coal fired igcc power plants in wyoming fired igcc power plants in wyoming ... aspen plus software....
TRANSCRIPT

Coal Fired IGCC Power Plants In Wyoming
William C. Schaffers & Dr. David Bell
Department of Chemical & Petroleum Engineering
University of Wyoming School of Energy Resources

Wyoming Coal • Wyoming leads the Nation in Coal production.
• In 2008, Wyoming produced 467.6 million tons of coal.
• Coal underlies 54% of the state (53,000 sq miles).
• Wyoming “in place” coal resources estimated at 1.45 trillion tons.
• Wyoming “in place” coal reserves estimated at 67.5 billion tons.

WSGS website

Wyoming Coal Wyodak Coal Illinois #6 Coal
(As Received) (%)
(As Received) Proximate Analysis (%) Moisture 26.6 11.1 Ash 5.8 9.7 Volatile Matter 33.2 35.0 Fixed Carbon 34.4 44.2 Total 100.0 100.0
Ultimate Analysis Carbon 73.9 80.5 Hydrogen 5.2 5.7 Nitrogen 1.3 1.6 Chlorine xx 0.3 Oxygen 18.6 8.6 Sulfur 0.9 3.2 Total 100.0 100.0
High Heating Value (Btu/lb) 8,630 11,666

Coal Gasification • Can Serve as the first step in the production
of: – Electricity – Liquid fuels – Synthetic “natural gas” – Chemical feed stocks
• Allows for capture and sequestration of CO2. – Use for enhanced recovery of Wyoming oil and
gas.

Current Objectives
• Compare effect of gasifier type on net power generation.
• Determine effects of CO2 recovery on net power generation.
• Compare water usage requirements for different gasifiers and levels of CO2 recovery.
• Strategies for reducing water requirements.

Procedures • Several IGCC models have been constructed using
Aspen Plus software.
– Slurry fed gasifier
– Dry fed gasifiers
• Conventional and mechanical feed.
• Models completed thus far are:
– 0%, 70% and 90% CO2 capture for each gasifier.
– Air vs. evaporative cooling for 90% CO2 capture.
• Models based upon components supplied by Idaho National Laboratory (INL).

Plant Descriptions
• All plants have equal coal consumption (6,900 tons/day).
• All are mine-mouth plants located in Wyoming (elevation 5,000 ft.).
• Carbon dioxide sequestration for enhanced oil recovery.
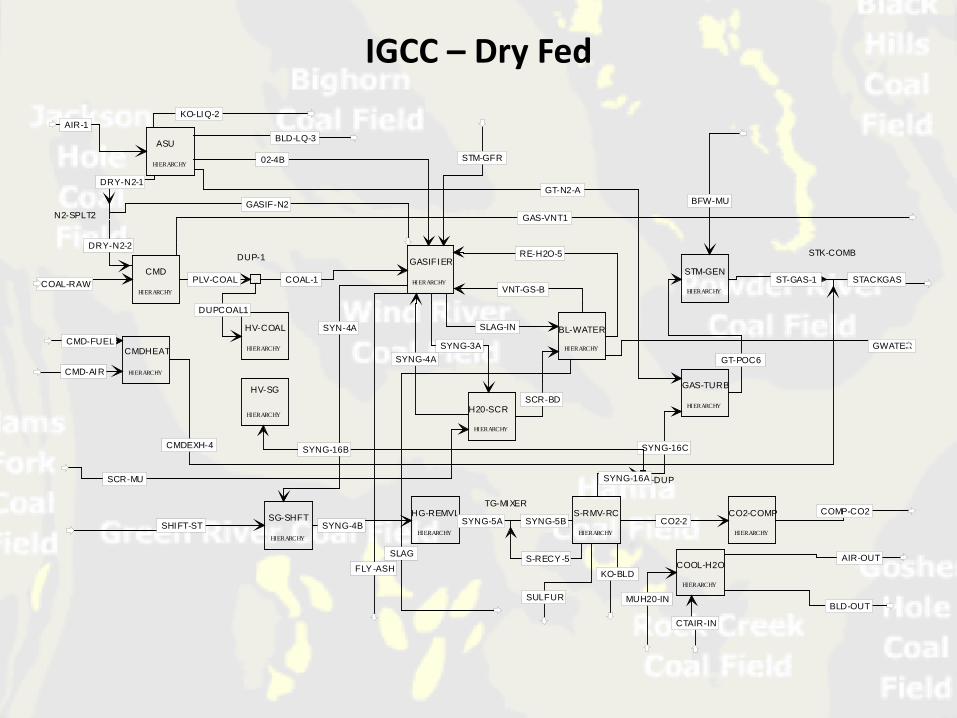
IGCC – Dry Fed
HIERARCHY
ASU
HIERARCHY
BL-WATER
HIERARCHY
CMD
HIERARCHY
CMDHEAT
HIERARCHY
CO2-COMP
HIERARCHY
COOL-H2O
HIERARCHY
GAS-TURB
HIERARCHY
GASIFIER
HIERARCHY
H20-SCR
HIERARCHY
HG-REMVL
HIERARCHY
HV-COAL
HIERARCHY
HV-SG
HIERARCHY
S-RMV-RC
HIERARCHY
SG-SHFT
HIERARCHY
STM-GEND U P L
DUP-1
TG-MIXER
SYNG-DUP
N2-SPLT2
STK-COMB
AIR-1
02-4B
GT-N2-ADRY-N2-1
KO-LIQ-2
BLD-LQ-3
SCR-BD
SLAG-IN
VNT-GS-B
RE-H2O-5
SLAG
GWATER
COAL-RAW
DRY-N2-2
GAS-VNT1
PLV-COAL
CMD-FUEL
CMD-AIR
CMDEXH-4
CO2-2COMP-CO2
MUH20-IN
CTAIR-IN
AIR-OUT
BLD-OUT
SYNG-16C
GT-POC6
COAL-1
SYNG-4A
STM-GFR
SYNG-3A
SYN-4A
FLY-ASH
SCR-MU
SYNG-4B SYNG-5A
DUPCOAL1
SYNG-16B
SYNG-5B
S-RECY-5
SYNG-16A
SULFUR
KO-BLD
SHIFT-ST
BFW-MU
ST-GAS-1
GASIF-N2
STACKGAS

IGCC – Slurry Fed
HIERARCHY
ASU
HIERARCHY
BL-WATER
HIERARCHY
CMD
HIERARCHY
CO2-COMP
HIERARCHY
COOL-H2O
HIERARCHY
GAS-TURB
HIERARCHY
GASIFIER
HIERARCHY
H20-SCR
HIERARCHY
HG-REMVL
HIERARCHY
HV-COAL
HIERARCHY
HV-SG
HIERARCHY
S-RMV-RC
HIERARCHY
SG-SHFT
HIERARCHY
STM-GEN
D U P L
DUP-1
SL-MIXER
SL-PUMP
H2O-MIX
TG-MIXER
SYNG-DUP
AIR-1
02-4B
GT-N2-A
KO-LIQ-2BLD-LQ-3
SCR-BD
BL-H2ORE-ELEM
RE-H2O-5
SOOT-OUT
PURG-H2O
COAL-RAW PLV-COAL
CO2-2
COMP-CO2
CTAIR-IN
MUH2O-IN BLD-OUTAIR
SYNG-16C
GT-POC6COAL-3
SYNG-3A
SLAG-OUT
SYNG-4A
VNTOUT-1
SYNG-4B SYNG-5A
DUPCOAL1
SYNG-16B
SYNG-5B
S-RECY-5
SYNG-16A
SULFUR
KO-BLD
SHIFT-ST
BFW-MU
STACK
COAL-1
SLUR-H2O COAL-2MU-H20

IGCC – Mechanical Fed
HIERARCHY
AIR-COOL
HIERARCHY
ASU
HIERARCHY
BL-WATER
HIERARCHY
CMD
HIERARCHY
CO2-COMP
HIERARCHY
COOL-H2O
HIERARCHY
GAS-TURB
HIERARCHY
GASIFIER
HIERARCHY
H20-SCR
HIERARCHY
HG-REMVL
HIERARCHY
HV-COAL
HIERARCHY
HV-SG
HIERARCHY
S-RMV-RC
HIERARCHY
SG-SHFT
HIERARCHY
STM-GEND U P L
DUP-1
TG-MIXER
SYNG-DUP
AIR-AC AC-EX
AIR-1
02-4B
GT-N2-A
KO-LIQ-2
BLD-LQ-3
SCR-BD
BL-H2ORE-ELEM
RE-H2O-5
SOOT-OUT
PURG-H2O
COAL-RAW PLV-COAL
CO2-2COMP-CO2
CTAIR-IN
MUH2O-IN
BLD-OUT
AIR-OUT
SYNG-16C
GT-POC6COAL-1
SYNG-3A
SLAG-OUT
SYNG-4A
VNTOUT-1
SYNG-4B SYNG-5A
DUPCOAL1
SYNG-16B
SYNG-5B
S-RECY-5
SYNG-16A
SULFUR
KO-BLD
SHIFT-ST
BFW-MU
STACK

Acid Gas Removal
SYNG-15SYNG-5B(IN)
S-RECY-4
S-RECY-5(OUT)
SYNG-16 SYNG-16A(OUT)
S-PROD
SULFUR(OUT)
CO2-1 CO2-2(OUT)
KO-BLDN
KO-BLD(OUT)
ACID-GAS CL-1-IN
CLAUSAIR
CL-2-INCL-2-OUT
CL-2-HTQ
CL-3-IN
CL-S-2
CL-3-OUT
S-RECY-1
CL-S-3
CL-3-HTQ
S-RECY-2
TG-RED
S-RECY-3
TG-AIR TG-CH4
S1 S3
SEP
SELEXOL
H2S-SPLT
CLAUS-1
CLAUS-2CL-SEP-2
CL-SEP-3 CLAUS-3
S-MIX
TG-COMP
TG-RED
TGCOOLER
TG-MX
HEATER
SEL-STM
COMPR
SEL-ELEC
Based u pon :DOE/NETL-20 07/128 1

Results

0.0
50.0
100.0
150.0
200.0
250.0
300.0
350.0
400.0
450.0
500.0
0 % CO2 70 % CO2 90 % CO2
409.5
338.4 349.8
400.7
343.9 357.1
460.9
372.8
392.9
490.2
413.5 421.7
MW
% CO2 Recovery
Power Generation vs. CO2 Capture
Dry
"Dry" Slurry
Slurry
Mech Fed
-300
-200
-100
0
100
200
300
400
500
0 % CO2 70 % CO2 90 % CO2
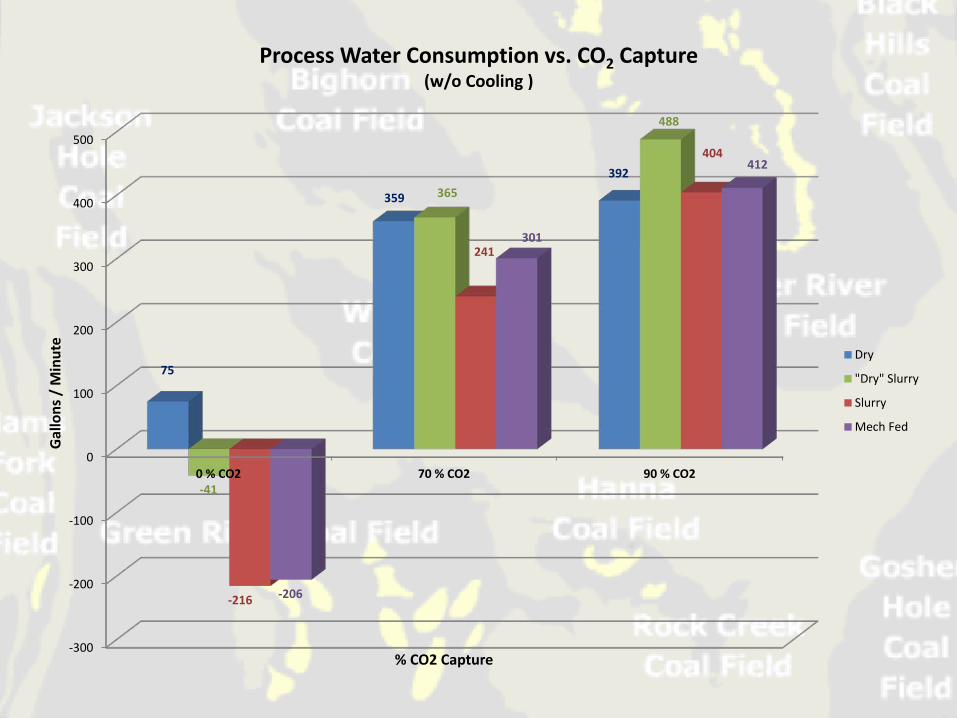
75
359
392
-41
365
488
-216
241
404
-206
301
412
Gal
lons
/ M
inut
e
% CO2 Capture
Process Water Consumption vs. CO2 Capture (w/o Cooling )
Dry
"Dry" Slurry
Slurry
Mech Fed

-500
0
500
1000
1500
2000
2500
3000
3500
4000
0 % CO2 70 % CO2 90 % CO2
75 -41 -216 -206
359 365 241 301 392 488 404 412
2444 2504
3400 3081
2638 2484
3381 3094
2560 2626
3483 3184
Gal
lons
/min
ute
% CO2 Capture
Total Water Consumption (with Evaporative Cooling) vs. CO2 Capture
Mech Fed
Slurry
"Dry" Slurry
Dry
2463
2875
2849
3114
3395
3596
2519
3184
2997
3622
2952
3887

0
200
400
600
800
1000
1200
0 % CO2 70 % CO2 90 % CO2
855
1142 1175
745
1153
1200
458
919 969
467
976 969
Gal
lons
/min
ute
% CO2 Capture
Water Vapor Vented to Atmosphere (w/o Cooling)
Dry
"Dry" Slurry
Slurry
Mech Fed

0.0
50.0
100.0
150.0
200.0
250.0
300.0
350.0
400.0
450.0
Dry "Dry" Slurry Slurry Mech Fed
349.8 357.1
392.9
421.7
347.6 352.2
386.3
419.8
MW
Gasifier/Feed Type
Evaporative vs. Air Cooling (Net Power Production)
Evap Cooling
Air Cooling

0.0
50.0
100.0
150.0
200.0
250.0
300.0
350.0
400.0
450.0
500.0
0 % CO2 70 % CO2 90 % CO2
375.5
109.5
36.6
368.8
109.5
35.5
484.1
142.4
46.2
485.1
145.7
46.4
Tons
/hr
% CO2 Capture
CO2 Vented to Atmosphere
Dry
"Dry" Slurry
Slurry
Mech Fed

Conclusions • Carbon capture and sequestration results in a significant
reduction in net power production.
• Carbon capture and sequestration also results in a significant increase in water requirements.
• A large reduction in water usage could be obtained through the use of air cooling.
• It may be possible to satisfy a substantial portion of the remaining water requirements through water recovery from flue gas and coal drying exhaust.

Conclusions (cont.)
• There is sufficient inherent moisture available in PRB coal for gasification when fed without drying.
• The elimination of drying and slurry feeding results in a
significant increase in net power production.

What’s Left? • Continue to refine current models to improve
accuracy.
• Develop economics in conjunction with INL and Tom Foulke (University of Wyoming).
• Evaluate economics of different gasifier/feed scenarios.
• Evaluate economic costs / benefits of minimum water use cases.

What’s Left (cont.) • Supply appropriate models to Wyoming Business
Council to aid in the promotion of the use of Wyoming coal resources within Wyoming.
• Modification of models for coal / biomass blends? – Biomass preparation for blending. – Data collection on blend gasification and combustion. – Model adaptation and analysis.
Acknowledgements • University of Wyoming School of Energy
Resources
• University of Wyoming Department of Chemical and Petroleum Engineering
– John Meyers, Sara Harkins & Hao Yu
• Wyoming Business Council
• Idaho National Laboratory
– Dr. Richard Boardman, Rick Wood

Thank you for your attention.