capítulo 6 - grupo de integração da manufatura · para fabricar uma família de peças. isto...
TRANSCRIPT

116
Capítulo 6
Tecnologia de Grupo
6.1. Introdução
Desde o início da cultura humana, as pessoas procurar aplicar a razão às suas ações. Um modo
importante de agir racionalmente consiste na associação de objetos similares. Biólogos classificam
ítens da natureza em gêneros e espécies. Nós relacionamos animais a por exemplo mamíferos,
anfíbios, peixes, crustáceos, répteis, etc. Um tigre, um jaguar e um gato são membros de uma mesma
família. Uma galinha é uma ave com asas degeneradas.
Este mesmo conceito pode ser aplicado a outros problemas. Quando uma vasta quantidade de
informações precisa ser guardada e ordenada, aplica-se uma taxonomia1. Bibliotecários aplicam uma
taxonomia para classificar li vros em bibliotecas. Semelhantemente, na manufatura, milhares de ítens
são produzidos anualmente. Quando se observa as peças que constituem um produto, o número é
execpcionalmente elevado. Cada peça possui forma tamanho e função diferentes. Entretanto pode-se
identificar similaridades entre estas peças (ver figura 6.1) Por exemplo, engrenagens de dentes retos
de tamanhos diferentes sofrem os mesmos processos de fabricação. Portanto, percebe-se que peças
podem ser classificadas em famílias da mesma forma que animais e li vros. Peças classificadas e
agrupadas em famílias produzem uma base de dados conveniente para ser gerenciada.
Figura 6.1. Uma família de projeto
Pode-se dizer que a Tecnologia de Grupo (GT) é “a percepção de que muitos problemas são
similares, e que agrupando problemas similares, uma solução única pode ser encontrada para um
conjunto de problemas, poupando-se assim tempo e esforço” .
GT pode ser aplicada em áreas diferentes, tais como: projeto, planejamento da produção,
planejamento do processo, escalonamento, inspeção, armazenamento, etc. No projeto de peças,
inúmeras peças podem possuir uma forma similar (figura 6.1), e estas peças podem ser agrupadas
numa família de projeto. Usando este conceito, pode-se identificar “peças compostas” , que englobam
1 Taxonomia é um processo científico de classificação de seres viventes ou objetos.

117
todas as “ features” de projeto de uma família de projeto. Exemplos de peças compostas são dados na
figura 6.2.
Figura 6.2. Exemplos de peças compostas
Com relação à fabricação, peças que não são similares na forma podem entretanto ser fabricadas
por processos de fabricação semelhantes. Um exemplo é dado na figura 6.3. Esta família é chamada
de “família de produção” , e dela o planejamento do processo pode ser facilit ado. Como processos de
fabricação similares são necessários para todos os membros da família, uma célula pode ser agrupada
para fabricar uma família de peças. Isto torna o planejamento e controle da produção bem mais
simples, pois somente peças similares são fabricadas em cada célula. Este layout é chamado de
“ layout celular” .
Cada célula consiste de alguns equipamentos, p.ex. máquinas CNC, máquinas de medição por
coordenadas, robôs, esteiras. Estas máquinas são agrupadas fisicamente para formar uma célula, e
escalonadas como uma entidade. Uma célula pode ser considerada como uma fábrica, na qual entra a
matéria-prima, e sai a peça (ou produto) acabado.
A tabela 6.1 ilustra os principais benefícios resultantes da implantação da manufatura celular,
em empresas norte-americanas, segundo Wemmerlov e Hyer (1989).

118
Figura 6.3. Uma família de produção
Tabela 6.1. Maiores benefícios resultantes da manufatura celular em empresas norte-americanas
Benefícios Melhoria Média (%)Redução no tempo de “setup” 41,4Redução no tempo de produção 24,3Redução na quantidade de estoque intermediário 19,4Melhoria na qualidade das peças 15,0Redução no tempo manuseio de material 21,0Redução no custo de mão-de-obra direta 7,2Redução no número de dispositi vos de fixação 34,0Aumento no tempo de utili zação das máquinas 23,4Redução na área ocupada 16,2Aumento na satisfação no trabalho 26,7Redução na quantidade de equipamentos 25,0
Um exemplo ilustrando a economia que GT pode trazer na fabricação é dado na figura 6.4.
Neste exemplo, seis peças semelhantes são agrupadas numa família, e para a execução dos furos
nestas peças, é necessário apenas o dispositi vo de fixação com adaptadores mostrados na figura
6.4(b). Estes adaptadores, que são de baixo custo, são necessários devido a algumas diferenças em
tamanhos e posições dos furos, e também devido ao tamanho e forma das peças. Portanto, ao invés
de projetar, fabricar e utili zar seis dispositi vos individuais para cada peça, utili za-se somente um
dispositi vo, reduzindo-se portanto, o custo de fabricação da família de peças.
6.1.1. Métodos de Formação de Famílias de Peças
A manufatura celular baseia-se na formação de famílias de peças e agrupamentos de máquinas.
O sucesso da manufatura celular é determinado principalmente pela forma em que as peças e
máquinas são agrupadas. Alguns métodos para isto são citados abaixo:
(a) método visual
(b) métodos heurísticos
(c) classificação e codificação
(d) análise do fluxo da produção (“Production Flow Analysis - PFA”)

119
Figura 6.4. Uma família de peças cujos furos são usinados utili zando-se o mesmo dispositi vo de
fixação
Dentre as empresas estudadas por Wemmerlov e Hyer, 19 de 46 (isto é, 41%) empregam o
método visual. 11 delas (24%) usam o método heurístico, no qual uma máquina “chave” é
identificada primeiramente, e várias outras máquinas são adicionadas para formar a célula. 9
empresas (20%) utili zam o método PFA, que consiste de uma matriz que registra relações entre
máquinas e peças, sobre as quais as células são formadas. 7 empresas (15%) examinam planos de
processo existentes como parte do processo de formação de famílias.
6.2. Classificação e Codificação
A maioria das aplicações de GT são baseadas no método de classificação e codificação (C&C),
que descreve as características básicas de uma dada peça com respeito à sua forma geométrica e/ou
rota de processo. Agrupando-se peças como o mesmo código ou similar numa só célula, o projeto, o

120
planejamento do processo, a manufatura, a estimativa de custos e o MRP são efetuados em geral de
forma mais eficiente.
Como numa empresa que adota a manufatura celular as peças são agrupadas em famílias, o
processamento de cada peça deve ser similar, e isto resulta na redução de custos de fabricação.
A C&C quando aplicado corretamente resulta num retorno de investimento de 75% a 400% por
ano, segundo Hyde (1981). Devido a isto, existem atualmente dezenas de sistemas de C&C.
6.2.1. Princípios de Classificação e Codificação
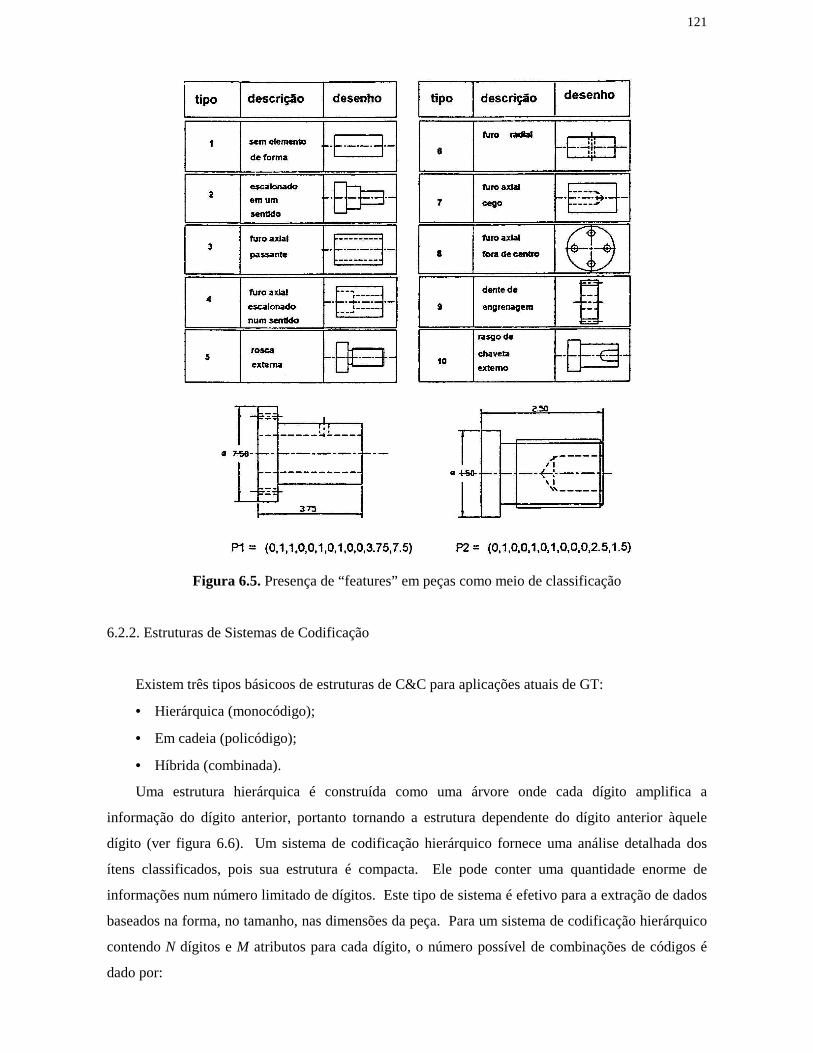
O termo “classificação” significa o agrupamento de peças, baseado nas suas similaridade e/ou
dissimilaridades. Alguns parâmetros podem ser considerados para esta tomada de decisão (ver figura
6.5). Um código pode ser uma combinação de números e/ou letras, que são atribuídos às peças para o
armazenamento e processamento desta informação. Existe um número considerável de questões que
devem ser consideradas ao construir-se tal sistema. Entretanto, os quatro princípios seguintes podem
ser usados em geral como guia:
• deve englobar todas as possibili dades;
• deve ser mutuamente exclusivo;
• deve ser baseado em características permanentes;
• deve ser baseado no ponto-de-vista do usuário.
Seguir estes princípios não é tão simples como parece à primeira vista. Conflitos entre
recomendações ocorrem frequentemente e certas transigências deverão acontecer.
Alguns atributos de projeto e manufatura tipicamente incluídos em sistemas de classificação de
GT são ilustrados na tabela 6.2.
Tabela 6.2. Atributos de projeto e fabricação tipicamente incluídos em sistemas de classificação de
GT
Projeto Fabricaçãoforma externa básicaforma interna básicaquociente comprimento/diâmetrotipo de materialfunção da peçadimensões maioresdimensões menorestolerânciasacabamentos superficiais
processo principaldimensão maiorquociente comprimento/diâmetroacabamentos superficiaismáquina-ferramentasequência de operaçõestempo de produçãotamanho do loteprodução anualdispositi vos de fixaçãoferramentas
121
Figura 6.5. Presença de “features” em peças como meio de classificação
6.2.2. Estruturas de Sistemas de Codificação
Existem três tipos básicoos de estruturas de C&C para aplicações atuais de GT:
• Hierárquica (monocódigo);
• Em cadeia (policódigo);
• Híbrida (combinada).
Uma estrutura hierárquica é construída como uma árvore onde cada dígito ampli fica a
informação do dígito anterior, portanto tornando a estrutura dependente do dígito anterior àquele
dígito (ver figura 6.6). Um sistema de codificação hierárquico fornece uma análise detalhada dos
ítens classificados, pois sua estrutura é compacta. Ele pode conter uma quantidade enorme de
informações num número limitado de dígitos. Este tipo de sistema é efetivo para a extração de dados
baseados na forma, no tamanho, nas dimensões da peça. Para um sistema de codificação hierárquico
contendo N dígitos e M atributos para cada dígito, o número possível de combinações de códigos é
dado por:

122
R Mhierarquicon
n
N
==
∑1
Figura 6.6. Um exemplo de estrutura hierárquica
Um código em cadeia possui uma estrutura na qual cada posição de um dígito representa uma
informação inependente, e não relaciona-se diretamente com a informação de outros dígitos. Este
sistema é mais adaptável a aplicações orientadas à produção, como a classificação de máquinas,
ferramentas, operações (ver figura 6.7). Como há a necessidade de especificar-se todos os ítens neste
sistema de codificação, este é menos compacto do que o sistema hierárquico. O número de possíveis
códigos que o sistema pode gerar é ilustrado abaixo:
R M Nemcadeia = ×
Número do dígito 1 2 3Classe da“ feature”
Forma externa Forma interna Furo ...
Atributo = 1 Forma 1 Forma 1 Radial ...Atributo = 2 Forma 2 Forma 2 Axial ...Atributo = 3 Forma 3 Forma 3 Ambas ...
... ... ... ... ...
Figura 6.7. Exemplo de estrutura em cadeia
Como um sistema de codificação é usado por vários departamentos diferentes numa empresa
(alguns orientados à produção, enquanto outros são orientados ao projeto), é difícil , e algumas vezes
inconveniente, adaptar-se um sistema puramente hierárquico ou em cadeia. Uma combinação de
ambas as estruturas pode fornecer a melhor solução para o problema da implementação de um

123
sistema C&C (ver figura 6.8). Em tal sistema vários dígitos são monocódigo, enquanto outros são
policódigo. Esta estrutura não é compacta como a hierárquica, porém ela é aplicável em quaisquer
departamentos. Suponha que o número de dígitos dos monocódigos seja Nm , e dos policódigos Np .
O número de combinações possíveis do código será:
R M M Nhibridon
n
N
p
m
= + ×=
∑1
Figura 6.8. Exemplo de estrutura híbrida
6.2.3. Sistemas C&C Computadorizados
Qualquer sistema C&C pode ser programado em computador através de qualquer linguagem
(p.ex. C, Pascal) ou gerenciador de bancos de dados (p.ex. Dbase, Oracle). A utili zação do
computador oferece as seguintes vantagens:
• Ele reduz significativamente os erros que frequentemente ocorrem na procura manual em tabelas.
• Ele diminui o tempo de codificação das peças. Tutoriais e perguntas aparecem na tela, eliminando a
necessidade de procura em livros de código.
• Ele reduz a quantidade de tempo de processamento manual do código. O computador gera o código
e o retém permanentemente na base de dados sem intervenção humana.
• Ele permite um interfaceamento rápido a outros sistemas de bancos de dados para o projeto,
planejamento do processo, controle numérico, estoque, escalonamento, etc.
6.2.4. Alguns Códigos Existentes
Existem muitos sistemas de codificação atualmente, e a maioria destes códigos são bem
conhecidos. Abaixo é feita uma breve apresentação de cada um destes códigos.
Sistema Opitz
Este sistema foi desenvolvido por H. Opitz, na Universidade de Aachen, Alemanha, tendo
servido de base para inúmeros outros sistemas criados posteriormente. Ele representa um dos

124
esforços pioneiros na área de GT, sendo de fácil compreensão e adequado a diversas aplicações. Este
sistema foi um dos primeiros métodos de classificação utili zados para peças usinadas, depois
extendido para outras aplicações, como para peças fundidas, ferramentas, máquinas e materiais.
A concepção básica do sistema está definida em dois campos de código. Um código de forma,
composto de cinco dígitos e uma parte suplementar, com outros quatro dígitos. Pode ainda ser
acrescido de um campo de código secundário, conforme for necessário a determinada aplicação. O
esquema básico daestrutura do código está representado na figura 6.9, indicando o conteúdo dos
campos, na sua forma básica e suplementar. Na figura 6.10 é mostrada a descrição dos dígitos para a
definição do código de forma. Um exemplo de codificação da geometria básica é mostrado nas peças
da figura 6.11.
Figura 6.9. Esquema geral do código Opitz
Enquanto a parte suplementar descreve características gerais de interesse da área de manufatura,
como tipo de material, sua forma original e precisão, o código secundário é sempre uma extensão
criada para aplicação específica, melhor detalhamento, ou para atender a perticularidades de
determinada empresa (figura 6.12).

125
Figura 6.10. Definição dos dígitos do código de forma
Figura 6.11. Exemplo de codificação da geometria básica

126
Figura 6.12. Código secundário para operações
Sistema KK-3
Este sistema é de propósito geral para classificação de peças usinadas. Foi desenvolvido no
Japão pela JSPMI (Sociedade Japonesa para a Promoção de Máquinas Industriais). Em sua primeira
versão, em 1970, foi apresentado como KK-1, baseando-se num código de 10 dígitos, mesmo
tamanho mantido na segunda versão, em 1973. Na versão atual, apresentada em 1976, o código passa
a ter um tamanho de 21 dígitos, sendo bem mais completo que as versões anteriores, mantendo
compatibili dade com aquelas versões apenas nos oito primeiros dígitos.
O primeiro dígito faz uma distinção geral relativa à função principal das peças, como eixos,
engrenagens, etc. No segundo dígito são desritos maiores detalhes funcionais, como o tipo da
engrenagem e do eixo. Com apenas dois dígitos o sistema possibilit a a classificação de mais de cem
especificações funcionais para peças rotacionais e não-rotacionais. Nos demais dígitos obtém-se uma
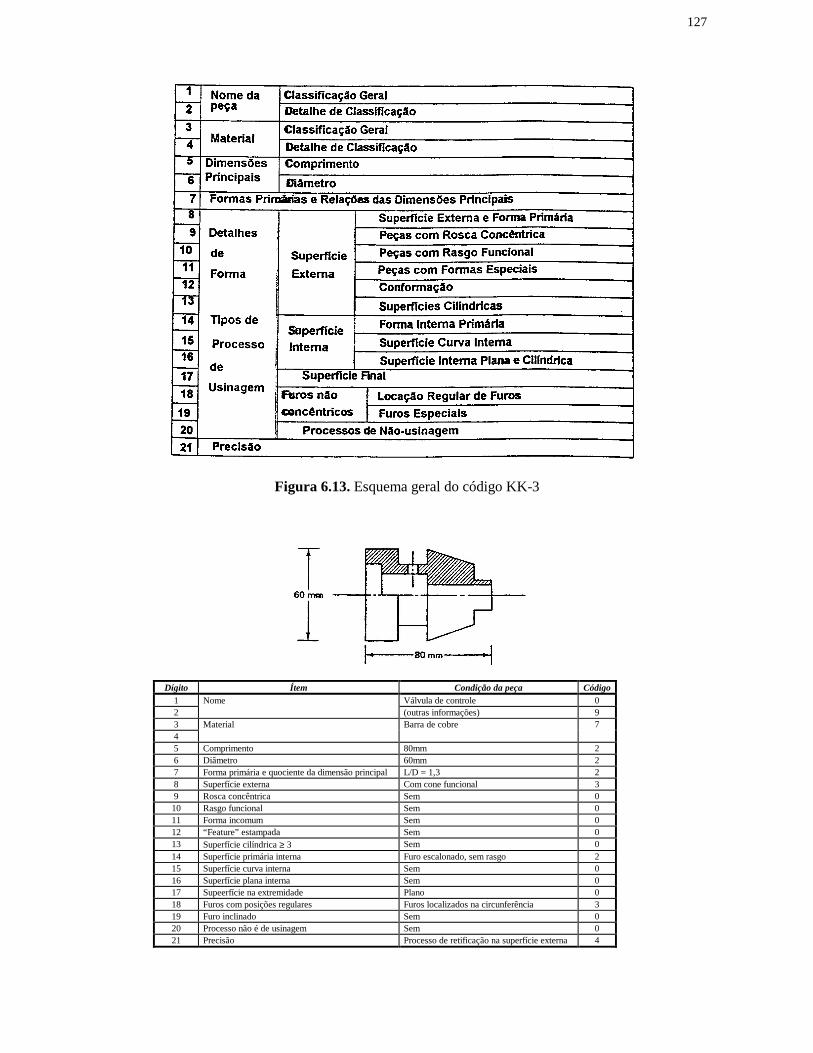
completa descrição das peças. Uma descrição dos dígitos do código KK-3 é feita na figura 6.13. Um
exemplo de uma peça codificada segundo o código KK-3 é dado na figura 6.14.
6.3. Análise do Fluxo da Produção (PFA)
A codificação de uma peça baseia-se inteiramente na presença de “features” numa peça. O
código é então usado para determinar famílias de peças. Uma desvantagem desta abordagem é que
ela não contém informações a respeito da manufatura (roteamento) na tomada de decisões.
A Análise do Fluxo da Produção (PFA) representa uma abordagem diferente para esta classe de
problemas. Ao invés de utili zar o código GT, a PFA envolve o exame do roteamento, e o
agrupamento simultâneo das máquinas em células, e peças em famílias, baseado nas informações de
fabricação.
127
Figura 6.13. Esquema geral do código KK-3
Dígito Í tem Condição da peça Código1 Nome Válvula de controle 02 (outras informações) 93 Material Barra de cobre 745 Comprimento 80mm 26 Diâmetro 60mm 27 Forma primária e quociente da dimensão principal L/D = 1,3 28 Superfície externa Com cone funcional 39 Rosca concêntrica Sem 010 Rasgo funcional Sem 011 Forma incomum Sem 012 “Feature” estampada Sem 013 Superfície cilíndrica ≥ 3 Sem 014 Superfície primária interna Furo escalonado, sem rasgo 215 Superfície curva interna Sem 016 Superfície plana interna Sem 017 Supeerfície na extremidade Plano 018 Furos com posições regulares Furos localizados na circunferência 319 Furo inclinado Sem 020 Processo não é de usinagem Sem 021 Precisão Processo de retificação na superfície externa 4

128
Figura 6.14. Código KK-3 para uma dada peça
No método PFA, todas as peças envolvidas são examinadas e as máquinas usadas são li stadas
junto com as peças numa matriz. Como a matriz contém informações sobre máquinas e peças, ela é
denominada matriz máquina-peça. A matriz é composta por 1’s e 0’s (ver figura 6.15). O tamanho
da matriz é MxN, sendo M o número de máquinas e N o número de peças. Se o número de peças e
máquinas for pequeno, pode-se identificar as células através do método visual. Entretanto, se mais
peças e máquinas estiverem envolvidas, deve-se aplicar um método mais efetivo. Três destes
métodos são ilustrados abaixo.
Peça0 1 2 3 4 5 6 7 8 9
0 1 1M 1 1 1á 2 1 1q 3 1u 4 1 1i 5 1n 6 1a 7 1 1
8 1 1 1
Figura 6.15. Uma matriz máquina-peça
6.3.1. Algoritmo de Agrupamento Direto (DCA)
Este algoritmo rearranja continuamente a ordem das colunas e linhas da matriz máquina-peça,
até que um critério de parada seja atingido. Este algoritmo é apresentado abaixo:
1. Contar o número de células positi vas (entradas “1” ) em cada coluna e linha. Rearranjar a
matriz com as colunas em ordem decrescente, e as linhas em ordem crescente de células “1” .
2. Iniciar com a primeira coluna, mover as linhas que possuem entradas positi vas nesta coluna
para o topo da matriz. Repetir o procedimento com cada coluna até que todas as colunas
sejam rearranjadas.
3. Se a matriz resultante é a mesma que a predecessora, pare. Senão, vá para o passo 4.
4. Iniciando com a primeira coluna da matriz, mover as colunas que possuem entradas “1” para
a parte mais à esquerda da matriz. Repetir este procedimento com cada coluna até que todas
as colunas sejam rearranjadas.
5. Se a matriz resultante é a mesma que a predecessora, pare. Senão, vá para o passo 2.
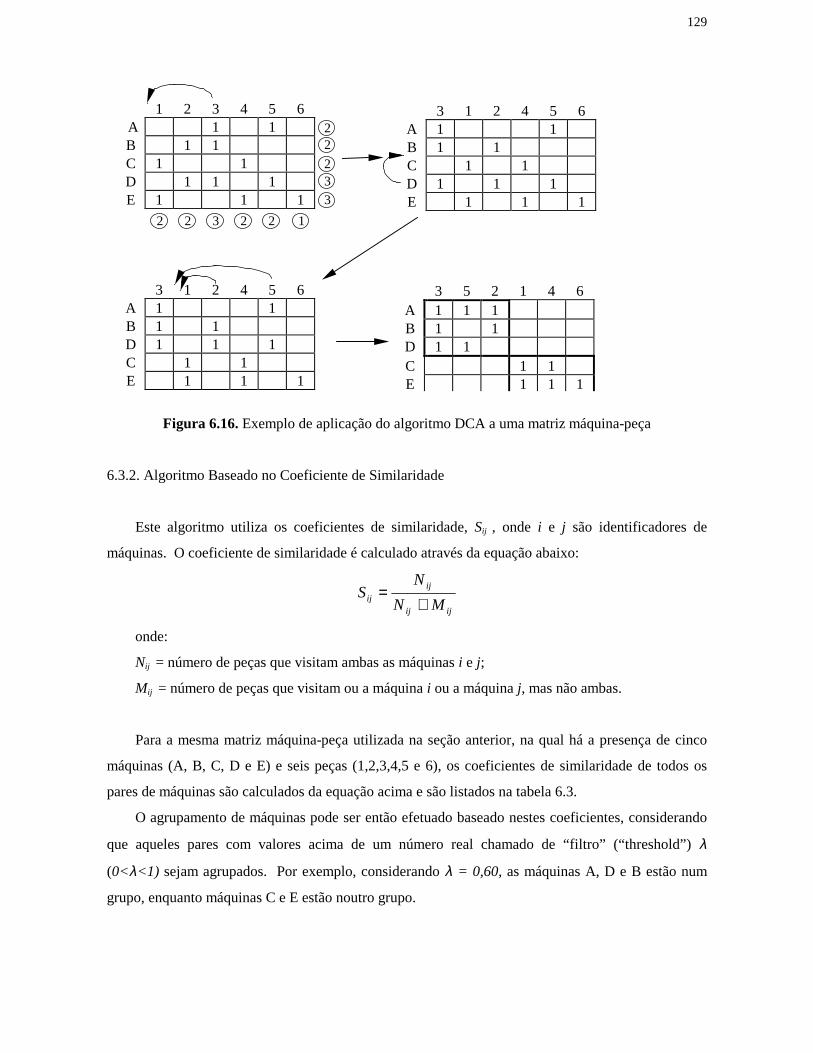
A figura 6.16 mostra as matrizes inicial, intermediárias e final, resultantes da aplicação do
algoritmo DCA. A matriz resultante indica que as máquinas A, B e D devem estar numa célula
produzindo peças 3, 5 e 2, enquanto as máquinas C e D devem fazer parte de outra célula, a qual
fabrica peças 1, 4 e 6.
129
Figura 6.16. Exemplo de aplicação do algoritmo DCA a uma matriz máquina-peça
6.3.2. Algoritmo Baseado no Coeficiente de Similaridade
Este algoritmo utili za os coeficientes de similaridade, Sij , onde i e j são identificadores de
máquinas. O coeficiente de similaridade é calculado através da equação abaixo:
SN
N Mij
ij
ij ij
=+
onde:
Nij = número de peças que visitam ambas as máquinas i e j;
Mij = número de peças que visitam ou a máquina i ou a máquina j, mas não ambas.
Para a mesma matriz máquina-peça utili zada na seção anterior, na qual há a presença de cinco
máquinas (A, B, C, D e E) e seis peças (1,2,3,4,5 e 6), os coeficientes de similaridade de todos os
pares de máquinas são calculados da equação acima e são li stados na tabela 6.3.
O agrupamento de máquinas pode ser então efetuado baseado nestes coeficientes, considerando
que aqueles pares com valores acima de um número real chamado de “filt ro” (“ threshold” ) λ
(0<λ<1) sejam agrupados. Por exemplo, considerando λ = 0,60, as máquinas A, D e B estão num
grupo, enquanto máquinas C e E estão noutro grupo.
1 2 3 4 5 6A 1 1B 1 1C 1 1D 1 1 1E 1 1 1
3 5 2 1 4 6A 1 1 1B 1 1D 1 1C 1 1E 1 1 1
3 1 2 4 5 6A 1 1B 1 1C 1 1D 1 1 1E 1 1 1
3 1 2 4 5 6A 1 1B 1 1D 1 1 1C 1 1E 1 1 1
22
23
3
122322
130
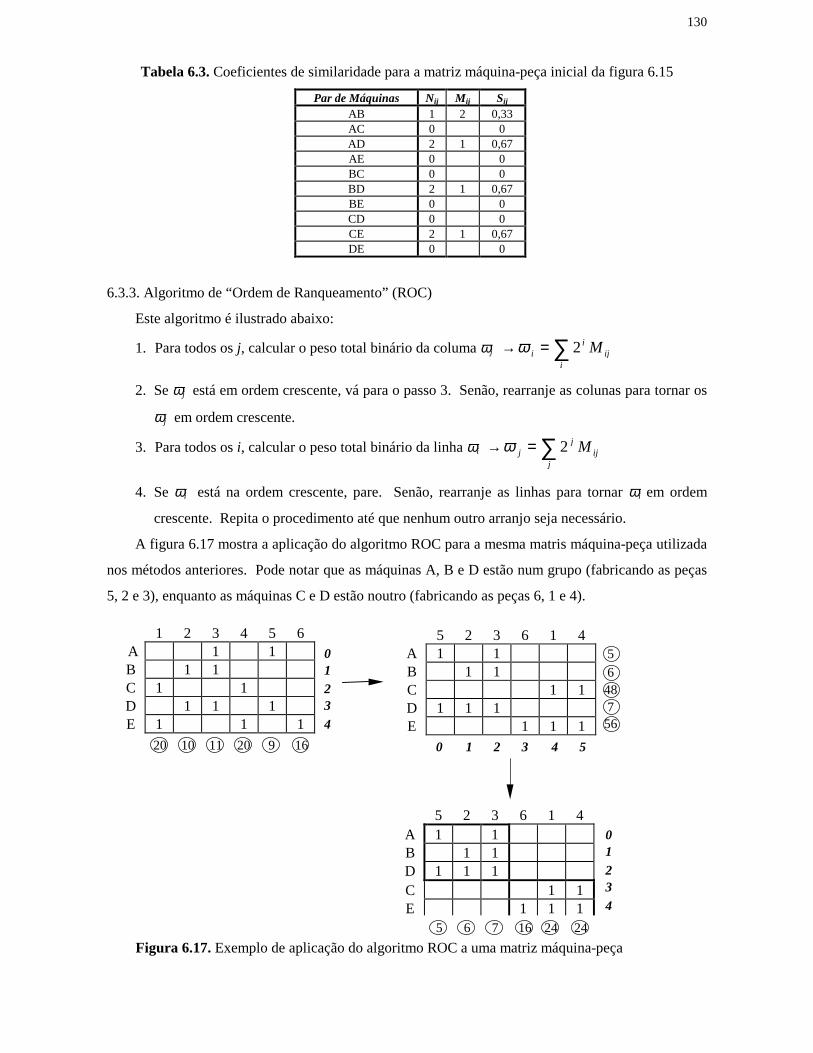
Tabela 6.3. Coeficientes de similaridade para a matriz máquina-peça inicial da figura 6.15
Par de Máquinas Nij M ij Sij
AB 1 2 0,33AC 0 0AD 2 1 0,67AE 0 0BC 0 0BD 2 1 0,67BE 0 0CD 0 0CE 2 1 0,67DE 0 0
6.3.3. Algoritmo de “Ordem de Ranqueamento” (ROC)
Este algoritmo é ilustrado abaixo:
1. Para todos os j, calcular o peso total binário da columa ωj →ω ii
iji
M= ∑ 2
2. Se ωj está em ordem crescente, vá para o passo 3. Senão, rearranje as colunas para tornar os
ωj em ordem crescente.
3. Para todos os i, calcular o peso total binário da linha ωi →ω jj
ijj
M= ∑ 2
4. Se ωi está na ordem crescente, pare. Senão, rearranje as linhas para tornar ωi em ordem
crescente. Repita o procedimento até que nenhum outro arranjo seja necessário.
A figura 6.17 mostra a aplicação do algoritmo ROC para a mesma matris máquina-peça utili zada
nos métodos anteriores. Pode notar que as máquinas A, B e D estão num grupo (fabricando as peças
5, 2 e 3), enquanto as máquinas C e D estão noutro (fabricando as peças 6, 1 e 4).
Figura 6.17. Exemplo de aplicação do algoritmo ROC a uma matriz máquina-peça
1 2 3 4 5 6A 1 1B 1 1C 1 1D 1 1 1E 1 1 1
5 2 3 6 1 4A 1 1B 1 1D 1 1 1C 1 1E 1 1 1
5 2 3 6 1 4A 1 1B 1 1C 1 1D 1 1 1E 1 1 1
01234
16920111020 0 1 2 3 4 5
5
648756
5 6 7 24 24
01234
16