chapter 7 research...
TRANSCRIPT

111
CHAPTER 7
RESEARCH METHODOLOGY
7.1 RESEARCH DESIGN
The procedures for this study have been chosen to meet each of the
project objectives. The research is based on quantitative approach. The initial
step in this research is to understand the history of the lean manufacturing
concept and its different tools and techniques. It will be followed by the
analysis of applicability of such tools with the apparel production system.
Based on the literature, suitable lean manufacturing tools are identified .With
the support of some primary and secondary data, the research problem is
approached. Secondary data is collected from various other research works
which are related to lean manufacturing conducted on textile as well as other
manufacturing sectors. The primary data is generated specifically to address
the research problem, for which a series of case studies were conducted in
order to explore the implementation and application of certain lean tools in
the garment industry. Those lean tools are identified through Phase II of the
research. In Phase III, those identified lean tools will be implemented in
sewing section of the garment industry on four different products lines.
7.1.1 Phase I: Analysis of Secondary Sources
Systematic study of lean manufacturing concept and its various tools
and techniques through suitable research publications were done. Subsequently,
examining some, of the most applicable lean manufacturing tools and techniques
112
were also done. In addition to this, suitable literature study was referred for
assembly layout, product line balancing, value chains in garment industry, work
in progress, Value stream mapping, skill demand, etc..
This objective was accomplished by an analysis of the following
secondary sources.
Literature: Textbooks, Trade Journals, and Scholarly Journals
related to lean manufacturing, industrial engineering, apparel
and textile industry
Professional Organizations, and Educational Institutions
Internet Search Engines
The results from Phase I are used to develop suitable lean tools
towards the project objectives.
7.1.2 Phase II: Brief survey of ABC Clothing Ltd
This proposed research is conducted at ABC Clothing Ltd
(company name is renamed as ABC to maintain the confidentiality as per the
company request), Chennai, India. This factory is very much interested to
implement Lean manufacturing tools on pilot basic. Based on the research
outcome, they decided to implement the same model replication for the entire
division. Basically, this is quantitative research where the researcher is a part
of the organization during the study.
To have a firsthand knowledge of the production flow and to be
familiar with the activities being performed at the floor shop, the researcher
went through the facility and identified each operation process involved from
raw material to finished goods. To address the current issues of the industry,
the researcher found out the standard operation time for each operation by

113
using time study techniques. Subsequently the researcher analyzed the cycle
time, value added time, product defect level, Work in Progress (WIP), takt
time, number of operations, machine types, rate of production, etc..
7.1.3 Phase III: Implementation of Selected Lean Tool
In this phase, the researcher has identified the suitable lean tools
for four different product lines (product 1, product - 2, product - 3 and
product - 4) of the sewing section to address the mentioned issues. The
suitable tools would be implemented through revised value stream mapping
in a customized manner on all the product line. Finally the research outcome
is compared with the current level.
7.2 COMPANY AND PROCESS BACKGROUND
ABC is an apparel manufacturing company situated in Chennai,
India.This company is producing more than 80 % of knitted garments and less
than 20% of woven garment products .This is a 100% export oriented factory
getting regular business orders from UK,USA ,and Germany. Around 1500
employees are working in this firm towards the production related activities.
Due to competitive market, this firm intends to implement the lean
manufacturing principles in to their production environment.
7.3 PRODUCT SELECTION
The researcher has thoroughly studied various kind of products
produced at ABC. Some of the basic product lines are regularly manufactured
at this factory. With the consent of management, the research would be
conducted on four stable products lines (regular business order) at the sewing
section for which a separate team of persons are engaged for this research
work along with the researcher. The details of the product lines are as follows

114
Table 7.1 Description about the garment products
S.No Product Type Fabric (Knitted/Woven) Product Code(referred throughout this research)
1 T.Shirt-Crew neck type
100 % Single jersey Knitted fabric
Product -1
2 Men’s Shirt-Basic model
100% plain woven fabric Product-2
3. Men’s Trouser-Waist band model
100 % Single jersey Knitted fabric
Product-3
4. Underwear-Basic model
100 % Single jersey Knitted fabric
Product-4
Product-1 Product-2
Product-3 Product-4
Figure 7.1 The photographic image of products selected for this research
115
7.4 VALUE STREAM MAPPING
To create a current state Value Stream Map (VSM) for the product,
the plant is visited for three days in order to observe and collect the required
information. A map of the plant layout is obtained to further understand the
flow of materials within the plant. A process flow of each product line is
analyzed to gain a better understanding of the operation. The assessment is
done for four different major products lines which are constantly produced by
the company. For each of these styles, information such as machine set up
times, machine utilization, and inventory counts between the processes, takt
time (customer requirement) are collected for developing the value stream
map. The takt time of the product is calculated by dividing the demand of the
customer per day in each style by the number of operating hours per day.
Once the current state VSM for the products (product-1, product-2,
product-3 and product-4) is created various kinds of process wastages such as
causes of non value added time, sources of WIP, bottleneck operation, lead
time, operator idle time, unwanted movement of material in the process chain,
product defect level, machine setting time, and machine idle time etc.. are
analyzed for finding the real issue. After analyzing the issues, suitable lean
tools (Cellular Layout, Single piece flow, Kaizen, TPM, etc..) are identified
for addressing the issues. Subsequently the revised VSM for the products
(product-1, product-2, product-3 and product-4) is created.
The Value chain mapping for the products are done in sewing
section alone because the sewing section operator needs high skill towards the
product, machine and garment quality . And also the sewing process
determines the overall factory productivity as compared with other value
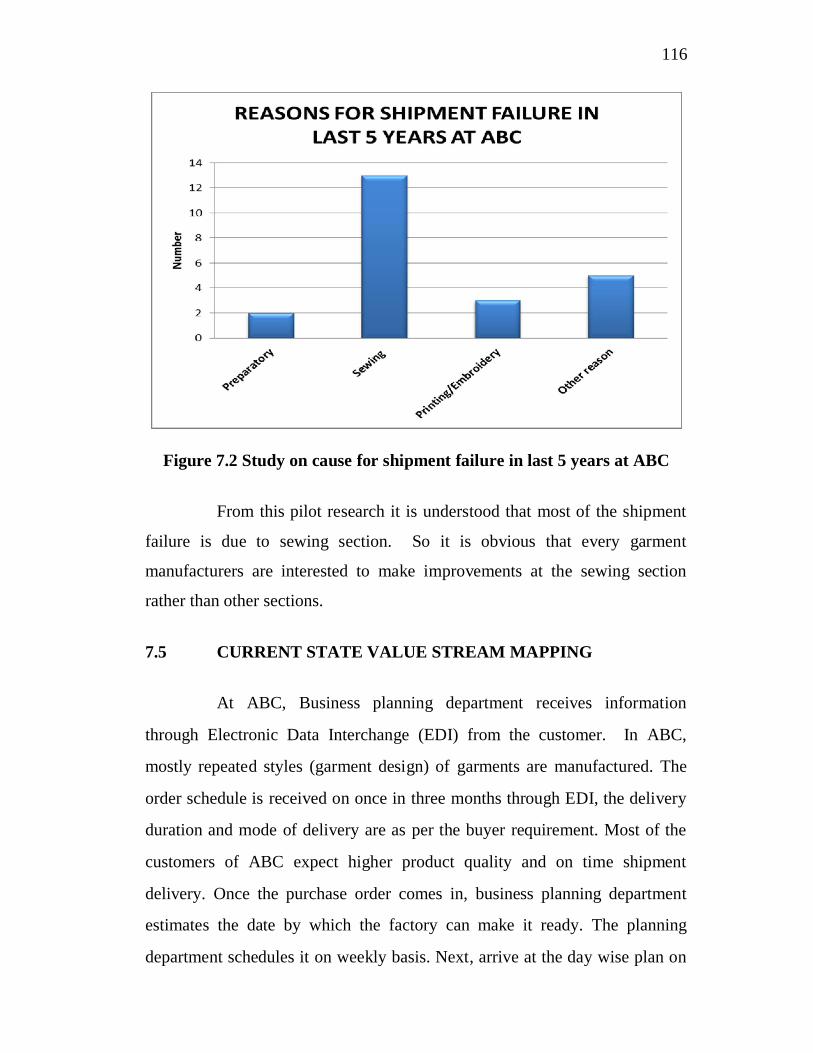
chains. The shipment failures due to sewing was analyzed at ABC and it is
depicted in the graph (Figure 7.2) below mentioned.
116
Figure 7.2 Study on cause for shipment failure in last 5 years at ABC
From this pilot research it is understood that most of the shipment
failure is due to sewing section. So it is obvious that every garment
manufacturers are interested to make improvements at the sewing section
rather than other sections.
7.5 CURRENT STATE VALUE STREAM MAPPING
At ABC, Business planning department receives information
through Electronic Data Interchange (EDI) from the customer. In ABC,
mostly repeated styles (garment design) of garments are manufactured. The
order schedule is received on once in three months through EDI, the delivery
duration and mode of delivery are as per the buyer requirement. Most of the
customers of ABC expect higher product quality and on time shipment
delivery. Once the purchase order comes in, business planning department
estimates the date by which the factory can make it ready. The planning
department schedules it on weekly basis. Next, arrive at the day wise plan on

117
the production level. Then this schedule is sent to the factory for further
execution. Business planning also includes making sure that enough raw
material is available and that there is with enough capacity on each unit. This
schedule should be feasible and balanced. This schedule on the operating side
become the basis to monitor day by day and week by week increments against
how well they are in accordance with the schedule. This schedule can then be
updated further on hourly basis or machine wise schedule, which is used to
push the order to the production facility.
All data for the current state map are collected according to the
approach recommended by Rother and Shook (1999) .The important data
such as inventory levels before each process, cycle times, number of workers
and the change over times are shown in current VSM. Initially for developing
current state VSM, the cycle time is calculated (by doing time and motion
study of sewing operations as per company practice). So that the researcher
can find the muda(process waste) in the existing practice. Subsequently
the researcher can find the scope for implementation of lean tools in the
current value stream mapping.
7.5.1 Customer Demand
On an average, the customers of ABC demand up to a total of
59,000 pieces from the product mix (Product-1, Product-2, Product-3 and
Product4). The expected production lead time for this business order is 10
days. The proposed pilot lean implementation is going to happen on this
business order. The distribution of the order quantities are as follows.

118

119
From the above business order, for each combination around 2000
to 5000 pieces would be the average order from the customer. For shipment
ABC prefers two types of transport mode such as sea cargo or air cargo. This
shipment goes to the customer on weekly basis and the plant works 8 hours
per day.
7.5.2 Conducting Time Study
To calculate standard time for each operation, time study is
conducted in the shop floor. The Product assembling is done through PBS
(Progressive bundling system) layout. To do this, product lines such as
product-1, product-2, product-3, and product-4 are selected independently
because operations differ from style to style and it is difficult to correlate all
these operations of individual styles to get better results and a t least 15
cycles are conducted for each operation. After cycle time is derived from the
time study, it is added with the performance rating of operator (as per the
company’s existing standard) for getting the actual time for particular
operation. Finally the Personal Fatigue and Delay (PFD) component is added
with the actual time to get the Standard Allowable Minutes (SAM).
While conducting time study some parameters are kept fixed (for
example machine speed, stitches per inch, type of machine used etc.) to get
consistent results. The PFD factor is taken as 15% of total time (as followed
in the Industry).Similarly the average performance rating is taken 100% for
the ease of calculation only. The calculated SAM value for each section is
attached in Appendix 2.

120
7.5.3 Takt Time Investigation
Takt time demonstrates the rate at which the customer buys the
product. Takt time reflects the frequency at which the products have to be
released from the manufacturer to meet the customer demand .Takt time is
calculated by dividing available working time per shift (in sec) with the
customer demand per shift.
Available WorkingTimeperShiftTAKT TimeCustomer Demand perShift
The proposed manufacturing firm has the available working time of
28800 seconds per shift and for the lead time of 10 days from date of
production commencement.
Product wise demand (Including SKU level)
Demand for product - 1=15000/10 days=1500 pcs/Shift
Demand for product - 2=20000/10 days=2000 Pcs/shift
Demand for product - 3=20000/10 days=2000Pcs/shift
Demand for Product - 4=12000/10 days=1200Pcs/shift
Takt time for product - 1=19.2 Sec
Takt time for product - 2=14.4 Sec
Takt time for product - 3=14.4 Sec
Takt time for product - 4=24 Sec
Every piece has to be manufactured as per the specified takt time.
For example, in every 19.2 seconds one piece of type product-1 should be
manufactured. The production rate more than 19.2 per piece would create

121
delay in production delivery at the same time the production rate less than
19.2 seconds per piece would become waste in the form of over production.
According to this parameter, current VSM would be evaluated and the same
line new VSM would be created with the base of this takt time.
7.5.4 Current State Value Stream Mapping (VSM) for Product-1
The focus of this value stream mapping is towards Product-1.This
would be a 100 % cotton single jersey knitted T shirt. Fabric inspection and
fabric cutting process are common which would be done in a common usage
area irrespective of the product family. Sewing process starts with “front and
back matching” which would be done with the support of helpers in the
product line, so that any unevenness between the panels would be analyzed.
Once the screening process is completed the material goes to the “shoulder
joining operation” with five thread over lock sewing machine ,subsequently
“shoulder cut mark” would be created for easy sleeve attachment .The next
process is “shoulder top stitching” with cover seam . Once this process is
over “excess thread trimming operation” would be done on the semi finished
garments. The next stage of the operation is “preparation and attachment of
garment main label or brand label” with the support of Single needle lock
stitch sewing machine.
After this stage the material goes to “neck rib fabric attachment”
stage, which would be done through five thread over lock sewing machine
and then the “neck rib fold tacking” would be done with the single needle
lock stitch sewing machine. The next process is “attachment of neck rib fabric
panel” with the garment, which would be done through the single needle lock
stitch sewing machine.

122
The next stage is to “attach the elastic tape” over the neck round.
Within this process, the first stage of operation is to “prepare the elastic tape”
with the support of helper in the product line, subsequently “attachment of
elastic tape” and “top stitching over the elastic tape” would be done through
single needle lock stitch sewing machine.
The next operation is to join the “Sleeve panel” with the body
panel, and before this operation the helpers would check whether any shade
variation is preset in between the panels. Subsequently “sleeve joining” is
done through five threads over lock sewing machine.
Next to this operation, the semi-finished material goes to “body
turn process” and then “side seaming” which would be done through the five
thread over lock sewing machine. Subsequently “body folding” would be
done through the helper. Then the material is taken to “hemming operation”
where single needle lock stitch sewing machine is used for “sleeve hemming”
and flat lock machine is used for “bottom hemming”. Then “security tack” is
made on the hemming portions with single needle lock stitch. Finally excess
thread would be trimmed out .The pictorial representation of current VSM for
the product-1 is as follows

123
Figure 7.3 Current state VSM for Product -1

124
7.5.5 Current state Value Stream mapping (VSM) for Product-2
The focus of this value stream mapping is towards Product-2. This
product would be 100 % cotton plain woven men’s shirt. Fabric inspection
and fabric cutting process are common which would be done in a common
usage area irrespective of the product family. Here the sewing process starts
with collar making operation, in which the first operation is known as
“pinning of collar profile” and then “run stitch the collar” subsequently “trim
out the collar profile” so that unevenness in the collar would be removed.
Next to this stage,” creasing the collar” and “attach the collar with collar
band” are done. Next course of action is to prepare the cuff making. Here
“cuff bias piece attachment” is carried out as first operation subsequently
“cuff hemming”, “run stitch over the cuff” and then “attachment of cuff to
sleeve portion” are done.
The next stage to this operation is to make the front section of the
garment, where in “front placket attachment”, “pocket making” and
“attachment over the front portion”, subsequently “attachment of brand label”
are done. Next to this stage “making the yoke portion” and “attachment of
yoke with back panel”, subsequently “shoulder attachment”, “sleeve
attachment”, “side seam making” and “bottom hemming operation” are
carried out. The pictorial representation of current VSM for the product-2 is
as follows

125
Figure 7.4 Current state VSM for Product-2

126
Figure 7.4 Current state VSM for Product-2 (Cotninued)

127
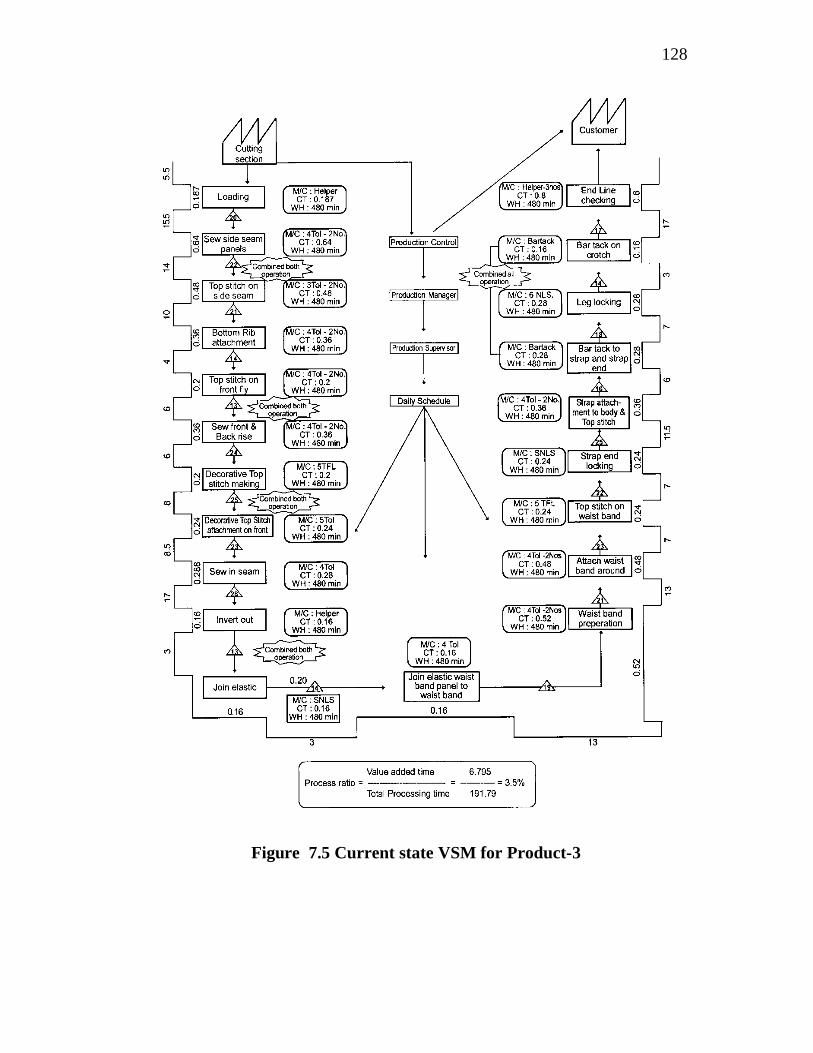
7.5.6 Current state Value Stream mapping (VSM) for Product-3
The focus of this value stream mapping is towards Product-3. This
product would be 100 % cotton single jersey knitted fabric based men’s
trousers. Fabric inspection and fabric cutting process are common which
would be done in a common usage area irrespective of the product family. It
is a casual wear having elastic waist band, and a strap to adjust the waist band
measurement according to the body measurement. This garment has single
solid color throughout its silhouette. Here the sewing process starts with
“sewing the side seam panels” after the “panel loading” to the sewing section.
Afterwards “top stitching on the side seam” is done. Subsequent to this
operation “bottom rib fabric attachment”, “top stitch over the fly assembly”,
“sewing on front and back rise” operations are done and then specific
“decorative stitches” are made over the front assembly and “in seam making”
would be done. Subsequent to this “invert out”, “elastic joining”, “waist band
preparation” , “attachment of waist band” and “top stich on waist band “
operations are carried out. After that “waist band strap end locking” and
“strap attachment” are the next stage of sewing operation. Finally “bar tack on
strap” and “crotch point” are made. The following Figure 7.5 indicates current
VSM for product- 3.
128
Figure 7.5 Current state VSM for Product-3

129
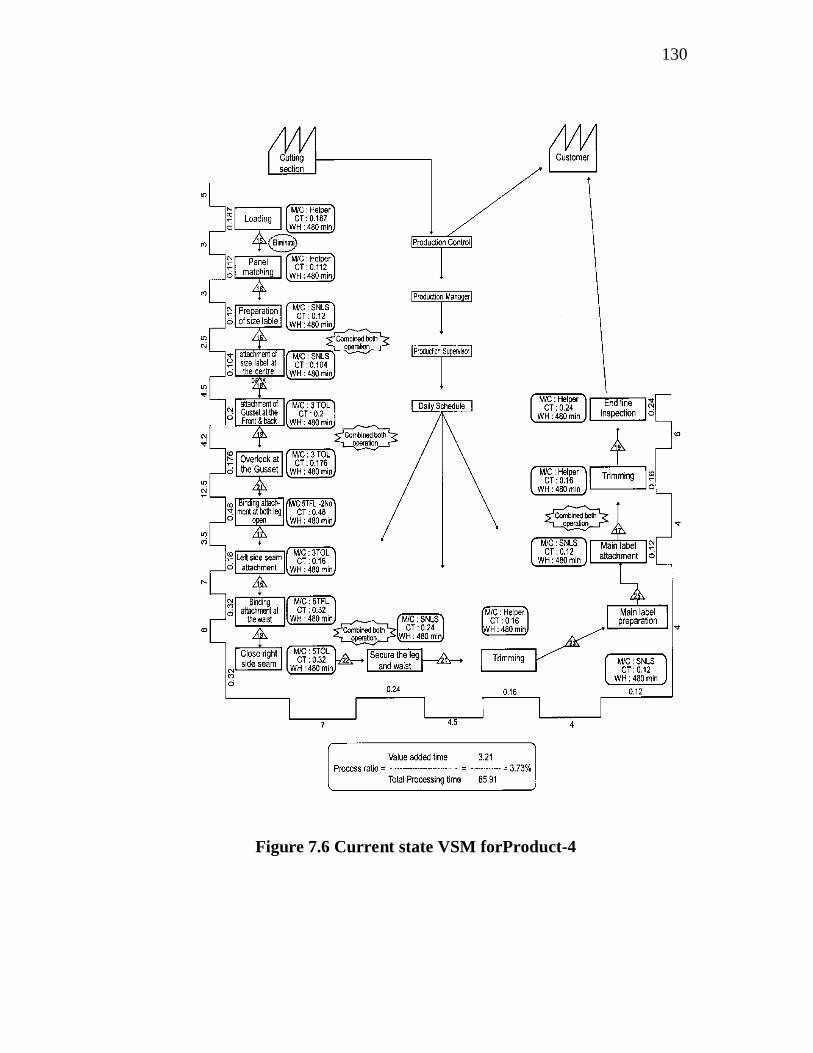
7.5.7 Current state Value Stream mapping (VSM) for Product-4
The focus of this value stream mapping is towards Product-4. This
product would be 100 % cotton single jersey knitted fabric based inner wear.
This garment has single solid color as well as striped fabric throughout its
silhouette. Fabric inspection and fabric cutting process are common which
would be done in a common usage area irrespective of the product family.
The sewing process starts with “panel matching”, “attachment of label” at the
centre back position. After that “gusset attachment” is done. Subsequently
“binding attachment” is done on both the side of leg portions. Then “left side
seam attachment”, “binding attachment at the waist”, “close right side seam”
are done. After this stage, “secure the leg and waist”, “trimming”, “main
label preparation”, “main label attachment”, and “end line inspection” are
done. The following Figure 7.6 indicates current VSM for product-4
130
Figure 7.6 Current state VSM forProduct-4

131
7.6 FUTURE STAGE VALUE STREAM MAPPING
Describing and defining the future state map actually starts while
developing the current state map, where target areas for improvement start to
show up. Looking at the current state map of ABC (towards four selected
product line) several things stand out: (a) large inventories, (b) the huge
difference between the production lead-time and the value added time
(c) the process that happens on its own schedule (d) very low process ratio.
The goal of lean manufacturing is to aid in improving the satisfaction of
customer requirements through the whole value stream. In our current state
map we view inventory and lead-time as two equivalent things and try
to identify lean manufacturing tools to drive them down and create the ideal
state map. The basic philosophy is that more the inventory longer the lead
time, therefore the reduction of lead-time and inventory will expose and force
other kinds of wastes to surface, creating the opportunity for their removal.
On the map the proposed lean tools are highlighted .In addition to that the
Kaizen burst are highlighted at the improvement area.
Reducing inventory and attaining on-time completion will
automatically generate quality improvements. For example, reducing work in
process (WIP) will reduce the amount of defects to be repaired, which in turn
will improve quality. Also less WIP helps trace the root cause of a defect
easier. In order to address these issues, the researcher follows a systematic
procedure which tries to answers a set of questions. This allows one to come
up with an ideal future state map that will help in trying to eliminate the
different types of waste in the current manufacturing system at ABC. As per
literature reference, the appropriate lean tool such as cellular layout, single
piece flow, kaizen, TPM, supermarket and 5s are utilized to minimize the
WIP and process lead time. While developing the future states mapping these

132
tools are systematically incorporated into the system.
7.6.1 Creating Cellular Layout for Product-1
The cellular layout is suggested in this research for achieving single
piece flow between the operations, cost effectiveness, operator skill
enhancement as well as to minimize the production lead time. In this
layout, there is no need for ordering or installing any new equipment,
instead it is just re-arranging the available machines inside the shop floor.
This single piece movement can also be done with the help of
automation (like slow speed conveyor and hanger system) but it may take
considerable time to install and also not suitable for frequent style changing
products as well as small order quantities. The cost for installation of this
automation is very high as well as time to train the employees about the
working principle of the system is tedious. Even after using the automation
system (slow speed conveyor or hanger), the operator’s multi-skilling cannot
be utilized because in this slow speed conveyor system, the operators are
allocated in a fixed manner. Since the conveyor rotates the pieces
automatically, the operator movement inside the product line is also
impossible which will affect the line balancing.
After lot of investigation and pilot study, the researcher found that
some of the operations in the existing VSM are not produced any value to the
product transformation. So systematically some of the operations were
removed from the existing VSM and few of the other operations were
combined together to minimize the SMV and operator involvement. The
quality checking points were removed from the preparatory, because the
operator who is producing garments should be aware of quality standards and
expected to work accordingly. After that from the current VSM, the

133
operations such as “shoulder cut mark”, “thread cut”, “raw edge cut” are
removed completely. For creating the cellular layout, the entire assembly line
is converted into three modules (different cellular layouts) based on the
sewing process (operation needed to complete individual parts or semi-
finished garments). In the respective module few of the operation are
combined with each other. Finally new series of operations were formed for
all modules.
The first cellular layout is exclusively for producing shoulder
portion in the garment. There are seven sewing machines and five operators
are allotted in this module. Generally in the cellular layout the numbers of
machines are higher than the number of operators because more than one
machine will be allotted per operator which in turn helps to balance the flow
of material within the module. Since single piece flow (lean tool) principles are
followed in this module, the operators are not allowed to build up a WIP rather
they should change their operation immediately if WIP seems increasing. So in
this new layout, after feeding cut parts to this module, they will be converted
into final garment immediately because there is no scope for WIP storage
area. In this model, since each operator is responsible for their work, the
quality checkers are removed from the product line. So the final products are
audited randomly after assembly which will reduce the rework. The
recommended new layout is shown in Figure 7.7
The second cellular layout is exclusively for producing neck rib
fabric attachment. There are nine sewing machines and six operators are
allotted in this module. In this model, some of the operations in the existing
VSM are combined such as “neck join” and “thread cut” operations are
combined, “twill tape preparation”, “attachment of twill tape with neck” and
“top stitching over the twill tape” are combined ,finally “care label position

134
marking” and “attachment of care label” are combined. The recommended
new layout is shown in Figure 7.7.
The third cellular layout is designed for sleeve attachment and
hemming operation. There are thirteen sewing machines and ten operators are
allotted in this module. Similar to the other sections, few of the operations are
combined together. For example “matching sleeve pairs” and “matching
sleeve with body” are combined ,then ”body turn”, “side seam” and “body
folding” are combined, next “bottom hem”, “sleeve hem”, and “hem tacking”
are combined, finally “thread cut”, “raw edge cut” and “body turn” are
combined.
A super market (lean tool) area would be allotted between the first
lay out to second layout, wherein buffer WIP (on an average fifteen pieces) is
temporally stored. This supermarket will balance the flow between the first
cell to second cell by keeping some buffer WIP. Accordingly, if the inventory
exceeds the supermarket buffer limit, immediately the previous cell
production should be stopped. In the same line similar super market is allotted
between second cell to third cell for maintaining the buffer WIP.

135
Figure 7.7 Revised VSM for Product-1

136
7.6.2 Creating Cellular Layout for Product-2
After lot of investigation and pilot study, the researcher found that
some of the operations in the existing VSM have not produced any value to the
product transformation. So systematically some of the operations are removed
from the existing VSM and few of the other operations are combined together
to minimize the SMV and operator involvement. The quality checking points
are removed from the preparatory, because the operator who is producing
garments should be aware of quality standards and expected to work
accordingly. For creating the cellular layout, the entire assembly line is
converted into five modules (different cellular layouts) based on the sewing
process (operation needed to complete individual parts or semi-finished
garments). In the respective module few of the operation are combined with
each other. Finally new series of operations are formed for all modules.
First cellular layout is exclusively created for collar production.
Here the operation “crease the collar band” is completely removed from the
current VSM and the operation “crease the collar” is combined with the “top
stich collar”. There are 12 sewing machines and 9 operators are allotted in this
module. As usual the numbers of operators are lesser than the number of
machines in this layout.
The second Layout is designed for preparing the shirt front portion,
such as front panel making, and pocket making. There are 12 sewing machines
and 10 operators are allotted in this module. In this model the operation
“crease the patch piece” is combined with the operation, “attach the patch
piece”.

137
The third layout is exclusively for preparing sleeve assembly .The
operations involved in this module are “attach the placket to sleeve” ,”sleeve
placket diamond making”, “pleats making”, “hem attachment” and “attach the
front placket”. There are 14 sewing machines and 10 operators are allotted in
this module. As usual the number of machineries is higher than the number of
operators.
The Fourth layout is meant for preparing the cuff section. The
operations involved in this module are “attaching the bias piece” ,”hemming
the cuff”, “run stitch over the cuff”, “trim the cuff”, “turn the cuff” and “crease
the cuff bottom” . There are 15 sewing machines and 11 operators are allotted
in this module. As per the other sections one operation (turn the cuff) is
removed from the section.
The Fifth layout is used to assemble all the sections together. There
are 30 sewing machines and 22 operators are allotted in this module. In this
model the operation “join the shoulder” is combined with the operation “top
stitch over the shoulder “. In the respective place all other module outputs are
interfaced to make the complete garment.
A super market (lean tool) area would be allotted between the each
layout, wherein buffer WIP (on average fifteen pieces) is temporally stored.
This supermarket will balance the flow between the each cell by keeping
some buffer WIP. Accordingly, if the inventory exceeds the supermarket
buffer limit, immediately the previous cell production should be stopped. The
recommended new layout is shown in all the series of Figure 7.8

138
(a)
Figure 7.8 Revised VSM forProduct-2

139
(b)
Figure 7.8 Revised VSM for Product-2 (Continued)

140
(c)
Figure 7.8 Revised VSM for Product-2 (Continued)

141
Figure 7.8d Revised VSM for Product-2 (Continued)

142
Figure 7.8e Revised VSM for Product-2 (Continued)

143
7.6.3 Creating Cellular layout for Product-3
After lot of investigation and pilot study, the researcher found that
some of the operations in the existing VSM do not produce any value to the
product transformation. So systematically some of the operations are removed
from the existing VSM and few of the other operations are combined together
to minimize the SMV and operator involvement. The quality checking points
were removed from the preparatory, because the operator who is producing
garments should be aware of quality standards and expected to work
accordingly. For creating the cellular layout, the entire assembly line is
converted into three modules (different cellular layouts) based on the sewing
process (operation needed to complete individual parts or semi-finished
garments). In the respective module few of the operations are combined with
each other. Finally new series of operations were formed for all modules.
First, cellular layout is exclusively created for producing bottom
portion of the garment. Here the operations “sew the side seam panels” and
“top stitch on the side” are combined, then “top stitch on the front fly” and
“sew the front and back rise” are combined, then “decorative top stitch
making” and “decorative top stich attachment” are combined. There are 10
sewing machines and 8 operators are allotted in this module. As usual the
number of operator is lesser than the number of machines in the layout.
The second Layout is designed for producing the waist band
section. Here the operations “invert out operation” and “elastic join
operations” are combined. There are 10 sewing machines and 6 operators are
allotted in this module.

144
The third layout is used to assemble all the sections together. Here
the operations “strap attachment to body”, “leg locking”, “bar tacking” are
done. There are 7 sewing machines and 6 operators are allotted in this
module.
A super market (lean tool) area is allotted between the first layout
to second layout, wherein buffer WIP (on an average fifteen pieces) is
temporally stored. This supermarket will balance the flow between the first
cell to second cell by keeping some buffer WIP. Accordingly if the inventory
exceeds the supermarket buffer limit, immediately the previous cell
production would be stopped. In the same line similar super market is allotted
between second cell to third cell for maintaining the buffer WIP. The
following Figure 7.9 indicates revised VSM for product- 3

145
Figure 7.9 Revised VSM for Product-3

146
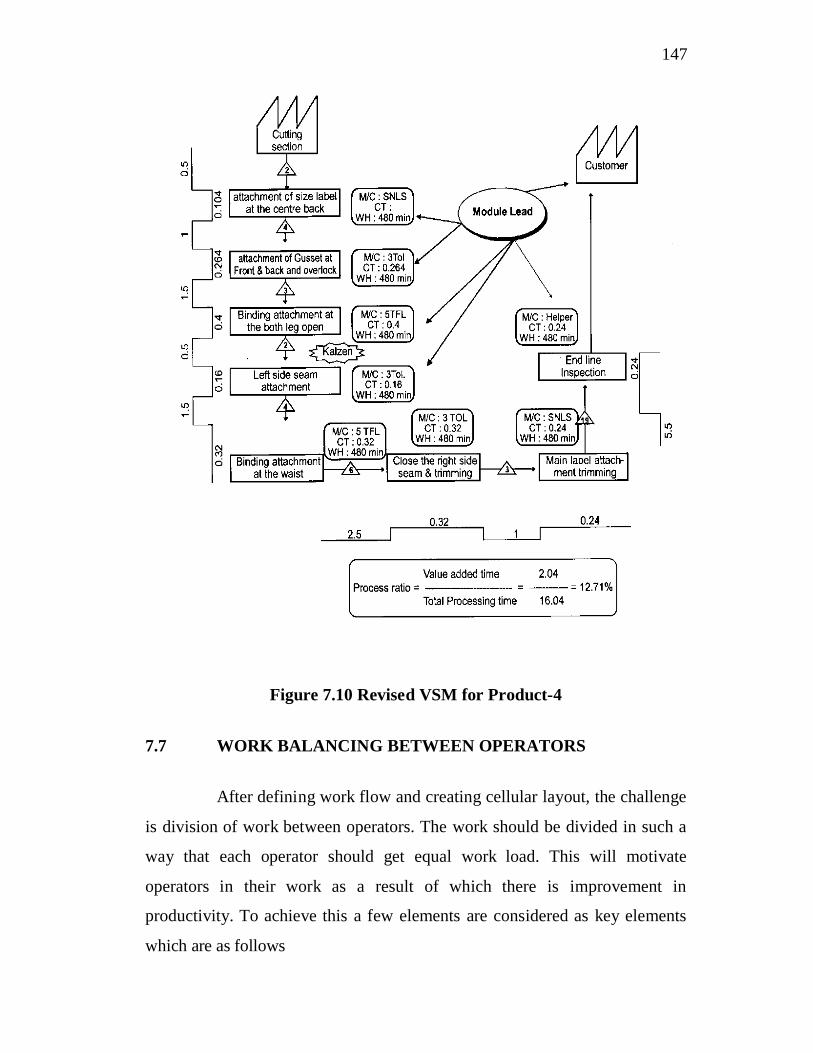
7.6.4 Creating cellular Layout for Product-4
The cellular layout is suggested in this research for achieving single
piece flow between the operations, cost effectiveness, operator skill
enhancement as well as to minimize the production lead time. In this
layout, there is no need for ordering or installing any new equipment, it is
just re-arranging the available machines inside the shop floor.After lot of
investigation and pilot study, the researcher found that some of the operations in
the existing VSM do not produce any value to the product transformation. So
systematically some of the operations are removed from the existing VSM
and few of the other operations are combined together to minimize the SMV
and operator involvement. The quality checking points are removed from the
preparatory, because the operator who is producing garments should be aware
of quality standards and expected to work accordingly. Only one cellular
layout is created for this assembly line. In this module few of the operations
are combined with each other. Finally new series of operations are formed for
this layout. Here the operations “loading”, “panel matching” and “trimming”
are removed completely from the existing VSM. Then the operations such as
“preparation of size label” and “attachment of size label” are combined,then
“attachment of gusset” and “over locking on the gusset” are combined, “close
the right side seam” and “trimming of extra threads” are combined, “main
label attachment” and “trimming of extra thread” are combined. There are 7
sewing machines and 6 operators are allotted in this module. As usual the
number of machineries is higher than the number of operators. The
recommended new layout is shown in Figure 7.10.
147
Figure 7.10 Revised VSM for Product-4
7.7 WORK BALANCING BETWEEN OPERATORS
After defining work flow and creating cellular layout, the challenge
is division of work between operators. The work should be divided in such a
way that each operator should get equal work load. This will motivate
operators in their work as a result of which there is improvement in
productivity. To achieve this a few elements are considered as key elements
which are as follows

148
1. All the sitting operations are converted into standing
operations or rotating machine chairs. This will help to travel
between machines so that one operator can handle multiple
machines within the cell. This is very difficult in case of
sitting operations.
2. Operators should be trained for at least three to four
operations of their respective work cells. This will help to
rotate operators between different operations.
3. To create pull system, the capacity of assembly is made
marginally higher than preparatory operations. In this way
every time when assembly operators are out of pieces,
everybody’s attention will go to preparatory section cells and
they will produce more for assembly operators.
4. The numbers of operators are less than the number of work
stations (machine) for rotating operators between different
operations and this helps in balancing the work load between
operators.
5. Finally, work is divided among operators of individual cells as
per SMV. This is a little bit difficult job because different
operations have different timings. So the worker who is
working in a job which takes less time should not build up
WIP, rather should change his (her) machine and do the next
consecutive operation. In this way, all the workers will rotate
inside the cell in zigzag pattern to balance the work. This way
of moving operators inside the work cell is called floating
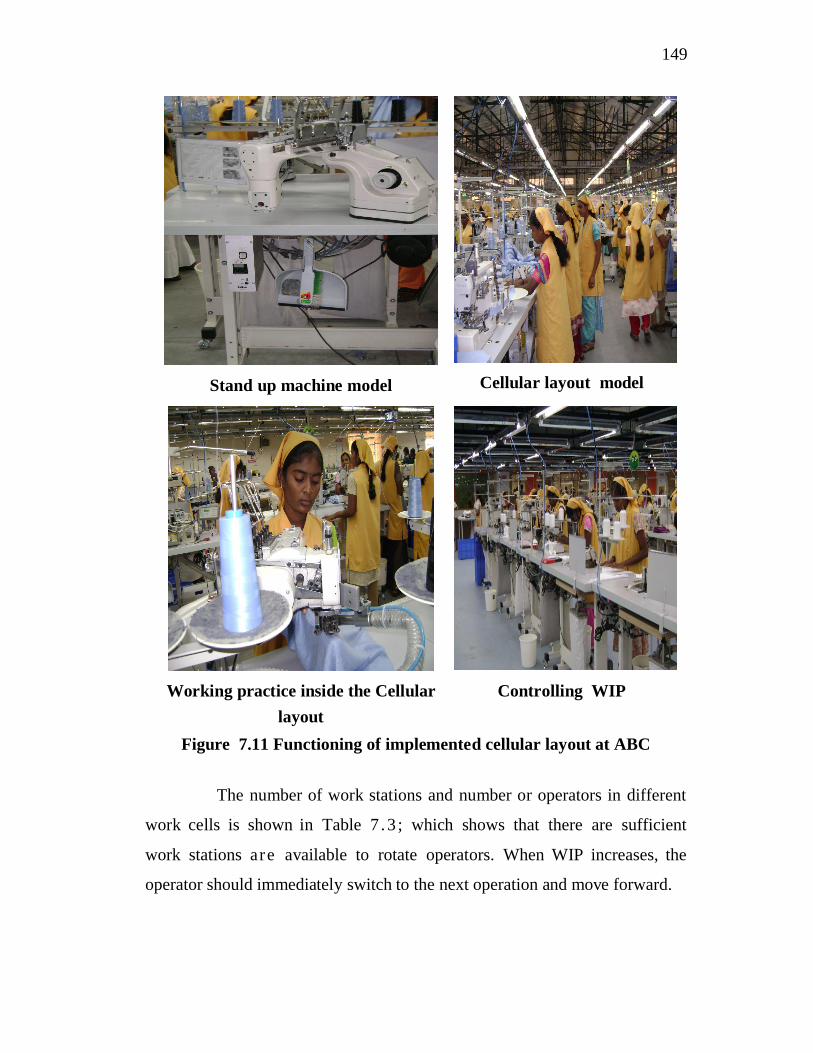
balancing. The functioning of implemented cellular layout is
indicated in the following Figure 7.11.
149
Stand up machine model Cellular layout model
Working practice inside the Cellular layout
Controlling WIP
Figure 7.11 Functioning of implemented cellular layout at ABC
The number of work stations and number or operators in different
work cells is shown in Table 7 .3 ; which shows that there are sufficient
work stations are available to rotate operators. When WIP increases, the
operator should immediately switch to the next operation and move forward.
150
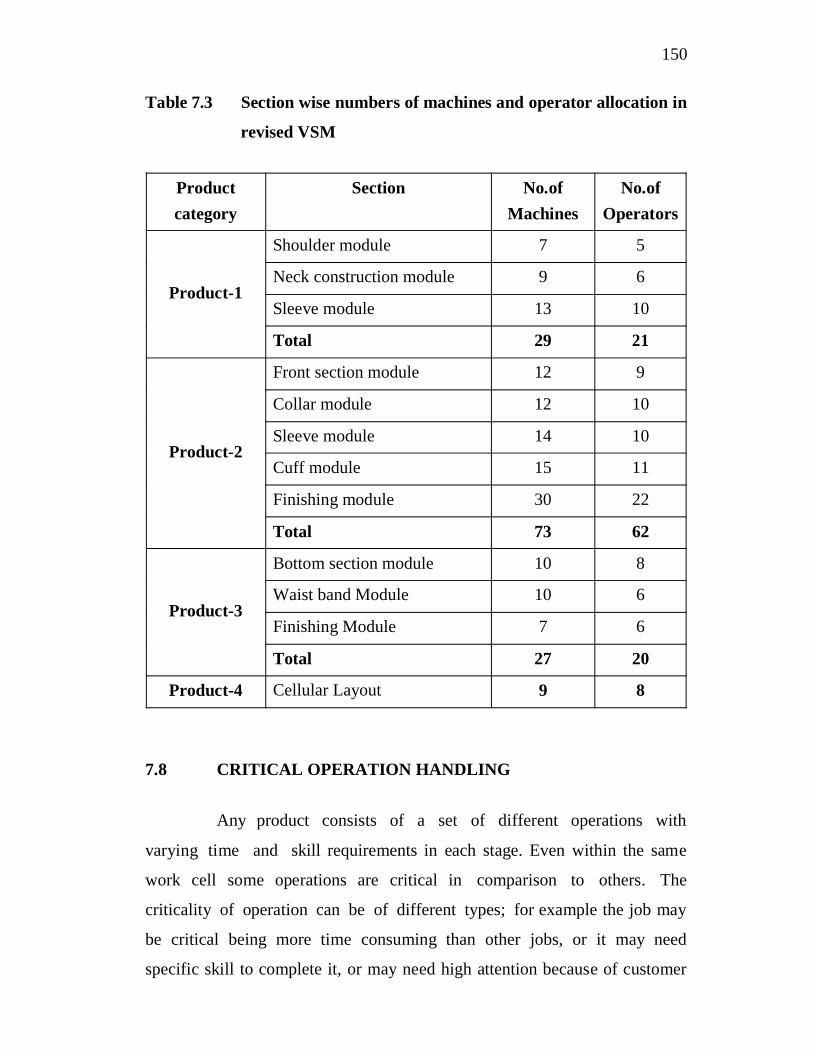
Table 7.3 Section wise numbers of machines and operator allocation in
revised VSM
Product category
Section No.of Machines
No.of Operators
Product-1
Shoulder module 7 5
Neck construction module 9 6
Sleeve module 13 10
Total 29 21
Product-2
Front section module 12 9
Collar module 12 10
Sleeve module 14 10
Cuff module 15 11
Finishing module 30 22
Total 73 62
Product-3
Bottom section module 10 8
Waist band Module 10 6
Finishing Module 7 6
Total 27 20
Product-4 Cellular Layout 9 8
7.8 CRITICAL OPERATION HANDLING
Any product consists of a set of different operations with
varying time and skill requirements in each stage. Even within the same
work cell some operations are critical in comparison to others. The
criticality of operation can be of different types; for example the job may
be critical being more time consuming than other jobs, or it may need
specific skill to complete it, or may need high attention because of customer

151
complaints, or may be due to machine capacity etc. So after identifying the
critical operations, special attention should be given to them, because these
are the weakest links of the chain and if one link drops the whole chain may
be disturbed. In this research, the critical operations are identified for each
cell. For example, in product -2 shoulder joining operation in cell -1, neck rib
join in cell -2, and sleeve attachment in cell -3 are critical operations. So
while balancing a cell, extra care should be given to these operations. At the
same time, some extra operators should be trained for critical operations.
This will save from drastic production loss in absence of critical operators or
due to breakdown of machines for these operations.
7.9 CHALLENGES FACED WHILE IMPLEMENTING
CELLULAR LAYOUT
There are few challenges while implementing lean layout into the
sewing process because this layout is new to the people. The first challenge
is conversion of sitting operations to standing. Since operators are in th e
habitl of operating sitting machines and when these sitting machines are
converted into standing operator, machines, workers, lost their control on
pedal and it took some time to train them. Secondly for work balancing
purpose, one operator has to perform multiple operations by changing
machines, whereas operators don’t like to work on multiple machines
because they feel that management is overloading them with work.
The operators are convinced by saying that if people move around
the machine they will not get tired of the same operation and can work more
effectively as well as feel less tired. At the same time they will learn multiple
operations within their cell, which increases their skill and confidence.
Similarly, the balancing of a cell is as per the standard minute value (SMV),
so all the operators are given equal work load within their cell. Earlier to this,
the critical operators were blaming management and supervisors for

152
allocating difficult operations to them. Now by the implementation of SMV
for work balancing, the problem of uneven work load is solved.
7.10 5s TOOL IMPLEMENTATION
5s principle is also introduced in sewing section for manufacturing
product-1, product-2, product-3 and product-4 in addition to the cellular
layout and single piece flow which is expected to increase the industrial
efficiency. The first step of 5s principle is to sort out the clutter from tables,
workstations and equipment .The procedure to remove items are based on the
utility of the equipment .The research team used the red tag tactic (Figure
7.11 Shows the model of red tag), to separate these items from the regular
production area. This consists of removing the rarely used items from the
work station by identifying them as items to remove from the workplace and
keep those items at the red tag area for temporary purpose.
Figure 7.12 Red tag model

153
Table 7.4 Red tag classifications
Materials Usage frequency Where to place Daily Work station
Once in week Work area
Once in month Storage Area
Once in Year Ware house
Obsolete Sell/eliminate
The 5s program is implemented in the following five steps called
Sort, Set in order, Shine, Standardize, and Sustain. The detailed explanation
about 5s principles are explained in earlier chapter. We start by sorting items
based on the usage frequency and keep only what is needed to perform value-
added-activities and dispose of what is not needed. The classification where
items that are daily are kept in the workstation and others are kept at the red
tag area. Afterwards these red tag items are stored according to its usage, for
example the items that are used once a week is stored in the work area, once a
month in a storage place, once a year in the warehouse and obsolete items are
thrown away or sold.
The machines, where employees at work have a drawer, so that
essential items for the operations carried out in that machine can be kept.
However, as shown in the following pictures these drawers are full of
pointless and excessive items in existing stage. Therefore it is considered as
trash and eliminated

154
Figure 7.13 Machine drawer before 5s implementation
The items in these drawers are sorted and the drawers are ordered
(step two of 5s) and cleaned (step three). After sorting the necessary and
unnecessary items, we concluded that in each workstation (inside the drawers)
only the following list of item should be stored:
Pack of needles
Small screwdriver
Big screwdriver
Scissors
Machine cleaning brush
needle fitting screw
Trimmer /clippers

155
These are the most frequently used items and earlier employees
spent more time for seeking or asking the head responsible of the department
to bring them. The operator/module lead should make sure that the list of
above mentioned tools should be placed in the drawers. Drawers are now
organized as displayed in the following pictures.
Figure 7.14 Machine drawer after 5s implementation
As mentioned earlier, it was given an identification number for all
equipment’s on each workstation and also labeled with the respective
machines reference number, as the next pictures exemplify.

156
Figure 7.15 Equipment with label-after 5s implementation
When sorting, some are only used on a weekly basis and therefore
it should be placed on the surroundings of the work area. Those items are an
oil flask, diversified screwdrivers and needle pack, tape dispensers or a fabric
softener.
Consequently, a shelf was placed near the work area with a space
labeled for each item. The head of the department is responsible for
monitoring every item is placed in the right place or is it ‘lost’ in the
production line. The following pictures illustrate the shelves made for
machine oil storage. For Each three modules, one oil storage point should be
there.

157
Figure 7.16 Machine oil storage after 5s implementation
All these ensure that there are no needless movements or waiting
time for seeking a lost screwdriver or asking for a new needle.The tools being
labeled with the machine id number, the employee working in that machine is
now responsible for each tool and for letting everything in its place at the end
of a working day.
The next step is to set locations and limits for equipment and item
storage using indicators. Indicators such as lines and identification signs are
also placed to demark walkways and the different storage areas. For example,
storage locations of empty beams are marked off with lines on the floor,
which not only identified to the worker where to store these items but also
provided a limit to how many garments could be stored. Cleaning up and
organizing the area is an important goal that top management had in mind
when embarking on this 5s event. Cleaning of the floors and machines are
good practice. There is a regular cleaning schedule which should be followed
in the entire sewing section such every two hours the team members are
advised to clean the machine as well as the work place .The following Figure
7.17 indicates the cleaning practice followed by the team member.
158
Cleaning the driving arrangements-5 Thread flat lock Machine
Cleaning the Machine bed 5Thread flat lock Machine
Cleaning the tension post at 5 thread flat lock Machine
Cleaning the cone stand
Figure 7.17 Cleaning the sewing machine parts and driving arrangements
The next step is to ensure that standard working practices are in
place and everyone in the area is trained in 5s principles and understood the
goals of the organization. In order to sustain the improvements made to the
production area where the 5s event had taken place, the company used a 5s
audit system. This audit system is used to ensure that 5s is continually carried
out within the area.
The last step of the 5s program is probably the most difficult step.
A self-discipline culture must be passed on to employees so that they maintain
a stabilized workplace in an ongoing process of continuous improvement. For
this, it was recommended that necessary training programs should be

159
conducted so that employees are more conscious of the importance and
advantages of maintaining a clean workspace, also contributing for nurturing
teamwork bonds.
Another important action taken to sustain 5s is the weekly meeting
established during the least initial period of implementation .These weekly
meeting brought about suggestions for improving the process and work
environment for the people. At first, workers were reluctant to offer ideas, but
once some ideas were brought by management for encouragement, the ideas
came easier from the technicians and shop floor workers. In this pilot project,
the researcher received 15 suggestions from the operators for improving the
process and methods. These suggestions are documented and put on an action
sheet for implementation. For example there are various suggestion which
came from the shop floor worker for the product -1( T.shirt) regarding the
optimum pressure setting for the pressure bar, double feed dog setting, and
auto trimmer.
7.11 KAIZEN IMPLEMENTATION
Kaizen is defined as continuous development towards improving
the production efficiency. The principle behind this is that “a very large
number of small improvements are more effective in an organizational
environment than a few improvements of large value”. Mostly the Kaizen is
done with the support of shop floor team. In the sewing section the researcher
insisted kaizen in the form of work aid identification, method modification,
and operator skill improvement for improvement of productivity. Since there
would be enough effort done on method modification while creating the
future stage VSM (like removing many non-value added activates, combining
few operations), the researcher has given more importance to the work aid
identification.

160
Work aid is the one which minimize the efforts involved in product
making. But identifying or developing the work aid towards the particular
operation is a tedious task .Here some of the work aids are identified/created
while making the products. The following table indicates various work aid
and its advantages to the some of the operations in products.
Table 7.5 Work aid implementation in process layout of Product-1
Folder type Operation description
SMVbefore
SMVafter
Sleeve Join 0.9996 0.56
Shoulder Join 0.3276 0.22
Side seam 0.8822 0.50

161
Table 7.6 Work aid implementation in process layout of Product-2
Folder type Operation description
SMVbefore
SMVafter
Top stitch side seam
0.911 0.75
Attach the yoke to back
0.418 0.35
Table 7.7 Work aid implementation in process layout of Product-3
Folder type Operation description
SMVbefore
SMV after
Trouser Sew Side seam
panels
1.2 0.8

162
Table 7.8 Work aid implementation in process layout of Product-4
Folder type Operation description
SMVbefore
SMVafter
Left side seam attachment
0.2 0.12
7.12 TOTAL PRODUCTIVE MAINTENANCE (TPM)
IMPLEMENTATION
TPM is set of practice, which when implemented in an organization
as a whole gives the best utilization of machines with least disruption of
production. Machine breakdown is one of the major headaches for people
related to production. The reliability of the equipment on the shop floor is
very important because if any one of the machines is down the entire shop
floor productivity may be affected. The tool that takes care of these sudden
breakdowns and makes maintenance as well as production workers to
minimize these unplanned breakdowns is called total productive maintenance.
The goal of this is to eventually train the operators to look after the
equipment in their workstation (Nakajimi 1988). In this research the TPM
focus is to provide assignments like machine inspection, cleaning, lubrication,
needle replacement and basic machine setting tasks to the machine operator.
This frees up the technicians or maintenance team for productive

163
maintenance, which includes higher value-added activities such as equipment
improvement, overhauls, training, etc. The key measure of TPM is machine
effectiveness, which includes availability, performance efficiency, and
Overall Equipment Effectiveness (OEE).
Availability =(loading time – down time)/ loading time
Performance efficiency = (net operating time – lost time) / net
operating time
OEE = availability * performance efficiency * quality rate
Accurate equipment records are essential in order to identify
potential problems (Hartmann1992).This TPM tool is in the revised VSM of
the product line-1(T-Shirt) suitably and the benefit of this implementation is
monitored subsequently. Few of the maintenance activities mentioned below,
which were earlier done by the maintenance team, would be assigned to the
machine operator/team members in the module.
Broken needle replacement
Foot pedal adjustment
Finger guard setting
Pressure bar setting
Thread tension adjustment
Bobbin case tension adjustment
Lubrication
For this task the particular sewing machine operators are trained
exclusively in the machine maintenance and trouble shooting for about 15
days in the above mentioned skill sets.

164
7.13 SUMMARY
In this chapter research design is created towards the objective of
this research work at ABC. In addition to this value stream mapping (VSM) is
done for creating current state map towards the selected product line for
understanding the process waste as well as scope for implementation of lean
tools. For creating current level of VSM, the necessary basic data, such as
customer demand, cycle time, takt time and internal inventory are measured at
the shop of the selected product line. Subsequently lean tools such as cellular
layout, single piece flow, kaizen, 5s, TPM are implemented stage by stage in
all the products line. Challenges faced which implementing these lean tools
are also analyzed at this chapter. In addition to this issues related to product
line balancing, critical operation handling, layout setup, operators training are
discussed.