control of industrial air pollution through sustainable development
TRANSCRIPT

REVIEW
Control of industrial air pollution through sustainabledevelopment
Arunangshu Mukhopadhyay • Vipul Pandit
Received: 17 January 2013 / Accepted: 10 June 2013� Springer Science+Business Media Dordrecht 2013
Abstract The environmental issue has become a major subject in the last few decades
affecting science and technology throughout the world due to the serious environmental
impacts caused by industrial air pollution. Consequently, pulse jet filtration has become the
preferred choice all around the world. Researchers are continuously striving for new
concepts of more energy-efficient and compact particulate collector which can meet future
emission limits and operating requirements. The system can also satisfy stringent emission
norms and if required, it can be embedded with new technique for simultaneous control of
particulate and gaseous pollutants. In the recent past, stress is also being given to having
control over the source to reduce or eliminate waste, and finally, on waste management.
Prevention is frequently more cost-effective than control. The paper discusses all these
methodology toward sustainability in the perspective of effective control of industrial air
pollution.
Keywords Industrial air pollution � Pulse jet filtration � Pollutants � Control �Sustainability
1 Introduction
Gas cleaning is of prime importance in many process industries all around the world for
reducing particulate emissions. The emissions of particulate matter are variable with
particle concentration range from\1 g/m3 to more than 250 g/m3 and size of particles are
predominantly very fine (0.1–25 lm). Mechanical types of filter in general are effective for
A. Mukhopadhyay (&) � V. PanditDepartment of Textile Technology, National Institute of Technology,NH1, A-8, NIT Campus, Jalandhar 144011, Punjab, Indiae-mail: [email protected]; [email protected]
V. Pandite-mail: [email protected]
123
Environ Dev SustainDOI 10.1007/s10668-013-9473-x
the removal of coarser particulate matter; they can be used to reduce burden of the final
filter unit. In general, for collecting small particulate matter, electrostatic precipitator
(ESP), wet scrubber, and fabric filters (usually needle felt) are the only options (Ray
2004a). For more among all the filters, the most efficient and versatile is the fabric col-
lector, especially when processing very fine particles, which are slow to settle and by virtue
of their greater light scatter, more visible to the naked eye.
In generalities through sustainable development, the degree of particulate control nor-
mally found in fabric filter is unheard of in any other type of filter of similar duty. In one of
the structural embodiment, fabric filtration technique is embedded with pulse jet cleaning
system. In past decade, use of industrial bag filters operated in the principle of pulse jet
filtration has got rapid surge as it prove to be most efficient and versatile. Pulse jet fabric
filters are widely used in many industries like solid fuel–fired power generation, bulk solid
processing, plasma-aided manufacturing etc. Pulse jet filtration process (Ray 2004b;
Mukhopadhyay 2009) can be considered as one of the most sustainable technology
worldwide.
Efforts are also required to reshape the technological approach to pollution prevention.
In many cases, a control system alone is not able to cope with the situation; prevention has
also become a major aspect of research. Pollution prevention includes equipment or
technology modifications, process or procedure modifications, reformulation or redesign of
products, substitution of raw materials etc. It reduces the use of hazardous and nonhaz-
ardous materials, energy, water, and other resources, in addition to practices that protect
natural resources through conservation or use that is more efficient. Such changes also
offer savings in raw materials, apart from reducing risks to environmental pollution. Where
pollution cannot be prevented through source reduction methods, the wastes contributing to
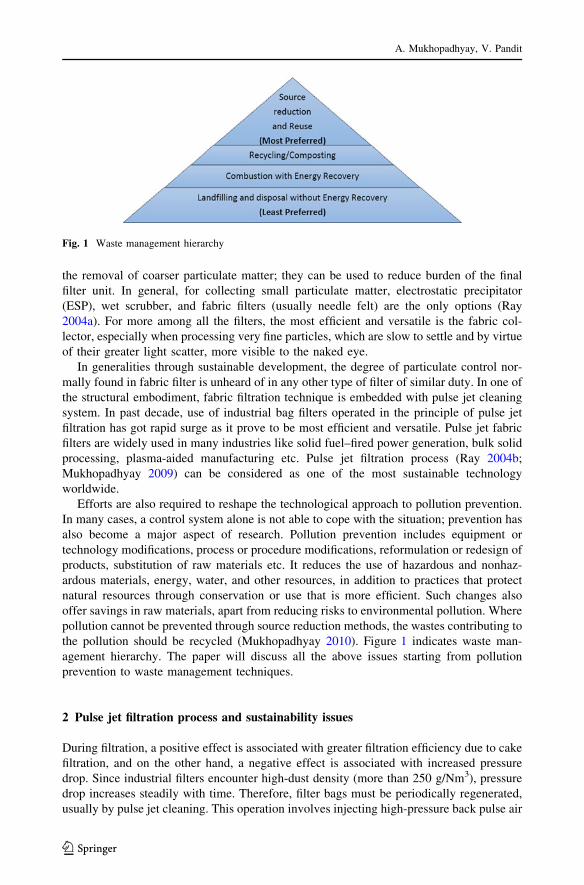
the pollution should be recycled (Mukhopadhyay 2010). Figure 1 indicates waste man-
agement hierarchy. The paper will discuss all the above issues starting from pollution
prevention to waste management techniques.
2 Pulse jet filtration process and sustainability issues
During filtration, a positive effect is associated with greater filtration efficiency due to cake
filtration, and on the other hand, a negative effect is associated with increased pressure
drop. Since industrial filters encounter high-dust density (more than 250 g/Nm3), pressure
drop increases steadily with time. Therefore, filter bags must be periodically regenerated,
usually by pulse jet cleaning. This operation involves injecting high-pressure back pulse air
Fig. 1 Waste management hierarchy
A. Mukhopadhyay, V. Pandit
123

(3–7 bars) into the filter bags for a very short time (50–150 ms). Back pulse dislodges dust
cake from filter surface, and then filtration process continued regularly so called on-line
cleaning. A typical setup for pulse jet filtration system is shown in the Fig. 2.
It may be added that there are many variants of filter media design apart from more
commonly used bag filter, such as cartridge filter, envelope filter, and ceramic filter.
Further basic unit design can also be different for different industry; however, basic
mechanism remains the same. Pulse jet filtration process can be conceived as most sus-
tainable technology because of the many reasons such as satisfying stringent emission
norms, flexibility of operations under different industrial situations, control of particulate
and gases simultaneously, energy-efficient strategies, and simple operation (Fig. 3).
2.1 Satisfying stringent emission norms
Pulse jet filtration can meet the stringent particulate emission limits regardless of variation
in the operating conditions. In case of ESP, very low emission is difficult to achieve within
a viable size; whereas a very high energy is required in case of wet scrubber for main-
taining low emission. Pulse jet filter possess extremely high collection efficiency on both
coarse and fine particulates. Fabric filters can be designed to collect particles in the sub-
micrometer range with 99.9 % control efficiency. Removal of very small particle (PM2.5)
at a very high level of efficiency is becoming increasingly important as more stringent
emission controls are required. The fabric filter is quite versatile as it can handle large
varieties of dust differing in physical and chemical properties. It can capture all particles,
not only those that can be charged electrically (as in ESPs). Performance of fabric filters is
effective compared to electrostatic precipitators when the electrical resistivity of dust
particles is very high. When burning the low-sulfur coal, the capital and annual costs of
fabric filters are frequently lower than that of electrostatic precipitators. ESP is sensitive to
change in operating parameters such as temperature, and volume of gas has an adverse
Fig. 2 A typical setup of pulse jet fabric filtration system
Control of industrial air pollution
123

effect on the performance of ESP. Fabric filtration is successful even under very high
temperature and under different chemical conditions. In case of treating kiln gases, fire and
heat-resistant filter fabrics can be used. In case of high-temperature filtration, outlet air can
be recirculated within the plant for energy conservation. An increase in gas volume has an
adverse effect in ESP performance. An increase of 15 % gas volume will result in decrease
in efficiency and calls for 15 % increase in collecting electrode area to maintain the same
efficiency. In contrast, a fabric filter performance is not adversely affected by change of
inlet parameter, and this is the reason that a fabric filter is termed as constant emission
machine. For satisfying stringent emission norms, in many cases, industry is therefore
opting for even retrofitting of the existing ESP casing with pulse jet fabric filters.
A fabric filter system with additional dry sorbents and air toxics such as mercury can be
collected with substantially reduced injection rates of sorbents over ESP’s. Additionally,
when following Dry FGD systems, additional SO2 capture takes place across the filter cake
of the fabric which enhances the total reduction both across the system and at lower
consumption rates over a DFGD and ESP system. The plants with Electrostatic Precipitator
(ESP) system emitted more Hg0 than Hg2?, while the plants with the fabric filter emitted
less Hg0 than Hg2? (Zhang et al. 2008). However, ESP and wet scrubber can also be the
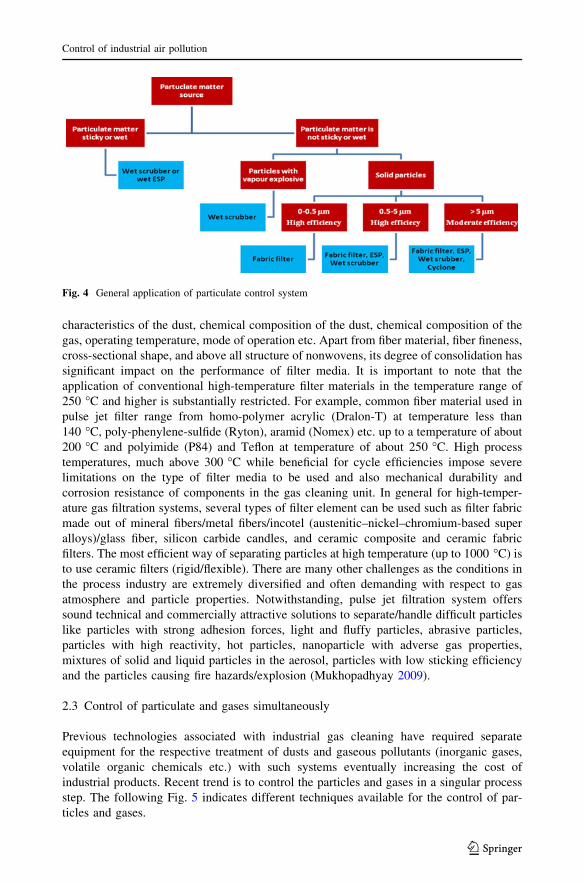
preferred choice in some specific applications (Ray 2004a, b; Wark and Warner 1981)
(Fig. 4).
2.2 Flexibility of operations under different industrial situations
Fabric filtration system is quite versatile as it can handle large varieties of dust differing in
physical and chemical properties. Further, filtration at high temperature is also possible
with appropriate textile material. However, there is need of proper selection of fiber
material from the pool of fibers depending on filtration requirement, physical
Fig. 3 Sustainability issues of pulse jet filtration process
A. Mukhopadhyay, V. Pandit
123
characteristics of the dust, chemical composition of the dust, chemical composition of the
gas, operating temperature, mode of operation etc. Apart from fiber material, fiber fineness,
cross-sectional shape, and above all structure of nonwovens, its degree of consolidation has
significant impact on the performance of filter media. It is important to note that the
application of conventional high-temperature filter materials in the temperature range of
250 �C and higher is substantially restricted. For example, common fiber material used in
pulse jet filter range from homo-polymer acrylic (Dralon-T) at temperature less than
140 �C, poly-phenylene-sulfide (Ryton), aramid (Nomex) etc. up to a temperature of about
200 �C and polyimide (P84) and Teflon at temperature of about 250 �C. High process
temperatures, much above 300 �C while beneficial for cycle efficiencies impose severe
limitations on the type of filter media to be used and also mechanical durability and
corrosion resistance of components in the gas cleaning unit. In general for high-temper-
ature gas filtration systems, several types of filter element can be used such as filter fabric
made out of mineral fibers/metal fibers/incotel (austenitic–nickel–chromium-based super
alloys)/glass fiber, silicon carbide candles, and ceramic composite and ceramic fabric
filters. The most efficient way of separating particles at high temperature (up to 1000 �C) is
to use ceramic filters (rigid/flexible). There are many other challenges as the conditions in
the process industry are extremely diversified and often demanding with respect to gas
atmosphere and particle properties. Notwithstanding, pulse jet filtration system offers
sound technical and commercially attractive solutions to separate/handle difficult particles
like particles with strong adhesion forces, light and fluffy particles, abrasive particles,
particles with high reactivity, hot particles, nanoparticle with adverse gas properties,
mixtures of solid and liquid particles in the aerosol, particles with low sticking efficiency
and the particles causing fire hazards/explosion (Mukhopadhyay 2009).
2.3 Control of particulate and gases simultaneously
Previous technologies associated with industrial gas cleaning have required separate
equipment for the respective treatment of dusts and gaseous pollutants (inorganic gases,
volatile organic chemicals etc.) with such systems eventually increasing the cost of
industrial products. Recent trend is to control the particles and gases in a singular process
step. The following Fig. 5 indicates different techniques available for the control of par-
ticles and gases.
Fig. 4 General application of particulate control system
Control of industrial air pollution
123

The combined use of fabric filters with sorbent injection systems has been utilized for
many years in the municipal incinerator, as well as other industries as a way to enhance the
removal of mercury and other pollutants such as dioxins, furans, and a wide range of heavy
metals. In the process of dry flue gas cleaning, a solid sorbent mostly Ca(OH)2 is injected
into the flue gas in a duct or fluidized bed, and the solid is removed downstream by a jet-
pulsed filter. A major part of the overall SO2 and HCL removal of the flue gas takes place
in the fixed bed of the filter cake. In one of the preferred configuration, the use of dry
additives such as powdered activated carbon (PAC) in combination with COHPAC, also
known as TOXECON, has been demonstrated to achieve high mercury reduction levels on
both coal-fired and waste-to-energy combustors (Mukhopadhyay 2009, 2010).
In the case of catalytic filter, the catalyst is applied in the form of a thin layer directly onto
the constituting material of the filter which can be either rigid (filter tubes made of sintered
granules) or flexible (ceramic or metallic fiber tissues). Through combining the principle of
surface filtration and catalysis, the new methodology both destroys gaseous dioxins and
captures solid phase emissions in applications like incinerators, and pyrometallurgical and
cement kilns. All of these benefits translate into operational cost savings.1
Technology based on non-thermal plasma (NTP) is expected as a new energy source to
activate chemical reaction in gas phase, especially in gaseous pollutant treatment reaction.
Non-thermal plasma is characterized by the fact that the electron temperature is very high,
while the ion and neutral molecular, i.e., the gas temperature is low. In the case of a gas flow
containing N2, O2, and H2O, most of the primary radicals generated in an NTP are O and OH.
These radicals rapidly oxidize NO and SO2 to form NO2 and SO3 which become nitric and
sulfuric acids through reaction with H2O. These gaseous acids can be transformed into salt
with gaseous ammonia. Subsequently the salts are removed as solids. Further joint gas phase
reaction of radicals and ammonia with gaseous mercury can effectively transform 80–90 % of
mercury into fine particles that can be collected by precipitator or fabric filter (Krigmont and
Akishev; Harada et al. 2007a, b). It may be added that use of non-thermal plasma is yet at
laboratory scale, might show its potential in near future (Mukhopadhyay 2009, 2010).
2.4 Energy-efficient strategies
Electrostatic precipitator is believed to give less running cost in terms of power con-
sumption than a fabric filter, but a closer look may give a different perception. On the other
hand, scrubber, while controlling air pollution, creates water pollution. For sustainability of
development, one of the main issues is energy-efficient system. The following Fig. 6
indicates different strategies to make the system energy efficient. Apart from optimizing
Fig. 5 Simultaneous controls of particles and gases
1 http://environment.power.alstom.com.
A. Mukhopadhyay, V. Pandit
123
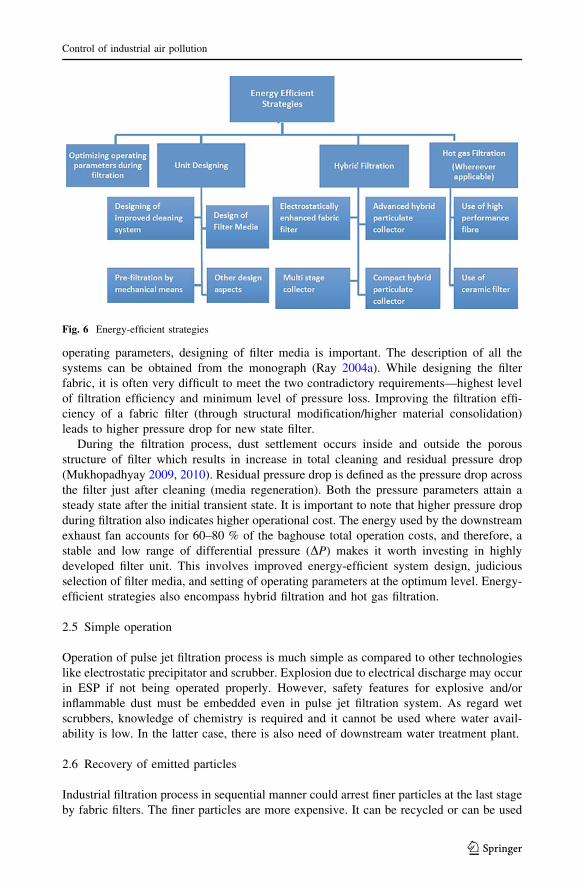
operating parameters, designing of filter media is important. The description of all the
systems can be obtained from the monograph (Ray 2004a). While designing the filter
fabric, it is often very difficult to meet the two contradictory requirements—highest level
of filtration efficiency and minimum level of pressure loss. Improving the filtration effi-
ciency of a fabric filter (through structural modification/higher material consolidation)
leads to higher pressure drop for new state filter.
During the filtration process, dust settlement occurs inside and outside the porous
structure of filter which results in increase in total cleaning and residual pressure drop
(Mukhopadhyay 2009, 2010). Residual pressure drop is defined as the pressure drop across
the filter just after cleaning (media regeneration). Both the pressure parameters attain a
steady state after the initial transient state. It is important to note that higher pressure drop
during filtration also indicates higher operational cost. The energy used by the downstream
exhaust fan accounts for 60–80 % of the baghouse total operation costs, and therefore, a
stable and low range of differential pressure (DP) makes it worth investing in highly
developed filter unit. This involves improved energy-efficient system design, judicious
selection of filter media, and setting of operating parameters at the optimum level. Energy-
efficient strategies also encompass hybrid filtration and hot gas filtration.
2.5 Simple operation
Operation of pulse jet filtration process is much simple as compared to other technologies
like electrostatic precipitator and scrubber. Explosion due to electrical discharge may occur
in ESP if not being operated properly. However, safety features for explosive and/or
inflammable dust must be embedded even in pulse jet filtration system. As regard wet
scrubbers, knowledge of chemistry is required and it cannot be used where water avail-
ability is low. In the latter case, there is also need of downstream water treatment plant.
2.6 Recovery of emitted particles
Industrial filtration process in sequential manner could arrest finer particles at the last stage
by fabric filters. The finer particles are more expensive. It can be recycled or can be used
Fig. 6 Energy-efficient strategies
Control of industrial air pollution
123

effectively in some other manufactured product as highlighted below. However, dry col-
lection of material is not possible in wet scrubber. In some cases, the property of the
material will be changed in wet state which will affect reuse of product, e.g., cement dust.
Bag filters have advantage of the dry disposal of material. Industrial waste can be used for
the value addition in a new product which can be effective in controlling the industrial
pollution. Some of the examples are as following (Table 1):
3 Pollution Prevention
The positive impact on the environment is impossible without a dramatic reduction in three
things: pollution, materials consumption, and energy consumption. Pollution Prevention
involves the practices that reduces, avoids, or eliminates the use of toxic materials and/or
the generation of pollutants and wastes so as to reduce risks to human health and the
environment and to preserve natural resources through greater efficiency and conservation.
Pollution prevention is primarily done by means of change in process and with the use of
alternative raw materials and fuels.
3.1 Change in process
In controlling the industrial air pollution by process changes, the method to be employed is
completely dependent upon the particular process involved; hence, no fixed set of rules can
be universally applied. Selection of control method must be based on (a) determination of
the type of contaminant creating an air pollution problem; (b) complete evaluation of the
plant processes to ascertain the units or operational areas discharging the offending con-
taminants; and (c) determination of specific adequate control techniques for these con-
taminants. Process changes may not necessarily be extensive or costly to implement.
Specific to the coal burning process, pollution prevention through change in process
(Mukhopadhyay 2009) can be distinguished. It may be added that coal-fired power plants
are the single largest stationary source of pollution in most of the countries. These plants
are responsible for release over 85 % of total global carbon dioxide emissions, a prime
contributor to global warming.2 Cleaning up these plants and finding cleaner, alternative
energy sources is the overall objective to achieving clean, healthy air. Prevention through
change in process can involve the following strategies;
Table 1 Recoverable waste materials and its efficient end use
Wastematerials
Industrial sources End use
Fine cementdust
Cement plant Paint production in paint industry, composite inpolymer industry
Silica dust Smelter for the production of ceramicand silicon metal
Composite in plastic industry
Ferrosilicondust
Smelter for the production of ferrosiliconalloy
Expensive abrasion powder
2 http://saferenvironment.wordpress.com/2008/09/05/.
A. Mukhopadhyay, V. Pandit
123
a. Change in process philosophy [advent of fluidized bed combustion results in less SO2
and NOX emission (by lowering incomplete combustion by 10 %) than pulverized
coal-fired boiler].
b. Change in plant operation (coal washing and injection of ammonia vapor)
Advanced combustion technologies offer an alternative approach to the conventional
emission abatement measures. Circulating fluidized-bed (CFB) technology is used to burn
coal and other fuels to produce energy in a clean, environmentally responsible way. CFB is
a clean coal combustion platform with a unique low-temperature combustion process that
can burn both traditional fuels and carbon–neutral fuels, including biomass, waste coals,
tires, and processed waste materials. Around 90 % of the sulfur can be removed as a solid
compound with the ash. Yet, in another system, integrated gasification combined cycle
(IGCC) systems are among the cleanest and most efficient of the emerging clean coal
technologies (Philibert and Podkanski 2005; Topper et al. 1994).
Coal when burned is the dirtiest of all fossil fuels. As coal is formed, it incorporates
substances from the surrounding soils and sediment, including sulfur and heavy metals.
Some of these impurities consist of hazardous materials such as mercury, nickel, arsenic,
and lead (Cheremisinoff 1993). Coal washing reduces the amount of ash in raw coal to
facilitate combustion and increase the energy content per ton. ‘Clean coal technology’
describes a new generation of energy processes, some currently available and others being
developed, which have the ability to sharply reduce air emissions and other pollutants.
Flue gas desulphurization (FGD) or SO2 scrubbing process typically uses sodium- or
calcium-based alkaline reagent. The reagent is injected into the flue gas in a spray tower or
directly into the duct. The SO2 is absorbed neutralized and/or oxidized by the alkaline
reagent into a solid compound, either calcium or sodium sulfate. The solid is removed from
the waste gas stream using downstream equipment.
Underground coal gasification (UCG) is another process where water/steam and air or
oxygen is injected into a coal seam. The injected gases react with coal to form a com-
bustible gas which is brought to the surface and cleaned prior to utilization. This relatively
new technology is being used to exploit coal seams that are otherwise impossible to mine
(Philibert and Podkanski 2005; Topper et al. 1994).
Vapor phase ammonia injection process is developed for effective particle and SO2
removal. Ammonia injection followed by gas cooling is demonstrated as an effective
means for removing SO2 from the gas phase in combustion gas mixtures. Products of sulfur
bearing salts, which are entrained in the gas, can be removed in a single-stage water
scrubber, and ammonia is effectively regenerated from the scrubber liquid through reaction
with sodium hydroxide solution.3 Further, vapor phase ammonia injection can make par-
ticles larger in size which are easy to capture.
Spray dryer absorption (SDA) has been widely applied for municipal waste incinerator
emissions control and has demonstrated high collection efficiencies for most heavy toxic
metals present in the flue gas. SDA has been specified as best available control technology
(BACT) in a number of municipal waste incinerator air permits (Brna and Kilgroe 1990).
Wet dust suppression techniques use water sprays to wet the material so that it generates
less dust. There are two different types of wet dust suppressions: (1) wets the dust before it
is airborne (surface wetting) and (2) wets the dust after it becomes airborne.
Dry FogTM systems utilize compressed air and plain water to produce a very dry fog
(1–10 micron droplet size). These ultrafine water droplets attach (agglomerate) to like-size
3 http://web.anl.gov/PCS/acsfuel.
Control of industrial air pollution
123
dust particles, particulate matter 10 microns or smaller. The slightly wetted dust particles
are then heavy enough to be removed from the air by their added weight and fall back into
the process. It is important to note that in this system, only dust is wetted not the material,
resulting in low water consumption and no significant wetting of the product (typically less
than 0.05 % by weight). This is the driest form of dust suppression available. Sophisticated
system like ‘Ultrasonic Dust Suppression’ systems uses water and compressed air to
produce micron sized droplets that are able to suppress respirable dust without adding any
detectable moisture to the process.4
3.2 Alternative raw materials and fuels
Alternative raw materials and fuels include the materials and fuels which can be used in a
process that result in pollutant source reduction by reducing or eliminating the hazardous
materials that enter the production process. For example, in the manufacture of magnesium
castings, bauxite flux may be substituted by fluorspar in open-hearth process which results
in decreased emission of air pollutants. Also, the use of low-volatile coals in place of high-
volatile coals has proved most effective in eliminating smoke and the substitution of low-
sulfur fuels for high-sulfur fuels has reduced the SO2 discharges quite appreciably.
Replacement of clinker with industrial wastes, such as fly ash and granulated blast furnace
slag, can reduce energy consumption and minimize CO2 emission (Kumar et al. 2006). The
alternative fuels which can be used instead of nonrenewable sources such as petroleum,
wood, natural gas etc. are animal meal, fat, rubber, tires, waste oil, impregnated saw dust,
solvents, sewage, industrial, and paper sludge.5 Alternative to coal burning, use of gaseous
fuel (LNG) which are low-ash fossil fuels contain less noncombustible, ash-forming
mineral matter and thus generate lower levels of particulate emissions. However, the
choice of fuel is usually influenced by economic as well as environmental considerations
(Mukhopadhyay 2009).
4 Waste utilization, segregation, and disposal
Large quantities of industrial waste cannot be eliminated. The environmental impact can be
reduced by making more sustainable use of this waste (Fig. 7).
Waste utilization, segregation, and disposal can be a simple and effective pollution-
prevention technique applicable to a wide variety of wastes generating from the industries.
Majority of the waste is landfilled, dumped, or burned illegally. This causes contamination
of air, soil, water resources, and the atmosphere. If the waste materials generating from the
industries can be utilized in efficient manner, it can lead to reduction in waste volume.6
Some of the industrial waste materials and their efficient end use are given as follows
(Table 2):
Recycle is a concept that can be widely used to protect the environment. Recycling is
processing of used materials (waste) into new products to prevent waste of potentially
useful materials. The waste is converted into raw materials for a new product. Recycling
helps reduce the consumption of fresh raw materials, energy usage, air pollution (from
incineration), and water pollution (from landfilling) by reducing the need for conventional
4 http://kaveri.in/pdfs/DFDSS.pdf.5 http://smartwaste.co.uk.6 http://eis.hu.edu.jo.
A. Mukhopadhyay, V. Pandit
123

waste disposal and lowering greenhouse gas emissions as compared to virgin production.
An example of recycling would be recycling of scrap aluminum. Aluminum recycling is
the process by which scrap aluminum can be reused in products after its initial production.
Recycling scrap aluminum requires only 5 % of the energy used to make new aluminum
which either must have to be mined from bauxite ore and then refined using the Bayer
process (Kumar et al. 2006). This practice not only recycles wastes, but also reduces the
amount of raw materials procured expensively. In Iron and steel industries, approximately
60 % of the baghouse dust is oxides of iron and zinc. It also contains other metals such as
aluminum magnesium, lead, and chromium. The baghouse dust can be recycled for zinc
recovery (Kumar et al. 2006). Industrial waste can be used for the value addition in a new
product which can be effective in controlling the industrial pollution.
Reuse is considered to have a massive impact on environment, as an item which would
have been thrown out, is being given a new purpose. It also eliminates the need to buy
another new product, contributing to reduce. Reuse of waste emanating from industry is an
effective way for waste management. For example, Coal combustion by-products includes
fly ash, bottom ash, boiler slag, flue gas desulfurization, and fluidized bed materials which
can be used in cement/concrete, blast grit, snow/ice control, and wall board. Coal fly ash
consists primarily of silica, alumina, and iron (in addition to multiple toxic elements like
mercury) which can be used as a partial replacement for energy-intensive Portland cement
used in concrete. Cement manufacturing uses by-products from many other industries
including fly ash, foundry sand, iron/steel blast furnace slag, aluminum etc. Cement kiln
dust can be used in road base and soil stabilizing agent. Some of the examples of the
industrial wastes which can be reused are fly ash resulting from the production of
Fig. 7 Waste utilization techniques
Table 2 Efficient end use of waste material
Waste materials Industrial sources End use
Foundry sand (Silicates SiO2) Foundries and soilremediation
Asphalt concrete, bricks and pavers,and concrete
Roasted pyrite (Iron oxide Fe2O3) Metal surface treatmentin metal industry
FDA-approved for use in cosmetics,used as a pigment
Gypsum from gas desulphurization,chemical gypsum (Sulfur)
Incineration processand Foundries
Used in civil construction, cementproduction
Fly ash and crushed sand(Si–Al–Ca–Fe)
Metal castings and Foundries Additive in cement for concreteproduction and cement clinkersproduction
Control of industrial air pollution
123

electricity, mill scale resulting from steel making, and foundry sand resulting from metal
castings.
Use as source of energy/raw material Coprocessing is the use of waste as raw material,
or as a source of energy, or both to replace natural mineral resources (material recycling)
and fossil. Coprocessing is a proven sustainable development concept that reduces
demands on natural resources, reduces pollution and landfill space, thus contributing to
reducing the environmental pollution. The substitution of raw materials or fuel has often
been used successfully as a method of atmospheric pollution control when the contaminant
being eliminated from the fuel or raw material is not essential to the process.7 The use of
alternative materials assists the manufacturer to achieve sustainability targets through the
reuse of valuable resources currently available and conservation of natural resources.
Combustion of waste has been used for many years as a way of reducing waste volume and
neutralizing many of the potentially harmful elements within it. Heat recovered from the
combustion process can then be used to either power turbines for electricity generation or
to provide direct space and water heating. For example, in cement industries, aluminum
hydroxide residues, catalysts, foundry sands etc. can be used as raw material. Also, sol-
vents, paint residues, hydrocarbon residues, wood, paper, sludge from industrial waste
water treatment, soils/plastics/textiles contaminated with hydrocarbons, pesticides, etc. can
be used as alternative energy sources.
Waste segregation and disposal Waste segregation and disposal can be a simple and
effective pollution-prevention technique applicable to a wide variety of waste streams and
industries. Waste segregation means dividing waste into dry and wet. Dry waste includes
wood and related products, metals, and glass. Wet waste, typically refers to organic waste
usually generated by eating establishments and are heavy in weight due to dampness.
Waste can also be segregated on basis of biodegradable or nonbiodegradable waste. Dis-
posal involves the transfer of a pollutant to the environment in air, solid waste, or water.
Any residues remaining from the treatment of waste should be disposed of safely to
minimize their potential for release into the environment. Other methods of disposal of
such wastes include open dumping, sanitary landfill, and composting, none of which, when
properly operated, creates any appreciable air pollution problem. However, the selection of
a particular method of waste disposal must be based on such factors as the combustible
content of the refuse, economic considerations relating to the various methods of disposal,
and upon the sanitary and aesthetic requirements of the area. Disposal of combustible
wastes by incineration has the distinct advantage over other methods in that it reduces the
volume of refuse by as much as 95 %, leaving a residue with little or no organic material.
Such residues, therefore, require a minimum land usage for disposal, and the disposal area
is not subject to excessive settling after compaction. Incineration is another method for
waste disposal. It is a combustion process employed for the disposal of combustible wastes
such as refuse, rubbish, garbage, animal remains; and solid, semi-solid, liquid, and gaseous
waste products. To be effective from the air pollution standpoint, incineration must achieve
(Rose et al.):
(a) Maximum combustion efficiency in order to reduce atmospheric discharge of smoke,
tars, malodorous compounds, and other products of incomplete combustion, and
(b) Maximum retention of the incombustible solids in order to minimize fly ash and other
solid discharges to the atmosphere.
7 http://alf-cemind.com/docs/workshop_13-12/CEMBUREAU.
A. Mukhopadhyay, V. Pandit
123

5 Conclusions
In order to achieve the objective of control of industrial air pollution through sustainable
development, a large number of different strategies and system changes would be needed
to be implemented today. These strategies and system changes include:
• Use of pulse jet filtration in industries as pulse jet filtration can meet the stringent
particulate emission limits regardless of variation in the operating conditions. Fabric
filters can be designed to collect particles in the sub-micrometer range with 99.9 %
control efficiency. For satisfying stringent emission norms, in many cases, industry is
opting for retrofitting of the existing ESP casing with pulse jet fabric filters.
• Proper selection of fiber material from the pool of fibers depending on filtration
requirement, physical characteristics of the dust, chemical composition of the dust,
chemical composition of the gas, operating temperature, mode of operation etc. Apart
from fiber material, fiber fineness, cross-sectional shape, and above all, structure of
nonwovens, its degree of consolidation have significant impact on the performance of
filter media.
• Control of particulate and gases simultaneously by new technologies, viz. combined
use of fabric filters with sorbent injection systems, use of catalytic filters, technology
based on non-thermal plasma (NTP).
• For sustainability of development, one of the main issues is energy-efficient system.
Apart from optimizing operating parameters, designing of filter media is important.
Energy-efficient strategies encompass hybrid filtration and hot gas filtration.
• Recovery of industrial waste is also an effective way of controlling industrial air
pollution since the industrial waste can be used for the value addition in a new product.
Industrial filtration process in sequential manner could arrest finer particles at the last
stage by fabric filters. The finer particles are more expensive. It can be recycled or can
be used effectively in some other manufactured product.
• The positive impact on the environment is impossible without a dramatic reduction in
three things: pollution, materials consumption, and energy consumption. Prevention is
frequently more cost-effective than control. Prevention through change in process can
involve the strategies such as change in process philosophy and change in plant
operations. These strategies include advanced combustion technologies such as
circulating fluidized-bed (CFB) technology, integrated gasification combined cycle
(IGCC), flue gas desulphurization (FGD), coal washing, ammonia injection, dust
suppression techniques etc.
• Alternative raw materials and fuels should be used to reduce pollutant source by
reducing or eliminating the hazardous materials that enter the production process.
• Waste utilization, segregation, and disposal can be a simple and effective pollution-
prevention technique applicable to a wide variety of wastes generating from the
industries. Recycling and reuse can lead to reduction in waste, landfill, or dumping and
associated site degradation, substitution for virgin resources and reduction in associated
environmental costs of natural resource exploitation.
• Coprocessing is a proven sustainable development concept that reduces demands on
natural resources, reduces pollution, and landfill space, thus contributing to reducing
the environmental pollution. The substitution of raw materials or fuel has often been
used successfully as a method of atmospheric pollution control when the contaminant
being eliminated from the fuel or raw material is not essential to the process.
Control of industrial air pollution
123
References
• of special interest; •• of outstanding interest
Batayneh, M. (2007). Use of selected waste materials in concrete mixes. Accessed August 25, 2012, fromhttp://eis.hu.edu.jo.
• Brna, T. G., & Kilgroe, J. D. (1990). The impact of particulate emissions control of the control of othersMWC air emissions. Journal of the Air and Waste Management Association, 40, 1324–1330.
Catalytic filter system. ALSOM Power. Accessed September 23, 2012, from http://environment.power.alstom.com.
Chandelle, J.-M. (2007). Waste co-processing in cement plants. Accessed August 18, 2012, from http://alf-cemind.com/docs/workshop_13-12/CEMBUREAU.
• Cheremisinoff, P. N. (1993). Air clean-up and water pollution. In P. N. Cheremisinoff (Ed.), Air pollutioncontrol and design for industry (pp. 493–505). New York: Marcel Dekker.
Coal fired power plants and pollution. Accessed September 27, 2012, from http://saferenvironment.wordpress.com/2008/09/05/.
Dry fog dust suppression system. Accessed September 15, 2012, from http://kaveri.in/pdfs/DFDSS.pdf.• Harada, N., Matsuyam, T., & Yamamoto, H. (2007a). Decomposition of volatile organic compounds by a
novel electrode system integrating ceramic filter and SPCP method. Journal of Electrostatics, 65,43–53.
• Harada, N., Moriya, T., Matsuyam, T., Yamamoto, H., & Hosokawa, S. (2007b). A novel design ofelectrodes system for gas treatment integrating ceramic filter and SPCP (surface corona dischargeinduced plasma chemical process) method. Journal of Electrostatics, 65, 37–42.
Krigmont, H. V., & Akishev, Y. (2008). Multi-stage collector for multi-pollutant control. US Patent Pub-lication No. US 2008/0092736 A (Publication date: April 2008).
• Kumar, S., Kumar, R., & Bandopadhyay, A. (2006). Innovative methodologies for the utilization of wastesfrom metallurgical and allied industries. Resources, Conservation and Recycling, 48, 301–314.
•• Mukhopadhyay. A. (2009). Pulse-jet filtration: An effective way to control industrial pollution; Part I:Theory, selection and design of pulse-jet filter, Textile Progress, 41.
•• Mukhopadhyay, A. (2010). Pulse-jet filtration: An effective way to control industrial pollution; Part II:Process characterization and evaluation of filter media, Textile Progress 42.
Philibert, C., & Podkanski, J. (2005). Clean coal technology, Organisation for Economic Co-operation andDevelopment, International Energy Agency.
•• Ray, T. K. (2004a). Air pollution control in industries—Volume I, theory, selection and design of airpollution control equipments. New Delhi: Tech Books International.
•• Ray, T. K. (2004b). Air pollution control in industries—Volume II, application of air pollution controlequipments. New Delhi: Tech Books International.
• Rose, A. H., Stephan, D. G., Stenburg, R. L. (1961). Prevention and control of air pollution by processchanges or equipment (pp. 307–342), Cincinnati, OH: Department of Health, Education, and Welfare,Public Health Service, Air Pollution Engineering Research.
Shale, C. C. Ammonia injection: A route to clean stacks. Accessed 29 August, 2012, from http://web.anl.gov/PCS/acsfuel.
• Topper, J. M., Cross, P. J. I., & Goldthorpe, S. H. (1994). Clean coal technology for power and cogen-eration. Fuel, 73(7), 1057–1062.
• Wark, K., & Warner, C. F. (1981). Air pollution: Its origin and control (2nd ed.). New York: Harper andRow.
Wilson, S. (2007). Residues from aluminum dross recycling in cement. Accessed September 13, 2012, fromhttp://smartwaste.co.uk.
Zhang, L., Zhuo, Y., Chen, L., Xu, X. & Chen, C. (2008). Transpacific transport of ozone pollution and theeffect of recent Asian emission increases on air quality in North America: an integrated analysis usingsatellite, aircraft, ozonesonde, and surface observations. Fuel Processing Technology, 89, 1033.
A. Mukhopadhyay, V. Pandit
123