Biomass Conversion to Acrylonitrile Monomer-Precursor for ... Conversion... · WBS 2.3.1.200 - Biomass conversion to Acrylonitrile monomer-precursor for the production of carbon fibers
35
WBS 2.3.1.200 - Biomass conversion to Acrylonitrile monomer-precursor for the production of carbon fibers March 8, 2017 Biochemical conversion This presentation does not contain any proprietary, confidential, or otherwise restricted information U.S. Department of Energy (DOE) Bioenergy Technologies Office (BETO) 2017 Project Peer Review PI: Amit Goyal Southern Research
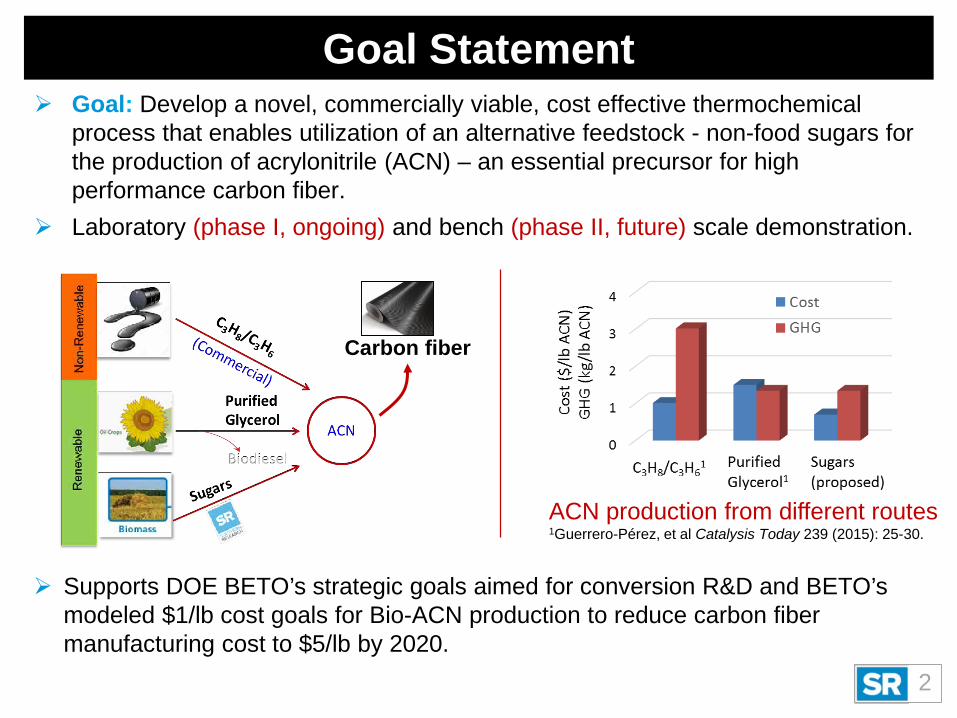
process that enables utilization of an alternative feedstock - non-food sugars for the production of acrylonitrile (ACN) ndash an essential precursor for high performance carbon fiber
Laboratory (phase I ongoing) and bench (phase II future) scale demonstration
2
Supports DOE BETOrsquos strategic goals aimed for conversion RampD and BETOrsquos modeled $1lb cost goals for Bio-ACN production to reduce carbon fiber manufacturing cost to $5lb by 2020
ACN production from different routes1Guerrero-Peacuterez et al Catalysis Today 239 (2015) 25-30
Carbon fiber
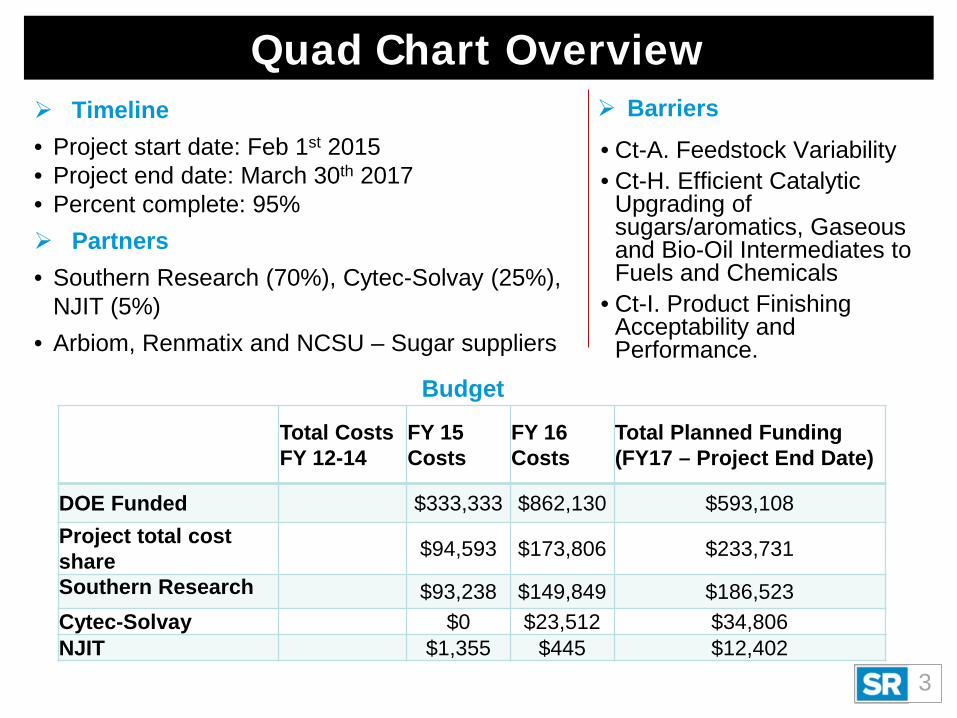
Quad Chart Overview Timelinebull Project start date Feb 1st 2015bull Project end date March 30th 2017bull Percent complete 95 Partnersbull Southern Research (70) Cytec-Solvay (25)
NJIT (5)bull Arbiom Renmatix and NCSU ndash Sugar suppliers
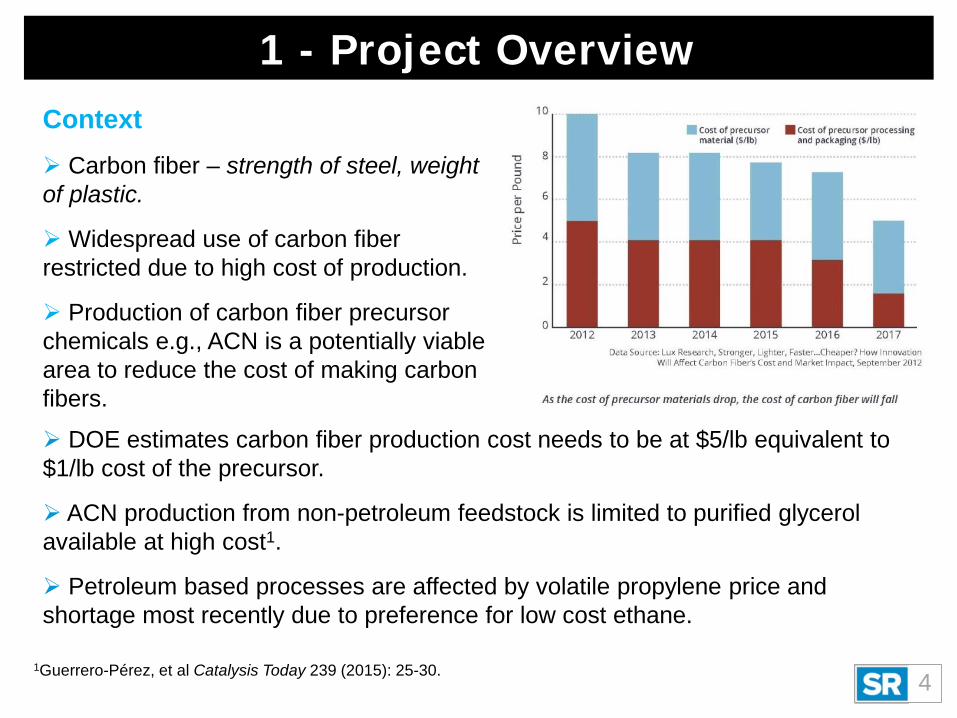
Context Carbon fiber ndash strength of steel weight of plastic
Widespread use of carbon fiber restricted due to high cost of production
Production of carbon fiber precursor chemicals eg ACN is a potentially viable area to reduce the cost of making carbon fibers
1 - Project Overview
4
DOE estimates carbon fiber production cost needs to be at $5lb equivalent to $1lb cost of the precursor
ACN production from non-petroleum feedstock is limited to purified glycerol available at high cost1
Petroleum based processes are affected by volatile propylene price and shortage most recently due to preference for low cost ethane
1Guerrero-Peacuterez et al Catalysis Today 239 (2015) 25-30
1 - Project Overview (contd)
5
C5 C6sugars
H2
R1
Co-Product
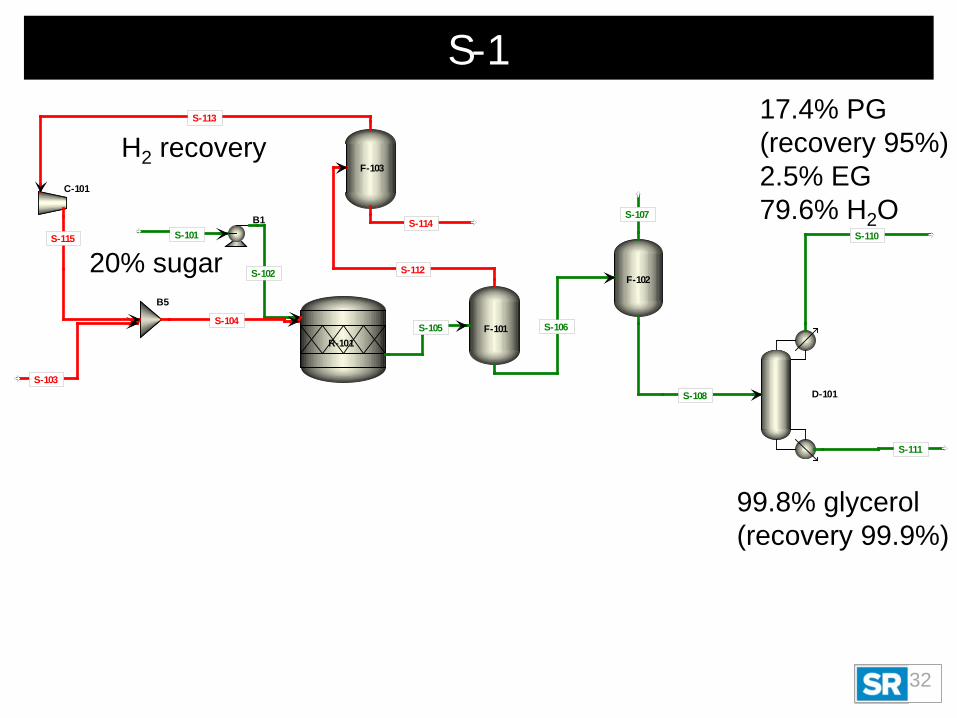
S-1
Glycerol+PG
R2
Co-Product
S-2
Acrolein
R3
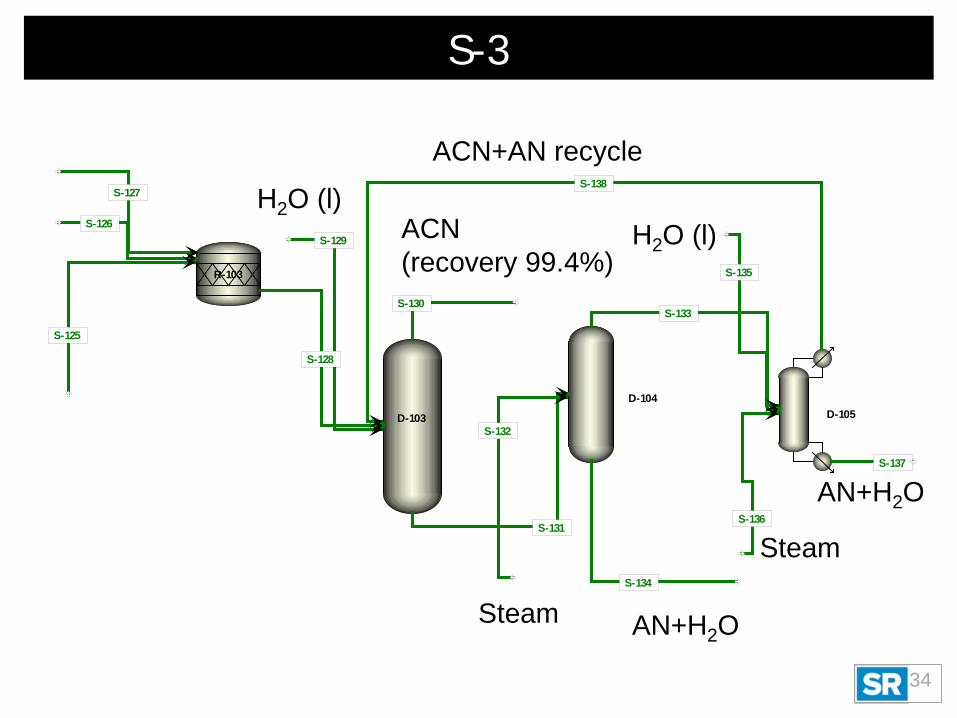
S-3
Bio-ACN
Vendor Cytec-Solvay Southern Research
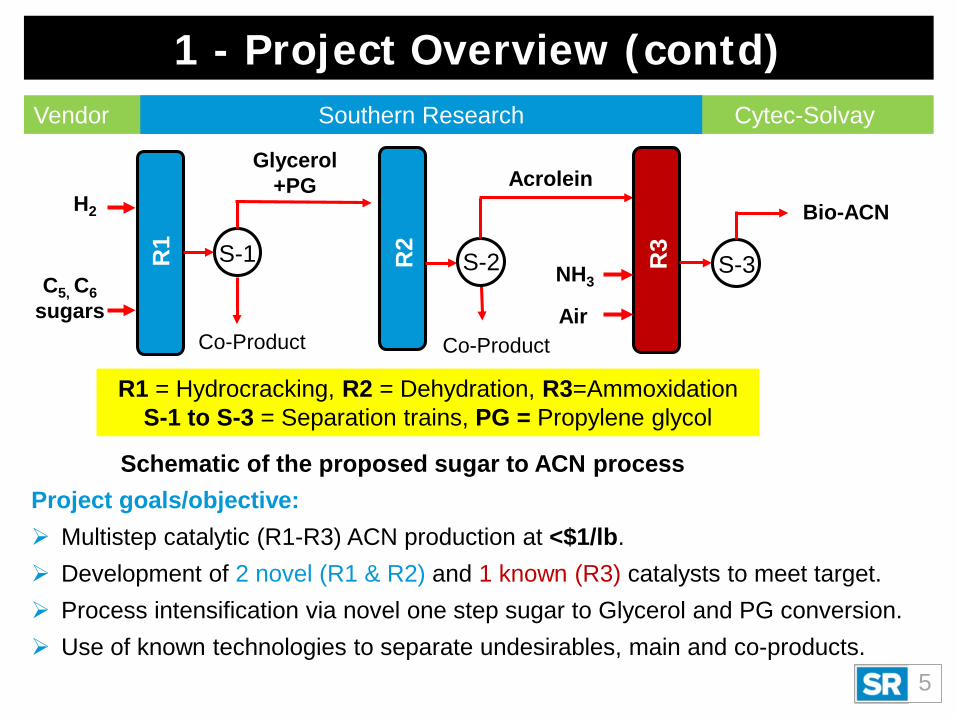
Project goalsobjective Multistep catalytic (R1-R3) ACN production at lt$1lb Development of 2 novel (R1 amp R2) and 1 known (R3) catalysts to meet target Process intensification via novel one step sugar to Glycerol and PG conversion Use of known technologies to separate undesirables main and co-products
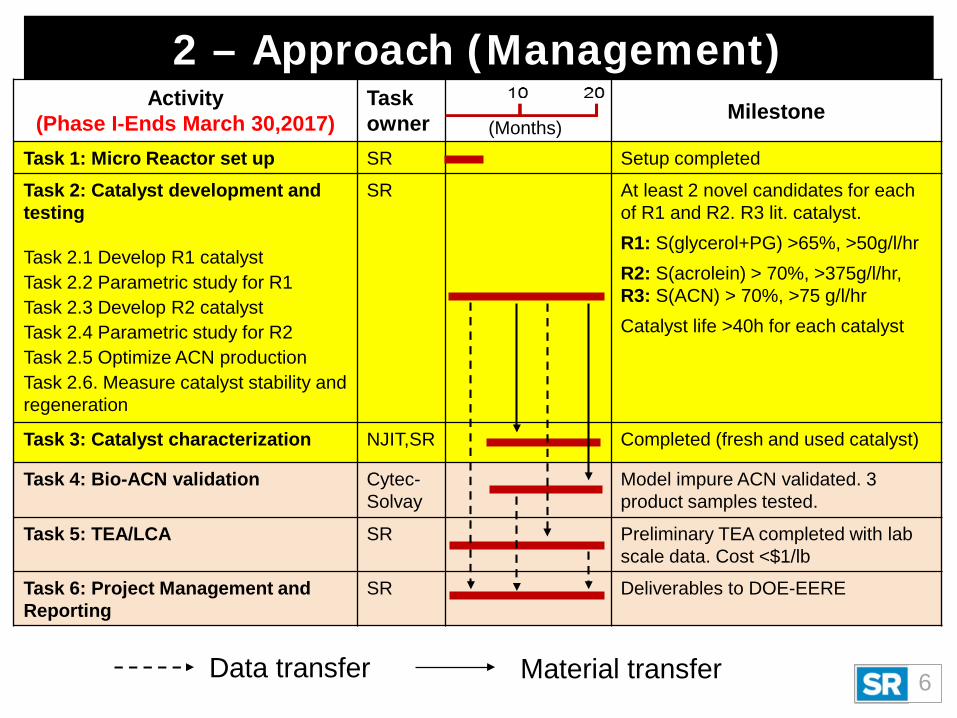
Task 21 Develop R1 catalystTask 22 Parametric study for R1Task 23 Develop R2 catalyst Task 24 Parametric study for R2Task 25 Optimize ACN productionTask 26 Measure catalyst stability and regeneration
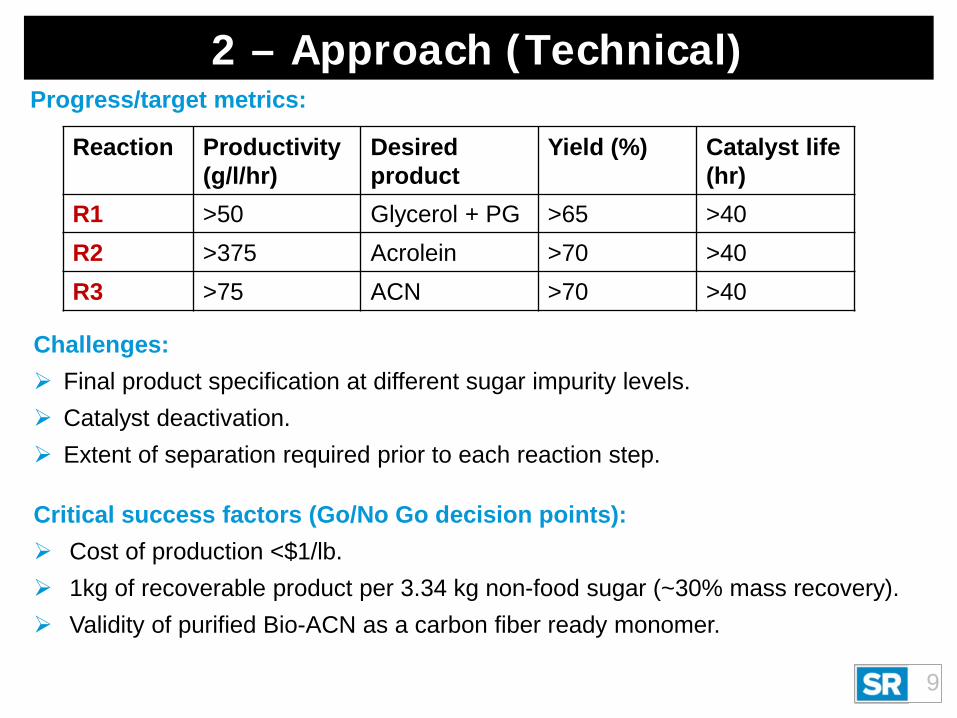
SR At least 2 novel candidates for each of R1 and R2 R3 lit catalystR1 S(glycerol+PG) gt65 gt50glhrR2 S(acrolein) gt 70 gt375glhr R3 S(ACN) gt 70 gt75 glhrCatalyst life gt40h for each catalyst
Task 3 Catalyst characterization NJITSR Completed (fresh and used catalyst)
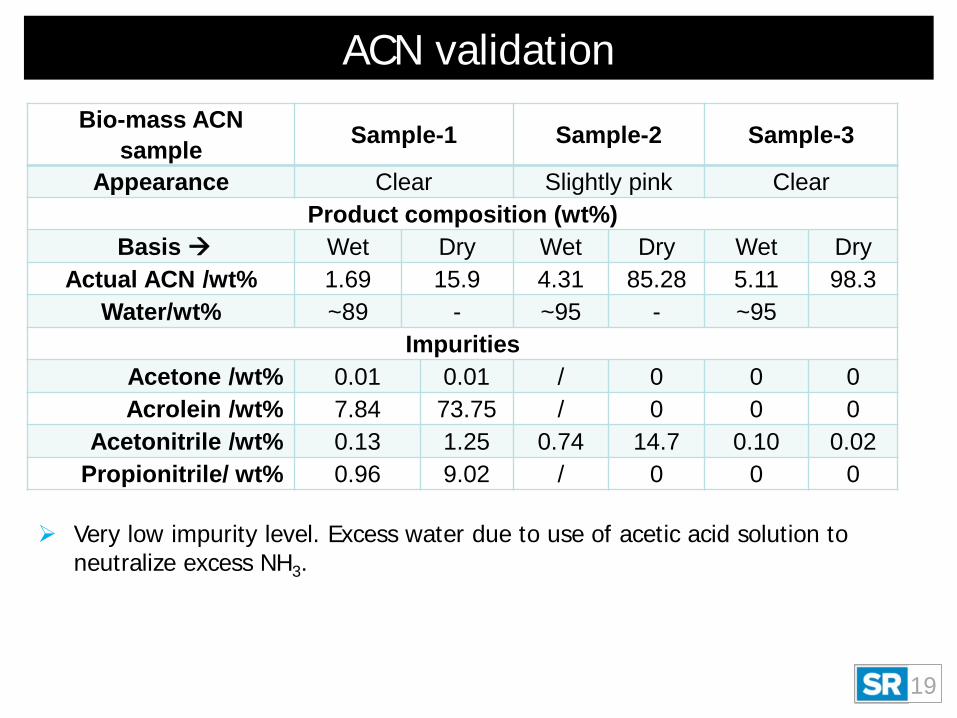
Task 4 Bio-ACN validation Cytec-Solvay
Model impure ACN validated 3 product samples tested
Task 5 TEALCA SR Preliminary TEA completed with lab scale data Cost lt$1lb
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
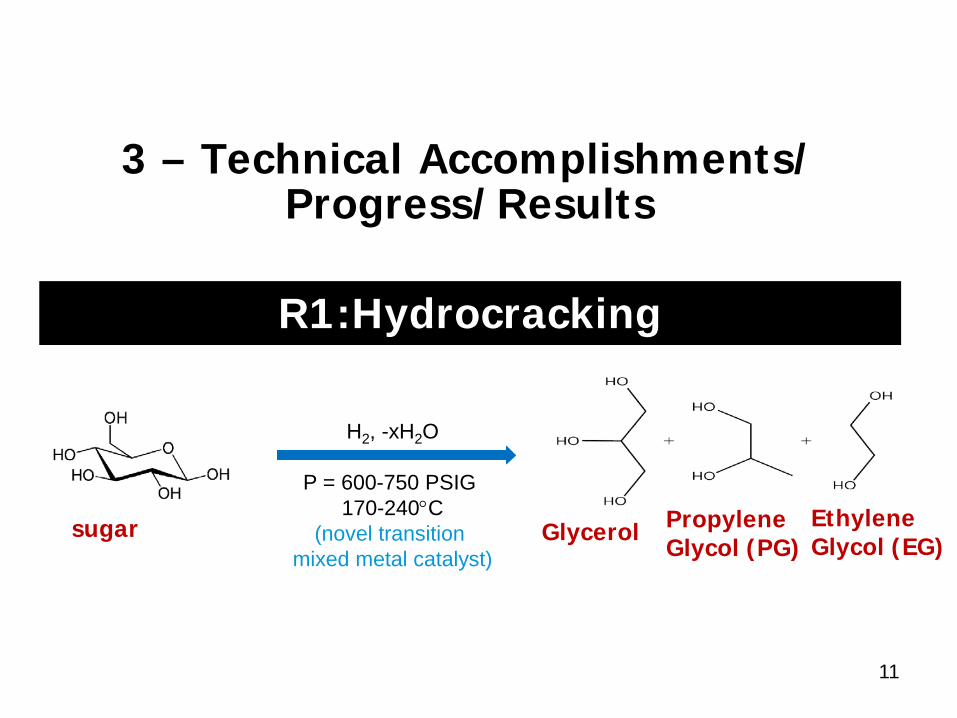
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
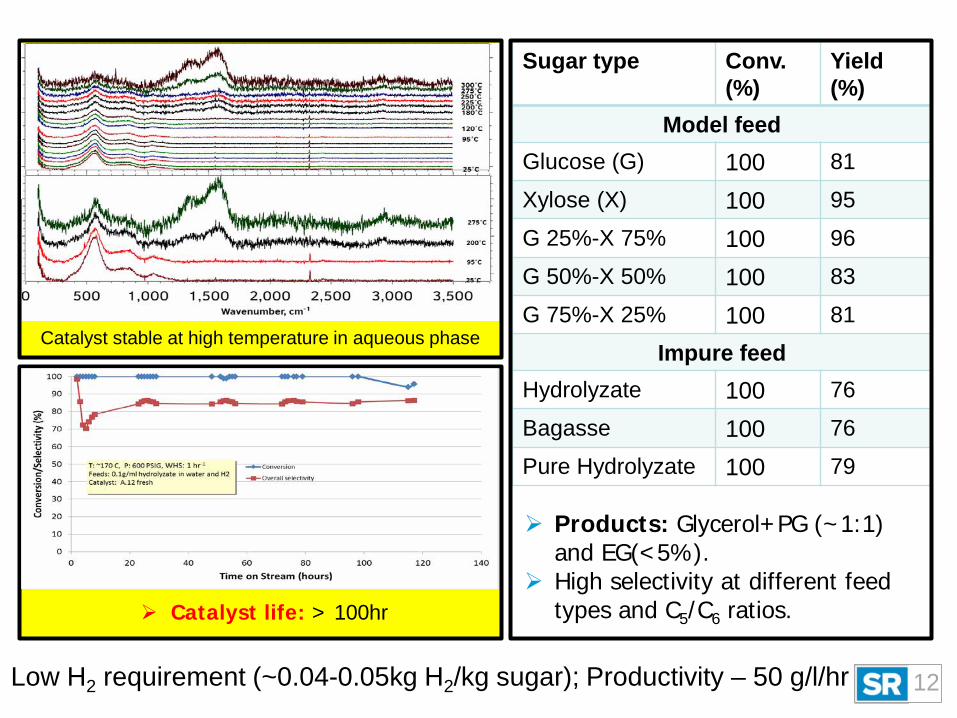
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
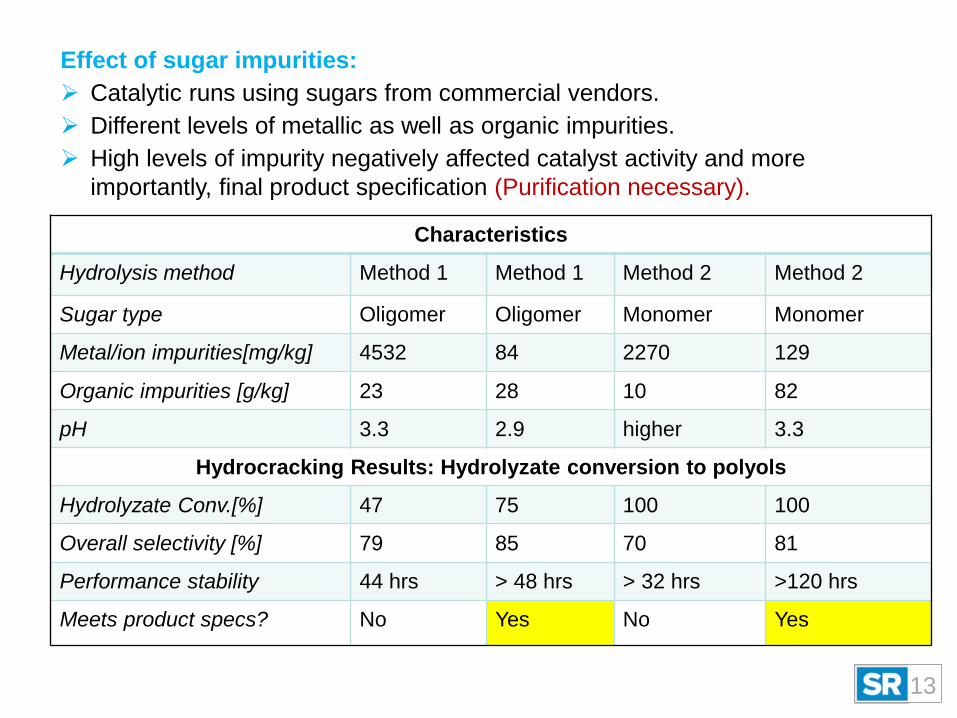
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
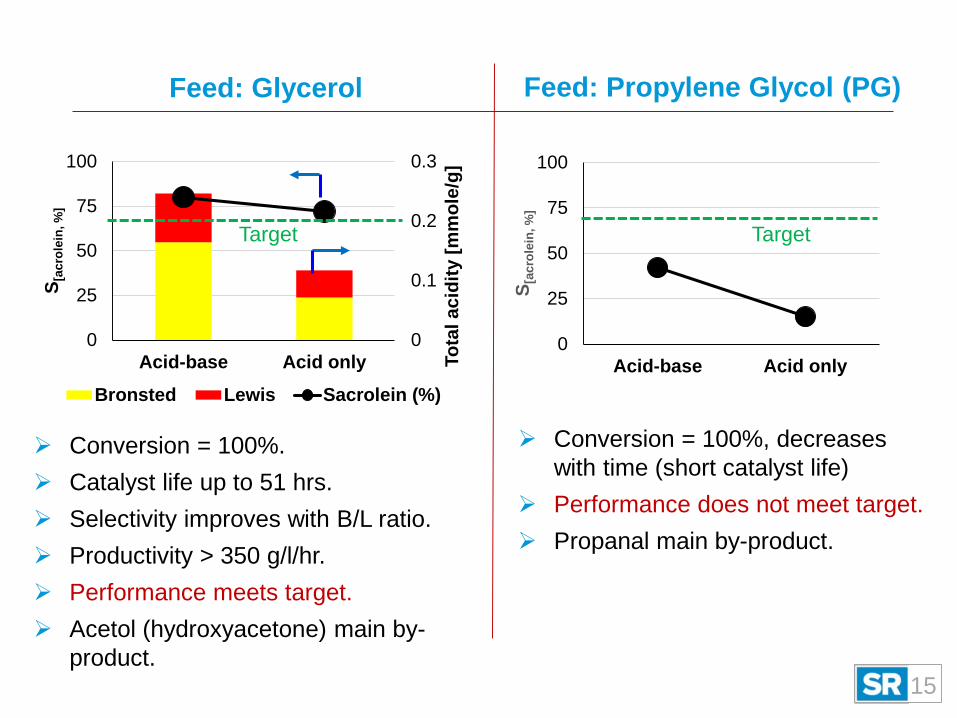
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
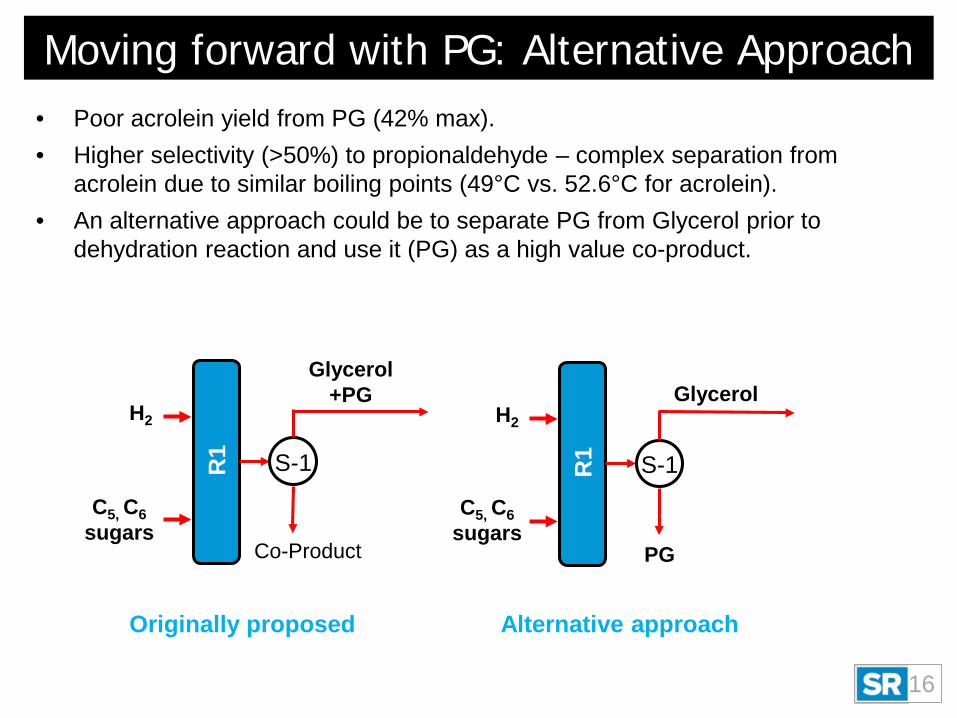
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
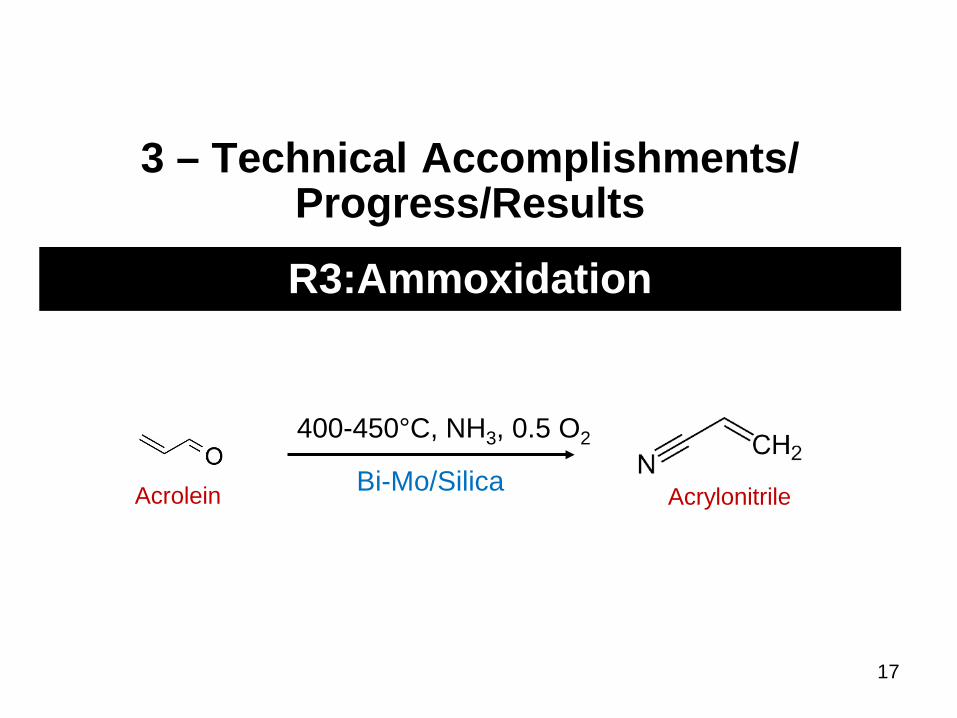
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
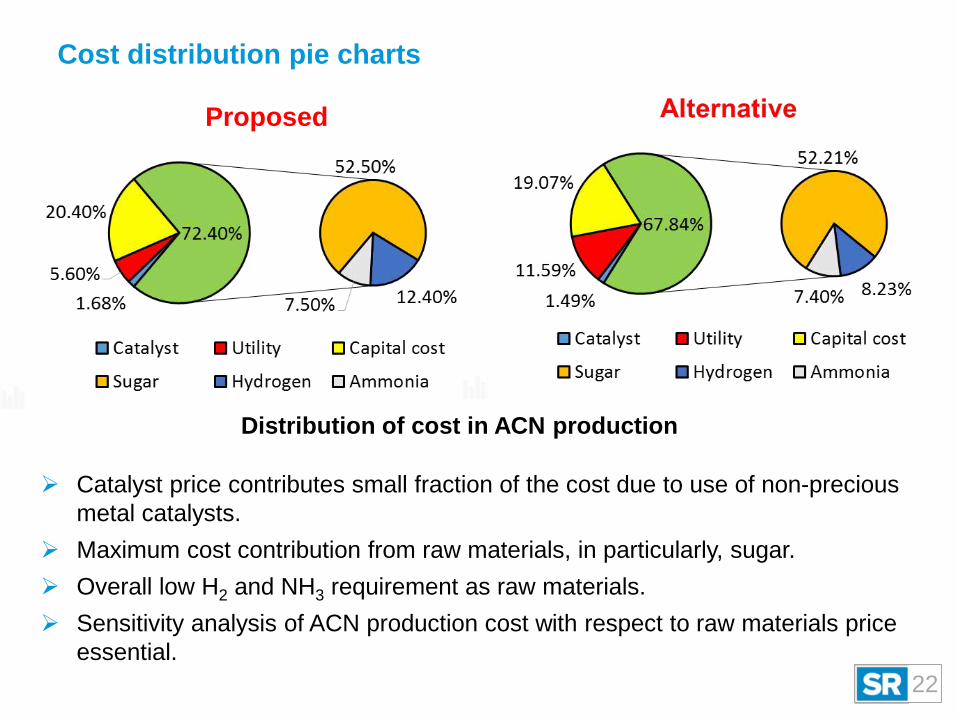
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
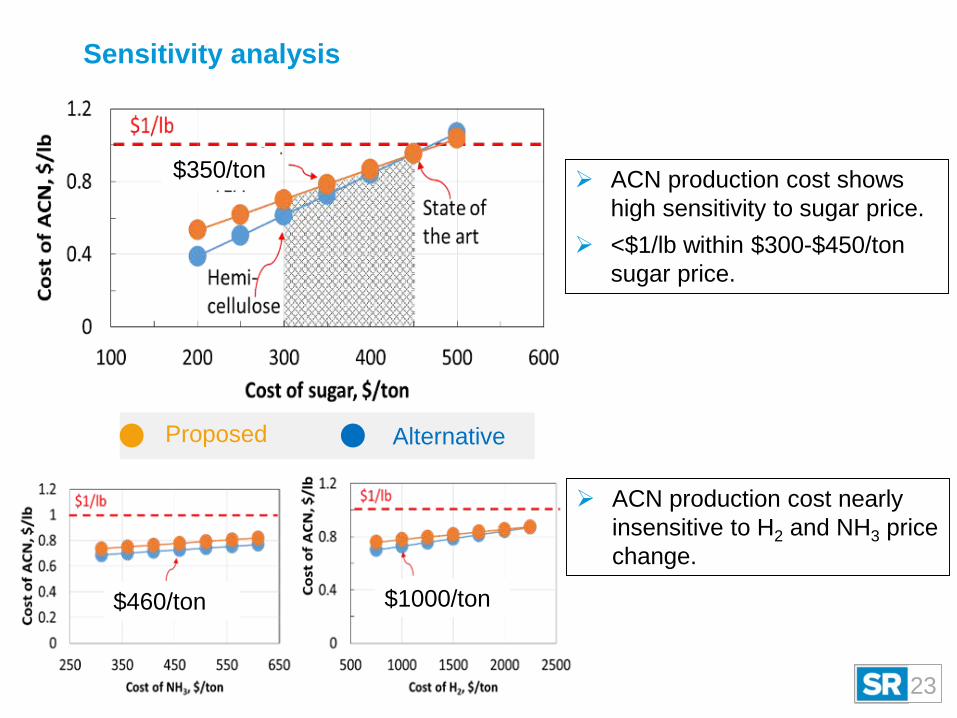
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
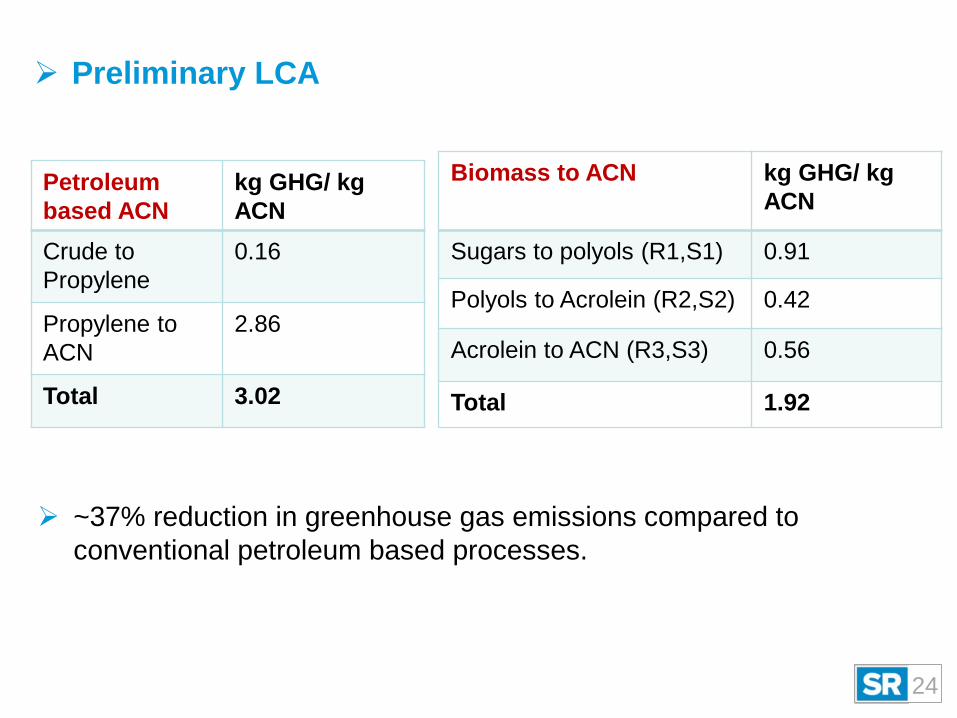
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
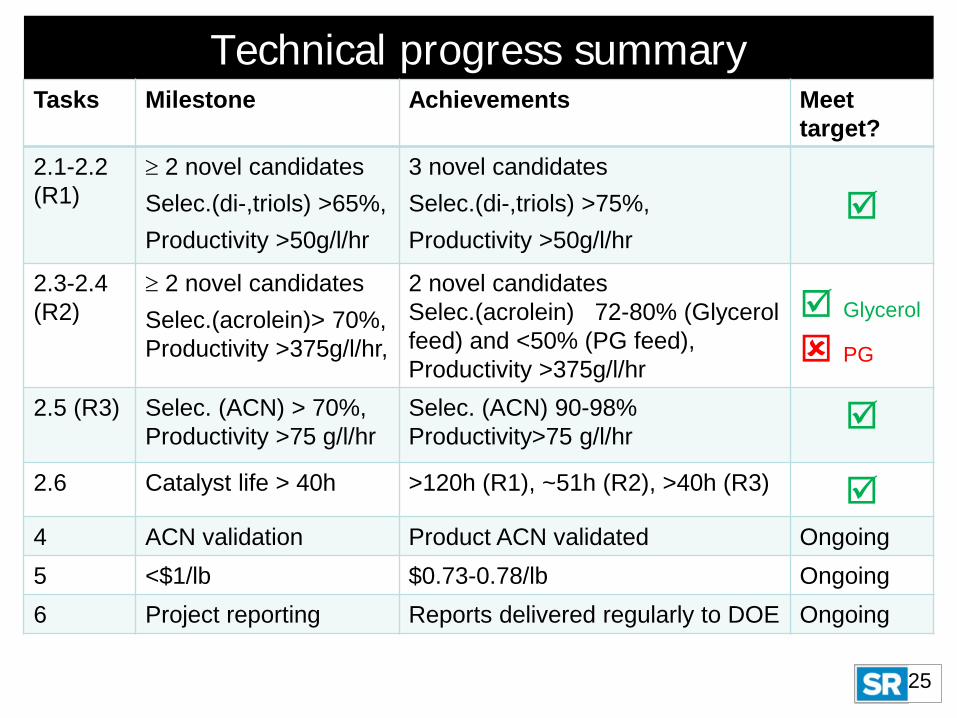
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
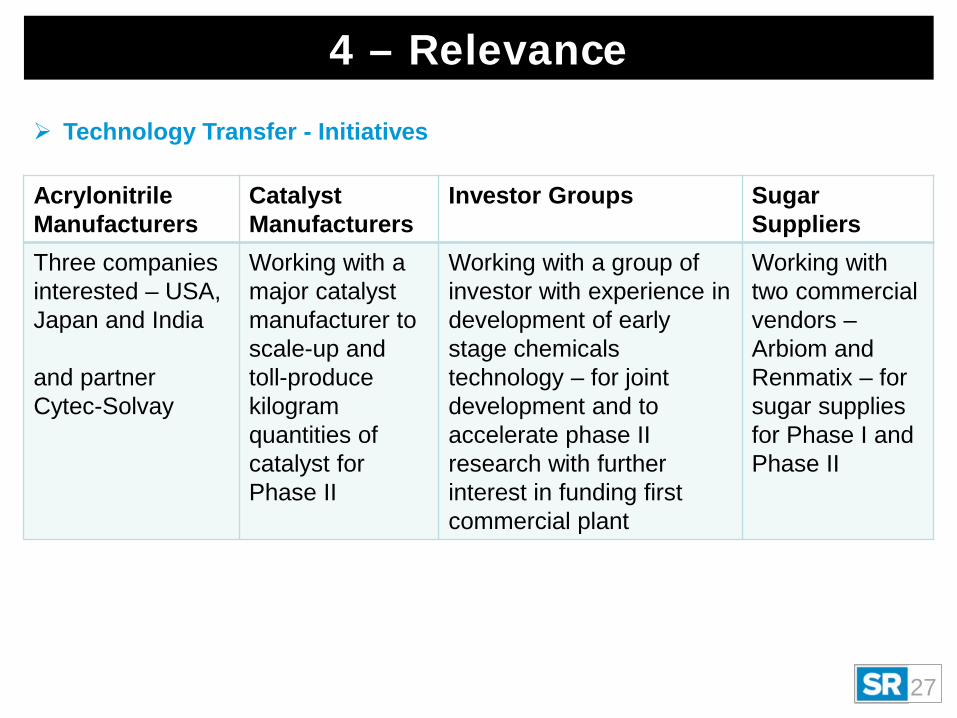
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
process that enables utilization of an alternative feedstock - non-food sugars for the production of acrylonitrile (ACN) ndash an essential precursor for high performance carbon fiber
Laboratory (phase I ongoing) and bench (phase II future) scale demonstration
2
Supports DOE BETOrsquos strategic goals aimed for conversion RampD and BETOrsquos modeled $1lb cost goals for Bio-ACN production to reduce carbon fiber manufacturing cost to $5lb by 2020
ACN production from different routes1Guerrero-Peacuterez et al Catalysis Today 239 (2015) 25-30
Carbon fiber
Quad Chart Overview Timelinebull Project start date Feb 1st 2015bull Project end date March 30th 2017bull Percent complete 95 Partnersbull Southern Research (70) Cytec-Solvay (25)
NJIT (5)bull Arbiom Renmatix and NCSU ndash Sugar suppliers
Context Carbon fiber ndash strength of steel weight of plastic
Widespread use of carbon fiber restricted due to high cost of production
Production of carbon fiber precursor chemicals eg ACN is a potentially viable area to reduce the cost of making carbon fibers
1 - Project Overview
4
DOE estimates carbon fiber production cost needs to be at $5lb equivalent to $1lb cost of the precursor
ACN production from non-petroleum feedstock is limited to purified glycerol available at high cost1
Petroleum based processes are affected by volatile propylene price and shortage most recently due to preference for low cost ethane
1Guerrero-Peacuterez et al Catalysis Today 239 (2015) 25-30
1 - Project Overview (contd)
5
C5 C6sugars
H2
R1
Co-Product
S-1
Glycerol+PG
R2
Co-Product
S-2
Acrolein
R3
S-3
Bio-ACN
Vendor Cytec-Solvay Southern Research
Project goalsobjective Multistep catalytic (R1-R3) ACN production at lt$1lb Development of 2 novel (R1 amp R2) and 1 known (R3) catalysts to meet target Process intensification via novel one step sugar to Glycerol and PG conversion Use of known technologies to separate undesirables main and co-products
Task 21 Develop R1 catalystTask 22 Parametric study for R1Task 23 Develop R2 catalyst Task 24 Parametric study for R2Task 25 Optimize ACN productionTask 26 Measure catalyst stability and regeneration
SR At least 2 novel candidates for each of R1 and R2 R3 lit catalystR1 S(glycerol+PG) gt65 gt50glhrR2 S(acrolein) gt 70 gt375glhr R3 S(ACN) gt 70 gt75 glhrCatalyst life gt40h for each catalyst
Task 3 Catalyst characterization NJITSR Completed (fresh and used catalyst)
Task 4 Bio-ACN validation Cytec-Solvay
Model impure ACN validated 3 product samples tested
Task 5 TEALCA SR Preliminary TEA completed with lab scale data Cost lt$1lb
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Quad Chart Overview Timelinebull Project start date Feb 1st 2015bull Project end date March 30th 2017bull Percent complete 95 Partnersbull Southern Research (70) Cytec-Solvay (25)
NJIT (5)bull Arbiom Renmatix and NCSU ndash Sugar suppliers
Context Carbon fiber ndash strength of steel weight of plastic
Widespread use of carbon fiber restricted due to high cost of production
Production of carbon fiber precursor chemicals eg ACN is a potentially viable area to reduce the cost of making carbon fibers
1 - Project Overview
4
DOE estimates carbon fiber production cost needs to be at $5lb equivalent to $1lb cost of the precursor
ACN production from non-petroleum feedstock is limited to purified glycerol available at high cost1
Petroleum based processes are affected by volatile propylene price and shortage most recently due to preference for low cost ethane
1Guerrero-Peacuterez et al Catalysis Today 239 (2015) 25-30
1 - Project Overview (contd)
5
C5 C6sugars
H2
R1
Co-Product
S-1
Glycerol+PG
R2
Co-Product
S-2
Acrolein
R3
S-3
Bio-ACN
Vendor Cytec-Solvay Southern Research
Project goalsobjective Multistep catalytic (R1-R3) ACN production at lt$1lb Development of 2 novel (R1 amp R2) and 1 known (R3) catalysts to meet target Process intensification via novel one step sugar to Glycerol and PG conversion Use of known technologies to separate undesirables main and co-products
Task 21 Develop R1 catalystTask 22 Parametric study for R1Task 23 Develop R2 catalyst Task 24 Parametric study for R2Task 25 Optimize ACN productionTask 26 Measure catalyst stability and regeneration
SR At least 2 novel candidates for each of R1 and R2 R3 lit catalystR1 S(glycerol+PG) gt65 gt50glhrR2 S(acrolein) gt 70 gt375glhr R3 S(ACN) gt 70 gt75 glhrCatalyst life gt40h for each catalyst
Task 3 Catalyst characterization NJITSR Completed (fresh and used catalyst)
Task 4 Bio-ACN validation Cytec-Solvay
Model impure ACN validated 3 product samples tested
Task 5 TEALCA SR Preliminary TEA completed with lab scale data Cost lt$1lb
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Context Carbon fiber ndash strength of steel weight of plastic
Widespread use of carbon fiber restricted due to high cost of production
Production of carbon fiber precursor chemicals eg ACN is a potentially viable area to reduce the cost of making carbon fibers
1 - Project Overview
4
DOE estimates carbon fiber production cost needs to be at $5lb equivalent to $1lb cost of the precursor
ACN production from non-petroleum feedstock is limited to purified glycerol available at high cost1
Petroleum based processes are affected by volatile propylene price and shortage most recently due to preference for low cost ethane
1Guerrero-Peacuterez et al Catalysis Today 239 (2015) 25-30
1 - Project Overview (contd)
5
C5 C6sugars
H2
R1
Co-Product
S-1
Glycerol+PG
R2
Co-Product
S-2
Acrolein
R3
S-3
Bio-ACN
Vendor Cytec-Solvay Southern Research
Project goalsobjective Multistep catalytic (R1-R3) ACN production at lt$1lb Development of 2 novel (R1 amp R2) and 1 known (R3) catalysts to meet target Process intensification via novel one step sugar to Glycerol and PG conversion Use of known technologies to separate undesirables main and co-products
Task 21 Develop R1 catalystTask 22 Parametric study for R1Task 23 Develop R2 catalyst Task 24 Parametric study for R2Task 25 Optimize ACN productionTask 26 Measure catalyst stability and regeneration
SR At least 2 novel candidates for each of R1 and R2 R3 lit catalystR1 S(glycerol+PG) gt65 gt50glhrR2 S(acrolein) gt 70 gt375glhr R3 S(ACN) gt 70 gt75 glhrCatalyst life gt40h for each catalyst
Task 3 Catalyst characterization NJITSR Completed (fresh and used catalyst)
Task 4 Bio-ACN validation Cytec-Solvay
Model impure ACN validated 3 product samples tested
Task 5 TEALCA SR Preliminary TEA completed with lab scale data Cost lt$1lb
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
1 - Project Overview (contd)
5
C5 C6sugars
H2
R1
Co-Product
S-1
Glycerol+PG
R2
Co-Product
S-2
Acrolein
R3
S-3
Bio-ACN
Vendor Cytec-Solvay Southern Research
Project goalsobjective Multistep catalytic (R1-R3) ACN production at lt$1lb Development of 2 novel (R1 amp R2) and 1 known (R3) catalysts to meet target Process intensification via novel one step sugar to Glycerol and PG conversion Use of known technologies to separate undesirables main and co-products
Task 21 Develop R1 catalystTask 22 Parametric study for R1Task 23 Develop R2 catalyst Task 24 Parametric study for R2Task 25 Optimize ACN productionTask 26 Measure catalyst stability and regeneration
SR At least 2 novel candidates for each of R1 and R2 R3 lit catalystR1 S(glycerol+PG) gt65 gt50glhrR2 S(acrolein) gt 70 gt375glhr R3 S(ACN) gt 70 gt75 glhrCatalyst life gt40h for each catalyst
Task 3 Catalyst characterization NJITSR Completed (fresh and used catalyst)
Task 4 Bio-ACN validation Cytec-Solvay
Model impure ACN validated 3 product samples tested
Task 5 TEALCA SR Preliminary TEA completed with lab scale data Cost lt$1lb
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Activity(Phase I-Ends March 302017)
Taskowner Milestone
Task 1 Micro Reactor set up SR Setup completed
Task 2 Catalyst development and testing
Task 21 Develop R1 catalystTask 22 Parametric study for R1Task 23 Develop R2 catalyst Task 24 Parametric study for R2Task 25 Optimize ACN productionTask 26 Measure catalyst stability and regeneration
SR At least 2 novel candidates for each of R1 and R2 R3 lit catalystR1 S(glycerol+PG) gt65 gt50glhrR2 S(acrolein) gt 70 gt375glhr R3 S(ACN) gt 70 gt75 glhrCatalyst life gt40h for each catalyst
Task 3 Catalyst characterization NJITSR Completed (fresh and used catalyst)
Task 4 Bio-ACN validation Cytec-Solvay
Model impure ACN validated 3 product samples tested
Task 5 TEALCA SR Preliminary TEA completed with lab scale data Cost lt$1lb
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
2 ndash Approach (Technical)
9
Critical success factors (GoNo Go decision points) Cost of production lt$1lb 1kg of recoverable product per 334 kg non-food sugar (~30 mass recovery) Validity of purified Bio-ACN as a carbon fiber ready monomer
Challenges Final product specification at different sugar impurity levels Catalyst deactivation Extent of separation required prior to each reaction step
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
3- Technical accomplishmentsprogressresults Task 2 Catalyst development amp testing Catalyst development At least two novel catalysts for each of R1 and R2
developed that fully meet performance target for sugar to polyols and Glycerol to acrolein
Catalyst testingndash Single step with mild operating conditions (TP) used (R1)ndash Model and commercial (with impurities) sugar feeds from two different
vendors tested (R1)ndash Product specification tested with varying degrees of feed impurities (R1)ndash Glycerol and PG to acrolein conversion tested on same catalysts (R2)ndash Alternative pathway proposed using PG as co-product (R2)ndash Catalyst lifetime verified and regeneration method established with long term
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
11
3 ndash Technical Accomplishments ProgressResults
H2 -xH2O
P = 600-750 PSIG 170-240degC
(novel transition mixed metal catalyst)
sugar Glycerol PropyleneGlycol (PG)
EthyleneGlycol (EG)
R1Hydrocracking
12
Products Glycerol+PG (~11) and EG(lt5)
High selectivity at different feed types and C5C6 ratios
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
12
Products Glycerol+PG (~11) and EG(lt5)
High selectivity at different feed types and C5C6 ratios
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
13
Effect of sugar impurities Catalytic runs using sugars from commercial vendors Different levels of metallic as well as organic impurities High levels of impurity negatively affected catalyst activity and more
importantly final product specification (Purification necessary)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
15
0
01
02
03
0
25
50
75
100
Acid-base Acid only Tota
l aci
dity
[mm
ole
g]
S [ac
role
in
]
Bronsted Lewis Sacrolein ()
Target
0
25
50
75
100
Acid-base Acid only
S [ac
role
in
]
Target
Feed Glycerol Feed Propylene Glycol (PG)
Conversion = 100 Catalyst life up to 51 hrs Selectivity improves with BL ratio Productivity gt 350 glhr Performance meets target Acetol (hydroxyacetone) main by-
product
Conversion = 100 decreases with time (short catalyst life)
Performance does not meet target Propanal main by-product
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Moving forward with PG Alternative Approachbull Poor acrolein yield from PG (42 max)bull Higher selectivity (gt50) to propionaldehyde ndash complex separation from
acrolein due to similar boiling points (49degC vs 526degC for acrolein)bull An alternative approach could be to separate PG from Glycerol prior to
dehydration reaction and use it (PG) as a high value co-product
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
18
BiMosilica catalyst Acrolein (AC) evaporated from 90 pure feed High selectivity (gt90) to Acrylonitrile (ACN) Other by-products are acetonitrile (AN) and propionitrile (PN)
Catalyst optimization(Parametric study)
Long term run at optimized conditions NH3AC = 10 O2AC=10 for GHSV=9675h-1 and GHSV = 7661h-1
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
Preliminary TEAComparison between originally proposed and alternative process
Higher ACN yield from proposed route as both Glycerol and PG used for ACN production
Separating PG (alternative process) improves carbon efficiency ACN production cost calculated based on 5000 MTyear production
capacity More efficient co-product recovery makes the alternative process more
economic
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Distribution of cost in ACN production
Catalyst price contributes small fraction of the cost due to use of non-precious metal catalysts
Maximum cost contribution from raw materials in particularly sugar Overall low H2 and NH3 requirement as raw materials Sensitivity analysis of ACN production cost with respect to raw materials price
essential
Cost distribution pie charts
22
Proposed
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Chart1
Original
00168
0056
0204
0525
0124
0075
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Case b
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Sheet1
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
ideal
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
ideal
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Original
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Alternative
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Chart1
Alternative
00148771218
01159396612
01907419626
05221033678
00823431597
00739947269
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
Catalyst
Utility
Capital cost
Sugar
Hydrogen
Ammonia
case a
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Production Rate
5000
MTA
Case a
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
25000
MTyear
3157
kghr
Sugar
lb
$ 016
500000
$ 079
$ 05221
Water in =
9
Total product yield
04
Ammonia
lb
$ 021
060000
$ 013
$ 00823
H2 in =
005
ACN yield
02
Hydrogen
lb
$ 045
025000
$ 011
$ 00740
Glycerol out
049
Propanal yield
02
Catalyst
PG out
040
Propanal production
5000
Mtyr
Reactor 1
lb
$ 1814
000095
$ 002
$ 00113
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000041
$ 000
$ 00031
Water
909
Catalyst mass
15783
kg
Reactor 3
lb
$ 1134
000007
$ 000
$ 00005
$ 00149
Time on stream
90
Total utilities
Methane
mm BTU
$ 300
005876
$ 018
$ 01159
Reactor 2
Capital cost
lb
$ 029
$ 01907
Catalyst mass
9154
kg
By product credit
lb
$ (064)
105
$ (067)
Reactor 2
Glycerol in=
047
Time on stream
67
Total cost
lb
$ 073
PG in =
011
-037
0344
-012728
Water in =
909
Reactor 3
EG in =
002
Catalyst mass
1169
kg
Case a
Acrolein out =
025
Time on stream
90
Raw materials
678
Sugar
770
Catalyst
15
Hydrogen
121
Utitlities
Utility
116
NH3
109
002590731
mmBTUhrkg Biomass
Capital cost
191
1000
Reactor 3
Acrolein in =
024
$lb
Hydrogen price($ton)
Cost of ACN ($lb)
Air in
227
03404448479
750
07
O2 in =
053
04539264639
1000
073
NH3 in =
012
05674080799
1250
076
Water in =
023
06808896959
1500
079
07943713118
1750
081
ACN out =
020
09078529278
2000
084
$lb
Sugar price($ton)
Cost of ACN ($lb)
00907852928
200
$ 039
0113481616
250
$ 050
01361779392
300
$ 061
01588742624
350
$ 073
01815705856
400
$ 084
02042669088
450
$ 095
0226963232
500
$ 107
$lb
Sugar price($ton)
Cost of ACN ($lb)
01861098502
410
$ 071
02088061734
460
$ 073
02315024966
510
$ 074
02541988198
560
$ 075
0276895143
610
$ 077
02995914662
660
$ 078
03222877894
710
$ 079
case a
Cost of ACN ($lb)
Cost of H2 $ton
Cost of ACN $lb
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Sensiplot
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Sheet2
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Case b
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
Separation post reactor I to enable low EG concentration and high Glycerol recovery
RowCase
Status
VARY 1
R2GLY
R2PG
R2EG
R2EGX
REBD
D1
COL-SPEC
DF
KGHR
KGHR
KGHR
KJHR
1
OK
06
135819593
201829952
646725956
00398057425
12378009
2
OK
0605263158
135803455
186465903
622539378
00387450042
125597106
3
OK
0610526316
135786987
171286418
596867104
00375660206
127444747
4
OK
0615789474
135770302
156309439
569555563
00362549599
129324149
5
OK
0621052632
135753389
141561004
54039327
00347936301
131239905
6
OK
0626315789
135736235
127070152
509144641
00331614537
133197487
7
OK
0631578947
135718818
112868893
475550138
00313353508
135203484
8
OK
0636842105
135701113
989920142
439327982
293E-02
137265914
9
OK
0642105263
135683088
854766133
400177844
270E-02
139394636
10
OK
0647368421
135664681
72361111
357790643
244E-02
141601997
11
OK
0652631579
135645818
596839192
311858345
215E-02
14390357
12
OK
0657894737
135626537
474789447
262101943
183E-02
146317937
13
OK
0663157895
135606163
357803739
208288311
147E-02
148872479
14
OK
0668421053
135583994
246058686
150321063
108E-02
151601114
15
OK
0673684211
135556343
139587372
884224587
642E-03
15455263
16
OK
0678947368
135475006
395915596
24863348
183E-03
157845385
Glycerol recovery
984
17
OK
0684210526
134011194
037908944
0211356012
158E-04
161963095
18
OK
0689473684
131816681
0184566569
00986158093
748E-05
165097067
19
OK
0694736842
129594358
0123457037
00643876061
497E-05
167713592
20
OK
07
127365852
0092324343
00473484947
372E-05
170096096
21
OK
061
135788758
172794851
599503848
00376895156
127259428
Sheet1
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
ideal
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
370370
0539
0524510407
Water in =
9
Total product yield
Ammonia
lb
$ 021
066667
0128
01240841763
H2 in =
005
ACN yield
027
Hydrogen
lb
$ 045
018519
0077
$ 07441
00749300581
07235246414
Glycerol out
049
Acetol yield
014
Catalyst
0
PG out
040
Reactor 1
lb
$ 1814
000070
0012
0
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000046
0005
0
Water
909
Catalyst mass
11691
kg
Reactor 3
lb
$ 1134
000008
0001
$ 00173
00167798801
Time on stream
90
Total utilities
0
Methane
mm BTU
$ 300
002074
0057
$ 00571
00555097306
Reactor 2
Capital cost
0210
$ 02100
02041857479
Catalyst mass
10255
kg
By product credit
lb
$ (100)
025
$ (025000)
Reactor 2
Glycerol in=
049
Time on stream
67
Total cost
$ 077848
PG in =
039
Propanal
$ (064)
031
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1299
kg
078
$ 000152
Acrolein out =
036
Time on stream
90
HA out
014
Raw materials
724
Sugar
725
Propanal
009
Utitlities
Catalyst
17
Hydrogen
171
001234701
mmBTUhrkg Biomass
Utility
56
NH3
104
Capital cost
204
1000
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
600
kghr
CAN
NH3 in =
018
3157
kghr
sugar
Water in =
154
ACN out =
030
Acrolein
25955283199
132405424697
22003536765
05101289926
00847747898
05949037823
ideal
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Case b
Case a
Catalyst
168
Catalyst
149
Utility
560
Utility
1159
Capital cost
2040
Capital cost
1907
Sugar
5250
Sugar
5221
Hydrogen
1240
07235246414
Hydrogen
823
Ammonia
750
0
Ammonia
740
0
0
00167798801
0
00555097306
0524510407
02041857479
01240841763
00749300581
Original
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
Alternative
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Case b
Production Rate
5000
MTA
Case b
Plant Capacity for ACN =
5000
MTyr
Type
Unit
Cost$unit
Consumption unitlb
Cost $lb
Streams
Production rate
631
kghr
Raw materials
Reactor 1
Xylose in=
1
Sugar needed
18519
MTyear
2338
kghr
Sugar
lb
$ 016
336134
0534
$ 11764706
Water in =
9
Total product yield
Ammonia
lb
$ 021
060504
0126
$ 2783193
H2 in =
005
ACN yield
02975
Hydrogen
lb
$ 045
016807
0076
$ 1680672
0736
Glycerol out
049
Acetol yield
014
Catalyst
$ - 0
PG out
040
Acetaldehyde yield
022
Reactor 1
lb
$ 1814
000064
0012
$ 254640
EG out
005
Reactor 1
Reactor 2
lb
$ 1134
000040
0004
$ 98766
Water
909
Catalyst mass
10610
kg
Reactor 3
lb
$ 1134
000007
0001
$ 17701
0017
Time on stream
90
Total utilities
$ - 0
Methane
mm BTU
$ 300
003945
0118
$ 2609144
Reactor 2
Capital cost
0200
$ 4409200
Catalyst mass
65784
kg
$ - 0
Reactor 2
Glycerol in=
049
Time on stream
90
Acetaldehyde
ln
$ (046)
07394957983
$ (034017)
PG in =
039
Total cost
$ 073114
$ - 0
Water in =
528
Reactor 3
EG in =
005
Catalyst mass
1179
kg
Acrolein out =
036
Time on stream
90
078
$ 004886
HA out
014
Propanal
009
Utitlities
003945
mmBTUhrlb CAN
Reactor 3
Acrolein in =
035
Air in
O2 in =
064
NH3 in =
018
Water in =
154
ACN out =
030
ACN production cost shows high sensitivity to sugar price
lt$1lb within $300-$450ton sugar price
ACN production cost nearly insensitive to H2 and NH3 price change
Proposed Alternative
Sensitivity analysis
$460ton $1000ton
$350ton
23
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Preliminary LCA
24
Petroleumbased ACN
kg GHG kg ACN
Crude to Propylene
016
Propylene to ACN
286
Total 302
Biomass to ACN kg GHG kg ACN
Sugars to polyols (R1S1) 091
Polyols to Acrolein (R2S2) 042
Acrolein to ACN (R3S3) 056
Total 192
~37 reduction in greenhouse gas emissions compared to conventional petroleum based processes
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
26 Catalyst life gt 40h gt120h (R1) ~51h (R2) gt40h (R3) 4 ACN validation Product ACN validated Ongoing5 lt$1lb $073-078lb Ongoing6 Project reporting Reports delivered regularly to DOE Ongoing
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Supports BETOrsquos strategic goal of thermochemical conversion RampD ldquoDevelop commercially viable technologies for converting biomass into energy dense fungible finished liquid fuels such as renewable gasoline jet and diesel as well as biochemicals and biopowerrdquo
Contributes to overcoming the technical challenges and barriers in this area byndash Design and discovery of new low-cost catalysts for biomass conversion ndash Process intensification via single step sugar conversion
Relevance to industry and market placendash Alternative low cost feedstock Price and supply of propylene volatile Biomass is
abundant and the price of derived sugar is more stable ndash H2 requirement and C efficiency Less H2 use but high C efficiency (80)ndash Heat management Lower heat capacity of acrolein than glycerol Requires less
energy to heat acrolein than glycerol (advantage over direct ammoxidation of glycerol)ndash Process integration Integrable to commercial ACN production processesndash Low cost production Production of ACN at lt$1lb paves way for reducing cost of
carbon fiber productionndash Co-production of PGacetol Alternative low cost pathway for the production of high
value chemicals and their use as co-productsndash Plant scale Relatively small scale (5000 MTYear) ACN plants needed to feed Carbon
fiber lines (2 lines or 1000 MTyear)
4 ndash Relevance
26
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
4 ndash Relevance
27
AcrylonitrileManufacturers
Catalyst Manufacturers
Investor Groups Sugar Suppliers
Three companies interested ndash USA Japan and India
and partner Cytec-Solvay
Working with a major catalystmanufacturer to scale-up and toll-produce kilogram quantities of catalyst for Phase II
Working with a group of investor with experience in development of early stage chemicals technology ndash for joint development and toaccelerate phase II research with further interest in funding first commercial plant
Working with two commercial vendors ndashArbiom and Renmatix ndash for sugar supplies for Phase I and Phase II
Technology Transfer - Initiatives
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
5 ndash Future Work For ongoing Phase I (ending on March 2017)
ndash Produce 50 grams of ACNndash ACN product validation ndash Update TEALCAndash Phase I final report and deliverables
28
Stage Gate Review ndash Phase I ndash After March 30th 2017
Phase II ndash Validating prototype system- Continuous bench scale unit design for kgshr production- Integrated and slip stream separations to achieve productby-product purities- Continuous 1000 hr operation for the production of up to 500kg ACN- Product stabilization and safe operations for hazardous products- Finalize TEALCA- Continue discussion with potential partners - Complete final project report
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
29
Summary Overview Novel thermocatalytic and economically viable process for the
conversion of biomass derived non-food sugars to acrylonitrile
Approach Novel inexpensive stable catalyst development mild operating conditions separation of co-products and undesirables scalability TEALCA and sensitivity analysis
Technical progress Process flexible to sugar types High performance catalysts meet target for sugar to oxygenates glycerol to acrolein and acrolein to ACN conversion Requires less H2 and NH3 as raw materials Production of high value PG and acetol as co-products Economics favorable (lt$1lb) at wide range of sugar price
Challenges PG conversion to acrolein meeting product specifications at different sugar impurity levels
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Additional Slides
31
S-1
32
F-102
R-101
B1
D-101
F-101
F-103
C-101
B5
S-102
S-103
S-105
S-107
S-108
S-101 S-110
S-111
S-112
S-106
S-113
S-114S-115
S-104
H2 recovery
20 sugar
174 PG(recovery 95)25 EG796 H2O
998 glycerol(recovery 999)
R-102
F-104
M-102
D-102
M-101S-119
S-121
S-120S-122
S-123
S-124S-116
S-117 S-118
S-2
33
88 Acrolein(recovery 997)018 Acetol007 Propanal
21 Acetol(recovery 992788 Water
80
gly
cero
l +
H2O
S-3
34
R-103
D-103
D-104D-105
S-126
S-127
S-125
S-130
S-131
S-129
S-128
S-133
S-134
S-132
S-135
S-138
S-137
S-136
ACN+AN recycle
ACN(recovery 994)
H2O (l)
Steam AN+H2O
Steam
H2O (l)
AN+H2O
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
S-1
32
F-102
R-101
B1
D-101
F-101
F-103
C-101
B5
S-102
S-103
S-105
S-107
S-108
S-101 S-110
S-111
S-112
S-106
S-113
S-114S-115
S-104
H2 recovery
20 sugar
174 PG(recovery 95)25 EG796 H2O
998 glycerol(recovery 999)
R-102
F-104
M-102
D-102
M-101S-119
S-121
S-120S-122
S-123
S-124S-116
S-117 S-118
S-2
33
88 Acrolein(recovery 997)018 Acetol007 Propanal
21 Acetol(recovery 992788 Water
80
gly
cero
l +
H2O
S-3
34
R-103
D-103
D-104D-105
S-126
S-127
S-125
S-130
S-131
S-129
S-128
S-133
S-134
S-132
S-135
S-138
S-137
S-136
ACN+AN recycle
ACN(recovery 994)
H2O (l)
Steam AN+H2O
Steam
H2O (l)
AN+H2O
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
R-102
F-104
M-102
D-102
M-101S-119
S-121
S-120S-122
S-123
S-124S-116
S-117 S-118
S-2
33
88 Acrolein(recovery 997)018 Acetol007 Propanal
21 Acetol(recovery 992788 Water
80
gly
cero
l +
H2O
S-3
34
R-103
D-103
D-104D-105
S-126
S-127
S-125
S-130
S-131
S-129
S-128
S-133
S-134
S-132
S-135
S-138
S-137
S-136
ACN+AN recycle
ACN(recovery 994)
H2O (l)
Steam AN+H2O
Steam
H2O (l)
AN+H2O
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
S-3
34
R-103
D-103
D-104D-105
S-126
S-127
S-125
S-130
S-131
S-129
S-128
S-133
S-134
S-132
S-135
S-138
S-137
S-136
ACN+AN recycle
ACN(recovery 994)
H2O (l)
Steam AN+H2O
Steam
H2O (l)
AN+H2O
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization
Publications Patents Presentations Awards and Commercialization
PublicationsPresentationsbull Amit Goyal and Santosh Gangwal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon
Fibers Poster Presentation at Bio Pacific Rim Summit Dec 6 to 9 2015 San Diego CAbull Project Fact Sheet for BioEnergy Summit June 23rd ndash June 24th 2015 Washington DCbull Amit Goyal and Santosh Gangwal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon
Fibers Oral Presentation at Bio World Congress July19th - 22nd Montreal Canada Invited talk in Breakout Panel Session Clustered Research and Development of Ag-Based BioProducts
bull DOE Site Visit ndash 15th September 2015 Results for overall progress presented to Program manager and coordinator at Durham NC
bull Amit Goyal Process for Biomass Conversion to Acrylonitrile- Precursor for Production of Carbon Fibers October 5th
2015 Invited Talk at Department of Materials Science at University of Alabama Birminghambull Amit Goyal Jiajia Meng Jonathan P Carroll and Santosh K Gangwal Biomass Conversion to Acrylonitrile Monomer-
Precursor for Production of Carbon Fibers Oral Presentation at AICHE Fall 2015 meeting (579b)bull Amit Goyal Zora Govedarica Lindsey Chatterton and Santosh K Gangwal Acrylonitrile production from non-food
biomass derived sugars for synthesis of carbon fibers Oral Presentation as a Panel Speaker for World Congress on Industrial Biotechnology Breakout Session Process Improvement for Biobased Materials
bull Jadid E Samad and Amit Goyal Non-food biomass to acrylonitrile A cheaper and greener route to automotive grade carbon fibers Poster presentation at BioEnergy Summit July 12-14 Washington DC
bull Jadid E Samad Lindsey Chatterton Zora Govedarica Amit Goyal Thermocatalytic Process for Biomass Conversion to Acrylonitrile for Production of Carbon Fibers Oral presentation at TCS 2016 Chapel Hill NC
bull Amit Goyal Longgui Tang and Billy Harmon Renewable Acrylonitrile for Carbon Fiber Production Oral Presentation at Carbon Fiber 2016 Scottsdale AZ
bull Jadid E Samad Lindsey Chatterton Zora Govedarica and Amit Goyal Biomass Conversion to Acrylonitrile Monomer-Precursor for Production of Carbon Fibers AICHE November 13-18 2016 San Francisco CA
Patents bull US Application 20160368861 Compositions and methods related to the production of acrylonitrilebull US Application 15245835 Compositions and methods related to the production of acrylonitrile 35
Biomass Conversion to Acrylonitrile Monomer-Precursor for the Production of Carbon Fibers
Goal Statement
Quad Chart Overview
1 - Project Overview
2 ndash Approach (Management)
2 ndash Approach (Technical)
3- Technical accomplishmentsprogressresults
R1Hydrocracking
R2Dehydration
Moving forward with PG Alternative Approach
R3Ammoxidation
ACN validation
TEALCA
Preliminary TEA
Cost distribution pie charts
Sensitivity analysis
Preliminary LCA
Technical progress summary
4 ndash Relevance
Technology Transfer -Initiatives
5 ndash Future Work
Summary
Acknowledgements
Additional Slides
S-1
S-2
S-3
Publications Patents Presentations Awards and Commercialization