bombardier inc. - learjet engineering …les 1051 al page 3 proprietary notice this document...
TRANSCRIPT

Page 1 of 22
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
LEARJET ENGINEERING SPECIFICATION NO: LES 1051 AL TITLE: HEAT TREATMENT OF ALUMINUM ALLOYS Author: T. Wallace Ext. 6355 Date Req’d: 08-06-2012 LJL-561-A

LES 1051 AL PAGE 2
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
REVISION RECORD
REV LTR
DATE
DESCRIPTION
AH 10/23/00 For revision status of Rev. V thru AG, see Rev. AG.
Revised ¶¶ 3.2 & 3.3 to list BAPS specification in lieu of the AMS specification. Corrected ¶ 4.2 to list sodium fluoborate. Corrected typographical error in Table 4. Added clarification for 7075 to Note [7] of Table 6. Added ¶ 8.4 to address resolution heat treatment of bare alloys. Revised ¶ 7.7.3 to allow glycol quenching of 2024 alloys up to and including 0.071” thick.
AJ 6/14/02 In ¶ 2.1 and ¶ 2.2 deleted MIL-H-6088 and replaced with SAE-AMS-H-6088. In ¶ 3 revised to AMS-SAE-H-6088. Added BAERD GEN-007. In Table 6 added T4 and T42 recipies to 2024 material. Ref. DCP #99-L0022, 45-L0386
AK 09/01/09 Revised the document completely for clarity and updated to the current template. Following technical changes were made: Transferred requirements of LES 1221, LES 1328 and LES 1330 to this document. Updated references of industry specifications. Clarified test and calibration frequency for thermal equipment, including reduced frequency requirements. Added option to use ammonium fluoborate in place of sodium fluoborate. Replaced temperature range with Set temperature in Tables III and VIII. Added glycol quenching of 2014 and 2219 alloys. Deleted optional requirement to check specific gravity of glycol solution. Added pH requirement of glycol solution. Revised the temporary protection of annealed material to match with LES 1066. Simplified the cooling requirements for aborted loads. Identified Q/A provisions in section 10.0 when processors use alternate AMS 2770. Clarified the fabrication steps when machining part from thick product.
AL 07/05/12 Added 350F aging times for 7075 Sheet and Plate in Table VIII. These parameters are in accordance with AMS2770. Revised monthly process control tests in paragraph 10.2 to meet requirements of BAPS 168-007. EFF: JJ060T002790, JJ045T023882, ECR 8982. Reference: eRFC 16535, 9866.

LES 1051 AL PAGE 3
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
TABLE OF CONTENTS
1.0 PURPOSE..............................................................4 2.0 SCOPE................................................................4 3.0 APPLICABLE DOCUMENTS.................................................4 3.0 APPLICABLE DOCUMENTS (Cont.).........................................5 4.0 MATERIALS AND EQUIPMENT..............................................5 4.1 Materials............................................................5 4.2 Equipment............................................................5 Table I - Equipment Classification and calibration frequency...............6 5.0 GENERAL REQUIREMENTS.................................................7 6.0 METAL PREPARATION PRIOR TO HEAT-TREATING.............................7 6.1 Cleaning.............................................................7 6.2 Racking..............................................................7 7.0 PROCESSES............................................................8 7.1 Annealing............................................................8 TABLE II – Annealing Of Wrought Products...................................9 7.2 Solution Heat Treating...............................................9 TABLE III - Temperatures For Solution Heat Treating........................11 TABLE IV - Soak Time For Solution Heat Treat Of Wrought Alloys.............12 TABLE V - Soak Time For Solution Heat Treat Of Casting Alloys..............12 7.3 Quenching............................................................13 TABLE VI - Maximum Quench Delay Times......................................13 7.4 Parts Handling Following Quench......................................15 Table VII - Refrigeration storage time.....................................15 7.5 Aging (Precipitation) Treatment......................................15 TABLE VIII - Precipitation (Aging) Treatment...............................16 8.0 RE-HEAT TREATMENT....................................................19 Table IX - Limitations on re-solution H/T on clad alloys...................19 9.0 ABORTED LOADS........................................................19 10.0 QUALITY ASSURANCE PROVISIONS.........................................20 10.1 Lot Acceptance tests.................................................20 Table X - Frequency of testing for production heat-treat lots..............20 10.2 Monthly Process Control Tests........................................21 10.3 Pyrometry............................................................21 10.4 Identification.......................................................21 10.5 Records..............................................................21 10.6 Personnel............................................................21 10.7 Report/Certification.................................................21 10.8 Special Processing Requirements:.....................................22

LES 1051 AL PAGE 4
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
1.0 PURPOSE This Specification establishes the requirements and procedures applicable to the heat treatment of aluminum alloys.
2.0 SCOPE 2.1 This Specification shall govern procedures for the heat
treatment of aluminum alloys for or by Learjet when specified on the engineering drawing. When otherwise specified, heat treatment shall be in accordance with AMS 2772 or AMS 2770.
2.2 Subcontractors may use AMS 2771 for parts made from castings. 2.3 Subcontractors producing parts from wrought aluminum alloys
(including forgings) may comply with BAPS 168-007; or AMS 2770 and Section 10 of this specification.
3.0 APPLICABLE DOCUMENTS Except where a specific revision is indicated, the current revision of the following references shall be considered a part of this specification to the extent indicated herein.
AMS 2750 Pyrometry
AMS 2770 Heat Treatment of Wrought Aluminum Alloy Parts
AMS 2771 Heat treatment of aluminum alloy castings
AMS 2772 Heat treatment of aluminum alloy raw materials
AMS-QQ-A-250/4 Aluminum alloy sheet and plate, 2024, bare
AMS-QQ-A-250/5 Aluminum alloy sheet and plate, 2024, Clad
ANSI H35.1 Alloy and temper designation systems for aluminum
ASTM B557 Tensile testing of wrought and cast aluminum alloy products
BAERD-GEN-007 Quality control of heat treating equipment and hot forming equipment
BAERD-GEN-018 General procedure for the accreditation of laboratories
BAPS 168-007 Heat Treatment Of Aluminum Alloys
BAPS 168-013 Hardness and Electrical Conductivity Testing of Metals
BATS 2520 Hydrogen porosity (HTO) of heat treated aluminum alloys, evaluation by micro examination.
BATS 2521 Eutectic melting of heat treated aluminum alloys, evaluation by micro examination.

LES 1051 AL PAGE 5
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
3.0 APPLICABLE DOCUMENTS (Cont.) BATS 2522 Diffusion of core in clad aluminum alloys, evaluation
by micro examination.
BATS 2525 Susceptibility to intergranular corrosion of aluminum alloys, evaluation by micro examination.
BATS 5320 Quenching solutions concentration
Federal Test Method Std. No. 151 Metals- Test Methods
LES 1008 Identification: Inspection And Special Processes
LES 1042 Degreasing; Process Specification For Vapor
LES 1043 Alkaline cleaning
LES 1066 Protection of material and parts during handling, fabrication and storage
LES 1239 Solvent Cleaning
4.0 MATERIALS AND EQUIPMENT
4.1 Materials 4.1.1 Sodium Fluoborate or Ammonium Fluoborate, Commercial Grade
Mrf.: McKesson Chemical Co. Wichita, KS 4.1.2 Glycol Quenchant:
AMS 3025 Type I 4.1.3 Biocide Uconex 315 Antimicrobial - Mfr: Union Carbide
4.2 Equipment 4.2.1 All heat treating equipment and controls shall be installed,
calibrated and maintained either to the requirements of AMS 2750 or to the requirements of BAERD-GEN-007. Table I covers the required classification for equipment as covered in AMS2750. Test and calibration frequency are also identified in Table I.
4.2.2 The products of combustion and other materials which could attack or
contaminate parts shall not contact parts.

LES 1051 AL PAGE 6
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
Table I - Equipment Classification and calibration frequency
Notes: 1. SAT – System Accuracy Test 2. TUS – Temperature Uniformity Survey 3. Test frequency may be reduced to Quarterly period after six consecutive
successful tests at the discretion of Quality Assurance group. 4. Test frequency may be reduced to Semi-annual period after six consecutive
successful tests at the discretion of Quality Assurance group.
Instrument calibration frequency Equipment
Equip-ment Class
Temp uniformity
Digital Analog
SAT FREQUENCY (Note 1)
TUS frequency (Note 2)
Solution H/T furnace
2 C ±10 F Quarterly Monthly Biweekly Monthly (Note 3)
Aging oven 2 C ±10 F Quarterly Monthly Biweekly Monthly (Note 3)
Annealing furnace
5 C ±25 F Semi-annually
Quarterly Monthly Quarterly (Note 4)
Quench tank n/a Same as SAT
Same as SAT
Semi Annually
n/a
Refri-geration n/a
Same as SAT
Same as SAT
Semi Annually
n/a

LES 1051 AL PAGE 7
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
5.0 GENERAL REQUIREMENTS 5.1 Only qualified personnel shall run heat treating operations. Heat
treat personnel are considered qualified if they have acceptable experience and have demonstrated the capability of heat treating aluminum alloys in Learjet heat treating facilities to the Quality Assurance Department.
5.2 Heat treatment shall be performed on the whole part, and never on portion of a part.
5.3 Spot welded or fastened assemblies shall not be heat treated.
5.4 Any assy. that might entrap fluids shall not be solution heat treated in a salt bath solution.
5.5 Refer to ANSI H35.1 for Heat treatment terms and temper designations.
5.6 For all heat treating operations, the soaking time starts when all temperature control sensors reach the minimum of the uniformity tolerance range specified. For example, soaking time for solution heat treating of 2024 alloy, which has set temperature of 920F and uniformity tolerance of ±10F, starts when all temperature control sensors reach 910F.
6.0 METAL PREPARATION PRIOR TO HEAT-TREATING
6.1 Cleaning
6.1.1 All parts shall be visually clean before inserting them in the heating media.
6.1.2 Small quantities of surface dirt and oil may be wiped off with clean
rags. 6.1.3 Heavy films of grease and oil shall be removed by solvent cleaning
per LES 1239, vapor degreasing per LES 1042, or alkaline cleaning per LES 1043.
6.1.4 All parts must be dry. Any evidence of moisture must be removed
prior to entry into the furnace.
6.2 Racking 6.2.1 Arrange the charge so that free circulation of heat (and quench
media during solution heat treating) is maintained between individual parts.
6.2.2 Position and support parts as required to prevent distortion,
warping, or buckling during heating. 6.2.3 All racking equipment must be thoroughly dry prior to the use.

LES 1051 AL PAGE 8
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
6.2.4 Except as noted in ¶ 6.2.6, parts 0.250 in. and under in nominal thickness shall be separated by not less than 1.0 in. and thicker parts shall be separated by a minimum of 1.0 in. plus the part thickness.
6.2.5 Long parts should be racked as vertically as possible during
solution heat-treating to minimize distortion.
6.2.6 Basket Loading. Small parts which are not suitable for individual racking can be heated in basket type containers according to the following requirements: a. Parts may be layered in basket type containers up to a maximum of
four (4) layers deep. Parts shall be positioned to provide maximum air circulation possible to all part surfaces.
b. Any time parts are layered more than two layers deep, add ten
minutes of additional soak time. CAUTION
When parts are layered in excess of two (2) layers deep, and the additional ten (10) minutes are added to the soak time, accurate accounting of soak time is necessary to meet the requirements of Table IV.
c. The nested parts shall be water quenched, glycol quenching is not permitted.
7.0 PROCESSES
7.1 Annealing 7.1.1 Annealing is employed to remove the effects of previous heat
treatment or the strain hardening effects of cold work. 7.1.2 Annealing of wrought products shall be accomplished per Table II. 7.1.3 Alloys 1100, 3003 and 5052 are hardened by cold work only and may be
annealed only when they are to be used in the annealed condition. 7.1.4 Castings may be annealed by heating to 650 to 750°F, holding for
approximately 2 hours and air cooling. 7.1.5 Bare 7075 material should be oiled in accordance with LES 1066 after
annealing, or heat-treated within one week as a corrosion preventive measure.

LES 1051 AL PAGE 9
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
TABLE II – Annealing Of Wrought Products Annealing Cycles
Alloy
Condition Prior to annealing
Method for Partial Anneal
Method for Full Anneal
Notes
1100 Cold worked n/a 1 3003 (HXX) n/a 2 See ¶ 7.1.3 5052 n/a 1 2014 Cold worked or 1 3 Partial anneal to soften 2017 any "T" condition 1 3 material for minor forming 2117 1 3 operations. 2219 1 3 2024 1 3 Full anneal to obtain 6061 1 3 maximum formability. 6063 1 3 7075 1 4
METHODS: 1. Heat to 630 to 660°F - Soak 30-60 minutes and air cool. 2. Heat to 730 to 760°F - Soak 30-60 minutes and air cool. 3. Heat to 750 to 800°F - Soak (2) hour minimum, furnace cool at maximum rate
of 50°F per hour to 500°F or less, air cool. 4. Heat to 775 to 825°F - Soak (1) hour minimum, furnace cool at 50°F per hour
to 450°F 25°F, hold (6) hours minimum and air cool.
7.2 Solution Heat Treating The solution heat treatment of aluminum alloys consists of heating the material to a specified temperature, soaking a sufficient time to affect a solid solution of the alloy hardening constituents, and quenching rapidly. Solution heat treatment shall be accomplished as follows:
7.2.1 Fluoborate. Any air furnace charge containing either bare 2XXX or
bare 7XXX series aluminum alloys shall receive a charge of sodium fluoborate or ammonium fluoborate per ¶ 4.1.1 to minimize or prevent blistering or high temperature oxidation caused by water vapour. a. Recommended procedure is to place the fluoborate compound in a
closed container in the furnace working area. b. The compound must be thoroughly dry upon entry into the air
furnace. c. Minimum quantity is one ounce per 100 cubic feet of furnace
working area. Quantities greater than four ounces per 100 cubic

LES 1051 AL PAGE 10
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
feet of furnace working area do not provide any additional protection.
d. Any compound remaining in pan following quench shall be
discarded. 7.2.2 Solution heat treatment temperature and soak times.
Set temperature and soak times shall be as shown in Tables III through Table V. Following additional requirements shall apply: a. The heating media shall be stabilized at the specified
temperature before loading parts.
Soaking time starts when all thermocouples are within 10°F of the set or offset temperature.
a. To prevent clad diffusion, avoid charges having material
thickness variations which require different soak times. Soak time for clad materials shall be within the limits per Table IV.
b. For air furnaces charged with clad material, size the charge to
insure that the heat-up time to bring the load within the limits of the soaking temperature does not exceed 30 minutes for material thickness up to and including 0.102 inch, and 60 minutes maximum for greater thickness.
c. Charges of BARE material shall be sized according to material
thickness so that the soaking time for the greatest thickness does not exceed four times the minimum soaking time for the thinnest material in the load.

LES 1051 AL PAGE 11
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
7.2.2 Solution heat treatment temperature and soak times. (Cont.) d. Charges containing forging of varying thicknesses shall be sized
so that the soaking time required for the thickest section in the load does not exceed two times the soaking time for the thinnest section in the load.
e. During solution heat treatment, soaking shall be performed
without interruption.
TABLE III - Temperatures For Solution Heat Treating
Wrought Products (excluding forgings)
Alloy - All Tempers
Product
Solution Heat Treatment Set/offset
Temperature, °F
Condition Immediately Following Quench
2014 All Product Forms 935 As quenched, or "W" [1]
2024 All Product Forms 920 As quenched, or "W" [1]
2219 All Product Forms 995 As quenched, or "W" [1]
6013 All Product Forms 1055 As quenched, or "W" [1]
6061 All Product Forms 990 As quenched, or "W" [1]
7075 Sheet (Less than 0.045 thick) 920 As quenched, or "W" [1]
Sheet (0.046 and thicker) Plate Rolled Bar & Rod Extrusions (all shapes)
870
Forgings
7075 All Hand and Die forgings 870 As quenched,
or "W" [1] Castings
356.0 All castings with 1.00 in. max.
thickness 1000
[Reheat treatment only]
As quenched, or "W"
NOTES: [1]Temper After Treatment: All alloys are in the AQ (as quenched) temper immediately after quenching. After maximum delay time at room temperature or maximum refrigerated storage time(¶ 7.4) has elapsed, they are in the "W" temper which is unstable, i.e., their properties are continuously changing.

LES 1051 AL PAGE 12
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
TABLE IV - Soak Time For Solution Heat Treat Of Wrought Alloys
Nominal Material
Soaking Time (Minutes) [3]
Thickness (inches) [1]
Salt Bath Minimum Time
Air Furnace Minimum Time
Maximum Time (Clad Materials only)
0.020 or less 10 20 0.021 to 0.032 15 25 0.033 to 0.063 20 30 0.064 to 0.090 25 35 0.091 to 0.125 30 40 0.126 to 0.250 35 50 0.251 to 0.500 45 60 0.501 to 1.000 60 90 1.001 to 1.500 90 120 1.501 to 2.000 105 150 2.001 to 2.500 120 180 2.501 to 3.000 135 210 3.001 to 3.500 150 240 3.501 to 4.000 165 270
4.001 and greater [2] [2]
For all gauges of clad material, the maximum soaking time is ten minutes longer than the minimum time allowed.
NOTES: [1] [2] [3]
The thickness is the minimum dimension of the heaviest section at the time of heat treatment. For thicknesses greater than 4.000 inches, add 20 minutes to the last value listed for parts in salt bath, and 30 minutes for parts in air furnaces, for each additional 0.50 inch of thickness or fraction thereof. Longer soaking times may be necessary for specific forgings.
TABLE V - Soak Time For Solution Heat Treat Of Casting Alloys
Soaking Time (Hours)
Casting Alloy
For Castings with 1.000 Inch or Less Maximum Thickness
Addition Time for Thicknesses Exceeding 1.000 Maximum
Thickness 356.0 12 hours for initial heat
treatment 8 hours for reheat treatment
Add (2) hours additional soak time for each additional 0.500 inch thickness or portion thereof.

LES 1051 AL PAGE 13
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
7.3 Quenching After parts have been soaked at the solution heat treating temperature for the required time, they shall be quenched by immersion in water per ¶ 7.3.2 or optionally in a glycol-water solution per ¶ 7.3.3. The quench media shall be agitated throughout the entire quench. Parts shall be kept immersed in the quenchant for not less than 2 minutes per inch of maximum thickness, or fraction thereof.
7.3.1 Quench Delay time
The quench delay time shall not exceed the limits specified in Table VI. Delay time is measured from the time the furnace door of an air furnace starts to open, or the first portion of the load emerges from a salt bath, to complete immersion of the load into the quenchant.
Every effort should be made to reduce quench delay times as much as possible below the maximum times shown. However, when a reduced quench delay time causes excessive distortion in the parts being heat treated, the delay may be increased as required up to the maximum permitted quench delay time.
TABLE VI - Maximum Quench Delay Times
Material Thickness [1] (inches)
Maximum Quench Delay Time (seconds)
0.016 or thinner 5
0.017 - 0.031 7
0.032 - 0.090 10
0.091 and thicker 15
NOTES: [1] Thickness is the minimum dimension of the thinnest section of any part in the load.
7.3.2 Water Quenching
The quenching of wrought alloys shall be accomplished in clear water with an initial water temperature of 90°F or less and shall not exceed 100°F at the end of quenching. In addition, the temperature of the solution shall not rise more than 20°F from quenching a single heat treat load.
Castings shall be quenched in water with an initial water temperature in the range of 150°F - 212°F.
Forgings shall be quenched in water with an initial water temperature in the range of 140°F - 160°F for 2024, 2219, 6061, and 7075 alloys, 150°F - 180°F for 2014 alloy.

LES 1051 AL PAGE 14
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
7.3.3 Glycol Quenching Aluminum alloys 2014, 2024 and 2219 up to and including 0.071 inches thickness, and 6061 or 7075 up to 0.250 inches thick, may be optionally quenched in Glycol solution.
The glycol quench medium shall be maintained to assure a maximum concentration of 22% (preferred range 16 to 22%) by volume of glycol per ¶ 4.1.2. Tap water may be used to dilute the quenchant to achieve proper concentration.
The pH of Glycol solutions shall be maintained between 7.5 and 8.7.
Biocide per ¶ 4.1.3 may be used to control biological growth within glycol solution. Maintain at 150±10 ppm through autofeed system.
The glycol quench solution temperature shall be maintained in the range of 60°F to 90°F before quenching and shall not exceed 100°F at the end of quenching. In addition, the temperature of the solution shall not rise more than 20°F from quenching a single heat treat load.
Parts shall be rinsed in agitated water or spray to remove glycol residue after quenching. The rinse water (tap water) shall be sufficiently clean so that no visible residual solids are left on parts.
7.3.4 Glycol solution control
Analyze the solution concentration and prescribe and record any additions required to make the solution comply with this specification. Such analysis shall be performed at regular intervals determined by Quality Assurance Lab.
The solution concentration of glycol quenchant shall be maintained within the limits set forth in ¶ 7.3.3 using refractometer American Optical Model 10440 or equivalent.
If there is a need for greater accuracy, the solution concentration of quenchant may be verified by measurement of kinematic viscosity at 100°F per BATS 5320 at the discretion of Quality Assurance Lab.

LES 1051 AL PAGE 15
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
7.4 Parts Handling Following Quench 7.4.1 Heat treated parts that require forming/straightening in the "As
Quenched" (AQ) condition may be formed in the AQ condition at room temperature not more than 20 minutes after quenching.
7.4.2 If refrigeration is required to maintain (AQ) condition for forming,
the parts must be placed in cold storage within 15 minutes after removal from the quench media. The refrigeration storage time shall not exceed the values shown in Table VII.
7.4.3 Forming shall be completed within 15 minutes after removal from the
refrigerator. Any time that parts are at room temperature, from the time of quench to the completion of forming, is cumulative. This accumulated time shall not exceed 30 minutes total.
Table VII - Refrigeration storage time
Refrigeration Temperature, °F
Max Storage time prior to forming
32 12 hours
0 10 days
-10 30 days
7.5 Aging (Precipitation) Treatment The precipitation treatment of aluminum alloys consists of heating solution treated material to a specified temperature, holding at this temperature for the time required to produce controlled precipitation of alloy hardening constituents, and air cooling. Precipitation treatment shall be performed as follows:
7.5.1 Precipitation treatment soak time begins when the coldest load temperature recording thermocouple reaches the minimum of the specified temperature range.
7.5.2 Precipitation hardening furnaces may be loaded cold. Parts may also
be removed from the furnace at the end of the aging cycle and allowed to cool down at room temperature.
7.5.3 Temperature and times for aging (precipitation) treatment shall be
as specified in Table VIII. 7.5.4 During aging, a maximum of four interruptions are permitted provided
the time between the door opening and recovery of furnace temperature is not included in the total time.

LES 1051 AL PAGE 16
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
TABLE VIII - Precipitation (Aging) Treatment
Alloy and
Product
Starting Temper or Condition
[4]
Minimum Room Temp. Aging Req'd. Prior
to Accelerated Precipitation Treatment
Aging Time
(hours) [1]
Set or Offset Aging
Temperature (°F)
Temper or Condition After Aging Treatment
[4]
WROUGHT PRODUCTS (Excluding Forgings)
2014-( ) [6] (All products)
"W", or as-quenched
2 Hours 8.0-10.0 350 T62
2024-( ) [6] (All products)
"W", or as-quenched
-- 96.0 [2] Room Temperature
T42 [5]
2024-( ) [6] (All products except Extrusions)
T42 [9] 9.0-10.0 375 T62
T351, T3511 T851, T85112024 ( ) [6] (Rolled bar, Extruded bar, & Shapes T4, T42
-- 12.0-13.0 375 T6,T62
2219 ( ) [6] (All products)
"W", or as-quenched
-- 96.0 [2] Room Temperature
T42
2219 ( ) [6] (All products)
T4, or T42 [9] 35.0-37.0 375 T62
2219 ( ) [6] (Plate)
T351 -- 17.0-19.0 350 T851
6013-( ) [6] Sheet
T4, or T42 [9] 4.0-5.0 375 T62
6061-( ) [6] (All products)
"W", or as-quenched -- 288.0
[2] Room
Temperature T42
6061-( ) [6] (All products)
T4, or T42 [9] 7.5-8.5 350 T62
6.0-8.0 plus 8.0-10.0
225 plus 350
[3] [7]
T73 "W", or as-quenched
2 Hours
22.0-24.0 250 T62 T6, or T62 -- 8.0-10.0 350 [7] T73 T651 -- 8.0-10.0 350[7] T7351
7075-( ) [6] Rolled or Cold Finished Bar
T651 -- 16.0-18.0 325 T7351

LES 1051 AL PAGE 17
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
TABLE VIII (Cont.)
Precipitation (Aging) Treatment
Alloy and
Product
Starting Temper or Condition
[4]
Minimum Room Temp. Aging Req'd. Prior
to Accelerated Precipitation Treatment
Aging Time
(hours) [1]
Set or Offset Aging
Temperature (°F)
Temper or Condition After Aging Treatment
[4]
WROUGHT PRODUCTS (Excluding Forgings)
'W", or as-quenched
2 Hours 6.0-8.0 plus
6.0-8.0
225 plus 350
[3] [7]
T73
22.0-24.0 250 T62 T6, or T62 -- 6.0-8.0 350 [7] T73 T6510 -- 6.0-8.0 350 [7] T73510
7075-( ) [6] Extrusions
T6511 -- 6.0-8.0 350 [7] T73511 6.0-8.0 plus
24.0–30.0
225 plus 325
[3] [8] [7]
T73
"W". or as-quenched
2 Hours 3.0-5.0 plus
15.0-18.0
250 plus 325
[3] [10]
T76
22.0-24.0 250 T62 T6, or T62 -- 6.0-8.0 350 [7] T73 T651 -- 6.0-8.0 350 [7] T7351 T6, or T62 -- 15.0-18.0 325 [10] T76
7075-( ) [6] Sheet and Plate
T651 -- 15.0-18.0 325 [10] T7651 FORGINGS
7075-( ) "W", or as-quenched 2 Hours
6.0-8.0 plus
8.0-10.0
225 plus 350
[3] [7]
T73
CASTINGS
356.0 "W", or as-quenched 2 Hours 3.0-5.0 310 T6
LES 1051 AL PAGE 18
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
TABLE VIII (Cont.) Precipitation (Aging) Treatment
NOTES: [1] [2] [3] [4] [5] [6] [7] [8] [9]
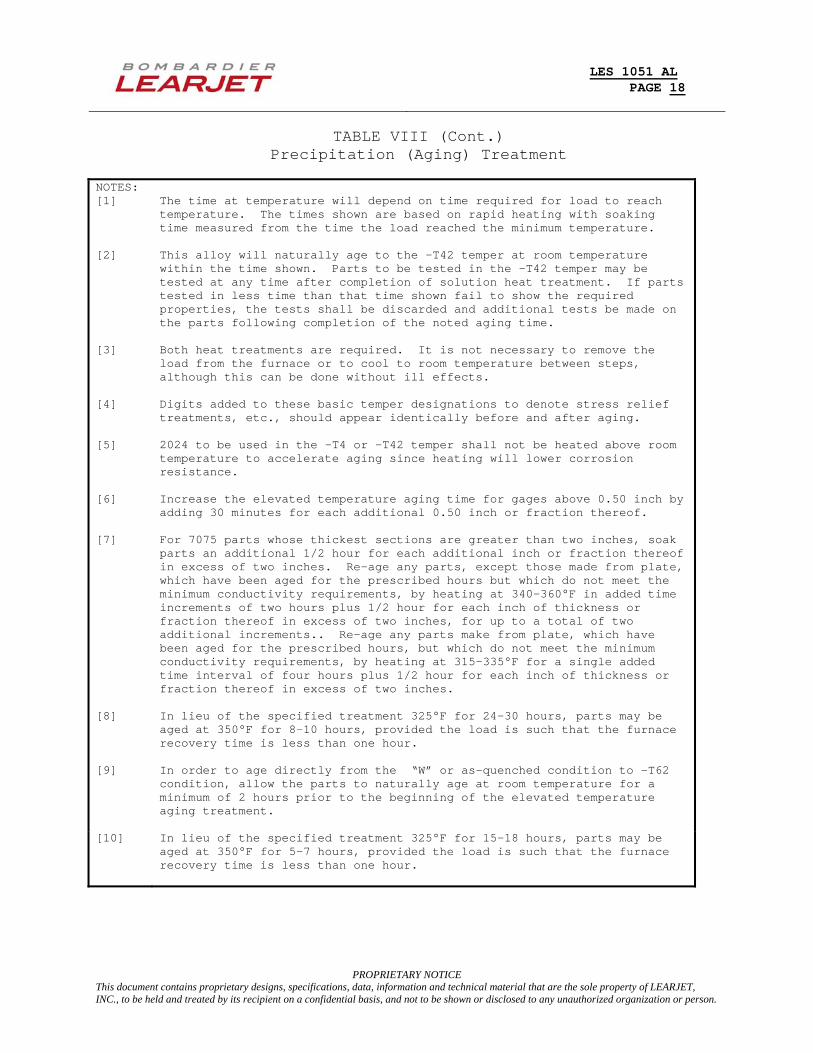
The time at temperature will depend on time required for load to reach temperature. The times shown are based on rapid heating with soaking time measured from the time the load reached the minimum temperature. This alloy will naturally age to the -T42 temper at room temperature within the time shown. Parts to be tested in the -T42 temper may be tested at any time after completion of solution heat treatment. If parts tested in less time than that time shown fail to show the required properties, the tests shall be discarded and additional tests be made on the parts following completion of the noted aging time. Both heat treatments are required. It is not necessary to remove the load from the furnace or to cool to room temperature between steps, although this can be done without ill effects. Digits added to these basic temper designations to denote stress relief treatments, etc., should appear identically before and after aging. 2024 to be used in the -T4 or -T42 temper shall not be heated above room temperature to accelerate aging since heating will lower corrosion resistance. Increase the elevated temperature aging time for gages above 0.50 inch by adding 30 minutes for each additional 0.50 inch or fraction thereof. For 7075 parts whose thickest sections are greater than two inches, soak parts an additional 1/2 hour for each additional inch or fraction thereof in excess of two inches. Re-age any parts, except those made from plate, which have been aged for the prescribed hours but which do not meet the minimum conductivity requirements, by heating at 340-360°F in added time increments of two hours plus 1/2 hour for each inch of thickness or fraction thereof in excess of two inches, for up to a total of two additional increments.. Re-age any parts make from plate, which have been aged for the prescribed hours, but which do not meet the minimum conductivity requirements, by heating at 315-335°F for a single added time interval of four hours plus 1/2 hour for each inch of thickness or fraction thereof in excess of two inches. In lieu of the specified treatment 325°F for 24-30 hours, parts may be aged at 350°F for 8-10 hours, provided the load is such that the furnace recovery time is less than one hour. In order to age directly from the “W” or as-quenched condition to -T62 condition, allow the parts to naturally age at room temperature for a minimum of 2 hours prior to the beginning of the elevated temperature aging treatment.
[10] In lieu of the specified treatment 325°F for 15-18 hours, parts may be aged at 350°F for 5-7 hours, provided the load is such that the furnace recovery time is less than one hour.

LES 1051 AL PAGE 19
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
8.0 RE-HEAT TREATMENT
"Re-solution H/T" is defined as a solution heat treatment process, subsequent to the initial solution heat treatment performed by any "User" and/or "manufacturing facility".
8.1 Clad material
Re-solution treatment shall be restricted as shown in Table IX.
Table IX - Limitations on re-solution H/T on clad alloys Material Thickness,
inches Limitations
Under 0.020 No full annealing or re-solution H/T permitted
0.020 – 0.125 One re-solution heat treatment permitted. Full annealing is prohibited.
Over 0.125 Two re-solution heat treatments; or one full anneal plus one re-solution heat treatment permitted.
8.2 Bare material.
Bare material shall be limited to two re-solution heat-treatments. MRB disposition is required for any additional re-solution heat treatment.
9.0 ABORTED LOADS
9.1 An aborted load is any load whose solution heat treatment cycle is interrupted prior to completion. All material in an aborted load must be reheat treated to meet full specification requirements. See ¶ 8.0 regarding reheat treatment restrictions. For the purpose to determine maximum number of permissible re-solution heat treatments, all the material in an aborted load must be considered to have been heat treated.
9.2 Aborted loads of clad material shall be water quenched. Aborted
loads of bare material should be air cooled to minimize distortion caused by quenching operation.

LES 1051 AL PAGE 20
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
10.0 QUALITY ASSURANCE PROVISIONS Processors performing heat treat per AMS 2770 shall also meet requirements of this section.
10.1 Lot Acceptance tests Conductivity and hardness (and tensile if applicable) tests shall be performed as lot acceptance tests.
10.1.1 Hardness and conductivity
Hardness and conductivity values of heat treated parts shall conform to BAPS 168-13. Production parts shall be tested to the frequency specified in Table X.
Table X - Frequency of testing for production heat-treat lots
Alloy-Temper Frequency of conductivity tests
Frequency of hardness tests
Material in annealed condition
Not required Not required
6061-TXXXX Not required% 100%
7075-T7XXXX 100%
100%
100% 10% (Note 1)
OR All others
10%(Note 2) 100%
Notes: 1. The testing shall include parts with lowest and highest
conductivity. 2. The testing shall include parts with lowest and highest
hardness values.

LES 1051 AL PAGE 21
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
10.1.2 Tensile Testing For Production Lot Acceptance a. When tensile testing is required by applicable engineering
requirement, it may be substituted for the hardness tests. The tensile specimen shall be made from a part selected at random, or a prolongation thereof, or from a sample of the product from which the parts were fabricated to represent each lot of parts in a heat treat load.
b. Testing shall be conducted per ASTM B557, and the test results shall meet the applicable material specification. Note: 7XXX series alloys in T7X temper will require conductivity testing also to determine heat-treat acceptability.
10.2 Monthly Process Control Tests All monthly process control test shall be maintained to the requirements of BAPS 168-007.
10.3 Pyrometry All thermal equipment, including quench tanks and refrigeration units, used to process parts shall be maintained to the requirements of AMS 2750 or BAERD-GEN-007.
10.4 Identification The heat treatment on all Learjet parts shall be identified per LES 1008.
10.5 Records
Records of all test results shall be maintained on file for a period of not less than 5 years.
10.6 Personnel The outside heat treating processors shall have documented procedures for operator qualification by means of formal training classes and formally administered test in addition to a period of job training under an experienced operator/instructor. Records of operator training and tests shall be maintained.
10.7 Report/Certification
The heat treating processor shall furnish, with each shipment of parts, a certified quality assurance report, traceable to the heat treat control number(s), stating that the parts were processed in accordance with the requirements of LES 1051. This report shall include: purchase order number, part number, alloy, temper

LES 1051 AL PAGE 22
PROPRIETARY NOTICE This document contains proprietary designs, specifications, data, information and technical material that are the sole property of LEARJET, INC., to be held and treated by its recipient on a confidential basis, and not to be shown or disclosed to any unauthorized organization or person.
designation, quantity of parts in the shipment, identification of furnace(s) used, actual thermal processing times and temperatures used, actual test results (e.g. hardness, conductivity, tensile, etc.), and a statement of their conformance/nonconformance to requirements.
10.8 Special Processing Requirements: Parts made from 7075 plate, bar, or forgings, 3.001 inches thick or thicker, shall be rough machined, solution heat treated and straightened if necessary prior to age hardening. Figure 1 shows the schematic of fabrication steps.
Rough machine
Solution Heat
Treat
Straighten if necessary
Visually Inspect
Penetrant inspect
Finish Machine
Age Harden
Figure 1 Schematic of fabrication steps for thick 7075 product

Approval SheetLES 1051 AL
Package #34736
Source: https://bftcapps.us.aero.bombardier.net/weppc/web/routing/workflow.php?idworkflows=42987
Package #: 34736
Program: Sustaining
Supplier/Cage Code: LEARJET INC (24210)
Authorities: RFC 16535 - (A3) Heat Treatment of Aluminum Alloys,
RFC 9866 - (C3) HEAT TREATMENT OF ALUMINUM ALLOYS
Owner: Krish Patni
Files: LES 1051 AL, LES 1051 AL Modsum(JJ045T023882), LES 1051 AL Modsum(JJ060T002790)
LES 1051 AL (v1)
Role Approver Date
Configuration Management (CM) Tracy Goertzen 2012-07-20 10:27:02
EDC Release Cheryl Rogers 2012-07-23 10:42:44
Material Sciences Krish Patni 2012-07-12 08:56:48
Material Sciences Krish Patni 2012-07-12 08:56:48
Material Sciences Richard Meeske 2012-07-18 18:45:07
Methods Aaron McClure 2012-07-16 08:10:09
Methods Ron Swibold 2012-07-12 07:13:21
QA Donald Rogus 2012-07-18 07:06:42
Structures Fred Ford 2012-07-12 08:39:09
Bombardier Aerospace - Electronic Routing Database (ERD) Approval Sheet (1)