chapter ii solid wood and panel products - princeton
TRANSCRIPT
Chapter II
Solid Wood and Panel Products

Chapter II
Solid Wood and Panel Products—
Summary and Conclusions
33

34 ● Wood Use: U.S. Competitiveness and Technology
Introduction
Panels have been replacing lumber in con-struction for the past three decades. Plywoodhas been produced commercially in the UnitedStates since the turn of the century, but ply-wood manufacture, like lumber manufacture,relies on large-diameter, high-quality softwoodtimber, which is becoming increasingly scarce.As a result, technologies for panel manufacturehave concentrated on expanding the resourcebase, Newer panels, made from wood wafersor strands, can be made from small logs, resi-dues, and hardwoods and can substitute forplywood in construction applications, Twonew panel products, waferboard and orientedstrand board (OSB), already have capturedsome plywood markets and are expected tocontinue expanding. Most new, planned panelmanufacturing capacity in the United Statesis in OSB or waferboard. Because these prod-ucts can be made from hardwoods and fromlower quality softwoods than can plywood,production facilities are located in the GreatLakes States and Northeast, closer to construc-tion markets and suitable wood supplies.
Advances in plywood manufacture also haveexpanded small log utilization through im-provements in log peeling technology. Otherchanges in plywood production include in-creasing automation and improving dryingprocesses to reduce energy use, accelerate dry-ing, and produce more stable panels.
These improvements in primary manufactur-ing have been aimed principally at expandingthe usable resource base: increasing the abil-ity t o use hardwoods and a greater proportionof the tree. Increasing the efficiency of wooduse in construction also has potential to reducethe pressure on domestic timber resources, par-ticularly the softwoods. Engineering analyseshave shown that many houses are overbuilt, orcapable of withstanding far greater stressesthan required by housing codes. More carefulmatching of construction members—framingand sheathing—to the engineering require-ments of the structure could help reduce theamount of wood required to build a home.
New construction technologies also haveshown some promise in reducing wood re-quirements. In particular, the use of factory-made wood trusses for floor, wall, ceiling, androof framing reduces lumber requirementsand, at the same time, speeds up housing con-struction and reduces labor costs. Factory-made housing components, such as wall panelsthat combine framing and sheathing, also canreduce wood waste and construction labor re-quirements. Construction technologies, how-ever, are slow to change, and the impact ofthese technologies on wood utilization is un-likely to be significant in the short run,
Profile of the Lumber and Panel Products Industry
As the world’s largest consumer of industrialwoodl (including pulp), the United States usesover one-fourth of the world’s timber products,more than half of which is lumber, plywood,and veneer, In 1979, the United States con-sumed approximately 50 million air-dry tonsof lumber, 12 million tons of plywood, and 10million tons of panel products, accounting fornearly half the U.S. consumption of industrial
1 Industrial wood includes all commer(; ial roundwood productseY(:ept fuelwood”
roundwood. 2 In addition, the United States pro-duces over 20 percent of the world’s softwoodlumber, 15 percent of its hardwood lumber,nearly 45 percent of its plywood, 1.5 percentof its particle board, and 40 percent of itsfiberboard,’— — —
2 U S DA Forest Service, U.S. Timber Production, Trade, Con-
sumption, and Price Statistics, 1950-1980, Miscellaneous Publica-tion No, 1408, 1981.
3Roger A. Sed jo and Samuel J. Radcliffe, Postwar 7“rends in1 l,s, Forest products Trade: A Global, National, and Regionall’iettr, Research Paper R-22 (Washington, E).(; ,: Resources Forthe Future, 1980).

Ch. II—So/id Wood and Panel Products • 35
Despite its role as a major producer, theUnited States is a net importer of lumber andpanel products, except particleboard, It im-ports nearly 35 percent of the world’s total soft-wood lumber imports, over 5 percent of worldhardwood lumber imports, 30 percent of worldplywood and veneer imports, and over 10 per-cent of world fiberboard imports (fig. 7). TheU.S. trade pattern is dominated by imports ofsoftwood lumber and plywood from Canada,imports of hardwood veneer and plywood fromAsia, exports of softwood products (includinglogs) from Alaska and the Pacific Northwestto Japan, and some export of panel productsfrom the west coast and the South to Japan,Europe, and Central and South America.
Raw Materials
In addition to the various timber used as rawmaterials, plywood and panel products man-
ufacture is a major consumer of adhesives. Thelargest single adhesives market today is in ply-wood manufacture.4 Production of compositepanel products consumes significant amountsof phenol and urea formaldehyde resins. Otherchemicals used by the industry include fireretardants and wood preservatives. Preserva-tives may become even more important in thefuture if wood use for foundations in housingconstruction continues to expand. All of thesechemicals—adhesives, preservatives, and fireretardants—are largely derived from pe-troleum.
Product Demand
Because demand for lumber and panel prod-ucts is linked closely to the homebuilding in-
4Peter Gwynne, “Adhesives: Bound for Boundless Growth, ”Technolog~, January/February 1982, p. 43.
Figure 7.—
U S production (percent of world production)\U.S. exports (percent of world exports)
U S imports (percent of world imports)
SOURCE Roger A Sedjo and Samuel J Radcllffe, Postwar Trends In U S forest Producfs Trade: A G/oba/ Natmna! and Reg/ona/ View, Resources for the Future, ResearchPaper R.22, 1980

36 ● Wood Use: U.S. Competitiveness and Technology
dustry, production of lumber and panel prod-ucts follows the general pattern of housingstarts. In 1976, construction-related activity ac-counted for three-fifths of the lumber and two-thirds of the plywood consumed in the UnitedStates. 5 New home construction is the majormarket for lumber and plywood, although res-idential upkeep and improvement and nonres-idential construction also consume significantamounts. Periodic depressions in the housingindustry create soft markets that greatly affectlumber, plywood, and panel demand, resultingin mill closures and curtailments in pro-duction.
Other major uses of wood—manufacturingand shipping—account for 18 percent of thelumber and 10 percent of the plywood con-sumed in the United States. Furniture makingaccounts for the bulk of the wood used in man-ufacturing, and pallet manufacturing is the ma-jor market for wood in shipping. A summaryof lumber and panel products use is shown intable 11.
Industry Size and Distribution of Production
The lumber and forest products industry con-sists of 35,000 establishments and employsnearly 700,000 workers, or nearly 4 percent ofthose employed in U.S. manufacturing.6 Ma-jor wood products manufacturing sectors ofthe lumber and wood products group em-ployed 219,000 people in 1981 (table 12).
Although the industry is dominated by a fewlarge firms, some segments are made up ofsmall, competitive firms (table 13). The lumberindustry is the most competitive component ofthe lumber and wood products sector. Of its8,184 establishments, 80 percent employ fewerthan 21 people, ’ Over 50 percent of the U.S.lumber output is produced by 10 percent of themills (table 14).
5 USDA E’orest Service, An Analysis of the 7’in]ber Situationin the United States 1952-2030, review draft, 1980.
‘U.S. Department of Commerce, Bureau of Industrial Econom-ics, 1982 U.S. Industrial Outlook for 200 Industries With Pro-jections for 1986 (Washington, D. C.: U.S. Government PrintingC)ffi[;e, January 1982].
Lumber production is concentrated in theSouth and the West, where most of the soft-wood, sawtimber growing stock is located.While the South contains more sawmills thanthe West, its mills generally are much smaller.The West produces over two-thirds of the lum-ber output (table 15). Mills in the North andEast produce only 6 percent of the annual lum-ber output.
The plywood and panel products industriesare more concentrated than the lumber indus-try and have fewer mills. Their 232 softwoodveneer and plywood mills, 366 hardwood ve-neer and plywood mills, and 68 particleboardmills employ about 77,OOO people,
Because construction, like lumber, dependson high-value, large softwood logs, the Southand West are major plywood-producing re-gions. In 1979, the South and West produced42 percent and nearly 47 percent, respectively,of [J. S. plywood manufactured; the remainderwas produced in the northern Rocky MountainStates. Plywood production has been shiftingto the South since the early 1960’s, primarilybecause of its lower wood prices.
In 1979,96 percent of the panel manufactur-ing capacity was in plywood. A few plywoodplants also produced corn-ply, a structuralpanel with veneer faces and a particle core.Only two waferboard plants existed in theUnited States in 1980, although there wereplans to add several more plants between 1981and 1983 in the Great Lakes States or Maine.8
Unlike the plywood and lumber industries,which require sawtimber-quality trees, com-posite structural panels use hardwoods; small,lower quality trees; and, occasionally, millwaste. The nonplywood panel products indus-try, therefore, probably will continue to be con-centrated in the East, particularly in the GreatLakes States, and the Northeast, where majorconstruction markets are located,
—.—7See note 6.‘Kidder, Peabody and Co., 1 nc., “Corn-ply, Waferboard, Or]-
ented Strand Board: Revolution in the Structural Panel Market?”,I)e(; 24, 1980

Ch. II—SolId Wood and Pane/ Products ● 37
I
al
“iiG
uo0
>i i
—
m
u-l

38 . Wood Use: U.S. Competitiveness and Technology
Table 12.—Selected Statistics on the Lumber and Panel Products Industry, 1981
Value of product Value added - Number ofshipments (millions Number of employees
Establishment (millions of dollars) of dollars) establishments (thousand)Sawmills and planing mills (SIC 2421) . . . . . $11,765.7 $5,552.2 7,544 151.0Softwood veneer and plywood (SIC 2436) . 3,270 1,460 256 40.8Hardwood veneer and plywood (SIC 2435) 1,200 430 321 21,3Particleboard ., ... ... . . . . . . ... . . . . . 545 225 63 6.2
Table 13.—Number of Primary Timber-Processing Establishments in the United States,by Industry and Type of Organization, 1972
Single-unit Multi unitcompanies companics Total
Industry Number Percent Number Percent Number Percent –
Lumber manufacturing. . . . . . . . . . . . . . . . . . . . . . 21,554 95 1,132 5 22,686 100Plywood and veneer manufacturing . . . . . 332 54 276 46 598 100Woodpulp manufacturing . . . . . . . . . . . . . . . . . . . . 82 25 249 75 331 100Other primary timber manufacturing . . . . . . . . 4,081 86 679 14 4,760 100
Total establishments . . . . . . . . . . . . . . . . . . . . . . . . . 26,039 92 2,336 8 28,375 100a s ,n g le. u n it cornpaflles operate at only one IOcatlonbForest Sew Ice estimate based on Bureau of the Census data
SOURCE U S Department of Commerce, Bureau of the Census, Census of Manufactures, 1972 Volume/ Subject and Spec/a/ Sfatfst/cs (Washington, D C U S Govern.ment Pnnttng Office, 1976)
Table 14.— Lumber Production by Mill Size, 1979
Mill size Production(Million board feet) Number of mills percent (million board feet) PercentOver 50 . . . . . . . . . . . . . . . . . . . 151 10 17,920 5525-50, . . . . . . . . . . . . . . . 189 13 6,691 2110 - 25 ......., . . . . . . . . . . . . . 288 20 4,588 145 - 10 ........, . . . . . . . . . . . . 272 18 1,908 63- 5 . . . . . . . . . . . . . . . . . . . . . 233 911 3
Other. ... . . . . . . . . . . . . . . . . 334 23 478 1
Total . . . . . . ... ... . . . . . 1,467 100 32,496 100SOURCE 1981 Directory of Forest Products Industry
Table 15.— Large Mills and Production by Region and Size
Production range Number of mills
(million board ft) West South North and East
Over 50. . . . . . . . . . .“. . . . . . 115 32 425-50 . . . . . . . . . . . . . . . . . . 118 66 510-25 . . . . . . . . . . . . . . . . . . . . 114 136 385-10 . . . . . . . . . . . . . . . . . . . . . . 42 158 723- 5 . . . . . . . . . . . . . . . . . . . 27 112 94
Other . . . . . . . . 57 100 177Total . . . . . . 473 604 390Total production . . . . . . . . . . . . 22,131 8,287 2,078Percent of total output . . . . . . . 68 26 6
SOURCE 1981 Directory of the Forest Products Industry

.
Ch. //—Solid Wood and Panel Products ● 3 9
Use of Solid Wood and Panel Products
Three sectors of the lumber and wood prod-ucts industry group are among the 45 rapid-growth industries whose compound annualgrowth rates ranged from 6 to 20 percent be-tween 1972 and 1978: 1) wood pallets and skids;2) wood kitchen cabinets; and 3) structuralwood members, such as laminated or fabri-cated trusses, arches, and other structuralmembers of lumber (not including standardsoftwood or hardwood dimension lumber). Al-though three-fourths of the rapid-growth indus-tries attributed their success to new productdevelopment, of the three rapid-growth, wood-using industries, only “structural wood mem-bers” listed new products as a key growth fac-tor.9 Two of these new products, laminatedbeams and roof trusses, actually were intro-duced into the market during the 1950’s.
Two new developments, however, are trussesthat can be used to frame entire houses andtechniques for producing laminated beams,joists, and girders of many sizes and shapes.Such large, laminated beams and arches, fre-quently bent into specified shapes, have pene-trated new markets, including the constructionof large indoor sports arenas, convention cen-ters, and domes. Trusses, on the other hand,have not opened many new markets for woodproducts but have replaced larger dimensionlumber in light frame construction.
Other new products recently introduced in-clude various types of fiberboard and particle-board. A medium-density fiberboard (MDF),first produced in the mid-1970’s, has rapidlyexpanded into furniture corestock marketsformerly held by particleboard and other pan-els. New types of particleboard include panels
fI [ I,s, [)~;~):l rl mf!n t of (;0 m m Crc e, op. [: it.
made from strands (thin shavings or slivers ofwood), flakes, or wafers, sometimes with ve-neer faces. These panels, first introduced inCanada and the United States in the mid-1970’s, now strongly compete with softwoodplywood for structural use.
The amount of lumber used in homes has re-mained fairly constant for several decades,while the amount of plywood and structuralpanels has increased. Panels for sheathing
(walls) have replaced sheathing lumber. Now,however, plastic-foam sheathing is replacingwood-based sheathing in some markets owingto its superior insulation properties. New pane]products are expected to replace plywood forsheathing and underpayment (floors). The sametrend seems to have occurred in furniture man-ufacturing, where plywood and particleboardhave replaced lumber as furniture corestockand have themselves been replaced by MDF.
Shipping pallets have been replacing woodboxes and containers for materials handling.New types of pallets, made with plywood deck-ing, particleboard, or MDF, are expected to re-place some of the existing hardwood lumberpallets in the future.
In general, new products introduced by thelumber and panel industries replace otherwood products already in use, rather than com-pete with other materials. If the forest indus-try hopes to expand the uses of wood, it prob-ably will have to develop new products that cancompete with steel, aluminum, plastics, andother structural materials, rather than productsthat simply replace other wood products. Thisprobably will require greater interaction ofother professions involved in the constructionindustry: building code offices and testing or-ganizations, architects, and building contrac-tors.

40 . Wood Use: U.S. Competitiveness and Technology
Industry Trends and Potentials
Most of the wood (over 96 percent in 1976)entering mills for primary processing is usedas products or as an energy source. Wastesfrom lumber and veneer or plywood mills areused for fuel or for manufacturing particle-board, composite panels, pulp, or paper.10
While the wood products industry as a wholeis quite resource-efficient, opportunities for in-creasing efficiency still exist in three areas:1) increasing the recovery of high-value pri-mary products (lumber, plywood, particle-board); 2) expanding the use of underutilizedspecies, wood residues, and defective materialsnow left in the woods after harvest; and 3) in-creasing the efficiency of the end use of woodproducts.
Product Recovery
The efficiency of product recovery in lumbermills, described as the “lumber recovery fac-tor” (LRF), is measured by the number of boardfeet (12 inches by 12 inches by 1 inch) of lumberrecovered from a cubic foot of log. Because thenominal dimensions of finished lumber arelarger than the actual dimensions (a standardfinished 2- by 4-inch stud, for instance, meas-ures approximately 1½ by 3½ inches), there areactually 16, rather than 12, board feet of lumberin a cubic foot of solid wood,
Lumber recovery efficiencies in the UnitedStates currently average about 41 percent (LRFof 6.5). With new technologies and processes,the product recovery in lumber mills couldreach 60 to 88 percent (LRF of 10.0 to 13.0) formedium-sized logs.11 The product recovery inplywood mills averages around 50 percent.New processes may improve efficiency slightlyby enabling the use of materials which at onetime were rejected as veneer stock. Finally,
wood for structural panel manufacture, Engineered panel prod-ucts require roundwood to produce high-qua] ity flakes ofspecified dimensions.
“Jerome Saeman, “Solving Resource and Environment Prob-lems by the More Efficient Utilization of Timber, ” Report of thePresident’s AdL’isorJ’ Panel on ‘rimber and the L’n L’irunrnent,April 1973.
product recovery in particleboard, compositepanel, and fiberboard mills approaches 75 per-cent on a weight basis.12 Improvements areaimed at reducing processing time, improvingpanel quality, and increasing automation.
Since 53 percent of the wood entering saw-mills is used to manufacture particleboard, fi-berboard, paper, or energy, any increase inlumber output for one use tends to reduce theamount of wood available for other uses. Thesetradeoffs can be important in balancing lumberrecovery efficiency with other production proc-esses, including the need for energy.
Forest Resource Use
The forest products industry continuallyseeks ways to use a larger proportion of thewoody biomass left in the forest after the mar-ketable material is removed, Softwoods, whichare intensively utilized, could provide evenmore wood material if the tops, limbs,branches, and dead, dying, or defective timberwere used. The volume of dead and dying tim-ber in 1977 was estimated to be 21 ft3—almostdouble the amount harvested—and the volumeof residues left from logging came to 8 billionft3in 1976. New products and technologies,particularly in composite panel manufacture,could use these materials, although the amountthat would be economically recoverable is un-known. As second-growth timber replaced oldgrowth and utilization standards changed, thelumber and panel industries adjusted theirprocesses to use smaller logs. This trend prob-ably will continue, Moreover, as the price ofhigh-quality softwood stumpage increases, ad-vances in lumber processing and the develop-ment of composite panel products have in-creased the industry’s ability to use the vast andlargely untapped U.S. hardwood species.
IZ1~f;rsonal (communication w ith John Haygreen and Ja}’ Jo bn -son with OTA staff member Julie K, Gorte.

Ch. I/—So/id Wood and Pane/ Products ● 4 1
Efficient End Use of Wood Products
The greatest opportunity to increase the ef-ficiency of wood use may be in construction.Current techniques could reduce substantiallythe amount of wood used for home construc-tion—particularly in single-family detacheddwellings–without reducing the quality of thestructure. Two developments are particularlynoteworthy: 1) truss framing and 2) engineeredpanel assemblies, which combine sheathingand framing. Increased use of single trusses toframe floors, walls, ceilings, and roofs togethercould yield greater wood savings. Some ana-lysts estimate that truss framing could achieveas much as 30 percent reduction in lumber useover conventional construction practices.
Engineered assemblies or stressed-skin pan-els used for floors, walls, or ceilings, which
combine sheathing and framing in sandwichpanels or with adhesives, also may increaseefficiency of wood use. Such assemblies arefactory-built, as are trusses, and their use couldreduce the wood wastes on construction sitesfrom cutting and custom fitting, resulting inless wood use while providing structuralstrength and stiffness.
Improvements in wood use in manufactur-ing and shipping are more limited. Major im-provements probably exist in the manufactureof particleboard pallets or of pallets withplywood or composite-panel decking. Althoughconstruction techniques now being used mayproduce a more durable and versatile pallet,they probably will not replace traditional pal-lets to any significant extent. Conventional pal-let manufacture requires lower capital invest-ment than particleboard facilities.
Lumber Products
Lumber products are of three basic types: 1] Softwooddimension lumber, 2) boards and finish lumber, the lumber
dimension lumber, the mainstay ofindustrv, is manufactured in five
and 3) timbers. Boards* and finish lumber areless than 2 inches thick and 1 inch or more inwidth. Dimension lumber is between 2 and 5inches thick and at least 2 inches wide. Lumberthat is 5 inches or more is classified as a timber.
* For purposes of this report, the term “hoard” is used onlyin reference to panel productt, one-in(:h lumber will be referredto ;is “f]nish lumber. ”
types of sawmills: 1)small-log mill; 2) stud mill;3) large, common-log mill; 4) large, grade-logmill; and 5) high-deduct, 1arge-log mill. Distin-guishing factors among these sawmill types arelog diameter and type of lumber product (table16). The most common mill is the small-logmill, which produces dimension lumber forlight frame construction.
Table 16.—Types of Softwood Sawmills and Their Primary Products
Sawmill type “- ‘ -- ‘ - Typical log diameter Primary products produced
Small-log dimension mill ., .. .5” to 16” Random length dimension -
lumberStud mills, ... ... ... , ... ,4” to 9” Studs 2” x 4” X 8‘ nominalLarge, common-log mill ... , 16” to 30” Random length dimension
lumberLarge, grade-log mill ., ... . . 15” and larger Common, shop, and clear
lumberHigh-deduct, large-log mill . . Large logs with greater than Clears and high-grade
30 percent deducta commonsA d a p t e d f r o m Wllllston 1-9;; – “aDeduct[on In recoverable lumber volume due to defects (n the logs
SOURCE Envlrosphere Co Wood /ts Present and Poten(/a/ Uses contractor report to OTA 1982

42 . WOOd Use: U.S. Competitiveness and Technology
Lumber Manufacture
The basic processing steps for lumber man-ufacturing are shown in figure 8. Materials andenergy flows of a typical sawmill are shownin figure 9. The efficiency of lumber recoverytends to vary with mill size, with larger millsachieving higher recoveries.
Potential Improvements in Milling Efficienciesand Lumber Manufacture
In 1979, lumber constituted almost 70 per-cent of the weight of all lumber and panel prod-ucts produced in the United States and 53 per-cent of all wood products, except pulp andpaper, consumed in that year.13 Thus, evensmall improvements in milling efficiency can
result in significant savings of the Nation’stimber resources, particularly softwood. Sev-eral such improvements can be made in lumbermanufacture by: 1) improving lumber recoveryor wood-use efficiency in sawmilling, 2) de-creasing energy requirements, and 3) improv-ing grading procedures.
Improving Lumber Recovery and Wood Use
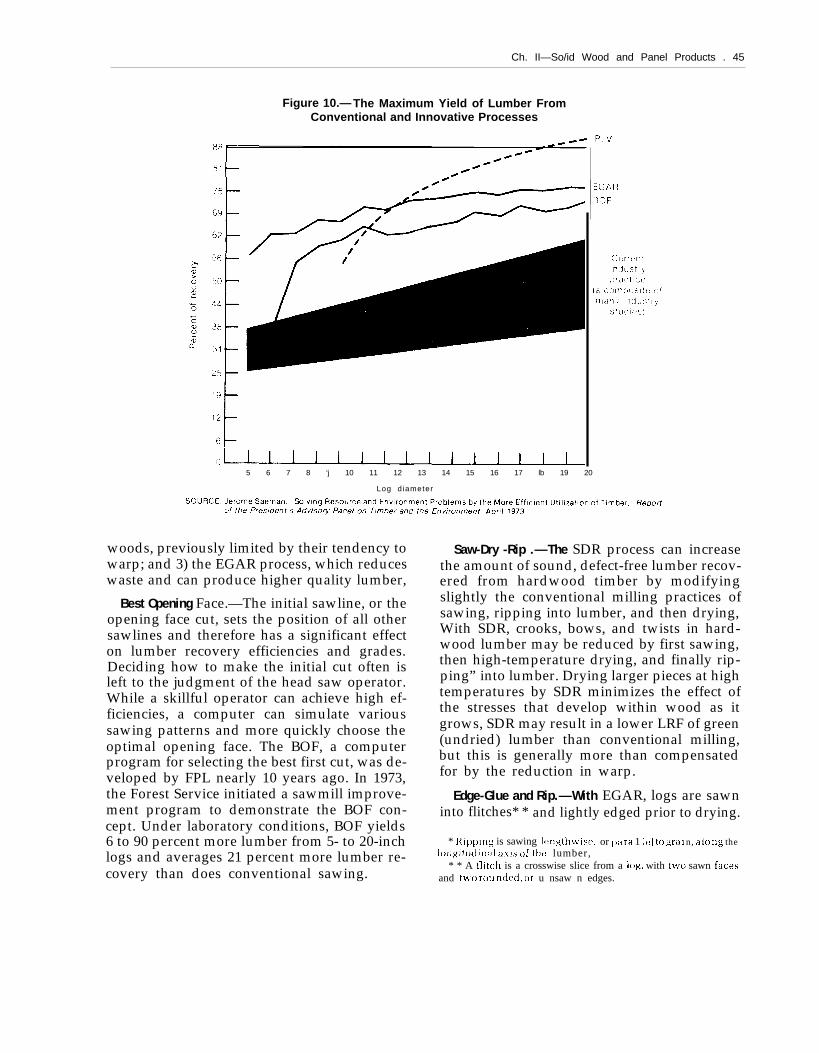
The following existing technologies probablyhave the potential to more than double the ef-ficiency of converting roundwood into lumberproducts (table 17). By installing or adoptingtechnologies such as BOF, PLV, and SDR, theefficiencies of sawmills probably could be in-creased substantially, The potential increase inlumber recovery efficiency for PLV, EGAR,and BOF is shown in figure 10. In addition, sev-eral new technologies, such as SDR, corn-ply,and composite lumber, probably can reduce
Figure 8.— Flow Diagram of a Typical State-of-the-Art Small-Log Sawmill, Indicating Process Waste Streams
r F
Log * >1 e Stabber * Twin - Trl-1band mill
Bucking Chips Sawdust Chips Sawdust Sawdust
Wood J
Chips
Productsorter
NOTE” A log profile is shown at each machine (top) The shaded areas Indicate material which is chipped away, while verticle I!nes in other cross-sections indicate saw Ilnes
SOURCE” E M Williston, Lumber Manufacfurlng The Design and Operation of Sawmi//s arrd Paper Mi//s (San Francisco. M!ller Freeman Publications, 1976).

Ch. II-Solid Wood and Panel Products . 43——. —.
Figure 9.— Present and Predicted Materials Balance for Softwood Lumber Based on Ovendry Weight(OD wt.) (sawlog weight includes bark)
Sawdust
the lumber industry’s dependence on high-val-ue softwood timber, whose scarcity (deflatedprice] has increased at the rate of about 2 per-cent per year (compounded) over the last cen-tury. The SDR process and the manufacture ofcomposite lumber and timbers allow manufac-turers to utilize hardwoods, defective timber,and wood residues formerly considered un-merchantable,
Expanding the resource base by using largerproportions of the wood produced in the for-est is one of two major opportunities that ex-ist to improve total utilization efficiency ofwood in the United States. The other is increas-ing the efficiency in the way lumber is used(conservation). However, increasing the effi-ciency of mills may not significantly reduce thedemand on the forest resource, unless increas-ing amounts of forest residues can be harvestedeconomically and transported to mills. For ex-
ample, the efficiency of lumber recovery mayreduce the amount of residue available to pro-duce energy, and pulp, paper, particleboard,and other fiber-based panels. Nationwide, theunused wood from primary processing consistsof 52 percent softwoods and 48 percent hard-woods and represents 7.1 million tons of ma-terial, A significant portion of this materialprobably comes from lumber manufacturing,although the exact quantity is unknown.
Improving Yields in Traditional Sawmills
There is a practical limit to the amount oflumber that can be recovered from any log,However, some new processes can increase thelumber-recovery efficiency of dimension lum-ber without major sawmill modifications; e.g.:1) the BOF program, which can produce highergrades and increase recovery of lumber; 2) theSDR process, which enables the use of hard-

Table 17.—Summary of Major Technologies for Improved Lumber Manufacture—
Technology Stage of development
BOF - Commercially available
EGAR Process IS developed; nosignificant commercial use.
SDR Process is developed; nosignificant commercial use.
MSR Commercially available.
PLV Lumber
-
Commercial availability limited —to a few specialty products.
Effect on resource base Effect on recovery
None Theoretical increase of 20°/0over conventionalsawmilling.
Possible increased small log Increases recovery 10-130/0utiIization,
Increased hardwood utilization. Reduces defects in hardwoodlumber; increases lumbervalue.
None Reduces variability withinlumber grades, allowingmore efficient use of lumberin construction.
Theoretical yield of 70-90°/0
Corn-Ply Lumber Not commercially available
Improved Drying (solar No significant commercialkilns, high temperature development.drying, vaporrecompression,dehumidification)SOURCE: Office of Technology Assessment
Allows use of hardwoods, Theoretical %O/. recovery,wood residue, defectivewood.
— Lower energy requirements;reduction in defects.
Barriers to implementation
Field results have shownaverage 40/0 Increase overconventional sawmilling.
More costly to manufacture;more labor-intensive.
Higher drying costs; requireshigh-temperature kilns.
Modification of codes to allowmost efficient use of MSRlumber.
Development of continuouslaminating presses; lack ofaccepted method forassigning product strengthvalues; requires new millingfacilities.
Requires new milling facilitiesor combination of veneerand particleboard facilities,
Usually higher capitalinvestment and/or longerdrying time.
Estimated timescale to
significantcontribution—.
o
15-20
10-20
0-5
15-20
15-20
15-25
Ch. II—So/id Wood and Panel Products . 45
Figure 10.— The Maximum Yield of Lumber FromConventional and Innovative Processes
I
5 6 7 8 ‘j 10 11 12 13 14 15 16 17 lb 19 20
Log diameter
woods, previously limited by their tendency towarp; and 3) the EGAR process, which reduceswaste and can produce higher quality lumber,
Best Opening Face.—The initial sawline, or theopening face cut, sets the position of all othersawlines and therefore has a significant effecton lumber recovery efficiencies and grades.Deciding how to make the initial cut often isleft to the judgment of the head saw operator.While a skillful operator can achieve high ef-ficiencies, a computer can simulate varioussawing patterns and more quickly choose theoptimal opening face. The BOF, a computerprogram for selecting the best first cut, was de-veloped by FPL nearly 10 years ago. In 1973,the Forest Service initiated a sawmill improve-ment program to demonstrate the BOF con-cept. Under laboratory conditions, BOF yields6 to 90 percent more lumber from 5- to 20-inchlogs and averages 21 percent more lumber re-covery than does conventional sawing.
Saw-Dry -Rip .—The SDR process can increasethe amount of sound, defect-free lumber recov-ered from hardwood timber by modifyingslightly the conventional milling practices ofsawing, ripping into lumber, and then drying,With SDR, crooks, bows, and twists in hard-wood lumber may be reduced by first sawing,then high-temperature drying, and finally rip-ping” into lumber. Drying larger pieces at hightemperatures by SDR minimizes the effect ofthe stresses that develop within wood as itgrows, SDR may result in a lower LRF of green(undried) lumber than conventional milling,but this is generally more than compensatedfor by the reduction in warp.
Edge-Glue and Rip.—With EGAR, logs are sawninto flitches* * and lightly edged prior to drying.
* Kipplng is sawing lengthwlsr or [)a ra 1 lel to gra 1 n, a 10 I)g thel[)ngitudina] axis of the lumber,
* * A flitch is a crosswise slice from a log, with two sawn facesand two ro’u nded, or u nsaw n edges.

46 . Wood Use: U.S. Competitiveness and Technology
They are then glued edgewise into panels, andthe panels are ripped into lumber. This reducesthe amount of wood lost in edging, which usu-ally sacrifices some sound wood from lumberedges in order to produce solid lumber ofstandard widths. Ripping can be done to yieldthe highest grade and strongest lumber byavoiding knots near the edges of the lumber.The EGAR process theoretically can increaselumber recovery from 35 to 77 percent fromlogs of 5 to 20 inches in diameter.14 It is esti-mated that EGAR can increase the output offinished dimension lumber by 10 to 13 percentby eliminating edging loss.15 Moreover, EGARlumber has greater strength and less warp thanstandard lumber. However, the process itselfis more labor-intensive than conventional lum-ber manufacture and requires additional dry-ing, which may increase manufacturing costs.
Several new lumber-drying processes thatcould reduce energy consumption may comeinto wide use in the future, Because the lumberindustry is a small energy consumer, savingsin energy use by the lumber manufacturing in-dustry probably will not contribute significant-ly to national energy conservation; they could,however, become more important to lumbermanufacturers as energy prices increase. (Thelumber industry, however, is a minor energypurchaser and is capable of producing muchof its own energy through the use of millwastes. )
Producing Composite Lumber and Timber Products
BOF, SDR, and EGAR are marginal modifi-cations to conventional sawmilling. Lumber,or lumberlike products, also can be made fromwood particles or veneer, as well as from solidwood or edge-glued pieces, Manufacturingsuch composite lumber can dramatically in-crease lumber recovery efficiency and extendthe timber resource base through use of woodwaste material and hardwoods, It is unlikely,however, that composite lumber products willreplace conventional 2 by 4 framing lumber.
‘V-hernan, op. cit.Is(j[:orge B. Harpo]e, Ed Williston, a n d H i r a m H . Hallock,
“E(lAK Process hlakes Wide-Dimension Lumher From Small],ogs, ” ,$c)uthern I,umberman, Dec. 15, 1977.
Most opportunities for using composite lumberare in larger applications—for girders andbeams-or for specialty applications. Two ma-jor processes have been developed to manu-facture composite lumber and timber products:PLV and corn-ply.
Parallel Laminated Veneer.—Also known aspress-lam and laminated veneer lumber (LVL),the PLV process consists of laminating (gluing)veneers with all plies parallel (as contrasted toplywood, where the veneers are laminated withgrains perpendicular) to make dimension lum-ber or timbers. Like plywood veneers, theveneer sheets are press-dried, coated withadhesives, laminated in overlapping fashion,pressed, and ripped to desired dimensions.PLV has a number of advantages:
● it produces high-quality products fromlow-quality raw material or hardwoods;
. lumber or timber dimensions are not lim-ited by log size; and
● it can convert logs into ready-to-use prod-ucts in 1 hour.
In general, PLV produces higher grade lum-ber than does conventional lumber manufac-turing. Moreover, PLV specialty products andlarge structural timbers from PLV might be at-tractive commercially; at least one firm nowmarkets a joist, called Micro-Lam, * made fromPLV. PLV also can be used to manufacturenonstructural wood products like millwork andcabinetry. Lumber recovery efficiency fromPLV can be increased from an efficiency of 53to 91 percent for 9- to 20-inch logs, an effi-ciency significantly greater than that theoreti-cally attainable from any other lumbermakingprocess.
Despite its advantages, PLV may not makesignificant penetration into conventional di-mension lumber markets in the near future.PLV manufacture requires equipment that can-not readily be adapted to conventional saw-mills; thus, shifting to PLV probably will re-quire entirely new mills with high capital costs.As existing sawmills are depreciated, PLV fa-cilities may be built as replacements, particu-
*Trademark of the Trus-Joist (lot-p,

Ch. II-Solid Wood and Panel Products . 47
larly if real stumpage values increase and ifbuilding codes are modified to recognize fullythe superior properties of PLV lumber. How-ever, it may be possible to modify plywood orpanel mills to produce composite lumber andproducts such as composite timbers (beams,joists, arches, girders, and the like), The sub-stitution of composites for dimension lumbermay occur slowly unless the price of high-qual-ity softwood logs significantly increases. PLVcan be used for large structural elements, suchas beams or timbers, that vary in cross sectionacross their length to meet strength re-quirements.
Com-ply.—Com-ply consists of a structuralcomposite core, like particleboard, with veneerfaces. It can be made into studs, larger dimen-sion lumber, or panels. Corn-ply studs arestrong enough to substitute for standard studson a one-for-one basis in exterior house fram-ing. The particleboard core constitutes 70 to80 percent of the product and can be madefrom hardwoods. Because a corn-ply mill canuse nearly all of its residues to produce the corematerial, it can operate with only 5 percentwaste, a lumber-recovery efficiency of 95 per-cent. Economic analysis of corn-ply lumberproduction shows, however, that it is unlikelythat corn-ply lumber will be very competitivewith either conventional or PLV lumber,
Decreasing Energy Requirements
Up to 90 percent of the heat energy requiredin lumber processing is consumed in dryinglumber to a moisture content of 13 to 16 per-cent. Lumber normally is dried in a steam kiln(although air drying is used sometimes) inwhich heated air is circulated. Kilns may beheated by natural gas or propane directly or,more commonly, by steam coils. Softwood lum-ber requires from 2 million to 4 million Btu/thousand board feet while hardwoods requireup to 6.5 million Btu. Several new drying tech-nologies have been developed, including: 1)high-temperature kiln drying, 2) continuous-feed drying, 3) dehumidification, 4) predrying,5) pressure drying, 6) solar drying, 7) solar de-humidification, 8) vacuum, 9) vacuum-radiofrequency, and 10) vapor recompression dry-
ing, Of these, continuous-feed, dehumidifica-tion, pressure, solar dehumidification, vacuum,and vapor recompression drying may gainsome commercial acceptance by 2000, althoughnone seems likely to replace conventionalsteam kilns.
Improving Grading and Quality
Dimension lumber is graded according tostrength and stiffness, Grades determine whatend uses may be made of construction lumber,Improved grading systems are being developedto better determine the end-use properties andcharacteristics of lumber and thereby avoidoverbuilding with lumber products or usinghigh-quality material where lower grades aresuitable. Because different defects such astwist, bow, crook, rot, or knots affect mechan-ical properties differently, current practices ofvisual grading often result in a wide variabilityin lumber properties within each grade. Build-ers often use lumber of better quality than isneeded for construction to account for this var-iability in meeting building codes and avoidingliability.
Improved ability to determine the strengthand stiffness of lumber, together with buildingcode acceptance of better design practicesbased on more precise grading, could result insignificant resource savings. Since lumberstrength is related to the presence of knots, asystem that can determine precisely the effectof each knot on each board would be quite val-uable. As yet, it is unavailable, Another devel-opment that could aid in making more efficientuse of framing lumber is a more precise under-standing of the strength required in end-useapplications, so that lumber strength can bematched to design specifications. Two majorefforts are under way to improve grading inthe United States: 1) MSR, an alternative grad-ing technology; and 2) ingrade testing, a re-search program,
Machine Stress Rating is a mechanical grad-ing system that measures lumber stiffness ina nondestructive, stress-rating machine. It doesnot eliminate the use of visual grading but in-stead gauges the stiffness before visual gradersdetermine the grade based on defects.

48 ● Wood Use: U.S. Competitiveness and Technology
MSR lumber, with a narrower range of vari-ability than visually graded lumber, reduces theamount of high-quality lumber needed to meetparticular design specifications. The primarymarket for MS R-graded lumber is in truss fab-rication, where lumber is used for roof, floor,and wall framing. The amount of lumber thatcould be saved using MSR varies and dependson the design of the truss.
The In-Grade Testing Program was initiatedin l977 by FPL to develop more precise dataon mechanical properties of various grades andspecies of lumber and to assess the importanceof these properties on the design and engineer-ing of structures. Tests of walls, floors, and fullscale indicate that houses generally are over-designed. Information from the In-Grade Test-ing Program may be used in conjunction withengineering structural analysis to improve theefficiency of lumber use in light frame con-struction.
Consumption and Use of Lumber Productsin the United States
Lumber consumption in the United Stateshas been relatively stable for several decades,increasing from just over 5 billion ft3 in 19.50to almost 6 billion ft3 in 1979.16 At the sametime, per capita consumption of lumber has de-clined by over 20 percent over the past threedecades (fig. 11).
Construction (including new residential con-struction, upkeep, improvement, and nonres-idential construction) uses about 60 percent ofall lumber consumed in the United States. Theremaining 40 percent is used in shipping, man-ufacturing, and other uses, with shippingaccounting for 43 percent of lumber used fornonconstruction purposes. New residentialconstruction alone accounts for 40 percent ofall lumber consumption.
New Residential Construction
Historically, the housing industry has expe-rienced wide swings in residential construc-tion activity, and there are indications that that
I%ee note 2.
Figure 11 .—Per Capita Consumption of Lumber1950-79
activity may continue to be erratic and uncer-tain. An upturn in homebuilding could drivesoftwood log prices up, increasing the incen-tives for lumber manufacturers to streamlineoperations and to increase product yields to re-main competitive. Low rates of residential con-struction could force many small lumber millsout of business, concentrating the industry inthe larger mills, which tend to be more effi-cient. Other developments in the homebuildingindustry also affect the lumber industry, suchas trends toward smaller houses and multifam-ily dwellings,
The amount of lumber used per unit dependslargely on the type of dwelling constructed and,to a lesser extent, on building techniques anddesign. Single-family detached dwellings useapproximately twice the amount of lumberused in multifamily dwellings and 4.5 times theamount used in mobile homes. Most single-family dwellings and small clustered units (e.g.,duplexes) are built onsite. Preassembled lum-ber products, such as trusses, have successfullypenetrated the market for roofs in light frameconstruction and now account for the majorityof roof framing. Floor trusses have been lesssuccessful, although they are gaining in accept-ance in some areas. Trusses used to framewhole houses (fig. 12) recently have been de-

Figure 12.— The Truss Frame System
Th IS truss framed system combl nes floor, wal Is, and roofInto a u r] !t Ized f ramp for st r uct L ra I cent I n u It y from the fou nd a t I o n u p t o the r I (j q eS(JU RCE USDA Forest SFrV Ice Forosl Products Laboratory
veloped by the FPL and are in limited usetoday.
Residential Upkeep and Improvement
Home upkeep and improvement accountedfor 14 percent of the lumber consumed in theUnited States in 197617 and almost 8 billionboard feet of softwood lumber in 198018 com-pared with 4.7 billion in 197o. Indications arethat such use may increase. The use of lumberper thousand dollars of expenditures on up-keep and improvement may have declinedslightly, however, primarily because of substi-tution of panel products for lumber.
New Nonresidential Construction
New nonresidential construction accountedfor just under 10 percent of the lumber con-sumed in the United States in 1976 for a range
IB( ;h 1 rl(; (It t I I, u m her a n{i PI }IW oodF’ore\t I)rodu[,ts I ndustrj’ and theA[:apulco, Llcxlco; Apr. 3-4, 1982.
Panel products are used
Forecasting, Inc., “The80’s. Think Tank #l ,“
Plywood and
for many things,mainly in construction, Single-family housingconstruction uses 43 percent of the plywoodand 25 percent of the particleboard and other
Ch. II—Solid Wood and Panel Products ● 49
of public, private, and commercial projects.Building construction, including commercialand other buildings, accounted for about two-thirds of the lumber used in new nonresiden-tial construction in the early 1970’s.* Totallumber use for new nonresidential construc-tion, which normally responds to general eco-nomic activity, is expected to double in the next50 years, primarily because of economicgrowth. 19
Manufacturing
Manufacturing, primarily of furniture, ac-counted for 11 percent of the lumber consumedin 1976. Much of the lumber once used forcorestock has been displaced—first by particle-board, then, more recently, by medium-densityfiberboard.
Shipping
Shipping accounted for 17 percent of thelumber consumed in 1976. Two-thirds of thelumber in shipping was used for pallets, withthe remainder used for dunnage, blocking,bracing, and wooden boxes. These latter useshave been declining for two decades and areexpected to continue declining.
Most pallets are made of low-grade hard-wood lumber, usually rough (unsurfaced) lum-ber. Pallet markets, which consume the major-ity of the hardwood lumber produced in theUnited States, expanded rapidly during the1970’s for materials handling, and some fur-ther expansion is expected. The rate of increasein industrial pallet use, however, is expectedto decline as the market becomes saturated.
* Utilities, water and sewer systems, high ~tays, and other non-t)uilrling construction accounted for the remaining one-third.
‘@.See note 5.
Panel Products
structural panels produced in the United States(table 18), Panel products also are popular inresidential upkeep and repair, accounting for23 percent of the plywood and approximately

50 ● Wood Use: U.S. Competitiveness and Technology
Table 18.—Plywood and Panel Products Consumed inNew Residential Construction in the United States,
1962-80
Type of home (ft2, 3/8” basis)
Year Single family Multifamily Mobile
1962 . . . . 3,010 1,800 “ 1,8401970 . . . . . . . . 5,385 1,910 1,3001976 ., . . . . . . . 5,815 3,255 1,6101978. , ... . . . 5,600a 2,650 5501980 . . . . . . . . 5,640 3,105 555.-aF[gUT~~ for I ip 76 Include only Plywood
SOURCES USDA Forest Service, An Ar?a/ys/s of the T(rnber S(tuatlon In theUn/fed States, 1952-2030, Review draft, 1980 (Includes ftgures from1962, 1970, and 1976)Thomas P Clephane, Out/ook for T/mber Supp/y/Dernarrd Through1990, Morgan Stanely Investment Research, 1982 (Includes figuresfrom 1978 and 1980)
40 percent of the structural panel market in1976. The remainder is used in manufacturing,shipping, and other uses.
There are three types of plywood and panelproducts:
●
●
●
●
Plywood—a flat panel made of laminated,crossbanded wood veneers, where eachlayer is arranged with the grain at rightangles to its adjoining layers.Structural composite panel—a panel madeof wood particles—e. g., chips, flakes, wa-fers, and strands—pressed into a flat paneland simultaneously bonded with a thermo-setting adhesive.Particleboard—a nonstructural panelmade from small wood particles bondedinto a flat panel with adhesives under heatpressure.Fiberboard—a flat panel made of individ-ual woodpulp fiber (like paper) bonded to-gether. Insulation board and hardboardsare special kinds of fiberboards.
Plywood
Current Plywood-Manufacturing Processes
Plywood manufacture consists of two proc-esses: veneer production, and layup and glu-ing of the veneers into plywood (figs, 13 and14). The five methods for manufacturing ve-neers for plywood include: 1) rotary cut, 2) stay-log cutting, 3) cone cutting, 4) sliced veneers,and 5) sawn veneers. Over 90 percent of the
veneer produced is rotary cut, i.e., peeled ona lathe. Other methods produce specialty hard-wood veneers used in furniture and cabinetry.
To produce plywood, the veneer logs first aresteamed and then are sent to a lathe that peelsoff a thin, continuous ribbon of veneer. The re-maining core of about 4 to 5 inches subsequent-ly is used for dimension lumber or is chippedto produce pulp and paper, particleboard, orfuel. The veneer sheet itself is cut into sheetsby a clipper, which also removes knots and de-fects. After drying, the veneer is placed on anassembly line, where adhesives (usually phe-nol formaldehyde) are applied, and the veneersare stacked to form plywood. A typical five-plyplywood layup line can produce 6 to 8 five-plypanels or 12 to 16 three-ply panels per minute.Following layup, a panel is cold-pressed to con-solidate it before loading the press, It is thenhot-pressed under pressures of about 15opounds per square inch (psi) at temperaturesranging from 2400 to 3000 F. After the panelscool, they are trimmed and squared, sometimessanded, and then graded and prepared forshipment,
Potential Improvements in Plywood Manufacture
Current plywood recovery rates run between47 and 53 percent and probably average 50 per-cent.20 Less than 1 percent of all roundwoodused in plywood manufacture ends up aswaste. Residues from plywood mills are usedto produce lumber, particleboard, pulp and pa-per, fiberboard, or energy.
Because plywood mills now are capable ofusing smaller logs than in the past, increasedefforts are being made to use hardwood forstructural plywood, Technical developmentsin plywood manufacture are aimed primarilyat: 1] expanding the number of species andquality of the timber that can be used forplywood; 2) increasing automation; 3) reduc-ing energy requirements; and 4) increasing thedegree of computer-assisted process control,particularly in peeling and clipping.
20 See note 8.

Ch. II—Solid Wood and Panel Products ● 51
Figure 13.— Flow Diagram of a Small-Log Plywood Mill
Bucking Lathe Peel ing ~ Clipping
Sawdust
Debarking
Chips IL u m b e r C h i p s C h i p s —
Drying
Log yard
Expanding the Range of Usable Material.–The ply-wood industry historically has depended on aplentiful supply of large-diameter, straight, rot-free softwood timber. However, over the years,large softwood logs have become very costly,and future supplies are uncertain. As a result,in the early 1960’s, the plywood industry beganto move to the South, attracted by inventoriesof largely unutilized Southern pine. By 1980,the South was producing nearly as much ply-wood as the West, generally using smaller logs.Technology still is being sought to handle andprocess small logs and expand the range of logsthat can be peeled.
Currently, 25 percent of the veneer logs areconsidered unpeelable. 21 Some mills lose 40percent of their logs from splintering, crack-‘4] }J1.,l [~h J I;rfJr]\/,CiA, “ I)r(’i f’nt in~ [’(III(;(JI Holt S1] inollt, ’” .llo(i-(‘[ /1 1’/\ LI ( )(){1 /“(’( h/) /(/ L]( ‘5 , ~) 1’( )( ,(’( ‘( I I 1) g> ( ) t t hll ,s(JI”[~l) t 11 1’1 \“ \i”[ )()(i(:1 1[}1( . I’ortlrll)(l. ( )1’(’ . hldrl t) 1 (17’)
ing, and breakage on the lathe caused by too-small logs or internal defects. Because of thehigh value of veneer logs, increasing theamount of peelable material can greatly im-prove the productivity and profitability of themill. Some techniques used to prevent woodlosses include: 1) better chuck design to holdand rotate the logs against the knife; 2) newpressure-bar designs to position the knife onthe log; 3) heating the log, which some believecan reduce the torque needed to peel the log;and 4) using backup torque rollers to increasedeliverable torque at the lathe.
New types of pressure bars mounted on thelathe to control veneer thickness and peelingperformance show some promise, Roller barsproduce lower forces needed for peeling thando conventional, fixed bars, but initially costmore and have higher maintenance costs. Therecently developed steam-heated, contoured

52 ● Wood Use: U.S. Competitiveness and Technology
Figure 14.—Material Balance for Softwood Plywood Based on Ovendry Weight (OD wt.) (veneer log weight includes bark)
Phenol-formaldehyde resin0.01 \
1.0 ton
o
00
0
Panel trim and reject
0.07
Shavings and end trim
0.01
Chips
0.04
Sheathing plywood
0.45
Part ic leboard furnish0.08
Studs0.06
0.30
Total 1,01
SOURCE C W Boyd, et al Wood and F/t,er Ml ) 1 72 1976
fixed bar, however, may be as effective as theroller bars without the high cost.
Increasing the chuck* diameter could in-crease the amount of peelable roundwood, butlarger chucks increase minimum core size aswell. Further chuck modification is unlikely toproduce significant increases in veneer recov-ery, and the backup roller was developed as ameans of providing this auxiliary torque. Re-
search on the optimum design and location ofthe backup roller is under way.
Finally, some efforts are being made to ex-plore the potential of hardwoods in structuralplywood production. Results of several studiesindicate that construction-grade hardwood ply-wood made from a mixture of high- and low-density species could be competitive econom-ically with softwood construction plywood.22

Ch. II-Sol/d Wood and Panel Products ● 53.

54 ● Wood Use: U.S. Competitiveness and Technology
Particleboard
Current Particleboard Manufacturing Processes
Other than plywood, most structural panelscurrently manufactured in the United Statesare particleboard made from a variety of woodparticle types. The basic steps involved instandard particleboard manufacture (calleddry-forming), are shown in figures 15 and 16,During the process, wood first is reduced tothe desired particle geometry by flaking, disk-ing, hogging, or hammermilling. The particlesare dried using rotary-drum dryers or horizon-tal fixed dryers and classified according to size,They are blended then with adhesives andwaxes and formed into a mat, sometimes withcoarse particles at the core and finer particlesat the surface. 27 The mat then usually is hot-pressed to the desired thickness and density,allowing the adhesive to cure. Panels then arecooled, trimmed, sanded, and graded.
A small proportion of the particleboard pro-duced is wet formed, or extruded, wherein ad-hesive-coated particles are forced through a hotdie. The extrusion process produces a particle-
‘-~[!rlt; ~1’[;[l~~rt ;]lIc1 ~“r[;ci IdInh, “Arl ()~wrview’ of (:omposite1100 [’(1s, “ F’urniturc l~c.sign ,~nd .lfanufa[:turing 54(3), M a r c h1982,
Figure 15.— Materials Balance forParticleboard Based on
board that is weak in bending and stiffness andlow in dimensional stability and generally isused for specialty purposes. To overcomestrength problems, extruded particleboardoften are honeycomb-shaped or fluted,
Potential Improvements in Particleboard Manufacture
Many particleboard markets have been de-clining due to competition from new structuralpanel products in construction and from me-dium-density fiberboard in furniture corestock.Some particleboard probably will continue tobe employed in nonloadbearing structural useand in a variety of home and miscellaneoususes, but only if it is cost-competitive with otherproducts. Particleboard manufacturers havebeen facing increased competition for raw ma-terials—largely planer shavings and other saw-mill residues—from pulpmills, As a result, theparticleboard industry may focus on improv-ing the utilization of forest residues and on de-veloping economical harvesting and transpor-tation methods.28
the Manufacture of UnderpaymentOvendry Weight(OD wt.)
Urea-formaldehyde resin Wax0.08 0.007
1.0 tonplaner shavings, sawdustplywood and lumber trim
(OD wt.)
Particleboard(5/8 in. thick)
0.979
Sander dust 0.094
Kerf from panel saws 0.014
vx }
JTotal
Fuel0.108
1.087
NOTE Total IS more than 10 because of resin and waxes percentages may vary
SOURCE C W Boyd, et al , “Wood for Structural and Architectural Purposes, ” Wood and F/ber 6(1)’ 1-72, 1976

Ch II. -Solid Wood and Panel Products ● 5 5
Figure 16.—Materials Balance for the Manufacture of Structural Particleboard Based(OD wt.) of Chipping and Flaking of Sound Wood
on Ovendry Weight
NOTE Va\ues !n parentheses are those associated with chlpplng and flak!ng cull logs or other forms of residue with some rot Total IS more than 10 because of theaddltlon of resin and waxes Percentages may vary
SOURCE C W Boyd, et al “Wood for Structural and Architectural Purposes, ” Wood and Ftber 6(1) 1.72 1976
Structural Composite Panels
Structural Composite-Panel Manufacturing Processes
Structural composite panels were developedin an effort to get more out of the wood re-source, a focus still primary in the industry.Nearly all the new panel products developedin the last two or three decades can use hard-woods and some defective wood material aswell, although high-quality structural panelsusually require roundwood for raw material.In the 1980’s, R&D efforts likely will be aimedat improving the efficiency and engineering ofparticleboard-panel products made from flakes,chips, particles, and strands to meet design re-quirements.
There are three general types of new panelproducts, the first two of which are expectedto provide competition to plywood in structuraluse: 1) waferboard; 2) OSB; and 3) veneer-faced,composite-core panels.
Waferboard, or flakeboard, originally intro-duced in Canada, is a panel made of wood wa-
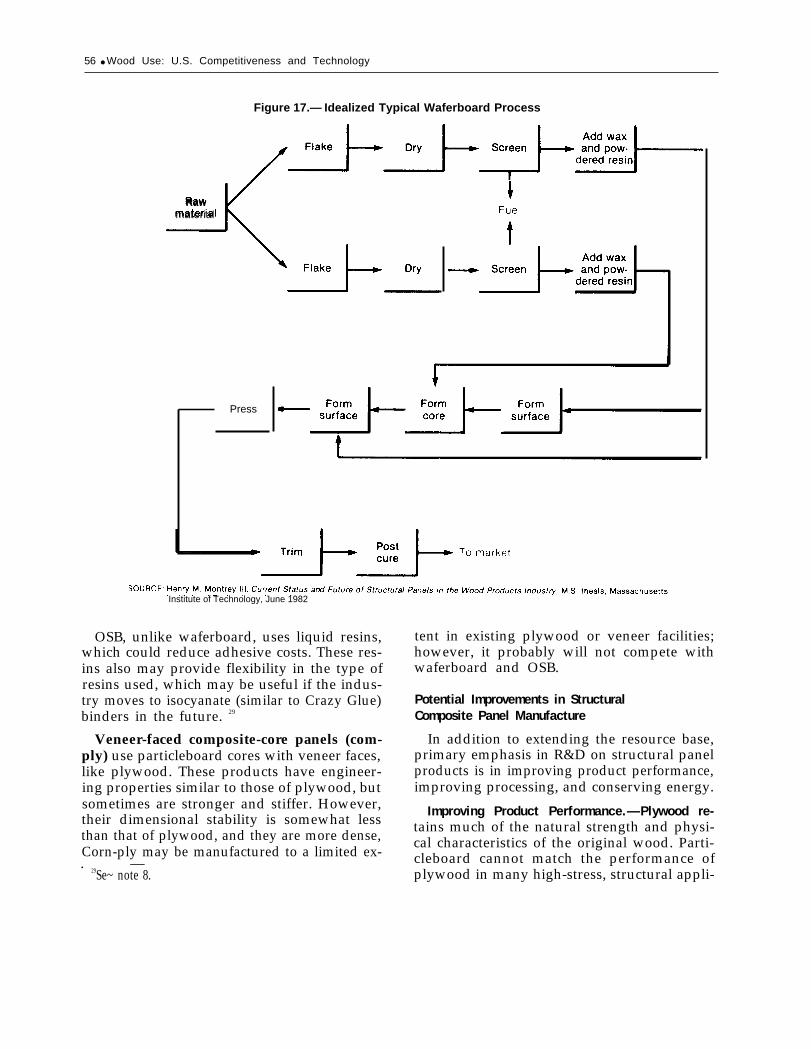
fers or large, flat flakes. High-quality flakeboardcan be made using as much as 8 percent bark(although too much bark can cause problems)and 12 percent decayed wood. It also can bemade from all hardwood and thus offers op-portunities to extend the resource base and pro-duce sheathing-quality panels at lower costthan possible with softwood plywood. Thealignment of particles has proved difficult inwaferboard, however, and the nonaligned par-ticles produce a product with much lowerstrength and stiffness than plywood. However,waferboard is strong enough to substitute forplywood in many sheathing applications. Wa-ferboard has been accepted widely in Canada,and there are several waferboard plants oper-ating in the United States. A basic manufac-turing flow diagram is shown in figure 17.
Oriented strand board is made from strandsor ribbon-like pieces that can be laid down inlayers to produce a three- or five-layer boardwith crossbanded construction much like ply-wood (fig. 18). The structure of OSB may over-come the strength problems of waferboard,
56 ● Wood Use: U.S. Competitiveness and Technology
Figure 17.— Idealized Typical Waferboard Process
Rawmaterial
Press
Institute of Technology, June 1982
OSB, unlike waferboard, uses liquid resins,which could reduce adhesive costs. These res-ins also may provide flexibility in the type ofresins used, which may be useful if the indus-try moves to isocyanate (similar to Crazy Glue)binders in the future. 29
Veneer-faced composite-core panels (com-ply) use particleboard cores with veneer faces,like plywood. These products have engineer-ing properties similar to those of plywood, butsometimes are stronger and stiffer. However,their dimensional stability is somewhat lessthan that of plywood, and they are more dense,Corn-ply may be manufactured to a limited ex-. —
29Se~ note 8.
tent in existing plywood or veneer facilities;however, it probably will not compete withwaferboard and OSB.
Potential Improvements in StructuralComposite Panel Manufacture
In addition to extending the resource base,primary emphasis in R&D on structural panelproducts is in improving product performance,improving processing, and conserving energy.
Improving Product Performance.—Plywood re-tains much of the natural strength and physi-cal characteristics of the original wood. Parti-cleboard cannot match the performance ofplywood in many high-stress, structural appli-

Ch. Ii—Solid Wood and Panel Products • 57
Figure 18.—ldealized Typical Oriented Strand Board Process
Rawmaterial
Flake
1resin
Form andalign 4
surface
J{SOURCE Henry M Montrey Ill Current Status and Future of Structura/ Pane/s In the Wood Products /ndustry, M S the.ws, Massachusetts
Institute of Technology, June 1982
cations and therefore has been used mainly forfloor underpayment and furniture corestock ra-ther than sheathing, Research in producingstructural panels that can substitute for ply-wood in sheathing and other structural applica-tions has been a major R&D focus. Efforts havecentered on controlling particle geometry andalignment during mat formation.
Improving Processes .—Developments in proc-esses for aligning particles and pressing panelsshow future promise. Particle alignment [ori-enting wood particles with parallel grain) with-in a composite structural panel helps retainmore of the desirable mechanical properties ofsolid wood, but allows the use of a variety ofwood raw materials. This is a major factor in
producing composite panel products suitablefor high-stress, structural applications.
Both mechanical and electrostatic processesare used to align the particles, Mechanicalalignment is used to produce OSB. Electrosta-tic alignment polarizes wood fibers or particlesthat become aligned with the electrical linesof force. These technologies are not developedfully; however, work on fiber alignment is con-tinuing. Wafers historically have proven diffi-cult to align. Equipment that could producealigned waferboard may provide additionalstimulus to this growing industry,
Developments in pressing panels have notbeen dramatic, but there is an ongoing inter-

58 ● Wood Use: U.S. Competitiveness and Technology
est in continuous presses to speed processingand reduce bottlenecks associated withconventional presses. Although continuouspresses are available for producing thin boardsand medium-density boards, those that can beused to produce a wider variety of structuralpanel products have yet to be developed,Another trend in board-pressing is toward theuse of closed-liquid heating systems rather thanthe conventional, steam-heating systems. Liq-uid heating systems provide higher tempera-tures, have less temperature variability, are lesslikely to have “cold spots, ” and save at least20 percent of the energy required to operatea comparable steam-heated system.
Conserving Energy .—Particle drying is a majorenergy consumer in the manufacture of panelproducts. Innovations in drying have beenmodest.
Fiberboard
Current Fiberboard Manufacturing Processes
Fiberboard, insulation board, and hardboardare manufactured from individual fibers or fi-ber bundles, rather than from wood particles.The wet process, which can be used to manu-facture any of these products, was first devel-oped in 1924 by W. H. Mason and is knownas the Masonite process. The prepared woodis heated by steam in a pressure vessel calleda “gun.” The pressure in the gun is raised from600 to 1,000 psi and then suddenly is reduced,causing the chips to explode into a coarse massof fiber which is reduced further by milling.The fibers are formed into a mat, much like pa-per, and finally pressed in a hot press.
Hardboard also can be manufactured usinga dry process in which the chips are pre-steamed and ground in a mill. Most fiberboardcurrently is produced using mechanical diskrefiners and thermomechanical pulping. Usu-ally, resin and wax are applied to the fibersprior to milling, and the fibers are formed intoa mat and hot-pressed like particleboard. Thedry process uses resin to bond the fibers to-gether, while the wet process relies on the com-bination of natural bonding action of the lignin
in the fibers and the contact of the fibers to pro-duce a cohesive panel and a synthetic resinbond.
Fiberboards are not used generally in load-bearing applications because of their tendencyto creep under load. Also, they tend to be lessstiff than other wood panels of similar density.
Potential Improvements in Fiberboard Manufacture
There have not been many recent develop-ments in the fiberboard field in the UnitedStates, with the exception of MDF, Some ef-forts have focused on using lower grade rawmaterials and hardwoods, but since fiberboardis not a major consumer of wood raw materi-als, gains in this area would affect only mod-estly overall demands on the resource base. Inaddition, many fiberboard products have beenreplaced partially by vinyl, plastics, aluminum,and other types of insulation.
MDF was developed in the United Statesaround 1970, and growth of its manufacturingcapacity and markets has been significant, By1981, the United States was capable of produc-ing 668 million ft2 of corestock MDF.30 MDFcan be produced using either wet or dry proc-esses, and high-quality MDF corestock for fur-niture can be made from hardwoods. MDFprobably will be used more for interior panel-ing and nonstructural uses, such as trim, doorjambs, furniture, and casegoods. However,when produced with an exterior resin it canbe used for exterior siding on houses,
Present and Future Use and Consumptionof Panel Products
During the last 30 years, the decline in percapita consumption of wood products (includ-ing pulp) was offset partially by the increasingper capita consumption of plywood and ve-neer. Per capita use of plywood and veneerrose from 2.3 ft3 in 1950 to 7.0 ft3 in 1979, Over-all consumption rose from 2,2 million tons (air-
sONatiOna] partic]~oard Association, “1 ndustry Board cawCl-ty by State and Product, ” Furniture Design and Manufacturing54(3), Mar. 11, 1982.

Ch. II--Solid Wood and Panel Products ● 5 9
dried) to 11.8 million tons. During the same pe-riod, use of panel products (including fiber-board) rose from 1.3 million air-dry tons to 10.1million. Statistics on per capita consumptionof structural panel products, exclusive of hard-board and fiberboard, are not available.
Although conventional plywood probablywill continue for another 10 to 20 years to bethe major structural panel product used in theUnited States, the greatest growth in panelproducts markets in the past few years hasbeen in particleboard and MDF (fig. 19).31 In1979, unveneered structural panel products(waferboard, OSB) accounted for only 1.5 per-cent of the demand for structural panels. TheAmerican Plywood Association estimates thatthis demand will grow to 6.1 percent by 1984,and other sources forecast even higher de-mands, perhaps up to 20 percent. Because of.——.—— —.
‘ 1 S(!(! [lOt(: 8
the slow housing market since 1978, the appar-ent consumption of panel products (and mostother wood products used primarily in lightframe construction) dropped. Any resurgencein the housing market is expected to provideample opportunities for growth of structuralpanel markets. Moreover, structural panels areexpected to compete strongly with softwoodplywood for most end uses (table 19).
The striking feature of panel products mar-kets has been the displacement of lumber andplywood by composite panels. Structural pan-els probably will continue to increase marketshares relative to plywood and may begin tocompete with nonwood materials such as steel,aluminum, and plastics for some structuralproducts.
A summary of major technical improvementsis shown in table 20. Improvements in proc-essing efficiency have reduced labor require-
Figure 19.— Historical Production of Major Panel Products, 1970-79
25,00(
20,000
15,000co—
o
10,000
5,000
0
Softwood
Particleboard(million square
Insulating \board
(thousand tons) \
(thousand tons)Hardwoodplywood
(million square feet,
\
Med. densitysurface measure) fiberboard
\(million squarefeet. 3/4a basis)
I I I 1 . . - . * U● I
1970 1971 1972 1973 1974 1975 1976 1977 1978 1979
Year
60 ● Wood Use: U.S. Competitiveness and Technology
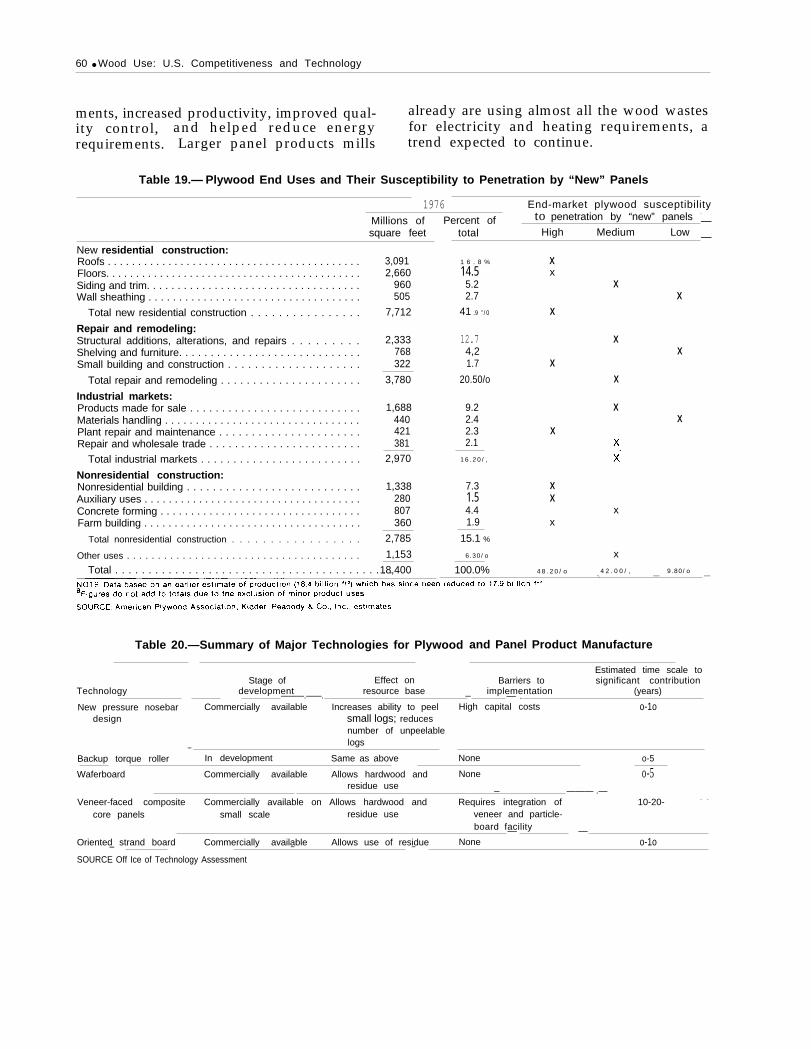
ments, increased productivity, improved qual- already are using almost all the wood wastesity control, and helped reduce energy for electricity and heating requirements, arequirements. Larger panel products mills trend expected to continue.
Table 19.— Plywood End Uses and Their Susceptibility to Penetration by “New” Panels
1976 End-market plywood susceptibility
Millions of Percent ofsquare feet
New residential construction:Roofs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Floors. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Siding and trim. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Wall sheathing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3,0912,660
960505
Total new residential construction . . . . . . . . . . . . . . . .
Repair and remodeling:Structural additions, alterations, and repairs . . . . . . . . .Shelving and furniture. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Small building and construction . . . . . . . . . . . . . . . . . . . .
Total repair and remodeling . . . . . . . . . . . . . . . . . . . . . .
Industrial markets:Products made for sale . . . . . . . . . . . . . . . . . . . . . . . . . . .Materials handling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Plant repair and maintenance . . . . . . . . . . . . . . . . . . . . . .Repair and wholesale trade . . . . . . . . . . . . . . . . . . . . . . . .
Total industrial markets . . . . . . . . . . . . . . . . . . . . . . . . .
Nonresidential construction:Nonresidential building . . . . . . . . . . . . . . . . . . . . . . . . . . .Auxiliary uses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Concrete forming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Farm building . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Total nonresidential construction . . . . . . . . . . . . . . . . .
Other uses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7,712
2,333768322
3,780
1,688440421381
2,970
1,338280807360
2,785
1,153
18,400
to penetration by “new” panels -
—total High Medium Low —
1 6 . 8 % x14.5 x5.22.7
xx
41 .9 ”/0
12.74,21.7
20.50/o
9.22.42.32.1
1 6 . 2 0 / ,
x
xx
xx
xx
x
7.3 x1.5 x4.4 x1.9 x
15.1 %
6 .30/o x
100.0% 4 8 . 2 0 / o 4 2 . 0 0 / , 9 .80/o-. — —
Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 20.—Summary of Major Technologies for Plywood and Panel Product Manufacture
Estimated time scale toBarriers to significant contribution
implementation (years)— — .
Stage of Effect onTechnology development resource base———.——.New pressure nosebar Commercially available Increases ability to peel High capital costs o-1o
design small logs; reducesnumber of unpeelablelogs—
Backup torque roller In development Same as above None o-5
Waferboard Commercially available Allows hardwood and None o-5residue use
Veneer-faced composite—
Commercially available on Allows hardwood and——— .—
Requires integration of 10-20- - -
core panels small scale residue use veneer and particle-board facility
Oriented strand board—
Commercially available—
Allows use of residue None o-1o— — —SOURCE Off Ice of Technology Assessment

Ch. II-Solid Wood and Panel Products ● 6 1
Wood Use in Light Frame Construction
Wood Conservation
In general, houses probably are overde-signed, even considering the severe and un-usual stresses to which they may be subjected.Failures are unusual in the wood members, butdo occur at joints and edges. More sparing useof materials that are designed to providestrength and stiffness, based on new engineer-ing designs, could improve the efficiency ofwood use. Three areas where conservation ofwood materials is possible are in conventionalconstruction, framing and attaching assem-blies, and substitutions for individual framingmembers,
Conventional Construction
Conventional construction techniques com-monly waste 3 to 7 percent of the lumber andplywood used in a home. This waste could bereduced through new design, and the value ofthe waste material could be reduced throughselection of lowest quality and smallest size ma-terial required. Door and window framing innonloadbearing walls possibly could be elim-inated. Proper positioning of framing mem-bers, such as joists, studs, and windows anddoor framing, could further reduce the 1umberrequired. Off-center, in-line joist splicing (re-placing overlapping joists over the center beamor support) could minimize the size and gradeof joist required (fig. 20).
Framing and Attaching Assemblies
Panel assemblies consist of framing andsheathing nailed or glued together, often incombination with insulation, siding, and fin-ishing materials. The strength and stiffness ofa panel assembly is greater than the framingor sheathing alone; assemblies can be engi-neered so that each component enhances thestrength of the others. Additional developmentis probably needed to develop this conceptfully.
Factor construction of engineered panel as-semblies has two advantages: 1) it allows theuse of rigid adhesives, which increase the abil-ity of individual pieces to share loads to agreater extent than occurs with mechanical fas-teners or adhesives applied onsite; and 2) it re-duces the scrap and shortens constructiontime. Factory-made assemblies are of twotypes: stressed-skin panels and sandwichpanels.
Stressed-skin panels are made of framingfastened (usually with rigid adhesive) to a skin,or sheath. In Germany, stressed-skin panelsusing particleboard for skins are used in con-structing one- and two-family homes. Stressed-skin panels can be made with stringers of 2-inch dimension lumber with plywood or otherpanels bonded to either or both sides to act asa series of I-beams, Factory-fabricated stressed-skin floor panels have been in use since 1965
Figure 20.—Offcenter, In-Line Joint Spacing
w -
,.”
End joints properly located

62 ● Wood Use: U.S. Competitiveness and Technology
and have performed satisfactorily. They haveyielded savings in floor material of 20 to 30 per-cent compared with conventional methods.
Even greater efficiencies may be possibleusing sandwich panels constructed to bear theloads required on walls, floors, and roofs, Sand-wich panels can use plywood or other panelproduct facings, and their cores can be madeof a variety of materials, such as foamed plas-tic, honeycomb paper, or bark. These panelsuse about 40 percent less wood than conven-tional construction,
Substitutions for Individual Framing Members
Some wood products can substitute for in-dividual framing members. Two types of prod-ucts that use less wood and provide neededstructural strength are engineered wood beamsand trusses.
At least one firm manufactures a wooden I-beam, which is made with solid softwoodflanges and a plywood web and can be usedas a grider, joist, or center beam (fig. 21). Sim-ilar products composed of particleboard orhardboard webs have been used in Europe formany years for structural framing of walls,roofs, ceilings, and floors. These do not use as
Figure 21 .—Wooden l-Beam Construction,Cross-Section
Flange4
(solid wood)
—
,
Web (ply
SOURCE Off Ice of Technology Assessment
much wood as a solid wooden beam does andcan be used in place of steel I-beams in lightframe construction,
Trusses, or pieces of lumber joined togetherto form framing members, were developed inGermany as early as 1830. The widespread useof trusses for roof framing is at least three dec-ades old, Floor trusses, although slower thanroof trusses to gain wide acceptance, now ac-count for a minor portion of floor construction,Use of trusses to frame whole houses—consist-ing of floor, wall, roof, and ceiling members,all joined by truss plates—is a recent devel-opment.
Truss framing designs could further reducethe amount of wood required for constructionand may provide other benefits as well (table21), Trusses—which are joined with conven-tional truss plates, plywood gusset plates, ormetal fasteners to distribute forces amongmembers-increase the structure’s rigidity andreduce the risk of failure. Truss frames elimi-nate the need for immediate supports and re-quire 30 percent less structural framing lumberthan conventional construction. A truss framesystem, for example, could consist of an openweb floor system, trussed rafters, and wallstuds tied together into a unitized frame.
Although the use of trusses and panel assem-blies or sandwich panels offers many oppor-tunities to increase the efficiency of wood usein housing, the housing industry is interestedin cost savings, not in materials savings per se.The truss frame system and panel assembliesoften are simpler and faster to erect on site andmay save labor,32 which can account for over30 percent of construction costs. Wood mate-rials, on the other hand, account for a muchsmaller proportion of construction cost, andwood products designed to make light frameconstruction less costly therefore are morelikely to be accepted if they also are labor-saving. The housing industry historically hasbeen fairly conservative in adopting new build-ing technologies. Part of this reluctance can beattributed to the need for building-code recog-
Framed System, ” no date,

Ch. II—Solid Wood and Panel Products Ž 63
Table 21 .— Benefits of Truss Framing
Economic benef i ts●
●
●
●
●
●
●
Labor savlngsMaterial savingsQutck assemblyFaster buyer occupancyWeather protection of equipment and materials.good working environment, and securityAdaptable to high-volume processes and inventoriesof standard size lumberMany energy-savings features
Fabrication and erection flexibility:• Uses existing truss-manufacturing technology● Can use a variety of truss-fabrication methods and
equipment● Time flexibility in completing finished buiIdings• Flexibility in subcontractor scheduling● Potential for relocatable structures
Design flexibility.● Engineering design services readily available● Flexible space utilization from clearspan con-
struct ion● Variety and flexibility in housing design
Safety and quality:Increased quality without added costStrength through controlled assemblyStrong connections between floors, walls, and roofReduced opportunity for human error in constructionOvercomes major weakness of conventional con-struction (malted Joints)Meets or exceeds current structural, architectural,and safety provisions I n model codes
T rar> sfer PI an
nition of new construction products and tech-niques, but buyer acceptance and resistance ofbuilding labor trades to adoption of new sys-tems probably are also significant factors.
New Uses for Solid Wood Material
Two new wood products could replace con-crete, stone, or cinderblock in new home con-struction: 1 ) the all-weather wood foundationa n d 2 ] the underfloor plenum system.
The all-weather wood foundation is a ply-wood-sheathed, stud wall made of preservative-t mated plywood and lumber that is at least par-tially below grade. Watertightness is providedby a sump in the gravel pad beneath the woodfooting, polyethylene film covering the exteriorof the foundation, and caulking between ply-wood panel joints. The National Association
of Homebuilders Research Foundation, whichhelped develop the all-weather wood founda-tion, estimates that the system uses 33 percentmore wood than does a typical two-story dwell-ing built on a cinderblock foundations. .
The underfloor plenum system, designed toreplace the concrete slab now used extensivelyin the south, provides a n underfloor areathrough which warm or cool air can be distrib-uted throughout the house for heating or airconditioning, eliminating ductwork, Properlyconstructed, the plenum has shown no tenden-cy to rot from excessive moisture or to pre-
sent insect problems. Because it can be buried,it does not detract from the appearance of thehome. It is cost competitive with concretestructures.
The all-weather wood foundation has beenaccepted by building-code authorities, andthere is no specific code prohibition against theunderfloor wood plenum. Though both are costcompetitive with conventional foundationbuilding practices, they have not significant}penetrated the market. Again, the reason forthis probably has to do with the conservatismof the building construction industry and buyeracceptance.
Composites of Wood and Other Materials
In general, the wood industry has not in-vested much time or resources in developingproducts that combine wood with other mate-rials. Since the 1960’s, however, composites ofmetal or plastic skins laminated to a wood corehave met a number of industrial uses becausethey are strong, durable, and corrosion-resist-ant, The metal-skinned wood panel has beenused in the past in aircraft, housings, partitions,truck and trailer doors, train interiors, cabinetsand cases, pallets, and escalator balustrades.Wood composites also may be combined withfoal insulation for cold-storage facilities. Al-though composite dimension lumber madefrom wood particles that incorporate contin-uous strands of high tensile-strength glassfibers have been developed, they have not per-

64 ● Wood Use: U.S. Competitiveness and Technology
formed satisfactorily to date because of tech- of wood and mineral-based products, such asnical problems that arise when materials with cement boards made from excelsior anda great deal of difference in stiffness are “mar- cement.ried. ” Some composite panels are composed