claims made in publicity by the alumasc …s_advertising... · 2016-11-24 · this contains a...
TRANSCRIPT

Set First issued: 2013_05_01, showing Alumasc publicity up to 2006_10_07 Set Revised: 2013_05_08, Showing Alumasc publicity up to 2013_05_01
08/05/2013
CLAIMS MADE IN PUBLICITY BY THE ALUMASC GROUP*1
FOR THE VACUUM METHOD THAT I CREATED AT DYSON DIECASTINGS LTD. IN 1990
AND NAMED ZVAC IN 2004.
By: CW Hoskyns BTech. CEng MIET This PDF file contains a collection of brochure and Internet web pages issued by The Alumasc Group (TAG) which refer to the vacuum technique that I designed at Dyson Diecastings Ltd. in November 1990, commissioned in January 1991, and extensively developed during 1991, and I particularly mention the design and development of the flat lateral Zig Zag Vent, (ZZV) which made a significant improvement to the process. The method was first used on a Buhler 400 D type hot chamber machine in January 1991, a few days after the return from the Christmas holiday. Immediately following the Buhler machine, an Italpresse 400 hot chamber machine was converted to vacuum for concurrent manufacture of the same component from a duplicate die. By 1993, the vacuum system network had been extended to most machines and to all main production machines by 1997. Larger pumps were added several times, to cope with increased demand for vacuum. In 1995 and 1997, two large oil sealed vane pumps ( each 120 M3/hr) were replaced by two large dry running claw pumps (each 210 M3/hr) from Northey Technologies in Pool, UK, after a six month (free) trial of a medium sized pump with capacity of 98 M3/hr The vacuum technique was kept secret until Dyson Diecastings Ltd. was sold to TAG in October 1991, and it didn’t feature in the company’s advertising until the issue of a new Group brochure in 1996. Dyson’s first web page was I believe, published in 1998, and carried a simple transcript version of the Dyson page in the printed Alumasc Group brochure of 1996. Successive editions of the Dyson and Alumasc websites were posted on various Internet servers, with different domain names, from which some pages were saved, and converted to PDF files for reference here. The texts were often republished without revision of date references, with consequence that they repeatedly stated that vacuum method had been developed over past eight years, whereas in fact the technique had been fully developed by end of 1991, with all principal diecasting machines adapted and the system network extended to them by 1993. There were a few old machines left aside, which were only ever infrequently used for dies that did not require vacuum. Source date saved Page 2: Dyson in Alumasc Group brochure (scanned page as image): 1996 Page 3: Dyson in Alumasc Group brochure as a web page: 1998 Pages 4-7: Dyson-Alumasc Group website: 2002 Pages 8: Dyson Diecastings Ltd. Policy for attaining highest possible quality 2003 Pages 9-11: Alumasc Group website: All Processes & Vacuum (Dyson) 2003 Page 12-13: Alumasc Group website: High Pressure Vacuum Diecasting (Dyson) 2004 Page 14: Alumasc Group website: High Pressure Diecasting (& Vacuum)(Dyson) 2004 Page 15: Alumasc Group website 2005: Vacuum Die (Dyson) 2007 Page 16-18: Alumasc Group website 2005: HPDC & Vacuum (Dyson) 2007 Page 19-21: Alumasc Group website 2010: HPDC & Evacuation (Dyson) 2013 Page 22: Notes: Heat Treatment Of Diecastings & Contacts Notes: *1: By UK law, all claims of performance of a product or service must be true. Re: The Misrepresentation Act of 1967. All copyrights pertaining are as declared on or within the source code of the documents reported herein.


http://www.chris-hoskyns.co.uk/DYSON_BROCHURE_WEBPAGE/dyson.htm
Dyson Diecastings
Aluminium and Zinc Pressure Diecasting
Dyson is expert in aluminium and zinc pressure diecasting. Industries served are diversified, the common factor being a requirement for high integrity components with continuous improvement.
Sophisticated CAD/CAM equipment provides maximum customer support from the earliest design stage. An in-house toolroom guarantees quality, reliability and flexibility in die manufacture. This control at the design stage is crucial in ensuring repeatable product quality.
A foundry comprising 35 diecasting machines can produce intricate parts weighing 5 grammes up to large components weighing 5 kilogrammes. A vacuum casting system second to none has been developed over recent years to provide the component integrity essential to quality conscious companies. The foundry is supported by a comprehensive trim/machine shop incorporating CNC equipment.
Dyson's success in meeting customers' needs has led to the current programme to expand the company's premises and production capacity. Dyson is accredited to BS EN ISO 9002.
Dyson Castings Ltd Second Avenue Bletchley MIlton KEynes MK1 1EA Tel: 01908 372711 Fax: 01908 643122
http://www.chris-hoskyns.co.uk/DYSON_BROCHURE_WEBPAGE/dyson.htm28/04/2013 00:39:51

ZyWeb Template
Welcome
Click the links to find out more
information about any topic.
e supply precision and decorative castings in an as cast condition through to fully machined
and coated components ready for assembly, manufactured from aluminium and zinc based alloys.
We are well equipped to supply small batches through to continuous production, including Kanban and consignment stock arrangements.
Our specialty is producing technically challenging components with fine tolerances, good surface finish and good internal soundness. Using where necessary our vacuum technology to gain the edge on our competitors.
http://www.zyworld.com/Scarvaci/Dyson%20Home.htm31/01/2013 01:40:12

ZyWeb Template
Welcome
Click the links to find out more
information about any topic.
yson Diecastings have been developing vacuum casting technology over the
last 8 years and thought that it was time to start bragging about it to coincide with the launch of our new web site. The process can be used for both aluminium and zinc based alloys.
Vacuum assisted pressure diecasting enables the production of technically challenging components with low reject rates and sometimes the production of components that would otherwise be impossible with conventional pressure diecasting techniques.
Specific benefits of Vacuum Assisted high pressure diecasting:-
Components requiring good internal soundness such as oil pump bodies, pneumatic valves and gas control components.
Components that require a good surface finish such as decorative items.
Components that are intricate such as heat sinks with deep webs and bosses.
Components in zinc alloy that are subsequently subjected to a hot process such as plating and over bake painting, where blistering would normally be a problem.
We have now installed the vacuum technology on to our full range of diecasting machines so that components of all sizes can benefit from this advancement.
We would recommend that customers contact us at an early stage of their component design, as we may well be able to incorporate features into the component not normally thought possible, that would reduce subsequent assembly operations and reduce the quantity of components required in an assembly.
file:///D|/ALUMASC/IDM_www_zyworld_DYSON_ALUMASC.com/Scarvaci/Vacuum.htm (1 of 2)30/01/2013 20:55:55

ZyWeb Template
Welcome
Click the links to find out more
information about any topic.
yson Diecasting currently has 17 high pressure die casting machines ranging from 100 to 700 Tonne locking force
for the production of Aluminium alloy castings. Which enables us to produce castings of a few grams to many kilograms. Using the expertise that we have developed over our many years of trading, we can produce very challenging components. But we are lean enough to be competitive for the production of simple items.
Vacuum die-casting has been developed in house and as a result gives Dyson Diecasting major advantages over our competitors for producing technically challenging components.
file:///D|/ALUMASC/IDM_www_zyworld_DYSON_ALUMASC.com/Scarvaci/Dyson Aluminium.htm30/01/2013 21:59:29

ZyWeb Template
Welcome
Click the links to find out more
information about any topic.
yson Diecasting currently has 11 high pressure die casting machines ranging
from 120 to 400 Tonne locking force for the production of zinc alloy castings. Our many years of experience enable us to produce general engineering components through to high integrity and, or very high surface finish ready for chrome or gold plating.
We can produce casting of only a few grams through to several kilograms. Of particular benefit for those difficult castings we can use our in house developed Vacuum Casting technology.
http://www.zyworld.com/Scarvaci/Dyson%20Zinc.htm27/04/2013 23:32:34

ZyWeb Template
Welcome
Click the links to find out more information about
any topic.
yson Diecastings are ISO 9002 Approved.
It is the policy of Dyson Diecastings Ltd to provide products and operate processes to the highest possible standard in line with our customer requirements.
The objectives shall be achieved primarily through the use of engineering solutions to manufacture quality into the product. The emphasis is placed firmly on the prevention of non-conformance.
To surpass these aims it is the policy of the company to obtain operating approvals to the requirements of QS 9000 in the near future.
The management team recognise that the quality systems employed form only a base upon which the more comprehensive aims of total quality can be built, and understand that the involvement and commitment of all employees is required towards achieving those objectives.
http://www.zyworld.com/Scarvaci/Dyson%20Conformance.htm28/04/2013 19:38:53

#1 Alumasc Precision Ltd - Specialisists in the supply of aluminium and zinc diecast components
Alumasc Precision LimitedStation Road, Burton Latimer, Kettering, Northants, NN15 5JP
T: +44 (0) 1536 383849 F: +44 (0) 1536 723835W: http://www.alumascprecision.co.uk/ E: [email protected]
SEARCH OUR SITE
Click the links to find out more information about any
topic.
PROCESSES
HIGH-PRESSUREThe High-Pressure foundry currently has 22 die-casting machines, all but one manufactured by Buhler. These range in size from 100 tonnes to 2000 tonnes locking force, and the majority have Wollin automatic die sprayers and strikomat dosing furnaces.
Two recently purchased Buhler SCD 84 LV machines have heavy duty robots extracting and manipulating castings.
Trimming presses are located alongside the die casting machines reducing the amount of movement, encouraging lean manufacture.
LOW-PRESSUREAPL has long been associated with the development of the low-pressure die-casting process. APL operates 15 of its own low pressure stations, capable of producing castings from 0.5kg to 50kg. BAC process control has been added to those machines enabling further standardisation and validation of the reliability of the process. In addition to the low pressure stations are 2 Gima low-pressure die casting machines have recently been installed. These fully programmable units feature a traversing furnace for ease of filing, degassing and metal treatment. GRAVITYThe Die Foundry is engineered for flexibility, allowing rapid response to a wide range of customer requirements, enabling APL to perform and maintain on-time deliveries. Mechanised and semi-automatic die moulding machines provide the basis for our production service.
APL have been the main exponents of introducing the highly productive, 7 station, multi-die carousel casting machines, offering customers high volume, consistent quality, castings at competitive prices.
file:///D|/ALUMASC/ALUUMASC%20WEB%202004/%231%20Alu...n%20Ltd%20-%20Specialisists%20in%20the%20supply.htm (1 of 3)29/04/2013 11:35:55
#1 Alumasc Precision Ltd - Specialisists in the supply of aluminium and zinc diecast components
To compliment the production facility, our highly flexible core shop, utilising shell, cold and hot box methods of core manufacture, enables APL to meet the increasing demand for complex internal forms of gravity cast components.
The foundry is supported by an experienced, technically competent, engineering services team, who liase closely with our customers and advise on specification to ensure that the most cost effective solution is achieved.
SANDOur Sand Foundry uses the latest Airset and Preset sand moulding Techniques, offering a process to meet each customers individual requirements.
The APL sand foundry has built an excellent reputation for the manufacture of high quality products endeavouring through close relationships with our customers to provide components designed to minimise machining costs.
Castings with full release documentation are supplied to the automotive, aircraft, military, marine and associated industries.
The total flexibility of our process allows customers to evaluate prototype components, prior to investment in gravity die-cast equipment.
ZINC HIGH-PRESSUREAlumasc currently has 12 high-pressure die casting machines ranging from 75 to 400 Tonne locking force for the production of zinc alloy castings. Our many years of experience enable us to produce general engineering components through to high integrity and, or very high surface finish ready for chrome or gold plating.
We can produce casting of only a few grams through to several kilograms. Of particular benefit for those difficult castings we can use our in house developed Vacuum Casting technology.
VACUUM CASTINGAPL have been developing vacuum casting technology over the last 8 years. The process can be used for both aluminium and zinc based alloys.
Vacuum assisted pressure diecasting enables the production of technically challenging components with low reject rates and sometimes the production of components that would otherwise be impossible with conventional pressure diecasting techniques.
Specific benefits of Vacuum Assisted high pressure diecasting:-
file:///D|/ALUMASC/ALUUMASC%20WEB%202004/%231%20Alu...n%20Ltd%20-%20Specialisists%20in%20the%20supply.htm (2 of 3)29/04/2013 11:35:55
#1 Alumasc Precision Ltd - Specialisists in the supply of aluminium and zinc diecast components
Components requiring good internal soundness such as oil pump bodies, pneumatic valves and gas control components.
Components that require a good surface finish such as decorative items.
Components that are intricate such as heat sinks with deep webs and bosses.
Components in zinc alloy that are subsequently subjected to a hot process such as plating and over bake painting, where blistering would normally be a problem.
We have now installed the vacuum technology on to our full range of diecasting machines so that components of all sizes can benefit from this advancement.
We would recommend that customers contact us at an early stage of their component design, as we may well be able to incorporate features into the component not normally thought possible, that would reduce subsequent assembly operations and reduce the quantity of components required in an assembly.
MACHININGIn total APL operates 52 CNC machining centres, horizontal and vertical, which are a mixture of Okuma, Hitachi and Brother units.
Two Watios linishing machines eliminate the need for the traditionally expensive milling operations. Ideal for a burr-free finish on gasket faces.
PRODUCT FINISH & ASSEMBLYIt is very unusual for APL to supply just a casting. The requirements of a customer vary greatly from preparing the casting for paint application to a very high visual standard, or supplying fully assembled components, with minimal processing by the customer. A USF Wheelabrator shot blasting machine has recently been installed, to replace the traditional manual deburring operations. Pressure testing to customer specifications are carried out. APL has incorperated failsafe defect and gauging tests throughout the finishing and assembly operations.
[ Home ] [Our Processes ] [ Conformance ] [ Technical Support ] [ How To Find Us ] [ Contact Us ] [ Job Vacancies ] [ Alumasc Group PLC ]
?002 Alumasc Precision Limited. All rights reserved.
file:///D|/ALUMASC/ALUUMASC%20WEB%202004/%231%20Alu...n%20Ltd%20-%20Specialisists%20in%20the%20supply.htm (3 of 3)29/04/2013 11:35:55

| Alumasc Precision Limited | HIGH PRESSURE VACUUM DIE CASTING
APL have been developing vacuum casting technology over the last 8 years. The process can be used for both aluminium and zinc based alloys. Vacuum assisted pressure diecasting enables the production of technically challenging components with low reject rates and sometimes the production of components that would otherwise be impossible with conventional pressure diecasting techniques. Specific benefits of Vacuum Assisted high pressure diecasting:- Components requiring good internal soundness such as oil pump bodies, pneumatic valves and gas control components. Components that require a good surface finish such as decorative items. Components that are intricate such as heat sinks with deep webs and bosses. Components in zinc alloy that are subsequently subjected to a hot process such as plating and over bake painting, where blistering would normally be a problem. We have now installed the vacuum technology on to our full range of diecasting machines so that components of all sizes can benefit from this advancement. We would recommend that customers contact us at an
Request an APL brochure here
Read our latest news here
View our company accreditations
Click here for an Insight into the history of APL
View a list of recommended website links
concept to finish our customers our processes quality assured
file:///D|/ALUMASC/ALUUMASC%20WEB%202004/Alumasc%20Precision%20Limited%20_HIGH%20PRESSURE%20VACUUM%20DIECASTING.htm (1 of 2)29/04/2013 10:37:07

| Alumasc Precision Limited | HIGH PRESSURE VACUUM DIE CASTING
early stage of their component design, as we may well be able to incorporate features into the component not normally thought possible, that would reduce subsequent assembly operations and reduce the quantity of components required in an assembly.
..........................................................................................................................................................Alumasc Precision Limited, Station Road, Burton Latimer, Kettering, Northants, NN15 5JP © 2002 Alumasc Precision Limited. All rights reserved
Tel: +44 (0) 1536 383849 | Fax: +44 (0) 1536 723835 Disclaimer | Privacy
visit the
Alumasc Group plc website
file:///D|/ALUMASC/ALUUMASC%20WEB%202004/Alumasc%20Precision%20Limited%20_HIGH%20PRESSURE%20VACUUM%20DIECASTING.htm (2 of 2)29/04/2013 10:37:07
| Alumasc Precision Limited | High Pressure Die Casting
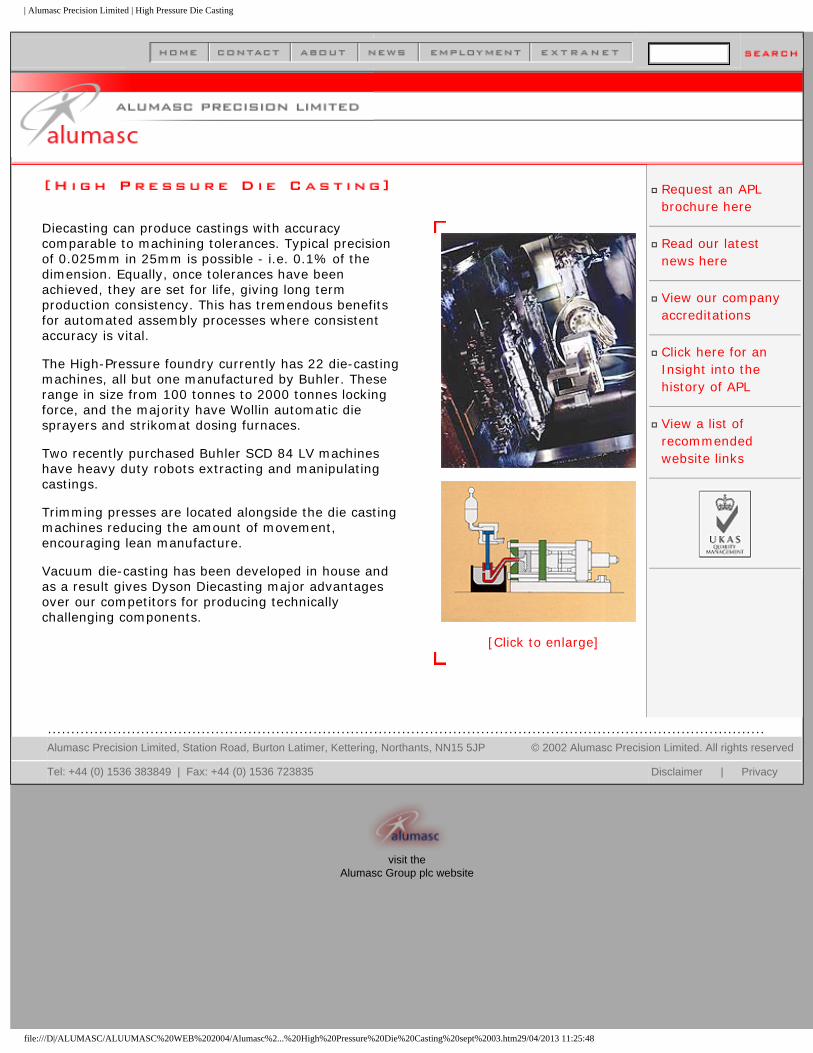
Diecasting can produce castings with accuracy comparable to machining tolerances. Typical precision of 0.025mm in 25mm is possible - i.e. 0.1% of the dimension. Equally, once tolerances have been achieved, they are set for life, giving long term production consistency. This has tremendous benefits for automated assembly processes where consistent accuracy is vital. The High-Pressure foundry currently has 22 die-casting machines, all but one manufactured by Buhler. These range in size from 100 tonnes to 2000 tonnes locking force, and the majority have Wollin automatic die sprayers and strikomat dosing furnaces. Two recently purchased Buhler SCD 84 LV machines have heavy duty robots extracting and manipulating castings. Trimming presses are located alongside the die casting machines reducing the amount of movement, encouraging lean manufacture. Vacuum die-casting has been developed in house and as a result gives Dyson Diecasting major advantages over our competitors for producing technically challenging components.
[Click to enlarge]
Request an APL brochure here
Read our latest news here
View our company accreditations
Click here for an Insight into the history of APL
View a list of recommended website links
..........................................................................................................................................................Alumasc Precision Limited, Station Road, Burton Latimer, Kettering, Northants, NN15 5JP © 2002 Alumasc Precision Limited. All rights reserved
Tel: +44 (0) 1536 383849 | Fax: +44 (0) 1536 723835 Disclaimer | Privacy
visit the
Alumasc Group plc website
file:///D|/ALUMASC/ALUUMASC%20WEB%202004/Alumasc%2...%20High%20Pressure%20Die%20Casting%20sept%2003.htm29/04/2013 11:25:48

Aluminium Vacuum Die
A ocess PL have been developing vacuum casting technology over the last 8 years. The prcan be used for both aluminium and zinc based alloys.
Vacuum assisted pressure diecasting enables the production of technically challenging c uld omponents with low reject rates and sometimes the production of components that wo
otherwise be impossible with conventional pressure diecasting techniques.
Specific benefits of Vacuum Assisted high pressure diecasting:-
C lves omponents requiring good internal soundness such as oil pump bodies, pneumatic vaand gas control components.
Components that require a good surface finish such as decorative items.
Components that are intricate such as heat sinks with deep webs and bosses.
Latest News C ting omponents in zinc alloy that are subsequently subjected to a hot process such as plaand over bake painting, where blistering would normally be a problem.
Click Here to read the latest news about Alumasc Precision Limited. W chines e have now installed the vacuum technology on to our full range of diecasting ma
so that components of all sizes can benefit from this advancement.
We would recommend that customers contact us at an early stage of their component design, as we may well be able to incorporate features into the component not normally Interactive Process thought possible, that would reduce subsequent assembly operations and reduce the
Selector quantity of components required in an assembly.
Click Here to use our interactive process selector.
Request Info
Click Here to request more information about Alumasc Precision Limited, or to make an enquiry.
Alumasc Precision Limited, Station Road, Burton Latimer, Kettering, Northants, NN15 5JP © 2005 Alumasc Precision Limited. All rights reserved
Tel: +44 (0) 1536 383849 | Fax: +44 (0) 1536 723835 | Disclaimer | Privacy

High Pressure Die, High Pressure Die Casting, High Pressure Casting, Vacuum Die Casting and High-Pressure Casting in the UK
Time: 14:26:16 on Tuesday, 7th May
Latest News
Click Here to read the latest news about Alumasc Precision Limited.
Interactive Process Selector
Click Here to use our interactive process selector.
Request Info
Click Here to request more information about Alumasc Precision Limited, or to make an enquiry.
High Pressure
Diecasting can produce castings with accuracy comparable to machining tolerances. Typical precision of 0.025mm in 25mm is possible - i.e. 0.1% of the dimension. Equally, once tolerances have been achieved, they are set for life, giving long term production consistency. This has tremendous benefits for automated assembly processes where consistent accuracy is vital.
The High-Pressure foundry currently has 22 die-casting machines, all but one manufactured by Buhler. These range in size from 100 tonnes to 2000 tonnes locking force, and the majority have Wollin automatic die sprayers and strikomat dosing furnaces.
Two recently purchased Buhler SCD 84 LV machines have heavy duty robots extracting and manipulating castings.
Trimming presses are located alongside the die casting machines reducing the amount of movement, encouraging lean manufacture.
Vacuum die-casting has been developed in house and as a result gives Dyson Diecasting major advantages over our competitors for producing technically challenging components.
Start of Cycle
Close the die
file:///D|/ALUMASC/ALUMASC 2007/High Pressure Die, High...uum Die Casting and High-Pressure Casting in the UK.htm (1 of 3)07/05/2013 14:27:41

High Pressure Die, High Pressure Die Casting, High Pressure Casting, Vacuum Die Casting and High-Pressure Casting in the UK
Ladle fills chamber
Piston - Initial movement
Piston - Final Movement
Open Die
Eject Casting
file:///D|/ALUMASC/ALUMASC 2007/High Pressure Die, High...uum Die Casting and High-Pressure Casting in the UK.htm (2 of 3)07/05/2013 14:27:41
High Pressure Die, High Pressure Die Casting, High Pressure Casting, Vacuum Die Casting and High-Pressure Casting in the UK
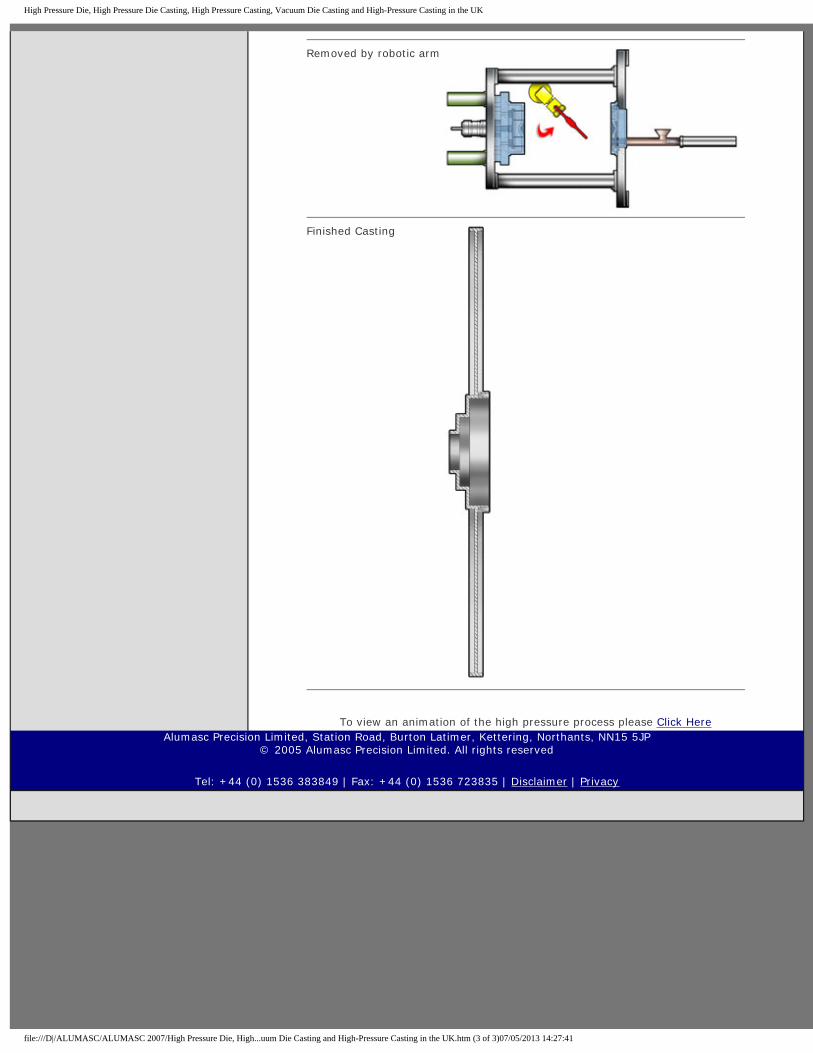
Removed by robotic arm
Finished Casting
To view an animation of the high pressure process please Click HereAlumasc Precision Limited, Station Road, Burton Latimer, Kettering, Northants, NN15 5JP
© 2005 Alumasc Precision Limited. All rights reserved
Tel: +44 (0) 1536 383849 | Fax: +44 (0) 1536 723835 | Disclaimer | Privacy
file:///D|/ALUMASC/ALUMASC 2007/High Pressure Die, High...uum Die Casting and High-Pressure Casting in the UK.htm (3 of 3)07/05/2013 14:27:41

Alumasc Precision Limited. High Pressure casting of components in high volume. Aluminium and Zinc
● About Us
● Taking Care
● Added Value Services
● Client Portfolio
● Useful Information
● Contact
Home
● Engineering
● Design Optimisation
● Design Tips
● In-House Tooling
● Choice of Processes
● High Pressure Die Casting
● Low Pressure Die Casting
● Gravity Die Casting
● Machining
● Finishing
http://www.alumascprecision.co.uk/AVS_HighPressure.php (1 of 3)08/05/2013 09:46:42

Alumasc Precision Limited. High Pressure casting of components in high volume. Aluminium and Zinc
High Pressure Die Casting
High pressure Die Casting is an ideal process for the manufacture of high volume parts that require high dimensional accuracy and good surface finish with a minimum of machining. This is a repetitive process which produces high strength and allows for castings to be made with a thinner wall sections than those of the sand or gravity process e.g. 1.5-3mm. To be noted is that high pressure die castings cannot be heat treated, but they can be treated in order to improve dimensional and metallurgical stability.
Castings may be quenched from the side and machine size will limit casting size. Sound thick sections are difficult to cast and core configurations must be complex to enable dis-assembly. High pressure castings can suffer from porosity, although evacuated chamber and other techniques may reduce this. High start up costs are only reduced by long casting runs, this delivering low unit cost with high volume production.
http://www.alumascprecision.co.uk/AVS_HighPressure.php (2 of 3)08/05/2013 09:46:42

Alumasc Precision Limited. High Pressure casting of components in high volume. Aluminium and Zinc
File transfer loginTerms & Conditions Site Map
http://www.alumascprecision.co.uk/AVS_HighPressure.php (3 of 3)08/05/2013 09:46:42

HEAT TREATMENT OF DIECASTINGS
In the previous page, saved on 01 May 2013, Alumasc say that aluminium diecastings can not be heat treated. Generally that is correct, but a company in China that has been using ZVAC vacuum diecasting technique since 2006, is now using it to make brake components on a diecasting machine and then heat-treating them to T6 specification. They also degas the alloy prior to putting it into the holding furnace.
CONTACT
For questions regarding this collection of advertisements or any details of the vacuum diecasting process, contact: Chris Hoskyns: [email protected] at: http://www.zvac.com Or [email protected] at: http://www.zvac.co.uk
To contact Alumasc or Dyson, use the ‘CONTACT’ links in the pages, But if they’ve expired, then try their current contact web page at:
http://www.alumascprecision.co.uk/KeyContacts.php