case study - lean six sigma
TRANSCRIPT

Lean Six Sigma Case StudyLean Six Sigma Case StudyBusiness SectorPeople – Store Operations
ChallengeDesign a new software Training in a short period of time.
SolutionA Software which removing manually making zero procedure by including below feautures: Department, Section, Subclass level selection option functionality in the software. Making zero functionality
Benefits475K TL (167K GBP) payroll saving Reducing process lead time by 48%1575 hours less workload in a week for over all the company.
OpportunityStock Records are used to report the quantity of products at anytime in our stores and their accuracy insures the business knows our financial value.Stock records are always changing as we recieve deliveries and sell products.These records can become inaccurate because of different reasons such as selling with wrong barcode, wrong receivings or theft etc.We correct these inaccuracies by counting however these counts are very time consuming and can also have inaccuraues with the data submitted.This project is about to make the counting process easier, faster and better.
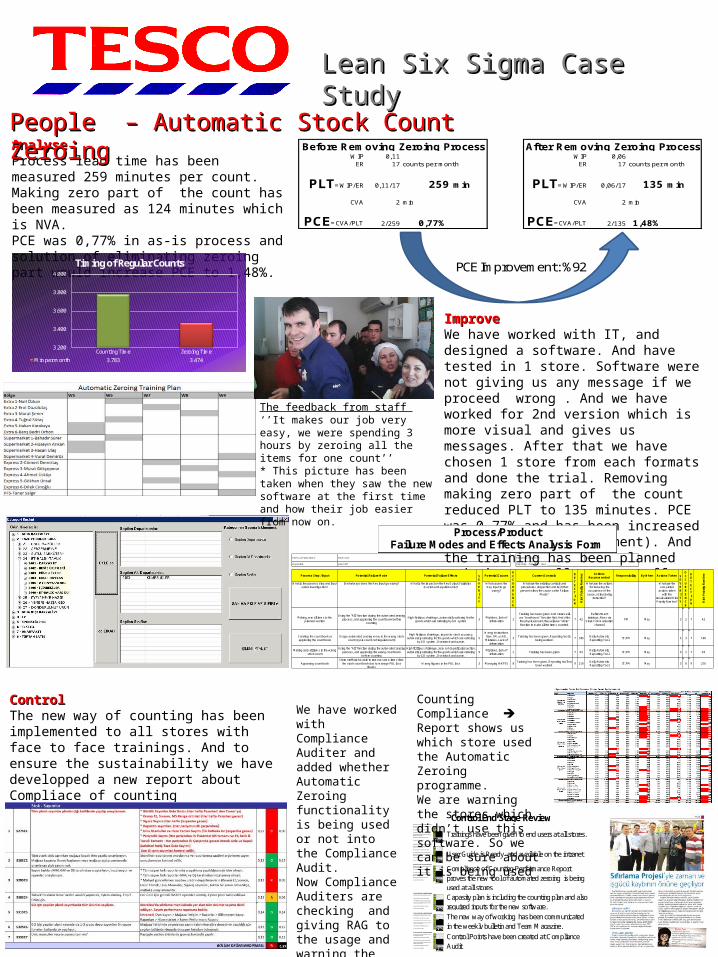
People People – – Automatic Stock Count Automatic Stock Count ZeroingZeroing
MeasureMeasure
I engaged the stakeholders as identified in the SIPOC and together we mapped out the As-is process. Once this was completed Value Analysis on each process step has been completed. We observed the stock counts and measured the timing of counting and making zero processes . %48 of whole process is just making zero procedure which is absolutely NVA.
All the barcodes of the section to be counted were being printed and all the barcodes were being scanned and made zero manually.↓
“Using Lean Six Sigma Tools make my life easy in terms of planning and taking actions by identifying the relevant steakeholders and KPI’s at an easy way of SIPOC.”
Yusuf EmlekShrink Support Manager of Turkey
DefineI first completed a SIPOC of the counting process. This started with the Planned count and finished at the point where the count was submitted. The findings from Voice of the Customer and Voice of the Business were used to define where we need to focus which were clearly reducing the process lead time.The SIPOC was also used to identify the key measures of the project:• Shinkage• Hours used
TIMWOODS ProcessTransportation Handheld & Catalogue transportation to make zero all the itemsInventory CatalogueMotion Motion of the staff who is responsible to make zero all the itemsWaitingOver Processing Scanning all barcodes and making them zero manually Over ProductionDefects Access point availability, missing itemsSkills
Supplier Inputs Process Outputs Customer
Support Office Capacity Plan Approved Count Books Store StaffStore HR Working Schedule Stock Count Reports CustomerStore Staff Handhelds Management Team
Barcod Catalogue FinanceSupply ChainLP&SSupplier
MetricsCapacity plan is including the stock count plan Compliance to stock count plan Shrinkage QualityPreperation and Counting has been planned Make zero all items in the plan Working HoursBarcode catalogue has prepared as updated Count the items in the night
Approve the stock count very early morning after countingDo not remove any items from count book
Start Point• Stock Count Planned
• Preperation
• Counting
End Point• Stock Count Approved
WIP 0,11ER 17 counts per month
PLT=WIP/ER 0,11/17 259 min
CVA 2
PCE=CVA/PLT 2/259 0,77%
Before Removing Zeroing Process
2 min.
VALUE STREAM MAP FOR STOCK COUNTS
CVA
NVABNVA
Admin / Compliance
Chief
Department Chief
Admin / Compliance
Chief
Admin Chief , Department
Chief
Planning the working schedule for stock counts according to capacity plan
Stock Count book is being created
All Stock movements are being stopped
Preparing the count catalogue
All items in the catalogues are being scanned and making
zero twice (depot&store locations)
Warehouse stock count
Shopflor stock count
Reporting not counted items
Control and amendment the stock figures in the system
Report the Stock Differences
Send the report to Store Manager to approve the
count
Stock count book approval
Getting first draft report from Storeline and sign by
staff, LP&S chief and SM
Taking Report from GRS
Investigation of the differences
and taking actions
Only CVA part of whole process is approving the count book which changes the stock figures. And also we have identified stock corrections during the count as BNVA because they are impacting the stock figures and financial results. Rest of the process steps were NVA. Especially preparing barcode catalogue and scanning all the barcode individually with handheld were completely a big part of TIMWOODS of the counting process.
Lean Six Sigma Case StudyLean Six Sigma Case Study
ControlControlThe new way of counting has been implemented to all stores with face to face trainings. And to ensure the sustainability we have developped a new report about Compliace of counting performance. The report is being published to all stores from head office.
AnalyseAnalyseProcess lead time has been measured 259 minutes per count. Making zero part of the count has been measured as 124 minutes which is NVA.PCE was 0,77% in as-is process and solution of eliminating zeroing part would increase PCE to 1,48%.
People People – – Automatic Stock Count Automatic Stock Count ZeroingZeroing WIP 0,11 WIP 0,06
ER 17 counts per month ER 17 counts per month
PLT=WIP/ER 0,11/17 259 min PLT=WIP/ER 0,06/17 135 min
CVA 2 min CVA 2 min
PCE=CVA/PLT 2/259 0,77% PCE=CVA/PLT 2/135 1,48%
After Removing Zeroing ProcessBefore Removing Zeroing Process
PCE Improvement: %92
Trainings have been given to end users at all stores.
User Guide is Ready and available on the intranet
Complience of Counting Performance Report proves the new tool of automated zeroing is being used at all storesCapasity plan is including the counting plan and also required inputs for the new software.The new way of working has been communicated in the weekly bulletin and Team Magazine.Control Points have been created at Compliance Audit
Control End Stage ReviewP
P
P
P
P
P
Lessons learned have been id entifie d an d communi cated
The success of the team ha s celeb rate d
What Good Look s Lik e - Cont rol End Stag e ReviewEssential d ocume ntation - standard operatin g p roced ures, traini ng pl an and con trol plan are compl eted.
Nece ssary trainin g an d communi cation has been co mple ted
Proof of effective implemen tati on a nd achieve d goals is a vaila ble
The pro cess has been tran siti oned to the p rocess owner and the re is fu ll agreemen t with the control pl an
Pro du cti vit y Ma na ge r
Pro ce ss Ma na ge r Pro duc ti vity Coa ch
Pr od uct ivit y An aly st
M ain ta in i nte gr ity of op er atin g mo de l A R RB uild a nd lead p rod uc tiv ity ca pa bil ity A/R I I ID eliv er sim pl e p rod u ctiv it y re po rts A I I RC ommu nic ate st ore s pro du cti vit y p er for m anc e A / R RL ead th e b ud ge t p ro ces s A R RO per at ing Mo de l R ef res h A R RPl ann ed Bu dg et Co nt rol Sh ee t r ele as es a nd da ta co lle cti on A R I RB udg et Co ntr ol Sh ee t lo ca l fi xe d t as ks A R I RD eliv er pr odu ct ivit y tra ini ng at all lev els A RM ana ge pr od uct ivi ty KPI s for s tor e A R R CW or k Mea sur emen t f or lo cal ta sks in co un try I A/ R IA d H oc M eas ur em en t fo r pro je cts I A/ RA d H oc Re po rti ng C A CW or k w ith man age rs to de live r Pay ro ll B ud get I A / RPr od uc tivi ty Tr ain ing (s tor e t ea ms ) C A / RPr od uc tivi ty Tr ain ing (a rea te ams) C A / RW or k w ith man age rs to de live r Mo de l S tan da rd s I A / RPr od uc tivi ty He alt h C he ck s f or sto re s I A / RC omp lia nc e A ud its I A / RD eve lo p B enc hmar k S to re s R A / RM ana ge co unt ry St ep Ch an ge pr ogr amme A R RC olla te fu tur e S te p C ha ng e id ea s I R A / RS eas on al s upp or t f or st or es A R I RN ew St or e B ud get C ont ro l Sh e ets an d t ar get s A R RN ew St or e PI C urv e A R R
P
P
P
P
P
P
Lessons learned have been id entifie d an d communi cated
The success of the team ha s celeb rate d
What Good Look s Lik e - Cont rol End Stag e ReviewEssential d ocume ntation - standard operatin g p roced ures, traini ng pl an and con trol plan are compl eted.
Nece ssary trainin g an d communi cation has been co mple ted
Proof of effective implemen tati on a nd achieve d goals is a vaila ble
The pro cess has been tran siti oned to the p rocess owner and the re is fu ll agreemen t with the control pl an
Pro du cti vit y Ma na ge r
Pro ce ss Ma na ge r Pro duc ti vity Coa ch
Pr od uct ivit y An aly st
M ain ta in i nte gr ity of op er atin g mo de l A R RB uild a nd lead p rod uc tiv ity ca pa bil ity A/R I I ID eliv er sim pl e p rod u ctiv it y re po rts A I I RC ommu nic ate st ore s pro du cti vit y p er for m anc e A / R RL ead th e b ud ge t p ro ces s A R RO per at ing Mo de l R ef res h A R RPl ann ed Bu dg et Co nt rol Sh ee t r ele as es a nd da ta co lle cti on A R I RB udg et Co ntr ol Sh ee t lo ca l fi xe d t as ks A R I RD eliv er pr odu ct ivit y tra ini ng at all lev els A RM ana ge pr od uct ivi ty KPI s for s tor e A R R CW or k Mea sur emen t f or lo cal ta sks in co un try I A/ R IA d H oc M eas ur em en t fo r pro je cts I A/ RA d H oc Re po rti ng C A CW or k w ith man age rs to de live r Pay ro ll B ud get I A / RPr od uc tivi ty Tr ain ing (s tor e t ea ms ) C A / RPr od uc tivi ty Tr ain ing (a rea te ams) C A / RW or k w ith man age rs to de live r Mo de l S tan da rd s I A / RPr od uc tivi ty He alt h C he ck s f or sto re s I A / RC omp lia nc e A ud its I A / RD eve lo p B enc hmar k S to re s R A / RM ana ge co unt ry St ep Ch an ge pr ogr amme A R RC olla te fu tur e S te p C ha ng e id ea s I R A / RS eas on al s upp or t f or st or es A R I RN ew St or e B ud get C ont ro l Sh e ets an d t ar get s A R RN ew St or e PI C urv e A R R
P
P
P
P
P
P
Lessons learned have been id entifie d an d communi cated
The success of the team ha s celeb rate d
What Good Look s Lik e - Cont rol End Stag e ReviewEssential d ocume ntation - standard operatin g p roced ures, traini ng pl an and con trol plan are compl eted.
Nece ssary trainin g an d communi cation has been co mple ted
Proof of effective implemen tati on a nd achieve d goals is a vaila ble
The pro cess has been tran siti oned to the p rocess owner and the re is fu ll agreemen t with the control pl an
Pro du cti vit y Ma na ge r Pro ce ss Ma na ge r
Pro duc ti vity Coa ch
Pr od uct ivit y An aly st
M ain ta in i nte gr ity of op er atin g mo de l A R RB uild a nd lead p rod uc tiv ity ca pa bil ity A/R I I ID eliv er sim pl e p rod u ctiv it y re po rts A I I RC ommu nic ate st ore s pro du cti vit y p er for m anc e A / R RL ead th e b ud ge t p ro ces s A R RO per at ing Mo de l R ef res h A R RPl ann ed Bu dg et Co nt rol Sh ee t r ele as es a nd da ta co lle cti on A R I RB udg et Co ntr ol Sh ee t lo ca l fi xe d t as ks A R I RD eliv er pr odu ct ivit y tra ini ng at all lev els A RM ana ge pr od uct ivi ty KPI s for s tor e A R R CW or k Mea sur emen t f or lo cal ta sks in co un try I A/ R IA d H oc M eas ur em en t fo r pro je cts I A/ RA d H oc Re po rti ng C A CW or k w ith man age rs to de live r Pay ro ll B ud get I A / RPr od uc tivi ty Tr ain ing (s tor e t ea ms ) C A / RPr od uc tivi ty Tr ain ing (a rea te ams) C A / RW or k w ith man age rs to de live r Mo de l S tan da rd s I A / RPr od uc tivi ty He alt h C he ck s f or sto re s I A / RC omp lia nc e A ud its I A / RD eve lo p B enc hmar k S to re s R A / RM ana ge co unt ry St ep Ch an ge pr ogr amme A R RC olla te fu tur e S te p C ha ng e id ea s I R A / RS eas on al s upp or t f or st or es A R I RN ew St or e B ud get C ont ro l Sh e ets an d t ar get s A R RN ew St or e PI C urv e A R R
P
P
P
P
P
P
Lesson s lea rn ed have b een iden tified and communi cated
Th e success of the tea m has ce leb rated
What Good Looks Lik e - Control End Stage ReviewEssen tial docu me ntati on - stan dard op erating procedures, training plan and control pla n a re compl ete d.
Necessary train ing and commu ni ca tion has bee n co mpleted
Pro of of eff ective implementatio n and achieved goals is av ailable
Th e pro cess has been tran sition ed to th e p rocess owner an d there is full agreement w ith the contro l pla n
Pro duc ti vity Ma na ger Pr oc es s Man age r Pr od uct ivi ty Coa ch Pr odu ct ivit y Ana ly st Ma in tai n i nte gr ity of op era tin g m o del A R RBu ild an d lead p rod uc tiv ity ca pab il ity A/ R I I IDe liv er simpl e p rod u ctiv ity re po rts A I I RCo mmun ic ate st ore s pro duc ti vity p erf or ma nc e A / R RLe ad th e b ud ge t p ro ces s A R ROp er ati ng Mo de l R ef res h A R RPla nn ed Bu dg et Co nt rol Sh ee t re le ase s a nd da ta co llec ti on A R I RBu dg et Co ntr ol Sh ee t lo cal fi xed t ask s A R I RDe liv er pr odu ct ivit y tra inin g at a ll lev els A RMa na ge pr od uct ivi ty KPI s f or st or e A R R CWor k M ea sur em en t f or loc al tas ks in co unt ry I A/ R IAd H oc Meas ur emen t fo r p ro jec ts I A/ RAd H oc Re po rti ng C A CWor k w ith man age rs to del ive r P ay rol l B udg et I A / RPr od uct ivi ty Tr ain ing (s tor e t eam s ) C A / RPr od uct ivi ty Tr ain ing (a rea te am s) C A / RWor k w ith man age rs to del ive r M o del S tan da rds I A / RPr od uct ivi ty He alt h C he cks f or s to re s I A / RCo mp lia nc e A ud its I A / RDe ve lop B enc hm ar k S to res R A / RMa na ge co unt ry St ep Ch an ge pro gr amm e A R RCo lla te fu tur e S te p C ha nge id ea s I R A / RSe as ona l s upp or t f or st ore s A R I RNe w St or e B ud get C ont rol Sh ee ts and t arg et s A R RNe w St or e PI C urv e A R R
P
P
P
P
P
P
Lesson s lea rn ed have b een iden tified and communi cated
Th e success of the tea m has ce leb rated
What Good Looks Lik e - Control End Stage ReviewEssen tial docu me ntati on - stan dard op erating procedures, training plan and control pla n a re compl ete d.
Necessary train ing and commu ni ca tion has bee n co mpleted
Pro of of eff ective implementatio n and achieved goals is av ailable
Th e pro cess has been tran sition ed to th e p rocess owner an d there is full agreement w ith the contro l pla n
Pro duc ti vity Ma na ger Pr oc es s Man age r Pr od uct ivi ty Coa ch Pr odu ct ivit y Ana ly st Ma in tai n i nte gr ity of op era tin g m o del A R RBu ild an d lead p rod uc tiv ity ca pab il ity A/ R I I IDe liv er simpl e p rod u ctiv ity re po rts A I I RCo mmun ic ate st ore s pro duc ti vity p erf or ma nc e A / R RLe ad th e b ud ge t p ro ces s A R ROp er ati ng Mo de l R ef res h A R RPla nn ed Bu dg et Co nt rol Sh ee t re le ase s a nd da ta co llec ti on A R I RBu dg et Co ntr ol Sh ee t lo cal fi xed t ask s A R I RDe liv er pr odu ct ivit y tra inin g at a ll lev els A RMa na ge pr od uct ivi ty KPI s f or st or e A R R CWor k M ea sur em en t f or loc al tas ks in co unt ry I A/ R IAd H oc Meas ur emen t fo r p ro jec ts I A/ RAd H oc Re po rti ng C A CWor k w ith man age rs to del ive r P ay rol l B udg et I A / RPr od uct ivi ty Tr ain ing (s tor e t eam s ) C A / RPr od uct ivi ty Tr ain ing (a rea te am s) C A / RWor k w ith man age rs to del ive r M o del S tan da rds I A / RPr od uct ivi ty He alt h C he cks f or s to re s I A / RCo mp lia nc e A ud its I A / RDe ve lop B enc hm ar k S to res R A / RMa na ge co unt ry St ep Ch an ge pro gr amm e A R RCo lla te fu tur e S te p C ha nge id ea s I R A / RSe as ona l s upp or t f or st ore s A R I RNe w St or e B ud get C ont rol Sh ee ts and t arg et s A R RNe w St or e PI C urv e A R R
P
P
P
P
P
P
Lesson s lea rn ed have b een iden tified and communi cated
Th e success of the tea m has ce leb rated
What Good Looks Lik e - Control End Stage ReviewEssen tial docu me ntati on - stan dard op erating procedures, training plan and control pla n a re compl ete d.
Necessary train ing and commu ni ca tion has bee n co mpleted
Pro of of eff ective implementatio n and achieved goals is av ailable
Th e pro cess has been tran sition ed to th e p rocess owner an d there is full agreement w ith the contro l pla n
Pro duc ti vity Ma na ger
Pr oc es s Man age r Pr od uct ivi ty Coa ch
Pr odu ct ivit y Ana ly st Ma in tai n i nte gr ity of op era tin g m o del A R R
Bu ild an d lead p rod uc tiv ity ca pab il ity A/ R I I IDe liv er simpl e p rod u ctiv ity re po rts A I I RCo mmun ic ate st ore s pro duc ti vity p erf or ma nc e A / R RLe ad th e b ud ge t p ro ces s A R ROp er ati ng Mo de l R ef res h A R RPla nn ed Bu dg et Co nt rol Sh ee t re le ase s a nd da ta co llec ti on A R I RBu dg et Co ntr ol Sh ee t lo cal fi xed t ask s A R I RDe liv er pr odu ct ivit y tra inin g at a ll lev els A RMa na ge pr od uct ivi ty KPI s f or st or e A R R CWor k M ea sur em en t f or loc al tas ks in co unt ry I A/ R IAd H oc Meas ur emen t fo r p ro jec ts I A/ RAd H oc Re po rti ng C A CWor k w ith man age rs to del ive r P ay rol l B udg et I A / RPr od uct ivi ty Tr ain ing (s tor e t eam s ) C A / RPr od uct ivi ty Tr ain ing (a rea te am s) C A / RWor k w ith man age rs to del ive r M o del S tan da rds I A / RPr od uct ivi ty He alt h C he cks f or s to re s I A / RCo mp lia nc e A ud its I A / RDe ve lop B enc hm ar k S to res R A / RMa na ge co unt ry St ep Ch an ge pro gr amm e A R RCo lla te fu tur e S te p C ha nge id ea s I R A / RSe as ona l s upp or t f or st ore s A R I RNe w St or e B ud get C ont rol Sh ee ts and t arg et s A R RNe w St or e PI C urv e A R R
ImproveImproveWe have worked with IT, and designed a software. And have tested in 1 store. Software were not giving us any message if we proceed wrong . And we have worked for 2nd version which is more visual and gives us messages. After that we have chosen 1 store from each formats and done the trial. Removing making zero part of the count reduced PLT to 135 minutes. PCE was 0,77% and has been increased to 1,48% (%92 improvement). And the training has been planned and given to all store staff face to face.
Counting Time Zeroing TimeMin per month 3.783 3.474
3.200
3.400
3.600
3.800
4.000
Timing of Regular Counts
Process or Product Name: Stock Count Prepared by: Yusuf Emlek Page __1__ of __1__
Responsible: Store Staff Date (Orig) 15.04.2013 (Rev) _____________
Process Step / Input Potential Failure Mode Potential Failure Effects Potential Causes Current Controls Actions Recommended Responsibility By When Actions Taken
What is the process step and Input under investiga-tion?
In what ways does the Key Input go wrong? What is the impact on the Key Output Variables (Customer Requirements)?
What causes the Key Input to go
wrong?
What are the existing controls and procedures (inspection and test) that prevent either the cause or the Failure
Mode?
What are the actions for reducing the
occurrence of the cause, or improving
detection?
What are the completed
actions taken with the
recalculated Risk Priority Number?
Making zero all items in the planned section
Using the "All" function during the automated zeroing process, and approving the count book before
counting
High fictitious shrinkage, automaticly ordering for the goods which are ordering by GO system 3 Mistakes, lack of
information 2
Training has been given. And stores will use "warehouse" function first. And after the physical count, they will use "store" function to make all the items counted.
7 42
Refreshment trainings, News via
Store Communication channel
PM May 3 2 7 42
Creating the count book or approving the count book
Usage automated zeroing menu in the wrong stock count (cycle count, not regular count)
High fictitious shrinkage, impact to stock accuracy, automaticly ordering for the goods which are ordering
by GO system, Overstock and waste.5
Wrong instructions from SM, or AD, Mistakes, Lack of
information
3 Training has been given, Reporting tool is being worked. 7 105 Daily Automatic
Reporting Tool IT,PM May 5 3 7 105
Making zero all items in the wrong stock count
Using the "All" function during the automated zeroing process, and approving the wrong count book
before counting
High fictitious shrinkage, zero soh in particular section, automaticly ordering for the goods which are ordering
by GO system, Overstock and waste.9 Mistakes, lack of
information 1 Training has been given 7 63 Daily Automatic Reporting Tool IT,PM May 9 1 7 63
Approving count bookStore staff are be able to remove some items from
the stock count book due to manage P&L loss figures
Wrong figures in the P&L loss 3 Managing th KPI's 8 Training has been given, Reporting tool has been worked.
9 216 Daily Automatic Reporting Tool
IT,PM May 3 8 9 216
DETECTION R
isk
Prio
rity
Num
berS
EVERITY
OCCURRENCE
DETECTION Ri
sk P
riorit
y N
umbe
r SEVERITY
OCCURRENCE
Process/Product Failure Modes and Effects Analysis Form
The feedback from staff ‘’It makes our job very easy, we were spending 3 hours by zeroing all the items for one count’’* This picture has been taken when they saw the new software at the first time and how their job easier from now on.
Counting Compliance Report shows us which store used the Automatic Zeroing programme.We are warning the stores which didn’t use this software. So we can be sure about it is being used
We have worked with Compliance Auditer and added whether Automatic Zeroing functionality is being used or not into the Compliance Audit.Now Compliance Auditers are checking and giving RAG to the usage and warning the stores if they don’t use.