claudio lisandro soto henriquez - universidad de...
TRANSCRIPT

UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FISICAS Y MATEMATICAS DEPARTAMENTO DE INGENIERIA INDUSTRIAL
MODELO MATEMATICO DE PLANIFICACION AGREGADA DE LA PRODUCCION Y GESTION DEL PROCESO DE CANJE DE
CILINDROS EN GASCO S.A.
TESIS PARA OPTAR AL GRADO DE MAGISTER EN GESTION DE
OPERACIONES
MEMORIA PARA OPTAR AL TITULO DE INGENIERO CIVIL INDUSTRIAL
CLAUDIO LISANDRO SOTO HENRIQUEZ
PROFESOR GUIA: SR. PABLO ANDRES REY
MIEMBROS DE LA COMISION: SR. FABIAN MEDEL GARCIA SR. RICHARD WEBER HAAS
SR. MAX JOOST VERA
Santiago, Chile 2009

Resumen Ejecutivo
La planificación agregada de la producción es un constante desafío que deben enfrentar las empresas manufactureras. En el rubro del gas licuado envasado, alrededor del 30% de uno de los principales insumos, los cilindros vacíos, llega a las plantas de la competencia debiendo efectuarse un proceso de canje de tipo 1:1 para su recuperación, el cual se vuelve primordial para la correcta gestión del proceso productivo. Lo anterior obliga a determinar además, la flota apropiada a destinar para efectuar día a día los canjes de cilindros, así como la estrategia de administración de ésta, en términos de destinos y formatos de carga para los viajes de canje.
En este trabajo se desarrolla una herramienta que resuelve este problema mediante un
modelo matemático de optimización que representa el proceso productivo y sus variables críticas, incluyendo aspectos relacionadas con planificación y gestión de flota, manejo de inventarios y stock de seguridad, pronósticos de demanda y, por último, funcionalidades que permiten incluir la incertidumbre existente a través del manejo de un número finito de escenarios para los parámetros con incertidumbre, generando un conjunto de soluciones del modelo, los cuales a través de una correcta presentación al usuario, permitirán apoyar la toma de decisiones.
El modelo utilizado busca la minimización de costos vinculados con planificación de producción y el proceso de canje en la empresa, para lo cual se combinan costos de índole monetaria con penalidades por incumplimiento de metas y stock de seguridad deseados. Como resultado, el modelo entrega los niveles óptimos de: producción para cada formato, flota necesaria para canjes, compra inicial de cilindros requeridos para el proceso productivo y canjes a efectuar con cada una de las compañías de la competencia, para el horizonte de planificación considerado.
Para facilitar la ejecución del modelo, se han desarrollado herramientas que permiten una rápida obtención de sus parámetros, facilitando al mismo tiempo el control de gestión sobre éstos . Por otra parte, la representación de los resultados del modelo permite de forma automatizada el manejo de escenarios, pudiendo realizar diversos análisis sobre los parámetros del problema (análisis de sensibilidad), especialmente sobre los que presentan incertidumbre, como lo son la demanda y los canjes efectuados por otras compañías. En particular se propone un método simplificado que, a partir de la resolución del modelo para un número finito de posibles escenarios para los parámetros con incertidumbre, permite entregar al tomador de decisiones un conjunto de soluciones que apoyarán su decisión final en alrededor de 60 minutos, tiempo que ha sido considerado apropiado por personal de la empresa.
Por último, se desarrolla un método de pronósticos de la demanda mensual para cada formato, mediante la técnica de análisis univariante de Holt-Winters, a partir de la cual ha sido posible obtener pronósticos más acertados que mediante las técnicas utilizadas a la fecha, lo que evidentemente permitirá una mejor planificación.
El modelo presenta evidentes beneficios al permitir obtener información de forma oportuna para la toma de decisiones considerando las variables críticas del sistema y la incertidumbre existente. Lamentablemente, a la fecha dichos beneficios resultan difíciles de cuantificar, debido principalmente a que el modelo está orientado a la mejora en la gestión operativa y táctica del proceso productivo a través del cumplimiento de metas, lo cual conlleva a reducir costos que hoy no es posible medir, por no contarse con información suficiente para contrastar la situación con y sin modelo.

Dedicatoria
A mis padres, por las posibilidades que en base a su esfuerzo , sacrificio y
trabajo me han brindado, por las enseñanzas que me han transmitido durante toda
mi vida y que han hecho el hombre que soy hoy. Sin ustedes, nada de esto sería
posible, puesto que han estado conmigo en todo momento, dándome su apoyo
incondicional, el cual me ha servido para pararme en los malos momentos, así como
para fortalecerme en los buenos.
Al resto de mi familia, en especial a mi hermanita Tatiana y a mis cuatro
abuelos, quienes siempre han estado conmigo y han confiado en mí, así como se
han entregado para apoyarme en todo lo que ha sido posible.
A Carolina, mi novia y futura esposa, quien estuvo conmigo todos estos años,
brindándome su apoyo, comprensión y amor, el cual me ha dado fuerzas para
continuar y llegar al final de este camino. Te amo.
A todos mis amigos: del barrio, universidad, trabajo, equipo de fútbol, etc., los
cuales han acompañado este camino y me han dado muchos momentos de alegría.
Una nota especial para mis grandes amigos: Gustavo, Cristian, Javier y Carlos, con
los cuales hemos compartido un montón de experiencias y que han sido amigos
incondicionales.
En definitiva, un saludo especial a todas las personas que han formado parte de mi
vida. Estaré siempre agradecido por todo lo que han hecho por mí.

Agradecimientos
Quiero agradecer a mis profesores, quienes me guiaron, dieron ideas y
apoyaron durante el desarrollo de este proceso. A mi profesor guía, Sr. Pablo Rey,
quien me guió y me dio apoyo durante todo este proceso, destacándose además por
su amabilidad y buena disposición. A Richard Weber y Fabián Medel, por su apoyo
como profesores de cursos de Tesis, así como en la fase culmine de este trabajo.
Por otra parte agradezco al Sr. Max Joost por su apoyo, orientación y
disposición para facilitar la información requerida, así como por su paciencia en este
camino que se extendió más de lo que en un inicio se había planificado.
Debo agradecer por último, al resto del personal de Gasco S.A. con quienes
tuve contacto, pues me acogieron de buena forma e intentaron apoyarme, dentro de
lo que estaba a su alcance, en el desarrollo de mi trabajo.

Índice Índice...........................................................................................................................................1
1. Introducción........................................................................................................................1
2. Antecedentes Generales .................................................................................................2 2.1 La comercialización de gas licuado en Chile. ................................................................... 2
2.2 Descripción de la empresa ................................................................................................ 3
3. Descripción y Justificación del Problema ......................................................................5
3.1. Descripción del sistema ................................................................................................... 5
3.2. Justificación del proyecto ................................................................................................. 8
4. Objetivos .......................................................................................................................... 11 4.1. Objetivo general.............................................................................................................. 11
4.2. Objetivos específicos...................................................................................................... 11
5. Revisión Bibliográfica y Selección Enfoque de Solución. ....................................... 12
5.1 Planificación agregada de la producción ........................................................................ 13 5.2 Elección de estrategia para planificación de la producción........................................... 16
5.3 Pronósticos ..................................................................................................................... 22
6. Herramientas de Gestión. ............................................................................................. 29
6.1. Informe de canjes ........................................................................................................... 29 6.2. Informe de ventas ........................................................................................................... 33
6.3. Informe de existencias.................................................................................................... 36
6.4. Informe de ingreso de cilindros para canje .................................................................... 37
7. Modelo Matemático de Optimización.......................................................................... 40 7.1. Consideraciones para diseño del modelo...................................................................... 40
7.2. Descripción del modelo. ................................................................................................. 43
7.3. Enfoque de solución computacional .............................................................................. 63
8. Generación de Parámetros Utilizados en el Modelo ................................................ 64
8.1. Parámetros definidos por personal Gasco..................................................................... 65
8.2. Parámetros que deben ser pronosticados ..................................................................... 69
9. Análisis de Resultados y Sensibilidad ........................................................................ 74 9.1. Consideraciones previas ................................................................................................ 74
9.2. Validación del modelo. ................................................................................................... 76
9.3. Análisis de sensibilidad .................................................................................................. 79
9.4. Modificaciones para correcto análisis de resultados del modelo. ................................. 94

10. Desarrollo Herramientas de Pronósticos .............................................................. 102
10.1. Estimación del parámetro demanda .......................................................................... 102
10.2. Estimación del parámetro canjes efectuados por otras compañías.......................... 112
11. Conclusiones ............................................................................................................. 116
Bibliografía ............................................................................................................................ 122
Anexo nº1: Terminología utilizada a lo largo de la Tesis............................................... 126
Anexo nº2: Resumen funcionalidades informes de gestión.......................................... 128
Anexo nº3: Definición de parámetros del modelo. ......................................................... 135
Anexo nº4: Sensibilidad sobre parámetros definidos por Gasco. ................................ 141
Anexo nº5: Sensibilidad sobre parámetros pronosticados............................................ 160
A. Sensibilidad sobre la demanda: pronóstico inferior a demanda real del período ... 160
B. Sensibilidad sobre la demanda: pronóstico superior a demanda real del período. 166
C. Sensibilidad sobre canjes: pronósticos inferiores a valor real del período.............. 170
D. Sensibilidad sobre canjes: pronósticos superiores a valor real del período............ 174
Anexo nº 6: Detalle resultados pronósticos de demanda .............................................. 201
Anexo nº 7: Problemáticas en registro de ingreso y salida de camiones de canje... 208

1
1. Introducción
El presente trabajo de tesis ha sido realizado en Gasco S.A, específicamente
en el canal de venta de Gas envasado (en cilindros). Gasco es una de las tres
principales compañías de gas licuado del país, siendo la empresa con mayor
participación de mercado en la Región Metropolitana.
Con el afán de aumentar las utilidades, las empresas buscan realizar un uso
eficiente de sus activos, intentando minimizar las holguras o gastos innecesarios,
teniendo siempre en consideración la importancia del servicio brindado y la
necesidad de responder ante las necesidades de los clientes dentro de ciertos
plazos. Dentro de este ámbito, surge el interés de Gasco S.A. de mejorar la gestión
del proceso de abastecimiento de cilindros vacíos a la planta, así como lograr una
mejor planificación de la producción, dos puntos que resultan claves para el buen
funcionamiento del negocio. A través de un correcto manejo de cilindros llenos y
vacíos para llenar, así como del proceso de canje de cilindros1, será posible
responder de forma ágil y eficiente a las necesidades de los clientes .
El objetivo principal del trabajo de tesis consiste en formular y validar un
modelo matemático de programación lineal que permita resolver el problema de
dimensionamiento de flota y gestión del proceso de canje, así como de planificación
agregada de la producción para el departamento de operaciones de la compañía,
que brinde la posibilidad de analizar simultáneamente distintos escenarios,
constituyéndose en un importante apoyo para la toma de decisiones.
Por otra parte se desea generar herramientas que permitan un mejor
pronóstico de parámetros que son utilizados en el modelo y que resultan críticos en
las decisiones. Por último, se pretende generar herramientas que permitan llevar a
cabo una correcta gestión de la información crítica para los distintos procesos, lo cual
de forma previa al inicio de la tesis no se encuentra disponible.
1 Actividad surgida por la llegada a las distintas plantas de cilindros de otras compañías (traídos por clientes), los cuales no pueden ser llenados, por lo que las compañías deben efectuar un “intercambio 1:1” para recuperar sus cilindros desde otras plantas. Se sugiere revisar Anexo 1 para mayor claridad.

2
2. Antecedentes Generales
2.1 La comercialización de gas licuado en Chile.
La forma en que se comercializa el gas licuado envasado es un tema que
despierta discusiones en todo el mundo. Mientras en Europa se presentan sistemas
bastante avanzados en que la comercialización por cilindros es relativamente
pequeña, en Sudamérica, esta problemática es tema constante de discusión.
En Chile se utiliza un esquema de marcas en que los cilindros están en
propiedad de las distribuidoras. Este sistema presenta las siguientes características:
• Las compañías sólo pueden envasar en cilindros que lleven sus propias
marcas.
• Las compañías son responsables del mantenimiento, reposición y llenado de
cilindros de gas licuado identificados como de su marca.
• Dadas las condiciones del negocio, un cliente al momento de la compra, debe
hacer entrega de un cilindro vacío para poder recibir otro lleno. Con el
propósito de no afectar el derecho del usuario a elegir, las comercializadoras
de gas licuado, tienen la obligación de autorizar a sus distribuidores a recibir
cilindros de otras compañías en el momento de la venta.
• Las empresas tienen el deber de almacenar los cilindros vacíos de otras
compañías, realizando un canje con éstas, para poder así también recuperar
los cilindros de su marca que se encuentren en posesión de las otras
compañías.
• Para el caso chileno, no existen centros de canje, sino que las compañías han
acordado un sistema en el cual los canjes se realizan llevando los cilindros a
las otras plantas, efectuándose en ese lugar el intercambio. De esta forma es
de responsabilidad de cada empresa definir sus estrategias y acuerdos con la
competencia, que les permitan reducir costos y hacer de este proceso más
eficiente y justo para todas las compañías. El canje ha sido establecido del
tipo 1:1, es decir, un cilindro de cierto formato , únicamente podrá ser canjeado
por otro del mismo.

3
Además del sistema de marcas imperante en Chile, otros sistemas existentes
son el sistema universal (no hay marcas diferenciadas) que se da en Colombia; un
sistema de marcas en que los cilindros son de propiedad de los usuarios, como es el
caso de Argentina y sistemas en que la propiedad de los cilindros es combinada
entre las compañías y los usuarios.
2.2 Descripción de la empresa
Gasco S.A. es una de las tres principales compañías de Chile en el negocio de
la comercialización de gas licuado. Junto con sus filiales está presente en diez
regiones del país, distribuyendo gas licuado a clientes residenciales, comerciales e
industriales. A través de su filial Gasmar S.A, importa gas licuado para el mercado
nacional, el cual es comerciado a granel o de forma envasada (en cilindros).
La participación de mercado de Gasco S.A. a nivel nacional es de alrededor
del 28%, ocupando el tercer lugar, detrás de Abastible, con un 35% y de Lipigas2,
con un 37%. Sin embargo en la Región Metropolitana, Gasco presenta la mayor
participación con un 42%, seguido de Abastible con un 35% y Lipigas con un 23%.
El presente trabajo es desarrollado en la unidad de negocios Gasco Santiago,
específicamente en la planta de Maipú, que corresponde a la única planta de
envasado de Santiago, a través de la cual se distribuye al resto de la Región
Metropolitana. Para esto, se cuenta con cuatro centros de distribución ubicados en
las comunas de Quilicura, La Reina, El Bosque y Estación Central, a partir de los
cuales se abastece a zonas previamente designadas.
El gas licuado es comercializado en 4 formatos: 5, 11, 15 y 45 Kg. para todas
las empresas.
Los “clientes” o demandantes de cilindros de la planta Maipú son:
• Centros de Distribución: que corresponde a entregas a los centros de
distribución de la Región Metropolitana (en casos excepcionales fuera
2 El grupo Lipigas está compuesto por las empresas Lipigas, Codigas, Agrogas y Enagas.

4
de Santiago), desde donde serán distribuidos a sus respectivos
sucursaleros.
• Sucursaleros: que corresponde a clientes externos que se dedican a la
comercialización de cilindros, existiendo de tipo exclusivos (que venden
únicamente cilindros Gasco) y mixtos.
• Sectoristas: que corresponde a camionetas de la compañía que
responden principalmente a requerimientos de clientes por vía
telefónica.
Los formatos de cilindros mayormente vendidos son los de 11 y 15 Kg. El
nicho de mercado mayormente explotado por Gasco es el de cilindros de 11 kg. (e
incrementándose año a año el de 15 Kg.), lo cual se complementa con cilindros de 5
y 45 kg. Abastible y Lipigas se enfocan mayormente en la venta de cilindros de 15 kg
por sobre la de 11 Kg.
Como apoyo para el lector, en el Anexo nº1 se incluye una breve explicación
para términos frecuentemente utilizados durante la tesis.

5
3. Descripción y Justificación del Problema
3.1. Descripción del sistema
Para el planteamiento del problema, resulta necesario en primer lugar
comprender el funcionamiento del negocio. Para esto, se ha diseñado el esquema
que es presentado en la Figura 1. A partir de ésta, se explicará cada una de las
etapas, para posteriormente definir las áreas que presentan problemáticas.
Figura 1: Esquema representativo del funcionamiento del sistema.
A lo largo del día llegan a la planta Gasco clientes con sus camiones cargados
con cilindros vacíos, tanto de Gasco como de otras compañías (Nodo PI de la
Figura), los cuales son entregados para luego hacer retiro de la misma cantidad y
formato de cilindros llenos. Según estimaciones de la compañía, alrededor del 30%

6
de los cilindros ingresados corresponden a cilindros de otras compañías. Las
llegadas de clientes a la competencia sigue el mismo patrón.
Una vez que los cilindros vacíos del cliente son aceptados (se genera la orden
de compra), los cilindros pertenecientes a Gasco pasan a un proceso de revisión,
donde debieran ser autorizados para proceso, siendo enviados al Área de Cilindros
Vacíos (nodo SV en la figura) y más tarde a la Plataforma de Producción (nodo PP
de la figura). Los cilindros no autorizados para proceso (cilindros en mal estado o con
necesidad de ser revisados) son enviados a un proceso de mantenimiento (Nodo SM
de la figura). Los cilindros pertenecientes a otras compañías son llevados hacia el
Patio de Colores3 de la planta, donde luego serán canjeados (Nodo PC de la figura).
Los cilindros que son enviados a mantenimiento , serán reparados (dentro o
fuera de la planta según necesidad) siendo reinsertados en el corto o mediano plazo.
Según estimaciones del personal de la empresa alrededor del 1% de los cilindros
ingresados a la planta son enviados a mantención.
Los cilindros que ingresan a Plataforma, se encuentran listos para ser
llenados, para lo cual se cuenta con siete carruseles de producción, los cuales dado
su diseño, pueden ser utilizados para el llenado de un único formato, no existiendo
necesidad de incurrir en costos de setup de maquinarias.
Una vez que los cilindros han sido llenados y completado su proceso de
producción, son dispuestos en camiones, rampas o en el espacio físico destinado a
cilindros de este tipo, para su posterior venta (Nodo SLL de la figura).
En relación a los canjes con otras compañías, al iniciar el día, el responsable
del Patio de Colores de cada una de las empresas tiene el deber de enviar a través
de un correo electrónico la información relacionada al stock de cilindros de cada uno
de los formatos y compañías que posee en su Patio de Colores. A partir de esto, así
como por la constante comunicación establecida entre los responsables del canje de
cilindros de cada empresa, se van planificando diariamente los canjes que serán
efectuados, y por ende como serán cargados los vehículos destinados al canje. El
3 Espacio físico dentro de cada planta destinado a almacenar los cilindros que ingresan a ésta y que pertenecen a otras compañías para su posterior canje. Se sugiere revisar Anexo 1 para mayor claridad.

7
proceso de canje para vehículos de Gasco, tarda alrededor de 2,5 horas, donde se
incluyen las siguientes actividades
o Carga de camión en planta Gasco con cilindros para canje
o Viaje hacia la otra compañía
o Proceso de ingreso y descarga de los cilindros en la planta de destino
o Carga de cilindros Gasco,
o Retorno a la planta y descarga de cilindros en plataforma.
En base a lo anterior, cada camión de la flota Gasco puede realizar entre 3 y 4
viajes diarios en el horario de trabajo (sin considerar horas extra).
Cabe mencionar que las tres plantas de las distintas compañías se encuentran
muy cercanas (a no más de dos kilómetros), por lo que el tiempo que tarda el
proceso de canje es ocasionado principalmente por la carga y descarga de los
cilindros y por procedimientos de revisión y papeleo que deben hacerse tanto en la
planta de origen como en la de destino.
Por último, la distribución actual de los canjes efectuados muestra la tendencia
de Gasco hacia el canje de cilindros de 11 Kg., mientras Abastible y Lipigas canjean
mayormente de 15 Kg. Los otros formatos son canjeados de forma distribuida entre
las compañías.
A continuación se mencionan las principales problemáticas e inconvenientes
presentados en el proceso y que pudieran afectar el abastecimiento para producción.

8
3.2. Justificación del proyecto
Dentro de las distintas etapas del proceso se presentan un conjunto de
problemáticas. A continuación son presentadas las dificultades que han pretendido
ser enfrentadas en este trabajo, dividiéndolas en tres secciones.
3.2.1 Variables Exógenas que impactan en el buen funcionamiento del sistema
y que actualmente no son gestionadas de forma apropiada.
• Demanda Variable y Dinámica: La demanda por gas licuado es de carácter
estacional, presentando un importante aumento en los meses de invierno,
para luego decrecer en el período de verano. De la misma forma, la demanda
día a día tiende a tener grandes diferencias, dado que en los días de lluvia o
frío intenso ésta aumenta considerablemente. Por otro lado la demanda
también se ve afectada por cambios en los precios (los cuales ocurren los días
jueves de forma similar a los combustibles), así como por políticas de ventas
del área comercial (promociones). A la fecha, Producción no cuenta con
mayores estimaciones de demanda, salvo las realizadas de forma totalmente
informal por el personal a cargo.
• Canjes de la competencia exógenos e irregulares: Los canjes efectuados por
la competencia forman parte del medio ambiente de la compañía y no se
puede ejercer mayor influencia sobre éstos.
• Fracción cilindros de otras compañías traídos por clientes: Tal como se ha
mencionado, alrededor del 30% de los cilindros que entran a la planta
provenientes de las ventas, pertenecen a las otras compañías.
3.2.2 Problemas de Gestión y comunicación entre áreas por parte de la
compañía
• Bajo manejo y gestión del proceso de canje: De forma previa al inicio del
estudio, no existe mayor control sobre el proceso de canje, lo cual se hace

9
evidente en la mala estimación del tamaño de flota necesario así como en los
malos registros e información manejada del proceso. De hecho, hasta el inicio
de este estudio, el canje es programado por el responsable de esta actividad,
sin mayor comunicación (salvo a través de correos o por celular en casos
críticos) con Producción, por lo que a veces los canjes efectuados no son los
apropiados de acuerdo a las necesidades en la etapa productiva.
• Es común que se lancen promociones sin dar aviso previamente a
Producción, no permitiéndoles prepararse para el posible aumento en la
demanda.
• En términos de inventario de seguridad para poder enfrentar la variabilidad de
la demanda, si bien se han definido niveles de stock deseados en inventario
en base a estudios de demanda, se ha podido observar que no son
apropiados y no aportan mayor valor al proceso (no reflejan correctamente la
situación real al ser valores menores, que habitualmente se logran, pero no
son suficientes para enfrentar escenarios complejos).
• Mala programación de flota: La mala programación provoca que durante el
invierno en reiteradas ocasiones se vean totalmente sobrepasados, debiendo
recurrir a horas extras para canje fuera del horario de trabajo, así como la
utilización de rampas, las cuales han sido adquiridas con otros objetivo, por lo
que su utilización en este proceso genera complicaciones y costos en otras
actividades. De forma contraria, en verano se cuenta con holguras en que la
flota no es aprovechada como debiera.
3.2.3. Particularidades del negocio
• Canje Directo 1:1: El que el canje pueda ser efectuado únicamente en caso
que existan cilindros disponibles por parte de ambas compañías es una
importante dificultad para el proceso que debiese ser mayormente estudiada y
controlada de manera de poder reaccionar de buena forma a situaciones
críticas y/o poder prepararse previamente para éstas. Por otro lado, esta

10
política junto a las posibles variaciones en el tiempo en las participaciones de
mercado de las distintas compañías, genera que existan grandes diferencias
entre los cilindros para canje en los Patios de Colores de cada compañía,
teniendo altas cifras de cilindros “estancados”4.
• Imposibilidad de “stockearse” en verano (cilindros insuficientes): Se ha
comprobado que no es posible centrar los canjes en ciertos períodos (por
ejemplo verano), dado que no se cuenta con suficientes cilindros para ser
canjeados. De hecho, en Gasco se tiene absoluta claridad de que el proceso
de canje es una actividad operativa y que requiere ser desarrollada
diariamente si se desea proveer de estos cilindros al proceso productivo. Por
ende, resulta clave efectuar los canjes apropiados, así como contar con la
capacidad para afrontar períodos críticos y poder dar continuidad al proceso
productivo mediante un correcto abastecimiento.
4 Cilindros estancados se refiere a que no pueden ser canjeados dado que en la otra compañía no se cuenta con el stock para hacerlo.

11
4. Objetivos
4.1. Objetivo general
Desarrollar un modelo matemático que permita apoyar la toma de decisiones
tácticas relacionadas con la planificación agregada de la producción y la gestión del
proceso de canje de cilindros, con el fin de satisfacer los requerimientos del sistema
a un mínimo costo. Además se desea generar herramientas que permitan obtener
mejores estimaciones para algunos de los parámetros críticos del modelo
(principalmente la demanda) y a la vez incluir en éste funcionalidades que permitan
enfrentar posibles errores en las estimaciones de sus parámetros.
4.2. Objetivos específicos
• Generación de herramientas computacionales para la correcta gestión futura
de los procesos involucrados.
• Desarrollo de modelo matemático que permita determinar de forma eficiente la
producción agregada mensual para cada formato y la flota requerida para
canje (definiendo número y tipo de viajes a efectuar a cada compañía) de
manera de mantener un funcionamiento del sistema acorde a los objetivos de
la compañía.
• Desarrollar herramientas que permitan la obtención de soluciones con la
información disponible en tiempos moderados, considerando tanto la
ejecución del modelo como la obtención inicial de sus parámetros.
• Realizar un análisis de sensibilidad del modelo con respecto a sus
parámetros. Identificar los parámetros críticos para su buen funcionamiento y
generar propuestas para mejorar su manejo y/o pronóstico.
• Desarrollo de herramientas que permitan al personal de la compañía extraer
información del modelo, así como comparar distintos escenarios, de manera
de apoyar la toma de decisiones.

12
5. Revisión Bibliográfica y Selección Enfoque de
Solución.
El tema en estudio se enmarca dentro del área de Planificación Agregada de
la Producción, la cual se combina en menor proporción con otras áreas, tales como
Gestión de Inventarios (es necesario definir stock de seguridad) y Dimensionamiento
de Tamaño de Flota (definir número de camiones para canje y brindar apoyo para su
correcta gestión).
La principal particularidad del sistema en estudio sobre otros negocios es que
los cilindros vacíos (insumo) es provisto por los clientes al momento de la compra,
por la competencia a través del canje y a través de la posible adquisición de cilindros
nuevos, la cual por economías de escala se intenta llevar a cabo sólo de forma
esporádica (una a tres veces al año). Lo anterior, aleja en cierta forma al problema
de un sistema de manejo de inventario, donde típicamente se determinan puntos de
reorden (lo cual para el caso en estudio se lleva a cabo de forma operativa y durante
todo el día) y tamaño de pedido (el cual en este caso se encuentra restringido por la
capacidad de la flota contratada y disponibilidad de cilindros en la otra planta).
La venta de gas licuado envasado se podría relacionar con el negocio de las
bebidas y cervezas retornables. Sin embargo la alta diferencia de costos en la
compra de envases (cilindros) nuevos los diferencia de forma considerable, pues
para el segundo caso, se llevan a cabo constantes compras de dicho insumo, lo cual
simplifica esta problemática.
Para el desarrollo del problema se debe tomar en cuenta que dentro de las
necesidades del departamento de producción se combinan:
• Minimización de costos, donde se tiene: mano de obra, horas extra, flota para
canje, compra de cilindros, entre otros.
• Poder brindar un buen nivel de servicio para los clientes, minimizando el
riesgo de quiebres de stock (que trae consigo ventas perdidas por la
incapacidad de satisfacer la demanda).

13
• Deseo de cumplir de la mejor forma posible con requerimientos específicos
definidos en conjunto con otros departamentos tales como niveles de stock de
seguridad deseados de cilindros (llenos y vacíos) a disponer y reducción en el
tiempo del stock para canje tanto dentro de la planta como en las otras
compañías.
Los tres puntos anteriores están altamente ligados a la necesidad de que las
herramientas desarrolladas sean capaces de enfrentar la incertidumbre presente.
Para el logro de los objetivos recién planteados se ha llevado a cabo una
revisión bibliográfica en búsqueda de esquemas que consideren lo recién planteado.
En la sección 5.1 se desarrolla un resumen sobre Planificación Agregada de la
Producción, donde además se mencionan referencias sobre literatura relacionada
con las distintas metodologías utilizadas para la resolución de este tipo de
problemas. Junto a esto se presenta una breve justificación para la elección en esta
tesis de un modelo de Programación Lineal sobre las otras alternativas.
En la sección 5.2 se detallan algunas estrategias de resolución de problemas
de planificación agregada de la producción mediante Programación Lineal,
definiendo finalmente la que se lleva a cabo en este trabajo.
Por último, en la sección 5.3 se estudian distintos métodos de pronósticos de
demanda, tema que resulta crucial para una buena planificación de producción,
señalando cual de éstos se considera apropiado para este estudio, de acuerdo a los
recursos y requerimientos de la empresa.
5.1 Planificación agregada de la producción
Los planes de la función productiva son definidos en distintos niveles de
decisión, los que pueden ser agrupadas en tres categorías : Planificación Estratégica
(largo plazo), Planificación Táctica o Agregada (mediano plazo) y Planificación
Operativa. La presente investigación, tal como se ha indicado, está orientada hacia la
segunda categoría, por lo cual es brevemente detallada en los párrafos siguientes.
La planificación táctica o agregada de la producción tiene por objetivo proveer
los niveles óptimos de producción sobre cierto horizonte de planificación de mediano

14
plazo de modo que, por una parte, maximice la utilidad de la firma (o minimice
costos), y por otra, permita satisfacer los requerimientos de demanda para los
distintos productos, tomando en consideración restricciones impuestas por diversos
recursos escasos como materias primas, capacidad de maquinarias y/o
disponibilidad de mano de obra, talleres y bodegas, entre otros.
Los costos más relevantes que aparecen en la planificación agregada de la
producción, se pueden mencionar los costos básicos de producción, que incluye los
costos fijos y variables en que se incurre al fabricar algún producto en cada período;
los costos asociados a cambios en los niveles de mano de obra (incluyendo
contratación, capacitación y despidos, entre otros); costos de inventario (costo de
oportunidad del capital ligado a éste), seguros, impuestos, deterioros y obsolescencia
y, finalmente, el costo de un mal servicio por retrasos en la entrega o, simplemente,
por demanda insatisfecha, el cual debe reflejar costos asociados a pérdida de
clientes y de márgenes de venta.
Según Boiteux et al. [5], las estrategias llevadas a cabo para la resolución del
problema de planificación agregada de la producción pueden ser clasificadas en tres
categorías: comparación de alternativas, reglas de decisión y programación
matemática.
• Los métodos de comparación de alternativas consisten en generar varios
planes alternativos y seleccionar uno en función de uno o más criterios. Para
ello puede hacerse uso de gráficos y hojas de cálculo. Alford [2] desarrolla un
método gráfico de planificación de producción a nivel agregado.
• Los métodos con reglas de decisión proporcionan un plan agregado (nivel de
producción, plantilla, niveles de stock, etc.) a partir de los datos (pronósticos
de demanda, costos, stock actuales, etc.), mediante un conjunto de
expresiones (tanto lineales como no lineales). En 1955, Holt et al. [14]
formalizan el método de La Regla de Decisión Lineal (LDR), el cual consiste
en una función matemática cuadrática de costo, que incluye costos de
plantilla, contrataciones, despidos, tiempo extra, inventarios, pedidos
pendientes o agotamiento de inventarios y gastos por cambios de producción.

15
La solución proporciona la cantidad de trabajadores a contratar o despedir, las
horas de tiempo extra requeridas, fluctuaciones esperadas en inventario y los
cambios de máquinas. El modelo LDR ha dado lugar a extensiones, como el
Modelo LDR y la Capacidad de la Planta de Sypkens [23], o el método SDR o
de la Regla de Decisión por Búsqueda de Taubert [26].
• La utilización de modelos de programación matemática para planificación
agregada de la producción se inicia con Bowman [6], quien vincula la
planificación a un problema de transporte. Posteriormente se han propuesto
numerosos modelos de programación matemática: de programación lineal,
programación lineal entera mixta y de programación no lineal. Dentro de los
trabajos más recientes sobre planificación agregada, se destacan: Tadei et al.
[24] con un modelo de programación lineal entera mixta; Leung y Wan-lung
[17], con un modelo de programación lineal por metas; Leung et al. [18] con un
modelo estocástico con una distribución de probabilidad sobre los pronósticos
de demanda; Wang y Liang [29], un modelo de programación lineal multi-
objetivo para un entorno de variables de lógica difusa; Gomes da Silva et al.
[13] con un modelo multicriterio de programación lineal entera mixta. Dentro
del medio nacional se puede mencionar un modelo para la planificación de la
producción en una planta de refrigeradores llevados a cabo por Gazmuri et al.
[12]; Maturana et al. [19], con un sistema de apoyo a la toma de decisiones
basado en Optimización; Albornoz [1] con el desarrollo de un estudio y
proposición de modelos de optimización robusta para planificación de la
producción bajo incertidumbre en la demanda; y, por último, Olivares [20], con
un modelo de Optimización Robusta para la planificación de la producción en
una empresa papelera.
En Boiteux et al. [4], se desarrolla un resumen de los métodos de planificación
agregada más importantes desde el año 1955 hasta la actualidad. Dentro de este
documento se relaciona a los principales autores, con el método propuesto para el
desarrollo de la planificación de la producción en sus respectivas investigaciones, a

16
partir del cual se señala que el método de planificación agregada más sugerido en
los libros y manuales, desde la década del 80, es el de programación lineal. Lo
anterior se justifica por el surgimiento de nuevas herramientas de programación que
hacen posible una mayor aplicación de este método.
5.2 Elección de estrategia para planificación de la producción
Para el desarrollo de esta tesis se ha optado, al igual que una importante
proporción de los autores señalados anteriormente, por la elección de un Modelo de
Optimización lineal. Las principales motivaciones que han inclinado hacia la elección
de este método son:
• Tal como se ha señalado es la técnica mayormente sugerida por distintos
autores, además de que se considera que mediante su utilización es posible
lograr los objetivos definidos.
• Permiten trabajar de manera eficiente con mayor número de variables de
decisión, además de que no resulta mayormente compleja su definición y
formulación.
• Si bien es frecuente que el responsable de planificar en una industria, no se
encuentre profundamente familiarizado con modelos matemáticos de
optimización, se cree que el diseño de herramientas simples, eficientes (en
términos de tiempos de ejecución) y que sirvan de apoyo en la toma de
decisiones, resultará atractivo y útil para el departamento de Producción.
5.2.1 Posibles técnicas complementarias a ser utilizadas
Una vez seleccionado el método para enfrentar el problema, es necesario
identificar técnicas complementarias que permitan enfrentar las consideraciones que
han sido señaladas al inicio de la sección.
Dado que la planificación debe ser definida persiguiendo objetivos y metas
múltiples que son conflictivos entre sí (minimización de costos, cumplimiento stock de
seguridad y reducción de cilindros para canje en Patios de Colores en el tiempo,
entre otros), la metodología de Programación por Metas (o algo de características

17
similares) parece ser una alternativa atractiva, pues mediante su utilización es
posible jerarquizar y priorizar las diferentes metas que intervienen en el modelo.
El segundo punto a definir es cómo enfrentar la incertidumbre presente en el
sistema, principalmente debido a la demanda. En la optimización determinista
tradicional se supone que los parámetros del problema son conocidos con certeza, lo
cual en muchas ocasiones no representa la realidad. Una primera manera de
enfrentar la incertidumbre consiste simplemente en reemplazar los parámetros
aleatorios por su valor esperado, lo cual conduce a la resolución de un modelo
determinista de optimización. Sin embargo, la solución obtenida de esta manera
podría no ser representativa de la realidad, al no tomar en cuenta la variabilidad de
los valores de los parámetros en torno de su valor esperado, conduciendo
usualmente a soluciones más bien optimistas respecto al valor de la función objetivo.
Otra alternativa sería considerar un número finito de posibles escenarios para los
parámetros con incertidumbre, para luego resolver un modelo de optimización para
cada escenario por separado y entregar así al tomador de decisiones un conjunto de
soluciones. Esta alternativa, podría ser complementada con un Análisis de
Sensibilidad o Post-Optimalidad para evaluar el impacto de la variación de los
parámetros (debiendo luego poner especial cuidado en la calibración de los
parámetros que generen un impacto importante en las variables), pudiendo apoyar
las decisiones con herramientas de análisis de escenarios. Una tercera alternativa
consiste en el desarrollo de un modelo de optimización estocástica u optimización
robusta, los cuales incluyen explícitamente los parámetros aleatorios en la
formulación del modelo.
A continuación se presenta un breve resumen de las tres estrategias recién
comentadas:
a. Programación por Metas.
La programación por metas es una de las técnicas más importantes para
resolver problemas de Optimización Multiobjetivo, El propósito de esta técnica es
hallar una solución factible tan cercana como sea posible a una meta dada, que

18
habitualmente es inalcanzable. Si denotamos por 1( ... ) ppm m m= ∈ℜ la meta o nivel
de aspiración que deseamos alcanzar, la formulación habitual del problema de
Programación por Metas es el siguiente:
p+i
; ; i=1
(w )i i ix y yMin y w y
+ −
+ − −+∑
-
+ -
s.a. ( ) (1)
x
; y 0
w ; w 0
f x y y m
X
y
− +
+
+ − =
∈
≥
≥
nX ⊂ ℜ es el conjunto factible y f es la función objetivo, tal que
1( ) ( ( ),..., ( ))pf x f x f x= .
Se tiene que (1) es un programa lineal, es decir, que las funciones objetivo
son lineales ( )f x Ax= , donde A es una matriz de orden n p× y el conjunto factible,
X, está definido con restricciones lineales.
Los valores óptimos de las variables iy+ e iy − verifican que 0i iy y+ −• = para
todo i y representan el exceso y el defecto del i-ésimo objetivo, respectivamente,
asociado con la solución factible x . Los pesos + -
w , w representan los niveles de
prioridad entre los objetivos, que se suponen constantes.
La solución óptima del problema de programación por Metas es la solución
factible que minimice la desviación global de los p objetivos.
La metodología de Programación por Metas tiene su origen con Charnes, et al.
[9]. A partir de entonces, han sido publicados numerosos trabajos desarrollando
aspectos teóricos, aplicaciones prácticas y posibles extensiones para el tema, dentro
de los que se encuentran, entre otros, los trabajos ya mencionados llevados a cabo
por Gomes da Silva et al. [13] y Leung y Lai [16].

19
b. Optimización Estocástica
La optimización estocástica puede ser vista como una extensión de los
modelos de optimización lineal y no lineal, donde los coeficientes que no son
conocidos con certeza son definidos a partir de una representación probabilística,
esto es, asumiendo como conocida la función de distribución de los parámetros
aleatorios, sean estos continuos o discretos. Sin el objetivo de ahondar, puesto que
se aleja del objetivo de este trabajo, cabe mencionar que los distintos modelos de
optimización estocástica se agrupan en dos grandes categorías, que son los Modelos
con Restricciones Probabilísticas y los Modelos con Recurso. Para mayor
información sobre el tema, véase Abornoz V. [1 ].
c. Optimización Robusta
Los modelos de Optimización Robusta son muy similares a los modelos con
recurso de la Optimización Estocástica, difiriendo de estos últimos en el tratamiento
dado a las infactibilidades y al empleo de funciones más generales que las
comunmente empleadas en optimización estocástica. En Optimización Robusta, se
combinan ideas de la optimización estocástica con el concepto de análisis basado en
escenarios. Una vez que son definidos los escenarios, el modelo propondrá una
solución óptima que es, por una parte, robusta con respecto a la optimalidad, en el
sentido que es una solución “suficientemente óptima” para cada escenario por
separado y, por otra, robusta con respecto a la factibilidad, en el sentido de que
propone soluciones “aceptablemente factibles” para cada escenario por separado,
donde ambas nociones escritas entre comillas quedan reflejadas a través de costos y
funciones de penalización. Para mayor información sobre el tema, véase Albornoz
[1].

20
d. Análisis de Sensibilidad y Post-Optimalidad
A través del análisis de sensibilidad se estudia como se ve afectada la
solución con la variación de alguno de los parámetros del problema. En este ámbito
se distinguen:
• Análisis de Sensibilidad: Consiste en determinar cual es el rango de variación
de los parámetros del modelo de modo que la base óptima encontrada siga
siendo óptima.
• Análisis Post- Optimal: Consiste en determinar como varía la base óptima si
cambia alguno de los parámetros del modelo.
Para mayor detalle sobre este tema, véase Taha [25].
e. Elección de estrategia
En el diseño del modelo se contempla la definición de metas, por lo cual se ha
optado por trabajar con una metodolog ía similar a la de Programación por Metas
estudiado en el punto anterior. De esta forma se trabaja con componentes de la
función objetivo que se encuentran relacionadas a costos monetarios y otras
relacionadas con penalizaciones (o premios) por cumplimiento de metas. Los
ponderadores w deberán ser definidos de forma tal que relacionen en la forma
deseada las componentes recién señaladas.
En el sentido de enfrentar la incertidumbre existente, se ha optado por la
segunda alternativa propuesta, es decir, considerar un número finito de posibles
escenarios para los parámetros con incertidumbre, para luego resolver un modelo de
optimización para cada escenario por separado generando un conjunto de
soluciones, las cuales en conjunto con una heurística simple y el apoyo de análisis
de sensibilidad de parámetros críticos, entreguen al tomador de decisiones
información para el apoyo en las decisiones. Si bien se tienen claras las ventajas de
modelos de Optimización Estocástica y Optimización Robusta sobre la alternativa
elegida, se han desechado estas alternativas por los siguientes motivos:

21
• Al trabajar con este tipo de modelos, se incorporan un gran número de
variables y restricciones extra que incrementan la dificultad del problema,
aumentando con esto considerablemente los tiempos de resolución.
• El departamento de Producción desea modelos para el apoyo en la toma de
decisiones que sean eficientes, en términos que se desea minimizar el tiempo
de pre procesamiento de los datos y obtención de resultados del modelo, con
el fin de evitar invertir gran cantidad de recursos en estas actividades.
• Si bien, existe la hipótesis que a través de este estudio podría concluirse la
necesidad de diseñar modelos de este tipo, se prefiere efectuar primeramente
un estudio más simplificado, pudiendo enfrentar el problema a través de
alguna de estas técnicas en el mediano plazo.
Dada la estrategia a seguir y el objetivo de la tesis relacionado con identificar
los parámetros críticos del modelo y generar propuestas para mejorar su manejo y/o
pronóstico, en la siguiente sección se detallan distintos métodos de pronósticos
desarrollados en la literatura tradicional, los cuales podrían permitir trabajar el
modelo con valores más precisos para alguno de los parámetros críticos del modelo,
donde se tiene la hipótesis que uno de éstos debiese ser la demanda de cilindros.

22
5.3 Pronósticos
En el proceso de planificación de la producción resulta evidente la necesidad
intrínseca de tomar decisiones en escenarios en los cuales usualmente se
presentará un retraso entre el conocimiento de ciertos eventos inminentes y su
ocurrencia. Este retraso es la razón principal que motiva a Gerencias de Producción
(entre otras) a desarrollar pronósticos que ayuden a seleccionar la mejor
combinación de recursos humanos, materiales y maquinaria para producir la
demanda requerida de forma eficiente, minimizando la dependencia del azar.
Sin importar el sistema para el que se utilizará el pronóstico, es muy
importante comprender algunas de sus características fundamentales (Chapman [8]):
• Los pronósticos casi siempre son incorrectos, por lo cual siempre es necesario
contar con flexibilidad de reacción.
• Todo pronóstico debe incluir un error de estimación. Pronosticar no es sólo
obtener un número, sino definir un rango y una varianza para los valores que
toma éste.
• Los pronósticos agregados son más precisos. En caso que las demandas
sean independientes, la varianza del promedio es menor que la varianza de
cada ítem.
• Los pronósticos son más precisos cuando se hacen para períodos cortos.
Existen dos tipos de métodos fundamentales para el desarrollo de pronósticos:
cualitativos y cuantitativos. Los primeros se emplean en situaciones en las que el
pasado no proporciona información directa sobre el fenómeno considerado,
basándose usualmente en opinión de expertos5. Por el contrario, en los métodos
cuantitativos se extrae toda la información posible contenida en los datos históricos
en base al patrón de conducta seguido en el pasado. Existen dos técnicas de aná lisis
cuantitativo: modelos de series temporales y modelos causales. 5 Existen distintos métodos tales como estudios de mercado y paneles de expertos (entre otros), los cuales no son detallados en este documento, principalmente por motivos de alcance del proyecto.

23
Una serie temporal, también llamada serie cronológica o histórica, puede
definirse como una sucesión de observaciones de una variable en distintos
momentos de tiempo. Básicamente lo que se busca con el estudio de las series
temporales es el conocimiento de una variable a través del tiempo para, a partir de
éste, y bajo el supuesto de que no se van a producir cambios estructurales,
extrapolar ese comportamiento. Por ende, para este tipo de análisis no se requiere
conocer ninguna relación de causalidad explicativa del comportamiento de la variable
endógena.
Los modelos causales parten del supuesto que factores externos pueden
influir en la variable objeto de estudio. Algunos de los enfoques más comunes de
pronóstico causal son: Modelos de regresión y de simulación.
Los pronósticos de serie de tiempo son los más utilizados por los
responsables de operaciones cuando se encuentran con la necesidad de hacer
proyecciones para realizar planes de producción razonables. Esta preferencia sobre
los métodos causales se justifica principalmente porque estas últimas requieren de
cierto conocimiento e información del mercado y medioambiente. Tal conocimiento
rara vez está a la mano de un responsable de operaciones, quien típicamente tiene
puesta su atención sólo en los procesos internos. Gasco no es la excepción
respecto al punto recién mencionado, por lo cual para este trabajo, el análisis se
reduce a métodos de series de tiempo, para las cuales se detallan brevemente las
técnicas comúnmente utilizadas.
5.3.1. Métodos de Pronósticos por series de tiempo
En los pronósticos de series de tiempo se intenta capturar, en menor o mayor
proporción, los patrones subyacentes de la demanda pasada. Estos patrones son:
ruido o parte aleatoria (E(t)) , tendencia (T(t)) y estacionalidad (S(t)).
Una serie temporal Y(t) puede admitir una descomposición de tipo:
Aditiva: ( ) ( ) ( ) ( )Y t S t T t E t= + +
Multiplicativa: ( ) ( ) ( ) ( )Y t S t T t E t= × ×

24
A continuación se detallan métodos de pronósticos de series de tiempo,
abarcando desde técnicas simples, hasta otras más complejas.
1. Promedios móviles simples y Promedios móviles ponderados
Estas técnicas suponen que a partir de las n observaciones más recientes a t,
es posible determinar el valor para el período t+1. En la primera técnica se considera
que los n períodos tienen igual ponderación (Véase ecuación 1). En cambio en la
segunda, cada uno de los períodos podrá tener un peso distinto en la ponderación
(Véase ecuación 2 ). De esta forma:
− +=
= × ∑*1
1
1 n
t+1 t ii
y yn
(1)
− += =
= × =∑ ∑*1
1
donde 1n n
t+1 i t i ii i i
y w y w (2)
2. Suavización exponencial simple
En esta técnica se asigna un peso mayor a la observación más reciente. El
cálculo correspondiente requiere de dos datos: el primero corresponde a la demanda
real del período más reciente y el segundo es el pronóstico más reciente obtenido
por cualquier otro método. A medida que termina cada período, se realiza un nuevo
pronóstico. De esta forma:
* *1 (1 )t t ty y yα α+ = × + − × (3)
a corresponde a la constante de suavización (0< a<1), con lo cual un valor
elevado de a da un gran peso a la demanda más reciente, mientras que un valor
bajo da un gran peso al último pronóstico. Por otra parte, se debe observar que para
empezar con el pronóstico es necesario tener un buen cálculo inicial, derivado de
algún otro método, el cual se denomina pronóstico inicial o de arranque.

25
3. Suavización exponencial doble de Holt.
Esta técnica es utilizada cuando los datos estudiados presentan una tendencia
clara. La diferencia fundamental con el suavizado exponencial es que en cada
período deben ser actualizados dos componentes: el nivel o base ( *t+1y ) y la
tendencia. Sus ecuaciones son:
* *1 1(1 ) ( ) , donde 0< <1t t t ty y y bα α α+ −= × + − × + (4)
* *1 t-1( - )+(1- ) b , donde 0< <1t t tb y yγ γ γ+= × × (5)
4. Suavización exponencial triple de Holt – Winters
Este procedimiento es utilizado cuando se observa que en la serie de tiempo
conviven una componente de tendencia y una componente estacional apreciable.
Al igual que el resto de los suavizamientos exponenciales, la aproximación a
cada componente se realiza condensando la información existente hasta el período
t -1 para generar el valor de la serie en t, y posteriormente se agregan los diferentes
componentes. La agregación de las distintas componentes puede ser llevada a cabo
a través de dos formulaciones:
a) Método de Holt Winters aditivo: Los diferentes componentes se combinan de
forma aditiva, donde “a” es la constante, “b” la tendencia y “c” el componente
estacional. Es utilizado para series en que la fluctuación entre los valores
para los factores estacionales6 de un año a otro tiende a ser estable (por
ejemplo que para cada mes de diciembre las ventas aumentan en 1000
unidades con respecto a período anterior, sin importar el crecimiento
porcentual de las ventas).
*t+k t t t k sy a b k c + −= + × + 7 (6)
6 Una serie tendrá S factores estacionales en caso que el comportamiento exhibido por los datos se repite cada S períodos . 7 Esta expresión corresponde al pronóstico para el período k-ésimo posterior al inicio de éstos.

26
b) Método de Holt Winters Multiplicativo: El componente estacional “c” multiplica
a la constante y la tendencia (“a” y “b”). Es utilizado en series en que la
variación de los factores estacionales de un año a otro depende del cambio
porcentual de la tendencia (por ejemplo un producto para el cual la demanda
en cada mes de diciembre es un 10% mayor a la del año anterior).
* ( )t+k t t t k sy a b k c + −= + × × (7)
En ambos casos s corresponde a los factores estacionales del año (4 por
ejemplo si se considera una estacionalidad trimestral). El factor estacional para cada
caso está definido de forma tal que:
0 Para el caso aditivotc =∑ (8)
Para el caso multiplicativotc s=∑ (9)
Las ecuaciones para el cálculo de aproximaciones para las tres componentes
son las siguientes:
Método Aditivo:
1 1 1 1
2 1 2 1
3 3
( ) (1 ) ( ) (10)
( ) (1 ) (11)
( ) (1 )
t t t s t t
t t t t
t t t t s
a Y c a b
b a a b
c Y a c
α α
α α
α α
− − −
− −
−
= × − + − × +
= × − + − ×
= × − + − × (12)
Método multiplicativo:
1 1 1 1
2 1 2 1
3 3
(1 ) ( ) (13)
( ) (1 ) (14)
(1 )
tt t t
t s
t t t t
tt t s
t
Ya a b
c
b a a b
Yc c
a
α α
α α
α α
− −−
− −
−
= × + − × +
= × − + − ×
= × + − × (15)
De las ecuaciones (10) y (13), se puede observar como ofrece un valor de la
constante en el momento t, tomando en primer lugar la información que ofrece el
valor de demanda Yt, corregido de estacionalidad, y luego se añade la información
que aportan los valores del momento inmediatamente anterior tomando la suma de la
estimación de la tendencia más la constante del periodo anterior.

27
En las ecuaciones (11) y (14) se aproxima el valor de la tendencia en t
tomando por un lado la diferencia de las estimaciones de las constantes en t y en t-1
y por otro lado el valor de la tendencia en el momento anterior.
Por último, las ecuaciones (12) y (15) ofrecen un acercamiento a los factores
estacionales, tomando en consideración en primer lugar un acercamiento al efecto
estacional en el momento t, que se consigue dividiendo el valor de la serie original en
t entre una estimación de la constante (o nivel medio) en t, y en segundo lugar el
valor del factor estacional en el mismo periodo del año anterior.
Para poder realizar pronósticos utilizando el método de Holt Winters se
requiere conocer los valores iniciales y los valores de las constantes 1 2 ´3, y α α α . Los
valores iniciales para comenzar los cálculos recursivos son S+2, correspondientes a
los S factores estacionales del año, a la primera observación y a la tendencia inicial.
Los valores de 1 2 ´3, y α α α deben ser tales que se consigan las mejores predicciones,
es decir, se debe buscar la combinación que minimice el error de predicción (por
ejemplo del RECM detallado en los siguientes párrafos).
Dentro de los trabajos en que ha sido estudiada la capacidad predictiva del
método de Holt – Winters, se encuentran Bermudez et al. [3], Jimenez et al. [15] y
Prajakta [21].
El método de Holt – Winters parece, a simple vista, ser una técnica más
elaborada que debiera llevar a mejores resultados que los métodos anteriormente
revisados. A esto se suma el que en esta técnica se consideran las componentes de
tendencia y estacionalidad, claramente presentes en la demanda de gas.
Si bien existen otras técnicas univariantes más complejas, tales como los
modelos Box-Jenkins (ARIMA) o modelos de función de transferencia, para este
trabajo se llega sólo hasta este nivel, principalmente por los siguientes motivos:
• El departamento de Producción ha expresado el deseo de contar con una
herramienta simple, que pueda ser desarrollada en planillas de cálculo, lo cual
no ocurre para métodos como el de Box-Jenkins .
• El objetivo principal del trabajo de tesis es el desarrollo del modelo
matemático, considerándose dentro de éste el análisis de sensibilidad y

28
evaluación en distintos escenarios, con lo cual el posible error de pronóstico
es ya en parte enfrentado.
• Los modelos de Box-Jenkins tienen la desventaja de requerir un elevado
número de observaciones. Por otra parte, la estimación e interpretación de sus
coeficientes es compleja.
En la sección 10.1 se seleccionan dos de las técnicas recién revisadas
(promedio simple y método de Holt – Winters), donde se evalúa cual de éstas es más
adecuada para la elaboración de pronósticos en el negocio de venta de gas licuado.
Para el logro de esto último, se estudian algunos estadísticos que permiten
evaluar la capacidad predictiva de un set de métodos, a través de la cuantificación
global de los errores de predicción. Dentro de los más utilizados se encuentran: la
raíz del error cuadrático medio (RECM), la desviación media absoluta (MAD) y la
desviación absoluta media porcentual o relativa (MAPE), dados por:
2t
t
eRECM
N= ∑ 1
tt
MAD eN
= ∑ 1100t
t t
eMAPE
N y= ×∑
te es el error, calculado como la diferencia entre los valores reales y los
estimados por el modelo, N el tamaño de la muestra e ty los valores observados.
Dentro de los métodos de cuantificación de error recién descritos, se dará mayor
énfasis en el RECM (el que popularmente se utiliza) junto con el MAPE. Sin embargo
éste último da el mismo peso a cada cociente t
t
ey
, por lo cual se castiga de igual
forma una desviación de un 1% para un período con valor muy pequeño, que para
uno con un valor mucho mayor. Esta limitación provoca que si bien el valor MAPE
pueda resultar útil para efectuar interpretaciones, no es el método más apropiado
para los análisis que se efectúan en este estudio.

29
6. Herramientas de Gestión.
En base al primer objetivo específico de la tesis, resulta necesario generar
herramientas que permitan aprovechar los datos existentes en la empresa para
generar información útil que apoye la gestión de los principales procesos, así como
la toma de decisiones en éstos. Por otra parte, se requiere de herramientas que
permitan obtener sin mayores complicaciones, los parámetros necesarios para el
modelo matemático desarrollado (el cual será profundizado en el siguiente punto).
A partir de lo anterior se ha trabajado principalmente en cuatro informes, a
partir de los cuales se logran en gran medida, los objetivos planteados. Las planillas
desarrolladas y que a continuación serán profundizadas son las siguientes:
• Informe de Canje de Cilindros.
• Informe de Ventas.
• Informe de Existencias.
• Informe de Ingreso de Cilindros para Canje.
Cabe mencionar que la empresa cuenta con el Software SAP ERP (véase
Anexo 1 para mayor detalle) a partir del cual es posible contar con gran cantidad de
datos que a la fecha no son mayormente aprovechados por el área.
6.1. Informe de canjes
6.1.1 Información generada.
La planilla de informes de canje ha sido desarrollada en base a la información
de salida y entrada de vehículos provista por SAP. El procesamiento de estos datos
ha sido realizado a partir de Tablas Dinámicas, el diseño de Macros programadas en
Visual Basic y la utilización de las funcionalidades brindadas por la herramienta
Excel.
El objetivo principal para el desarrollo de esta planilla ha sido contar con una
herramienta que permita brindar información detallada acerca del proceso de canje,
apoyar la toma de decisiones, el desarrollo de informes de gestión sobre el proceso y

30
estudiar el comportamiento a través del tiempo tanto de las variables involucradas
como de las estrategias llevadas a cabo por cada una de las compañías.
Por otro lado, la planilla permite generar, de forma automatizada, los
parámetros necesarios por el modelo relacionados con este proceso.
Los datos principales que es posible identificar a partir del informe son:
• Número de viajes de canje entre Gasco y las otras compañías (con flota
Gasco o de la competencia) por unidad de tiempo (día, mes, trimestre, año).
• Número total de cilindros canjeados en todos los formatos por cada compañía
para una unidad de tiempo. Lo anterior permite efectuar análisis comparativos
entre los canjes efectuados por las compañías, lo que podría reflejar ciertas
irregularidades en el proceso de canje, tal como costos muy dispares por
viajes de canje (número de viajes), lo que no debiese ocurrir por los acuerdos
entre éstas relacionados al proceso.
• Poder agregar la amplia variedad de formato de cargas de los camiones para
viajes de canje a partir de la identificación de patrones y estrategias muy
similares o recurrentes, lo cual reduce la complejidad del modelo matemático
al trabajar con una cartera más apropiada de posibilidades de llenado.
• Identificar los desfases ocasionados entre cilindros ingresados y salidos de la
planta (dado que se supone que estas cantidades debiesen ser equivalentes),
lo cual permite identificar posibles errores de registros, o peor aún, pérdida de
cilindros. Por otro lado, esta información permite tener una idea de la calidad
de los datos con que se trabajará.
• Determinar tiempos promedio de viajes de canje entre compañías (luego de
una previa limpieza de datos donde automáticamente se extraen datos fuera
de rango).
• Determinar para cada viaje el tipo de vehículo utilizado (distinguiendo
camiones y rampas).
• Otra potencialidad del informe es que, en base al total de cilindros canjeados
por Gasco durante una temporada8, unido a pronósticos de demanda, es
8 De forma previa a este estudio hubiese sido prácticamente imposible obtener estos valores.

31
posible estimar la disponibilidad de pago por el contrato de vehículos para la
temporada venidera, pudiendo seleccionar entre distintas ofertas la más
conveniente para la empresa.
6.1.2 Funcionamiento del Informe.
En primer lugar, los datos descargados desde Sap son procesados a través de
la inclusión de atributos necesarios para su posterior utilización. A continuación,
mediante Tablas Dinámicas se obtienen tanto las salidas como ingresos de cilindros
por formato a lo largo del día a la planta Gasco, tal como se muestra en la Figura 2.
Figura 2: Esquema planilla canjes: Los valores corresponden a número de cilindros. Los valores negativos son salidas de cilindros desde la planta, mientras que positivos corresponden a ingresos. Para el correcto entendimiento “05V_AB” corresponde a salidas de cilindros de 5 Kg. pertenecientes a Abastible (“LP” es para Lipigas), mientras “05V” corresponde a ingreso de cilindros (Gasco traídos por vehículos de la empresa o la competencia) de 5 Kg. Espacios en blanco se deben a que no hubo flujo en ese instante de cilindros de dicho formato. Fe.contab. Hora 05V_AB 05V_LP 11V_AB 11V_LP 15V_AB 15V_LP 45V_AB 45V_LP 05V 11V 15V 45V Total general
02-01-2007 08:40:43 -600 -60009:15:07 -600 -60010:02:48 600 60010:42:13 600 60011:00:55 -600 -60012:00:16 420 42012:30:44 600 60012:55:05 -420 -42013:21:15 -270 -456 -72613:57:07 132 13214:34:12 -132 -13214:51:03 270 456 72615:34:22 -500 -312 -81216:58:37 -600 -60018:05:42 500 312 81218:09:38 600 600
Total 02/01/2007 -770 -3168 -420 -132 770 3168 420 132 0
Los valores entre la tercera y décima columna corresponden a salidas de
cilindros desde la planta (por eso su valor negativo) y desde la undécima a la
quinceava corresponde a ingresos de cilindros (positivos). Más aún, para las salidas
de cilindros, es posible distinguir la compañía destino.
Dada la definición de canje 1:1, un ingreso de m cilindros de formato n para
canje debe generar una salida del mismo número de cilindros y formato un tiempo t∆
posterior. Además, el hecho que los cilindros ingresen o salgan de la planta en
primer lugar determinará si el viaje es efectuado por la flota Gasco o de otras

32
compañías (un vehículo propio primero saldrá de la planta con cilindros de la
compañía k9).
Sin embargo se presenta una complicación que obliga a asumir ciertos
supuestos: dado el manejo actual de la información en SAP, no existe ningún
registro que permita distinguir un vehículo de otro (la patente de éste por ejemplo), lo
cual dificulta diferenciar claramente el ingreso y salida de éste, salvo por la
particularidad señalada anteriormente . Dado lo anterior, la macro diseñada permite
encontrar en los registros diarios los pares de datos equivalentes (pero de signo
contrario) y de esta forma determinar la compañía que ha efectuado el viaje.
En caso que durante un día un formato de carga sea utilizado en más de una
oportunidad, se toma el supuesto first in first out en términos que para un vehículo
que ha salido (entrado) para realizar canje, se considerará su par de retorno (salida)
el siguiente valor exactamente igual de cilindros (de signo contrario), en el (los)
mismo(s) formato(s).
Posterior a esto es necesaria una segunda revisión en la cual se identifiquen
pares que la macro pudiera no haber detectado por leves problemas en el ingreso de
los datos (retomado en sección 10.2.).
Una vez identificados los pares de viajes y las empresas que los originaron, es
posible a partir de aplicaciones Excel, extraer la información ya mencionada.
En el anexo nº2 se resumen y muestran de forma gráfica algunas de las
principales funcionalidades de la planilla.
9 Donde k corresponde a la competencia, pudiendo ser Abastible o Lipigas.

33
6.2. Informe de ventas
6.2.1 Información generada
La planilla de informes de ventas ha sido desarrollada en base a la
información provista por SAP, donde se incluyen todas las salidas de cilindros por
ventas (a clientes y los distintos centros de distribución). Al igual que la planilla
anterior, el procesamiento de datos ha sido realizado a partir de Tablas Dinámicas y
la utilización de las funcionalidades brindadas por la herramienta Excel. El objetivo
principal para el desarrollo de esta planilla coincide con el de la planilla de canjes ya
descrito anteriormente, tanto en términos de apoyo a la gestión, como en generación
de los parámetros necesarios para el modelo.
Si bien esta información debe ser mayormente controlada y gestionada por el
departamento Comercial, dada la falta de comunicación entre las áreas, se ha optado
por desarrollar una herramienta que brinde información probablemente más
simplificada, pero suficiente para el proceso.
La planilla desarrollada es de carácter mensual e incluye la información del
período en estudio para los últimos cuatro años10, lo cual permite detectar tendencias
en el comportamiento del mercado, encontrar similitudes entre distintos años, así
como comprender mejor el comportamiento de la demanda.
Los datos principales que es posible identificar a partir del informe (y que no
eran correctamente controlados de forma previa al desarrollo de éste) son los
siguientes:
• Salidas totales diarias y mensuales para cada formato, las cuales pueden ser
comparadas con las equivalentes para los cuatro últimos años. Dentro de este
ámbito, el gráfico 1 representa la demanda acumulada para el período Junio
2003 – Octubre 2007, donde se refleja claramente la estacionalidad de la
demanda ya comentada en secciones anteriores. Por otra parte es posible
percibir ciertas tendencias a través del tiempo, como por ejemplo una caída
10 Por ende se han desarrollado 12 planillas (una para cada mes), que han quedado operativas para su uso futuro.

34
más pronunciada en las ventas de 11 Kg. (salvo para el último año),
acompañado de una tendencia al aumento en el formato 15 Kg., lo cual refleja
cierto traspaso en las ventas entre estos productos, los que son considerados
suplementarios, dadas sus similitudes (ambos formatos tienen el mismo target
objetivo).
Gráfico 1: Ventas totales mensuales por formato período junio 03 – octubre 07
• Salidas totales distribuidas por día de la semana, permitiendo identificar días
en que pueda concentrarse la demanda y generar las medidas y explicaciones
apropiadas. En el gráfico 2 se representa la demanda para el período
septiembre 2006 – octubre 2007 distribuida por día de la semana para el
formato 11 Kg. donde puede observarse una distribución relativamente similar,
destacándose los días miércoles (día previo a cambio de precios) y sábados.
Cabe mencionar que el comportamiento de los otros formatos es muy similar
al presentado.

35
Gráfico 2: Distribución de ventas según día de la semana
• Segmentación de demandas por categorías, habiendo definido tres niveles de
demanda (baja, media y alta) a partir de las cuales se ha evaluado cada
período definiendo la frecuencia para cada uno de los niveles, pudiendo a la
vez comparar estos resultados entre los distintos años considerados. Esto
también puede resultar útil al momento de estudiar la existencia de días
consecutivos de demanda alta.
• Stock de seguridad de cilindros llenos recomendado para los cuatro períodos
(en base a formulación típica de política de inventarios con demanda incierta),
a partir del cual en base a ponderaciones sobre cada resultado, puede
obtenerse un valor esperado pronosticado para el mismo mes en el período
venidero. Este valor es posteriormente utilizado para la definición de stock de
seguridad.
• Correlaciones existentes entre la demanda por los distintos formatos de
cilindros para cada período en estudio.

36
6.3. Informe de existencias
6.3.1 Información generada
El estudio de existencias ha sido desarrollado en base a la planilla diaria que
se lleva en la planta que presenta la situación al final del día (o en la mañana en
algunos casos) en relación a los stock de cilindros operativos en la planta, donde se
incluyen los cilindros vacíos, llenos, en mantenimiento y para canje (tanto en la
planta Gasco como en las otras compañías). De forma previa al inicio de este
trabajo, si bien la planilla es completada a diario, no existen mayores instancias en
que los datos sean analizados para ver por ejemplo su comportamiento en el tiempo
o análisis estadísticos de sus resultados mensuales, ente otros. Dado esto, la
herramienta diseñada genera, partir de las planillas diarias, un informe mensual con
análisis del comportamiento a través de éste de las variables involucradas.
Los datos principales que es posible identificar a partir del informe (y que no
eran correctamente controlados de forma previa al desarrollo de éste) son los
siguientes:
• Se maneja el stock día a día por formato para cilindros operativos
(diferenciando cada uno de sus tipos), así como promedios mensuales. Para
cilindros llenos es posible detectar los días donde no se cumple con el
Servicio Programado (stock deseado definido). Para el caso de cilindros para
canje es posible definir el número de “cilindros canjeables” entre Gasco y una
compañía k al inicio de cada día, el cual está dado por el mínimo stock para
canje entre las dos compañías.
• A partir de la información antes mencionada es posible: estudiar el
comportamiento de las variables en el tiempo, pudiendo detectar tendencias
en los flujos, cambios en el mercado (comparando los cilindros para canje que
ingresan en las distintas compañías), descubrir datos fuera de rango, entre
otros. Además su correcta gestión y limpieza en los datos ingresados, será
clave para la definición de algunos parámetros del modelo.

37
6.4. Informe de ingreso de cilindros para canje
6.4.1 Información generada
Esta planilla tiene por objetivo determinar la fracción, sobre el total de los
cilindros que ingresan a la planta Gasco (compañía k) por ventas, que pertenecen a
la compañía k (Gasco). Junto a esto, es posible determinar el número de cilindros
Gasco que ingresan a las otras compañías, así como los de éstas que ingresan a su
planta, a partir de lo cual es posible identificar el comportamiento diario del mercado.
El que en un día ingrese un número n más cilindros Gasco a la compañía k que de
éstos a Gasco, refleja que hubo n más preferencias por cilindros Gasco (clientes que
entregan un cilindro de la compañía k, pero prefieren uno de Gasco), además de
poder representar en el tiempo la presencia de un número mayor de cilindros Gasco
en el mercado (pues las preferencias pueden reflejar una “abundancia” de cilindros
de la compañía en el mercado).
Resulta evidente que la información recién descrita puede ser de gran utilidad
para la empresa y sin embargo, a pesar de que su extracción no resulta de gran
dificultad, hasta antes del inicio del estudio no ha sido controlada.
Esta planilla debiese ser actualizada con la misma periodicidad que el informe
de canje (idealmente de forma semanal o quincenal). Para poder calcular lo deseado,
es necesario extraer información de los tres Informes ya descritos, por lo cual
requiere que se encuentren actualizados.
El cálculo de los valores antes mencionados para cada formato y día es
obtenido a partir de las siguientes fórmulas:
, , 1 , , , , ,
, , 1 , , , , ,
_ (1)
_ _ _ (2)k j t k j t k j t k j t
k j t k j t k j t k j t
scje scje ing G canjes
scje oc scje oc ing OC canjes+
+
= + −
= + −
Donde:
, ,k j tscje : Stock para canje de cilindros de formato j pertenecientes a
la empresa k que se encuentran en el Patio de Colores
Gasco al inicio del día t.

38
,_ kj tscje oc : Stock para canje de cilindros de formato j pertenecientes a
Gasco que se encuentran en el Patio de Colores de la
empresa k al inicio del día t.
, ,_ k j ting G : Ingreso de cilindros del formato j de la compañía k a Gasco
durante el día t. Corresponde a la incógnita de la ecuación
(1).
, ,_ k j ting OC : Ingreso de cilindros del formato j de Gasco a la compañía k
durante el día t. Corresponde a la incógnita de la ecuación
(2).
, ,k j tcanjes : Total de canjes que efectuados entre Gasco y la compañía
k, para cilindros de formato j durante el día t.
Despejando , ,_ k j ting G e , ,_ k j ting OC y dividiéndolos por la demanda para t en
la planta Gasco (para dejar una expresión como fracción de esta última) se tiene:
, , , , 1 , , ,, ,
, j,t
, , , , 1 , , ,, ,
, j,t
_ ( ) (3)
Ventas
_ ( _ _ )
Ventas
k j t k j t kj t k j tk j t
j t
k j t k j t k j t k j tk j t
j t
ing G scje scje canjesfg
Ventas
ing OC scje oc scje oc canjesfoc
Ventas
+
+
− += =
− += = (4)
A partir de lo anterior se tendría que:
, ,k j tfg : Fracción sobre el total de cilindros ingresados por ventas
que pertenecen a la compañía k, para el formato j y día t.
,k j tfoc : Expresión para los cilindros Gasco de formato j que
ingresan a la compañía k durante el día t, como fracción del
total de ventas efectuadas por Gasco para el mismo día y
formato.
Los dos valores recién descritos, así como los ingresos diarios para canje, son
calculados a partir de los registros de dos días consecutivos, pudiendo obtenerse

39
además el promedio de los resultados para cada uno de éstos para un período de
tiempo determinado.
Es claro que un valor , ,k j tfg superior a ,k j tfoc refleja que han ingresado un
número mayor de cilindros de la compañía k a Gasco que de Gasco a ésta. Por
ende, debiera reflejarse en el Informe de Existencias, una tendencia hacia el
aumento de stock, más pronunciado en el Patio de Colores de la compañía k que en
el de Gasco (el cual debiera ser corroborado). Por lo tanto en el futuro, la definición
de los valores de estos parámetros debiera efectuarse complementando los
resultados de este Informe y el de Existencias.
Esta información generada es utilizada por el modelo, por lo cual será
retomada y más detallada en la sección dedicada a la explicación de los parámetros
utilizados.

40
7. Modelo Matemático de Optimización
En el punto anterior se han detallado las herramientas de gestión
desarrolladas. En este capítulo se describe el Modelo de Programación Lineal
desarrollado para el apoyo en la toma de decisiones del departamento de Producción
de la planta.
7.1. Consideraciones para diseño del modelo.
Se diseñará un modelo que permita determinar la flota necesaria para poder
abastecer apropiadamente de cilindros vacíos al proceso de producción y a la vez
contar con stock suficientes para enfrentar adversidades o períodos de demandas
altas, minimizando el riesgo de no poder satisfacer la demanda. Para alcanzar este
objetivo puede que sea necesario invertir en la compra de cilindros nuevos para
insertar al sistema. Además, resulta útil generar una idea sobre la producción
esperada de cilindros que debiese llevarse a cabo día a día (el cual puede ser
expresado en términos de tiempo) y generar un apoyo para el personal de canje, con
respecto a la administración de la flota y los canjes a efectuar con las otras
compañías.
Por último, es deseado que la relación entre cilindros canjeados entre
compañías y los cilindros canjeables entre éstas11, permita no generar aumentos
considerables en los stock para canje , por lo que debe motivarse (aunque no es una
de las principales prioridades del modelo) la reducción de stock de cilindros en los
distintos Patios de Canje, o al menos utilizar la flota disponible de tal forma que
además de abastecer los cilindros correctos, sus recursos sean destinados de forma
tal que la diferencia entre los cilindros canjeados y los canjeables sea relativamente
pequeña.
11 Como cilindros canjeables se entiende el valor total de cilindros que pueden ser canjeados y que se encuentran en cierto patio de colores, mientras que los cilindros canjeados corresponden a los que efectivamente son canjeados.

41
La formulación del modelo asume que todos los parámetros son conocidos
con exactitud. La definición de éstos ha sido llevada a cabo considerando que los
parámetros utilizados deben ser tales que la información pueda ser obtenida de
manera confiable a partir de los datos disponibles por la empresa. Además, se han
efectuado ciertas simplificaciones y supuestos relacionados al funcionamiento del
sistema de manera de hacer abordable el problema.
Las principales restricciones del modelo, además de las que definen los
distintos flujos de cilindros (llenos y vacíos), están referidas a dimensiones de
capacidad (de producción y de flota), satisfacción de demanda (incluyendo la
posibilidad de ventas perdidas, pero con una alta penalidad), cumplimiento de niveles
deseados de stock y especificaciones propias deseadas para el sistema.
Los costos más relevantes considerados en el modelo son: Penalidades por
incumplimiento de metas12 (stock deseado, ventas perdidas y reducción de stock
para canje); y costos monetarios (costos de flota fijos y variables y costo por compra
de cilindros). Además se definen penalidades que permiten cierta flexibilidad en la
definición de algunos parámetros, asegurando la factibilidad del modelo, pero a la
vez minimizando la posible variación entre el valor definido y el que realmente sea
considerado. No se han considerado costos de producción, lo cual será explicado en
el siguiente punto. Finalmente, el modelo buscará la(s) solución(es) que permitan
cumplir los requerimientos del sistema con el mínimo de recursos posible.
La elección de un modelo determinístico (a pesar de sus conocidas limitantes)
por sobre metodologías más complejas como por ejemplo Optimización Robusta, ya
han sido señaladas en la sección 5.2 .
Los principales supuestos y simplificaciones del modelo son los siguientes:
• Solo se consideran los viajes de canje efectuados por Gasco y los de otras
compañías con ésta, pues no se cuenta con información confiable sobre stock
para canje entre Abastible y Lipigas, aspecto que además se aleja de los
alcances del proyecto.
12 Corresponde a los pesos w definidos en la sección 5.2. Mientras mayor es la penalidad, existe un mayor incentivo para minimizar la diferencia entre el valor alcanzado y deseado de la variable.

42
• El principal insumo considerado por el modelo corresponde a cilindros vacíos
para ser llenados. Otros insumos, tales como el gas licuado, sellos e insumos
de producción, son supuestos como disponibles para todo el horizonte de
planificación.
• Dado que cada carrusel de llenado de cilindros es utilizado para un único
formato, no se consideran costos de setup de maquinarias.
• No se considera como costo del modelo los relacionados a contratación y/o
despido de mano de obra.
• Tanto la capacidad de las maquinarias, como los niveles de empleo se
consideraran parámetros del modelo expresados a través de capacidades de
producción de cilindros por hora, sin colocar restricciones de tiempo destinado
a producción para cada período (sólo interesa saber cuanto hay que producir
sin importar el tiempo que esto tarde).
• No se ha considerado como costo para el modelo el insumo gas licuado, dada
la alta incertidumbre con respecto a su precio en el tiempo, además de que el
objetivo del modelo es satisfacer la demanda sin dar mayor importancia al
costo de llenado del cilindro. Además se considera que no hay problemas de
capacidad para almacenamiento de cilindros vacíos y llenos. Producto de
estas dos consideraciones, no se consideran costos de oportunidad por
cilindros llenos en inventario.
• Costos de obsolescencia, mantención de bodegas, pérdida de cilindros,
impuestos y seguros, no son considerados para el diseño del modelo.
• No se considera la posibilidad de promociones (precios reducidos que inducen
ventas), pues no se cuenta con información confiable de éstas, además que
no existen patrones para su lanzamiento .
• No se consideran las participaciones de mercado según formato (sólo del
mercado en total), pues no se ha encontrado una fuente confiable para esta
información.
• No se incluye la posibilidad de utilización de rampas, porque se desea que
sólo sean utilizadas de forma operativa ante situaciones de crisis.

43
• Con respecto a la compra de cilindros nuevos, siempre se supondrá que son
ingresados un mes después de ser solicitados (es decir a inicios del segundo
período).
7.2. Descripción del modelo.
Para el diseño del modelo se considera que existen, además de Gasco, k
compañías en el mercado. Para el caso chileno únicamente existen otras dos:
Abastible y Lipigas. Por ende se tiene que }2,1{k ∈ (1 para Abastible y 2 para
Lipigas).
Con respecto al número de productos ofrecidos, se considera que existe un
total de j productos. Tal como se ha mencionado anteriormente, en términos
generales en el mercado chileno se tienen cuatro formatos de cilindros: 5 Kg., 11 Kg.,
15 Kg. y 45 Kg. Si bien para cada uno de éstos puede presentar especificaciones
particulares que pudieran diferenciar levemente un producto de otro (catalíticos y no
catalíticos por ejemplo), se ha optado por simplificar el modelo al agregar todos éstos
en cuatro familias, correspondientes a los formatos antes señalados. Por ende se
tiene que }4,3,2,1{j∈ (1 para el formato 5 Kg., 2 para 11 Kg., 3 para 15 Kg. y 4 para
45 Kg.).
Para los viajes de canje efectuados por Gasco, se ha considerado que existen
v formas distintas de cargar un camión, las cuales pudieran variar entre compañías o
período a período. En un inicio se ha optado por resumir los tipos de viajes en seis,
con lo cual se tendría }F,E,D,C,B,A{v ∈ (este punto será detallado en la sección de
generación de parámetros) .
El horizonte de planificación a considerar es de t períodos, donde en un inicio
se ha considerado un período mensual y una planificación para los próximos seis
meses, por lo cual }6,5,4,3,2,1{t ∈ . El motivo de escoger este horizonte de
planificación ha sido para evitar dar un carácter “miope” al modelo, donde a pesar de
considerarse adecuada su ejecución de forma mensual (o cada dos meses en su

44
defecto), el incluir la visualización de más meses permite prepararse para situaciones
futuras que sin previa planificación podrían ser difícilmente abordadas.
En un primer momento, el problema es de tipo mixto, considerándose como
variables enteras el número de camiones a contratar y el número de viajes extra.
Este punto será retomado en secciones posteriores.
7.2.1. Parámetros
,j tDDA : Demanda esperada diaria de cilindros de formato j en el
período t.
, t tDH DHC : Días hábiles para ventas y canjes en el período t
respectivamente.
, ,k j tfoc : Fracción total de cilindros Gasco que hacen ingreso a la
compañía k (en función de ventas totales en planta Gasco).
, ,k j tfg : Fracción de los cilindros ingresados por demanda del formato j
a Patio Colores Gasco, pertenecientes a la empresa k en el
período t.
tNVC : Número esperado de viajes de canje realizados diariamente en
horario normal por cada camión Gasco contratado en el período
t.
, , ,v k j tNCG : Número esperado de cilindros de formato j que se canjean en
cada viaje de tipo v a la compañía k en el período t.
, ,_ k j tcje OC : Número esperado de cilindros de tipo j canjeados
diariamente por la empresa k en el período t.
,j tq : Probabilidad que un cilindro de formato j ingresado por
demanda en el período t, deba ser enviado a
mantenimiento.
,_ j tm r : Fracción esperada del total de cilindros de formato j que
se encuentran en mantenimiento que regresan a la planta
en el periodo t.

45
,_ _ j tStock v des : Stock deseado de cilindros vacíos de tipo j a tener al inicio
del período t.
,_ _ j tStock ll des : Stock deseado de cilindros llenos de tipo j a tener al inicio
del período t.
,j tcap : Capacidad de producción máxima diaria de cilindros de
tipo j en el período t.
tCV
tCF
: Costo de realizar un viaje extra en el período t.
: Costo fijo de contratación de un camión en el período t.
,_ j tC LL : Penalidad unitaria por déficit en stock de cilindros llenos
de formato j a inicios del período t.
,_ j tC V : Penalidad unitaria por déficit en stock de cilindros vacíos
de formato j a inicios del período t.
,1k jCRS : Beneficio unitario percibido por reducir stock de cilindros
de formato j para canje (stock final del horizonte de
planificación vs. stock inicial), ya sea en el Patio de Colores
Gasco o de la compañía k.
,2k jCRS : Beneficio unitario percibido por reducir stock de cilindros
de formato j para canje (stock al inicio del cuarto período
vs. stock inicial), ya sea en el Patio de Colores Gasco o de
la compañía k.
jCCV : Costo unitario de compra de cilindros Gasco nuevos de
formato j para insertar al inicio del segundo período.
,_ k jCVAR B : Costo unitario por suponer la incersión inicial de cilindros
de formato j en el Patio Colores Gasco o de cilindros Gasco
de formato j en el Patio de Colores de la compañía k, de
manera que se asegure la factibilidad del problema, caso
castigo de tipo bajo.

46
,_ k jCVAR A : Costo unitario por suponer la incersión inicial de cilindros
de formato j en el Patio Colores Gasco o de cilindros Gasco
de formato j en el Patio de Colores de la compañía k, de
manera que se asegure la factibilidad del problema, caso
castigo de tipo alto.
,j tCVP : Costo unitario por ventas perdidas de formato j en el
período t producto de no poder satisfacer la demanda.
,_ k jci cje : Stock inicial de cilindros para canje de formato j de la
empresa k en planta Gasco.
,_ _ k jci cje oc : Stock inicial de cilindros Gasco para canje de formato j en
la empresa k.
_ _ jpond i v : Ponderador que permite expresar el stock inicial de
cilindros vacíos de formato j como fracción del stock
deseado de cilindros para el primer período.
_ _ jpond i ll : Ponderador que permite expresar el stock inicial de
cilindros llenos de formato j como fracción del stock
deseado de cilindros para el primer período.
_ _ jC I M : Stock inicial de cilindros en mantenimiento de formato j en
planta Gasco.
,l im_var3 k j : Número máximo de cilindros de formato j pertenecientes a
la compañía k que pueden ser insertados inicialmente al
Patio de Colores Gasco recibiendo un castigo en la función
objetivo de tipo bajo.
,l im_var4k j : Número máximo de cilindros de formato j pertenecientes a
Gasco que pueden ser insertados inicialmente al Patio de
Colores de la compañía k recibiendo un castigo en la
función objetivo de tipo bajo.

47
, ,k j tCDC : Ponderador para beneficio unitario por reducción de
diferencia entre variable representativa de cilindros
canjeables de formato j con la compañía k para el período t
y el valor real para los cilindros canjeables.
7.2.2. Variables
Variables de Decisión
tx : Número de camiones para canje que se debiera contratar
en el período t.
, ,v k ty : Número de viajes de canje de tipo v que se debieran
realizar durante el período t a la planta k. Se tiene que +Ζ∈t,k,vy .
,j tz : Producción diaria promedio de cilindros formato j en el
período t.
tα : Número de viajes extra realizados en el período t.
,j tσ : Desfase entre stock real y stock deseado de cilindros
vacíos para el formato j al inicio del período t.
,j tβ : Desfase entre stock real y stock deseado de cilindros
llenos para el formato j al inicio del período t.
,j tV : Ventas promedio diarias de cilindros de formato j durante
el período t.
,j tVP : Ventas perdidas de cilindros de formato j durante el
período t producto de no poder satisfacer el total de
demanda.
var22 j : Cilindros vacíos de formato j que deben ser insertados
(por ejemplo a través de la compra de éstos). Para la
planificación de tipo mensual, los cilindros ingresan al
sistema al inicio del segundo período.
48
,var1 k j : Número de cilindros de formato j pertenecientes a la
compañía k que deben ser insertados inicialmente al Patio
de Colores Gasco para mantener la factibilidad del
problema. Caso castigo alto.
,var2 k j : Número de cilindros de formato j pertenecientes a Gasco
que deben ser insertados inicialmente al Patio de Colores
de la compañía k para mantener la factibilidad del
problema. Caso castigo alto.
,var3 k j : Número de cilindros de formato j pertenecientes a la
compañía k que deben ser insertados inicialmente al Patio
de Colores Gasco para mantener la factibilidad del
problema. Caso castigo bajo.
,va r4k j : Número de cilindros de formato j pertenecientes a Gasco
que deben ser insertados inicialmente al Patio de Colores
de la compañía k para mantener la factibilidad del
problema. Caso castigo bajo.
Variables de Flujo
,_ j tstock v : Stock de cilindros vacíos de tipo j al inicio del período t.
,_ j tstock ll : Stock de cilindros llenos de tipo j al inicio del período t.
,_ j tcil mant : Stock de cilindros de formato j que se encuentran en
mantenimiento al inicio del período t.
, ,k j tscje : Stock de cilindros para canje de formato j de la
compañía k en Patio de Colores Gasco al inicio del
período t.
, ,_ k j tscje oc : Stock de cilindros para canje de formato j
pertenecientes a Gasco que se encuentran en el Patio
de Colores de la compañía k al inicio del período t.
, ,_ k j tcils canjeables : Cilindros canjeables de formato j en el período t.

49
_ jll f : Stock de cilindros llenos de formato j al final del último
periodo.
_ jv f : Stock de cilindros vacíos de formato j al final del último
periodo.
,_ k jcje f : Stock de cilindros para canje de formato j de la
compañía k en el Patio de Colores Gasco al final del
último periodo.
,_ _ k jcje oc f : Stock de cilindros para canje de formato j
pertenecientes a la compañía j que se encuentran en el
Patio de Colores Gasco al final del último período.
7.2.3 Restricciones
1. Condiciones de flujo.
a. Flujo en Patio de Colores Gasco:
Esta restricción define que el stock disponible para canje de cada formato y
compañía en el Patio de Colores de Gasco al inicio de cada período es igual al stock
inicial del período anterior, más los cilindros que ingresaron durante ese período
provenientes de los clientes, menos los cilindros canjeados durante el período tanto
por la flota de Gasco como de las otras compañías. Dado que la ecuación se evalúa
al inicio de cada período, se agrega la segunda restricción, que es equivalente a la
, , , , 1 1 , 1 , , 1 1 , , 1
, , 1 , , , 1
c je_OC
, , 2 5
k j t k j t t j t k j t t k j t
F
v k t v k j tv A
scje scje DH V fg D H C
y N C G k j t
− − − − − −
− −=
= + × × − × +
− × ∀ ≤ ≤∑
k , j k , j , t t j , t k , j , t t k , j , t
F
v , k , t v , k , j , tv A
c j e _ f s c j e D H V f g D H C c j e _ O C
y N C G k , j t 6=
= + × × − × +
− × ∀ ∧ =∑

50
recién explicada pero que se utiliza para definir el stock de cilindros para canje al
final del horizonte de planificación.
b. Flujo en Patio de Colores otras compañías:
Esta restricción define que el stock disponible para canje de cilindros Gasco
de formato j en el Patio de Colores de la compañía k al inicio de cada período t es
igual al stock inicial del período anterior, más los cilindros que ingresaron a dicha
planta durante el período por ventas (en función de la demanda en Gasco), menos
los cilindros canjeados durante el período. Al igual que en la restricción anterior, se
agrega una segunda restricción equivalente para definir el stock de cilindros para
canje al final del último período.
c. Flujo de Cilindros Vacíos:
Esta restricción define que el stock disponible de cilindros vacíos de formato j
al inicio de cada período t es igual al stock inicial del período anterior, más los
, , , , 1 , 1 , 1 1 , , 1
, , , , ,
_ _ _
k,j,2 5
k j t k j t k j t j t t k j t
F
v k t v k j tv A
scje oc scje oc foc DH V DHC cje OC
y NCG t
− − − − −
=
= + × × − × +
− × ∀ ≤ ≤∑
, , , , , , ,
, , , , ,
_ _ _ _
, 6
k j k j t k j t j t t k j t
F
v k t v k j tv A
c je o c f sc je o c foc D H V D H C cje O C
y N C G k j t=
= + × × − × +
− × ∀ ∧ =∑
2
, , 1 , , 1 , 1 1 , 11
2 2
, , , , 1 , , , 1 , 1 , 11 1
1 , 1
_ _ (1 ) (1 )
( _ ) ( ) _ _
j t j t k j t j t t j tk
F
k j t t v k t v k j t j t j tk v A k
t j t
stock v stock v fg q DH V
cje OC DH y NCG m r cil mant
DH Z
− − − − −=
− − − −= = =
− −
= + − × − × × +
+ × + × + × +
− ×
∑
∑ ∑ ∑ ,3 6j t∀ ≤ ≤
2 2
, , , , 1 , , ,1 1
2
, , , , ,6 , , ,1
_ _ (1 ) (1 ) ( _ )
( ) _ _ 6
j j t k j t j t t j t k j t tk k
F
v k t v k j j t j t t j tv A k
v f stock v fg q DH V cje OC DH
y NCG m r cil mant DH Z j t
−= =
= =
= + − × − × × + × +
× + × − × ∀ ∧ =
∑ ∑
∑ ∑

51
cilindros que ingresaron durante el período por ventas (descontando la fracción de
cilindros pertenecientes a otras compañías y los cilindros enviados a mantenimiento),
más los cilindros ingresados por canje durante el período, más los cilindros que
retornaron desde mantenimiento; menos los cilindros que fueron enviados a
Producción para ser llenados. Al igual que las restricciones anteriores, se agrega una
segunda ecuación equivalente para definir el stock de cilindros vacíos al final del
último período.
Por último, para t=2 se deben insertar los cilindros vacíos agregados al
sistema, por lo cual la ecuación para este período es equivalente a la primera
detallada, pero agregando en el lado derecho la variable Var2 j.
d. Flujo de Cilindros Llenos:
Esta restricción define que el stock disponible de cilindros llenos de formato j
al inicio de cada período t es igual al stock inicial del período anterior, más los
cilindros que fueron llenados durante ese período, menos los cilindros vendidos. La
segunda ecuación define el stock de cilindros llenos al final del horizonte de
planificación.
e. Flujo de Cilindros en Mantención:
Esta restricción define que el stock disponible de cilindros en mantención de
formato j al inicio de cada período t es igual al stock inicial del período anterior, más
los cilindros que fueron enviados a mantención durante el período, menos los
cilindros que fueron reparados y retornados a la planta (agregándose al stock de
, , 1 1 , 1 1 , 1_ _ , 2 5j t j t t j t t j tstock ll stock ll DH Z DH V j t− − − − −= + × − × ∀ ≤ ≤
, , , 1_ _ 6j j t t j t t j tll f stock ll DH Z DH V j t−= + × − × ∀ ∧ =
2
, , 1 , , 1 , 1 , 11
, 1 , 1
_ _ (1 )
_ _ ,
j t j t t k j t j t j tk
j t j t
cil mant cil mant DH fg q V
m r cil mant j t
− − − −=
− −
= + × − × × +
− × ∀
∑

52
cilindros vacíos). Dado que no es necesario definir restricciones sobre el stock de
cilindros en mantenimiento al final del horizonte de planificación, no es definida una
restricción para definir dicho stock.
2. Condiciones Iniciales
a. Stock inicial de cilindros vacíos:
, ,_ _ _ _ _ t 1j t j j tStock v pond in v St v des j= × ∀ ∧ =
Esta restricción define el número de cilindros vacíos para cada formato j con
que se cuenta al inicio del período de planificación. Su valor se encuentra
representado como fracción del stock deseado de cilindros vacíos para dicho formato
en el primer período.
b. Stock inicial de cilindros llenos:
, ,_ _ _ _ _ t 1j t j j tStock ll pond in ll St ll des j= × ∀ ∧ =
Corresponde al número de cilindros llenos de tipo j con que se cuenta al inicio
del período de planificación, el cual se presenta como fracción del stock deseado de
cilindros llenos para el primer período.
c. Stock inicial de cilindros en mantenimiento:
,_ _ _ t 1j t jcil mant C I M j= ∀ ∧ =
Corresponde al número de cilindros en mantención para cada formato j con
que se cuenta al inicio del período de planificación.
d. Stock inicial cilindros para canje:
k,j,t k,j k,j j,k
k,j,t k,j k,j j,k
stock_canje ci_cje var3 var1 , t 1
stock_oc ci_cje_oc var4 var2 , t 1
k j
k j
= + + ∀ ∧ =
= + + ∀ ∧ =
Corresponde al número de cilindros para canje de cada formato que se
encuentran inicialmente en el Patio de Colores de la compañía k. Este valor se

53
encuentra representado por tres componentes, donde la primera corresponde al
stock inicial real de cilindros para canje de formato j en la compañía k. Las otras dos
corresponden a los cilindros extra por formato requeridos en la compañía k,
considerando los cilindros sancionados de forma baja y alta.
Las variables Var1 a Var4, son variables que aseguran la factibilidad del
modelo, al dar cierta permisividad (sancionada) de aumentar el stock inicial de
cilindros para canje. El objetivo de estas variables ha sido poder lidiar con
inexactitudes en la definición de los cilindros para canje (los cuales no son tan rígidos
y presentan pequeñas variaciones día a día, por lo que un número exacto para éstos
pudiera no ser totalmente representativo). Dado que sólo se desea recurrir a estas
variables en situaciones extraordinarias, su utilización debe ser penalizada, para lo
cual se han definido dos rangos de castigo, los cuales dependen del número de
cilindros agregados.
3. Equilibrio entre cilindros producidos y disponibles
Esta restricción define que no sea posible durante un período llenar más
cilindros vacíos de los que efectivamente se tendrán disponibles. Para esto se define
que el número de cilindros producidos para cada formato durante el período no
puede ser superior al stock de cilindros vacíos al inicio del período, más los cilindros
Gasco que ingresan a la planta por ventas, más los cilindros Gasco que ingresan
producto de los canjes efectuados (tanto por la flota Gasco como por los de las otras
compañías).
4. Equilibrio entre cilindros llenados y cilindros vendidos
2
, , , , ,1
2 2
, , , , , , ,1 1
_ (1 _ )
_ j, t
t j t j t t j t k j tk
F
v k t v k j t t k j tv A k k
D H z stock v D H ventas f d
y N C G D H C cje O C
=
= = =
× ≤ + × × − +
× + × ∀
∑
∑ ∑ ∑
t j,t j,t t j,tDH V stock_ll DH z ,j t× ≤ + × ∀

54
Esta restricción exige al modelo que no sea posible que las ventas de cilindros
de formato j para algún período sean superiores al stock de cilindros llenos con que
efectivamente se dispondrá (stock inicial y producidos durante el período).
5. Definición de cilindros canjeables entre compañías.
, , k,j,t k,j t j,t
, , , , , , t j,t
_ scje_oc foc DH V j, t
_ DH V j, tk j t
k j t k j t k j t
cils canjeables
cils canjeables scje fg
≤ + × × ∀
≤ + × × ∀
En estas restricciones se tiene por objetivo definir la variable “cilindros
canjeables”, que corresponde al valor pronosticado de cilindros que podrán ser
canjeados cada período entre dos compañías. Este valor se encuentra definido por
el Mínimo entre el total de cilindros de la compañía k del formato j disponibles para
canje durante el período en la planta Gasco y el total de cilindros Gasco de formato j
disponibles para canje en el Patio de Colores de la compañía k durante el período.
Como puede observarse, idealmente el valor tomado por la variable debiera
ser igual al Mínimo recién descrito. El incluir la restricción directamente con el Mínimo
entre los valores señalados, generaría la pérdida de linealidad del modelo (pues este
valor depende de otras variables), por lo cual resulta necesario buscar una manera
alternativa de presentar lo anterior de forma lineal y que se adapte al problema en
cuestión.
La estrategia para definir el valor de la variable ha sido intentar acotar la
variable tanto superior como inferiormente de manera que tienda hacia el valor real.
Con la restricción recién definida se ha acotado superiormente la variable. La cota
inferior ha sido definida a partir de la inclusión en la función objetivo de un incentivo,
a través del cual se “premia” definir un mayor número de cilindros canjeables. Si
bien es posible que el valor tomado luego de esto no sea exactamente igual al
deseado, al menos se ha reducido su impacto y el valor tomado por la variable es el
que reduce la función de costos, por lo cual puede ser considerada como una buena
decisión.

55
6. Cota sobre total cilindros canjeados
, , , , , k,j,t t ,
, , , , , k,j,t t , ,
cje_OC DHC _ _ _
cje_OC DHC _ k,j, t
F
v k t v k j t j tv A
F
v k t v k j t k j tv A
y NCG fracc x c cils canjeables
y NCG cils canjeables
=
=
× + × ≥ ×
× + × ≤ ∀
∑
∑
Esta restricción permite acotar tanto inferior como superiormente los canjes
efectuados entre Gasco y la compañía k para un período. La cota superior
corresponde al total de cilindros canjeables que se tendrán en el período y la cota
inferior corresponde a una fracción de los cilindros canjeables (la cual usualmente
será superior a un 85%).
Como se ha visto en la restricción anterior, podría suceder que el valor tomado
por la variable (cils_canjeables)k,j,t sea inferior al real del período. En caso que esto
suceda, estas restricciones no serán totalmente respetadas (dada la reducción en el
valor de (cils_canjeables)k,j,t), lo cual no se considera un problema mayor puesto que
implicará que dadas las condiciones del problema no es posible cumplir con la
restricción y el valor alcanzado es el mejor que puede obtenerse para este escenario.
7. Definición de ventas efectuadas y ventas perdidas
Esta restricción define que las ventas efectuadas durante el período t de
cilindros del formato j es igual a la diferencia entre la demanda de cilindros y las
ventas perdidas durante el período producto de no contar con los cilindros para
proveer las necesidades de los clientes.
8. Capacidad máxima de viajes de canje.
2
, ,1
F
v k t t t t tv A k
y x D H C nvc tα= =
≤ × × + ∀∑ ∑
t j , t , j,tDH V - VP ,j t tDDA DH j t× = × ∀

56
Esta restricción define que el número total de viajes de canje efectuados por la
flota Gasco (considerando como destino el conjunto de compañías k) no puede ser
superior al total de viajes que puede efectuar la flota contratada durante el período en
la jornada de trabajo, incluyendo los viajes extra que serán efectuados fuera del
horario de trabajo original.
Se debe observar que la variable a (mayor que cero) toma valor cero en caso
que el total de viajes efectuados sea menor o igual a la máxima capacidad de viajes
(la cual depende del número de camiones disponibles) y, en caso de no cumplirse
esta condición, a corresponde al total de viajes extra efectuados durante el período.
9. Desfase entre stock deseado y stock alcanzado
Se han definido las variables ßj,t y s j,t (mayores o iguales a cero), que
corresponden al desfase entre el stock deseado de cilindros y el valor alcanzado al
inicio del período, para cilindros llenos en el caso de ß y para cilindros vacíos en el
caso de s. El valor de estas variables será igual a cero en caso que el stock
deseado de cilindros sea igual o inferior al stock alcanzado al inicio del período, e
igual a la diferencia entre éstos, en caso que no se logre alcanzar el nivel de stock
deseado.
10. Capacidad máxima de producción
, j,t p j, tj tz ca≤ ∀
La producción promedio diaria para cada formato y período no puede ser
superior a la capacidad máxima de producción de dicho período.
, , ,
, , ,
_ _ _ j , t
_ _ _ j , t
j t j t j t
j t j t j t
S t ll d e s s t o c k ll
s tock v S t v d e s
β
σ
≥ − ∀
≥ − ∀

57
11. Cota superior para Var3 y Var4.
k,j k,j
k,j k,j
k,jvar3 limite_var3
var4 limite_var4
∀≤
≤
Esta restricción corresponde al valor máximo que pueden tomar las variables
var3 y var4.
El objetivo de la división de los cilindros extra a incluir en los Patios de Colores
en Var1, Var2, Var3 y Var4, ha sido poder generar una sanción en la función objetivo
separada por tramos, dado que los primeros Var3 (Var4) cilindros a incluir, son
castigados con un costo considerablemente menor a los siguientes (que serán
definidos a partir de Var1 y/o Var2). Este punto es mayormente detallado en la
sección de generación de parámetros, donde se explica como son definidos los
valores de lim_var_3k,j y lim_var4k,j.
12. Límites en tamaño de flota a contratar en cada período.
1 t
x 6 tt
t
x ≥ ∀
≤ ∀
Esta restricción define las cotas superior e inferior para el tamaño de flota
contratado en cada período.
13. Cumplimiento stock deseado vacíos y llenos a inicios del cuarto período y al final
de horizonte planificación.
j j,t j,t j,t
j , j,t j,t
ll_f St_ll_des j t 6 stock_ll St_ll_des j t 4
v_f _ _ j t 6 stock_v St_v_des j t 4j tSt v des
≥ ∀ ∧ = ≥ ∀ ∧ =
≥ ∀ ∧ = ≥ ∀ ∧ =
14. Cota superior para viajes de canje extra.
t t t ttve DHC xα ≤ × ×

58
Se ha definido que no es posible efectuar más de un viaje extra diario por
camión.
15. Restricciones específicas con respecto a relaciones entre tamaños de flota
contratada por período.
Se han definido exigencias del tipo “La flota del mes i no debe ser superior a la
del mes j” o “La flota del mes i debe ser igual a la del mes j”, entre otras (las cuales
dependen de los períodos estudiados). A modo de ejemplo, es deseado que para los
meses de junio y julio se tenga el mismo tamaño de flota y que ningún otro mes
pueda tener flota mayor que la de estos períodos.
16. Naturaleza de las variables.
, ,
, , , , , , , , , , , , ,
, , , , , , ,
, ,
, , , _ , _ , _ , _ , _ , ,var22
var1 ,var2 ,var3 ,var4 , _ _ ,lim_var3 ,lim_var4
t v k t t
j t j t j t j t j t j t k j t k j t k j t j t j
k j k j k j k j k j k j k j
x y
z stock v stock ll cil mant scje scje oc cils canjeables V
cje oc f R
α
β σ
+
+
∈ Ζ
∈
7.2.4 Función Objetivo
La función objetivo a minimizar corresponde a un conjunto de costos, donde
se combinan penalidades (premios) por incumplimiento (cumplimiento) metas; costos
de índole monetaria y costos por flexibilización sobre definición de algunos
parámetros (para asegurar factibilidad). Tal como se ha mencionado anteriormente,
algunos costos fueron omitidos en el desarrollo del modelo, tanto por no tener mayor
influencia en los objetivos por los que éste ha sido diseñado, así como por no contar
con información confiable para ser considerada. A continuación se procede a
detallar cada una de sus componentes:

59
1. Costos por contrato de flota (costo fijo y viajes extra).
6 6
t 1 1t t t t
t
X CF CV α= =
× + ×∑ ∑
El primer término corresponde al costo fijo total por contrato de flota, mientras
que el segundo se refiere al costo total por viajes extra realizados durante el
horizonte de planificación.
2. Costo por compra inicial de cilindros para incorporar al stock de cilindros
vacíos para producción.
4
1
var22j jj
CCV=
×∑
Corresponde al costo total en que debiera incurrirse al inicio del horizonte de
planificación en la compra de cilindros vacíos, los cuales son insertados al stock de
cilindros vacíos en el segundo período.
3. Penalizaciones por no cumplimiento de stock deseados para cilindros llenos
y/o vacíos. 4 6 4 6
, , , ,1 1 1 1
_ _j t j t j t j tj t j t
C LL C Vβ σ= = = =
× + ×∑∑ ∑∑
El primer término corresponde al costo total producto del no cumplimiento del
stock deseado de cilindros llenos para todos los formatos y horizonte de
planificación. El segundo término tiene un significado equivalente pero para el caso
de los cilindros vacíos.

60
4. Penalización por incorporar cilindros extra a los Patios de Colores de Gasco o
del resto de las compañías para conservar la factibilidad del problema.
4 2 4 2
, , , .1 1 1 1
_ (var3 var4 ) _ (var1 var2 )j k j k j j k j k jj k j k
CVAR B CVAR A= = = =
× + + × +∑∑ ∑∑
El primer término corresponde al costo total en que se debe incurrir al inicio
del horizonte de planificación debido a la necesidad de insertar cilindros extra a los
Patios de Colores de Gasco (var3) o de las otras compañías (var4), siempre y
cuando el número insertado sea menor o igual a lim_var3 y lim_var4,
respectivamente. El segundo término tiene un significado equivalente, pero
únicamente se incurre en este en caso que el número de cilindros a insertar supere
en algún caso a lim_var3 o lim_var4. Cabe recordar que el primer conjunto de
cilindros recibirá una sanción de tipo Baja y el resto de tipo Alta.
5. Penalización por ventas perdidas durante el período producto de no poder
satisfacer el total de la demanda. 4 6
, ,1 1
j t j tj t
CVP VP= =
×∑∑
Corresponde al costo total en que debe incurrirse durante el horizonte de
planificación por no poder satisfacer al demanda, producto de una insuficiencia de
VPj,t cilindros de algún formato.
6. Beneficio por reducción de stock de cilindros para canje en planta Gasco o en
el resto de las compañías durante el horizonte de planificación.
1 2 4
, , , , , ,1 1 1
4 1 2 4
, , , , , , , ,2 4 1 1 1 1
.1 ( _ _ _ _ )
.2 ( _ _ )
j k j k j t k j k j tt k j
j k j t k j t k j t k j tt t k j
CRS cje f scje cje oc f scje oc
CRS scje scje scje oc scje oc
= = =
2 1 2 1= = = =
× − + −
+ × − + −
∑∑∑
∑∑∑∑

61
El primer término corresponde al costo total debido a la diferencia entre el
stock para canje en Patios de Colores Gasco de cilindros del formato j pertenecientes
a la compañía k al final del horizonte de planificación (cje_fk,j ) y el stock inicial de
cilindros de este tipo al inicio del horizonte de planificación; más la diferencia entre el
stock para canje en Patio de colores de compañía k de cilindros del formato j
pertenecientes a Gasco al final del horizonte de planificación (cje_oc_fk,j ) y el stock
inicial de cilindros de este tipo al inicio del horizonte de planificación.
El segundo término tiene un significado análogo, salvo que se evalúa la
diferencia entre el stock para canje al inicio del cuarto período y el stock inicial. Esto
se debe a que si bien se planifican los siguientes seis períodos, es probable que el
modelo sea corrido mensualmente (o a lo más trimestralmente), por lo cual se ha
dado un mayor incentivo a la reducción temprana de stock para canje.
7. Beneficio por igualar el stock de cilindros canjeables del modelo con el valor
pronosticado. 6 4 2
, , , ,1 1 1
_ _k j t k j tt j k
pond cjble cils canjeables= = =
×∑∑∑
Corresponde al costo total para todo el horizonte de planificación, formato y
compañía producto de la definición de la variable cils_canjeablesk,j,t.
Esta componente tiene por objetivo, más que ser un valor determinante que
influya en la toma de decisiones, permitir que el valor definido para los cilindros
canjeables entre compañías para cada período sea lo más cercano posible al valor
real de cilindros canjeables.
La inclusión de esta componente en la función objetivo es de tal forma que
resulta beneficioso maximizar los cilindros canjeables, lo cual unido a las
restricciones que acotan la variable cils_canjeablesk,j,t superiormente, permitirían
lograr el objetivo planteado.
A partir de lo recién expuesto, resulta evidente que el valor asignado a
pond_cjblek,j,t determinará el peso de esta componente en el valor total de la función
de costo. Dado que ésta ha sido incorporada con un objetivo distinto al resto de las

62
componentes, es deseado que su peso sea el menor valor posible para el cual se
logre alcanzar en niveles aceptables que la variable cilindros canjeables se asemeje
al valor real de cilindros canjeables.
8. Función Objetivo
A partir de las componentes de la función de costos recién descrita se llega
finalmente a la siguiente función objetivo:
6 6 4 6 4 6
, , , ,t 1 1 1 1 1 1
4 2 4 2
, , , .1 1 1 1
4 6
, , , ,1 1
Z _ _
_ (var3 var4 ) _ (var1 var2 )
var22 _
α β σ= = = = = =
= = = =
= =
= × + × + × + × +
+ × + + × +
+ × + × −
∑ ∑ ∑∑ ∑∑
∑∑ ∑∑
∑ ∑
t t t t j t j t j t j tt j t j t
j k j k j j k j k jj k j k
j j j t j t k j tj t
Min X CF CV C LL C V
CVAR B CVAR A
CCV CVP VP pond cjble4 6 4 2
, ,1 1 1 1
1 2 4
, , , , , ,1 1 1
4 1 2 4
, , , , , , , ,2 4 1 1 1 1
_
.1 ( _ _ _ _ )
.2 ( _ _ )
= = = =
= = =
2 1 2 1= = = =
×
− × − + −
− × − + −
∑ ∑∑∑
∑∑∑
∑∑∑∑
k j tj t j k
j k j k j t k j k j tt k j
j k j t k j t k j t k j tt t k j
cils canjeables
CRS cje f scje cje oc f scje oc
CRS scje scje scje oc scje oc

63
7.3. Enfoque de solución computacional
El modelo considera alrededor de 500 variables (12 enteras) y 800
restricciones, tomando un horizonte de planificación de seis meses. Su desarrollo
computacional ha sido mediante el uso del lenguaje de modelamiento algebraico
GAMS, el cual permite invocar un importante número de solvers, donde el utilizado
para la resolución ha sido Cplex 11.0 (para más información sobre GAMS y sus
aplicaciones, consúltese el manual de usuario de Rosenthal R. [22]). Cabe
mencionar que la dimensión del problema, si bien no es de gran envergadura en
relación a otros modelos que pueden ser resueltos mediante GAMS, no permite su
desarrollo en herramientas mayormente manejadas por el personal Gasco, tales
como el Solver de Excel13.
El computador utilizado para la ejecución ha sido un Pentium IV con 512
MbRAM.
De esta forma el modelo mixto alcanza soluciones con un gap menor a 0.5%
en alrededor de 15 minutos.
Por último cabe mencionar que con la clara convicción de que el tiempo
necesario para poder correr el modelo (así como en la obtención de sus resultados)
resulta crítico para que el modelo sea implementado por la empresa, se ha
desarrollado una planilla donde se insertan de forma simple los valores de los
parámetros (calculados a través de los informes de gestión y/o definidos por personal
de planta) para luego ser transformados de forma automatizada a archivos txt que
son capturados por el software GAMS para la ejecución del modelo. De esta forma,
una vez definidos los valores para los parámetros del modelo, se puede rápidamente
tener el modelo listo para ser ejecutado.
13 El cual puede contar como máximo con 200 variables.

64
8. Generación de Parámetros Utilizados en el Modelo
En este punto es detallada la forma en que son generados algunos de los
parámetros del modelo, que han sido considerados de mayor relevancia. El resto,
con su respectivo detalle , pueden ser consultados en el Anexo nº3:
La definición de éstos ha sido dividida en dos puntos:
• En primer lugar se detallan los parámetros que serán definidos por el tomador
de decisiones. Además se incluyen las penalidades y costos definidos, cuyos
valores han sido establecidos durante la tesis y no debiesen sufrir mayores
modificaciones en el tiempo. Para estos parámetros, el análisis de sensibilidad
permitirá evaluar la necesidad de rigurosidad en su definición y el impacto en
las decisiones al modificar el valor asignado.
• En segundo lugar, se detallan los parámetros que contienen mayor
incertidumbre y cuya definición requiere de mayor cuidado, puesto que
deberán ser pronosticados. Resulta claro que la precisión en los pronósticos
puede resultar clave, por lo cual en el análisis de sensibilidad se evalúa el
impacto para las decisiones de no contar con la información real.
Los parámetros no detallados en esta sección (ni en el anexo antes señalado),
no han sido mayormente estudiados en la Tesis (principalmente por su baja
trascendencia en los resultados), por lo cual en un inicio debieran ser definidos por el
tomador de decisiones.

65
8.1. Parámetros definidos por personal Gasco.
8.1.1. Cilindros canjeados por flota Gasco en cada tipo de viaje de canje
Existen una amplia variedad de combinaciones con las que puede ser cargado
un camión de Gasco para un viaje de canje. Sin embargo, pueden observarse ciertos
patrones y formatos de carga que se repiten constantemente. Es por eso que se ha
desarrollado una aplicación que permite identificar los viajes con mayor frecuencia,
para luego a través de un procedimiento manual identificar otras combinaciones que
puedan ser consideradas similares. A partir de lo anterior ha sido posible agregar los
formatos de carga de la flota a seis tipos para cada una de las compañías k, los
cuales tienden a ser bastante similares. En base a la aplicación desarrollada, estos
valores podrán ir siendo actualizados en el tiempo. En la Tabla 1 se presentan los
formatos de carga definidos para Abastible y Lipigas utilizados para este trabajo.
Tabla 1: Formatos de carga de flota para canje
5 Kg 11 kg 15 Kg 45 KgA 0 600 0 0B 1050 0 0 0C 300 432 0 0D 540 331 0 0E 0 0 0 126F 0 0 378 0
5 Kg 11 kg 15 Kg 45 KgA 0 600 0 0B 1050 0 0 0C 300 432 0 0D 535 255 0 0E 0 0 0 126F 0 0 378 0
Lipigas
Abastible

66
8.1.2. Stock deseado de cilindros vacíos y llenos.
La metodología para la definición del stock deseado de cilindros llenos y
vacíos ha sido desarrollada en conjunto con encargados del área de Producción. El
stock definido, más que perseguir una política de inventario específica, busca poder
enfrentar la incertidumbre de la demanda, así como situaciones excepcionales,
pudiendo satisfacer las necesidades del sistema (que son definidas en conjunto con
otras áreas).
En primer lugar, cada stock deseado es definido de forma mensual, para
luego agregar los resultados obteniendo niveles deseados por temporadas (donde la
asignación de meses para cada una de éstas ha sido acordado con el área de
Producción).
El stock de cilindros llenos está compuesto de tres componentes, las cuales
en su conjunto definen un nuevo valor para el Servicio Programado (Stock deseado).
Para el caso de los cilindros vacíos se tiene sólo una componente. El detalle es
presentado a continuación.
1. Cilindros Llenos
El valor final de stock de cilindros llenos surge de la suma de las tres
componentes:
• Stock de cilindros de seguridad: Corresponde al stock deseado de cilindros
llenos en tierra (descargados). Su valor es definido a partir de la formulación
típica de manejo de inventarios con demanda aleatoria. Lo que en ésta se
hace es suponer que la demanda sigue una distribución normal, por lo cual el
stock de seguridad se encuentra definido por:
s L avg z std L= × + × ×
Donde:
s : Stock de seguridad o Punto de reorden.
L : Tiempo de reposición.

67
avg : Demanda promedio durante el período de reposición.
z : constante relacionada con la calidad de servicio a brindar
std Desviación estándar de la demanda
Para mayor información sobre la formulación recién planteada, véase
Chapman S [8].
El objetivo de este stock es poder enfrentar un día de demanda en caso que
los carruseles no se encontrasen operativos o no se contara con cilindros vacíos
para llenar. De esta forma, dado que el canje es una actividad diaria, se supone un
tiempo de reposición igual a 1. En términos de nivel de servicio se ha dispuesto un
valor de z igual a 1, lo cual asegura un nivel de servicio de aproximadamente un
85%.
El valor de la demanda esperada para un día es obtenido a partir de la suma
ponderada de las demandas promedio del mes en los últimos cuatro años, donde la
ponderación para cada uno de éstos debe ser definida por el tomador de decisiones.
La desviación estándar respectiva es definida de forma análoga a la demanda
promedio.
• Stock de cilindros operativos llenos: Corresponde al stock deseado de
cilindros llenos a disponer en plataforma y ha sido definido como el valor
esperado demandado en 3 horas para un día con demanda alta del mes para
el año anterior.
• Stock de cilindros llenos cargados en Rampas: Para cumplir con los acuerdos
establecidos con los centros de distribución, es necesario contar al inicio del
día con una rampa cargada de cada formato (para 11 y 15 Kg.) y una rampa
mezclada (para 5 y 45 Kg.).
2. Cilindros Vacíos
El stock de cilindros vacíos deseado ha sido definido para asegurar las dos
primeras horas de producción del día (dando un umbral de tiempo para la llegada de

68
cilindros por ventas y canje), las cuales han sido definidas en base a la capacidad de
producción de los carruseles en una hora (ya detallado en 9.1.4).
Finalmente, los resultados obtenidos a partir de las componentes recién
señaladas, son agregados a nivel de temporadas (3 para cada formato), donde el
valor para cada uno de éstas corresponde al máximo stock mensual de dicha
temporada.
8.1.3. Penalidades e incentivos
Las penalidades han sido definidas de manera que la solución entregada por
el modelo dé prioridad al cumplimiento de las metas que se consideran de mayor
relevancia. De esta forma, los valores definidos han tenido como criterio el siguiente
orden ascendente:
, ,_ _ _ _j t j t j j j jC V C LL CCV CVAR B CVAR A CVP< < < < <
,_ j tC V corresponde a la penalidad unitaria por no cumplimiento de stock
deseado de cilindros vacíos, ,_ j tC LL penalidad unitaria para cilindros llenos, jCCV el
costo unitario de compra de cilindros vacíos, _ jCVAR B las penalidades unitarias por
inclusión de cilindros en los Patios de Canje (bajo y alto respectivamente) y jCVP el
costo de compra de cilindros nuevos 14.
Por último, dada la menor relevancia por la meta reducción de stock de
cilindros para canje en los Patios de Colores en el tiempo, el valor unitario de 1jCRS
y 2 jCRS ha sido definido con un valor absoluto menor a las penalidades recién
definidas.
14 Si bien CCV j y CVP j no corresponde n a penalidades, se mencionan pues han sido consideradas en la definición de las penalidades para conservar el enfoque deseado del modelo.

69
El mecanismo de cálculo de cada una de las penalidades, al igual que para el
resto de los parámetros, puede ser consultado en el Anexo nº3.
8.2. Parámetros que deben ser pronosticados
8.2.1. Demanda
En la actualidad el departamento de producción no cuenta con mecanismos de
pronósticos de demanda operativos, por lo que se basan principalmente en
resultados históricos (mirando el año anterior) y en la experiencia de su personal.
En un comienzo se ha desarrollado una primera técnica de pronóstico
mediante la técnica de medias simple (en base a información de cada mes para los
últimos cuatro años)15, el cual ya ha sido comentado en la sección relacionada con
manejo de inventario.
Sin embargo, se tiene como hipótesis que este parámetro es crítico para las
decisiones, por lo cual, dependiendo del impacto en éstas ante pequeñas variaciones
(estudiado a través de análisis de sensibilidad) se evaluará la necesidad de
desarrollar herramientas más avanzadas de pronósticos.
A modo de ejemplo el gráfico nº3 presenta los pronósticos para el período
Mayo - Octubre 2007, suponiendo una ponderación equitativa para los últimos cuatro
períodos, el cual es contrastado con la situación real para ese período para los
cuatro formatos. A simple vista puede observarse que mientras los pronósticos para
11 y 45 Kg. tienden a ser medianamente acertados, los resultados para 5 y 15 Kg.
tienden a estar bajo el valor real, lo cual se debe principalmente a que para estos
formatos el primer semestre del año 2007 fue de una demanda inusualmente alta
que a través de esta técnica simple de pronóstico no puede ser percibida.
15 Se considera la demanda para el mes t como el promedio simple de las ventas para el mismo mes en los últimos cuatro años.

70
Gráfico 3: Relación valores ventas real y pronóstico con valores esperados.
Análisis más profundos sobre la capacidad predictiva de este pronóstico y de
otros más complejos serán detallados en la sección 10.1.
8.2.2 Cilindros canjeados diariamente por flota de otras compañías
Para el desarrollo del modelo, el valor para los canjes efectuados tanto por
Abastible como Lipigas diariamente cada mes ha sido definido a partir de los valores
promedio obtenidos para el período Junio 2006 - Diciembre 2007 a través del Informe
de Canje. El motivo por el cual se ha optado por esta modalidad, sobre la utilizada
para los canjes efectuados por Gasco, se debe principalmente a la irregularidad
existente en los canjes diarios llevados a cabo por las otras compañías, tanto en
número de viajes como en cilindros canjeados. Los canjes promedios reales para el
período ya mencionado, son presentados en el gráfico nº4.

71
Gráfico 4: Distribución canjes otras compañías Abril 2006 – Diciembre 2007.
Como puede verse, los canjes parecen ser estacionales, observándose sin
embargo altas diferencias entre meses que se podría pensar similares. Dado que
sólo se cuenta con información sobre 19 meses, resulta complejo establecer un
pronóstico confiable de canjes a efectuarse en el futuro. Se han propuesto tres
alternativas:
• Un primer pronóstico podría ser utilizar para un período los canjes ocurridos
en el año interior.
• Otro pronóstico que también puede ser utilizado y que permite amortiguar las
posibles altas variaciones en los canjes entre un mes y su respectivo el año
anterior, consiste en agregar los valores en trimestres (de acuerdo a división
del año utilizada usualmente en Gasco), definiéndose los valores esperados
de éstos a partir del promedio simple de sus meses. Luego, para los trimestres
en los que se cuenta con dos valores, se define un promedio ponderado
(donde las ponderaciones han sido definidas por personal de la planta) entre
éstos, para obtenerse finalmente el pronóstico para el período siguiente.

72
• Una tercera alternativa consiste en relacionar los canjes con la demanda, de
manera que los valores finales pronosticados se basen en el resultado del
período anterior y que, a la vez, consideren la tendencia en el negocio en
términos de la demanda.
En el análisis de sensibilidad, a desarrollarse en secciones siguientes, se
evalúa el costo de las imprecisiones en los pronósticos. Finalmente en la sección
10.2 se evalúa cada una de las opciones antes señaladas en términos de error global
en los pronósticos para definir cual resulta más conveniente en el corto plazo y, por
otra parte, se generan sugerencias para la obtención de mejores pronósticos en el
mediano plazo (cuando se cuente con mayor información histórica).
8.2.3. Fracción Ingreso cilindros de otras compañías
Tal como se ha visto anteriormente, uno de los informes de gestión
desarrollados genera, en función de las ventas en la planta Gasco, el porcentaje de
cilindros ingresados pertenecientes a otras compañías en Gasco, así como de éste
en las otras plantas.
La realización de pronósticos se ha visto dificultada, producto de problemas de
registro de la información necesaria para algunos períodos, por lo cual en un inicio se
han generado valores promedio para todo el período en estudio y a partir de éstos se
han obtenido las fracciones respectivas, que se suponen constantes durante todo el
período de planificación. Los valores definidos se presentan en la Tabla 2.
Tabla 2: Fracciones de cilindros pertenecientes a otras compañías que ingresan por ventas
Abastible Lipigas Total 5 Kg 0,175 0,090 0,265
11 Kg 0,160 0,085 0,24515 Kg 0,185 0,085 0,2745 Kg 0,090 0,065 0,155
Abastible Lipigas Total 5 Kg 0,170 0,085 0,255
11 Kg 0,155 0,085 0,2415 Kg 0,180 0,080 0,2645 Kg 0,090 0,065 0,155
Llegada cilindros otras Cias a planta Gasco
Llegadas cilindros Gasco a otras Cias.

73
Cabe mencionar que para la definición futura de este parámetro, resulta útil
estudiar la tendencia en el tiempo de los stock para canje en las distintas compañías
(las que se obtienen a partir del Informe de Existencias), pues suponer una fracción
superior de ingreso en la planta A que en la B, implicará que el stock de cilindros
para canje en A debiera aumentar en el tiempo de forma más pronunciada que para
B (dado que el canje de cilindros entre éstas es equivalente, dada la condición 1:1).
El impacto de pequeñas variaciones en los valores asignados, es estudiado en
el análisis de sensibilidad.

74
9. Análisis de Resultados y Sensibilidad
9.1. Consideraciones previas
Antes de iniciar la validación del modelo y la sensibilidad de éste, es necesario
analizar si el diseño del modelo permite llevar a cabo estas actividades de forma
directa. Resulta evidente que la variación de algún parámetro puede tener un
impacto en otros que pueden estar correlacionados, lo cual hasta el momento no ha
sido considerado, salvo para algunos casos lógicos. A partir de esto surgen algunas
interrogantes planteadas a continuación, las que han sido enfrentadas, tomando los
supuestos que se consideran pertinentes para cada caso.
• ¿Si varía la demanda, que ocurrirá con los canjes efectuados por otras
compañías?
• Si varían los canjes, ¿Cómo hacer lidiar esta variación con el ingresos de
cilindros a Patios de Colores, de manera que no sea necesario extender en
demasía la inclusión de cilindros a éstos (lo cual desvía los resultados del
nivel deseado)?
9.1.1. Variación de canjes ante cambios en la demanda
Dada la poca información histórica disponible con respecto a los canjes
efectuados por otras compañías, resulta imposible a la fecha, definir correlaciones
confiables entre la demanda y este parámetro. Para este estudio se ha supuesto una
relación directa entre la variación de ambas, de forma que un aumento en una
fracción ? en la demanda, provocará un aumento en la misma fracción para los
canjes efectuados por otras compañías.

75
9.1.2. Variación de los canjes efectuados por otras compañías
Para el caso en que se amplifica el parámetro, se debe considerar que el
número de canjes diarios entre Gasco y la compañía k debe estar acotado
superiormente por una fracción de los ingresos diarios a las compañías, de modo
que se relacione lo canjeado con lo que ingresa para canje.
Para esto, se ha considerado lo siguiente:
Sea:
j,t , , j,t , ,s, , k,j,t
(V ) (V ) cje_oc ; (1+ ) ; (1+ )k j t t k j t t
k j tt t
fg DH foc DHz Min
DHC DHCδ δ
× × × × = × ×
k, j, t∀
El primer término corresponde a los canjes efectuados diariamente para el
escenario s, el segundo es el número de cilindros de la compañía k que ingresan
diariamente a Gasco (donde se ha ajustado para días hábiles canje DHC 16)
multiplicado por un factor (1+d) y, el tercero, es el número de cilindros Gasco que
ingresan diariamente a la compañía k también ajustado por (1+d) y por el parámetro
DHC.
De esta forma zk,j,t podría ser interpretado como el valor real de canjes a
considerar, el cual definiría que diariamente se canjeen como máximo un número de
cilindros que no supere en ningún caso a los cilindros ingresados (en cualquiera de
las dos compañías) en el día, más una fracción d de éstos (que debiera encontrarse
cerca de 0). El valor asignado para d será clave para definir los canjes que podrán
ser efectuados por Gasco. Por ejemplo, si d=0,01 implicaría que los canjes
efectuados diariamente no pueden ser superiores al 101% del mínimo de los cilindros
que ingresan para canje en ambas compañías. De esta forma, todo canje efectuado
por Gasco será para reducir el stock para canje en el tiempo. Para todo este estudio,
16 Originalmente el ingreso de cilindros en el mes esta dado por la multiplicación de los tres términos superiores de la ecuación, pues DH corresponde a los días en que ingresan cilindros. Por ende con la división se tendría el ingreso prom edio de cilindros en la misma unidad de tiempo que los canjes efectuados (DHC).

76
se ha supuesto un valor fijo para d igual a 017, pudiendo ser modificado si así se
desea.
9.2. Validación del modelo.
A pesar de que los valores para algunos parámetros han sido supuestos, el
modelo ha sido validado a partir de una prueba retrospectiva, es decir, a través de la
simulación del período Mayo-Octubre de 2007, evaluando la similitud entre los
resultados reales y los entregados por el modelo.
Es importante destacar que dada la búsqueda del modelo de una solución
óptima en base a criterios de penalidad definidos por el tesista, las soluciones
otorgadas no tienen por que ser iguales a las que se dan en la realidad. Sin embargo
pueden existir ciertas semejanzas que permitan confirmar la adecuada definición del
modelo.
Los parámetros utilizados (sin considerar las penalizaciones) han sido
definidos a partir de la información real del período, que ha sido desprendida a partir
de las herramientas de gestión detalladas en los capítulos anteriores. Los valores de
penalizaciones son equivalentes a los definidos en los puntos anteriores. Las
restricciones que no concuerden con las consideraciones reales durante esos
períodos, han sido omitidas.
Los parámetros relacionados con fracciones de cilindros de otras compañías
ingresadas por canje y cilindros en mantenimiento han sido definidos en base a la
escasa información disponible, además de información brindada por personal de
planta relacionada con dichas actividades.
La variable número de camiones es definida a priori en base a los utilizados
para el período. Los niveles de stock deseados al inicio de cada período, tanto para
cilindros llenos y vacíos, coinciden con los reales del período (donde se ha calculado
17 Es decir que los canjes efectuados por la compañía k para todo formato y período, siempre serán menores o iguales a los ingresos para canje durante el mismo período en ambos patios de colores (ajustado por DHC) para el formato en cuestión.

77
un valor promedio entre los días cercanos al inicio de cada mes con el fin de
equilibrar valores poco representativos de lo que aconteció).
Cabe mencionar que el modelo efectúa viajes extra cuando a partir de la
capacidad diaria, los canjes efectuados no son suficientes. En la realidad los viajes
de canje efectuados diariamente varían fuertemente entre un día y otro, debiéndose
efectuar usualmente en días críticos. Para poder simular una situación real en estos
términos, sería necesario correr el modelo para un horizonte operativo, por ejemplo
de una semana.
Por último, el tiempo computacional de resolución del modelo es prudente,
obteniéndose una solución con 0,5% de gap en 15 minutos .
Las condiciones iniciales para la validación se presentan en la tabla 3:
Tabla 3: Condiciones iniciales para validación.
Condicion inicial 5 Kg 11 Kg 15 Kg 45 Kg Cils. en Mantención 9872 24569 13335 4557 Cils. Gasco en Abastible 3323 176699 8417 1105 Cils. Gasco en Lipigas 2288 2735 3865 684 Cils. Abastible en Gasco 932 3100 5033 140 Cils. Lipigas en Gasco 2023 47855 63025 1528
En el gráfico 5 se presenta el total de viajes de canje efectuados para cada
período, comparando los resultados entregados por el modelo con los que se
llevaron a cabo efectivamente. A simple vista se observa una gran similitud, donde
sólo para los períodos 1 y 3 y 6, se observa un resultado del modelo que sobrepasa
al valor real en una proporción relativamente considerable (31, 11 y 22%
respectivamente). Estas diferencias probablemente se justifican por las penalidades
definidas en el modelo.

78
Gráfico 5: Viajes de canje flota Gasco. Resultados Reales vs. Modelo
Período 1 2 3 4 5 6Datos Reales 153 256 292 236 129 129Datos Modelo 200 252 324 224 132 157
En la tabla 4 se tiene la relación entre el total de canjes por formato para el
modelo y la situación real. De ésta puede extraerse que salvo para el formato 15 Kg.,
las diferencias son menores. Para 15 Kg., se observa que el valor entregado por el
modelo supera en un 300% al valor real, el cual se justifica principalmente por el
segundo período, donde se ha corroborado que los valores definidos como
fracciones de ingreso a los Patios de Canje de este formato (los que han sido
considerados constantes para el período de planificación) han sido subestimados,
teniéndose un valor real durante el período de alrededor de un 24% (5% sobre el
valor utilizado), correspondiendo a una excepción sobre los otros períodos (que
efectivamente coinciden con el valor supuesto). Este desfase genera que el nivel de
canje considerado por el modelo (a partir de la ecuación vista en sección 9.1.2) es
menor al valor real en alrededor de un 30%, lo que provoca que esta diferencia deba
ser absorbida en gran parte por la flota de Gasco.

79
Tabla 4: Canjes Totales según formato. Resultados Reales vs. Modelo
Formato Modelo Real Modelo / Real
5 Kg. 160175 167281 96%11 Kg. 537693 561253 96%15 Kg. 68040 16595 410%45 Kg. 8946 8219 109%
A partir de los análisis efectuados, se ha confirmado el buen funcionamiento
del modelo, por lo cual en la siguiente sección se procede a desarrollar el análisis de
sensibilidad.
9.3. Análisis de sensibilidad
En el punto anterior se ha mostrado la validez del modelo. En lo que sigue, se
realizará un análisis más en profundidad del impacto que tiene en los resultados la
variación en el valor de ciertos parámetros.
Para su desarrollo se utilizan las funcionalidades implementadas en la
herramienta desarrollada, las que permiten generar de forma automatizada a partir
de los resultados del modelo, información cruzada de distintos escenarios para el
apoyo en la toma de decisiones. Un punto crítico al respecto, es que se ha procurado
que dichos procesamientos puedan ser efectuados en el futuro fácilmente por
personal de la planta.
Los parámetros sensibilizados en este trabajo pueden ser divididos en dos
tipos. La primera serie corresponden a los parámetros definidos por personal de
Gasco, para los que la sensibilización puede ser interpretada como el impacto
generado en las soluciones al modificar el valor inicialmente definido para el
parámetro. La segunda serie se refiere a parámetros que deben ser pronosticados
por lo cual la sensibilización puede ser interpretada como el impacto generado por no
conocer el valor real y trabajar con valores esperados. Este último punto permite ver
la importancia que pueden tener los potenciales errores de pronóstico, permitiendo
identificar que parámetro resulta más crítico. En la sección 10, se han generado

80
herramientas y recomendaciones que permitirán obtener mejores pronósticos y a la
vez, contar con información confiable para esto.
El análisis de sensibilidad a realizar pretende capturar los puntos recién
mencionados, pero por otra parte no puede dejar de lado el que esta herramienta y
funcionalidad debiera ser usada en el futuro por personal Gasco con información que
no siempre tendrá una estructura tal que sea posible llevar a cabo la amplificación o
reducción de un parámetro en la forma deseada en la sensibilización. Es por esto
que se ha optado por efectuar el análisis para una instancia específica (período mayo
a octubre de 2007) con datos verídicos18, por lo que en los casos que la sensibilidad
no puede ser llevada a cabo en su totalidad, se deja claramente señalado, junto con
las funcionalidades que permiten al usuario darse cuenta de la situación.
Para los análisis se han tomado las siguientes consideraciones:
• Las condiciones iniciales y canjes efectuados por otras compañías coinciden
con las reales del período. En el caso del stock inicial de cilindros llenos y
vacíos se tiene que, salvo para la primera sensibilidad, se considera que al
comenzar el estudio se cuenta con un 80% del stock deseado (lo cual será
justificado prontamente).
• La demanda considerada corresponde a la demanda real del período, a la cual
para cada mes se ha agregado un 3% de ésta que se supone han sido ventas
perdidas y no registradas (dado que no existe ningún registro de esta posible
situación).
• Para la sensibilidad sobre los parámetros definidos por personal Gasco el
modelo es corrido libremente, dejando que la flota sea definida a posteriori .
• Para la sensibilidad sobre los parámetros a pronosticar, la flota y compra
inicial de cilindros son definidas a priori (a partir de la situación base), con lo
cual al variar los escenarios se evalúa el impacto de no conocer con certeza el
valor para el parámetro. Un punto importante a considerar es que para estas
sensibilizaciones se ha agregado la posibilidad de efectuar compras al inicio
del segundo período (ingresando al inicio del tercer período). El motivo por el 18 Salvo por pequeñas modificaciones a los canjes efectuados por otras compañías para los formatos 15 y 45 Kg., pues en caso contrario, casi no era posible llevar a cabo amplificaciones de los canjes.

81
cual se ha optado esta última medida es para dar un carácter más realista al
problema, pues sería posible efectuar compras una vez que se ve que las
cosas no fueron tal como se planificaron en un primer momento. De no
hacerlo, gran parte del desfase se solucionará a tra vés de agregar cilindros a
los Patios de Colores, lo cual tal como se ha señalado, no es deseado.
• El resto de las variables del modelo son siempre definidas a posteriori, pues
se considera que en la realidad, sea cual sea el escenario, será posible
efectuar modificaciones pequeñas durante el horizonte de planificación, lo que
no ocurre de forma tan simple para el caso de la flota contratada (dado que se
requiere encontrar proveedores disponibles y con al menos 1 mes de
anticipación).
9.3.1 Sensibilidad sobre parámetros definidos por personal de Gasco
En esta sección se señalan las principales conclusiones desprendidas de los
análisis de sensibilidad efectuados sobre algunos de los parámetros definidos por el
personal de Gasco. El análisis efectuado en mayor detalle para llegar a las
aseveraciones acá señaladas puede ser consultado en el Anexo nº 4.
1. Sensibilidad sobre stock inicial de cilindros llenos y vacíos
El stock inicial de cilindros llenos ha sido expresado como fracción del stock
deseado inicial (tanto para llenos como vacíos), considerándose cinco escenarios. En
el primero de éstos se considera que el stock inicial de cilindros llenos y vacíos es
igual al stock deseado para el mes inicial. Los siguientes cuatro escenarios
contemplan el inicio del período de planificación con un stock de cilindros llenos y
vacíos igual al 90 (Escenario 2), 70 (Escenario 3), 50 (Escenario 4) y 30%
(Escenario 5) con respecto al stock deseado.
La conclusión final que puede ser extraída del análisis es que el iniciar el
horizonte de planificación con hasta un 10% bajo el nivel deseado no genera mayor
impacto en los costos, sin embargo, valores superiores a éste provocan un impacto
creciente y pronunciado.

82
Con el objetivo de hacer más interesantes los análisis de sensibilidad
posteriores, se ha optado por considerar como situación inicial un stock de un 80%
del valor deseado, tanto para cilindros llenos como vacíos. Esto se debe a que
mediante esta consideración, se presenta un escenario más complejo en el cual se
hacen presentes penalidades que de caso contrario no serían utilizadas, afectando
su posterior análisis de impacto.
2. Sensibilidad sobre Incentivo unitario por maximización variable cilindros
canjeables
Tal como se ha señalado, en un inicio se ha definido un beneficio unitario de 1
por cada cilindro canjeado (no importando el formato). En este punto se desea
evaluar como varía la diferencia entre los cilindros canjeables reales y los definidos
por el modelo, ante variaciones en este incentivo. Para esto se han considerado
cinco escenarios, donde el tercero de éstos corresponde a la situación inicial y los
siguientes cuatro contemplan un incentivo igual a 0 (Escenario 1), 0.5 (Escenario 2),
5 (Escenario 4) y 10 (Escenario 5) por cada cilindro canjeado, no importando su
formato.
Del análisis es posible concluir que el valor para el parámetro en cuestión
debiera moverse entre 0.5 y un valor cercano a 10, dado que trabajar con valores
mayores genera que la importancia de esta componente crezca demasiado, llegando
incluso a que el beneficio alcanzado supera a la sumatoria total del resto de las
componentes (provocando que su valor sea menor que cero), lo cual no es acorde
con los objetivos del modelo planteado.
Para los estudios de sensibilidad posteriores, se ha optado por continuar
utilizando como incentivo el valor 1, puesto que sus resultados son acordes con los
esperados tras el diseño del modelo. Además el valor inicial para stock inicial de
cilindros llenos y vacíos, al igual que para el análisis recién efectuado, continúa
siendo igual a 0 .8.

83
3. Sensibilidad sobre Penalidad por incumplimiento stock cilindros llenos y
vacíos
En la sección anterior se ha detallado como han sido definidas las distintas
penalidades del modelo. La penalidad por desfase en cilindros llenos ha sido
expresada en función del margen unitario por cilindro y para el caso de cilindros
vacíos, en función de la penalidad para cilindros llenos. Para el análisis de
sensibilidad se han definido cinco escenarios, donde el tercero de éstos corresponde
a la situación inicial y los siguientes cuatro contemplan una penalidad de 0.5
(Escenario 1), 0.9 (Escenario 2), 1.1 (Escenario 4) y 1.5 (Escenario 5) veces el valor
de penalidad inicial.
Cabe mencionar que para este análisis, únicamente se han sensibilizado las
dos penalidades señaladas, dejando estáticas las penalidades por insertar cilindros
para canje y el costo de compra de cilindros vacíos.
El análisis desarrollado permite concluir que:
• La penalidad en estudio no debiera ser aumentado de forma drástica (más de
un 10 a 15 %), sin modificar el costo de insertar cilindros en Patios de Colores,
pues esto provoca un traspaso de cilindros del primero al segundo, lo cual se
aleja del objetivo por el cual se ha diseñado el modelo. Cabe mencionar que el
cálculo de la fracción máxima posible de amplificación no es parte de los
alcances del proyecto, por lo cual el estudio sobre estas penalidades no es
profundizado más de lo recién desarrollado.
• La reducción en la penalidad en estudio hasta un nivel de un 50%
prácticamente no genera alteraciones en la solución entregada por el modelo
en términos de flota, producción y cilindros faltantes para cumplimiento niveles
deseados.

84
4. Sensibilidad sobre Penalidad por compra de cilindros nuevos
De igual forma que para las sensibilidades anteriores, se han definido cinco
escenarios, donde el tercero de éstos corresponde a la situación inicial y los
siguientes cuatro contemplan una penalidad de 0.5 (Escenario 1), 0.9 (Escenario 2),
1.1 (Escenario 4) y 1.5 (Escenario 5) veces el valor de penalidad inicial.
A partir de los análisis efectuados se puede concluir lo siguiente:
• Aumentos moderados para la penalidad por compra de cilindros (alrededor de
un 10%) no generarán grandes cambios en las soluciones, por lo cual resulta
factible efectuarlos en caso que se desease.
• Para el caso de disminución en la penalidad, se ha observado que es posible
reducir su valor hasta en un 50% sin presentar mayores variaciones en el
espacio de solución, pero sí generando cambios en el costo final a incurrir.
• El valor definido (y su relación con las penalidades por desfases en stock)
determinarán el grado de rigurosidad en el deseo de cumplir los niveles
deseados, pues un valor bajo de esta penalidad hará que sea preferible
comprar cilindros, que no cumplir con los stock deseados.
5. Sensibilidad sobre Premio por reducción en stock para canje
Para esta sensibilidad se consideran nuevamente cinco escenarios, donde el
primero de estos corresponde a la situación inicial y para el resto el ponderador
unitario por reducción (tanto para el final del tercer período como para el término del
horizonte de planificación) es de 2 (Escenario 2), 5 (Escenario 3), 10 (Escenario 4) y
50 (Escenario 5).
Del análisis es posible concluir que:
• El valor del incentivo puede ser modificado en incluso un 1000% (hasta 10
veces), sin que ninguna componente de la función objetivo , salvo la
sensibilizada, presente cambios considerables en su valor, lo cual hace ver

85
que modificar el parámetro dentro de estos rangos no debiera generar
mayores cambios en las soluciones del modelo.
• El utilizar un incentivo mayor provoca grandes cambios pues dado el incentivo,
resulta muy conveniente efectuar canjes, llegando incluso a insertar cilindros
en Patios de Colores y reducir la compra de cilindros nuevos.
• A medida que se aumenta el valor del incentivo, la función objetivo decrece, lo
cual genera un incremento en la dificultad del modelo, no siendo posible lograr
resultados con un gap aceptable (valores superiores al 35%) dentro de los
tiempos definidos como prudentes (20 minutos en este caso), por lo cual no se
recomienda utilizar valores de este tipo 19.
9.3.2 Sensibilidad sobre parámetros que deben ser pronosticados
Tal como se ha señalado anteriormente, la sensibilidad sobre este tipo de
valores si bien presenta semejanzas con las efectuadas sobre parámetros definidos
por personal Gasco, tanto su desarrollo como interpretación presenta algunas
diferencias que resulta interesante volver a destacar. El primer punto es que las
sensibilidades siguientes, permiten a la compañía evaluar el impacto que tiene no
conocer con certeza los valores reales y trabajar con pronósticos que perfectamente
presentarán errores. Por otro lado, para estos análisis el tamaño de flota y compra
inicial de cilindros han sido definidos a priori a partir de los resultados entregados en
el escenario base (con el valor pronosticado para el parámetro). El resto de las
variables son definidas en cada corrida. Por último, cabe recordar la agregación, para
estos análisis, de una variable que permite la compra de cilindros al inicio del
segundo período (insertándose en el tercero), con lo cual se puede remendar la
compra inicial.
19 Con un incentivo igual a 25, el gap alcanzado en 20 minutos es de alrededor de un 35%. Con un incentivo igual a 20 el gap está cercano al 10% en 20 minutos de ejecución.

86
1. Análisis de sensibilidad sobre la demanda.
Para el análisis sobre el impacto que tiene en las soluciones el que la
demanda presente un cierto desfase sobre el valor pronosticado, ha sido estudiado
mediante dos etapas. En la primera de éstas se evalúa el impacto de contar con un
pronóstico que sobrestima el valor real de la demanda, suponiendo que el valor de
este último es para cada período del horizonte de planificación de un 80%
(Escenario 1), 85% (Escenario 2), 90% (Escenario 3) y 95% (Escenario 4) del valor
pronosticado. En la segunda etapa, se considera que el pronóstico para todo el
horizonte se encuentra bajo el valor real, siendo este último de un 105% (Escenario
6), 110% (Escenario 7), 115% (Escenario 8) y 120% (Escenario 9) del valor
predeterminado para cada período y formato del horizonte de planificación.
A. Demanda real superior a demanda pronosticada.
En el Anexo nº5, parte A, se presenta un análisis detallado de todos los
resultados obtenidos de la sensibilidad, a partir de los cuales se han desprendido las
siguientes conclusiones:
• En términos porcentuales un aumento en la demanda de un 5%, genera un
incremento en el valor de la función objetivo más de cuatro veces mayor.
• Las principales componentes generadoras del valor final de la función objetivo
son: costo por contrato flota y compra inicial de cilindros (fijas desde el primer
escenario) y déficit en stock de cilindros llenos y segunda compra de cilindros
nuevos (valores crecientes numéricamente a través de los escenarios).
Además el costo de agregar cilindros a Patios de Colores toma un valor
considerable a partir del cuarto escenario.
• Prácticamente la totalidad de las problemáticas se presentan para el formato
11 Kg., lo cual hace pensar que el valor de stock de seguridad definido
pudiera ser algo elevado para la situación estudiada, lo cual incentiva su
estudio posterior para evaluar la necesidad de corregirlo.

87
• Recién un aumento de un 15% en la demanda justifica la incorporación de un
nuevo vehículo para canje (en el segundo período), mientras que ante un 20%
se incorporará para los primeros cuatro períodos .
• Las variaciones en la producción son prácticamente equivalentes a las de la
demanda para todos los escenarios.
• Es necesario recurrir a una segunda compra de cilindros de 11 Kg., cuya cifra
aumenta a través de los escenarios, llegando a un valor muy similar al
efectuado inicialmente.
• Los desfases para cilindros llenos se da para 11 Kg., únicamente al inicio del
segundo período, teniendo un fuerte aumento para el escenario 5 (casi se
triplica el costo monetario del escenario anterior). Para el resto de los formatos
los niveles deseados son alcanzados. Si se observan los desfases obtenidos
en relación al stock deseado, se puede ver que la fracción tiende a ser
pequeña, no superando el 4% para los primeros cuatro escenarios y
bordeando el 10% para el escenario 5. Sin embargo, si bien esta diferencia
podría ser considerada como menor se debe tener en cuenta que el valor
señalado corresponde a valor promedio, por lo cual una disminución de éste
generará un mayor impacto de forma operativa tras días consecutivos de
demandas que superen el valor definido, por lo cua l se recomienda que sea
cual fuere el déficit definido por el modelo, sea considerado en la planificación
y, dependiendo del nivel de adversidad al riesgo del tomador de decisiones,
defina las prácticas a llevar a cabo (por supuesto con el apoyo de esta
herramienta).
• Existen escenarios para los cuales no ha sido posible llevar a cabo la
sensibilidad deseada en todos los formatos, pudiendo amplificar la demanda,
pero no los canjes efectuados por otras compañías (de acuerdo a la relación
definida en 9.1.2). Los problemas se dan a partir del escenario 2 para
Abastible y desde el primero en Lipigas, presentándose en ambos casos para
cilindros de 15 y 45 Kg.

88
• La variable de factibilidad para agregar cilindros a algún Patio de Colores es
creciente (salvo para el escenario 2), teniendo su máximo aumento monetario
entre el tercer y cuarto período (alrededor de un 400%), llegando en el
escenario 5 a un costo 25 veces mayor que el inicial.
• No existen ventas perdidas en ningún escenario.
B. Demanda real inferior a demanda pronosticada.
En el Anexo nº5, parte B, se presenta un análisis detallado de todos los
resultados obtenidos de la sensibilidad, a partir de los cuales se han desprendido las
siguientes conclusiones:
• En términos porcentuales una disminución en la demanda de un x%, genera
una caída en el valor de la función objetivo similar.
• Las principales componentes generadoras del valor final de la función objetivo
son: costo por contrato flota y compra inicial de cilindros (fijas desde el primer
escenario), la cuales comprenden más del 90% del total de los costos para los
cinco escenarios, y déficit en stock de cilindros llenos (valores decrecientes a
través de los escenarios llegando a ser nulos para el quinto escenario).
• Ante una diferencia igual o superior a un 10% resulta conveniente reducir en
un vehículo la flota para 3 períodos (1, 2 y 4), mientras que para una variación
del 15% la reducción se incrementa en un vehículo (período 3).
• Las variaciones en la producción son prácticamente equivalentes a las de la
demanda para todos los escenarios.
• La variable de factibilidad para agregar cilindros a algún Patio de Colores es
prácticamente nula para todos los escenarios.
• Se observa un déficit en stock de cilindros llenos (decreciente a través de los
escenarios) generado por falta de cilindros de 11 Kg. al inicio del segundo
período. Si se observan los desfases obtenidos en relación al stock deseado,
se puede ver que en el peor escenario (1) la fracción no supera el 2%, por lo
cual a primera vista no parece tener mayor relevancia. Sin embargo, al igual

89
que para el análisis de sensibilidad anterior, se sugiere que sea cual fuere el
déficit definido por el modelo, sea considerado en la planificación.
• No ha sido posible llevar a cabo la sensibilidad deseada únicamente para un
caso (Lipigas en 45 Kg.), donde se presenta una mínima diferencia que no
debiera tener mayor impacto.
• No existen ventas perdidas en ningún escenario.
• No se efectúa compra extra de cilindros para ningún escenario.
2. Análisis de sensibilidad sobre Canjes Efectuados por otras compañías
Al igual que para el caso de la demanda, el análisis del impacto que tiene en
las soluciones el que los canjes efectuados por otras compañías presenten cierto
desfase con respecto al valor pronosticado, ha sido estudiado mediante dos etapas.
En la primera de éstas se evalúa el impacto de contar con un pronóstico que
sobrestima el valor real de los canjes, suponiendo que el valor de este último es
para cada período del horizonte de planificación de un 80% (Escenario 1), 85%
(Escenario 2), 90% (Escenario 3) y 95% (Escenario 4) del valor pronosticado. En la
segunda etapa, se considera que el pronóstico para todo el horizonte se encuentra
bajo el valor real, siendo este último de un 105% (Escenario 6), 110% (Escenario 7),
115% (Escenario 8) y 120% (Escenario 9) del valor predeterminado.
A. Canjes efectuados por otras compañías real inferior al valor pronosticado.
En el Anexo nº5, parte C, se presenta un análisis detallado de todos los
resultados obtenidos de la sensibilidad, a partir de los cuales se han desprendido las
siguientes conclusiones:
• En términos porcentuales una disminución en los canjes de un 5%, genera un
aumento en el valor de la función objetivo levemente inferior
(aproximadamente 4%).

90
• Las principales componentes generadoras del valor final de la función objetivo
son: costo por contrato flota y compra inicial de cilindros (fijas desde el primer
escenario), la cuales comprenden entre un 77 y 89% del valor final de la
función objetivo (disminuyendo su aporte porcentual a través de los
escenarios). A los anteriores se suma el déficit en stock de cilindros llenos
(valores crecientes a través de los escenarios) que corresponde a alrededor
del 10% del valor final para todos los escenarios.
• Ante una diferencia en los canjes de un 20% se justifica la incorporación de un
nuevo vehículo para los períodos 1 a 4, mientras que para un 15% es
recomendable incorporar un vehículo para los períodos 2 y 320.
• Tal como era esperado, la producción no presenta variaciones ante cambios
de escenarios.
• Se efectúa compra extra de cilindros de 11 Kg. a partir del segundo escenario
presentando un leve incremento a medida que se varían los canjes. Sin
embargo, las cifras incluidas tienden a ser pequeñas, correspondiendo a
alrededor del 1% del total de la función objetivo para todos los escenarios.
• La variable de factibilidad para agregar cilindros a algún Patio de Colores es
decreciente y su impacto es prácticamente nulo para todos los escenarios
(inferior a 2% del valor total de la función objetivo para el peor escenario).
• Se observa un déficit en stock de cilindros llenos (levemente creciente a través
de los escenarios). El margen de diferencia entre escenarios es muy pequeño,
por lo que se puede considerar que permanece medianamente constante tras
los cambios en los canjes. Para el resto de los formatos, los niveles deseados
son alcanzados. Por último, los desfases obtenidos en relación al stock
deseado corresponden a alrededor de un 2%.
• Ha sido posible efectuar la variación deseada en los canjes para
prácticamente todos los escenarios (salvo inicialmente para 45 Kg. en el caso
Lipigas, el cual se regulariza en el segundo escenario).
20 Si bien para el período 3 el número de viajes no es mayor que los viajes extras equivalentes a la contratación de un nuevo camión, la diferencia es pequeña, por lo cual por seguridad sería recomendable llevar a cabo dicha medida

91
• No existen ventas perdidas en ningún escenario.
B. Canjes efectuados por otras compañías real superior al valor pronosticado.
En el Anexo nº 5, parte D, se presenta un análisis detallado de todos los
resultados obtenidos de la sensibilidad, a partir de los cuales se han desprendido las
siguientes conclusiones:
• En términos de valor de la función objetivo, los distintos escenarios presentan
diferencias mínimas, lo cual refleja que una subestimación de los canjes
efectuados no tiene mayor impacto en términos de costos. Esto se debe
principalmente a que las variables que debieran presentar variaciones se
encuentran definidas a priori.
• Las principales componentes generadoras del valor final de la función objetivo
son: costo por contrato flota y compra inicial de cilindros (fijas desde el primer
escenario), la cuales comprenden aproximadamente un 89% del valor final de
la función objetivo para los cinco escenarios. A los anteriores se suma el
déficit en stock de cilindros llenos (valores relativamente constantes a través
de los escenarios) que corresponde a alrededor del 10% del valor final para
todos los escenarios.
• Ante una diferencia igual o superior a un 10% resulta conveniente reducir en
un vehículo la flota para los cuatro primeros períodos. Además, ante una
variación del 5%, es posible reducir en un vehículo la flota del período 4.
• Tal como era esperado, la producción no presenta variaciones ante cambios
de escenarios.
• Se efectúa compra extra de cilindros a partir del segundo escenario
(presentando un comportamiento irregular, incluso siendo casi nula en el
cuarto escenario). Sin embargo, las cifras incluidas tienden a ser pequeñas,
correspondiendo a alrededor del 1% del total de la función objetivo para todos
los escenarios.

92
• La variable de factibilidad para agregar cilindros a algún Patio de Colores
también presenta un comportamiento irregular a través de los escenarios y su
impacto es menor para todos los escenarios (2% del valor total de la función
objetivo para el peor escenario).
• Se observa un déficit en stock de cilindros llenos (nuevamente de
comportamiento irregular) generado por falta de cilindros de 11 Kg. El margen
de diferencia entre escenarios es muy pequeño, por lo que se puede
considerar que permanece medianamente constante tras los cambios en los
canjes. Para el resto de los formatos, los niveles deseados son alcanzados.
Por último, los desfases obtenidos en relación al stock deseado corresponden
a alrededor de un 2%.
• A medida que se avanza en los escenarios, el número de casos en que no es
posible llevar a cabo la sensibilidad deseada, producto de problemas con la
relación entre canjes e ingresos a Patios de Colores. Los casos con mayor
desfase corresponden al quinto y sexto período para 15 y 45 Kg para
Abastible y el segundo período para 45 Kg. en Lipigas.
• No existen ventas perdidas en ningún escenario.
3. Conclusiones finales análisis de sensibilidad sobre parámetros
pronosticados
• En términos de valor de la función objetivo, existe mayor impacto ante
subestimaciones que sobreestimaciones de la demanda. De hecho en la
segunda sensibilización las decisiones tomadas a posteriori tienen un impacto
menor en el valor de la función presentándose pequeñas diferencias a través
de los escenarios.
• Para el caso de canjes se observa un aumento en el valor de la función
objetivo levemente inferior a la fracción en que el pronóstico subestima el valor
real del parámetro, mientras que para el caso de sobreestimación, se repite la
93
situación señalada para la demanda en el mismo caso, encontrándose ínfimas
variaciones en el valor de la función objetivo entre los escenarios (el valor de
la función objetivo se encuentra explicado casi en un 100% por las variables
definidas a priori).
• Para el caso de variación en la demanda se observa que errores iguales o
superiores a un 10% (para ambos lados) ya generan leves variaciones en la
dimensión de la flota contratada para todo el horizonte . Para los canjes se
observa una mayor sensibilidad hacia la reducción de flota ante canjes
superiores al valor pronosticado, que hacia el aumento por subestimación de
los canjes reales.
• Resulta evidente que las dimensiones en los pedidos y desfases se
encuentran sujetos de forma importante a las condiciones intrínsecas de los
datos sobre los que se efectúa la sensibilidad. Por ejemplo, el iniciar el
horizonte de planificación con gran parte de los stocks de seguridad deseados
(80%) disminuye los valores de compras de cilindros. Por ende, se sugiere
que más que tomar estos resultados al pie de la letra, se efectúen análisis
similares (actualizando los impactos definidos) siempre y cuando se requiera
contar con información como la obtenida en esta etapa.
• La muestra sobre la cual han sido efectuados los análisis demuestra que la
mayoría de los problemas se dan en el segundo y tercer período, que
coinciden con los de mayor demanda (junio y julio) para 11 Kg., lo que
despierta sospechas que el valor deseado de stock de seguridad definido
pudiera encontrarse sobreestimado.

94
9.4. Modificaciones para correcto análisis de resultados del modelo.
A partir del análisis de sensibilidad ha sido posible percibir que dado el diseño
actual del modelo se penaliza subestimar la flota y compra inicial de cilindros, pero
no existen castigos para la sobreestimación, lo cual se refleja en la semejanza de las
soluciones en cada escenario de estas sensibilidades (donde el valor final se origina
en gran medida por las variables definidas a priori).
Para enfrentar la situación anterior se han llevado a cabo algunas
modificaciones en la formación final del valor de la función objetivo, los cuales son
efectuados una vez ejecutado el modelo, pues dado que las decisiones se
encuentran predefinidas, su inclusión dentro del modelo no debiera generar cambios
en el espacio de soluciones.
9.4.1. Penalidad por sobredimensionamiento de flota necesaria
Una vez resuelto el modelo con las variables definidas a priori, es posible
evaluar si el total de viajes efectuados para un determinado período por la flota
Gasco hubiese sido posible de llevarse a cabo de forma más conveniente con un
vehículo menos. Lo anterior se expresa a través de la definición del parámetro tφ ,
que se encuentra definido como:
, ,t
1 ( ( 1) )
0 en caso contrario
tv k t t t
v k t
CFsi y x NVC
CVφ ≤ − × +=
∑∑
Donde:
, , :v k ty Variable número de viajes de canje de tipo v, efectuados a la compañía k
durante el período t.
:tx Flota contratada para el período t

95
:t
t
CFCV
Expresión para el número máximo de viajes extra que pueden ser efectuados
por un vehículo, antes de que sea conveniente incorporar uno extra a la flota.
Se calcula como el cuociente entre el costo fijo de contrato de un vehículo y el
costo unitario por viaje extra.
De esta manera, el valor de la Función objetivo Zs para el escenario s (con
variables definidas a piori), queda redefinida como:
s s t tt
Z Z EFφ= + ×∑
Donde tEF corresponde a la penalidad por haber contratado un vehículo más
de los que era necesario, la cual ha sido definida en un primer momento como un
75% del costo fijo de contratación del vehículo.
9.4.2. Penalidad por inversión excesiva en cilindros
Para penalizar la subestimación en su valor (compra inicial inferior de lo que
realmente se necesita), se ha señalado previamente la inclusión de una variable de
compra extraordinaria de cilindros que, considerando la periodicidad utilizada en este
trabajo, se ha supuesto llegan al inicio del tercer período y sirven para palear en
cierta medida el error en la compra inicial.
Para penalizar la sobreestimación en la compra, se ha optado por de una vez
ejecutado el modelo con el tamaño de flota y compra inicial definidos a priori, correr
el modelo nuevamente, pero esta vez sin dejar predefinida la compra inicial. De esta
forma es posible comparar el valor establecido con escenario original, con la compra
óptima en el escenario s. Sean 1var2 y var2Esc sj j la compra inicial de cilindros de
formato j en el escenario original y la compra óptima de cilindros de formato j para el
escenario s (dejando sólo la flota definida a priori), respectivamente. Por lo tanto se
define el parámetro ''tφ , definido por:

96
1
j
1 (var2 - var2 0) ''
0 en caso contrario
Esc sj jsi
φ ≥=
Donde j corresponde a los distintos formatos de cilindros. De esta forma el
valor de la Función objetivo Zs para el escenario s (con variables definidas a piori),
queda redefinida como:
''s s j jj
Z Z ECφ= + ×∑
Donde tEC corresponde a la penalidad unitaria por comprar más cilindros de
formato j de los que eran necesarios. Su valor ha sido definido en un primer
momento como un 75% del costo unitario de compra (para cada formato).
A partir de las dos modificaciones recién señaladas, es posible obtener valores
para la función objetivo que representan de mejor forma el costo de no contar con
información a priori sobre dos parámetros aleatorios del modelo (demanda y canjes
efectuados por otras empresas).
9.4.3. Relajación del modelo y heurís tica para análisis de escenarios
A lo largo de este informe se ha trabajado con un modelo de programación
lineal mixto donde los tiempos de ejecución de cada corrida son de
aproximadamente 20 minutos.
Si se consideran los análisis de sensibilidad desarrollados, además del deseo
de enfrentar la aleatoriedad de algunos parámetros, se eleva de forma considerable
el tiempo necesario para poder obtener la información suficiente para la toma final de
decisiones.
Es por esto que se ha optado por trabajar con el modelo de forma relajada, es
decir, trabajando sólo con variables continuas, definiendo un método de redondeo
simple que permita una vez corridos todos los escenarios deseados, volver las
variables a su formato entero. Dadas las variables enteras previamente definidas
97
como enteras, se tiene que la relajación sólo pudiera ser considerada crítica para el
tamaño de flota 21.
La relajación del modelo permite reducir de forma exponencial el tiempo para
la obtención de resultados, teniéndose soluciones tan sólo en segundos de
ejecución, lo cual hace mucho más factible el desarrollo de escenarios y sensibilidad
deseados.
La metodología de manejo de escenarios propuesta para el apoyo en la toma
de decisiones se ha basado en el objetivo central de poder ver como varían las
decisiones ante cambios en los parámetros ventas y canjes efectuados por otras
empresas, teniendo siempre en cuenta la necesidad de poder obtener soluciones en
tiempos prudentes, por lo cual es necesario acotar el número de escenarios a
evaluar.
A partir de la evaluación de un conjunto de opciones, se ha optado por el
método que a continuación se detalla, el cual se ajusta a los objetivos antes
planteados. Sin embargo, se ha definido la necesidad de evaluarlo en el tiempo,
considerando la opción de implementar mejoras o modificaciones que permitan
ampliar el espectro de escenarios analizados.
La metodología propuesta, más que entregar una propuesta definitiva al
tomador de escenarios, genera a través de planillas Excel, Interfaces que permiten
llevar a cabo el análisis de escenarios y su impacto en las decisiones, de manera que
el tomador de decisiones pueda definir que es lo que definitivamente se llevará a
cabo.
Las consideraciones previas para la metodología propuesta son:
• Se consideran 10 escenarios posibles para canjes y demanda (5 para cada
uno), con valores entre un 80 a 120% del inicialmente planteado (salto de
10%). Existe la posibilidad de que el usuario defina los 5 escenarios que
estime convenientes.
21 A pesar de que el costo de contratar un camión extra no es elevado, para el Departamento de Producción como Centro de Costo, esta decisión es relevante dado su presupuesto y presiones de otras áreas de la compañía.

98
• La amplificación o simplificación de los canjes y ventas son llevados a cabo
suponiendo que la proporción considerada se dará para todo el horizonte de
planificación (por ejemplo en cada mes la demanda será un 10% superior a la
considerada).
• Se lleva a cabo Ceteris Paribus en relación a la variación de los parámetros de
forma que, en caso de variar la demanda, los valores de canje en cada
situación toman un valor único dado por la relación supuesta en la sección 9.1.
En caso de variar los canjes, se considera que la situación siempre se da en el
escenario de demanda original.
• De acuerdo a la confianza que se tenga en el pronóstico respectivo, deberá
definirse “la importancia o peso” que tendrán los resultados en casos
extremos.
Los pasos de la metodología propuesta son los siguientes (véase figura 3 como
apoyo complementario):
1. Se define el peso respectivo que se dará a cada una de las sensibilidades
(sobre los canjes y las demandas), procurando que la suma de ambos pesos
sea igual a 1. La importancia brindada a cada una de éstas dependerá del
usuario, pero en un comienzo se ha sugerido que sea equitativa (es decir 0.5
para cada una). Corresponde a los valores pc y pd de la figura.
2. Se definen probabilidades de ocurrencia para cada uno de los diez escenarios.
La planilla ha sido diseñada de manera que la suma de probabilidades sobre
los escenarios de demanda (pd1 a pd5 de la figura) sean iguales a 1, al igual
que para los canjes (pc1 a pc5 de la figura), con lo cual el peso total para cada
escenario surgirá en base al peso relativo del escenario con respecto a los 10
originales (el cual depende de los pesos asignados en el punto anterior). Debe
observarse que los escenarios pd1 y pc1 son equivalentes.
3. Se ejecutan los 10 escenarios sin dejar ninguna variable definida a priori. Se
calcula el valor esperado para las variables tamaño de flota y compra inicial de

99
cilindros. Los valores esperados obtenidos son redondeados a partir del
siguiente criterio:
• Tamaño Flota: El redondeo será hacia arriba siempre que el decimal sea
mayor o igual a 4. Por ejemplo, un valor de flota igual a 3.41 es
redondeado a 4 vehículos.
• Compra de cilindros: El redondeo se efectúa siempre hacia el múltiplo de 10
más próximo “hacia arriba”. Por ejemplo, la compra de 432,4 cilindros, es
redondeado a 440.
4. Se ejecutan nuevamente los 10 escenarios, pero ahora dejando definidas a
priori las variables tamaño de flota y compra inicial en base a los resultados
obtenidos en el paso 3.
5. Para poder llevar a cabo el procedimiento planteado en la sección 9.5.2., los 10
escenarios son corridos nuevamente pero ahora dejando sólo definido a priori
el tamaño de flota inicial. Una vez realizado lo anterior es posible llevar a cabo
el análisis de sensibilidad tal como ha sido efectuado en secciones anteriores,
considerando las últimas correcciones definidas.
6. Si a partir del análisis de sensibilidad se estima conveniente modificar alguna
de las variables definidas a priori, se modifica y se vuelve al paso 4.
7. Las variables de producción y viajes de canje a efectuar son definidas en base
a los valores esperados de acuerdo al conjunto de escenarios considerados.

100
Figura 3: Esquema representativo mecanismo de análisis de escenarios
Una vez efectuados los pasos anteriores, el tomador de decisiones dispondrá
de un conjunto importante de información para el apoyo en la toma de decisiones.
Las decisiones finales sobre valores deseados para cada una de las variables del
modelo, deben ser definidos por el tomador de decisiones en base a la información
provista, así como de su experiencia y consideraciones basadas en su experiencia.
A modo de cierre, se considera necesario destacar dos consideraciones
importantes:
• Si bien matemáticamente la propuesta no es robusta y no considera un
conjunto mayor de escenarios, se ha optado por esta opción pues la intención
del modelo ha sido brindar apoyo en la toma de decisiones, orientándose
principalmente en ver el impacto que genera la variabilidad de los parámetros
donde existe incertidumbre sobre las variables que desean ser definidas, de
manera que el tomador pueda tomar las precauciones que estime
convenientes para enfrentarla. Por ende, esta herramienta sólo corresponde a

101
un complemento en el cual es “ordenado” un conjunto importante de
información, de manera que se facilite la tarea del tomador de decisiones.
• El mecanismo de redondeo utilizado no ha involucrado mayores
complicaciones, puesto que para el caso de los vehículos a contratar, el
personal encargado de Gasco estimó conveniente dicho criterio, de modo de
resguardo ante escenarios complejos. Por otra parte, en el caso de compra
de cilindros, el redondeo es marginal dados los altos costos de inversión y la
incapacidad de llevar a cabo pedidos tan exactos.
En la sección siguiente, como última etapa de este trabajo, se evalúan posibles
mejoras en los pronósticos para los parámetros demanda y canjes efectuados por
otras compañías, de manera de poder contar con valores más confiables, lo cual
evidentemente permitirá enfrentar de mejor forma la incertidumbre de dichos
parámetros. En particular para lo visto en esta sección, un pronóstico más acertado,
permitirá manejar como se considere apropiado, los pesos dados a cada uno de los
escenarios ya descritos, pudiendo incluso modificar alguno.

102
10. Desarrollo Herramientas de Pronósticos
10.1. Estimación del parámetro demanda
Tal como se ha señalado a lo largo de este informe, la demanda por gas
licuado es de tipo estacional, donde para algunos formatos se presentan tendencias
claras y, para otros , no tan evidentes.
En la sección 8.2.1 se ha señalado que en una primera etapa se ha propuesto
considerar como pronósticos de demanda de cada mes, el promedio ponderado de
éste para los últimos cuatro años.
Por otra parte, a partir de los resultados del análisis de sensibilidad sobre la
demanda, se ha hecho evidente la necesidad de conta r con pronósticos lo más
certeros posible, sujeto a la disponibilidad de recursos del departamento de
producción.
En la sección 5.3 se ha seleccionado, dentro de un grupo de técnicas de
pronósticos de series temporales, el método de Holt – Winters (HW de aquí en
adelante), como un candidato a generar mejores resultados.
En esta sección se determina, en base a la cuantificación de los errores de
predicción, el beneficio obtenido por trabajar con este método medianamente
complejo, por sobre valores promedio. El estudio acá realizado es el punto de partida
para otros análisis que pudieran mejorar los pronósticos que acá se proponen y que
no han sido profundamente desarrollados principalmente por motivos de alcances del
proyecto.
10.1.1. Desarrollo del método de Holt – Winters
Para su desarrollo se ha optado por trabajar con planillas Excel, utilizando
como información histórica las mediciones mensuales de ventas desde enero del año
2003 a junio del año 2008 (es decir 65 meses).

103
Las series han sido trabajadas como de tipo multiplicativas (pues se considera
que reflejan de mejor forma el comportamiento de éstas), es decir que las
fluctuaciones se ven afectadas por la tendencia (véase sección 5.3).
En la sección 5.3 se ha señalado además, que en este método existen S+2
parámetros por definir inicialmente: S factores estacionales, la base y el valor de
tendencia inicial. Por otra parte es necesario definir los valores de las constantes
1 2 ´3, y α α α .
• Los S factores estacionales se obtienen a partir de la secuencia:
o En primer lugar, se divide el valor de la serie original en el momento t,
por la resultante del cálculo de un promedio móvil ponderado centrado
de orden 12, es decir:
6 6 5 4 5
1( ) ...
212
t t t t t
t
d d d d dz
− + − − ++ + + + +=
Debe observarse que tz podrá ser calculado para los valores de la serie
original (sin datos a pronosticar) ubicados entre el séptimo período y el
séptimo previo a que la serie finalice.
o Posteriormente se obtiene el valor de cada uno de los factores
estacionales mediante el promedio simple de todos los valores tz de
cada estación (en este caso mes).
• El valor inicial para la constante (base) es calculada como el promedio simple
para los dos primeros años de la serie inicial.
• El valor inicial para la tendencia es calculado a través de la siguiente
secuencia:
o Dado que se tiene una serie de algo más de 5 años, se calcula la
diferencia entre los valores promedio de cada año con respecto al
primero, es decir un valor de variación anual promedio.
o A continuación se calcula el promedio simple de los valores calculados
en la etapa anterior, obteniéndose el valor definitivo.

104
• El cálculo de los valores de 1 2 ´3, y α α α requiere una mayor detención. Tal
como se ha señalado, cada una de éstos puede tomar cualquier valor entre 0
y 1, por lo que existen infinitas alternativas, generando cada una de éstas
pronósticos distintos. Por ende, la idea es determinar una combinación de
valores apropiados para efectuar los pronósticos, lo cual se ha llevado a cabo
dividiendo el conjunto de datos disponibles en tres subconjuntos:
o Subconjunto 1, o de “entrenamiento”, a partir del cual en base a las tres
ecuaciones de suavizamiento presentadas en la sección 5.3., son
calculados los valores de las componentes t t, b y cta con las cuales se
realizan los pronósticos. Este procedimiento se debe llevar a cabo con
todas las combinaciones de 1 2 ´3, y α α α definidas (tal como se detalla
en el punto siguiente).
o Subconjunto 2, el cual podría ser llamado “Cálculo de valores
constantes 1 2 ´3, y α α α ”, que corresponde a los valores sobre los cuales
se llevan a cabo los pronósticos. Sobre dicha muestra se evalúa la
calidad de los pronósticos con las distintas combinaciones de
1 2 ´3, y α α α , debiendo encontrar la que minimice el error. Para esto se
ha considerado la raíz del error cuadrático medio (RECM) y se ha
diseñado una macro que a través de iteraciones de 1 2 ´3, y α α α calcula
los pronósticos y sus respectivas desviaciones, definiendo finalmente
la combinación que minimiza el RECM. Los valores de 1 2 ´3, y α α α son
iterados entre 0,01 y 0,99, para lo cual se ha definido en un primer
momento un paso δ igual a 0.0222, con lo cual se obtienen los valores
que minimizan el RECM en alrededor de 20 minutos para una serie.
Para futuras corridas se recomienda utilizar un paso δ igual a 0.04, con
22 Es decir, si se llevan a cabo los cálculos con una combinación (0, 0, 0), después se llevará a cabo la combinación (0.02,0,0) y as í sucesivamente hasta llegar a (0.98, 0.98, 0.98).

105
lo cual se obtienen resultados en sólo 5 minutos, sin generarse
diferencias importantes en los resultados.
o Subconjunto 3: Que corresponde a la serie de datos en que son
evaluados los pronósticos, en base a los valores de las constantes
determinadas en el conjunto anterior. Dichos resultados pueden ser
comparados con otros mecanismos de pronósticos, en este caso de
medias simples, para evaluar el beneficio de utilizar esta nueva técnica.
A partir de lo señalado, se ve que los valores utilizados para 1 2 ´3, y α α α
debieran ser calculados de forma frecuente a partir de la información histórica
recopilada, para lo cual la combinación seleccionada será la que permita ajustarse de
la mejor forma posible a los meses previos a los que se desea pronosticar. Para el
desarrollo de este trabajo, con el fin de mantener una estructura acorde con el
modelo matemático, se ha optado por llevar a cabo pronósticos para seis meses,
utilizando como subconjunto 2, los 12 meses previos al inicio de los pronósticos (para
tomar en cuenta los meses en cuestión, así como la tendencia de los últimos
períodos).
Para evaluar el posible beneficio de la técnica de HW sobre Medias Simples,
se optó por comparar los resultados en términos de RECM para cinco instancias con
información de los años 2007 y 2008 (no se tomaron instancias más antiguas
principalmente por la disponibilidad de información histórica), donde tal como sea
señalado, los valores de las constantes de suavizamiento son definidas en base a
información previa al período de evaluación (se minimiza el RECM para el año
previo). Las instancias evaluadas son presentadas en la tabla siguiente:
Tabla 5: Instancias evaluadas para comparación técnicas de pronóstico de demanda.
Instancia PeríodoInstancia 1 Enero 07 - Junio 07Instancia 2 Marzo 07 - Agosto 07Instancia 3 Mayo 07 - Octubre 07Instancia 4 Septiembre 07 - Febrero 08Instancia 5 Enero 08 - Junio 08

106
El gráfico 6 presenta las ventas por formato para el período entre Enero 2006
y Junio 2008, la cual permitirá analizar los resultados obtenidos en cada una de las
iteraciones.
Gráfico 6: Ventas por formato para período Enero 06 – Junio 08.
0
50.000
100.000
150.000
200.000
250.000
300.000
Vent
as
Ventas 5 Kg. En 06 - Jun 08
5 Kg.
0
100.000
200.000
300.000
400.000
500.000
600.000
Vent
as
Ventas 11 Kg. En 06 - Jun 08
11 Kg.
0
100.000
200.000
300.000
400.000
500.000
600.000
Vent
as
Ventas 15 Kg. En 06 - Jun 08
15 Kg.
0
10.000
20.000
30.000
40.000
50.000
60.000
Vent
as
Ventas 45 Kg. En 06 - Jun 08
45 Kg.
Los valores obtenidos para las constantes de suavizamiento (valores que
minimizan el RECM para el año previo al inicio de los pronósticos) son presentados
en la tabla 6: Tabla 6: Constantes de suavizamiento obtenidas para método de Holt – Winters a través de minimización de RECM para subconjuntos 2 respectivos.
5 Kg. 11 Kg. 15 Kg. 45 Kg.
InstanciaInstancia 1 (0.85; 0.93; 0.01) (0.05; 0.97; 0.33) (0.61; 0.97; 0.01) (0.53; 0.93; 0.97)Instancia 2 (0.57; 0.93; 0.01) (0.09; 0.81; 0.09) (0.97; 0.93; 0.01) (0.37; 0.81; 0.97)Instancia 3 (0.97; 0.01; 0.01) (0.23; 0.99; 0.09) (0.25; 0.95; 0.01) (0.17; 0.99; 0.51)Instancia 4 (0.77; 0.33; 0.97) (0.73; 0.53; 0.97) (0.85; 0.57; 0.97) (0.17; 0.97; 0.73)Instancia 5 (0.81; 0.53; 0.97) (0.51; 0.97; 0.47) (0.55; 0.89; 0.65) (0.39; 0.01; 0.93)
1 2 3( ; ; )α α α1 2 3( ; ; )α α α 1 2 3( ; ; )α α α 1 2 3( ; ; )α α α
107
La interpretación de los valores asignados por este método a las constantes
no es trivial, por lo que no se ha encontrado material bibliográfico donde se efectúen
mayores análisis, salvo por Fernández J. [10], quien señala que en casos en que
1 2 y α α sean elevados (mayores a 0.7), implicará que la serie presenta una marcada
tendencia. Para las series en estudio, es posible destacar:
• En términos generales se puede observar que existen importantes variaciones
en los valores de las constantes de suaviza miento para las instancias. Esto se
debe al conjunto de meses sobre los cuales se minimiza el valor del RECM,
donde por ejemplo el primer semestre del año 2007 tiende a presentar ventar
bastante superiores a los años anteriores, marcándose un importante alza en
los meses de mayo y junio, pero teniendo menor impacto el mes de julio, lo
cual no coincide con las ventas de los años anteriores (donde el peak siempre
se da en julio). Variantes de este estilo, van marcando los resultados e
impactando en el valor final de las constantes.
• A partir del punto anterior se podría sugerir en primera instancia, redefinir los
valores de las constantes de forma regular, por ejemplo cada dos meses,
prestando especial atención a los meses en que se presenten grandes
cambios, donde podría resultar conveniente tomar valores para las constantes
generados como una combinación de las últimas ejecuciones (lo cual debiera
ser definido en sesiones de profesionales con experiencia en el rubro).
• Para el formato 15 Kg, si bien existen variaciones en los valores de las
constantes, se presenta una marcada tendencia, lo cual coincide con la
realidad, donde se ve un incremento sostenido en las ventas con respecto a
años anteriores. En las últimas dos iteraciones se observa un importante
efecto estacional.
• Para 45 Kg, salvo para la quinta instancia, los valores de las constantes
tienden a presentar variaciones poco marcadas.
• Para 5 y 11 Kg., se observa un “punto de inflexión” en la tercera instancia, a
partir de la cual se generan importantes cambios en los valores de las
constantes (especialmente en 2 3 y α α para 5 Kg. y 1 3 y α α para 11 Kg.).

108
10.1.2 Análisis de resultados pronósticos mediante métodos definidos.
A partir de los valores de las constantes de suavizamiento se llevan a cabo los
pronósticos para cada una de las instancias ya señaladas. La tabla 7 presenta el
contraste en términos de errores cuadráticos medios (RECM) de los resultados
obtenidos con las técnicas de pronósticos desarrolladas para cada instancia. “RECM
HW” corresponde al error mediante la técnica de Holt – Winters, mientras que
“RECM MS”, corresponde a la medida equivalente pero mediante la técnica de
Medias Simples. La columna “Beneficio HW” corresponde al beneficio aportado por la
primera técnica, teniéndose como valores negativos los casos en que se obtienen
mejores pronósticos con la técnica MS. Por último, para la columna “Escala Error”, se
ha calculado el RECM obtenido al obtener pronósticos equivalentes a los igualados
en el análisis de sensibilidad (es decir de un 5, 10, 15, 20 o 25% por sobre o bajo las
ventas reales), a partir del cual los RECM obtenidos mediante la técnica de HW
pueden ser categorizados dentro de una de estas categorías. Por otra parte, la tabla
8 representa las fracciones correspondientes que representa el valor de RECM de
cada instancia, sobre el promedio de ventas mensuales del período, lo cual permite
comparar la calidad de los pronósticos entre instancias y formatos.
Tabla 7: Contraste errores cuadráticos medios (RECM) de técnicas de pronósticos desarrolladas para las instancias evaluadas.
Instancia RECM HW RECM MS Beneficio HW Escala Error Instancia RECM HW RECM MS Beneficio HW Escala Error
Instancia 1 35.839 47.187 24% 20% - 25% Instancia 1 21.691 40.298 46% 0 - 5 %Instancia 2 47.287 53.137 11% 15 - 20% Instancia 2 39.998 44.453 10% 5 - 10%Instancia 3 30.126 52.113 42% 10 - 15% Instancia 3 40.434 47.236 14% 5 - 10%Instancia 4 7.259 6.699 -8% 5 - 10% Instancia 4 28.119 28.235 0% 5 - 10%Instancia 5 15.784 16.756 6% 10 - 15% Instancia 5 24.540 27.374 10% 5 - 10%
Instancia RECM HW RECM MS Beneficio HW Escala Error Instancia RECM HW RECM MS Beneficio HW Escala Error
Instancia 1 24.526 106.573 77% 5 - 10% Instancia 1 3.486 4.286 19% 5 - 10%Instancia 2 42.941 124.283 65% 5- 10% Instancia 2 8.667 4.709 -84% 15 - 20%Instancia 3 29.965 119.365 75% 5 - 10% Instancia 3 5.286 4.508 -17% 10 - 15%Instancia 4 22.524 57.833 61% 5 - 10% Instancia 4 3.979 3.902 -2% 5 - 10%Instancia 5 32.890 67.853 52% 5 - 10% Instancia 5 3.368 2.812 -20% 5 - 10%
5 KG. 11 KG.
15 KG. 45 KG.

109
Tabla 8: Medición de fracción correspondiente de RECM sobre promedio de ventas mensuales del período por instancia.
Instancia 5 Kg. 11 Kg. 15 Kg. 45 Kg.
Instancia 1 31% 6% 8% 8%
Instancia 2 30% 9% 10% 16%Instancia 3 16% 9% 7% 10%
Instancia 4 10% 10% 8% 10%Instancia 5 14% 7% 10% 8%
RECM mediante HW como fracción de Promedio Ventas período
En base a los resultados presentados es posible concluir:
• La implementación de la técnica de HW permite tener claras mejorías en las
predicciones para tres de los cuatro formatos con respecto a los resultados
mediante MS (siendo la excepción el formato 45 Kg.).
• En 15 Kg. se obtiene el mayor beneficio por la implementación de HW (con
una mejoría superior al 50% en las cinco instancias), lo cual se debe
fundamentalmente a la tendencia hacia el crecimiento en las ventas año a
año, lo cual genera que el promedio simple de años anteriores no sea
representativo de las ventas actuales (no percibe dicha tendencia). Por otra
parte, se observa que para las cinco instancias el RECM obtenido sería
inferior al obtenido por demandas con una diferencia de 10%, bajo o sobre, el
valor real, lo cual unido a los resultados del análisis de sensibilidad permiten
intuir que las variables definidas por el modelo con las ventas pronosticadas
no debiese presentar diferencias mayores con respecto a las obtenidas con
los valores reales.
• Para 11 Kg., si bien se presenta mejoría con respecto a los resultados
mediante MS, el beneficio es de menor magnitud. Un aspecto favorable es
que mediante ambos métodos se generan pronósticos bastante acertados,
teniéndose en todos los casos valores de RECM inferiores a los que se
obtendrían con diferencias de 10% bajo o sobre los valores de venta reales
(teniéndose incluso un resultado menor al 5% de RECM para la primera
instancia).
• Para 45 Kg. se observa que en el 80% de los casos la técnica de MS genera
mejores predicciones que HW, lo que se debe fundamentalmente a que para

110
este formato no se observa de forma tan notoria como en los formatos
anteriores componentes de estacionalidad ni tendencia, teniéndose
comportamientos relativamente similares año a año, por lo cual la técnica de
MS permite predecir de forma aceptable las ventas futuras. Por otra parte se
observa que al comparar las predicciones en términos de RECM con los
escenarios evaluados en las sensibilidades, se observan resultados inferiores
a los obtenidos en 11 y 15 Kg. para dos de las cinco instancias, teniéndose
para una de éstas diferencias de entre 15 y 20%, lo que habría llevado a que
las variables definidas por el modelo pudieran presentar diferencias más
notorias con respecto a las obtenidas conociendo las ventas reales. Por ende
es posible concluir que en el futuro podría continuar trabajándose mediante
MS, pudiendo complementar los resultados con los pronósticos generados por
HW, así como la experiencia del personal de la empresa.
• En 5 Kg.es donde se tienen los principales niveles de error (principalmente en
las primeras dos instancias), lo que se genera producto del incremento
sostenido de las ventas durante el primer semestre del año 2007, el cual no
es percibido de forma previa por ninguna de las dos técnicas. De hecho es
para este formato donde los niveles de RECM motivarían a no confiarse
mayormente en el pronóstico y dar mayor énfasis en la variabilidad de los
resultados del modelo de optimización a través de los cambios de escenario,
pudiendo tomar ciertas medidas preventivas (adversas al riesgo) para
minimizar el impacto de posibles errores de pronóstico.
• La tabla 8 permite corroborar los puntos antes señalados pudiendo generar un
ranking de calidad de pronósticos mediante HW según formato, obteniéndose
de forma descendente: 11, 15, 45 y 5 Kg.
Por último y de forma complementaria en el anexo nº6 se ha incluido un breve
análisis en detalle sobre los resultados de los pronósticos mediante ambas técnicas,
el cual puede ser complementario a las conclusiones recién señaladas

111
10.1.3. Conclusiones sobre métodos de predicción de demanda Si bien producto de que no se cuenta con una base histórica amplia de datos,
sólo ha sido posible evaluar las técnicas de pronósticos para un período de 18 meses
(a partir del que sean generado las 5 instancias), se han observado características
dispares en cada una de éstas que permite considerar confiables los resultados
obtenidos, lo cual sólo podrá continuar siendo corroborado en el tiempo mediante
nuevos pronósticos (para lo cual se dejan implementadas todas las herramientas
requeridas).
A partir de los resultados recién expuestos resulta evidente que la
implementación del método de Holt – Winters permite obtener importantes mejoras
en los pronósticos de demanda (al menos en tres de los cuatro formatos) . Si bien
esta técnica no es mayormente compleja, ha permitido obtener resultados que a nivel
agregado pueden ser considerados más que aceptables. Esta mejora en los
pronósticos, unido al análisis de las soluciones del modelo según escenarios,
permitirá enfrentar de mucho mejor forma la aleatoriedad de este parámetro al
menos en el corto y mediano plazo.
El presente trabajo, debiera corresponder al punto de inicio para posibles
estudios futuros de la demanda de gas licuado, donde mediante técnicas más
avanzadas sería posible obtener mejores resultados, a la vez que pudieran permitir
incorporar otras variables críticas del sistema.
En relación al método de Holt – Winters, habitualmente una vez logrado el
nivel propuesto en este estudio, se procede a analizar posibles mejoras, siempre
dentro de la misma técnica, las que pueden ser obtenidos a través de un mayor
análisis en la definición de los valores iniciales, determinando cuanta información
histórica es apropiado utilizar para los pronósticos (x años o todos los que sea
posible), la frecuencia con que serán re calculados los valores para las constantes de
suavizamiento 1 2 ´3, y α α α , entre otros.
Por último no queda más que señalar que siempre resultará conveniente tener
más de una técnica de pronósticos implementados, de manera que los valores

112
pronosticados finales surjan a partir del complemento de los resultados de dichas
técnicas y la experiencia de personal de la empresa.
10.2. Estimación del parámetro canjes efectuados por otras
compañías.
10.2.1. Obtención de datos para canjes
La correlación existente entre la calidad de los datos y los pronósticos a
obtener es evidente. Por ende, resulta necesario extraer de buena forma la mayor
cantidad de información posible de la planilla de canjes desarrollada.
Al ejecutar las macros se observaba que en varios casos no se detectaban
ciertas parejas de ingresos-salidas de camiones, pues de forma muy leve no
cumplían con las restricciones definidas para ser equivalentes. A partir de lo anterior
se desarrolló un análisis exhaustivo de detección de “problemas típicos” cometidos
en Portería al ingreso y salida de cilindros para canje, a partir del cual se definieron 5
casos, los cuales han sido brevemente descritos en el Anexo nº7. Para cada uno de
éstos se estudio la factibilidad de implementar funcionalidades extra en la macro de
manera que se detectaran los problemas de forma automática. Estas funcionalidades
permitirían reducir de forma considerable la revisión manual posterior a correr la
macro y con esto, disminuir la probabilidad de errores o de omisión de casos de
canje.
Una vez definidas las problemáticas a identificar de forma automatizada, se
programó una segunda etapa de la macro, la cual posterior a la identificación de los
pares de canje, realiza la búsqueda de los problemas señalados, definiendo sus
respectivos posibles pares, los cuales deberán ser analizados por el usuario, quien
tendrá la decisión final sobre si efectivamente fue un viaje de canje y debe ser
registrado como tal.

113
10.2.2. Evaluación técnicas de pronósticos propuestas previamente
Dada la poca información confiable disponible (alrededor de 18 meses), ya se
ha señalado que resulta complejo implementar a la fecha herramientas con métodos
elaborados para pronósticos. A pesar de esto, en la sección 8.2 se han propuesto
tres mecanismos de pronósticos, los que han sido evaluados en relación a su
capacidad predictiva, a partir de los resultados para el período Abril – Septiembre del
año 2007 (contrastando los pronósticos con los valores reales de los períodos).
La tabla 9 presenta los resultados obtenidos, de los cuales es importante destacar:
• Al contratar la calidad de los pronósticos de demanda mediante HW y de
canjes (mediante cualquiera de los tres métodos propuestos), se observa que
los segundos presentan un nivel de error notoriamente superior para todos los
formatos. De hecho, mientras mediante HW los valores para MAPE (véase
Anexo 6) máximos alcanzan entre un 13 y 16% (para 45 y 5 Kg.), teniéndose
incluso una importante fracción de las instancias con valores inferiores al 10%,
en el caso de los canjes se tiene en el mejor de los casos, un valor de 14.19 y
13.13% para Abastible y Lipigas respectivamente (en ambos casos para los
pronósticos del formato 15 Kg., mediante la tercera propuesta de pronóstico
para Abastible y segunda para Lipigas23).
• Para los canjes efectuados por Abastible se obtienen resultados aceptables
para 5 y 15 Kg. (ambas mediante la propuesta de pronóstico nº3). Para 11 y
45 Kg. ninguna de las alternativas presenta resultados aceptables.
• Para los canjes efectuados por Lipigas únicamente se obtienen resultados
aceptables para 15 Kg. (mediante la propuesta de pronóstico nº2).
A partir de lo recién mencionado es posible concluir que, en base a la
información disponible a la fecha, ninguno de los mecanismos propuestos genera
resultados aceptables, teniéndose valores regulares sólo en 15 Kg. para ambas
empresas y en 5 Kg. para Lipigas. 23 La primera propuesta consiste en utilizar los valores de canje del año anterior. En la segunda, los mismos valores del año anterior son trabajados de forma trimestral. El tercer pronóstico corresponde a los valores trimestrales del año anterior, ajustados por la tendencia presentada en la demanda para los tres meses previos a la realización de los pronósticos.

114
Tabla 9: Evaluación de capacidad de predicción de métodos propuestos. La primera propuesta consiste en utilizar los valores de canje del año anterior. En la segunda, los mismos valores del año anterior son trabajados de forma trimestral. El tercer pronóstico corresponde a los valores trimestrales del año anterior, ajustados por la tendencia presentada en la demanda para los tres meses previos a la realización de los pronósticos.
Mes Canjes Real Pron1 Pron 2 Pron 3 Canjes Real Pron1 Pron2 Pron3
Abril 197 374 296 395 85 296 214 288Mayo 436 218 296 303 165 131 214 194
Junio 675 587 449 611 614 488 354 476Julio 450 333 449 461 392 231 354 330
Agosto 255 427 449 517 284 342 354 393Septiembre 178 65 34 58 221 73 78 85
RECM 154,2 152,1 154,9 137,4 137,5 126,2MAD 147,5 133,95 131,22 123,3 114,8 113,0MAPE 51,65 45,49 52,14 70,13 53,91 66,13
Mes Canjes Real Pron1 Pron 2 Pron 3 Canjes Real Pron1 Pron2 Pron3
Abril 680 988 817 1218 123 62 64 73Mayo 1291 645 817 987 102 66 64 75
Junio 1794 1001 1269 1532 164 43 64 62Julio 1282 1559 1269 1909 91 35 64 58
Agosto 1194 1246 1269 1698 95 115 64 104Septiembre 775 745 685 965 131 91 85 102
RECM 390,8 258,3 434,9 55,7 48,3 51,0MAD 263,4 164,290682 404,42 41,8 37,6 41,6MAPE 21,19 13,13 38,86 34,01 30,41 32,85
PRONOSTICOS AÑO 2007 LIPIGAS15 Kg. 45 Kg.
PRONOSTICOS AÑO 2007 LIPIGAS5 Kg. 11 Kg.
Mes Canjes Real Pron1 Pron 2 Pron 3 Canjes Real Pron1 Pron2 Pron3
Abril 548 480 478 565 403 674 474 649Mayo 767 477 478 563 137 274 474 423
Junio 987 693 520 716 1066 159 152 176Julio 386 272 520 467 1054 66 152 123
Agosto 440 594 520 657 868 231 152 217Septiembre 318 374 159 314 356 111 77 106
RECM 189,2 243,6 167,9 626,6 626,8 617,4MAD 162,5 199,71 132,44 530,9 536,5 542,3MAPE 26,99 33,43 21,47 81,48 99,45 97,90
Mes Canjes Real Pron1 Pron 2 Pron 3 Canjes Real Pron1 Pron2 Pron3
Abril 2140 1732 1868 2430 97 145 144 168Mayo 2672 2005 1868 2614 91 143 144 166
Junio 4668 2660 2567 3529 111 171 164 194Julio 2997 2694 2567 3552 114 151 164 183
Agosto 2787 2347 2567 3317 158 170 164 194Septiembre 2534 2030 2005 2724 182 153 137 168
RECM 804,8 840,2 578,7 36,9 39,2 62,8MAD 541,2 544,43304 460,16 29,7 31,6 57,8MAPE 16,60 16,36 14,19 26,97 28,23 53,36
11 Kg.
45 Kg.
PRONOSTICOS AÑO 2007 ABASTIBLE
PRONOSTICOS AÑO 2007 ABASTIBLE15 Kg.
5 Kg.

115
10.2.3. Pronósticos futuros de canjes efectuados por otras compañías
La incapacidad para efectuar buenos pronósticos al corto plazo se debe
principalmente a dos motivos: falta de información (poca información histórica
confiable) y datos con errores (registros de canje que no han podido ser totalmente
solucionados).
Por el momento se propone trabajar complementando los mecanismos de
pronóstico de la sección y a medida que se recopile mayor información, se podrán ir
refinando los resultados, pudiéndose incluso a mediano plazo implementar alguno de
los métodos propuestos en la sección 5.3, para lo cual será necesario evaluar cual
de éstos permite modelar de mejor forma los datos. Por otra parte podría resultar útil
un modelo de regresión que incluyera otras variables tales como el nivel de demanda
(pronosticado), los canjes efectuados por la flota Gasco, etc.
Todo esto debiera ser posible por las mejoras en el manejo de la información
producto del Informe de Canjes y su correcta ejecución y análisis en el tiempo
(pudiendo corregir posibles errores de registro a tiempo).

116
11. Conclusiones
A lo largo de este trabajo se ha desarrollado un modelo matemático que
constituye una importante herramienta para apoyar la toma de decisiones sobre la
planificación de la producción y el proceso de canje de cilindros, la cual presenta
claros beneficios respecto a la forma actual en que se lleva a cabo la planificación,
principalmente porque se consideran y estudian de mejor forma un conjunto de
variables que tienen impacto sobre la planificación. Entre otros beneficios, este tipo
de herramienta permite obtener soluciones cercanas al óptimo frente a una gran
cantidad de opciones, considerando gran parte de las restricciones involucradas y un
conjunto de parámetros a un alto nivel de detalle. Además, las soluciones son
obtenidas pudiendo analizar un conjunto de escenarios de forma rápida y precisa,
permitiendo además tener una mayor comprensión sobre como incide cada uno de
éstos sobre la estructura de costos y decisiones.
El problema de planificación de la producción ha sido modelado utilizando las
técnicas de programación matemática, a través de un modelo de programación
lineal, trabajado mediante el software GAMS. A partir de éste se obtiene la flota a
contratar, el número de cilindros nuevos a comprar al inicio del período de
planificación, los niveles de producción y la estrategia de administración de la flota en
términos de destinos y formatos de carga para los viajes de canje. El principal uso
para la herramienta es a nivel táctico, debiéndose ejecutar, en general, una vez al
mes o cada dos meses (pudiendo actualizar el valor de los parámetros con
información más reciente). A pesar de esto, el horizonte de planificación del modelo
ha sido definido de 6 meses, principalmente para evitar que las soluciones
entregadas sean “miopes” ante lo venidero a mediano plazo.
Para poder llevar a cabo un análisis exhaustivo de los resultados entregados
por el modelo considerando distintos escenarios, se han desarrollado herramientas
que generan de forma automatizada una serie de tablas y gráficos que permiten un
correcto análisis de sensibilidad, pudiendo aprovechar todas las funcionalidades para
las que ha sido diseñado, de forma simple y rápida, para lo cual son sensibilizados

117
dos parámetros que deben se pronosticados (la demanda y los canjes efectuados
por otras compañías).
En base al mecanismo de análisis de escenarios propuesto es posible, una
vez obtenidos los parámetros necesarios, obtener toda la información de apoyo para
la decisión final por parte del Departamento de Producción en aproximadamente 60
minutos, con un computador Pentium 4 de 1.7 GHZ y 512 MB de memoria RAM. El
tiempo recién mencionado ha sido considerado apropiado por parte del personal de
planta. Para hacer esto posible, a pesar de que el modelo en un inicio fue diseñado
con variables enteras, se optó por relajar estas variables, para definir un criterio de
redondeo que permite una vez obtenidas las soluciones, volver el problema a una
solución de tipo entera. A partir de esto es posible obtener soluciones para un
escenario en segundos, permitiendo los tiempos ya señalados para el total de
escenarios a analizar.
Los análisis de sensibilidad llevados a cabo en este trabajo sobre los
principales parámetros del modelo, han permitido:
• Definir el espacio sobre el cual pueden ser modificados los parámetros
establecidos por personal de Gasco, sin generar cambios abruptos en los
resultados (aumentos por ejemplo en alguna penalidad podrían alterar las
prioridades en la definición de las decisiones del modelo, desviándolo del
objetivo por el cual ha sido diseñado).
• Evaluar el impacto ocasionado por no poder saber de forma exacta los valores
para la demanda y los canjes efectuados por otras compañías.
• Identificar que los valores de la Función Objetivo obtenidos para las
sensibilidades sobre la demanda y canjes de la forma propuesta hasta esta
instancia, penalizan de forma clara los problemas de subestimación en los
parámetros, pero no así para los problemas de sobreestimación, pues no se
castiga la compra exagerada de cilindros ni el sobredimensionamiento de la
flota contratada (además de que la producción se va modificando para cada
escenario). Resultados como éstos podrían influenciar negativamente en las
decisiones, privilegiando siempre las opciones “más seguras”, producto que

118
no generan mayores variaciones en los costos. Para enfrentar esta situación
se han llevado a cabo pequeñas modificaciones en los informes para análisis
de sensibilidad incluyendo penalizaciones para las situaciones recién
comentadas.
Por otra parte, de forma previa al desarrollo del modelo, fue necesario diseñar
cuatro informes de gestión que permitieran, en primer lugar, obtener información de
forma rápida y confiable para ser utilizada en algunos parámetros del modelo y, en
segundo, brindar información de apoyo a la gestión de algunos de los procesos
considerados claves para el Departamento de Producción, para los cuales las
herramientas existentes de forma previa al inicio del estudio no permitían aprovechar
los datos disponibles en pro de una mejor planificación24. Los principales beneficios
de las herramientas desarrolladas, pueden ser resumidos en:
• El Informe de Canjes ha permitido tener una idea sobre la distribución de los
canjes entre las distintas compañías, pudiendo estimar las diferencias en los
costos incurridos por la empresa en relación a la competencia.
• El Informe de Ventas constituye un importante complemento al modelo
matemático, pues además de entregar datos históricos (que apoyan la
definición de stocks de seguridad), brinda información que pudiera ser
aprovechada de forma operativa (frecuencia histórica de días pertenecientes
a cada categoría de demanda: alta, normal o baja; máximas secuencias de
días consecutivos de demanda alta, distribución de ventas según día de la
semana, entre otros).
• El Informe de Existencias permite gestionar en el tiempo los distintos flujos de
cilindros operativos, tanto dentro como fuera de la planta, lo cual permite
detectar tendencias de mercado, posibles malas prácticas por parte de
personal de planta o de la competencia, tener claridad sobre los cilindros
24 Obtener información del tipo de la desarrollada, hubiera demandado altos recursos de tiempo, por lo cual simplemente era omitida salvo ante requerimientos de otras áreas.

119
“estancados”25 en otras plantas, evaluar cumplimiento a nivel operacional de
metas con respecto a niveles de stock deseados, entre otros.
La frecuencias de actualización propuestas para los informes de Gestión es de
2 semanas para el Informe de Canjes y mensual para el Informe de Existencias26,
Ventas e Ingreso de Cilindros para Canje (este último requiere información de los
tres informes anteriores para poder ser desarrollado). Para el desarrollo de cada uno
de estos informes se estima un tiempo de trabajo de alrededor de 3, 1, 1 y 2 h/h
respectivamente27. Por otra parte, a partir de los Informes, complementado con otras
planillas desarrolladas, es posible generar los parámetros necesarios para el modelo
matemático (en un formato acorde con GAMS) en aproximadamente 30 minutos28,
tiempo que ha sido considerado más que razonable.
En la última etapa de este trabajo, se han desarrollado herramientas que
debieran permitir obtener mejores resultados en los pronósticos de demanda y
canjes efectuados por otras compañías. Los principales resultados obtenidos son:
• Pronósticos de demanda: Se contrastó para un conjunto de instancias
variadas los pronósticos generados mediante el método de Medias Simples
(MS) y el método de Holt – Winters (HW), obteniéndose una mejora en los
pronósticos mediante el segundo método para tres de los 4 formatos (45 Kg.
es la excepción). De hecho, sobre el total de 20 casos (5 instancias para los
cuatro formatos), en un 75% se obtienen beneficios de implementar HW. Por
otra parte, al relacionar los valores de RECM obtenidos mediante HW, con el
25 Se ha definido como cilindro “estancado” un cilindro Gasco que se encuentra en otra compañía y que no puede ser canjeado por no disponer de stock suficiente de cilindros de dicha compañía en el Patio de Colores Gasco. 26 A pesar de que la inclusión día a día de las planillas desarrolladas dentro del informe puede permitir un control constante de los distintos flujos. 27 Los tiempos definidos contemplan la obtención y validación (revisión de datos inconsistentes) de la información para la cual ha sido diseñado cada informe. Cualquier análisis extra o desarrollo de Informes de Gestión para el área (u otras) no ha sido considerado. 28 Este tiempo se encuentra algo sobreestimado, para lidiar con posibles sucesos no planificados. Una vez definidos los parámetros, es probable que gran parte de éstos no suelan sufrir mayores modificaciones, lo cual, complementado con la familiarización con las herramientas, reducirá este tiempo de forma considerable.

120
error que se obtendría en cada uno de los escenarios del análisis de
sensibilidad, se logra que un 75% de las instancias, se encuentren dentro del
rango 5-10 % de error (presentándose las mayores desviaciones en 5 Kg.), lo
cual evidentemente aumenta la confiabilidad en los resultados pronosticados,
llevando a que los escenarios extremos en el análisis de sensibilidad (con el
respectivo impacto de éstos en las decisiones) pierdan relevancia, lo cual abre
la posibilidad de enfrentar de mucho mejor forma la incertidumbre de este
parámetro en el corto y mediano plazo.
• Canjes efectuados por otras compañías: Lamentablemente, a la fecha no ha
sido posible definir buenos pronósticos con la información disponible,
obteniéndose resultados regulares únicamente para 15 Kg. Para enfrentar
esta situación, se llevaron a cabo mejoras en el procedimiento automatizado
de detección de viajes de canje, lo cual facilita las actividades llevadas a cabo
de forma manual, permitiendo reducir el riesgo de errores. A partir de
información más fidedigna, es posible a mediano plazo contar con mejores
pronósticos.
Hasta la fecha sólo ha sido posible evaluar el desempeño del modelo y el
impacto económico que tendría sobre los costos a partir de simulaciones con
resultados históricos. Sin embargo, resta por obtener una evaluación monetaria de
los beneficios en base a indicadores (que debieran ser observados durante varios
meses) e información real, los cuales reflejarán de mejor forma el impacto del
proyecto, pues la situación en términos de niveles de stock de seguridad y
organización actuales difieren de los que se tenían la temporada anterior, que
corresponde a la información con que se ha trabajado hasta la fecha.
Es importante señalar que este estudio representa un primer esfuerzo en el
camino de la implementación de herramientas de optimización para la planificación
en Gasco, y por lo tanto, hay mucho por hacer aún. Puntos interesantes que se
sugieren como trabajos futuros a desarrollar en Gasco, relacionados con el trabajo
descrito en este documento son:

121
• Desarrollar herramientas de control de gestión que permitan contrastar los
parámetros y decisiones definidos en el modelo con los valores reales,
determinado el nivel de cumplimiento de éstos. Esto es importante para la
mantención de los parámetros del modelo, así como para la credibilidad en el
modelo por parte de los responsables de éste en la empresa.
• Con el objeto de reducir la incertidumbre, resulta muy importante poder
mejorar la capacidad predictiva para los parámetros pronosticados, lo cual
será posible complementando un buen manejo de la información con estudios
para evaluar la implementación de técnicas más complejas de pronósticos que
pudieran incluir además variables exógenas que afectan el sistema.
• La metodología propuesta para que el tomador de decisiones defina el valor
final de las variables del modelo, evidentemente puede ser mayormente
estudiada y mejorada, de manera de obtener resultados más próximos al
óptimo.
• El modelo genera una gran cantidad de información que pudiera ser
mayormente aprovechada para el apoyo en la toma de decisiones. Por otra
parte, pequeñas modificaciones a éste permitirían incluir otras variables y o
parámetros que también podría ser provechoso estudiar (por ejemplo costos
de producción y definición de personal a contratar).
Por último, desde el punto de vista de la investigación, algunas de las líneas
de trabajo que podrían seguirse son:
• Las estrategias de canje llevadas a cabo por las empresas podrían ser
abordadas como un problema de Teoría de Juegos, puesto que las
interacciones y procesos de decisión llevados a cabo por cada compañía
son dependientes del comportamiento previsto u observado del resto de los
individuos del juego (competencia).
• Debido a la existencia de fuentes de incertidumbre resulta interesante la
implementación de técnicas de optimización que enfrenten esta problemática
tales como optimización robusta u optimización estocástica.

122
Bibliografía [1] Albornoz V., “Diseño de modelos y algoritmos de Optimización Robusta y su
aplicación a la Planificación Agregada de la Producción”, Tesis de doctorado
en Ciencias de la Ingeniería, Pontificia Universidad Católica de Chile (1998).
[2] Alford L., “Production Handbook”, The Ronald Press Co., New York (1945).
[3] Bermúdez José, Segura J., Vercher E., “Intervalos de predicción en series
temporales utilizando el método de Holt-Winters”, XXIX Congreso Nacional de
Estadística e Investigación Operativa SEIO, Tenerife, Mayo 2006.
[4] Boiteux O., Corominas A., Lusa A., “La Planificación Agregada como
instrumento integrador de las áreas funcionales de la empresa: Estado del
Arte y Perspectivas”, XI Congreso de Ingeniería de Organización (CIO),
International Conference on Industrial Engineering & Industrial Management,
Madrid, Sept. 2007.
[5] Boiteux O., Corominas A., Lusa A., “Estado del arte sobre Planificación
Agregada de la Producción”, Instituto de Organización y Control de Sistemas
Industriales, : XI Congreso de Ingeniería de Organización (CIO), International
Conference on Industrial Engineering and Industrial Management, Madrid,
Sept. 2007.
[6] Bowman, E., “Production Scheduling by the Transportation Method of Linear
Programing”, Operations Research, 4-1, 100-103 (1956).
[7] Caldentey E., “MRGHOR�GH�3 URJUDPDFLyQ�/ LQHDO�SDUD�OD�&RPSUD�GH�* DV�
Natural”, Memoria para optar al título de Ingeniero Civil Industrial, Universidad de
Chile (1998).

123
[8] Chapman S., “Planificación y Control de la Producción”, Editorial Pearson, 1ª
edición (2006).
[9] Charnes A., Cooper W y Ferguson R., “Optimal estimation of executive
compensation by Linear Programing”, Management Science, vol. 1, 138-151
(1955).
[10] Fernandez J. y Mahía R., “Apuntes Investigación y técnicas de mercado”,
Universidad de Madrid (2003).
[11] García A, “Decisiones empresariales mediante Programación Estocástica por
Metas”, Cuadernos de estudios empresariales, ISSN 1131-6985, Nº 10, pags.
83-100 (2000).
[12] Gazmuri P., Maturana S., Contesse L., “Una Proposición de Metodología y
Herramientas para el Desarrollo de Sistemas de Apoyo a la Gestión Basados
en Modelos Analíticos”, Apuntes Ingeniería, Pontificia Universidad Católica de
Chile (1999).
[13] Gomes da Silva C., Figueira J., Lisboa J., Barman S., “An interactive decision
support system for an aggregate p roduction planning model based on multiple
criteria mixed integer linear programming”, Omega 34, 167-177 (2006).
[14] Holt C., Modigliani F., Muth J., Simon H. (1955), “A Linear Decision Rule for
Production and Employment Scheduling”, Management Science, 2-1,1-30.
[15] Jimenez J., Gázquez J., Sanchez R., “La capacidad predictiva de los métodos
Box-Jenkins y Holt- Winters, una aplicación al sector turístico”, Revista
Europea de Dirección y Economía de la Empresa, volumen 15 nº3, 185-198
(2006).
124
[16] Leung S., Lai K., “Multiple objective decision-making in the mode choice
problem: a goal programming approach”, International Journal of Systems
Science, 33, 35-43 (2002).
[17] Leung S., Wan-lung Ng , “A goal programming model for production planning
of perishable products with postponement”, Computers & Industrial
Engineering, An International Journal, 53, 531-541 (2007).
[18] Leung, S, Wu Y., Lai K., “A stochastic programming approach for multi-site
aggregate production planning”, Journal of the Operational Research Society ,
57-2, 123-132 (2006).
[19] Maturana S., Gazmuri P., Villena C. “Development and implementation of a
Production Planning DSS for a manufacturing firm”, Proceedings of the 20th
International Conference on Computers & Industrial Engineering, ICC&IE 96,
Kyongju, Korea, 757–760, Octubre 1996.
[20] Olivares C., “Modelo de Optimización Robusta aplicado a la Planificación de la
Producción en una empresa papelera”, Memoria para optar al título de
Ingeniero Civil Industrial, Universidad de Chile (2004).
[21] Prajakta K., “Time series Forecasting using Holt-Winters Exponential
Smoothing”, Kanwal Rekhi School of Information Technology (2004).
[22] Rosenthal Richard, GAMS – A User Guide, GAMS Development Corporation,
Washington DC, USA, 2008.
[23] Sypkens, H., “Planning of Optimal Plant Capacity”, Tesis de Maestría inédita,
Sloan School of Management, MIT (1967).

125
[24] Tadei R., Trubian M., Avendaño, J.; Della Crose, F., Menga, G., “Aggregate
planning and scheduling in the food industry: A case study". European Journal
of Operational Research , 87, 564-573 (1995).
[25] Taha H, “Investigación de Operaciones, séptima edición” (2004).
[26] Taubert, W., “A Search Decision Rule for the Aggregate Scheduling Problem”,
Management Science, 14-6, 343-359 (1968).
[27] Toro P., “6LVWHPD�GH�&RQWURO�\ � * HVWLyQ�GH�,QYHQWDULR�GH�5 HSXHVWRV�HQ�HQYDVHV�
CMF”, Memoria para optar al título de Ingeniero Civil Industrial, Universidad de
Chile (2006).
[28] Vial R, “Utilización de Programación Matemática para la Optimización de la
Planificación Logística de SQM”, OPTIMA 2003, Valparaíso, Chile (2003).
[29] Wang R., Liang T., “Application of fuzzy multi-objective linear programming to
aggregate production planning”, Computers & Industrial Engineering ,46, 17-41
(2004).

126
Anexo nº1: Terminología utilizada a lo largo de la Tesis
• GLP: El Gas Licuado de Petróleo (GLP) es un hidrocarburo en forma de vapor a temperatura
ambiente y que puede licuarse mediante una compresión moderada, logrando una
considerable reducción del volumen y de esta forma menor espacio de almacenaje y menor
costo de transporte. Los gases que se comercializan se denominan butano y propano, y ello
se puede realizar tanto por separado como en una mezcla compuesta por ambos.
Adicionalmente, el GLP puede incluir sustancias que se denominan olefinas, las cuales son
importantes para ciertos usos del mismo.
• Cilindros Operativos: Corresponde a los cilindros de propiedad de Gasco que se encuentran
disponibles para ser utilizados por el área de producción, tanto dentro de la empresa como en
los patios de colores de la competencia
• Carrusel: Sistema montado a través del cual se lleva a cabo el proceso de producción.
Existen carruseles orientados a llenar un único tipo de cilindro, así como para llenar varios
tipos. En la planta Gasco, recién en el año 2008 se incluye un cilindro del segundo tipo,
teniéndose hasta la fecha carruseles orientados a la producción de un único formato.
• Patio de Colores: de esta forma es llamado el espacio físico que posee cada una de las
compañías destinado a almacenar los cilindros pertenecientes a la competencia y que han
ingresado a su planta a través de la demanda de los clientes, es decir, los cilindros para canje.
El canje de cilindros es efectuado desde estas bodegas, para luego al retornar, ingresar los
cilindros canjeados (cilindros vacíos pertenecientes a la compañía) al espacio físico destinado
a cilindros de este tipo.
• Canje de cilindros: es una actividad que surge dada la obligación de las distintas compañías
de gas licuado del país de vender cilindros llenos a los clientes que entreguen un cilindro
vacío de otra compañía. Lo anterior, unido a la prohibición de llenar cilindros que no sean de
su propiedad, genera que cada empresa tenga dentro de su planta de producción cilindros
vacíos de otras compañías, los cuales son intercambiados mediante un sistema de “trueque
1:1”, conocido como Canje. Lo anterior se refiere a que un cilindro de formato x, únicamente
podrá intercambiado con otra compañía por un cilindro del mismo formato.
• Canje Cruzado: Es una forma de efectuar canjes que sólo es llevada a cabo en situaciones
extremas y consiste en efectuar el canje en tres etapas:
o Un vehículo de la empresa k1 lleva desde su Patio de Colores cilindros pertenecientes
a la empresa k2.
o En el Patio de Colores de la compañía k2 se descargan los cilindros y en lugar de
volver a llenar el vehículo con cilindros k1 para retornar a la planta de origen (como se

127
efectúa en un proceso normal), el vehículo es llenado con cilindros pertenecientes a la
compañía k3 y el vehículo emprende su camino hacia esa planta.
o En el Patio de Colores de la empresa k3, son descargados los cilindros y el vehículo
es llenado con cilindros pertenecientes a k1 (empresa que inicio el canje cruzado),
para luego retornar a esta planta.
Dado que el tiempo requerido para este procedimiento es el doble que para un proceso
normal, únicamente es llevado a cabo en situaciones en que no existe suficiente stock para
efectuar canjes de forma normal o cuando se tienen vehículos desocupados.
• Rampa: Corresponde a la “parte trasera” de un camión de carga que es ensamblado a éste
cuando se requiere. La capacidad de las rampas en Gasco supera de forma considerable a
los camiones utilizados.
• ERP (Enterprise Resource Planning): Los sistemas de planificación de recursos empresariales
(ERP) son sistemas de información gerenciales que integran y manejan muchos de los
negocios asociados con las operaciones de producción y de los aspectos de distribución de
una compañía comprometida en la producción de bienes o servicios. Los ERP están
funcionando ampliamente en todo tipo de empresas modernas. Todos los departamentos
funcionales que están involucrados en la operación o producción están integrados en un solo
sistema. Además de la manufactura o producción, almacenamiento, logística e información
tecnológica, incluyen además la contabilidad, recursos humanos , herramientas de
mercadotecnia y administración estratégica, entre otros.
• SAP ERP: Software de planificación de recursos empresariales (ERP), llamado hasta
mediados de 2007 como SAP R/3, en el que la R significa procesamiento en tiempo real y el
número 3 se refiere a las tres capas de la arquitectura de proceso: bases de datos, servidor
de aplicaciones y cliente. Este sistema comprende muchos módulos completamente
integrados, que abarca prácticamente todos los aspectos de la administración empresarial. Ha
sido desarrollado para cumplir con las necesidades crecientes de las organizaciones
mundiales y su importancia esta más allá de toda duda. SAP ha puesto su mirada en el
negocio como un todo, as í ofrece un sistema único que soporta prácticamente todas las áreas
en una escala global. SAP proporciona la oportunidad de sustituir un gran número de sistemas
independientes, que se han desarrollado e instalado en organizaciones ya establecidas, con
un solo sistema modular. Cada módulo realiza una función diferente, pero esta diseñado para
trabajar con otros módulos. Está totalmente integrado ofreciendo real compatibilidad a lo largo
de las funciones de una empresa.

128
Anexo nº2: Resumen funcionalidades informes de gestión
A continuación se describen brevemente las principales funcionalidades de los Informes de
Gestión desarrollados, incluyendo ejemplos de tablas y gráficos que son generados de forma
automática y que convierten a esta planilla en una potente herramienta para el Control de Gestión y
apoyo en la toma de decisiones para el proceso de canje.
Si bien hasta la fecha se han llevado a cabo amplios análisis de los resultados obtenidos de
los informes, en este informe son omitidos, orientándose únicamente a representar las funcionalidades
disponibles.
A. Informe de Canjes
• Tiempo de cada viaje: Para cada viaje efectuado, luego de discriminar por empresa que lo
realiza, se obtiene el listado de tiempos de viaje de cada tipo, un breve análisis estadístico
sobre los resultados 29. Para la obtención de estos resultados se efectúa una previa limpieza
de los datos, donde es necesario definir la cota superior e inferior permitida. Todo lo anterior
se lleva a cabo de forma automatizada.
• Número de viajes diarios: A partir de una tabla dinámica se obtiene el número de viajes de
cada tipo efectuados para cada día. A partir de lo anterior, y definiendo nuevamente cotas
inferiores y superiores, se generan gráficos e información estadística de los resultados. Al
igual que el caso anterior, todos estos resultados se obtienen de forma automatizada (sólo es
necesario presionar Actualizar en la tabla dinámica).
• Desfase acumulado de cilindros: Una vez que se identifican todos los viajes llevados a cabo,
es frecuente que quede n registros donde no fue posible encontrar el respectivo par. Esto
puede deberse a errores de registros, incapacidad de la macro de identificar el canje (lo cual
es solucionado en parte en la sección 10 de la tesis) o, en el peor de los casos, la pérdida
efectiva de cilindros. De forma automatizada es posible obtener el desfase entre ingresos y
salidas de cilindros, el cual a modo de ejemplo se presenta en la tabla 1 para el período enero
– octubre del año 2007. A modo de entendimiento, para 5 Kg. se tiene que durante enero hay
4180 salidas más que entradas, lo cual durante febrero se invierte para tener como
acumulado entre enero y marzo 4070 cilindros más que salen de los que entran (por ende en
febrero entran 8250 cilindros más de los que salen).
29 Se calcula el promedio, valor máximo, mínimo y desviación estándar.

129
Tabla 1: Desfase acumulado de cilindros
Desfase cilindros (Acumulados)
Fecha 5 kg 11 kg 15 kg 45 kg
Enero-Febrero -4180 14765 -4655 8320 Enero-Marzo 4070 14352 -2944 8836 Enero-Abril 4070 14352 -1479 8629 Enero-Mayo 4070 14664 -3612 7791 Enero-Junio 5010 18587 -3606 7681 Enero-Julio 1994 19340 -11847 8484
Enero-Agosto 1994 17831 -3183 9261 Enero-Septiembre 7972 17801 -2648 8877
Enero-Octubre 7972 17801 -1309 8877
• Cilindros canjeados diariamente por empresas: A través de una tabla dinámica se obtiene
para cada día analizado el total de canjes de cada formato y para cada tipo de viaje. Lo
anterior es complementado con gráficos que permiten un análisis visual. A modo de ejemplo
se presenta en el Grafico 1 el número de cilindros canjeados diariamente por Abastible para 5
Kg. para el período Enero – Octubre 2007, donde se refleja la irregularidad diaria que ha sido
comentada. A partir de la información antes señalada, es posible obtener los valores promedio
de canjes (junto a simples indicadores estadísticos), lo cual luego es utilizado por el modelo
de optimización. Por último, cabe mencionar que para la obtención de los resultados recién
mencionados únicamente es necesario actualizar la tabla dinámica, con lo que el resto de las
funcionalidades se ejecutan de forma automática.
Gráfico 1: Cilindros canjeados diariamente por compañía

130
• Distribución de canjes por compañía: Resulta muy interesante para el departamento de
Producción contar con información sobre como se distribuyen las compañías los canjes de los
distintos formatos. A partir de una tabla dinámica es posible obtener el Gráfico 2 donde es
posible percibir de forma visual la participación de cada una de las empresas en los canjes de
cada formato, lo cual se puede relacionar de forma directa con el número de viajes efectuados
por cada compañía y evaluar la conveniencia del sistema de canjes acordado con la
competencia. De hecho este análisis ha permitido identificar y proyectar políticas que pueden
tener un importante impacto económico favorable para Gasco. A modo de ejemplo se
presenta la distribución de los canjes para un período ficticio30. Cabe mencionar que estos
mismos resultados también son obtenidos de forma porcentual. Gran parte de estos análisis
son obtenidos de forma automatizada, debiendo el usuario efectuar simples procedimientos
que han sido claramente definidos.
Gráfico 2: Distribución de canjes entre compañías.
• Definición tipos de viajes de canje efectuados por Gasco: A partir de los viajes de canje
efectuados por la flota Gasco hacia la competencia se obtiene (mediante tabla dinámica) una
tabla de frecuencias de formas recurrentes de carga de los vehículos (separados por destino
del viaje). Luego, complementando lo anterior con un análisis manual (donde se relacionen
formatos de carga muy similares), el usuario podrá agregar la información obteniendo un
30 Principalmente por confidencialidad de la información de la empresa.

131
número reducido de formatos, lo cual permite simplificar la búsqueda de soluciones del
modelo matemático.
B. Informe de Ventas
• Ventas acumuladas mensuales: En base a las tablas dinámicas generadas (de las base de
datos históricas) se obtiene un gráfico comparativo de las ventas acumuladas para cada
formato del mes con respecto a los últimos 4 años, el cual permite tener una idea general de
los cambios en las demandas en el tiempo. A modo de ejemplo se presenta el gráfico1, que
corresponde al mes de julio de 2007. Este gráfico se obtendrá de forma automática al
actualizar las bases de datos y tablas dinámicas.
Gráfico 1: Comparación histórica de ventas mensuales
• Ventas a lo largo del mes: Se obtiene de forma automática un gráfico con el detalle de las
ventas diarias por formato, identificando el día de la semana. A modo de ejemplo se presenta
el gráfico 2 para el mes de julio de 2007 en el formato 5 Kg.
Gráfico 2: Distribución de ventas durante el mes

132
• Distribución histórica de ventas por día. De forma automática se obtiene un gráfico que
representa como se han distribuido las ventas por cada día de la semana, lo cual es
comparado con los cuatro años anteriores. A modo de ejemplo, el gráfico 3 refleja los
resultados para el mes de julio para 5 Kg. Si bien en términos mensuales este gráfico puede
no ser del todo confiable para concluir ciertos patrones, sus resultados acumulados para
períodos de tiempo mayores (también disponible) puede permitirlo.
Gráfico 3: Distribución histórica de ventas por día
• Distribución de demandas por categorías : Se han definido tres categorías de demanda diaria
con sus respectivos criterios de pertenencia (que puden ser modificados si así se desea). A
partir de éstos es posible obtener la distribución histórica de las demandas en cada categoría,
lo que permite llevar a cabo un interesante análisis comparativo entre las demandas de
distintos años, pudiendo percibir ciertas tendencias en el mercado o para cierto año, estudiar
secuencias de días de demanda alta, etc. A modo de ejemplo, la tabla 1 y el gráfico 4
presentan los resultados para julio 2007.

133
Tabla 1: Probabilidad de pertenencia histórica de demanda por categoría
2003 2004 2005 2006 2007 Dda Baja 0,19 0,16 0,23 0,39 0,16
Dda Normal 0,65 0,68 0,71 0,39 0,52 Dda Alta 0,16 0,16 0,06 0,23 0,32
Gráfico 4: Distribución de demandas por categorías
• Definición de stock de seguridad: En base a las demandas históricas y las clásicas fórmulas
de manejo de inventario con demandas aleatorias, es posible generar para los últimos 5 años
el nivel de stock de seguridad de cilindros llenos (que corresponde a una de las componentes
del stock deseado de cilindros llenos del modelo). Luego, dando las ponderaciones deseadas
a cada uno de éstos, es posible definir un nivel de stock esperado31 para el año siguiente.
• Análisis acumulado de ventas: Así como es posible obtener los reusltados recién descritos
para cada mes, se ha generado además una planilla que permita el análisis acumulado a lo
largo del año de estos resultados, la cual se encuentra en gran parte automatizada y linkeada
de manera que se efectue su directa actualización.
31 Se supone que es posible explicar la demanda para el año siguiente en base a las demandas históricas para el mes, para lo cual será posible dar mayor ponderación a los años que pudieran considerarse más representativos.

134
C. Informe de Existencias
• Variación en stock de cilindros: Se obtiene gráficamente la variación en los stock a lo largo del
mes para cilindros llenos, vacíos, en mantenimiento (tanto dentro como fuera de la planta),
para canje en Gasco y en otras plantas.
• Estadísticos básicos sobre stock de cilindros: Para los mismos stock mencionados en el punto
anterior se genera un simple análisis estadístico de los resultados a lo largo del mes
(promedio, desviación estándar, máximo y mínimo).
• Cumplimiento en stock deseado de cilindros llenos y vacíos: automñaticamente se genera una
tabla con el desfase con respecto a stock deseado a lo largo del mes y se obtiene la fracción
de días en que no se logran los niveles deseados.
• Nivel máximo deseado de cilindros en otras compañías: El departamento de producción define
niveles máximo de cilindros para canje en las otras plantas. Por ende se obtiene una tabla con
los desfases sobre los niveles deseados recién mencionados y fracción de días en que se
supera el nivel áximo definido.
• Detalle de cilindros canjeables y cilindros “estancados”: Se ha definido como cilindro
estancado al cilindro para canje que no pued ser canjeado dado que la otra compañìa no
cuenta con el cilindro para el cumplimiento del principio 1:1. A partir de lo anterior, se generan
tablas que representan el total de cilindros estancados, identificando en cual de las plantas es
que se encuentran. Por otra parte, es posible obtener para cada día el nivel de cilindros
canjeables entre compañías al inciar el día, al cual para la estimación de los cilindros
canjeables para el día sería necesario incorporar el valor esperado de cilindros que hagan
ingreso a la planta durante el día.
135
Anexo nº3: Definición de parámetros del modelo.
1. Condiciones iniciales
La definición de stock inicial de cilindros vacíos, llenos, para canje y en mantención son
calculados como el promedio simple para el mes previo al inicio de la corrida del modelo. El promedio
hace que los stock elevados de algunos días tiendan a ser equilibrados por los bajos de otros,
reduciendo las posibilidades de error que se pudiesen cometer al dejarse llevar por fluctuaciones
aleatorias que pueden ocurrir en ciertos días.
2. Días hábiles para ventas y para canje
El número de días hábiles en el período para canjes y ventas han sido diferenciados, pues
existen meses para los que sólo es posible efectuar canjes de lunes a viernes, mientras que las
ventas usualmente son efectuadas de lunes a sábado (y los domingos en períodos peak). La
producción por último, se distribuye usualmente de lunes a sábado en temporada alta y sólo hasta el
viernes en temporada baja.
Los valores asignados a estos parámetros deberán ser definidos por el tomador de
decisiones.
3. Viajes de canje efectuados diariamente por la flota Gasco
Para la definición de este parámetro se cuenta con el número de viajes de canje efectuados
diariamente (y valores promedio mensuales) para el período Junio 2006 – Diciembre 2007, los cuales
han sido obtenidos a partir del Informe de Canje.
A partir de lo anterior, unido al criterio de personal especializado en este proceso, será posible
definir para cada horizonte de planificación los viajes de canje diarios efectuados por Gasco.
Para la definición de este valor deberían tomarse las siguientes consideraciones:

136
Producción Máxima Mes 5 Kg. 11 Kg. 15 Kg. 45 Kg.
Enero 4862 26920 12790 2600 Febrero 5870 21335 13464 2546 Marzo 5390 26588 13561 3680 Abril 9966 27570 25142 4427 Mayo 17879 28458 22692 3688 Junio 14246 31157 24116 3301 Julio 14252 29862 23970 4831 Agosto 12873 29539 24386 4028 Septiembre 9772 28701 21622 3204 Octubre 6941 22632 19551 3196 Noviembre 7040 20046 17993 3108 Diciembre 23484 21028 17250 2898
Capacidad Máxima Producción Curruseles (cilindros/hora)
5 Kg. 11 Kg. 15 Kg. 45 Kg. 780 3000 2200 240
• Puede que se consideren como días hábiles, días en que sólo será posible efectuar canjes
durante mediodía.
• La definición de los viajes debe considerar únicamente los efectuados en el horario de trabajo
(los viajes extra son considerados por separado).
4. Capacidad de producción
La capacidad de producción de la planta ha sido definida a partir de la producción máxima
diaria para cada mes desde el año 2004, con lo que resulta poco probable que se presenten
problemas de capacidad. El motivo de esto es que el objetivo del modelo es determinar la producción
promedio necesaria diaria, sin importar mayormente cuanto haya que invertir en lograrlo. Los valores
definidos de capacidad máxima de producción diaria mensual y producción por hora para cada
formato, son presentados en la tabla 1.
Tabla 1: Capacidad máxima de produc ción diaria y capacidad de producción por hora de carruseles.
5. Costos de Flota
Los costos de flota presentan una parte fija y otra variable. El costo fijo es definido a partir de
los costos a incurrir por contrato del camión y personal necesario para operarlo. El costo variable
corresponde al costo para la compañía de cada viaje de canje en sobretiempo. Este último valor debe

137
ser mayor al costo unitario de un viaje en horario normal (el cual se obtiene a partir del costo fijo,
dividido por el núm ero esperado de viajes que efectúa durante el mes), incluso para los meses con
menos días hábiles (por lo que el costo unitario de viaje aumenta). De esta forma los costos definidos
son presentados en la tabla 1:
Tabla 1: Costos de flota
Costo Unitario Contrato Flota Costo Fijo 1.860.000 Costo Viaje Extra 30.000
6. Cotas superiores para sanción baja al agregar cilindros a los patios de colores.
En el diseño del modelo se han definido los parámetros lim_var3 y lim_var4, los cuales
corresponden a la cota superior de cilindros de formato j de la compañía k que es posible incorporar al
Patio de Colores Gasco, en el primer caso, y la cota superior de cilindros de formato j pertenecientes a
Gasco que puede ser agregados al Patio de Colores de la compañía k, en el segundo, para los cuales
la “sanción” en el valor de la función objetivo por esta inclusión es de tipo baja. Sus valores han sido
definidos como el promedio de cilindros que ingresan diariamente al Patio de Colores en cuestión
(Gasco en el primer caso y de la compañía k para el segundo) para los tres primeros períodos. Este
valor se justifica por el hecho de que durante el primer período es posible que se presenten
variaciones entre el ingreso de cilindros a los patios de colores estimadas y las reales, para lo cual la
cifra antes mencionada corresponde a un valor de desviación aceptable por la empresa.
En caso de que el modelo requiera agregar un número mayor de cilindros, Var1 y Var2
tomarán valores distintos de cero y la “sanción” unitaria por la utilización de éstos será de tipo Alto.
Por ende, los valores de los parámetros estarán dados por:
3
, , , ,1
k,j
1lim_var3
3k j k j t j tt
fg V=
∀
= × ×∑
3
1
k,j1
lim_var4( , ) ( , ) ( , )3 t
k j foc k j V j t=
∀
= × ×∑

138
7. Penalidades e incentivos.
• Penalidad unitaria por incumplimiento cilindros llenos: Ha sido definida en función del margen
alcanzado por la venta del cilindro. De esta forma, se tiene:
,_ j t j jC LL Mθ= ×
Donde:
jθ = Ponderador sobre margen por venta para penalizar la deficiencia de stock de cilindros llenos.
jM = Margen unitario por la venta de un cilindro de tipo j.
Tal como puede verse, la penalidad definida es independiente del tiempo, lo cual concuerda con
su definición.
Por último, cabe mencionar que en un inicio el valor de jθ ha sido definido igual a 5 para los
cuatro formatos.
• Penalidad unitaria por incumplimiento cilindros vacíos: Ha sido definida en función de la
penalidad para el déficit en stock de cilindros llenos. De esta forma se tiene:
, ,_ _j t j j tC V C LLρ= ×
Donde:
jρ = Ponderador sobre Penalidad unitaria para cilindros llenos.
Dado que el posible impacto debido al déficit de una unidad en stock de cilindros vacíos es menor
que para el caso de cilindros llenos, el valor de jρ será menor a 1. En un inicio su valor ha sido
definido como 0.25.
• Costo unitario compra de cilindros nuevos: Su valor ha sido definido a partir de la última
compra de cilindros nuevos efectuada en el extranj ero. Dado que la compra de cilindros trae
consigo además costos anexos, el valor original ha sido multiplicado por un ponderador jτ
mayor que uno. En un inicio su valor ha sido igual a 2.

139
• Penalidad unitaria por agregar cilindros a Patios de Colores: Tal como se ha señalado
anteriormente, la utilización de estas variables es únicamente para asegurar la factibilidad del
modelo, por lo cual es deseado que se recurra a éstas sólo si es necesario. Por ende, la
penalidad unitaria definida, tanto en su caso bajo como alto, debe ser mayor al resto de las
penalidades.
De esta forma, el valor para la penalidad de tipo baja ha sido definidos en función del costo de
compra de cilindros nuevos (que era el mayor costo hasta el momento), amplificando este
valor con un ponderador, que ha sido definido igual a 1.5. La penalidad de tipo alta es
expresada en función de la penalidad de tipo baja, amplificándola por un ponderador también
igual a 1.5. De esta forma:
_ 1.5j jCVAR B CCV= ×
_ 1.5 _j jCVAR A CVAR B= ×
• Incentivo por Reducción de Stock en patios de canje: Su valor ha sido calculado en función
del costo unitario de canje actual, el cual es multiplicado por un ponderador )1( j −χ . Se
tiene:
( )1 2 ( 1)
t
t tj j j
j
CFE NVC
CRS CRSCC
χ= = − × 32
Donde:
jCC : Número máximo de cilindros de formato j que pueden ser cargados en un camión de
Gasco, suponiendo que éste es llenado únicamente con este formato.
La expresión ponderada por ( 1)jχ − corresponde al costo unitario actual de canje de un cilindro
de formato j. La idea es que el canjear hoy resulta más económico que postergarlo, por lo que la
fracción ( 1)jχ − corresponde a la fracción de ahorro por no postergar el canje, resultando la
expresión total el beneficio de canjear en la actualidad. Inicialmente el valor de jχ ha sido
definido igual a 2.
32 NVCt : Número esperado de viajes de canje a efectuarse diariamente en el período t. CFt: Costo fijo de contratación de flota en el período t.

140
• Penalidad por demanda insatisfecha: Ha sido definida en función de la penalidad definida para
el déficit en stock de cilindros llenos. De esta forma se tiene:
, ,_vp
jj t j tCVP C LLρ= ×
Donde:
vpjρ = Ponderador sobre Penalidad unitaria para cilindros llenos.
Dado que el posible impacto debido a una venta perdida es considerablemente mayor que para el
caso de cilindros llenos, el valor de vpjρ será mayor a 1. En un inicio su valor ha sido definido
como 3.5.
• Incentivo unitario por maximización variable cilindros canjeables: A través de este incentivo se
busca minimizar la diferencia entre el stock de cilindros canjeables real y el definido para el
modelo. En un inicio el incentivo ha sido definido igual a 1 para todos los formatos, valor que
será sensibilizado, para definir el valor que se acomode de mejor forma a los objetivos del
modelo.

141
Anexo nº4: Sensibilidad sobre parámetros definidos por Gasco.
A. Sensibilidad sobre stock inicial de cilindros llenos y vacíos
El stock inicial de cilindros llenos ha sido expresado como fracción del stock deseado inicial
(tanto para llenos como vacíos), considerándose cinco escenarios. En el primero de éstos se
considera que el stock inicial de cilindros llenos y vacíos es igual al stock deseado para el mes inicial.
Los siguientes cuatro escenarios contemplan el inicio del período de planificación con un stock de
cilindros llenos y vacíos igual al 90 (Escenario 2), 70 (Escenario 3), 50 (Escenario 4) y 30%
(Escenario 5) con respecto al stock deseado.
La variación en el valor de la función objetivo se presenta en el Gráfico 1:
Gráfico 1: Variación valor función objetivo según escenario
30230430630830
1.0301.2301.4301.6301.8302.030
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$M
illon
es
Escenario
Variación Valor Función Objetivo
Función Objetivo
Se puede ver que al reducir el stock inicial en un 10% el impacto en el valor de la función
objetivo es prácticamente nulo. Sin embargo, a partir del Escenario 3 la función objetivo crece
abruptamente, teniéndose por ejemplo un aumento de un 900% en el valor entre el Escenario 2 y el
Escenario 3.
A partir del detalle de crecimiento por escenario para cada componente de la función objetivo
(Gráfico 2) se puede observar que quienes tienen mayor ponderación sobre el resultado final (y que se
incrementan abruptamente al avanzar en los escenarios) son: Déficit en stock de cilindros llenos
(desde 0% a 36%), Compra de cilindros nuevos (desde 0% a 34%) y Cilindros insertados a patios de
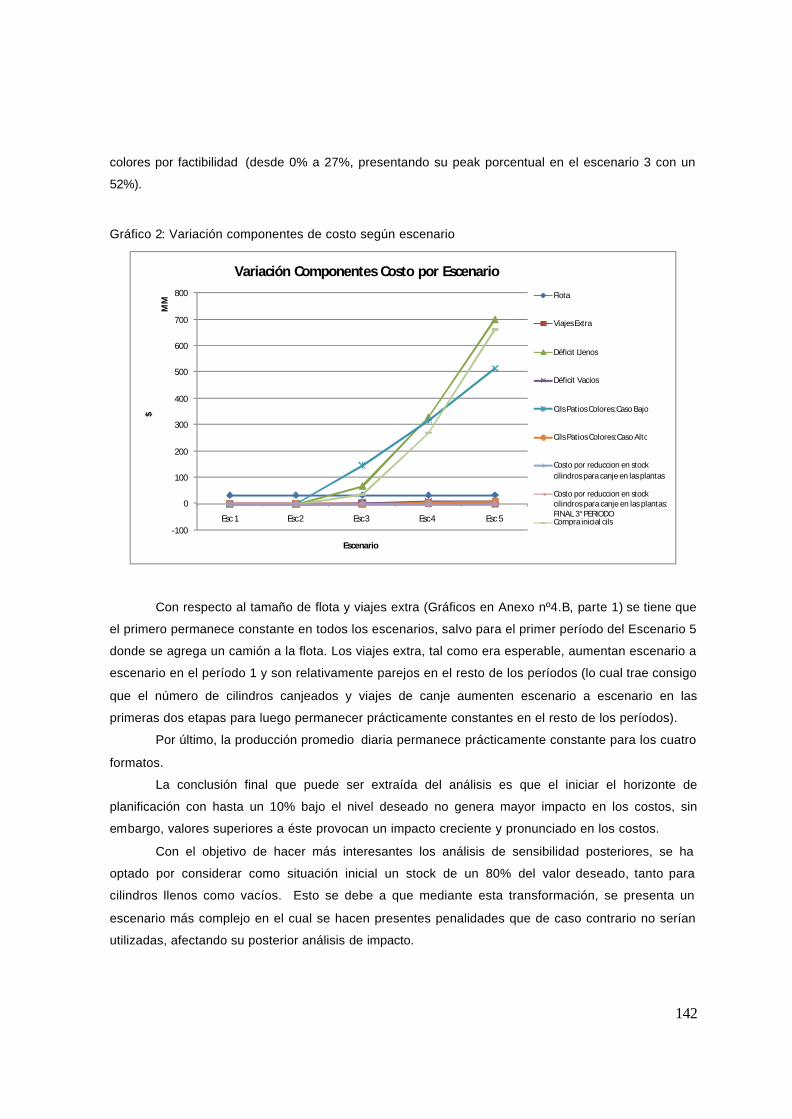
142
colores por factibilidad (desde 0% a 27%, presentando su peak porcentual en el escenario 3 con un
52%).
Gráfico 2: Variación componentes de costo según escenario
-100
0
100
200
300
400
500
600
700
800
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por EscenarioFlota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3° PERIODOCompra inicial cils
Con respecto al tamaño de flota y viajes extra (Gráficos en Anexo nº4.B, parte 1) se tiene que
el primero permanece constante en todos los escenarios, salvo para el primer período del Escenario 5
donde se agrega un camión a la flota. Los viajes extra, tal como era esperable, aumentan escenario a
escenario en el período 1 y son relativamente parejos en el resto de los períodos (lo cual trae consigo
que el número de cilindros canjeados y viajes de canje aumenten escenario a escenario en las
primeras dos etapas para luego permanecer prácticamente constantes en el resto de los períodos).
Por último, la producción promedio diaria permanece prácticamente constante para los cuatro
formatos.
La conclusión final que puede ser extraída del análisis es que el iniciar el horizonte de
planificación con hasta un 10% bajo el nivel deseado no genera mayor impacto en los costos, sin
embargo, valores superiores a éste provocan un impacto creciente y pronunciado en los costos.
Con el objetivo de hacer más interesantes los análisis de sensibilidad posteriores, se ha
optado por considerar como situación inicial un stock de un 80% del valor deseado, tanto para
cilindros llenos como vacíos. Esto se debe a que mediante esta transformación, se presenta un
escenario más complejo en el cual se hacen presentes penalidades que de caso contrario no serían
utilizadas, afectando su posterior análisis de impacto.

143
B. Sensibilidad sobre Incentivo unitario por maximización variable cilindros
canjeables
Tal como se ha señalado, en un inicio se ha definido un beneficio unitario de 1 por cada
cilindro canjeado (no importando el formato). En este punto se desea evaluar como varía la diferencia
entre los cilindros canjeables reales y los definidos por el modelo, ante variaciones en este incentivo.
Para esto se han considerado cinco escenarios, donde el tercero de éstos corresponde a la situación
inicial y los siguientes cuatro contemplan un incentivo igual a 0 (Escenario 1), 0.5 (Escenario 2), 5
(Escenario 4) y 10 (Escenario 5) por cada cilindro canjeado, no importando su formato.
La variación en el valor de la función objetivo se presenta en el Gráfico 3. Cabe mencionar
que el valor graficado no considera el incentivo en cuestión, cuyo valor es presentado en la parte
inferior del gráfico (Tabla).
Gráfico 3: Variación valor función objetivo según escenario (considerando incentivo canjeables).
74.800.000
74.900.000
75.000.00075.100.000
75.200.000
75.300.000
75.400.000
75.500.000
75.600.000
75.700.000
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
Escenario
Variación Valor Función Objetivo (no considera incentivo)
Función Objetivo
Valor Porcentaje Valor Porcentaje Valor Porcentaje0 0% 887.386 1% 1.774.959 2%
Valor Porcentaje Valor Porcentaje8.871.715 12% 18.114.536 24%
Esc 3
Valor Incentivo por Cilindros Canjeables y
fracción de total Función Objetivo
Esc 4 Esc 5
Esc 1 Esc 2
Se puede observar que el valor de la función objetivo prácticamente permanece constante a
medida que se avanza por los escenarios, presentándose una diferencia inferior al 1% entre los dos
escenarios extremos. Por otro lado, ante la variación en el incentivo unitario por cilindros canjeables,
se puede ver que el valor asignado para la variable toma mayor importancia a medida que se aumenta
el escenario, llegando a equivaler a un 24% del total de la función objetivo para el escenario 5.

144
A partir del detalle de crecimiento por escenario para cada componente de la función objetivo
(Gráfico 4) se puede observar que ninguna de las componentes varía de forma considerable a medida
que se avanza en los escenarios, lo cual hace presagiar que el impacto de la variación del parámetro
sobre las decisiones tiende a ser nulo.
Gráfico 4: Variación componentes de costo según escenario
-5
0
5
10
15
20
25
30
35
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3° PERIODOCompra inicial cils
Con respecto al tamaño de flota y viajes extra (Gráficos en Anexo nº4.B, parte 2) se tiene que
el primero permanece constante en todos los escenarios, salvo para el cuarto período del Escenario 5
donde se disminuye un camión a la flota. Sin embargo, desde este período se observa un aumento
importante en los viajes extra (lo cual no ocurre en los otros escenarios), lo cual compensa el ahorro
de un camión. Por otro lado, la producción promedio diaria permanece prácticamente constante para
los cuatro formatos.
El último aspecto a revisar, el más importante en este análisis, corresponde a la semejanza
entre el valor de la variable para cilindros canjeables y el valor real a través de los escenarios,
resultado que se expresa en la tabla 1:

145
Tabla 1: Variación en número de cilindros canjeables según escenario.
Cilindros Canjeables 5 Kg 11 Kg. 15 Kg. 45 Kg. Modelo 304.786 705.114 690.088 46.805 Real 317.356 706.947 696.968 47.360
(Modelo) / (Real) 96,0% 99,7% 99,0% 98,8% Modelo 312.488 715.310 699.614 47.360 Real 312.766 715.310 699.614 47.360
(Modelo) / (Real) 99,9% 100,0% 100,0% 100,0% Modelo 312.453 715.154 699.992 47.360 Real 312.651 715.611 699.992 47.360
(Modelo) / (Real) 99,9% 99,9% 100,0% 100,0% Modelo 311.407 715.584 699.992 47.360 Real 312.451 715.887 699.992 47.360
(Modelo) / (Real) 99,7% 100,0% 100,0% 100,0% Modelo 319.085 722.008 722.449 47.911 Real 320.231 722.008 722.672 47.990
(Modelo) / (Real) 99,6% 100,0% 100,0% 99,8%
Esc 1
Esc 2
Esc 3
Esc 4
Esc 5
De la tabla anterior, se puede observar que a partir del escenario 2 (ponderador 0.5), el valor
para cilindros canjeables del modelo prácticamente se iguala al valor real, presentándose mínimas
diferencias entre un escenario y otro. Lo anterior permite concluir que cualquier valor sobre o igual a
0.5 permitirá trabajar con los valores para cilindros canjeables correctos.
Por otro lado, cabe mencionar que al evaluar el modelo con un incentivo cercano a 20, el
tiempo de ejecución para obtención de resultados se incrementa exponencialmente, llegándose a
problemas de capacidad de memoria para el equipo utilizado. Dado que el objetivo del modelo, más
que tener respuestas totalmente exactas es obtener información útil en tiempos prudentes, se
descarta la utilización de un incentivo cercano al valor recién señalado.
Por lo tanto, se puede concluir que el valor para el parámetro en cuestión debiera moverse
entre 0.5 y un valor cercano a 10, dado que trabajar con valores mayores genera que la importancia
de esta componente crezca demasiado, llegando incluso a que el beneficio alcanzado supera a la
sumatoria total del resto de las componentes (provocando que su valor sea menor que cero), lo cual
no es acorde con los objetivos del modelo planteado.
Para los estudios de sensibilidad posteriores, se ha optado por continuar utilizando como
incentivo el valor 1, puesto que sus resultados son acordes con los esperados tras el diseño del
modelo. Además el valor inicial para stock inicial de cilindros llenos y vacíos, al igual que para el
análisis recién efectuado, continúa siendo igual a 0.8.
C. Sensibilidad sobre Penalidad por incumplimiento stock cilindros llenos y vacíos
En la sección anterior se ha detallado como han sido definidas las distintas penalidades del
modelo. La penalidad por desfase en cilindros llenos ha sido expresada en función del margen
unitario por cilindro y para el caso de cilindros vacíos, en función de la penalidad para cilindros llenos.

146
Para el análisis de sensibilidad se han definido cinco escenarios, donde el tercero de éstos
corresponde a la situación inicial y los siguientes cuatro contemplan una penalidad de 0.5 (Escenario
1), 0.9 (Escenario 2), 1.1 (Escenario 4) y 1.5 (Escenario 5) veces el valor de penalidad inicial.
Cabe mencionar que para este primer análisis, únicamente se han sensibilizado las dos
penalidades señaladas, dejando estáticas las penalidades por insertar cilindros para canje y el costo
de compra de cilindros vacíos.
La variación en el valor de la función objetivo se presenta en el Gráfico 5:
Gráfico 5: Variación valor función objetivo según escenario
0
10
20
30
40
50
60
70
80
90
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$M
illon
es
Escenario
Variación Valor Función Objetivo
Función Objetivo
Se puede ver que el valor de la función objetivo crece escenario a escenario de forma
moderada, teniéndose un aumento en su valor de un 30% entre el primer y quinto escenario
(presentando el mayor aumento en el paso del primer a segundo escenario equivalente a un 14 %). El
detalle de la variación por escenario para cada componente de la función objetivo se presenta en el
gráfico 6:

147
Gráfico 6: Variación componentes de costo según escenario
-5
0
5
10
15
20
25
30
35
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3° PERIODOCompra inicial cils
Lo más relevante del gráfico anterior es que para el quinto escenario, el valor unitario de
penalidad genera un gran aumento en el costo por insertar cilindros para canje (3300% con respecto
al escenario anterior) y, a la vez, una disminución considerable en el costo por desfase en cilindros
llenos (84% con respecto al escenario anterior) y en compra de cilindros nuevos (46% con respecto al
escenario anterior). Esta situación refleja que al amplificar en un 50% el valor de las penalidades en
estudio, a pesar de que no se presentan grandes variaciones en el valor final de la función objetivo en
relación a las decisiones del modelo, resulta más conveniente insertar cilindros para canje, lo cual
como se ha señalado en reiteradas ocasiones, no es deseado para el diseño del modelo.
Por otro lado, ante la reducción en la penalidad, es necesario estudiar el comportamiento de
las variables de desfase para stock de cilindros llenos y vacíos, cuyo comportamiento se presenta en
la tabla 2:
Tabla 2: Desfase stock de cilindros llenos y vacíos según escenario
5 Kg 11 Kg 15 Kg 45 KgEscenario 1 0 1587 0 0Escenario 2 0 1580 0 0Escenario 3 0 1583 0 0Escenario 4 0 1592 0 0Escenario 5 0 1922 0 0
Desfase total (en número) stock cilindros vacíos por escenario
5 Kg 11 Kg 15 Kg 45 KgEscenario 1 0 1527 0 0Escenario 2 0 1498 0 0Escenario 3 0 1505 0 0Escenario 4 0 1493 0 0Escenario 5 0 176 0 0
Desfase total (en número) stock cilindros llenos por escenario

148
De lo anterior se tiene que a pesar de la reducción en la penalización, el total de cilindros
faltantes para cumplir con los stock deseados (a y ß) sufren variaciones mínimas, por lo cual se
concluye que no afecta en las decisiones del modelo.
Por último, en el anexo n°4.B, parte 3, puede observarse además que el tamaño de flota,
viajes extra y producción son prácticamente equivalentes para los cinco escenarios.
El análisis recién desarrollado permite concluir que:
• La penalidad en estudio no debiera ser aumentado de forma drástica (más de un 10 a 15 %),
sin modificar el costo de insertar cilindros en patios de colores, pues esto provoca un traspaso
de cilindros del primero al segundo, lo cual se aleja del objetivo por el cual se ha diseñado el
modelo. Cabe mencionar que el cálculo de la fracción máxima posible de amplificación no es
parte de los alcances del proyecto, por lo cual el estudio sobre estas penalidades no es
profundizado más de lo recién desarrollado.
• La reducción en la penalidad en estudio hasta un nivel de un 50% prácticamente no genera
alteraciones en la solución entregada por el modelo en términos de flota, producción y
cilindros faltantes para cumplimiento niveles deseados.
D. Sensibilidad sobre Penalidad por compra de cilindros nuevos
De igual forma que para las sensibilidades anteriores, se han definido cinco escenarios, donde
el tercero de éstos corresponde a la situación inicial y los siguientes cuatro contemplan una penalidad
de 0.5 (Escenario 1), 0.9 (Escenario 2), 1.1 (Escenario 4) y 1.5 (Escenario 5) veces el valor de
penalidad inicial.
La variación en el valor de la función objetivo se presenta en el Gráfico 7:
Gráfico 7: Variación valor función objetivo según escenario
010.000.00020.000.00030.000.00040.000.00050.000.00060.000.00070.000.00080.000.00090.000.000
100.000.000
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
Escenario
Variación Valor Función Objetivo
Función Objetivo

149
1 2 3 4Esc 1 0 3 0 0Esc 2 0 2 0 0Esc 3 0 2 0 0Esc 4 3 2 0 0Esc 5 0 188 0 0
Cilindros a Agregar en Patio Gasco (Abastible)1 2 3 4
Esc 1 0 7 0 0Esc 2 0 1 0 0Esc 3 0 1 0 0Esc 4 0 0 0 0Esc 5 0 346 0 0
Cilindros a Agregar en Patio Lipigas
Se puede ver que el valor de la función objetivo crece escenario a escenario de forma
moderada, teniéndose un aumento en su valor de aproximadamente un 35% entre el primer y quinto
escenario (presentando el mayor aumento en el paso del primer a segundo escenario equivalente a un
14 %). El detalle de la variación por escenario para cada com ponente de la función objetivo se
presenta en el gráfico 8.
Gráfico 8: Variación componentes de costo por escenario, caso penalidad compra cilindros.
-5
0
5
10
15
20
25
30
35
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3°PERIODOCompra inicial cils
Castigo Ventas Perdidas
Del gráfico anterior resaltan los resultados obtenidos para el quinto escenario, donde dada la
nueva asignación de costo de compra genera que su valor coincida con el de insertar cilindros a los
patios de colores, lo cual genera un importante aumento en el costo por esta última (desde un 0.2 a un
27% entre el cuarto y quinto escenario), donde el aumento de cilindros incorporados a los patios
puede ser observado en la tabla 3.
Tabla 3: Cilindros agregados a patios de colores según escenario (las tablas omitidas no presentan
valores distintos a cero)

150
5 Kg 11 Kg 15 Kg 45 KgEscenario 1 0 1482 0 0Escenario 2 0 1504 0 0Escenario 3 0 1505 0 0Escenario 4 0 1551 0 0Escenario 5 0 431 0 0
Desfase total (en número) stock cilindros llenos por escenario
A la vez, es posible observar una disminución en los cilindros a comprar, los que permanecen
prácticamente constantes en los primeros cuatro escenarios y disminuyen en un 36% en el último
(provocando a pesar del aumento del costo unitario, una disminución en el costo total de la
componente), lo cual puede verse en la tabla 4.
Tabla 4: Variación cilindros a comprar según escenario
1 2 3 4Esc 1 0 764 0 0Esc 2 0 767 0 0Esc 3 0 767 0 0Esc 4 0 769 0 0Esc 5 0 498 0 0
Escenario
Cilindros a Comprar
Formato
Por otro lado, dado que los cilindros insertados en los patios de colores son agregados en el
primer período y los comprados en el segundo, los cambios antes descritos generan que sea posible
reducir los costos por desfase en el stock de cilindros llenos al comienzo del segundo período,
generando una disminución en el costo total de esta componente de un 72%. En la tabla 5, se puede
ver además la reducción en términos de número de cilindros para el quinto escenario con respecto a
los anteriores.
Tabla 5: Desfase total stock cilindros llenos según escenario.
Por otra parte, la solución entregada por el modelo en términos de tamaño de flota, producción
y total de viajes de canje efectuados permanece prácticamente inalterada a lo largo de los escenarios,
lo cual puede ser observado en el Anexo nº4.B, parte 4.
Para finalizar, a partir de los análisis efectuados se puede concluir lo siguiente:
• Aumentos moderados para la penalidad por compra de cilindros (alrededor de un 10%) no
generarán grandes cambios en las soluciones, por lo cual resulta factible efectuarlos en caso
que se desease.
• Para el caso de disminución en la penalidad, se ha observado que es posible reducir su valor
hasta en un 50% sin presentar mayores variaciones en el espacio de solución, pero sí
generando cambios en el costo final a incurrir.

151
E. Sensibilidad sobre Premio por reducción en stock para canje
Para esta sensibilidad se consideran nuevamente cinco escenarios, donde el primero de estos
corresponde a la situación inicial y para el resto el ponderador unitario por reducción (tanto para el
final del tercer período como para el término del horizonte de planificación) es de 2 (Escenario 2), 5
(Escenario 3), 10 (Escenario 4) y 50 (Escenario 5).
La variación de la función objetivo a través de los escenarios se presenta en el gráfico 9:
Gráfico 9: Variación valor función objetivo según escenario
-80.000.000
-60.000.000
-40.000.000
-20.000.000
0
20.000.000
40.000.000
60.000.000
80.000.000
100.000.000
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
Escenario
Variación Valor Función Objetivo
Función Objetivo
Puede verse que tal como es esperable, el valor de la función objetivo decrece escenario a
escenario, teniendo su cambio más drástico en el quinto escenario, donde el incentivo generado
supera con creces al resto de las componentes positivas, obteniéndose una función objetivo de
alrededor de - MM$64. El gráfico 10 representa el comportamiento de las distintas componentes de la
función objetivo a través de los escenarios.

152
Gráfico 10: Variación componentes de costo según escenario.
-100
-80
-60
-40
-20
0
20
40
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por EscenarioFlota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3 °PERIODOCompra inicial cils
Castigo Ventas Perdidas
Del gráfico se puede observar que para los primeros cuatro escenarios, ninguna componente, salvo la
sensibilizada, presenta cambios considerables en su valor, lo cual hace ver que modificar el parámetro
dentro de estos rangos no debiera generar mayores cambios en las soluciones del modelo. Para el
último escenario, la situación cambia, presentándose un drástico aumento en el costo por cilindros
ingresados a patios de colores (desde valores cercanos a 0 hasta alrededor de MM$30), una caída en
un 47% en el costo por compra de cilindros nuevos y una caída de un 95% en el costo por desfase de
cilindros llenos. Estos cambios se justifican en que dado el incentivo, resulta muy conveniente efectuar
canjes, llegando incluso a insertar cilindros para canje y reducir la compra de cilindros nuevos. En la
tablas 6,7 y 8 puede verse la variación para los distintos escenarios de desfase en cilindros llenos,
cilindros agregados en patios de colores y cilindros a comprar.
Tabla 6: Variación en desfase stock cilindros llenos
5 Kg 11 Kg 15 Kg 45 KgEscenario 1 0 1505 0 0Escenario 2 0 1509 0 0Escenario 3 0 1505 0 0Escenario 4 0 1530 0 0Escenario 5 0 106 0 0
Desfase total (en número) stock cilindros llenos por escenario

153
Tabla 7: Variación cilindros agregados en patios de colores
1 2 3 4Esc 1 0 1 0 0Esc 2 0 3 0 0Esc 3 0 13 0 0Esc 4 0 1 0 0Esc 5 0 472 0 0
Cilindros a Agregar en Patio Lipigas1 2 3 4
Esc 1 0 2 0 0Esc 2 0 0 0 0Esc 3 0 0 0 0Esc 4 0 4 0 0Esc 5 0 289 11 0
Cilindros a Agregar en Patio Gasco (Abastible)
Tabla 8: Variación cilindros a comprar
1 2 3 4Esc 1 0 767 0 0Esc 2 0 770 0 0Esc 3 0 763 0 0Esc 4 0 763 0 0Esc 5 0 407 0 0
Escenario
Cilindros a Comprar
Formato
Por otra parte, la solución entregada por el modelo en términos de tamaño de flota y viajes
extra, producción y total de viajes de canje efectuados prácticamente permanece inalterada a lo largo
de los escenarios, lo cual puede ser observado en el 3, parte E.
Por último, se debe mencionar que al ejecutar el modelo considerando valores para el
incentivo que hagan tender a la función objetivo hacia valores relativamente pequeños (menos de
MM$5, lo cual se alcanza con valores cercanos a 20 como incentivo), generan un incremento
exponencial en la dificultad del modelo, no siendo posible lograr resultados con un gap aceptable
(valores superiores al 35%) dentro de los tiempos definidos como prudentes (20 minutos en este
caso), por lo cual no se recomienda utilizar valores de este tipo33.
33 Con un incentivo igual a 25, el gap alcanzado en 20 minutos es de alrededor de un 35%. Con un incentivo igual a 20 el gap está cercano al 10% en 20 minutos de ejecución.

154
Anexo nº 4.B: Otros gráficos sensibilidad sobre parámetros definidos por Gasco.
1. Sensibilidad sobre Stock inicial de cilindros llenos y vacíos
Tabla 1. Compra Inicial de Cilindros Vacíos
1 2 3 4Esc 1 0 0 0 0Esc 2 0 0 0 0Esc 3 0 1257,989 0 0Esc 4 1200,344 8146,118 0 124,14Esc 5 4635,144 16871,52 233,012 920,74
Escenario
Cilindros a Comprar
Formato
Gráfico 1. Desfase cilindros llenos
0
2000
4000
6000
8000
10000
12000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 5 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
0
5000
10000
15000
20000
25000
30000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
02000400060008000
100001200014000160001800020000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 15 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
0
500
1000
1500
2000
2500
3000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 45 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5

155
Gráfico 2. Desfase cilindros Vacíos (los formatos 5 y 45 Kg. no presentan desfases)
0
5001000
150020002500
300035004000
4500
1 2 3 4 5 6
N°
Período
Variación Gama (Desfase stock vacíos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
0
500
1000
1500
2000
2500
3000
3500
1 2 3 4 5 6
N°
Período
Variación Gama (Desfase stock vacíos) 15 Kg.
Esc 1Esc 2Esc 3
Esc 4Esc 5
Tabla 2. Cilindros Agregados a Patios de Colores
1 2 3 4Esc 1 0 0 0 0Esc 2 0 0 0 0Esc 3 0 1954,87 0 6,58Esc 4 1455,38 3213,87 0 132,58Esc 5 1533 3210,575 2657,28 132,58
CI_Canje 1932 3100 5033 140
Cilindros a Agregar en Patio Gasco (Abastible)
1 2 3 4Esc 1 0 0 0 0Esc 2 0 0 0 0Esc 3 7,29 0 0 0Esc 4 763,13 0 0 0Esc 5 790,443 0 0 0
CI_Canje 2423 23928 31513 1528
Cilindros a Agregar en Patio Gasco (Lipigas)
1 2 3 4Esc 1 0 0 0 0Esc 2 0 0 0 0Esc 3 0 0 0 0Esc 4 0 0 0 0Esc 5 0 0 0 0
CI_Canje_OC 3323 88350 8417 1105
Cilindros a Agregar en Patio Abastible
1 2 3 4Esc 1 0 0 0 0Esc 2 0 0 0 0Esc 3 0 1380,715 0 0Esc 4 0 1766,442 190,14 57,41Esc 5 0 1766,442 1356,71 125,602
CI_Canje_OC 2288 2735 3865 684
Cilindros a Agregar en Patio Lipigas
Gráfico 3. Tamaño de Flota y Viajes Extra
0
1
2
3
4
5
6
1 2 3 4 5 6
N°
Período
Variación Tamaño Flota
Esc 1Esc 2Esc 3Esc 4Esc 5
0
10
20
30
40
50
60
1 2 3 4 5 6
N°
Período
Variación Número Viajes Extra
Esc 1Esc 2Esc 3Esc 4Esc 5

156
2. Sensibilidad sobre Incentivo por definición de cilindros canjeables
Gráfico 4. Variación tamaño flota y viajes extra
00,5
11,5
22,5
33,5
44,5
1 2 3 4 5 6
N°
Período
Variación Tamaño Flota
Esc 1Esc 2Esc 3Esc 4Esc 5
0
10
20
30
40
50
60
1 2 3 4 5 6
N°
Período
Variación Número Viajes Extra
Esc 1Esc 2Esc 3Esc 4Esc 5
3. Sensibilidad sobre penalidad por desfase stock cilindros llenos y vacíos
Gráfico 5. Variación tamaño flota y viajes extra
00,5
11,5
22,5
33,5
44,5
1 2 3 4 5 6
N°
Período
Variación Tamaño Flota
Esc 1Esc 2Esc 3Esc 4Esc 5
0
5
10
15
20
25
30
35
1 2 3 4 5 6
N°
Período
Variación Número Viajes Extra
Esc 1Esc 2Esc 3Esc 4Esc 5
Gráfico 6. Desfase cilindros llenos y vacíos (para el resto de los formatos es cero)
0
1000
2000
3000
4000
5000
6000
7000
8000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4
Esc 5
0
200
400
600
800
1000
1200
1400
1 2 3 4 5 6
N°
Período
Variación Gama (Desfase stock vacíos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5

157
Tabla 3. Variación en la Producción
1 2 3 4 5 6 PromedioEsc 1 8.649 10.606 8.766 8.423 3.888 2.757 7.181Esc 2 8.658 10.615 8.764 8.121 4.236 2.757 7.192Esc 3 8.662 10.595 8.787 8.116 4.236 2.757 7.192Esc 4 8.659 10.612 8.763 8.399 4.219 2.486 7.190Esc 5 8.650 10.612 8.772 8.123 4.236 2.757 7.192
1 2 3 4 5 6 PromedioEsc 1 20.628 21.597 20.403 19.127 14.780 11.377 17.985Esc 2 20.629 21.596 20.403 18.913 15.041 11.377 17.993Esc 3 20.629 21.596 20.403 19.152 14.750 11.377 17.985Esc 4 20.630 21.596 20.403 18.913 15.224 11.221 17.998Esc 5 20.654 21.596 20.379 18.913 15.133 11.299 17.996
1 2 3 4 5 6 PromedioEsc 1 18.338 18.651 17.442 16.794 14.519 9.717 15.910Esc 2 18.337 18.652 17.442 16.794 13.829 10.305 15.893Esc 3 18.338 18.651 17.442 16.794 14.552 9.689 15.911
Esc 4 18.338 18.651 17.442 16.794 14.421 9.801 15.908Esc 5 18.338 18.651 17.442 16.794 13.829 10.305 15.893
1 2 3 4 5 6 PromedioEsc 1 2.274 1.777 1.809 1.768 1.858 1.631 1.853Esc 2 2.274 1.798 1.753 1.851 1.870 1.569 1.853Esc 3 2.274 1.798 1.753 1.802 1.858 1.631 1.853Esc 4 2.275 1.798 1.753 1.851 1.870 1.569 1.853Esc 5 2.274 1.777 1.809 1.768 1.858 1.631 1.853
Promedio produccion 11 Kg.
Promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
Promedio produccion 5 Kg.
4. Sensibilidad sobre compra de cilindros.
Tabla 4. Variación en los viajes de canje (parra los tres primeros períodos)
Total Período 1 Total Período 2 Total Período 3341 235 256341 233 255341 233 255340 234 255341 235 256
Total Viajes

158
Tabla 5. Variación en la Producción
1 2 3 4 5 6 PromedioEsc 1 8.649 10.606 8.813 8.376 3.888 2.757 7.181Esc 2 8.649 10.606 8.766 8.137 4.236 2.757 7.192Esc 3 8.662 10.595 8.787 8.116 4.236 2.757 7.192Esc 4 8.649 10.606 8.766 8.422 3.889 2.757 7.181Esc 5 8.649 10.606 8.766 8.393 3.925 2.757 7.183
1 2 3 4 5 6 PromedioEsc 1 20.629 21.597 20.403 18.913 15.096 11.330 17.995Esc 2 20.629 21.596 20.403 18.913 15.366 11.100 18.001Esc 3 20.629 21.596 20.403 19.152 14.750 11.377 17.985Esc 4 20.627 21.598 20.403 19.155 14.746 11.377 17.984Esc 5 20.649 21.597 20.384 18.913 15.041 11.377 17.993
1 2 3 4 5 6 PromedioEsc 1 18.338 18.409 18.043 17.040 13.104 10.305 15.873Esc 2 18.338 18.651 17.442 16.794 13.829 10.305 15.893Esc 3 18.338 18.651 17.442 16.794 14.552 9.689 15.911
Esc 4 18.338 18.651 17.442 16.794 14.552 9.689 15.911Esc 5 18.338 18.651 17.442 16.794 14.519 9.717 15.910
1 2 3 4 5 6 PromedioEsc 1 2.275 1.798 1.753 1.851 1.870 1.569 1.853Esc 2 2.274 1.777 1.809 1.768 1.858 1.631 1.853Esc 3 2.274 1.798 1.753 1.802 1.858 1.631 1.853Esc 4 2.274 1.777 1.809 1.768 1.858 1.631 1.853Esc 5 2.275 1.798 1.753 1.851 1.870 1.569 1.853
Promedio produccion 11 Kg.
Promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
Promedio produccion 5 Kg.
Gráfico 7. Variación tamaño flota y viajes extra
00,5
11,5
22,5
33,5
44,5
1 2 3 4 5 6
N°
Período
Variación Tamaño Flota
Esc 1Esc 2Esc 3Esc 4Esc 5
0
5
10
15
20
25
30
35
1 2 3 4 5 6
N°
Período
Variación Número Viajes Extra
Esc 1Esc 2Esc 3Esc 4Esc 5

159
Total Período 1 Total Período 2 Total Período 3341 233 255341 234 256342 232 258341 223 267341 234 257
Total Viajes
E. Sensibilidad sobre incentivo por reducción de stock
Tabla 5. Variación en número de viajes para los tres primeros períodos
Gráfico 8. Variación tamaño flota y viajes extra
00,5
11,5
22,5
33,5
44,5
1 2 3 4 5 6
N°
Período
Variación Tamaño Flota
Esc 1Esc 2Esc 3Esc 4Esc 5
0
5
10
15
20
25
30
35
1 2 3 4 5 6
N°
Período
Variación Número Viajes Extra
Esc 1Esc 2Esc 3Esc 4Esc 5
Tabla 6. Variación en la producción
1 2 3 4 5 6 PromedioEsc 1 8.662 10.595 8.787 8.116 4.236 2.757 7.192Esc 2 8.665 10.612 8.773 8.108 4.236 2.757 7.192Esc 3 8.649 10.606 8.820 8.353 3.907 2.757 7.182Esc 4 8.649 10.606 8.831 8.362 3.883 2.757 7.181Esc 5 8.649 10.606 8.829 8.368 3.877 2.757 7.181
1 2 3 4 5 6 PromedioEsc 1 20.629 21.596 20.403 19.152 14.750 11.377 17.985Esc 2 20.629 21.596 20.404 18.913 15.041 11.377 17.993Esc 3 20.629 21.595 20.404 18.913 15.041 11.377 17.993Esc 4 20.629 21.595 20.404 18.913 15.041 11.377 17.993Esc 5 20.657 21.595 20.379 18.913 15.041 11.377 17.994
1 2 3 4 5 6 PromedioEsc 1 18.338 18.651 17.442 16.794 14.552 9.689 15.911Esc 2 18.338 18.638 17.456 16.794 14.503 9.731 15.910Esc 3 18.353 18.396 18.043 17.040 13.104 10.305 15.873
Esc 4 18.338 18.409 18.043 17.040 13.104 10.305 15.873Esc 5 18.338 18.651 17.442 16.794 14.618 9.633 15.913
1 2 3 4 5 6 PromedioEsc 1 2.274 1.798 1.753 1.802 1.858 1.631 1.853Esc 2 2.275 1.798 1.753 1.851 1.870 1.569 1.853Esc 3 2.275 1.798 1.753 1.851 1.870 1.569 1.853Esc 4 2.275 1.798 1.753 1.851 1.870 1.569 1.853Esc 5 2.275 1.798 1.753 1.802 1.858 1.631 1.853
Promedio produccion 11 Kg.
Promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
Promedio produccion 5 Kg.

160
Anexo nº5: Sensibilidad sobre parámetros pronosticados
A. Sensibilidad sobre la demanda: pronóstico inferior a demanda real del período
La variación en el valor de la función objetivo se presenta en el Gráfico 1.
Gráfico 1: Variación valor función objetivo según escenario.
020406080
100120140160180200
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$M
illon
es
Escenario
Variación Valor Función Objetivo
Función Objetivo
Se puede observar que la función de costos presenta para los primeros cuatro escenarios una
tasa de crecimiento relativamente constante de alrededor de un 22%, la cual entre los escenarios 4 y
5 aumenta a un 35%. Por ende, un aumento en un 5% en la demanda (la cual por salvo las
economías de escala presentes generará un aumento en los ingresos relativamente similar a un 5%)
genera un incremento más de cuatro veces mayor en los costos.
En el gráfico 2 se presenta el detalle de variación por escenario para cada componente de la
función objetivo, teniéndose el detalle de los costos en la Tabla 1, a partir de los cuales es posible
efectuar un análisis más exhaustivo de los resultados obtenidos.

161
Tabla 1. Detalle componentes Función Objetivo
Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje31.620.000 43% 31.620.000 35% 31.620.000 28% 31.620.000 23% 31.620.000 17%
180.000 0% 930.000 1% 3.120.000 3% 5.610.000 4% 8.730.000 5%7.774.631 10% 10.224.758 11% 11.317.098 10% 14.246.192 10% 40.204.780 21%1.660.945 2% 1.066.009 1% 645.842 1% 249.486 0% 0 0%
1.645.012 2% 560.400 1% 4.992.371 4% 22.397.061 16% 41.795.101 22%
0 0% 0 0% 0 0% 0 0% 0 0%
-1.170.243 -2% -1.196.463 -1% -1.163.854 -1% -1.153.981 -1% -107.187 0%-1.566.084 -2% -1.523.494 -2% -1.533.536 -1% -1.537.335 -1% -1.598.774 -1%
0 0% 15.834.510 17% 27.884.972 25% 31.341.443 23% 33.466.857 18%
34.108.976 46% 34.108.976 37% 34.108.976 31% 34.108.976 25% 34.108.976 18%
74.253.237 91.624.696 110.991.870 136.881.843 188.219.753
Costo por reduccion en stock cilindros para canje Costo por reduccion en stock cilindros para canje Costo por compra de cilindros vacíos inicio 2° periodo
TOTAL FUNCION OBJETIVO (FINAL 6° PERIODO)
Costo por contrato flotaCosto por Viajes Extra
Costo por agregar cils a patios de colores: Caso BajoCosto por agregar cils a patios de colores: Caso Alto
Costo compra inicial cilindros (1° Periodo)
Esc 2 Esc 3 Esc 4 Esc 5Componente Costo
Esc 1
Costo por deficit en stock deseado cils llenosCosto por deficit en stock deseado cils vacios
Gráfico 2: Variación valor función objetivo según escenario.
-5
0
5
10
15
20
25
30
35
40
45
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3°PERIODOCompra cils 2°periodo
A partir del gráfico y tabla anteriores, es posible observar que:
• Dado el aumento en la demanda y la imposibilidad de contar con más flota, el costo incurrido
en viajes extra aumenta en más de un 400% entre el primer y segundo escenario, para luego
mantener un aumento con tasa decreciente. Por otra parte la utilización de la capacidad de
flota34 disponible (Tabla 1, Anexo nº 5.B, parte 1) refleja la necesidad creciente de utilizar
toda la flota disponible en pro de mejores resultados.
• Se tiene que en términos de viajes de canje extra promedio por período (véase Tabla 5, Anexo
nº5.B, Parte 1), un aumento de un 5% en la demanda genera un aumento de entre 8 y 12
34 La capacidad de la flota considera los viajes que es posible efectuar en la jornada de trabajo y fuera de éste (viajes extra) y para este caso se supuso que un camión realiza en promedio 3.6 viajes diarios en horario normal.

162
viajes (cuyo número aumenta escenario a escenario, producto del aumento en canjes de 15 y
45 Kg.) de canje para el caso de Abastible y de alrededor de 5 para Lipigas. Si se analiza el
aumento acumulado en viajes de canje a través de los escenarios (véase Tabla 6, Anexo
nº5.B, Parte 1), es posible concluir que para la situación en estudio un aumento de un 20%
en demanda recién justifica la incorporación de un nuevo vehículo para los períodos 2 al 4,
mientras que con un aumento de un 15% es recomendable incorporar un vehículo en el
período 235.
• La producción diaria por formato (Tabla 2, Anexo nº5.B, parte 1) aumenta de forma
relativamente proporcional con la demanda, teniéndose aumentos entre dos escenarios que
oscilan entre un 4.5 y 5%. En términos de horas diarias promedio de producción se tiene que
un aumento de un 20% de la demanda genera un incremento en 2, 1.5, 2 y 1.8 hrs. de
producción diaria para 5, 11, 15 y 45 Kg. respectivamente. Los resultados reflejan que las
horas necesarias diariamente para producción tienen su valor menor para 11 Kg. (8 hrs. En
el escenario 1) y mayor para 5 Kg (11 hrs. En el escenario 1).
• A partir del segundo escenario se debe realizar una inversión extra para un nuevo pedido de
cilindros nue vos, sumándose alrededor de 550 cilindros de 11 Kg. a los 1200 definidos
anteriormente. Esta cifra aumenta a una tasa decreciente a medida que se avanza en los
escenarios, teniéndose para el último una segunda compra de alrededor de 1150 cilindros
(véase Tabla 3, Anexo nº5.B, Parte 1). Esta componente corresponde a valores entre el 15 y
23% del total de la función objetivo entre el segundo y quinto escenario, teniendo su peak
para el segundo y tercero.
• Se observa un déficit en stock de cilindros llenos que en términos de costo tiene un impacto a
medida que se avanza en los escenarios creciente en magnitud, pero irregular en términos de
variación porcentual. Su valor como fracción de los costos totales es de aproximadamente un
10 (salvo el escenario 5 donde corresponde a un 20%).Este costo se genera por el déficit en
cilindros de formato 11 Kg. (véase Gráfico 1, Anexo nº 5.B, Parte 1), el cual ocurre
únicamente para el inicio del segundo período (donde recién hacen ingreso al sistema los
cilindros nuevos), donde el desfase oscila entre 700 y 3500 cilindros (teniendo un crecimiento
suave hasta el último escenario, donde el déficit prácticamente se triplica con respecto al
valor del escenario 4). Para el resto de los formatos, los niveles deseados son alcanzados. Si
se observan los desfases obtenidos en relación al stock deseado, se puede ver que la
fracción tiende a ser pequeña, no superando el 4% para los primeros cuatro escenarios y
bordeando el 10% para el escenario 5. Sin embargo, si bien esta diferencia podría ser
considerada como menor se debe tener en cuenta que el valor señalado corresponde a valor
35 Si bien el número de viajes no es mayor que los viajes extras equivalentes a la contratación de un nuevo camión, la diferencia es pequeña, por lo cual por seguridad sería recomendable llevar a cabo dicha medida

163
promedio, por lo cual una disminución de éste generará un mayor impacto de forma operativa
tras días consecutivos de demandas que superen el valor definido, por lo cual se recomienda
que sea cual fuere el déficit definido por el modelo, sea considerado en la planificación y,
dependiendo del nivel de adversidad al riesgo del tomador de decisiones, defina las prácticas
a llevar a cabo (por supuesto con el apoyo de esta herramienta).
• Al igual que para el caso de cilindros llenos, se presenta un déficit en el stock deseado de
vacíos para 11 Kg. (véase Gráfico 1, Anexo nº5.B, Parte 1) desde el escenario uno al cuatro.
De forma opuesta al caso anterior, su impacto monetario (y en unidades de déficit) es
decreciente correspondiendo en un inicio a un 2% de los costos totales (512 cilindros) para
descender hasta 0% en el último escenario (0 cilindros). Al observar los desfases obtenidos
en relación al stock deseado, se puede ver que la fracción nuevamente tiende a ser menor,
teniéndose un valor en el peor escenario (uno), de un 10%. Sin embargo, en base a la
justificación dada para cilindros llenos, se recomienda que a pesar de su aparente impacto
menos, sea siempre considerada en la toma de decisiones.
Por otra parte, de forma lógica dadas las penalidades definidas, se debe tener que siempre
debiera ser preferible dejar un déficit de una unidad en cilindros vacíos que llenos, lo cual no
concordaría con los resultados obtenidos. El motivo de esto es que los problemas se dan al
inicio del período en que llegan los cilindros nuevos, los cuales al ingresar al sistema se
suman al stock de cilindros vacíos, sin poder llenarlos e insertarlos para cubrir el déficit en
stock de cilindros llenos producto de la no disponibilidad de cilindros suficientes para llenar
durante el período uno.
• En relación al número de cilindros canjeados por Gasco (véase Tabla 4, Anexo nº5.B, Parte 1)
se tiene un aumento promedio por cambio de escenario de un 5% para 5 y 11 Kg., mientras
que para 15 y 45 Kg. estos aumentos son en promedio de un 11 y 8% respectivamente. El
motivo de esto es la definición del modelo, en que se han acotado los canjes efectuados por
otras compañías por los ingresos a los patios de colores, lo cual para el caso en estudio ha
generado que para los escenarios 2 a 5, en los formatos 15 y 45 Kg. no sea posible para
algunos períodos incrementar en un 5% los canjes efectuados por otras compañías 36,
generando la necesidad de Gasco de canj ear un mayor número de cilindros para estos
formatos. Las fracciones que ha sido posible considerar para los canjes efectuados sobre el
total definido tras la amplificación de la demanda (y con esto de los canjes) es presentado en
la Tabla 2, donde se marca de color los casos con problemas. Tal como era esperado en
caso de presentarse una fracción menor a 1 en un escenario, para los siguientes este valor
continuará decreciendo.
36 Pues se ha supuesto que un aumento en la demanda de un x%, generará la misma variación en los canjes efectuados por otras compañías.

164
Tabla 2: Fracción del valor para canjes utilizado en el modelo con respecto al valor para
definido originalmente en el escenario.
Escenario Formato 1 2 3 4 5 6Esc1 1 1,00 1,00 1,00 1,00 1,00 1,00
2 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,00
Esc2 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 0,99 0,98
Esc 3 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 0,96 1,004 1,00 1,00 1,00 1,00 0,94 0,93
Esc 4 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 0,98 0,97 0,92 0,994 1,00 1,00 1,00 0,97 0,90 0,89
Esc 5 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 0,97 0,94 0,93 0,88 0,954 1,00 1,00 1,00 0,93 0,87 0,86
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Abastible
Escenario Formato 1 2 3 4 5 6Esc1 1 1,00 1,00 1,00 1,00 1,00 1,00
2 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,93 1,00 1,00 1,00 1,00
Esc2 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 0,79 1,00 1,00 1,00 1,004 1,00 0,68 1,00 1,00 0,89 1,00
Esc 3 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 0,79 1,00 1,00 1,00 1,004 1,00 0,68 1,00 1,00 0,89 1,00
Esc 4 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 0,79 1,00 1,00 1,00 1,004 1,00 0,68 1,00 1,00 0,89 1,00
Esc 5 1 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 0,79 1,00 1,00 1,00 1,004 1,00 0,68 1,00 1,00 0,89 1,00
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Lipigas
Lo recién señalado claramente tiene un impacto en los resultados del análisis, en este caso
aumentando la necesidad de canjes de Gasco, sin embargo no se ha encontrado una mejor
forma de enfrentar esta situación, producto de los problemas con la información disponible
con la que se han definido los valores utilizados para algunos parámetros.
• La necesidad de recurrir a la variable de factibilidad para agregar cilindros a algún patio de
colores es creciente (salvo para el escenario 2), teniendo su máximo aumento monetario
entre el tercer y cuarto período (alrededor de un 400%), llegando en el escenario 5 a un costo

165
25 veces mayor que el inicial. Los cilindros agregados (véase Tabla 7, Anexo nº5.B, Parte 1)
corresponden a cilindros Abastible en la planta Gasco y cilindros Gasco en la planta Lipigas
(de 11 Kg. para ambos casos). Si se miran los cilindros agregados en relación a los que
debieran ingresar diariamente a la planta, se tiene que para Abastible esta fracción no supera
el 1%, mientras que para Lipigas a partir del tercer escenario la fracción es de 5, 27 y 48%.
• La reducción en los stock de cilindros para canje presenta resultados similares para los
primeros cuatro escenarios. Para el quinto se observa que los mayores cambios favorables
se generan en el segundo trimestre, logrando finalmente un reducción similar a los
escenarios anteriores. Por último Se tiene que esta componente corresponde a entre un 1 y
2% (beneficio) del costo total para los cinco escenarios.
• No existen ventas perdidas para ningún período.

166
B. Sensibilidad sobre la demanda: pronóstico superior a demanda real del período.
La variación en el valor de la función objetivo se presenta en el Gráfico 3.
Gráfico 3: Variación valor función objetivo según escenario.
5658606264666870727476
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
Mill
ones
Escenario
Variación Valor Función Objetivo
Función Objetivo
Se puede observar que la función de costos presenta un comportamiento decreciente con una
disminución entre escenarios de alrededor de un 5%, salvo entre el tercer y cuarto período en que la
disminución es muy pequeña (menos de 1%). Por ende, en primera instancia, se puede concluir que
una demanda x% menor a la pronosticada genera una disminución también de x% en el valor de la
función objetivo.
En el gráfico 4 se presenta gráficamente el detalle de variación por escenario para cada
componente de la función objetivo, teniéndose el detalle de los costos en la Tabla 3, a partir de los
cuales es posible efectuar un análisis más exhaustivo de los resultados obtenidos.

167
Tabla 3. Detalle componentes Función Objetivo
Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje31.620.000 43% 31.620.000 45% 31.620.000 48% 31.620.000 48% 31.620.000 50%
180.000 0% 30.000 0% 0 0% 0 0% 0 0%7.774.631 10% 5.889.576 8% 3.688.447 6% 1.404.894 2% 0 0%1.660.945 2% 397.890 1% 0 0% 0 0% 0 0%
1.645.012 2% 958.646 1% 0 0% 2.026.025 3% 0 0%
0 0% 0 0% 0 0% 0 0% 0 0%
-1.170.243 -2% -1.302.627 -2% -1.305.743 -2% -1.309.478 -2% -1.419.605 -2%-1.566.084 -2% -1.637.774 -2% -1.622.821 -2% -1.639.757 -2% -1.684.666 -3%
0 0% 0 0% 0 0% 0 0% 0 0%
34.108.976 46% 34.108.976 49% 34.108.976 51% 34.108.976 52% 34.108.976 54%
74.253.237 70.064.688 66.488.859 66.210.659 62.624.705
Costo por reduccion en stock cilindros para canje Costo por reduccion en stock cilindros para canje Costo por compra de cilindros vacíos inicio 2° periodo
TOTAL FUNCION OBJETIVO (FINAL 6° PERIODO)
Costo por contrato flotaCosto por Viajes Extra
Costo por agregar cils a patios de colores: Caso BajoCosto por agregar cils a patios de colores: Caso Alto
Costo compra inicial cilindros (1° Periodo)
Esc 4 Esc 5Componente Costo
Esc 1
Costo por deficit en stock deseado cils llenos
Esc 2 Esc 3
Costo por deficit en stock deseado cils vacios
Gráfico 4: Variación valor función objetivo según escenario.
-5
0
5
10
15
20
25
30
35
40
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3°PERIODOCompra cils 2° periodo
A partir del gráfico y tabla anteriores, es posible observar que:
• Dada la disminución en la demanda se genera una reducción en la necesidad de
viajes extra, los cuales no son necesarios a partir del tercer escenario. Por otra parte
la utilización de la capacidad de flota disponible (Tabla 1, Anexo nº 5.B, parte 2)
refleja que en promedio cada caída de un 5% en la demanda genera una
disminución en la capacidad utilizada de entre un 3 y 4%.
• Los canjes totales efectuados entre Gasco y la compañía k (Lipigas o Abastible)
disminuyen para cada cambio de escenario en una proporción relativamente

168
equivalente (con un margen no mayor a 1%) a la demanda (Tabla 2, Anexo nº 5.B,
parte 2). De la misma forma se tiene que la distribución de los canjes entre las
compañías permanece prácticamente constante a través de los escenarios (Tabla 3,
Anexo nº5.B, parte 2).
El motivo por el cual no se presentan las diferencias ya analizadas al tenerse una
demanda sobre la estimada es que, para este caso, en gran parte de los escenarios
es posible efectuar la disminución de los canjes definidos por el escenario, pudiendo
tomar el modelo el valor deseado. Al igual que en el análisis de sensibilidad anterior
se ha desarrollado una tabla que presenta los casos en que la situación recién
descrita no puede ser alcanzada (marcados en color amarillo) (Tabla 4, Anexo nº5.B,
parte 2).
• La producción diaria por formato (Tabla 5, Anexo nº5.B, parte 2) disminuye de forma
prácticamente proporcional con la demanda, teniéndose aumentos entre escenarios
que oscilan entre un 5 y 6%. En términos de horas diarias promedio de producción
se tiene que una disminución de un 20% en la demanda genera una reducción en 2,
1.5, 1.9 y 1.8 hrs. de producción diaria para 5, 11, 15 y 45 Kg. respectivamente.
• No resulta necesario para ningún escenario realizar una inversión extra para un
nuevo pedido de cilindros nuevos, siendo suficiente con los 1180 cilindros de 11 Kg.
que se incorporan al inicio del período 2 (definidos en el escenario 1).
• Se observa un déficit en stock de cilindros llenos que, en términos de costo, tiene un
comportamiento decreciente a tasa creciente, donde para el escenario cinco el déficit
ya desaparece. Este costo se genera por el déficit en cilindros de formato 11 Kg.
(véase Gráfico 1, Anexo nº5.B, Parte 2), donde si se observan los desfases
obtenidos en relación al stock deseado, se puede ver que en el peor escenario (1) la
fracción no supera el 2% (disminuyendo hasta 0% en el escenario 5), por lo cual a
primera vista no parece tener mayor relevancia. Sin embargo, al igual que para el
análisis de sensibilidad anterior, se sugiere que sea cual fuere el déficit definido por
el modelo, sea considerado en la planificación.
• Existe un déficit en el stock deseado de vacíos que, al igual que para cilindros llenos, se
presenta en el formato 11 Kg. (véase Gráfico 1, Anexo nº5.B, Parte 2) para los escenarios 1 y
2. En términos de fracción del desfase sobre el nivel deseado se tiene para 11 kg. un peso
medianamente pequeño y decreciente (8 y 2% para los escenarios ya mencionados). Al igual
que en la sensibilidad anterior, el que exista desfase de cilindros llenos junto con la no

169
totalidad de desfase en cilindros vacíos para 11 Kg., se justifica por la llegada en el segundo
período de los cilindros nuevos.
• Se tiene que en términos de viajes de canje extra promedio por período (véase Tabla 6, Anexo
nº5.B, Parte 2), una caída de 5% en la demanda genera una disminución de
aproximadamente 7 viajes de canje a Abastible y 5 a Lipigas. Para analizar bajo que
circunstancias sería recomendable reducir en un vehículo la flota contratada, se ha estudiado
la relación entre los viajes promedio efectuados por cada vehículo en el escenario 1
(llamémosle ?1) y el número de viajes extra equivalente en costos a la contratación de un
vehículo (llamémosle ?2 )37. De esta forma la disminución para cada período en el total de
viajes de canje efectuados es descontado al valor ?1 y, en caso de ser inferior al valor de ?2,
implica que el último camión contratado está efectuando un número de viajes tal, que resulta
conveniente no contratarlo y efectuarlos como viajes extra (véase Tabla 8, Anexo nº5.B,
Parte 2). A partir de lo anterior ha sido posible concluir que ante una variación igual o
superior a un 10% resulta conveniente reducir en un vehículo la flota para períodos 1, 2 y 4
(aunque para este último una variación de 5% prácticamente justifica la reducción). Además,
ante una variación del 15% se suma una reducción para el período 3.
• La necesidad de recurrir a la variable de factibilidad para agregar cilindros a los patios de
colores es prácticamente nula para 11 Kg., teniendo pequeñas cifras en cilindros Abastible en
Patio Gasco y cilindros Gasco en Patio Abastible, que no corresponden a más del 1% del
total de cilindros ingresados a cada uno de estos patios en un día, lo cual hace bastante
posible su logro. Por otra parte, se tienen ingresos de cilindros Gasco al Patio de Lipigas, los
cuales requieren de mayor atención, puesto que corresponden a alrededor del 10% de los
cilindros ingresados durante el día, lo cual si bien no es una cifra mayor, dificulta en parte su
logro.
• No existen ventas perdidas para ningún período ni escenario.
3737 Es decir, en términos de costo cuantos son los viajes extra a partir de los cuales el incorporar un nuevo viaje es de mayor costo que contratar otro vehículo. Este valor surge del cuociente entre el costo unitario de arriendo de un camión y el costo unitario de un viaje extra.

170
C. Sensibilidad sobre canjes: pronósticos inferiores a valor real del período.
La variación en el valor de la función objetivo se presenta en el Gráfico 5.
Gráfico 5: Variación valor función objetivo según escenario.
6870727476788082848688
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
Mill
ones
Escenario
Variación Valor Función Objetivo
Función Objetivo
Se puede observar que la función de costos presenta entre el tercer y quinto escenario una
tasa de crecimiento relativamente constante de alrededor de un 4%, la cual inicialmente (entre
escenarios 1 y 2) alcanza sólo un 2%. Por ende una disminución de un 5% en los canjes efectuados
por otras compañías en relación al valor pronosticado, genera un aumento levemente inferior en la
función de costos, en términos porcentuales.
En el gráfico 6 se presenta gráficamente el detalle de variación por escenario para cada
componente de la función objetivo, teniéndose el detalle de los costos en la Tabla 4, a partir de los
cuales es posible efectuar un análisis más exhaustivo de los resultados obtenidos.
Tabla 4. Detalle componentes Función Objetivo
Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje31.620.000 43% 31.620.000 42% 31.620.000 40% 31.620.000 39% 31.620.000 37%
180.000 0% 1.860.000 2% 4.560.000 6% 7.950.000 10% 10.920.000 13%7.774.631 10% 7.976.023 11% 8.084.629 10% 8.009.235 10% 8.278.841 10%1.660.945 2% 1.398.047 2% 1.422.043 2% 1.443.164 2% 1.495.911 2%
1.645.012 2% 634.852 1% 542.507 1% 500.166 1% 35.418 0%
0 0% 0 0% 0 0% 0 0% 0 0%
-1.170.243 -2% -1.270.815 -2% -1.145.809 -1% -1.231.397 -2% -637.604 -1%-1.566.084 -2% -1.574.964 -2% -1.505.097 -2% -1.544.496 -2% -1.629.471 -2%
0 0% 740.661 1% 735.553 1% 817.254 1% 1.072.571 1%
34.108.976 46% 34.108.976 45% 34.108.976 43% 34.108.976 42% 34.108.976 40%
74.253.237 75.492.779 78.422.801 81.672.902 85.264.640
Costo por reduccion en stock cilindros para canje Costo por reduccion en stock cilindros para canje Costo por compra de cilindros vacíos inicio 2° periodo
TOTAL FUNCION OBJETIVO (FINAL 6° PERIODO)
Costo por contrato flotaCosto por Viajes Extra
Costo por agregar cils a patios de colores: Caso BajoCosto por agregar cils a patios de colores: Caso Alto
Costo compra inicial cilindros (1° Periodo)
Esc 4 Esc 5Componente Costo
Esc 1
Costo por deficit en stock deseado cils llenos
Esc 2 Esc 3
Costo por deficit en stock deseado cils vacios

171
Gráfico 6: Variación valor función objetivo según escenario.
-5
0
5
10
15
20
25
30
35
40
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3°PERIODOCompra cils 2°periodo
A partir del gráfico y tabla anteriores, es posible observar que:
• Dada la disminución en los canjes y la imposibilidad de contar con más flota, el costo
incurrido en viajes extra aumenta en más de un 900% entre el primer y segundo escenario,
para luego mantener un aumento con tasa decreciente (de 37% para la variación entre los
últimos dos escenarios). Por otra parte la utilización de la capacidad de flota disponible (Tabla
1, Anexo nº5.B, parte3)38 refleja la necesidad creciente de utilizar toda la flota disponible en
pro de mejores resultados.
• La producción diaria por formato (Tabla 2, Anexo nº5.B, parte 3), tal como era esperado,
permanece constante para todos los escenarios.
• A partir del segundo escenario se debe realizar una inversión extra para un nuevo pedido de
cilindros nuevos de 11 Kg. Sin embargo para todos los casos el número necesario es
pequeño (véase Tabla 3, Anexo nº5.B, Parte 3), sin corresponder a más de un 1% del total de
la función objetivo para ningún escenario.
38 La capacidad de la flota considera los viajes que es posible efectuar en la jornada de trabajo y fuera de éste (viajes extra) y para este caso se supuso que un camión realiza en promedio 3.6 viajes diarios en horario normal.

172
• Se observa un déficit en stock de cilindros llenos y vacíos que en términos de costo tiene un
impacto medianamente constante de alrededor del 12% del total de la función objetivo,
variando levemente las fracciones aportadas por cada déficit. Este costo se genera por el
déficit en cilindros de formato 11 Kg. (véase Gráfico 1, Anexo nº5.B, Parte 3), el cual ocurre
únicamente para el inicio del segundo período en llenos y al inicio del tercer período para
vacíos. Los desfases oscilan entre 670 y 720 cilindros, para cilindros llenos y entre 480 y 520
para cilindros vacíos. Tal como puede observarse el margen de diferencia entre escenarios
es muy pequeño, por lo que se puede considerar que permanece medianamente constante
tras los cambios en los canjes. Para el resto de los formatos, los niveles deseados son
alcanzados. Por último, los desfases obtenidos en relación al stock deseado corresponden a
alrededor de 2% para llenos y de alrededor de un 9% para vacíos.
• En relación al número de cilindros canjeados por Gasco (véase Tabla 4, Anexo nº5.B, Parte 3)
se tiene, en primer lugar para el caso Abastible, un aumento promedio por cambio de
escenario de un 3% (5 Kg.), 1% (11 Kg.), 22% (15 Kg.) y 11% (45 Kg.), donde las
variaciones escenario a escenario tienden a ser medianamente constantes, salvo para 15
Kg. donde la fracción de aumento en los canjes tiene una tasa decreciente (desde 32 a
13%). Para Lipigas, los aumentos por cambio de escenario son 6% (5 Kg.), 1% (11 Kg.),
11% (15 Kg.) y 9% (45 Kg.), con variaciones escenario a escenario medianamente
constantes. Las diferencias en las variaciones se deben a las distintas fracciones iniciales de
los canjes efectuados por Gasco en cada escenario y formato, lo que hace variar el impacto
de una variación de 5% en los canjes de la otra compañía. Lo recién señalado puede ser
corroborado en términos de la fracción sobre el total de los cilindros canjeados con la
competencia que son efectuados por Gasco (véase Tabla 5, Anexo nº5.B, Parte 3), donde se
puede ver que el aumento porcentual en los canjes realizados por Gasco es más marcado
para los casos en que la situación inicial es menor (15 y 45 Kg.).
• Ha sido posible efectuar la variación deseada en los canjes para prácticamente todos los
escenarios (salvo inicialmente para 45 Kg. en el caso Lipigas, el cual se regulariza en el
segundo escenario), sin presentarse problemas en la relación con los cilindros ingresados
para canje como en sensibilidades anteriores (véase Tabla 6, Anexo nº5.B, Parte 3).
• Se tiene que en términos de viajes de canje extra promedio por período (véase Tabla 7, Anexo
nº5.B, Parte 3), un aumento de un 5% en la demanda genera un aumento de entre 10 y 12
viajes de canje para el caso de Abastible y de alrededor de 6 para Lipigas. Si se analiza el
aumento acumulado en viajes de canje a través de los escenarios (véase Tabla 8, Anexo
nº5.B, Parte 3), es posible concluir que para la situación en estudio una disminución en los
canjes de un 20% justifica la incorporación de un nuevo vehículo para los períodos 1 a 4,

173
mientras que con una caída de un 15% es recomendable incorporar un vehículo para los
período 2 y 339.
• La necesidad de recurrir a la variable de factibilidad para agregar cilindros a algún Patio de
Colores es prácticamente nula para todos los casos (véase Tabla 9, Anexo nº5.B, Parte 3),
sin corresponder a más de un 2% del total de la función objetivo. Además se tiene un valor
(en términos de costo) decreciente a medida que se avanza en los escenarios.
• La reducción en los stock de cilindros para canje presenta resultados similares para los
primeros cuatro escenarios. Para el quinto se observa que los mayores cambios favorables
se generan en el segundo trimestre, logrando finalmente una reducción levemente superior a
los escenarios anteriores. Por último Se tiene que cada una de estas componentes
corresponden a entre un 1 y 2% (beneficio) del costo total para los cinco escenarios.
• No existen ventas perdidas para ningún período.
39 Si bien para el período 3 el número de viajes no es mayor que los viajes extras equivalentes a la contratación de un nuevo camión, la diferencia es pequeña, por lo cual por seguridad sería recomendable llevar a cabo dicha medida

174
D. Sensibilidad sobre canjes: pronósticos superiores a valor real del período.
La variación en el valor de la función objetivo se presenta en el Gráfico 7.
Gráfico 7: Variación valor función objetivo según escenario.
73.300.00073.400.00073.500.00073.600.00073.700.00073.800.00073.900.00074.000.00074.100.00074.200.00074.300.000
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
Escenario
Variación Valor Función Objetivo
Función Objetivo
Se puede observar que en términos de valor de la función objetivo, los distintos escenarios
presentan diferencias mínimas, lo cual refleja que una subestimación de los canjes efectuados por
otras compañías no tiene mayor impacto en términos de costos, sin embargo es probable que tenga
efectos sobre las decisiones, las cuales serán brevemente estudiadas.
En el gráfico 8 se presenta gráficamente el detalle de variación por escenario para cada
componente de la función objetivo, teniéndose el detalle de los costos en la Tabla 5.
Tabla 5. Detalle componentes Función Objetivo
Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje Valor Porcentaje31.620.000 43% 31.620.000 43% 31.620.000 43% 31.620.000 43% 31.620.000 43%
180.000 0% 0 0% 0 0% 0 0% 0 0%7.774.631 10% 8.023.311 11% 7.868.705 11% 7.725.599 10% 7.904.493 11%1.660.945 2% 1.594.430 2% 1.389.309 2% 1.419.937 2% 1.450.566 2%
1.645.012 2% 474.558 1% 981.972 1% 1.695.404 2% 1.015.827 1%
0 0% 0 0% 0 0% 0 0% 0 0%
-1.170.243 -2% -1.222.106 -2% -1.217.481 -2% -1.242.862 -2% -1.226.940 -2%-1.566.084 -2% -1.514.567 -2% -1.610.243 -2% -1.577.683 -2% -1.524.536 -2%
0 0% 779.811 1% 495.558 1% 8.753 0% 418.965 1%
34.108.976 46% 34.108.976 46% 34.108.976 46% 34.108.976 46% 34.108.976 46%
74.253.237 73.864.412 73.636.796 73.758.123 73.767.351
Costo por deficit en stock deseado cils vacios
Esc 4 Esc 5Componente Costo
Esc 1
Costo por deficit en stock deseado cils llenos
Esc 2 Esc 3
TOTAL FUNCION OBJETIVO (FINAL 6° PERIODO)
Costo por contrato flotaCosto por Viajes Extra
Costo por agregar cils a patios de colores: Caso BajoCosto por agregar cils a patios de colores: Caso Alto
Costo compra inicial cilindros (1° Periodo)
Costo por reduccion en stock cilindros para canje Costo por reduccion en stock cilindros para canje Costo por compra de cilindros vacíos inicio 2° periodo

175
Gráfico 8: Variación valor función objetivo según escenario.
-5
0
5
10
15
20
25
30
35
40
Esc 1 Esc 2 Esc 3 Esc 4 Esc 5
$
MM
Escenario
Variación Componentes Costo por Escenario
Flota
Viajes Extra
Déficit Llenos
Déficit Vacíos
Cils Patios Colores:Caso Bajo
Cils Patios Colores:Caso Alto
Costo por reduccion en stock cilindros para canje en las plantas
Costo por reduccion en stock cilindros para canje en las plantas: FINAL 3°PERIODOCompra cils 2°periodo
A partir del gráfico y tabla anteriores, es posible observar que:
• Dado el aumento en los canjes efectuados por la competencia se genera una reducción en la
necesidad de viajes extra, no siendo necesarios a partir del segundo escenario. Por otra parte
la utilización de la capacidad de flota disponible (Tabla 1, Anexo nº5.B, parte 4) refleja que en
promedio cada aumento de un 5% en los canjes genera una disminución en un 4% en la
capacidad utilizada de la flota, presentándose la mayor variación entre el primer y segundo
escenario (5%).
• La producción diaria por formato (Tabla 2, Anexo nº5.B, parte 4) permanece constante para
todos los escenarios.
• En relación al número de cilindros canjeados por Gasco (véase Tabla 3, Anexo nº5.B, Parte 4)
se tiene, en primer lugar para el caso Abastible, una disminución promedio por cambio de
escenario de un 4% (5 Kg.), 1% (11 Kg.), 40% (15 Kg.) y 9% (45 Kg.), donde las variaciones
escenario a escenario tienden a ser medianamente constantes, salvo para 15 Kg. donde
tienen comportamientos irregulares. Para Lipigas, los aumentos por cambio de escenario son
6% (5 Kg.), 1% (11 Kg.), 7% (15 Kg.) y 1% (45 Kg.), con variaciones escenario a escenario
medianamente constantes. Las diferencias en las variaciones se justifican de forma análoga a

176
lo planteado en esta situación para la subestimación de canjes de otras compañías (véase
Tabla 4, Anexo nº5.B, Parte 4).
• A medida que se avanza en los escenarios, el número de casos en que no es posible llevar a
cabo la sensibilidad deseada, producto de problemas con la relación entre canjes e ingresos a
Patios de Colores, aumenta (véase Tabla 5, Anexo nº5.B, Parte 4). Tal como se ha señalado
anteriormente ocurre que en caso de tener una fracción menor a 1 en un escenario, para los
siguientes este valor continuará disminuyendo. Los casos con mayor desfase corresponden al
quinto y sexto período para 15 y 45 Kg.
• Se presenta un comportamiento irregular para la inversión extra para un nuevo pedido de
cilindros nuevos (de 11 Kg). Sin embargo para todos los casos el número necesario es
pequeño (véase Tabla 6, Anexo nº 5.B, Parte 4), sin corresponder a más de un 1% del total de
la función objetivo para ningún escenario.
• Se observa un déficit en stock de cilindros llenos y vacíos que en términos de costo tiene un
impacto medianamente constante de alrededor de entre un 12 y 13% del total de la función
objetivo, variando levemente las fracciones aportadas por cada déficit. Este costo se genera
por el déficit en cilindros de formato 11 Kg. (véase Gráfico 1, Anexo nº5.B, Parte 4), el cual
ocurre únicamente para el inicio del segundo período en llenos y al inicio del tercer período
para vacíos. Los desfases oscilan entre 670 y 685 cilindros, para cilindros llenos y entre 480 y
550 para cilindros vacíos. Tal como puede observarse el margen de diferencia entre
escenarios es muy pequeño, por lo que se puede considerar que permanece medianamente
constante tras los cambios en los canjes. Para el resto de los formatos, los niveles deseados
son alcanzados. Por último, los desfases obtenidos en relación al stock deseado
corresponden a alrededor de 2% para llenos y de alrededor de un 8% para vacíos.
• Se tiene que en términos de variación en los viajes de canje necesarios por período (véase
Tabla 7, Anexo nº5.B, Parte 4), se produce una disminución a tasa decreciente para el caso
Abastible (desde 11 a 5 viajes menos por una reducción extra de 5% en los canjes) y una
disminución regular de alrededor de 5,5 viajes para Lipigas. Para analizar bajo que
circunstancias sería recomendable reducir en un vehículo la flota contratada, se ha estudiado
la relación entre los viajes promedio efectuados por cada vehículo en el escenario 1
(llamémosle ?1) y el número de viajes extra equivalente en costos a la contratación de un
vehículo (llamémosle ?2)40. De esta forma la disminución para cada período en el total de
viajes de canje efectuados es descontado al valor ?1 y, en caso de ser inferior al valor de ?2,
implica que el último camión contratado está efectuando un número de viajes tal, que resulta
conveniente no contratarlo y efectuarlos como viajes extra (véase Tabla 8, Anexo nº5.B Parte
4040 Es decir, en términos de costo cuantos son los viajes extra a partir de los cuales el incorporar un nuevo viaje es de mayor costo que contratar otro vehículo. Este valor surge del cuociente entre el costo unitario de arriendo de un camión y el costo unitario de un viaje extra.

177
4). A partir de lo anterior ha sido posible concluir que ante una variación igual o superior a un
10% resulta conveniente reducir en un vehículo la flota para los cuatro primeros períodos.
Además, ante una variación del 5%, es posible reducir en un vehículo la flota del período 4.
• La necesidad de recurrir a la variable de factibilidad para agregar cilindros a algún Patio de
Colores es prácticamente nula para todos los casos (véase Tabla 9, Anexo nº5.B, Parte 4),
sin corresponder a más de un 2% del total de la función objetivo. Además las cifras
agregadas en ningún caso superan al 1% de los cilindros ingresados al Patio de Colores
respectivo en un día, por lo cual la cifra se considera despreciable.
• La reducción en los stocks de cilindros para canje presenta resultados similares para todos los
escenarios. Por último Se tiene que cada una de estas componentes corresponden a entre un
1 y 2% (beneficio) del costo total para los cinco escenarios.
• No existen ventas perdidas para ningún período.

178
Anexo nº5.B: Otros gráficos sensibilidad sobre parámetros pronosticados.
1. Sensibilidad sobre la demanda: Demanda pronosticada inferior a demanda
real del período.
Tabla 1. Capacidad utilizada de los camiones (incluyendo disponibilidad de viajes extra)
1 2 3 4 5 6Esc 1 75% 73% 78% 66% 79% 80%Esc 2 79% 78% 79% 69% 78% 89%Esc 3 82% 80% 85% 74% 80% 98%Esc 4 86% 84% 90% 78% 93% 100%Esc 5 89% 93% 96% 84% 100% 100%
Capacidad Utilizada de Camiones
Tabla 2. Horas promedio de producción (de acuerdo a capacidades de carruseles definidas por personal Gasco) por período y escenario.
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 10,77 13,20 10,91 10,12 5,27 3,43Esc 2 11,30 13,88 11,49 10,96 5,09 3,60 4,86%Esc 3 11,83 14,53 12,00 11,16 5,80 3,77 4,92%Esc 4 12,36 15,19 12,54 11,68 6,06 3,95 4,55%Esc 5 12,89 15,85 13,11 12,17 6,33 4,12 4,36%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 7,42 7,77 7,33 6,88 5,31 4,09Esc 2 7,79 8,16 7,69 7,14 5,70 4,28 5,05%Esc 3 8,15 8,55 8,06 7,57 5,85 4,50 4,71%Esc 4 8,51 8,94 8,43 7,91 6,12 4,70 4,54%Esc 5 8,85 9,36 8,79 8,17 6,51 4,90 4,38%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,37 9,42 9,03 8,58 7,07 5,27Esc 2 9,84 9,91 9,61 9,14 7,07 5,53 4,87%Esc 3 10,30 10,35 10,10 9,58 7,42 5,79 4,77%
Esc 4 10,76 10,82 10,55 10,00 7,78 6,06 4,55%Esc 5 11,23 11,30 10,84 10,31 8,48 6,32 4,46%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,21 7,23 7,14 7,49 7,49 6,41Esc 2 9,66 7,64 7,57 7,53 7,89 6,93 5,01%Esc 3 10,11 7,91 8,03 7,88 8,27 7,26 4,76%Esc 4 10,57 8,27 8,39 8,25 8,64 7,59 4,54%Esc 5 11,02 8,63 8,74 8,62 9,27 7,77 4,55%
Horas promedio produccion 11 Kg.
Horas promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
Horas promedio produccion 5 Kg.

179
Tabla 3. Cilindros a comprar (los primeros 1179 de cada período se insertan al inicio del segundo
período, mientras los restantes al inicio del tercero). Las columnas (1 a 4) representan formatos de
cilindros.
1 2 3 4Esc 1 0 1179 0 0Esc 2 0 1726 0 0Esc 3 0 2142 0 0Esc 4 0 2262 0 0Esc 5 0 2335 0 0
Escenario
Cilindros a Comprar
Formato
Tabla 4. Número de cilindros canjeados por flota Gasco a otras compañías por formato y período.
Abastible.
1 2 3 4 5 65 Kg. 18300 23370 29220 26640 7860 972011 Kg. 79295 64397 57410 56006 44066 4135815 Kg. 22302 11340 15876 9072 3024 604845 Kg. 3402 1638 2016 378 126 252Total 123299 100745 104522 92096 55076 573785 Kg. 19140 24240 31650 27540 7020 1110011 Kg. 83082 67595 60301 58881 42703 4725215 Kg. 23436 13608 14364 10206 3024 642645 Kg. 3528 2016 1764 504 126 378Total 129186 107459 108079 97131 52873 651565 Kg. 19620 25680 33300 28920 6000 1296011 Kg. 86913 70831 63156 61880 41974 5234415 Kg. 24192 12852 16632 10584 756 1171845 Kg. 3654 2016 2016 504 504 378Total 134379 111379 115104 101888 49234 774005 Kg. 21000 26490 34710 29460 8100 1218011 Kg. 90240 74508 66023 64506 43365 5511415 Kg. 24948 13986 18900 12852 5670 1096245 Kg. 3906 2142 2016 756 504 756Total 140094 117126 121649 107574 57639 790125 Kg. 21900 27750 35940 31620 6750 1326011 Kg. 91536 80226 68911 67030 49342 5397615 Kg. 26082 18900 23058 17388 6426 1171845 Kg. 4032 1890 2520 882 882 252Total 143550 128766 130429 116920 63400 79206
Esc 4
Esc 1
Esc 2
Número de Cilindros Canjeados a Abastible.
Esc 5
Esc 3

180
Tabla 4. Número de cilindros canjeados por flota Gasco a otras compañías por formato y período.
Lipigas.
1 2 3 4 5 65 Kg. 9105 5720 8440 11770 3300 585011 Kg. 42165 34494 36492 36210 19152 2611215 Kg. 8694 17766 10962 10206 12474 982845 Kg. 2646 0 1764 1512 252 1890Total 62610 57980 57658 59698 35178 436805 Kg. 9380 7050 8290 13005 0 930011 Kg. 44136 36216 38316 37461 22200 2599215 Kg. 9072 18522 11718 10584 11340 1171845 Kg. 2898 252 1638 1638 630 1638Total 65486 62040 59962 62688 34170 486485 Kg. 10045 7005 8485 13920 3300 660011 Kg. 46185 37941 40143 39660 25752 2450415 Kg. 9828 18900 12096 11340 11340 1285245 Kg. 3024 0 2268 1638 630 1638Total 69082 63846 62992 66558 41022 455945 Kg. 10325 7350 8485 14700 3300 705011 Kg. 48579 39672 41967 41568 26952 2544015 Kg. 10584 19278 12474 12096 13986 1134045 Kg. 3150 126 2394 1764 630 1764Total 72638 66426 65320 70128 44868 455945 Kg. 10650 7815 9535 14635 2250 855011 Kg. 51000 41391 43791 43359 25728 2880015 Kg. 10962 20034 13230 12474 14742 1134045 Kg. 3276 756 2016 1764 756 1260Total 75888 69996 68572 72232 43476 49950
Número de Cilindros Canjeados a Lipigas.
Esc 1
Esc 2
Esc 3
Esc 4
Esc 5
Tabla 5. Variación en el número de viajes de canje efectuados por flota Gasco ante cambio de escenario.
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 10,7 14,5 1,6 9,3 -3,1 13,1Esc3-Esc2 9,6 5,1 13,6 7,2 -3,9 22,0Esc4-Esc3 10,7 10,5 11,2 12,1 15,2 5,5Esc5-Esc4 6,6 19,5 19,6 17,4 13,6 -3,6
Total 37,7 49,5 45,9 46,0 21,9 37,0
Totales Abastible
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 6,6 8,0 3,5 5,2 2,7 5,1Esc3-Esc2 6,8 1,5 9,5 6,2 9,1 -2,5Esc4-Esc3 7,0 5,1 5,0 6,7 7,9 -0,3Esc5-Esc4 6,3 10,5 2,4 3,8 -0,3 2,6
Total 26,7 25,1 20,4 21,9 19,4 4,9
Totales Lipigas

181
1 2 3 4Esc 1 0 28 0 0Esc 2 0 4 0 0Esc 3 0 28 0 0Esc 4 0 0 0 0Esc 5 0 3 0 0
CI_Canje 1932 3127,98 5033 140
Cilindros a Agregar en Patio Gasco (Abastible)
Tabla 6. Análisis de necesidad de incorpora r vehículos extra a la flota contratada. Las primeras cuatro
filas corresponden a resultados del escenario original. La quinta fila corresponde al número de viajes
de canje que en términos monetarios corresponden a arrendar un vehículo extra. En la segunda tabla
se marcan de color los casos donde el número de viajes extra a efectuar en el período es superior (o
muy cercano) al número de viajes extra equivalentes a un vehículo, por ende, casos e que resulta
conveniente incorporar un vehículo extra ala flota.
Viajes Canje Original 358 281 291 256 159 185Tamaño Flota Original 4 3 3 3 2 2
Promedio por camion 89,5 93,7 97,0 85,3 79,5 92,5
Viajes extra efectuados (sit original)
6 0 0 0 1 5
Viajes Extra equivalentes a 1 camión
62 62 62 62 62 62
Esc2-Esc1 23,3 22,5 5,1 14,5 0,6 23,2Esc3-Esc2 39,7 29,1 28,2 27,8 5,8 42,7Esc4-Esc3 57,5 44,7 44,3 46,7 28,9 47,9Esc5-Esc4 70,4 74,6 66,4 67,9 42,3 46,9
Variacion total en viajes de canje efectuados a través de escenarios
Relaciones a partir de Escenario 1
Tabla 7. Cilindros a agregar en patios de colores por formato y escenario.
1 2 3 4Esc 1 0 10 0 0Esc 2 0 8 0 0Esc 3 0 87 0 0Esc 4 0 516 0 0Esc 5 0 960 0 0
CI_Canje_OC 2288 2735 3865 684
Cilindros a Agregar en Patio Lipigas
1 2 3 4Esc 1 0,00 0,01 0,00 0,00Esc 2 0,00 0,00 0,00 0,00Esc 3 0,00 0,01 0,00 0,00Esc 4 0,00 0,00 0,00 0,00Esc 5 0,00 0,00 0,00 0,00
Tiempo (Dias) Esperado para obtener Stock Necesario1 2 3 4
Esc 1 0,00 0,01 0,00 0,00Esc 2 0,00 0,00 0,00 0,00Esc 3 0,00 0,05 0,00 0,00Esc 4 0,00 0,27 0,00 0,00Esc 5 0,00 0,48 0,00 0,00
Tiempo (Dias) Esperado para obtener Stock Necesario

182
Gráfico 1. Déficit en stock de cilindros llenos y vacíos por período (los formatos no incluidos es porque no existe déficit). El desfase en el primer período (no considerado en la función de costos) corresponde a la diferencia entre la situación inicial real y deseada (en este caso 80% del valor deseado).
0
1000
2000
3000
4000
5000
6000
7000
8000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 11 Kg.
Esc 1Esc 2Esc 3
Esc 4Esc 5
0
200
400
600
800
1000
1200
1400
1 2 3 4 5 6N
°
Período
Variación Gama (Desfase stock vacíos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
05000
10000150002000025000300003500040000
1 2 3 4 5 6
N°
Período
Variación Stock Cils. Llenos 11 Kg.
Dda Orig.
Dda 1.05
Dda 1.1Dda 1.15
Dda 1.20
Stock Deseado
0
2000
4000
6000
8000
10000
12000
14000
1 2 3 4 5 6
N°
Período
Variación Stock Cils. Vacíos 11 Kg.
Esc 1
Esc 2
Esc 3
Esc 4
Esc 5
Stock Deseado

183
2. Sensibilidad sobre la demanda: Demanda pronosticada superior a demanda
real del período.
Tabla 1. Capacidad utilizada de los camiones por período (incluyendo disponibilidad de viajes extra)
1 2 3 4 5 6Esc 1 75% 73% 78% 66% 79% 80%Esc 2 72% 68% 76% 60% 78% 79%Esc 3 68% 64% 71% 52% 78% 78%Esc 4 64% 61% 68% 45% 78% 78%Esc 5 61% 57% 65% 38% 76% 78%
Capacidad Utilizada de Camiones
Gráfico 1. Déficit en stock de cilindros llenos y vacíos (los formatos no incluidos es porque no existe déficit).
0
1000
2000
3000
4000
5000
6000
7000
8000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
0
200
400
600
800
1000
1200
1400
1 2 3 4 5 6
N°
Período
Variación Gama (Desfase stock vacíos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5

184
Tabla 2. Número de cilindros canjeados por flota Gasco a otras compañías por período.
1 2 3 4 5 65 Kg. 18300 23370 29220 26640 7860 972011 Kg. 79295 64397 57410 56006 44066 4135815 Kg. 22302 11340 15876 9072 3024 604845 Kg. 3402 1638 2016 378 126 252Total 123299 100745 104522 92096 55076 573785 Kg. 17610 21750 28800 24990 5400 1080011 Kg. 75460 61175 54456 52363 36910 4562015 Kg. 21546 9828 15876 6048 5292 604845 Kg. 3276 1134 2268 504 126 126Total 117892 93887 101400 83905 47728 625945 Kg. 16770 20880 27000 19950 9480 972011 Kg. 71649 57943 51350 44063 41459 4255815 Kg. 20790 9072 15120 7938 378 831645 Kg. 3024 1134 2142 504 126 0Total 112233 89029 95612 72455 51443 605945 Kg. 15240 18960 26940 18600 9720 870011 Kg. 67842 54724 48547 41784 37158 4182915 Kg. 19656 8316 14742 756 8694 604845 Kg. 2898 1008 2016 504 126 0Total 105636 83008 92245 61644 55698 565775 Kg. 15060 17760 24840 16500 9720 864011 Kg. 64034 51435 45826 40727 33558 3949615 Kg. 18900 7182 14364 0 2268 1247445 Kg. 2772 882 2016 126 252 126Total 100766 77259 87046 57353 45798 60736
Esc 4
Esc 1
Esc 2
Número de Cilindros Canjeados a Abastible.
Esc 5
Esc 3
1 2 3 4 5 65 Kg. 9105 5720 8440 11770 3300 585011 Kg. 42165 34494 36492 36210 19152 2611215 Kg. 8694 17766 10962 10206 12474 982845 Kg. 2646 0 1764 1512 252 1890Total 62610 57980 57658 59698 35178 436805 Kg. 8995 5570 8305 9900 3235 653511 Kg. 40185 32766 34347 33432 22743 2149515 Kg. 8316 17010 10584 9450 11718 945045 Kg. 2520 0 1512 1386 630 1512Total 60016 55346 54748 54168 38326 389925 Kg. 7855 5395 8550 8100 4800 570011 Kg. 38211 30849 32928 32064 17712 2378415 Kg. 7560 16632 9828 4914 15498 869445 Kg. 2268 0 1512 1386 504 1386Total 55894 52876 52818 46464 38514 395645 Kg. 8155 5630 6900 7455 3150 730511 Kg. 36243 28872 30936 31029 17400 2157315 Kg. 7182 15876 9450 3780 10962 1247445 Kg. 2268 0 1386 1260 378 1386Total 53848 50378 48672 43524 31890 427385 Kg. 7025 5650 6935 8400 3150 540011 Kg. 34203 26982 29805 24696 19200 2155215 Kg. 6804 15120 8694 3024 15120 793845 Kg. 2142 0 1260 630 882 1386Total 50174 47752 46694 36750 38352 36276
Número de Cilindros Canjeados a Lipigas.
Esc 1
Esc 2
Esc 3
Esc 4
Esc 5

185
Tabla 3: Fracción de los canjes efectuados entre Gasco y compañía k que son efectuados por Gasco.
1 2 3 4 5 65 Kg. 48% 46% 74% 68% 53% 70%11 Kg. 96% 68% 67% 70% 85% 90%15 Kg. 24% 10% 16% 10% 5% 12%45 Kg. 59% 34% 40% 8% 3% 6%Total 56% 38% 46% 44% 42% 50%5 Kg. 48% 45% 74% 68% 45% 73%11 Kg. 96% 68% 67% 69% 83% 91%15 Kg. 25% 9% 17% 8% 9% 12%45 Kg. 59% 28% 44% 11% 3% 3%Total 57% 38% 46% 43% 40% 53%5 Kg. 48% 46% 74% 64% 60% 72%11 Kg. 96% 68% 67% 67% 85% 91%15 Kg. 25% 9% 17% 10% 1% 17%45 Kg. 59% 29% 44% 11% 3% 0%Total 57% 38% 46% 40% 43% 54%5 Kg. 47% 45% 75% 64% 62% 71%11 Kg. 96% 68% 67% 67% 85% 91%15 Kg. 25% 9% 18% 1% 16% 14%45 Kg. 59% 28% 43% 12% 4% 0%Total 57% 37% 47% 38% 47% 53%5 Kg. 49% 45% 75% 63% 63% 72%11 Kg. 96% 68% 67% 68% 84% 91%15 Kg. 25% 8% 18% 0% 5% 26%45 Kg. 59% 26% 45% 3% 7% 4%Total 57% 37% 47% 38% 43% 57%
Fracción Canjes, efectuados por Gasco a Abastible
Esc 2
Esc 3
Esc 4
Esc 5
Esc 1
1 2 3 4 5 65 Kg. 45% 23% 41% 62% 46% 82%11 Kg. 91% 67% 77% 82% 80% 88%15 Kg. 21% 26% 24% 23% 42% 38%45 Kg. 50% 0% 42% 36% 8% 47%Total 55% 39% 49% 54% 55% 66%5 Kg. 46% 24% 42% 59% 47% 85%11 Kg. 91% 67% 77% 82% 83% 87%15 Kg. 21% 26% 24% 23% 42% 38%45 Kg. 50% 0% 39% 35% 19% 43%Total 55% 39% 49% 53% 58% 64%5 Kg. 43% 24% 44% 56% 58% 83%11 Kg. 91% 67% 78% 82% 80% 88%15 Kg. 20% 27% 24% 14% 50% 38%45 Kg. 49% 0% 41% 37% 16% 42%Total 54% 39% 50% 50% 60% 66%5 Kg. 46% 26% 40% 55% 49% 87%11 Kg. 91% 66% 77% 82% 81% 88%15 Kg. 20% 27% 24% 12% 43% 48%45 Kg. 50% 0% 40% 36% 13% 43%Total 55% 39% 49% 50% 57% 69%5 Kg. 44% 27% 42% 59% 50% 84%11 Kg. 91% 66% 78% 80% 83% 89%15 Kg. 20% 27% 24% 10% 53% 38%45 Kg. 50% 0% 39% 23% 28% 45%Total 55% 40% 49% 47% 63% 67%
Fracción Canjes efectuados por Gasco a Lipigas
Esc 3
Esc 4
Esc 1
Esc 2
Esc 5

186
Tabla 4. Relación entre canjes OC utilizados en el modelo y los que debieran haber sido utilizados
según escenario dado. En color se tienen los casos en que los canjes utilizados son inferiores a los
que el escenario definía.
Escenario Formato 1 2 3 4 5 61 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,00
Esc2
Esc 3
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Abastible
Esc 4
Esc 5
Escenario Formato 1 2 3 4 5 61 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,98 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,00
Esc 3
Esc 4
Esc 5
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Lipigas
Esc2

187
Tabla 5. Horas promedio de producción (de acuerdo a capacidades carruseles definidas por personal Gasco).
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 10,77 13,20 10,91 10,12 5,27 3,43Esc 2 10,24 12,55 10,35 9,60 5,01 3,26 -5,01%Esc 3 9,71 11,89 9,82 9,08 5,08 2,80 -5,18%Esc 4 9,18 11,22 9,39 8,57 4,33 2,92 -5,72%Esc 5 8,65 10,58 8,71 8,04 4,61 2,41 -5,71%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 7,42 7,77 7,33 6,88 5,31 4,09Esc 2 7,06 7,38 6,96 6,51 5,09 3,86 -4,98%Esc 3 6,70 6,99 6,60 6,10 4,87 3,68 -5,24%Esc 4 6,33 6,60 6,24 5,78 4,58 3,47 -5,56%Esc 5 5,97 6,21 5,88 5,40 4,33 3,27 -5,86%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,37 9,42 9,03 8,58 7,07 5,27Esc 2 8,91 8,94 8,76 8,21 6,43 5,00 -5,10%Esc 3 8,45 8,47 8,30 7,74 6,12 4,74 -5,25%
Esc 4 7,98 8,00 7,85 7,17 5,93 4,48 -5,49%Esc 5 7,52 7,53 7,40 6,73 5,60 4,21 -5,87%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,21 7,23 7,14 7,49 7,49 6,41Esc 2 8,75 6,85 6,96 6,99 7,19 5,99 -4,97%Esc 3 8,27 6,50 6,46 6,80 6,80 5,65 -5,26%Esc 4 7,84 6,11 6,10 6,44 6,41 5,32 -5,54%Esc 5 7,39 5,79 5,89 5,64 6,01 5,28 -5,86%
Horas promedio produccion 11 Kg.
Horas promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
Horas promedio produccion 5 Kg.
Tabla 6. Variación en el número de viajes de canje efectuados por flota Gasco ante cambio de
escenario.
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 -9,8 -14,7 -3,1 -13,3 -9,2 7,0Esc3-Esc2 -11,0 -7,9 -9,7 -14,4 0,5 -2,2Esc4-Esc3 -11,4 -10,0 -6,7 -21,0 11,5 -7,2Esc5-Esc4 -9,3 -10,2 -7,4 -8,7 -19,2 11,4
Total -41,6 -42,8 -26,8 -57,5 -16,3 9,1
Totales Abastible
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 -5,3 -4,7 -6,7 -9,2 7,5 -11,2Esc3-Esc2 -8,2 -4,2 -3,8 -14,1 0,4 0,2Esc4-Esc3 -3,8 -4,8 -6,8 -6,0 -13,3 6,2Esc5-Esc4 -6,4 -4,8 -4,6 -16,8 16,6 -11,9
Total -23,8 -18,5 -22,0 -46,0 11,3 -16,6
Totales Lipigas

188
Tabla 7. Cilindros a agregar en patios de colores (primera tabla corresponde a cilindros con castigo bajo y la segunda con castigo alto).
1 2 3 4Esc 1 0 28 0 0Esc 2 0 0 0 8Esc 3 0 0 0 0Esc 4 0 0 0 0Esc 5 0 0 0 0
CI_Canje 1932 3127,98 5033 140
Cilindros a Agregar en Patio Gasco (Abastible)
Tabla 8. Análisis de posibilidad de reducir tamaño de flota a través de escenarios . Las celdas de color corresponden a los casos que se encuentran cercanos a situación de borde en relación a flota necesaria.
Viajes Canje Original 358 281 291 256 159 185Tamaño Flota Original 4 3 3 3 2 2
Promedio por camion 89,5 93,7 97,0 85,3 79,5 92,5Viajes Extra equivalentes a 1
camión 62 62 62 62 62 62
Esc2-Esc1 74,3 74,3 87,1 62,9 77,8 88,4Esc3-Esc2 55,1 62,2 73,7 34,4 78,8 86,4Esc4-Esc3 39,8 47,5 60,2 7,4 77,0 85,4Esc5-Esc4 24,1 32,4 48,2 -18,2 74,5 84,9
Viajes de Canje que haría último camión producto de cambio de escenario
Relaciones a partir de Escenario 1
1 2 3 4Esc 1 0 10 0 0Esc 2 0 0 0 0Esc 3 0 0 0 0Esc 4 0 0 0 18Esc 5 0 0 0 0
CI_Canje_OC 2288 2735 3865 684
Cilindros a Agregar en Patio Lipigas

189
3. Sensibilidad sobre canjes: canjes pronosticados inferiores a valor real del
período.
Tabla 1. Capacidad utilizada de los camiones (incluyendo disponibilidad de viajes extra)
1 2 3 4 5 6Esc 1 75% 73% 78% 66% 79% 80%Esc 2 79% 79% 84% 72% 78% 93%Esc 3 82% 86% 90% 77% 82% 100%Esc 4 86% 94% 96% 81% 100% 97%Esc 5 92% 100% 100% 88% 100% 100%
Capacidad Utilizada de Camiones
Gráfico 1. Déficit en stock de cilindros llenos y vacíos (los formatos no incluidos es porque no existe déficit)
0
200
400
600
800
1000
1200
1400
1 2 3 4 5 6
N°
Período
Variación Gama (Desfase stock vacíos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
0
1000
2000
3000
4000
5000
6000
7000
8000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5

190
Tabla 2. Horas promedio de producción (de acuerdo a capacidades carruseles definidas por personal Gasco).
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 10,77 13,20 10,91 10,12 5,27 3,43Esc 2 10,77 13,21 10,96 10,37 4,90 3,43 -0,13%Esc 3 10,77 13,22 10,90 10,49 5,24 3,08 0,09%Esc 4 10,77 13,21 10,91 10,27 5,10 3,43 -0,02%Esc 5 10,77 13,21 10,98 10,41 4,83 3,43 -0,09%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 7,42 7,77 7,33 6,88 5,31 4,09Esc 2 7,42 7,77 7,33 6,88 5,32 4,08 0,01%Esc 3 7,42 7,77 7,33 6,86 5,33 4,09 0,00%Esc 4 7,42 7,77 7,33 6,86 5,33 4,09 0,00%Esc 5 7,42 7,77 7,33 6,88 5,31 4,09 -0,01%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,37 9,42 9,03 8,58 7,07 5,27Esc 2 9,37 9,41 9,20 8,70 6,72 5,27 -0,12%Esc 3 9,37 9,41 9,04 8,58 7,07 5,27 0,13%
Esc 4 9,37 9,42 9,19 8,71 7,13 4,91 0,00%Esc 5 9,37 9,44 9,01 8,58 7,43 4,96 0,11%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,21 7,23 7,14 7,49 7,49 6,41Esc 2 9,21 7,22 7,29 7,36 7,56 6,33 0,02%Esc 3 9,21 7,20 7,30 7,15 7,52 6,60 0,00%Esc 4 9,21 7,19 7,18 7,50 7,58 6,33 0,00%Esc 5 9,21 7,27 7,24 7,35 7,58 6,32 0,00%
Horas promedio produccion 11 Kg.
Horas promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
Horas promedio produccion 5 Kg.
Tabla 3. Cilindros a comprar (los primeros 1179 de cada período se insertan al inicio del segundo
período, mientras los restantes al inicio del tercero)
1 2 3 4Esc 1 0 1179 0 0Esc 2 0 1204 0 0Esc 3 0 1204 0 0Esc 4 0 1207 0 0Esc 5 0 1216 0 0
Escenario
Cilindros a Comprar
Formato

191
Tabla 4. Número de cilindros canjeados por flota Gasco a otras compañías.
1 2 3 4 5 65 Kg. 18300 23370 29220 26640 7860 972011 Kg. 79295 64397 57410 56006 44066 4135815 Kg. 22302 11340 15876 9072 3024 604845 Kg. 3402 1638 2016 378 126 252Total 123299 100745 104522 92096 55076 573785 Kg. 19230 24270 31050 26550 9720 840011 Kg. 79453 65884 58837 57432 38958 4739715 Kg. 25704 16254 20034 13230 378 1398645 Kg. 3528 1638 2268 756 252 378Total 127915 108046 112189 97968 49308 701615 Kg. 19890 26430 30780 27630 9300 894011 Kg. 79626 67375 60267 58094 42093 4532815 Kg. 29484 21168 24192 17010 756 1852245 Kg. 3528 1764 2520 1008 504 504Total 132528 116737 117759 103742 52653 732945 Kg. 21030 27810 30990 24300 10800 1242011 Kg. 79812 68851 61699 59295 42020 4601315 Kg. 32886 26838 27594 21168 11340 1285245 Kg. 3654 2394 2268 1134 756 756Total 137382 125893 122551 105897 64916 720415 Kg. 22560 28620 31950 28890 7560 1188011 Kg. 79968 70343 63133 61113 41234 4688215 Kg. 36288 33264 30618 24948 13986 1096245 Kg. 3906 2394 2394 1386 1008 882Total 142722 134621 128095 116337 63788 70606
Esc 4
Esc 1
Esc 2
Número de Cilindros Canjeados a Abastible.
Esc 5
Esc 3
1 2 3 4 5 65 Kg. 9105 5720 8440 11770 3300 585011 Kg. 42165 34494 36492 36210 19152 2611215 Kg. 8694 17766 10962 10206 12474 982845 Kg. 2646 0 1764 1512 252 1890Total 62610 57980 57658 59698 35178 436805 Kg. 9510 7500 8440 11610 3000 773511 Kg. 42378 35352 37020 36378 22320 2382315 Kg. 10584 20034 12852 11718 13230 1058445 Kg. 2898 0 1764 1638 882 1512Total 65370 62886 60076 61344 39432 436545 Kg. 10390 7905 8785 13585 3300 645011 Kg. 42588 36213 37551 36135 20352 2637615 Kg. 12096 22680 14364 13608 13608 1171845 Kg. 3024 126 1890 1764 1008 1638Total 68098 66924 62590 65092 38268 461825 Kg. 10795 8635 10135 12900 4500 587011 Kg. 42801 37071 38079 36576 20880 2662215 Kg. 13986 24948 16254 15498 14742 1209645 Kg. 3150 0 2394 1890 1134 1764Total 70732 70654 66862 66864 41256 463525 Kg. 10820 10220 11400 12900 2250 765011 Kg. 43014 37926 38616 37776 20928 2630415 Kg. 20412 22680 18144 17010 13230 1512045 Kg. 3276 630 2142 2016 1260 1890Total 77522 71456 70302 69702 37668 50964
Número de Cilindros Canjeados a Lipigas.
Esc 1
Esc 2
Esc 3
Esc 4
Esc 5

192
Tabla 5. Variación en la fracción sobre el total de los canjes entre Gasco y la compañía k, que son
efectuados por flota Gasco.
1 2 3 4 5 65 Kg. 48% 46% 74% 68% 53% 70%11 Kg. 96% 68% 67% 70% 85% 90%15 Kg. 24% 10% 16% 10% 5% 12%45 Kg. 59% 34% 40% 8% 3% 6%Total 56% 38% 46% 44% 42% 50%5 Kg. 50% 48% 76% 69% 59% 67%11 Kg. 96% 70% 69% 71% 84% 91%15 Kg. 28% 14% 21% 15% 1% 25%45 Kg. 61% 36% 44% 15% 6% 9%Total 59% 41% 49% 46% 41% 56%5 Kg. 53% 52% 77% 71% 60% 70%11 Kg. 96% 72% 70% 73% 86% 91%15 Kg. 32% 19% 25% 19% 1% 31%45 Kg. 62% 39% 48% 20% 12% 12%Total 61% 44% 52% 49% 44% 58%5 Kg. 55% 54% 78% 70% 65% 77%11 Kg. 96% 73% 72% 74% 86% 92%15 Kg. 36% 24% 29% 24% 19% 25%45 Kg. 64% 47% 46% 23% 18% 18%Total 63% 48% 54% 51% 51% 59%5 Kg. 59% 56% 79% 75% 57% 78%11 Kg. 97% 75% 73% 76% 87% 93%15 Kg. 40% 29% 32% 29% 24% 23%45 Kg. 67% 49% 49% 28% 24% 21%Total 65% 51% 57% 55% 52% 60%
Fracción Canjes, efectuados por Gasco a Abastible
Esc 2
Esc 3
Esc 4
Esc 5
Esc 1
1 2 3 4 5 65 Kg. 45% 23% 41% 62% 46% 82%11 Kg. 91% 67% 77% 82% 80% 88%15 Kg. 21% 26% 24% 23% 42% 38%45 Kg. 50% 0% 42% 36% 8% 47%Total 55% 39% 49% 54% 55% 66%5 Kg. 47% 29% 42% 63% 45% 87%11 Kg. 91% 68% 79% 83% 83% 88%15 Kg. 25% 30% 28% 27% 45% 41%45 Kg. 54% 0% 43% 39% 24% 43%Total 57% 42% 51% 56% 59% 67%5 Kg. 50% 32% 45% 68% 48% 85%11 Kg. 92% 70% 80% 83% 82% 89%15 Kg. 29% 33% 32% 31% 47% 45%45 Kg. 56% 3% 46% 42% 28% 46%Total 59% 45% 54% 59% 60% 69%5 Kg. 53% 35% 50% 68% 58% 85%11 Kg. 92% 72% 81% 84% 83% 90%15 Kg. 33% 37% 36% 35% 50% 47%45 Kg. 58% 0% 53% 45% 32% 49%Total 62% 48% 57% 61% 63% 70%5 Kg. 54% 40% 54% 69% 42% 88%11 Kg. 93% 73% 82% 86% 84% 90%15 Kg. 43% 36% 40% 39% 49% 54%45 Kg. 61% 15% 52% 49% 35% 53%Total 65% 50% 60% 63% 62% 74%
Fracción Canjes efectuados por Gasco a Lipigas
Esc 3
Esc 4
Esc 1
Esc 2
Esc 5
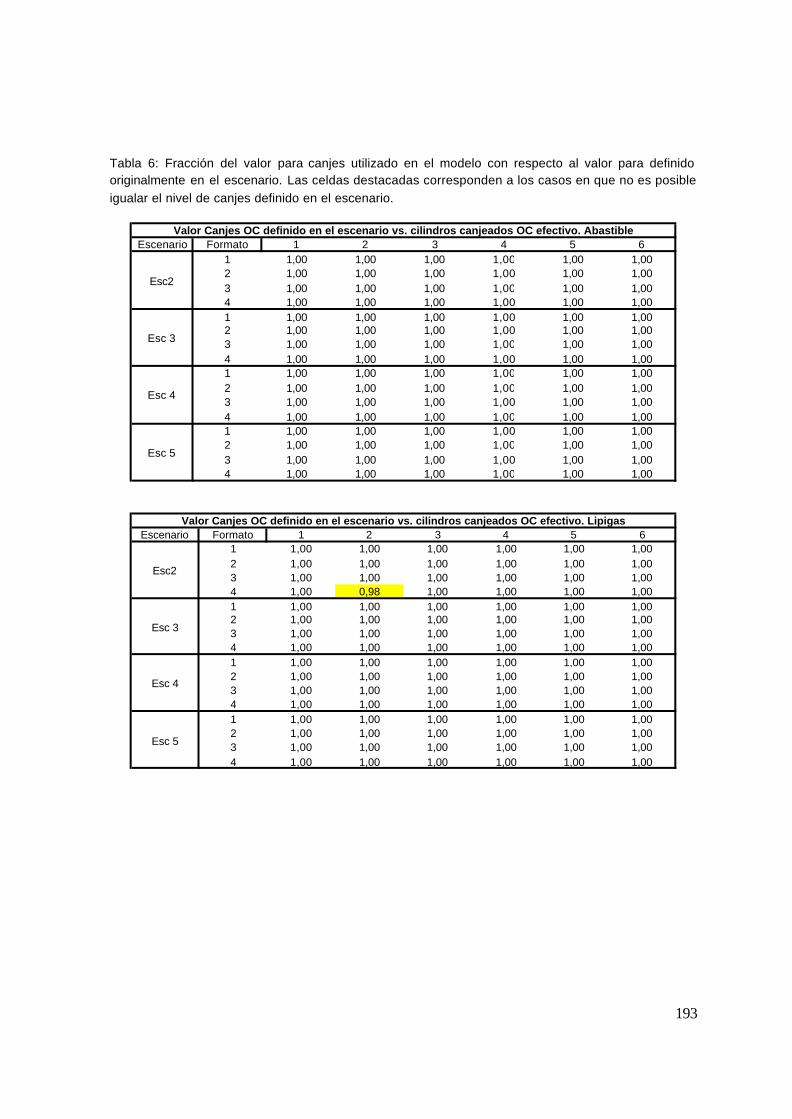
193
Tabla 6: Fracción del valor para canjes utilizado en el modelo con respecto al valor para definido originalmente en el escenario. Las celdas destacadas corresponden a los casos en que no es posible igualar el nivel de canjes definido en el escenario.
Escenario Formato 1 2 3 4 5 61 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,00
Esc2
Esc 3
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Abastible
Esc 4
Esc 5
Escenario Formato 1 2 3 4 5 61 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,98 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 1,00 1,00
Esc 3
Esc 4
Esc 5
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Lipigas
Esc2

194
Tabla 7. Variación en el número de viajes de canje efectuados por flota Gasco ante cambio de escenario.
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 9,8 14,3 15,6 14,8 -11,5 27,5Esc3-Esc2 9,3 16,6 13,6 12,7 7,9 8,2Esc4-Esc3 10,1 21,9 8,0 9,2 27,0 -6,0Esc5-Esc4 11,5 17,5 11,1 18,0 3,7 -2,2
Total 40,6 70,2 48,2 54,7 27,0 27,7
Totales Abastible
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 7,1 8,2 5,1 4,6 12,2 -3,6Esc3-Esc2 5,6 8,8 5,7 6,8 -1,1 6,6Esc4-Esc3 6,0 6,1 10,7 5,4 5,6 1,8Esc5-Esc4 15,8 3,4 4,1 6,5 -4,3 9,0
Total 34,6 26,4 25,6 23,2 12,4 13,8
Totales Lipigas
Tabla 8. Análisis necesidad de incorporar vehículos extra a flota contratada a través de escenarios.
Las celdas de color corresponden a los casos que se encuentran cercanos a situación de borde en
relación a flota necesaria.
Viajes Canje Original 358 281 291 256 159 185Tamaño Flota Original 4 3 3 3 2 2
Promedio por camion 89,5 93,7 97,0 85,3 79,5 92,5
Viajes extra efectuados (sit original)
6 0 0 0 1 5
Viajes Extra equivalentes a 1 camión 62 62 62 62 62 62
Esc2-Esc1 22,9 22,4 20,6 19,4 1,6 28,9Esc3-Esc2 37,9 47,8 39,9 38,9 8,4 43,8Esc4-Esc3 54,0 75,7 58,6 53,4 41,1 39,6Esc5-Esc4 81,2 96,6 73,8 77,9 40,4 46,5
Variacion total en viajes de canje efectuados a través de escenarios
Relaciones a partir de Escenario 1
Tabla 9. Cilindros a agregar en patios de colores
1 2 3 4Esc 1 0 10 0 0Esc 2 0 7 0 0Esc 3 0 4 0 0Esc 4 0 1 0 0Esc 5 0 0 0 0
CI_Canje_OC 2288 2735 3865 684
Cilindros a Agregar en Patio Lipigas
1 2 3 4Esc 1 0,00 0,01 0,00 0,00Esc 2 0,00 0,00 0,00 0,00Esc 3 0,00 0,00 0,00 0,00Esc 4 0,00 0,00 0,00 0,00Esc 5 0,00 0,00 0,00 0,00
Tiempo (Dias) Esperado para obtener Stock Necesario
1 2 3 4Esc 1 0 28 0 0Esc 2 0 7 0 0Esc 3 0 9 0 0Esc 4 0 11 0 0Esc 5 0 1 0 0
CI_Canje 1932 3127,98 5033 140
Cilindros a Agregar en Patio Gasco (Abastible)
1 2 3 4Esc 1 0,00 0,01 0,00 0,00Esc 2 0,00 0,00 0,00 0,00Esc 3 0,00 0,00 0,00 0,00Esc 4 0,00 0,00 0,00 0,00Esc 5 0,00 0,00 0,00 0,00
Tiempo (Dias) Esperado para obtener Stock Necesario

195
4. Sensibilidad sobre canjes: canjes pronosticados superiores a valor real del
período.
Tabla 1. Capacidad utilizada de los camiones (incluyendo disponibilidad de viajes extra)
1 2 3 4 5 6Esc 1 75% 73% 78% 66% 79% 80%Esc 2 71% 64% 73% 56% 78% 78%Esc 3 68% 58% 68% 47% 78% 78%Esc 4 64% 51% 63% 42% 74% 77%Esc 5 60% 47% 59% 42% 70% 76%
Capacidad Utilizada de Camiones
Tabla 2. Horas promedio de producción (de acuerdo a capacidades carruseles definidas por personal Gasco).
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 10,77 13,20 10,91 10,12 5,27 3,43Esc 2 10,77 13,21 10,90 10,12 5,55 3,19 0,08%Esc 3 10,77 13,20 10,97 10,09 5,24 3,43 -0,09%Esc 4 10,77 13,21 10,97 10,06 5,27 3,43 0,01%Esc 5 10,77 13,21 10,95 10,07 5,27 3,43 0,00%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 7,42 7,77 7,33 6,88 5,31 4,09Esc 2 7,42 7,77 7,33 6,81 5,39 4,09 0,04%Esc 3 7,42 7,77 7,33 6,80 5,41 4,09 0,01%Esc 4 7,42 7,77 7,33 6,80 5,41 4,09 0,00%Esc 5 7,42 7,77 7,33 6,80 5,41 4,09 0,00%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,37 9,42 9,03 8,58 7,07 5,27Esc 2 9,37 9,41 9,20 8,69 6,74 5,27 -0,12%Esc 3 9,37 9,41 9,20 8,58 6,87 5,27 0,04%
Esc 4 9,37 9,41 9,20 8,60 6,84 5,27 -0,01%Esc 5 9,37 9,43 9,02 8,58 7,36 5,01 0,17%
1 2 3 4 5 6 Var. Pdio. Hrs.Esc 1 9,21 7,23 7,14 7,49 7,49 6,41Esc 2 9,21 7,20 7,32 7,15 7,52 6,60 0,03%Esc 3 9,21 7,20 7,32 7,33 7,57 6,35 0,00%Esc 4 9,21 7,19 7,18 7,40 7,55 6,45 0,00%Esc 5 9,21 7,19 7,18 7,41 7,58 6,42 0,01%
Horas promedio produccion 5 Kg.
Horas promedio produccion 11 Kg.
Horas promedio produccion 15 Kg.
Horas promedio produccion 45 Kg.
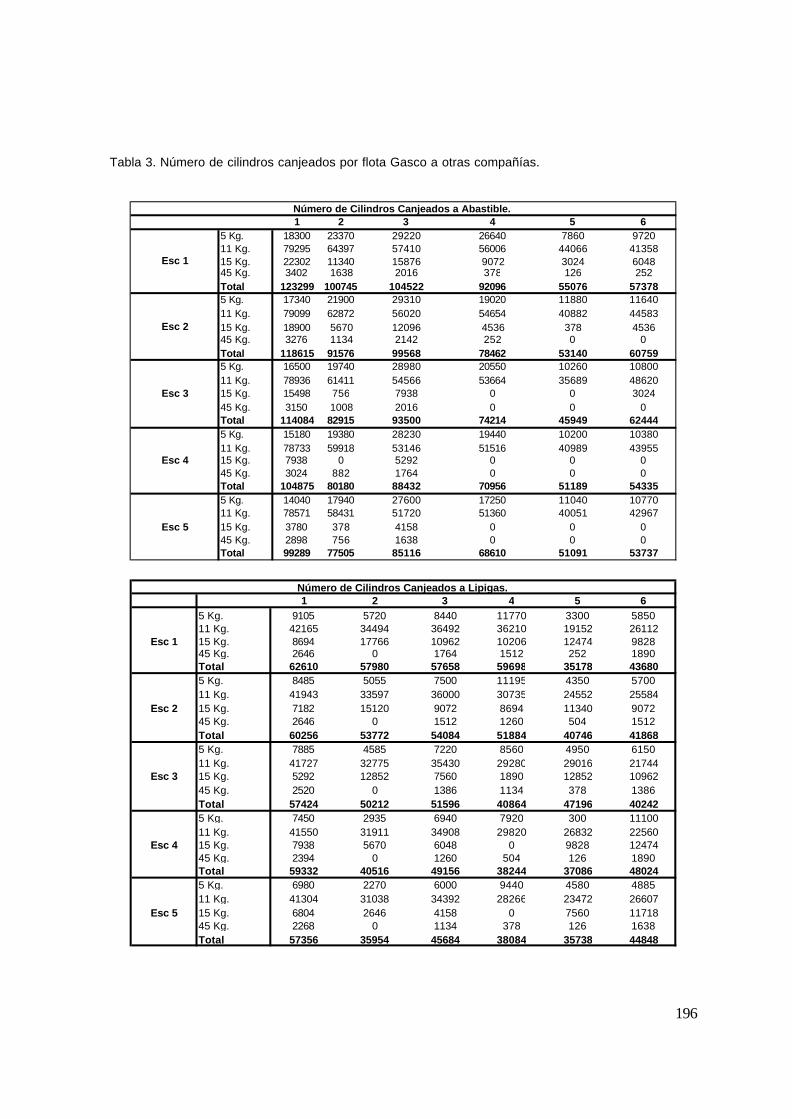
196
Tabla 3. Número de cilindros canjeados por flota Gasco a otras compañías.
1 2 3 4 5 65 Kg. 18300 23370 29220 26640 7860 972011 Kg. 79295 64397 57410 56006 44066 4135815 Kg. 22302 11340 15876 9072 3024 604845 Kg. 3402 1638 2016 378 126 252Total 123299 100745 104522 92096 55076 573785 Kg. 17340 21900 29310 19020 11880 1164011 Kg. 79099 62872 56020 54654 40882 4458315 Kg. 18900 5670 12096 4536 378 453645 Kg. 3276 1134 2142 252 0 0Total 118615 91576 99568 78462 53140 607595 Kg. 16500 19740 28980 20550 10260 1080011 Kg. 78936 61411 54566 53664 35689 4862015 Kg. 15498 756 7938 0 0 302445 Kg. 3150 1008 2016 0 0 0Total 114084 82915 93500 74214 45949 624445 Kg. 15180 19380 28230 19440 10200 1038011 Kg. 78733 59918 53146 51516 40989 4395515 Kg. 7938 0 5292 0 0 045 Kg. 3024 882 1764 0 0 0Total 104875 80180 88432 70956 51189 543355 Kg. 14040 17940 27600 17250 11040 1077011 Kg. 78571 58431 51720 51360 40051 4296715 Kg. 3780 378 4158 0 0 045 Kg. 2898 756 1638 0 0 0Total 99289 77505 85116 68610 51091 53737
Esc 5
Esc 3
Número de Cilindros Canjeados a Abastible.
Esc 4
Esc 1
Esc 2
1 2 3 4 5 65 Kg. 9105 5720 8440 11770 3300 585011 Kg. 42165 34494 36492 36210 19152 2611215 Kg. 8694 17766 10962 10206 12474 982845 Kg. 2646 0 1764 1512 252 1890Total 62610 57980 57658 59698 35178 436805 Kg. 8485 5055 7500 11195 4350 570011 Kg. 41943 33597 36000 30735 24552 2558415 Kg. 7182 15120 9072 8694 11340 907245 Kg. 2646 0 1512 1260 504 1512Total 60256 53772 54084 51884 40746 418685 Kg. 7885 4585 7220 8560 4950 615011 Kg. 41727 32775 35430 29280 29016 2174415 Kg. 5292 12852 7560 1890 12852 1096245 Kg. 2520 0 1386 1134 378 1386Total 57424 50212 51596 40864 47196 402425 Kg. 7450 2935 6940 7920 300 1110011 Kg. 41550 31911 34908 29820 26832 2256015 Kg. 7938 5670 6048 0 9828 1247445 Kg. 2394 0 1260 504 126 1890Total 59332 40516 49156 38244 37086 480245 Kg. 6980 2270 6000 9440 4580 488511 Kg. 41304 31038 34392 28266 23472 2660715 Kg. 6804 2646 4158 0 7560 1171845 Kg. 2268 0 1134 378 126 1638Total 57356 35954 45684 38084 35738 44848
Esc 2
Esc 3
Esc 4
Esc 5
Número de Cilindros Canjeados a Lipigas.
Esc 1

197
Tabla 4: Fracción de los canjes efectuados entre Gasco y compañía k que son efectuados por Gasco.
1 2 3 4 5 65 Kg. 48% 46% 74% 68% 53% 70%11 Kg. 96% 68% 67% 70% 85% 90%15 Kg. 24% 10% 16% 10% 5% 12%45 Kg. 59% 34% 40% 8% 3% 6%Total 56% 38% 46% 44% 42% 50%5 Kg. 45% 43% 73% 60% 62% 72%11 Kg. 95% 67% 65% 68% 83% 90%15 Kg. 21% 5% 12% 5% 1% 9%45 Kg. 57% 26% 40% 5% 0% 0%Total 54% 35% 44% 39% 40% 50%5 Kg. 43% 39% 72% 60% 57% 70%11 Kg. 95% 65% 64% 67% 81% 90%15 Kg. 17% 1% 8% 0% 0% 6%45 Kg. 55% 23% 37% 0% 0% 0%Total 52% 32% 41% 36% 37% 49%5 Kg. 40% 38% 70% 58% 56% 68%11 Kg. 95% 64% 62% 65% 82% 89%15 Kg. 9% 0% 5% 0% 0% 0%45 Kg. 53% 20% 33% 0% 0% 0%Total 49% 30% 39% 35% 39% 45%5 Kg. 37% 35% 69% 54% 57% 68%11 Kg. 95% 62% 60% 64% 81% 88%15 Kg. 4% 0% 4% 0% 0% 0%45 Kg. 50% 17% 31% 0% 0% 0%Total 46% 29% 38% 33% 39% 45%
Esc 3
Esc 4
Esc 5
Esc 2
Esc 1
Fracción Canjes, efectuados por Gasco a Abastible
1 2 3 4 5 65 Kg. 45% 23% 41% 62% 46% 82%11 Kg. 91% 67% 77% 82% 80% 88%15 Kg. 21% 26% 24% 23% 42% 38%45 Kg. 50% 0% 42% 36% 8% 47%Total 55% 39% 49% 54% 55% 66%5 Kg. 42% 20% 37% 60% 51% 81%11 Kg. 90% 65% 76% 79% 83% 87%15 Kg. 17% 22% 20% 20% 39% 35%45 Kg. 49% 0% 37% 31% 14% 40%Total 53% 36% 46% 49% 57% 64%5 Kg. 39% 18% 35% 52% 54% 82%11 Kg. 90% 63% 75% 77% 84% 85%15 Kg. 13% 19% 17% 5% 41% 38%45 Kg. 46% 0% 34% 28% 11% 37%Total 50% 34% 44% 42% 60% 62%5 Kg. 36% 12% 33% 49% 6% 88%11 Kg. 89% 62% 74% 77% 83% 85%15 Kg. 17% 9% 13% 0% 33% 40%45 Kg. 44% 0% 31% 14% 4% 44%Total 50% 28% 42% 39% 53% 65%5 Kg. 34% 9% 29% 52% 49% 76%11 Kg. 89% 60% 73% 75% 80% 86%15 Kg. 14% 4% 9% 0% 27% 38%45 Kg. 42% 0% 28% 11% 4% 39%Total 48% 25% 39% 38% 51% 62%
Esc 5
Esc 2
Esc 3
Esc 4
Esc 1
Fracción Canjes efectuados por Gasco a Lipigas

198
Tabla 5. Relación entre canjes OC utilizados en el modelo y los que debieran haber sido utilizados
según escenario dado. Las celdas destacadas corresponden a los casos en que no es posible igualar
el nivel de canjes definido en el escenario.
Escenario Formato 1 2 3 4 5 61 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 1,00 1,00 1,00 0,99 0,981 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 0,96 1,004 1,00 1,00 1,00 1,00 0,94 0,931 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 0,98 0,97 0,92 0,994 1,00 1,00 1,00 0,97 0,90 0,891 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 0,97 0,94 0,93 0,88 0,954 1,00 1,00 1,00 0,93 0,87 0,86
Esc 5
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Abastible
Esc 4
Esc2
Esc 3
Escenario Formato 1 2 3 4 5 61 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,88 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,84 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,81 1,00 1,00 1,00 1,001 1,00 1,00 1,00 1,00 1,00 1,002 1,00 1,00 1,00 1,00 1,00 1,003 1,00 1,00 1,00 1,00 1,00 1,004 1,00 0,77 1,00 1,00 1,00 1,00
Valor Canjes OC definido en el escenario vs. cilindros canjeados OC efectivo. Lipigas
Esc2
Esc 5
Esc 3
Esc 4
Tabla 6. Variación en segunda compra de cilindros nuevos
1 2 3 4Esc 1 0 1179 0 0Esc 2 0 1206 0 0Esc 3 0 1196 0 0Esc 4 0 1179 0 0Esc 5 0 1193 0 0
FormatoEscenario
Cilindros a Comprar

199
Tabla 7. Variación en el número de viajes de canje efectuados por flota Gasco ante cambio de escenario.
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 -9,9 -20,9 -9,5 -20,7 -8,5 1,7Esc3-Esc2 -9,7 -16,5 -13,1 -12,5 -11,0 2,6Esc4-Esc3 -19,5 -5,6 -11,2 -4,6 8,8 -14,9Esc5-Esc4 -11,7 -4,1 -6,6 -2,3 -0,8 -1,3
Total -50,8 -47,1 -40,4 -40,1 -11,5 -11,9
Totales Abastible
Var Dda. Periodo 1 Periodo 2 Periodo 3 Periodo 4 Periodo 5 Periodo 6Esc2-Esc1 -4,3 -8,0 -8,1 -15,2 9,7 -6,0Esc3-Esc2 -6,2 -6,9 -5,7 -21,2 10,3 -2,9Esc4-Esc3 4,1 -19,0 -5,6 -9,4 -17,0 13,8Esc5-Esc4 -4,5 -8,8 -7,1 -2,2 -6,6 -3,0
Total -10,9 -42,6 -26,4 -48,0 -3,6 1,9
Totales Lipigas
Tabla 8: Análisis de Escenario para el cual sería conveniente reducir en una unidad la flota contratada.
Las celdas de color corresponden a los casos que se encuentran cercanos a situación de borde.
Viajes Canje Original 358 281 291 256 159 185Tamaño Flota Original 4 3 3 3 2 2
Promedio por camion 89,5 93,7 97,0 85,3 79,5 92,5
Viajes extra efectuados (sit original)
6 0 0 0 1 5
Viajes Extra equivalentes a 1 camión 62 62 62 62 62 62
Esc2-Esc1 22,9 22,4 20,6 19,4 1,6 28,9Esc3-Esc2 37,9 47,8 39,9 38,9 8,4 43,8Esc4-Esc3 54,0 75,7 58,6 53,4 41,1 39,6Esc5-Esc4 81,2 96,6 73,8 77,9 40,4 46,5
Variacion total en viajes de canje efectuados a través de escenarios
Relaciones a partir de Escenario 1
Viajes Canje Original 358 281 291 256 159 185Tamaño Flota Original 4 3 3 3 2 2
Promedio por camion 89,5 93,7 97,0 85,3 79,5 92,5
Viajes Extra equivalentes a 1 camión
62 62 62 62 62 62
Esc2-Esc1 75,3 64,7 79,4 49,4 80,7 88,2Esc3-Esc2 59,3 41,4 60,6 15,8 80,0 87,9Esc4-Esc3 43,9 16,8 43,9 1,8 71,8 86,8Esc5-Esc4 27,7 3,9 30,2 -2,8 64,4 82,5
Viajes de Canje que haría último camión producto de cambio de escenario
Relaciones a partir de Escenario 1
Tabla 9. Cilindros a agregar en patios de colores (primera tabla corresponde a cilindros con castigo bajo y la segunda con castigo alto)
1 2 3 4Esc 1 0 28 0 0Esc 2 0 8 0 0Esc 3 0 22 0 0Esc 4 0 0 0 0Esc 5 0 16 0 0
CI_Canje 1932 3127,98 5033 140
Cilindros a Agregar en Patio Gasco (Abastible)
1 2 3 4Esc 1 0 10 0 0Esc 2 0 3 0 0Esc 3 0 0 0 0Esc 4 0 39 0 0Esc 5 0 8 0 0
CI_Canje_OC 2288 2735 3865 684
Cilindros a Agregar en Patio Lipigas

200
Gráfico 1. Déficit en stock de cilindros llenos y vacíos (los formatos no incluidos es porque no existe déficit).
0
1000
2000
3000
4000
5000
6000
7000
8000
1 2 3 4 5 6
N°
Período
Variación Beta (Desfase stock llenos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5
0
200
400
600
800
1000
1200
1400
1 2 3 4 5 6
N°
Período
Variación Gama (Desfase stock vacíos) 11 Kg.
Esc 1Esc 2Esc 3Esc 4Esc 5

201
Anexo nº 6: Detalle resultados pronósticos de demanda Instancia 1: Pronósticos Enero 2007 – Junio 2007.
• Generales: o Para los cuatro formatos, las tres mediciones de error obtenidas son mejores para
HW que para MS. o Para los cuatro formatos, el mes donde se tiene el mayor error corresponde a Junio,
mes en el cual la demanda real se encuentra por sobre los valores normales para 5, 11 y 15 Kg, mientras que en 45 Kg los valores mediante HW supera a los reales en más de un 10%.
• 5 Kg: o Para los seis meses se dan mejores pronósticos mediante HW.
• 11 Kg: o Para enero y febrero se obtiene mejores resultados con MS, mientras que para el
resto de los meses se obtienen mejores pronósticos con HW. o Es el formato en el cual el nivel de error se minimiza, lo cual se observa en los
resultados de MAPE, así como en la proporción que equivaldría el RECM sobre un mes promedio (véase tabla al final de esta sección).
• 15 Kg: o Es el formato donde se genera el mayor beneficio en los pronósticos al utilizar la
técnica HW. o Para los seis meses se dan mejores pronósticos mediante HW.
Mes Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias SimplesEne-07 63010 62748 56423 240305 231514 243794Feb-07 63649 59514 56515 228655 208722 220215Mar-07 84252 74086 67388 324032 317160 289321Abr-07 108448 98899 88846 344097 348050 372944May-07 215216 195369 169911 514327 502829 497939Jun-07 298617 214348 195931 607915 561512 522157RECM 35839,5 47187,5 21690,7 40297,6MAD 21371,4 33029,9 16241,8 29605,7
MAPE 10,87 19,20 4,25 6,92
Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias SimplesEne-07 215127 217485 170350 34088 33829 31831Feb-07 198777 187190 155475 31729 28580 27793Mar-07 286054 265896 206267 45285 45884 38116Abr-07 309342 317278 230741 43821 44137 43523May-07 458013 453407 318400 56674 52019 50590Jun-07 518336 463758 338806 50043 56431 48985RECM 24526,0 106573,1 3486,0 4285,7MAD 16870,4 94268,4 2560,8 3467,2
MAPE 4,68 26,84 5,62 8,06
5 Kg. 11 Kg.
15 Kg. 45 Kg.
PRONOSTICOS AÑO 2007
PRONOSTICOS AÑO 2007

202
• 45 Kg: o Entre enero y mayo se tienen mejores pronósticos mediante HW, mientras que para
junio, el pronóstico de MS es más acertado.
Instancia 2: Pronósticos Marzo 2007 – Agosto 2007.
Mes Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias Simples
Mar-07 84252 75743 67388 324032 295378 289321Abr-07 108448 99494 88846 344097 337364 372944May-07 215216 193675 169911 514327 502556 497939Jun-07 298617 209490 195931 607915 541791 522157Jul-07 238312 221134 217830 553989 618652 582646Ago-07 226884 159349 169824 519766 526113 482683RECM 47286,9 53136,8 39997,5 44452,9
MAD 35474,0 43666,8 30715,0 38574,1MAPE 15,86 21,21 6,14 8,12
Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias Simples
Mar-07 286054 273770 206267 45285 45336 38116Abr-07 309342 334283 230741 43821 44448 43523May-07 458013 487793 318400 56674 51968 50590Jun-07 518336 508889 338806 50043 57193 48985Jul-07 480967 573093 380740 48249 60198 54234Ago-07 460145 488910 324629 49144 64449 51906
RECM 42941,4 124282,6 8666,8 4709,2MAD 32890,7 118879,125 6631,3 3892,7
MAPE 7,68 28,12 13,34 7,90
5 Kg. 11 Kg.
15 Kg. 45 Kg.
PRONOSTICOS AÑO 2007
PRONOSTICOS AÑO 2007
• Generales: o Para 5, 11 y 15 Kg, las tres mediciones de error obtenidas son mejores para HW que
para MS. La situación es totalmente opuesta para 45 Kg. Por otra parte, para todos los casos los niveles de error son superiores con respecto a la primera instancia, lo que se debe tanto a que se trabaja con meses de mayores ventas, como a la disminución en la capacidad de predicción.
o 11 y 15 Kg son los formatos en los que el nivel de error se minimiza, lo cual se observa en los resultados de MAPE, así como en la proporción que equivaldría el RECM sobre un mes promedio (véase tabla al final de esta sección). Por otra parte, para 5 Kg es donde se presentan los mayores niveles de error mediante la interpretación equivalente.
• 5 Kg: o Para los meses de marzo a julio se dan mejores pronósticos mediante HW, mientras
que para agosto se logra mediante MS. o el mes donde se tiene el mayor error es Junio (pronóstico un 30% inferior a valor real).
• 11 Kg: o Para todos los meses salvo julio se obtienen mejores resultados con HW. Para el mes
de julio el pronóstico de HW sobredimensiona el valor de las ventas en alrededor de un 10%.

203
o Los meses donde se tienen los mayores errores de pronóstico son junio y julio (el primero bajo y el segundo sobre el valor real).
• 15 Kg:
o Es el formato donde se genera el mayor beneficio en los pronósticos al utilizar la técnica HW.
o Para los seis meses se dan mejores pronósticos mediante HW. Sin embargo, en julio esta diferencia es muy pequeña (en HW se sobreestima el valor de las ventas mientras en MS se subestima).
o El mes donde se tiene el mayor error es Julio (pronóstico un 20% superior a valor real).
• 45 Kg: o La técnica de HW no representa mejoras, obteniéndose mejores pronósticos mediante
MS. o A partir de junio la técnica HW genera pronósticos sobredimensionados en base a las
ventas reales. o Los meses dond e se presentan los mayores errores de predicción son julio y agosto
(con sobredimensionamiento de las ventas de 25 y 30% respectivamente).
Instancia 3: Pronósticos Mayo 2007 – Octubre 2007.
• Generales:
o Para 5, 11 y 15 Kg, las tres mediciones de error obtenidas son mejores para HW que para MS. La situación es totalmente opuesta para 45 Kg. Por otra parte, los niveles de error tienden a ser superiores a los de la primera instancia (salvo en 5 Kg) pero inferiores a la segunda.
Mes Ventas Real Holt -Winters Medias Simples Ventas Real Holt -Winters Medias Simples
May-07 215216 220124 169911 514327 519248 497939
Jun-07 298617 247999 195931 607915 533953 522157Jul-07 238312 273440 217830 553989 582597 582646
Ago-07 226884 205923 169824 519766 472236 482683Sep-07 94588 125950 98983 335856 369170 382296
Oct-07 72258 86477 73982 298227 309510 335796
RECM 30125,7 52113,2 40433,6 47236,0
MAD 26199,2 38608,8 33269,7 41982,5
MAPE 16,01 16,04 6,86 9,34
Ventas Real Holt -Winters Medias Simples Ventas Real Holt -Winters Medias Simples
Mayo 458013 489062 318400 56674 55268 50590Junio 518336 491589 338806 50043 55004 48985
Julio 480967 532136 380740 48249 55721 54234
Agosto 460145 436868 324629 49144 53976 51906
Septiembre 308808 332044 249598 41491 47224 46397Octubre 270125 272906 227128 42746 48132 46781
RECM 29964,6 119364,6 5285,9 4507,9
MAD 26376,7 109515,6 4965,1 4138,3MAPE 6,03 25,08 10,69 8,69
5 Kg. 11 Kg.
15 Kg. 45 Kg.
PRONOSTICOS AÑO 2007
PRONOSTICOS AÑO 2007

204
o 15 Kg es el formato en los que el nivel de error se minimiza, lo cual se observa en los resultados de MAPE, así como en la proporción que equivaldría el RECM sobre un mes promedio (véase tabla inferior de esta sección) . El ordenamiento de los otros formatos sería 11, 45 y 5 Kg.
• 5 Kg:
o Para los meses de mayo, junio y agosto se dan mejores pronósticos mediante HW, mientras que para el resto mediante MS.
o Los meses donde se tiene el mayor error son Junio y Julio (subestimándose el valor real en el primer caso y sobreestimándose en el segundo).
• 11 Kg: o Para todos los meses salvo agosto se obtienen mejores resultados con HW. o Los meses donde se tienen los mayores errores de pronóstico son junio y agosto (en
ambos subestimando el valor real).
• 15 Kg: o Es el formato donde se genera el mayor beneficio en los pronósticos al utilizar la
técnica HW. o Para los seis meses se dan mejores pronósticos mediante HW. El mes donde se tiene
el mayor error es Julio (pronóstico un 10% superior a valor real). • 45 Kg:
o La técnica de HW no representa mejoras, obteniéndose mejores pronósticos mediante MS para el 80% de los meses (mayo es la excepción).
o Salvo para Mayo, la técnica HW genera pronósticos sobredimensionados en base a las ventas reales.

205
Instancia 4: Pronósticos Septiembre 2007 – Febrero 2008.
Mes Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias SimplesSep-07 94588 99068 98983 335856 383661 382296Oct-07 72258 82297 73982 298227 343109 335796Nov-07 70130 66280 64761 291928 284217 298115Dic-07 69173 63853 63300 284942 288466 312873Ene-08 62237 58036 56616 230852 236048 246158Feb-08 67806 56206 55476 232104 213515 219352RECM 7259,3 6698,6 28119,2 28235,2MAD 6581,7 5885,2 21284,6 24363,9
MAPE 9,28 8,40 7,24 8,41
Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias Simples
Sep-07 308808 342096 249598 41491 46044 46397Oct-07 270125 302841 227128 44883,3 48388 46781Nov-07 273882 256154 202445 46273,5 43147 41492Dic-07 267533 279082 215928 44060,1 40766 42402Ene-08 220641 223242 168972 34589 31163 31705Feb-08 216455 196181 151056 32944 27502 27489
RECM 22523,6 57832,8 3978,9 3901,9MAD 19692,5 57053,1 3890,9 3596,9
MAPE 7,37 22,35 9,91 9,17
5 Kg. 11 Kg.
15 Kg. 45 Kg.
PRONOSTICOS AÑO 2007 - 2008
PRONOSTICOS AÑO 2007 - 2008
• Generales: o En términos de RECM, se obtienen mejores resultados con HW únicamente para 15
Kg, mientras en 11 y 45 Kg los resultados mediante ambas técnicas tienden a ser equivalentes. Para 5 Kg, se obtienen mejores pronósticos mediante MS.
o Destaca la importante reducción del error para 5 Kg en relación a las instancias anteriores, lo cual se observa en los resultados de MAPE, así como en la proporción que equivaldría el RECM sobre un mes promedio. El nivel de error de los otros formatos no presenta mayores diferencias a los de instancias anteriores. La variación en el error se debe fundamentalmente a que se trabaja con el semestre del año de menor demanda (sin meses peak), donde además se presenta un comportamiento más regular en las ventas (sin grandes diferencias con respecto a lo esperado), lo cual también lleva a que mediante MS se obtengan pronósticos acertados.
• 5 Kg:
o Los pronósticos mediante ambas técnicas tienden a ser similares, presentándose diferencias mínimas a favor de HW en noviembre y enero y para MS en octubre.
o Con HW en los dos primeros meses se sobreestiman las ventas reales, mientras en los siguientes ocurre lo contrario. Esto se debe a una componente de tendencia negativa detectada por el modelo.
• 11 Kg: o Los meses en que se obtienen mejores pronósticos con HW y MS son similares.

206
o El mes donde se obtiene el mayor error mediante HW es octubre, con una sobreestimación de alrededor de un 15%. Por otra parte mediante HW se ven 4 casos en que la demanda es sobreestimada y dos en que se subestima.
• 15 Kg: o Es el formato donde se genera el mayor beneficio en los pronósticos al utilizar la
técnica HW. o Para los seis meses se dan mejores pronósticos mediante HW, teniéndose cinco
meses en que las ventas son sobreestimadas (en MS siempre se subestima el valor real).
o Los meses donde se tiene el mayor error son septiembre y octubre (con alrededor de un 11% de sobreestimación para ambos casos).
• 45 Kg: o Se obtienen pronósticos que en términos de RECM son muy similares para ambas
técnicas. o Con HW en los dos primeros meses se sobreestiman las ventas reales, mientras en
los siguientes ocurre lo contrario. Esto se debe a una componente de tendencia negativa detectada por el modelo.
Instancia 5: Pronósticos Enero 2007 – Junio 2008.
Mes Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias SimplesEnero 62237 56040 57740 230852 206344 243096
Febrero 67806 55401 57942 232104 191349 221903Marzo 73981 79443 70102 274731 297754 296263Abril 104528 95512 89927 342475 331103 367174Mayo 173854 201709 182943 442181 457726 493216Junio 232921 212536 197476 507566 528798 531309RECM 15784,1 16756,6 24540,7 27373,9MAD 13553,2 12895,8 22739,2 23909,1
MAPE 11,51 10,24 7,93 6,83
Ventas Real Holt-Winters Medias Simples Ventas Real Holt-Winters Medias SimplesEnero 220641 188885 179305 34589 32915 32282
Febrero 216455 174943 164135 32944 28815 28580Marzo 266735 277834 222224 40486 42632 39550Abril 329037 325755 246461 47262 42068 43582Mayo 428953 458584 346322 54662 51383 51807Junio 461605 514014 374712 49901 47475 49196RECM 32889,7 67853,0 3368,4 2811,6MAD 28281,7 65044,2 3141,5 2474,4
MAPE 9,50 20,46 7,42 6,11
5 Kg. 11 Kg.
15 Kg. 45 Kg.
PRONOSTICOS AÑO 2008
PRONOSTICOS AÑO 2008
• Generales:
o En términos de RECM, se obtienen mejores resultados con HW para 5, 11 y 15 Kg, mientras que para 45 Kg MS es más preciso. En términos de MAPE, se obtienen mejores resultados mediante MS para todos los formatos excepto 15 Kg. lo que se debe principalmente a que en el cálculo de este error se pondera de igual forma cada mes independiente de la magnitud de las ventas de cada uno de éstos.

207
• 5 Kg: o El mes con mayor error en términos de RECM mediante HW es mayo, donde se
genera una sobreestimación de 16% sobre las ventas reales, lo que se debe a que este mes para el año 2008 no presenta el incremento marcado que tuvo para el año anterior.
• 11 Kg: o Los meses en que se obtienen mejores pronósticos con HW y MS son similares. o Salvo para febrero, el año 2008 presenta niveles de venta inferiores a las medias de
años anteriores, lo cual se observa a partir de que los pronósticos mediante MS generar valores sobredimensionados en relación a los reales.
o El mes donde se obtiene el mayor error mediante HW es febrero. • 15 Kg:
o Es el formato donde se genera el mayor beneficio en los pronósticos al utilizar la técnica HW.
o Para los seis meses se dan mejores pronósticos mediante HW, teniéndose el error máximo mediante esta técnica en el mes de febrero con alrededor de un 19% de subestimación de su valor real.
• 45 Kg: o Tanto mediante HW como MS se generan pronósticos que si bien tienden a no
alejarse de los valores reales, los subestiman. o Si bien mediante MS se logran mejores pronósticos, los obtenidos por HW no superan
en ningún período un error superior a un 10%.
Tabla 1: RECM mediante HW como fracción de promedio ventas del período pronosticado
Instancia 5 Kg. 11 Kg. 15 Kg. 45 Kg.
Instancia 1 31% 6% 8% 8%Instancia 2 30% 9% 10% 16%Instancia 3 16% 9% 7% 10%Instancia 4 10% 10% 8% 10%Instancia 5 14% 7% 10% 8%
RECM mediante HW como fracción de Promedio Ventas período

208
Anexo nº 7: Problemáticas en registro de ingreso y salida de camiones de canje.
• Anulaciones: Se caracterizan por tener una entrada ne gativa de idéntico valor absoluto que
otra entrada positiva existente (se anula completamente). Este caso no afecta los registros de
canje y además es fácilmente detectable de forma manual, por lo cual no existe necesidad de
invertir recursos en su identificación.
• Valores repartidos: La salida se encuentra repartida como valor legítimo de salida y como
valor negativo en la columna de entrada. (Al sumarlos igualan el canje de entrada). Este
problema ocurre cuando al llegar un camión no hay balones de respaldo para canje, por lo
cual se usa una entrada negativa para anular los balones que no se pueden canjear. Para el
ejemplo, se debe observar que si bien se intentó canjear 132, sólo pudieron realizarse 91,
volviendo el camión a la planta con los 91 cilindros canjeados y 41 cilindros de los llevados
originalmente (pertenecientes a la competencia). Para esta problemática se ha considerado
útil la detección automática, por lo cual se ha incorporado a la macro una segunda etapa en la
cual se identifican errores de este tipo.
• Desfase de datos: Existen datos con desfase (salen X cilindros más de los que ingresan) o
sin contraparte (hay solo una salida o una entrada). Para ambos casos no se ha encontrado
otra explicación más que atribuirlo a errores de tipo humano. La alta subjetividad en el criterio
para definir la posible diferencia entre cilindros que salen e ingresan, unido a la baja
frecuencia de ocurrencia de este problema, motivó a que se opte por dejar su identificación al
usuario.
• Cambio formato: Los datos de salida están en un formato diferente a los de entrada. Por
ejemplo, se ingresan X cilindros de 11 Kg. Y luego la salida de igual cantidad es de cilindros
de 15 Kg. Para esta problemática se ha considerado útil la detección automática, por lo cual
se ha incorporado a la macro una segunda etapa en la cual se identifican errores de este tipo.
• Hora cambiada: Los datos están separados por segundos, pero al ser sumados calzan con la
salida o entrada según corresponda. Generalmente están en columnas adyacentes. La fácil
45V_LP 05V 11V 15V 45V
132
-41
-91

209
identificación, unido a la frecuencia considerable de ocurrencia de estos casos, motivaron a su
identificación automática.
Hora 05V_AB 05V_LP 11V_AB 11V_LP 15V_AB 15V_LP 45V_AB 45V_LP 05V 11V 15V
15:13:04 -300 -315 -42
15:13:20 -45
16:45:44 300 360 45