charakterisierung von porositäten in sintermetallen mit 3d ... · der mittelwert der abweichungen...
TRANSCRIPT

Charakterisierung von Porositäten in Sintermetallen mit 3D-CT
Anwendungsbeispiel selektives Lasersintern
Bernhard PLANK, Johann KASTNER, Reinhold SCHNEIDER und Reinhard BUSCH FH OÖ Forschungs & Entwicklungs GmbH, Wels, Österreich
Kurzfassung. Die Motivation für diese Arbeit bestand darin, mit Hilfe der 3D- Röntgen-Computertomografie (CT) das Fertigungsverfahren des selektiven Laserschmelzens, welches zu den Rapid-Prototypingverfahren zählt, zu verbessern und die einzelnen Parameter zu optimieren. Im ersten Teil dieser Arbeit wird auf das Herstellungsverfahren des selektiven Laser-Sinterns und die variierten Fertigungsparameter, sowie der Probengeometrie eingegangen. Die Proben wurden aus einem austenitisch korrosionsbeständigen Stahl mit Dichten in einem Bereich von bis zu 8 g/cm³ gefertigt. Bei diesen Dichten können CT-Messartefakte wie Strahlaufhärtung und Streustrahlung schon stark ausgeprägt sein. Weiters erfolgt eine detaillierte Beschreibung der CT-Messparameter und des CT-Auswerteverfahrens, sowie eine Fehlerabschätzung aufgrund unterschiedlicher Auswerteparameter. Im zweiten Teil dieser Arbeit werden die ermittelten Porositäten in Abhängigkeit zu den einzelnen Fertigungsparametern des selektiven Lasersinterns dargestellt. Aus diesen Darstellungen wurden in weiterer Folge optimierte Parameter für das selektive Lasersintern abgeleitet, um möglichst dichte Bauteile zu fertigen. Weiters erfolgt in diesem Teil der Arbeit ein Vergleich zwischen den mit CT ermittelten Porositätswerten und gravimetrisch bestimmter Werten, welcher eine sehr gute Übereinstimmung brachte. Abschließend wurden metallografische Zielpräparationen durchgeführt, um die CT-Daten visuell zu verifizieren.
Motivation und Einleitung
Die 3D-Röntgen-Computertomografie (CT) ist ein Verfahren, um Bauteile zerstörungsfrei zu prüfen, das Innenleben und die Bauteilgeometrien drei-dimensional darzustellen und zu analysieren. Angewendet an Proben, die mit dem Rapid-Prototyping (RPD) Verfahren des selektiven Lasersinterns hergestellt wurden, ist es möglich, innere Porenstrukturen in Abhängigkeit der Fertigungsparameter dreidimensional darzustellen und zu quantifizieren. Die Vorteile dieses Herstellungsverfahrens liegen unter anderem im “schnellen” Prototypenbau. Zunehmend geht der Trend von RPD zu “Rapid Manufacturing” von zum Beispiel Spritzgussformteilen mit komplizierten 3D-Kühlkanälen. Diese können kaum mit einem anderen Verfahren hergestellt werden und fordern geringste Bauteilporositäten für optimale Oberflächengüten.
DGZfP-Jahrestagung 2009 - Poster 8
1

1. Experimentelles
1.1 Probenerstellung und Geometrie
Die Proben wurden mit der Direkt-Metall-Laser-Sinter/ Schmelz-Anlage M1-Cusing (CONCEPT Laser GmbH, Lichtenfels, Deutschland) gefertigt. Beim selektiven Lasersintern erfolgt die Bauteilgenerierung aus einem Stahlpulver Schicht für Schicht, wobei die gewünschten Bauteilgeometrien durch einen 100 W Nd:YAG-Laser aufgeschmolzen (belichtet) wurden. Bei der Probenfertigung wurden als Fertigungsparamter die Lasergeschwindigkeit, der Laserbahnabstand (Fokusdurchmesser multipliziert mit dem Überlappungsfaktor), die Schraffurart und die Schichtdicke einzeln variiert.
In Abbildung 1 (rechts) sind beispielhaft der Laserbahnabstand und die Schraffurart in Abhängigkeit zu der Beschichterrichtung als Fertigungsparameter skizziert. Bei den Schraffurarten b) bis f) wird jede Schicht in der gleichen Laserverfahrrichtung belichtet, wobei bei f) jede Schicht doppelt belichtet wird (einmal 0° und einmal 90°) und somit auch die doppelte Fertigungszeit benötigt wird. Bei Schraffurart a) wechselt die die Laserverfahrrichtung pro Schicht um 90° (alternierend ±45°). Weiters ist in dieser Abbildung der Laserbahnabstand eingezeichnet, welcher als weitere Fertigungsparameter variiert wurde. [2]
In Abbildung 1 (links) ist die ausgewählte Probengeometrie dargestellt, welche zylindrisch gewählt wurde, damit geometriebedingte CT-Artefakte minimiert werden. Als Pulvermaterial diente ein austenitischer korrosionsbeständiger Stahl (Pulver CL 20ES ist vergleichbar mit der Werkstoffnummer 1.4404) mit einer Dichte zwischen 7,5 und 8 g/cm³.
Laserbahnabstand
Schicht 1 Schicht 2
Beschichterrichtung
Abb. 1.: links: 3D-Darstellung der Probengeometrie in mm rechts: Schraffurarten in Abhängigkeit zur Beschichterrichtung in der Maschinensoftware:
a) alternierend ±45°; b) 0°; c) 90°; d) +45°; e) -45°; f) 0x90° [2]
1.2 CT-Messung
Die CT-Messungen wurden am Mikrofokus CT RayScan 250XE (Ray Scan Technologies, Meersburg, Deutschland) mit den folgenden Messparametern durchgeführt: 181 kV Spannung, 51 µA Strom, 2000 ms Integrationszeit bei 900 Projektionen und 7,51 µm Voxelgröße. Die Messdauer betrug mit diesen Parametern ~60 Minuten pro Messung.
2
1.3 CT-Auswertung
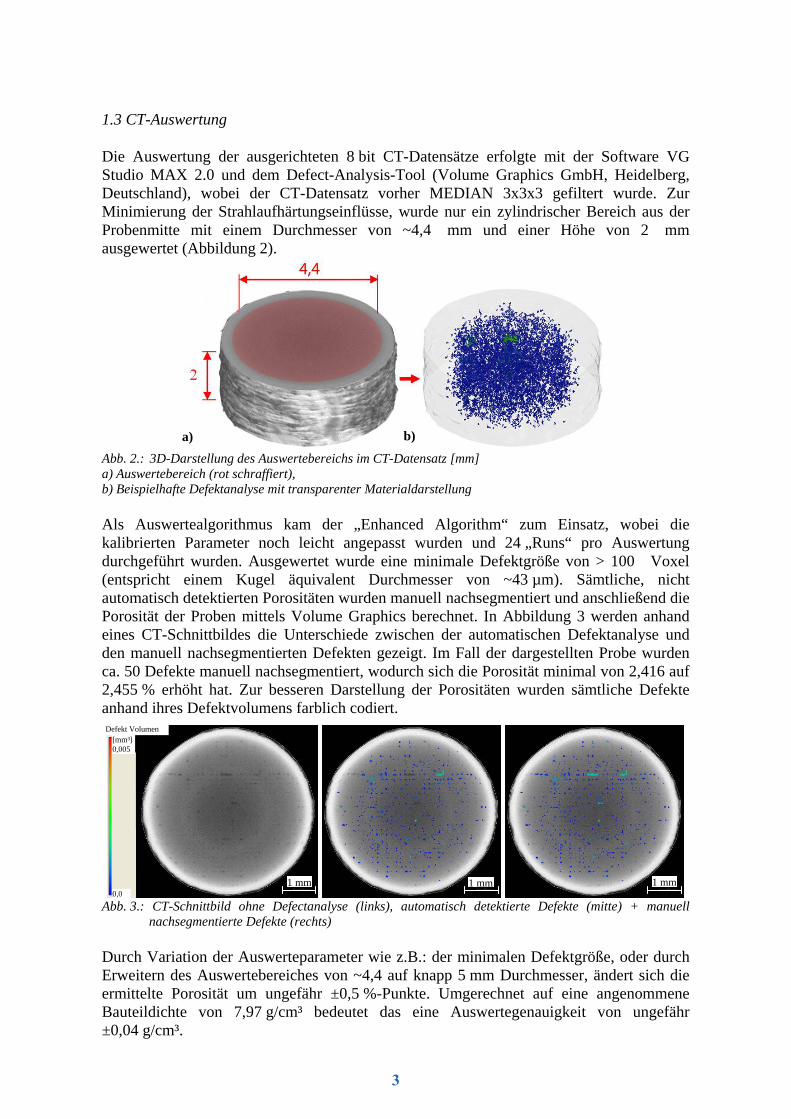
Die Auswertung der ausgerichteten 8 bit CT-Datensätze erfolgte mit der Software VG Studio MAX 2.0 und dem Defect-Analysis-Tool (Volume Graphics GmbH, Heidelberg, Deutschland), wobei der CT-Datensatz vorher MEDIAN 3x3x3 gefiltert wurde. Zur Minimierung der Strahlaufhärtungseinflüsse, wurde nur ein zylindrischer Bereich aus der Probenmitte mit einem Durchmesser von ~4,4 �mm und einer Höhe von 2 �mm ausgewertet (Abbildung 2).
Abb. 2.: 3D-Darstellung des Auswertebereichs im CT-Datensatz [mm]
b) a)
a) Auswertebereich (rot schraffiert), b) Beispielhafte Defektanalyse mit transparenter Materialdarstellung
Als Auswertealgorithmus kam der „Enhanced Algorithm“ zum Einsatz, wobei die kalibrierten Parameter noch leicht angepasst wurden und 24 „Runs“ pro Auswertung durchgeführt wurden. Ausgewertet wurde eine minimale Defektgröße von > 100� Voxel (entspricht einem Kugel äquivalent Durchmesser von ~43 µm). Sämtliche, nicht automatisch detektierten Porositäten wurden manuell nachsegmentiert und anschließend die Porosität der Proben mittels Volume Graphics berechnet. In Abbildung 3 werden anhand eines CT-Schnittbildes die Unterschiede zwischen der automatischen Defektanalyse und den manuell nachsegmentierten Defekten gezeigt. Im Fall der dargestellten Probe wurden ca. 50 Defekte manuell nachsegmentiert, wodurch sich die Porosität minimal von 2,416 auf 2,455 % erhöht hat. Zur besseren Darstellung der Porositäten wurden sämtliche Defekte anhand ihres Defektvolumens farblich codiert.
[mm³] 0,005
Defekt Volumen
1 mm1 mm 1 mm
Abb. 3.: CT-Schnittbild ohne Defectanalyse (links), automatisch detektierte Defekte (mitte) + manuell nachsegmentierte Defekte (rechts)
0,0
Durch Variation der Auswerteparameter wie z.B.: der minimalen Defektgröße, oder durch Erweitern des Auswertebereiches von ~4,4 auf knapp 5 mm Durchmesser, ändert sich die ermittelte Porosität um ungefähr ±0,5 %-Punkte. Umgerechnet auf eine angenommene Bauteildichte von 7,97 g/cm³ bedeutet das eine Auswertegenauigkeit von ungefähr ±0,04 g/cm³.
3

2. Ergebnisse und Diskussion
2.1 Porositätsbestimmung
Die durch CT ermittelte Porosität wird als „relative Dichte“ in Abhängigkeit zu den einzelnen Fertigungsparametern in den Diagrammen dargestellt:
relative Dichte [%] = 100 % - Porosität [%]
Aus Abbildung 4 ist deutlich zu sehen, dass im Vergleich zu den vom Maschinenhersteller vorgegebenen Standardparametern „S“, die Bauteildichte teilweise deutlich� erhöht werden konnte. Anhand des Parameters der Laserverfahrgeschwindigkeit konnte zum Beispiel auch sehr gut gezeigt werden, dass es ein Maximum an Energieeinbringung bei ca. 200 mm/s gibt, ab dem keine weitere Steigerung der Bauteildichte möglich ist. Die relative Dichte betrug in diesem Punkt 99,1 %.
In Abhängigkeit zu der Schichtdicke, nimmt die relative Bauteildichte linear mit steigender Schichtdicke ab. Die minimale Schichtdicke wird vor allem durch die maximale Pulverpartikelgröße und der Mechanik der Lasersinteranlage begrenzt.
relative Dichte / Schichtdicke
65
70
75
80
85
90
95
100
0,03 0,05 0,06 0,08 0,09 0,11 0,12 0,14 0,15
Schichtdicke [mm]
rela
tive
Dic
hte
[%]
relative Dichte / Lasergeschwindigkeit
92
93
94
95
96
97
98
99
100
100 200 300 400 500 600Laserverfahrgeschwindigkeit [mm/s]
rela
tive
Dic
hte
[%]
S
S
Abb. 4.: relative Bauteildichten beim selektivem Lasersintern in Abhängigkeit von einzelnen
Fertigungsparametern. „S“ ist der vom Maschinenhersteller vorgegebene Standardparameter.
Anhand der 3D-Darstellungen in Abbildungen 5 und Abbildung 6 (links) wird gezeigt, dass sich die Poren entlang des Laserverfahrweges orientieren, wodurch anhand der Porenstruktur auch die Fertigungsparameter wie der Laserbahnabstand oder die Schraffurart abgelesen werden können. Auch kann anhand der 3D-Darstellungen gezeigt werden, dass die Poren sehr homogen im gesamten Auswertebereich verteilt sind.
Abb. 5.: 3D-Darstellung eines CT-Datensatzes in Abhängigkeit von der Laserverfahrgeschwindigkeit.
500 µm500 µm
v= 200 mm/s v= 600 mm/s
4

In Abbildung 6 kann anhand des Diagramms (rechts) abgelesen werden, dass mit doppelter Belichtung pro Schicht (Schraffurart „f“ 0x90°) eine deutlich höhere relative Bauteildichte erreicht werden kann, als mit den anderen Schraffurarten. Weiters bestehen noch Unterschiede darin, ob der Laser in Beschichterrichtung (0°) oder 90° dazu verfährt.
relative Dichte / Schraffurart
97,2
97,7
98,2
98,7
99,2
±45° 0° 90° 0x90°Schraffurart
rela
tive
Dic
hte
[%]
S
Abb. 6.: links: 3D-Darstellung der Porenstruktur mit 0° Schraffur in der Ansicht von „oben“ (Ausschnitt) Der „orange“ Balken entspricht dem Laserbahnabstand von 0,14 mm [ ] rechts: relative Bauteildichten beim selektivem Lasersintern in Abhängigkeit der Schraffurart, wobei „S“ der vom Maschinenhersteller vorgegebene Standardparameter ist.
Anhand der ausgewerteten Parameterabhängigkeiten wurden für den 100 W Nd:YAG-Laser und dem Pulver CL 20ES optimale Fertigungsparameter für eine möglichst hohe Bauteildichte ermittelt, die in Tabelle 1 angeführt sind:
Lasergeschwindigkeit [mm/s]
Fokusdurchmesser [mm]
Überlappungsfaktor
Schraffur [°]
Schichtdicke [mm]
200 0,15 0,5 0x90 (0*) 0,03 * um Fertigungszeit zu sparen
Tab. 1.: Optimierte Parameter für den 100 W Nd:YAG-Laser und dem Pulver CL 20ES
2.2 Verifizierung der CT-Ergebnisse mittels gravimetrischer Dichtebestimmung
Die ermittelten Porositätswerte mit CT konnten unter Annahme einer theoretischen Materialdichte von 7,97 g/cm³ in eine Bauteildichte umgerechnet werden. Die so erhaltene Dichte mit CT wurde anhand gravimetrisch bestimmter Dichtewerte nach DIN EN ISO 2738 [3] verglichen und die Differenz als Häufigkeitsverteilung in Abbildung 7 aufgetragen. Der Mittelwert der Abweichungen von CT und gravimetrisch bestimmter Dichte lag bei 0,025�g/cm³ bei einer Standardabweichung von ±0,03�g/cm³. Die Übereinstimmung ist also sehr gut.
relative_Dichte_CT… ausgewertete relative Dichte aus CT [%]
ρCT… berechnete Dichte der Proben ermittelt durch CT [g/cm³]
ρth_Lit… theoretische Dichte für 1.4404 aus der Literatur [g/cm³]
%100__*_
CTDichterelativeLitthCT ρρ =
Häufig keits verteilung der Dic hteabweic hung
0
1
2
3
4
5
‐0,025
0,00
0
0,02
5
0,05
0
0,07
5
DichteC T ‐ Dic hteg rav imetris c h [g /cm³]
Häu
figke
it
Abb. 7.: Häufigkeitsverteilung der Dichteabweichungen und Formel zur Berechung der Dichte mittels CT.
5

2.3 Visuelle Verifizierung mittels Metallografie
Zur Verifizierung der CT-Daten wurden visuelle Vergleiche mit metallografischen Zielpräparationen durchgeführt. In Abbildung 8 wird ein CT-Schnittbild einem metallografischem Schliff gegenübergestellt. Diese Gegenüberstellungen ergaben, trotz der relativ geringen CT-Auflösung gegenüber dem Lichtmikroskop (LM), sehr gute Übereinstimmungen einzelner Porenstrukturen. Weiters ist am Schliffbild zu erkennen, dass die Randbereiche der Probe (fertigungsbedingt) geringere Porositäten aufweißen als das Probeninnere. Dieser Effekt konnte anhand der CT-Schnittbilder zwar vermutet, aber auf Grund der starken Strahlaufhärtungsartefakte nicht eindeutig festgestellt werden.
LM-1
LM-2
CT-1
CT-2 LM-3 CT-3
Abb. 8.: Gegenüberstellung eines metallografischen Schliffes (links) mit einem CT-Schnittbild (rechts) aus ungefähr demselben Bereich. Die Bereiche LM bzw. CT 1-3 werden in Abbildung 9 detailliert dargestellt.
500 µm500 µm
In Abbildung 9 werden die eingezeichneten Bereiche LM bzw. CT 1 – 3 aus Abbildung 8 vergrößert dargestellt. In den CT-Darstellungen (rechts) erfolgt eine 3D-Darstellung der segmentierten Porositäten aus der Defektanalyse, mit teiltransparenter Materialdarstellung.
CT-Darstellungen
Lichtmikroskop-Aufnahmen
Schnittbilder Segmentierte Defekte (ohne Defektanalyse) (mit Defektanalyse)
LM/ CT - 1:
LM/ CT - 2:
LM/ CT - 3:
Abb. 9.: Visuelle Verifizierung der CT-Daten: metallografischer Schliff (links), CT-Schnittbild (mitte) und
segmentierte Porositäten (rechts)
250 µm
6

3. Zusammenfassung
Anhand der CT-Untersuchungen konnten die 3D-Porenstrukturen von Proben, die durch selektives Lasersintern hergestellt wurden, dargestellt und charakterisiert werden. Die dreidimensionale Porositätsbestimmung dieser Sintermetalle mit einer Dichte von ~8 g/cm³ erfolgte anhand des CT-Datensatzes mit der Software VG Studio MAX 2.0 und dem Defect-Analysis-Tool.
Die mittels CT ermittelten Porositäten lagen zwischen 0,9 und 32,5 %. Umgerechnet auf eine relative Dichte ergab das ein Dichtemaximum von 99,1 %. In Abhängigkeit zu den Fertigungsparametern können Zusammenhänge der ermittelten Bauteildichten herausgelesen werden. Aus diesen Erkenntnissen konnten optimierte Fertigungsparameter für das selektive Lasersintern für möglichst dichte Bauteile ermittelt und in Tabelle 2 angeführt werden:
Lasergeschwindigkeit
[mm/s] Fokusdurchmesser
[mm] Überlappungsfaktor
Schraffur
[°] Schichtdicke
[mm]
200 0,15 0,5 0x90 0,03 Tab. 2.: Optimierte Parameter für den 100 W Nd:YAG-Laser und dem Pulver CL 20ES
Weiters wurden die durch CT erhaltenen Porositätswerte in eine Bauteildichte umgerechnet und mit gravimetrischen Dichte-Messungen verglichen. Die Differenz zwischen der mit CT ermittelten Bauteildichte und der gravimetrisch ermittelten Dichte kann mit einer Standardabweichung von ±0,03�g/cm³ als sehr gut bezeichnet werden.
Visuelle Verifizierungen der CT-Daten, anhand metallografischer Zielpräparationen, ergaben sehr gute Übereinstimmungen, wobei auf Grund von Strahlaufhärtungsartefakten der Randbereich der Proben nicht eindeutig verifiziert werden konnte.
Danksagung
Dieses Projekt wurde unterstützt von der österreichischen Forschungsförderungsgesellschaft (FFG) und der oberösterreichischen Landesregierung. (http://3d-ct.at)
Referenzen
[1] Bernhard Plank, Charakterisierung von Porositäten in Sintermetallen mit 3D-Röntgencomputertomographie zur Ermittlung optimaler Fertigungsparameter beim selektiven Laserschmelzen September 2008, Diplomarbeit an der Fachhochschule Wels
[2] Concept Laser GmbH., Dokumentation und Schulungsunterlagen für M1 cusing, September 2005, Hofmann Innovation Group AG
[3] DIN EN ISO 2738:1999, Sintermetalle, ausgenommen Hartmetalle | durchlässige Sintermetalle | Bestimmung der Dichte, des Tränkstoffgehaltes und der offenen Porosität, Februar 2000
7