control de calidad en la produccion de granito ornamental
TRANSCRIPT

UNIVERSIDAD DE ORIENTE
NÚCLEO BOLÍVAR
ESCUELA DE CIENCIAS DE LA TIERRA
DEPARTAMENTO DE MINAS
ASIGNATURA CONTROL DE CALIDAD
“CONTROL DE CALIDAD EN LA PRODUCCIÓN DE GRANITO ORNAMENTAL”
PROFESOR: ELABORADO POR:
ING. NELSON MEDORI. BR. ÁNGELO FRANCO.
CI. 19.605.356
CIUDAD BOLIVAR, JULIO DE 2012.

INDICEINTRODUCCIÓN...............................................................................................................................................................3
OBJETIVO GENERAL......................................................................................................................................................4
OBJETIVOS ESPECIFICOS.............................................................................................................................................4
MARCO TEÓRICO............................................................................................................................................................ 5
1 Consideraciones generales sobre el granito ornamental...................................................................5
1.1 Generalidades................................................................................................................................................5
1.1.1 El Granito.......................................................................................................................................................5
1.1.2 Clasificación de los granitos..................................................................................................................6
2 Aplicaciones del granito.....................................................................................................................................7
2.1 Revestimientos.................................................................................................................................................... 7
2.1.2 Revestimientos Exteriores (aplacados de fachadas y cubiertas de granitos)................7
2.1.3 Revestimientos Interiores (chapados verticales y revestimiento de techos)................8
2.2 Pavimentos............................................................................................................................................................8
2.2.1 Pavimentos interiores: Baldosa y rodapié......................................................................................8
2.2.2 Pavimentos exteriores.............................................................................................................................8
2.2.3 Mampostería................................................................................................................................................ 9
3 Características generales de las explotaciones mineras de granito ornamental....................10
3.1 Factores que afectan la calidad del granito.........................................................................................10
3.1.1 Factores geológicos que afectan al granito (investigación y proceso Productivo).. . .10
Defectos composicionales....................................................................................................................................10
3.1.2 Factores litológicos que controlan la calidad..............................................................................10
3.1.3 Factores estructurales y físicos que controlan la calidad.....................................................11
3.1.4 Factores que controlan la explotación...........................................................................................12
3.2 Descripción de las etapas de minería del granito..............................................................................13
3.2.1 Sondeo..........................................................................................................................................................13
3.2.2 Extracción...................................................................................................................................................13
3.3 Métodos de extracción de granitos ornamentales...........................................................................14
4 Proceso de elaboración del granito ornamental........................................................................................19
4.1 Fases del proceso de elaboración......................................................................................................19
4.2 Esquema del Proceso..............................................................................................................................20
5 Normas involucradas en los procesos de tratamiento y calidad del proceso de producción de granitos ornamentales.........................................................................................................................................25
1

5.1 Normas UNE.......................................................................................................................................................25
5.2 características principales de los ensayos a realizar a una roca.................................................26
5.2.1 Descripción petrográfica (UNE-EN 12407:01)...........................................................................26
5.2.2 Peso específico aparente y coeficiente de absorción de agua (UNE-EN 1936:99).....26
5.2.3 Resistencia a la compresión (UNE-EN 1926:99)......................................................................27
5.2.4 Resistencia a la flexión (UNE-EN 12372:99)...............................................................................27
5.2.5 Resistencia al choque (UNE-EN 14158:04).................................................................................27
5.2.6 Resistencia a las heladas (UNE-EN 12371:02)...........................................................................28
5.2.7 Resistencia al desgaste (UNE-EN 14157:05)..............................................................................28
5.2.8 Resistencia a los cambios térmicos (UNE-EN 14066:03)......................................................28
5.2.9 Módulo de elasticidad (UNE 22177:85)........................................................................................28
5.2.10 Coeficiente de dilatación lineal (UNE-EN 14581:06)............................................................29
5.2.11 Resistencia al SO2 (UNE-EN 13919:02)......................................................................................29
5.2.12 Resistencia al anclaje (UNE-EN 13364:02)...............................................................................30
CONCLUSIONES.............................................................................................................................................................31
REFERENCIAS BIBLIOGRAFICAS..........................................................................................................................31
2

INTRODUCCIÓN
En el siglo pasado se incrementaron los usos del granito de modo que está presente en
nuestro entorno de una manera significativa, bien como material de construcción
genérico, en revestimientos, en obras de arte o como elemento decorativo. Podemos
decir que a partir de mediados de este siglo y de forma progresiva se ha producido lo
que se llamo "el descubrimiento" o incluso el "redescubrimiento" de la piedra natural,
motivado posiblemente por los importantes cambios sociales (explosión demográfica,
procesos de urbanización, aumento de nivel de vida, etc.), que fueron transformando
nuestras modelos de consumo.
Uno de estos cambios se concreta en una mayor demanda de edificaciones
institucionales y sobre todo de viviendas familiares, a lo que se une la rehabilitación
de edificios y su entorno en las zonas históricas de las ciudades y villas, situación que
favorece la utilización de materiales de calidad, funcionales y decorativos, como es el
caso de las piedras naturales y en particular el granito, cuyo mercado creció
considerablemente en los últimos 25 años a nivel mundial.
3

OBJETIVO GENERAL
Describir los aspectos relacionados con el control de calidad en la producción de
granito ornamental desde que se localiza el yacimiento, su procesamiento, el
transporte y la comercialización del producto final.
OBJETIVOS ESPECIFICOS
Conceptualizar las generalidades respecto a el granito ornamental
Describir la clasificación el granito de acuerdo a su valor comercial y a su textura.
Indicar las distintas aplicaciones del Granito Ornamental
Distinguir y describir las etapas de producción de los granitos ornamentales.
Describir técnicas utilizadas para llevar el control de calidad en las distintas etapas de
la producción de granitos ornamentales.
Señalar las normas UNE que rigen la producción de granito ornamental.
4

MARCO TEÓRICO
1 Consideraciones generales sobre el granito ornamental
1.1 Generalidades
1.1.1 El Granito.
Se compone de tres principales minerales: cuarzo (transparente, blanco, gris...) feldespato
(blanco, rosa, rojo, amarillo, marrón, verde y gris), mica y otros.
El cuarzo tiene una dureza 7 en la escala de Mohs, el feldespato 6, y la mica es siempre inferior
a 6 pero la dureza del granito varía según la cantera. Habitualmente está entre 5.5 y 7, aunque
existen granitos más duros y otros más blandos también.
Existen dos reglas sencillas para evaluar la calidad del granito:
- Tamaño del grano: En términos generales cuanto más grande sea el grano del
granito, menor será su dureza y mayor su facilidad para el desmenuzamiento. Este es
muy evidente en granitos antiguos como los de edificios romanos y renacentistas.
- Color: cuanto más oscuro sea el granito, es que tiene menos proporción de cuarzo, por
tanto, menos duro es. Al contrario, los granitos claros, al tener más proporción del
material más duro en su composición (dureza 7 en la escala de Mohs) serán más duros
también.
Técnicamente es una roca intrusiva o plutónica, De textura granular, compuesta por cuarzo,
feldespatos y mica, junto con otros minerales accesorios encontramos circón, magnetita,
apatito, biotita, horblenda, moscovita.
5

El Granito se forma en el interior de la corteza, cristalizando entre los 1500 y 500 grados. Se
presenta en plutones incrustados entre otras rocas.
El granito admite muy bien el pulido, proporcionando una superficie dura y cristalina que la
hace insuperable como tope de cocina, por ejemplo. Al contrario que los mármoles, los
granitos no son afectados por ácidos orgánicos: vinagre, limón, entre otros.
1.1.2 Clasificación de los granitos.
1.1.2.1 Granito Ornamental.
Las normas UNE definen: ¨Se entiende por granito ornamental el conjunto de rocas
ígneas, compuestas de diversos minerales, que se explotan en bloques de naturaleza
coherente y se utilizan en la construcción para decoración, es decir, se aprovechan sus
cualidades estéticas una vez elaborados con procedimientos tales como aserrado, pulido,
labrado, esculpido, etc. ¨Esta definición tiene muy en cuenta el uso a que se destina la
sustancia. La inmensa mayoría del granito en el mundo se destina a ser cortado en plaquetas y
solamente una parte muy pequeña se utiliza como piedra de cantería. Las principales
características del granito son: peso específico entre 2,50 a 2,90 g/cm3, absorción de agua de
0,1 a 0,95 %, la resistencia a compresión los valores más frecuentes entre mármoles
españoles está entre 800 y 1100 kg/cm2 y resistencia a flexión entre 100 y 200 kg/cm2.
En cuanto a la composición, podemos dividirlos en tres grupos con distinto valor comercial:
Granitos claros, de colores grises, blancos y azulados, correspondientes a
composiciones graníticas o granodioríticas.
Granitos negros, correspondientes a monzodioritas, cuarzodioritas, dioritas, gabros,
basaltos, algunas fonolitas, etc...
6

Granitos de color especial (rosa, rojo, crema, verde, azul) que corresponden por lo
general, bien a facies dentro de un granito claro, bien a litofacies o a tectofacies muy
concretas: pegmatitas, cataclastitas, sienitas, etc.
Aunque existen rocas que se explotan como granitos ornamentales que tienen texturas
especiales, según Lombardero y Quereda (1992) la gran mayoría se engloba dentro de
estos dos grandes grupos:
Textura de grano medio o grano grueso, homogénea, tendiendo a equigranular, con
distribución regular de los diferentes minerales, en la que están ausentes los
megacristales y las orientaciones preferente de los minerales.
Textura porfídica con abundantes mega cristales de tamaño centimétrico en una
matriz de grano medio o de grano fino. Los mega cristales son de feldespato casi
exclusivamente, pueden estar orientados preferentemente o no, y producen un
acusado contraste visual con la matriz, especialmente si están coloreados.
2 Aplicaciones del granito
2.1 Revestimientos
Son aplacados de granito, de dimensiones variables, que tienen por objeto recubrir un
paramento vertical. Mejora estética, aislamiento y protección. Alta durabilidad. Van unidos a
la superficie a recubrir mediante morteros (cemento, cal, yeso) o mediante anclajes.
2.1.2 Revestimientos Exteriores (aplacados de fachadas y cubiertas de granitos).
Cualidades: la estética, la protección de la construcción, el aislamiento tanto climático
como acústico.
7
Diferentes tamaños y grosores (ej.: placas de 1m2: mínimo 30mm en vertical y 40mm
en inclinado)
2.1.3 Revestimientos Interiores (chapados verticales y revestimiento de techos).
Cualidades: la estética, la protección de la construcción, el aislamiento tanto climático
como acústico.
Diferentes tamaños y grosores (ej.: placas de 1m2: mínimo 30mm en vertical y 40mm
en inclinado)
2.2 Pavimentos
2.2.1 Pavimentos interiores: Baldosa y rodapié.
Buena resistencia a situaciones de alto tránsito peatonal.
Indeformabilidad bajo cargas puntuales.
Baja absorción de agua.
Resistencia a aceites, grasas, ácidos y álcalis diluidos, sales y
disolventes
2.2.2 Pavimentos exteriores.
Extraordinaria resistencia al rozamiento y magnífica aptitud al pulido
Impermeable y no heladizo.
Resistente a los agentes atmosféricos.
Resistente al deslizamiento. Varía en función del acabado.
Resistente a cargas ligeras y medias. (Vehículos de hasta 2,5 toneladas por
ejemplo).
Resistencia al desgaste, gracias a su elevada dureza superficial.
Resistencia al fuego.
Resistencia a los aceites y grasas.
Resistencia a los ácidos orgánicos e inorgánicos diluidos.
Resistencia a los álcalis diluidos.
8

Resistencia a las sales y los disolventes
Las placas que se utilizan en los pavimentos reciben diferentes nombres, según establece la
normativa europea:
- Baldosa: cualquier elemento de piedra natural utilizado como material de
pavimento, en el que la anchura nominal es superior a 150mm, y generalmente, dos
veces superior al espesor. (UNE-EN 1341).
- Adoquín: pequeña unidad para pavimentación de piedra natural, con dimensiones
nominales comprendidas entre 50 y 300mm que, generalmente, no tiene ninguna
dimensión en planta que sobrepase el doble del espesor. El espesor nominal mínimo
es de50mm. (UNE-EN 1342).
- Adoquinado: se trata de piezas de granito gris, macizas, prismáticas, de grano no
grueso. Deben ser homogéneos, compactos, y no presentar nódulos.
- Embaldosado: realizado con piezas planas, de espesor variable. El acabado será
aserrado, apomazado, flameado, o abujardado, en orden creciente de deslizamiento
debido a la presencia de agua
- Bordillos (o encintados): elemento con una longitud > 300mm (UNE-EN 1343);
homogéneos, compactos y sin nódulos, de grano fino.
2.2.3 Mampostería.
constituyen un elemento estructural que tendrá que soportar las cargas de la
edificación.
pueden ir ligados por morteros, ripios o nada.
En función de la morfología de los bloques y de su tratamiento:
Mampostería ordinaria: las piezas son irregulares, sin ninguna labra, que no forman filas
regulares, y que admiten ripio entre las piezas.
Mampostería careada: tanto las juntas como la cara vista de las piezas han sido retocadas
para que encajen mejor, puede haber ripios en la cara posterior.
Mampostería concertada: mampuestos con caras y juntas trabadas.
9

Mampostería aparejada: los mampuestos han sido labrados en forma de sillares,
manteniendo la altura para formar filas de altura constante.
3 Características generales de las explotaciones mineras de granito ornamental.
3.1 Factores que afectan la calidad del granito
3.1.1 Factores geológicos que afectan al granito (investigación y proceso Productivo).
Defectos composicionales
Presencia de sulfuros de hierro : manchas de oxidación
Presencia de enclaves (gabarros)
Anisotropías texturales:
Bandeado composicional
Masas pegmatoides
Minerales orientados
Estructuras de deformación
Porosidad (episienitización)
Alteración superficial (arenización, lehm)
3.1.2 Factores litológicos que controlan la calidad.
Impresión visual
Impresión cromática
Porfidismo
Tamaño y forma de los granos y textura de la matriz
Color
Composición mineralógica
10

Color de los minerales, especialmente de los feldespatos
Transparencia del cuarzo
Iridiscencia de los feldespatos (labradorescencia)
Homogeneidad
Gabarros (clots) y cavidades miarolíticas
Schlieren y otras estructuras de flujo magmático
Estructuras de flujo-deformación: orientación de mega cristales
Migmatización
Alterabilidad
Sulfuros de hierro
Microfracturación y porosidad: episienitización
Composición química (Na, k, ca, mg)
Composición mineralógica y deterioro mineral
3.1.3 Factores estructurales y físicos que controlan la calidad.
Deformación interna
Estructuras s-c
Foliaciones y/o milonitizaciones (recristalizadas / no recristalizadas)
Microfracturación: ley o seda, levante, trinque, andar.
Características físico-mecánicas
Peso específico aparente
Absorción de agua
Resistencia a la compresión y a la flexión
Resistencia al desgaste por rozamiento
11

Resistencia al impacto
Dilatación lineal térmica
Velocidad sónica
Resistencia a la alteración física
3.1.4 Factores que controlan la explotación.
Discontinuidades y tamaño medio del bloque natural
Fracturas sistemáticas y no sistemáticas
Número de fracturas, orientación y espaciado de las sistemáticas
Levantes
Rellenos y alteraciones de fracturas
Diques
- Factores asociados a la roca
Mineralogía: porcentaje y tamaño de grano del cuarzo
Gabarros, schlieren, venas, orientación de los minerales
Microfracturación: ley o seda, levante, trinque, andar
- Factores mineros
Clima
Accesos, energía, agua, mano de obra
Maquinaria disponible e infraestructura industrial
Impacto ambiental y factores sociales
3.2 Descripción de las etapas de minería del granito.
3.2.1 Sondeo
12

Dado que en general las rocas se explotan sobre yacimientos que afloran en la superficie, la
extracción se hace, salvo alguna excepción, mediante minería a cielo abierto.
Antes de iniciar la explotación de una cantera es muy importante hacer las investigaciones
previas necesarias que permitan tener un control amplio del yacimiento en cuanto a conocer
las características del mismo (reservas, fracturaciones) y de la propia roca (defectos del
material que puedan condicionar su extracción, tratamiento o que inciden en su durabilidad o
estética).
Sin duda, los trabajos técnicos de prospección o investigaciones genéricas previas a la
apertura de canteras, que posibiliten seleccionar con suficiente precisión las zonas concretas
de explotación, la cantidad del material existente, las características de éste, son
fundamentales para conocer la rentabilidad futura de la cantera, el óptimo aprovechamiento
del material y su mejor utilización final. La ubicación, el espesor de estériles, la potencia de las
capas, la presencia de discontinuidades (fracturas), el color y textura, etc., son factores
principales en la determinación del rendimiento de las explotaciones.
3.2.2 Extracción
La extracción se inicia con los trabajos de desmonte, mediante los cuales se deja al
descubierto los frentes de explotación, que pueden situarse escalonadamente o en la misma
cota.
De los frentes se obtienen los bloques de granito mediante barrenos y explosivos, lanzas
térmicas, máquinas de hilo diamantado o equipos de corte de chorro de agua. Normalmente
en una cantera no se emplea un solo procedimiento de extracción, sino dos o más
combinados; es frecuente, por ejemplo, usar el hilo diamantado como técnica de corte y
posteriormente las perforadoras para separa el bloque del frente.
3.3 Métodos de extracción de granitos ornamentales
Técnicas Primitivas
13

No son verdaderos métodos de extracción desde el punto de vista del siglo XXI (sirven para
extraer lajas y bloques pequeños):
•Hogueras sobre el granito: aprovecha el gradiente térmico y se obtienen pequeñas lajas.
•Cuñas de madera: las introducen en las diaclasas o lajaciones, humedeciéndolas para que
hinchen. Requiere un espaciamiento pequeño de las discontinuidades (10-20 cm)
Técnicas Tradicionales.
- Método De Rozas Y Explosivos
Método prácticamente en extinción. Consiste en hacer barrenos de gran diámetro, secantes
con el anterior, en los cortes verticales. El corte horizontal se realiza con taladros separados
en los que se introduce un explosivo no rompedor (pólvora, p. ej.). Inconvenientes:
•Gran número de taladros: lento y de bajo rendimiento.
•Elevado nivel de ruido y polvo.
•Bloques con caras rugosas.
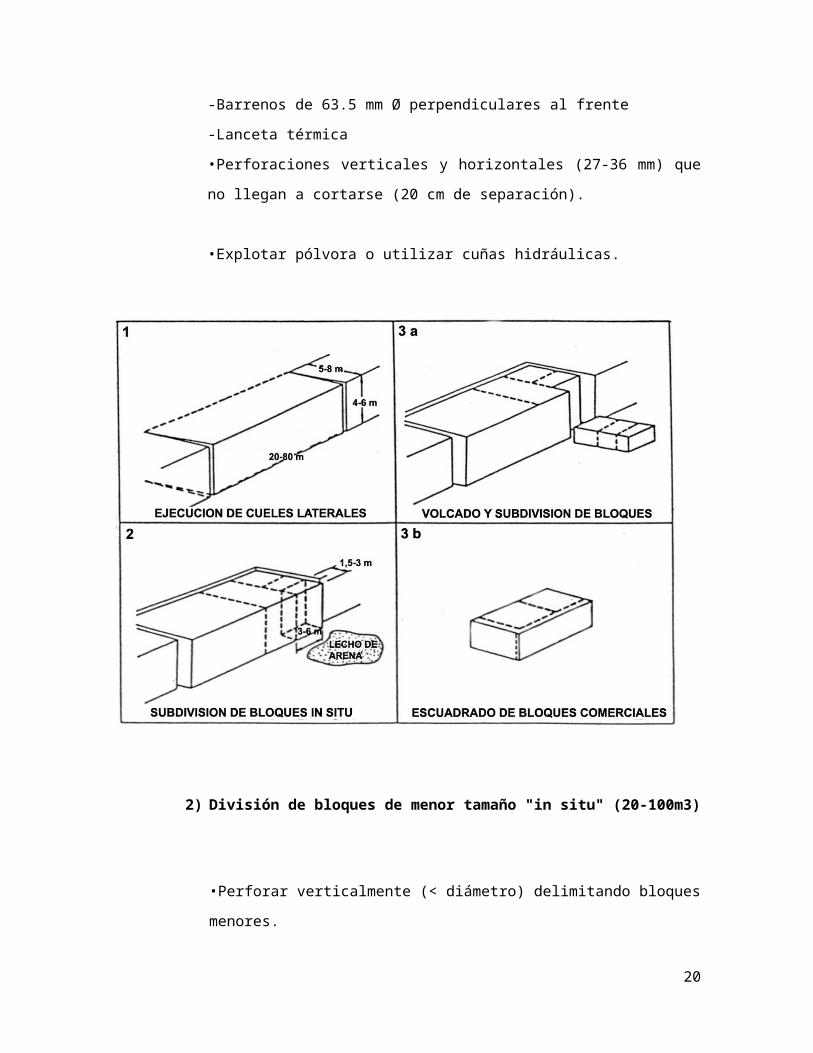
- Método Finlandés
Utiliza perforadores hidráulicos y se hace en tres fases:
1) Arranque de bloques de gran volumen (100 - 4000m3).
•Crear dos caras libres laterales mediante:
-Barrenos de 63.5 mm Ø perpendiculares al frente
-Lanceta térmica
14

•Perforaciones verticales y horizontales (27-36 mm) que no llegan a cortarse
(20 cm de separación).
•Explotar pólvora o utilizar cuñas hidráulicas.
2) División de bloques de menor tamaño "in situ" (20-100m3)
•Perforar verticalmente (< diámetro) delimitando bloques menores.
•Cuñas hidráulicas o pólvora.
•Se vuelca el bloque sobre lecho de arena.
3) Obtención del bloque comercial (≈10 m3).
15

•Perforar el bloque anterior (25-27 mmØ)
•Utilizar cuñas.
•A veces necesita un escuadrado mejor
- Método De Hilo Diamantado
El método de corte con hilo diamantado es una avanzada técnica que tiene la ventaja de no
ofrecer limitaciones en la profundidad de corte.
Este sistema se basa en una serie de poleas guiadas para propulsar una cinta continua de hilo
de acero provisto de perlas de diamante. Con ello, se obtienen unos impecables cortes en
grandes estructuras de hormigón.
El corte con hilo diamantado permite alcanzar una elevada potencia de corte y un bajo nivel
de ruido. Con este método es posible trabajar en espacios limitados y cortar espesores a partir
de los 74 cm.
El método que tiende a imponerse es el hilo diamantado, pues aunque es más caro, ofrece
mayor rapidez de corte (hasta 15 m2 /hora) y un manejo más sencillo.
16

Junto al hilo diamantado es posible que en el futuro inmediato tenga una presencia relevante
el corte basado en la tecnología del "chorro de agua" (técnica de reciente aplicación), dado que
ofrece importantes ventajas como menos emisión de polvo y ruidos, no genera vibraciones,
alta velocidad del corte y proporciona bloques más perfectos. Se basa en la disgregación de la
roca por la acción de un chorro de agua a alta presión, por tanto es un procedimiento de corte
muy adecuado para las rocas de alta porosidad. Además esta técnica resulta un buen
complemento del corte por hilo diamantado; en general, ésta última para el corte primario y el
chorro de agua para el corte secundario y el escuadrado de bloques.
Obtenidos los bloques, se escuadran mediante cuñas, perforadoras hidráulicas y neumáticas o
mediante la reciente técnica del chorro de agua, para con posterioridad almacenarlos para su
venta directa o para ser transformados en las plantas o naves de elaboración.
Como subproductos, en el proceso de obtención de los bloques, se pueden elaborar perpiaños,
postes, piedra para mampostería, para áridos, etc... Es decir, que prácticamente la totalidad
del material que se mueve es aprovechable, lo cual incide favorablemente en la contención del
impacto ambiental.
- Otra técnica de corte es:
El cemento expansivo.
Donde, al igual que para utilizar explosivos, se hacen perforaciones alineadas en el plano de
corte y luego se introduce en los agujeros el cemento expansivo, que es una cal que mezclada
con agua a 10 o 12 ºC provoca una reacción química que crea una gran tensión expansiva
(superior a 7000 toneladas) capaz de demoler todo tipo de roca. La ventaja con respecto al
uso de explosivos es que las perforaciones pueden estar tres veces más separadas (cada 30 o
40 cm) y que el material no sufre microfisuras. Las desventajas es el elevado coste del
cemento expansivo y tiempos de aplicación largos, de unas 24 horas para que se produzca el
corte. Una vez cortado, hay que abatir el bloque para poder elevarlo y transportarlo. Este
17

proceso se realiza con un aparato denominado desbancador. Es una máquina con dos gatos
hidráulicos que se colocan en la pared posterior del bloque y el nuevo frente de la cantera, y
se ejerce presión con un motor eléctrico, neumático o diesel. Para la carga en los dumpers que
los transportan hasta la planta de transformación se utilizan palas cargadoras o grúas derrick
fijas con brazos de hasta 80 menos de largo.
Otros útiles y herramientas habituales en las canteras son:
- Aspiradores de polvo para recoger la gran cantidad de polvo que se genera y mejorar las
condiciones de trabajo
- Detectores de fisuras y grietas por ultrasonidos.
- Bancos de trabajo para montar los hilos diamantados.
- Afiladoras para las coronas de perforación.
4 Proceso de elaboración del granito ornamental.
Dado que la gran mayoría del granito ornamental se extrae con la finalidad de obtener en
primera instancia bloques homogéneos para ser transformados posteriormente en tableros,
los cuales a su vez son sometidos a distintos procedimientos de acabados, vamos a referirnos
a este tipo de producto en particular.
Desde la perspectiva de cuantificar el valor añadido que se va generando en todo el
proceso, podemos diferenciar tres fases: extracción de la roca, la primera transformación o
transformación de los bloques (la obtención de tableros o planchas a partir de bloque) y la
etapa de acabados o segunda transformación (que consiste en darle una forma y aspecto
determinado dependiendo del destino y ubicación que se le vaya a dar a la pieza,
normalmente revestimientos (interiores y exteriores), pavimentos (interiores y exteriores) y
peldaños.
4.1 Fases del proceso de elaboración.
18

Desmonte
Arranque de bloques
Almacenamiento de bloques
Aserrado del bloque en tableros
Tratamiento superficial de los tableros
Corte de los tableros en piezas a medida
Acabado final de las piezas
Embalaje del producto final
4.2 Esquema del Proceso.
Obtención del Bloque Primario
Obtención del Bloque Comercial
Obtención de Tableros a Partir del Bloque Comercial
Tratamiento Superficial de Los Tableros
Corte de los Tableros en Piezas a Medida
Acabado Final de las Piezas
Transformación de los bloques
19
Esta etapa consiste en la transformación del bloque en planchas (planchetas) o tableros
(tablas)
Aserrado con telar multifleje
Es la maquina que se utiliza en la primera etapa de elaboración industrial de la roca
ornamental, cortando los bloques en un número determinado de planchas, cuya anchura será
la altura del aserrado y su longitud la del bloque.
Actualmente existen en el mercado telares con capacidad para tratar hasta 29 m3 en bloques.
de espesor variable mediante el procedimiento de aserrado.
Los flejes, gracias al movimiento pendular o semirrectilineo que efectúa el marco
portacuchillas, a la presión vertical de corte y a la acción abrasiva de la granalla de acero o
fundición que mezclada con agua y cal se vierte continuamente sobre el bloque, van
realizando lentamente la operación de aserrado de la roca. Los telares multifleje siguen siendo
el medio de corte mas ampliamente utilizado.
Aserrado con corta bloque.
Las sierras corta bloques se encuentran a la cabeza de la fabricación en grandes series de
productos terminados cuadrados y rectangulares de medida constante o variable,
procediendo directamente al corte de los bloques según un ciclo específicamente
desarrollado, esta limitado a las rocas de dureza media y planchas con anchuras que, en
general, no superan los 60 cm. También se utilizan cuando el bloque es muy irregular y es
desaconsejable su corte con telar debido al bajo rendimiento y elevado coste que supondría.
Al disponer de discos diamantados de gran diámetro se pueden realizar cortes muy profundos
en sucesivas pasadas de 3 a 8 cm cada una, llamadas "incrementos", empleándose uno o
varios discos verticales en paralelo, normalmente de 3 a 12 cm, que pueden cortar en un
sentido o en ambos, y obteniéndose tiras divididas cuyo ancho en conjunto puede llegar a ser
30 cm. El número de "incrementos" necesarios para alcanzar una profundidad dada
disminuye con la serrabilidad de la roca.
Corte con hilo diamantado
20

El hilo diamantado ha desplazado completamente al hilo helicoidal en su utilizaci6n como
herramienta de corte en los talleres de marmolería, permitiendo obtener un corte más
delgado y uniforme, superficies serradas casi pulidas y exentas de oxidaciones, todo ello a una
velocidad de corte muy superior.
Su campo de aplicación es muy amplio. Normalmente se utilizan junto a los monolamas para
preparar el plano superior de los bloques que van a ser elaborados con multidisco, o bien
alisar la cara lateral de aquellos bloques que van a disponerse juntos en un carro portante,
mejorando el llenado para su posterior aserrado con telar.
Otra aplicación muy frecuente es el corte directo de bloques para la obtención de tablas y
planchas de espesores prefijados, que seguidamente se elaboraran con disco para la
fabricación de planchas y baldosas.
Acabado
Los tableros obtenidos en la etapa anterior (1ª transformación) son sometidos a un proceso
de acabado que va a depender del destino y ubicación de la pieza, del aspecto que se desee,
etc. Por ejemplo, la superficie obtenida en el proceso de aserrado mediante telares es plana y
lisa, con surcos y ondulaciones paralelas y rectas producidas por los flejes, pero estas
superficies pueden cambiarse mediante una serie de tratamientos:
- Pulido
Una vez dividido el bloque en planchas, la siguiente operación a realizar en la elaboración del
granito es el desbaste, pulido y abrillantado de las mismas, obteniéndose unas superficies
planas y lisas, y adquiriendo el aspecto brillante característico.
Para ello se utilizan diferentes muelas abrasivas de grano progresivamente decreciente.
- Cortes longitudinales v transversales. Sierras de disco.
21

Una vez pulidas, las planchas obtenidas en el telar han de ser finalmente cortadas,
longitudinal y transversalmente, a las medidas exactas requeridas para la colocación en su
destino. Esta última operación de serraje ha de ser sumamente precisa, ya que deben salir
todas las piezas iguales, a las medidas exigidas, con sus aristas vivas y los cantos
completamente perpendiculares entre si. Para ello se utilizan sierras circulares o de discos,
donde el elemento cortante es un disco de alma metálica con sus bordes hechos de una
concreción de carborundum o diamante y que girando vertiginosamente (2000
revoluciones/min) corta las planchas con gran rapidez. El diámetro de los discos suele variar
entre los 25 y 45 cm, si bien existen discos con más de 100 cm de diámetro en maquinas de
gran potencia y tamaño.
Durante el corte, el disco ha de estar continuamente refrigerado por agua.
Calibrado.
El calibrado es un proceso independiente del pulido que, o bien se realiza sobre la plancha
antes de éste (con anchuras de hasta 210 cm), o bien, y más frecuentemente, a la salida de la
cortadora transversal, una vez obtenidas las placas.
La calibradora va montada sobre un puente, desplazandose transversalmente al movimiento
de avance de las placas. Este movimiento es intermitente, y el calibrado se realiza por la cara
oculta, cuando están paradas. La precisión del calibrado es del orden de decimas de milímetro.
Biselado.
El paso siguiente es el biselado de los cuatro cantos y el calibrado de los cantos a 90°. Por
último se efectúa el lavado y secado de los productos, quedando listos para su empaquetado y
comercialización.
Abujardado.
Es una de las formas más antiguas de tratamiento superficial de los materiales pétreos
destinados, sobre todo, a revestimientos exteriores.
La mayoría de las bujardas automáticas están dotadas de bancos móviles y de un útil
neumático que se desplaza transversalmente sobre un puente fijo o también de un tramo fijo y
de un útil que se desplaza transversalmente sobre deslizaderas con cremallera.
22

Estas maquinas permiten obtener una gran variedad de grabados (punteados) de superficies,
que abarcan desde el grano medio al muy fino, si bien no son adecuadas para grandes
producciones, ya que su capacidad de tratamiento oscila desde los 50/60 m2 cada 8 horas
para los granitos.
Tratamiento térmico (flameado)
Este tratamiento superficial, que en los últimos años ha experimentado un elevado aumento
de la demanda, se emplea con las rocas ígneas de estructura granítica en general y con las
rocas ácidas en particular, sobre las que se aplica una llama a elevada.
Temperatura (1.500 °C), alimentada por una mezcla de combustible y oxigeno para, a
continuación, enfriarla rápidamente con un chorro de agua, saltando algunos de los
componentes de la superficie de la plancha y revelando su estructura cristalina.
Este tratamiento da a la roca un aspecto rugoso (2-3 mm) y vítreo, con efectos cromáticos
característicos y de una notable estabilidad frente a la alteración química atmosférica.
Arenado.
El arenado de las planchas del granito se efectúa cuando estas han salido con aserrado
defectuoso (rayaduras, rugosidades, concavidad, etc.), y se desea solventar estos defectos, o
bien, cuando lo exija el cliente por considerar más apropiado para su obra el acabado de la
superficie "granulada" del arenado.
Este acabado se obtiene sometiendo a la plancha a un lavado con chorro de arena a partir de
una mezcla de agua y arena silícea a presión, pudiéndose hacer más grueso o más fino en
función del diámetro de la granalla empleada (de 0.5/0.8 mm a 0.8/1.3 mm).
La maquina consta de una artesa de rodillos sobre la que se desliza la pieza. Una boquilla
distribuidora, suspendida de un puente móvil, va rociando uniformemente la mezcla abrasiva
sobre toda la superficie a una velocidad constante que se puede regular.
Posteriormente al tratamiento superficial y corte, las baldosas pueden ser sometidas a
diversas operaciones de acabado con objeto de dotarlas de una apariencia final más atractiva
y/o funcional, a través de:
23

- Pulidoras de cantos.
Son maquinas de tratamiento continuo, equipadas con diversos mandriles que portan útiles
abrasivos que cepillan y pulen los cantos y que, mediante el empleo de útiles diamantados, los
perfilan, molduran, biselan, calibran, etc. Todo el proceso esta computarizado.
- Abrasivos:
Los abrasivos desempeñan un papel tan importante en la elaboración granito que, sin su
existencia, no habría sido posible el desarrollo alcanzado por esta industria.
El primer abrasivo empleado fue la arena mezclada con agua y, durante mucho tiempo no se
conoció ningún otro. Más tarde se fueron conociendo las propiedades abrasivas de diversos
minerales, como el cuarzo, el granate, el esmeril y el corindón, que tienen durezas 7, 7.5, 8 y 9
respectivamente, en la escala de Mohs.
5 Normas involucradas en los procesos de tratamiento y calidad del proceso de producción de granitos ornamentales.
5.1 Normas UNE.
Las Normas UNE, Una Norma Española, son documentos elaborados por (AENOR) (Asociación
Española de Normalización y Certificación), que contienen especificaciones técnicas para una
actividad o producto y que han sido consensuadas entre todas las partes involucradas.
Tras su creación, tienen un período de seis meses de prueba en la que son revisadas
públicamente, para después ser redactadas definitivamente por la comisión, bajo las siglas
UNE. Por supuesto, son actualizadas periódicamente.
Las normas se numeran siguiendo una clasificación decimal. El código que designa una norma
está estructurado de la siguiente manera:
Norma A B C
24

UNE 1 032 82
A: Comité Técnico de Normalización del que depende la norma.
B: Número de norma emitida por dicho comité, complementado cuando se trata de una
revisión R, una modificación M o un complemento C.
C: Año de edición de la norma.
5.2 características principales de los ensayos a realizar a una roca.
5.2.1 Descripción petrográfica (UNE-EN 12407:01).
La descripción petrográfica es importante conocerla con la finalidad de poder establecer su
clasificación petrográfica y definir una serie de características, tales como la existencia de
poros, discontinuidades, diaclasas, alteraciones y otros; que pueden o no tener influencia en el
comportamiento del material en su fase de utilización y condicionar su evolución en el
transcurso del tiempo.
Análisis químico: La composición química de una roca sirve para determinar la presencia de
compuestos que, aún en cantidades pequeñas, por ser fácilmente alterables, pueda afectar a su
durabilidad en su fase de utilización. Ésta sólo llega a determinar en ocasiones muy especiales,
pues el ensayo es más costoso a medida que aumenta el grado de precisión de las
determinaciones, normalmente se recurre a hallar el contenido porcentual de unos pocos
elementos químicos, cuya elección depende de la roca.
5.2.2 Peso específico aparente y coeficiente de absorción de agua (UNE-EN 1936:99).
25

Estas dos características se obtienen a partir de un mismo ensayo y entre ambas existe una
relación inversa. Para un mismo tipo de roca, cuanto mayor es su peso específico aparente,
menor es la porosidad y por tanto, menor será el coeficiente de absorción de agua, por el
contrario a menor peso específico aparente, mayor coeficiente de absorción de agua. Cuando
una roca absorbe más agua, sus minerales serán más susceptibles al ataque por la propia agua
o por otros agentes químicos, y para un mismo tipo de roca, aquélla que sea más porosa
presentará valores más bajos de resistencia a esfuerzos mecánicos. El peso específico
aparente se requiere para el cálculo del peso propio de los elementos que se utilizan en la
obra. El coeficiente de absorción de agua es de gran importancia cuando los minerales van a
estar colocados a la intemperie, en contacto con agua o con la humedad del suelo.
5.2.3 Resistencia a la compresión (UNE-EN 1926:99).
La resistencia a compresión debe conocerse siempre y cuando la roca tenga que soportar
cargas altas, durante el transporte, en su utilización, como para su almacenamiento. En
general, puede decirse que las rocas empapadas en agua resisten menos que cuando están
secas, y que las rocas estratificadas resisten más cuando el esfuerzo se ejerce en dirección
normal a la estratificación que cuando se ejerce paralelamente.
5.2.4 Resistencia a la flexión (UNE-EN 12372:99).
Este esfuerzo está presente principalmente en el caso de las pizarras de techar, y en algunos
de los mármoles y granitos cortados en láminas, como por ejemplo dinteles y peldaños de
escaleras. Es de particular relevancia en el caso de revestimiento exterior de edificios altos
por los empujes a que son sometidas las láminas por la acción del viento. Si un elemento tiene
que trabajar a flexión se producirán tracciones en algunas de sus partes, y las rocas resisten
muy mal esta acción. Por lo tanto, si los esfuerzos que ha de soportar una lámina son elevados
o los apoyos están muy separados habrá que dotarla de un borde o espesor grande.
26

5.2.5 Resistencia al choque (UNE-EN 14158:04).
La resistencia al choque, su valor, es importante para una roca que vaya a ser empleada en
recubrimiento de columnas, peldaños de escaleras o en mostradores, aunque la rotura de las
láminas se suele producir generalmente en zonas próximas a los vértices, por problemas de
asentamiento que ponen en evidencia un esfuerzo de flexión u otro efecto de rotura, más que
un impacto producido por la caída de objetos.
5.2.6 Resistencia a las heladas (UNE-EN 12371:02).
El valor de la resistencia a las heladas de una roca puede llegar a limitar su uso en pavimentos
y revestimientos para exteriores de edificios en áreas de climas húmedos y fríos.
5.2.7 Resistencia al desgaste (UNE-EN 14157:05).
El valor al desgaste por abrasión hará que una roca sea más apropiada para ser empleada en
pavimentos que vayan a ser sometidos a tráfico intenso, que otra; por el contrario, sus costos
de transformación, elaboración y pulimento serán mayores.
5.2.8 Resistencia a los cambios térmicos (UNE-EN 14066:03).
El ensayo de resistencia a los cambios térmicos se utiliza para predecir el comportamiento de
una roca en relación a la acción de los agentes atmosféricos, de ahí la importancia para
materiales que vayan a ser utilizados a la intemperie.
El ensayo se realiza sometiendo a la roca a ciclos repetitivos de secado en estufa e inmersión
en agua, por lo que la denominación de resistencia a los cambios térmicos tal vez resulte
inadecuada y sea más apropiada llamarla resistencia a los cambios de humedad.
27
5.2.9 Módulo de elasticidad (UNE 22177:85).
Es la relación entre el esfuerzo aplicado y la deformación unitaria de una roca dentro del
período elástico. Las rocas muy compactas y de grano fino, como son las ígneas intrusitas y
algunas metamórficas, sus módulos de elasticidad son elevados.
Las rocas sedimentarias de bajo metamorfismo y muy porosas presentan módulos de
elasticidad bajos. Para un mismo tipo de roca y para un valor determinado del esfuerzo
aplicado, aquella que tenga un módulo de elasticidad más alto tendrá un valor más bajo de
deformación unitaria y, por tanto, será más consistente. El módulo de elasticidad puede
considerarse una determinación poco importante en cualquiera de los usos habituales de las
rocas ornamentales, a menos que vayan a ser empleadas como piedra de mampostería o de
sillería.
5.2.10 Coeficiente de dilatación lineal (UNE-EN 14581:06).
De igual manera que todos los materiales, las rocas ornamentales o no, se dilatan cuando se
calientan y se contraen cuando se enfrían. Por la baja conductividad térmica de las rocas, las
dilataciones y contracciones suelen afectar sólo a una capa superficial de poco espesor.
Debido a ello pueden llegar a producirse desprendimiento de la capa superficial en algunos
tipos de rocas, ya que la masa interna no sigue los movimientos de la capa superficial por no
haber sufrido una diferencia de temperatura tan acusada como ésta. El coeficiente de
dilatación lineal de una roca mide la variación relativa de longitud que experimenta una
muestra de roca de forma prismática en función de la temperatura. Su conocimiento es de
vital importancia cuando se prevén juntas de dilatación cuando la roca va a ser utilizada al
exterior, en localidades con grandes cambios de temperatura.
5.2.11 Resistencia al SO2 (UNE-EN 13919:02).
El ensayo de resistencia al anhídrido sulfuroso sirve para definir el comportamiento de una
roca que va a ser utilizada a la intemperie en ambientes urbanos e industriales contaminados,
de ahí que resulte de gran importancia para cualquier tipo de roca que vaya a ser empleada en
pavimentos y en revestimientos de edificios.
28
5.2.12 Resistencia al anclaje (UNE-EN 13364:02).
En revestimiento de los edificios, las láminas van fijadas a la fachada por medio de elementos
metálicos, anclados a ésta, por tanto el valor de la carga de rotura que una lámina de roca
ornamental puede soportar en los agujero de anclaje condiciona el espesor mínimo que ha de
tener y, por consiguiente, el peso de los elementos que constituyen la fachada.
29
CONCLUSIONES
30

REFERENCIAS BIBLIOGRAFICAS
•http://www.o-granito.blogspot.com
•http://es.wikipedia.org/wiki/Granito
•http://www.inti.gov.ar/ue/pdf/
investigacion_y_explotaci_n_de_rocas_ornamentales_1_a_89.pdf
•http://www.etsimo.uniovi.es/usr/fblanco/
Leccion3.RocasOrnamentales.Elaboracion.GRANITOyMARMOL.6.4.pdf
31