biomass torrefaction achieves increased co-gasification … · biomass torrefaction achieves...
TRANSCRIPT
www.ecn.nl
Biomass torrefaction achieves
increased co-gasification shares in
entrained flow gasifiers
Michiel Carbo, Pedro Abelha, Bram van der Drift, Jaap Kiel, Carlos Mourão
Rotterdam
12th of March 2014
Energy research Centre of the Netherlands
2
• Dedicated to Sustainable Energy Innovation Together with and for the market, ECN develops knowledge and technology that enable a transition to a sustainable energy system
• 500 FTE
• 500-600 publications & reports per year
• 144 M€ annual turnover (2012)
Petten
Beijing
Wieringerwerf
Amsterdam
Eindhoven
Brussels
Biomass Solar Wind Energy efficiency
Policy studies
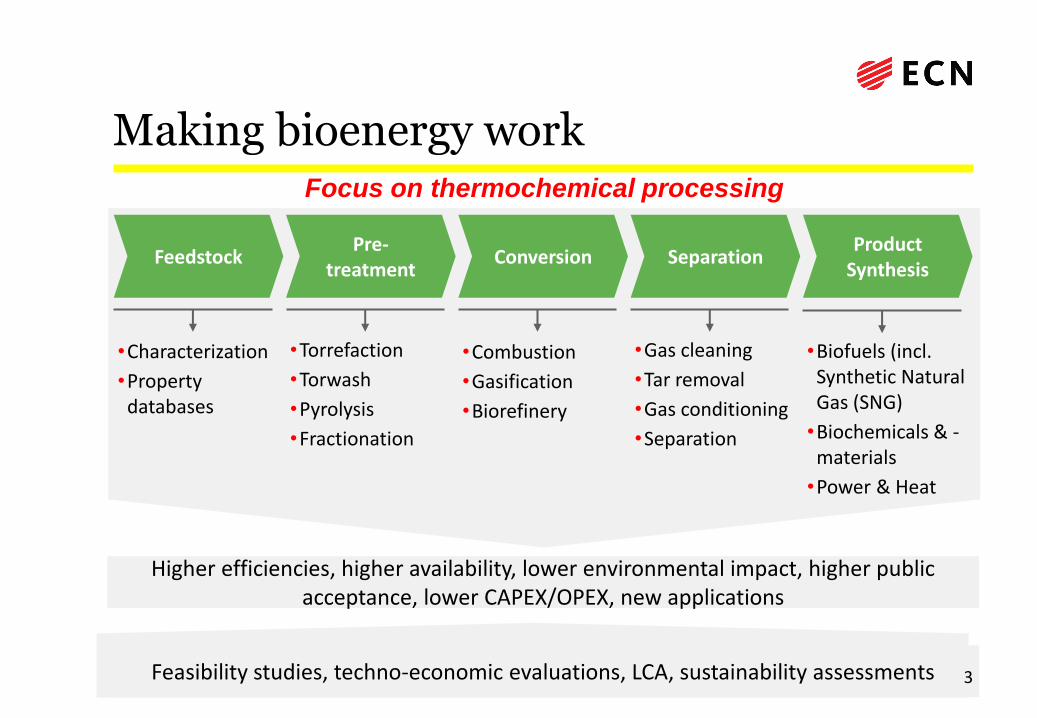
Making bioenergy work
•Characterization
•Property databases
•Torrefaction
•Torwash
•Pyrolysis
•Fractionation
•Combustion
•Gasification
•Biorefinery
•Gas cleaning
•Tar removal
•Gas conditioning
•Separation
•Biofuels (incl. Synthetic Natural Gas (SNG)
•Biochemicals & -materials
•Power & Heat
Feedstock Pre-
treatment Conversion Separation
Product Synthesis
Higher efficiencies, higher availability, lower environmental impact, higher public acceptance, lower CAPEX/OPEX, new applications
Focus on thermochemical processing
Feasibility studies, techno-economic evaluations, LCA, sustainability assessments 3

Main biomass R&D areas
• Upgrading: Biomass to commodity fuel – Torrefaction: ECN technology available on full scale
– New technology for torrefaction of wet biomass: TORWASH
• Combustion: Biomass boilers and co-firing – Fuel behavior during combustion & gasification
– Ashes, slagging, agglomeration behavior
• Gasification: Production of power or fuels – Gasification technology: MILENA
– Tar removal and product synthesis
– Test equipment and expertise to provide services
• Biorefinery: Technology for a biobased economy – Organosolv fractionation into cellulose, hemicellulose, and lignin
– Conversion of fractions into marketable products
4
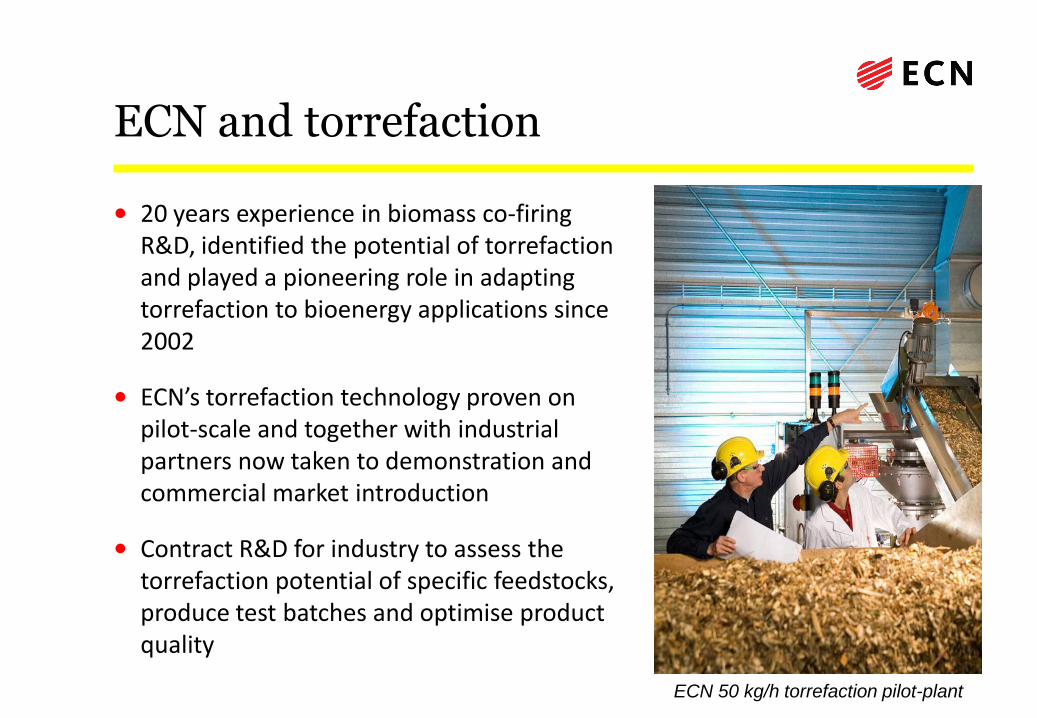
ECN and torrefaction
• 20 years experience in biomass co-firing R&D, identified the potential of torrefaction and played a pioneering role in adapting torrefaction to bioenergy applications since 2002
• ECN’s torrefaction technology proven on pilot-scale and together with industrial partners now taken to demonstration and commercial market introduction
• Contract R&D for industry to assess the torrefaction potential of specific feedstocks, produce test batches and optimise product quality
ECN 50 kg/h torrefaction pilot-plant
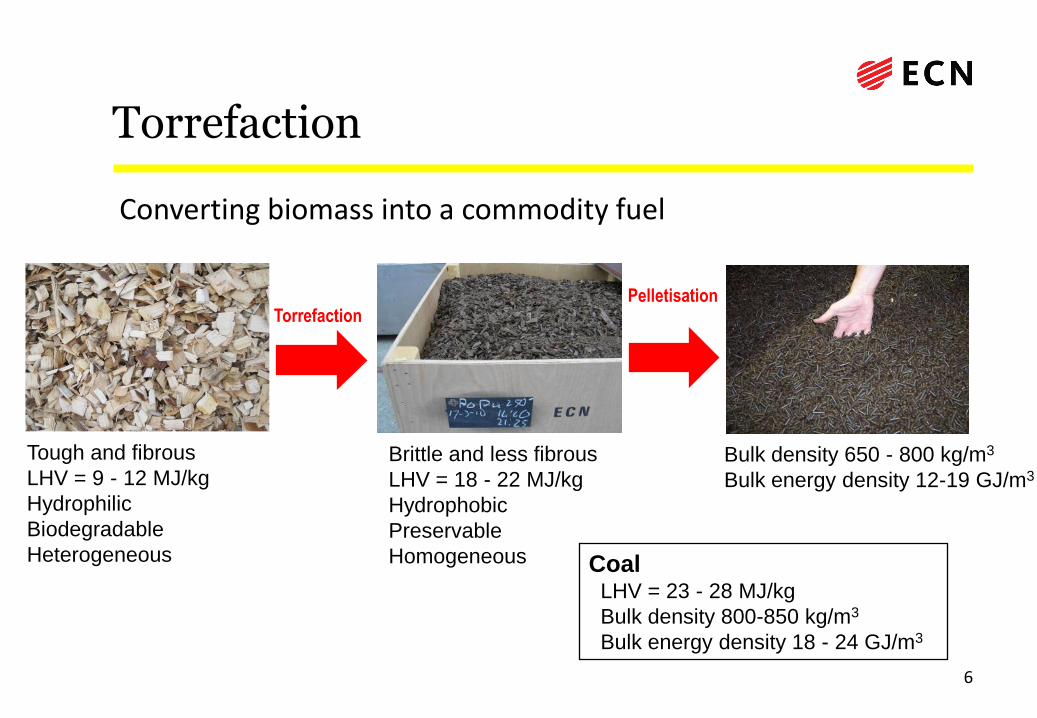
Torrefaction
Tough and fibrous
LHV = 9 - 12 MJ/kg
Hydrophilic
Biodegradable
Heterogeneous
Torrefaction
Brittle and less fibrous
LHV = 18 - 22 MJ/kg
Hydrophobic
Preservable
Homogeneous
Pelletisation
Bulk density 650 - 800 kg/m3
Bulk energy density 12-19 GJ/m3
Coal LHV = 23 - 28 MJ/kg
Bulk density 800-850 kg/m3
Bulk energy density 18 - 24 GJ/m3
Converting biomass into a commodity fuel
6
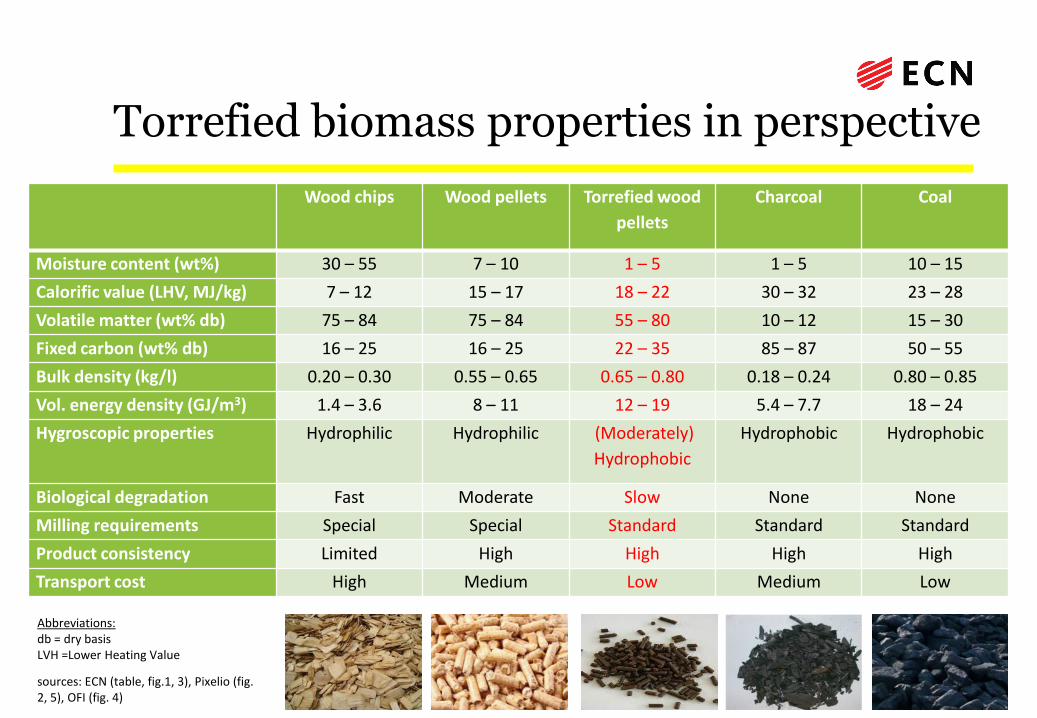
Torrefied biomass properties in perspective
Wood chips Wood pellets Torrefied wood
pellets
Charcoal Coal
Moisture content (wt%) 30 – 55 7 – 10 1 – 5 1 – 5 10 – 15
Calorific value (LHV, MJ/kg) 7 – 12 15 – 17 18 – 22 30 – 32 23 – 28
Volatile matter (wt% db) 75 – 84 75 – 84 55 – 80 10 – 12 15 – 30
Fixed carbon (wt% db) 16 – 25 16 – 25 22 – 35 85 – 87 50 – 55
Bulk density (kg/l) 0.20 – 0.30 0.55 – 0.65 0.65 – 0.80 0.18 – 0.24 0.80 – 0.85
Vol. energy density (GJ/m3) 1.4 – 3.6 8 – 11 12 – 19 5.4 – 7.7 18 – 24
Hygroscopic properties Hydrophilic Hydrophilic (Moderately)
Hydrophobic
Hydrophobic Hydrophobic
Biological degradation Fast Moderate Slow None None
Milling requirements Special Special Standard Standard Standard
Product consistency Limited High High High High
Transport cost High Medium Low Medium Low
sources: ECN (table, fig.1, 3), Pixelio (fig. 2, 5), OFI (fig. 4)
Abbreviations: db = dry basis LVH =Lower Heating Value
Torrefaction – Observations
• Often proven reactor technologies in other applications (e.g. drying, pyrolysis, combustion)
• Good process control is essential for good performance and product quality control (temperature, residence time, mixing, condensables in torrefaction gas)
• High energy efficiency is crucial in view of overall cost and sustainability; strongly depends on heat integration design
• Good quality pellets can be produced without additional binder, but: – Pelletisation performance strongly dependent on biomass feedstock
– Case-by-case tuning of the pelletisation conditions required (e.g. die dimensions)
– Good control of torrefaction conditions is essential
– Without binder, window for tuning product quality to logistics and end-use requirements can be small
– Special attention to safety issues (e.g. self heating, dust explosions)
8
Buggenum experience*
• Maximum 70% co-gasification on energy basis achieved at 90% nominal load without major modifications
• 1200 tons of torrefied pellets during 24 hours trial
• Observations: – Low durability led to significant dust formation
– Low durability disadvantageous during outdoor storage
– Pellets had low Minimum Ignition Energy (MIE)
• ECN conducted lab-scale test programme to characterise pellets and mitigate risks during commercial operation
* Source: N. Padban, Central European Biomass Conference, Jan ’14, Graz
9

Technology licensed to Andritz
• Industrial demo plant in Sønder Stenderup, Denmark – Operational since 2012
– Capacity 1 ton/hour torrefied pellets
• Strong combination of industry and R&D
10
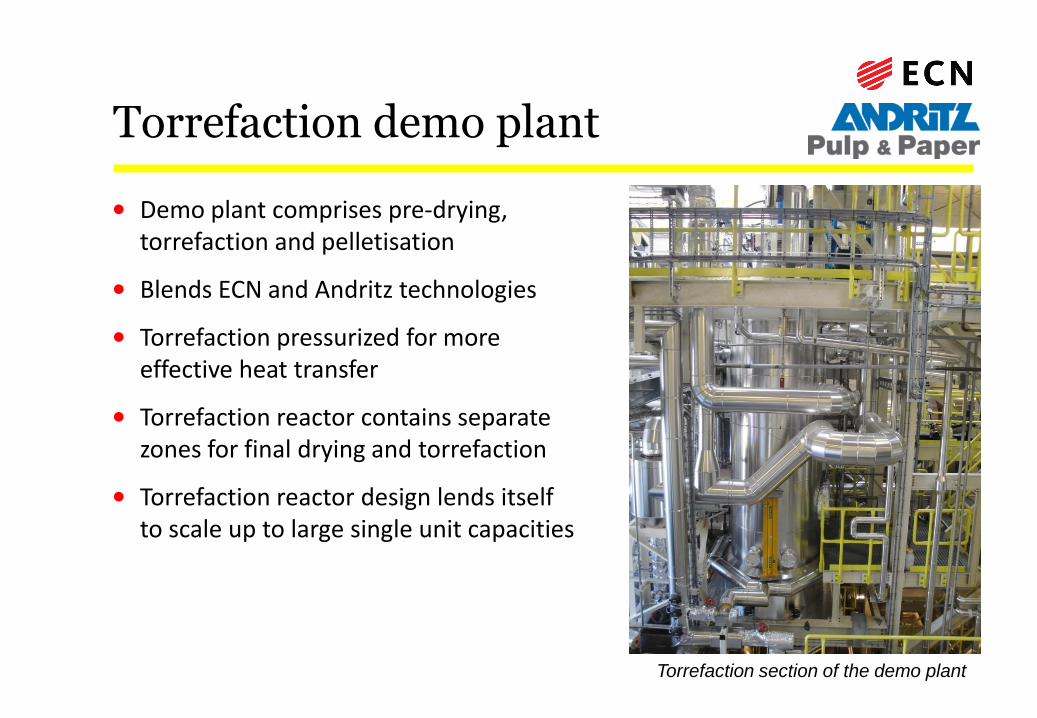
• Demo plant comprises pre-drying, torrefaction and pelletisation
• Blends ECN and Andritz technologies
• Torrefaction pressurized for more effective heat transfer
• Torrefaction reactor contains separate zones for final drying and torrefaction
• Torrefaction reactor design lends itself to scale up to large single unit capacities
Torrefaction section of the demo plant
Torrefaction demo plant

Torrefaction demo plant
Experience and outlook
• Development of dedicated torrefaction and densification recipes: – Demo plant: eucalyptus, beech, spruce, pine, poplar, mixed woods, etc.
– Lab- and pilot plants: many different wood species and mixed woods, bamboo, PKS, EFB, OPF, miscanthus, etc.
• Tailor torrefied products to meet end-user requirements: – ECN in-house characterization
– Logistics, storage and safety
– Grindability, pneumatic feeding and conversion
13

Outdoor storage
• Ongoing experiments simulating the pile surface
• Durability determined at set intervals
• Detailed monitoring weather conditions
14

Durability and explosivity
• Durability (EN 15210) – Andritz/ECN demo pellets higher than
96% (typically 97-98%)
• Minimum ignition energy – Torrefied pellets were pulverised using
disc impaction mill to replicate commercial roller mill
– Fraction below 63 µm used in accordance with EN 13821
– Andritz/ECN demo pellets have MIE’s within 30-100 mJ range, both with and without inductance
15

Fuel morphology after milling (1)
16
• Glass beads:
• Coal:
Coal
Glass beads

Fuel morphology after milling (2)
17
• Raw spruce:
• Torrefied spruce chips:
Spruce raw
Torrefied spruce chips
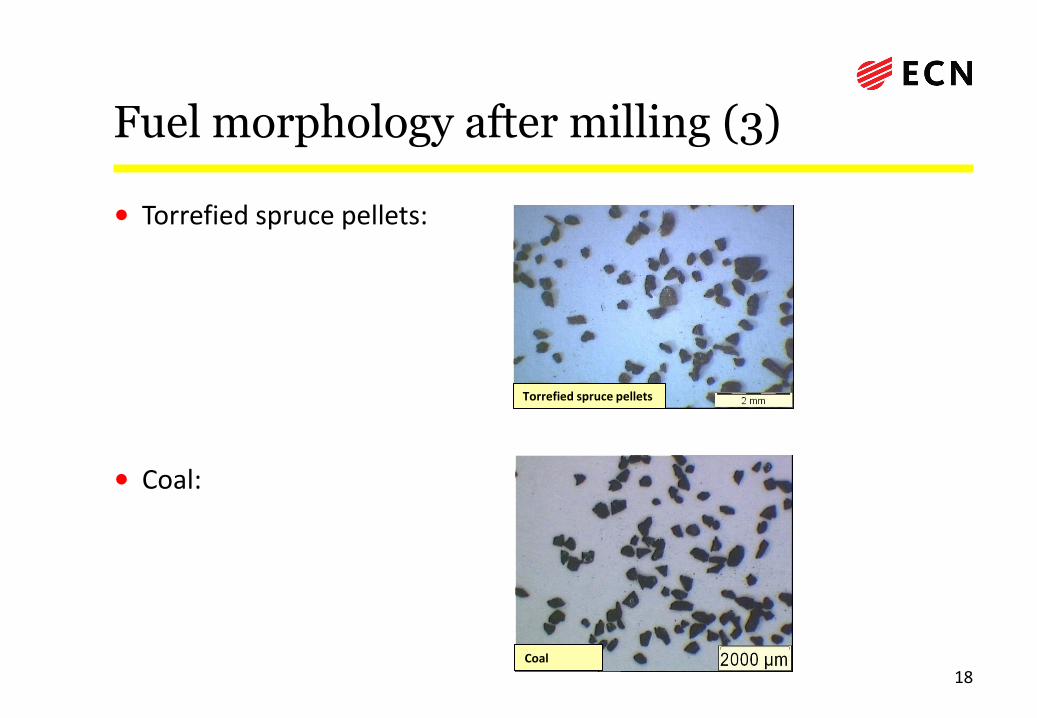
Fuel morphology after milling (3)
18
• Torrefied spruce pellets:
• Coal:
Torrefied spruce pellets
Coal

Fluidization & dense phase transport
• Fluidization tests to assess flowability
• Bulk densities pulverised torrefied pellets typically between 450-600 kg/m3
• Bulk densities between 550-600 kg/m3 display fluidization behavior similar to coal
• Setup commissioned to determine solids loading/entrainment during dense/lean phase feeding on continuous basis
19

Conversion: LCS Gasification Simulator (1)
20
Unique reactor design: 2.5 s residence time
Staged gas burner: high heating rate & realistic gas atmosphere
Particle sampling/ deposition probe
Fouling probe
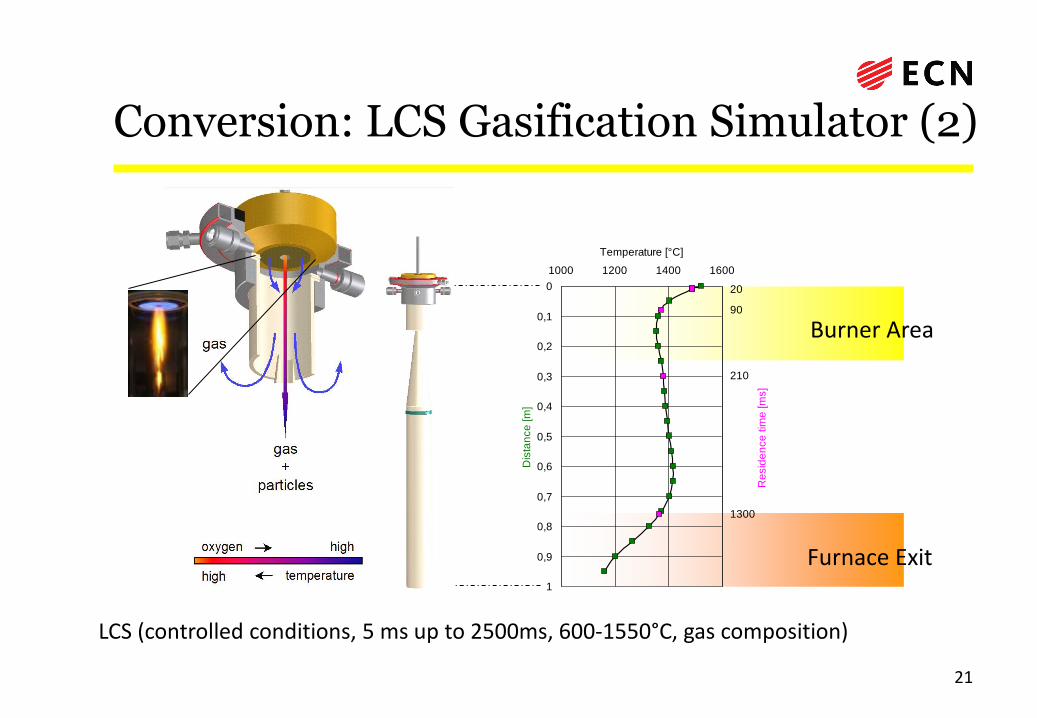
Conversion: LCS Gasification Simulator (2)
21
LCS (controlled conditions, 5 ms up to 2500ms, 600-1550°C, gas composition)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1000 1200 1400 1600
Temperature [°C]
Dis
tan
ce
[m
]
Re
sid
en
ce
tim
e [m
s]
20
90
1300
210
Furnace Exit
Burner Area

Conversion: Slag formation
22
Vertical deposition probe

Conversion: Slag formation at 1550 °C
23
100% coal
100% torrefied bamboo
80% coal/ 20% torrefied bamboo
80% coal/ 20% torrefied bamboo + 4% flux
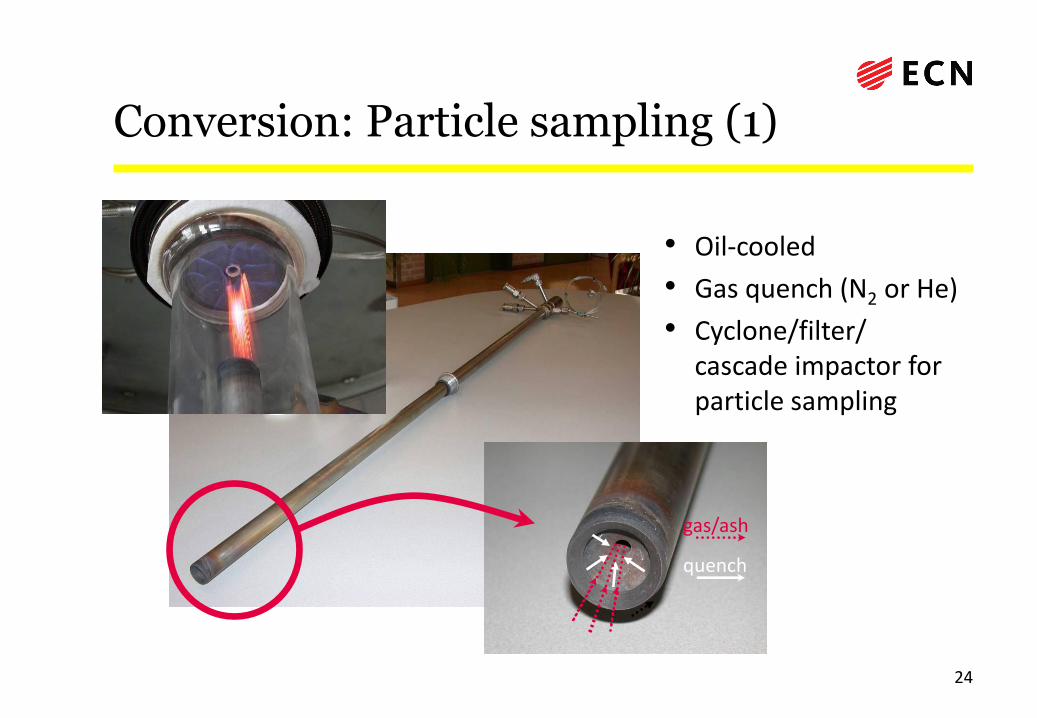
Conversion: Particle sampling (1)
24
gas/ash
quench
• Oil-cooled
• Gas quench (N2 or He)
• Cyclone/filter/ cascade impactor for particle sampling

Conversion: Particle sampling (2)
25
80% coal/ 20% torrefied bamboo (@ 1550 °C)
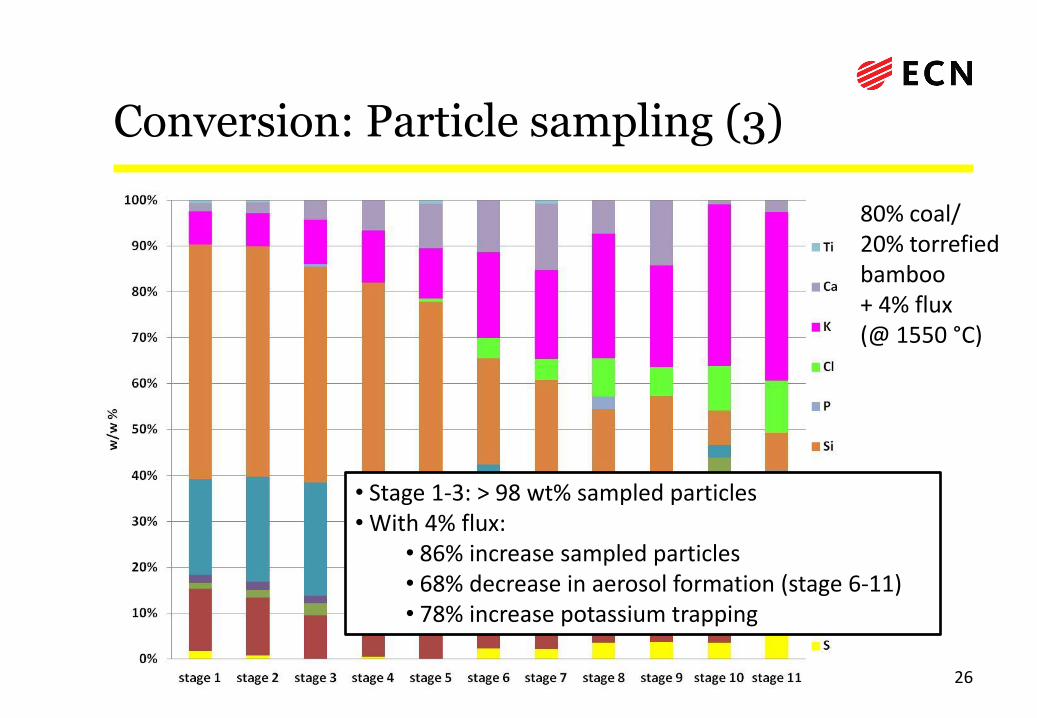
Conversion: Particle sampling (3)
26
80% coal/ 20% torrefied bamboo + 4% flux (@ 1550 °C)
• Stage 1-3: > 98 wt% sampled particles • With 4% flux:
• 86% increase sampled particles • 68% decrease in aerosol formation (stage 6-11) • 78% increase potassium trapping

Conclusions
• High co-gasification shares or dedicated gasification of biomass is feasible in dry-fed entrained flow gasifiers
• Biomass torrefaction combined with densification is key enabler
• Important quality aspects, such as durability and MIE, of Andritz/ECN torrefied pellets are sufficiently high to meet end-user requirements
• Use of flux materials can improve slag formation and reduce downstream fouling propensity of downstream syngas cooler
27

Thank you for your attention
28
Michiel Carbo Project Manager Biomass & Energy Efficiency T +31 88 515 47 92 Westerduinweg 3, 1755 LE PETTEN F +31 88 515 84 88 P.O. Box 1, 1755 ZG PETTEN The Netherlands [email protected] www.ecn.nl