chapter 4 influence of lyocell fiber blends on the...
TRANSCRIPT

83
CHAPTER 4
INFLUENCE OF LYOCELL FIBER BLENDS ON THE
COMFORT CHARACTREISTICS OF HOSPITAL
TEXTILES
This chapter deals with the production of blended yarns, analysis of
the yarn characteristics, selection of cover factor for fabric production,
production of woven fabric samples with different weave structures and
analysis of their properties. It also deals with optimization of blend
composition, specification of fabrics suitable for Hospital Textiles.
This chapter contains two parts in which the first part deals with the
influence of lyocell/polyester blends on the development of hospital textile
products and the second part deals with the influence of micro lyocell/ micro
polyester blends on hospital textiles.
4.1 PART I: INFLUENCE OF LYOCELL / POLYESTER
BLENDS ON THE COMFORT CHARACTREISTICS OF
HOSPITAL TEXTILES
4.1.1 Production of Lyocell /Polyester Blended Yarns
Lyocell and polyester staple fibers of 1.8 denier and 32 mm fiber
length were blended in the fiber stage in the advanced micro processor based
spinning plant and 30s count ring spun yarns were produced. The blend
proportions used are as follows:
84
100% Lyocell
85:15 Lyocell/Polyester
70:30 Lyocell/Polyester
Higher proportion of polyester leads to poor comfort characteristics
of the fabric, which is not suitable for hospital textiles. Hence polyester blend
ratio is restricted to 15% and 30%.
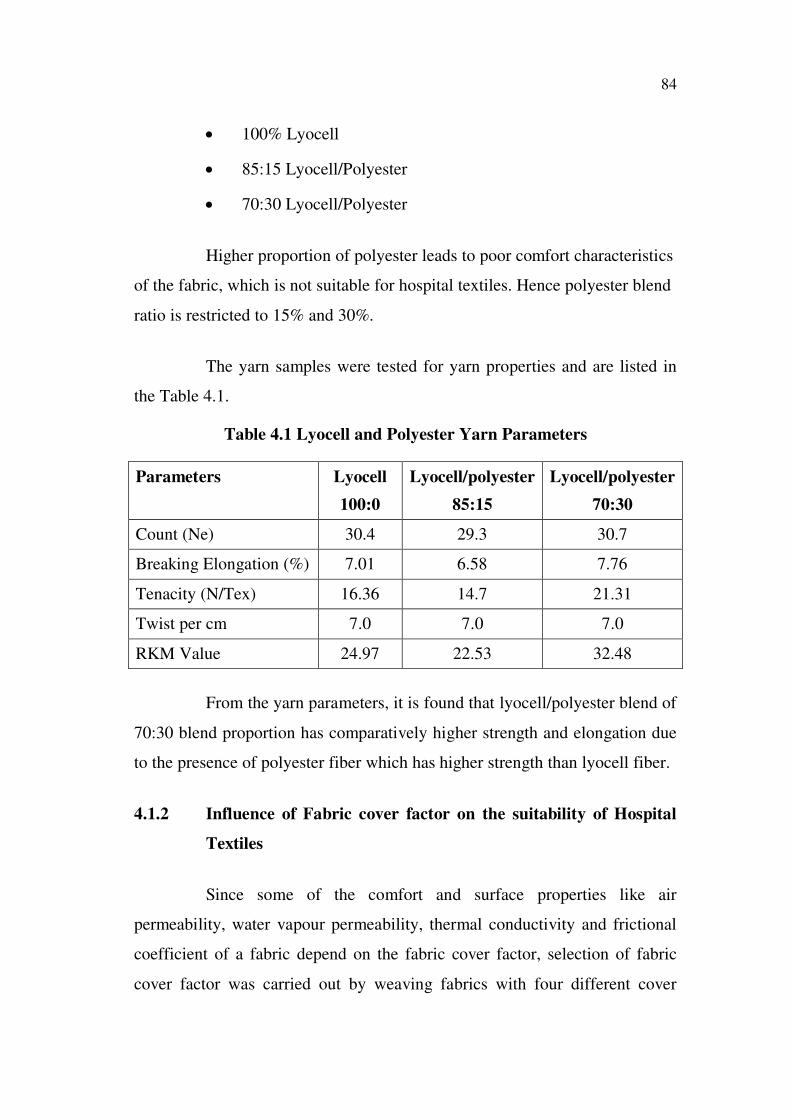
The yarn samples were tested for yarn properties and are listed in
the Table 4.1.
Table 4.1 Lyocell and Polyester Yarn Parameters
Parameters Lyocell
100:0
Lyocell/polyester
85:15
Lyocell/polyester
70:30
Count (Ne) 30.4 29.3 30.7
Breaking Elongation (%) 7.01 6.58 7.76
Tenacity (N/Tex) 16.36 14.7 21.31
Twist per cm 7.0 7.0 7.0
RKM Value 24.97 22.53 32.48
From the yarn parameters, it is found that lyocell/polyester blend of
70:30 blend proportion has comparatively higher strength and elongation due
to the presence of polyester fiber which has higher strength than lyocell fiber.
4.1.2 Influence of Fabric cover factor on the suitability of Hospital
Textiles
Since some of the comfort and surface properties like air
permeability, water vapour permeability, thermal conductivity and frictional
coefficient of a fabric depend on the fabric cover factor, selection of fabric
cover factor was carried out by weaving fabrics with four different cover
85
factors and analyzing their comfort properties. As lyocell is the major
component of all the fabrics developed, selection of cover factor was carried
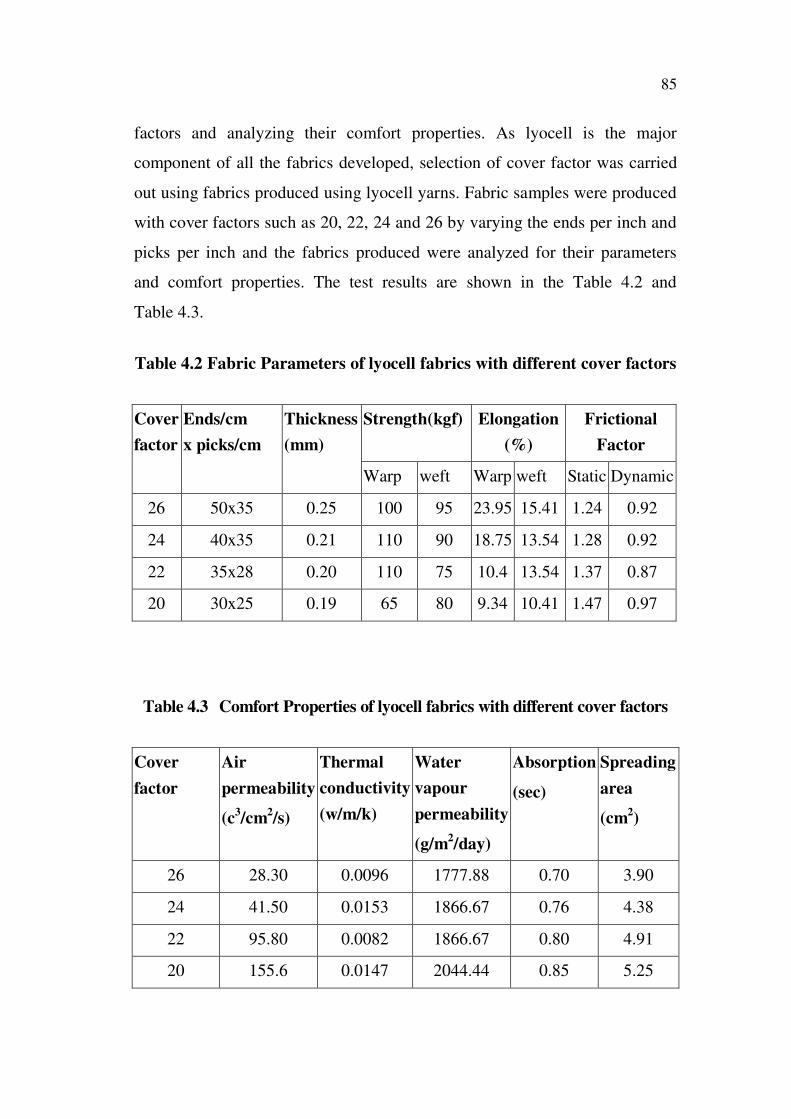
out using fabrics produced using lyocell yarns. Fabric samples were produced
with cover factors such as 20, 22, 24 and 26 by varying the ends per inch and
picks per inch and the fabrics produced were analyzed for their parameters
and comfort properties. The test results are shown in the Table 4.2 and
Table 4.3.
Table 4.2 Fabric Parameters of lyocell fabrics with different cover factors
Strength(kgf) Elongation
(%)
Frictional
Factor
Cover
factor
Ends/cm
x picks/cm
Thickness
(mm)
Warp weft Warp weft Static Dynamic
26 50x35 0.25 100 95 23.95 15.41 1.24 0.92
24 40x35 0.21 110 90 18.75 13.54 1.28 0.92
22 35x28 0.20 110 75 10.4 13.54 1.37 0.87
20 30x25 0.19 65 80 9.34 10.41 1.47 0.97
Table 4.3 Comfort Properties of lyocell fabrics with different cover factors
Cover
factor
Air
permeability
(c3/cm
2/s)
Thermal
conductivity
(w/m/k)
Water
vapour
permeability
(g/m2/day)
Absorption
(sec)
Spreading
area
(cm2)
26 28.30 0.0096 1777.88 0.70 3.90
24 41.50 0.0153 1866.67 0.76 4.38
22 95.80 0.0082 1866.67 0.80 4.91
20 155.6 0.0147 2044.44 0.85 5.25

86
From the test results it was observed that, warp and weft density of
a fabric has an influence on the comfort properties of the fabric. Thickness,
strength and elongation of the fabric increases with the increase in cover
factor. Strength and elongation increase may be due to the contribution of
more number of yarns for the fabric strength and elongation of the fabric. The
frictional coefficient of the fabric reduces with increase in cover factor which
may be attributed to the increase in packing density resulting in lower number
of crests and troughs leading to a smoother fabric surface. The time taken to
absorb water also decreases with decrease in cover factor. The porous
structure of the fabric with lower cover factor allows water to permeate
through the fabric rapidly. Similarly presence of pores acts as a channel for
distribution of water drop let, hence the spreading area of the fabric increases
with decreasing cover factor.
Air permeability and water vapour permeability of the fabrics show
a decreasing trend with increase in cover factor. The open structure of the
fabric with lower cover factor allows more air to pass through thereby
increasing the air permeability. Similarly, water vapour permeability also
increases with openness of the fabric. Thermal conductivity has a varying
trend and is high for fabric with cover factor 24. From the test results it is
observed that fabric with cover factor 24 has the required strength, elongation,
air permeability, water vapour permeability and at the same time has better
water absorbing and frictional characteristics. Since water management and
frictional properties are important for hospital textiles, cover factor 24 was
selected as the suitable cover factor for all the fabrics to be developed for
hospital textiles.
87
4.1.3 Preparation of Lyocell / Polyester Blended Fabric Samples
The objectives of the research are to ensure appropriate heat
transfer, moisture management and air transport between the human body and
the environment. Since the type of weave structure affects the water
absorption and frictional characteristics of a fabric, three types of weaves
were considered for fabric production. The plain weave is compact weave
with higher tensile strength and twill weaves have higher float length which
gives good absorption and elongation characteristics. Based on the literature
survey, it was planned to produce fabrics with plain weave, 2/2 twill weave
and 1/3 twill weave.
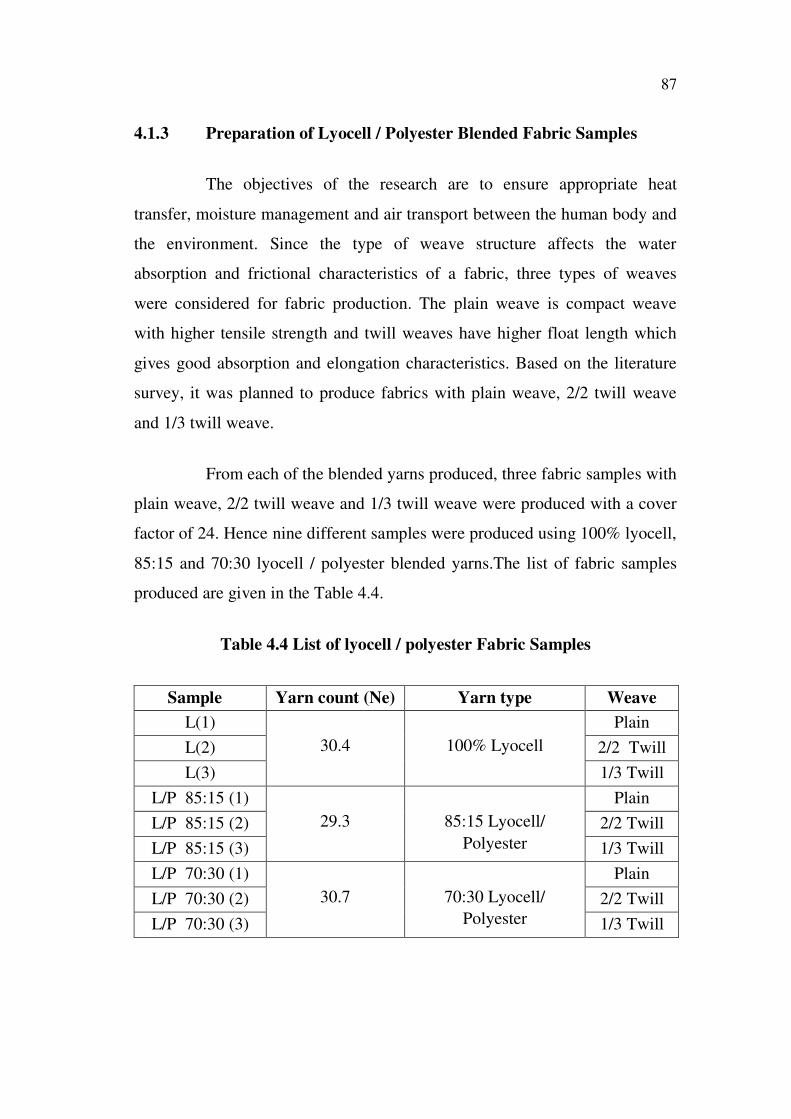
From each of the blended yarns produced, three fabric samples with
plain weave, 2/2 twill weave and 1/3 twill weave were produced with a cover
factor of 24. Hence nine different samples were produced using 100% lyocell,
85:15 and 70:30 lyocell / polyester blended yarns.The list of fabric samples
produced are given in the Table 4.4.
Table 4.4 List of lyocell / polyester Fabric Samples
Sample Yarn count (Ne) Yarn type Weave
L(1) Plain
L(2) 2/2 Twill
L(3)
30.4 100% Lyocell
1/3 Twill
L/P 85:15 (1) Plain
L/P 85:15 (2) 2/2 Twill
L/P 85:15 (3)
29.3 85:15 Lyocell/
Polyester 1/3 Twill
L/P 70:30 (1) Plain
L/P 70:30 (2) 2/2 Twill
L/P 70:30 (3)
30.7 70:30 Lyocell/
Polyester 1/3 Twill
88
4.1.4 Testing of Lyocell / Polyester Fabric Samples
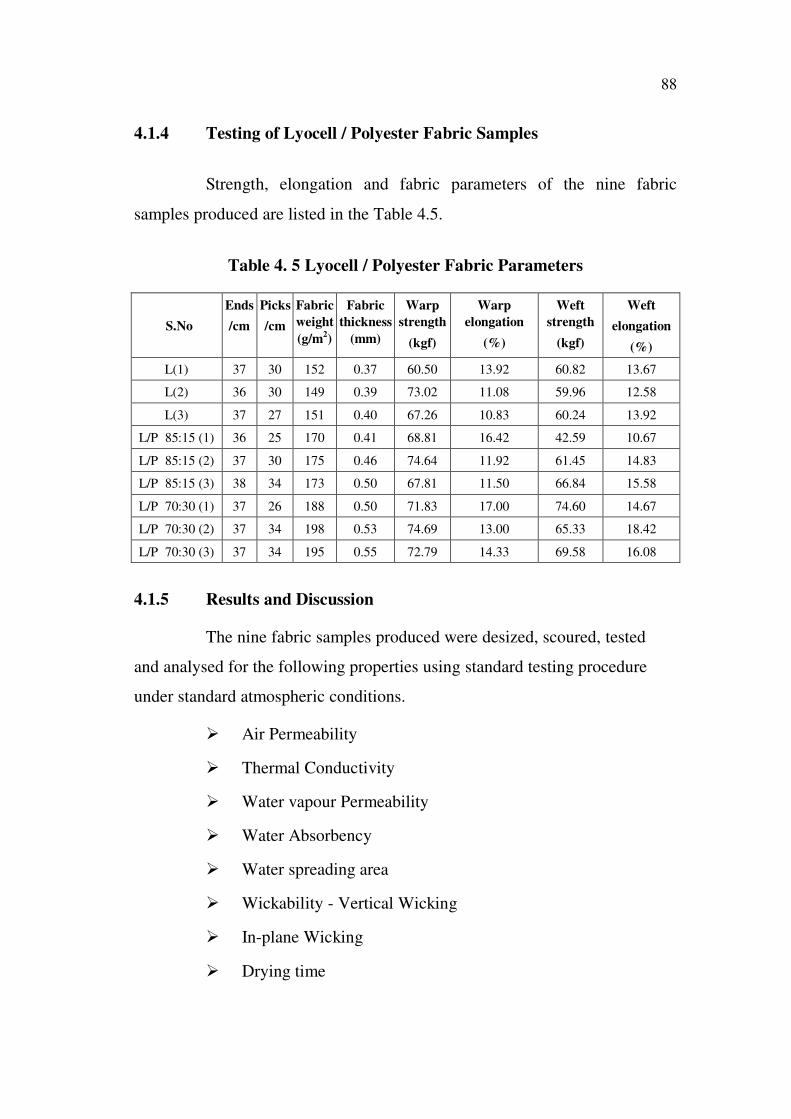
Strength, elongation and fabric parameters of the nine fabric
samples produced are listed in the Table 4.5.
Table 4. 5 Lyocell / Polyester Fabric Parameters
S.No
Ends
/cm
Picks
/cm
Fabric
weight
(g/m2)
Fabric
thickness
(mm)
Warp
strength
(kgf)
Warp
elongation
(%)
Weft
strength
(kgf)
Weft
elongation
(%)
L(1) 37 30 152 0.37 60.50 13.92 60.82 13.67
L(2) 36 30 149 0.39 73.02 11.08 59.96 12.58
L(3) 37 27 151 0.40 67.26 10.83 60.24 13.92
L/P 85:15 (1) 36 25 170 0.41 68.81 16.42 42.59 10.67
L/P 85:15 (2) 37 30 175 0.46 74.64 11.92 61.45 14.83
L/P 85:15 (3) 38 34 173 0.50 67.81 11.50 66.84 15.58
L/P 70:30 (1) 37 26 188 0.50 71.83 17.00 74.60 14.67
L/P 70:30 (2) 37 34 198 0.53 74.69 13.00 65.33 18.42
L/P 70:30 (3) 37 34 195 0.55 72.79 14.33 69.58 16.08
4.1.5 Results and Discussion
The nine fabric samples produced were desized, scoured, tested
and analysed for the following properties using standard testing procedure
under standard atmospheric conditions.
Air Permeability
Thermal Conductivity
Water vapour Permeability
Water Absorbency
Water spreading area
Wickability - Vertical Wicking
In-plane Wicking
Drying time
89
The test results are plotted in the form of charts with error bar; the
error bar representing the standard error of the mean.
4.1.5.1 Strength of lyocell / polyester Blended Fabrics
The fabric strength increases in proportion to the polyester fiber
content in the fabric. The 85:15 and 70:30 lyocell: polyester blended fabrics
have higher strength compared to 100% lyocell fabric. This may be attributed
to the higher tenacity of polyester yarn when compared to 100% lyocell yarn.
All fabric samples show higher strength in warp way than weft way.
4.1.5.2 Elongation of lyocell / polyester blended Fabrics
It is observed that for the fabric with higher polyester content, the
extensibility is higher owing to the high extensibility of polyester fiber. The
twill woven fabrics have higher elongation values as compared to plain
fabrics. This is because of higher mobility of the yarns due to less crossover
points in a twill fabric. Most of the fabric samples exhibit higher weft way
elongation than warp way elongation. The higher weft way elongation is the
basic requirement of a bed linen to ensure contour matching of the body in the
cross wise direction.
The comfort properties of the nine fabric samples produced are
given in the Table 4.6.

90
Table 4.6 Comfort Properties of the Lyocell/ Polyester Blended Fabrics
Sa
mp
le N
o
Air
per
mea
bil
ity
(cm
3/c
m2/s
)
Th
erm
al
con
du
ctiv
ity
(w/m
/k)
Wate
r vap
ou
r
per
mea
bil
ity
(g/m
2/d
ay)
Ab
sorp
tion
(sec
)
Sp
rea
din
g
are
a(c
m2)
Ver
tica
l w
ick
ing
-Wa
rp (
cm)
Ver
tica
l w
ick
ing
-Wef
t (c
m)
L(1) 83.03 0.017 4523.8 8 4.38 2.50 2.14
L(2) 124.55 0.019 4967.3 7 4.13 2.72 4.2
L(3) 138.38 0.022 6564.0 6 3.90 4.20 5.45
L/P 85:15 (1) 62.275 0.006 2661.1 7 7.00 3.33 3.00
L/P 85:15 (2) 83.03 0.007 4789.9 5 6.63 4.00 6.00
L/P 85:15 (3) 95.80 0.013 5056.0 4 6.50 7.50 6.70
L/P 70:30 (1) 46.12 0.005 2572.3 6 8.18 5.45 4.20
L/P 70:30 (2) 77.84 0.007 3814.2 5 7.75 6.00 10
L/P 70:30 (3) 95.80 0.011 4435.1 4 7.45 6.70 10
4.1.5.3 Air Permeability of Lyocell / Polyester Blended Fabrics
Air permeability is a measure of the amount of air passing through
the fabric per unit area. The air permeability results of the lyocell / polyester
blended fabrics, as shown in the Figure 4.1 reveals that the fabrics made from
lyocell fibers have higher air permeability.
Figure 4.1 Air Permeability of Lyocell / Polyester Blended Fabrics
91
Lyocell fibers, being smoother, circular with more number of micro
fibrils, assists easy passage of air through the yarn cross-section, which results
in higher air permeability. The result also shows that the air permeability
decreases with higher polyester content in the respective blended fabrics. This
may be attributed to the compact structure of the fabric having higher
polyester content, and hence lesser number of pores of lower cross-sectional
area available for air passage. Considering the influence of the type of weave,
the highest value was observed for fabrics with twill weave, and the lowest,
for those with plain weave. 100% lyocell fabric with 1/3 twill weave has the
highest value of air permeability and 70:30 lyocell / polyester fabric with
plain weave has the lowest air permeability value.
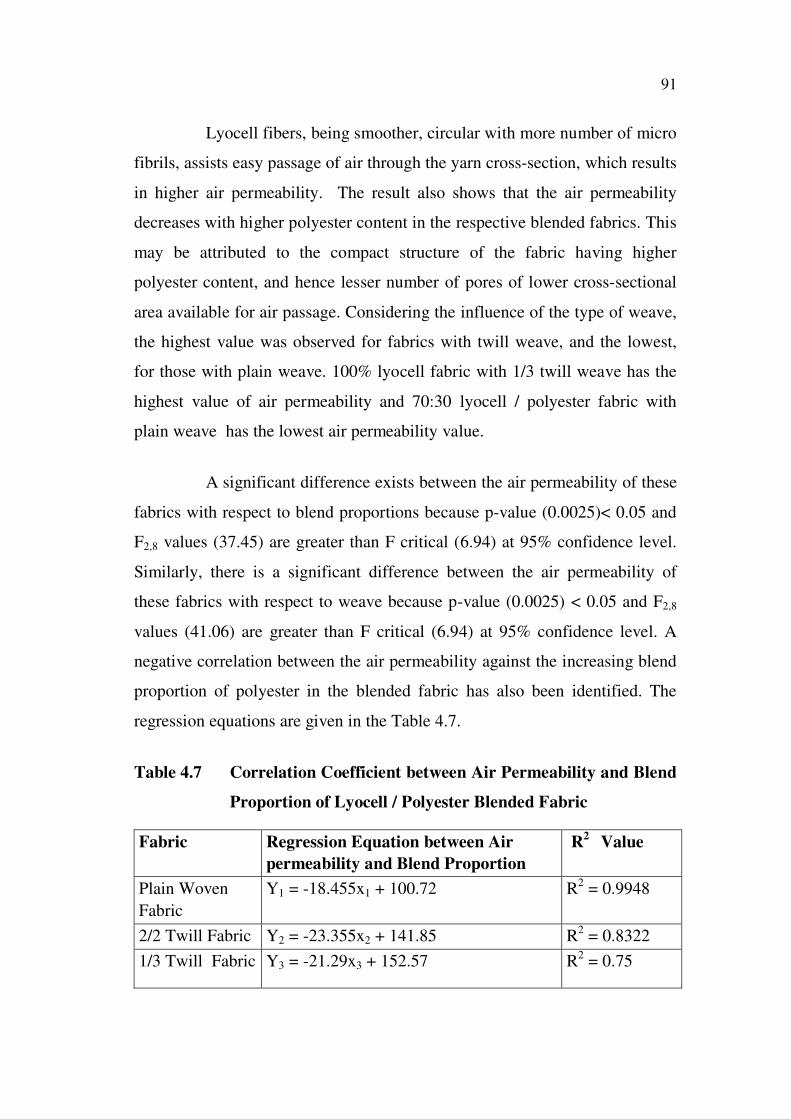
A significant difference exists between the air permeability of these
fabrics with respect to blend proportions because p-value (0.0025)< 0.05 and
F2,8 values (37.45) are greater than F critical (6.94) at 95% confidence level.
Similarly, there is a significant difference between the air permeability of
these fabrics with respect to weave because p-value (0.0025) < 0.05 and F2,8
values (41.06) are greater than F critical (6.94) at 95% confidence level. A
negative correlation between the air permeability against the increasing blend
proportion of polyester in the blended fabric has also been identified. The
regression equations are given in the Table 4.7.
Table 4.7 Correlation Coefficient between Air Permeability and Blend
Proportion of Lyocell / Polyester Blended Fabric
Fabric Regression Equation between Air
permeability and Blend Proportion
R2
Value
Plain Woven
Fabric
Y1 = -18.455x1 + 100.72 R2 = 0.9948
2/2 Twill Fabric Y2 = -23.355x2 + 141.85 R2 = 0.8322
1/3 Twill Fabric Y3 = -21.29x3 + 152.57 R2 = 0.75

92
Among the plain woven fabrics, a strong correlation exists between
the blend proportion and air permeability which is proved by the R2 value of
0.9948. Among the twill fabrics similar correlation is observed but the R2
value is comparatively less.
4.1.5.4 Thermal Conductivity of Lyocell / Polyester Blended Fabrics
The thermal conductivity of lyocell and polyester blended fabrics
measured using the Lee’s Disc is shown in Figure 4.2.
Figure 4.2 Thermal Conductivity of Lyocell / Polyester Blended Fabrics
It is observed from the figure that the thermal conductivity of the
fabric seems to have a direct correlation with lyocell fiber content. As the
lyocell content increases thermal conductivity of the fabric also increases, on
contrary, as the proportion of polyester fiber content increases, the thermal
conductivity decreases, which may be attributed to the lower conductivity of
polyester fiber. The thermal conductivity values of the twill woven fabrics
were noticed to be higher than the plain woven fabrics due to the increased
float length leading to more area of contact.
A significant difference exists between the thermal conductivity of
these fabrics with respect to blend proportions because p-value (9.31 x 10-5
)<

93
0.05 and F2,8 value (205.2) is greater than F critical (6.94) at 95% confidence
level. Similarly, there is a significant difference between the air permeability
of these fabrics with respect to weave because p-value (0.0025)< 0.0016 and
F2,8 values (47.01) are greater than F critical (6.94) at 95% confidence level.
A negative correlation between the thermal conductivity against the
increasing blend proportion of polyester in the blended fabric has also been
noticed. The regression equations are given in the Table 4.8.
Table 4. 8 Correlation Coefficient between Thermal Conductivity and
blend proportion of Lyocell / Polyester Blended Fabrics
Fabric Regression Equation between Thermal
conductivity and Blend Proportion
R2
Value
Plain Woven
Fabric
Y1 = -0.006x + 0.0213 R2 = 0.812
2/2 Twill Fabric Y2 = -0.006x + 0.023 R2 = 0.75
1/3 Twill Fabric Y3 = -0.0055x + 0.0263 R2 = 0.8811
4.1.5.5 Water Vapour Permeability of Lyocell / Polyester Blended
Fabrics
Moisture vapour transfer is the ability of a fabric to transfer
perspiration in the form of moisture vapour through it and is measured in
terms of g/m2/day. It is observed from Figure 4.3 that as the polyester % in
lyocell/ polyester blended fabrics increases, water vapour permeability of the
fabric reduces. An ideal fabric should allow water vapour on skin
(perspiration) to pass through its pores, irrespective of the fiber material’s
natural absorbency. If the water vapour cannot escape at a faster rate than it is
released by the skin, it leads to sweat accumulation and hence discomfort.
From the air permeability test it has been observed that as the polyester

94
component in lyocell/polyester blended fabrics increases, the air permeability
decreases, which interprets that these fabrics are having lower porosity which
results in lower moisture vapour transmission.
Figure 4.3 Water Vapour Premeability of Lyocell / Polyester Blended
Fabrics
This behavior can also be explained by the moisture vapour
transmission mechanism. As the lyocell proportion in the fabric increases,
moisture regain of the material will be increased causing higher diffusivity. A
hygroscopic fabric absorbs water vapour from the humid air close to the
sweating skin and releases it in dry air. This enhances the flow of water
vapour from the skin to the environment comparatively higher than a fabric
which does not absorb and reduces the moisture built up in the microclimate.
Whereas fabric with less hygroscopicity will provide higher resistance to the
water vapour transfer. The moisture vapour transfer is higher for twill woven
fabrics as compared to that of plain woven fabrics due to higher porosity.
A significant difference exists between the water vapour
permeability of these fabrics with respect to blend proportions because
p-value (9.31 x 10-5
) < 0.05 and F2,8 values (205.2) are greater than F critical
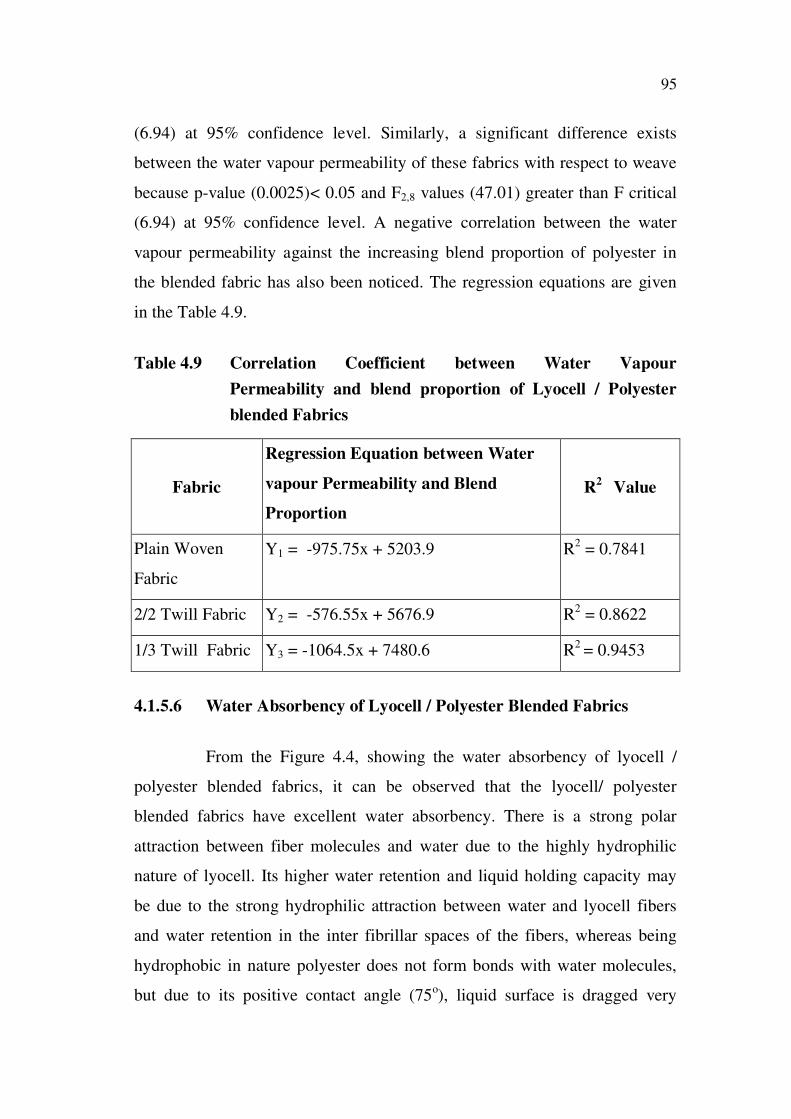
95
(6.94) at 95% confidence level. Similarly, a significant difference exists
between the water vapour permeability of these fabrics with respect to weave
because p-value (0.0025)< 0.05 and F2,8 values (47.01) greater than F critical
(6.94) at 95% confidence level. A negative correlation between the water
vapour permeability against the increasing blend proportion of polyester in
the blended fabric has also been noticed. The regression equations are given
in the Table 4.9.
Table 4.9 Correlation Coefficient between Water Vapour
Permeability and blend proportion of Lyocell / Polyester
blended Fabrics
Fabric
Regression Equation between Water
vapour Permeability and Blend
Proportion
R2
Value
Plain Woven
Fabric
Y1 = -975.75x + 5203.9 R2 = 0.7841
2/2 Twill Fabric Y2 = -576.55x + 5676.9 R2 = 0.8622
1/3 Twill Fabric Y3 = -1064.5x + 7480.6 R2
= 0.9453
4.1.5.6 Water Absorbency of Lyocell / Polyester Blended Fabrics
From the Figure 4.4, showing the water absorbency of lyocell /
polyester blended fabrics, it can be observed that the lyocell/ polyester
blended fabrics have excellent water absorbency. There is a strong polar
attraction between fiber molecules and water due to the highly hydrophilic
nature of lyocell. Its higher water retention and liquid holding capacity may
be due to the strong hydrophilic attraction between water and lyocell fibers
and water retention in the inter fibrillar spaces of the fibers, whereas being
hydrophobic in nature polyester does not form bonds with water molecules,
but due to its positive contact angle (75o), liquid surface is dragged very

96
smoothly, which offers high transfer in case of polyester. So, when a small
proportion of polyester is added in the system, it acts as a channel to the water
and forms capillary and enhances the transfer phenomena.
Figure 4.4 Water Absorbency of Lyocell / Polyester Blended Fabrics
Hence the blended fabrics exhibit very good water absorbency
resulting in immediate transfer of moisture to the outer layers and gives a dry
feel. This property is essential to keep the patient dry and avoids problem
created due to wet skin. The 85:15 and 70:30 lyocell: polyester blended fabric
immediately absorbs water to its maximum capacity, within 5 seconds. This
shows that addition of small amount of polyester enhances absorbency.
A negative correlation exists between the time taken to absorb a
drop of water against the increasing blend proportion of polyester in the
blended fabric. The regression equations are given in the Table 4.10. All the
three woven fabrics show a negative correlation between the blend proportion
and water absorbency and the R2 values are more than nine.
97
But there is no significant difference between the water absorbency
of these fabrics with respect to blend proportions because F2,8 values are
lower than F critical at 95% confidence level.
Table 4.10 Correlation Coefficient between Water Absorbency and
Blend Proportion of Lyocell / Polyester Blended Fabrics
Fabric Regression Equation between water
absorbency and Blend Proportion
R2
Value
Plain Woven
Fabric
Y1 = -1.105x + 7.93 R2 = 0.93
2/2 Twill Fabric Y2 = -1.13x + 8.47 R2 = 0.9433
1/3 Twill Fabric Y3 = -1.19x + 9.1367 R2 = 0.994
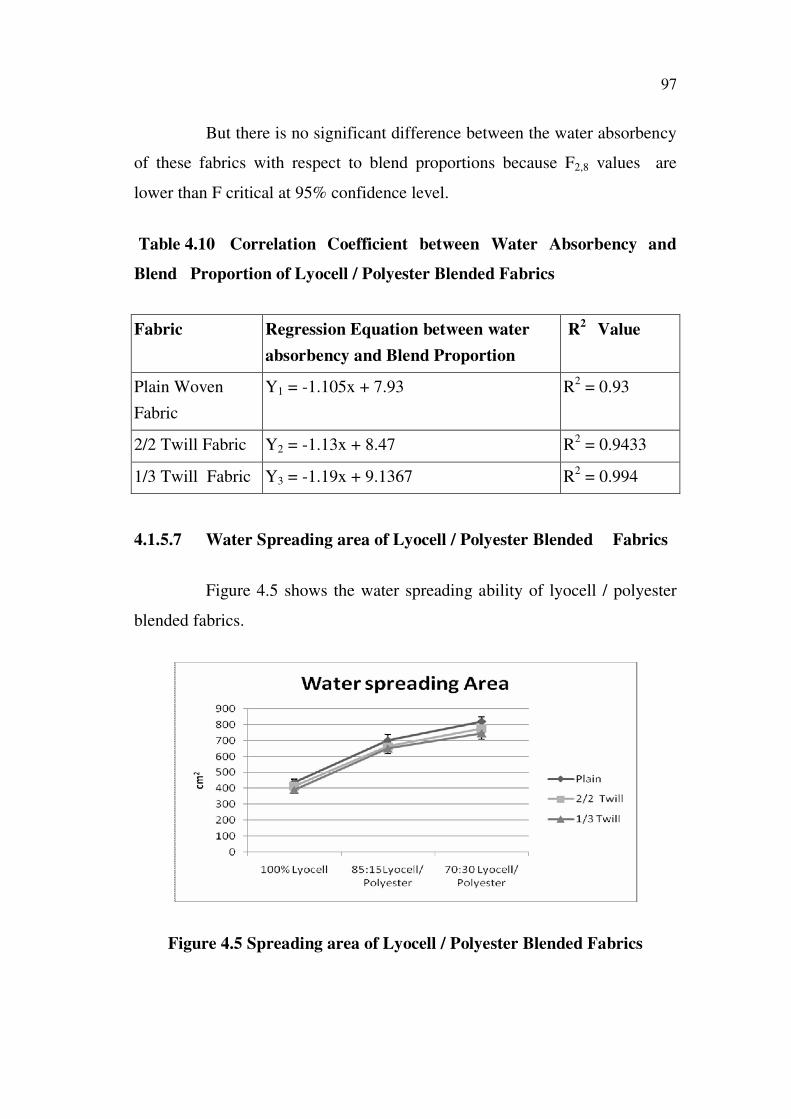
4.1.5.7 Water Spreading area of Lyocell / Polyester Blended Fabrics
Figure 4.5 shows the water spreading ability of lyocell / polyester
blended fabrics.
Figure 4.5 Spreading area of Lyocell / Polyester Blended Fabrics
98
Spreading area is a measure of the extent to which a drop of water
spreads on the surface of the fabric. 70:30 lyocell/ polyester blended fabric
spreads water to the maximum extent when compared to the other two
proportions. Presence of small amount polyester increases the spreading area
and enhances the dryability. Due to hydrophobic nature of polyester, it fails to
form bonds with water molecules and allows them to easily move along the
channels, attracted by the lyocell fiber content of the yarn, water spreads to
the maximum extent.
Table 4.11 Correlation Coefficient between water spreading area
and Blend Proportion of Lyocell / Polyester Blended Fabrics
Fabric
Regression Equation between Water
spreading area and Blend Proportion R2
Value
Plain Woven Fabric Y1 = -0.25x + 2.2333 R2 = 0.9868
2/2 Twill Fabric Y2 = -0.2x + 1.8333 R2 = 0.9231
1/3 Twill Fabric Y3 = -0.25x + 1.7667 R2 = 0.9868
A negative correlation exists between the water spreading area
against the increasing blend proportion of polyester in the blended fabric. The
regression equations are given in the Table 4.11.
4.1.5.8 Vertical Wickability of Lyocell / Polyester Blended Fabrics
Vertical wicking is a measure of the ability of the fabric to wick
away moisture along the vertical direction. The vertical wicking ability of
lyocell / polyester blended fabrics in warp and weft directions are given in the
Figure 4.6 and 4.7 respectively. By analyzing the curves it is observed that
the distance traveled by water is very short in the case of the 100% lyocell
fabric but it increases markedly with the addition of small percentage of
polyester. Addition of a small portion of polyester increases the water wicking
height to a great extent, in comparison to that of 100% lyocell fabric.

99
This behavior can be explained by absorption and wicking
phenomena. Lyocell is a highly hydrophilic fiber; it has a good absorbency
but due to its high affinity to water, when water molecule reaches in the
capillary, it forms bond with the absorbing group of the fiber molecules,
which inhibits the capillary flow along the channel formed by the fiber
surfaces, so in case of 100% lyocell the movement of water is mainly
governed by the absorption of water by the fibers and its movement along the
fiber, which results in very less movement of water along the fabric.
Figure 4.6 Vertical wicking (warp way) of Lyocell / Polyester Blended
Fabrics
Figure 4.7 Vertical Wicking (Weft Way) of Lyocell / Polyester Blended
Fabrics
100
Whereas being hydrophobic in nature polyester does not form
bonds with water molecules, and also due to its positive contact angle (75o),
drags the liquid surface very smoothly, which offers high wicking in case of
polyester. So, when a small proportion of polyester is added in the system, it
acts as a channel to the water which comes through the capillary and enhances
the wicking phenomena.
From the figure 4.6 and 4.7, it can be observed that vertical wicking
along both warp and weft directions increases with the addition of polyester
and 70:30 lyocell: polyester blended fabric has higher wickability.
Wickability along weft direction is higher than warp direction which may be
due to the lower tension in weft yarn resulting in increased capillary
radius.The higher tension in warp yarn reduces the capillary size and since
wicking rate is proportional to (capillary radius)½
, wicking along weft way is
higher than warp way. Twill woven fabrics show higher wickability than
plain woven fabrics due to higher float length.
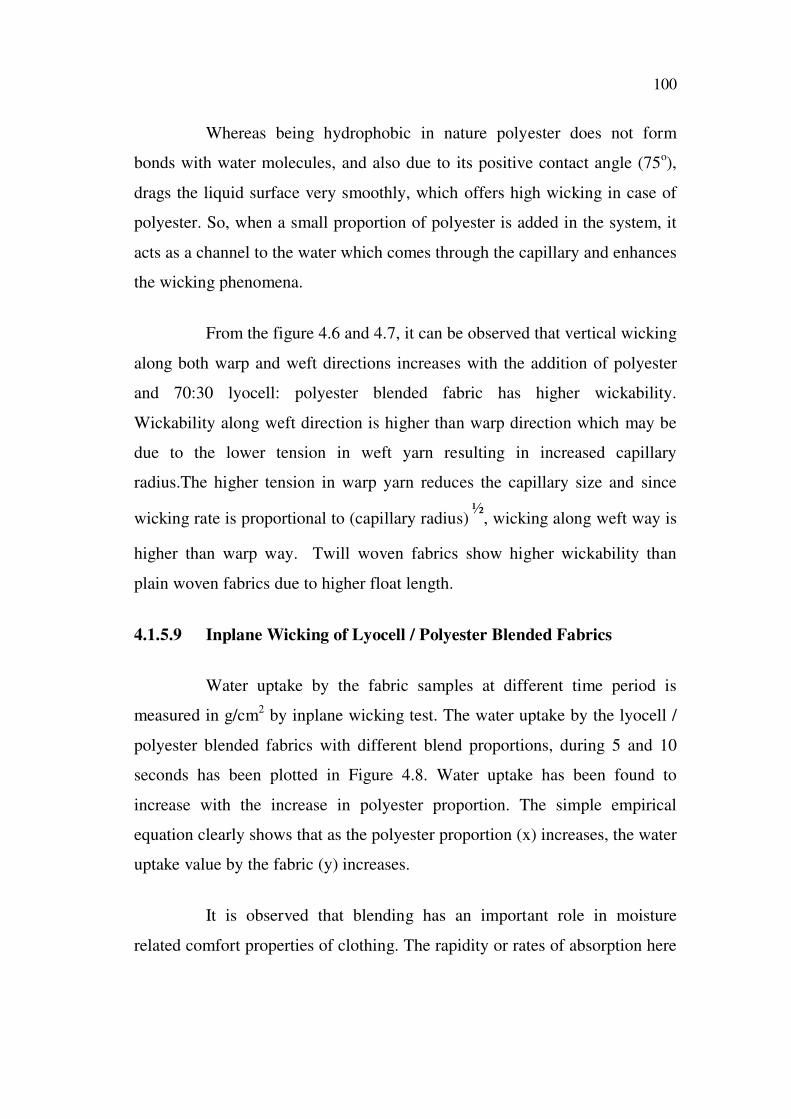
4.1.5.9 Inplane Wicking of Lyocell / Polyester Blended Fabrics
Water uptake by the fabric samples at different time period is
measured in g/cm2 by inplane wicking test. The water uptake by the lyocell /
polyester blended fabrics with different blend proportions, during 5 and 10
seconds has been plotted in Figure 4.8. Water uptake has been found to
increase with the increase in polyester proportion. The simple empirical
equation clearly shows that as the polyester proportion (x) increases, the water
uptake value by the fabric (y) increases.
It is observed that blending has an important role in moisture
related comfort properties of clothing. The rapidity or rates of absorption here
101
greatly influence the thermo physiological comfort, but hydrophilic
proportion has an adverse effect on the liquid moisture transmission behavior.
Figure 4.8 Inplane Wicking of Lyocell / Polyester Blended Fabrics
The vertical as well as horizontal wicking of the material increases
with the increase in polyester proportion in the lyocell/ polyester blended
fabrics. The lyocell component of the fabric will act for the quick absorption
of the perspiration from the skin and smaller polyester proportion will help to
spread the absorbed liquid to the outer surface of the fabric, due to its high
wicking property.
The lyocell/polyester blended fabrics show very good inplane
wicking than the 100% lyocell fabrics. Among all the combinations, the twill
weaves show better inplane wicking and 1/3 twill has higher wickability due
to higher float length. All the fabric samples are capable of holding more than
0.04 mg of water per square cm of the fabric.
102
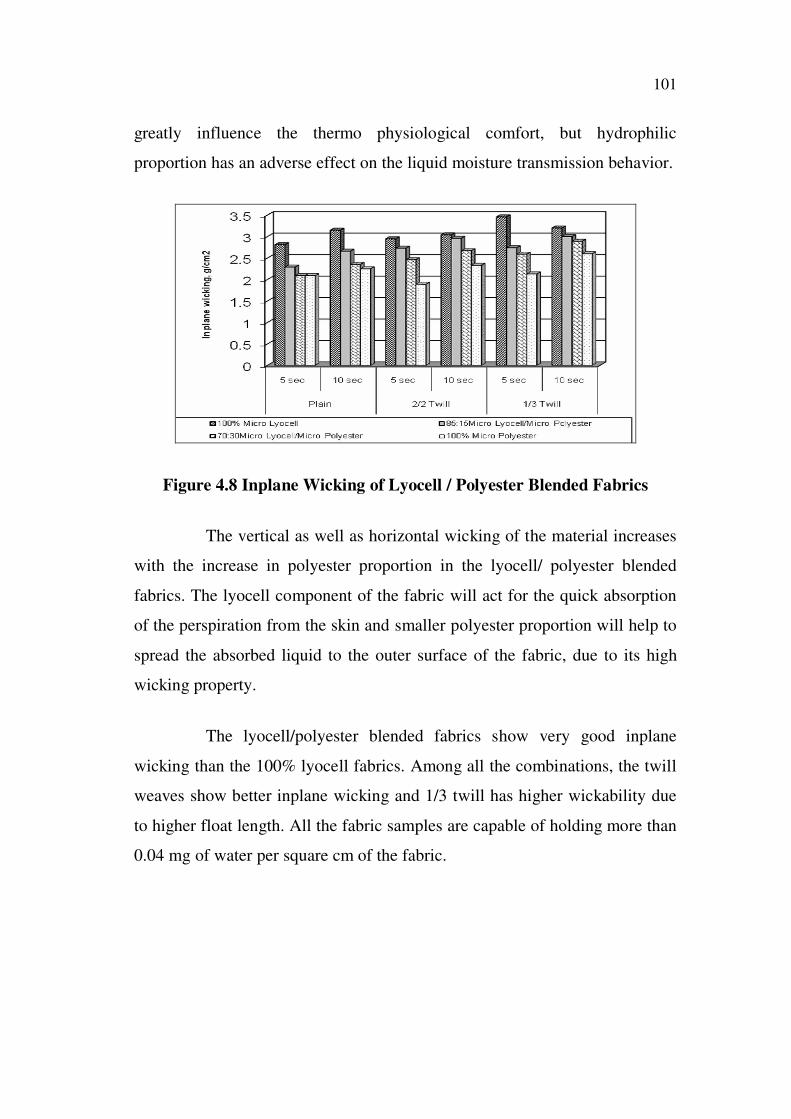
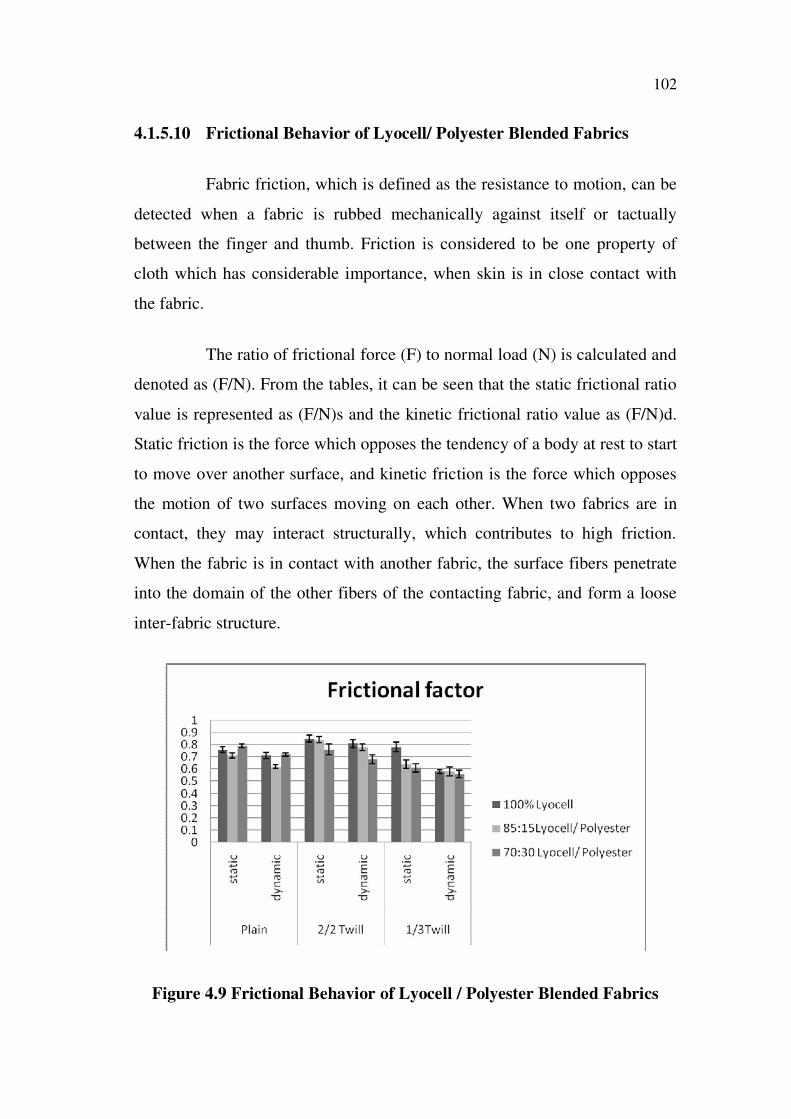
4.1.5.10 Frictional Behavior of Lyocell/ Polyester Blended Fabrics
Fabric friction, which is defined as the resistance to motion, can be
detected when a fabric is rubbed mechanically against itself or tactually
between the finger and thumb. Friction is considered to be one property of
cloth which has considerable importance, when skin is in close contact with
the fabric.
The ratio of frictional force (F) to normal load (N) is calculated and
denoted as (F/N). From the tables, it can be seen that the static frictional ratio
value is represented as (F/N)s and the kinetic frictional ratio value as (F/N)d.
Static friction is the force which opposes the tendency of a body at rest to start
to move over another surface, and kinetic friction is the force which opposes
the motion of two surfaces moving on each other. When two fabrics are in
contact, they may interact structurally, which contributes to high friction.
When the fabric is in contact with another fabric, the surface fibers penetrate
into the domain of the other fibers of the contacting fabric, and form a loose
inter-fabric structure.
Figure 4.9 Frictional Behavior of Lyocell / Polyester Blended Fabrics
103
The (F/N) ratio represents the energy lost in breaking this loose
structure, while resistance comes from the adhesion at contact points of fibers
and the bending of fibers in moving fabric surface. From the figure 4.9
showing the frictional behavior of lyocell / polyester blended fabrics, it can be
observed that the lyocell rich fabrics have lower frictional factor. As the
surface of the 100% lyocell fabrics have very smooth surface, the resistance
due to the formation of the loose structure at the interface of the two moving
surfaces is less. When polyester is blended with lyocell, it offers higher
friction which may be due the lower moisture content of polyester leading to
dry feel and lack of lubrication for the movement of fabric. Twill fabrics
offer less friction compared to plain woven fabrics and among the twill
fabrics also 1/3 twill offers lower friction.
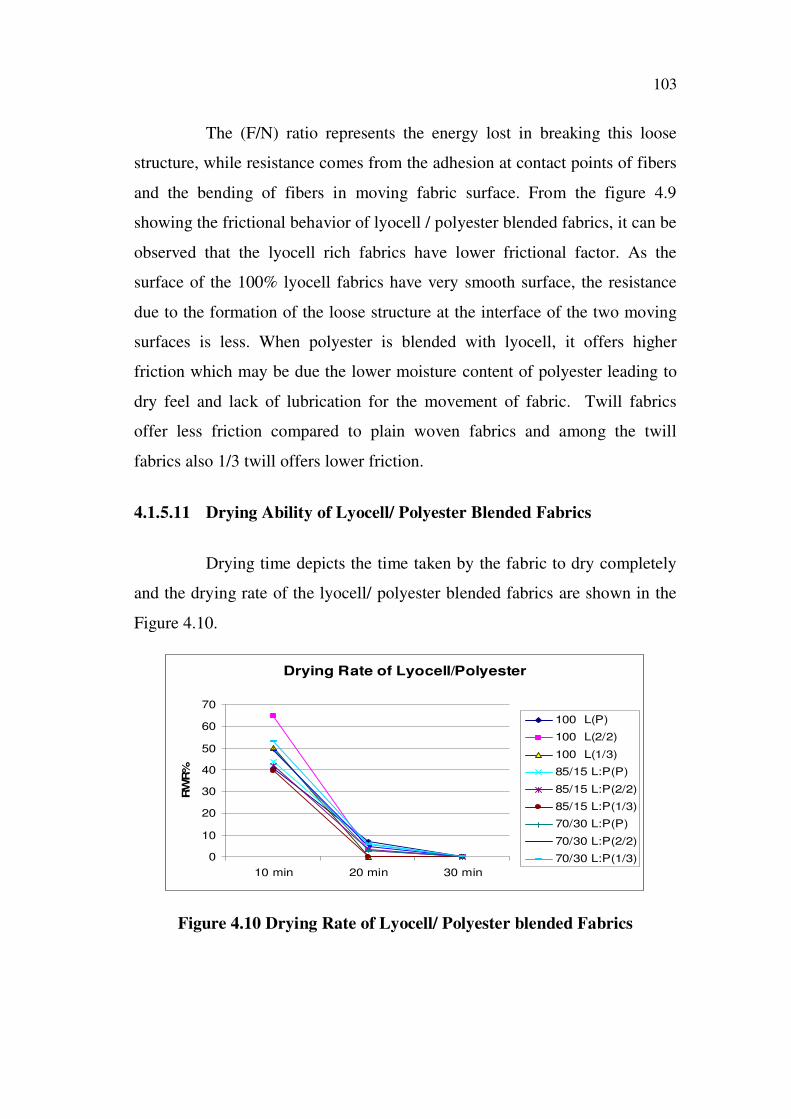
4.1.5.11 Drying Ability of Lyocell/ Polyester Blended Fabrics
Drying time depicts the time taken by the fabric to dry completely
and the drying rate of the lyocell/ polyester blended fabrics are shown in the
Figure 4.10.
Drying Rate of Lyocell/Polyester
0
10
20
30
40
50
60
70
10 min 20 min 30 min
RW
R%
100 L(P)
100 L(2/2)
100 L(1/3)
85/15 L:P(P)
85/15 L:P(2/2)
85/15 L:P(1/3)
70/30 L:P(P)
70/30 L:P(2/2)
70/30 L:P(1/3)
Figure 4.10 Drying Rate of Lyocell/ Polyester blended Fabrics

104
Even though lyocell gives a dry feel, it takes longer duration to dry.
Presence of polyester hastens the drying rate. The 70:30 lyocell/polyester
blended fabrics dry quickly than 85:15 blends. This faster drying property
may be attributed to the presence of polyester which dries faster.
4.2 PART II: INFLUENCE OF MICRO LYOCELL AND MICRO
POLYESTER BLENDS ON THE CHARACTERISTICS OF
HOSPITAL TEXTILES
4.2.1 Introduction
This part of the research work aims at analyzing the suitability of
micro fibers of lyocell and polyester for hospital textile applications. This
chapter deals with production of blended yarns from micro lyocell and micro
polyester fibers in two different blend proportions and production of woven
fabrics from each blended yarn with different weave structures and analysis of
their comfort properties.
4.2.2 Production of Micro Lyocell and Micro Polyester Blended
Yarns
The fiber parameters of micro lyocell and micro polyester staple
fibers are given in the Table 4.12.
Table 4.12 Properties of Micro polyester and Micro Lyocell Fibers
Property Micro polyester Micro Lyocell
Linear density (denier) 0.8 0.9
Length, mm 32 34
Tenacity, cN/dtex 5.5 3.6
Elongation at break, % 19.5 12
105
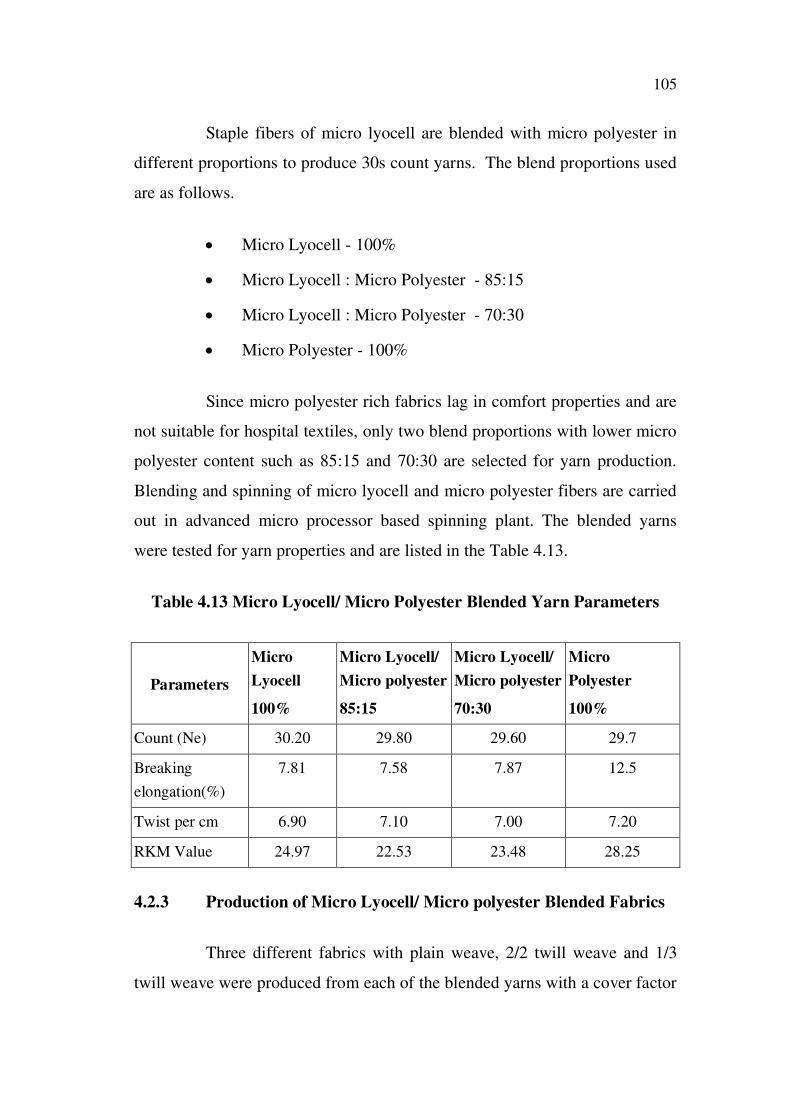
Staple fibers of micro lyocell are blended with micro polyester in
different proportions to produce 30s count yarns. The blend proportions used
are as follows.
Micro Lyocell - 100%
Micro Lyocell : Micro Polyester - 85:15
Micro Lyocell : Micro Polyester - 70:30
Micro Polyester - 100%
Since micro polyester rich fabrics lag in comfort properties and are
not suitable for hospital textiles, only two blend proportions with lower micro
polyester content such as 85:15 and 70:30 are selected for yarn production.
Blending and spinning of micro lyocell and micro polyester fibers are carried
out in advanced micro processor based spinning plant. The blended yarns
were tested for yarn properties and are listed in the Table 4.13.
Table 4.13 Micro Lyocell/ Micro Polyester Blended Yarn Parameters
Parameters
Micro
Lyocell
100%
Micro Lyocell/
Micro polyester
85:15
Micro Lyocell/
Micro polyester
70:30
Micro
Polyester
100%
Count (Ne) 30.20 29.80 29.60 29.7
Breaking
elongation(%)
7.81 7.58 7.87 12.5
Twist per cm 6.90 7.10 7.00 7.20
RKM Value 24.97 22.53 23.48 28.25
4.2.3 Production of Micro Lyocell/ Micro polyester Blended Fabrics
Three different fabrics with plain weave, 2/2 twill weave and 1/3
twill weave were produced from each of the blended yarns with a cover factor

106
of 24. Twelve different fabric samples were produced with 100% micro
lyocell, 70:30 and 85:15 micro lyocell : micro polyester and 100% micro
polyester blended yarns. The list of fabric samples are given in the Table 4.14.
Table 4.14 List of Micro Lyocell/ Micro Polyester Fabric Samples
Sample number Yarn
count(Ne)
Yarn type Weave
ML (1) Plain
ML (2) 2/2 Twill
ML (3)
30.2 100% Micro Lyocell
1/3 Twill
ML/MP 85:15 (1) Plain
ML/MP 85:15 (2) 2/2 Twill
ML/MP 85:15 (3)
29.8 85:15 Micro Lyocell/ Micro Polyester
1/3 Twill
ML/MP 70:30 (1) Plain
ML/MP 70:30 (2) 2/2 Twill
ML/MP 70:30 (3)
29.6 70:30 Micro Lyocell/ Micro Polyester
1/3 Twill
MP (1) Plain
MP (2) 2/2 Twill
MP (3)
29.7 100% Micro Polyester
1/3 Twill
4.2.4 Analysis of the specifications of Micro Lyocell/ Micro polyester
Blended Fabrics
The fabric specifications, strength and elongation of the twelve
samples are listed in the Table 4.15.
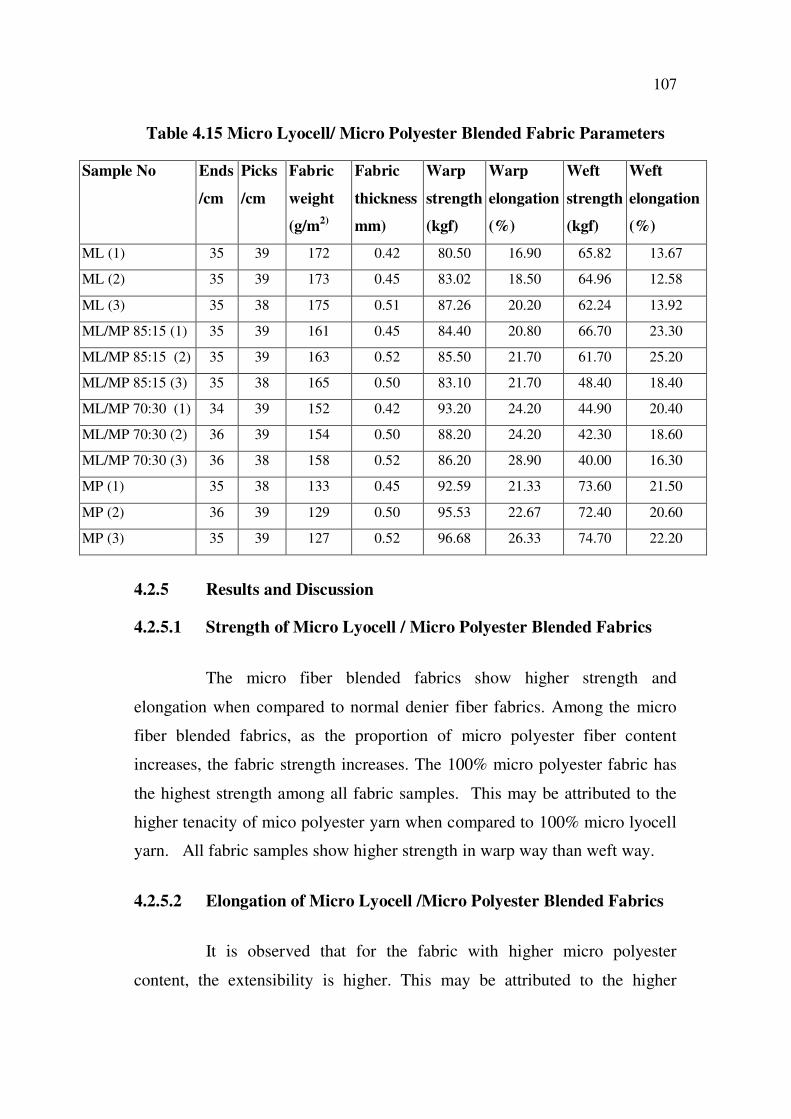
107
Table 4.15 Micro Lyocell/ Micro Polyester Blended Fabric Parameters
Sample No Ends
/cm
Picks
/cm
Fabric
weight
(g/m2)
Fabric
thickness
mm)
Warp
strength
(kgf)
Warp
elongation
(%)
Weft
strength
(kgf)
Weft
elongation
(%)
ML (1) 35 39 172 0.42 80.50 16.90 65.82 13.67
ML (2) 35 39 173 0.45 83.02 18.50 64.96 12.58
ML (3) 35 38 175 0.51 87.26 20.20 62.24 13.92
ML/MP 85:15 (1) 35 39 161 0.45 84.40 20.80 66.70 23.30
ML/MP 85:15 (2) 35 39 163 0.52 85.50 21.70 61.70 25.20
ML/MP 85:15 (3) 35 38 165 0.50 83.10 21.70 48.40 18.40
ML/MP 70:30 (1) 34 39 152 0.42 93.20 24.20 44.90 20.40
ML/MP 70:30 (2) 36 39 154 0.50 88.20 24.20 42.30 18.60
ML/MP 70:30 (3) 36 38 158 0.52 86.20 28.90 40.00 16.30
MP (1) 35 38 133 0.45 92.59 21.33 73.60 21.50
MP (2) 36 39 129 0.50 95.53 22.67 72.40 20.60
MP (3) 35 39 127 0.52 96.68 26.33 74.70 22.20
4.2.5 Results and Discussion
4.2.5.1 Strength of Micro Lyocell / Micro Polyester Blended Fabrics
The micro fiber blended fabrics show higher strength and
elongation when compared to normal denier fiber fabrics. Among the micro
fiber blended fabrics, as the proportion of micro polyester fiber content
increases, the fabric strength increases. The 100% micro polyester fabric has
the highest strength among all fabric samples. This may be attributed to the
higher tenacity of mico polyester yarn when compared to 100% micro lyocell
yarn. All fabric samples show higher strength in warp way than weft way.
4.2.5.2 Elongation of Micro Lyocell /Micro Polyester Blended Fabrics
It is observed that for the fabric with higher micro polyester
content, the extensibility is higher. This may be attributed to the higher

108
inherent elongation (10.5%) of micro polyester yarn when compared to micro
lyocell yarn with 7.01% elongation.The twill woven fabrics have higher
elongation values as compared to plain fabrics. This is because of higher
mobility of the yarns due to less crossover points in a twill fabric. Most of the
fabric samples exhibit higher weft way elongation than warp way elongation.
The twelve fabric samples produced were tested for their comfort
properties and analyzed for their behavior. Test results are given in the
Table 4.16.
Table 4.16 Properties of Micro Lyocell/ Micro Polyester blended Fabrics
S .
No
Air
per
mea
bil
ity
(cm
3/c
m2/s
)
Th
erm
al
con
du
ctiv
ity
(w/m
/k)
Wate
rvap
ou
r
per
mea
bil
ity
(g/m
2/d
ay)
Ab
sorp
tion
(se
c)
Sp
read
ing a
reas
(cm
2)
Inp
lan
e w
ick
ing
(g/c
m2)
(5s)
Inp
lan
e w
ick
ing
(g/c
m2)
(1
0 s
)
Fri
ctio
nal
Fa
ctor
-
sta
tic
Fri
ctio
nal
fact
or-
dyn
am
ic
ML (1) 62.28 0.032 3991.7 0.02 4.78 0.044 0.051 0.74 0.60
ML (2) 68.50 0.088 4789.9 0.02 4.40 0.066 0.089 0.94 0.83
ML (3) 77.40 0.043 5133.2 0.02 4.00 0.069 0.098 0.78 0.57
ML/MP 85:15 (1) 73.26 0.024 3550.1 0.02 5.12 0.029 0.061 0.73 0.61
ML/MP 85:15 (2) 93.20 0.079 3814.2 0.02 4.70 0.059 0.072 0.91 0.79
ML/MP 85:15 (3) 103.00 0.034 4618.3 0.03 4.15 0.068 0.078 0.67 0.57
ML/MP 70:30 (1) 88.96 0.015 3081.1 0.02 6.10 0.058 0.055 0.66 0.55
ML/MP 70:30 (2) 108.20 0.056 3598.1 0.03 5.00 0.067 0.068 0.77 0.70
ML/MP 70:30 (3) 113.20 0.031 3912.4 0.05 4.45 0.067 0.073 0.63 0.55
MP (1) 98.20 0.012 2561.3 0.03 7.50 0.046 0.051 0.74 0.66
MP (2) 120.40 0.042 3254.1 0.04 5.50 0.049 0.061 0.76 0.64
MP (3) 130.30 0.028 3877.4 0.06 4.55 0.068 0.062 0.79 0.83

109
4.2.5.3 Air Permeability of Micro Lyocell/ Micro Polyester Blended
Fabrics
The air permeability characteristics of the twelve woven fabrics are
given in the Figure 4.11.
Figure 4.11 Air Permeability of Micro Lyocell/ Micro Polyester Blended
Fabrics
The air permeability results reveal that the fabrics made from micro
polyester fibers have higher air permeability. Considering the influence of the
kind of weave, highest value was observed for fabrics with twill weave, and
the lowest for those with plain weave. Fabrics made of 100% micro polyester
fabrics with 1/3 twill weave have the highest value of air permeability.
A significant difference exists between the air permeability of these
fabrics with respect to blend proportions because p-value (6.23E-05)< 0.05
and F2,8 values (63.25) are greater than F critical (4.76) at 95% confidence
level. Similarly there is a significant difference between the air permeability
of these fabrics with respect to weave because p-value (0.0005)< 0.05 and F2,8
values (34.79) are greater than F critical (5.14) at 95% confidence level. A
positive correlation between the air permeability against the increasing blend
proportion of micro polyester in the blended fabric has also been noticed. The
regression equations are given in the Table 4.17.

110
Table 4.17 Correlation Coefficient between Air Permeability and Blend
Proportion of Micro Lyocell/ Micro Polyester blended
Fabrics
Fabric Regression Equation between Air
permeability and Blend Proportion
R2
Value
Plain Woven
Fabric
Y1 = 12.34x1 + 49.81 R2 = 0.990
2/2 Twill Fabric Y2 = 17.07x2 + 54.9 R2 = 0.972
1/3 Twill Fabric Y3 = 16.89x3 + 63.75 R2 = 0.970
Among the plain woven fabrics, a strong correlation exists between
the blend proportion and air permeability. The R2 value is 0.990. Among the
twill fabrics similar correlation is observed but the R2 value is comparatively
less.
4.2.5.4 Thermal Conductivity of Micro Lyocell/ Micro Polyester
Blended Fabrics
The thermal conductivity of the twelve woven fabrics made out of
micro lyocell and micro polyester blended yarns and three different structures
are shown in Figure 4.12. It is observed that the thermal conductivity of the
fabric seems to have a direct correlation with micro lyocell fiber content. As
the micro lyocell content increases, thermal conductivity of the fabric also
increases, on contrary, as the proportion of micro polyester fiber content
increases, the thermal conductivity decreases, which may be attributed to the
higher thermal conductivity of the micro lyocell fibers and lower thermal
conductivity of micro polyester fibers.

111
Figure 4.12 Thermal conductivity of Micro Lyocell/ Micro Polyester
blended Fabrics
The thermal conductivity values of the twill woven fabrics were
noticed to be higher than the plain woven fabrics due to the increased float
length of the twill woven fabrics.
There is a significant difference exists between the thermal
conductivity of these fabrics with respect to blend proportions because p-
value (0.02594)< 0.05 and F2,8 values (6.49) are greater than F critical (4.76)
at 95% confidence level. Similarly there is a significant difference between
the thermal conductivity of these fabrics with respect to weave because p-
value (0.000589)< 0.05 and F2,8 values (32.8) are greater than F critical (5.14)
at 95% confidence level. A negative correlation between the thermal
conductivity against the increasing blend proportion of micro polyester in the
blended fabric has also been noticed. The regression equations are given in
the Table 4.18.

112
Table 4.18 Correlation Coefficient between Thermal Conductivity and
Blend Proportion of Micro Lyocell/ Micro polyester Blended
Fabrics
Fabric Regression Equation between Thermal
conductivity and Blend Proportion
R2
Value
Plain Woven
Fabric
Y1 = -0.006x + 0.038 R2 = 0.964
2/2 Twill Fabric Y2 = -0.016x + 0.106 R2 = 0.975
1/3 Twill Fabric Y3 = -0.004x + 0.046 R2 = 0.914
4.2.5.5 Water Vapour Permeability of Micro Lyocell/ Micro polyester
Blended Fabrics
Moisture vapour transfer is the ability of a fabric to transfer
perspiration in the form of moisture vapour through it. Figure 4.13 represents
the water vapour permeability of microfiber blended woven fabrics. From the
experimental result, it has been observed that water vapour permeability
increases with increase in micro lyocell content of the fabric, due to the
increase in the number of hydrophilic group in the material. As the micro
lyocell proportion in the fabric increases, moisture regain of the material also
increases causing higher diffusivity. In the same way moisture transfer
through sorption-desorption process will increase with the hygroscopicity of
the material. Hence micro polyester fabric with less hygroscopicity provides
higher resistance to the water vapour transfer.

113
Figure 4.13 Water Vapour Permeability of Micro Lyocell/ Micro
polyester Blended Fabrics
There is a significant difference exists between the water vapour
permeability of these fabrics with respect to blend proportions because p-
value (0.000164) < 0.05 and F2,11 values (45.14) are greater than F critical
(4.76) at 95% confidence level. Similarly, there is a significant difference
between the water vapour permeability of these fabrics with respect to weave
because p-value (0.000209)< 0.05 and F2,11 values (47.54) are greater than F
critical (5.14) at 95% confidence level. A negative correlation between the
water vapour permeability against the increasing blend proportion of micro
polyester in the blended fabric has also been noticed. The regression
equations are given in the Table 4.19.
Table 4.19 Correlation Coefficient between Water Vapour
Permeability and Blend Proportion of Micro Lyocell/
Micro Polyester blended fabrics
Fabric Regression Equation between Thermal
conductivity and Blend Proportion
R2
Value
Plain Woven
Fabric
Y1 = -0.476x + 4486 R2 = 0.998
2/2 Twill Fabric Y2 = - 482.3x + 5069 R2 = 0.893
1/3 Twill Fabric Y3 = -447.3x + 5503 R2 = 0.913

114
4.2.5.6 Water absorbency of Micro Lyocell/ Micro Polyester blended
Fabrics
Water absorbency is a measure of the time taken to absorb one drop
of water and is shown in the Figure 4.14. Sanjay S Chaudhari states that the
smaller the diameter of the fiber or the greater the surface energy, the greater
is the tendency of a liquid to get absorbed through the fabric. Owing to the
high surface energy and excellent hydrophilic property of the micro lyocell, it
picks up the moisture more readily than micro polyester which is a
hydrophobic fiber. Micro lyocell rich fabrics take just a fraction of a second to
absorb a drop of water.
Figure 4.14 Water Absorption of Micro Lyocell/ Micro Polyester
Blended Fabrics
Brojeswari Das (2009), Dr Naresh M. Saraf explains that higher
spreading rate is due to the decrease in contact angle between the fabric
surface and water and increase in inter fiber and inter yarn pores and pore
volumes of the material. The variation in contact angle of water with fabric
and its effect on wetting and wicking is shown in Figure 4.15.

115
Figure 4.15 Contact Angle of Water
As the micro lyocell proportion increases in the fabric, number of
water absorbing group increases, leading to higher hydrophilicity and higher
absorption rate. On the other hand the amount of water taken up by the pores
will be dependent on the porosity of the material. Being highly porous in
nature and due to its micro structure, micro lyocell exhibits higher water
absorbency.
A significant difference exists between the water absorbency of
these fabrics with respect to blend proportions because p-value (0.034197)<
0.05 and F2,11 values (5.71) greater than F critical (4.76) at 95% confidence
level. Similarly a significant difference exists between the water absorbency
of these fabrics with respect to weave structure because p-value (0.042875)<
0.05 and F2,11 values (5.57) greater than F critical (5.14) at 95% confidence
level.
4.2.5.7 Water Spreading area of Micro Lyocell/ Micro Polyester
Blended Fabrics
Spreading area is a measure of the extent to which a drop of water
spreads on the surface of the fabric which is an indicator of its drying rate
which is shown in the Figure 4.16. The micro polyester rich fabric spreads
water to a maximum extent, when compared to micro lyocell rich fabrics.
Presence of small amount of micro polyester increases the spreading area and
enhances the dry ability.

116
Figure 4.16 Spreading area of Micro Lyocell/ Micro Polyester
Blended Fabrics
Due to the hydrophobic nature of micro polyester, water molecules
do not form bonds with micro polyester, but the presence of more inter
fibrillar spaces and high pore volume results in higher moisture spreading rate
of micro polyester rich blends. On contrary, due to the formation of bonds
between fiber and water molecules and higher moisture content of micro
lyocell, it absorbs water and it restricts the spreading rate of water.
A significant difference exists between the water absorbency of
these fabrics with respect to blend proportions because p-value (0.034197)<
0.05 and F2,11 values (5.71) are greater than F critical (4.76) at 95%
confidence level. Similarly, there is a significant difference between the water
absorbency of these fabrics with respect to weave because p-value
(0.042875)< 0.05 and F2,11 values (5.57) are greater than F critical (5.14) at
95% confidence level.

117
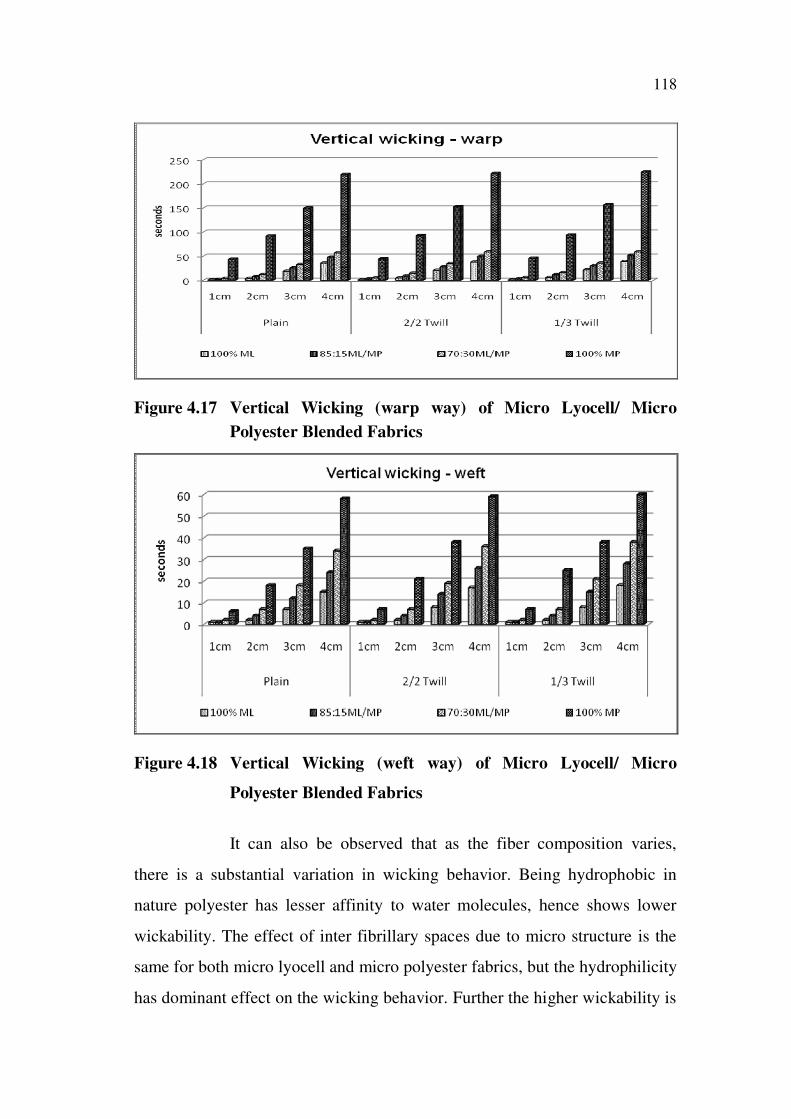
4.2.5.8 Vertical Wicking of Micro Lyocell/ Micro Polyester Blended
Fabrics
Wicking is the spontaneous flow of a liquid in a porous substance,
driven by capillary forces. Liquid transfer mechanisms include water
diffusion and capillary wicking, which are determined mainly by effective
capillary pore distribution, pathways and surface tension. Figure 4.17and 4.18
represents the wicking behavior of micro fibers blended woven fabrics in
warp and weft direction respectively. From Figure 4.17 & 4.18 it is evident
that as the micro polyester content of the fabric increases, the time taken to
wick water to a particular height of the fabric also increases.
Tyagi (2009) states that the hydrophilic groups of manmade
cellulosic component of the fiber mix governs the liquid moisture transport
through capillary interstices in yarns, it may obviously be the contributing
factor for high wickability of the micro lyocell rich fabrics. Lyocell is a highly
hydrophilic fiber and it has good water absorbency. Due to its high affinity to
water and more surface energy, water molecules are attracted by the fibers
and hence exhibit higher absorbency. Micro lyocell fibers, due to its finer
structure, form more inter fibrillary channels in the yarn which induces
capillary action of the absorbed water leading to higher wicking of micro
lyocell rich fabrics.
118
Figure 4.17 Vertical Wicking (warp way) of Micro Lyocell/ Micro
Polyester Blended Fabrics
Figure 4.18 Vertical Wicking (weft way) of Micro Lyocell/ Micro
Polyester Blended Fabrics
It can also be observed that as the fiber composition varies,
there is a substantial variation in wicking behavior. Being hydrophobic in
nature polyester has lesser affinity to water molecules, hence shows lower
wickability. The effect of inter fibrillary spaces due to micro structure is the
same for both micro lyocell and micro polyester fabrics, but the hydrophilicity
has dominant effect on the wicking behavior. Further the higher wickability is
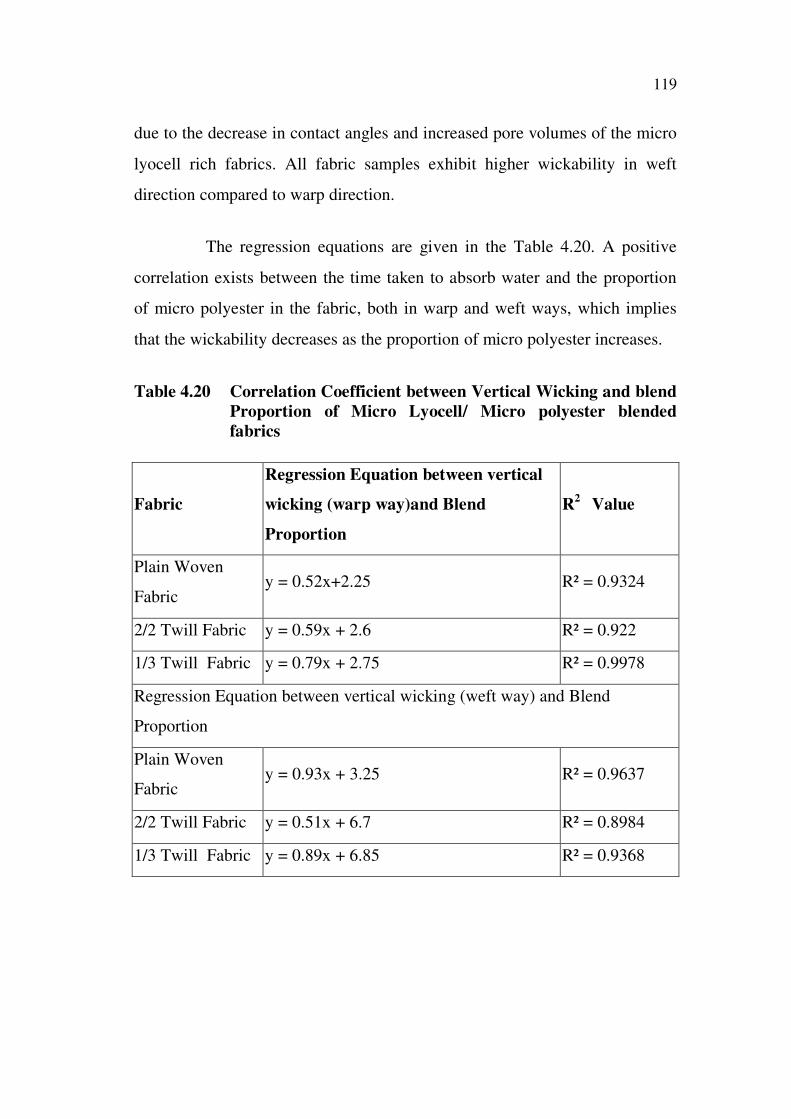
119
due to the decrease in contact angles and increased pore volumes of the micro
lyocell rich fabrics. All fabric samples exhibit higher wickability in weft
direction compared to warp direction.
The regression equations are given in the Table 4.20. A positive
correlation exists between the time taken to absorb water and the proportion
of micro polyester in the fabric, both in warp and weft ways, which implies
that the wickability decreases as the proportion of micro polyester increases.
Table 4.20 Correlation Coefficient between Vertical Wicking and blend
Proportion of Micro Lyocell/ Micro polyester blended
fabrics
Fabric
Regression Equation between vertical
wicking (warp way)and Blend
Proportion
R2
Value
Plain Woven
Fabricy = 0.52x+2.25 R² = 0.9324
2/2 Twill Fabric y = 0.59x + 2.6 R² = 0.922
1/3 Twill Fabric y = 0.79x + 2.75 R² = 0.9978
Regression Equation between vertical wicking (weft way) and Blend
Proportion
Plain Woven
Fabricy = 0.93x + 3.25 R² = 0.9637
2/2 Twill Fabric y = 0.51x + 6.7 R² = 0.8984
1/3 Twill Fabric y = 0.89x + 6.85 R² = 0.9368

120
4.2.5.9 Inplane Wicking of Micro Lyocell/ Micro Polyester Blended
Fabrics
Water uptake by the fabric samples at different time period
measured by inplane wicking test is given in Figure 4.19.
Figure 4.19 Inplane Wicking of Micro Lyocell/ Micro polyester Blended
Fabrics
Water uptake is found to increase with the decrease in micro
polyester proportion. Due to hydrophilic nature and micro structure, the micro
lyocell rich fabrics absorb more amount of water in a given time. Twill woven
fabrics made of micro lyocell fabrics absorb around 0.07 grams of water per
cm2 of fabric proving its ability to absorb sweat and ensures moisture free
micro climate near the skin.
4.2.5.10 Frictional Behavior of Micro Lyocell/ Micro Polyester Blended
Fabrics
The static and dynamic frictional characteristics of micro
lyocell/micro polyester blended woven fabrics are given in the Figure 4.20.

121
Figure 4.20 Frictional Factor of Micro Lyocell/ Micro polyester Blended
Fabrics
From the figure 4.20 it is observed that as the micro polyester
content in the fabric increases, the frictional factor decreases. This may be
attributed to the lower specific density of micro polyester fibers. Due to lower
specific density of these fbres, more number of fibers will be packed in a
given count of yarn. Due to the higher packing density of fibers in the yarn,
the yarn is more uniform and bulkier than micro lyocell yarn of equal count.
Hence micro polyester fiber offers very less crests and troughs than micro
lyocell fabrics leading to reduced frictional factor.
4.2.5.11 Drying Rate of Micro Lyocell/ Micro Polyester Blended Fabrics
Liquid transporting and drying rate of fabrics are two vital factors
affecting the physiological comfort of garments. The moisture transfer and
quick dry behaviors of textiles depend mainly on the capillary capability and
moisture absorbency of the fibers. These characteristics are especially
important in garments worn next to the skin or in hot climates. In these
situations, textiles are able to absorb large amounts of perspiration, draw

122
moisture to the outer surface and keep the body dry.The drying rate of the
micro lyocell/micro polyester fabrics are shown in the Figure 4.21.
Drying rate of Micro polyester/Micro lyocell
0
10
20
30
40
50
60
70
80
10 MIN 20 MIN 30 MIN 40 MIN
RW
R%
100 MP(P)
100 MP(2/2)
100 MP(1/3)
85/15 ML:MP(P)
85/15 ML:MP (2/2)
85/15 ML:MP (1/3)
70/30 ML:MP (P)
70/30 ML:MP (2/2)
70/30 ML:MP (1/3)
Figure 4.21 Drying Rate of Micro lyocell/ Micro polyester Blended
Fabrics
Based on the results of the drying rate as shown in Figure 4.21, the
performance ranking is shown below: MP: 100 > ML/MP: 85/15 > ML/MP:
70/30 > ML: 100. From the test results, it can be inferred that, as the micro
polyester component of the blended fabric increases, the drying rate also
increases. Presence of micro polyester improves the drying rate and dry feel
of the garment.
Raul (2008) stated that the remaining water ratio (RWR) is lower
for the skin conditions as the heat provided by the environment enables
quicker evapouration. Initially the moisture releases from the fabric and then
the moisture releases from fibers. Moreover the curve shows an inflection
point at about 20min, corresponding to a lower evapouration. In fact, the first
part of the behavior, represented by higher slope, corresponds to the moisture
release from the fabric and the second part of the curve, with a lower slope,
corresponds to the moisture release from fibers.
123
4.6 CONCLUSIONS
Single layered hospital textiles were developed using
lyocell/polyester blended yarns with two blend ratios such as 85:15 and 70:30.
Since higher proportion of polyester reduces the air permeability, water
vapour permeability and thermal conductivity of fabrics, which are the prime
factors in maintaining thermophysiological comfort of human body,
polyester-rich fabrics lag in comfort characteristics and are not suitable for
hospital textile applications. Hence the proportion of polyester in the blend
was limited to 30%.
From the analysis of the comfort properties of lyocell blended
fabrics, the following conclusions are arrived at:
As the proportion of polyester fiber content in the fabric
increases, the fabric strength shows an increasing trend but the
elongation shows a decreasing trend.
From the analysis of the comfort characteristics, it was found
that the air permeability and water vapour permeability
decreases with increase in polyester content. 100% lyocell
fabric has higher air and water vapour permeability. On
contrary, as the lyocell content in the blended fabric increases,
the thermal conductivity of the fabric increases. 100% lyocell
fabric has higher thermal conductivity.
Presence of hydrophobic fiber increases the absorbency of the
fabric by reducing the time taken to absorb a drop of water.
70:30 lyocell /polyester blended fabrics with 1/3 twill weave
structure has better water absorbency.
Vertical and inplane wicking ability of the blended fabric
increases with increase in polyester content in the fabric.
70:30 lyocell /polyester blended fabrics with 1/3 twill weave
structure has better wickability in both directions.
124
Presence of polyester content enhances the dry ability by
increasing the water spreading area and reducing the drying
time. 70:30 lyocell /polyester blended fabrics have higher
spreading area and dryability. Among the weave structures,
1/3 twill weave has excellent comfort properties when
compared to other two weaves.
From the analysis of the micro lyocell blended fabrics, the
following conclusions are arrived at:
As the micro polyester content in the fabric increases, strength
and elongation of the fabric increases.
Fabric made of 100% micro polyester with 1/3 twill weave
have the highest value of air permeability.
The thermal conductivity values of the 2/2 twill woven micro
lyocell fabrics were noticed to be higher than the micro
polyester rich fabrics.
The water vapour permeability, water absorption rate and
vertical wicking increases with increase in micro lyocell
content of the fabric and is high for 1/3 twill woven fabrics
made of 100% micro lyocell.
Frictional factor of the fabric decreases with increase in micro
polyester content of the fabric.
Drying rate of the 70:30 micro lyocell /micro polyester
blended fabrics is higher than micro lyocell rich fabrics.
To conclude, 100% lyocell fabrics are highly soft, smooth and cool,
and hence these fabrics are recommended for products where comfort is a
major criterion. Addition of polyester with lyocell enhances the wickability
and drying property of the fabrics. Hence the 70:30 lyocell polyester blends
can be used in places where moisture management is an essential property.
For example, hospital bed linens used for patients who sweat more can be
125
made of 70:30 lyocell/polyester blends. The same fabric can also be used in
comfort clothings like hospital gowns, shirts and T-shirts etc.
From the analysis of comfort and thermo physiological
characteristics of micro lyocell and micro polyester blended fabrics the
following points could be concluded. Addition of micro polyester increases
the strength, elongation, air permeability and drying rate of the blended
fabrics and it also has lower frictional factor. Whereas the micro lyocell rich
fabrics have better thermal conductivity and moisture management properties.
Hence 70: 30 micro lyocell : micro polyester fabrics woven with 1/3 twill
fabric can be used in hospital textiles which will increase the comfort level.
Hence the new fabrics developed using the lyocell blend with a specific
weave can fulfill the quality requirements of a functional bed linen.