cell centric manufacturing business consultancy ”understanding & identifying waste is the...
TRANSCRIPT

Cell CentricManufacturing Business Consultancy
”Understanding & identifying waste is the first step to reducing or eliminating waste”
This is the bedrock of Best Practice Manufacturing
The Concept of Waste

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Two Elements to Every Job
Non-Value Adding
Valueless Obvious Effort Waste
Costs TimeCosts Money
Adds No Value
WASTE
Where do we draw the line between Waste & Non-waste elements?
Value Adding
Valuable Effort
Costs TimeCosts MoneyAdds Value
VALUABLE

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
“Only an activity that physically changes the shape or character of a product or assembly can add value”
Therefore: Any activity that does not change the product or assembly is waste
Rough Guide to Waste
This is a more objective judgementThis is a more objective judgement
TOYOTA defines Waste as:"anything other than the minimum amount of equipment, materials,parts, and working time absolutely essential to production."
The Rough Guide to Waste is:
Difficult to get a team to agree what is absolutely essential!Difficult to get a team to agree what is absolutely essential!

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
All these activities require effort, cost time, cost money but not all add value.Which ones are waste?
Waste or Non-Waste ?
Waste(Y/N)
Waste(Y/N)
Machining cut ….. Assembly …..
Plating ….. Mixing …..
Heat Treating ….. Molding …..
Transfer / Moving ….. Counting …..

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Effort frequently does not result in changing the shape or character of a product or assembly
eg. moving, counting, expediting, setups, inspecting, etc
Changing shape or character of a product or assemblydoes not necessarily add value
eg. machining, plating, assembly, painting, heat treating, etc
The more waste you can see, the more you can eliminate If you accept activities as waste, you may devise methods to
eliminate them. YOU choose whether to tolerate the waste!
Definition of Waste - Conclusions
Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
This is objective, accurate and challenging- giving a strong basis for agreement
This is objective, accurate and challenging- giving a strong basis for agreement
Every activity should be considered as waste, unless it:
Meets an explicit customer requirement
Cannot be shown to be performed more economically
If the activity does not meet a known customer requirement or could be performed more economically, why continue in the same manner?If the activity does not meet a known customer requirement or could be performed more economically, why continue in the same manner?
Definition of What Is Not Waste

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
TheSeven
Wastes
Energy Untapped human resources By-products
Other
CommonWastes
Types of Waste
Motion Transportation Waiting Time Overproduction Inventory Processing Time Defects

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
"MOVE does not equal WORK”
Examples and causes include: Rearranging temporary storage areas Moving and searching for anything (tools, material etc.) Functional organisation (similar processes all in one area) Engineering all parts onto one "supermachine” - Project “Heathrow” Counting parts Double handling:
– into stores, from stores– large containers to small containers (& back)
Bending down to pick up parts
“Don't confuse motion with progress or you'll become a busy fool” John Wolfson
Motion & Transport
Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Opportunity for damage in handling and movement
Poor space utilisation poor layout with large distances between stages large proportion of floorspace used for gangways and storage areas
Low productivity giving high labour cost
Large batches waiting for transport large inventories, long leadtimes, poor responsiveness
High cost and low service levels
Motion and Transport give:
Motion & Transport
Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
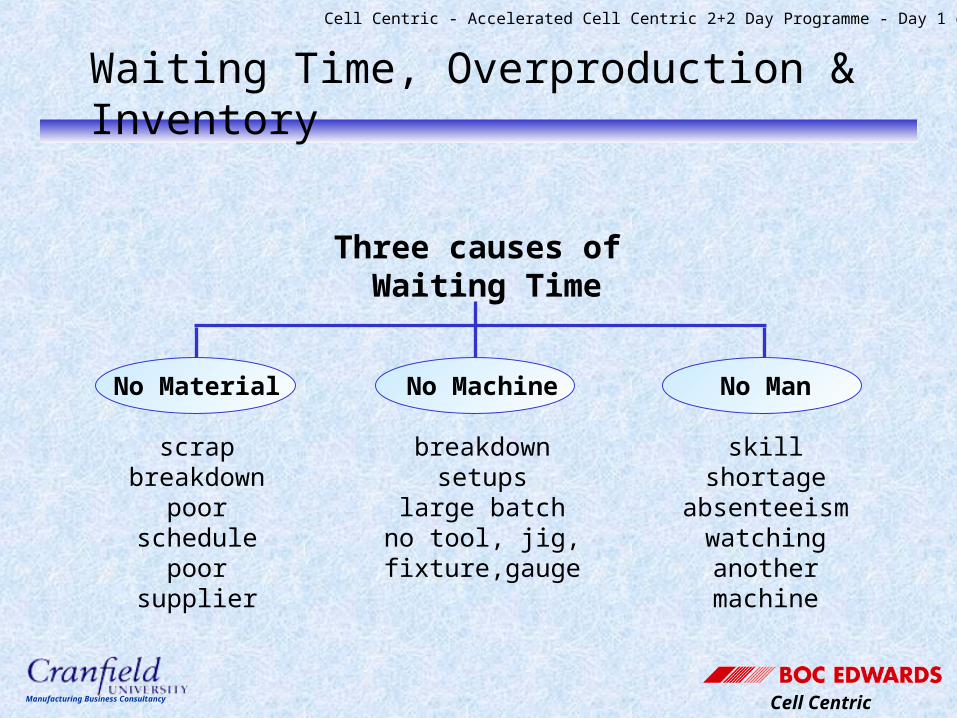
Three causes of Waiting Time
No Material
scrapbreakdown
poor schedulepoor supplier
No Machine
breakdownsetups
large batchno tool, jig, fixture,gauge
No Man
skill shortageabsenteeism
watching anothermachine
Waiting Time, Overproduction & Inventory

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
The least of all the wastes?
No! The worst of all as it helps hide other forms of waste
The least of all the wastes?
No! The worst of all as it helps hide other forms of waste
Two causes ofOverproduction
Too Muchmore than is needed
long setupsEOQ
design of process
Too Earlyearlier than is needed
lack of machine capacitysubcon operations
long in-process delays and leadtimes
Waiting Time, Overproduction & Inventory
Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
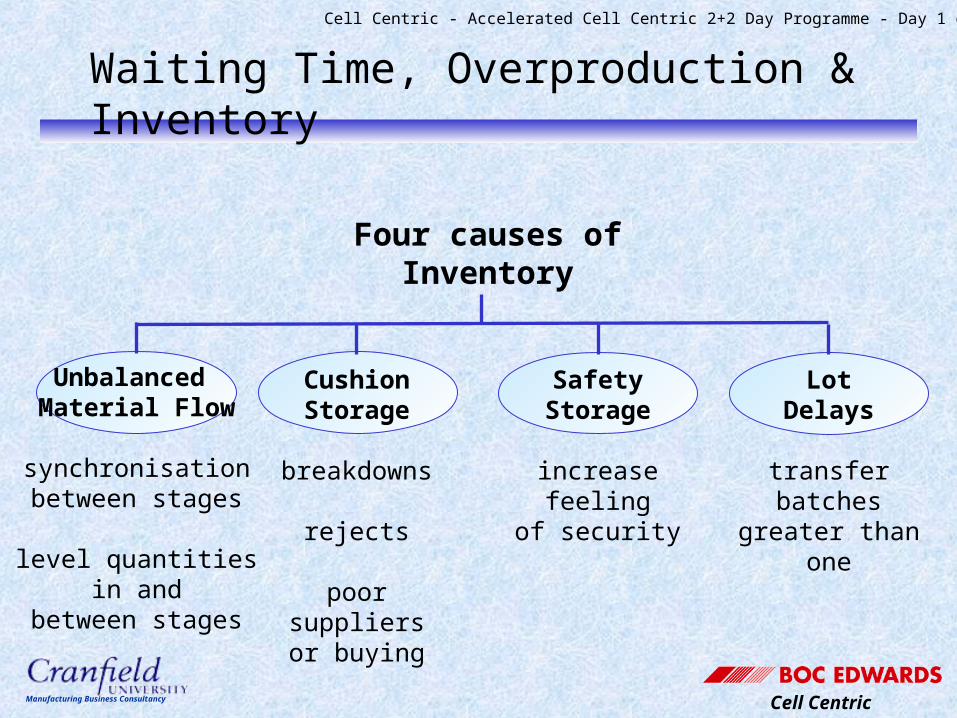
Four causes of Inventory
Unbalanced Material Flow
synchronisationbetween stages
level quantities in andbetween stages
LotDelays
transfer batchesgreater than one
CushionStorage
breakdowns
rejects
poor suppliersor buying
SafetyStorage
increase feelingof security
Waiting Time, Overproduction & Inventory

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
MachineCapacity
SkillsShortage
TransportDelays
Breakdowns
Rejects
SupplierDeliveries
LongSet-ups
Scheduling
Level of Inventory
Overproduction and Inventory hide causes of Waste(otherwise, why would we hold them?)
Reducing Waiting Time, Overproduction & Inventory

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Solve problems to reduce the level of inventory in the manufacturing system and reduce the level of inventory in the system to prevent problems
returning!
Reducing Waiting Time, Overproduction & Inventory
MachineCapacity
SkillsShortage
TransportDelays
Breakdowns
Rejects
SupplierDeliveries
LongSet-ups
Scheduling
Level of Inventory

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Lots of parts not wanted, but available Lots of parts wanted, but not available Poor man, machine and material “utilisation” Large inventories, long lead-times, poor responsiveness Difficult to identify sources of quality problems Poor layout, lots of motion and transport Material handling, indirect, overheads, systems
High cost & Low service levels
Waiting Time, Overproduction and Inventory give:
Waiting Time, Overproduction & Inventory

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Processing Time
Examples & potential causes include:
– Low operation rates due to tool, jig, or machine condition / spec
– Non-standardised elements of work, insufficient process monitoring, or lack of operator skill / knowledge
– Roughing cuts due to oversized material
– Deburring due to poor tool maintenance or product design• additional operations due to product design or production
engineering
– Stopping machine to clear minor stoppage
Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
High cost and low business performance
Waste of Processing Time gives:
Processing Time
Lower direct labour productivity Higher labour cost Higher machine cost Higher product cost
Reduced capacity Wasted business opportunity - “the glass ceiling” effect Lower return on capital employed

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Low direct & indirect labour productivity Machine capacity wasted producing defects Ineffective material usage Inventory kept to decouple processes Equipment & space required to keep inventory Production control system made more complex Delivery reliability reduced
High cost and low business performance
Waste of Defects gives:
Defects

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Scrap,Concession
rework
loopscustomer
complaints
reducedcapacity
longerleadtimes
rescheduling increased
inventories
delivery failures
(Harrison, 1992)
The Scrap iceberg
The impact of defectsis much greater than
the level of scrap
(multiply by ten)
Defects
Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Other Common Wastes
Energy
Light
Heat
Power
Untapped HumanResources
Engineering and commercialcapabilities not directed
to solve problems
By-Products
Scrap materials
Recycling - oil,coolant, etc
Other Common Wastes

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Motion: Total number of footsteps required to complete a task
Machine: Overall Equipment Effectiveness (OEE %)
Transport: Total distance traveled during manufacture
Waiting Time: Proportion of time spent machine minding
Throughput Efficiency (b): Sum of processing time vs leadtime
Materials: Weight of material in vs weight of materials out
Other Example Measures of Waste

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Western JIT Production Systems
ZIPS, CFM, MAN, KMM, etc
Japanese JIT Production Systems
Kawasaki Production SystemCanon Production System
Toyota Production System
World Class Manufacturing
Lean Production
Agile Manufacturing
OhnoProductionSystem
1950
1962
1980
's
1973
1986
1990
1992
Just In Time
WCM
Lean
Agile
95% Waste ?
1 Japanese = 2 Americans
20-fold improvement
1 Japanese = 2 Americans
20-fold improvement
1 American = 10 Japanese
Caused by Waste
1 American = 10 Japanese
Caused by Waste

Manufacturing Business Consultancy Cell Centric
Cell Centric - Accelerated Cell Centric 2+2 Day Programme - Day 1 of 4
Conclusions
• Waste is everywhere in manufacturing
• The elimination of waste is a massive opportunity
• Best Practice Manufacturing reduces waste using a diverse range of practical techniques
• Waste is everywhere in manufacturing
• The elimination of waste is a massive opportunity
• Best Practice Manufacturing reduces waste using a diverse range of practical techniques