ccps an aiche technology alliance · 2020-03-20 · ccps center for chemical process safety an...
TRANSCRIPT
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 1
Risk Analysis Screening Tools (RAST)
Case Study – T2 Industries
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance
Runaway Reaction and Explosion
Jacksonville, Florida
December 19, 2007
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 2
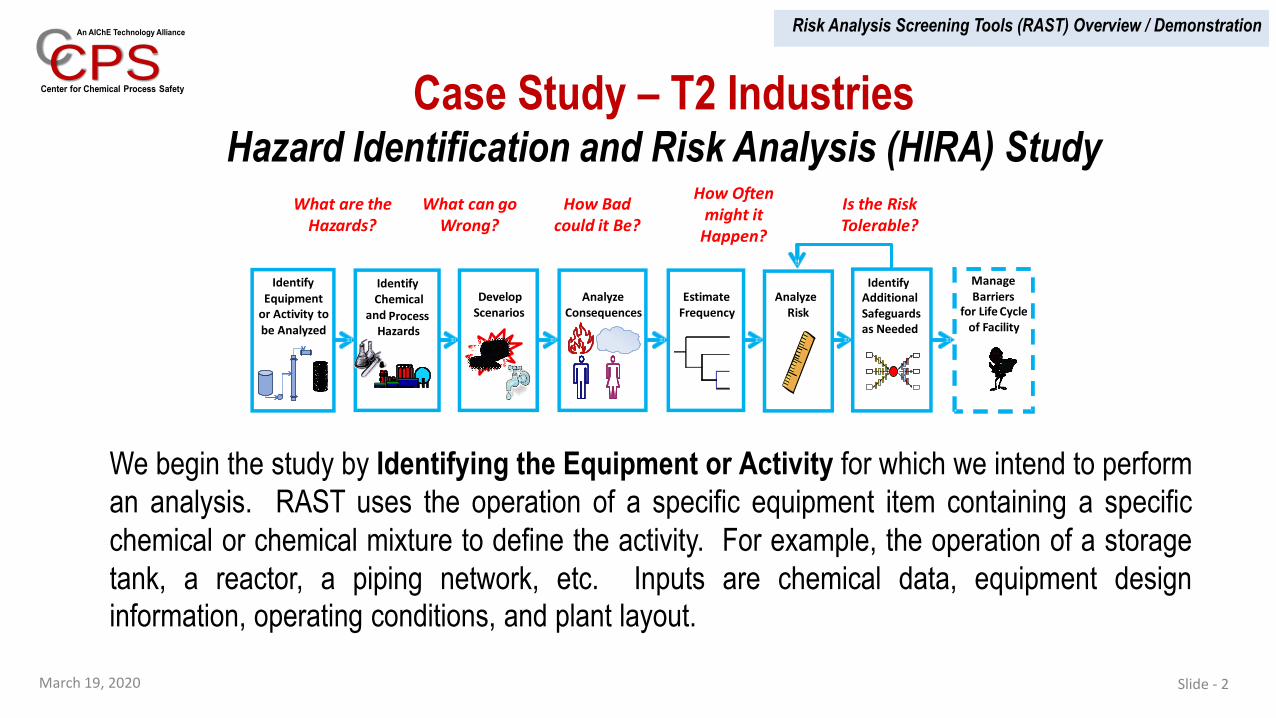
Case Study – T2 IndustriesHazard Identification and Risk Analysis (HIRA) Study
What are the Hazards?
What can go Wrong?
How Bad could it Be?
How Oftenmight it
Happen?
Is the Risk Tolerable?
Identify Chemical
and ProcessHazards
Estimate Frequency
Analyze Consequences
AnalyzeRisk
IdentifyAdditional Safeguards as Needed
DevelopScenarios
Identify Equipment
or Activity to be Analyzed
Manage Barriers
for Life Cycle of Facility
We begin the study by Identifying the Equipment or Activity for which we intend to perform
an analysis. RAST uses the operation of a specific equipment item containing a specific
chemical or chemical mixture to define the activity. For example, the operation of a storage
tank, a reactor, a piping network, etc. Inputs are chemical data, equipment designinformation, operating conditions, and plant layout.
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 3
Case Study – T2 Industries
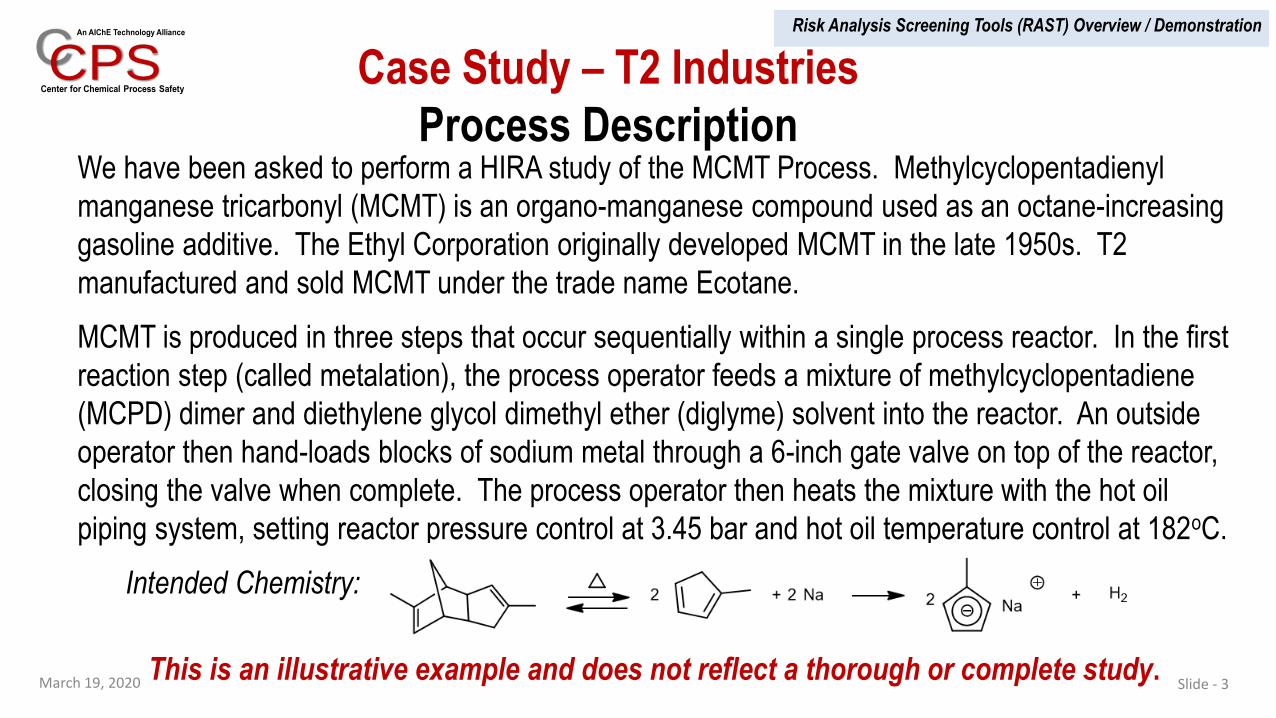
Process DescriptionWe have been asked to perform a HIRA study of the MCMT Process. Methylcyclopentadienyl
manganese tricarbonyl (MCMT) is an organo-manganese compound used as an octane-increasing
gasoline additive. The Ethyl Corporation originally developed MCMT in the late 1950s. T2
manufactured and sold MCMT under the trade name Ecotane.
MCMT is produced in three steps that occur sequentially within a single process reactor. In the first
reaction step (called metalation), the process operator feeds a mixture of methylcyclopentadiene
(MCPD) dimer and diethylene glycol dimethyl ether (diglyme) solvent into the reactor. An outside
operator then hand-loads blocks of sodium metal through a 6-inch gate valve on top of the reactor,
closing the valve when complete. The process operator then heats the mixture with the hot oil
piping system, setting reactor pressure control at 3.45 bar and hot oil temperature control at 182oC.
Intended Chemistry:
This is an illustrative example and does not reflect a thorough or complete study.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 4
Case Study – T2 Industries
Process DescriptionThe initial reaction mixture contains approximately 0.11 weight fraction sodium, 0.45 weight
fraction MCPD dimer and 0.44 weight fraction diglyme solvent. Heating this mixture begins the
metalation reaction by melting the sodium and splitting each MCPD dimer molecule into two
MCPD molecules. The melted sodium then reacts with the MCPD to form sodium
methylcyclopentadiene, hydrogen gas, and heat. The hydrogen gas vented to the atmosphere
through the pressure control valve and 1-inch vent line.
Once the mixture temperature reaches 99oC, the process operator starts the agitator. The mixing
and higher temperature acts to increase the metalation reaction rate. At a reaction temperature of
about 149oC, the process operator turns off the hot oil system and heat generated by the
metalation reaction continues to raise the mixture temperature. At a temperature of about 182oC,
the process operator initiates the control system cooling program, which intermittently injects water
into the jacket based on the rate of reaction temperature increase. The heat of reaction for this
step is approximately -45.4 kJ/mol sodium, -1975 J/g sodium, or -217 J/g reaction mixture.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 5
Case Study – T2 Industries
Process Description
Diagram of MCMT Reactor Process Control Screen for MCMT Reactor

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 6
Risk Analysis Screening Tools (RAST)
Case Study – T2 Industries
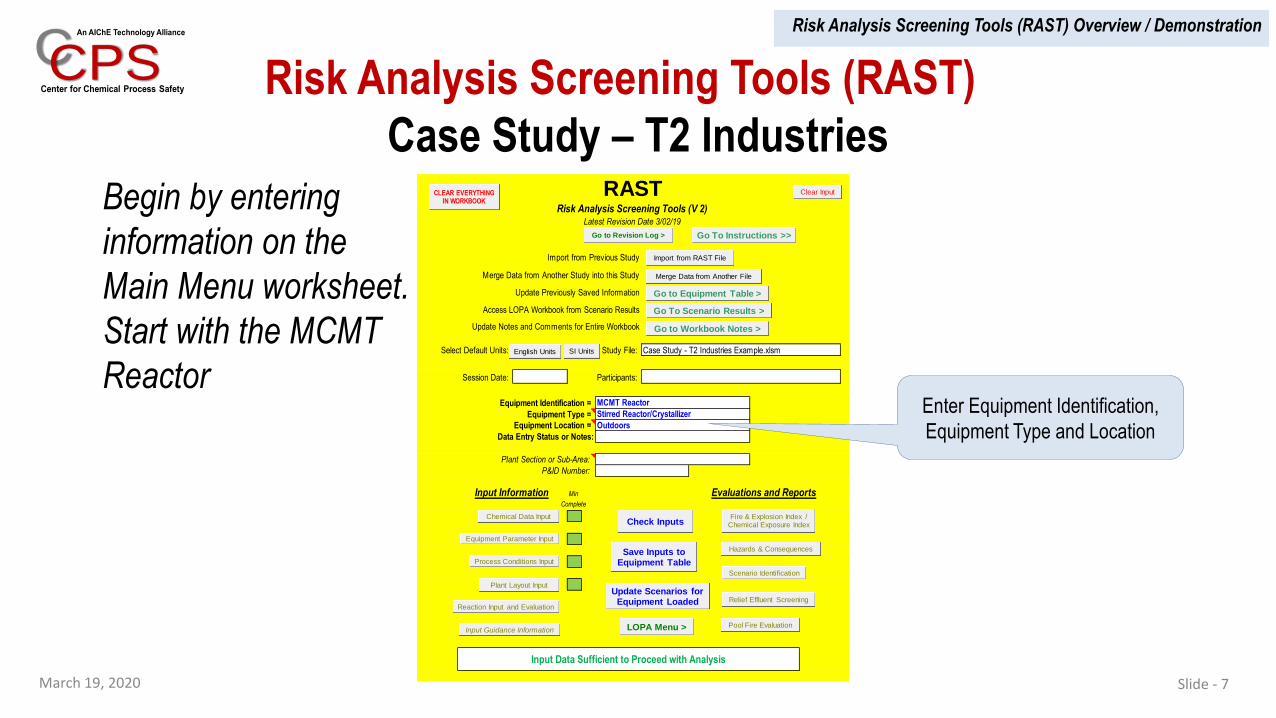
We will start by entering information for the MCMT Reactor. At some point, we may decide
to include other equipment in the study.
One the Main Menu, enter the equipment identification as the MCMT Reactor, equipment
type as Stirred Reactor/Crystallizer and location as Outdoors.
Chemical Data – RAST requires a chemical or chemical mixture that is representative of the
hazards. RAST does not perform time-dependent or location-dependent composition
changes (such as within a reactor or distillation column). Where hazards may be
significantly different between reactor feed and products, or distillation overheads versus
bottoms; evaluation of the equipment may be repeated using different composition (such as
Reactor A with feed composition and Reactor B with products composition).
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Import from Previous Study
Merge Data from Another Study into this Study
Update Previously Saved Information
Access LOPA Workbook from Scenario Results
Update Notes and Comments for Entire Workbook
Select Default Units: Study File: Case Study - T2 Industries Example.xlsm
Session Date: Participants:
Equipment Identification =
Equipment Type =
Equipment Location =
Data Entry Status or Notes:
Plant Section or Sub-Area:
P&ID Number:
Min
Complete
RAST
Input Data Sufficient to Proceed with Analysis
Input Information
Stirred Reactor/Crystallizer
Outdoors
MCMT Reactor
Evaluations and Reports
Risk Analysis Screening Tools (V 2)Latest Revision Date 3/02/19
Import from RAST File
Equipment Parameter Input
Chemical Data Input
Reaction Input and Evaluation
Fire & Explosion Index / Chemical Exposure Index
English Units SI Units
Relief Effluent Screening
Scenario Identification
Check Inputs
Save Inputs toEquipment Table
Go to Equipment Table >
Process Conditions Input
Plant Layout Input
Hazards & Consequences
LOPA Menu >
Clear Input
Update Scenarios for Equipment Loaded
Input Guidance Information
CLEAR EVERYTHING IN WORKBOOK
Pool Fire Evaluation
Merge Data from Another File
Go to Workbook Notes >
Go to Revision Log >
Go To Scenario Results >
Go To Instructions >>
March 19, 2020 Slide - 7
Enter Equipment Identification,
Equipment Type and Location
Risk Analysis Screening Tools (RAST)
Case Study – T2 Industries
Begin by entering
information on the
Main Menu worksheet.
Start with the MCMT
Reactor

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 8
Risk Analysis Screening Tools (RAST)
Case Study – T2 Industries
Diglyme solvent and Methylcyclopentadiene
Dimer (MCPD) are major components of the
feed but not listed in the RAST chemical data
table, so we will enter this as a new
chemical. Many companies have access to
large chemical property databases that
contain the information we will need. In
other cases, vendor Safety Data Sheets,
Cameo Chemicals (US National Oceanic and
Atmospheric Administration), or literature
references may be used. It is good to look
for agreement among multiple sources.
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Chemical PropertiesStarting Chemical That
is SimilarUser Supplied Values
Properties of User
Chemical to be Saved
Chemical Name = Dowanol EB (2-
butoxyethanol)Diglyme
CAS Number = 111-76-2 111-96-6 111-96-6
Data Source:Data per Cameo, Molbase
SDS and ThermoFisher
Scientific SDS
Mol Weight = 118.2 134.2 134.2
Melting Point, TM (C) = -77 -64 -64
Boil Point, TB (C) = 170.7 162 162
Vap Pres A = 10.876 10.302
Vap Pres B = 4185.21 4038.32
Vap Pres C = 59.3 43.0 Property Units Point 1 Point 2
Dens A = 0.921 0.964 0.964 Temperature 1 and 2 C 25 162
Dens B = 0.00094 0.00094 Vapor Pressure (absolute) mmHg 3 760
Liq C A = 0.544 0.544 Liquid Density Kg/cu m
Liq C B = 0.00094 0.00094 Liquid Heat Capacity J/gm C
Lat Ht A = 119.3 119.3 Heat of Vaporization J/gm
Lat Ht B = 0.185 0.185
Lat Ht C = 0.00016 0.00016 Estimated Boiling Point, C = 162.0
Flash Pt (C) = 65 55 55
LFL (Vol %) = 1.13 1.5 1.5
UFL (Vol %) = 17.4 17.4
AutoIgnition Temperature (C) = 170 170
Ease of Ignition = Normal Normal
Fuel Reactivity = Medium Medium
Liquid Conductivity
Dust Deflagration Class
Solids Mean Particle Size (micron)
Solids Part Size at 10% Fract (micron)
Dust Min Ignition Energy (mJ)
Dust-Flam Vapor Hybrid?
ERPG-1 or Odor (ppm) = 20
ERPG-2 (ppm) = 20 91 91
ERPG-3 (ppm) = 700 190 190
NFPA Health = 2 0 0
NFPA Flammability = 2 2 2
NFPA Reactivity = 0 0 0
Dermal Toxicity =
Aquatic Toxicity = Harmful NA NA
Reactivity Category =
Good Warning Properties?
User Chemical Data Input
Calculate Physical Property Constants from Data Points
Save Chemical Data to Chemical TableClear Chemical Data Inputs< Go To Chemical Data
Go To Chemical Table to Delete User Chemical >
March 19, 2020 Slide - 9
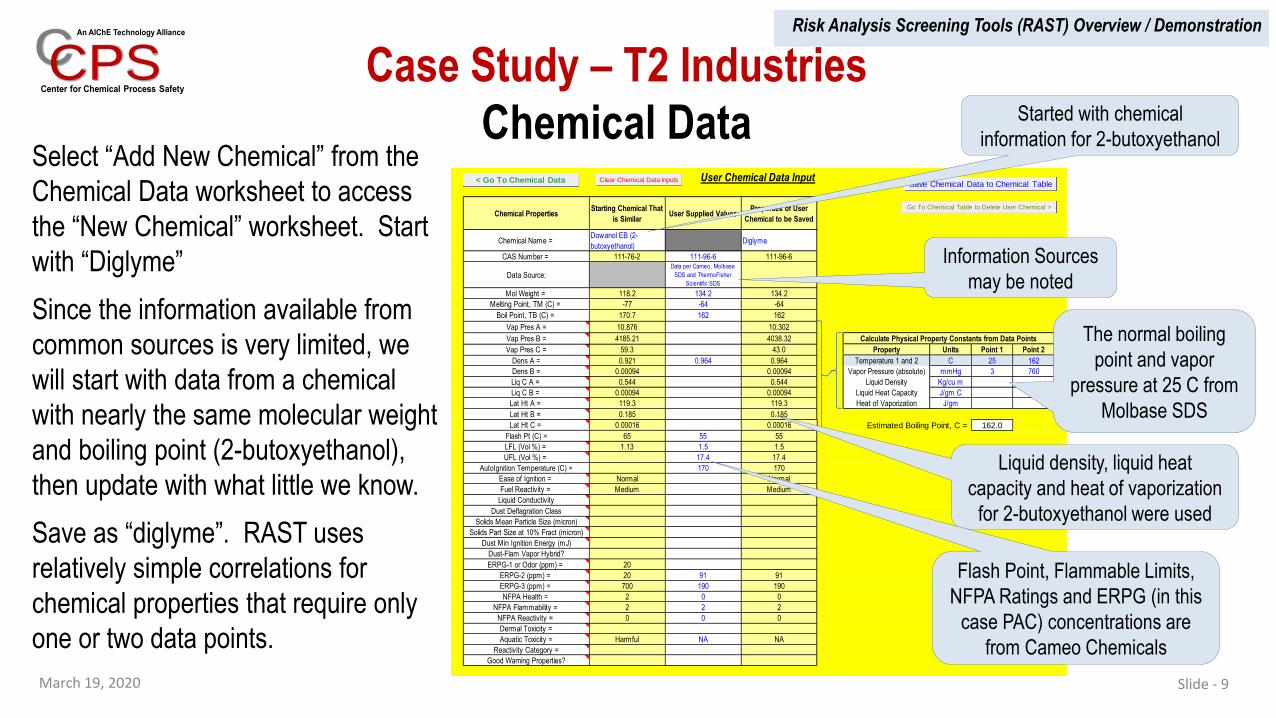
Select “Add New Chemical” from the
Chemical Data worksheet to access
the “New Chemical” worksheet. Start
with “Diglyme”
Since the information available from
common sources is very limited, we
will start with data from a chemical
with nearly the same molecular weight
and boiling point (2-butoxyethanol),
then update with what little we know.
Save as “diglyme”. RAST uses
relatively simple correlations for
chemical properties that require only
one or two data points.
Information Sources
may be noted
The normal boiling
point and vapor
pressure at 25 C from
Molbase SDS
Liquid density, liquid heat
capacity and heat of vaporization
for 2-butoxyethanol were used
Flash Point, Flammable Limits,
NFPA Ratings and ERPG (in this
case PAC) concentrations are
from Cameo Chemicals
Started with chemical
information for 2-butoxyethanol
Case Study – T2 Industries
Chemical Data
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Chemical PropertiesStarting Chemical That
is SimilarUser Supplied Values
Properties of User
Chemical to be Saved
Chemical Name = Triethylbenzene (mixed
isomers)
Methylcyclopentidiene
Dimer
CAS Number = 25340-18-5 25340-18-5
Data Source:Cameo, Molbase SDS,
ThermoFisher Scientific SDS
Mol Weight = 162.28 160.26 160.26
Melting Point, TM (C) = -51 -51
Boil Point, TB (C) = 218.4 200 200
Vap Pres A = 10.639 8.430
Vap Pres B = 4781.94 3624.76
Vap Pres C = 42.3 43.0 Property Units Point 1 Point 2
Dens A = 0.890 0.890 Temperature 1 and 2 C 47.8 200
Dens B = 0.00078 0.00078 Vapor Pressure (absolute) mmHg 7.5 760
Liq C A = 0.396 0.396 Liquid Density Kg/cu m
Liq C B = 0.00102 0.00102 Liquid Heat Capacity J/gm C
Lat Ht A = 90.3 90.3 Heat of Vaporization J/gm
Lat Ht B = 0.081 0.081
Lat Ht C = 0.00010 0.00010 Estimated Boiling Point, C = 200.0
Flash Pt (C) = 83 26 26
LFL (Vol %) = 1 1 1
UFL (Vol %) = 5.6 10 10
AutoIgnition Temperature (C) =
Ease of Ignition =
Fuel Reactivity =
Liquid Conductivity
Dust Deflagration Class
Solids Mean Particle Size (micron)
Solids Part Size at 10% Fract (micron)
Dust Min Ignition Energy (mJ)
Dust-Flam Vapor Hybrid?
ERPG-1 or Odor (ppm) = 3 0.34 0.34
ERPG-2 (ppm) = 33 3.7 3.7
ERPG-3 (ppm) = 195 21 21
NFPA Health = 0 0
NFPA Flammability = 2 3 3
NFPA Reactivity = 0 0
Dermal Toxicity =
Aquatic Toxicity =
Reactivity Category =
Good Warning Properties?
User Chemical Data Input
Calculate Physical Property Constants from Data Points
Save Chemical Data to Chemical TableClear Chemical Data Inputs< Go To Chemical Data
Go To Chemical Table to Delete User Chemical >
March 19, 2020 Slide - 10
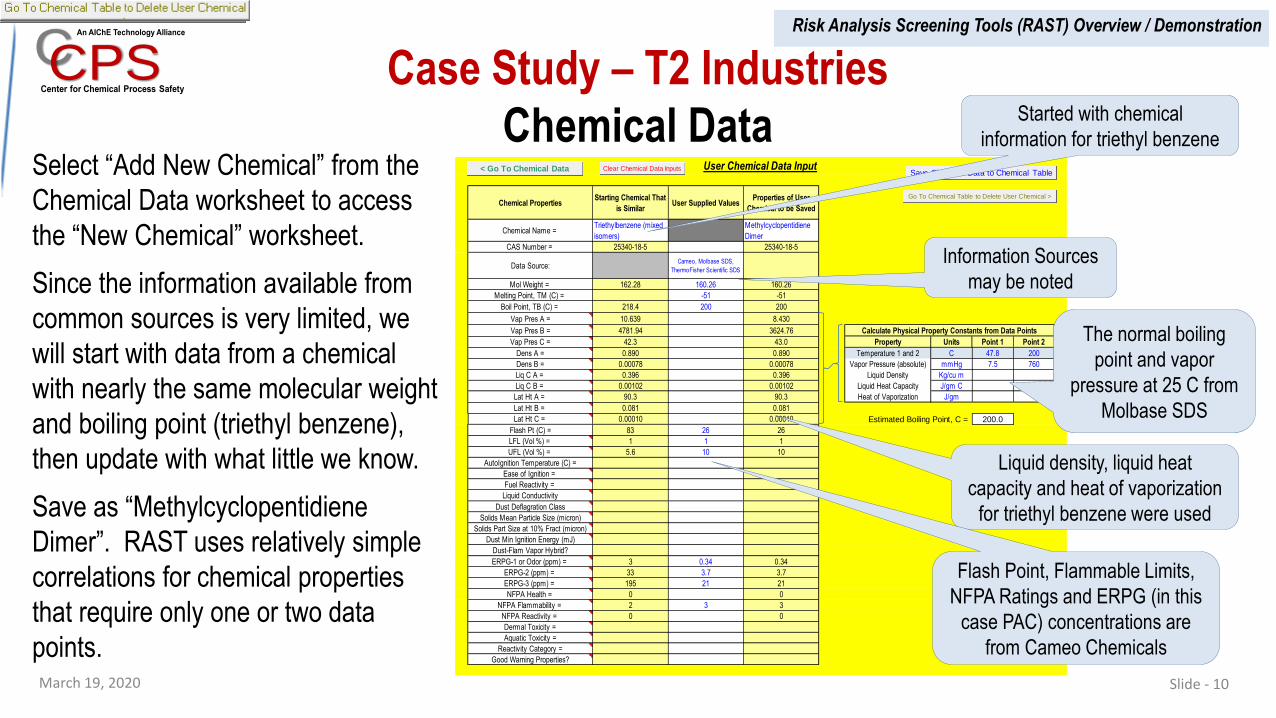
Select “Add New Chemical” from the
Chemical Data worksheet to access
the “New Chemical” worksheet.
Since the information available from
common sources is very limited, we
will start with data from a chemical
with nearly the same molecular weight
and boiling point (triethyl benzene),
then update with what little we know.
Save as “Methylcyclopentidiene
Dimer”. RAST uses relatively simple
correlations for chemical properties
that require only one or two data
points.
Information Sources
may be noted
The normal boiling
point and vapor
pressure at 25 C from
Molbase SDS
Liquid density, liquid heat
capacity and heat of vaporization
for triethyl benzene were used
Flash Point, Flammable Limits,
NFPA Ratings and ERPG (in this
case PAC) concentrations are
from Cameo Chemicals
Started with chemical
information for triethyl benzene
Case Study – T2 Industries
Chemical Data
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Chemical Data Input
Equipment Identification: 150 C
Equipment Type: 3.45 bar
Location: 256.3 C
Key Chemical: Reference:
Chemical Comments:
Reg. Agency Considers Toxic?
Methylcyclopentidiene Dimer 0.450 0.317 0.4565 160.26 3.7 21 1.0
Diglyme 0.440 0.679 1.0000 134.2 91 190 1.5
Dissolved Solids 0.110 0.003 0.0196 100
Sum = 1.00 Vapor Mixture Properties: 141.3 12.0 58.5 1.3
Mixture azeotrope? No
Melting Point = -64 deg C
Flash Point = 26 deg C
Est Mixture Flash Point = 51.9 deg C with high uncertainty
1 Not “Sustained Burning”?
AutoIgnition Temperature = 170 deg C
Ease of Ignition = Normal
Fuel Reactivity = Medium
Dermal Toxicity =
Aquatic Toxicity =
Model as a single Pseudo-Chemical? Mixture NFPA Flammability = 3
Mixture NFPA Health = 0
Reactivity Category =
Mixture NFPA Reactivity = 0
Estimated Boiling Point = 180.4 C Liquid Conductivity =
Vapor Pressure at Operating Temp = 0.468 atm
Liquid Density at Operating Temp = 0.84 gm/ml
Liq Heat Capacity at Op Temp = 0.60
Liq Heat Capacity at Boiling Point = 0.63 micron
Heat of Vaporization at Op Temp = 83 micron
Heat of Vaporization at Boiling Point = 77 mJoule
Boiling Point at Relief Set or MAWP = 404.4 C
Boiling Point at Burst Pressure = 535.3 C
From the above vapor composition: Estimated 1 hour LC 1 117.1 ppm Estimated 1 hour LC 50 292.6 ppm
State Mol Weight ERPG-2 (ppm) ERPG-3 (ppm) LFL (vol %) Flash Pt (C )
Pad Gas Properties Vapor 2.02 230000 400000 4 -259
Heat Transfer Fluid
Summary of Chemical Properties
cal/gm C
Standard Mixture (the key chemical has been
defined as a mixture)
Dust CharacteristicsDust/Solids Hazard Class =
Solids Mean Particle Size =
cal/gmDust Min Ignition Energy =
Name
Hydrogen
Dust-flammable hybrid?
Particle Size at 10% Fraction =
Solids Bulk Density >160 g/liter (>10 lb/ft3)?
Liquid
Operating Temperature =
Methylcyclopentidiene Dimer Cameo, Molbase SDS, ThermoFisher Scientific SDS
MCMT Reactor
Outdoors
Stirred Reactor/Crystallizer
Second Liq
Phase
Chemicals (the first chemical listed is the 'key'
chemical)
Wt Fraction
Feed
Saturation Temperature =
Physical State =
Operating Pressure (gauge) =
Use "Dissolved Solids" to represent the Sodium Metal which has extremely low vapor pressure. Add a small amount of
hydrogen such that the saturation temperaure is slightly above the operating temperature
User ValuesMixture
Estimates
ERPG-3 (ppm)ERPG-2 (ppm) LFL (vol %)
Mixture Properties
Wt Fraction
Feed
Molecular
Weight
Second Liq
Phase
Relative
Volatility
Wt Fraction
Vapor
High Viscous Material (for F&EI)?
Go To Process Conditions >Save All Input to Equipment TableEnter New Chemical Clear Input
<< Go To Main Menu
Go To Plant Layout >
Show Chemical Details Hide Chemical Details
Go To Equipment Input >
March 19, 2020 Slide - 11
Case Study – T2 Industries
Chemical Data
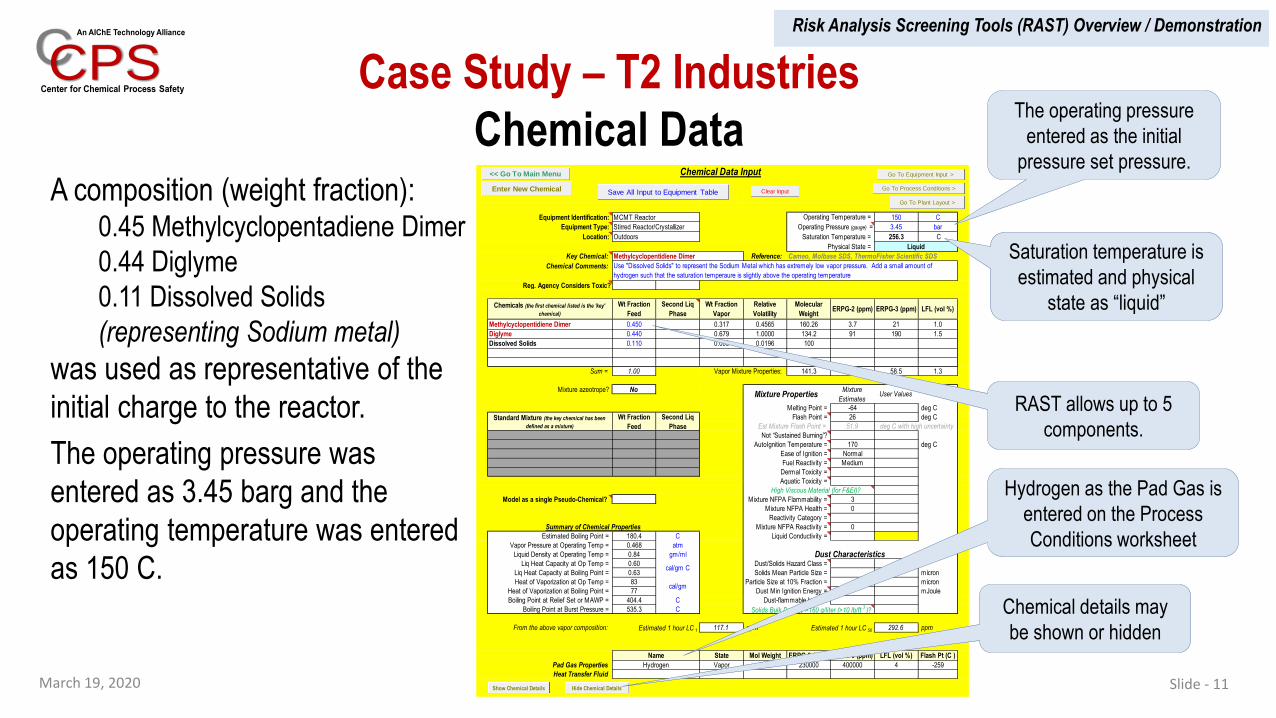
Saturation temperature is
estimated and physical
state as “liquid”
A composition (weight fraction):0.45 Methylcyclopentadiene Dimer
0.44 Diglyme
0.11 Dissolved Solids
(representing Sodium metal)
was used as representative of the
initial charge to the reactor.
The operating pressure was
entered as 3.45 barg and the
operating temperature was entered
as 150 C.
RAST allows up to 5
components.
Chemical details may
be shown or hidden
The operating pressure
entered as the initial
pressure set pressure.
Hydrogen as the Pad Gas is
entered on the Process
Conditions worksheet
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Equipment Input
Equipment Identification:
Equipment Type:
Location:
2500 gal Pipe Length = m
41 bar Piping Vulnerable to Damage?
Apply Screwed Connection Penalty?
C
C
100 mm Pump Type =
Seal or Containment Type =
Remote Start Pump?
11198 kg Pump Automated Suction or Discharge?
kg Estimated User Entry
Pump Volume (including piping to block valves), liter 15.1
Pump Surface (including piping to block valves), m2 0.69
Kwatt
Fireproof
Equipment or Piping Connection =
21 sq m
sq m Replacement Cost & Business Loss
m Drum Oven Volume = cu m
mm High Speed Rotating Equipment?
Bellows or Expansion Joint Used?
Sight Glass Used?
Relief Device Identification
Relief Type =
Relief Discharges to:
Relief Set Pressure (gauge) = 28 bar
sq m Relief Size (equiv. diameter) = 100 mm
Kwatt /sq m C Relief Design Actual Flow Rate = kg/min
182 C Release Pipe Diameter = mm
bar Release Elevation m
Closest Distance From Relief to Elevated Work Area = m
Heat Transfer Fluid Name = Furthest Distance from Relief to Elevated Work Area = m
Elevation of Nearest Work Area = m
Enter Distances from Relief Location ONLY if Different from Equipment Location
mm Relief Distance to Property Limit or Fence Line = m
Relief Distance to Occupied Bldg 1 or Area = m
15 sq m Relief Distance to Center of Occ Bldg 1 = m
0.2 Kwatt /sq m C Occ Bldg 2 in Same Wind Direction for Relief?
100 C Relief Distance to Occupied Bldg 2 = m
Relief Distance to Center of Occ Bldg 2 = m
Low Pressure Tank with Weak Seam Roof?
Coolant Temperature =
Conductive Dip Pipe or Bottom Fill?
Cooling Transfer Area =
Tube (or Leak) Diameter =
Quantity Hot Oil Handled (for F&E) =
Cooling Overall U =
Number of Tubes =
Relief Device Parameters
Heat Transfer Parameters
Heating Overall U =
Heat Transfer Fluid Pressure (gauge) =
Vessel/Tank Considered as "Storage"?
Other Equipment Parameters
Transportation Equipment or Piping Parameters
Tube Failure Release to Atmosphere?
Insulation
Estimated Equipment Max Wetted Area =
Heating Fluid Temperature =
Heating Transfer Area =
Rupture Disk
Tracing ?
Vessel/Tank Geometry?
Insulation Heat Reduction Factor =
Material of Construction
Internal Corrosive or Stress Cracking Potential?
Equipment Mass =
Number of Flanges or Nozzles =
Nozzle or Pipe Size =
Estimated Equip Mass based on C. Steel
Equipment Elevation to Surface =
Drain Valve Size
MCMT Reactor
Outdoors
Susceptible to Vibration Fatigue?
Motor Power =
User Equipment Max. Wetted Area =
Heat Transfer Fluid State =
Vessel/Tank Parameters
Piping Parameters
Pump / Agitator Parameters
MAWP (gauge) =
Equipment Description
Equipment Volume =
Stirred Reactor/Crystallizer
Equipment Parameters
Full Vacuum Rated?
Estimated High Temperature Failure =
Estimated Embrittlement Temperature =
Clear InputSave Input to Equipment Table< Go To Chemical Data
<< Go To Main Menu Go To Process Conditions Input >
Go To Plant Layout >
Go To Reaction Input >
March 19, 2020 Slide - 12
Case Study – T2 Industries
Equipment Input
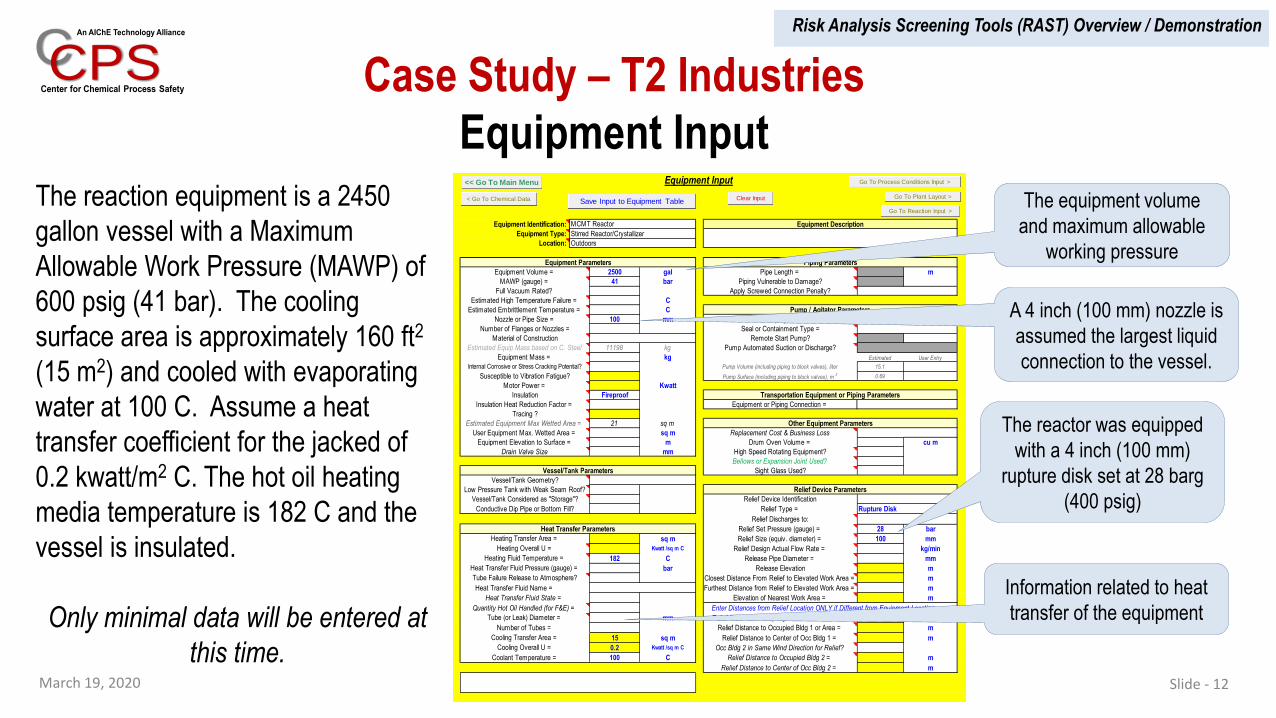
The reaction equipment is a 2450
gallon vessel with a Maximum
Allowable Work Pressure (MAWP) of
600 psig (41 bar). The cooling
surface area is approximately 160 ft2
(15 m2) and cooled with evaporating
water at 100 C. Assume a heat
transfer coefficient for the jacked of
0.2 kwatt/m2 C. The hot oil heating
media temperature is 182 C and the
vessel is insulated.
Only minimal data will be entered at
this time.
The equipment volume
and maximum allowable
working pressure
A 4 inch (100 mm) nozzle is
assumed the largest liquid
connection to the vessel.
Information related to heat
transfer of the equipment
The reactor was equipped
with a 4 inch (100 mm)
rupture disk set at 28 barg
(400 psig)
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 13
Case Study – T2 Industries
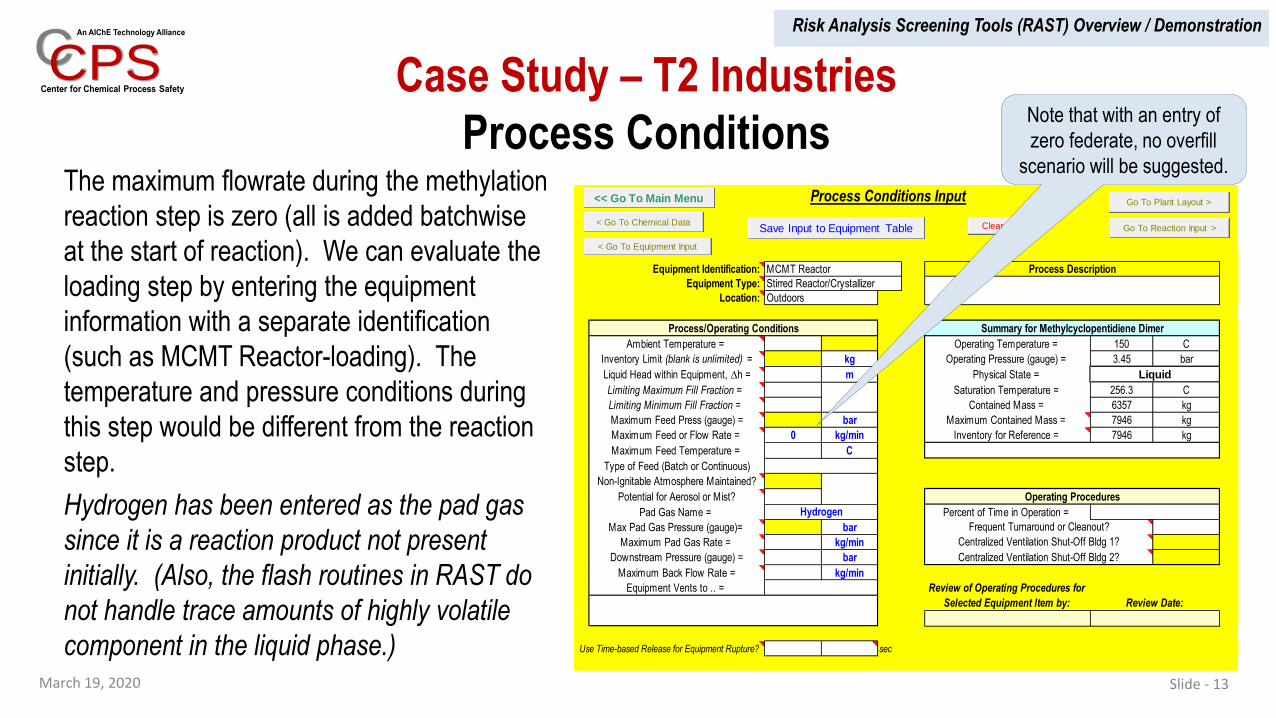
Process ConditionsThe maximum flowrate during the methylation
reaction step is zero (all is added batchwise
at the start of reaction). We can evaluate the
loading step by entering the equipment
information with a separate identification
(such as MCMT Reactor-loading). The
temperature and pressure conditions during
this step would be different from the reaction
step.
Hydrogen has been entered as the pad gas
since it is a reaction product not present
initially. (Also, the flash routines in RAST do
not handle trace amounts of highly volatile
component in the liquid phase.)
Process Conditions Input
Equipment Identification:
Equipment Type:
Location:
Ambient Temperature = Operating Temperature = 150 C
Inventory Limit (blank is unlimited) = kg Operating Pressure (gauge) = 3.45 bar
Liquid Head within Equipment, Dh = m Physical State =
Limiting Maximum Fill Fraction = Saturation Temperature = 256.3 C
Limiting Minimum Fill Fraction = Contained Mass = 6357 kg
Maximum Feed Press (gauge) = bar Maximum Contained Mass = 7946 kg
Maximum Feed or Flow Rate = 0 kg/min Inventory for Reference = 7946 kg
Maximum Feed Temperature = C
Type of Feed (Batch or Continuous)
Non-Ignitable Atmosphere Maintained?
Potential for Aerosol or Mist?
Pad Gas Name = Percent of Time in Operation =
Max Pad Gas Pressure (gauge)= bar
Maximum Pad Gas Rate = kg/min
Downstream Pressure (gauge) = bar
Maximum Back Flow Rate = kg/min
Equipment Vents to .. =
Use Time-based Release for Equipment Rupture? sec
Liquid
Review Date:
Review of Operating Procedures for
Selected Equipment Item by:
Centralized Ventilation Shut-Off Bldg 1?
Centralized Ventilation Shut-Off Bldg 2?
Frequent Turnaround or Cleanout?
Hydrogen
Operating Procedures
MCMT Reactor
Stirred Reactor/Crystallizer
Process Description
Process/Operating Conditions
Outdoors
Summary for Methylcyclopentidiene Dimer
Clear InputSave Input to Equipment Table< Go To Chemical Data
Go To Plant Layout ><< Go To Main Menu
< Go To Equipment Input
Go To Reaction Input >
Note that with an entry of
zero federate, no overfill
scenario will be suggested.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 14
Case Study – T2 Industries
Site Layout
The manufacturing facility is located on
a 5 acre site north of a Jacksonville,
Florida industrial area. A small control
building is located roughly 50 ft (15 m)
from the reactor with up to 10
occupants. There is a trucking
company and other businesses
adjacent to the T2 site, roughly 140 m
away with possibly 20 occupants.
Plant Layout Input
Equipment Identification:
Equipment Type:
Location:
Distance to Property Limit or Fence Line = 100 m Occupied Building 1 Name =
Furthest Distance to Fence Line ( > 100 m ) = m Distance to Occupied Bldg 1 or Area = 15 m
Max. Onsite Outdoor Population Density people/m2 Elevation of Occ Bldg 1 Ventilation Inlet = m
Personnel Routinely in Immediate Area? Distance to Center of Occupied Bldg 1 = m
Distance to end of Offsite Zone 1 m Occupied Bldg Type =
Offsite Population Density within Zone 1 people/m2 Occupied Bldg Ventilation Rate = changes/hr
Offsite Population Density Beyond Zone 1 people/m2 Number of Building Occupants = 10
Effective Egress from Work Area? Occ Bldg 2 in Same Wind Direction? No
Access for Emergency Services? Occupied Building 2 Name =
Degree of Equipment Congestion in Area? Distance to Occupied Bldg 2 140 m
Containment or Dike Surface Area = sq m Elevation of Occ Bldg 2 Ventilation Inlet = m
Consider Dike or Bund Failure for Vessel Rupture? Distance to Center of Occ Bldg2 = m
Credit Fire Heat Adsorption for Drainage/Indirect? Occupied Bldg 2 Type =
Distance to Nearest Fired Equipment = Occupied Bldg 2 Ventilation Rate = changes/hr
Quantity of "Other" Flammables in Immediate Area kg Number of Occupants Bldg 2 = 20
Quantity of Flammables in Adjacent Area kg
Adjacent Containment or Dike Surface Area = sq m
Automated EBVs to limit spill quantity?
Spills to Soil Require Remediation?
Potential for Water Contamination?
Enclosed Process Volume = cu m High Population Downstream of Facility?
Enclosed Process Ventilation = changes/hr
No. Enclosed Area Personnel =
MCMT Reactor
Stirred Reactor/Crystallizer
Outdoors
Layout Description
Note that Environmental Scenarios are Excluded
Enclosed Process Area Data
Occupied Building DataLocation Information
Environmental Inputs
Warehouses and Adjacent Businesses
Control Room
Clear InputSave Input to Equipment Table< Go To Process Conditions
Go To Reaction Input ><< Go To Main Menu
< Go To Equipment Input
< Go To Chemical Data
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Reaction Data Input and Evaluation
Physical State = Liquid
No
Table / User User Value
-52 -52
25 25
150 150
0.2 0.2
0.002 2.00E-03
Theoretical Theoretical
cal/g mix-min
Typically < 1.0
Yes
2 Typically > 1.0
Britton's Method, Z = 1.18 Potential = LOW
watt / m C
cm
Kcal/gm mole
0.92 atm
gm mole/cc mix
Initial Temperature = 150.0 C Rate at Initial Temp = 0.1207 cal/gm-min
Max Adiabatic Temp = 235.3 C Reactivity Parameter = 2.9
Max Adiabatic Pressure = 228.21 atm Insulated? Fireproof
Temperature (C) TMR Time to Relief at 404.4 deg C Temp of No Return, TNR = >TNR C Convective HT Coefficient = 0.0005 Kwatt/sq m C
150 71.1 70.4 Minutes TNR with Cooling = 170.479023 C
180 11.4 10.7 Minutes
100 2.1 2.1 Days
150 71.1 70.4 Minutes
Potential for Insulation or Packing Fire
Assess Reactive Scenarios Only?
Equipment Tag = MCMT Reactor
Key Chemical = Methylcyclopentidiene Dimer
Time to Maximum Rate at Specified Starting Temperatures
Reactivity Data Input
Detected Rate, R0 (C/min) =
Thermal Inertia (ARC or other), f =
Estimated Gas Generation, k =
Reactants in Separate Liquid Phase?
Gas Generation, k (g mole/cc mix) =
Inhibited Monomer?
Temperature, C
Fraction of Reaction Heat for "Pooling"
Potential Mis-Loading of Reactants?
Multiple of Reaction Heat for Mis-Loading
Material Thermal Conductivity
Estimation of Frank-Kamenetskii Critical Diameter (Slab)
Limiting Reaction Rate =
Test Method =
Heat of Reaction, DHR (cal/g mix) =
Activation Energy, DE (Kcal/g mole) =
Detected Onset, T0 (C) =
Gas Generation precedes Exotherm?
Potential for Mixing Incompatible Materials?
Considered Condensed Phase Explosive?
Potential Catalyzed Reaction?
Potential for "Pooling" of Reactants?
Intended reaction for this Equipment?
Intended Exothermic Reaction (for F&EI)
Intended Endothermic Reaction (for F&EI)
Data Reference:
Observed Rate, C/min
Fraction Conversion
Activation Energy =
Reaction
Estimation of Gas Generation
Reaction Scenario Type =
Observed Press (atm abs) and Temp (C)
Estimated Vapor Pressure + Inert Pad
Reaction Screening Calculations
F-K Critical Diameter at 150 deg C
Estimation of Activation Energy from ARC Data
0.0001
0.001
0.01
0.1
1
10
100
0 50 100 150 200 250 300 350
Hea
t R
ate
(cal
/gm
min
)
Temperature (oC)
Reaction Heat Gain or Cooling Loss versus Temperature(Exothermic Reaction Assuming First Order Kinetics)
Adiabatic Reaction Heat Rate Convective Heat Loss Rate
Maximum Cooling Capacity Reaction-Thermal Initiated plus Heat
Reaction Plus Fire Reaction with Catalyst plus Heat
Reaction with Pooling plus Heat Reaction with Mis-Loading plus Heat
0.1
1
10
100
1000
0 50 100 150 200 250 300 350 400 450
Pre
ss
ure
(atm
-a
bs
olu
te)
Temperature (oC)
Reaction Pressure versus Temperature(Adiabatic Exothermic Reaction Assuming First Order Kinetics)
Pressure - Adiabatic Rx Vapor Pressure
Pressure-Rx Thermal Initiated plus Heat Pressure-Rx with Fire
Pressure-Rx with Catalyst plus Heat Pressure-Rx with Pooling plus Heat
Pressure-Rx with MisLoading plus Heat Relief Set Pressure
Save Reaction Data to Chemical Table < Go To Plant Layout
<< Go To Main Menu
Save Input to Equipment Table< Go To Chemical Data
< Go To Equipment Input
< Go To Process Conditions
March 19, 2020 Slide - 15
Case Study – T2 Industries
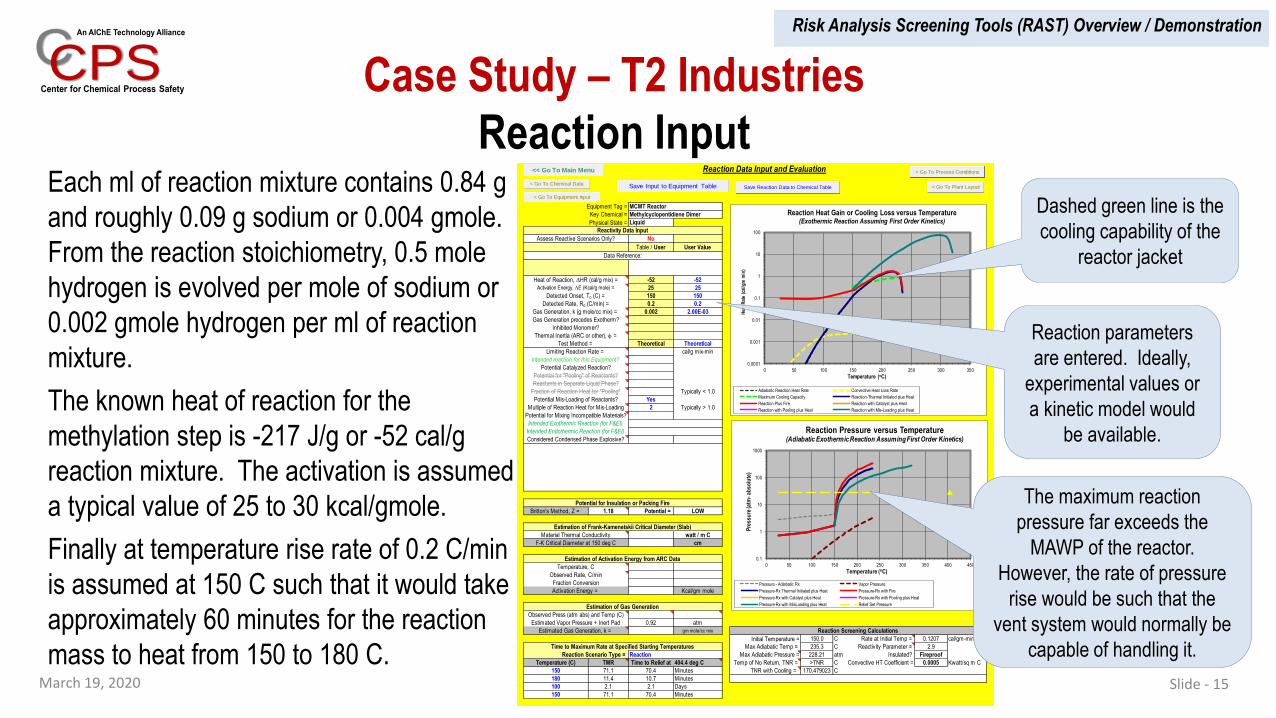
Reaction InputEach ml of reaction mixture contains 0.84 g
and roughly 0.09 g sodium or 0.004 gmole.
From the reaction stoichiometry, 0.5 mole
hydrogen is evolved per mole of sodium or
0.002 gmole hydrogen per ml of reaction
mixture.
The known heat of reaction for the
methylation step is -217 J/g or -52 cal/g
reaction mixture. The activation is assumed
a typical value of 25 to 30 kcal/gmole.
Finally at temperature rise rate of 0.2 C/min
is assumed at 150 C such that it would take
approximately 60 minutes for the reaction
mass to heat from 150 to 180 C.
Reaction parameters
are entered. Ideally,
experimental values or
a kinetic model would
be available.
The maximum reaction
pressure far exceeds the
MAWP of the reactor.
However, the rate of pressure
rise would be such that the
vent system would normally be
capable of handling it.
Dashed green line is the
cooling capability of the
reactor jacket

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 16
Case Study – T2 Industries
Reaction EvaluationIn addition to the chemical hazards of flammability and toxicity, there are significant hazards
associated with the methylation reaction. It is exothermic such that loss of temperature
control will allow the reaction to proceed more quickly than the equipment may be designed
for. Secondly, the reaction includes a gaseous product (hydrogen) such that extremely high
pressure could be attained (far greater than the design limits of the equipment) if the system
is not properly vented.
Another process upset to consider would be misloading of the initial materials, particularly the
diglyme solvent. If there is less solvent to adsorb the reaction heat, the maximum reaction
temperature would be higher with a corresponding higher reaction rate. (Note the “yes” to
misloading with a multiple of 2 on the heat as solvent is nearly 50% of the initial charge.)
There is very little reaction information available to better understand what might happen
under upset conditions suggesting that additional reactive chemicals testing should be done.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 17
Risk Analysis Screening Tools (RAST)
Case Study – T2 Industries
Input Data for an Equipment Item
stored in one row by Equipment Tag
Retrieve Information for an Equipment
Item by selecting any cell in the desired
row and entering Load Selected
Select Save Inputs to Equipment Table (blue macro button). All Input Information
will be stored in the Equipment Table in a single row identified by a unique Equipment
Identification or Tag.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Risk Analysis Screening Tools (RAST)
Risk Matrix
March 19, 2020 Slide - 18
To understand the Consequence
Severity and Tolerable Frequency, the
values for key Study Parameters and a
Risk Matrix may be viewed on the
Workbook Notes worksheet. These
values may be updated on hidden
worksheets and should reflect the
company’s specific risk criteria.
For this case study, the Risk Matrix
(right) has been used. The Human
Harm criteria is based on an estimated
number of people severely impacted
(severe injury including fatality).
2 3 4 5 6 7
Description Human Harm Environment Business Loss 10^-2/year 10^-3/year 10^-4/year 10^-5/year 10^-6/year 10^-7/year
Reportable Incident to Environmental Agency OR
< 10 kg Very Toxic to Waterway OR < 100 kg NFPA-H4 to Soil
< 100 kg Toxic to Waterway OR < 1000 kg NFPA-H3 to Soil
< 1000 kg Harmful to Waterway OR < 10000 kg NFPA-H2 to Soil
Environmental Contamination Confined to Site OR
< 100 kg Very Toxic to Waterway OR < 1000 kg NFPA-H4 to Soil
< 1000 kg Toxic to Waterway OR < 10000 kg NFPA-H3 to Soil
< 10000 kg Harmful to Waterway OR < 100000 kg NFPA-H2 to Soil
Environmental Contamination of Local Groundwater OR
< 1000 kg Very Toxic to Waterway OR < 10000 kg NFPA-H4 to Soil
< 10000 kg Toxic to Waterway OR < 100000 kg NFPA-H3 to Soil
< 100000 kg Harmful to Waterway OR < 1000000 kg NFPA-H2 to Soil
Incident Requiring Significant Off-Site Remediation OR
< 10000 kg Very Toxic to Waterway OR < 100000 kg NFPA-H4 to Soil
< 100000 kg Toxic to Waterway OR < 1000000 kg NFPA-H3 to Soil
> 100000 kg Harmful to Waterway OR > 100000 kg NFPA-H2 to Soil
Incident with Significant National Media Attention OR
< 100000 kg Very Toxic to Waterway OR < 1000000 kg NFPA-H4 to Soil
> 100000 kg Toxic to Waterway OR > 1000000 kg NFPA-H3 to Soil
Acceptable
Tolerable - Offsite
Tolerable - Onsite
Unacceptable
Low
Con
sequ
ence
Hig
h
Con
sequ
ence
Low
Frequency
High
Frequency
Consequence Severity Description Frequency
Severity Level-1
Minor Injury On-site
(or < 0.01 Person Severely Impacted On-site)
Potential for Adverse Local Publicity
Property Damage and
Business Loss < $50M2 Orange Yellow
Green
Green
Yellow> 10 People Severely Impacted On-site
> 1 Person Severely Impacted Off-site
Property Damage and
Business Loss > $50 MM6 Red
Red Red Orange Yellow GreenSeverity Level-41 to 10 People Severely Impacted On-site
0.1 to 1 People Severely Impacted Off-site
Property Damage and
Business Loss $5 MM to
$50 MM
Legend
6
Yellow Green GreenSeverity Level-2
Major Injury On-site
(or 0.01 to 0.1 Person Severely Impacted On-site)
Public Required to Shelter Indoors
(or Minor Injury Off-site)
Property Damage and
Business Loss $50 M to
$500 M
3 Red
Red Orange Yellow GreenSeverity Level-3
Potential Fatality On-site
(or 0.1 to 1 Person Severely Impacted On-site)
or Potential Major Injury Off-site
Property Damage and
Business Loss $5 MM to
$50 MM
4 Red
Severity Level-5
6
Red Orange
5 Red
Risk Matrix: Risk = Consequence Severity times Frequency
Red Red
Green Green Green Green
Orange
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
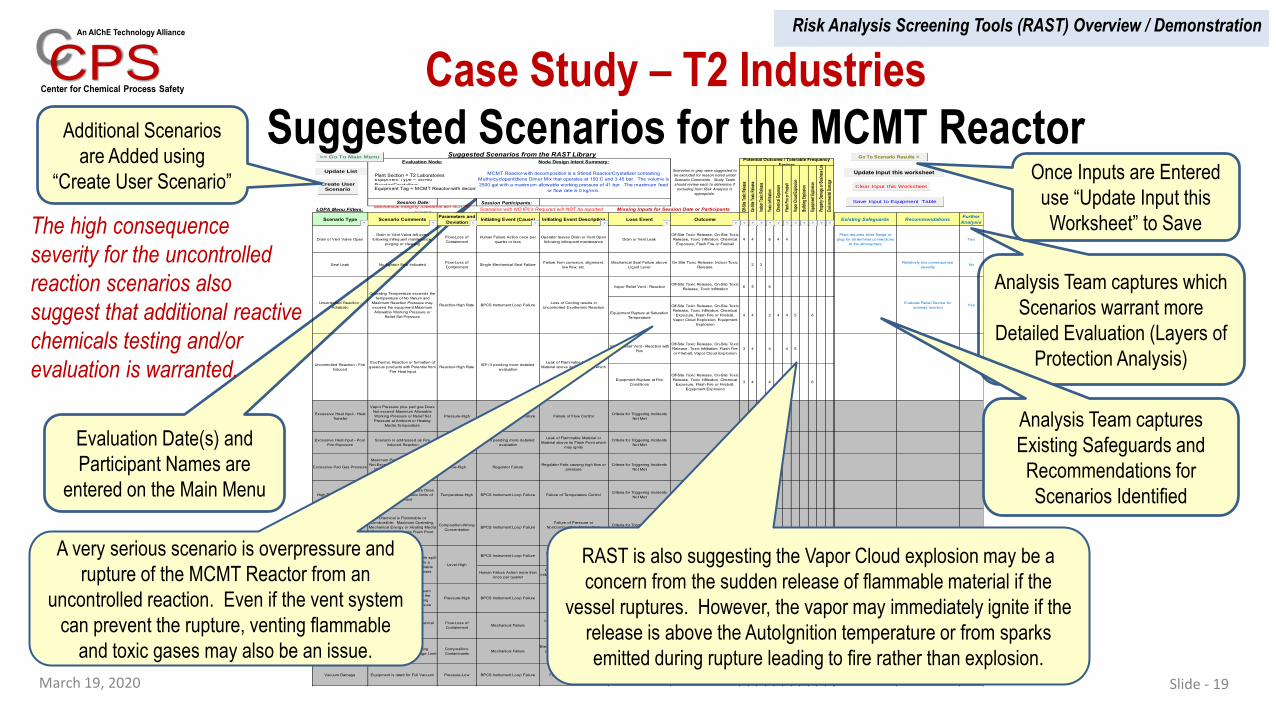
Evaluation Date(s) and
Participant Names are
entered on the Main Menu
Analysis Team captures which
Scenarios warrant more
Detailed Evaluation (Layers of
Protection Analysis)
Session Date: Session Participants:
LOPA Menu Filters:
Scenario Type Scenario CommentsParameters and
DeviationInitiating Event (Cause) Initiating Event Description Loss Event Outcome
Off-S
ite T
oxic
Rel
ease
On-S
ite T
oxic
Rel
ease
Indo
or T
oxic
Rel
ease
Toxi
c In
filtra
tion
Chem
ical
Exp
osur
e
Flas
h Fi
re o
r Fire
ball
Vapo
r Clo
ud E
xplo
sion
Build
ing
Expl
osio
n
Equi
pmen
t Exp
losi
on
Prop
erty
Dam
age
or B
usin
ess
Loss
Envi
ronm
enta
l Dam
age
I
n
c
Existing Safeguards RecommendationsFurther
Analysis
Drain or Vent Valve Open
Drain or Vent Valve left open
following infrequent maintenance,
purging or cleaning
Flow-Loss of
Containment
Human Failure Action once per
quarter or less
Operator leaves Drain or Vent Open
following infrequent maintenanceDrain or Vent Leak
Off-Site Toxic Release, On-Site Toxic
Release, Toxic Infiltration, Chemical
Exposure, Flash Fire or Fireball
4 4 6 4 4
I
n
c
l
u
d
Plant requires blind flange or
plug for all terminal connections
to the atmosphere
Yes
Seal Leak No Agitator Seal indicatedFlow-Loss of
ContainmentSingle Mechanical Seal Failure
Failure from corrosion, alignment,
low flow, etc.
Mechanical Seal Failure above
Liquid Level
On-Site Toxic Release, Indoor Toxic
Release2 2
I
n
c
l
u
d
Relatively low consequence
severityNo
Vapor Relief Vent - ReactionOff-Site Toxic Release, On-Site Toxic
Release, Toxic Infiltration6 5 6
I
n
c
l
u
Equipment Rupture at Saturation
Temperature
Off-Site Toxic Release, On-Site Toxic
Release, Toxic Infiltration, Chemical
Exposure, Flash Fire or Fireball,
Vapor Cloud Explosion, Equipment
Explosion
4 4 2 4 4 5 6
I
n
c
l
u
d
e
d
Vapor Relief Vent - Reaction with
Fire
Off-Site Toxic Release, On-Site Toxic
Release, Toxic Infiltration, Flash Fire
or Fireball, Vapor Cloud Explosion
3 4 4 4 5
I
n
c
l
u
d
e
Equipment Rupture at Fire
Conditions
Off-Site Toxic Release, On-Site Toxic
Release, Toxic Infiltration, Chemical
Exposure, Flash Fire or Fireball,
Equipment Explosion
3 4 4 4 5 6
I
n
c
l
u
d
e
d
Excessive Heat Input - Heat
Transfer
Vapor Pressure plus pad gas Does
Not exceed Maximum Allowable
Working Pressure or Relief Set
Pressure at Ambient or Heating
Media Temperature
Pressure-High BPCS Instrument Loop Failure Failure of Flow ControlCriteria for Triggering Incidents
Not Met
E
x
c
l
u
d
e
Excessive Heat Input - Pool
Fire Exposure
Scenario is addressed as Fire
Induced ReactionPressure-High
IEF=3 pending more detailed
evaluation
Leak of Flammable Material or
Material above its Flash Point which
may ignite
Criteria for Triggering Incidents
Not Met
E
x
c
l
u
Excessive Pad Gas Pressure
Maximum Pad Gas Pressure Does
Not Exceed the Maximum Allowable
Working Pressure or Relief Set
Pressure
Flow-High Regulator FailureRegulator Fails causing high flow or
pressure
Criteria for Triggering Incidents
Not Met
E
x
c
l
u
d
High Temperature Failure
Maximum Feed Temperature Does
Not Exceed Temperature limits of
Equipment
Temperature-High BPCS Instrument Loop Failure Failure of Temperature ControlCriteria for Triggering Incidents
Not Met
E
x
c
l
u
d
e
Ignitable Headspace
Chemical is Flammable or
Combustible: Maximum Operating,
Mechanical Energy or Heating Media
Temperature exceeds Flash Point
less 5 C
Composition-Wrong
ConcentrationBPCS Instrument Loop Failure
Failure of Pressure or
NonCombustible Atmosphere
Control
Criteria for Triggering Incidents
Not Met
E
x
c
l
u
d
e
d
BPCS Instrument Loop FailureFailure of Level Indication with
continued addition of material
E
x
c
l
u
Human Failure Action more than
once per quarter
Operator opens wrong valve or
initiates filling when equipment is not
empty
E
x
c
l
Pad Gas Compression
Maximum Feed or Downstream
Pressure does not exceed the
Maximum Allowable Working
Pressure or Relief Set Pressure
Pressure-High BPCS Instrument Loop Failure Failure of Pressure ControlCriteria for Triggering Incidents
Not Met
E
x
c
l
u
d
e
Piping or Equipment Leak -
Small
Assessment Excludes Mechanical
Integrity Scenarios
Flow-Loss of
ContainmentMechanical Failure
Loss of Alignment or Equipment
Support causing Vibration or
Excessive Movement
Criteria for Triggering Incidents
Not Met
E
x
c
l
u
d
Rotating Equipment DamageMotor Power below Rotating
Equipment Vibration or Damage Limit
Composition-
ContaminantsMechanical Failure
Breakage of rotating blade or internal
parts due to alignment, wear,or
fatigue
Criteria for Triggering Incidents
Not Met
E
x
c
l
u
d
Vacuum Damage Equipment is rated for Full Vacuum Pressure-Low BPCS Instrument Loop Failure Failure of Pressure ControlCriteria for Triggering Incidents
Not Met
E
x
c
l
u
Criteria for Triggering Incidents
Not Met
Uncontrolled Reaction - Fire
Induced
Overfill or Overflow
Overfill or Backflow of liquid with spill
rate equal to the feed rate to a
maximum quantity of the available
inventory minus contained mass
Reaction-High Rate
Level-High
IEF=3 pending more detailed
evaluation
Leak of Flammable Material or
Material above its Flash Point which
may ignite
Exothermic Reaction or formation of
gaseous products with Potential from
Fire Heat Input
Evaluate Relief Device for
runaway reactionYes
Yes
Uncontrolled Reaction -
AdiabaticBPCS Instrument Loop Failure
Loss of Cooling results in
Uncontrolled Exothermic Reaction
Operating Temperature exceeds the
Temperature of No Return and
Maximum Reaction Pressure may
exceed the equipment Maximum
Allowable Working Pressure or
Relief Set Pressure
Reaction-High Rate
Plant Section = T2 Laboratories
Equipment Tag = MCMT Reactor-with decomposition
Scenarios with NO IPL's Required will NOT be reported. Off-S
ite T
oxic
Rel
ease
Flas
h Fi
re o
r Fire
ball
Chem
ical
Exp
osur
e
Toxi
c In
filtra
tion
Indo
or T
oxic
Rel
ease
On-S
ite T
oxic
Rel
ease
Missing Inputs for Session Date or Participants
Suggested Scenarios from the RAST Library
Scenarios in gray were suggested to
be excluded for reason noted under
Scenario Comments. Study Team
should review each to determine if
excluding from Risk Analysis is
appropriate.
MCMT Reactor-with decomposition is a Stirred Reactor/Crystallizer containing
Methylcyclopentidiene Dimer Mix that operates at 150 C and 3.45 bar. The volume is
2500 gal with a maximum allowable working pressure of 41 bar. The maximum feed
or flow rate is 0 kg/min.
Potential Outcome / Tolerable Frequency
Factors
Envi
ronm
enta
l Dam
age
Prop
erty
Dam
age
or B
usin
ess
Loss
Equi
pmen
t Exp
losi
on
Vapo
r Clo
ud E
xplo
sion
Build
ing
Expl
osio
n
Node Design Intent Summary:
Mechanical Integrity Scenarios will NOT be
reported
Evaluation Node:
Equipment Type = Stirred
Reactor/Crystallizer
Update List
Go To Scenario Results ><< Go To Main Menu
Create UserScenario
Update Input this worksheet
Clear Input this Worksheet
Save Input to Equipment Table
March 19, 2020 Slide - 19
Case Study – T2 Industries
Suggested Scenarios for the MCMT Reactor
A very serious scenario is overpressure and
rupture of the MCMT Reactor from an
uncontrolled reaction. Even if the vent system
can prevent the rupture, venting flammable
and toxic gases may also be an issue.
RAST is also suggesting the Vapor Cloud explosion may be a
concern from the sudden release of flammable material if the
vessel ruptures. However, the vapor may immediately ignite if the
release is above the AutoIgnition temperature or from sparks
emitted during rupture leading to fire rather than explosion.
The high consequence
severity for the uncontrolled
reaction scenarios also
suggest that additional reactive
chemicals testing and/or
evaluation is warranted.
Analysis Team captures
Existing Safeguards and
Recommendations for
Scenarios Identified
Once Inputs are Entered
use “Update Input this
Worksheet” to Save
Additional Scenarios
are Added using
“Create User Scenario”

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 20
Case Study – T2 Industries
Suggested Scenarios for MCMT Reactor
WORKING WITH YOUR EVALUATION TEAM:
❑ Review the suggested list of scenarios. Do these represent what you
would expect for a batch reactor?
❑ Are there scenarios that have been “screened out” (shown in gray) that
should be considered?
❑ Are there scenarios missing? (Possibly similar scenarios with different
Initiating Events)
❑ Do you agree with the “worst” Consequence (Tolerable Frequency
Factor) for the scenario listed?
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 21
Case Study – T2 Industries
Suggested Scenarios for MCMT Reactor
WORKING WITH YOUR EVALUATION TEAM:
❑ Utilize an Appropriate Hazard Evaluation Technique (HAZOP, What If, etc.)
to capture additional scenarios.
❑ Capture existing Safeguards and Recommendations for each Scenario.
Note the Dates and Names of participants in the Study.
❑ Select which Scenarios warrant more detailed Risk Evaluation (such as
Layers of Protection Analysis).

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
RAST Version 3
Explosion Summary:
VCE or Building Explosion Energy, kcal 2.4E+07
VCE or Building Explosion Distance to 1 psi Overpressure, m 312.4
Maximum Distance to LFL Concentration, m
Blast Overpressure at Center of Occupied Building 1, psi 6.6
Blast Overpressure at Center of Occupied Building 2, psi 2.3
Distance to Severe Thermal Radiation Impact, m
Rupture Explosion Energy, kcal 4.6E+05
Distance to Direct Blast Impact (10 psi), m 27.6 2
Maximum Fragment Range, m 876.2
Rupture Distance to 1 psi Overpressure, m 130.0
Rupture Overpressure at Center of Occupied Building 1, psi > 10 psi
Rupture Overpressure at Center of Occupied Building 2, psi 0.9
Incident Outcome and Consequence Summary:
3
Onsite Toxic Impact based on Distance to LC-50 Concentration of 33 m Yes 4
Outdoor Toxic Exposure Duration 28 sec
Onsite Flash Fire Impact based on Distance to 0.5 LFL Concentration of 30 m 4
Chemical Exposure based on Dermal or Thermal Hazards and Spray Distance of 74 m 4
Equipment Rupture Direct Blast Impact based on Distance to 10 psi of 27.6 m Yes 4
Onsite Thermal Radation Impact based on Distance from Fireball
Number of Potential Serious Toxic Impacts Onsite: 0.1 people
Number of Potential Serious Flash Fire/Fireball Impacts Onsite: 0 people
Occupied Building Toxic Impact No 2
Number of Potential Serious Impacts for Building 1: 0 people
Number of Potential Serious Impacts for Building 2: 0 people
Occupied Building Impact from Vapor Cloud Explosion Yes 5
Number of Potential Serious Impacts for Building 1: 9 people
Number of Potential Serious Impacts for Building 2: 9 people
1 psi Blast Overpressure Distance exceeds the Fence Line, Consider additional Offsite Impacts
Occupied Building Physical Explosion Impact Yes 6
Number of Potential Serious Impacts for Building 1: 10 people
Number of Potential Serious Impacts for Building 2: 0.1 people
1 psi Blast Overpressure or Max Fragment Distance exceeds the Fence Line, Consider additional Offsite Impacts
Environmental Impact: NA
Estimated Number of
People Impacted
Probability of Ignition (POI)
Potential Explosion
Impact to Occupied
Building
Potential Equip
Rupture Impact to
Occupied Building
Probability of Explosion (POX)
LOPA Tolerable Frequency
Factors Based On
CONSEQUENCE SUMMARY Date:
Equipment Rupture at Saturation
Temperature
Loss Event for: Stirred Reactor/Crystallizer; MCMT Reactor
Containing Methylcyclopentidiene Dimer :
Impact Assessment with Personnel routinely in the immediate
area
Exceeds Threshold
Criteria
YesOffsite Toxic Impact based on Toxic Integration Method and 100 m to Fence Line
RAST Version 3
Release Location Outdoors
Airborne Quantity Summary:
Release Temperature, C 535.3 Factor Probability
Release Pressure, barg 82.000
Physical State at Release Conditions Liquid
Heat Input, Kcal/min
Equivalent Hole Size, cm
Release Rate, Kg/sec Instantaneous
Release Duration, min
Total Release Quantity, kg
Spray Distance, m 74.0
Flash + Aerosol Evaporation Fraction 0.879
Estimated Aerosol Droplet Diameter, micron 10
Pool Area, sq m 94.8
Estimated Pool Temperature, C 50.2
Maximum Pool Evaporation Rate, kg/sec 0.0053
Total Airborne Rate, kg/sec
Total Airborne Quantity, Kg 4932.5
Airborne Quantity Composition:
Mole Fraction Methylcyclopentidiene Dimer 0.433
Mole Fraction Diglyme 0.542
Mole Fraction Dissolved Solids 0.025
Mole Fraction Pad Gas (at Mw = 2.02)
ERPG-2 for Vapor Composition, ppm by volume 91.7
ERPG-3 for Vapor Composition, ppm by volume 480.3
LC-50 Concentration, ppm by volume 2401.6
One-hour ERPG-3 for Vapor Composition, ppm by volume 42.6
One-hour LC-1 Concentration, ppm by volume 85.3
LFL for Vapor Composition, % by volume 1.26
Dispersion Summary (Atmospheric Stability Class D with 3 m/sec wind except as noted):
Max Distance to Time-Scaled ERPG-2, m 702.2
Max Distance to Time-Scaled ERPG-3, m 148.3
Max Distance to 1% Lethality for 1.5 F weather, m 99.8
Max Distance to Estimated LC-50 Concentration, m 32.7
Max Distance to Flash Fire Impact or 0.5 LFL, m 30.3
Maximum Ground Elevation Concentration, ppm 1000000.0
Concentration at Distance to Fence Line, ppm 730.9
Concentration at Distance to Unrestricted Work Area, ppm 1000000.0
Concentration within Occupied Bldg 1, ppm 64.0
Concentration within Occupied Bldg 2, ppm 6.0
Concentration within Enclosed Process Area, ppm
Conc within Enclosed Process Area w/Ventilation, ppm
Potential Flamm
Impact to Occupied
Building (Conc > 0.5
LFL at Building)
Potential Toxic
Impact within
Occupied Building
(Indoor Conc > one-
Prob of Exposure (proximity based)
Fence Line
Concentration
Exceeds ERPG-2
On-Site Toxic POE
Flash Fire POE
Chemical Exposure POE
Physical Explosion POE
CONSEQUENCE SUMMARY Date:
Equipment Rupture at Saturation
Temperature
Loss Event for: Stirred Reactor/Crystallizer; MCMT Reactor
Containing Methylcyclopentidiene Dimer :
Ground or Work Area
Exceeds Multiple of
LFL or Time-Scaled
ERPG-3
Equipment Rupture Modeled as Catastrophic Failure (Instatnaneous)
with Personnel Not in Immediate Area
March 19, 2020 Slide - 22
Case Study – T2 Industries
Consequence AnalysisFor the MCMT Reactor, select
Rupture at Saturation as the
Loss Event. This represented a
“worst” Consequence for rupture.
(The maximum reaction
temperature is lower than the
estimated 522 C but greater than
the operating temperature.)
The distance to 1 psi
overpressure is estimated at 130
m and overpressure at the
distance to the control building is
estimated at >10 psi.The number of people severely impacted in
the control building and surrounding
businesses are significant.Blast Impacts are noted as extending
beyond the plant boundary
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 23
Case Study – T2 Industries
Consequence AnalysisWhat was unknown to the T2 owners is that the diglyme solvent decomposes exothermally at
elevated temperature in the presence of sodium or possibly sodium methylcyclopentadiene.
The heat of reaction and reaction rate at elevated temperature is such that the normal
hydrogen vent, cooling capability and the relief device are not effective. The uncontrolled
reaction scenario considering decomposition is a much higher risk as the heat generated in
the methylation reaction will cause the system temperature to reach that where the
decomposition proceeds at a very significant rate – only a loss of cooling is needed.
Heat of diglyme decomposition ~ -320 kJ/mol diglyme or -1050 J/g reaction mixture. This
may have sufficient energy for deflagration or detonation depending on peak reaction rate.
The activation energy from modeling is roughly 19 kcal/mol.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 24
Following the incident at T2 Industries,
a VSP test was run for the typical
recipe with results used to create a
kinetic model. Test results indicated a
maximum temperature rate of
1300oC/min and maximum pressure
rate of 2200 bar/min with maximum
temperature of 650oC. These
conditions are well above the design
limits of the equipment. In addition, the
higher reaction rate evolves hydrogen
at a rate which likely far exceeds the
design of the vent system.
Case Study – T2 Industries
Consequence Analysis

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Reaction Data Input and Evaluation
Physical State = Liquid
No
Table / User User Value
-251 -251
19 19
150 150
0.2 0.2
0.002 2.00E-03
Theoretical Theoretical
cal/g mix-min
Typically < 1.0
2 Typically > 1.0
Britton's Method, Z = 1.18 Potential = LOW
watt / m C
cm
Kcal/gm mole
0.92 atm
gm mole/cc mix
Initial Temperature = 150.0 C Rate at Initial Temp = 0.1207 cal/gm-min
Max Adiabatic Temp = 561.8 C Reactivity Parameter = 9.0
Max Adiabatic Pressure = 485.32 atm Insulated? Fireproof
Temperature (C) TMR Time to Relief at 404.4 deg C Temp of No Return, TNR = >TNR C Convective HT Coefficient = 0.0005 Kwatt/sq m C
150 93.6 93.6 Minutes TNR with Cooling = 180.057625 C
180 24.0 24.0 Minutes
100 25.1 25.1 Hours
150 93.6 93.6 Minutes
Potential for Insulation or Packing Fire
Assess Reactive Scenarios Only?
Equipment Tag = MCMT Reactor-with decomposition
Key Chemical = Methylcyclopentidiene Dimer
Time to Maximum Rate at Specified Starting Temperatures
Reactivity Data Input
Detected Rate, R0 (C/min) =
Thermal Inertia (ARC or other), f =
Estimated Gas Generation, k =
Reactants in Separate Liquid Phase?
Gas Generation, k (g mole/cc mix) =
Inhibited Monomer?
Temperature, C
Fraction of Reaction Heat for "Pooling"
Potential Mis-Loading of Reactants?
Multiple of Reaction Heat for Mis-Loading
Material Thermal Conductivity
Estimation of Frank-Kamenetskii Critical Diameter (Slab)
Limiting Reaction Rate =
Test Method =
Heat of Reaction, DHR (cal/g mix) =
Activation Energy, DE (Kcal/g mole) =
Detected Onset, T0 (C) =
Gas Generation precedes Exotherm?
Potential for Mixing Incompatible Materials?
Considered Condensed Phase Explosive?
Potential Catalyzed Reaction?
Potential for "Pooling" of Reactants?
Intended reaction for this Equipment?
Intended Exothermic Reaction (for F&EI)
Intended Endothermic Reaction (for F&EI)
Reaction Parameters based on Modeling of Willey, Fogler, and Cutlip of VSP experiment
Data Reference:
Reaction Parameters based on Modeling of
Willey, Fogler, and Cutlip of VSP experiment
Observed Rate, C/min
Fraction Conversion
Activation Energy =
Reaction
Estimation of Gas Generation
Reaction Scenario Type =
Observed Press (atm abs) and Temp (C)
Estimated Vapor Pressure + Inert Pad
Reaction Screening Calculations
F-K Critical Diameter at 150 deg C
Estimation of Activation Energy from ARC Data
0.0001
0.001
0.01
0.1
1
10
100
1000
0 100 200 300 400 500 600
Hea
t R
ate
(cal
/gm
min
)
Temperature (oC)
Reaction Heat Gain or Cooling Loss versus Temperature(Exothermic Reaction Assuming First Order Kinetics)
Adiabatic Reaction Heat Rate Convective Heat Loss Rate
Maximum Cooling Capacity Reaction-Thermal Initiated plus Heat
Reaction Plus Fire Reaction with Catalyst plus Heat
Reaction with Pooling plus Heat Reaction with Mis-Loading plus Heat
0.1
1
10
100
1000
0 100 200 300 400 500 600
Pre
ss
ure
(atm
-a
bs
olu
te)
Temperature (oC)
Reaction Pressure versus Temperature(Adiabatic Exothermic Reaction Assuming First Order Kinetics)
Pressure - Adiabatic Rx Vapor Pressure
Pressure-Rx Thermal Initiated plus Heat Pressure-Rx with Fire
Pressure-Rx with Catalyst plus Heat Pressure-Rx with Pooling plus Heat
Pressure-Rx with MisLoading plus Heat Relief Set Pressure
Save Reaction Data to Chemical Table < Go To Plant Layout
<< Go To Main Menu
Save Input to Equipment Table< Go To Chemical Data
< Go To Equipment Input
< Go To Process Conditions
March 19, 2020 Slide - 25
Case Study – T2 Industries
Updated Reaction Input
The VSP experimental data was fit to a
kinetic model to better understand the
behavior of the reaction during process
upsets. Reference Willey, Fogler and Cutlip;
“The Integration of Process Safety into a
Chemical Reaction Engineering Course:
Kinetic Modeling of the T2 Incident”,
Process Safety Progress 30 (2010).
A key finding is that if the rupture disk had
been set to a much lower pressure (maybe
100 psig), it may have had sufficient
capacity to prevent the rupture.
Note the much higher
reaction rate and final
temperature than form
the intended reaction
only.
Note the estimated point
where the reaction rate
exceeds the cooling capability
is 180 C. The plant routinely
operated without cooling to
190 C, so the kinetic
parameters or jacket heat
transfer coefficient may be
low. However, this indicates
that normal operation was very
close to the estimated
“temperature o no return”.
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Case Study – T2 Industries
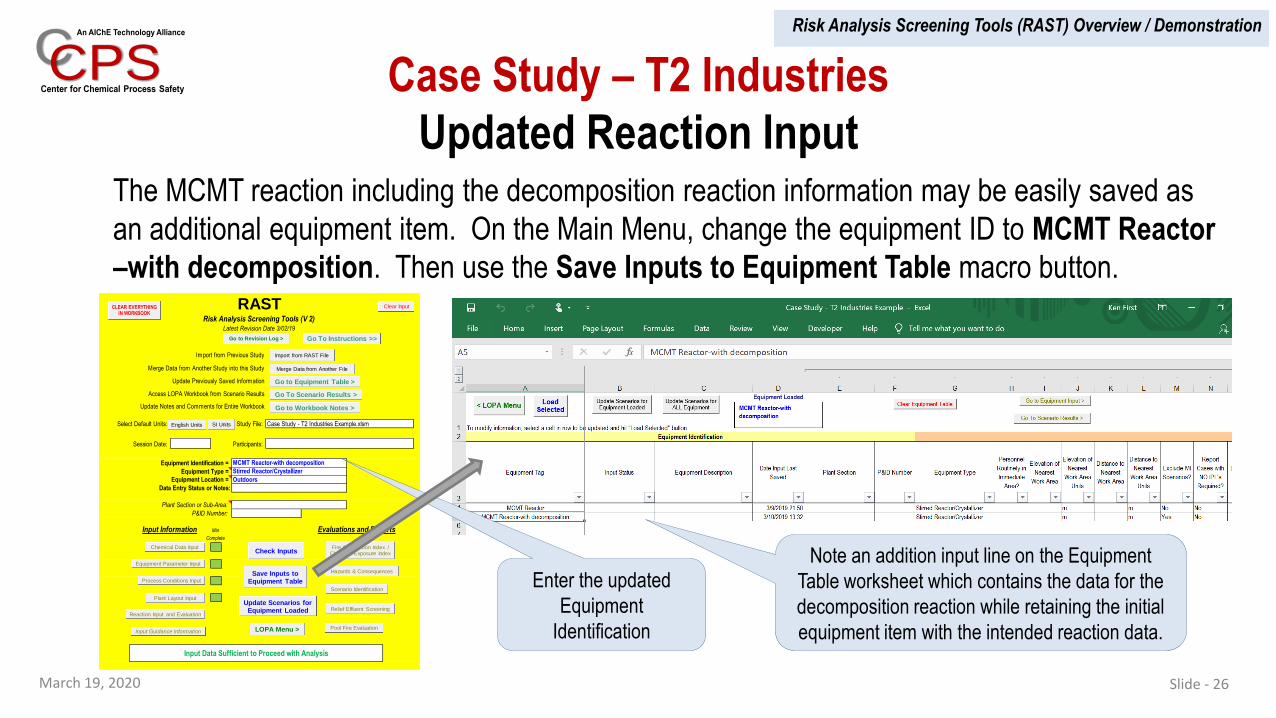
Updated Reaction InputThe MCMT reaction including the decomposition reaction information may be easily saved as
an additional equipment item. On the Main Menu, change the equipment ID to MCMT Reactor
–with decomposition. Then use the Save Inputs to Equipment Table macro button.
Import from Previous Study
Merge Data from Another Study into this Study
Update Previously Saved Information
Access LOPA Workbook from Scenario Results
Update Notes and Comments for Entire Workbook
Select Default Units: Study File: Case Study - T2 Industries Example.xlsm
Session Date: Participants:
Equipment Identification =
Equipment Type =
Equipment Location =
Data Entry Status or Notes:
Plant Section or Sub-Area:
P&ID Number:
Min
Complete
RAST
Input Data Sufficient to Proceed with Analysis
Input Information
Stirred Reactor/Crystallizer
Outdoors
MCMT Reactor-with decomposition
Evaluations and Reports
Risk Analysis Screening Tools (V 2)Latest Revision Date 3/02/19
Import from RAST File
Equipment Parameter Input
Chemical Data Input
Reaction Input and Evaluation
Fire & Explosion Index / Chemical Exposure Index
English Units SI Units
Relief Effluent Screening
Scenario Identification
Check Inputs
Save Inputs toEquipment Table
Go to Equipment Table >
Process Conditions Input
Plant Layout Input
Hazards & Consequences
LOPA Menu >
Clear Input
Update Scenarios for Equipment Loaded
Input Guidance Information
CLEAR EVERYTHING IN WORKBOOK
Pool Fire Evaluation
Merge Data from Another File
Go to Workbook Notes >
Go to Revision Log >
Go To Scenario Results >
Go To Instructions >>
Note an addition input line on the Equipment
Table worksheet which contains the data for the
decomposition reaction while retaining the initial
equipment item with the intended reaction data.
Enter the updated
Equipment
Identification
March 19, 2020 Slide - 26
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020Slide - 27
Case Study – T2 Industries
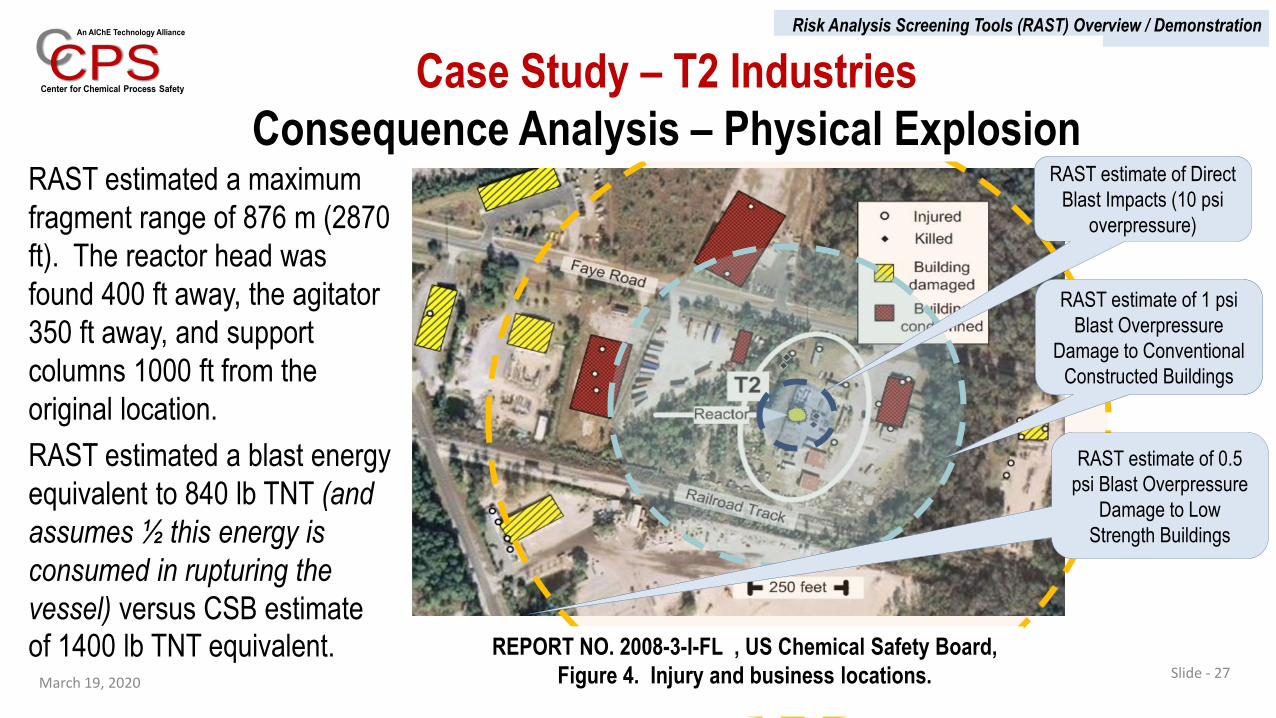
Consequence Analysis – Physical ExplosionRAST estimate of Direct
Blast Impacts (10 psi
overpressure)
RAST estimate of 1 psi
Blast Overpressure
Damage to Conventional
Constructed Buildings
RAST estimate of 0.5
psi Blast Overpressure
Damage to Low
Strength Buildings
REPORT NO. 2008-3-I-FL , US Chemical Safety Board,
Figure 4. Injury and business locations.
RAST estimated a maximum
fragment range of 876 m (2870
ft). The reactor head was
found 400 ft away, the agitator
350 ft away, and support
columns 1000 ft from the
original location.
RAST estimated a blast energy
equivalent to 840 lb TNT (and
assumes ½ this energy is
consumed in rupturing the
vessel) versus CSB estimate of 1400 lb TNT equivalent.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Scenario Definition
Protection
Gap
Scenario /
Cross Ref
Description of Undesired ConsequenceLOPA Tolerable Frequency Factor
(chemicals, quantity involved,
and basis for calculations)
Initiating Event Probability of Ignition Probability of Exposure
(Presence Factor)
Time at Risk or Other
Enabling Factor
New
Instrumented
Protection
Credits
Taken
IPL Status? -->
Safety
AnalysisTolerable Frequency Factor 6 BPCS Instrument Loop Failure POE Probability Factor 0
5 1 94 6 1 0 0
Probability of Personnel to be
in Close Proximity to
Chemical Release based on
Physical Explosion Impact
Area to 876 m
152.01
Loss of Cooling results in
Uncontrolled Exothermic Reaction
Stirred Reactor/Crystallizer, MCMT Reactor-with
decomposition, is involved in an Uncontrolled
Reaction - Adiabatic event resulting in an Equipment
Rupture at Saturation Temperature with a Distance to
1 psi Overpressure of 130 m. Estimated time to
rupture is 94 min.
This incident could result in an Equipment
Explosion with Rupture Distance to Direct
Blast Impact (Overpressure or Fragments)
of 876 m including Rupture Overpressure at
Typical Construction Occupied Bldg 1 of
31.1 psi. 1 psi Blast Overpresssure
exceeds Distance to the Fence Line of 100
m. Consider adjustment for Off-Site Impacts
with the potential for Severity Level-5
< Back to Scenario Results
+
Expand All Collapse All
> Human Error ++ +> Possible IPLs
Case Study – T2 Industries
Risk Analysis / Layers of Protection Analysis (LOPA)
March 19, 2020Slide - 28
The initial Initiating Event description
may be modified by the study team to
more clearly describe what happened
Select Loss Event Equipment
Rupture at Saturation with Incident
Outcome of Equipment Explosion
for analysis in LOPA (“Yes”), then
select LOPA Worksheet

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 29
Case Study – T2 Industries
Risk Analysis / Layers of Protection Analysis (LOPA)
Scenario Definition
Protection
Gap
Scenario /
Cross Ref
Description of Undesired ConsequenceLOPA Tolerable Frequency Factor
(chemicals, quantity involved,
and basis for calculations)
Initiating Event Probability of Ignition Probability of Exposure
(Presence Factor)
Time at Risk or Other
Enabling Factor
New
Instrumented
Protection
Credits
Taken
IPL Status? -->
Safety
AnalysisTolerable Frequency Factor 6 BPCS Instrument Loop Failure POE Probability Factor 0
5 1 94 6 1 0 0
Probability of Personnel to be
in Close Proximity to
Chemical Release based on
Physical Explosion Impact
Area to 876 m
152.01
Loss of Cooling results in
Uncontrolled Exothermic Reaction
Stirred Reactor/Crystallizer, MCMT Reactor-with
decomposition, is involved in an Uncontrolled
Reaction - Adiabatic event resulting in an Equipment
Rupture at Saturation Temperature with a Distance to
1 psi Overpressure of 130 m. Estimated time to
rupture is 94 min.
This incident could result in an Equipment
Explosion with Rupture Distance to Direct
Blast Impact (Overpressure or Fragments)
of 876 m including Rupture Overpressure at
Typical Construction Occupied Bldg 1 of
31.1 psi. 1 psi Blast Overpresssure
exceeds Distance to the Fence Line of 100
m. Consider adjustment for Off-Site Impacts
with the potential for Severity Level-5
< Back to Scenario Results
+
Expand All Collapse All
> Human Error ++ +> Possible IPLs
RAST is suggesting that the damage
distance is very significant such that
a Probability of Exposure enabling
condition would not be appropriate.
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 30
Case Study – T2 Industries
Risk Analysis / Layers of Protection Analysis (LOPA)
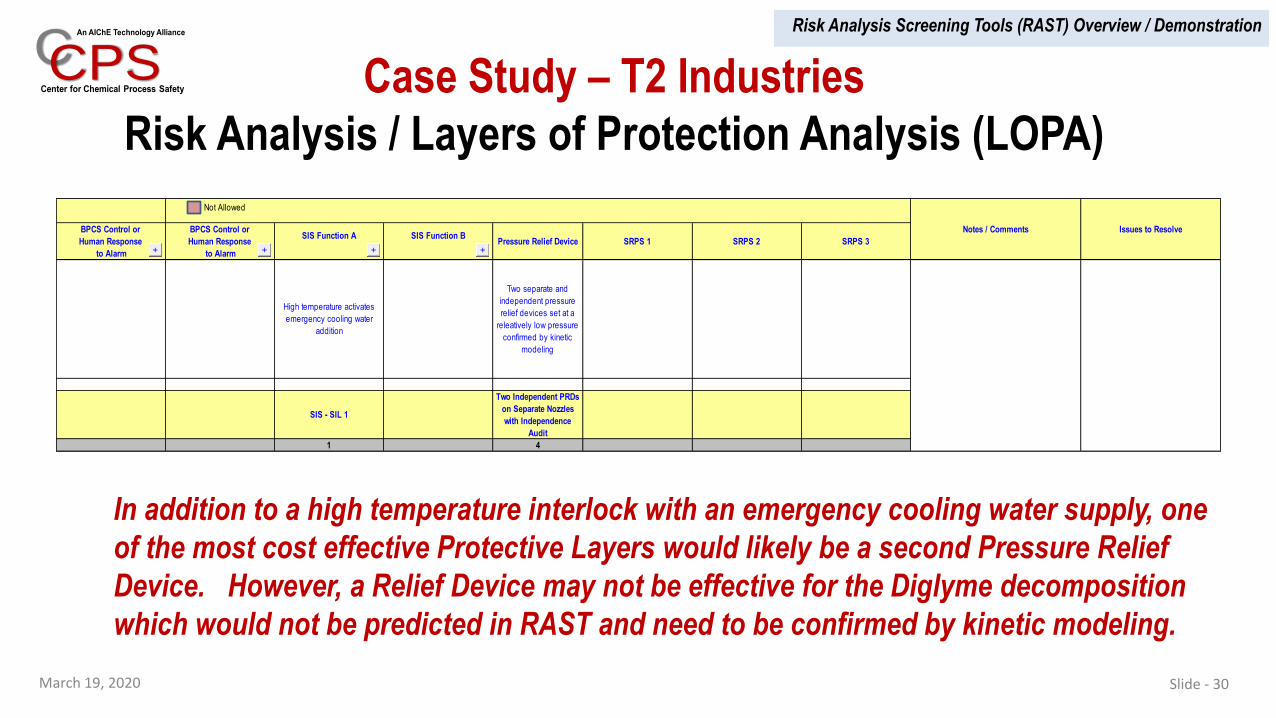
In addition to a high temperature interlock with an emergency cooling water supply, one
of the most cost effective Protective Layers would likely be a second Pressure Relief
Device. However, a Relief Device may not be effective for the Diglyme decomposition
which would not be predicted in RAST and need to be confirmed by kinetic modeling.
BPCS Control or
Human Response
to Alarm
BPCS Control or
Human Response
to Alarm
SIS Function A SIS Function BPressure Relief Device SRPS 1 SRPS 2 SRPS 3
SIS - SIL 1
Two Independent PRDs
on Separate Nozzles
with Independence
Audit
1 4
Notes / Comments Issues to Resolve
High temperature activates
emergency cooling water
addition
Two separate and
independent pressure
relief devices set at a
releatively low pressure
confirmed by kinetic
modeling
Not Allowed
+ + + +
CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
March 19, 2020 Slide - 31
Risk Analysis Screening Tools (RAST)
Case Study – T2 Industries
Risk Analysis and Incident Investigation often use similar methods to better understand
the scenario. Risk Analysis “anticipates” what could go wrong and what the potential
consequences may be. For Incident Investigation, the Incident Outcome and
Consequences are known in addition to the actual weather conditions and wind direction.
For the MCMT Reactor, RAST did suggest Uncontrolled Reaction as one of many
scenarios to consider. RAST also recognized that a Physical Explosion could be a
feasible Incident Outcome for the scenario. RAST was is good agreement with the CSB
estimate of damage and potential loss of life.
RAST can not predict reaction hazards if the data is not entered (decomposition).
THE USER MUST KNOW THE CHEMISTRY THEY ARE DEALING WITH.

CCPSCenter for Chemical Process Safety
An AIChE Technology Alliance Risk Analysis Screening Tools (RAST) Overview / Demonstration
Questions?
March 19, 2020 Slide - 32