bell fastener standards guidelines · grade 10.9 din 50979 – zn8/cn/t2 take special note of...
TRANSCRIPT

Bell Equipment
Fastener
Revision
Preferred fasteners
Fastener Standard
Flange Bolts EN 1665
(DIN 6921)
M5, M6, M8, M10,
M12, M16, M20
Flange Nyloc™ nuts EN 1663
(DIN 6926)
M5, M6, M8, M10,
M12, M16, M20
Flange Cleaveloc™ nuts EN 1664
(DIN 6927,
ISO7044)
M5, M6, M8, M10,
M12,
Hardened washers DIN 6916 M5, M6, M8, M10,
M12, M16, M20
NB : Surface finish of Grade 10.9 bolts and Class 10 nuts
must be done STRICTLY
with special attention to
post-process.
“Hydrogen embrittlement is the process by which various metals, most importantly high
brittle and fracture following exposure to hyd
introduction of hydrogen into susceptible metals during forming or finishing operations and increases cracking in the
material. “
Bell Equipment – Fastener Standards and Guidelines|5 December
astener Standards and G
Revision D – 05 December 2012
Owner : N. Shezi
Standards
Sizes
Mechanical
Property
Surface Finish
M5, M6, M8, M10,
M12, M16, M20
Grade 10.9 DIN 50979 – Zn8/Cn/T2
Take special note of clause 6
M5, M6, M8, M10,
M12, M16, M20
Class 10 DIN 50979 – Zn8/Cn/T2
Take special note of clause 6.4
M5, M6, M8, M10,
M12, M16, M20
Class 10 DIN 50979 – Zn8/Cn/T2
Take special note of clause 6.4
M5, M6, M8, M10,
M12, M16, M20
As per DIN
6916
DIN 50979 – Zn8/Cn/T2
: Surface finish of Grade 10.9 bolts and Class 10 nuts
STRICTLY in accordance with DIN 50969
with special attention to the hydrogen de-embrittlement
Hydrogen embrittlement is the process by which various metals, most importantly high
brittle and fracture following exposure to hydrogen. Hydrogen embrittlement is often the result of unintentional
introduction of hydrogen into susceptible metals during forming or finishing operations and increases cracking in the
December 2012 – Rev D 1
Guidelines
Surface Finish
Zn8/Cn/T2
Take special note of clause 6.4
Zn8/Cn/T2
Take special note of clause 6.4
Zn8/Cn/T2
Take special note of clause 6.4
Zn8/Cn/T2
: Surface finish of Grade 10.9 bolts and Class 10 nuts
in accordance with DIN 50969,
embrittlement
Hydrogen embrittlement is the process by which various metals, most importantly high-strength steel, become
rogen. Hydrogen embrittlement is often the result of unintentional
introduction of hydrogen into susceptible metals during forming or finishing operations and increases cracking in the

Bell Equipment
1 Structural Bolted Joints
Definition : If the bolted joint fails, the
Machine operating loads are transferred via the bolted joint.
E.g. Suspension link, steering cylinder attachments
• Bolt grip length (the length of bolt that is stretched as the joint is
diameter, preferably 3 x bolt diameter. This is to ensure bolted joints with good fatigue performance.
• If joint has insufficient bolt grip length, add a spacer tube to the bolted joint to achieve the above.
• Spacer tube outside diameter should be at least equal to the washer diameter. Spacer tube inside diameter
should be as per clearance hole requirem
• Bolt length – thread protrusion beyond nut
Bell Equipment – Fastener Standards and Guidelines|5 December
Guidelines
, the machine looses overall functionality.
Machine operating loads are transferred via the bolted joint.
E.g. Suspension link, steering cylinder attachments
t that is stretched as the joint is tightened) should be at least 2 x bolt
diameter, preferably 3 x bolt diameter. This is to ensure bolted joints with good fatigue performance.
If joint has insufficient bolt grip length, add a spacer tube to the bolted joint to achieve the above.
e outside diameter should be at least equal to the washer diameter. Spacer tube inside diameter
should be as per clearance hole requirements for bolt size used.
thread protrusion beyond nut : minimum 1 x thread pitch, maximum 1.5 x bolt diame
December 2012 – Rev D 2
tightened) should be at least 2 x bolt
diameter, preferably 3 x bolt diameter. This is to ensure bolted joints with good fatigue performance.
If joint has insufficient bolt grip length, add a spacer tube to the bolted joint to achieve the above.
e outside diameter should be at least equal to the washer diameter. Spacer tube inside diameter
aximum 1.5 x bolt diameter.

Bell Equipment
2 Gerneral Purpose bolted joints
Definition : Bolted joints intended to attach components to machine
Bolted joints intended to only support the weight of a component attached by it, or minor external loads.
E.g. Mudguard steps to mudguard,
• Bolt length – thread protrusion beyond nut : minimum 1 x thread pitch, maximum 1.5 x bolt diameter
3 Thread engagement
• Recommended bolt thread engagement into threaded/tapped holes.
Remember bolt grip length requirements
Bell Equipment – Fastener Standards and Guidelines|5 December
Bolted joints intended to attach components to machine.
Bolted joints intended to only support the weight of a component attached by it, or minor external loads.
Mudguard steps to mudguard, small brackets to chassis.
thread protrusion beyond nut : minimum 1 x thread pitch, maximum 1.5 x bolt diameter
ment into threaded/tapped holes.
requirements, as in paragraph 1.
Material being
bolted into
Recommended
Minimum thread
engagement
length (x d)
Grey Cast Iron 2.0
Nodular Cast Iron 1.0
Mild Steel 1.0
Hard steel ( ≥ 23 HRc) 0.875
Aluminium 1.5
December 2012 – Rev D 3
Bolted joints intended to only support the weight of a component attached by it, or minor external loads.
thread protrusion beyond nut : minimum 1 x thread pitch, maximum 1.5 x bolt diameter
Desirable
Minimum thread
engagement (x
d)
2.75
1.5
1.5
1.3
2.0
Bell Equipment – Fastener Standards and Guidelines|5 December 2012 – Rev D 4
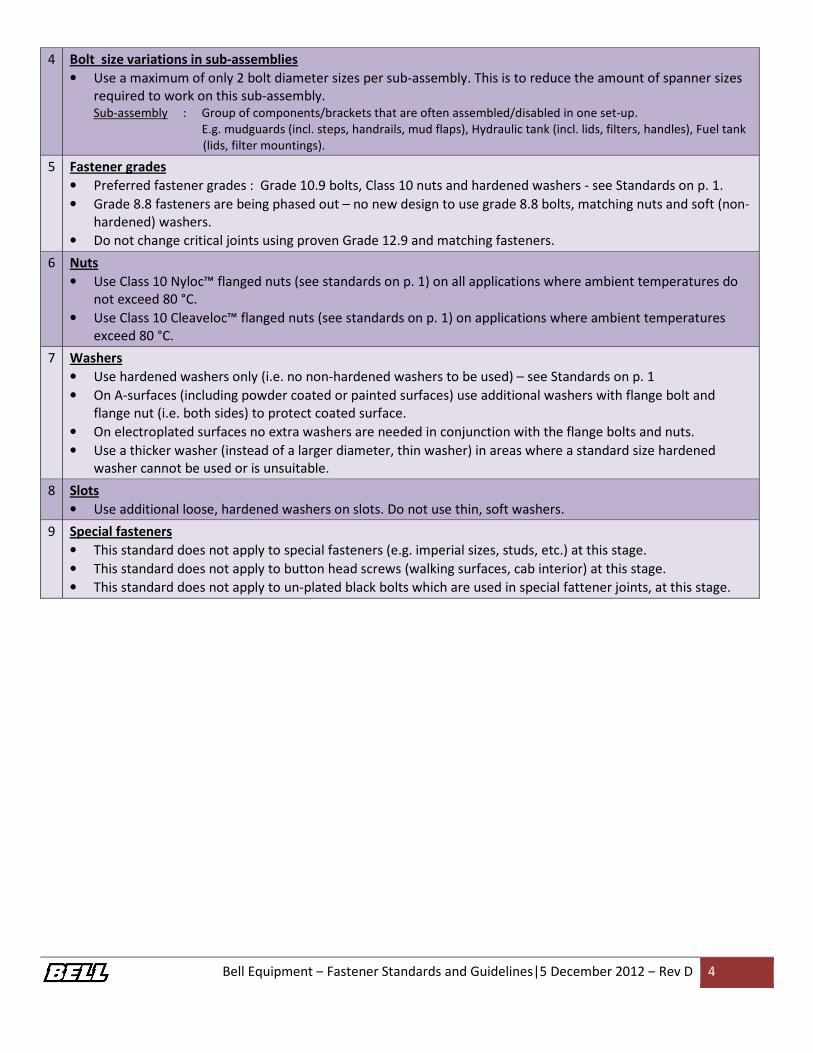
4 Bolt size variations in sub-assemblies
• Use a maximum of only 2 bolt diameter sizes per sub-assembly. This is to reduce the amount of spanner sizes
required to work on this sub-assembly.
Sub-assembly : Group of components/brackets that are often assembled/disabled in one set-up.
E.g. mudguards (incl. steps, handrails, mud flaps), Hydraulic tank (incl. lids, filters, handles), Fuel tank
(lids, filter mountings).
5 Fastener grades
• Preferred fastener grades : Grade 10.9 bolts, Class 10 nuts and hardened washers - see Standards on p. 1.
• Grade 8.8 fasteners are being phased out – no new design to use grade 8.8 bolts, matching nuts and soft (non-
hardened) washers.
• Do not change critical joints using proven Grade 12.9 and matching fasteners.
6 Nuts
• Use Class 10 Nyloc™ flanged nuts (see standards on p. 1) on all applications where ambient temperatures do
not exceed 80 °C.
• Use Class 10 Cleaveloc™ flanged nuts (see standards on p. 1) on applications where ambient temperatures
exceed 80 °C.
7 Washers
• Use hardened washers only (i.e. no non-hardened washers to be used) – see Standards on p. 1
• On A-surfaces (including powder coated or painted surfaces) use additional washers with flange bolt and
flange nut (i.e. both sides) to protect coated surface.
• On electroplated surfaces no extra washers are needed in conjunction with the flange bolts and nuts.
• Use a thicker washer (instead of a larger diameter, thin washer) in areas where a standard size hardened
washer cannot be used or is unsuitable.
8 Slots
• Use additional loose, hardened washers on slots. Do not use thin, soft washers.
9 Special fasteners
• This standard does not apply to special fasteners (e.g. imperial sizes, studs, etc.) at this stage.
• This standard does not apply to button head screws (walking surfaces, cab interior) at this stage.
• This standard does not apply to un-plated black bolts which are used in special fattener joints, at this stage.
Bell Equipment – Fastener Standards and Guidelines|5 December 2012 – Rev D 5
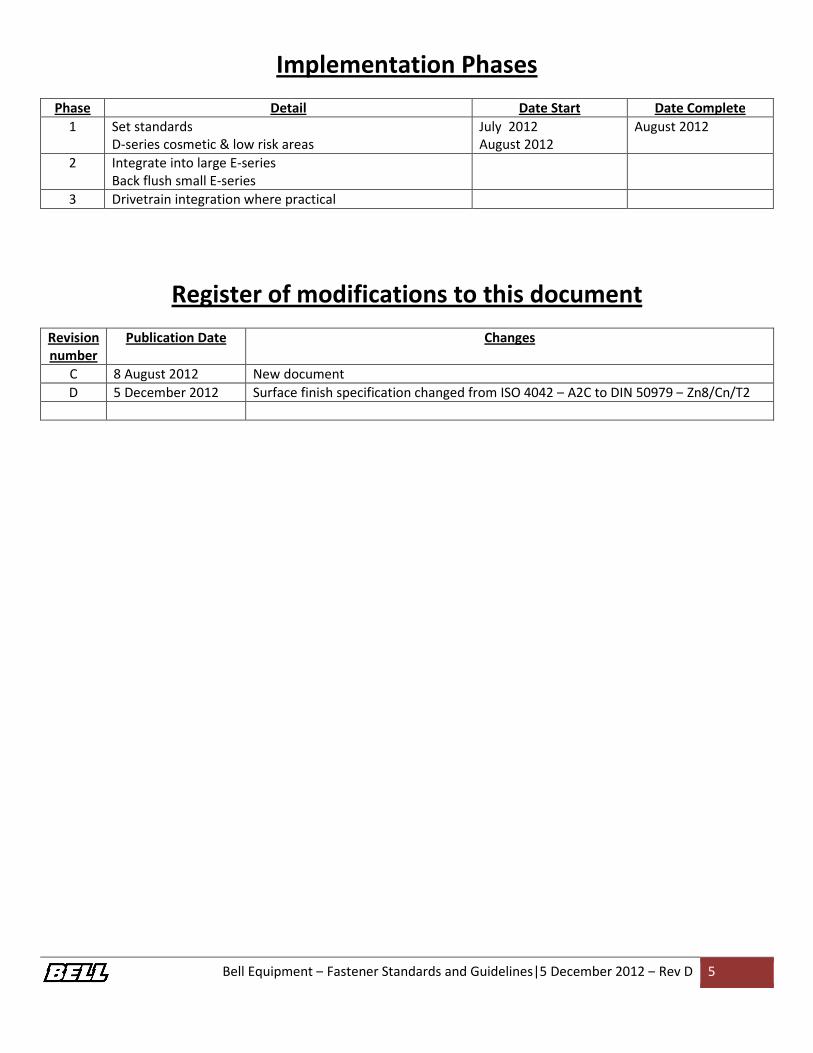
Implementation Phases
Phase Detail Date Start Date Complete
1 Set standards
D-series cosmetic & low risk areas
July 2012
August 2012
August 2012
2 Integrate into large E-series
Back flush small E-series
3 Drivetrain integration where practical
Register of modifications to this document
Revision
number
Publication Date Changes
C 8 August 2012 New document
D 5 December 2012 Surface finish specification changed from ISO 4042 – A2C to DIN 50979 – Zn8/Cn/T2