bharat oman refineries limited. bina...
TRANSCRIPT

FEASIBILITY STUDY FOR
MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
BHARAT OMAN REFINERIES LIMITED. BINA REFINERY
REPORT NO. A953-RP-79-41-0001 VOLUME 1 OF 1
MARCH -2017

FEASIBILITY STUDY FOR
MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
CLIENT BHARAT OMAN REFINERIES LIMITED.
BINA REFINERY
PREPARED BY ENGINEERS INDIA LIMITED NEW DELHI EIL JOB No. A953 PO No. 4500026248 REPORT No. A953-RP-79-41-0001 VOLUME 1 OF 1
MARCH -2017
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1
COPYRIGHT LENEAR PROGRAMMING (LP)
STUDY FOR MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
COPYRIGHT
This document is copyright protected by EIL and is produced for the client M/S BORL. Neither of this document or any extract from it may be produced, stored or transmitted in any form for any purpose by any party without prior written permission from EIL. Request for additional copies or permission to reproduce any part of document for any commercial purpose should be addressed as shown below: Head of the Department (Process - 2) 5th Floor, Tower II R&D Complex, Engineers India Limited Sector-16, Gurgaon- 122001 India Telephone: 0124-380-3701 EIL reserves the right to initiate appropriate legal action against any unauthorized use of its Intellectual Property by any entity.

TABLE OF CONTENTS
LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
Document No.
A953-RP-79-41-0001 Rev No 1
Page 1 of 1
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
TABLE OF CONTENTS
1. EXECUTIVE SUMMARY 2. INTRODUCTION 3. SCOPE OF WORK 4. METHODOLOGY 5. DESIGN BASIS 6. REFINERY CONFIGURATION STUDY 7. UTILITIES AND OFFSITE 8. CAPITAL COST AND FINANCIAL ANALYSIS 9. HEALTH SAFETY & ENVIRONMENT 10. RECOMMENDATIONS
ANNEXURES
I OVERALL PLOT PLAN II PROCESS FLOW SCHEME III BLOCK FLOW DIAGRAM IV CRUDE ASSAY V BLENDING VI EQUIPMENT LIST VII PROJECT IMPLEMENTATION SCHEDULE

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 SECTION 1.0 Page 1 of 1
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 1.0 EXECUTIVE SUMMARY

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 1 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
1.0 Executive Summary 1.1 Introduction
BORL Refinery was implemented as part of the New Refinery Project and commissioned
in June-2010. Refinery has been designed for 65: 35 weight blend of Arabian Light and
Arabian Heavy for a crude processing capacity of 6.0MMTPA.
Presently BORL is augmenting the processing capacity of refinery from 6 MMTPA to 7.8
MMTPA by Debottlenecking of the existing units.
Post Revamp, BORL wants to minimize the Kero production due to falling consumption
trend and government anticipated policy towards converting some of the State as
kerosene Free State,
Meantime an industry meeting was held at CHT, Noida on 17th Feb’16 for the reduction of
Sulphur in kerosene /ATF. It was deliberated and finalized to reduce the Sulphur content in
SKO from present 0.25 wt% to 0.20 wt% and similar reduction of sulphur in ATF
specification is also expected.
In view of the above, BORL wants to study the various options available to minimize the
Kero production and sulphur reduction in Kero/ATF along with following overall objectives:
Meeting BS – V/VI specifications for MS and HSD.
Maximization of Diesel Production.
The capital cost estimate accuracy of this study is within ± 20% for final selected case.
1.2 Basic Design Parameters 1.2.1 Crude Mix
The following crude mix is considered for Kero minimization study
Design Crude Case: 100% Arab Mix ( AL: 65 , AH:35)
1.2.2 Refinery Capacity The study is carried out for 7.8 MMTPA crude processing in Refinery.
1.2.3 On-Stream hours The stream hour considered for the study is 8280 Hrs/Annum.
1.2.4 Objectives of the study Nil or Minimization of Kerosene production from the refinery Reduction of Kerosene sulphur Meeting BS V / VI Specifications of MS and HSD. Maximization of Diesel production.

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 2 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
1.2.5 Product Demand The product demand considered for the study is as below:
Table 1.1: Product Demand S.No.
Product
Minimum (KTPA)
Maximum (KTPA)
1. LPG As Produced 2. Naphtha Nil 3. MS BS V/VI As Produced 4. Jet fuel 0.50 MMTPA (max) 5. Kerosene 0.15 MMTPA (max) 6. Diesel BS V/VI As Produced 7. Pet Coke As Produced
8. Sulphur As Produced
1.2.6 Feed, Product and Utility Prices Table 1.2: Feed and Product Prices
Products 1 Year
(Avg Price of 2015 -16 Rs / MT )*
3 Year (Avg Price of 2013-16
Rs / MT )*
Crude Arab Mix (65:35) 21292 35135 Kuwait 19952 35576 Basra Light 19943 33770 Fuel Coal 5856 6040 Products LPG 30279 44693 Naphtha 24608 43785 MS BS III 36115 49640 MS BS VI 36821 50663 Jet fuel 32095 47715 Kerosene Export 27571 43405 Diesel BS III 31528 46870 Diesel BS VI 31177 46661 Pet Coke 5749 6453 Sulphur 7056 6990
* Two pricing basis to be considered Pricing Basis: Average sales prices for the years as mentioned above.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 3 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
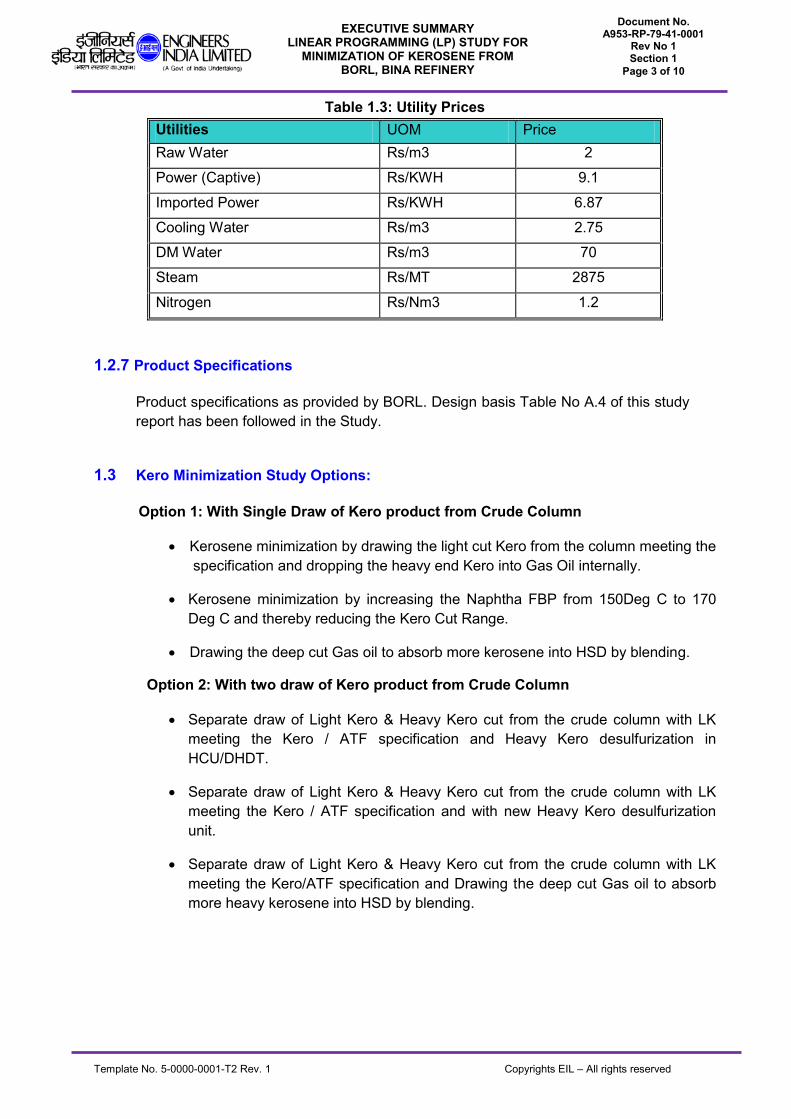
Table 1.3: Utility Prices Utilities UOM Price Raw Water Rs/m3 2 Power (Captive) Rs/KWH 9.1
Imported Power Rs/KWH 6.87 Cooling Water Rs/m3 2.75 DM Water Rs/m3 70 Steam Rs/MT 2875
Nitrogen Rs/Nm3 1.2
1.2.7 Product Specifications
Product specifications as provided by BORL. Design basis Table No A.4 of this study report has been followed in the Study.
1.3 Kero Minimization Study Options: Option 1: With Single Draw of Kero product from Crude Column
Kerosene minimization by drawing the light cut Kero from the column meeting the specification and dropping the heavy end Kero into Gas Oil internally.
Kerosene minimization by increasing the Naphtha FBP from 150Deg C to 170 Deg C and thereby reducing the Kero Cut Range.
Drawing the deep cut Gas oil to absorb more kerosene into HSD by blending.
Option 2: With two draw of Kero product from Crude Column
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero / ATF specification and Heavy Kero desulfurization in HCU/DHDT.
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero / ATF specification and with new Heavy Kero desulfurization unit.
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and Drawing the deep cut Gas oil to absorb more heavy kerosene into HSD by blending.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 4 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
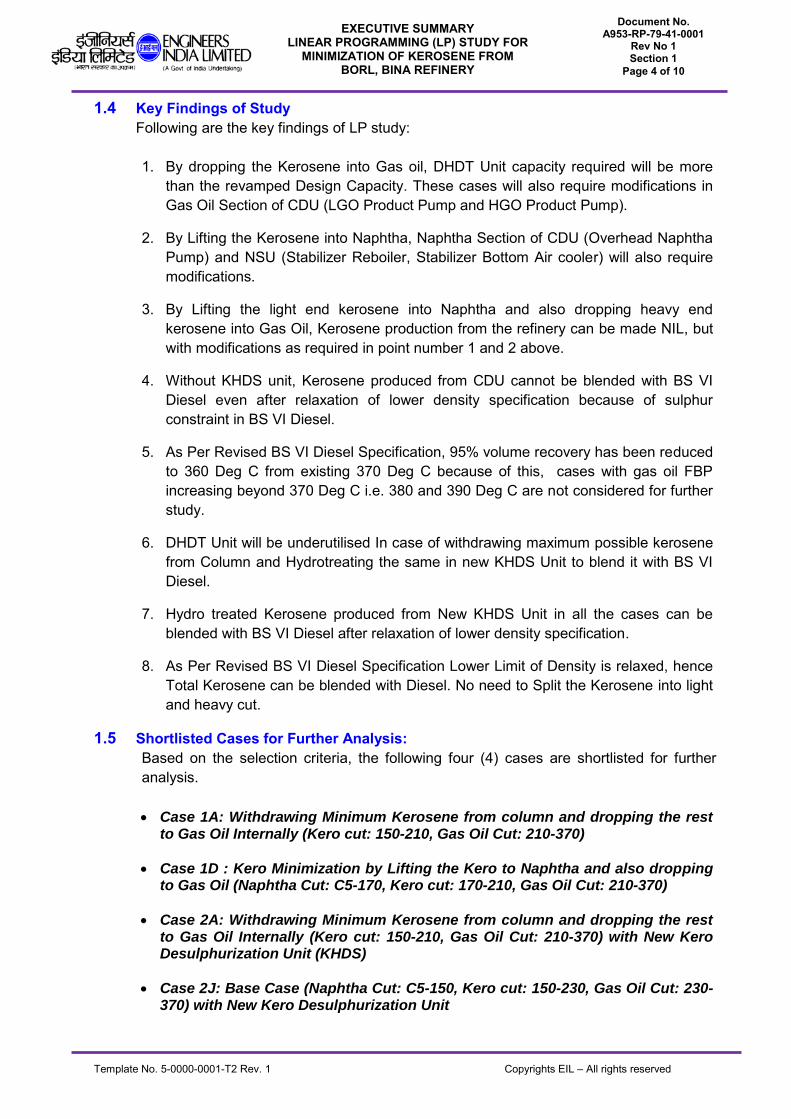
1.4 Key Findings of Study Following are the key findings of LP study: 1. By dropping the Kerosene into Gas oil, DHDT Unit capacity required will be more
than the revamped Design Capacity. These cases will also require modifications in Gas Oil Section of CDU (LGO Product Pump and HGO Product Pump).
2. By Lifting the Kerosene into Naphtha, Naphtha Section of CDU (Overhead Naphtha Pump) and NSU (Stabilizer Reboiler, Stabilizer Bottom Air cooler) will also require modifications.
3. By Lifting the light end kerosene into Naphtha and also dropping heavy end kerosene into Gas Oil, Kerosene production from the refinery can be made NIL, but with modifications as required in point number 1 and 2 above.
4. Without KHDS unit, Kerosene produced from CDU cannot be blended with BS VI Diesel even after relaxation of lower density specification because of sulphur constraint in BS VI Diesel.
5. As Per Revised BS VI Diesel Specification, 95% volume recovery has been reduced to 360 Deg C from existing 370 Deg C because of this, cases with gas oil FBP increasing beyond 370 Deg C i.e. 380 and 390 Deg C are not considered for further study.
6. DHDT Unit will be underutilised In case of withdrawing maximum possible kerosene from Column and Hydrotreating the same in new KHDS Unit to blend it with BS VI Diesel.
7. Hydro treated Kerosene produced from New KHDS Unit in all the cases can be blended with BS VI Diesel after relaxation of lower density specification.
8. As Per Revised BS VI Diesel Specification Lower Limit of Density is relaxed, hence Total Kerosene can be blended with Diesel. No need to Split the Kerosene into light and heavy cut.
1.5 Shortlisted Cases for Further Analysis: Based on the selection criteria, the following four (4) cases are shortlisted for further analysis. Case 1A: Withdrawing Minimum Kerosene from column and dropping the rest
to Gas Oil Internally (Kero cut: 150-210, Gas Oil Cut: 210-370)
Case 1D : Kero Minimization by Lifting the Kero to Naphtha and also dropping to Gas Oil (Naphtha Cut: C5-170, Kero cut: 170-210, Gas Oil Cut: 210-370)
Case 2A: Withdrawing Minimum Kerosene from column and dropping the rest to Gas Oil Internally (Kero cut: 150-210, Gas Oil Cut: 210-370) with New Kero Desulphurization Unit (KHDS)
Case 2J: Base Case (Naphtha Cut: C5-150, Kero cut: 150-230, Gas Oil Cut: 230-370) with New Kero Desulphurization Unit

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 5 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
1.6 Material balance LP runs for the short listed cases have been done for design crude mix meeting all product specifications as mentioned in design basis. The material balance for all the four cases along with base case considered for evaluation are presented below in the Table-1.6.
Table 1.4: Material Balance for Shortlisted cases (KTPA)
Case No. Base Case 1A 1D 2A 2J
Feed (KTPA) Arab Mix 7800 7800 7800 7800 7800 Coal 290 291 291 291 290
Products (KTPA) LPG 324 324 324 324 324 Naphtha 0 0 43 0 0 BS VI Regular Gasoline 1346 1346 1353 1349 1352 Kerosene 502 213.7 0 0 0 Hydrotreated kerosene 42.3 42 0 0 ATF 500 500 485 500 500 BS VI Diesel 3788 4020 4199 4269 4274 DCU Coke Product 277 277 277 277 277 Fuel and Loss 630 641 641 644 641 CPP Fuel Loss 581 582 581 582 581 Sulphur 142 146 146 146 142
Table 1.5: Capacity Utilization of existing Units (KTPA)
Case No Design Capacity Base Case 1A 1D 2A 2J
CDU 7800 7800 (100%)
7800 (100%)
7800 (100%)
7800 (100%)
7800 (100%)
NHT 1553 1518 (97.7%)
1518 (97.7%)
1553 (100%)
1521 (97.9%)
1522 (98%)
CCR 837 834 (99.6%)
835 (99.8%)
837 (100%)
837 (100%)
837 (100%)
ISOM 752 685 (91.9%)
677 (90%)
673 (89.5%)
678 (90.2%)
680 (90.4%)
HCU 2625 2593 (98.8%)
2593 (98.8%)
2593 (98.8%)
2593 (98.8%)
2593 (98.8%)
DHDT 2372 2273 (95.8%)
2524 (106.4%)
2524 (106.4%)
2524 (106.4%)
2273 (95.8%)
HGU 98 93.4 (95.3%)
96 (98%)
96 (98%)
97 (99%)
94.3 (96.2%)
DCU 1822 1640 (90%)
1641 (90.1%)
1641 (90.1%)
1640 (90%)
1640 (90%)
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 6 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
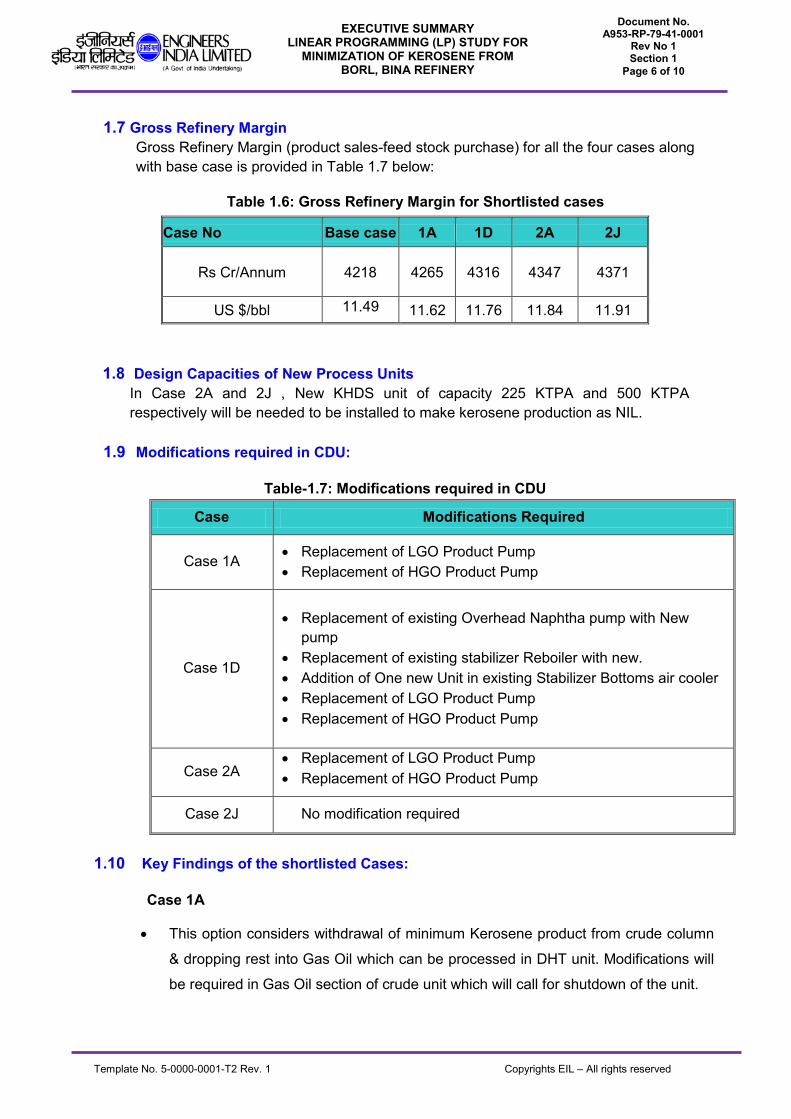
1.7 Gross Refinery Margin
Gross Refinery Margin (product sales-feed stock purchase) for all the four cases along with base case is provided in Table 1.7 below:
Table 1.6: Gross Refinery Margin for Shortlisted cases
1.8 Design Capacities of New Process Units In Case 2A and 2J , New KHDS unit of capacity 225 KTPA and 500 KTPA respectively will be needed to be installed to make kerosene production as NIL.
1.9 Modifications required in CDU:
Table-1.7: Modifications required in CDU
Case Modifications Required
Case 1A Replacement of LGO Product Pump Replacement of HGO Product Pump
Case 1D
Replacement of existing Overhead Naphtha pump with New pump
Replacement of existing stabilizer Reboiler with new. Addition of One new Unit in existing Stabilizer Bottoms air cooler Replacement of LGO Product Pump Replacement of HGO Product Pump
Case 2A Replacement of LGO Product Pump Replacement of HGO Product Pump
Case 2J No modification required
1.10 Key Findings of the shortlisted Cases: Case 1A
This option considers withdrawal of minimum Kerosene product from crude column
& dropping rest into Gas Oil which can be processed in DHT unit. Modifications will
be required in Gas Oil section of crude unit which will call for shutdown of the unit.
Case No Base case 1A 1D 2A 2J
Rs Cr/Annum 4218 4265 4316 4347 4371
US $/bbl 11.49 11.62 11.76 11.84 11.91
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 7 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
This option requires additional 6% capacity increase in DHT unit over and above the
debottlenecking project capacity of DHT. BORL is presently operating DHT unit at
130% of design capacity and this capacity will increase to 145% in debottlenecking
project by exhausting all the design margins in existing equipment, especially in
high pressure section and reactors. Further increase in the DHT capacity is
technically not possible.
Even if it was possible to revamp DHT unit, this option will produce 213 KTPA
Kerosene which must be exported.
As the objective of Kerosene minimization is not met and required capacity of DHT
exceeds the debottlenecking project capacity, this option is ruled out.
Case 1D
This option considers lifting part of Kerosene into Naphtha, dropping a part of
Kerosene into Gas Oil and thus withdrawing minimum Kerosene Product from crude
column.
This option requires modifications in naphtha, gas oil section of crude column and
naphtha stabilizer column which will call for shutdown of the unit.
DHT capacity requirement in this case also increases to 106% of debottlenecking
project capacity. This option reduces the Kerosene make to nil but produces 43
KTPA of surplus Naphtha which is a negative value stream and must be exported.
This option is not technically possible as desired capacity of DHT exceeds
debottlenecking project capacity and requires export of 43 KTPA Naphtha.
Case 2A:
This is Case 1A with New Kero Hydrodesulphurization unit to hydro treat the excess
kerosene.
Similar to Case 1A, this option also requires modifications in Gas Oil section of
crude unit and required capacity of DHT exceeds the debottlenecking project
capacity Hence this option is ruled out.
Case 2J:
This option considers installing a new KHDS unit which will eliminate Kerosene
production from refinery by upgrading entire Kerosene into HSD after
desulphurization.
HSD product will meet BS-VI specifications after Kerosene blending.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 8 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
This will not require modification in the existing units and can be largely
implemented independently without affecting normal operation of the refinery.
Based on the above analysis, Case 2J is selected for installation of new KHDS unit
of 500 TMTA capacity that will eliminate Kerosene production from the refinery.
1.11 New Offsite Facilities No new tankages are required under this project. Post implementation of New KHDS Unit, Kerosene production from the refinery will be Nil for selected case and there will be increase in diesel production. Hence existing Kerosene product tanks 05A, 05B, 05C available in BDT area can be utilized for storing the Diesel products and 05D, 05E can be used to store the high Sulphur Kerosene in case KHDS unit is down. Existing Tankages shall be utilized for all the other products without any operating philosophy change. New pumping facility and line shall be provided to pump the high Sulphur Kerosene which is stored in 05D, 05E tanks at BDT to KHDS unit for reprocessing. Kerosene Reprocessing Pump: Type : Horizontal centrifugal Type of Drive : Electric motor No. of pumps : 1 operating +1 standby Capacity : 100 m3/hr
1.12 New Utility Systems One additional cell of capacity 4000 m3/hr in the existing cooling tower has been considered for selected case.
1.13 Capital Cost Estimation. Key Assumptions: The basic assumptions made for working out the Project cost estimate are as under:
Cost estimate is valid as of 1st Qtr. 2017 price basis for selected case
No provision has been made for any future escalation
Project would be implemented on conventional mode.
Process units cost estimates are based on reference technology. Any change in technology shall have impact on unit’s cost estimates.
EPCM services cost provision is as a factor basis and is indicative.
Existing facilities of BORL such as land, Infrastructure, Construction site, General facilities and Township shall be used for this project.
Site Development and Road & Buildings are not envisaged for this project.
Exclusions: Following costs have been excluded from the Project cost estimate:

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 9 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Forward escalation
Cost towards statutory clearances
As indicated above, the estimated project cost for the identified scope and technical details for the selected case works out to as under:
Table-1.8: Capital cost of Case 2J
Sr No. Case Total Capital Cost in ` Crore
1 Case 2J 232.77
Note: Validity of Cost estimate is as of 1st Qtr. 2017 price basis, accuracy of cost estimation is ± 20%
1.14 Financial Analysis
Based on capital cost, operating cost and sales revenue, financial analysis have been carried out for calculating internal rate of return (IRR) with a view to establish profitability of the project.
Table-1.9: IRR of selected case
Sr No Case 2J 1 Yr. Average Price Basis
3 Yr. Average Price Basis
1 Capital Cost (Rs Lakhs) 232 77 232 77
2 Variable Operating Cost (Rs Lakhs) 59 60
3 Fixed Operating Cost (Rs Lakhs) 3 63 3 63
4 Total Operating Cost (Rs Lakhs) 4 21 4 23
5 Sales Revenue (Rs Lakhs) 152 92 118 72
6 IRR On Total Capital
Pre Tax 43.87 35.97
Post Tax 38.60 31.78
7 IRR On Equity
Pre Tax 50.84 41.71
Post Tax 45.00 36.99 1.15 Energy Conservation Efforts
Design of all the facilities shall be conceptualized to achieve a high standard of energy efficiency. The experience of the existing refineries and the latest trends in energy conservation in similar industries worldwide shall be incorporated in the project in its design stage itself. This will yield appreciable benefits by reduced energy costs and minimum accountable losses.
1.16 Environmental Impact
In order to minimize the impact of the project on the environment, due attention shall be given for implementing effective pollution control measures. The design stage endeavors

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 1
Page 10 of 10
EXECUTIVE SUMMARY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
to mitigate the problems related to health, safety and environment at the process technology/source level itself. Special emphasis shall be given in design basis of all new facilities on measures to minimize the effluent generation at source. Liquid effluents The liquid effluents from new facilities will meet the Minimum National Standards as specified under proposed effluent and emission standards for petroleum oil refineries by treating the same in existing Effluent Treatment Plant.
Gaseous Emissions All the emission from the Refinery Complex shall meet the stipulated standards under “PROPOSED EFFLUENT AND EMISSION STANDARDS FOR PETROLEUM OIL REFINERIES”. The total Sulphur Dioxide emissions from the refinery complex after development of
proposed additional units will not exceed the present limit of 29.25 T/day. Low Sulphur Fuel oil / Fuel Gas has been considered for firing in the new furnaces. Heaters/furnaces will be provided with well-proven Low NOx burners to restrict the
emissions of Nitrogen Oxides (NOx) to meet the proposed emission standards for Petroleum Oil refineries.
From the above it is evident that there will be no additional impact of gaseous emissions on the environment due to new facilities proposed under this study
Solid Wastes The solid wastes i.e. Spent Catalysts, General Solid Wastes etc. generated in the new facilities shall be minimised by implementing solid waste implementation management plan.
1.17 Social Benefits
The Kerosene Minimization and Sulphur reduction project of BORL Bina Refinery will help BORL to meet the Government target of making the Madhya Pradesh State as Kerosene Free state, to reduce the Sulphur content of whatever the kerosene produced and thereby improving the health condition of people using the Kerosene, to increase the availability of Diesel products in the region. Additionally it is also expected to generate employment both direct and indirect in the Bina region.
1.18 Recommendation Based on the study it is recommended to consider New Kero Hydro Desulphurization Unit (KHDS) of capacity 500 KTPA (Case J) for implementation The estimated Capital cost for this will be Rs. 232.77 Crores with an accuracy of ±20% & price Validity of 1st quarter 2017. Considering the crude and product prices as mentioned in report, Post Tax IRR for this selected case works out to be 38.6% (1 year avg. price) and 31.78% (3 year avg. price). Overall project implementation is scheduled within 30 months from zero date.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1
SECTION 2.0
INTRODUCTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 2.0 INTRODUCTION

0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 1 Section 2
Page 1 of 1
INTRODUCTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
2.0 INTRODUCTION
Bharat Oman Refineries Limited (BORL) Refinery was implemented as part of the New Refinery Project and commissioned in June-2010. Refinery has been designed for 65: 35 weight blend of Arabian Light and Arabian Heavy for a crude processing capacity of 6.0MMTPA. BORL is currently carrying out low cost debottlenecking project to increase present refinery capacity from 6.0 MMTPA to 7.8 MMTPA by taking advantage of the inherent margins in the system design with fewer additional facilities. BORL has been contributed immensely towards the all-round development of the Bina region due to presence of refinery. Post Revamp, BORL wants to minimize the Kero production due to falling consumption trend and government anticipated policy towards converting some of the State as kerosene Free State. Meantime an industry meeting was held at CHT, Noida on 17th Feb’16 for the reduction of Sulphur in kerosene /ATF. It was deliberated and finalized to reduce the Sulphur content in SKO from present 0.25 wt% to 0.20 wt% and similar reduction of sulphur in ATF specification is also expected. In view of the above, BORL wants to study the various options available to minimize the Kero production and sulphur reduction in Kero/ATF along with following overall objectives: Meeting BS – V/VI specifications for MS and HSD. Maximization of Diesel Production. BORL engaged Engineers India Limited to do a LP study for studying various options to achieve the above said objectives. This report pertains to LP study to establish feasible and viable options to minimize Kero production, sulphur reduction in Kero and maximization of Diesel production. Along with configuration study the report includes details of utilities and off sites, capital cost estimate within an accuracy of ±20% for the final selected case.

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1
SECTION 3.0
SCOPE LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 3.0 SCOPE

SCOPE OF WORK
LINEAR PROGRAMMING STUDY FOR MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev No 1 Page 1 of 2
Section 3
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
3.0 SCOPE OF WORK EIL’s scope of work involve the following,
3.1 BASE CASE PREPARATION:
Base case will be derived from the existing BORL LP Model available with EIL by Updating of the following:
a) 7.8 MMTPA 100% Kuwait Crude processing in CDU. b) Revamp Unit Capacity of secondary processing units. c) Feed and Product properties and utility consumption as per Revamp Licensor
Package.
3.2 KERO MINIMIZATION STUDY:
With Base Case as starting point following LP Cases will be evaluated using PIMS Model to arrive at the optimum solution:
3.2.1 With Single Draw of Kero product from Crude Column: Kerosene minimization by drawing the light cut Kero from the column meeting the
specification and dropping the heavy end Kero into Gas Oil internally.
Kerosene minimization by increasing the Naphtha FBP from 150Deg C to 170 Deg C and thereby reducing the Kero Cut Range.
Drawing the deep cut Gas oil to absorb more kerosene into HSD by blending.
3.2.2 With two Draw of Kero product from Crude Column:
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and Heavy Kero desulfurization in HCU/DHDT.
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and with new Heavy Kero desulfurization unit.
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and Drawing the deep cut Gas oil to absorb more kerosene into HSD by blending.
i. A simple economics review of shortlisted options shall be studied w.r.t unit
capacities, product slate, initial capital cost, opex, GRM, simple payback etc. and shortlisted options shall be referred/recommended to BORL for review and approval. The shortlisted cases shall include material balance, new unit capacities, utilities and offsite requirements.
ii. Estimation of project cost with ± 20% accuracy & Carrying out financial analysis for
the final recommended case.
iii. Project implementation schedule bar chart shall be prepared for the final
recommended case.
SCOPE OF WORK
LINEAR PROGRAMMING STUDY FOR MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev No 1 Page 2 of 2
Section 3
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
iv. Overall Block Flow Diagram & Mass balance for Refinery post Kero Minimization will be submitted for the shortlisted options selected by BORL.
v. For selected case, preliminary overall plot plan will be generated in compliance with OISD norms to show only the new facilities.
vi. Additional utility required for new facility will be established and which will be firmed up based on existing utilities & offsite facility.
vii. The Configuration Study report shall include the following contents: 1. Introduction 2. Scope of Work 3. Methodology 4. Basis of study
Basic Design Parameters Objectives of Study Key Considerations Product Demand ( As furnished by Client) Feed, Product and Utility prices Product Specifications
5. Refinery Configuration Study Development of New Configurations from Base case LP Model Configuration Study Considering Various Options Preliminary Review of Study Summary of Results Key Observations of the Study Criteria for Short listing of Options Details of shortlisted options
6. Utilities and Offsite for additional facilities 7. Capital cost and Financial Analysis 8. Indicative overall plot plan 9. Conclusion and Recommendation
3.3 LIST OF DELIVERABLES INCLUDING PRESENTATION/ REVIEW MEETINGS:
a. LP configuration review presentations. b. Final results presentation. c. Draft study report (without cost data.) d. Final study report - 6 copies e. Soft copies of Draft and Final study report (Excluding financial model).
3.4 EXCLUSIONS FROM EIL’S SCOPE OF WORK:
Following is excluded from EIL’s scope of work. a. Licensor study of any unit. b. PFDs, P&IDs, Schematics of any new unit/revamped unit. c. Equipment layout of any new unit or revamped unit. d. Adequacy checks of any equipment’s of the unit. e. Financial model in Microsoft Excel format.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
SECTION 4.0
METHODOLOGY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 4.0 METHODOLOGY
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
SECTION 4.0
METHODOLOGY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
4.0 METHODOLOGY ADOPTED FOR THE STUDY This study is a refinery configuration study wherein various objective e.g. minimize the
kerosene production, sulphur reduction in Kero/ATF, meeting BS-V/VI specifications for MS and HSD and maximization of diesel production. Therefore, Linear Programming was adopted for optimization.
The Kuwait Crude and Arab Mix (65:35) crude were used for Base case establishment.
Crude Assays of Kuwait Crude and Arab Mix Crude were taken same as in Debottlenecking Project. After analysis, Arab Mix (65:35) crude was chosen for further LP development in this Kero Minimization study.
The yields and property data for new licensed unit KHDS was taken as per EIL data bank
for similar licensed unit. Since there are many existing units which are to be integrated, the yield / property and
utility data for these units were taken as per Design Basis of different units Debottlenecking Project.
PRO II simulation was done to check the adequacy of CDU/VDU/NSU Unit and to
generate data for further adequacy checking of individual equipments in Naphtha Overhead Circuit, Gas Oil circuit and adequacy checking of crude column and Naphtha Stabilizer column.
Additional Power, Fuel Oil/gas, Steam and cooling water for new KHDS Unit was
calculated and evaluation was done to find out whether any new Utility system is required or not.

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 1 of 1
SECTION 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 5.0 DESIGN BASIS
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 1 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
DESIGN BASIS
LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
BORL: ___________________ EIL: ____________________
2 10.03.2017 Revised & Issued for Report LG GN SA
1 20.01.2017 Revised & Issued for Report LG GN SA
0 08.09.2016 Issued for Report LG GN SA
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 2 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Rev. No. Date Purpose Prepared by
Reviewed by
Approved by
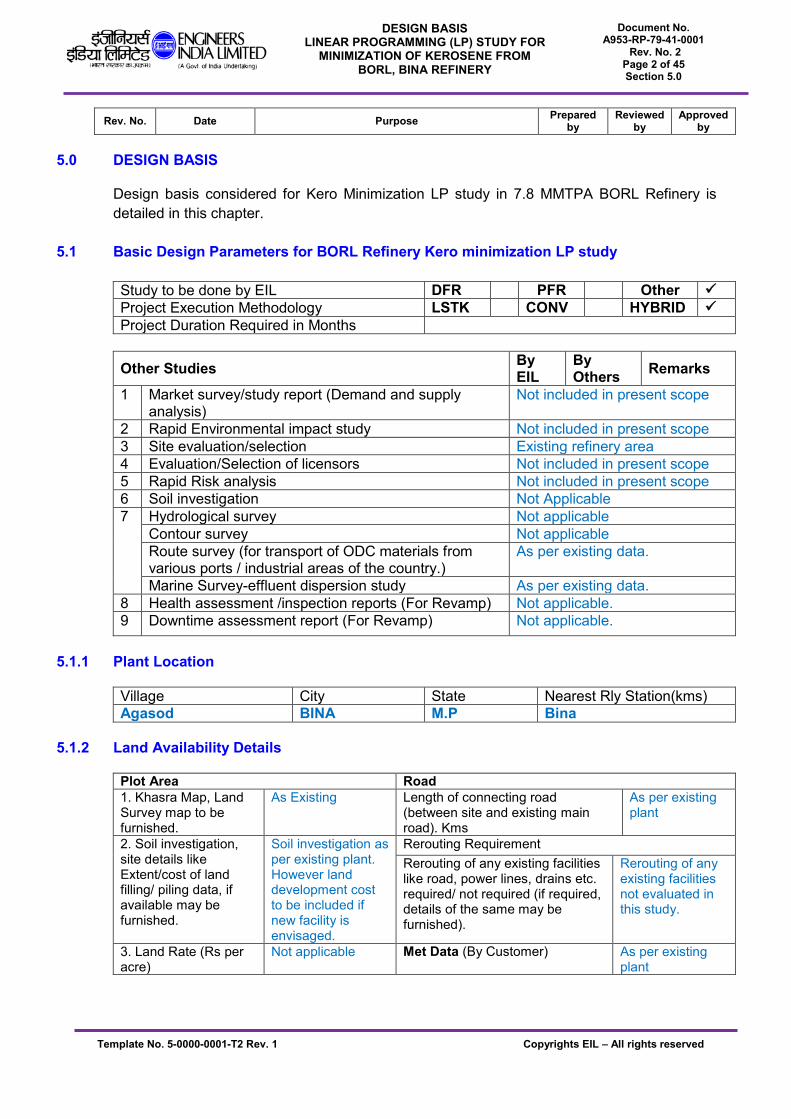
5.0 DESIGN BASIS
Design basis considered for Kero Minimization LP study in 7.8 MMTPA BORL Refinery is detailed in this chapter.
5.1 Basic Design Parameters for BORL Refinery Kero minimization LP study Study to be done by EIL DFR PFR Other Project Execution Methodology LSTK CONV HYBRID Project Duration Required in Months
Other Studies By
EIL By Others Remarks
1 Market survey/study report (Demand and supply analysis)
Not included in present scope
2 Rapid Environmental impact study Not included in present scope 3 Site evaluation/selection Existing refinery area 4 Evaluation/Selection of licensors Not included in present scope 5 Rapid Risk analysis Not included in present scope 6 Soil investigation Not Applicable 7 Hydrological survey Not applicable
Contour survey Not applicable Route survey (for transport of ODC materials from various ports / industrial areas of the country.)
As per existing data.
Marine Survey-effluent dispersion study As per existing data. 8 Health assessment /inspection reports (For Revamp) Not applicable. 9 Downtime assessment report (For Revamp) Not applicable.
5.1.1 Plant Location
Village City State Nearest Rly Station(kms) Agasod BINA M.P Bina
5.1.2 Land Availability Details
Plot Area Road 1. Khasra Map, Land Survey map to be furnished.
As Existing Length of connecting road (between site and existing main road). Kms
As per existing plant
2. Soil investigation, site details like Extent/cost of land filling/ piling data, if available may be furnished.
Soil investigation as per existing plant. However land development cost to be included if new facility is envisaged.
Rerouting Requirement Rerouting of any existing facilities like road, power lines, drains etc. required/ not required (if required, details of the same may be furnished).
Rerouting of any existing facilities not evaluated in this study.
3. Land Rate (Rs per acre)
Not applicable Met Data (By Customer) As per existing plant

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 3 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
4. Land availability Not applicable Grid power availability
Nearest Dist: Sagar
100 MVA
Level: 220kV

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 4 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
5.1.3 Raw Material
Name Crude Mix:
Design Case: Arab Mix (65:AL 35: AH) Assay Date: 20 Nov 2008 ,15 May 2009 Check Case: Kuwait (KUWAIT304) Assay Date: 11 May 2008 & Basra Light (BASRL300) Assay Date: 01 Jan 2011 Assay attached as Annexure E.
Source Pipeline Capacity to be considered
Base Case:7.8 MMTPA Kero Minimization Study Case: 7.8 MMTPA
On stream Hours
8280 Hours/annum
Crude Assay Design Case: Arab Mix (65:AL 35: AH) Assay Date: 20 Nov 2008 ,15 May 2009 Check Case: Kuwait (KUWAIT304) Assay Date: 11 May 2008 & Basra Light (BASRL300) Assay Date: 01 Jan 2011
5.1.4 Products (*)
Name
Product names, its maximum and minimum demands, prices and their specifications are detailed in Annexure A, Tables A.1 to A.5.
Annual Capacity Market Place (preferred)
(*) Study shall be based on factory rate (Refinery complex B/L) price for all products. Determination of preferred market place and logistics requirement there off are outside EIL’s scope of work.
5.1.5 Plant Units
Process Units
Capacity Utilities to be generated
Capacity Catalyst / chemicals Name Quantity Unit Rate
Details of existing process units are provided in Annexure B. The yields and Utilities considered for existing units are based on design values from their respective BDEPs. For the new proposed units, EIL in-house data will be used. The Catalyst & Chemicals consumption data for new units will be based on EIL in house data.
5.1.6 Offsite, raw material / product and other storages: Optimal storage for new facilities will be considered based on existing best practices in refinery project. Details of existing Tank data is detailed in Annexure - C Raw Material Intermediate Products Finished Products

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 5 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Name State Liquid / solid
No of days of storage
Name State Liquid / solid
No of days of storage
Name State Liquid/ solid
No of days of storage
5.1.7 Hook up connection (not applicable for grass root projects) Name Distance of connection from existing facilities Not Applicable.
5.1.8 Product Evacuation By Railway / Truck/ Pipeline
Product Name
% of product to be moved by rail
% of product to be moved by road
% of product to be evacuated through Pipeline
% of product to be evacuated through Coastal movement sea tankers.
All Products
As per existing
Length of rail to be laid/ distance between plant and railway siding
As per existing
Details of any major crossing (river/road/rail) coming on the way to Railway station to be considered as part of Project cost.
As per existing
5.1.9 Utilities
5.1.9.1 Raw Water For Plant Operation
Source As per existing plant Distance from river As per existing plant Raw water Analysis ( (if available) As per existing plant
5.1.9.2 Electric Power For Plant Operation
Source As per existing plant
Volts Frequency
Rate Rs./kwhr Distance from Plant: Level of Generation Contract Demand Charges NA Energy charges NA Minimum energy charges (as % of Contract Demand) NA In case this is not available, whether a system is to be designed /included in execution.
NA
5.1.9.3 Construction Power Available Yes Volts 415/230 V AC LT supply KM away Within existing refinery Rate (Rs./Kwhr) Power available within the plant will be used
as construction power. Contract Demand Charges
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 6 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Energy charges Minimum energy charges (as % of Contract Demand)
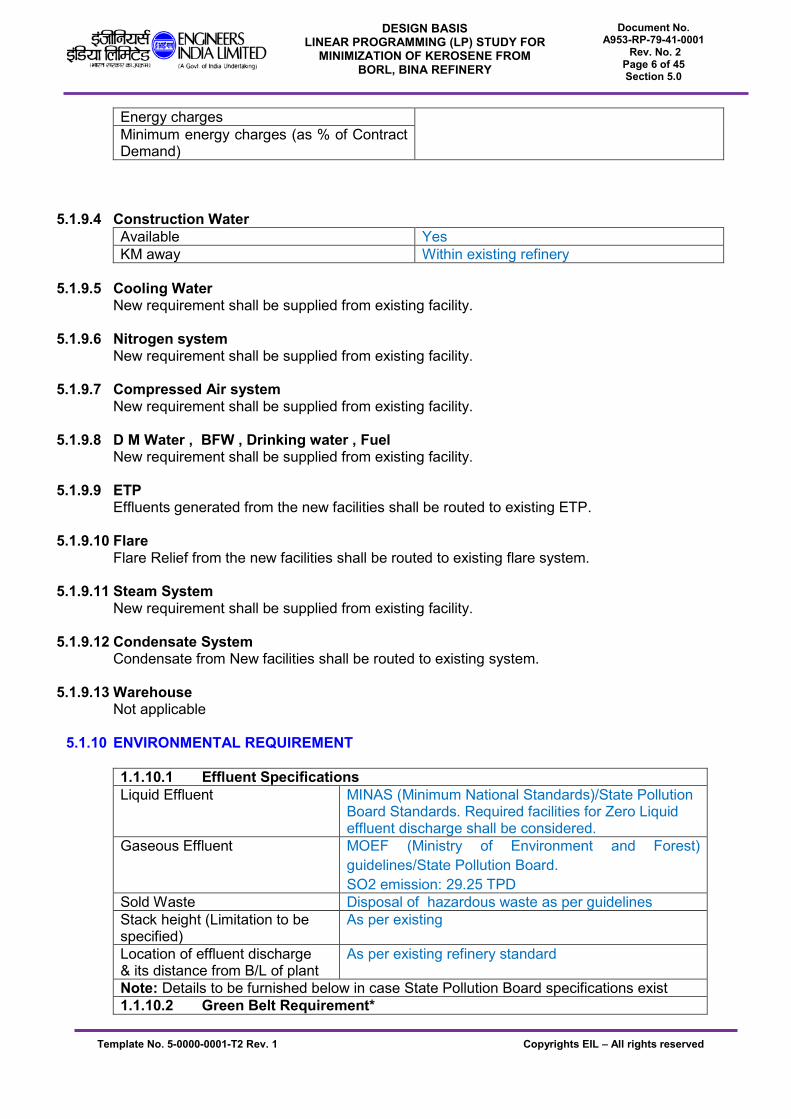
5.1.9.4 Construction Water Available Yes KM away Within existing refinery
5.1.9.5 Cooling Water
New requirement shall be supplied from existing facility.
5.1.9.6 Nitrogen system New requirement shall be supplied from existing facility.
5.1.9.7 Compressed Air system New requirement shall be supplied from existing facility.
5.1.9.8 D M Water , BFW , Drinking water , Fuel New requirement shall be supplied from existing facility.
5.1.9.9 ETP Effluents generated from the new facilities shall be routed to existing ETP.
5.1.9.10 Flare Flare Relief from the new facilities shall be routed to existing flare system.
5.1.9.11 Steam System New requirement shall be supplied from existing facility.
5.1.9.12 Condensate System Condensate from New facilities shall be routed to existing system.
5.1.9.13 Warehouse Not applicable
5.1.10 ENVIRONMENTAL REQUIREMENT
1.1.10.1 Effluent Specifications Liquid Effluent MINAS (Minimum National Standards)/State Pollution
Board Standards. Required facilities for Zero Liquid effluent discharge shall be considered.
Gaseous Effluent MOEF (Ministry of Environment and Forest) guidelines/State Pollution Board. SO2 emission: 29.25 TPD
Sold Waste Disposal of hazardous waste as per guidelines Stack height (Limitation to be specified)
As per existing
Location of effluent discharge & its distance from B/L of plant
As per existing refinery standard
Note: Details to be furnished below in case State Pollution Board specifications exist 1.1.10.2 Green Belt Requirement*
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 7 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
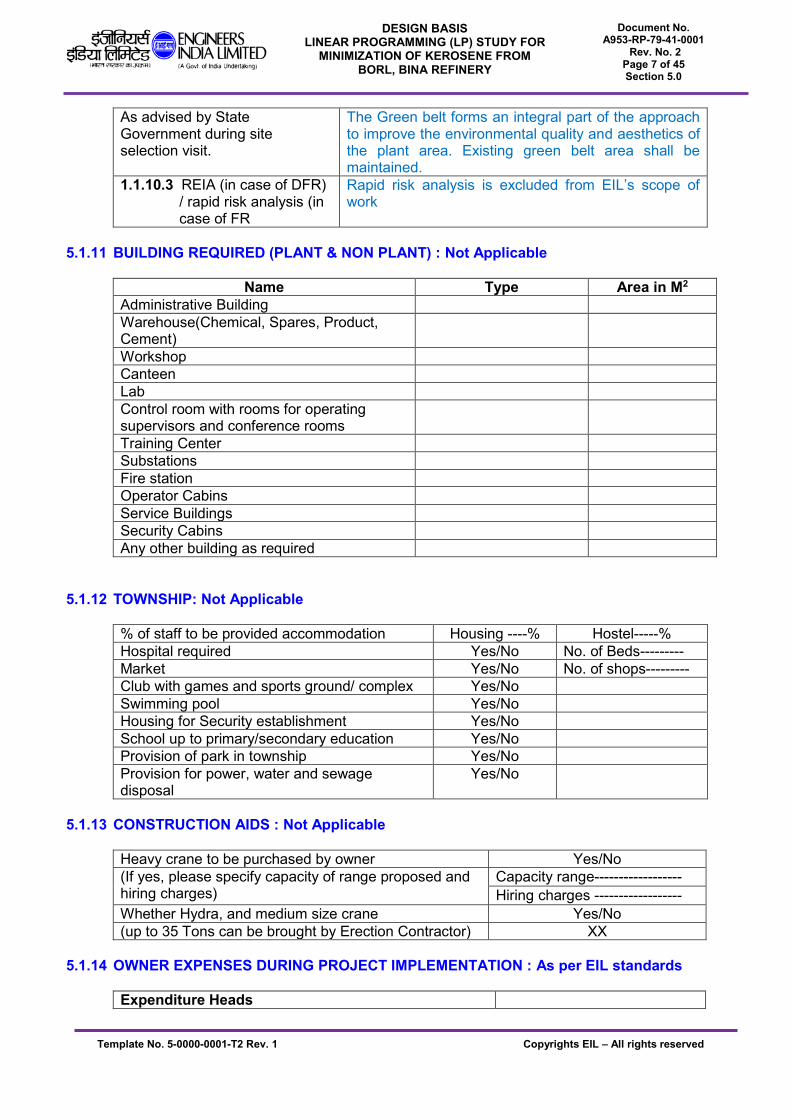
As advised by State Government during site selection visit.
The Green belt forms an integral part of the approach to improve the environmental quality and aesthetics of the plant area. Existing green belt area shall be maintained.
1.1.10.3 REIA (in case of DFR) / rapid risk analysis (in case of FR
Rapid risk analysis is excluded from EIL’s scope of work
5.1.11 BUILDING REQUIRED (PLANT & NON PLANT) : Not Applicable
Name Type Area in M2
Administrative Building Warehouse(Chemical, Spares, Product, Cement)
Workshop Canteen Lab Control room with rooms for operating supervisors and conference rooms
Training Center Substations Fire station Operator Cabins Service Buildings Security Cabins Any other building as required
5.1.12 TOWNSHIP: Not Applicable
% of staff to be provided accommodation Housing ----% Hostel-----% Hospital required Yes/No No. of Beds--------- Market Yes/No No. of shops--------- Club with games and sports ground/ complex Yes/No Swimming pool Yes/No Housing for Security establishment Yes/No School up to primary/secondary education Yes/No Provision of park in township Yes/No Provision for power, water and sewage disposal
Yes/No
5.1.13 CONSTRUCTION AIDS : Not Applicable
Heavy crane to be purchased by owner Yes/No (If yes, please specify capacity of range proposed and hiring charges)
Capacity range------------------ Hiring charges ------------------
Whether Hydra, and medium size crane Yes/No (up to 35 Tons can be brought by Erection Contractor) XX
5.1.14 OWNER EXPENSES DURING PROJECT IMPLEMENTATION : As per EIL standards
Expenditure Heads

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 8 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
expenses towards public issue Salaries perks and facilities to be provided by owner to people employed on this job
Communication Travel Training PMC fees Contingency any other Total Amount for all the above heads
5.1.15 ADDITIONAL INFORMATION, FOR MARGIN MONEY CALCULATION : As per EIL Standards
Item Days Salaries and wages and operating manhours/manpower envisaged
Repairs and maintenance spare inventory Goods in process Finished goods Bills Receivable (Outstanding) Cash in hand Trade Credits Inventory level for Catalysts Inventory level for Chemicals
5.1.16 INFORMATION FOR FINANCIAL ANALYSIS : Refer Annexure - D
Project Funding % Grant Equity by BORL Debt
Expenditure Pattern (Grant Terms Required)
Equity before debt or concurrent
Equity Contribution % Promoter Financial Institution Public
Equity Composition % Foreign Equity Contributors Equity
Dividend on Equity Equity Expenditure Pattern
Promoter fund followed by F1 and then Public Promoter and F1 equal share and then Public Foreign Equity flow pattern
Debt Composition % Foreign Currency Financial Institutions Suppliers Credit Financial Institutions
Rupee Portion Debentures to Financial Institutions
Debentures to Public Terms and Conditions of Debts / Debentures
From FII’s and Suppliers' Credits
Front end processing fees Exposure fees
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 9 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
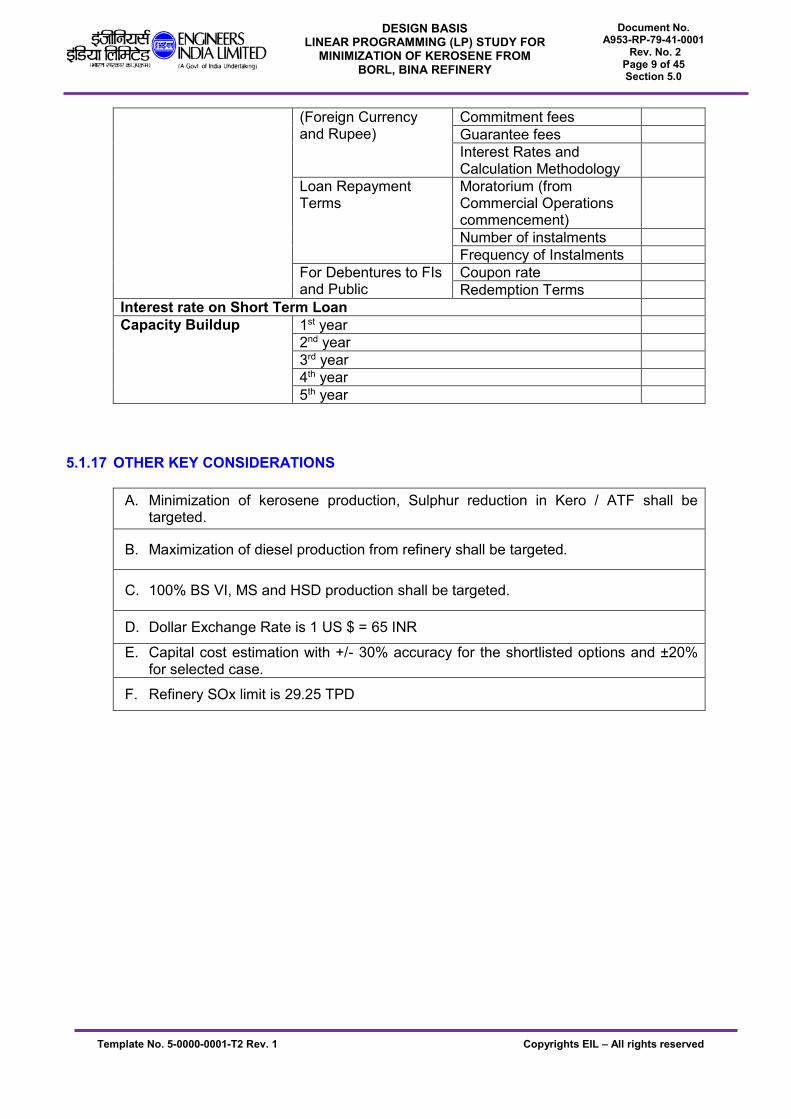
(Foreign Currency and Rupee)
Commitment fees Guarantee fees Interest Rates and Calculation Methodology
Loan Repayment Terms
Moratorium (from Commercial Operations commencement)
Number of instalments Frequency of Instalments
For Debentures to FIs and Public
Coupon rate Redemption Terms
Interest rate on Short Term Loan Capacity Buildup 1st year
2nd year 3rd year 4th year 5th year
5.1.17 OTHER KEY CONSIDERATIONS
A. Minimization of kerosene production, Sulphur reduction in Kero / ATF shall be targeted.
B. Maximization of diesel production from refinery shall be targeted.
C. 100% BS VI, MS and HSD production shall be targeted.
D. Dollar Exchange Rate is 1 US $ = 65 INR
E. Capital cost estimation with +/- 30% accuracy for the shortlisted options and ±20% for selected case.
F. Refinery SOx limit is 29.25 TPD

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 10 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Annexure-A
Table A.1: Product Demand S.No.
Product
Minimum (KTPA)
Maximum (KTPA)
1. LPG As Produced
2. Naphtha Nil
3. MS BS V/VI As Produced
4. Jet fuel 0.50 MMTPA (max)
5. Kerosene 0.15 MMTPA (max)
6. Diesel BS V/VI As Produced
7. Pet Coke As Produced
8. Sulphur As Produced
Table A.2: Feed and Product Prices
Products 1 Year
(Avg Price of 2015 -16 Rs / MT )*
3 Year (Avg Price of 2013-16
Rs / MT )* Crude
Arab Mix (65:35) 21292 35135
Kuwait 19952 35576
Basra Light 19943 33770
Fuel Coal 5856 6040
Products
LPG 30279 44693
Naphtha 24608 43785
MS BS III 36115 49640
MS BS VI 36821 50663
Jet fuel 32095 47715
Kerosene Export 27571 43405
Diesel BS III 31528 46870
Diesel BS VI 31177 46661
Pet Coke 5749 6453
Sulphur 7056 6990
* Two pricing basis to be considered, Pricing Basis: Average sales prices for the years as mentioned above.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 11 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
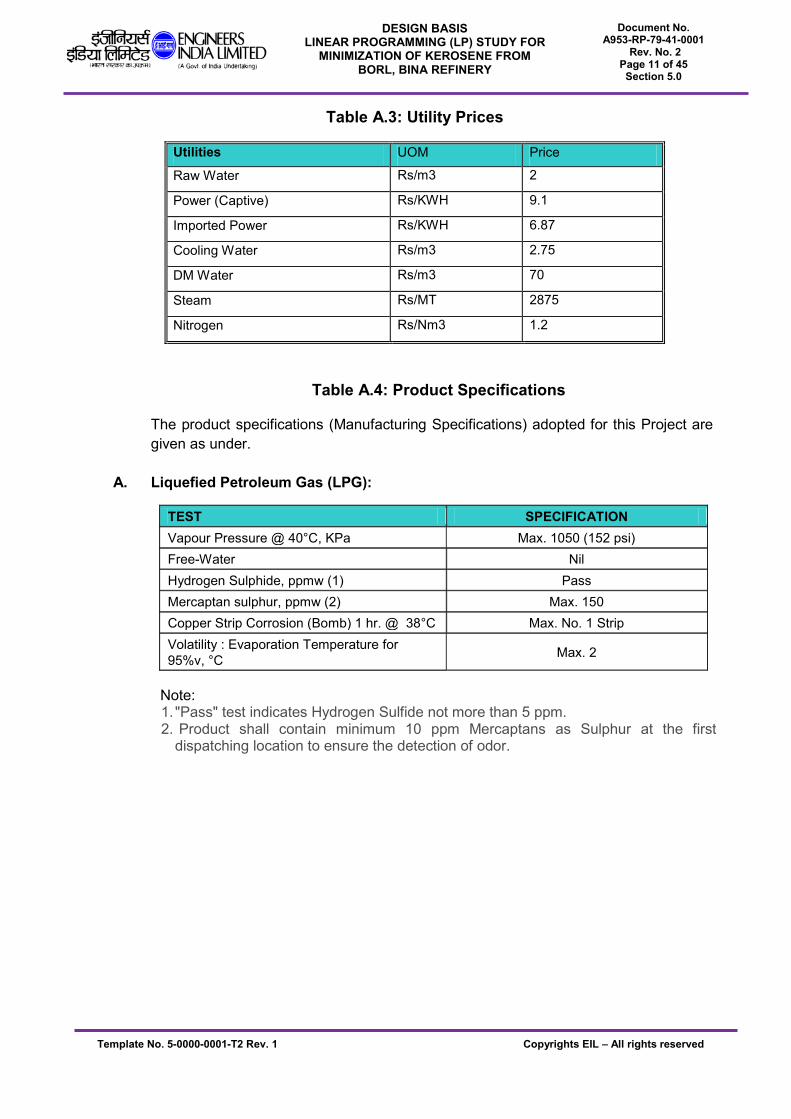
Table A.3: Utility Prices
Utilities UOM Price
Raw Water Rs/m3 2
Power (Captive) Rs/KWH 9.1
Imported Power Rs/KWH 6.87
Cooling Water Rs/m3 2.75
DM Water Rs/m3 70
Steam Rs/MT 2875
Nitrogen Rs/Nm3 1.2
Table A.4: Product Specifications
The product specifications (Manufacturing Specifications) adopted for this Project are given as under.
A. Liquefied Petroleum Gas (LPG):
Note: 1. "Pass" test indicates Hydrogen Sulfide not more than 5 ppm. 2. Product shall contain minimum 10 ppm Mercaptans as Sulphur at the first
dispatching location to ensure the detection of odor.
TEST SPECIFICATION Vapour Pressure @ 40°C, KPa Max. 1050 (152 psi) Free-Water Nil Hydrogen Sulphide, ppmw (1) Pass Mercaptan sulphur, ppmw (2) Max. 150 Copper Strip Corrosion (Bomb) 1 hr. @ 38°C Max. No. 1 Strip Volatility : Evaporation Temperature for 95%v, °C Max. 2

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 12 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
B. Naphtha- Not Applicable
TEST UNIT SPECIFICATION Distillation IBP, Min Deg. C 40 - 45 FBP, Max Deg. C 160 Sulphur (Total), Max ppm 100 Aromatics, Max % vol. 10 Olefins, Max % vol. 0.2 Density @ 15 deg.C gm/ml 0.66-0.72 Lead Content, Max ppm 1 Residue on Evaporation, Max 100 ml 2 RVP @ 37.8 Deg. C, Max. Kg/cm2 0.7 Net Cal Value, Min Kcal/kg 10200 Chlorides, Max ppm 0.2 Arsenic & Other (Sb,V,Hg,P) Catalyst Poisons ppm Absent
C/H ratio - 5.3 - 5.6 Paraffins + Naphthenes % vol. 80 - 90 Water Content ppm Absent

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 13 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
C. BS VI Gasoline:
* For Rail and Road dispatch (Manufacturing Specification)
** VLI= 10 RVP (kPa) + 7* E70 (oC) 3 months summer and 9 months winter period is considered.
CHARACTERISTICS UNIT BS VI Colour, visual Orange Density @ 150C kg/m3 720-775 Distillation : a) Recovery upto 700C (E 70) % volume 10-45 b) Recovery upto 1000C (E 100) % volume 40-70 c) Recovery upto 1500C (E150) % volume 75 min. d) Final Boiling Point (FBP), max 0C 210/190* e) Residue, max. % volume 2 a) Research Octane Number (RON), min 91 / 91.6* b) Motor Octane Number (MON), min. 80 / 81.5* Gum content (solvent washed), max. mg/100 ml 5 Oxidation stability, min. minutes 360 Sulphur, total, max. mg/kg 10 / 8* Lead content (as Pb), max. g/l 0.005 Reid Vapour Pressure (RVP) @ 38oC, max. kPa 60/58* Vapour Lock Index (VLI)** a) Summer, max (May to July) 750 b) Other months, max 950 Benzene Content, max. % volume 1 / 0.96*
Copper strip corrosion for 3 hrs. @ 50 oC max. rating Class 1
Olefin content, max. % volume 21 / 18* Aromatics content max. % volume 35 / 34* Oxygen content, max % mass 2.7 Oxygenates Content : % volume a) Methanol, max % volume NIL b) Ethanol, max. % volume 5 c) Iso-propyl alcohol, max. % volume 10 d) Iso-bytyl alcohol, max % volume 10 e) Tertiary-butyl alcohol, max % volume 7 f) Ethers containing 5 or more carbon atoms per molecule,
max % volume 15
g) Other Oxygenates, max % volume 8

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 14 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
D. BS VI Diesel CHARACTERISTICS UNIT BS VI Ash, max. % mass 0.01 Carbon residue (Ramsbottom) on 10% residue, max. % mass 0.3 without additives
Cetane number (CN), min. 51 Cetane Index (CI), min. 46 Distillation : 95% vol. Recovery at 0C, max. 0C 370/360* Flash point : a) Abel, min. 0C 35/37** Kinematic viscosity @ 400C cst 2.0-4.5 Density @ 150C kg/m3 845 Max Total sulphur, max. mg/kg 10 / 8 * Water content, max. mg/kg 200 Cold filter plugging point (CFPP) a) Summer, max 0C 18 b) Winter, max 0C 6 Total contaminations, max. mg/kg 24 Oxidation stability, max. g/m3 25 Polycyclic Aromatic Hydrocarbon (PAH), max. % mass 11 / 8* Lubricity, corrected wear scar diameter (wsd 1,4) @ 600C, max. microns 460/440*
Copper strip corrosion for 3 hrs. @ 500C, max. rating Class-1
FAME content Max %v/v 7.0
* For Rail and Road dispatch (Manufacturing Specification) ** Considered for LP
E. SUPERIOR KEROSENE TEST SPECIFICATION
Acidity, inorganic Nil Burning Quality : a) Char value. mg/kg of oil consumed Max. 20 b) Bloom on glass chimney Not darker than grey Colour (Saybolt), Min. +10 Copper Strip corrosion for 3 hrs. at 50°C Not worse than No. 1 Distillation : a) Percentage recovery below 200°C Min. 20 b) Final boiling point,°C Max. 300 Flash Point (Abel), °C Min. 39
TEST SPECIFICATION

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 15 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Smoke Point, mm. Min. 18* Total Sulphur, %wt. Max. 0.19*** (#) Conforms to BIS : 1459 - 1974 * For supplies of Defence & railway signal lamps, smoke point of the product shall be minimum 22 mm. Under the emergency IS Specifications for kerosene, smoke point for general supplies has been relaxed to minimum 18 mm. ** For supplies to Defence, total sulphur content percentage by weight of the product shall be 0.20 max. *** Manufacturing specification # CHT is reviewing the requirement of Sulphur reduction in kerosene to the level of 1000, 500, 10 PPM. Based on final confirmation from CHT, BORL will confirm the level of Sulphur reduction required during the course of this study. Same shall be taken care appropriately in the new Unit design.
F. AVIATION TURBINE FUEL TEST SPECIFICATION Density @ 15°C, kg/m3 Min. 775 Max. 840 Appearance Clear Mercaptan Sulphur, %w Max. 0.0020/0.0018* Copper Strip Corrosion(2 hr@ 100°C) Max. No.1 strip Sulphur, Total %w Max. 0.20/0.19* Flash Point (Abel), °C Min. 39 Viscosity (Kinematic) @ -20 Deg C, MM2/S Max. 8.0 Freezing Point, °C Max. -47 Total Acidity, mg KOH/g Max. 0.015 Aromatics, %v Max. 20.6 Olefins, %v Max. 5 Smoke Point, mm Min. 19 Naphthalene content, %v Max. 3.0 Calorific Value, net Cals/kg Min. 10,225 Existent Gum (Steam Jet), mg/100 ml Max. 7 10% volume recovered @ °C Max. 205 FBP, °C Max 300 Anti-Oxidant (Active Ingredient) mg/litre Min 17- Max. 24.0 Doped Fuel, pico-siemens/meter Min 50- Max 600 Lubricity, mm max Max. 0.77 # Specific energy, MJ/kg min 42.80 Product of API gravity and Aniline point Min 4800 CONFORMS TO BIS SPEC IS:1571-2001 and DEFSTAN 91-91/ISSUE 4 # The requirement to determine lubricity as per IS 1571-2001 applies only to ATF containing more than 95% hydroprocessed material where atleast 20% of this is severely hydro processed. Defence requirement to be met at 0.65 mm, Max. To meet this requirement, approved Lubricity Additive as mentioned in 4.2.4 of IS:1571, 2001 to be added by appropriate agency before being inducted into the aircraft. * Manufacturing spec.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 16 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE B
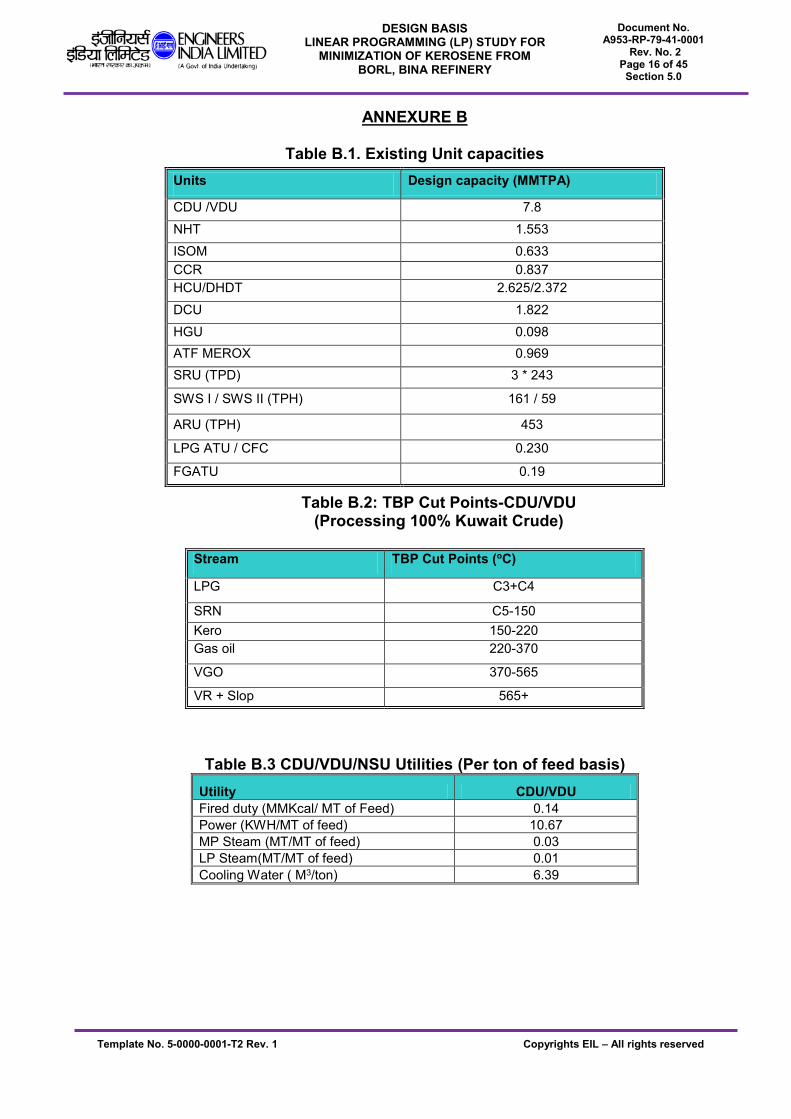
Table B.1. Existing Unit capacities
Table B.2: TBP Cut Points-CDU/VDU (Processing 100% Kuwait Crude)
Stream TBP Cut Points (oC)
LPG C3+C4
SRN C5-150 Kero 150-220 Gas oil 220-370
VGO 370-565
VR + Slop 565+
Table B.3 CDU/VDU/NSU Utilities (Per ton of feed basis) Utility CDU/VDU Fired duty (MMKcal/ MT of Feed) 0.14 Power (KWH/MT of feed) 10.67 MP Steam (MT/MT of feed) 0.03 LP Steam(MT/MT of feed) 0.01 Cooling Water ( M3/ton) 6.39
Units Design capacity (MMTPA)
CDU /VDU 7.8
(2.33 +3+3) NHT 1.553 ISOM 0.633 CCR 0.837 HCU/DHDT 2.625/2.372 DCU 1.822 HGU 0.098 ATF MEROX 0.969 SRU (TPD) 3 * 243
SWS I / SWS II (TPH) 161 / 59
ARU (TPH) 453
LPG ATU / CFC 0.230
FGATU 0.19

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 17 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
a. Naphtha Hydrotreater Unit
NHT Capacity (MMTPA) 1.553 Licensor UOP Feed To NHT Straight Run Naphtha HCU light Naphtha
HCU heavy Naphtha Design Case 1081KTPA of SR Naphtha+ 273 KTPA of
HCU Lt. naphtha+199 KTPA of HCU heavy naphtha
On- Stream Hours 8280
Table B.4: NHT Unit Feed
Feedstock Feed A Feed B Feed C Crude source 65:35 AL: AH Naphtha source Straight run naphtha Hydrocracker light
naphtha Hydrocracker heavy naphtha
Feed rate 1081 273 199
Total sulphur, wt ppm 500 <5 5
Total nitrogen, wt ppm 2 <1 0.5 PONA Wt% Vol% Vol% P 79.04 83.69 47
O 0 0 0 N 14.18 14.75 47
A 6.78 1.55 6
ASTM D-86 Distil, (°C) IBP
39.9 41.9 99
10% 60.3 49.7 108
30% 77.2 54.5 -
50% 95.4 60.2 119 70% 111.3 67.5 -
90% 129.1 77.1 136
EBP 157.4 92.8 184
Table B.5: NHT Yield Pattern
Stream Yield (wt %) Feed 100
Make up gas 0.19 Total 100.19 Products Off gas 0.57
Light Naphtha to Depentanizer 44.58

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 18 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Stream Yield (wt %)
NSU bottoms 55.04 Total 100.19
Table B.6: NHT Product Properties: Products Value Light Naphtha from NSU Sulfur, wwpm 0.1 max Nitrogen, wwpm 0.1 max Metals, wbbp Chlorides, wppm NSU bottoms Sulfur, mg/kg 0.5 max Nitrogen, mg/kg 0.5 max
Table B.7: NHT Utilities (Per Ton of Feed Basis) Utility Value Power 11.33 kWh/MT HP Steam 0 MT/MT MP Steam 0.0107 MT/MT LP steam 0 MT/MT Fired duty 0.186 MMKcal/MT Cooling Water
b. Penex Unit
PENEX Capacity(MMTPA) 0.633 Licensor UOP
Feed To Penex Light naphtha feedstock from the Depentanizer bottoms
On Stream Hours 8280
Note: The Depentanizer feed consists of 691KMTA light naphtha from Naphtha Splitter overhead plus 61 KMTA desulfurized hydrocracker light naphtha from a Sulphur Guard bed. The Depentanizer produces two products – a bottom product sent as feed to the Penex Unit reactor section and an overhead exported from the Naphtha Complex as a light naphtha product to HGU.
Table B.8: PENEX Unit Feed Property Value
Feed Rate, KMTA 633
Total sulphur, mg/kg 0.1 max Total nitrogen, mg/kg 0.1 max
Benzene content, wt% 2.02

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 19 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Table B.9: PENEX Yield Pattern
Stream Yield (wt %) Yield (wt %) SOR EOR Feed from NHT 100 100
HCU Light naphtha 8.83 8.83
Make up gas 1.56 1.55
LPG (from CCR) 3.75 3.75 Total 114.14 114.13 Products Make up gas to NHT 0.42 0.42 Fuel gas 1.55 1.52
LPG 8.62 8.97
Depentanizer ovhd 17.12 17.12 Isomerate 86.49 86.17 Total 114.2 114.2
Table B.10: ISOMERATE Properties Products Value Isomerate SOR/EOR RONC, min 87.0 MONC, min 85.0 Aromatics, vol% 0 Olefins, vol% 0 Benzene, vol% 0 Sulfur, wppm 0.5 RVP, kPa 91.6/92 Specific gravity 0.6518 % off @ 70°C 91 % off @ 100°C 99 % off @ 150°C 100 FBP 102.2/102.9
Table B.11: PENEX Utilities (Per Ton of Feed Basis (Note 1))
Utility Value Power 50.9 kWh/T HP Steam 0.022 T/T MP Steam 0.6056 T/T LP steam -0.0275T/T Fired duty 0 MMkCal/T
Note 1: Feed quantity considered = Depentanizer feed= (691+61) kTPA=752 kTPA

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 20 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
c. Continuous catalytic reforming (CCR) unit
CCR Capacity(MMTPA) 0.837 Licensor UOP Feed To CCR Heavy Naphtha from Naphtha splitter bottoms On Stream Hours 8280
Table B.12: CCR Unit Feed Property Value
Feed Rate, KMTA 837 Specific gravity 0.735
Total sulphur, mg/kg 0.5 max
Total nitrogen, mg/kg 0.5 max PONA Wt%
P 63.9
O 0 N 26.6
A 9.5
Distillation, °C IBP 103
10% 108
30% 112 50% 116
70% 122
90% 137 EP 171
Table B.13: CCR Yield Pattern Stream Yield (wt %)
Feed (NSU bottoms) 100
Total 100.0 Products Make-up gas to Penex 1.3
Net gas to PSA in HGU 5.4 LPG to Penex 3.04
Reformate 90.27 Total 100.0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 21 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
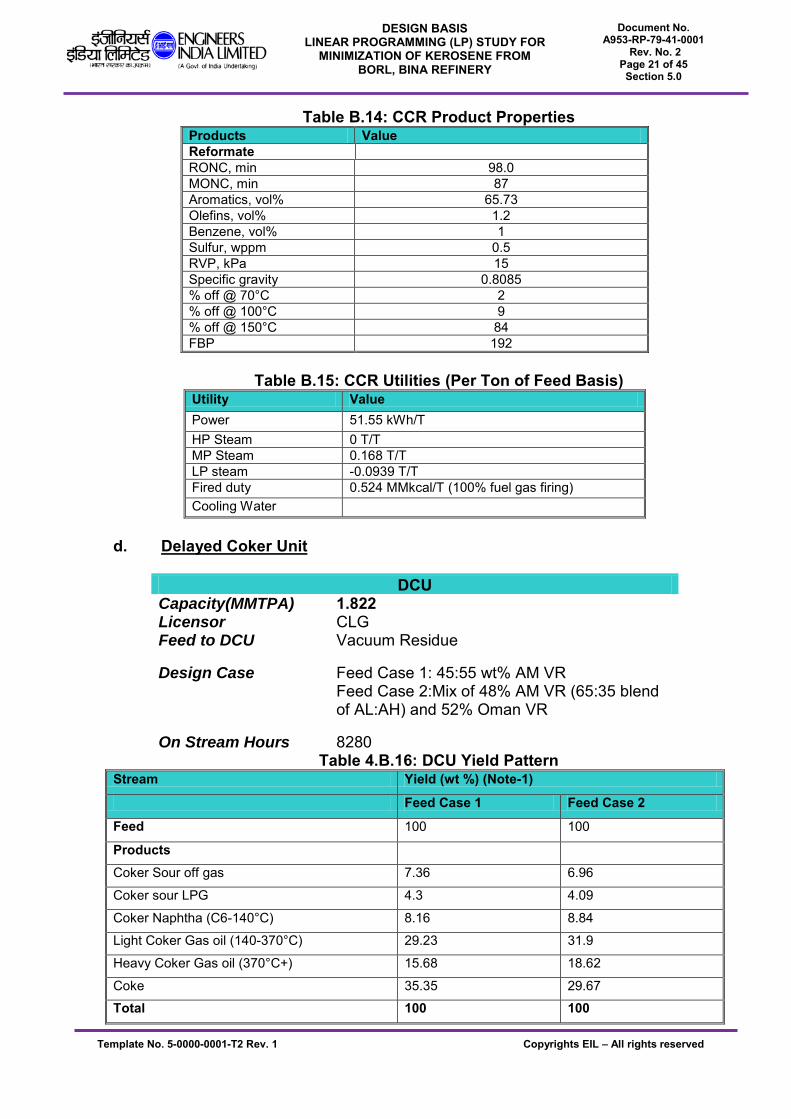
Table B.14: CCR Product Properties Products Value Reformate RONC, min 98.0 MONC, min 87 Aromatics, vol% 65.73 Olefins, vol% 1.2 Benzene, vol% 1 Sulfur, wppm 0.5 RVP, kPa 15 Specific gravity 0.8085 % off @ 70°C 2 % off @ 100°C 9 % off @ 150°C 84 FBP 192
Table B.15: CCR Utilities (Per Ton of Feed Basis)
Utility Value Power 51.55 kWh/T HP Steam 0 T/T MP Steam 0.168 T/T LP steam -0.0939 T/T Fired duty 0.524 MMkcal/T (100% fuel gas firing) Cooling Water
d. Delayed Coker Unit
DCU Capacity(MMTPA) 1.822 Licensor CLG Feed to DCU Vacuum Residue Design Case Feed Case 1: 45:55 wt% AM VR
Feed Case 2:Mix of 48% AM VR (65:35 blend of AL:AH) and 52% Oman VR
On Stream Hours 8280
Table 4.B.16: DCU Yield Pattern Stream Yield (wt %) (Note-1) Feed Case 1 Feed Case 2 Feed 100 100
Products Coker Sour off gas 7.36 6.96
Coker sour LPG 4.3 4.09
Coker Naphtha (C6-140°C) 8.16 8.84 Light Coker Gas oil (140-370°C) 29.23 31.9
Heavy Coker Gas oil (370°C+) 15.68 18.62
Coke 35.35 29.67 Total 100 100

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 22 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Notes
1. Product yields are provided based on Basic Design Engineering Package. In LP model, with change in feed composition appropriate shift in yield will be considered.
Table B.17: DCU Product Properties STREAM PROPERTIES Value
Feed Case 1 Feed Case 2 Naphtha (C6-140) Specific Gravity 0.716 0.712
Sulphur ,wppm 6447 5019 RVP D323, kPa (max.) 70 70
PONA, vol%
Paraffins, vol% 41.2 42.4
Aromatics, vol% 7.7 6.7
Naphthenes, vol % 17.7 15.0
Olefins, vol% 33.4 36.0
Benzene content, wt % 1.3 1.0
Nitrogen Total, ppmw 119
126
ASTM D86 (°C), vol%
IBP (1%) 24 17
5 % 43 41
10 % 50 50
30 % 60 67
50 % 81 86
70 % 103 106
90 % 123 125
95 % 137 139
EBP 150 152
Light Coker gas oil (LCGO) Specific Gravity 0.884 0.86
Sulfur, wt% 3.03 2.16 Total metals (Ni+V), wppm Nil Nil Cetane index 35.9 42.6 CCR, wt% <0.2 <0.2 Flash point, °C 66 64 Pour point, °C -27 -27 Nitrogen Total, wppm 1100 1069 Aromatics, vol% 41.2 32.5 Olefins, vol% 17.7 22.3 ASTM D86 (°C), vol% at 760 mmHg

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 23 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
STREAM PROPERTIES Value
Feed Case 1 Feed Case 2 IBP (1%) 164 163 5 % 175 174 10 % 185 184 30 % 230 227 50 % 270 266 70 % 308 304 90 % 347 343 95 % 358 356 EBP 370 367 Heavy coker gas oil (HCGO)
Specific Gravity 0.995 0.959
Total metals (Ni+V), wppm 1.0 1.0
CCR, wt% 1.0 1.0
Asphaltenes (C7 insolubles) max. 500 500 Nitrogen total, wppm 4502 4408 Sulphur wt%, max 5.16 3.68
ASTM D86 (°C), vol% at 760 mmHg
IBP (1%) 359 352
5 % 375 369
10 % 384 378
30 % 412 408
50 % 434 430
70 % 472 469
90 % 522 521
95 % 533 533
EBP 540 540
Green Petroleum Coke
Lumps, inch <4 <4
Sulfur, wt% 6.66 4.90
Nitrogen, wt% 0.94 0.94
VCM, wt% max. 12 12
Moisture, wt% 10-12 10-12

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 24 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Table B.18: DCU Utilities (Per Ton of Feed Basis) Utility Value
Power 42.22 KWH/MT HP Steam 0.193 MT/MT MP Steam 0.132 MT/MT LP steam 0.0467 MT/MT Fired duty 0.215 MMKcal/T Cooling water 18.48 M3/MT
e. HYDROGEN GENERATION UNIT
HGU Capacity(KTPA) 98.1 Licensor Technip
Feed
Design Case 1:HCU Middle cut naphtha Design Case 2: Hydrotreated Mixed pentane Design Case 3: Natural gas
On Stream Hours 8280
Table B.19: Yield Pattern
Streams HCU Middle cut
naphtha Hydrotreated
Mixed pentane Natural gas
Feed Quantity+ Fuel (TPD) 1080 1043 920
Feed (wt%) 100 100 100 Total (wt%) 100 100 100 Products Hydrogen (wt%) 26.48 27.52 31.30 Fuel and Loss (wt%) 73.52 72.48 68.70 TOTAL (wt%) 100.0 100.0 100.0
Table B.20: HGU Utilities (Per Ton of Product H2 Basis)
Utility Value Power 445 KwH/MT HP Steam (Design Case 1/2/3)
(-)2.701/ (-)2.018/ (-)1.741 MT/MT
MP Steam 0.0422 MT/MT LP Steam 0.5728 MT/MT Fired Duty 0.2604 MMKcal/MT (Note 1)
Note 1: Fired duty is equivalent to the fuel gas imported in HGU, required for flare header purging. 100% fuel gas firing.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 25 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
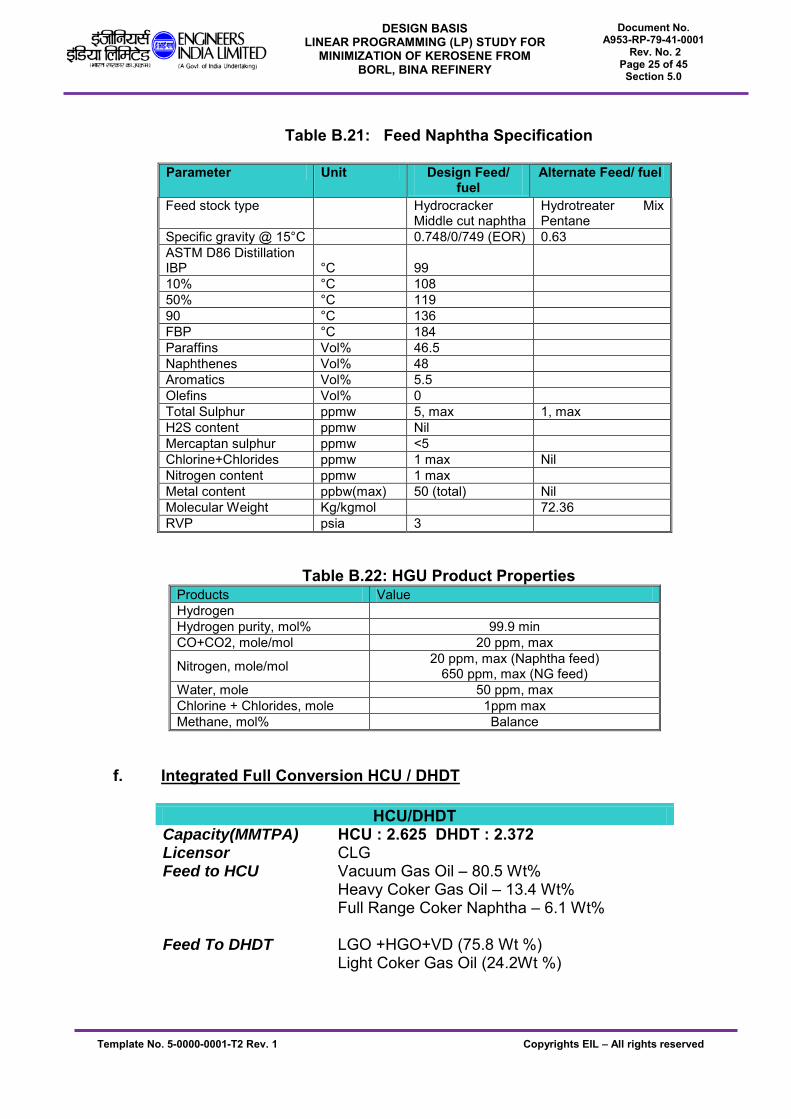
Table B.21: Feed Naphtha Specification
Parameter Unit Design Feed/
fuel Alternate Feed/ fuel
Feed stock type Hydrocracker Middle cut naphtha
Hydrotreater Mix Pentane
Specific gravity @ 15°C 0.748/0/749 (EOR) 0.63 ASTM D86 Distillation IBP
°C
99
10% °C 108 50% °C 119 90 °C 136 FBP °C 184 Paraffins Vol% 46.5 Naphthenes Vol% 48 Aromatics Vol% 5.5 Olefins Vol% 0 Total Sulphur ppmw 5, max 1, max H2S content ppmw Nil Mercaptan sulphur ppmw <5 Chlorine+Chlorides ppmw 1 max Nil Nitrogen content ppmw 1 max Metal content ppbw(max) 50 (total) Nil Molecular Weight Kg/kgmol 72.36 RVP psia 3
Table B.22: HGU Product Properties Products Value Hydrogen Hydrogen purity, mol% 99.9 min CO+CO2, mole/mol 20 ppm, max
Nitrogen, mole/mol 20 ppm, max (Naphtha feed) 650 ppm, max (NG feed)
Water, mole 50 ppm, max Chlorine + Chlorides, mole 1ppm max Methane, mol% Balance
f. Integrated Full Conversion HCU / DHDT
HCU/DHDT Capacity(MMTPA) HCU : 2.625 DHDT : 2.372 Licensor CLG Feed to HCU Vacuum Gas Oil – 80.5 Wt% Feed To DHDT
Heavy Coker Gas Oil – 13.4 Wt% Full Range Coker Naphtha – 6.1 Wt% LGO +HGO+VD (75.8 Wt %) Light Coker Gas Oil (24.2Wt %)
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 26 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
On Stream Hours 8280
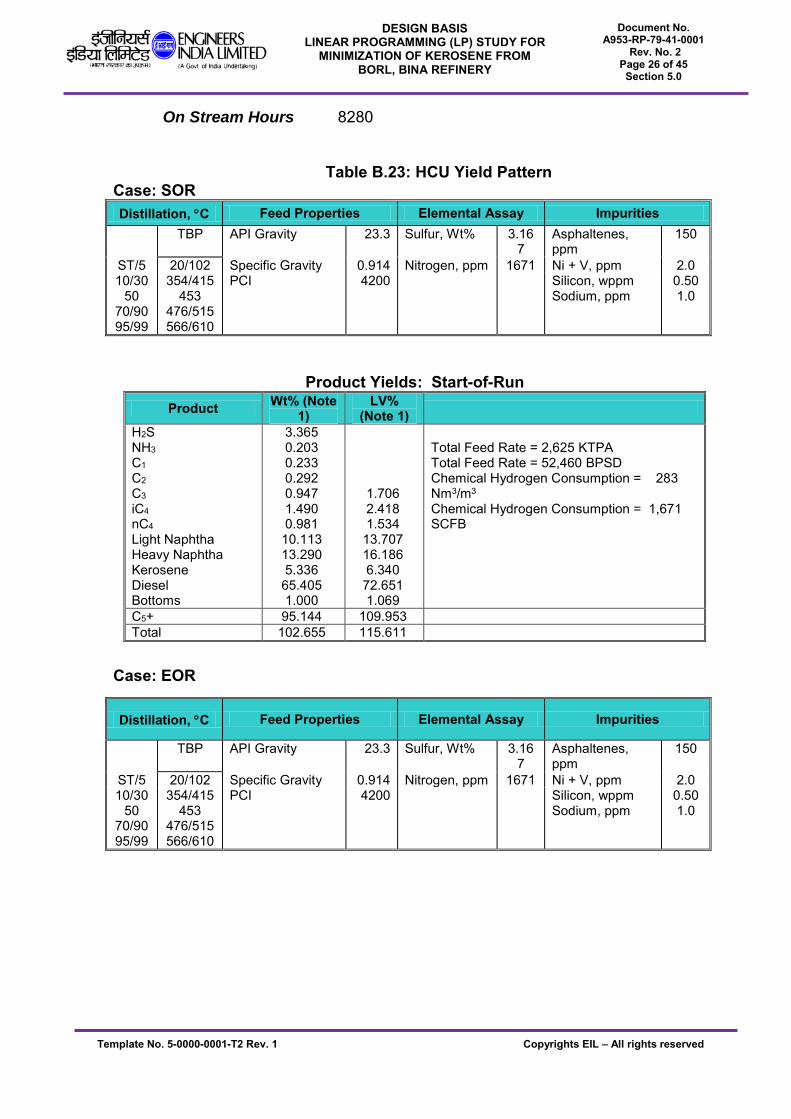
Table B.23: HCU Yield Pattern
Case: SOR Distillation, C Feed Properties Elemental Assay Impurities
TBP API Gravity 23.3 Sulfur, Wt% 3.167
Asphaltenes, ppm
150
ST/5 20/102 Specific Gravity 0.914 Nitrogen, ppm 1671 Ni + V, ppm 2.0 10/30
50 70/90 95/99
354/415 453
476/515 566/610
PCI 4200 Silicon, wppm Sodium, ppm
0.50 1.0
Product Yields: Start-of-Run Product Wt% (Note
1) LV%
(Note 1)
H2S NH3 C1 C2 C3 iC4 nC4 Light Naphtha Heavy Naphtha Kerosene Diesel Bottoms
3.365 0.203 0.233 0.292 0.947 1.490 0.981 10.113 13.290 5.336 65.405 1.000
1.706 2.418 1.534 13.707 16.186 6.340 72.651 1.069
Total Feed Rate = 2,625 KTPA Total Feed Rate = 52,460 BPSD Chemical Hydrogen Consumption = 283 Nm3/m3 Chemical Hydrogen Consumption = 1,671 SCFB
C5+ 95.144 109.953 Total 102.655 115.611
Case: EOR
Distillation, C Feed Properties Elemental Assay Impurities
TBP API Gravity 23.3 Sulfur, Wt% 3.167
Asphaltenes, ppm
150
ST/5 20/102 Specific Gravity 0.914 Nitrogen, ppm 1671 Ni + V, ppm 2.0 10/30
50 70/90 95/99
354/415 453
476/515 566/610
PCI 4200 Silicon, wppm Sodium, ppm
0.50 1.0

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 27 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Product Yields: Start-of-Run
Product Wt% (Note 1)
LV% (Note 1)
H2S NH3 C1 C2 C3 iC4 nC4 Light Naphtha Heavy Naphtha Kerosene Diesel Bottoms
3.365 0.203 0.349 0.456 1.059 2.100 1.363 10.136 13.373 5.117 63.110
2.0
1.906 3.408 2.131 13.689 16.138 6.064 70.029 2.135
Total Feed Rate = 2,625 KTPA Total Feed Rate = 52,460 BPSD Chemical Hydrogen Consumption = 280 Nm3/m3 Chemical Hydrogen Consumption = 1,657 SCFB
C5+ 93.736 108.055 Total 102.631 115.500
Table B.24: DHDT Yield Pattern Case: SOR Distillation, C Feed Properties Elemental Assay Impurities
TBP API Gravity 34.0 Sulfur, Wt% 1.914
ST/5 121/187 Specific Gravity 0.855 Nitrogen, ppm 518 Ni + V, ppm Nil 10/30
50 70/90 95/99
216/278 298
332/376 392/407
Silicon, wppm
0.25
Product Yields: Start-of-Run
Product Wt% (Note 1)
LV% (Note 1)
H2S NH3 C1 C2 C3 iC4 nC4 Light Naphtha Heavy Naphtha Kerosene Diesel
2.033 0.063 0.050 0.050 0.040 0.050 0.050 1.202 3.104 1.272 93.000
0.067 0.076 0.073 1.476 3.461 1.391 96.119
Total Feed Rate = 2,372 KTPA Total Feed Rate = 50,681 BPSD Chemical Hydrogen Consumption = 86.9 Nm3/m3 Chemical Hydrogen Consumption = 514 SCFB
C5+ 98.578 102.447 Total 100.914 102.663
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 28 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
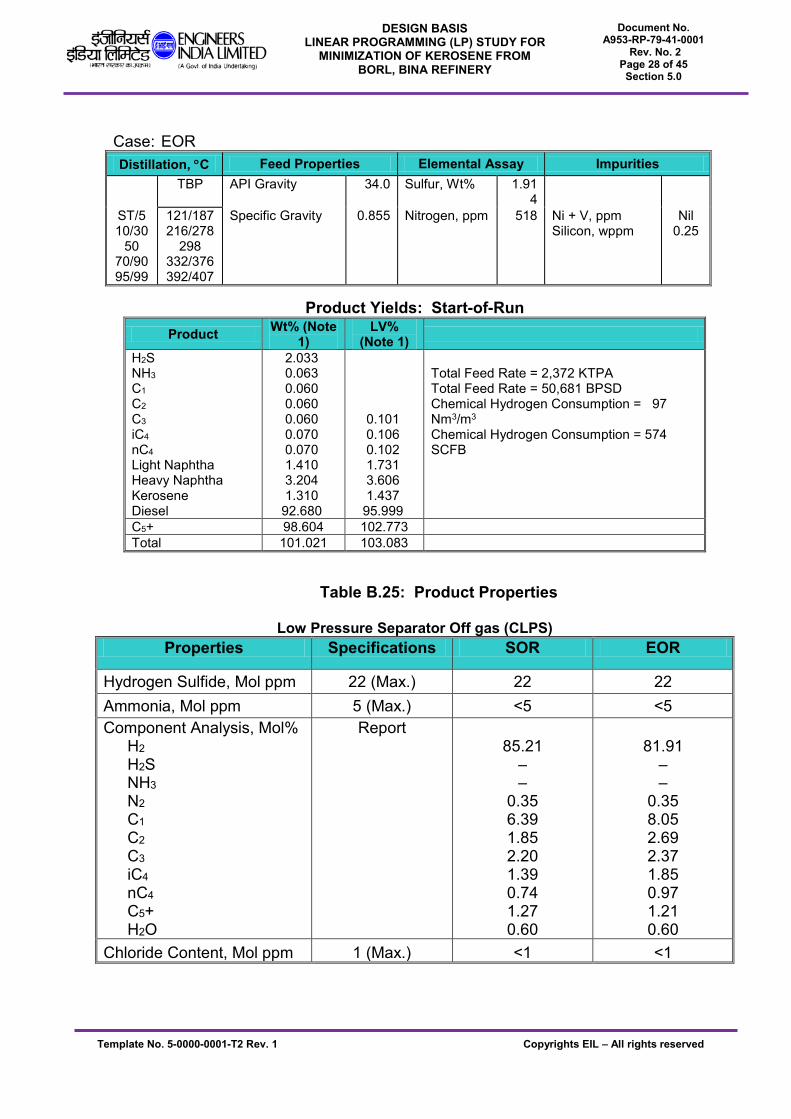
Case: EOR Distillation, C Feed Properties Elemental Assay Impurities
TBP API Gravity 34.0 Sulfur, Wt% 1.914
ST/5 121/187 Specific Gravity 0.855 Nitrogen, ppm 518 Ni + V, ppm Nil 10/30
50 70/90 95/99
216/278 298
332/376 392/407
Silicon, wppm
0.25
Product Yields: Start-of-Run
Product Wt% (Note 1)
LV% (Note 1)
H2S NH3 C1 C2 C3 iC4 nC4 Light Naphtha Heavy Naphtha Kerosene Diesel
2.033 0.063 0.060 0.060 0.060 0.070 0.070 1.410 3.204 1.310 92.680
0.101 0.106 0.102 1.731 3.606 1.437 95.999
Total Feed Rate = 2,372 KTPA Total Feed Rate = 50,681 BPSD Chemical Hydrogen Consumption = 97 Nm3/m3 Chemical Hydrogen Consumption = 574 SCFB
C5+ 98.604 102.773 Total 101.021 103.083
Table B.25: Product Properties
Low Pressure Separator Off gas (CLPS) Properties Specifications SOR EOR
Hydrogen Sulfide, Mol ppm 22 (Max.) 22 22 Ammonia, Mol ppm 5 (Max.) <5 <5 Component Analysis, Mol% H2
H2S NH3 N2 C1 C2 C3 iC4 nC4 C5+ H2O
Report
85.21
– –
0.35 6.39 1.85 2.20 1.39 0.74 1.27 0.60
81.91
– –
0.35 8.05 2.69 2.37 1.85 0.97 1.21 0.60
Chloride Content, Mol ppm 1 (Max.) <1 <1

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 29 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Sponge Absorber Offgas
Properties Specifications SOR EOR
Hydrogen Sulfide, Wt% Report 45.8 40.9 Ammonia, wppm Report 1,729 1,586 Component Analysis, Mol% H2
H2S NH3 C1 C2 C3 iC4 nC4 C5+ H2O
Report 58.27 19.37 0.15 8.27 7.08 4.92 0.31 0.03 0.56 0.70
53.33 18.84 0.15
10.04 10.12 5.30 0.56 0.05 0.57 0.71
Chloride Content, Mol ppm 1 (Max.) <1 <1
Liquefied Petroleum Gas (LPG) Properties Specifications SOR EOR
Vapor Pressure at 40C, kg/cm2 (g) 10.7 (Max.) <10.7 <10.7 Free Water, wppm Nil Nil Nil Hydrogen Sulfide, wppm Nil Nil Nil Total Sulfur, wppm 150 (Max.) <150 <150 Copper Strip Corrosion (1 Hr @ 38C) No. 1 Strip (Max.) No. 1 No. 1
Evaporation Temperature for 95 Vol%, C 2 (Max.) <2 <2 C2 and Lighter Content, Wt% 0.2 (Max.) <0.2 <0.2 n-Pentane/i-Pentane, Mol% 1 (Max.) <1 <1 Mercaptan Sulfur, ppm 5 (Max.) <5 <5 Unsaturated Hydrocarbons, Wt% 1 (Max.) <1 <1 Residue on Evaporation, Wt% 0.05 (Max.) <0.05 <0.05
Light Naphtha (C5–90oC) Properties Specifications SOR EOR
Density @ 15C, kg/m3 Report 684 685 Reid Vapor Pressure 0.7 kg/cm2 (a) Max. <0.7 <0.7 Total Sulfur Content, wppm 5 (Max.) <5 <5 Doctors Test Negative Negative Negative Mercaptan Sulfur, wppm 5 (Max.) <5 <5 RON (Clear) Report 75 75 MON Report 74 74 PNA, Vol% Report

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 30 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Properties Specifications SOR EOR
Paraffins (Est.) Naphthenes (Est.) Aromatics (Est.)
79 20 1
79 20 1
Distillation, ASTM D86 @ 760 mm Hg, C IBP 10 50 90 EP
Report 30 49 62 86 103
24 48 62 86 103
Benzene Report <1 <1 Total Nitrogen Content, wppm 1 (Max.) <0.5 <0.5 Chlorides + Chlorine, wppm 5 (Max.) <5 <5 Free Water, wppm Nil Nil Nil
Middle Cut Naphtha (90–119C) (Note 1) Properties Specifications SOR EOR
Density @ 15C, kg/m3 Report 735 739 Total Sulfur, wppm 5 (Max.) <5 <5 Total Nitrogen, wppm 1 (Max.) <0.5 <0.5 Flash Point, Abel, C Report <10 <10 RON Report 65 65 MON Report 63 63 Benzene, Vol% Report <1 <1 Distillation, ASTM D86 @ 760 mm Hg, C IBP 10 50 90 EP
Report
145 (Max.)
64 82
108 122 145
62 82
108 120 145
Chlorine + Chlorides, wppm 5 (Max.) <5 <5 Kinematic Viscosity @ 40°C, cSt Report 0.5 0.5 PNA, Vol% Paraffins Naphthenes Aromatics
Report 56 38 6
56 36 8
Note: 1. Cut point of 119°C comes from targeting a maximum EP of 145°C D86.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 31 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
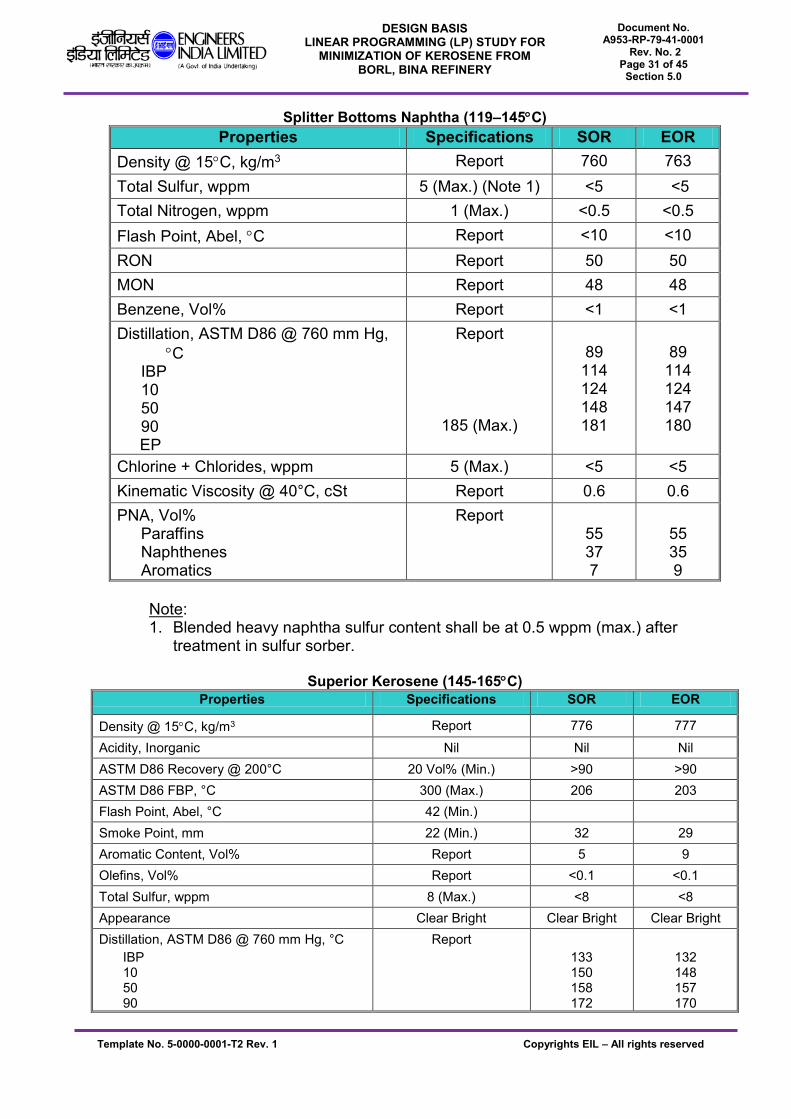
Splitter Bottoms Naphtha (119–145C) Properties Specifications SOR EOR
Density @ 15C, kg/m3 Report 760 763 Total Sulfur, wppm 5 (Max.) (Note 1) <5 <5 Total Nitrogen, wppm 1 (Max.) <0.5 <0.5 Flash Point, Abel, C Report <10 <10 RON Report 50 50 MON Report 48 48 Benzene, Vol% Report <1 <1 Distillation, ASTM D86 @ 760 mm Hg,
C IBP 10 50 90 EP
Report
185 (Max.)
89
114 124 148 181
89
114 124 147 180
Chlorine + Chlorides, wppm 5 (Max.) <5 <5 Kinematic Viscosity @ 40°C, cSt Report 0.6 0.6 PNA, Vol% Paraffins Naphthenes Aromatics
Report 55 37 7
55 35 9
Note: 1. Blended heavy naphtha sulfur content shall be at 0.5 wppm (max.) after
treatment in sulfur sorber.
Superior Kerosene (145-165C) Properties Specifications SOR EOR
Density @ 15C, kg/m3 Report 776 777 Acidity, Inorganic Nil Nil Nil ASTM D86 Recovery @ 200°C 20 Vol% (Min.) >90 >90 ASTM D86 FBP, °C 300 (Max.) 206 203 Flash Point, Abel, °C 42 (Min.) Smoke Point, mm 22 (Min.) 32 29 Aromatic Content, Vol% Report 5 9 Olefins, Vol% Report <0.1 <0.1 Total Sulfur, wppm 8 (Max.) <8 <8 Appearance Clear Bright Clear Bright Clear Bright Distillation, ASTM D86 @ 760 mm Hg, °C IBP 10 50 90
Report 133 150 158 172
132 148 157 170

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 32 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Properties Specifications SOR EOR
EP 206 203 Kinematic Viscosity, cSt
@ 40C @ 100°C
Report Report
0.8 0.5
0.8 0.5
Mercaptan Sulfur 5 (Max.) <5 <5 Naphthenes, Vol% 3 (Max.) <3 <3 Water Tolerance, mL 1 (Max.) <1 <1 Pour Point, C Report <-60 <-60 Cetane Number Report 31 30 Cetane Index Report 33 32
ATF (145–165C) (Note 1)
Properties Specifications SOR EOR
Density @ 15C, kg/m3 775–840 776 777 Appearance Clear Bright Clear Bright Clear Bright Water Tolerance, mL 1 (Max.) <1 <1 Mercaptan Sulfur 5 wppm (Max.) <5 <5 Total Sulfur 8 wppm (Max.) <8 <8 Copper Strip Corrosion (2 Hr @ 100C) Not Worse Than 1 1 1 Silver Strip Corrosion 0 (Max.) 0 0 ASTM D86 10% Recovery, C 205 (Max.) 150 148 ASTM D86 FBP, C 300 (Max.) 206 203 Flash Point, Abel, C 42 (Min.) Smoke Point, mm 25 (Min.) 32 29 Aromatic Content, Vol% 20 (Max.) 5 9 Olefins, Vol% 5 (Max.) <0.1 <0.1 Kinematic Viscosity, cSt
@ -20C @ 40C @ 100C
8.0 (Max.)
Report Report
1.8 0.8 0.5
1.8 0.8 0.5
Mercaptan Sulfur, wppm 3 (Max.) <3 <3 Naphthenes, Vol% 3 (Max.) <3 <3 Cetane Number Report 31 30 Cetane Index Report 33 32 Pour Point, C Report <-60 <-60 Freezing Point, C -47 (Max.) <-60 <-60 Distillation, ASTM D86 @ 760 mm Hg,
C IBP 10% Vol Recovered 50% 90% FBP
Report
205 (Max.) Report Report
300 (Max.)
133 150 158 172 206
132 148 157 170 203
Residue, Vol% 1.5 (Max.) <1.5 <1.5 Loss, Vol% 1.5 (Max.) <1.5 <1.5 Color, Saybolt 10 (Min.) >10 >10
Note: 1. Superior kerosene and ATF will be produced in blocked out mode, i.e., once at a time.
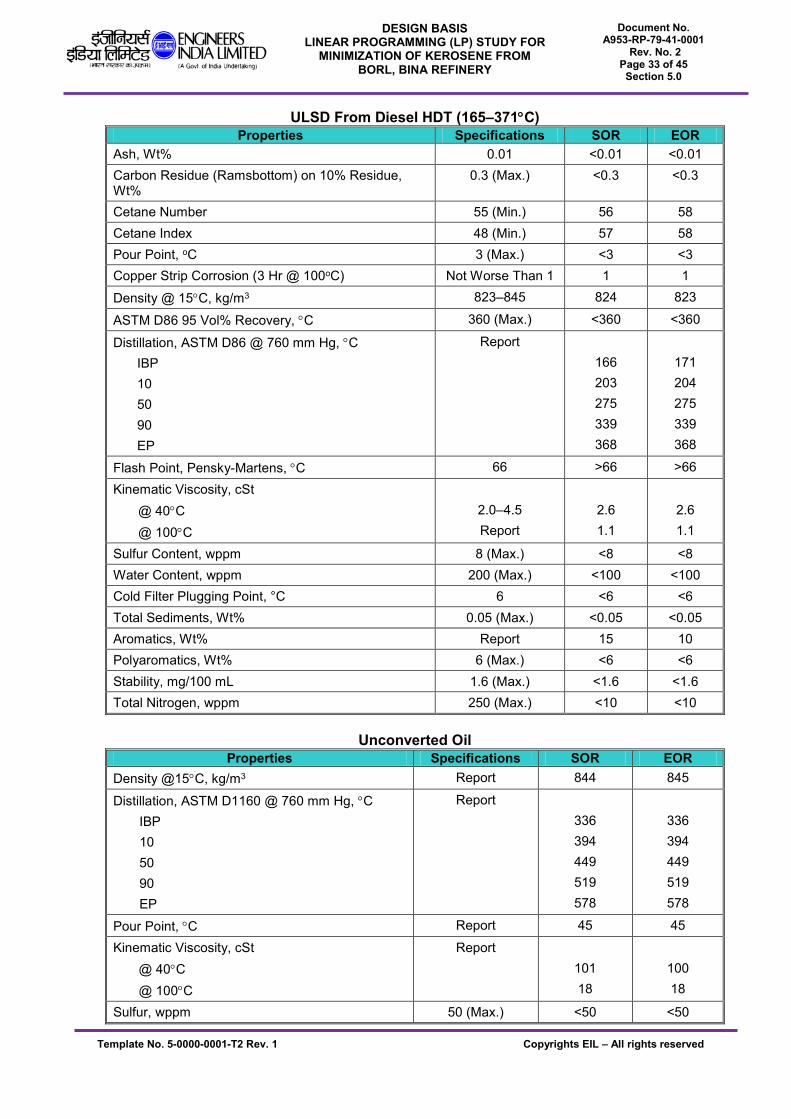
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 33 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ULSD From Diesel HDT (165–371C) Properties Specifications SOR EOR
Ash, Wt% 0.01 <0.01 <0.01 Carbon Residue (Ramsbottom) on 10% Residue, Wt%
0.3 (Max.) <0.3 <0.3
Cetane Number 55 (Min.) 56 58 Cetane Index 48 (Min.) 57 58 Pour Point, oC 3 (Max.) <3 <3 Copper Strip Corrosion (3 Hr @ 100oC) Not Worse Than 1 1 1 Density @ 15C, kg/m3 823–845 824 823
ASTM D86 95 Vol% Recovery, C 360 (Max.) <360 <360
Distillation, ASTM D86 @ 760 mm Hg, C IBP 10 50 90 EP
Report 166 203 275 339 368
171 204 275 339 368
Flash Point, Pensky-Martens, C 66 >66 >66 Kinematic Viscosity, cSt
@ 40C @ 100C
2.0–4.5 Report
2.6 1.1
2.6 1.1
Sulfur Content, wppm 8 (Max.) <8 <8 Water Content, wppm 200 (Max.) <100 <100 Cold Filter Plugging Point, °C 6 <6 <6 Total Sediments, Wt% 0.05 (Max.) <0.05 <0.05 Aromatics, Wt% Report 15 10 Polyaromatics, Wt% 6 (Max.) <6 <6 Stability, mg/100 mL 1.6 (Max.) <1.6 <1.6 Total Nitrogen, wppm 250 (Max.) <10 <10
Unconverted Oil Properties Specifications SOR EOR
Density @15C, kg/m3 Report 844 845
Distillation, ASTM D1160 @ 760 mm Hg, C IBP 10 50 90 EP
Report 336 394 449 519 578
336 394 449 519 578
Pour Point, C Report 45 45 Kinematic Viscosity, cSt
@ 40C @ 100C
Report 101 18
100 18
Sulfur, wppm 50 (Max.) <50 <50

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 34 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
HCR Diesel Pool (Light Diesel + Heavy Diesel From Hydrocracker) Properties Specifications SOR EOR
Ash, Wt% 0.01 (Max.) <0.01 <0.01 Carbon Residue (Ramsbottom) on 10% Residue, Wt%
0.3 (Max.) Without Additives
<0.3 <0.3
Cetane Number 51 (Min.) 58 57 Cetane Index 48 (Min.) 56 55
ASTM D86 95 Vol% Recovery, °C 360 (Max.) <360 <360 Distillation, ASTM D86C @ 760 mm Hg, C IBP 10 50 90 EP
Report 172 199 264 339 376
172 199 263 340 376
Flash Point, Pensky-Martens, C 66 >66 >66
Kinematic Viscosity, cSt @ 40C 2.0–4.5 2.3 2.3
Density @ 15C, kg/m3 823–845 823 823 Total Sulfur, wppm 8 (Max.) <8 <8 Water Content, wppm 200 (Max.) <100 <100 Cold Filter Plugging Point (CFPP), C 6°C (Max.), Winter
18°C (Max.), Summer <6 <6
Total Contaminations, wppm 24 (Max.) <24 <24 Oxidation Stability, g/m3 25 (Max.) <25 <25 Polycyclic Aromatic Hydrocarbon (PAH), wppm 8 (Max.) <8 <8 Lubricity, Corrected Wear Scar Diameter (WSD 1,4) @ 600C, Max.
460 <460 (Note 1)
<460 (Note 1)
Note: 1. Subject to lubricity additives
Table B.26: HCU/DHDT Utilities (Per Ton of Feed Basis) Utility Value Power 126.17 KWH/MT HP Steam 0.19 MT/MT MP Steam -0.1 MT/MT LP steam -0.08 MT/MT Fired duty 0.29MMKcal/T Cooling Water 23.3 M3/MT

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 35 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
g. Sulphur Recovery Unit
SRU Capacity(TPD), MAX 243 *3 Licensor Feed
EIL H2S REMOVED FROM AMINES
On Stream Hours 8280 Mole % Recovery 99.9
Table B.31: SRU Block Utilities (Per Ton of Product Basis) Utility Value
Combined SRU Block Power 492.5 Kwhr/MT HP Steam 0 MT MP Steam 0 MT/MT LP Steam 3.11 MT/MT Fired Duty 0.94 MMKcal/MT (100% fuel gas firing) Cooling Water 118.67 M3/MT

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 36 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE – C
Existing Utility and Offsite System Detail
Table C.1: Existing Utility System Detail
System Facility Post Revamp
Cooling water system 1. Cooling tower cells :
7W + 1S Cells of 4000 m3/hr each.
2. Recirculating cooling water pumps
Type : Horizontal centrifugal Type of Drive : Electric motor (4)+ 1 Turbine No. of pumps : 4 operating +1 standby Capacity : 8000 m3/hr
3. Side stream filter:
Two Side stream filters each of Capacity : 240 m3/hr
4. Cooling water make-up: 782 m3/hr
Steam & Power
Three numbers Extraction Type Steam Turbine of 33 MW each. Three numbers (Two operating + one stand by) CBFC boilers
each of 225 TPH capacities (VHP Level). One Utility Boiler of 160TPH capacity Grid back up - 20 MW (As per design) (Currently BORL is
withdrawing 47 MW power from Grid. DG Set:-4 MW (To meet emergency power) For study 47 MW shall be generated from CPP and rest
imported from Grid. CFBC Boilers shall be operated by firing purchased coal and
DCU coke in the ration 50:50. Evaporation ratio for Coal and DCU Coke to steam generation
shall be considered as 3.0 and 7.5 respectively.
Boiler Feed Water
MP+LP BFW requirement of Process Units is supplied from
CPP. HP BFW is supplied by HGU.
MP+LP BFW pump
Type : Horizontal centrifugal Type of Drive : Electric motor. No. of pumps : 1 operating +1 standby Capacity : 197 m3/hr
Nitrogen System
Gaseous = 2 Chains of 1500 Nm3/hr Capacity Liquid = 225 Nm3/hr (Gas equivalent) Liquid= 225 Nm3/hr(From New Train)

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 37 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Nitrogen Storage: Number of vessel = 3 Capacity of vessel = 167 m3 (Liquid capacity) Nitrogen vaporizers 1. Dedicated Vaporizer for CCR-regeneration unit:
Type of vaporizer = Steam heated water bath vaporizer No. of vaporizers = Two (1 operating and 1 standby) Capacity, Nm3/hr = 500 Nm3/hr
= 625 Kg/hr 2. Vaporizer for other units: Vaporizer capacity: = 10128 kg/hr Type of Vaporizer: Steam heated water bath vaporizer No. of vaporizer: Two (one operating+ one standby)
Raw Water System
Treatment of Raw Water Two Raw water treatment plant of capacity 1500 m3/hr
Treated water pumps:
Type : Horizontal centrifugal Type of Drive : Electric motor. No. of pumps : 5 operating +2 standby Capacity : 550 m3/hr
Drinking Water Pumps:
Type : Horizontal centrifugal Type of Drive : Electric motor. No. of pumps : 1 operating +1 standby Capacity : 204 m3/hr
Fire Water Make-up Pumps
Type : Horizontal centrifugal Type of Drive : Electric motor. No. of pumps : 1 operating +1 standby Capacity : 180 m3/hr
Raw / Treated water reservoirs: Two raw water reservoir of total capacity 96,200 m3 (33450 & 62750 m3) existing Treated water reservoir (comprising two compartments of equal capacity) of capacity 22,800 m3,
Compressed Air System
L.P. AIR Compressor: 3W + 1 S compressor of capacity 8825 Nm3/hr. each L.P. Air Receiver: Existing Instrument Air Dryer: Three number Air Dryer of Capacity 5000 Nm3/hr each.
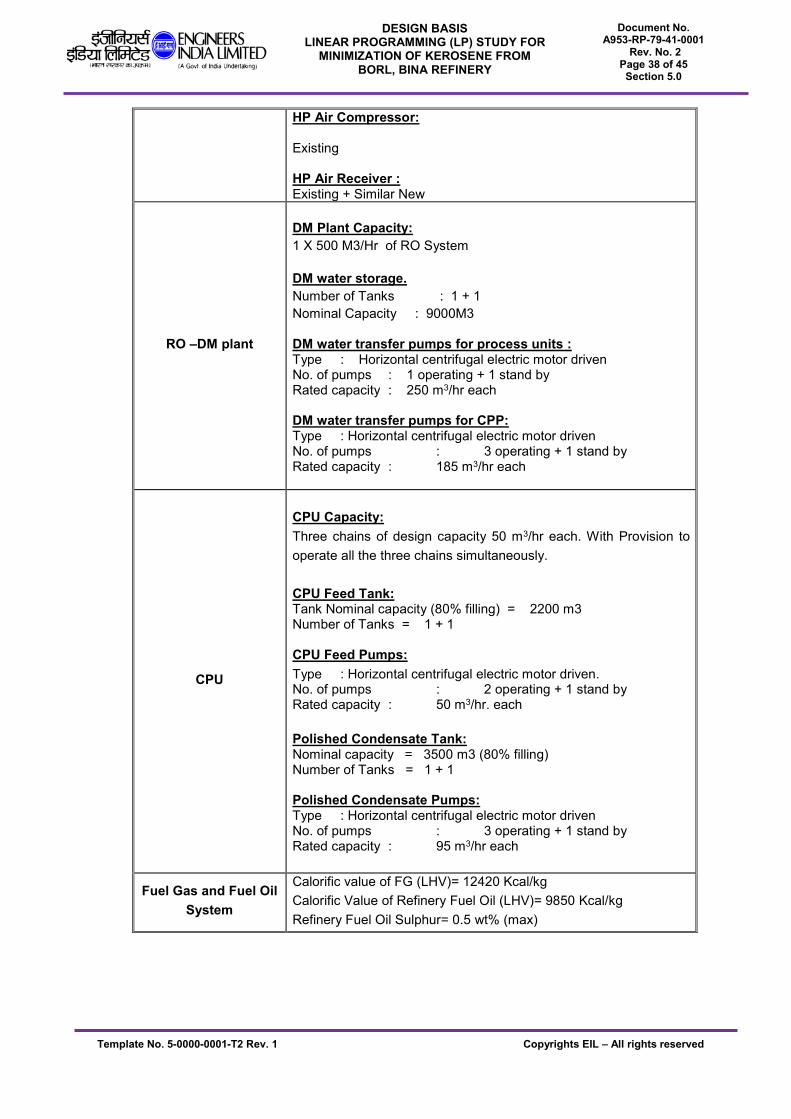
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 38 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
HP Air Compressor: Existing HP Air Receiver : Existing + Similar New
RO –DM plant
DM Plant Capacity: 1 X 500 M3/Hr of RO System DM water storage. Number of Tanks : 1 + 1 Nominal Capacity : 9000M3 DM water transfer pumps for process units : Type : Horizontal centrifugal electric motor driven No. of pumps : 1 operating + 1 stand by Rated capacity : 250 m3/hr each DM water transfer pumps for CPP: Type : Horizontal centrifugal electric motor driven No. of pumps : 3 operating + 1 stand by Rated capacity : 185 m3/hr each
CPU
CPU Capacity: Three chains of design capacity 50 m3/hr each. With Provision to operate all the three chains simultaneously. CPU Feed Tank: Tank Nominal capacity (80% filling) = 2200 m3 Number of Tanks = 1 + 1 CPU Feed Pumps: Type : Horizontal centrifugal electric motor driven. No. of pumps : 2 operating + 1 stand by Rated capacity : 50 m3/hr. each Polished Condensate Tank: Nominal capacity = 3500 m3 (80% filling) Number of Tanks = 1 + 1 Polished Condensate Pumps: Type : Horizontal centrifugal electric motor driven No. of pumps : 3 operating + 1 stand by Rated capacity : 95 m3/hr each
Fuel Gas and Fuel Oil System
Calorific value of FG (LHV)= 12420 Kcal/kg Calorific Value of Refinery Fuel Oil (LHV)= 9850 Kcal/kg Refinery Fuel Oil Sulphur= 0.5 wt% (max)

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 39 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Table C.2: Feed / Intermediate Tankage Summary
S.No Service Numbers of Tanks
Pumpable Volume
Type of Tank
Tank Size D x
H,
M3 Meter
1 CRUDE 4 54500 FR 68 X 20
2 VGO 4 15797 CR 40 X 14 3 HCGO 3 5220 CR 26 X11 4 VR (DCU FEED) 3 12721 CR 40 X12 5 DHDT FEED 4 12825 CR 38 X 13.5
6 NHT FEED 2 25971 FR/CR (Note-1) 52 X 15.3
7 CCR FEED 2 3857 CR 24 X 11 8 HGU FEED 2 3813 DR 20 X 14 9 DRY SLOP 2 2116 FR 18 X 12
1O Black SLOP 1 1830 CR 14 X13.3 11 ISOMERATE 2 3813 DR 20 X14 12 REFORMATE 2 8418 FR 30 X15 13 CDU/VDU IFO 2 1293 CR 14 X 10 14 REFINERY IFO 2 1615 CR 14 X12 15 CRUDE/ WATER 1 1200 CR 14 X10 16 HCU LT NAPHTHA 1 3813 DR 20 X14
17 LCGO 2 4565 & 12825 CR 24 X12 &
38 X 13.5 18 MTBE 1 3813 DR 20 X 14 19 COKER NAPHTHA 1 3850 CR 24 X 11
Note-1: New NHT Feed Tank to be cone Roof Tank
Table 4.C.3: Details of storage tanks in BDT area
Sr. No.
Service
Product
Pumpable Volume in KL
(Vol in between LLL and HLL of
tank)
Type
of tank*
Tank Size
1 01A HSD - EURO III 14926 CR 34m x 18m
2 01B HSD - EURO III 14937 CR 34m x 18m 3 01C HSD - EURO III 14928 CR 34m x 18m 4 01D HSD - EURO III 14871 CR 34m x 18m 5 01E HSD - EURO III 14925 CR 34m x 18m 6 01F HSD - EURO III 14880 CR 34m x 18m 7 02A HSD - EURO IV 14869 CR 34m x 18m 8 02B HSD - EURO IV 14880 CR 34m x 18m 9 02C HSD - EURO IV 14855 CR 34m x 18m

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 40 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Sr. No.
Service
Product
Pumpable Volume in KL
(Vol in between LLL and HLL of
tank)
Type
of tank*
Tank Size
10 02D HSD - EURO IV 14934 CR 34m x 18m 11 02E HSD - EURO IV 14850 CR 34m x 18m 12 02F HSD - EURO IV 6885 CR 26m x 14.5m 13 03A MS - EURO III 10200 FR 34m x 16m 14 03B MS - EURO III 10200 FR 34m x 16m 15 03C MS - EURO III 10200 FR 34m x 16m 16 03D MS - EURO III 10200 FR 34m x 16m 17 03E MS - EURO III 10200 FR 34m x 16m 18 03F MS - EURO III 5400 FR 26m x 14.5m 19 04A MS - EURO IV 10200 FR 34m x 16m 20 04B MS - EURO IV 10200 FR 34m x 16m 21 04C MS - EURO IV 10200 FR 34m x 16m 22 04D MS - EURO IV 10200 FR 34m x 16m 23 04E MS - EURO IV 10200 FR 34m x 16m 24 04F MS - EURO IV 5400 FR 26m x 14.5m 25 05A SKO 5300 FR 26m x 14.5m 26 05B SKO 5300 FR 26m x 14.5m 27 05C SKO 5300 FR 26m x 14.5m 28 05D SKO 5300 FR 26m x 14.5m 29 05E SKO 5300 FR 26m x 14.5m 30 06A ATF 9900 CFR 33m x 16m 31 06B ATF 9900 CFR 33m x 16m 32 06C ATF 9900 CFR 33m x 16m 33 06D ATF 9900 CFR 33m x 16m 34 06E ATF 9900 CFR 33m x 16m 35 06F ATF 9900 CFR 33m x 16m 36 07A NAPHTHA 5300 FR 26m x 14.5m 37 07B NAPHTHA 5300 FR 26m x 14.5m 38 07C NAPHTHA 5300 FR 26m x 14.5m 39 07D NAPHTHA 5300 FR 26m x 14.5m 40 08A SLOP 5300 CR 11m x 11m 41 08B SLOP 910 CR 11m x 11m
42 DU1H(UG Tank) HSD - III/IV 95 UG 11m x3.2m 43 DU2M (UG Tank) MS - III/IV 84 UG 11m x3.2m 44 DU3S (UG Tank) SKO 95 UG 11m x3.2m 45 DU4A (UG Tank) ATF 95 UG 11m x3.2m 46 DU5N (UG Tank) NAPHTHA 84 UG 11m x3.2m 47 UG Tank ETHANOL 84 UG 11m x3.2m 48 UG Tank ETHANOL 84 UG 11m x3.2m 49 UG Tank SLOP 18 UG 6.5m x2m
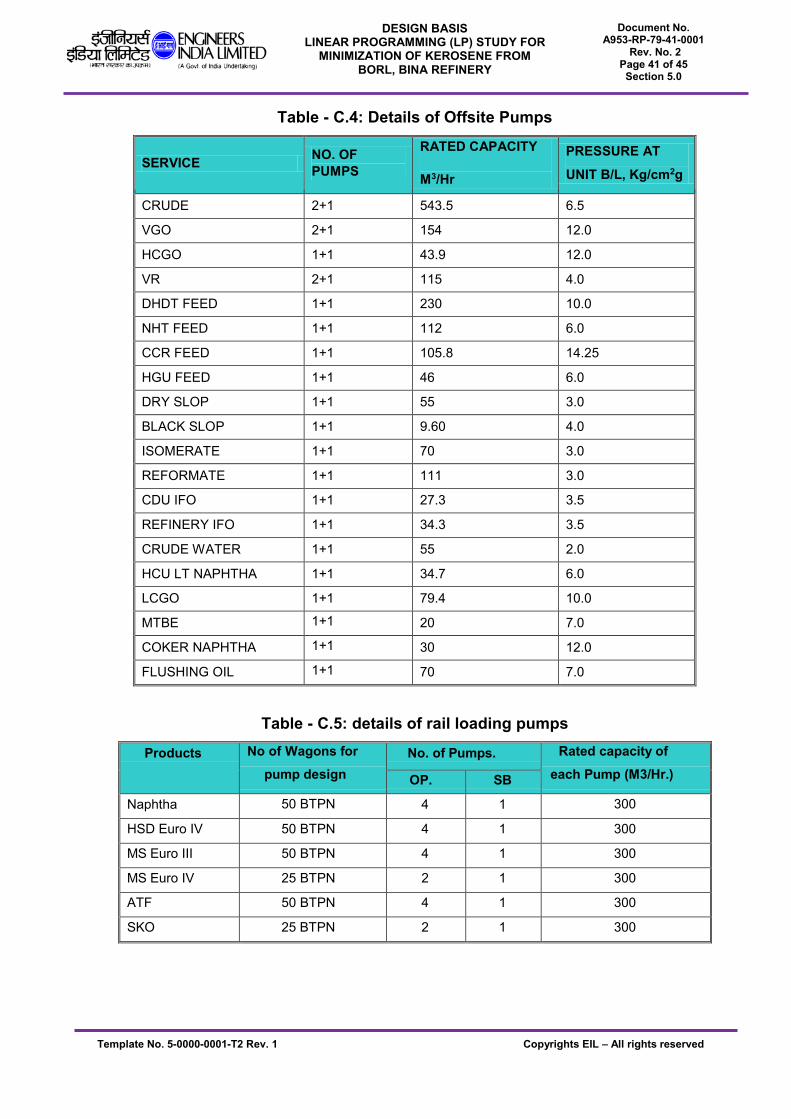
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 41 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Table - C.4: Details of Offsite Pumps
SERVICE NO. OF PUMPS
RATED CAPACITY
M3/Hr
PRESSURE AT UNIT B/L, Kg/cm2g
CRUDE 2+1 543.5 6.5
VGO 2+1 154 12.0
HCGO 1+1 43.9 12.0
VR 2+1 115 4.0
DHDT FEED 1+1 230 10.0
NHT FEED 1+1 112 6.0
CCR FEED 1+1 105.8 14.25
HGU FEED 1+1 46 6.0
DRY SLOP 1+1 55 3.0
BLACK SLOP 1+1 9.60 4.0
ISOMERATE 1+1 70 3.0
REFORMATE 1+1 111 3.0
CDU IFO 1+1 27.3 3.5
REFINERY IFO 1+1 34.3 3.5
CRUDE WATER 1+1 55 2.0
HCU LT NAPHTHA 1+1 34.7 6.0
LCGO 1+1 79.4 10.0
MTBE 1+1 20 7.0
COKER NAPHTHA 1+1 30 12.0
FLUSHING OIL 1+1 70 7.0
Table - C.5: details of rail loading pumps
Products No of Wagons for pump design
No. of Pumps. Rated capacity of each Pump (M3/Hr.) OP. SB
Naphtha 50 BTPN 4 1 300
HSD Euro IV 50 BTPN 4 1 300
MS Euro III 50 BTPN 4 1 300
MS Euro IV 25 BTPN 2 1 300
ATF 50 BTPN 4 1 300
SKO 25 BTPN 2 1 300

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 42 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Table-C.6: Details of White oil road loading pumps Products No. of Pumps Rated Capacity of
each pump (m3/hr) Operating Standby
HSD-IV 2 1 200
HSD-V 1 1 160
MS-IV 2 1 200
MS-V 1 1 160
SKO 2 1 200
ATF 2 1 160
NAPHTHA 3 1 240
Table-C.7: Details of sick wagon/tanker unloading pumps:
Unloading wagon Pumps
Type Rated Capacity ( m3/hr)
Destination
HSD( Euro IV & V) Centrifugal 45 HSD UG Vessel / HSD–IV Product Receipt Line
MS ( Euro IV & V) Centrifugal 45 MS UG Vessel / MS –IV Product Receipt Line
SKO Centrifugal 45 SKO UG Vessel / SKO Product Receipt Line
ATF Centrifugal 45 ATF UG Vessel / ATF Product Receipt Line
HSD( Euro IV & V) Submerged
Centrifugal
150 HSD Euro IV Tank / Road loading
MS ( Euro IV & V) Submerged
Centrifugal
150 MS Euro IV Tank / Road loading
SKO Submerged
Centrifugal
150 SKO Tank / Road loading
Naphtha Submerged
Centrifugal
150 Naphtha Tank / Road loading
ATF Submerged
Centrifugal
150 ATF Tank / Road loading
Table - C.8: Details of product rundown lines from refinery
Product Receipt Pipeline Size Remarks
MS-Euro III/IV 8” ( Common) Existing line HSD-Euro III 12” Existing line HSD- Euro IV 10” Existing line
ATF 8” Existing line SKO 8” Existing line

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 43 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Product Receipt Pipeline Size Remarks
PCK 6” New Line Naphtha 6” Existing line
LPG 6” Existing line LPG ( off spec) 4” Existing line
Besides indicated above three more lines are provided from Marketing Terminal to Refinery.
1. Slop Return line (WO) - 8”
2. LPG reprocessing line - 3”
3. ETP Water to Refinery ETP - 6”
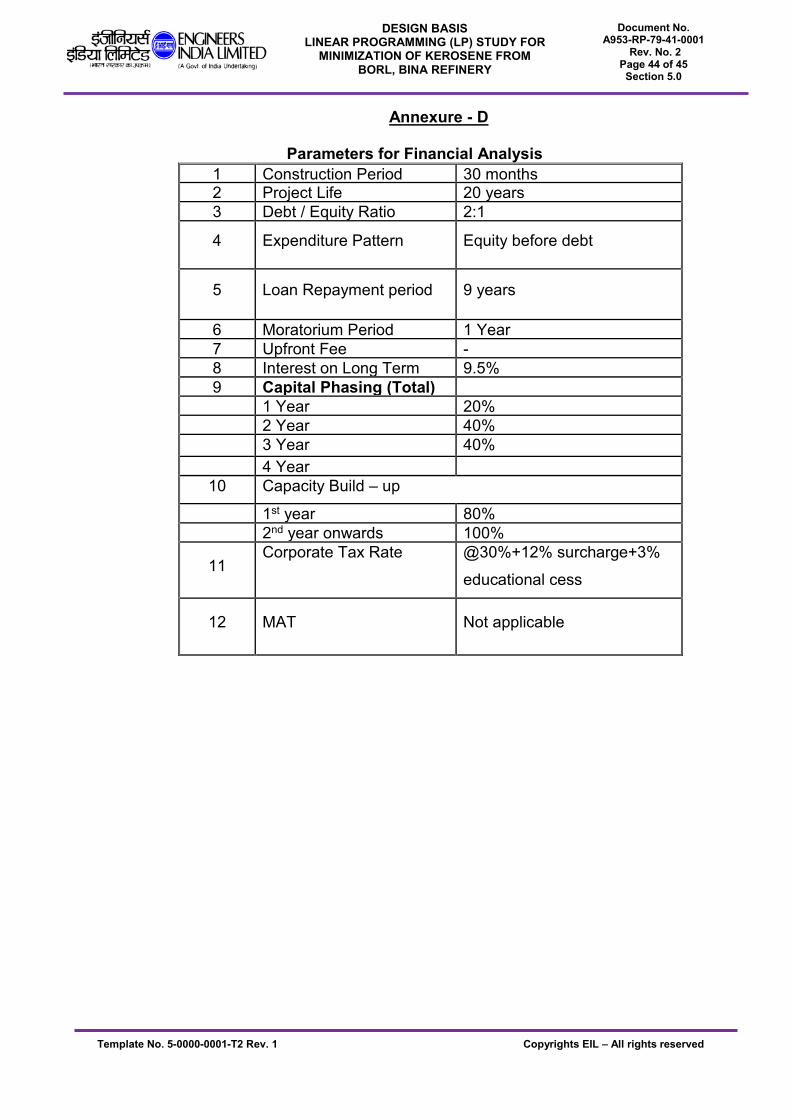
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 44 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Annexure - D
Parameters for Financial Analysis 1 Construction Period 30 months 2 Project Life 20 years 3 Debt / Equity Ratio 2:1
4 Expenditure Pattern Equity before debt
5 Loan Repayment period 9 years
6 Moratorium Period 1 Year 7 Upfront Fee - 8 Interest on Long Term
Debt
9.5% 9 Capital Phasing (Total)
))Capital) 1 Year 20%
2 Year 40% 3 Year 40% 4 Year
10 Capacity Build – up
1st year 80% 2nd year onwards 100%
11 Corporate Tax Rate
@30%+12% surcharge+3%
educational cess
12 MAT Not applicable

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 2 Page 45 of 45 Section 5.0
DESIGN BASIS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE – E
Crude Assay’s

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1 SECTION 6
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 6 REFINERY CONFIGURATION
STUDY

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 1 of 22 SECTION 6
6.0 DEVELOPMENT OF REFINERY CONFIGURATION
The development of the refinery configuration is described in the following sections.
6.1 STUDY APPROACH
The methodology adopted for arriving at the most optimum Kero Minimization and sulphur reduction option is as below:
LP Model of the existing refinery which was available with EIL is considered as starting point
This LP model is updated based on revamp design data available with EIL.
Base case of the Kero minimization LP study is established.
The base case LP model is updated with New Kero desulphurization unit and various options of Kero minimization , Sulphur reduction cases are studied
Around 16 cases are analyzed to find out the best option which shall meet the objectives of LP study.
Option screening is been carried out based on Incremental GRM and minimum modifications in existing process units
Shortlisted Configuration option will be subjected to further detailed study and rigorous financial analysis.
6.2 LP MODEL DEVELOPMENT
6.2.1 GENERAL
EIL has used PIMS (Process Industry Modeling Systems) LP Software to develop a comprehensive LP Model for this project. LP Model of the existing refinery which was available with EIL is considered as starting point. This LP model is updated based on revamp design data and Base case of the configuration study is established.
Liner Programming (LP) is a mathematical technique for determining the optimum allocation of resources to obtain a particular objective when there are alternative uses for the resources. Optimizing the operation of refinery or the determination of the optimal configuration is a typical application for linear programming. The refinery is described by a set of given equations and/ or inequalities (m) involving variables (n), and solved by finding the non negative values of these variables which satisfy the equations and inequalities and also maximize the objective function or profit. This analysis involved the creation of a model that represented nearly 2500 equations and/or inequalities and more than 2500 variables.
The Equations represent: Feed availability, Plant capacity and possible stream routings.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 2 of 22 SECTION 6
The Variables represent: Amount of feeds purchased and products made, operating variables and actual stream disposition.
The Objective function being maximized, typically product value less raw material and operating costs.
6.2.2 OVERVIEW OF LP MODEL
The following sections briefly describe the input data (and its source) and alternate stream dispositions. These two things greatly affect the final results of the LP Model.
LP model developed uses mostly weight based units and some volume based units to better handle the material balance around the refinery complex. The whole model operates on a weight basis.
The LP model architecture can be broadly defined by the following Key components. As a matter of convention these are labeled as ‘Tables’.
Buy & Sell tables (Feeds, Products & Utilities)
Assay tables/Distillation tables (Crude assay and crude unit product yields & properties)
Sub model tables.
Blends tables(Product blend specifications, Blend mix)
Various other tables for defining various constraints and inputs are available but are not detailed in this report. The following pages describe briefly the importance of the above tables in the overall LP optimization.
6.2.2.1 Buy & Sell Tables
These tables define the maximum & minimum quantities of feed/utilities allowed for purchasing and also products allowed for sales. The prices of these streams are also defined in these tables. The feed, product and utility prices as provided by BORL are defined in these tables. Feed and utilities were purchased on weight basis. Some of products were sold on weight basis and some were sold on volume basis. The same has been modeled in LP accordingly.
6.2.2.2 Sub – Model Tables
Sub models are the building blocks for an LP model. All the process units, Utility producing units are represented by various Sub models. The optimizer tool optimizes the interaction between various Sub models and other tables and hence creates a “flow” between sub models. This flow between sub models eventually results in an optimized configuration scheme.
The LP modeling software used for this configuration study requires the data pertaining to yields, utilities, catalyst & chemical consumption in a certain format. Using this data which is
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 3 of 22 SECTION 6
entered in MS-Excel in tabular format, the LP model generates matrix. The entries in these matrixes are then used for forming equations which are optimized to give the routings which are economically most viable.
a) Process Unit Sub-models
The process unit sub models are created in the excel format itself. These models might be weight based or volume based. Typically the yields shall be provided in the following format:
Base yield per unit of feed.
Delta yield as required for changing the yield per unit of feed based on a property.
b) Crude Assay & Distillation Unit
Crude/vacuum unit is not a Sub model in LP, but is defined in Assay tables. For the sake of simplicity it is described as a sub model. The assay data is generated using Crude Manager Software which generates yields & properties for various cut points as envisaged. Crude and Vacuum unit units are modeled in single sub model. Utilities for all the units are also considered.
c) Utility Sub – Model
Utility sub model produces all the utilities required by process units. Utility requirements for each process unit are defined in respective process sub model. All the utilities required for each of the configurations are produced in utility model. Accurate utility estimates are essential to predict the fuel & oil loss of the refinery complex and also operating costs.
Utilities typically tracked in by LP model are:
Power, KWh.
Steam (MP, LP levels).
Fuel (fuel gas or fuel oil in terms of tons).
Catalyst & chemicals.
Utility requirements are entered in LP model in one of the following ways:
Unit of feed (weight or volume, for example for power Kwh/ton of feed processed).
Unit of product (weight or volume, for example in H2 plant Kwh/ton of H2 produced).
d) Captive Power Plant
Power & steam are generated in captive power plant (CPP) sub model.
e) Refinery Fuel Balance
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 4 of 22 SECTION 6
Refinery fuel is another important utility tracked by LP model. Refinery Fuel requirement is met by internal fuel oil and refinery fuel gas. Fuel requirement is defined in each process sub model and hence total Refinery fuel requirement is know in terms of tons/hr.
f) Sulphur Recovery Unit
Sulfur recovery unit (SRU) is modeled to track H2S produced from various process units. Sulfur recovery of 99.9% is considered for this study along with Tail gas treating unit to reduce the overall SOx emissions.
6.2.2.3 Product Blending
The following blend tables are configured as part of LP model development:
Blend Mix: Defines the streams that are allowed for blending to produce the desired product.
Blend properties: Defines the properties of various blend streams identified for blending in Blend Mix table
Blend specs: Defines the product specifications required to be achieved by LP model.
6.2.2.4 Refinery Economics
Material balances and operating capacities are developed for each study configuration using LP model.
Refinery gross margin (GRM) is the difference between sales revenue and feedstock purchase cost.
The refinery variable operating costs are estimated by LP model. Variable operating cost includes the cost of providing catalyst and chemicals, cost of purchasing utilities like raw water and power.
Refinery net margin (NRM) is the difference between GRM and operating cost.
6.3 BASE CASE LP MODEL DEVELOPMENT
The first step is to develop an LP model for the existing Bina Refinery post Debottlenecking Project using the post revamp design data as per data compiled in agreed Design Basis for Linear Programming (LP) study for Minimization of Kerosene from Bina Refinery.
The schematic sketch of the existing Bina Refinery post debottlenecking project for Base Case is depicted below in figure 6.1:
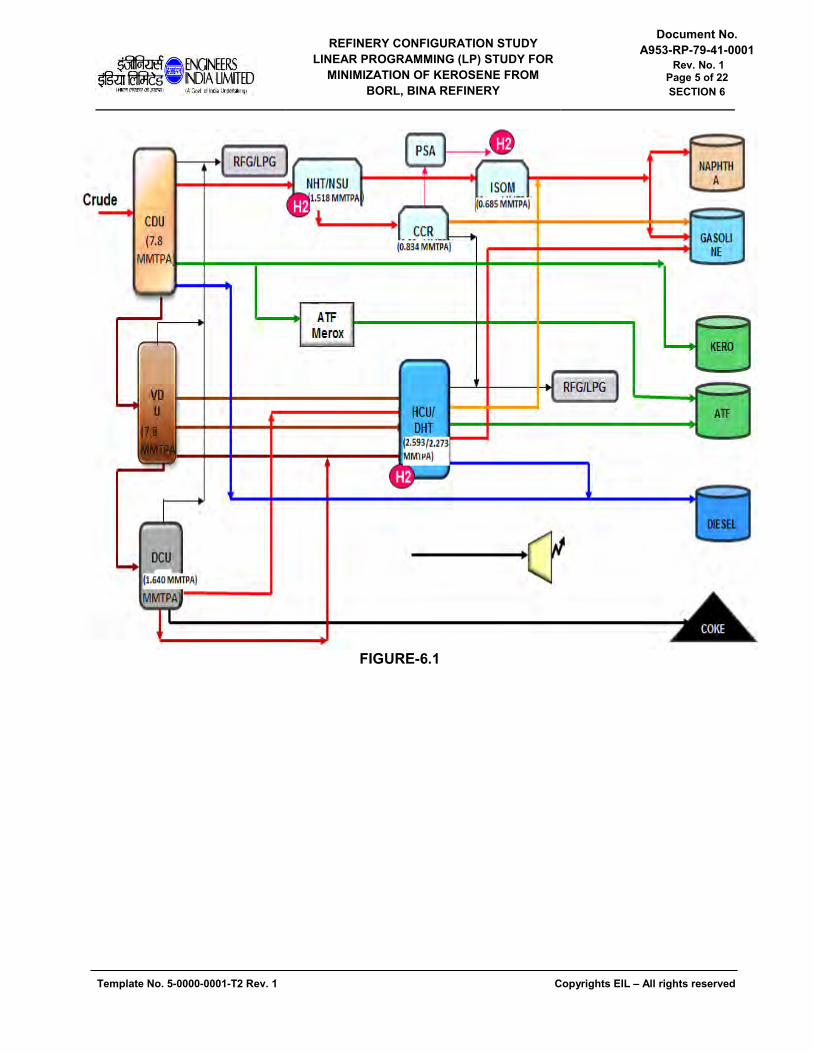
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 5 of 22 SECTION 6
FIGURE-6.1
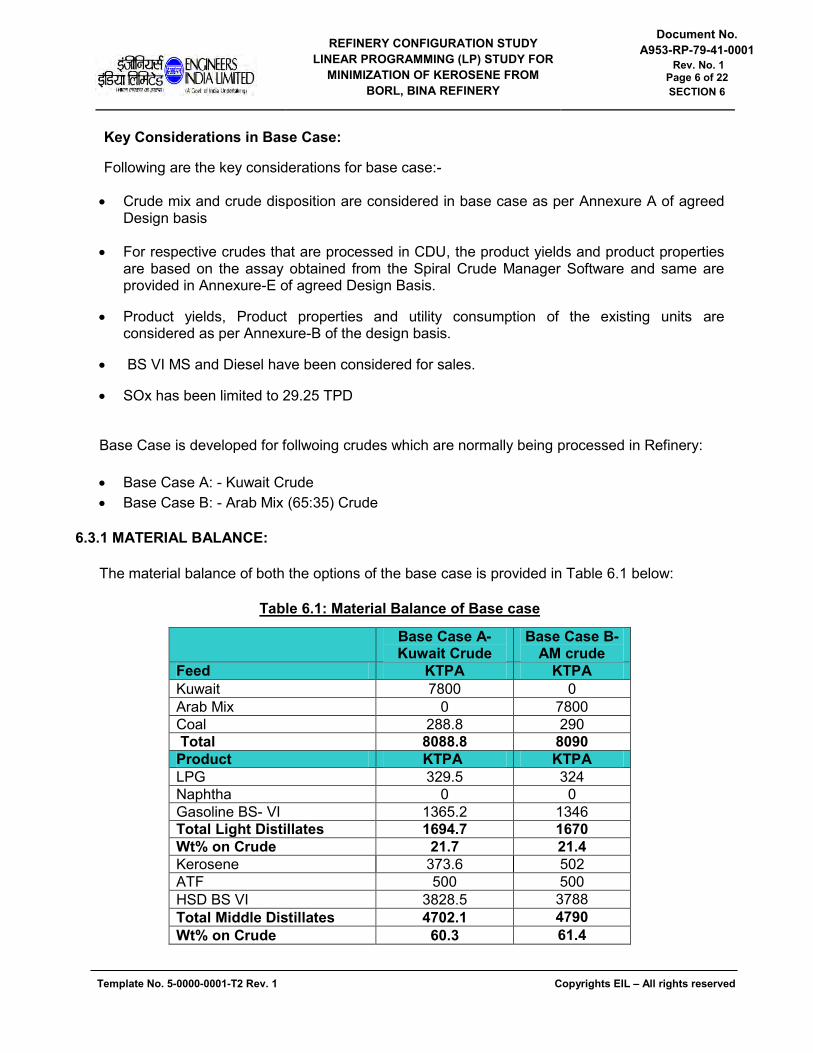
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 6 of 22 SECTION 6
Key Considerations in Base Case:
Following are the key considerations for base case:-
Crude mix and crude disposition are considered in base case as per Annexure A of agreed Design basis
For respective crudes that are processed in CDU, the product yields and product properties are based on the assay obtained from the Spiral Crude Manager Software and same are provided in Annexure-E of agreed Design Basis.
Product yields, Product properties and utility consumption of the existing units are considered as per Annexure-B of the design basis.
BS VI MS and Diesel have been considered for sales.
SOx has been limited to 29.25 TPD
Base Case is developed for follwoing crudes which are normally being processed in Refinery: Base Case A: - Kuwait Crude Base Case B: - Arab Mix (65:35) Crude
6.3.1 MATERIAL BALANCE:
The material balance of both the options of the base case is provided in Table 6.1 below:
Table 6.1: Material Balance of Base case
Base Case A- Kuwait Crude
Base Case B- AM crude
Feed KTPA KTPA Kuwait 7800 0 Arab Mix 0 7800 Coal 288.8 290 Total 8088.8 8090 Product KTPA KTPA LPG 329.5 324 Naphtha 0 0 Gasoline BS- VI 1365.2 1346 Total Light Distillates 1694.7 1670 Wt% on Crude 21.7 21.4 Kerosene 373.6 502 ATF 500 500 HSD BS VI 3828.5 3788 Total Middle Distillates 4702.1 4790 Wt% on Crude 60.3 61.4
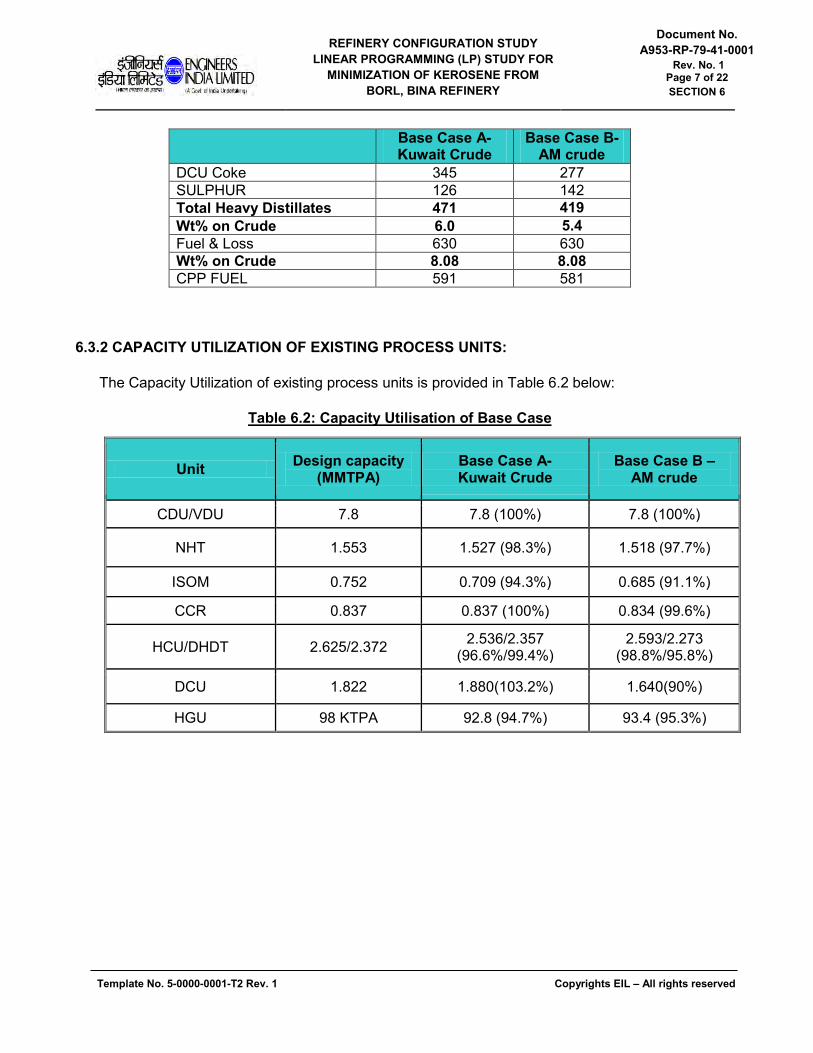
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 7 of 22 SECTION 6
Base Case A- Kuwait Crude
Base Case B- AM crude
DCU Coke 345 277 SULPHUR 126 142 Total Heavy Distillates 471 419 Wt% on Crude 6.0 5.4 Fuel & Loss 630 630 Wt% on Crude 8.08 8.08 CPP FUEL 591 581
6.3.2 CAPACITY UTILIZATION OF EXISTING PROCESS UNITS:
The Capacity Utilization of existing process units is provided in Table 6.2 below:
Table 6.2: Capacity Utilisation of Base Case
Unit Design capacity (MMTPA)
Base Case A- Kuwait Crude
Base Case B – AM crude
CDU/VDU 7.8 7.8 (100%) 7.8 (100%)
NHT 1.553 1.527 (98.3%) 1.518 (97.7%)
ISOM 0.752 0.709 (94.3%) 0.685 (91.1%)
CCR 0.837 0.837 (100%) 0.834 (99.6%)
HCU/DHDT 2.625/2.372 2.536/2.357 (96.6%/99.4%)
2.593/2.273 (98.8%/95.8%)
DCU 1.822 1.880(103.2%) 1.640(90%)
HGU 98 KTPA 92.8 (94.7%) 93.4 (95.3%)
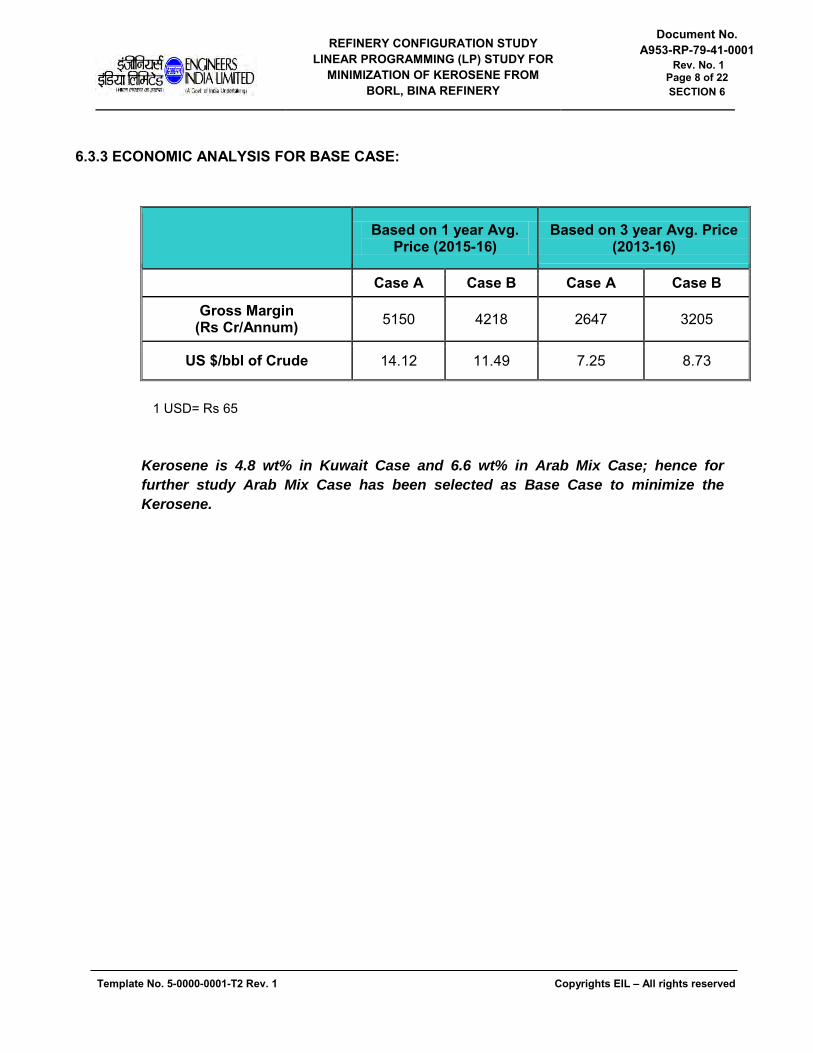
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 8 of 22 SECTION 6
6.3.3 ECONOMIC ANALYSIS FOR BASE CASE:
Based on 1 year Avg.
Price (2015-16) Based on 3 year Avg. Price
(2013-16)
Case A Case B Case A Case B
Gross Margin (Rs Cr/Annum) 5150 4218 2647 3205
US $/bbl of Crude 14.12 11.49 7.25 8.73
1 USD= Rs 65
Kerosene is 4.8 wt% in Kuwait Case and 6.6 wt% in Arab Mix Case; hence for
further study Arab Mix Case has been selected as Base Case to minimize the
Kerosene.
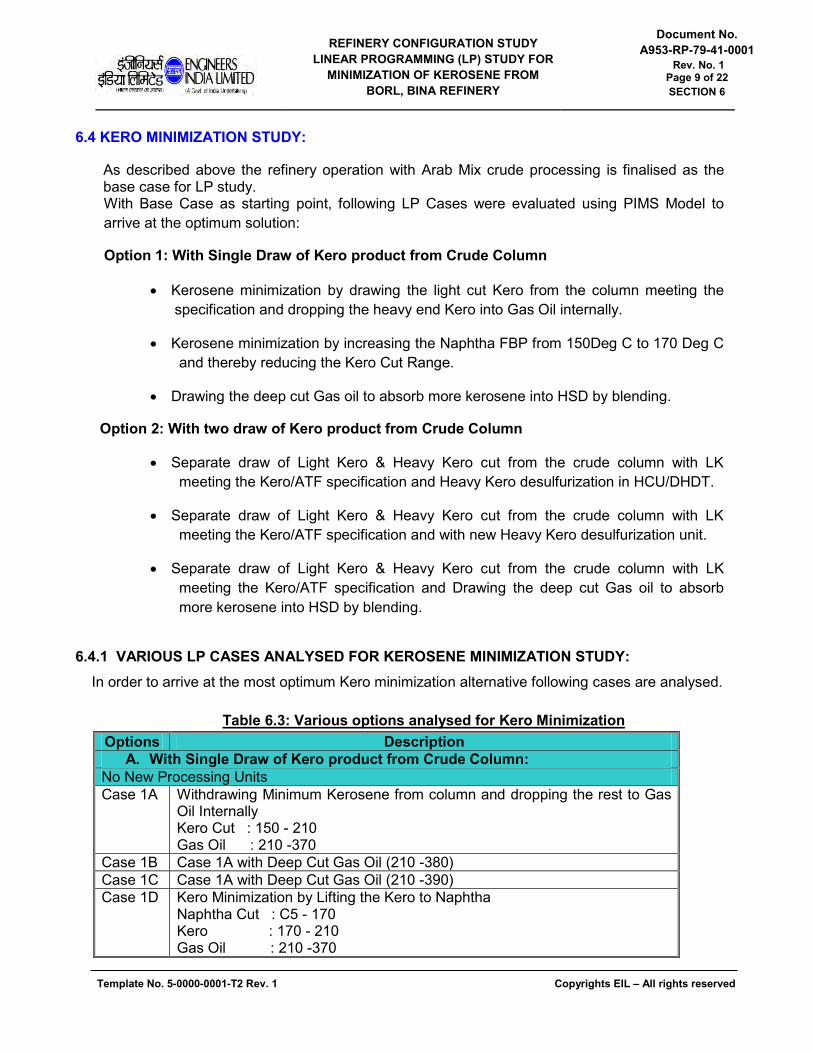
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 9 of 22 SECTION 6
6.4 KERO MINIMIZATION STUDY:
As described above the refinery operation with Arab Mix crude processing is finalised as the base case for LP study. With Base Case as starting point, following LP Cases were evaluated using PIMS Model to arrive at the optimum solution:
Option 1: With Single Draw of Kero product from Crude Column
Kerosene minimization by drawing the light cut Kero from the column meeting the specification and dropping the heavy end Kero into Gas Oil internally.
Kerosene minimization by increasing the Naphtha FBP from 150Deg C to 170 Deg C and thereby reducing the Kero Cut Range.
Drawing the deep cut Gas oil to absorb more kerosene into HSD by blending.
Option 2: With two draw of Kero product from Crude Column
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and Heavy Kero desulfurization in HCU/DHDT.
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and with new Heavy Kero desulfurization unit.
Separate draw of Light Kero & Heavy Kero cut from the crude column with LK meeting the Kero/ATF specification and Drawing the deep cut Gas oil to absorb more kerosene into HSD by blending.
6.4.1 VARIOUS LP CASES ANALYSED FOR KEROSENE MINIMIZATION STUDY: In order to arrive at the most optimum Kero minimization alternative following cases are analysed.
Table 6.3: Various options analysed for Kero Minimization Options Description
A. With Single Draw of Kero product from Crude Column: No New Processing Units Case 1A Withdrawing Minimum Kerosene from column and dropping the rest to Gas
Oil Internally Kero Cut : 150 - 210 Gas Oil : 210 -370
Case 1B Case 1A with Deep Cut Gas Oil (210 -380) Case 1C Case 1A with Deep Cut Gas Oil (210 -390) Case 1D Kero Minimization by Lifting the Kero to Naphtha
Naphtha Cut : C5 - 170 Kero : 170 - 210 Gas Oil : 210 -370

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 10 of 22 SECTION 6
Case 1E Case 1D with Deep Cut Gas Oil Gas Oil : 210 -380
Case 1F Case 1D with Deep Cut Gas Oil Gas Oil : 210 -390
Case 1G Base Case with Deep Cut Gas Oil (230 -380) Case 1H Base Case with Deep Cut Gas Oil (230 -390) With New Process Units Case 2A Case 1A with New Kero Desulphurization Unit Case 2B Case 1B with New Kero Desulphurization Unit Case 2C Case 1C with New Kero Desulphurization Unit Case 2D Case 1D with New Kero Desulphurization Unit Case 2E Case 1E with New Kero Desulphurization Unit Case 2F Case 1F with New Kero Desulphurization Unit
Case 2G Withdrawing Maximum possible Kerosene from column and Desulphurizing externally Kero Cut : 150 - 250 Gas Oil : 250 -370
Case 2H Case 2G with Kero Cut : 150 – 250 & Gas Oil : 250 -380
Case 2I Case 2G with Kero Cut : 150 – 250 & Gas Oil : 250 -390
Case 2J Base Case with New Kero Desulphurization Unit Kero Cut : 150 - 230 Gas Oil : 230 -370
Case 2K Base Case with New Kero Desulphurization & with Deep Cut Gas Oil (230 -380)
Case 2L Base Case with New Kero Desulphurization & with Deep Cut Gas Oil (230 -390)
B. With Two Draw of Kero product from Crude Column No New Processing Units Case 3A Drawing the Light and heavy Kerosene from the crude column – Min ATF
Demand Light Kero meeting the ATF specification & Heavy Kero Processing in DHDT
Case 3B Drawing the Light and heavy Kerosene from the crude column – Max ATF Demand Light Kero meeting the ATF specification & Heavy Kero Processing in DHDT
With New Process Units Case 4A Drawing the Light and heavy Kerosene from the crude column – Min ATF
Demand Light Kero meeting the ATF specification & Heavy Kero Processing in new Kero Desulphurization Unit
Case 4B Case 4A with Deep Cut Gas Oil Case 4C Drawing the Light and heavy Kerosene from the crude column – Max ATF
Demand Light Kero meeting the ATF specification & Heavy Kero Processing in new Kero Desulphurization Unit
Case 4D Case 4C with Deep Cut Gas Oil
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1
Page 11 of 22 SECTION 6
6.4.2 SUMMARY OF RESULTS
The material balance and unit capacities for all cases were evaluated by LP model. The economic parameters like gross refinery margin (GRM) and US$/bbl. of crude processed were estimated
Feed and product rates for cases studied are presented in Table – 6.4. Material balance represented in table is optimized by LP model based on economics.
Existing Units capacities Utilization and New Unit Capacity for cases studied are presented in Table -6.5
Economic analysis for cases studied are presented in Table 6.6. This analysis is based on prices given in agreed Design Basis.
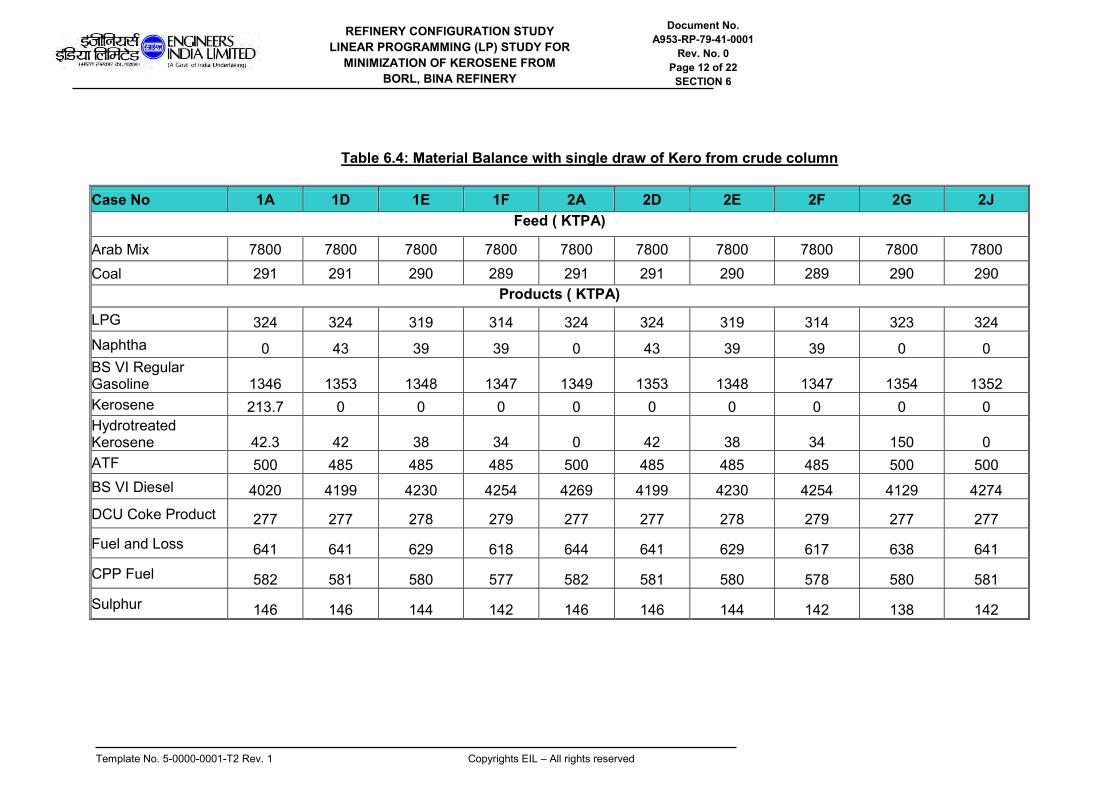
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 12 of 22 SECTION 6
Table 6.4: Material Balance with single draw of Kero from crude column
Case No 1A 1D 1E 1F 2A 2D 2E 2F 2G 2J Feed ( KTPA)
Arab Mix 7800 7800 7800 7800 7800 7800 7800 7800 7800 7800 Coal 291 291 290 289 291 291 290 289 290 290
Products ( KTPA) LPG 324 324 319 314 324 324 319 314 323 324 Naphtha 0 43 39 39 0 43 39 39 0 0 BS VI Regular Gasoline 1346 1353 1348 1347 1349 1353 1348 1347 1354 1352 Kerosene 213.7 0 0 0 0 0 0 0 0 0 Hydrotreated Kerosene 42.3 42 38 34 0 42 38 34 150 0 ATF 500 485 485 485 500 485 485 485 500 500 BS VI Diesel 4020 4199 4230 4254 4269 4199 4230 4254 4129 4274 DCU Coke Product 277 277 278 279 277 277 278 279 277 277 Fuel and Loss 641 641 629 618 644 641 629 617 638 641 CPP Fuel 582 581 580 577 582 581 580 578 580 581 Sulphur 146 146 144 142 146 146 144 142 138 142

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 13 of 22 SECTION 6
Table 6.5: Capacity Utilisation of existing process units and New KHDS unit
Table 6.6: Gross Refinery Margin with single draw of Kero from crude column
Case No Base case 1A 1D 1E 1F 2A 2D 2E 2F 2G 2J
Gross Refinery Margin (GRM)
Rs Cr/Annum 4218 4265 4316 4358 4403 4347 4316 4358 4403 4334 4371
US $/bbl 11.49 11.62 11.76 11.88 12.0 11.84 11.76 11.88 12.0 11.81 11.91
* 1 US $= 65 Rs
Case No Design Capacity
Base Case 1A 1D 1E 1F 2A 2D 2E 2F 2G 2J
CDU 7800 7800 7800 7800 7800 7800 7800 7800 7800 7800 7800 7800 NHT 1553 1518 1518 1553 1548 1538 1521 1553 1548 1538 1523 1522
CCR 837 834 835 837 837 837 837 837 837 837 837 837
ISOM 752 685 677 673 669 659 678 674 669 659 681 680
HCU 2625 2593 2593 2593 2465 2336 2593 2593 2465 2336 2593 2593
DHDT 2372 2273 2524 2524 2651 2781 2524 2524 2651 2781 2020 2273
HGU 98 93.4 96 96 94 91 97 96 94 91 92 94.3
DCU 1822 1640 1641 1641 1641 1641 1640 1641 1641 1641 1640 1640
Kero Desulphurization Unit
- - - - - - 213 0 0 0 716 464

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 14 of 22 SECTION 6
6.4.3 KEY OBSERVATIONS OF THE STUDY The key observations from the results of configurations study as presented in Tables 6.4 to 6.6 are as follows:
6.4.3.1 With Single Draw of Kerosene product from the Crude Column:
1. With No New Processing Unit:
In case of more dropping of Kerosene as compared to Base Case in Gas oil (Case 1A, 1D, 1E and 1F) i.e. by decreasing the IBP of Gas Oil (by 20 Deg C from 230 to 210 Deg C) or reducing the FBP of Kerosene (by 20 Deg C from 230 to 210 Deg C) (Case 1A, 1D); or by increasing the FBP of Gas oil ( by 10 or 20 Deg C from 370 to 380 or 390 Deg C)(Case 1E, 1F); then DHDT Unit capacity required will be more than the revamped Design Capacity (Design Capacity as envisaged under Debottlenecking Project).
DHDT unit capacity required will be 111.8% and 117.2% of Design capacity in Cases 1E and 1F respectively, whereas it will be 106.4% of Design Capacity in cases 1A and 1D.
In case of more dropping of Kerosene as compared to Base Case in Gas oil (Case 1A, 1D, 1E and 1F) i.e. by reducing the FBP of Kerosene (by 20 Deg C from 230 to 210 Deg C) and also by increasing the FBP of Gas oil (by 10 or 20 Deg C from 370 to 380 or 390 Deg C) will require modifications in Gas Oil Section of CDU (LGO Product Pump and HGO Product Pump).
In case of more lifting of Kerosene as compared to Base Case in Naphtha (Case 1D, 1E and 1F) i.e. by increasing the FBP of Naphtha or increasing the IBP of Kerosene (by 20 Deg C from 150 to 170); then Naphtha Section of CDU (Overhead Naphtha Pump) and NSU (Stabilizer Reboiler, Stabilizer Bottom Air cooler) will require modifications.
By Lifting the light end kerosene into Naphtha i.e. by increasing the FBP of Naphtha (by 20 Deg C from 150 to 170) (Naphtha Cut range of C5 – 170) and also dropping heavy end kerosene into Gas Oil (Case 1D, 1E, 1F) (Kero cut: 170-210, Gas Oil Cut: 210-370/380/390) Kerosene production from the refinery can be made minimum, but with modifications as required in above points.
Without KHDS unit, Kerosene (0.2-0.3 wt% sulphur) produced from CDU cannot be blended with BS VI Diesel even after relaxation of lower density specification because of sulphur constraint in BS VI.
As Per Revised BS VI Diesel Specification, 95% volume recovery has been reduced to 360 Deg C from existing 370 Deg C because of this, cases with gas oil FBP increasing beyond 370 Deg C i.e. 380 and 390 Deg C (Case 1B, 1C, 1G and 1H) are not considered for further study .
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 15 of 22 SECTION 6
2. With New Processing Unit (KHDS):
In case of more dropping of Kerosene as compared to Base Case in Gas oil (Case 2A, 2D, 2E, 2F) i.e. by reducing the FBP of Kerosene (by 20 Deg C from 230 to 210 Deg C) and also by increasing the FBP of Gas oil (by 10 or 20 Deg C from 370 to 380 or 390 Deg C), DHDT Unit capacity required will be more than the revamped Design Capacity (Design Capacity as envisaged under Debottlenecking Project) and also this will require modifications in Gas Oil Section of CDU as well.
DHDT unit capacity required will be 111.8% and 117.2% of Design capacity in Cases 2E and 2F respectively, whereas it will be 106.4% of Design Capacity in cases 2A and 2D
In case of withdrawing maximum possible kerosene from Column and Desulphurizing externally (Cases 2G) i.e. by Increasing FBP of Kerosene (by increasing FBP of Kerosene by 20 Deg C from 230 to 250 Deg C); then DHDT Unit will be operating at less capacity as compared to Design Capacity.
In case of more lifting of Kerosene as compared to Base Case in Naphtha and Gas Oil (Case 2D, 2E and 2F) i.e. by increasing the FBP of Naphtha (by 20 Deg C from 150 to 170 Deg C) then Naphtha Section of CDU (Overhead Naphtha Pump) and NSU (Stabilizer Reboiler, Stabilizer Bottom Air cooler) will require modifications.
By Lifting the light end kerosene into Naphtha i.e. by increasing the FBP of Naphtha (by 20 Deg C from 150 to 170) (Naphtha Cut range of C5 – 170) and also dropping heavy end kerosene into Gas Oil (Case 2D, 2E, 2F) (Kero cut: 170-210, Gas Oil Cut: 210-370/380/390), Kerosene production from the refinery can be made minimum, but with modifications as required in above points. In this case Kerosene yield from the crude column is just enough to saturate the ATF Maximum demand.
Hydro treated Kerosene produced from New KHDS Unit in all the cases can be blended with BS VI Diesel after relaxation of lower density specification. But as per pricing of the products which is considered for this study, economics is not favoring the same due to lower price of BS VI diesel over Kerosene/ATF.
As Per Revised BS VI Diesel Specification, 95% volume recovery has been reduced to 360 Deg C from existing 370 Deg C because of this, cases with gas oil FBP increasing beyond 370 Deg C i.e. 380 and 390 Deg C (Case 2B, 2C, 2H, 2I, 2K and 2L) are not considered for further study
6.4.3.2 With Two Draw of Kerosene product from the Crude Column:
This option requires major Modification in Kero section of Crude distillation column, Preheat circuit, and Kerosene Product circuit ( Exchangers and Pumps)
As Per Revised BS VI Diesel Specification Lower Limit of Density is relaxed, hence Total Kerosene can be blended with Diesel. No need to Split the Kerosene.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 16 of 22 SECTION 6
6.4.4 INFERENCES OF STUDY
As per Option A (with single draw of Kerosene product from the crude column without any New KHDS Unit) to minimize the kerosene from the complex, modifications in Gas Oil , Naphtha Sections of CDU and also revamp of DHDT will be required.
KHDS unit required to blend Kerosene in BS Diesel VI (with relaxed lower density criteria) will be approx. of capacity 500 KTPA (Case 2J) or 225 KTPA (Case 2A).
Two draw of Kerosene from Crude Column need not to be taken in light of changed Diesel Specifications as per latest Gazette Notification from Government of India.
It is analyzed from the study that in all the typical cases (Case 2A to 2L) with new KHDS unit and single draw of Kero from Crude column, BS VI meets all operational criteria with density in the range of 810-820 kg/m3.
6.4.5 CRITERIA FOR SELECTING THE SHORTLISTED CASES
The following issues have been addressed while screening out the cases of Kero Minimization LP study
1. Minimum or No modification required in the existing processing Units
2. Maximum Utilization of existing Process Units without considering new units.
3. Minimization of kerosene production by blending with BS VI Diesel
4. Product slate in line with the Objectives considered for the study
Based on above criteria for screening of the options, following four Cases are selected for detailed analysis.
Case 1A: Withdrawing Minimum Kerosene from column and dropping the rest to Gas Oil Internally (Kero cut: 150-210, Gas Oil Cut: 210-370)
Case 1D : Kero Minimization by Lifting the Kero to Naphtha and also dropping to Gas Oil (Naphtha Cut: C5-170, Kero cut: 170-210, Gas Oil Cut: 210-370)
Case 2A: Withdrawing Minimum Kerosene from column and dropping the rest to Gas Oil Internally (Kero cut: 150-210, Gas Oil Cut: 210-370) with New Kero Desulphurization Unit (KHDS)
Case 2J: Base Case (Naphtha Cut: C5-150, Kero cut: 150-230, Gas Oil Cut: 230-370) with New Kero Desulphurization Unit

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 17 of 22 SECTION 6
6.5 DESCRIPTION OF SHORTLISTED CASES
6.5.1 PROCESS SCHEME WITHOUT NEW UNIT i.e. KHDS (CASE 1A AND 1D)
Case 1A: Withdrawing Minimum Kerosene from column and dropping the rest to Gas Oil Internally (Kero cut: 150-210, Gas Oil Cut: 210-370)
Case 1D: Kero Minimization by Lifting the Kero to Naphtha and also dropping to Gas Oil (Naphtha Cut: C5-170, Kero cut: 170-210, Gas Oil Cut: 210-370)
The scheme for these cases is shown below in Figure 6.2. In these cases there is no change in process flow scheme with respect to Base Case except for Naphtha Cut, Kero Cut and Gas Oil Cut in CDU. There is no new KHDS unit for this case. In these cases Kerosene produced from CDU cannot be blended with BS VI diesel, due to higher sulphur content in straight run Kero.
Figure 6.2

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 18 of 22 SECTION 6
6.5.2 PROCESS SCHEME WITH NEW KHDS UNIT (CASE 2A AND CASE 2J)
Case 2A: Withdrawing Minimum Kerosene from column and dropping the rest to Gas Oil Internally (Kero cut: 150-210, Gas Oil Cut: 210-370) with New Kero Desulphurization Unit (KHDS)
Case 2J: Base Case (Naphtha Cut: C5-150, Kero cut: 150-230, Gas Oil Cut: 230-370) with New Kero Desulphurization Unit
The scheme for this case is shown below in Figure 6.3. In this case there is New KHDS Unit with respect to Base Case. Crude cuts has been changed for Kero (150-210 Deg C) and Gas Oil (210-370 Deg C) in Case 2A with respect to base case. There are no changes in crude cut for Case 2J with respect to base case. Straight run Kerosene from CDU will be feed of KHDS Unit. Hydrotreated Kerosene from KHDS of sulphur content 8 ppm (wt) Unit can be blended with Diesel or send to Kerosene pool.
Figure 6.3
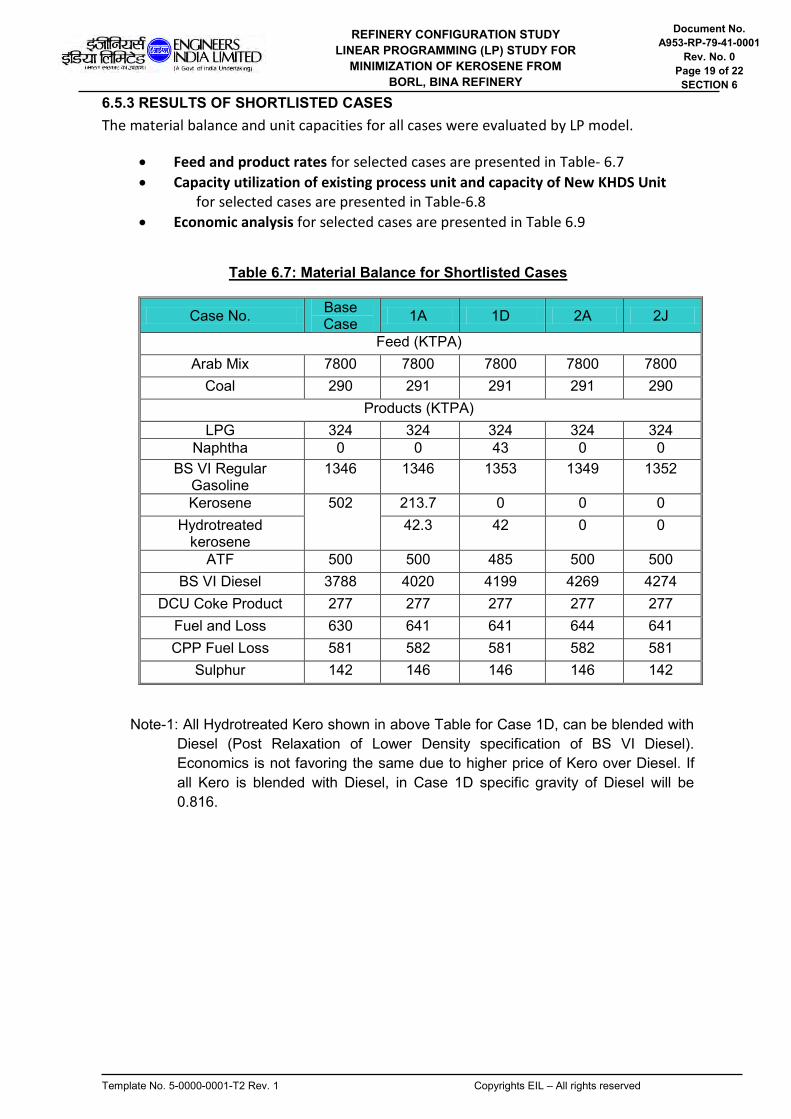
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 19 of 22 SECTION 6
6.5.3 RESULTS OF SHORTLISTED CASES The material balance and unit capacities for all cases were evaluated by LP model.
Feed and product rates for selected cases are presented in Table- 6.7
Capacity utilization of existing process unit and capacity of New KHDS Unit for selected cases are presented in Table-6.8
Economic analysis for selected cases are presented in Table 6.9
Table 6.7: Material Balance for Shortlisted Cases
Case No. Base Case 1A 1D 2A 2J
Feed (KTPA) Arab Mix 7800 7800 7800 7800 7800
Coal 290 291 291 291 290 Products (KTPA)
LPG 324 324 324 324 324 Naphtha 0 0 43 0 0
BS VI Regular Gasoline
1346 1346 1353 1349 1352
Kerosene 502 213.7 0 0 0 Hydrotreated
kerosene 42.3 42 0 0
ATF 500 500 485 500 500 BS VI Diesel 3788 4020 4199 4269 4274
DCU Coke Product 277 277 277 277 277 Fuel and Loss 630 641 641 644 641 CPP Fuel Loss 581 582 581 582 581
Sulphur 142 146 146 146 142
Note-1: All Hydrotreated Kero shown in above Table for Case 1D, can be blended with Diesel (Post Relaxation of Lower Density specification of BS VI Diesel). Economics is not favoring the same due to higher price of Kero over Diesel. If all Kero is blended with Diesel, in Case 1D specific gravity of Diesel will be 0.816.

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 20 of 22 SECTION 6
Table 6.8: Capacity Utilization of existing process units and New KHDS unit for shortlisted Cases
Table 6.9: Gross Refinery Margin for Selected Cases
* 1 US $= Rs 65
6.5.4 KEY OBSERVATIONS OF SHORTLISTED CASES
There is no modification in Naphtha Section of CDU for Cases 1A, 2A and 2J
Modifications are required in Naphtha Section of CDU/NSU (Overhead Naphtha Pump, Stabilizer Reboiler, Stabilizer Bottom Air cooler) for Case 1D
Modifications required in Gas Oil Section of CDU (LGO Product Pump, HGO Product Pump) for Cases 1A, 1D and 2A. No modification in Gas Oil section for Case 2J.
DHDT unit capacity required will be 106.4% of Design Capacity in Cases 1A, 1D and 2A
In Case 2A and 2J (with KHDS Unit) Kero production is Zero. In these two cases, all the Hydrotreated Kero can be blended with Diesel (with no lower density specification for Diesel).
Case No Design Capacity Base Case 1A 1D 2A 2J
CDU 7800 7800 (100%)
7800 (100%)
7800 (100%)
7800 (100%)
7800 (100%)
NHT 1553 1518 (97.7%)
1518 (97.7%)
1553 (100%)
1521 (97.9%)
1522 (98%)
CCR 837 834 (99.6%)
835 (99.8%)
837 (100%)
837 (100%)
837 (100%)
ISOM 752 685 (91.9%)
677 (90%)
673 (89.5%)
678 (90.2%)
680 (90.4%)
HCU 2625 2593 (98.8%)
2593 (98.8%)
2593 (98.8%)
2593 (98.8%)
2593 (98.8%)
DHDT 2372 2273 (95.8%)
2524 (106.4%)
2524 (106.4%)
2524 (106.4%)
2273 (95.8%)
HGU 98 93.4 (95.3%)
96 (98%)
96 (98%)
97 (99%)
94.3 (96.2%)
DCU 1822 1640 (90%)
1641 (90.1%)
1641 (90.1%)
1640 (90%)
1640 (90%)
Case No Base case 1A 1D 2A 2J
Rs Cr/Annum 4218 4265 4316 4347 4371
US $/bbl 11.49 11.62 11.76 11.84 11.91
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 21 of 22 SECTION 6
In Case 1A and 1D (without KHDS), Kero production will be 256 and 43 KTPA respectively.
In Case 1D, CCR is processing only the NHT Heavy Naphtha. Hence feed N+2A is 43.92 Vol% which is 1.68 Vol% lower than the design value, because of which, there will be slight decrease in reformate yield and increase in Hydrogen yield from CCR.
KHDS unit capacity required will be 225 and 500 KTPA for Case 2A and 2J respectively.
6.5.5 CONCLUSIONS
6.5.5.1 Without New KHDS Unit (Cases 1A and 1D)
a. Under these two options following modifications are required in existing units:
i. In Case 1D, modification in existing CDU unit are required like: replacement of Overhead Naphtha Pump, LGO Product Pump and HGO product pump, addition of one new section in parallel in Stabilizer bottom air cooler and replacement of existing Stabilizer Reboiler with a new one.
ii. In Case 1A LGO Product Pump and HGO product pump need to be replaced.
iii. This option requires additional 6% capacity increase in DHT unit over and above the debottlenecking project capacity of DHT. BORL is presently operating DHT unit at 130% of design capacity and this capacity will increase to 145% in debottlenecking project by exhausting all the design margins in existing equipment, especially in high pressure section and reactors. Further increase in the DHT capacity is technically not possible.
iv. Even if it was possible to revamp DHT unit, this option will produce 213 KTPA Kerosene and 43 KTPA Naphtha which must be exported.
6.5.5.2 With New KHDS Unit (Cases 2A and 2J)
a. Under these two options following modifications are required in existing units:
i. In Case 2A LGO Product Pump and HGO product pump need to be replaced.
ii. DHDT capacity in Case 2A is 106% of Design Capacity (as envisaged under debottlenecking project) which may not be feasible.
b. New KHDS unit of capacity 225 KTPA and 500 KTPA need to be installed in Case 2A and 2J respectively in order to meet the desired products profile. New KHDS unit of 500KTPA is preferable from economics point of view (more diesel production in case 2J).
c. All the kerosene produced can be blended with HSD product which will meet BS-VI specifications.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
REFINERY CONFIGURATION STUDY LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 22 of 22 SECTION 6
6.6 Recommendation
Based on the study it is recommended to consider New Kero Hydro Desulphurization
Unit (KHDS) of capacity 500 KTPA (Case J) for implementation because of the following advantage over other cases
1. Maximum Utilization of existing process units
2. Flexibility to produce low Sulphur kerosene or NIL kerosene from the refinery
3. Product slate in line with the Objectives considered for the study
4. No Modification required in the existing units and new unit can be largely
implemented independently without affecting normal operation of the refinery.
The estimated Capital cost for this will be Rs. 232.77 Crores with an accuracy of
±20% & price Validity of 1st quarter 2017. Considering the crude and product prices as mentioned in report, Post Tax IRR for this selected case works out to be 38.6% (1 year
avg. price) and 31.78% (3 year avg. price).

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1
SECTION 7.0
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 7.0 UTILITY AND OFFISTE
DESCRIPTION
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 7 SECTION 7
7.0 UTILITY DESCRIPTION This chapter provides details of utility requirements and description of new utility
system envisaged for refinery post implementation of new Kero Desulphurization
Unit
The following utility systems are reviewed for study:
1. Cooling Water System
2. Steam and Power System
3. Internal Fuel Oil & Fuel Gas System
4. Raw Water System
5. DM Water System
6. Compressed Air System
7. Nitrogen System
8. Condensate System
Utility consumption for Kero Desulphurization Unit has been estimated
considering following basis:
In-house data for new units.
Utility system for refinery post Kero Desulphurization Unit is arrived considering
the new requirement is supplied from existing utility system. The details of
existing utility systems installed in the refinery are given in Annexure C of Section
5 Design Basis.
7.1 REFINERY UTILITIES SUMMARY In LP study, there are four short-listed cases:
Case 1A (Kero Cut: 150-210, Gas Oil cut: 210-370, No new KHDS Unit)
Case 1D (Kero Cut: 170-210, Gas Oil cut: 210-370, No new KHDS Unit)
Case 2A (Kero Cut: 150-210, Gas Oil cut: 210-370, New KHDS Unit)
Case 2J (Kero Cut: 150-230, Gas Oil cut: 230-370, New KHDS unit)
7.1.1 ADDITIONAL UTILITY REQUIREMENT For Case 1A and 1D: In Case 1A and 1D there is no change in existing units utilities because there is
only rearrangement of product profile and no revamp of units is required. Also
there is no New KHDS unit in these two cases.
Hence, no new utility system is required for these two cases.
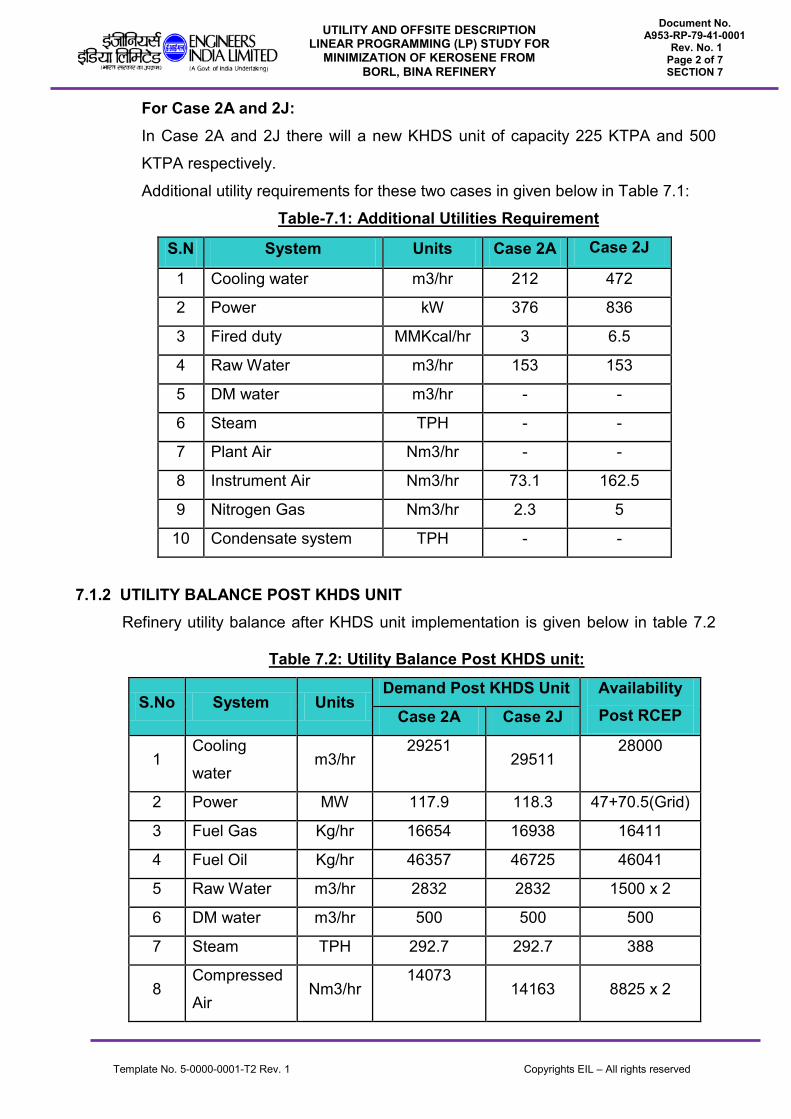
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 2 of 7 SECTION 7
For Case 2A and 2J: In Case 2A and 2J there will a new KHDS unit of capacity 225 KTPA and 500
KTPA respectively.
Additional utility requirements for these two cases in given below in Table 7.1:
Table-7.1: Additional Utilities Requirement
S.N System Units Case 2A Case 2J
1 Cooling water m3/hr 212 472
2 Power kW 376 836
3 Fired duty MMKcal/hr 3 6.5
4 Raw Water m3/hr 153 153
5 DM water m3/hr - -
6 Steam TPH - -
7 Plant Air Nm3/hr - -
8 Instrument Air Nm3/hr 73.1 162.5
9 Nitrogen Gas Nm3/hr 2.3 5
10 Condensate system TPH - -
7.1.2 UTILITY BALANCE POST KHDS UNIT Refinery utility balance after KHDS unit implementation is given below in table 7.2
Table 7.2: Utility Balance Post KHDS unit:
S.No System Units Demand Post KHDS Unit Availability
Post RCEP Case 2A Case 2J
1 Cooling
water m3/hr
29251 29511
28000
2 Power MW 117.9 118.3 47+70.5(Grid)
3 Fuel Gas Kg/hr 16654 16938 16411
4 Fuel Oil Kg/hr 46357 46725 46041
5 Raw Water m3/hr 2832 2832 1500 x 2
6 DM water m3/hr 500 500 500
7 Steam TPH 292.7 292.7 388
8 Compressed
Air Nm3/hr
14073 14163 8825 x 2
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 3 of 7 SECTION 7
9 Nitrogen Nm3/hr 2517.3 2520 1500 x 2
10 Condensate
system TPH 58.8 58.8 50 x 2
*Fuel Gas LHV= 12340 Kcal/kg, Refinery Fuel Oil LHV= 9500 Kcal/kg
7.1.3 COOLING WATER SYSTEM Total CW requirement post KHDS Unit as shown in Table 7.2 above:
For Case 2A= 29251 m3/hr (29039+212)
For Case 2J= 29511 m3/hr (29039+472)
Cooling tower design capacity post KHDS unit required is about 29515 m3/hr.
One additional cell same as existing Cell of capacity 4000 m3/hr will be required
for augmentation of refinery cooling tower. Hence total no of cells in post KHDS
unit will be (8W+1S) each of capacity 4000 m3/hr.
The type of cooling towers will be counter/ cross flow type with flameproof
motors. Cooling tower shall be specified to cool water from 45°C to 33°C. Height
of cooling tower is 18 m.
Cooling Tower fan shall be made of FRP and motor shall be suitable for Area
Classification Zone-2. Oil skimmer will be provided in the sump to remove
floating oil to OWS. HC, H2S detector will be provided at the cooling tower top.
The indication /alarm for the detectors shall be provided in MCR in offsite panel.
The basin of each cell will have provision to isolate for maintenance.
Blow down from this cooling tower shall be routed to RO/DM FEED.
Recirculating cooling water pumps: Post RCEP there will be (4W+1S) pumps of capacity 8000 m3/hr each, which shall be
adequate for post KHDS requirements also.
7.1.4 POWER SYSTEM
Total Power requirement post KHDS requirement will be 117.9 MW (for Case 2A)
and 118.3 MW (for case 2J) as shown in Table 7.2 above. Post KHDS
implementation power available from CPP will be same as existing i.e. 47 MW.
The balance power 70.9 MW (Case 2A) and 71.3 MW (Case 2J) shall be sourced
from Grid power.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 4 of 7 SECTION 7
7.1.5 FUEL OIL AND FUEL GAS SYSTEM
The fuel requirement for the BINA Refinery project would be met by fuel oil and
fuel gas generated internally from various process units.
Furnaces within process units would operate partially by fuel gas system and
partially by fuel oil system. For CPP, the CBFC boilers are operated on 50:50 pet
coke and Indonesian coal as primary fuel and HSD will continue as start up fuel.
Utility boiler is designed to run on Fuel Gas/Fuel Oil or both. As there is common
requirement of fuel oil sulphur specification of 0.5%, currently only one type of fuel
oil is used in the refinery for CDU/VDU and rest of the refinery units. IFO and
RFO systems are interconnected in the CDU unit.
Post RCEP Fuel gas and Fuel oil system is found adequate for the purpose of this
study also. There are minor increment in fired duty as can be seen from Table 7.1
and Table 7.2 above which can be accommodated in post RCEP Fuel Gas and
Fuel Oil systems without any modification.
7.1.6 RAW WATER SYSTEM
Raw water is being made available at the refinery battery limit from the Betwa
River. Raw water from river is pumped to refinery through pipeline. At existing
refinery, raw water reservoir along with filtration and pumping facilities have
already been provided. A raw water reservoir is provided to ensure uninterrupted
supply of raw water. The raw water from the reservoir is pumped, treated and
filtered in a raw water treatment plant (RWTP)
Since no major augmentation is required for Refinery Cooling Tower, the existing
raw water system will be adequate as can be seen in Table 7.2 above as well.
7.1.7 DM WATER SYSTEM
DM water system comprises of RO system, storage and pumping facilities in the
existing refinery to meet the total demand for the process unit requirement as well
as CPP requirements.
There is no addition DM water requirement post KHDS unit implementation as
can be seen from Table 7.1 and Table 7.2 above. Hence no change in DM water
system is envisaged under this study.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 5 of 7 SECTION 7
7.1.8 STEAM SYSTEM The steam shall be produced in the captive power plant. The fuel to CPP will be
50:50 pet coke and Indonesian Coal. Steam is consumed in the refinery at three
levels, viz. High Pressure (HP) Steam, Medium Pressure (MP) Steam and Low
Pressure (LP) Steam. Steam is also generated at all three levels within process
units/facilities.
As it is evident from the Table 7.1 and Table 7.2 above there are no additional
steam requirement post KHDS unit implementation. Hence, steam system is
same as post RCEP project.
7.1.9 COMPRESSED AIR SYSTEM
Compressed air required for all of the above uses is generated at a centralised
location in the plant and distributed to the various users through headers. This
system was designed to supply compressed air to the various users at the
required conditions, quality and quantity.
As can be seen from Table 7.2 above compressed Air requirement post KHDS
implementation can be met with the post RCEP project compressed air system.
Hence, no modifications are envisaged in compressed air system for KHDS
implementation.
7.1.10 NITROGEN SYSTEM
High purity Nitrogen is required in the refinery for two purposes: Continuous
requirement (During catalyst regeneration, Blanketing of surge drums and storage
tanks, Purging of compressor seals) and intermittent requirement (Purging of
systems during start-ups and shut-downs, Catalyst Regeneration).
The nitrogen generated in the cryogenic air separation plant is distributed to the various
users through existing distribution systems. Adequacy of the existing distribution system
was checked and found adequate for post KHDS implementation flow as well.
7.1.11 CONDENSATE SYSTEM
Steam is being used in the complex as process steam, motive fluid for steam
turbine drives, ejector, heating etc. Condensate results from the steam reboilers,
condensate steam drives etc. Within each unit, suspect and pure condensate will
have segregated collection system. The units having condensing steam drives
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 6 of 7 SECTION 7
shall have separate headers for suspect, pure and surface condensates. During
normal operation, the suspect condensate and tracer condensate shall be treated
in a Centralized Condensate Polishing Unit (CPU) before use. However, the pure
condensate and surface condensate shall be directed to polished condensate
tanks.
Since there is no new generation of condensate from KHDS unit as given in Table
7.1. Hence, Condensate system post RCEP shall be adequate after KHDS
implementation as well.
7.2 AMINE SYSTEM
Lean Amine requirement of new KHDS unit is 625 Kg/Hr (for 500 KTPA KHDS)
same shall be taken from lean amine header coming to HCU/DHDT Unit, Similarly
, Rich amine generated shall be routed to rich amine header of HCU/DHDT.
Existing ARU is found to be capable of taking care of this additional requirement.
7.3 HYDROGEN REQUIREMENT
Make up Hydrogen requirement of New KHDS unit of 500 KTPA capacity is
about 190 kg/hr of 99.9 mol% purity at 20kg/cm2g pressure. This hydrogen shall
be taken from existing Hydrogen header. Existing Hydrogen unit has sufficient
margin to take care this additional requirement.
7.4 OFFSITE DESCRIPTION The offsite facilities of existing refinery consists of a) Tank Farm b) Interconnection of process lines between process units c) Product Run down lines from refinery to Dispatch Terminal
7.4.1 TANK FARM
Tank Farm facilities are designed to store and transfer feed, intermediate and
finished products. The storage capacities are based on the crude, intermediate
and finished products material balance vis-à-vis number of days of stock
requirements. The summary of existing feed, intermediate and product storage
tanks in tables C.2 and C.3 of section 5 of this LP study report.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 7 of 7 SECTION 7
No new tankages are required under this project. Post implementation of New
KHDS Unit, Kerosene production from the refinery will be Nil for selected case
and there will be increase in diesel production. Hence existing Kerosene product
tanks 05A, 05B, 05C available in BDT area can be utilized for storing the Diesel
products and 05D, 05E can be used to store the high Sulphur Kerosene in case
KHDS unit is down.
Existing Tankages shall be utilized for all the other products without any operating
philosophy change.
New pumping facility including OSBL line shall be provided to pump the high
Sulphur Kerosene which is stored in 05D, 05E tanks at BDT to KHDS unit for
reprocessing.
Kerosene Reprocessing Pump:
Type : Horizontal centrifugal
Type of Drive : Electric motor
No. of pumps : 1 operating +1 standby
Capacity : 100 m3/hr
7.4.2 INTERCONNECTION OF PROCESS LINES BETWEEN PROCESS UNITS
Since there is no change in capacities of units in comparison to capacities
envisaged under RCEP project, there will not be any change in sizes of existing
interconnecting process lines.
New interconnecting offsite lines shall be considered for New KHDS Unit. Size
and number of lines shall be finalized during design stage.
7.4.3 PRODUCT RUN DOWN LINES FROM REFINERY TO MARKETING TERMINAL
Final Products are received to Marketing Terminal from Refinery through piping.
The maximum length of each pipe from Refinery to Bina Dispatch Terminal is 2.5
Kms. These pipes are above ground lines on Pipe sleepers.
Since there is no change in capacities of units in comparison to capacities
envisaged under RCEP project, there will not be any change in sizes of existing
product run down lines from refinery to marketing terminal.
Existing Kerosene rundown line shall be utilised to route the desulphurized
kerosene from new KHDS to marketing terminal to blend it with diesel.

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
UTILITY AND OFFSITE DESCRIPTION LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 8 of 7 SECTION 7

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1 SECTION 8
PROJECT COST ESTIMATE LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 8.0 PROJECT COST ESTIMATE

PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 1 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
CHAPTER 8
PROJECT COST ESTIMATE
PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 2 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
8.1 INTRODUCTION Bharat Oman Refineries Limited (BORL) Refinery was implemented as part of the New Refinery Project and commissioned in June-2010. Refinery has been designed for 65: 35 weight blend of Arabian Light and Arabian Heavy for a crude processing capacity of 6.0MMTPA.
BORL is currently carrying out low cost debottlenecking project to increase present refinery capacity from 6.0 MMTPA to 7.8 MMTPA by taking advantage of the inherent margins in the system design with fewer additional facilities.
Meantime an industry meeting was held at CHT, Noida on 17th Feb’16 for the reduction of Sulphur in kerosene /ATF. It was deliberated and finalized to reduce the Sulphur content in SKO from present 0.25 wt% to 0.20 wt% and similar reduction of sulphur in ATF specification is also expected.
In view of the above, BORL wants to study the various options available to minimize the kero production and sulphur reduction in Kero/ATF along with following overall objectives:
Meeting BS – V/VI specifications for MS and HSD. Maximization of Diesel Production.
BORL engaged Engineers India Limited to do a LP study for studying various options to achieve the above said objectives. Capital cost estimate within an accuracy of ±30% has been submitted for four cases. Under this study Case 2J was the final selected case and 500 KTPA New Kero Hydro Desulphurization Unit (KHDS) [EIL & IOCL R&D Technology] was proposed to implement in BORL refinery, BORL now wants the cost estimate with ±20% accuracy for the selected case to facilitate project approval process
8.2 SCOPE Based on equipment list with brief specifications, unit cost estimate has been prepared. Other facilitates such as cooling tower, offsite pumps and pipeline from unit to marketing terminal are also in the scope of work. Based on scope, cost estimate for Case 2J has been prepared with ±20% accuracy.
8.3 PROJECT COST Capital cost estimate for the identified scope works for above cases are as under-
Sl.No. Cases Total Capital Cost in ` Crore
1 Case 2J 232.77

PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 3 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
Validity of Cost estimate is as of 1st Qtr 2017 price basis.
This Project cost estimate shall be read along with Key assumptions and Exclusions listed at para 8.4 & 8.5
8.4 KEY ASSUMPTIONS The basic assumptions made for working out the Project cost estimate are as under:
Cost estimate is valid as of 1st Qtr 2017 price basis.
No provision has been made for any future escalation
Project would be implemented on conventional mode.
Process units cost estimate is based on equipment list with brief specifications.
EPCM services cost provision is as a factor basis and is indicative.
Existing facilities of BORL such as land, Infrastructure, Construction site, General facilities and Township shall be used for this project.
Site Development and Road & Buildings are not envisaged for this project.
8.5 EXCLUSIONS Following costs have been excluded from the Project cost estimate:
Forward escalation
Cost towards statutory clearances
8.6 ESTIMATION METHODOLOGY Cost estimate is based on cost information available from EIL’s current in-house cost
data and Engineering inputs for cost estimation purpose. In-house cost data has been analyzed and adopted for estimation after incorporating specific project conditions. Cost data has been updated to prevailing price level using relevant economic indices.
These Cost estimates are subject to identified scope of work and engineering inputs / technical information, the qualifications, assumptions and exclusions stated herein.
The accuracy of these estimates is targeted at +20% based on the methodology used and the quality of the information available for cost estimation. Capital cost estimate is enclosed as Annexure.
Process Units
The cost estimate for Process units has been prepared based on equipment list with brief specifications and inhouse cost data.
Catalyst and Chemicals cost is included under unit cost.
A factored approach has been adopted to estimate the cost for piping, electrical, instrumentation, spares and construction costs. These costs may vary depending upon
PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 4 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
the quantum of work assessed during detailed engineering. Piping cost represents ISBL cost for Process unit. Electricals cost includes equipment cost for unit sub-station, MCC, PCC, cables etc. within ISBL.
Utilities & Off-sites
Cost for Cooling Water System is considered based on in-house cost data. One cooling tower cell of 4000 m3/hr is installed in series with existing cooling tower in refinery, no additional cost towards electrical and instrumentation are envisaged.
Cost for Kerosene Reprocessing Pump is based on technical inputs and inhouse cost data
Cost estimate includes the cost of kerosene reprocessing pipeline from unit to marketing terminal.
Scope of Factors
The factors used under Process units are for the following items: Civil and structural items for foundations, technical structures, pipe-racks materials
and labour Installation of Equipment Piping materials supply and installation. Electrical & Instrumentation materials supply and installation. Insulation, Painting and fireproofing materials supply and installation. The factors exclude the following items:
Piling works Any unusual construction requirements
Indirect Costs, Exchange Rates
The cost estimate is based on following Exchange Rates & Indirect costs:
Exchange Rate Not applicable
Ocean Freight Not applicable
Port Handling Not applicable
Inland freight 5% of ex-works cost of indigenously sourced equipment
Insurance 1% of Total cost
PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 5 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
Statutory Taxes and Duties
Provision for statutory taxes & duties has been made as under:
Custom Duty Not applicable
Excise Duty 12.5% of ex-works cost of indigenously sourced equipment.
Central Sales Tax 2% on ex-works cost of indigenously sourced equipment including excise duty.
State Entry Tax 1%
Service Tax on Engineering
15.0% on Engineering Services (14%+ 0.5% swatch Bharat Cess + 0.5% Krishi Kalyan Cess
Service Tax on work contract
6.0% (15% of 40%) on Contract Value
VAT on Contracts 7.5% (12.5% of 60%) on Contract Value
Land and Site Development
Existing land is adequate for the project. Considering graded site is available, no cost provision has been made for site development.
Licensors fee
Provision for Basic engineering and license fee has been made based on in-house information. Cost includes provision for service tax @ 15.0%.
Project Management, Detailed Engineering, Procurement Services & Construction Supervision
A provision in the cost estimate has been kept towards the services of project management, detailed engineering, procurement services & construction supervision assistance as factor of project cost. This fee is indicative in nature. Cost includes provision for service tax @ 15.0%.
Piling
Piling is not required for the site.
Roads & Buildings
New roads & buildings are not envisaged for this project as existing shall meet the requirement.

PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 6 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
Effluent Treatment Plant
Existing Effluent Treatment Plant shall meet the requirement of this project.
Infrastructure facilities
Existing infrastructure facilities shall meet the requirement of this project
Construction Site Facilities
Power and Water shall be available at the battery limit of the plant by BORL. Further cost provision has not been made.
General Facilities
Existing General facilities shall meet the requirement of this project.
Township
Additional manpower is not envisaged for this project. Hence, no cost provision is considered.
Owners Construction Period Expenses
Cost provision for owner’s construction period expenses has been made as per in-house norms for items such as project management, salaries & wages, feasibility reports, training requirement, legal expenses, vehicles hire / rentals / maintenance, stationary, postage, travel etc. during project construction period.
Start-up & Commissioning
A provision has been made for chemicals & consumables, vendor servicemen, technician & operators required during start-up and commissioning period as factor of Plant and machinery cost.
Contingency
Provision for contingency has been made @ 10% of capital cost excluding interest during construction. This provision has been kept to take care of inadequacies in estimate basis definitions (including design and execution) and inadequacies in estimating methods and data elements.
Working Capital Margin
Working Capital Margin is excluded
Interest during construction
Interest during construction period required for the project has been worked out based on following:
Debt - Equity ratio : 2:1
PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 7 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
Rate of interest : 9.0%
Construction period : 30 months
Expenditure Pattern : Equity before debt
Details are given in Financial Analysis under Chapter 8.7.
8.7 FINANCIAL ANALYSIS
Based on capital cost, operating cost and sales revenue, financial analysis have been carried out for calculating internal rate of return (IRR) with a view to establish viability of the project. The basis of financial analysis is as under:
1 Construction Period 30 months 2 Project Life 20 years 3 Debt / Equity Ratio 2:1 4 Expenditure Pattern Equity before debt
5 Loan Repayment period 9 years
6 Moratorium Period 1 Year 7 Upfront Fee - 8 Interest on Long Term Debt 9.5% 9 Capital Phasing (Total)
))Capital)
1 Year 20% 2 Year 40% 3 Year 40% 4 Year
10 Capacity Build – up
1st year 80% 2nd year onwards 100%
11 Corporate Tax Rate
@30%+12% surcharge+3%
educational cess
12 MAT Not applicable
Annual operating cost has been computed considering costs towards crude prices, utilities and fixed operating cost (Salaries & wages are excluded, General Administrative expenses@ 0.5% of plant & machinery, Repair & Maintenance @ 1% of Plant & Machinery and Insurance & taxes @ 0.5% of the capital cost). Annual Sales Revenue is

PROJECT COST ESTIMATES LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE
FROM BORL, BINA REFINERY
Document No. A953-FR-68-42-0002
Rev No 0 Section 8
Page 8 of 8
Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
based on product slate for various configurations and prices as provided by Client. Details of annual operating cost and Sales revenue is enclosed as Annexure. Operating cost and Sales revenue is based on differential basis.
Financial Analysis of project has been worked out as per above details.
Based on above methodology, Capital cost estimate, Operating cost, Sales revenue on differential basis and financial analysis has been carried out for the following cases and the results are summarized below:
All cost in Rs lacs
Sr No Case 2J
1 Yr Average
Price
3 Yr Average
Price
1 Capital Cost 232 77 232 77
2 Variable Operating Cost 59 60
3 Fixed Operating Cost 3 63 3 63
4 Total Operating Cost 4 21 4 23
5 Sales Revenue 152 92 118 72 6 IRR on Total Capital
Pre-Tax 43.87% 35.97%
Post-Tax 38.60% 31.78%
7 IRR on Equity
Pre-Tax 50.84% 41.71%
Post-Tax 45.00% 36.99%
Enclosures:
Capex, Opex & Sales Revenue
1. Project cost Summary (1 Sheet)
2. Unit Cost summary (1 Sheet)
3. U&O Summary (1 Sheet)
4. Annual Operating cost & Sales Realization 1 yr Avg (2 sheets)
5. Annual Operating cost & Sales Realization 3 yr Avg (2 sheets)

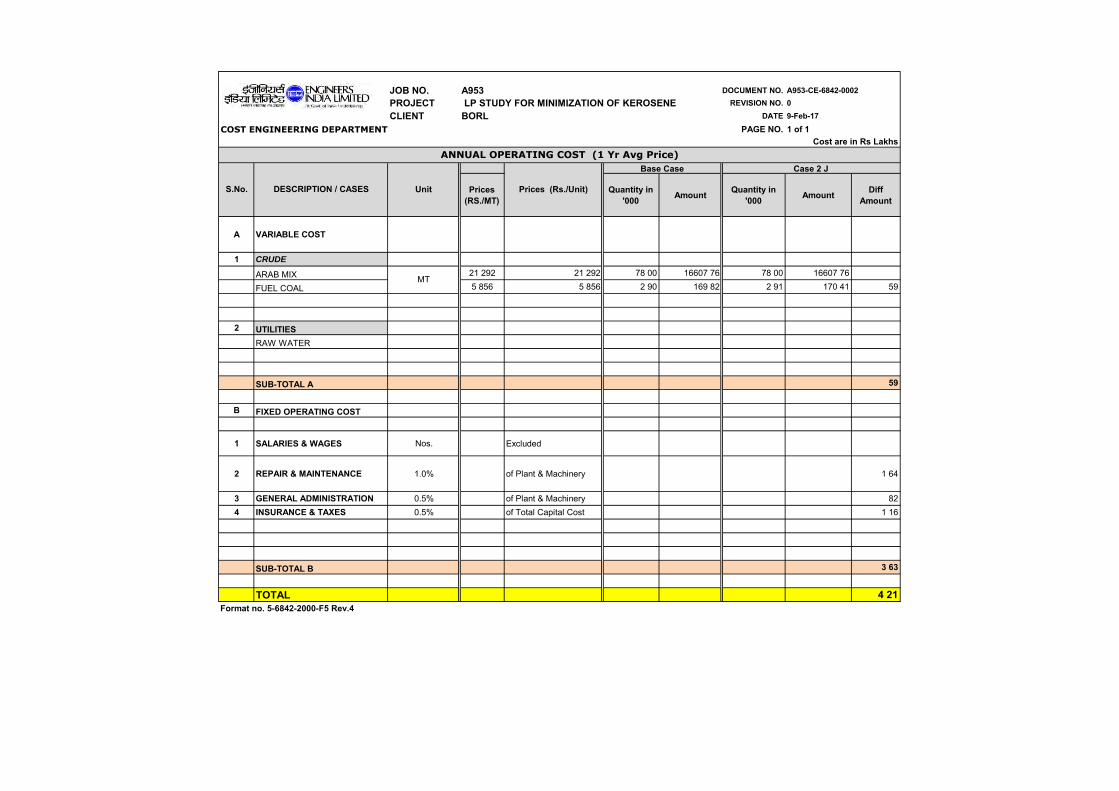
JOB NO. A953 DOCUMENT NO. A953-CE-6842-0002PROJECT LP STUDY FOR MINIMIZATION OF KEROSENE REVISION NO. 0CLIENT BORL DATE 9-Feb-17
COST ENGINEERING DEPARTMENT PAGE NO. 1 of 1Cost are in Rs Lakhs
Prices (RS./MT)
Quantity in '000 Amount Quantity in
'000 Amount Diff Amount
A VARIABLE COST
1 CRUDE
ARAB MIX 21 292 21 292 78 00 16607 76 78 00 16607 76
FUEL COAL 5 856 5 856 2 90 169 82 2 91 170 41 59
2 UTILITIES
RAW WATER
SUB-TOTAL A 59
B FIXED OPERATING COST
1 SALARIES & WAGES Nos. Excluded
2 REPAIR & MAINTENANCE 1.0% of Plant & Machinery 1 64
3 GENERAL ADMINISTRATION 0.5% of Plant & Machinery 824 INSURANCE & TAXES 0.5% of Total Capital Cost 1 16
SUB-TOTAL B 3 63
TOTAL 4 21Format no. 5-6842-2000-F5 Rev.4
Prices (Rs./Unit)
MT
Base CaseANNUAL OPERATING COST (1 Yr Avg Price)
Case 2 J
S.No. DESCRIPTION / CASES Unit

JOB NO. A953 DOCUMENT NO. A953-CE-6842-0002PROJECT LP STUDY FOR MINIMIZATION OF KEROSENE REVISION NO. 0CLIENT BORL DATE 9-Feb-17
COST ENGINEERING DEPARTMENT PAGE NO. 1 of 1Cost are in Rs Lakhs
Prices (RS./MT) Quantity in '000 Amount Quantity in
'000 Amount Diff Amount
A SALE OF PRODUCTS
1 MIXED LPG 30 279 30 279 3 24 981 04 3 24 981 04 2 NAPHTHA SALES 24 608 24 608 3 BS VI GASOLINE 36 821 36 821 13 46 4956 11 13 52 4978 20 22 094 KEROSENE 27 571 27 571 4 73 1304 11 -1304 115 HYDROTREATED KERO 27 571 27 571 29 79 96 -79 966 ATF 32 095 32 095 5 00 1604 75 5 00 1604 75 7 BS VI DIESEL 31 177 31 177 37 88 11810 16 42 74 13325 05 1514 898 SULPHUR 7 056 7 056 1 42 100 20 1 42 100 20 9 DCU COKE PRODUCT 5 749 5 749 2 77 159 25 2 77 159 25
10 FUEL & LOSS 6 30 6 41 11 CPP FULE LOSS 5 81 5 81
TOTAL 152 92Format no. 5-6842-2000-F5 Rev.4
Base Case
MT
Case 2JANNUAL SALES (1 Yr Avg Price)
S.No. DESCRIPTION / CASES Unit Prices (Rs./Unit)
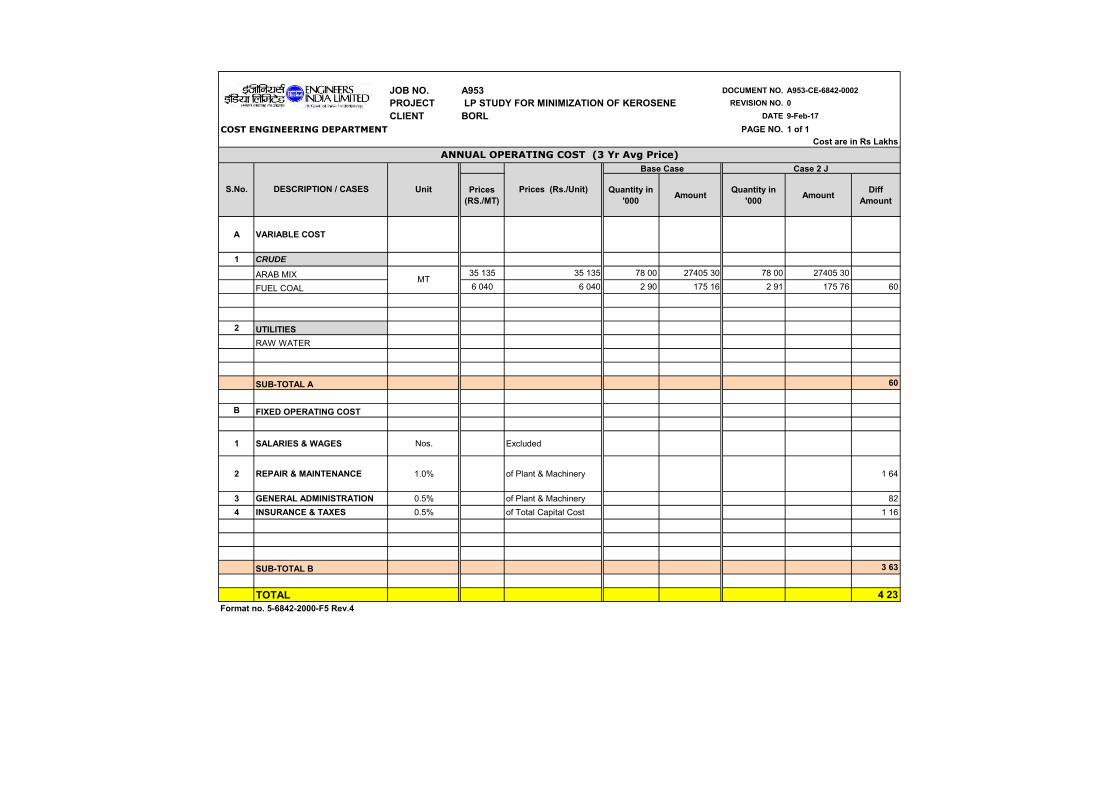
JOB NO. A953 DOCUMENT NO. A953-CE-6842-0002PROJECT LP STUDY FOR MINIMIZATION OF KEROSENE REVISION NO. 0CLIENT BORL DATE 9-Feb-17
COST ENGINEERING DEPARTMENT PAGE NO. 1 of 1Cost are in Rs Lakhs
Prices (RS./MT)
Quantity in '000 Amount Quantity in
'000 Amount Diff Amount
A VARIABLE COST
1 CRUDE
ARAB MIX 35 135 35 135 78 00 27405 30 78 00 27405 30
FUEL COAL 6 040 6 040 2 90 175 16 2 91 175 76 60
2 UTILITIES
RAW WATER
SUB-TOTAL A 60
B FIXED OPERATING COST
1 SALARIES & WAGES Nos. Excluded
2 REPAIR & MAINTENANCE 1.0% of Plant & Machinery 1 64
3 GENERAL ADMINISTRATION 0.5% of Plant & Machinery 824 INSURANCE & TAXES 0.5% of Total Capital Cost 1 16
SUB-TOTAL B 3 63
TOTAL 4 23Format no. 5-6842-2000-F5 Rev.4
Prices (Rs./Unit)
MT
Base CaseANNUAL OPERATING COST (3 Yr Avg Price)
Case 2 J
S.No. DESCRIPTION / CASES Unit
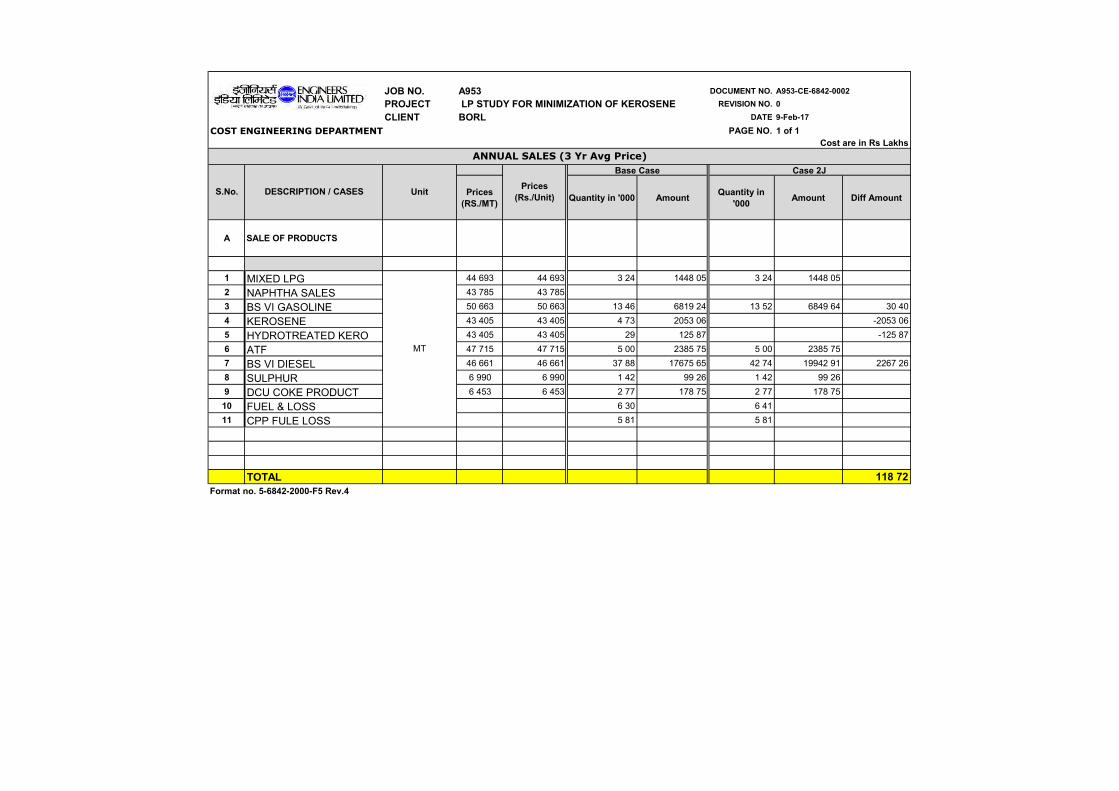
JOB NO. A953 DOCUMENT NO. A953-CE-6842-0002PROJECT LP STUDY FOR MINIMIZATION OF KEROSENE REVISION NO. 0CLIENT BORL DATE 9-Feb-17
COST ENGINEERING DEPARTMENT PAGE NO. 1 of 1Cost are in Rs Lakhs
Prices (RS./MT) Quantity in '000 Amount Quantity in
'000 Amount Diff Amount
A SALE OF PRODUCTS
1 MIXED LPG 44 693 44 693 3 24 1448 05 3 24 1448 05 2 NAPHTHA SALES 43 785 43 785 3 BS VI GASOLINE 50 663 50 663 13 46 6819 24 13 52 6849 64 30 404 KEROSENE 43 405 43 405 4 73 2053 06 -2053 065 HYDROTREATED KERO 43 405 43 405 29 125 87 -125 876 ATF 47 715 47 715 5 00 2385 75 5 00 2385 75 7 BS VI DIESEL 46 661 46 661 37 88 17675 65 42 74 19942 91 2267 268 SULPHUR 6 990 6 990 1 42 99 26 1 42 99 26 9 DCU COKE PRODUCT 6 453 6 453 2 77 178 75 2 77 178 75
10 FUEL & LOSS 6 30 6 41 11 CPP FULE LOSS 5 81 5 81
TOTAL 118 72Format no. 5-6842-2000-F5 Rev.4
Base Case
MT
Case 2JANNUAL SALES (3 Yr Avg Price)
S.No. DESCRIPTION / CASES Unit Prices (Rs./Unit)
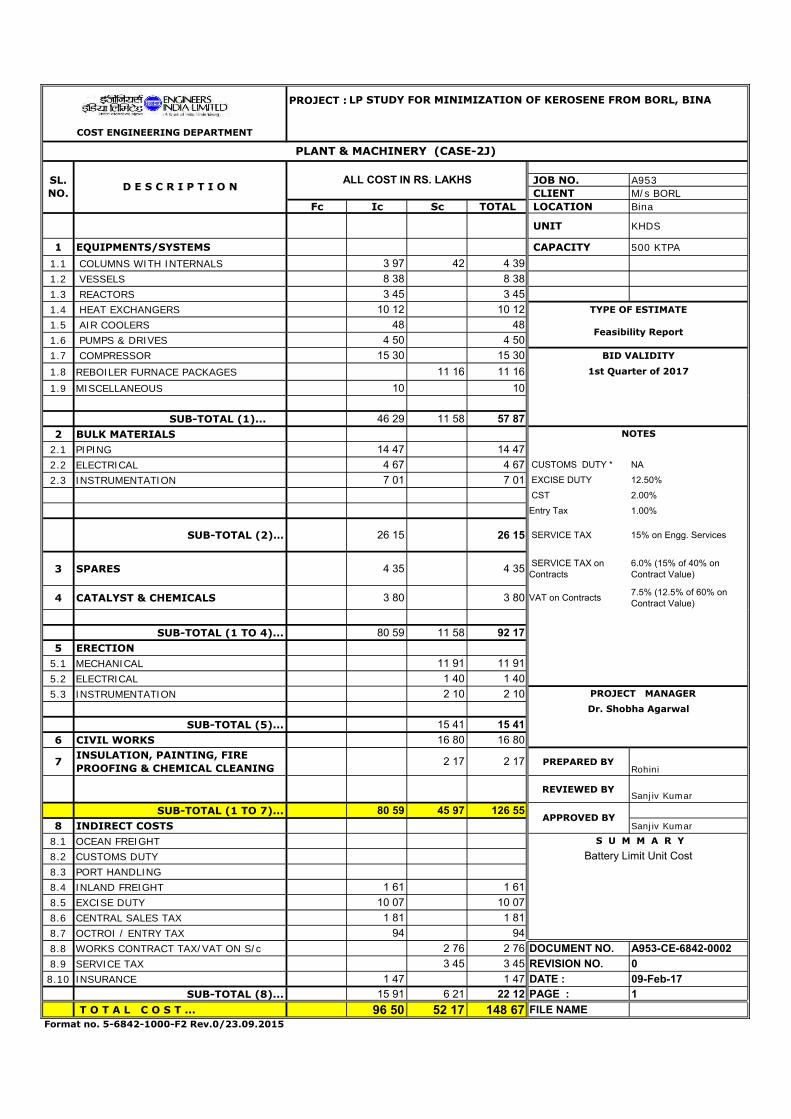
PROJECT :
SL. JOB NO. A953
NO. CLIENT M/s BORL
Fc Ic Sc TOTAL LOCATION Bina
UNIT KHDS
1 EQUIPMENTS/SYSTEMS CAPACITY 500 KTPA
1.1 COLUMNS WITH INTERNALS 3 97 42 4 391.2 VESSELS 8 38 8 381.3 REACTORS 3 45 3 451.4 HEAT EXCHANGERS 10 12 10 12 TYPE OF ESTIMATE
1.5 AIR COOLERS 48 481.6 PUMPS & DRIVES 4 50 4 501.7 COMPRESSOR 15 30 15 30 BID VALIDITY
1.8 REBOILER FURNACE PACKAGES 11 16 11 161.9 MISCELLANEOUS 10 10
SUB-TOTAL (1)... 46 29 11 58 57 872 BULK MATERIALS
2.1 PIPING 14 47 14 472.2 ELECTRICAL 4 67 4 67 CUSTOMS DUTY * NA
2.3 INSTRUMENTATION 7 01 7 01 EXCISE DUTY 12.50%
CST 2.00%Entry Tax 1.00%
SUB-TOTAL (2)… 26 15 26 15 SERVICE TAX 15% on Engg. Services
3 SPARES 4 35 4 35 SERVICE TAX on Contracts
6.0% (15% of 40% on Contract Value)
4 CATALYST & CHEMICALS 3 80 3 80 VAT on Contracts 7.5% (12.5% of 60% on Contract Value)
SUB-TOTAL (1 TO 4)... 80 59 11 58 92 175 ERECTION
5.1 MECHANICAL 11 91 11 915.2 ELECTRICAL 1 40 1 405.3 INSTRUMENTATION 2 10 2 10
SUB-TOTAL (5)... 15 41 15 416 CIVIL WORKS 16 80 16 80
7INSULATION, PAINTING, FIRE
PROOFING & CHEMICAL CLEANING 2 17 2 17 PREPARED BY
Rohini
REVIEWED BYSanjiv Kumar
SUB-TOTAL (1 TO 7)... 80 59 45 97 126 558 INDIRECT COSTS Sanjiv Kumar
8.1 OCEAN FREIGHT 8.2 CUSTOMS DUTY 8.3 PORT HANDLING 8.4 INLAND FREIGHT 1 61 1 618.5 EXCISE DUTY 10 07 10 078.6 CENTRAL SALES TAX 1 81 1 818.7 OCTROI / ENTRY TAX 94 948.8 WORKS CONTRACT TAX/VAT ON S/c 2 76 2 76 DOCUMENT NO. A953-CE-6842-00028.9 SERVICE TAX 3 45 3 45 REVISION NO. 08.10 INSURANCE 1 47 1 47 DATE : 09-Feb-17
SUB-TOTAL (8)... 15 91 6 21 22 12 PAGE : 1 T O T A L C O S T ... 96 50 52 17 148 67 FILE NAME
Format no. 5-6842-1000-F2 Rev.0/23.09.2015
PROJECT MANAGER
PLANT & MACHINERY (CASE-2J)
1st Quarter of 2017
D E S C R I P T I O NALL COST IN RS. LAKHS
Feasibility Report
S U M M A R Y
LP STUDY FOR MINIMIZATION OF KEROSENE FROM BORL, BINA
COST ENGINEERING DEPARTMENT
Dr. Shobha Agarwal
NOTES
Battery Limit Unit Cost
APPROVED BY

Total Capital EquityIRR (Pretax) 43.87% 50.84% Rev. No. 0IRR (Posttax) 38.60% 45.00% Page No._1____ of __1____
* All cost in Rs Lakhs
Job No. : A953Project : LP KeroseneClient : BORL
CONSTRUCTION PERIOD OPERATING PERIOD1 2 3 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
CASH INFLOWA EQUITY 4571 9142 253
B. DEBT 9311
C. OPERATING REVENUE 12234 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292 15292
D. SALVAGE VALUE 1156
CASH OUTFLOWE. MAIN INVESTMENT 4571 9142 9142
F. FINANCING CHARGES 421
TOTAL INVESTMENT 4571 9142 9564
G. OPERATING COST
H. ANNUAL FIXED COST 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363
I. ANNUAL VARIABLE COST 47 59 59 59 59 59 59 59 59 59 59 59 59 59 59 59 59 59 59 59
J. INTT. ON SHORT TERM LOAN
K. TOTAL COST 409 421 421 421 421 421 421 421 421 421 421 421 421 421 421 421 421 421 421 421
L. GROSS MARGIN(C+D-H-I-J) 11824 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 16026
M. DEPRICIATION (AS PER C.A.) 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1089
N. AMMORTIZATION (SEC. 35D) 33 33 33 33 33
O. NET MARGIN(L-M-N) 10632 13679 13679 13679 13679 13711 13711 13711 13711 13711 13711 13711 13711 13711 13711 13711 13711 13711 13782 16026
P. INTT. ON LONG TERM DEBT 885 860 762 663 565 467 369 270 172 74
Q. PROFIT BEFORE TAX(O-P) 9747 12819 12917 13015 13113 13245 13343 13441 13539 13638 13711 13711 13711 13711 13711 13711 13711 13711 13782 16026
R. TAX 1123 2111 2370 2569 2724 2853 2949 3027 3091 3144 4548 4574 4593 4607 4618 4626 4632 4637 4640 5004
S. PROFIT AFTER TAX(Q-R) 8625 10707 10547 10446 10389 10392 10393 10414 10448 10494 9163 9137 9118 9104 9093 9085 9079 9075 9142 11022
T. NET CASH FLOW 9784 11867 11706 11605 11549 11551 11553 11573 11608
U. LONG TERM DEBT REPAYMT 1035 1035 1035 1035 1035 1035 1035 1035 1035
ON TOTAL CAPITAL BEFORE TAX -4571 -9142 -9142 11824 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 14871 16026 AFTER TAX -4571 -9142 -9142 10701 12760 12501 12302 12147 12018 11921 11844 11780 11727 10322 10297 10278 10263 10253 10245 10239 10234 10231 11022ON EQUITY BEFORE TAX -4571 -9142 -253 10939 12976 13074 13173 13271 13369 13468 13566 13664 13762 14871 14871 14871 14871 14871 14871 14871 14871 14871 16026 AFTER TAX -4571 -9142 -253 9817 10865 10705 10604 10547 10517 10518 10539 10573 10618 10322 10297 10278 10263 10253 10245 10239 10234 10231 11022
S NO. DESCRIPTION
CASHFLOW STATEMENT - 1 YEAR AVG PRICE

Total Capital EquityIRR (Pretax) 35.97% 41.71% Rev. No. 0IRR (Posttax) 31.78% 36.99% Page No._1____ of __1____
* All cost in Rs Lakhs
Job No. : A953Project : LP KeroseneClient : BORL
CONSTRUCTION PERIOD OPERATING PERIOD1 2 3 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
CASH INFLOWA EQUITY 4571 9142 253
B. DEBT 9311
C. OPERATING REVENUE 9498 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872 11872
D. SALVAGE VALUE 1156
CASH OUTFLOWE. MAIN INVESTMENT 4571 9142 9142
F. FINANCING CHARGES 421
TOTAL INVESTMENT 4571 9142 9564
G. OPERATING COST
H. ANNUAL FIXED COST 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363 363
I. ANNUAL VARIABLE COST 48 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60
J. INTT. ON SHORT TERM LOAN
K. TOTAL COST 411 423 423 423 423 423 423 423 423 423 423 423 423 423 423 423 423 423 423 423
L. GROSS MARGIN(C+D-H-I-J) 9087 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 12605
M. DEPRICIATION (AS PER C.A.) 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1159 1089
N. AMMORTIZATION (SEC. 35D) 33 33 33 33 33
O. NET MARGIN(L-M-N) 7895 10257 10257 10257 10257 10290 10290 10290 10290 10290 10290 10290 10290 10290 10290 10290 10290 10290 10360 12605
P. INTT. ON LONG TERM DEBT 885 860 762 663 565 467 369 270 172 74
Q. PROFIT BEFORE TAX(O-P) 7010 9397 9496 9594 9692 9823 9922 10020 10118 10216 10290 10290 10290 10290 10290 10290 10290 10290 10360 12605
R. TAX 523 1362 1621 1820 1975 2104 2200 2278 2342 2395 3479 3504 3523 3537 3548 3556 3562 3567 3570 3934
S. PROFIT AFTER TAX(Q-R) 6487 8035 7875 7774 7717 7719 7721 7742 7776 7821 6812 6786 6767 6753 6742 6734 6728 6723 6790 8671
T. NET CASH FLOW 7646 9194 9034 8933 8876 8879 8880 8901 8935
U. LONG TERM DEBT REPAYMT 1035 1035 1035 1035 1035 1035 1035 1035 1035
ON TOTAL CAPITAL BEFORE TAX -4571 -9142 -9142 9087 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 11449 12605 AFTER TAX -4571 -9142 -9142 8564 10087 9829 9629 9474 9346 9249 9171 9107 9054 7971 7945 7926 7912 7901 7893 7887 7883 7879 8671ON EQUITY BEFORE TAX -4571 -9142 -253 8202 9555 9653 9752 9850 9948 10046 10145 10243 10341 11449 11449 11449 11449 11449 11449 11449 11449 11449 12605 AFTER TAX -4571 -9142 -253 7679 8193 8032 7931 7875 7844 7846 7866 7901 7946 7971 7945 7926 7912 7901 7893 7887 7883 7879 8671
S NO. DESCRIPTION
CASHFLOW STATEMENT - 3 YEAR AVG PRICE
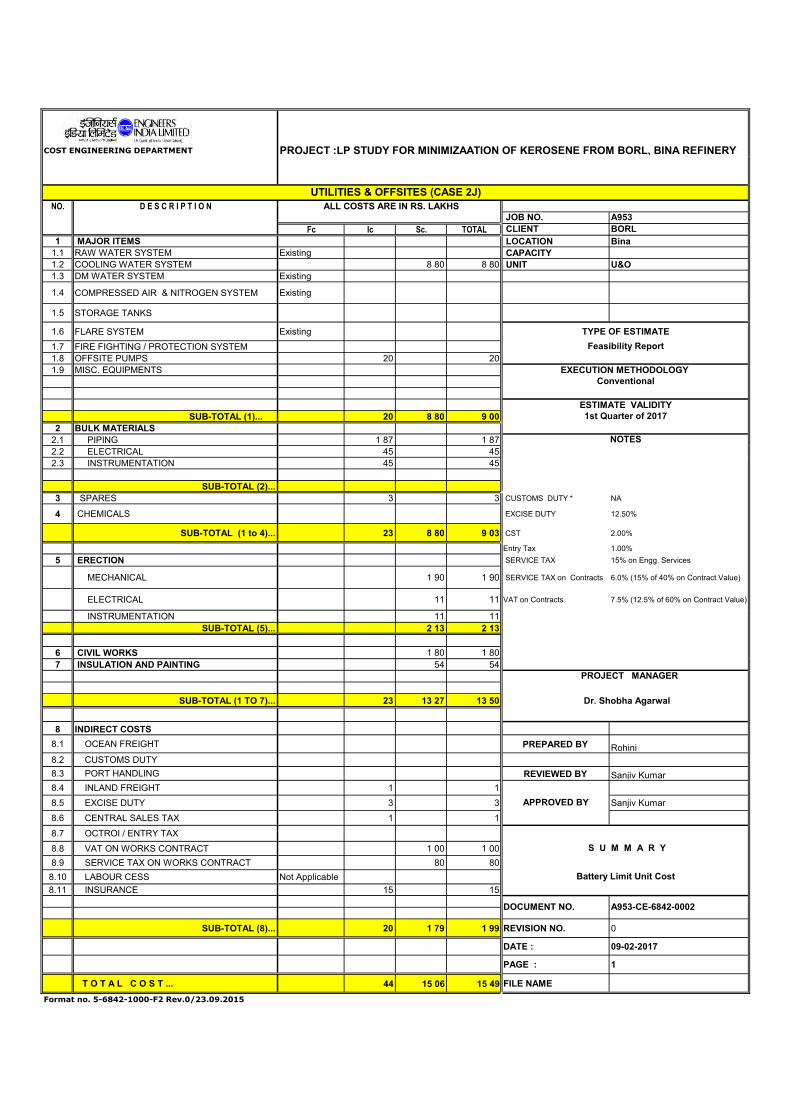
COST ENGINEERING DEPARTMENT PROJECT :LP STUDY FOR MINIMIZAATION OF KEROSENE FROM BORL, BINA REFINERY
NO. D E S C R I P T I O N ALL COSTS ARE IN RS. LAKHS JOB NO. A953
Fc Ic Sc. TOTAL CLIENT BORL1 MAJOR ITEMS LOCATION Bina
1.1 RAW WATER SYSTEM Existing CAPACITY 1.2 COOLING WATER SYSTEM 8 80 8 80 UNIT U&O1.3 DM WATER SYSTEM Existing
1.4 COMPRESSED AIR & NITROGEN SYSTEM Existing
1.5 STORAGE TANKS
1.6 FLARE SYSTEM Existing TYPE OF ESTIMATE1.7 FIRE FIGHTING / PROTECTION SYSTEM1.8 OFFSITE PUMPS 20 201.9 MISC. EQUIPMENTS EXECUTION METHODOLOGY
ESTIMATE VALIDITYSUB-TOTAL (1)... 20 8 80 9 00
2 BULK MATERIALS2.1 PIPING 1 87 1 872.2 ELECTRICAL 45 452.3 INSTRUMENTATION 45 45
SUB-TOTAL (2)...3 SPARES 3 3 CUSTOMS DUTY * NA
4 CHEMICALS EXCISE DUTY 12.50%
SUB-TOTAL (1 to 4)... 23 8 80 9 03 CST 2.00%
Entry Tax 1.00%5 ERECTION SERVICE TAX 15% on Engg. Services
MECHANICAL 1 90 1 90 SERVICE TAX on Contracts 6.0% (15% of 40% on Contract Value)
ELECTRICAL 11 11 VAT on Contracts 7.5% (12.5% of 60% on Contract Value)
INSTRUMENTATION 11 11SUB-TOTAL (5)... 2 13 2 13
6 CIVIL WORKS 1 80 1 807 INSULATION AND PAINTING 54 54
SUB-TOTAL (1 TO 7)... 23 13 27 13 50 Dr. Shobha Agarwal
8 INDIRECT COSTS8.1 OCEAN FREIGHT PREPARED BY Rohini8.2 CUSTOMS DUTY8.3 PORT HANDLING REVIEWED BY Sanjiv Kumar8.4 INLAND FREIGHT 1 18.5 EXCISE DUTY 3 3 Sanjiv Kumar8.6 CENTRAL SALES TAX 1 18.7 OCTROI / ENTRY TAX 8.8 VAT ON WORKS CONTRACT 1 00 1 008.9 SERVICE TAX ON WORKS CONTRACT 80 80
8.10 LABOUR CESS Not Applicable8.11 INSURANCE 15 15
SUB-TOTAL (8)... 20 1 79 1 99 REVISION NO. 0
DATE : 09-02-2017
PAGE : 1
T O T A L C O S T ... 44 15 06 15 49 FILE NAMEFormat no. 5-6842-1000-F2 Rev.0/23.09.2015
A953-CE-6842-0002DOCUMENT NO.
Battery Limit Unit Cost
S U M M A R Y
NOTES
PROJECT MANAGER
APPROVED BY
UTILITIES & OFFSITES (CASE 2J)
Feasibility Report
Conventional
1st Quarter of 2017
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1 SECTION 9
HEALTH SAFETY & ENVIRONMENT LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 9.0 HEALTH SAFETY & ENVIRONMENT
0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 2 SECTION 9
HEALTH SAFETY & ENVIRONMENT LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
9.0 HEALTH AND SAFETY In order to ensure identification of any hazards associated with the project, which could adversely affect the health and safety of personnel both within and outside the complex, and the environment, a sound Health, Safety and Environment (HSE) policy is proposed to be adopted during the course of project execution with primary objectives as under. a) Provide clearly defined safety system goals for the design aspects of the
project. b) Ensure a safe working environment for all plant personnel. c) Through intrinsic safety in design, eliminate the potential for occurrence of
hazardous scenarios that can result in injuries, environmental damage, business interruptions or loss of assets.
d) Minimize the risk and consequences of an accident which cannot be eliminated by intrinsic safety in design.
e) Maintain satisfactory means of escape and evacuation from any conceivable incident.
f) Minimize the potential for pollution of the environment from accidental spills, venting or flaring of hazardous materials.
In order to ensure the above, following HSE related studies shall be done during the engineering stage:
- Hazard identification (HAZID) study - Hazard and Operability Study (HAZOP) - Quantitative Risk Assessment (QRA) Study - Environmental Impact Assessment (EIA) - Hazardous Area Classification
Other health hazards that are proposed to be studied are as follows: a) Lighting b) Noise c) Thermal Environment
9.1 ENVIRONMENT
Wastes are streams that are not produced for sale or internal consumption. Some of these wastes may be toxic, poisonous, flammable and harmful to the environment. Hence, it is of utmost importance that the wastes generated are disposed off safely. When waste production cannot be avoided, the following design principles shall be adopted to achieve environmental compliance: a) Minimise the waste generation b) Safe disposal facilities within development boundary c) Safe disposal facilities outside the unit.
0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 2 of 2 SECTION 9
HEALTH SAFETY & ENVIRONMENT LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Wastes generated are of three types: a) Solid b) Liquid
i. Aqueous ii. Non-aqueous
c) Gaseous i. Point source gaseous emissions ii. Fugitive emissions
Adequate care will be taken in process design to minimize the quantity of waste produced. In addition, solid, liquid and gaseous wastes generated from various processes in the refinery will be handled in a manner that minimizes their impact on the environment. Some of the measures to be taken are as follows: Solid Waste - It is recommended to dispose off solid waste such as spent
catalyst, tank bottom sludge and ETP sludge in secured landfills outside the refinery complex.
Liquid waste - A fully fledged Effluent Treatment Plant (ETP) based on the state-of the art Reverse Osmosis (RO) technology has been considered in the configuration to treat various liquid effluents generated in the refinery complex.
Gaseous Effluents - Atmospheric emissions related to the proposed facilities emanate mainly from the stacks located in various process units and in the CPP.
- SOx Control - In order to control SOx emissions according to NEMA
guidelines, it is proposed to use internal fuel oil with maximum sulphur of 0.5 wt%. This will limit SOx emissions from individual stacks within the approved limits of 29.25 TPD.
- NOx Control - Low NOx burners have been recommended to reduce NOx emission from all furnaces.
- In addition a Plant Safety and Environment Cell consisting of qualified and experienced technical personnel from the relevant fields will be in place to ensure effective operation of all pollution control measures and suggest further improvements where necessary.
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
SECTION 10.0
RECOMMENDATIONS LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
SECTION 10.0 RECOMMENDATIONS

RECOMMENDATIONS
LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 2
SECTION 10.0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
10.0 CONCLUSIONS & RECOMMENDATIONS 10.1 CONCLUSION:
Financially all the four shortlisted cases are giving the better GRM comparing with the Base case GRM
Case 1A
This option considers withdrawal of minimum Kerosene product from crude column &
dropping rest into Gas Oil which can be processed in DHT unit. Modifications will be
required in Gas Oil section of crude unit which will call for shutdown of the unit.
This option requires additional 6% capacity increase in DHT unit over and above the
debottlenecking project capacity of DHT. BORL is presently operating DHT unit at 130%
of design capacity and this capacity will increase to 145% in debottlenecking project by
exhausting all the design margins in existing equipment, especially in high pressure
section and reactors. Further increase in the DHT capacity is technically not possible.
Even if it was possible to revamp DHT unit, this option will produce 213 KTPA Kerosene
which must be exported.
As the objective of Kerosene minimization is not met and required capacity of DHT
exceeds the debottlenecking project capacity, this option is ruled out.
Case 1D
This option considers lifting part of Kerosene into Naphtha, dropping a part of Kerosene
into Gas Oil and thus withdrawing minimum Kerosene Product from crude column.
This option requires modifications in naphtha, gas oil section of crude column and
naphtha stabilizer column which will call for shutdown of the unit.
DHT capacity requirement in this case also increases to 106% of debottlenecking project
capacity. This option reduces the Kerosene make to nil but produces 43 KTPA of surplus
Naphtha which is a negative value stream and must be exported.
This option is not technically possible as desired capacity of DHT exceeds
debottlenecking project capacity and requires export of 43 KTPA Naphtha.
RECOMMENDATIONS
LINEAR PROGRAMMING (LP) STUDY FOR MINIMIZATION OF KEROSENE FROM
BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 2 of 2
SECTION 10.0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Case 2A:
This is Case 1A with New Kero Hydrodesulphurization unit to hydro treat the excess
kerosene.
Similar to Case 1A, this option also requires modifications in Gas Oil section of crude unit
and required capacity of DHT exceeds the debottlenecking project capacity Hence this
option is ruled out.
Case 2J:
This option considers installing a new KHDS unit which will eliminate Kerosene production
from refinery by upgrading entire Kerosene into HSD after desulphurization.
HSD product will meet BS-VI specifications after Kerosene blending.
This will not require modification in the existing units and can be largely implemented
independently without affecting normal operation of the refinery.
10.2 RECOMMENDATIONS
It is recommended to consider New Kero Hydro Desulphurization Unit (KHDS) of capacity 500 KTPA (Case J) for implementation because of the following advantage over other cases
1. No modification required in any of the existing processing Units
2. Maximum Utilization of existing process units
3. Flexibility to produce low Sulphur kerosene or NIL kerosene from the refinery
4. Product slate in line with the Objectives considered for the study
The estimated Capital cost for this will be Rs. 232.77 Crores with an accuracy of ±20%
& price Validity of 1st quarter 2017. Considering the crude and product prices as mentioned in report, Post Tax IRR for this selected case works out to be 38.6% (1 year avg. price)
and 31.78% (3 year avg. price).
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1
ANNEXURE 1
Annexure I LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE I OVERALL PLOT PLAN
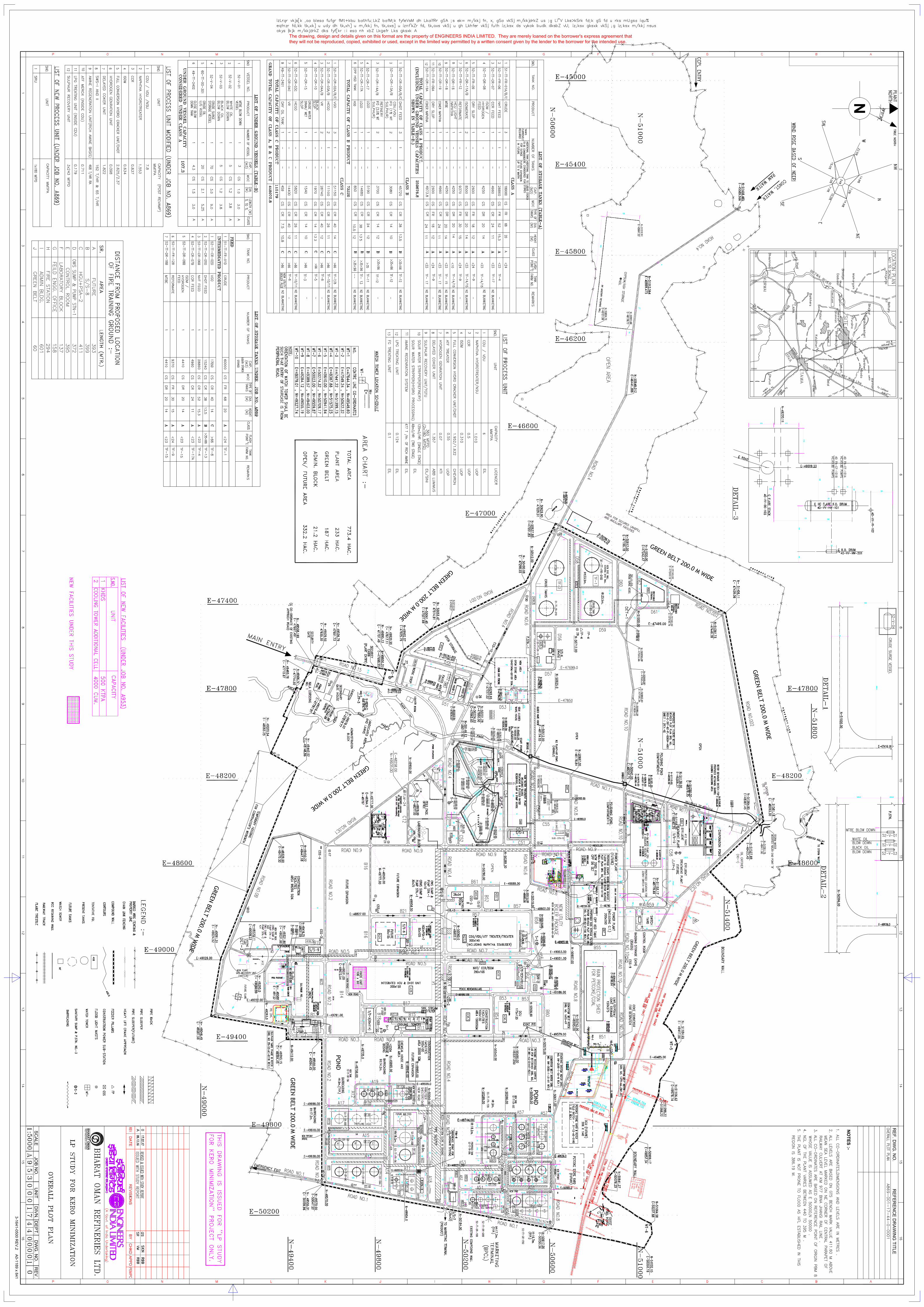

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 1 Page 1 of 1
ANNEXURE II
Annexure II LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE II PROCES FLOW SCHEME
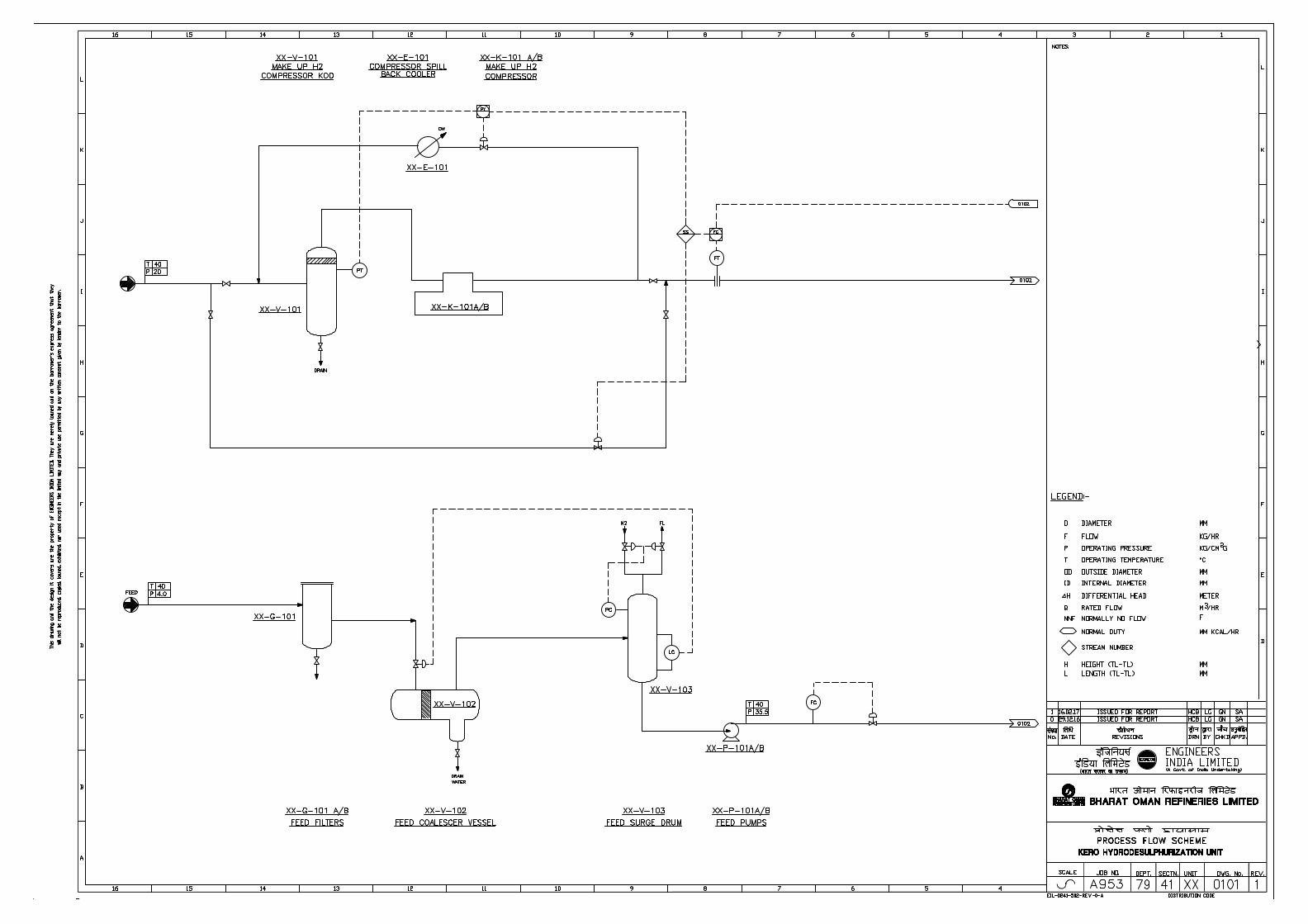


Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
ANNEXURE III
Annexure III LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE III BLOCK FLOW DIAGRAM
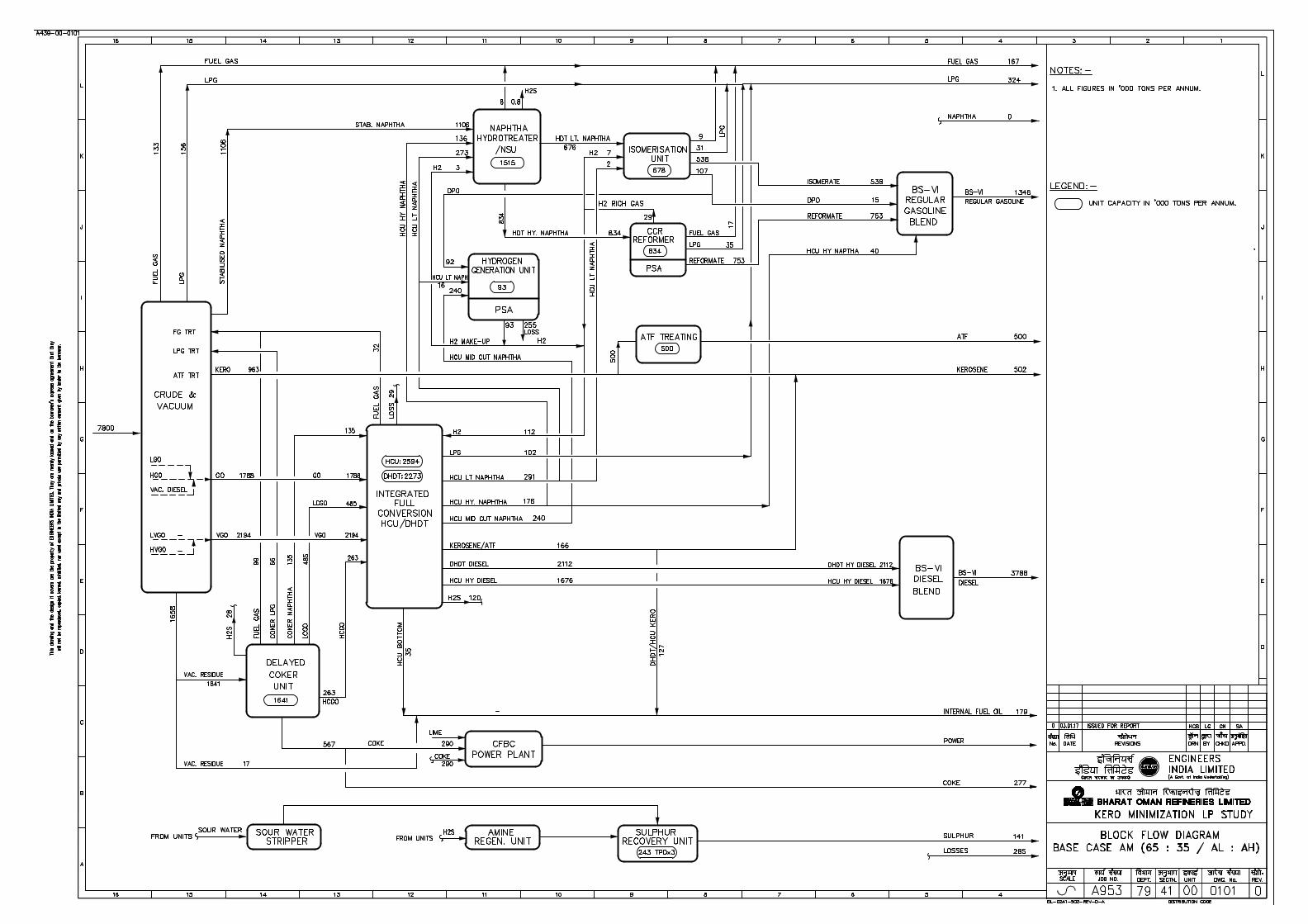
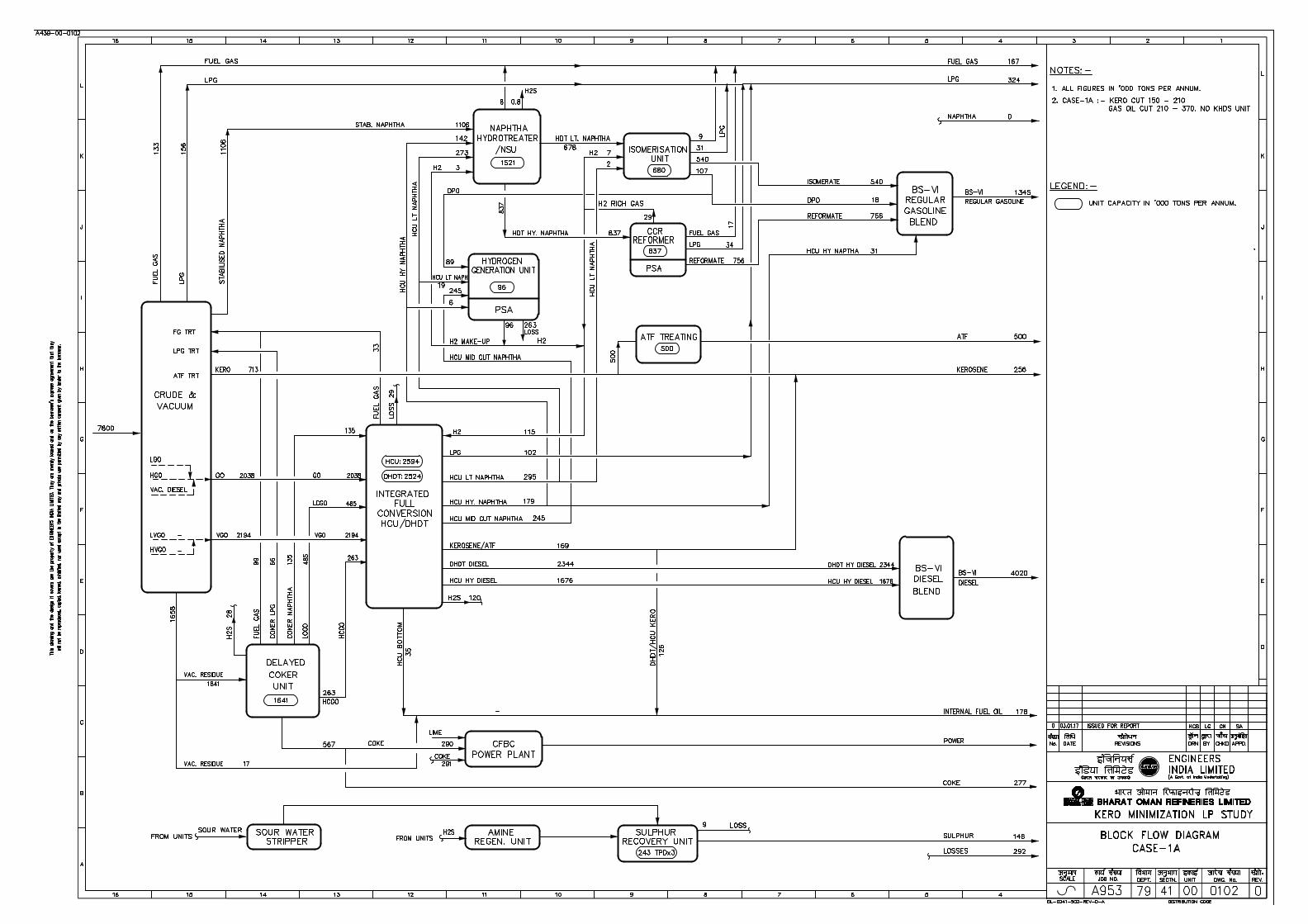

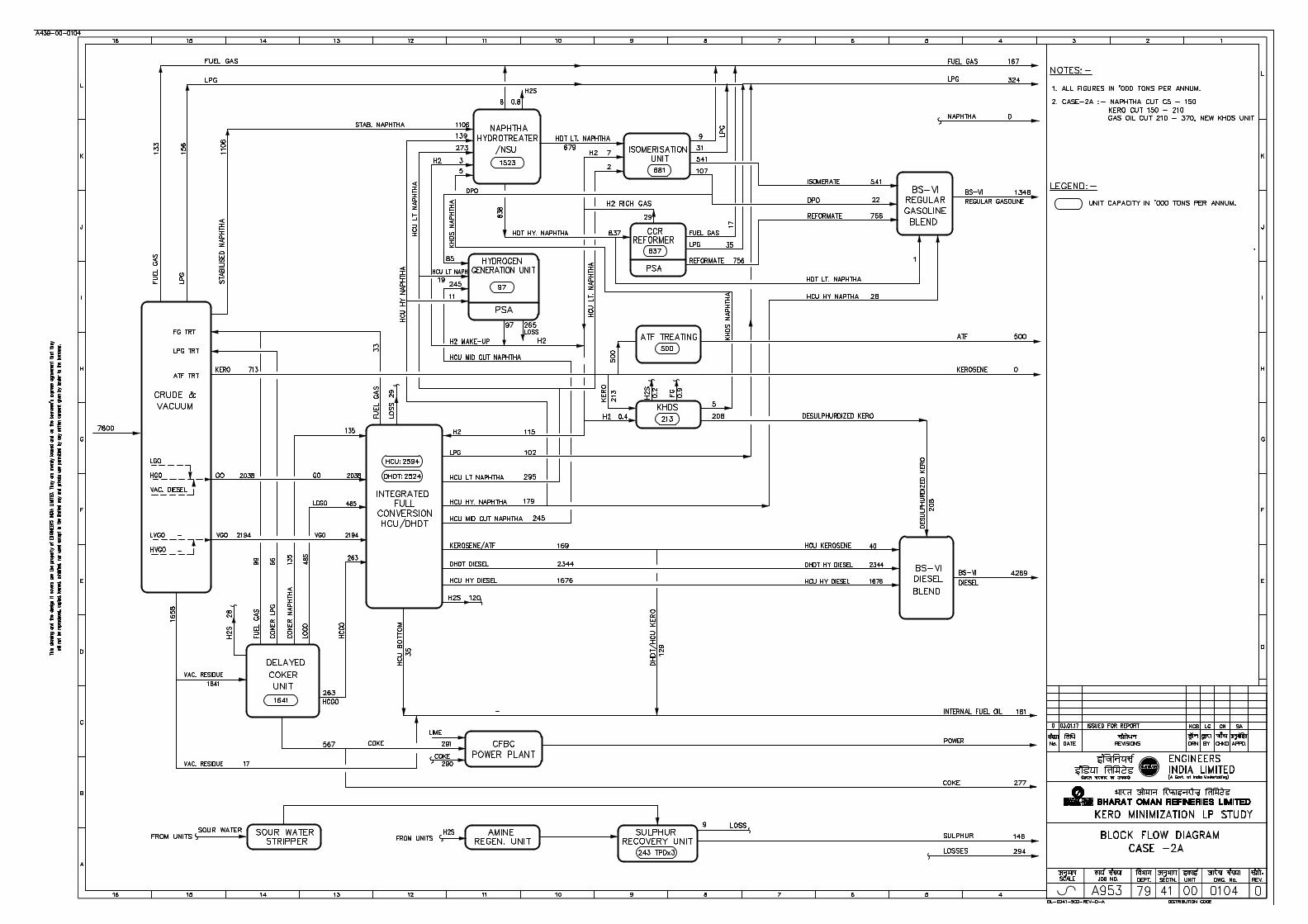
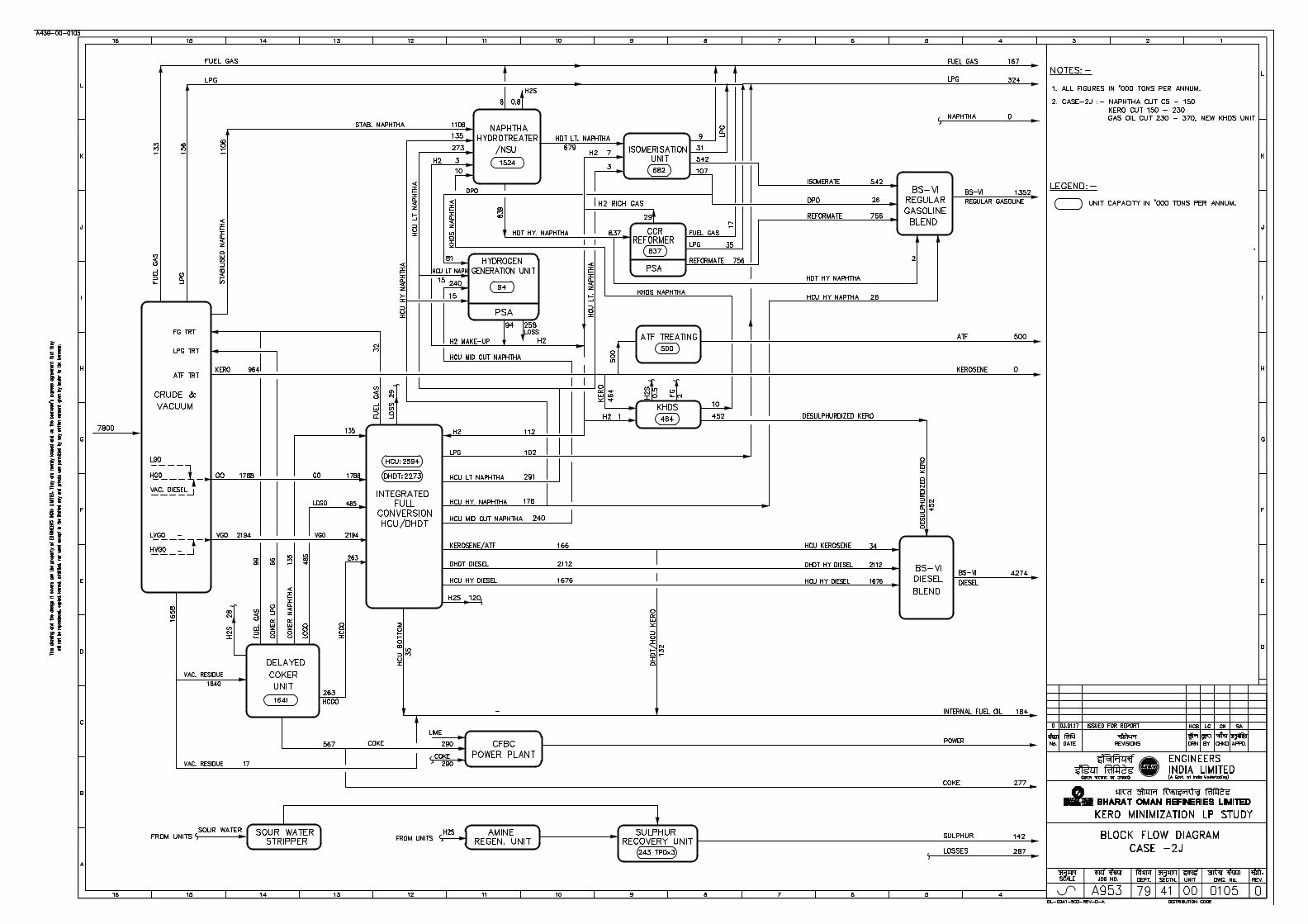
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
ANNEXURE IV
ANNEXURE IV LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE IV CRUDE ASSAY

Reference: ARBLT332 + ARAHV277Crude: Arab Mix BORL
Crude Summary Report General Information Molecules (%wt on crude) Whole Crude Properties Reference: ARBLT332 + ARAHV277 methane + ethane 0.01 Density @ 15°C (g/cc) 0.869Name: Arab Mix BORL propane 0.24 API Gravity 31.28Traded Crude: Unknown isobutane 0.15 Total Sulphur (% wt) 2.32Origin: Unknown n-butane 0.76 Pour Point (°C) -44.29Sample Date: isopentane 0.70 Viscosity @ 20°C (cSt) 20.66Assay Date: n-pentane 1.28 Viscosity @ 40°C (cSt) 10.26Issue Date: cyclopentane 0.07 Nickel (ppm) 9.2Comments: C6 paraffins 2.35 Vanadium (ppm) 29.1
C6 naphthenes 0.39 Total Nitrogen (ppm) 1207 benzene 0.08 Total Acid Number (mgKOH/g) 0.07 C7 paraffins 2.37 Mercaptan Sulphur (ppm) 110.2 C7 naphthenes 0.62 Hydrogen Sulphide (ppm) 6.2 toluene 0.33 Reid Vapour Pressure (psi) 4.1
Cut Data Start (°C) IBP C5 65 100 150 200 250 300 350 370 370 450 500 550 End (°C) FBP 65 100 150 200 250 300 350 370 FBP 450 500 550 FBP Yield (% wt) 3.1 4.4 6.7 7.6 8.0 8.2 8.3 3.2 49.4 13.1 7.2 6.1 22.9 Yield (% vol) 4.2 5.5 7.7 8.5 8.6 8.5 8.3 3.1 43.8 12.4 6.7 5.6 19.2 Cumulative Yield (% wt) 1.2 4.3 8.6 15.3 22.9 30.9 39.1 47.4 50.6 50.6 63.8 71.0 77.1 Volume Average B.P. (°C) 358 43 85 128 175 225 275 325 360 562 409 474 524 702 Density @ 15°C (g/cc) 0.869 0.642 0.693 0.753 0.773 0.809 0.838 0.863 0.891 0.977 0.920 0.937 0.951 1.035 API Gravity 31.3 88.9 72.6 56.3 51.6 43.3 37.2 32.3 27.3 13.3 22.2 19.5 17.3 5.2 UOPK 12.0 11.9 12.0 11.9 11.9 11.9 11.7 11.7 11.6 11.8 11.9 11.7 Molecular Weight (g/mol) 114 148 182 222 267 300 484 348 426 487 659
Total Sulphur (% wt) 2.32 0.074 0.072 0.064 0.065 0.282 1.15 1.79 2.34 3.98 2.91 3.15 3.28 5.03 Mercaptan Sulphur (ppm) 110.2 85.0 231.7 167.6 87.0 89.8 139.4 Total Nitrogen (ppm) 1207 0 5 58 222 2420 586 894 1186 4285 Basic Nitrogen (ppm) 285.79 0.2936 3.7753 28.649 77.627 568.21 161.79 260.65 383.6 948.25 Total Acid Number (mgKOH/g) 0.07 0.00 0.00 0.00 0.01 0.01 0.02 0.07 0.11 0.11 0.11 0.13 0.15 0.10
Viscosity @ 20°C (cSt) 20.7 1.27 Viscosity @ 40°C (cSt) 10.3 0.95 1.55 2.77 5.41 9.94 Viscosity @ 50°C (cSt) 7.70 1.34 2.30 4.28 7.43 1987 18.9 76.8 244 Viscosity @ 60°C (cSt) 877 13.5 47.9 136 Viscosity @ 100°C (cSt) 83.7 4.75 11.9 24.7 20803 Viscosity @ 130°C (cSt) 1765
RON (Clear) 0.9 76.3 43.1 50.6 38.0 MON (Clear) 0.4 76.0 43.3 48.7 33.2 Paraffins (% wt) - - - - - Naphthenes (%wt) - - - - - Aromatics (% wt) - - - - -
Pour Point (°C) -44 -45 -22 -2 8 17 21 35 43 81 Cloud Point (°C) -42 -20 0 Freeze Point (°C) -63 -42 -18 Smoke Point (mm) 29 24 19 Cetane Index 47 50 55 59 57 Naphthalenes (% vol) 0.0048 1.6437 7.4323 9.9474 Aniline Point (°C) 54.9 58.0 62.7 67.6 71.7 72.5 74.8 80.3 83.9 Hydrogen (% wt) 16.6 15.8 14.1 14.2 13.7 13.3 12.9 12.7 12.2 11.8 11.5 Wax (% wt) - - - - - -
C7 Asphaltenes (% wt) 2.9 5.9 0.0 0.1 12.7 Micro Carbon Residue (% wt) 5.9 11.9 0.4 2.4 24.8 Rams. Carbon Residue (% wt) 5.3 10.8 0.4 2.3 22.6 Vanadium (ppm) 29.1 58.8 0.0 0.8 126.8 Nickel (ppm) 9.2 18.6 0.0 0.1 40.2 Iron (ppm) 4.4 9.0 0.0 0.1 19.3
Atmospheric Cuts Vacuum Cuts
---
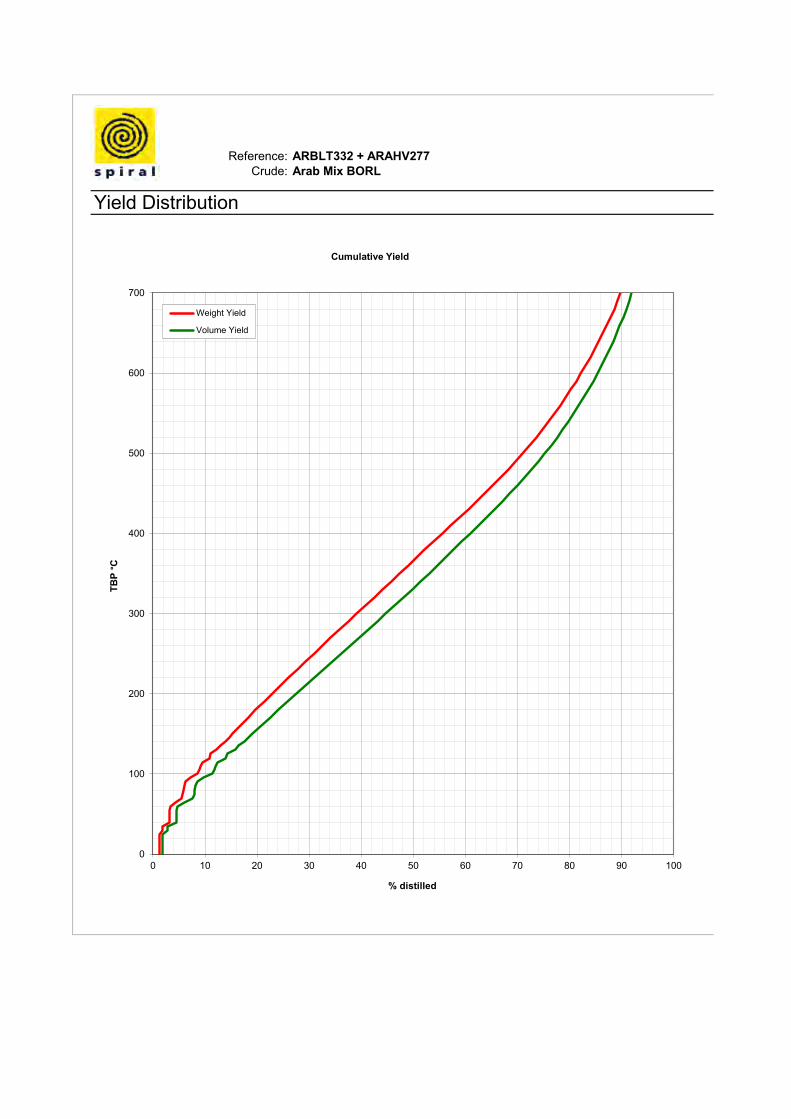
Reference: ARBLT332 + ARAHV277Crude: Arab Mix BORL
Yield Distribution
0
100
200
300
400
500
600
700
0 10 20 30 40 50 60 70 80 90 100
TBP °C
% distilled
Cumulative Yield
Weight Yield
Volume Yield

Reference: KUWAT304Crude: Kuwait Exp Bld '07
Crude Summary Report General Information Molecules (%wt on crude) Whole Crude Properties Reference: KUWAT304 methane + ethane 0.00 Density @ 15°C (g/cc) 0.874Name: Kuwait Exp Bld '07 propane 0.18 API Gravity 30.40Traded Crude: Kuwait isobutane 0.16 Total Sulphur (% wt) 2.74Origin: Kuwait n-butane 0.75 Pour Point (°C) -58.15Sample Date: isopentane 0.72 Viscosity @ 20°C (cSt) 17.65Assay Date: n-pentane 1.26 Viscosity @ 40°C (cSt) 9.44Issue Date: cyclopentane 0.08 Nickel (ppm) 11.3Comments: C6 paraffins 2.35 Vanadium (ppm) 30.3
C6 naphthenes 0.44 Total Nitrogen (ppm) 1540 benzene 0.07 Total Acid Number (mgKOH/g) 0.04 C7 paraffins 2.17 Mercaptan Sulphur (ppm) 128.0 C7 naphthenes 0.64 Hydrogen Sulphide (ppm) 4.0 toluene 0.31 Reid Vapour Pressure (psi) 3.6
Cut Data Start (°C) IBP C5 65 100 150 200 250 300 350 370 370 450 500 550 End (°C) FBP 65 100 150 200 250 300 350 370 FBP 450 500 550 FBP Yield (% wt) 3.0 4.3 7.3 7.6 7.0 7.6 8.0 3.2 50.9 12.2 6.8 6.0 25.8 Yield (% vol) 4.1 5.4 8.4 8.6 7.6 7.9 8.1 3.2 45.0 11.6 6.3 5.4 21.6 Cumulative Yield (% wt) 1.1 4.1 8.4 15.7 23.3 30.3 37.9 45.9 49.1 49.1 61.4 68.2 74.2 Volume Average B.P. (°C) 373 42 84 128 174 225 275 325 360 587 409 474 524 732 Density @ 15°C (g/cc) 0.874 0.641 0.693 0.751 0.770 0.810 0.837 0.864 0.888 0.985 0.917 0.941 0.959 1.042 API Gravity 30.4 89.1 72.7 56.9 52.2 43.1 37.4 32.3 27.7 12.0 22.8 18.7 15.9 4.3 UOPK 12.0 12.0 12.1 11.9 11.9 11.9 11.8 11.7 11.7 11.7 11.8 11.7 Molecular Weight (g/mol) 115 148 182 222 267 300 503 349 424 483 686
Total Sulphur (% wt) 2.74 0.029 0.039 0.052 0.082 0.348 1.26 1.97 2.40 4.66 2.96 3.59 4.00 5.90 Mercaptan Sulphur (ppm) 128.0 36.7 112.4 76.4 32.4 11.6 4.3 Total Nitrogen (ppm) 1540 1 10 94 290 2991 627 1087 1708 4911 Basic Nitrogen (ppm) 392.31 1.2347 7.8572 46.827 90.192 756.57 150.91 301.98 477.08 1228.1 Total Acid Number (mgKOH/g) 0.04 0.00 0.01 0.03 0.04 0.04 0.05 0.06 0.07 0.05 0.07 0.06 0.06 0.03
Viscosity @ 20°C (cSt) 17.7 1.26 Viscosity @ 40°C (cSt) 9.44 0.95 1.56 2.83 5.50 10.1 Viscosity @ 50°C (cSt) 7.28 1.34 2.34 4.34 7.55 5536 19.5 86.5 311 Viscosity @ 60°C (cSt) 2128 13.9 52.6 164 Viscosity @ 100°C (cSt) 140 4.86 12.2 26.2 40790 Viscosity @ 130°C (cSt) 2615
RON (Clear) 0.8 76.8 44.0 51.6 38.4 MON (Clear) 0.2 76.4 44.1 49.4 33.6 Paraffins (% wt) 31.0 100.9 85.0 63.6 61.7 Naphthenes (%wt) 24.1 2.6 15.3 18.4 25.0 Aromatics (% wt) 36.0 0.0 1.7 18.9 13.6
Pour Point (°C) -58 -45 -22 -2 7 14 16 26 33 81 Cloud Point (°C) -45 -22 1 Freeze Point (°C) -62 -42 -18 Smoke Point (mm) 32 27 21 Cetane Index 48 50 55 59 58 Naphthalenes (% vol) 0 1.8912 6.7103 9.9324 Aniline Point (°C) 53.9 57.0 62.3 67.4 72.2 74.4 77.0 80.1 81.5 Hydrogen (% wt) 16.6 15.8 14.2 14.3 13.9 13.4 12.9 12.6 12.1 11.5 11.2 Wax (% wt) 2.8 4.4 8.5 7.6 5.8 1.4
C7 Asphaltenes (% wt) 2.8 5.6 0.0 0.1 10.9 Micro Carbon Residue (% wt) 6.5 12.7 0.4 1.8 24.5 Rams. Carbon Residue (% wt) 6.0 11.8 0.4 1.7 22.8 Vanadium (ppm) 30.3 59.5 0.0 1.2 116.8 Nickel (ppm) 11.3 22.2 0.0 0.1 43.6 Iron (ppm) 3.6 7.0 0.0 0.1 13.8
Atmospheric Cuts Vacuum Cuts
17 December 200711 May 200814 May 2008

Reference: KUWAT304Crude: Kuwait Exp Bld '07
Yield Distribution
0
100
200
300
400
500
600
700
0 10 20 30 40 50 60 70 80 90 100
TBP
°C
% distilled
Cumulative Yield
Weight Yield
Volume Yield
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
ANNEXURE V
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE V BLENDING
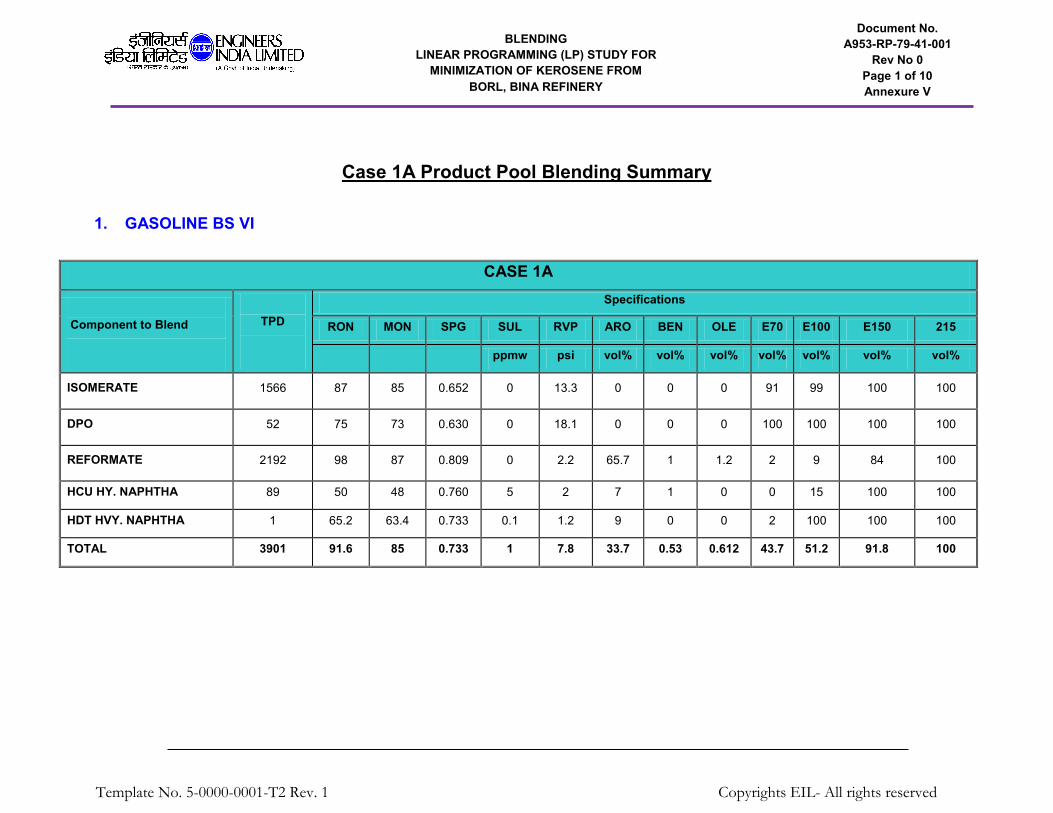
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 1 of 10 Annexure V
Case 1A Product Pool Blending Summary 1. GASOLINE BS VI
CASE 1A
Component to Blend
TPD
Specifications
RON MON SPG SUL RVP ARO BEN OLE E70 E100 E150 215
ppmw psi vol% vol% vol% vol% vol% vol% vol%
ISOMERATE 1566 87 85 0.652 0 13.3 0 0 0 91 99 100 100
DPO 52 75 73 0.630 0 18.1 0 0 0 100 100 100 100
REFORMATE 2192 98 87 0.809 0 2.2 65.7 1 1.2 2 9 84 100
HCU HY. NAPHTHA 89 50 48 0.760 5 2 7 1 0 0 15 100 100
HDT HVY. NAPHTHA 1 65.2 63.4 0.733 0.1 1.2 9 0 0 2 100 100 100
TOTAL 3901 91.6 85 0.733 1 7.8 33.7 0.53 0.612 43.7 51.2 91.8 100

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 2 of 10 Annexure V
2. KEROSENE:
CASE 1A
Component to Blend TPD SPG SUL
ppmw FLASH
POINT °C SMOKE
POINT mm
SR KEROSENE 618 0.784 718 129 28.6
HCU KEROSENE 123 0.777 8 40 32
Total 742 0.783 600 >39 29.4
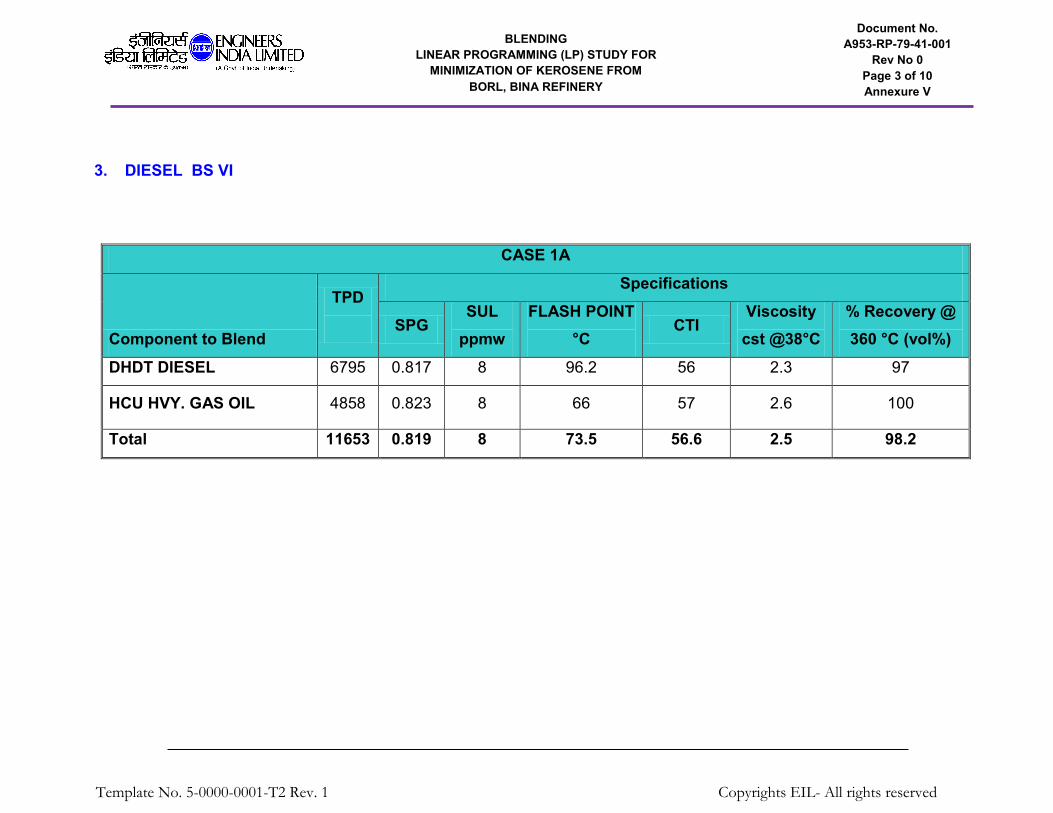
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 3 of 10 Annexure V
3. DIESEL BS VI
CASE 1A
Component to Blend
TPD
Specifications
SPG SUL
ppmw FLASH POINT
°C CTI
Viscosity cst @38°C
% Recovery @ 360 °C (vol%)
DHDT DIESEL 6795 0.817 8 96.2 56 2.3 97
HCU HVY. GAS OIL 4858 0.823 8 66 57 2.6 100
Total 11653 0.819 8 73.5 56.6 2.5 98.2

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 4 of 10 Annexure V
Case 1D Product Pool Blending Summary 1. GASOLINE BS VI
CASE 1D
Component to Blend
TPD
Specifications
RON MON SPG SUL RVP ARO BEN OLE E70 E100 E150 215
ppmw psi vol% vol% vol% vol% vol% vol% vol%
ISOMERATE 1549 87 85 0.652 0 13.3 0 0 0 91 99 100 100
DPO 9 75 73 0.630 0 18.1 0 0 0 100 100 100 100
REFORMATE 2192 98 87 0.809 0 2.2 65.7 1 1.2 2 9 84 100
HDT. HY. NAPHTHA 172 65.2 63.4 0.733 0.1 1.2 9 0 0 2 100 100 100
TOTAL 3921 91.6 85.0 0.735 0 7.4 33.8 0.508 0.61 41.9 53.3 91.9 100

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 5 of 10 Annexure V
2. KEROSENE:
CASE 1D
Component to Blend TPD SPG SUL
ppmw FLASH
POINT °C SMOKE
POINT mm
HCU KEROSENE 122 0.777 8 40 32
Total 122 0.777 8 40 32

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 6 of 10 Annexure V
3. DIESEL BS VI
CASE 1D
Component to Blend
TPD
Specifications
SPG SUL
ppmw FLASH POINT
°C CTI
Viscosity cst @38°C
% Recovery @ 360 °C (vol%)
DHDT DIESEL 6795 0.817 8 96.2 56 2.3 97
HCU HVY. GAS OIL 4858 0.823 8 66 57 2.6 100
HCU HVY. NAPHTHA 519 0.760 5 10 25 0.538 100
Total 12172 0.817 8 57.5 55.1 2.3 98.2
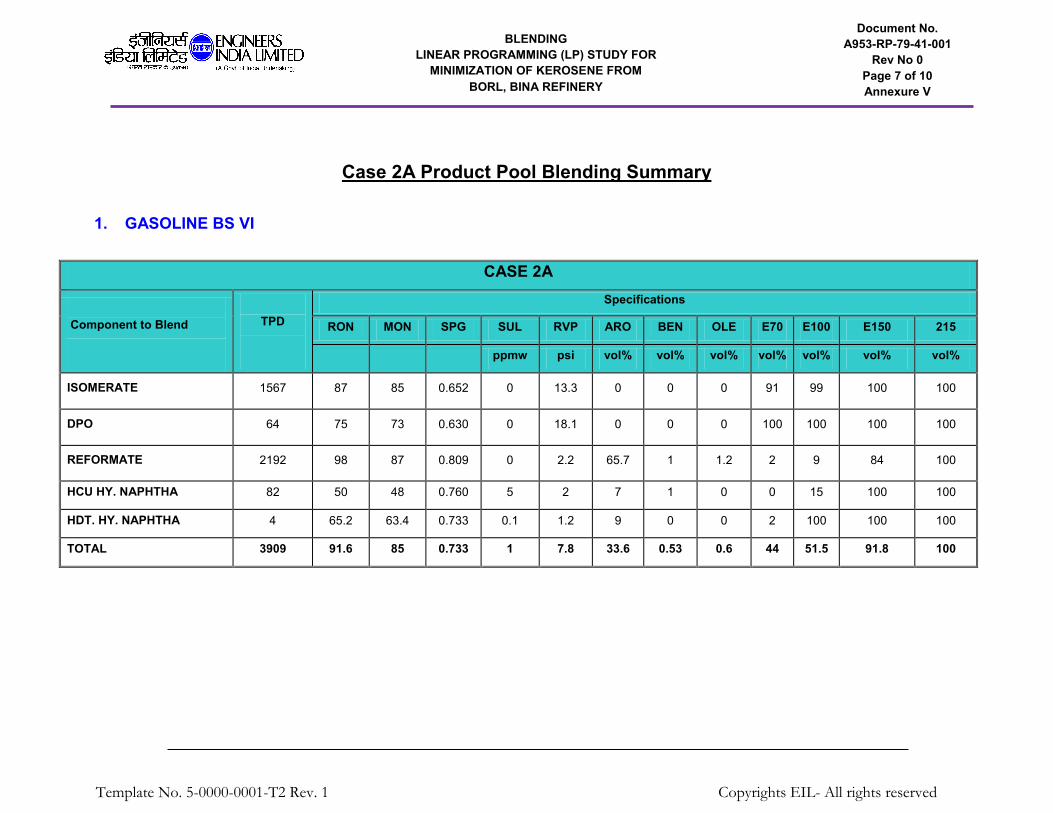
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 7 of 10 Annexure V
Case 2A Product Pool Blending Summary 1. GASOLINE BS VI
CASE 2A
Component to Blend
TPD
Specifications
RON MON SPG SUL RVP ARO BEN OLE E70 E100 E150 215
ppmw psi vol% vol% vol% vol% vol% vol% vol%
ISOMERATE 1567 87 85 0.652 0 13.3 0 0 0 91 99 100 100
DPO 64 75 73 0.630 0 18.1 0 0 0 100 100 100 100
REFORMATE 2192 98 87 0.809 0 2.2 65.7 1 1.2 2 9 84 100
HCU HY. NAPHTHA 82 50 48 0.760 5 2 7 1 0 0 15 100 100
HDT. HY. NAPHTHA 4 65.2 63.4 0.733 0.1 1.2 9 0 0 2 100 100 100
TOTAL 3909 91.6 85 0.733 1 7.8 33.6 0.53 0.6 44 51.5 91.8 100
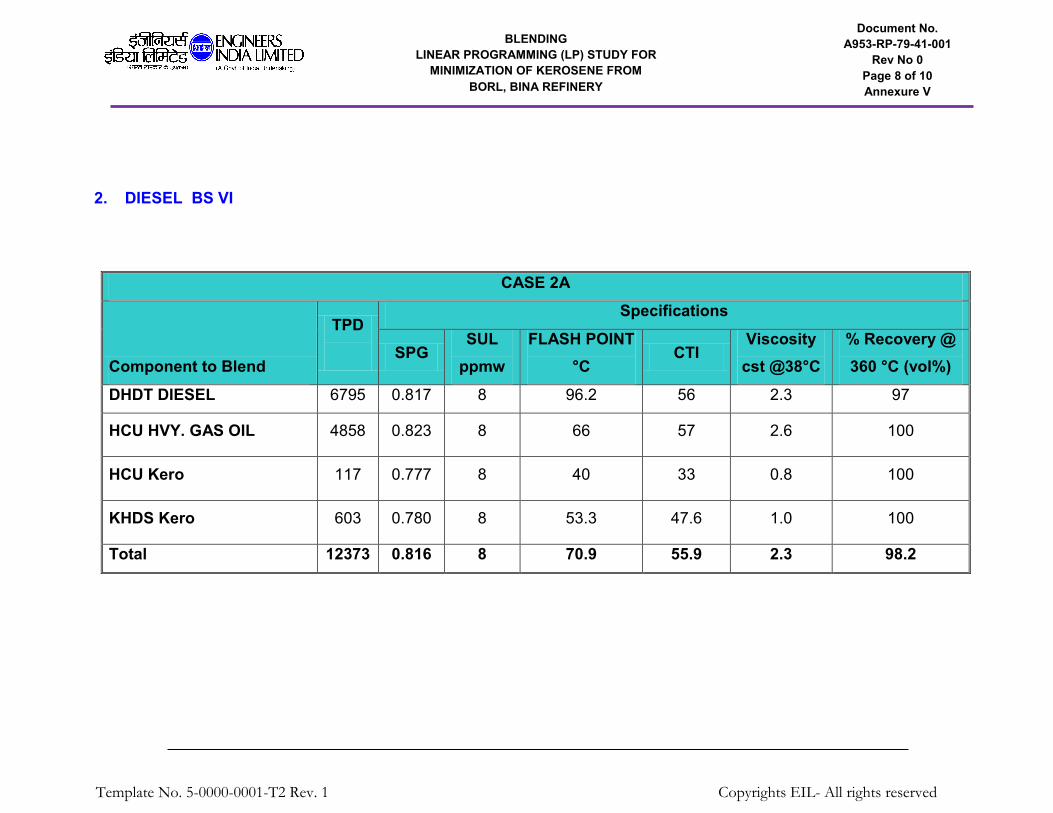
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 8 of 10 Annexure V
2. DIESEL BS VI
CASE 2A
Component to Blend
TPD
Specifications
SPG SUL
ppmw FLASH POINT
°C CTI
Viscosity cst @38°C
% Recovery @ 360 °C (vol%)
DHDT DIESEL 6795 0.817 8 96.2 56 2.3 97
HCU HVY. GAS OIL 4858 0.823 8 66 57 2.6 100
HCU Kero 117 0.777 8 40 33 0.8 100
KHDS Kero 603 0.780 8 53.3 47.6 1.0 100
Total 12373 0.816 8 70.9 55.9 2.3 98.2

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 9 of 10 Annexure V
Case 2J Product Pool Blending Summary 1. GASOLINE BS VI
CASE 2J
Component to Blend
TPD
Specifications
RON MON SPG SUL RVP ARO BEN OLE E70 E100 E150 215
ppmw psi vol% vol% vol% vol% vol% vol% vol%
ISOMERATE 1570 87 85 0.652 0 13.3 0 0 0 91 99 100 100
DPO 77 75 73 0.630 0 18.1 0 0 0 100 100 100 100
REFORMATE 2192 98 87 0.809 0 2.2 65.7 1 1.2 2 9 84 100
HCU HY. NAPHTHA 74 50 48 0.760 5 2 7 1 0 0 15 100 100
HDT. HY. NAPHTHA 5 65.2 63.4 0.733 0.1 1.2 9 0 0 2 100 100 100
TOTAL 3919 91.6 85.0 0.733 1 7.89 33.5 0.52 0.61 44.3 51.9 91.9 100

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL- All rights reserved
BLENDING LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-001
Rev No 0 Page 10 of 10 Annexure V
2. DIESEL BS VI
CASE 2J
Component to Blend TPD
Specifications
SPG SUL
ppmw FLASH POINT
°C CTI
Viscosity cst @38°C
% Recovery @ 360 °C (vol%)
DHDT DIESEL 6121 0.817 8 96.2 56 2.3 97
HCU HVY. GAS OIL 4858 0.823 8 66 57 2.6 100
HCU Kero 98 0.777 8 40 33 0.8 100
KHDS Kero 1311 0.780 8 53.3 47.6 1.0 100
Total 12387 0.817 8 70.5 55.4 2.2 98.6

Template No. 5-0000-0001-T2 Rev. 1 Copyright EIL – All rights reserved
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
ANNEXURE VI
EQUIPMENT LIST LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE VI
EQUIPMENT LIST

0
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev No 0 Annexure VI Page 1 of 2
EQUIPMENT LIST LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
Document No. A953-RP-79-41-0001
Rev No 0 Annexure VI Page 1 of 1
EQUIPMENT LIST FOR KHDS: S. NO. TAG NO DESCRIPTION COLUMN AND REACTORS
1 XX-R-101 REACTOR 2 XX-C-101 STRIPPER COLUMN 3 XX-C-102 RECYCLE GAS AMINE ABSORBER VESSLES 1 XX-V-101 MAKE UP H2 COMPRESSOR KOD 2 XX-V-102 FEED COALESCER VESSEL 3 XX-V-103 FEED SURGE DRUM 4 XX-V-104 HP SEPARATOR 5 XX-V-106 AMINE KOD 6 XX-V-107 STRIPPER REFLUX DRUM 7 XX-V-108 A/B SALT FILTER VESSEL 8 XX-V-109 A/B CLAY FILTER VESSEL HEAT EXCHANGERS 1 XX-E-101 MAKE UP COMPRESSOR SPILL BACK COOLER 2 XX-E-102 FEED/REACTOR EFFLUENT EXCHANGER 3 XX-E-104 REACTOR EFFLUENT WATER COOLER 4 XX-E-105 STRIPPER FEED BOTTOM EXHCNAGER 5 XX-E-106 STRIPPER OVERHEAD CONDENSER 6 XX-E-107 OFF GAS CONDENSER 7 XX-E-108 PRODUCT RUNDOWN COOLER AIR COOLERS 1 XX-E-103 REACTOR EFFLUENT AIR COOLER HEATERS 1 XX-EH-101 FEED/STRIPPER REBOILER HEATER PUMPS 1 XX-P-101 A/B FEED PUMPS 2 XX-P-102 A/B STRIPPER REFLUX PUMPS 3 XX-P-103 A/B BOTTOM CIRCULATION PUMPS 4 XX-P-104 A/B PRODUCT TRANSFER PUMPS FILTERS 1 XX-G-101 A/B FEED FILTERS COMPRESSORS 1 XX-K-101 A/B MAKE UP H2 COMPRESSOR 2 XX-K-102 RECYCLE GAS COMPRESSOR

Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
Document No. A953-RP-79-41-0001
Rev. No. 0 Page 1 of 1
ANNEXURE VII
PROJECT IMPLEMENTATION SCHEDULE LINEAR PROGRAMMING (LP) STUDY FOR
MINIMIZATION OF KEROSENE FROM BORL, BINA REFINERY
ANNEXURE VII
PROJECT IMPLEMENTATION SCHEDULE

STIPULATION OF PROPOSED PROJECT SCHEDULE
KERO JOB FROM BORL, BINA REFINERY
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
GENERAL
EIL will be Process unit Licensor and Preparation of BDEP for unit - KERO HYDRO
DESULPHURIZATION UNIT (KHDS)
Zero date has been considered as Kick off meeting date with Client and finalization of design Basis.
Investment approval for the Project by the BORL Board has been considered before zero date.
Following activities / facilities has been considered to be made available by BORL at zero date on
requirement basis.
Site grading work (incl. Road, drain, b/wall, culverts if any) Soil Investigation work Construction Power Construction Water Site Office, Central warehouse/ Open storage yard.
PROJECT IMPLEMENTATION STAGE
Finalization of Basic Design Engineering Package and Issue of Residual process package.
Following Units, Utilities & Offsite facilities has been considered for execution.
MAJOR PROCESS UNITS
KERO HYDRO DESULPHURIZATION UNIT (KHDU) : 500 KTPA
UTILITY SYSTEMS
Cooling water system : Addl. 1 nos. Cooling Tower of Cap - 4000 M3/HR
1. Tendering cycle time duration is considered as 3 and 4 months for item rate contracts and package contracts
respectively.
2. Ordering cycle of category-II equipment / materials is considered as 3 and 3.5 months for indigenous and
global MRs respectively and for Category – I equipment / material, 2.5 & 3 months for indigenous & global
MRs respectively.
3. Provision for air freighting of imported items shall be made depending on schedule requirement.
4. Duration of Max. 2 weeks is considered for documents requiring Client’s comments / approval. Efforts to be
made to get the documents approved with-in a week or across the table.
5. Since the expected zero date is not known, monsoon period is not indicated on the schedule bar chart.
However, the construction activities shall have the Monsoon period impact (~3 Months/year). Adequate
monsoon protection shall be kept in scope of respective contractors.

STIPULATION OF PROPOSED PROJECT SCHEDULE
KERO JOB FROM BORL, BINA REFINERY
Template No. 5-0000-0001-T2 Rev. 1 Copyrights EIL – All rights reserved
PHILOSOPHY OF EXECUTION
KERO HYDRO DESULPHURIZATION UNIT (KHDU)
1. Site free from encumbrances to be handed at zero date.
2. Project execution mode is EPCM. However following packages considered as LSTK Contracts : Cooling water system Addl. 1 nos. Cooling Towers
3. Power required for this unit shall be drawn from existing facility for Plant start-up based on feasibility studies.
4. All statutory approvals (CEA, PESO, EIA, AAI etc.) for establishment of new facilities have been considered
in scope of Client.
5. Total 4 Nos (1 UG + 3 AG) of Piping MTOs have been considered.
6. Clubbing of MRs Covering requirement of unit and offsite shall be maximized.
7. Provision of air freighting for imported items shall be made depend on schedule requirement.
8. Procurement of structural steel, cement, cable trays, cable ducts, lighting fixtures etc have been considered
under respective contractor scope.
9. The erection of heavy equipment considered in respective Package contractor / Mechanical contractor
scope.
10. Construction Area for the following shall be arranged by Client :
Structure steel storage, fabrication
Piping shop fabrication
Site fabricated equipment
Office Space & Storage to the working agencies.
11. Modularization shall explored to the extent possible considering:
Better schedule Control
Reduced Overall Cost
Improved quality and productivity
Reduced Site Safety risk
Reduced Project Execution Risk
Weather impact mitigated
Maximize Quality through off site Fabrication
Minimize Site Labor Requirements
Reduced inventory management at site
12. ROU / ROW & clearances if any from forest department considered in Client’s scope.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43
I PRE-PROJECT ACTIVITIES
1 START DATE OF PROJECT (ZERO DATE)
2 PRE PROJECT FACILITY BY BORL
II PROJECT IMPLIMENTATION STAGE
A KERO HYDRO DESULPHURIZATION UNIT (KHDS) - 500 KTPA
1 PROCESS PACKAGE
1 RESIDUAL BASIC ENGINEERING
2 DETAILED ENGINEERING
3 PROCUREMENT
3.1 LLIs
3.1.1 COMPRESSORS
3.1.2 REACTORS / TOWER
3.2 OTHER EQPTS/ MATERIALS
3.3 BULK PROCUREMENT (COMMON)
3.3.1 BULK - PIPING
3.3.2 BULK - ELECTRICAL / INSTRUMENTATION
3.3.3 DCS
4 CONSTRUCTION
4.1 CIVIL/ STRL/ UG PIPING
4.2 HEATER PACKAGE
4.3 COMPOSITE WORKS (MECH / PIPING/)
4.4 ELECTRICAL & INSTRUMENTATION WORKS
B UTILITY
1 FINALIZATION OF UTILITY PACKAGE FOR COOLING TOWER
2 COOLING WATER PACKAGE
C COMMISSIONING
1 Commissioning and Start up
LEGEND: TENDER Mat Requisition AWARD/ LOI MATERIAL DELIVERY (PART) MATERIAL DELIVERY (FULL) ACTIVITY
DATE DOCUMENT NO. REV
S. NO DESCRIPTION REMARKS
DURATION: 6-10 MONTHS
UNIT
DURATION: 16-18 MONTHS
DURATION: 14-16 MONTHS
DURATION: 10-12 MONTHS
DURATION: 4-8 MONTHS
DURATION: 8-10 MONTHS + 6 M SITE WORK
DURATION: 14 MONTHS
DURATION: 12 MONTHS
DURATION: 15 MONTHS; INCLUDING HOOK UP WORKS
DURATION: 8 MONTHS
APVD
CAPACITY 4000 M3/HRDURATION: 18 MONTHS
PROJECT : BORL Kero Minimization LP study
PROPOSED PROJECT SCHEDULE FOR KERO JOB FROMBORL, BINA REFINERY
A953-000-27-44-SO001 ALOCATION : BINA MP 31-01-17
CLIENT: BORL PURPOSE PREP CHKD/ REVWD
ISSUED WITH DFR TSS SK PM
T R
R R
R R
R R
UG
R R
R RR R1ST MTO
2ND MTOFINALMTO
R R
R R
R
T
T
T
T
SITE WORK
T
HAZOP REVIEW
FEILD ENGG.30% MODELLING 60% MODELLING 90% MODELLINGMTO UG
1ST MTO INTERMEDIATE MTO FINAL MTO
<---------------MAJOR CIVIL/STRL. DRAWINGS------------>EQUIPMENT LAYOUT
PRE PROJECT FACILITY INLCUDING GRADED SITE, CONSTRUCTION POWER /WATER TO BE FACILITATED BY BORL
OVERALL PLOT PLAN
KOM WITH CLIENT
PROJECT COMPLETION INCLUDING
COMMISSIONING
MECH. COMPLETION
1 / 1