be sufficient for implementation in view of timerequired for D & E ,approvals, arrangement of funds, tendering, E&C etc.
- Installation @ 20,000 MW / annum in about 2,56,000 MW capacity(1,75,200 existing + 80,800 MW under construction) would takemore than 10 years
- Newer plants will get delayed due to the new norms.- Expected capacity may not come to the grid, as modifications / retrofits
would require large shut downs affecting power supply.• Disposal of Gypsum in environmentally friendly manner.

MECON LIMITEDA House of Engineering Excellence
ISSUES & CHALLENGES (Contd.) • Approx. 80000 MW of total installed capacity of less than 500 MW units will be
affected due to no availability of space for the retrofit.
• Holding back commissioning of the power plant units on account of non –compliance of environmental standards may not be advisable as it could lead tocontractual issues with equipment supplier of the power plants, establishment ofguarantees of the power plant, etc.
• Increased Aux. Power Consumption with FGD operation (by 1.0 - 1.5%).• Lime stone supply and gypsum off take chain needs to be augmented.
• Financing & Regulatory Problems:- Financing for investment required , impact of investment on cost of
generation and Tariff approval remains one of the main concerns.- Weak financial health of discoms has already adversely affected
power generators.- No regulatory guidance on technology options, cost benchmarks and
approvals. While Capex is project specific, broad guidelines to be in place.- Process and documentation requirements for approval of Capex and
Tariff is cumbersome
MECON LIMITEDA House of Engineering Excellence
CONCLUSION & WAY FORWARD Promulgation of new environment norms by MoEF is a good move and these
norms are comparable with the best in the world.
Availability of FGD technology and its suitability for Indian Coals should not bea problem / impediment.
However, in order to make implementation of the norms more practicable andbetter feasible, it is suggested that:• Older units which have already lived half their life or more may be
exempted from retrofits due to various technical constraints. Plants withfirm retirement or replacement plans may be allowed to operate in interim
• Procurement & Installation of FGD could take up to 24 months. MoEF maytherefore be requested to revisit implementation schedule and revise it. Amore pragmatic time limit could be decided. Extension to be given oncase to case basis based on firm commitments from the operators.
Units of size less than 500 MW installed between 1990 and 2016 ( 54.2 GW) needto meet SOx norm of 600 mg/Nm3. These units may choose economical optionssuch as partial FGD or sorbent injection.
MECON LIMITEDA House of Engineering Excellence
CONCLUSION & WAY FORWARD Units of size 500 MW and more, installed between 1990 and 2016 (98.3 GW) have
to install WET / DRY FGD depending on S - content in fuel, Reagent and wateravailability.
CEA may prepare guideline / document detailing technological options, coalscenario, life cycle cost, O&M cost etc. including capital cost benchmarking.
Electricity Regulators may devise simple documentation and approvalprocedure for CAPEX & Tariff. CAPEX and OPEX would have to be allowed bythe regulators in tariff.
Pollution Control Boards should develop monitoring mechanism for trackingthe progress made by individual plants.
Plant operators in consultation with CEA need to prepare a scheduled shutdown plan so as to avoid / minimise supply disruptions.
For financing of FGD Plants, Government should come up with support in theform of subsidized loans, credit enhancement, etc.
Government should work on and formulate incentive plan for replacing oldunits with Supercritical Units. Incentives should also be considered by theGovernment for the plants that meet norms by the deadline.

MECON LIMITEDA House of Engineering Excellence