biofine technology, llc
DESCRIPTION
“Cellulosic Biodiesel” www.biofinetechnology.com. Biofine Technology, LLC. CELLULOSE AND STARCH. THE BIOFINE PROCESS. CELLULOSIC BIODIESEL. BIOFINE. PRESENTATION OUTLINE. THE BIOFINE “ BIO-REFINING ” PROCESS LEVULINIC ACID: A VERSATILE PLATFORM CHEMICAL - PowerPoint PPT PresentationTRANSCRIPT

1
Biofine Technology, LLC“Cellulosic Biodiesel”
www.biofinetechnology.com

BIOFINE
THEBIOFINEPROCESS
CELLULOSE AND STARCH
CELLULOSIC BIODIESEL

BIOFINE
PRESENTATION OUTLINE
THE BIOFINE “BIO-REFINING” PROCESS
LEVULINIC ACID: A VERSATILE PLATFORM CHEMICAL
LEVULINATE ESTERS: A NEW CLASS OF CELLULOSIC ADVANCED BIOFUELS
TEST WORK (BROOKHAVEN NATIONAL LABORATORY)
LIFE CYCLE CARBON DIOXIDE SAVINGS AND BENEFITS FOR HEATING OIL
FEEDSTOCKS AND POTENTIAL LOCATIONS
PRODUCTION - WHAT WILL IT COST?

Cellulose
Sugars
Intermediates I
HMF
Intermediates II
Levulinic Acid (50wt %)
First Stage“Plug Flow”
Reactor
Second Stage“Back Mixed”
Reactor
Biofine Process – Fast Chemical Conversion
Fast Reaction(Seconds)
Slower Reaction(Minutes)
BYPRODUCTS: Tars (30 wt%)
Formic Acid (20 wt %)
OCH2OHOHC


BIOFINE
THE BIOFINE PROCESS(THE “BIOREFINERY”)
CROPS
ARGICULTURAL
RESIDUES
CELLULOSIC
SLUDGES
WOOD
STARCH
WASTEPAPER
MOLASSES
THE
BIOFINE
PROCESS
LEVULINIC
ACID
FORMIC
ACID
FURFURAL
LIGNEOUSCHAR
DOWNSTREAM
CONVERSION
SPECIALTY
CHEMICALS
COMMODITY
CHEMICALS
HERBICIDES
PESTICIDES
TRANSPORTATION
FUELS
HEATING OIL
FEEDSTOCKS
“BIOMASS”
PRODUCTS

HO OHO
Osuccinic acid
HO OH
O
3-hydroxypropionic acid
OHO
NH2
HOO
glutamic acid
aspartic acid
OHHOO
O NH2
HO OHOH
glycerol
OOHO
4-hydroxybutyrolactone
itaconic acid
HO OHO
O
O
O
OH
levulinic acid
OO
OH
O
HO
2,5-furandicacboxylic acid
OH OHOH
OH OH
xylitol
OH
OHOH
OH
OH
OH
sorbitol
HO OH
OH
OH
OH
OH
O
O
glucaric acid
LEVULINIC ACID: ONE OF THE U.S. DEPARTMENT OF ENERGY’S “SELECT TWELVE” PLATFORM CHEMICALS FROM BIOMASS

8
Liquid Fuel Markets
• U.S. Fuel Markets:–Heating oil – 7+ billion gallons–Diesel Fuel – 53+ billion gallons–Gasoline – 140+ billion gallons

DRIVERS FOR RENEWABLE LIQUID FUELS
Sustainable Development (Social, Economic and Environmental) Kyoto – Reduction of Atmospheric Carbon Emissions Legislation (Carbon Control Programs for Fuels) Synergy with Primary Carbon Use (Liquids) Convenience of Use -High energy content (Liquid Fuels) Improved Product Performance (Cleaner Burning) Security of Supply (Home Grown Fuels) Agricultural Support (Energy Farms, Ag Byproducts) New Business Potential (Huge markets)

BIOFINE
LEVULINATE ESTERS“CELLULOSIC BIODIESEL”
A NEW CLASS OF ADVANCED BIOFUEL
FOR USE IN
COMMERCIAL AND RESIDENTIAL HEATING OIL

BIOFINE
“CELLULOSIC BIODIESEL”LEVULINIC ACID ESTERS
• EASILY PRODUCED FROM LEVULINIC ACID AND AN ALCOHOL (ETHANOL OR METHANOL)
• BIODIESEL FROM NON-FOOD FEEDSTOCKS - CELLULOSE
• GREENHOUSE GAS SAVING – OVER 90%• GRAS - PRESENT MARKET IS IN FLAVORS AND
FRAGRANCES • SAFE - HIGH FLASH POINT TEMPERATURE• LOW FREEZING POINT• CLEAN COMBUSTION (HIGH EFFIC, LOW PARTICULATE)• ROUTE FOR METHANOL OR ETHANOL INTO HEAVY FUELS• REASONABLE ENERGY DENSITY (100,000 BTU PER
GALLON)• LOW VISCOSITY, HIGH LUBRICITY• BLENDS WITH BIODIESEL IN ALL PROPORTIONS• MUTUAL SOLVENCY WITH BIODIESEL IN DIESEL AND
H.O.• EXTENDS AVAILABILITY OF FAME TO MEET DEMAND

LEVUINATE ESTER FUEL TESTING PROGRAM AT BNL
• LEVULINIC ESTER BLENDS WITH BIODIESEL AND No. 2 HEATING OILFUNDED BY NORA, BIOFINE AND BNL
• OXIDATIVE STABILITY (RANCIMAT)• ELASTOMER TESTING (NITRILE, VITON, TEFLON) (IN-PROGRESS)• COMBUSTION TESTING (EFFICIENCY AND EMISSIONS)• BLEND MISCIBILITY ESTERS WITH BIODIESEL AND No.2 H.O.• COLD TEMPERATURE BEHAVIOUR (CLOUD/POUR) (IN PROGRESS)• WATER ABSORPTION• BURNER CLEANING EFFECT FOR GUM DEPOSITION (IN-
PROGRESS)
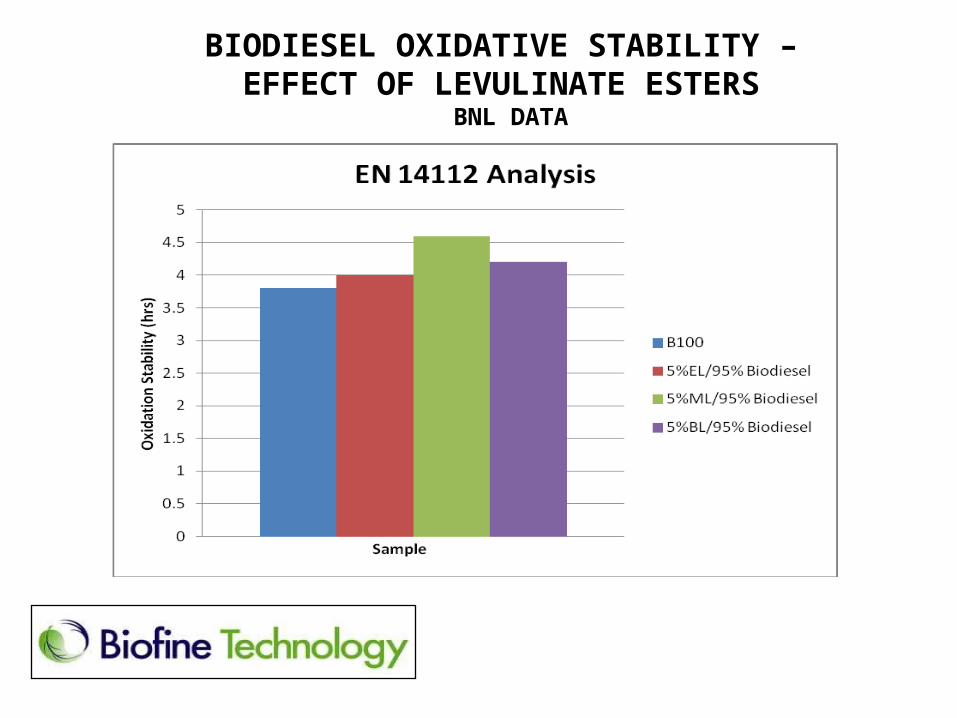
BIODIESEL OXIDATIVE STABILITY – EFFECT OF LEVULINATE ESTERS
BNL DATA

COMBUSTION QUALITY RESULTS
• SUMMARY (Operational data from oil-fired test boiler at BNL)
CO CO2 % SO2 EFF% NOx(ppm) (ppm) (ppm)
No. 2 Oil 6.6 13% 61 86.6% 119
Levulinate Ester 2.1 10% 2 86.2% 39

BIOFINE
LEVULINATE ESTER COMBUSTION IN OIL BURNER B.N.L. Photos 100% E.L. and No. 2 Heating Oil
(B.N.L. notes lean burn of E.L. and less excess air required)
Ethyl Levulinate EL-100 No. 2 Home Heating Oil

LSRD 1 LE Blend LSRD 20
0.5
1
1.5
2
2.5
3
3.5
GENERATOR TESTING - 35% LESS SMOKE WITH LEVULINATE ESTER BLEND
Texaco R&D funded by NYSERDA

BIOFINE
LEVULINATE ESTER USE WITHBIODIESEL (FAME) - MISCIBILITY
B.N.L. Photo of 50% Levulinate Ester and 50% Biodiesel
BIOFINE
LEVULINATE ESTER USE WITHBIODIESEL (FAME) - MISCIBILITY
B.N.L. Photo of 5% Ester, 5% Biodiesel, 90% heating Oil

LOW TEMPERATURE BEHAVIOUR OF ESTER BLENDS
• TESTING IN PROGRESS PER ASTM D-5771 AND D-5950
• INITIAL QUALITATIVE TESTING CONFIRM SIGNIFICANT LOW TEMPERATURE BENEFITS ON CLOUD POINT AND CFPP

WATER ABSORPTION WITH ESTER BLENDS
• HEATING OIL/BIODIESEL/ESTER BLENDS REJECT WATER
• BLENDS ARE STABLE IN PRESENCE OF WATER
• NO MEASURABLE CHANGE IN SEPARATED WATER VOLUME
• SUPPORTED BY PREVIOUS TEST WORK (PER ASTM D-1094)

GREENHOUSE GAS LIFE CYCLE ANALYSES FOR LEVULINATES
• FUNDED BY BIOFINE
• CARRIED OUT INDEPENDENTLY BY EARTHSHIFT LLC (VERMONT/N.H.)
• “GREET” MODEL (ANL)
• ASSESSMENT OF THE SUSTAINABILITY OF BIOMASS-DERIVED FUELS
• COMPARED LEVULINATE ESTER TO BIODIESEL AND GASOLINE/DIESEL


Urban Solid Waste

BIOFINE
Material and Energy Flows forProduction and Utilization of
Chemicals & Fuels from Biomass

LEVUNIATE ESTERS VERSUS FOSSIL FUEL
GASOLINE DIESEL LEVULINATE ESTER0
100
200
300
400
500
600
GHG EMISSIONS FROM LEVULINATE ESTERS VS CONVENTIONAL FOSSIL FUELS
GRAMS GHG PER MILE

GHG EMISSIONS FROM LEVULINATE ESTERS AND SOY BIODIESEL
REGULAR DIESEL SOY BIODIESEL LEVULINATE ESTER
-20
0
20
40
60
80
100
GHG EMISSIONS FROM REGULAR DIESEL, SOY BIODIESEL AND LEVULINATE ESTER
Kg per million BTU

SIGNIFICANCE FOR HEATING OIL EMISSIONS
BLENDING REQUIREMENT WITH HEATING OIL TO ACHIEVE GHG PARITY WITH NATURAL GAS HEAT
SOY BIODIESEL – 12%
LEVULINATE ESTER – 6%
50/50 BIODIESEL/LEVULINATE ESTER BLEND – 9%

BIOFINE
ECONOMIC IMPACT OF LARGE SCALE COMMERCIAL APPLICATION
Facility Feedstock Capacity 1,000 dry tonnes per dayDirect jobs created 90 full time equivalents Supply jobs created 58 full time equivalentsInduced jobs 337 full time equivalents
TOTAL JOBS CREATED 486 full time equivalents
Construction jobs created 565 job years (250 per year)Petroleum Displacement 1,000,000 barrels/yr
Innovative Natural Resource Solutions LLC

29
Co-location Pulp and/or paper mill Power Plants Waste Recycling Plants
Saves capital and operating costs
Leverages existing infrastructure and resources

PROCESS ECONOMICS:BIOREFINERY CAPITAL, OPERATING COST and PROFITABILITY
Facility type Large Scale Brown Field
Dry woody biomass (forest residues) 1000 Dry Metric Ton/day
Capacity – (Ester: Metric Ton /yr) 145,000
ISBL Capital $MM (incl. power island) $200 million
Feedstock Cost $70/dry Metric Ton
Manufacturing cost($/MT of EL) $606/metric ton
By Product Credit ($/MT of EL) $180 per metric ton
Total Production Cost $/MT ($/gallon) $426 ($1.63)
Total Projected Revenues (with byproduct credits) $142 million per year
Total Projected Earnings (EBIDTA) $64 million per year per plant
30

Biomass Conversion CostLarge Scale Operation
Biomass delivered $70 per dry tonne$4 per GJ
Fuel Production Cost $ 426 per tonne$17 per GJ
Compare: Gasoline at $2.15/gallon $740 per tonne
$17 per GJ
BIOFINE

33
Biofine Technology, LLCStephen W. Fitzpatrick Ph.D.
(508) 532 6760 extn 11
WWW.BIOFINETECHNOLOGY.COM