chamber materials progress round robin materials refractory armored ferritic helium management
DESCRIPTION
Chamber Materials Progress Round Robin Materials Refractory Armored Ferritic Helium Management J. Blanchard 1 , C. Blue, 5 A. Federov 2 , N. Ghoniem 3 , S. Gilliam 4 , S. Gidcumb 4 , J. D. Hunn 5 , S. O’Dell 6 , B. Patnaik 4 , N. Parikh 4 , G. R. Romanoski 5 , - PowerPoint PPT PresentationTRANSCRIPT
1
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Chamber Materials Progress
Round Robin MaterialsRefractory Armored Ferritic
Helium Management
J. Blanchard1, C. Blue,5 A. Federov2, N. Ghoniem3, S. Gilliam4, S. Gidcumb4,
J. D. Hunn5, S. O’Dell6, B. Patnaik4, N. Parikh4, G. R. Romanoski5,
S. Sharafat3, L. Snead5, T. Van Veen2
Delft Institute2, ORNL5, PPI6, UCLA3, UW1, UNC4
Presented at the High Average Laser Program Workshop
Georgia Institute of Technology
February 5-6, 2004
2
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
I still think everyone is getting what they need
Round Robin Materials
3
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
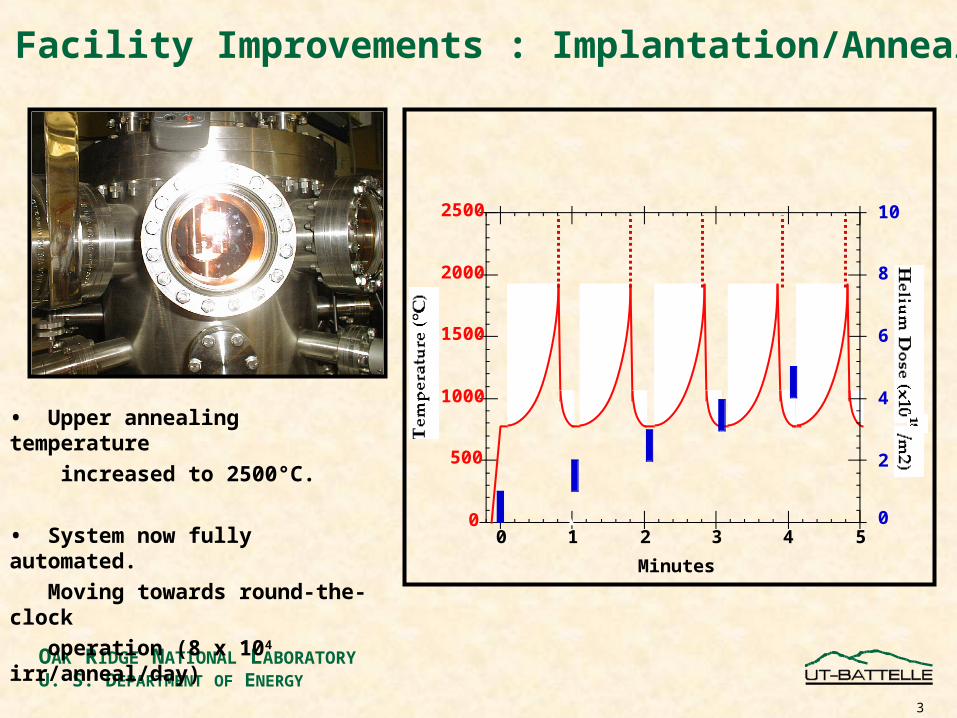
Facility Improvements : Implantation/Anneal
0
500
1000
1500
2000
2500
0 1 2 3 4 5
Minutes
0
2
4
6
8
10
• Upper annealing temperature
increased to 2500°C.
• System now fully automated.
Moving towards round-the-clock
operation (8 x 104 irr/anneal/day)

4
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Facility Improvements : IR Thermal Fatigue
0
5
10
15
20
25
-200 0 200 400 600 800 1000Time (ms)
Heat flux (MW/m
2)
• Facility has been used for interfacial fatigue of W/LAF
• Previously 20 MW/m2 (time average), 20 msec pulse, 10 Hz, 10 cm2
5
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
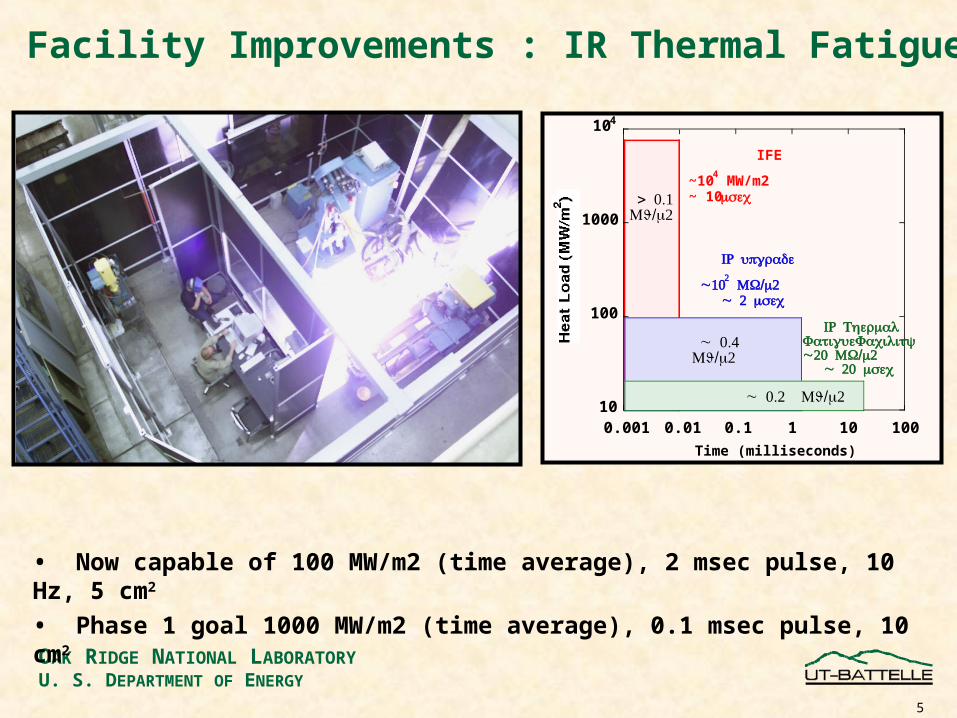
Facility Improvements : IR Thermal Fatigue
• Now capable of 100 MW/m2 (time average), 2 msec pulse, 10 Hz, 5 cm2
• Phase 1 goal 1000 MW/m2 (time average), 0.1 msec pulse, 10 cm2
10
100
1000
104
0.001 0.01 0.1 1 10 100
Time (milliseconds)
IFE
~104 MW/m2
~ 10 μsec
IR upgrade
~102 / 2MW m ~ 2 msec
IR ThermalFatigueFacility~20 / 2MW m ~ 20 msec
> 0.1 / 2MJ m
~ 0.4 / 2MJ m
~ 0.2 / 2MJ m
6
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
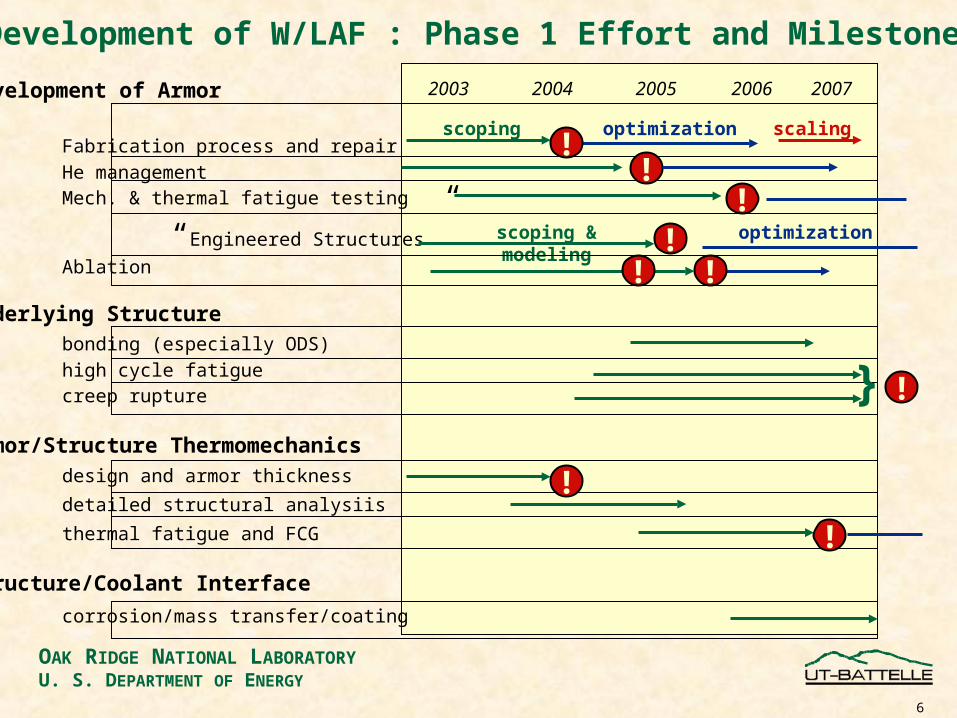
Development of Armor
Fabrication process and repair
He management Mech. & thermal fatigue testing
“Engineered Structures”Ablation
Underlying Structurebonding (especially ODS)
high cycle fatiguecreep rupture
Armor/Structure Thermomechanicsdesign and armor thickness
detailed structural analysiis
thermal fatigue and FCG
Structure/Coolant Interface
corrosion/mass transfer/coating
2003 2004 2005 2006 2007
Development of W/LAF : Phase 1 Effort and Milestones
!!
!
!
} !
scoping optimization scaling
!
!scoping & modeling optimization
! !
7
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Phase I : Helium Management
Objective: To understand parameters controlling helium diffusion in tungsten to develop armor with near zero helium retention.
Approach:
- Experimentally determine whether potential solutions exists. 04 Milestone.
- Get diffusion coefficients of ideal materials for modeling. 04 Milestone
- Define effect of microstructure, implantation, and anneal conditions, on retention of helium.
- Carry out diffusion modeling and determine if “engineered” structures are required. 04 Milestone.
-Phase I Goal : Perform long-term (>105 cycles, >1021 He/m2) IFE relevant implantation on candidate W/LAF
!
!
!

8
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
1x1021 (He/m2)
1.5 MeV He implanted polycrystalline W : 850C,flash annealed to 2000C.
Spallation Problem
2x1021 (He/m2)
5x1021 (He/m2) 10x1021 (He/m2)

9
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Comparison of Polycrystalline, Single Crystal, and CVD W
0
100
200
300
400
500
12.8 13.0 13.2 13.4
Energy (MeV)
Proton Yield
single crystalpolycrystallineCVD
0
100
200
300
400
500
12.8 13.0 13.2 13.4Energy (MeV)
Proton Yield
single crystalpolycrystallineCVD
(a) 850°C implant, as-implanted
At 5 x 1020 He/m2 single crystal, polycrystalline, and CVD tungsten exhibited comparable helium retention.
Before and after annealing the proton yields collected by NRA were the same within a few percent.
(b) 850°C implant, 2000°C anneal

10
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Step ImplantationsWhat happens when we approach IFE implant/anneal cycle?
0
500
1000
1500
2000
2500
0 1 2 3 4 5
Minutes
0
2
4
6
8
10
1.3 MeV He implantationPoly-X tungsten targetResistive Heating
A series of implantation to 1019 He/m2 for1, 10, 100 and 1000 cycles has been completedfor both single X and powder processed W.

11
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
0
20
40
60
80
100
120
140
160
12.8 13.0 13.2 13.4
Energy (MeV)
Proton Yield
1 step as-implanted
1 step annealed
10 steps
100 steps
1000 steps
Proton spectra for polycrystalline (a) and single crystal (b) tungsten implanted at 850C and flash annealed at 2000C in 1, 10, 100, and 1000 cycles to reach a total dose of 1019 He/m2. The sample implanted with the total dose in one step was analyzed before and after the 2000C anneal.
0
10
20
30
40
50
12.8 13.0 13.2 13.4
Energy (MeV)
Proton Yield
1 step asimplanted
1 step annealed
10 steps
100 steps
1000 steps
(a) (b)
Step ImplantationsWhat happens when we approach IFE implant/anneal cycle?
In both single and polycrystalline tungsten the helium dose per cycle affects retention significantly.
Single crystal releases helium more easily than polycrystalline.

12
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
0
50
100
150
200
250
300
350
400
12.8 12.9 13 13.1 13.2 13.3 13.4 13.5
Energy (MeV)
Proton Yield
1000 steps (850/2000)
1 step as-implanted (850)
1 step annealed (850/2000)
100 steps (850/2500)
Effect of Annealing Temperature on Retention: Single-X W
Single crystal annealed at 2500°C shows significantly less helium retention than the 2000°C anneal.
Temperature plays a significant role when comparing the step sizes and the two different annealing temperatures.
13
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
04 Milestone : Go/No Go on helium management. Is there the potential to defeat the spallation problem?
Where are we ???
!
• Even though we have an extremely high fluence of helium, due to the small implant “packets” and the extreme annealing associated with the fusion event, difficult to diffuse helium clusters are not formed in single crystal W and the helium is released. We’re good to Go?
• What is now needed:
- Determine effective diffusivity needed for modeling.
- Determine the annealing kinetics and carry out rapid
implant/anneal experiments.(current experiments have long anneal)
- Continue to define role of microstructure on retention.
(as seen from the polyX W results, real structures may spall.)
- Carry out high-cycle implantations (105 anneal/implantation)
- Include effects of hydrogen.

14
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Phase I : Fabrication Process and RepairTungsten Armored Low Activation Ferritic Steel
Objective: select and optimize methods for bonding tungsten to LAF steel and assess the integrity of these coatings under HAPL-relevant thermal fatigue conditions.
Approach: - Evaluate methods for applying tungsten coatings to substrates. Fabricate and
study adherence and thermal stability. Is there a viable material? FY-04 Milestone.
- Given W thickness, model interface fatigue stresses and fatigue crack growth performance of underlying LAF. FY-04 Milestone.
- Screen coupon coatings using thermal fatigue facility. Select candidate monolithic armor system or move to “engineered structure.” FY-05 Milestone.
- Phase 1 Endpoint : Perform scaling studies and carry out prototype thermal fatigue at IFE relevant conditions:
> 105 cycles, <100μs pulse width > 103 MW/m2 (during pulse) > 10 cm2 sample face
!
!
!

15
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Viable W/Low Activation Ferritic?Screening material processing options.
Infrared fusion of tungsten powder
Diffusion bonding of tungsten foil
Vacuum plasma spraying powder
Alternative approaches, e.g., CVD
Processing Method Method of Screening
Thermal stability of interface
Thermal Fatigue
Interfacial Strength

16
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Viable W/Low Activation Ferritic?Screening material processing options.
Infrared fusion of tungsten powder
Diffusion bonding of tungsten foil
Vacuum plasma spraying powder
Alternative approaches, e.g., CVD
Processing Method
IR processing: 2350W/cm2 (Flash: 6sec)• Initial runs showed promise, though somewhat
non-uniform surface. Considered back-up.

17
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Viable W/Low Activation Ferritic?Screening material processing options.
Infrared fusion of tungsten powder
Diffusion bonding of tungsten foil
Vacuum plasma spraying powder
Alternative approaches, e.g., CVD
Processing Method
• Initial runs showed promise: high-thermal
conductivity and good uniformity. Cracks
were present due to CTE mismatch and
phase change. Considered back-up.

18
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Vacuum Plasma Spraying of Tungsten Powders
Coating Conditions Post-Spray TreatmentFeed Gas Argon / Hydrogen
100 – 300 torrNone H anneal
800C/4hH anneal + HIP800C/4h/30ksi
100µm tungsten only (-45/+20µm)600ºC Preheat – Mach 2-3
5 samples 5 samples 5 samples
100μm tungsten only (-45/+20µm)No Preheat – Mach 1
5 samples 5 samples 5 samples
100μm tungsten only (-45/+20µm)600C Preheat - Mach 1
5 samples 5 samples 5 samples
200μm-thick graded layer of 50% steel blended with 50% tungsten plus100μm-thick tungsten top coat (-
45/+20μm).No preheat –Mach 1
5 samples 5 samples 5 samples
300µm-thick tungsten only (-45/+20μm)No preheat -Mach 1
5 samples 5 samples 5 samples
100µm-thick tungsten only (-20µm)No Preheat - Mach 1
5 samples 5 samples 5 samples
VPS coatings were produced at Plasma Processes of Huntsville, Alabama
Preliminary VPS coating looked promising.
An array of coatings were then ordered for evaluation

19
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
VPS Tungsten on F82H Steel : Post-Spray Treatments
Post-spray hydrogen anneal at 800°C/4hrs provides stress relief. Annealing limited to 800°C due to steel substrate. Temps of 1700°C required for sintering VPS W coatings may be achieved with IR processing.
Post spray hot isostatic pressing 800°C / 35ksi achieved some densification of the coating (enhancing thermal conductivity.)
As Sprayed Hot Isostatic Pressing

20
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Microstructural stability of F82H will limit the interface temperature to under 900C
Coarsening of carbides above 800C and dissolution around 900C will degrade mechanical properties.
The alpha – gamma - alpha phase transformation will impart large strains at the interface.
A critical thickness of tungsten will be required to dissipate the heat pulses to maintain the interface in an acceptable temperature regime.
Furnace cycling experiments will be performed to better understand interface stability.

21
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
VPS coatings were produced with W/steel intermediate layer to minimize thermal strain mismatch.
Blended constituents will result in an average thermal expansion.
The intermediate layer is rather heterogeneous due to the coarse size of available steel powder.
Significant porosity will impart compliance to the coating (but
reduce conductivity.)

22
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
04 Milestone : Go/No Go on tungsten armor. Is there a viable material?
!
Where are we ???
• All coating studied had promise. Vacuum plasma sprayed W on F82H
low activation ferritic is being focused on.
• Previous thermal fatigue showed promise.
• Long-term stability of interface is still required, but it looks like a Go.
IR Thermal Fatigue Facility
Rep rate: 10Hz, 1000 cyclesMax. flux: 20.9MW/m2 (20ms)Min. flux: 0.5MW/m2(80ms)
Substrate temp. (bottom): 600 ºC0
5
10
15
20
25
-200 0 200 400 600 800 1000Time (ms)
Heat flux (MW/m
2)

23
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Questions ???

24
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Moving Towards Phase IIMaterials Development
February 6, 2004Georgia Institute of Technology

25
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Development of Armor
Fabrication process and repair
He management Mech. & thermal fatigue testing
“Engineered Structures”Ablation
Underlying Structurebonding (especially ODS)
high cycle fatiguecreep rupture
Armor/Structure Thermomechanicsdesign and armor thickness
detailed structural analysiis
thermal fatigue and FCG
Structure/Coolant Interface
corrosion/mass transfer/coating
2003 2004 2005 2006 2007
Development of W/LAF : Phase 1 Effort and Milestones
!!
!
!
} !
scoping optimization scaling
!
!scoping & modeling optimization
! !

26
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Phase I (~5-6 years)- Mission Oriented R & D• Develop required science & technology.
Phase II (~8-9 years)-Integrate d Research Experiment (IRE)• Essential reactor coμ ponents operate together with required efficiency and precision.• Includes a full-scale laser μ odule.• Includes μ ore coμ prehensive R & D in target fabrication, μ aterials, and power plant
design.
Phas e III (~10 years)- Engineering Tes t facility (ETF)• Therμ onuclear gain.• Validate μaterials & coμ ponents for a fusion systeμ.• Could also deμ onstrate fusion electrical power.
HAPL Program Plan
27
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
• At the end of Phase 1 (constant dollars), assuming that a flat-plate or simple “engineered” armored structure appears workable, we will have materials ready for serious development.
--there is a concern that significant time at the beginning of Phase 2 will be eaten optimizing a material, delaying the time consuming effort of property testing and proof testing.
• At what point do we need irradiation data? There is fair data on LAF, but no data on its fatigue properties. The behavior of this tungsten, and the W/LAF interface is essentially not known. Can we wait until the end of Phase 2 for bad news here?
• As we move towards Phase 2, the issue of fatigue will require seriously studied. High-cycle thermomechanical fatigue of prototype size component will be necessary. As this is very time consuming, any delay in delivery of the candidate armor will lengthen Phase 2.
• Leading up to Phase 2 we should include in the MWG a specialist in design of vibrating structures and one on NDE.
• Code qualifications may bite us.
• Following Rene’s logic, we need qualified primary candidate at least two years prior to ETF. Is there enough time?

28
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
29
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
30
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
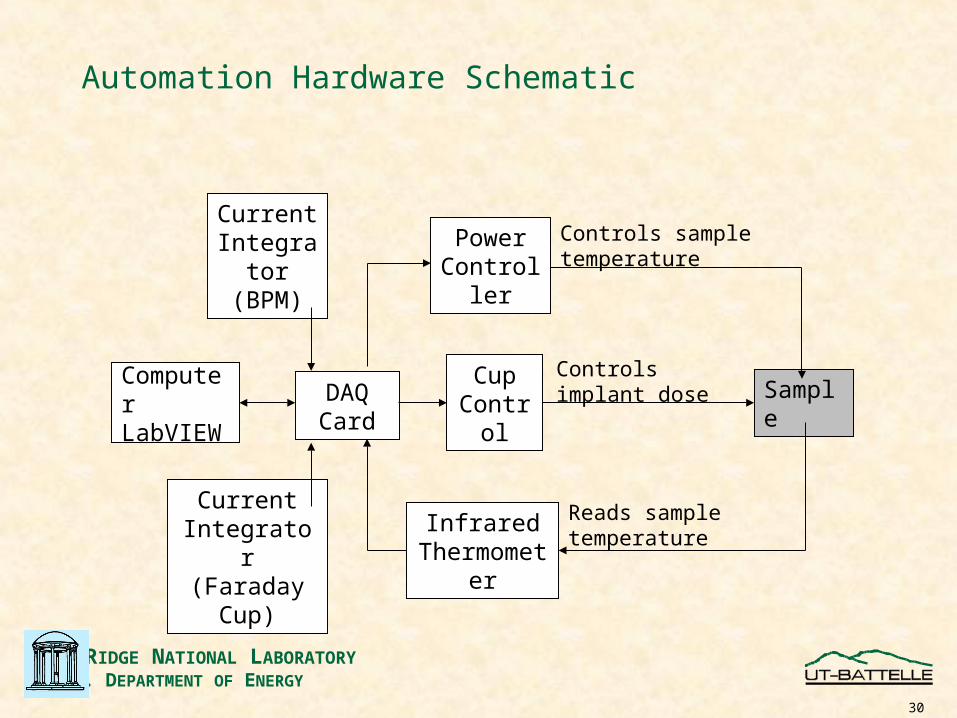
ComputerLabVIEW
DAQ Card
Power Controller
Cup Control
Infrared Thermometer
SampleControls implant dose
Reads sample temperature
Controls sample temperature
Current Integrator
(Faraday Cup)
Current Integrator
(BPM)
Automation Hardware Schematic

31
OAK RIDGE NATIONAL LABORATORYU. S. DEPARTMENT OF ENERGY
Thermal Fatigue Test Plan
Test Conditions2003 2004 2005 2006
Test Article specimen specimen specimen Mock-ups
Area Tested (cm2) 2 2 2 100
Maximum Flux (MW/m2)
21 30 30
Pulse Width (ms) 10 10 10 0.1
Rep Rate (Hz) 10 10 10 ?
Duration (cycles) 1K 10K to 100K 10K to 100K 10K to 100K
Substrate Temperature ©
600°C 600°C 600°C LAF800°C ODS
600°C LAF
Diagnostics Back face T Back face TSurface T
Back Face TSurface T
Flux