cavitation s peening · h.soyama et al., use of cavitating jet for introducing compressive residual...
TRANSCRIPT

「泡で金属をたたいて強くする」 Cavitation S Peening ®
S:Shotless, Shockwave, Smooth, Soyama
泡で金属をたたいて強くするとは、キャビテーションという泡
が水に戻るときに発生する衝撃力により、金属材料をたたいて強くする方法で
す。ふつうは小さな鉄球(ショット)を用いるのでショットピーニングと呼びますが,
泡を使う場合はショットを用いないので、ショットレス(ショットなし)ピーニングと呼
びます。キャビテーションピーニングでは、キャビテーション噴流により、キャビ
テーションの力を制御しています(図1参照)。
泡(キャビテーション)とは、水の速度の増大に伴い、圧力が下
がり、水が泡になる現象です。高い山では 100℃以下で沸騰ふ っ と う
(図2参照)します。
温度が上がって水が泡になる場合を沸騰と呼びますが、速度の増大に伴う圧
力の低下により水が泡になる現象をキャビテーションと呼びます(図3参照)。速
度が下がって,泡が水に戻るときに、泡の一部が変形してマイクロジェットを生
じたり、ごく短時間で泡が再び大きくなるために衝撃波を発生して、金属も凹ま
すような力を発生します。特に小さな泡が集まったキャビテーションは、大きな
力を生じるようです(図4参照)。弱いキャビテーションはメガネの洗浄などにも使
われています。
泡でたたいて強くする利点 は,以下の点が
あげられます。
(1) ショットを用いないので表面が滑らか(図5参照)。
(2) ショットを用いないのでゴミが出ない。
(3) ショットを分けたり回収する必要がない。
(4) 硬い材料も加工できる。
(5) 管の内部や狭い部分なども処理できる。
(6) 加工時に熱を発生しない。
(7) 凹みの形状(凸部少)から摩擦特性がよい(図6参照)。
(8) 水のみで処理できる。
(9) アルミニウムなどを処理した後に化学洗浄をする必要
がない。
(10) ウォータージェットよりも低圧のポンプで処理できる。
(11) ウォータージェットよりも加工範囲が広い。
図1 ショットレスピーニングと ショットピーニング
ショットレス ショット
キャビテーション噴流
キャビテー ション衝撃力
教授 祖山 均 〒980-8579 仙台市青葉区荒巻字青葉 6-6-01 東北大学大学院工学研究科ナノメカニクス専攻 材料メカニクス講座 知的計測評価学分野
(a) 球で押した凹ました場合 (b) キャビテーションで凹ました場合
図6 アルミ上の凹みの形状 (凹部の体積と深さが等しい場合)
(a) ショットピーニング (b) キャビテーションピーニング
図5 ピーニング面の様相 (合金工具鋼 SKD61) 凸部
図4 キャビテーションの説明図
マイクロジェット
小小ささなな泡泡がが集集ままっったたキキャャビビテテーーシショョンン
図2 高い山では 100℃以下で沸騰
図3 水の状態図
エネルギー保存則
【速度のエネルギー】+【圧力のエネルギー】=一定

キャビテーション噴流 とは、水中にウォータージェットを噴射したときに生じるキャビテーションを伴う噴流です。ウォー
タージェットのまわりに渦が発生し、その渦中心部の圧力が低下して渦キャビテーションが生じます。これが下流に流れるときに合体
して大きなキャビテーション気泡雲を形成します。加工する面にキャビテーション気泡雲が衝突するとリング状に広がった後、水に
戻ります(図7で白く見えるのがキャビテーションです)。大気中に低速のウォータージェットを噴射して、その中心部に高速のウォー
タージェットを噴射することにより、大気中にキャビテーション噴流を形成でき、これを気中キャビテーション噴流と呼びます。これに
対して、水中にウォータージェットを噴射した場合を、水中キャビテーション噴流と呼んでいます。なお、最適噴射条件の気中キャビ
テーション噴流は、水中キャビテーション噴流よりも加工能力が高いことがわかっています。
図8には、ウォータージェットの噴射圧力を同じにして、同じノズルを用い、
一定時間、最適なスタンドオフ距離においてアルミニウム製の試験片に、そ
れぞれの噴流を噴射した様子を示します。壊食量が大きいほど、噴流の加工
能力が大きいとすれば、ウォータージェット(気中水噴流)よりも水中キャビ
テーション噴流や気中キャビテーション噴流のほうが加工領域が広いので、
ピーニングに適しているといえます。また気中キャビテーション噴流が最も
加工能力が大きいといえます。なおピーニング時は、壊食を生じる前に加工
を終えるので、損傷は生じません。
疲労強度向上について、図9に示します。キャビテ
ーションピーニングの方がショットピーニングよりも 107
回における疲労強度を向上できます。主な理由は、図 10に示すように、キャビテーションピーニングの方が、ショ
ットピーニングよりも表面が滑らかなためです。
水中キャビテーション噴流
Nozzle
Flow
気中キャビテーション噴流
キャビテーション噴流 の模式図
図7 キャビテーション噴流の概要ならびに様子
図9 疲労強度向上 図 10 加工面の様相
小さな泡が集まった
キャビテーション
Cavitation peening Shot peeningNot peened
AC4CH-T6
図8 各種噴流の加工領域と加工能力
80
100
120
140
160
180
200
Number of cycle to failure N 106 105 107 108
Cavitation S Peening ®
Shot peening
Not peenedAC4CH-T6
Am
plitu
de o
f ben
ding
stre
ss σ a
M
Pa
H.Soyama et al., Use of Cavitating Jet for Introducing Compressive Residual Stress, J. Manufacturing Science and Eng., Trans.ASME, Vol.122, 2000, pp.83-89. H.Soyama et al., Peening by the Use of Cavitation Impacts for the Improvement of Fatigue Strength, Journal of Materials Science Letters, Vol.20, 2001, pp.1263-1265. H.Soyama et al., Improvement of Fatigue Strength of Aluminum Alloy by Cavitation Shotless Peening, J. Eng. Materials & Technology, Trans.ASME, Vol.124, 2002, pp.135-139. H.Soyama, Introduction of Compressive Residual Stress Using a Cavitating Jet in Air, J. Eng. Materials & Technology, Trans.ASME, Vol.126, 2004, pp.123-128. H.Soyama et al., Fatigue Strength Improvement of Gears Using Cavitation Shotless Peening, Tribology Letters, Vol. 18, 2005, pp.181-184. H.Soyama, High-speed Observation of Cavitating Jet in Air, J. Fluids Eng., Trans. ASME, Vol. 127, 2005, pp. 1095-1101. H.Soyama, Improvement of Fatigue Strength by Using Cavitating Jets in Air and Water, J. Mater. Sci., Vol. 42, 2007, pp. 6638-6641. H.Soyama et al., Improving the Fatigue Strength of the Elements of a Steel Belt for CVT by Cavitation Shotless Peening, J. Mater. Sci., Vol. 43, 2008, pp. 5028-5030. H.Soyama and N.Yamada, Relieving Micro-Strain by Introducing Macro-Strain in a Polycrystalline Metal Surface by CSP, Mater. Lett., Vol.62 , 2008, pp.3564-3566. H.Soyama and Y.Sekine, International Journal of Sustainable Engineering, Vol. 3, No. 1, 2010, pp. 25-32. H.Soyama et al., Surface & Coatings Technology, Vol. 205, 2011, pp. 3167-3174. H.Soyama and O.Takakuwa, Journal of Fluid Science and Technology, Vol. 6, 2011, pp. 510-521.

Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
金型や部品の疲労寿命向上に役立つ表面強化技術金型や部品の疲労寿命向上に役立つ表面強化技術
-泡で金属を叩いて強くする--泡で金属を叩いて強くする-
東北大学大学院工学研究科東北大学大学院工学研究科
祖山祖山 均均
微細気泡列祖山ほか, 機論, 60B,1133 (1994).
気中キャビテーション噴流H.Soyama, J. Fluids Eng.,
127 (2005)
祖山ほか, 自動車技術会論文集, Vol. 34, No. 1, 2003, pp. 101-106.【自動車技術会論文賞受賞】
平成24年12月4日次世代自動車宮城県エリア 人材育成プログラムAdvance phase 基礎
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
1. はじめにショットを使わないピーニングCavitation S Peening®
2. キャビテーション強力なキャビテーション-群列キャビテーションキャビテーション噴流ウォータージェットとの相違
3. Cavitation S Peening®の効果特徴 : 衝撃波による加工疲労強度向上ショットピーニングとの比較マクロ歪とミクロ歪
4. Cavitation S Peening®の支配因子
5. おわりに
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
Rough Smooth
Cavitating jetCavitating jet
ショット・ピーニング キャビテーションピーニングCP
ショットピーニングショットピーニング
キャビテーションキャビテーション
ショットレスショットレスピーニングピーニング
ショットを使わないピーニングキャビテーション・ショットレス・ピーニングCSP
ショットを使わないピーニングショットを使わないピーニングキャビテーション・キャビテーション・ショットレスショットレス・ピーニング・ピーニングCCSSPP
泡で叩いて強くする
Cavitation S PeeningCavitation S Peening®®SShotlesshotless
SSSSSShock wavehock wave
SSSSmooth surfacemooth surface
SSSSOYAMAOYAMA
登録年月日:平成14年6月21日
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
固体表面 マイクロジェットマイクロジェット
キャビテーション気泡キャビテーション気泡再膨張再膨張
衝撃波衝撃波
水中
減 圧減 圧
100100 374374
11
218218
圧力
圧力
pp ttat
mat
m
温度温度 ttww ℃℃
液相液相
気相気相
固相固相
融解曲線
融解曲線
昇華曲線
昇華曲線
気化曲線
気化曲線
沸 騰
キャビテーション
加 圧加 圧
水の状態図水の状態図
キャビテーションの発達・崩壊の模式図
単一球状気泡L.A.Crum, J. Pys, C8-285 (1979).
.constgzpv=++
ρ2
2
速度 圧力 揚程
「キャビテーション」とは?「キャビテーション」とは?「キャビテーション」とは?
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
群列キャビテーションリング渦キャビテーション
キャビテーション気泡雲
せん断層内の渦キャビテーション
衝突面
ノズル
高速水噴流
キャビテーションの発生方法とは?→キャビテーション噴流
キャビテーションのキャビテーションの発生方法とは?発生方法とは?→キャビテーション噴流→キャビテーション噴流
祖山,材料,47 (1998), pp. 381-387.
衝突噴流の様相
自由噴流の様相
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
Material鍛造材
Forging dieForging die
Forging dieForging die
疲労き裂
圧縮残留応力
の導入
磨耗
加工硬化
Peened area
金型寿命の向上
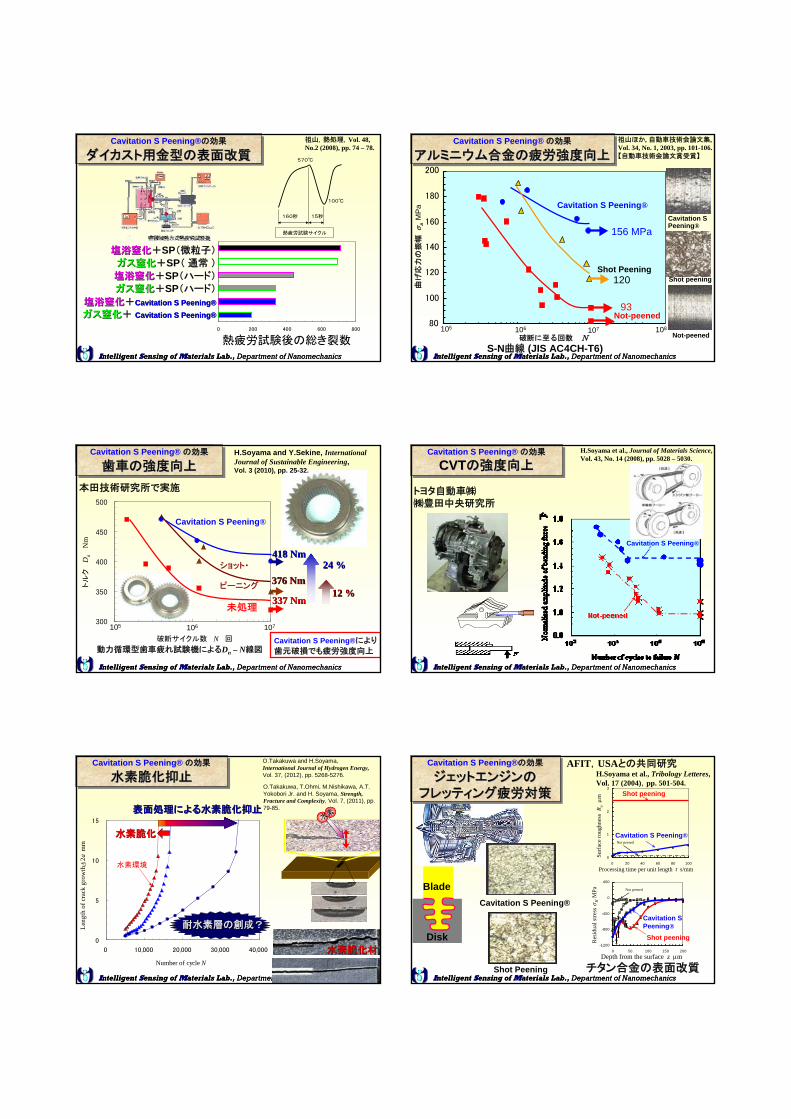
祖山ほか2名,鍛造技報,82 (2000), pp. 53-57. Cavitation S Peening® の効果
鍛造用金型の表面改質
Cavitation S Peening® の効果の効果
鍛造用金型の表面改質鍛造用金型の表面改質
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
0 200 400 600 800
570℃
100℃
15秒160秒
熱疲労試験サイクル
塩浴窒化塩浴窒化++SPSP(微粒子)(微粒子)
ガス窒化ガス窒化++SPSP(( 通常通常 ))
塩浴窒化塩浴窒化++SPSP(ハード)(ハード)
ガス窒化ガス窒化++SPSP(ハード)(ハード)
塩浴窒化塩浴窒化++Cavitation S PeeningCavitation S Peening®®ガス窒化ガス窒化++ Cavitation S PeeningCavitation S Peening®®
熱疲労試験後の総き裂数
Cavitation S Peening®の効果
ダイカスト用金型の表面改質
Cavitation S Peening®の効果の効果
ダイカスト用金型の表面改質ダイカスト用金型の表面改質
祖山,熱処理,Vol. 48, No.2 (2008), pp. 74 – 78.
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of NanomechanicsSS--NN曲線曲線 (JIS AC4CH(JIS AC4CH--T6)T6)
祖山ほか, 自動車技術会論文集, Vol. 34, No. 1, 2003, pp. 101-106.【自動車技術会論文賞受賞】
Cavitation S Peening® の効果
アルミニウム合金の疲労強度向上
Cavitation S Peening® の効果の効果
アルミニウム合金の疲労強度向上アルミニウム合金の疲労強度向上
80
100
120
140
160
180
200
106105 107 108
Not-peened93
Not-peened
Cavitation S Peening®
156 MPa
Shot Peening120 Shot peeningShot peening
曲げ
応力
の振
幅σ a
MPa
破断に至る回数 N
Cavitation S Peening®
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
CSPによる疲労強度向上CSPCSPによる疲労強度向上による疲労強度向上
動力循環型歯車疲れ試験機によるDn – N線図
337 Nm337 Nm
376 Nm376 Nm
418 Nm418 Nm
12 %12 %
24 %24 %
300
350
400
450
500
未処理
ショット・
ピーニング
105 106 107
破断サイクル数 N 回
トル
クD
nN
m
Cavitation S Peening®
Cavitation S Peening® の効果
歯車の強度向上
Cavitation S Peening® の効果の効果
歯車の強度向上歯車の強度向上
本田技術研究所で実施
Cavitation S Peening®により
歯元破損でも疲労強度向上
H.Soyama and Y.Sekine, International Journal of Sustainable Engineering, Vol. 3 (2010), pp. 25-32.
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
Cavitation S Peening® の効果
CVTの強度向上
Cavitation S Peening® の効果の効果
CVTCVTの強度向上の強度向上
トヨタ自動車㈱㈱豊田中央研究所
H.Soyama et al., Journal of Materials Science, Vol. 43, No. 14 (2008), pp. 5028 – 5030.
Cavitation S Peening®
11Intelligent Sensing of Materials Lab., Department of Nanomechanics 11Intelligent Sensing of Materials Lab., Department of Nanomechanics
0
5
10
15
0 10,000 20,000 30,000 40,000
Number of cycle N
Leng
th o
f cra
ck g
row
th Δ
2a m
m
水素環境
水素脆化水素脆化
表面処理による水素脆化抑止表面処理による水素脆化抑止
Cavitation S Peening® の効果
水素脆化抑止
Cavitation S Peening® の効果の効果
水素脆化抑止水素脆化抑止
耐水素層の創成?耐水素層の創成?
1111
水素
O.Takakuwa and H.Soyama, International Journal of Hydrogen Energy,Vol. 37, (2012), pp. 5268-5276.
水素脆化材水素脆化材
O.Takakuwa, T.Ohmi, M.Nishikawa, A.T. Yokobori Jr. and H. Soyama, Strength, Fracture and Complexity, Vol. 7, (2011), pp. 79-85.
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanicsチタン合金の表面改質
Cavitation S Peening®
Shot Peening
0
1
2
3
0 20 40 60 80 100
Surf
ace
roug
hnes
s R a
μm
Processing time per unit length t s/mm
Shot peening
Not peened
-1200
-800
-400
0
400
0 50 100 150 200
Depth from the surface z μm
Res
idua
l stre
ss σ
RM
Pa Not peened
Shot peening
AFIT,USAとの共同研究
Disk
Blade
Cavitation S Peening®の効果
ジェットエンジンのフレッティング疲労対策
Cavitation S Peening®の効果の効果
ジェットエンジンのジェットエンジンのフレッティング疲労対策フレッティング疲労対策
H.Soyama et al., Tribology Letteres, Vol. 17 (2004),pp. 501-504.
Cavitation S Peening®
Cavitation S Peening®

Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
Cavitation S Peening®の用途
電磁鋼板の降伏応力向上
Cavitation S Peening®の用途の用途
電磁鋼板の降伏応力向上電磁鋼板の降伏応力向上
ハイブリッドカー,電気自動車のモータ性能の向上
永久磁石交流電流
ステータ
ロータ(回転部)
応力集中部
(固定部)
電磁鋼板
22%
453 MPa
372 MPa
O. Takakuwa, M. Nishikawa and H. SoyamaTechnique for Partially Strengthening Electrical Steel Sheet of IPM Motor Using Cavitation Peening, Materials Science and Technology, (2011)
0
50
100
150
200
0 100 200 300 400
Mas
s lo
ssΔm
mg
Erosion time t minMass loss changing with erosion time of various nozzles(SUS316L, p1 = 30MPa, p2 = 0.42 MPa, σ =0.014)
ノズル形状の影響ノズル形状の影響 H. Soyama et al., Proc. 21st International Conference on Water Jetting, (2012)H.Soyama, Wear, DOI:10.1016/j.wear.2012.11.008
0.0
0.5
1.0
1.5
0 100 200 300 400Erosion time t min
Cum
ulat
ive
eros
ion
rate
CER
mg/
min
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
-300
-200
-100
0
100
0 200 400 600Depth from the surface z μm
Res
idua
l str
ess
σR
MPa
Not-peened
Compression
Tension
pp11 = 300 MPa, = 300 MPa, dd = 0.35 mm= 0.35 mm
pp11 = 30 MPa, = 30 MPa, dd = 2 mm= 2 mm
噴射圧力とノズル径の影響噴射圧力とノズル径の影響
損傷損傷を回避するためにも,小口径高噴射圧力で処理するよりも,大口径低噴射圧力で噴射したほうが大きな圧縮残留応力を深くまで導入できる。
DamageDamage
36 cm2/minは, EPRI報告書( 0.17 & 0.34 in2/min )の例よりも32倍か16倍で処理できる。
* Materials Reliability Program (MRP-162), 1011806, EPRI
Standoff distance
ppvvpp11
pp22
Peenedsurface
dd
Standoff distance
ppvvpp11
pp22
Peenedsurface
dd(噴流パワー)=(噴射圧力)×(流量)
H. Soyama and O. TakakuwaJournal of Fluid Science andTechnology, 6 (4), (2011), 510-521
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
大気中
低速水噴流 高速水噴流
キャビテーションキャビテーション
H.Soyama, Journal of Fluids Engineering, Trans. ASME, 127 (2005), pp. 1095-1101.気中キャビテーション噴流気中キャビテーション噴流気中キャビテーション噴流
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
キャビテーション衝撃力キャビテーション衝撃力計測装置計測装置
計測した衝撃エネルギー計測した衝撃エネルギーと壊食率糧の相関と壊食率糧の相関
衝撃パルス衝撃パルス
キャビテーション衝撃力の計測キャビテーション衝撃力の計測キャビテーション衝撃力の計測H.SoyamaH.Soyama et al., et al., J. Fluids EngJ. Fluids Eng., ., Trans. Trans. ASMEASME, Vol. 120 (1998), pp. 712, Vol. 120 (1998), pp. 712--718.718.
H.SoyamaH.Soyama and and H.KumanoH.Kumano, , J. Testing and J. Testing and EvaluationEvaluation, Vol. 30 (2002), pp. 421, Vol. 30 (2002), pp. 421--431.431.
Intelligent Sensing of Materials Lab., Department of NanomechanicsIntelligent Sensing of Materials Lab., Department of Nanomechanics
まとめまとめまとめ
キャビテーションを活用すれば,ショットなしで金属キャビテーションを活用すれば,ショットなしで金属材料の強度(疲労強度,降伏応力)を向上できる。材料の強度(疲労強度,降伏応力)を向上できる。
群列キャビテーションの衝撃力が大である。群列キャビテーションの衝撃力が大である。
水槽を用いない気中キャビテーション噴流が実現水槽を用いない気中キャビテーション噴流が実現可能で,しかも加工能力が大きい。可能で,しかも加工能力が大きい。
キャビテーションピーニングでは表面粗さの増大がキャビテーションピーニングでは表面粗さの増大が少ない。少ない。
キャビテーションピーニングにより,圧縮残留応力キャビテーションピーニングにより,圧縮残留応力を導入しながら,ミクロ歪を低減できる。を導入しながら,ミクロ歪を低減できる。
キャビテーションピーニングでは,高噴射圧力・小キャビテーションピーニングでは,高噴射圧力・小口径のキャビテーション噴流よりも,低噴射圧力・口径のキャビテーション噴流よりも,低噴射圧力・大口径のキャビテーション噴流が好適である。大口径のキャビテーション噴流が好適である。
祖 山 検 索

平成 24 年 12 月 4 日
工学研究科 系横断型研究会「表面力学設計研究会」
代表者 教授 祖山 均(ナノメカニクス専攻)
世話人 教授 澤田恵介(航空宇宙工学専攻,
研究企画会議委員)
下記の系横断型研究会を企画いたしました。ご興味をお持ちの方は奮ってご参加くだ
さい。
開催日時:平成 25 年 1 月 29 日(火) 13:30~17:00
開催場所:工学研究科総合研究棟会議室2(205)
http://www.eng.tohoku.ac.jp/map/?menu=campus&area=c&build=10
研究会次第:
研究会代表挨拶
13:30~13:40 研究会の概要
ナノメカニクス専攻 祖山 均 教授
13:40~14:40 「ショットピーニングの現状」
新東工業株式会社 小林 祐次 氏
(休憩)
15:00~15:40 「電磁現象を用いた材料評価技術の開発」
量子エネルギー工学専攻 遊佐 訓孝 准教授
15:40~16:20 「オーステナイト系低炭素ステンレス鋼溶接境界部におけ
る応力腐食割れ進展・停留挙動」
量子エネルギー工学専攻 阿部 博志 助教
16:20~17:00 「コーティングによる表面の機能化」
ナノメカニクス専攻 竹野 貴法 助教
なお,29 日夕方より講演者を交えた懇親会を企画しています。
ご参加希望の方は,祖山([email protected])宛に,1月 18日(金)までに,
御参加者の御所属と御氏名を御連絡ください。
問い合わせ先:工学研究科ナノメカニクス専攻
祖山 均([email protected])
表面力学設計 検 索